03-Parte III - CAP 7-8-9bibing.us.es/proyectos/abreproy/4316/fichero/TOMO+I...1. INTRODUCCIÓN Para...
44
CAPÍTULO 7 PROGRAMAS LDAR IDENTIFICACIÓN DE COMPONENTES
Transcript of 03-Parte III - CAP 7-8-9bibing.us.es/proyectos/abreproy/4316/fichero/TOMO+I...1. INTRODUCCIÓN Para...

CAPÍTULO 7 PROGRAMAS LDAR IDENTIFICACIÓN DE COMPONENTES

7. PROGRAMAS LDAR - IDENTIFICACIÓN DE COMPONENTES
PÁG. 155
1. INTRODUCCIÓN
Para la correcta implantación de un programa de inspección y mantenimiento en la
planta objeto de estudio, se hace necesario elaborar un inventario de componentes e
identificar de forma inequívoca los mismos.
El Método 21 de la EPA (en sus secciones 2.0, 2.2 y 2.3) establece que éste es un
paso fundamental, y para poder poner en práctica esta identificación, hemos realizado
una descripción previa de la planta objeto de estudio (Capítulo 3), y una división
orientativa de las distintas unidades que se muestra en los Anexos del presente
Proyecto.
En este capítulo por tanto, mostraremos cómo se desarrolla este paso previo, e
indicaremos cómo se establece el tipo de código que emplearemos para los
componentes.
En la Aplicación Ejemplo se describirá de un modo práctico el modo de implementar
estos aspectos teóricos acerca del modo de proceder según el Método 21 de la EPA
en una aplicación informática.
2. ELABORACIÓN DEL PRIMER INVENTARIO El primer paso en el desarrollo de este inventario es definir los Límites de la Unidad de
Proceso. Una unidad de proceso es el menor conjunto de equipos que pueden operar
independientemente, e incluye todas las operaciones necesarias para alcanzar los
objetivos del proceso. Todos los componentes, según su tipo, deben especificarse
dentro de la unidad de proceso a controlar. En el caso en el que nos encontramos
consideraremos toda la Planta de Lubricantes, dividida según se ha indicado en 5
Unidades.
Para establecer el inventario de componentes es conveniente contar con los planos
P&I (o diagramas mecánicos de flujo) de las distintas unidades, así como con los
diagramas de corrientes de proceso. Es conveniente que estos diagramas estén a una
escala suficiente para una buena comprensión, y al mismo tiempo tengan un tamaño
cómodo, pues puede ser necesario consultarlos en planta.

7. PROGRAMAS LDAR - IDENTIFICACIÓN DE COMPONENTES
PÁG. 156
Los planos P&I relacionan gráficamente las tuberías con los equipos e instrumentos de
medición. Debemos resaltar que en los planos P&I se identifican las líneas mediante
un código que permite conocer de un modo directo cierta información que puede ser
complementada acudiendo al Listado de líneas disponible en la Planta. El código
proporciona información sobre los siguientes aspectos:
• Diámetro de la línea
• Tipo de fluído circulante
• Material de la tubería
• Aislamiento térmico
• Recorrido
De este modo, y a modo de ejemplo, en la línea designada con el código:
350-8”-VM-07-3CS1 indica lo siguiente:
350: la línea corresponde a la unidad de catálisis del reactor FCC
8”: el diámetro de la línea
VM: el fluido que circula es vapor de media presión
3CS1: material utilizado
Si acudimos al listado de líneas, podemos obtener el número de plano en el que se
encuentra el recorrido físico de la línea.
Para el presente Proyecto solicitamos a los responsables de la planta los planos P&I,
siendo estos facilitados en formato digital. El estudio de estos planos facilita la
organización de las distintas jornadas necesarias para localizar los componentes, si
bien fueron de gran utilidad otros esquemas facilitados por los distintos jefes de turno
de cada unidad. Estos esquemas han sido incorporados al Capítulo 3 del Proyecto.
A partir de esta documentación, y con la colaboración de los operarios de planta,
puede estudiarse el funcionamiento de las instalación, identificando las corrientes
principales, así como la composición de las mismas. Estos datos de composición
suelen estar disponibles en la sala de control de la unidad.
A partir de estos datos podremos descartar del estudio:

7. PROGRAMAS LDAR - IDENTIFICACIÓN DE COMPONENTES
PÁG. 157
• Las corrientes de uso específico de mantenimiento, durante las paradas de la
unidad o en condiciones especiales de operación.
• Las corrientes que, a partir de los cálculos de composición, podamos asegurar
que su contenido en COV sea inferior o igual al 25%.
• Aquéllas líneas que no pertenezcan a nuestro área de estudio, o que debido a
sus condiciones especiales (trabajo en vacío, están bajo inspección continua o
más estricta, etc.) no necesiten incluirse en el programa
Hemos de aclarar llegados a este punto que estas consideraciones no se han puesto
en práctica de forma exhaustiva en el presente Proyecto, teniendo en cuenta que la
planta objeto de estudio (Planta de Lubricantes), maneja principalmente corrientes de
líquidos pesados, con bajo contenido de COV. La Aplicación desarrollada en este
proyecto pretende mostrar de forma práctica cómo se implanta un programa de
inspección y mantenimiento conforme al Método 21, siendo posible su utilización con
otras plantas con un nivel de fugas superior. Es sencillo mediante el manejo de esta
aplicación descartar corrientes y los componentes a ella asociados. Para ello se
establece un identificador para cada corriente que permite incluirla o no en el
programa I&M.
Para la elaboración del inventario de componentes visitaremos la planta siguiendo las
distintas corrientes que forman parte de la unidad, manteniendo en lo posible un orden
lógico en base al funcionamiento de la misma (corrientes de entrada a la unidad,
corrientes que entran y salen de los distintos equipos). Asimismo, es importante
establecer referencias claras: equipos u otros componentes referencia - válvulas de
control principalmente - que tendrán un especial interés para completar la
identificación del equipo. De este modo, iremos distinguiendo cada componente
asociándolo a los siguientes conceptos:
Equipo o Componente Referencia: un componente (por ejemplo una válvula o una
conexión) puede encontrarse como elemento de entrada o salida del equipo o
componente referencia, en las proximidades del mismo, tratarse de una referencia
elegida, o ser anterior o posterior a la misma en la corriente en la que nos
encontremos.
Corriente: código de corriente a la que pertenece el componente. Asimismo, las
corrientes quedarán claramente descritas.

7. PROGRAMAS LDAR - IDENTIFICACIÓN DE COMPONENTES
PÁG. 158
Zona: lugar que ocupa el equipo respecto a la división por zonas de la unidad de
proceso, según los planos realizados en planta, y que ya han sido mencionados.
Descripción: se asigna a cada componente unas notas que sirvan de ayuda al
operador. Estas son especialmente útiles en el caso de tratarse de componentes que
no se hayan podido distinguir claramente con los anteriores datos.
Identificador: se asigna a cada componente un único número. Los criterios para elegir
este número dependen de la aplicación informática usada. Generalmente este número
se puede indicar por el responsable de la base de datos, y es distinto del número
aleatorio que el sistema informático va asignando al componente a medida que se
agregan éstos a la base de datos. Es recomendable seguir un orden ascendente en
cada línea, lo cual puede ser tenido en cuenta por el gestor de la aplicación
informática.
Tipo: si se trata de una válvula, una conexión soldada, una brida, un compresor, etc.
Otros datos de interés para la identificación de componentes son:
Dimensiones del componente
Accesibilidad: aspecto de notable interés para la puesta en práctica del programa
I&M, pues aquéllos componentes no accesibles no se incluirán en el establecimiento
de programas, teniendo un tratamiento especial. Se puede indicar si es necesario el
uso de escaleras o si es posible su manipulación desde el suelo, en el caso de ser
accesible.
Función: se debe indicar si un componente desempeña varias funciones, lo cual
puede tenerse en cuenta en el cálculo de emisiones. Ejemplos de esto son las válvulas
embridadas o situadas como final de línea.
A partir de algunos de los datos indicados, se establece un código de identificación
para el componente, que se compone de:
• Una abreviatura con el tipo de componente
• Un número de 4 cifras con el identificador del componente
• Un número con el código de la corriente.

7. PROGRAMAS LDAR - IDENTIFICACIÓN DE COMPONENTES
PÁG. 159
A continuación mostramos un ejemplo de asignación de código para un componente
V544-0850A : se trata de una válvula de compuerta manual identificada por el gestor
de la base de datos con el nº 544, y asociada a la corriente 0850A.
Consideramos que manejando estos datos recogidos en planta de una manera
adecuada, y siguiendo esta filosofía de trabajo, pueden identificarse de forma
inequívoca los componentes. En la aplicación de ejemplo que se muestra en este
proyecto se asigna un código de forma automática que utiliza por defecto el
identificador interno de la base de datos. Sin embargo, el código puede modificarse
manualmente. Reiteramos no obstante que la aplicación tiene un aspecto didáctico
principalmente.
Las claves de las abreviaturas que nos indican el tipo de componente pueden ser las
siguientes:
• V. válvula de compuerta manual
• VR: válvula de retención
• VA: válvula auxiliar (válvulas de tamaño normalmente inferior a 2” y que se
colocan de forma secundaria a las líneas para operaciones auxiliares: venteo,
limpieza, etc.).
• VC: válvula de control. En estas es conveniente respetar el código asignado en
la instalación (FC065; PC175; TC097), o dejar claro en las hojas de registro
que porte el operador que se trata de un componente referencia conocido con
esa denominación.
• VS: válvula de seguridad. Son aplicables las mismas consideraciones, pues
estos componentes suelen tener un nombre conocido por los operarios
(PSV120 por ejemplo).
• VD: válvulas auxiliares de drenaje
• TM: válvula dedicada a toma de muestras
• BC: bomba centrífuga. Los componentes a medir en las bombas son los sellos
de las mismas.
• CC: compresor centrífugo
• CV: compresor volumétrico
• BR: brida
• UA: unión atornillada

7. PROGRAMAS LDAR - IDENTIFICACIÓN DE COMPONENTES
PÁG. 160
• UR: unión roscada
• OF: brida de orificio
• JG: junta de gafas
• T: tapa o brida ciega
• FL: final de línea
3. OTRAS CONSIDERACIONES
No hay una definición exacta de lo que se considera “inaccesible”, por ello, aquellos
componentes difíciles de revisar o que se encuentran cubiertos, son frecuentemente
considerados inaccesibles. Aunque las necesidades de control para los componentes
inaccesibles serán diferentes, debe hacerse inventario de estos, ya que puede ser
necesario para el cálculo de emisiones si hubiera que determinar todas las fuentes
potenciales de fugas.
El examen de algunos equipos puede ser peligroso, debido a altas temperaturas o
presiones de operación, o por razones de seguridad. Estos componentes peligrosos
deben incluirse como parte del inventario, para el cálculo de emisiones fugitivas.
Debemos considerar que son mayoría los componentes incluidos en el recuento para
el cálculo de emisiones, frente a los que no necesitan o pueden ser controlados como
parte del programa de detección y reparación de fugas (por ejemplo, aquellos
“peligrosos de controlar” o pertenecientes a línea de líquidos pesados). Se ha
comprobado que, aunque no se requiera control de ellos, algunos componentes
pueden fugar, pese a que sus rangos de emisión sean bajos. A la hora de realizar
cálculos de emisiones, pueden aplicarse factores medios de emisión para estos
elementos; pero necesitamos conocer su número, luego deben incluirse en el
recuento. Puede ser aconsejable usar algunos códigos distintivos en el inventario para
clasificar estas consideraciones especiales.
Hay componentes que no necesitan control, ni incluirse en las estimaciones de
emisión; por ejemplo, aquellos exentos de fugas (como las conexiones soldadas), los
que no pertenecen a líneas de VOC o HAP, o los que están sometidos a vacío. Todos
estos deben excluirse de los inventarios, tanto de control como de cálculo de
emisiones.

7. PROGRAMAS LDAR - IDENTIFICACIÓN DE COMPONENTES
PÁG. 161
El recuento de componentes debe hacerse de acuerdo con la normativa vigente. Si el
objetivo de los cálculos de emisiones que vamos a realizar es someterse a una
agencia de regulación ambiental, habría que tener en cuenta que cada agencia puede
definir de forma diferente qué constituye un componente. Por lo tanto, es fundamental
conocer las normativas que gobiernan las actividades de inspección y mantenimiento
para cada industria.
Estar al tanto de todos los componentes, los resultados de sus inspecciones
periódicas, y de las reparaciones efectuadas, requiere un sistema de identificación de
componentes, así como de un consistente sistema de recolección y de administración
de datos. Factores como la complejidad de la planta, prácticas internas de gestión, o
procedimientos y requerimientos de la normativa, deben considerarse a la hora de
diseñar el sistema de seguimiento de componentes.
En los manuales de la EPA en los que se describe el Método 21, se recomienda que
cada elemento que vayamos a controlar sea identificado de forma única, y etiquetado.
Además de los datos que han sido indicados, deberían quedar perfectamente
especificados para cada componente:
• la unidad de proceso a la que pertenece
• tipo de servicio (gas/vapor, líquido ligero o líquido pesado);
• principal producto transportado en la línea
El tipo de servicio de un componente identifica la naturaleza de la materia
transportada, en su línea de proceso, bajo condiciones normales de operación (que no
son las condiciones de las emisiones fugitivas). Si el servicio es de gas/vapor indica
que, esa parte del equipo, contiene fluido de proceso en estado gaseoso durante
condiciones normales de operación. Un ejemplo de lo que significan condiciones
normales y condiciones de fuga es el butano licuado en una línea de proceso, que
escapa como una emisión fugitiva; en este caso, el tipo de servicio para el
componente que fuga será: línea de líquidos ligeros. La distinción entre línea de
líquidos ligeros y de líquidos pesados se define de forma distinta en diferentes
normativas, luego nos referiremos a la regulación vigente, en caso de duda. Como
complemento al tipo de servicio, algunas normativas obligan a incluir el porcentaje de
composición en VOC y HAP de la línea.

7. PROGRAMAS LDAR - IDENTIFICACIÓN DE COMPONENTES
PÁG. 162
4. ETIQUETADO
Uno de los métodos de identificación más usados es el etiquetado, que se coloca
directamente sobre cada componente. En la industria se dan varias estrategias de
etiquetado. Unas optan por etiquetar físicamente todos los componentes; otras sólo
marcan los principales e identifican el resto asociándolos a estos. Incluso, en algunas
factorías tan sólo marcan los elementos que fugan, haciendo una inspección posterior
para identificar los que se van a reparar. Los inspectores localizarán, examinarán, y
repararán los componentes, apoyándose en el uso de etiquetas y diagramas de flujo o
de P&I.
Normalmente se usan etiquetas plásticas o metálicas, que contendrán un código de
identificación único para cada componente. Este código puede ser alfabético,
numérico o combinación de ambos y deberá identificar:
la unidad de proceso;
el área dentro de esta unidad;
el tipo de equipo que es testado;
fecha de etiquetado del equipo;
fluidos de proceso en la corriente.
La ventaja de las etiquetas plásticas o metálicas es que son baratas. Un inconveniente
es que las etiquetas estarán expuestas a ambientes severos de corrosión, erosión,
grasa, pintura o suciedad; por lo tanto, conviene que estas sean con relieve, ya que
son las más resistentes a estos ataques.
Hoy en día se dan métodos más cómodos de identificación, que incluyen códigos de
barra. Se pasa un lector y tenemos toda la información (nombre del componente,
localización, etc.) que se encuentra en una base de datos. Entonces, los resultados de
la inspección y los de reparación se almacenan de forma separada. El uso de estos
nuevos métodos de etiquetado, nos asegura que un componente fue realmente
visitado por el equipo de inspección; pero los códigos de barra son más propensos al
deterioro, dificultándose, además, la lectura si están cubiertos por suciedad, lluvia,
nieve e incluso el rocío de la mañana.

7. PROGRAMAS LDAR - IDENTIFICACIÓN DE COMPONENTES
PÁG. 163
También existe otra versión de códigos de barra, llamadas etiquetas 2D. Estas
etiquetas llevan mucha más información, almacenada en el código de barras, como:
historial del componente o información específica de contaminantes peligrosos.
Un método de etiquetado, más resistente, en la industria del petróleo son las llamadas
“llaves de hotel”, que llevan la información codificada, grabada en una etiqueta
metálica y se lee con un lector especial.
Hay otros métodos, que se encuentran en desarrollo, como almacenar la información
en chips electrónicos (o “botones”) para luego descargarla en campo mediante
equipos de lectura. También sería posible usar sistemas de radio frecuencia que
transmitiera la información del componente y se recibiera en un lector. Estos futuros
sistemas de identificación podrían dar la localización exacta sobre un mapa en una
pantalla.
Sea cual sea el método de etiquetado que vayamos a usar, debemos decidir al
principio del proceso cómo y cuáles elementos vamos a marcar. Muchas regulaciones
requieren la información de cada componente, sujeto a inspección, en forma de un
“diario”, pero sin necesidad de etiquetarlos físicamente. El método de identificación lo
elegirá cada fábrica en línea con su tamaño, complejidad, y con su sistema de
documentación interna. Por ejemplo, si las normativas no requieren la inspección de
las conexiones, podemos establecer un sistema de etiquetas de identificación más
manejable para todo lo que no sean conexiones. En el caso contrario, el etiquetado
será mucho más complicado.
Si elegimos etiquetar cada componente individual, incluidas las conexiones, tendremos
la máxima información posible en campo; pero puede ser excesivamente costoso
colocar y manejar las etiquetas a tiempo. Más aún, reemplazarlas, tras los problemas
en la línea de proceso que supone la reparación, puede ser muy difícil: podemos
encontrarnos con montones de etiquetas, después de algunas reparaciones, que hay
que volver a ponerlas exactamente en su sitio. Esto requeriría diagramas de la planta
muy exactos, que indicaran donde se encuentra cada componente refiriéndolo a un
equipo específico.
Si elegimos no etiquetar cada conexión, podemos identificarlas en una base de datos
en función de la distancia a una válvula o bomba etiquetada. Por ejemplo, si una
válvula lleva el código PUB4482, la primera unión tras ella puede codificarse como

7. PROGRAMAS LDAR - IDENTIFICACIÓN DE COMPONENTES
PÁG. 164
PUB4482-A, y la siguiente como PUB4482-B, así en adelante. La localización de estas
conexiones las registraremos en una base de datos o en diagramas de flujo.
La selección del método de etiquetado y qué componentes vamos a etiquetar, la hará
cada fábrica basándose en: las exigencias de las normativas, la facilidad en la
implantación y en el proceso de inspección y reparación, el coste inicial, y el coste de
mantenimiento.

CAPÍTULO 8 PROGRAMAS LDAR MEDICIONES EN FUENTES EQUIPOS DE MEDIDA

8. PROGRAMAS LDAR - MEDICIONES EN FUENTES – EQUIPOS DE MEDIDA
PÁG. 166
1. PROCEDIMIENTOS DE RECOGIDA DE DATOS DE FUGAS EN COMPONENTES
Presentamos en esta sección información general sobre dos procedimientos
disponibles para recogida de datos de fugas en componentes: mediciones (screening)
y embolsado (bagging).
1.1. MEDICIONES EN FUENTES
En este apartado se proporciona información general para llevar a cabo un programa
de toma de medidas in situ, y proporciona una breve descripción de los tipos de
analizadores que pueden ser usados cuando llevemos a cabo estas mediciones.
La toma de medidas se lleva a cabo con un analizador portátil de compuestos
orgánicos. Se requiere que la sonda del analizador portátil se sitúe abierta en la
superficie de la fuga del componente para obtener una lectura (screening). Este valor
es una indicación del nivel de concentración alcanzado por la fuga en la zona de
contacto con el aire ambiente.
Como norma general, el uso de correlaciones de velocidad de fuga requiere que las
lecturas sean recogidas tan cerca como sea posible de la superficie de fuga.
El objetivo principal de un programa de control de emisiones es medir la concentración
de compuestos orgánicos en cualquier punto de fuga potencial asociado con una
unidad de proceso. Estas fuentes potenciales son: sellos de bombas, sellos de
compresores, válvulas, mecanismos de alivio de presión, bridas, conexiones, finales
de línea, sellos de agitador, otros (instrumentos, cajas de relleno, venteos, diafragmas,
drenajes, escotillas).
Se deben seguir los procedimientos indicados en el Método 21 de la EPA para tomar
medidas de cada tipo de equipo que haya sido identificado. En el Capítulo siguiente se
describen las zonas de cada tipo de componente donde deben concentrarse los
esfuerzos y realizar una medición correcta. Para equipos que no tengan partes móviles
en la superficie de fuga, la sonda debería colocarse directamente sobre dicha
superficie (perpendicular, no tangencial, a la superficie de fuga potencial). Por otro

8. PROGRAMAS LDAR - MEDICIONES EN FUENTES – EQUIPOS DE MEDIDA
PÁG. 167
lado, para equipos con partes móviles, la sonda debe colocarse aproximadamente a 1
centímetro de la superficie de fuga.
Pueden usarse diferentes tipos de aparatos portátiles de detección de compuestos
orgánicos, para medir niveles de concentración en la superficie de fuga. Cualquier
analizador puede usarse si cumple las especificaciones y criterios de trabajo indicados
en el Método 21. Estas especificaciones son las siguientes:
• El detector de COV debe responder a aquellos compuestos orgánicos que
están siendo procesados con un determinado factor de respuesta (FR). Más
adelante se profundiza en este concepto.
• Tanto el rango lineal de respuesta como el rango de medida del instrumento
para los COV que van a ser medidos y el gas de calibración deben abarcar la
concentración de definición de fuga que va a usarse. Algunas características
de los analizadores utilizados son las siguientes (ver Tabla 1):
• La escala del analizador debe ser legible a ±2,5 % de la concentración de
definición de fuga especificada.
• El analizador debe estar equipado con una bomba eléctrica de muestreo
continuo con una velocidad de flujo de 0,1 - 3,0 litros/ minuto.
• El analizador debe ser intrínsecamente seguro para operar en atmósferas
explosivas.
• El analizador debe estar equipado con una sonda o extensión de sonda para
muestreo que no supere las 0,25 pulgadas de diámetro exterior, con una sola
boca final de admisión de muestra.
La velocidad de flujo de succión permitida por el Método 21 permite abarcar una
amplia variedad de instrumentos, por lo que deben seguirse los manuales de los
fabricantes para elegir una apropiada velocidad de flujo.
Como complemento a las especificaciones para analizadores, cada analizador debe
cumplir unos criterios de trabajo, que incluyen factor de respuesta del instrumento,

8. PROGRAMAS LDAR - MEDICIONES EN FUENTES – EQUIPOS DE MEDIDA
PÁG. 168
tiempo de respuesta, y precisión de calibración. La tabla siguiente presenta los
requerimientos de criterios de trabajo que deben cumplir los detectores de compuestos
orgánicos portátiles para ser aceptados para uso en un programa LDAR.
Criterio Requerimiento Intervalo de tiempo
Factor de respuesta Debe ser < 10 a menos que la curva de corrección se use
Una vez, antes de que el detector se ponga en servicio
Tiempo de respuesta Debe ser ≤ 30 segundos
Una vez, antes de que el detector se ponga en servicio. Si se realiza modificación en el bombeo de la muestra o en la configuración del flujo, se requiere un nuevo test
Precisión de calibración Debe ser ≤ 10 % del valor del gas de calibración
Antes que el detector se ponga en servicio y a intervalos de 3 meses o próximo uso, según lo que ocurra más tarde
DETERMINACIÓN DE FUGAS DE COMPUESTOS ORGÁNICOS VOLÁTILES
1. Factor de respuesta del analizador < 10.
2. Tiempo de respuesta del analizador ≤ 30 segundos.
3. Precisión de calibración ≤ 10% del gas de calibración
4. Caudal de la bomba interna entre 0.1 y 3.0 l/min.
5. Intrínsecamente seguro.
6. Sonda con abertura simple de ¼ “ de diámetro exterior máximo.
7. Rango de medida lineal, que debe alcanzar el valor de definición de fuga (se permite dilución de sonda)
8. Escala de lectura del instrumento, legible hasta el ± 5% de la definición de fuga.
9. Valor de emisiones no detectables (END) definido como ± 2.5% de definición de fuga
(p.ej., hasta 500 ppm sobre la medida de fondo si la definición de fuga es 10,000 ppm).
2. CRITERIOS DE SELECCIÓN DE UN ANALIZADOR PORTÁTIL
Los criterios que deben considerarse a la hora de elegir un analizador portátil, para su
uso en un programa de inspección y mantenimiento (I&M) en una refinería son los
siguientes:

8. PROGRAMAS LDAR - MEDICIONES EN FUENTES – EQUIPOS DE MEDIDA
PÁG. 169
• que cumpla las especificaciones del Método 21
• facilidad de uso, en los cálculos de emisiones, de los datos adquiridos
• capacidad de medir los compuestos químicos de las líneas de proceso
inspeccionadas
• rango de lecturas adecuado (entre 0 y 1,000,000 ppmv) y fiabilidad en dicho
rango
• durabilidad del aparato bajo condiciones normales
• durabilidad bajo condiciones especiales o severas( como, frío o humedad)
• tiempo de respuesta (algunos analizadores, que están en el límite de esta
especificación del Método 21, pueden ralentizar significativamente la rutina de
inspección, o dar lugar a omisión de puntos de fuga)
• tiempo operativo antes de necesitar recargar las baterías bajo varias
condiciones (humedad, frío, calor, etc.)
• facilidad de lectura de la respuesta
• peso y volumen
• precio de compra
• mantenimiento.
2.1. TIPOS DE ANALIZADORES
Para el control de emisiones fugitivas, puede usarse cualquier tipo de analizador
siempre que cumpla con las especificaciones del Método 21. Los cuatro tipos de
analizadores más comunes son:
• detectores de ionización de llama (FID);
• detectores de fotoionización (PID);
• detectores de infrarrojos; y
• analizadores de estado sólido, electroquímicos y de combustión.
Cada tipo de analizador opera según unos principios, que a continuación
estudiaremos. Las características de cada instrumento, que se aportan en esta
sección, se han obtenido de proveedores y de “Survey of Portable Analizers for the
Measurement of Gaseous Fugitive Emissions” (Skelding, 1992). También pueden
usarse, para nuestros propósitos de I&M, artefactos no incluidos en estas
subsecciones, que cumplan los criterios del Método 21.

8. PROGRAMAS LDAR - MEDICIONES EN FUENTES – EQUIPOS DE MEDIDA
PÁG. 170
2.1.1 DETECTORES DE IONIZACIÓN DE LLAMA Operan ionizando la muestra y midiendo la carga (nº de iones) producida. En un
detector de ionización de llama (FID), los vapores orgánicos se ionizan en una llama
de hidrógeno y se arrojan hacia un colector cargado negativamente. La corriente
generada en él es proporcional a la concentración de hidrocarburos presente; luego un
FID, teóricamente, mide los hidrocarburos totales. No obstante, ciertos compuestos
orgánicos contienen átomos de nitrógeno, de elementos halógenos o de oxígeno que
no son totalmente ionizados en el FID y dan una lectura reducida. El alto contenido de
vapor de agua en la muestra puede afectar también las características de la respuesta.
Los FID son muy adecuados para el uso en portátil debido a su alta estabilidad, por
ello, entre otros motivos, se utilizan extensamente en la industria del petróleo.
Además, en todos los recientes estudios API para refinerías, terminales de producto e
industria de producción de combustibles se han usado los detectores de ionización de
llama (Ricks, 1993; Ricks, 1994; Webb, 1993).
Las tablas 8-A y 8-B muestran ciertas características de algunos FID: la capacidad de
cumplir con las especificaciones del Método 21 aparece reflejada en la Tabla 8-A,
mientras que en la Tabla 8-B se describen cualidades, de estos aparatos, que podrían
influir en nuestra selección.
2.1.2 DETECTORES DE FOTOIONIZACIÓN
Los detectores de fotoionización (PID) operan de forma similar a los FID, excepto por
que la muestra se ioniza con luz ultravioleta, en vez de con una llama. En lo que sí
coinciden, es en que la corriente generada es proporcional a la concentración de
hidrocarburos presente. Los PID miden hidrocarburos halogenados, aldehídos,
cetonas y todos los compuestos que pueden ionizarse con luz ultravioleta, incluidos
muchos que no pueden medir los FID. Cuanto mayor sea la energía de la lámpara,
mayor número de compuestos ioniza.
Se usan en ciertas industrias químicas, debido a su capacidad de medir algunos
compuestos que no se ionizan completamente cuando son muestreados con un FID.
No obstante, en un estudio realizado por el American Petroleum Institute para la

8. PROGRAMAS LDAR - MEDICIONES EN FUENTES – EQUIPOS DE MEDIDA
PÁG. 171
industria del petróleo, no se encontró concordancia entre las medidas tomadas en
refinería con dos PID con los valores muestreados con los FID (Ricks, 1995). Esto se
debe a que los PID tienen una respuesta pobre frente a cadenas de hidrocarburos
lineales; como ejemplo, decir que no responden ante el metano. Como las
correlaciones para el cálculo de emisiones en la industria del petróleo fueron
desarrolladas usando FID, debemos tener gran cuidado cuando las apliquemos a
medidas tomadas con un PID. Esta limitación, excluye el uso de estos analizadores de
las actividades de I&M en el negocio del petróleo, y se restringe su utilización a
procesos químicos en los que su respuesta sea buena.
Hay un analizador en el mercado, el Foxboro Total Vapor Analyzer (TVA) 1000, que
consta de ambos: un FID y un PID que pueden operar simultáneamente. Además se
ha comprobado (Ricks, 1995), que las lecturas de este analizador, TVA 1000, tienen
buena afinidad con las del Organic Vapor Analyzer (OVA) 108, usado en recientes
estudios del petróleo.
Las tablas 8-C y 8-D muestran algunas características de bastantes PID: la capacidad
de cumplir con las especificaciones del Método 21 aparece reflejada en la Tabla 8-C,
mientras que en la Tabla 8-D se describen cualidades, de estos aparatos, que podrían
influir en nuestra selección. Aunque no aparezcan en estas tablas, podemos estudiar
otras opciones de analizadores basándonos en estos criterios.
2.1.3 INSTRUMENTOS INFRARROJOS NO DISPERSIVOS
Los instrumentos infrarrojos no dispersivos (NDIR) miden la cantidad de luz, de una
determinada longitud de onda, absorbida por la muestra. Se usan para detectar y
medir un solo compuesto, debido a que estos aparatos están sujetos a muchas
interferencias: gases comunes como vapor de agua o dióxido de carbono, pueden
absorber luz de la misma longitud de onda que el compuesto de interés. Se
preselecciona, en el analizador, la longitud de onda a la que absorbe el compuesto
que queremos medir, mediante filtros ópticos y lámparas diferentes. Otros
instrumentos pueden sintonizarse para detectar una amplia variedad de compuestos
químicos (de uno en uno). Debido a esto, los analizadores NDIR son excelentes para
controlar HAP, pero menos útiles para medir VOC totales. Una vez que se conoce el

8. PROGRAMAS LDAR - MEDICIONES EN FUENTES – EQUIPOS DE MEDIDA
PÁG. 172
rango de emisión de un compuesto de interés, los datos de especificación de la
corriente nos pueden servir para determinar el nivel de fuga de la corriente completa.
2.1.4. ANALIZADORES DE ESTADO SÓLIDO, ELECTROQUÍMICOS Y DE COMBUSTIÓN
Un gran número de analizadores portátiles, actualmente en el mercado, usan sensores
en estado sólido. El más común, lleva óxido de zinc que convierte cambios de
corriente en concentración, cuando el gas de muestra pasa sobre el sensor. Una
película de oro capta los cambios de resistencia cuando se depositan en ella sulfuros
de hidrógeno o de mercurio. También se usan celdas electroquímicas en muchos
aparatos como sensores para compuestos específicos.
Los analizadores de combustión, normalmente, también utilizan tecnología en estado
sólido. La mayoría de ellos mide el calor de combustión, provocada ésta por un cable
incandescente o un oxidador catalítico. Los analizadores de combustión, al igual que
los detectores de ionización, miden la concentración de hidrocarburos totales de un
gas. Los gases que no son fácilmente combustibles, como formaldehídos o el
tetracloruro de carbono, dan una respuesta reducida o, incluso, no dan respuesta.
En el reciente estudio API sobre los analizadores de hidrocarburos (Ricks,1995) se
desarrolló una correlación entre un analizador de combustión, el Bacharach TLV
(Threshold Limit Value) Sniffer®, y el FID usado en la definición de las ecuaciones de
cálculo de emisiones.
Las tablas 8-E y 8-F muestran características de bastantes analizadores de infrarrojos,
electroquímicos y de estado sólido: la capacidad de cumplir con las especificaciones
del Método 21 aparece reflejada en la Tabla 8-E, mientras que en la Tabla 8-F se
describen cualidades, de estos aparatos, que podrían influir en nuestra selección.
Aunque no aparezcan en estas tablas, podemos estudiar otras opciones de
analizadores, para nuestro programa de I&M, basándonos en estos criterios.

8. PROGRAMAS LDAR - MEDICIONES EN FUENTES – EQUIPOS DE MEDIDA
PÁG. 173
3. REGISTRADORES DE DATOS
Los registradores de datos se usan conjuntamente con los aparatos de detección de
compuestos orgánicos para ayudar en la recogida de datos y su descarga a un
ordenador. En este sentido, pueden utilizarse aplicaciones sobre bases de datos para
llevar a cabo la gestión de los inventarios y los cálculos de emisiones. Se tratan con
más detalle en el Capítulo 9.
4. FACTORES DE RESPUESTA
Como fue antes mencionado, los valores medidos son obtenidos usando un
instrumento portátil para detectar COT en la superficie de fuga de un equipo. Sin
embargo, los instrumentos de monitoreo usados para detectar concentraciones COT
no responden a los diferentes compuestos orgánicos de igual manera. Para corregir
los valores medidos y compensar estas variaciones, han sido desarrollados los
factores de respuesta (RF). Un RF relaciona concentraciones medidas tomadas de
concentración con concentraciones reales de un compuesto específico usando
instrumentos concretos. Un RF es un factor de corrección que puede ser aplicado a un valor medido o lectura
del instrumento utilizado, para relacionar la concentración real con la concentración
medida de un compuesto dado. El RF se define según la ecuación siguiente:
RF = AC / SV
AC = Concentración real (Actual Concentration) del compuesto orgánico (ppmv)
SV = Valor medido (Screening value) (ppmv)
El valor del RF es función de varios parámetros. Estos parámetros incluyen el
instrumento de monitoreo, el gas de calibración usado, los compuestos que están
siendo medidos, y el valor de la medida.
La EPA recomienda que si un compuesto (o mezcla) tiene un RF > 3, entonces el
factor de respuesta sería usado para ajustar la lectura antes de ser usada para

8. PROGRAMAS LDAR - MEDICIONES EN FUENTES – EQUIPOS DE MEDIDA
PÁG. 174
calcular emisiones. Cuando un compuesto tiene un RF > 3, las emisiones estimadas
usando la lectura subestiman el valor real de las emisiones.
Los RFs desarrollados para compuestos puros, pueden ser usados para estimar el RF
para una mezcla usando la ecuación:
∑=
⎟⎠⎞⎜
⎝⎛
= n
i i
im
RFx
RF
1
1
RFm = Factor de respuesta de la mezcla
n = Número de compuestos de la mezcla
xi = Fracción molar de constituyente “i” en la mezcla
RFi = Factor de respuesta del constituyente “i” en la mezcla
La demostración de esta ecuación se realiza en el Anexo dedicado a Factores de
Respuesta, en el que se muestra además un ejemplo de cálculo de estos factores y su
utilización para una corriente determinada, se exponen los FR para distintos equipos
para concentraciones de 500 ppm y 10.000 ppm.
En general, los RFs pueden usarse para corregir todos los valores medidos, si
procede. Se recomienda seguir los siguientes pasos para evaluar si esta corrección
por RF debe ser realizada sobre un valor medido (VM).
Las instrucciones a seguir serían las indicadas en el Anexo correspondiente.
Cuando es necesario aplicar factores de respuesta, el personal debería usar criterios
ingenieriles para agrupar componentes en corrientes que contengan similares
compuestos. A todos los componentes asociados con una corriente dada podrían
asignársele el mismo RF en vez de seguir estrictamente los pasos que se indican en el
Anexo (lo expuesto en el Anexo se puede encontrar en el Apéndice A del documento
Protocolo presenta un ejemplo de aplicación de estos factores de respuesta.

8. PROGRAMAS LDAR - MEDICIONES EN FUENTES – EQUIPOS DE MEDIDA
PÁG. 175
5. EMBOLSADO El embolsado de un componente consiste en encerrarlo para recoger los vapores de
fuga. Una bolsa hecha de un material que es impermeable al compuesto de interés se
coloca alrededor de la superficie de fuga del componente.
Se introduce en la bolsa un gas de prueba a una velocidad conocida. Una muestra de
ese gas se recoge de la bolsa para determinar la concentración (en ppmv) de fuga,
midiéndose esta concentración en laboratorio. La exactitud conseguida en el
laboratorio a partir de los instrumentos analíticos es un factor crítico para la obtención
de una estimación de emisiones fiable. Se utiliza generalmente un cromatógrafo de
gas equipado con un detector de ionización de llama, o detector de captura de
electrones, para identificar constituyentes individuales de una muestra.
El Apéndice C de este capítulo presenta información general sobre métodos
empleados generalmente en el embolsado de fuentes de muestra (métodos de vacío y
de flujo) y presenta los procedimientos de cálculo para velocidades de fuga cuando se
usan ambos métodos.
El Protocolo proporciona información detallada sobre métodos de muestreo para
embolsado, consideraciones para embolsar cada equipo y técnicas analíticas.
6. CONSEJOS DE MEDIDA ESPECÍFICOS PARA CADA TIPO DE COMPONENTE
Sencillamente, los componentes de la planta deberían ser inspeccionados donde
quiera que pudiesen fugar. En esta sección se explica e ilustra dónde pueden darse
estas fugas para cada tipo de componente.
6.1. VÁLVULAS
Las fugas más comunes se dan en el sello entre el vástago y la carcasa. Para medir,
situaremos la sonda lo más cerca posible (sin ensuciar o taponar el extremo) del punto

8. PROGRAMAS LDAR - MEDICIONES EN FUENTES – EQUIPOS DE MEDIDA
PÁG. 176
donde el vástago sale de la caja de empaquetaduras, y la moveremos alrededor de su
circunferencia. La lectura máxima será el valor que tomaremos como medida.
También, moveremos la sonda alrededor de la unión del casquete de las
empaquetaduras con el cuerpo de la válvula. Además de esto, en carcasas de válvulas
que constan de múltiples piezas, se debe medir en todos los puntos por donde puede
fugar. Pero, conviene hacer notar, que se dan muy pocos máximos de fuga en estos
puntos de la carcasa y del casquete de la válvula, por lo tanto, perderemos el mínimo
tiempo midiendo más allá del vástago y de la caja de empaquetaduras. En la Figura 5-
1, 5-2, 5-3, 5-4 y 5-5 se ilustran los puntos de medida de muchos tipos de válvulas.
Cuando las válvulas están instaladas con bridas, éstas se consideran, generalmente,
como componentes separados, más que parte de la válvula.
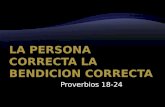
Figura 1. Válvulas de bola y de mariposa
Hay muchos tipos de válvulas que no se ajustan fácilmente a lo anteriormente
indicado, porque no tienen penetración del vástago en la carcasa. El ejemplo más
común de esto son las válvulas de retención, que tienen solamente un sello estático
para la conexión del casquete al cuerpo de la válvula. Por lo tanto, deberían
catalogarse como conexiones y ser medidas como tales.

8. PROGRAMAS LDAR - MEDICIONES EN FUENTES – EQUIPOS DE MEDIDA
PÁG. 177
Figura 2. Válvulas de diafragma y de vástago fijo
Figura 3. Válvulas de vástago ascendente y manual de globo

8. PROGRAMAS LDAR - MEDICIONES EN FUENTES – EQUIPOS DE MEDIDA
PÁG. 178
Figura 4. Válvulas de control de globo y de lift check (levantar disiparse freno)
Figura 5. Válvulas de freno de balancín y de tapón lubricado
6.2. CONEXIONES
• Para las bridas, situaremos la sonda en el exterior de la interfase brida-junta y
muestrearemos toda la circunferencia. Esto puede resultar imposible si la
sonda no cabe entre las dos bridas, entonces, la situaríamos lo más cerca
posible.
• Para uniones roscadas, debe medirse en la interfase roscada.

8. PROGRAMAS LDAR - MEDICIONES EN FUENTES – EQUIPOS DE MEDIDA
PÁG. 179
• Cualquier otro tipo de conexión debe evaluarse en el punto de unión. Los
puntos de medida para las conexiones se muestran ilustrados en las Figuras 5-
6 y 5-7.
Figura 6. Conexiones: brida y unión por anillo
Figura 7. Conexiones: conexión roscada

8. PROGRAMAS LDAR - MEDICIONES EN FUENTES – EQUIPOS DE MEDIDA
PÁG. 180
6.3. BOMBAS, COMPRESORES Y AGITADORES
Estos equipos se inspeccionan donde el eje sale de la carcasa, y se mide a lo largo de
la circunferencia de la interfase entre el sello y el eje, colocando la sonda en torno a 1
cm del eje. Si la carcasa impide medir toda la circunferencia alrededor del eje, lo
haremos en la porción accesible. Cualquier otra junta o ensambladura de la bomba,
compresor o agitador que pudiese fugar debe examinarse. En las Figuras 5-8 y 5-9 se
ilustran puntos de medida para bombas, que son equivalentes para el caso de
agitadores y compresores. Hay que tener en cuenta que las conexiones de estas
unidades deben considerarse como componentes separados a la hora de registrarlos.
Figura 8. Bomba centrífuga vertical
Figura 9. Bomba centrífuga horizontal

8. PROGRAMAS LDAR - MEDICIONES EN FUENTES – EQUIPOS DE MEDIDA
PÁG. 181
6.4. MECANISMOS DE ALIVIO DE PRESIÓN
En la mayoría de estos mecanismos no podremos muestrear en el sello del asiento.
Debido a su diseño y funcionamiento debemos acercarnos a ellos con extremada
precaución, y, por supuesto, no deben inspeccionarse cuando estén evacuando o
cuando pudieran activarse fácilmente; como tampoco deberemos tocar el disco de
sellado, el vástago y otras partes móviles. En aquellos mecanismos que lleven una
extensión adjunta, o “trompa”, situaremos la sonda aproximadamente en el centro del
área de salida de ésta. Sólo el extremo de la sonda se colocará allí y mantendremos
alejadas manos, brazos, cabeza y otras partes del cuerpo. Ocasionalmente la “trompa”
lleva un drenaje, de forma que si el final de ésta es inaccesible, debemos medir en su
drenaje, teniendo cuidado de no contaminar la sonda. Los puntos de medida en una
válvula de alivio se ilustran en la Figura 5-10.
Las válvulas de alivio de presión que ventean a una antorcha o que van equipados con
discos de ruptura no necesitan muestrearse.
Figura 10. Válvula de alivio de presión

8. PROGRAMAS LDAR - MEDICIONES EN FUENTES – EQUIPOS DE MEDIDA
PÁG. 182
6.5. VENTEOS Y FINALES DE LÍNEA
Las emisiones de la mayoría de estos componentes fugan a través de aperturas de
geometría regular. Si estas aperturas tienen un diámetro inferior a 1 pulgada, es
suficiente con una sola medida en el centro de las mismas; en cambio, si su diámetro
es mayor (hasta 6 pulgadas) muestrear en el centro y alrededor del filo interno. No hay
que introducir la sonda en el interior del final de línea, sino hay que sujetarla en la boca
de salida. Para componentes de más de 6 pulgadas de diámetro mediremos a lo largo
de la abertura, aproximadamente cada 3 pulgadas. Anotaremos la lectura máxima
obtenida como valor de la medición. La Figura 5-11 ilustra lo aquí expuesto.
Figura 11. Finales de línea

8. PROGRAMAS LDAR - MEDICIONES EN FUENTES – EQUIPOS DE MEDIDA
PAG. 183
TABLA 8-A. DISPOSICIÓN FRENTE AL MÉTODO 21 DE ANALIZADORES DE IONIZACIÓN DE LLAMA
Criterios del Método 21
Fabricante Modelo Rango
Máximo (ppm) Intrínsecamente
Seguro Tiempo de Respuesta
(seg.)
¼ “ diám. Ext. de la Sonda
Flujo de Muestra (l/min)
Comentarios
The Foxboro Company
OVA 88
OVA 108
OVA 128
TVA 1000
0-100,000
0-10,000
0-1,000
0.2-50,000
NO
SI
SI
SI
2
2
2
3
SI
SI
SI
SI
2.0
2.0
2.0
1.0
5*
Heath Consultants, Inc.
DP-III
DP-II
PF-II
0-10,000
0-1,000
0-5,000
NO
NO
NO
3
3
2
SI
SI
SI
2.0
2.5
0.7
1*
2*
3*, 5*
MSA/Baseline Industries, Inc. GasCorder FID 0-10,000 SI 3 SI 0.5 4*, 7*
P.E. Photovac Micro FID 0.1-50,000 SI < 3 Si 0.6
Sensidyne, Inc. Intrinsically Safe FID 0-10,000 SI <10 SI 1 6*
Thermo Enviromental
Instruments, Inc. 680 H&M 0-20,000 SI 4 SI 1.0 6*
Comentarios
1*. Está en fase de proyecto hacer el DP-III intrínsecamente seguro. 2*. Está en fase de proyecto hacer el DP-II intrínsecamente seguro. 3*. Actualmente siendo modificado para ser
intrínsecamente seguro. 4*. Estaba en perspectiva de cumplir con las normas Clase I, División 1 & 2 en dic. del 92. No hemos podido verificar esto con el fabricante. 5*. Definición del 5% a un
nivel de fuga de 500 ppm. 6*. FM Clase I, División 1, Grupo A, B, C, y D. 7*. Instrumentos capaces de medir por encima de 10,000 ppm con el uso de una dilución de sonda.

8. PROGRAMAS LDAR - MEDICIONES EN FUENTES – EQUIPOS DE MEDIDA
PAG. 184
TABLA 8-B. CARACTERÍSTICAS DE ANALIZADORES DE IONIZACIÓN DE LLAMA
Fabricante Modelo Gas de Calibración
Rango Máximo (ppm)
Vida de Baterías/Alimen-
tación (horas)
Dimensiones (“), Peso (lbs)
Temperatura (ºC) Comentarios
The Foxboro Company
OVA 88
OVA 108
OVA 128
TVA 1000
Metano
Metano
Metano
Metano e Isobutano
0-100,000
0-10,000
0-1,000
0.2-50,000
8
8
8
8
9×12×4, 11
9×12×4, 12
9×12×4, 12
13×10×3, 12
10 a 40
10 a 40
10 a 40
10 a 50
1*
2*
3*
4*
Heath Consultants, Inc.
DP-III
DP-II
PF-II
Metano
Metano
Metano
0-10,000
0-1,000
0-5,000
8
8
10
3.5×7×10, 7
11×7×9, 9
3×10×9, 6.3
-20 a 48
-20 a 48
-20 a 48
5*
6*
7*
MSA/Baseline Industries, Inc. GasCorder FID Metano 0-10,000 8 17×11.2×8, 18.5 5 a 35 8*
P.E. Photovac Micro FID Metano 0.1-50,000 15 – 12 17×4×7.5, 8 5 a 45 9*
Sensidyne, Inc. Intrinsically Safe FID Metano 0-10,000 16 14.5×4.6×9.3, 8.6 0 a 40
Thermo Enviromental
Instruments, Inc. 680 H&M Metano 0-20,000 8 12.5×11.5×2.6, 11.75 0 a 40
Comentarios
1*. El OVA 88 es, ante todo, para la detección de fugas de gas natural. Escala analógica logarítmica. 2*. Generalmente aceptado por las normas industriales. Escala analógica logarítmica.
3*. GC opcional ($ 1,200) para análisis cualitativo. 4*. Funciona como FID y como PID. Contiene registrador de datos incorporado. 5*. Cinco escalas, de valores máximos: 10, 50, 100, 1000 y
10,000. 6*. Cinco escalas, de valores máximos: 10, 50, 100, 500 y 1000. 7*. Tres escalas: 0-50, 0-500, 0-5000. Escala analógica. 8*. Lleva cilindros de aire e hidrógeno. Capacidad de
almacenamiento de datos. 9*. Opcional lector de códigos de barra y software del Método 21. Incluye registrador de datos. Escalas de 0-20, 0.5-2000 y 10-50,000 ppm.

8. PROGRAMAS LDAR - MEDICIONES EN FUENTES – EQUIPOS DE MEDIDA
PAG. 185
TABLA 8-C. DISPOSICIÓN FRENTE AL MÉTODO 21 DE ANALIZADORES DE FOTOIONIZACIÓN
Criterios del Método 21
Fabricante Nº de Teléfono Modelo Rango
Máximo (ppm) Intrínsecamente
Seguro Tiempo de Respuesta
(seg.)
¼ “ diám. Ext. de la
Sonda
Flujo de Muestra (l/min)
Comentarios
Hnu Systems, Inc. (617) 964-6690
IS-101
DL-101-2
DL-101-4
0-2,000
0-2,000
0-2,000
SI
NO
NO
3
3
3
SI SI SI
0.17
0.25
0.25
1*
1*, 4*
MSA/Baseline Industries, Inc. (800) 672-4678 GasCorder FID 0-2,000 SI 3 SI 0.5 3*, 4*, 10*
MSA (800) 672-4678 Passport PID 0-2,000 NO 3 SI 0.2 1*, 4*, 5*
P.E. Photovac (516) 254-4199
Microtip MP-1000
HL-2000
IS-3000
2020
2020-IS
0.1-2,000
0.1-2,000
0.1-2,000
0.1-2,000
0.1-2,000
SI
SI
SI
NO
SI
< 3
< 3
< 3
< 3
< 3
Si
Si
Si
Si
Si
0.5
0.5
0.5
< 0.3
< 0.3
8*
6*, 8*, 9*
7*, 8*, 9*
8*
7*, 8*, 9*
RAE Systems Inc. (408) 481-4990 PGM-76
PGM-76IS
0-2,000
0-2,000
NO
SI
<3
<3
SI
SI
0.5
0.5
6*, 8*, 9*
7*, 8*, 9*
Sentex Sensing Technology, Inc. (201) 945-3694 Scentogun 0-2,000 NO 2 SI 0.1 2*, 4*
Thermo Enviromental
Instruments, Inc. (508) 520-0430
580-S
580-B
0-2,000
0-2,000
SI
NO
2
2
SI
SI
0.4
0.4 4*
Comentarios
1*. Clase I, División 2 certificada. 2*. Cumple el criterio de tamaño de la sonda del Método 21 sólo cuando se usa con una extensión opcional. 3*. Estaba en perspectiva de cumplir con las
normas Clase I, División 1 & 2 en sept. del 91. No hemos podido verificar esto con el fabricante. 4*. Definición del 5% a un nivel de fuga de 500 ppm. 5*. Clase I, División 2, Grupos A, B, C, y D;
Clase II, División 2, Grupos E, F y G; y Clase III, División 1 y 2, situaciones peligrosas. 6*. Clase I, División II, Partes A, B, C, y D intrínsecamente seguro. 7*. Clase I, División I,
intrínsecamente seguro. 8*. Lámparas de 8.4, 9.5, 10.0, 10.6 y 11.7. Capacidad de almacenar datos. 9*. Disponible sistema de dilución. 10*. Instrumentos capaces de medir por encima de
10,000 ppm con el uso de una dilución de sonda. Fuente: Información del vendedor y Skelding, 1992. (La información de la tabla es la que tuvieron los autores en el momento de escribirla.)

8. PROGRAMAS LDAR - MEDICIONES EN FUENTES – EQUIPOS DE MEDIDA
PAG. 186
TABLA 8-D. CARACTERÍSTICAS DE ANALIZADORES DE FOTOIONIZACIÓN
Fabricante Modelo Gas de Calibración Rango
Máximo (ppm)
Vida de Baterías (horas)
Dimensiones (“), Peso (lbs) T (ºC) Coment
Hnu Systems, Inc.
IS-101
DL-101-2
DL-101-4
Benceno, Isobutileno
Benceno
Benceno
0-2,000
0-2,000
0-2,000
8
8
8
101: 8×5×9, 10
101-2: 8×3×6, lector 4
101-4: 8×3×6, lector 4
-15 a 40
40 Máximo
40 Máximo
1*
2*
3*
MSA/Baseline Industries, Inc. GasCorder FID Benceno 0-2,000 8 17×8×8, 10 5 a 35 7*
MSA Passport PID Isobutileno 0-2,000 8 8×4×4, 3 0 a 40 5*
P.E. Photovac
Microtip MP-1000
HL-2000
IS-3000
2020
2020-IS
Isobutileno
Isobutileno
Isobutileno
Isobutileno
Isobutileno
0.1-2,000
0.1-2,000
0.1-2,000
0.1-2,000
0.1-2,000
8
8
8
8
8
14×5×9, 5.5
14×5×9, 5.5
14×5×9, 5.5
10×3×2, 1.75
10×3×2, 1.75
0 a 40
0 a 40
0 a 40
0 a 40
0 a 40
9*
9*
8*, 9*
9*
8*, 9*
RAE Systems Inc. PGM-76
PGM-76IS
Isobutileno
Isobutileno
0-2,000
0-2,000
10
10
7.1×2.7×1.8, 1.1
7.1×2.7×1.8, 1.1
-10 a 40
-10 a 40
8*, 9*
8*, 9*
Sentex Sensing Technology, Inc. Scentogun Benceno 0-2,000 6 9×6×4, 4 No facilitado 6*
Thermo Enviromental Instruments, Inc.
580-S
580-B
Benceno
Benceno
0-2,000
0-2,000
8
8
6.75×5.75×10, 7
6.8×5.8×10, 6
5 a 40
5 a 40
4*
4*
1*. El instrumento básico es el PI-101. El HW-101 (Hazardous Waste) está certificado como Clase I, División 2. Lector analógico, 3 escalas, lámparas de 9.5, 10.2, 11.7 eV. 2*. DL-101-2 tiene
dos modos de operación, capacidad de almacenar datos, lector digital, lámparas de 9.5, 10.2, 11.7 eV. 3*. DL-101- 4 tiene dos modos de operación, capacidad de almacenar datos, lector digital,
lámparas de 9.5, 10.2, 11.7 eV. 4*. Pantalla digital, capacidad de almacenar datos, lector de códigos de barra opcional. 5*. Pantalla digital, capacidad de almacenar datos, lámpara de 10.6 eV.
6*. Pantalla digital, lámparas de 10.6, 11.5 eV. 7*. Disponible sistema de dilución. Lámparas de 8.4, 9.6, 10.2, 10.6 y 11.8 eV. Capacidad de almacenar datos 8*. Disponible sistema de
dilución. 9*. Lámparas de 8.4, 9.5, 10.0, 10.6 y 11.7 eV. Capacidad de almacenar datos

8. PROGRAMAS LDAR - MEDICIONES EN FUENTES – EQUIPOS DE MEDIDA
PAG. 187
TABLA 8-E. ANALIZADORES INFRARROJOS, ELECTROQUÍMICOS Y DE ESTADO SÓLIDO
Criterios del Método 21
Fabricante Nº de Teléfono Modelo Rango
Máximo (ppm) Intrínsecamente
Seguro Tiempo de Respuesta
(seg.)
¼ “ diám. Ext. de la
Sonda
Flujo de Muestra (l/min)
Comentarios
AIM USA (713) 240-5020 1350
3501
0-50,000
0-50,000
SI
SI
<5
<5 SI SI
1.5
1.5
5*
5*
Arizona Instrument (602) 966-9681
Jerome 431X
Jerome 631X
0-0.999 (mg/m3)
0-50
NO
NO
13
6
SI
SI
0.750
0.150
3*
4*
Bacharach, Inc. (412) 782-3500 TLV Sniffer
MV-2
0-10,000
0-1.0
(mg/m3)
SI
NO
<30
5
SI
SI
1.75
N/A 2*, 9*
CEA Instruments, Inc. (312) 991-3300 Gaseeker GS4 0-10,000 SI <10 Si 0.3 6*
The Foxboro Company (508) 378-5477 MIRAN 1Bx ___ SI Depende del
compuesto NO 30 1*
Gas Tech, Inc. (510) 794-6200 1238ME
GT105
0-10,000
0-10,000
SI
SI
20
20
SI
SI
1.0-1.5
0.7-1.0
7*
8*
McNeil International Gasurveyor 4 0-1,000 SI 5 SI 0.5
Comentarios
1*. Librería interna de aproximadamente 115 compuestos. 2*. No se da el flujo de muestra. 3*. Escala de lecturas en miligramos por metro cúbico. 4*. Cuatro escalas: 1-1000 ppb, 0.1-
1.0 ppm, 1-10 ppm, y 10-50 ppm. El tiempo de respuesta varía con la escala y con el modo elegido (examinar los tiempos de modo dados). 5*. Cumple criterios del Método 21 sólo con
accesorio opcional de la bomba de muestreo. 6*. Está pendiente de certificación BASEEFA. 7*. Alcanza la definición de fuga de 10,000 ppm con una escala de medida opcional.
Intrínsecamente seguro de Clase I, División I, Grupos C y D. 8*. Intrínsecamente seguro de Clase I, División I, Grupos A hasta D. 9*. Instrumentos capaces de medir por encima de 10,000
ppm con el uso de una dilución de sonda.
Fuente: Información del vendedor y Skelding, 1992. (La información de la tabla es la que tuvieron los autores en el momento de escribirla.)

8. PROGRAMAS LDAR - MEDICIONES EN FUENTES – EQUIPOS DE MEDIDA
PAG. 188
TABLA 8-F. ANALIZADORES INFRARROJOS, ELECTROQUÍMICOS Y DE ESTADO SÓLIDO
Fabricante Modelo Gas de Calibración Rango
Máximo (ppm)
Vida de Baterías/Alimen-
tación (horas)
Dimensiones (“), Peso (lbs)
Temperatura (ºC) Comentarios
AIM USA 1350
3501
Metano
Metano
0-50,000
0-50,000
7.5
7.5
18×2 dia, 1.5
7.5×4×2.5, 3.5
0 a 50
0 a 50
1*
2*
Arizona Instrument
Jerome 431X
Jerome 631X
N/A
N/A
0-0.999 (mg/m3)
0-50
6
6
6×13×4, 7
6×13×4, 7
0 a 40
0 a 40
3*
3*
Bacharach, Inc.
TLV Sniffer
MV-2
Hexano
N/A
0-10,000
0-1.0 (mg/m3)
8
4
9×3.75×6.6, 5
11.4×4.8×4.4, 6
10 a 49
N/A
4*
5*
CEA Instruments, Inc. Gaseeker GS4 Metano 0-10,000 10 3×6×6, 3 -10 a 50 6*
The Foxboro Company MIRAN 1Bx ____ ___ 4 27×9×11, 28 5 a 40 7*
Gas Tech, Inc. 1238ME
GT105
Hexano
Hexano
0-10,000
0-10,000
10
10
12×3.7×5.5, 8
10×5×6, 5
-20 a 0
-20 a 45
8*
McNeil International Gasurveyor 4 ____ 0-1,000 15 7×3.8×4.1, 3.5 -20 a 50 9*
Comentarios
1*. Sensor de estado sólido, capacidad de almacenar datos, bomba desmontable. Analizador de estado sólido. 2*. Sensor de perlas catalíticas (HS, CO & 02-incluidos), capacidad de
almacenar datos. 3*. Lector digital, capacidad de almacenar datos, software opcional. 4*. Puede expandirse el rango a 0-100,000 ppm con una dilución de sonda 10:1 opcional. Analizador
de combustión. 5*. Sólo detector de vapores de mercurio. Lector digital. Analizador de combustión. 6*. Escala LED logarítmica, no definida suficientemente al 95% para cumplir Método 21.
7*. Analizador de infrarrojos. Librería interna de aproximadamente 115 compuestos. Rangos de calibración desde 0-10 ppm a 0-2000 ppm. Lector digital. 8*. Medidor analógico, también lee 0-
100% combustibles LEL. 9*. Electrónicamente calibrado.
Fuente: Información del vendedor y Skelding, 1992. (La información de la tabla es la que tuvieron los autores en el momento de escribirla

CAPÍTULO 9 PROGRAMAS LDAR RECOPILACIÓN Y ADMINISTRACIÓN DE DATOS

9. PROGRAMAS LDAR – RECOPILACIÓN Y ADMINISTRACIÓN DE DATOS
PÁG. 190
1. RECOPILACIÓN DE DATOS
Una vez establecido el método de identificación, y la forma en la que deben realizase
las medidas sobre los distintos componentes, resolveremos la recogida de información
para la inspección y para la reparación. La recolección de datos puede realizarse en
soporte informático (registradores de datos) o en una hoja de registro, o algunas veces
como combinación de ambas.
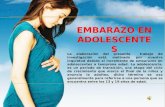
Un ejemplo del formato de una hoja de registro, para la recopilación de datos, se
muestra en la figura 1. Estas hojas deben recoger: el nombre de la unidad, la fecha de
la inspección, el nombre del inspector, la identificación de cada componente, los
valores anteriormente medidos y los medidos actualmente, y los posibles comentarios.
Se pueden dar muchas variantes de estas hojas de registro: pueden también contener
información sobre intentos de reparación y valores después de esta, códigos de fallo y
de reparación; esta información adicional puede venir recogida en la misma hoja o en
otras anexas.
Las hojas de registro tienen la ventaja de tener un coste inicial menor, pero requieren
más tiempo para completarlas en campo y para pasar esos datos a un sistema de
base de datos; este coste de tiempo debe evaluarse frente al desembolso adicional de
los registradores de datos.
Los registradores de datos son equipos de mano o portátiles, en los que los
inspectores pueden introducir lecturas en la memoria disponible, que más tarde se
transfiere directamente a la base de datos. Algunos de estos registradores van dentro
del propio analizador, o acoplado a éste, de forma que no es necesario teclear los
valores, ya que son grabados automáticamente apretando un botón. Habrá que tener
cuidado y asegurarse de que la lectura que vamos a registrar es un máximo, obtenido
en un periodo de tiempo de, al menos, dos veces el periodo de respuesta del aparato,
y que no se trata de una lectura instantánea. También pueden grabarse comentarios
en la memoria. Sin embargo, otros registradores de datos requieren que, el inspector,
teclee en él la lectura hecha con el analizador de forma independiente.
Son muchas las ventajas de los registradores de datos sobre las hojas de registro:

9. PROGRAMAS LDAR – RECOPILACIÓN Y ADMINISTRACIÓN DE DATOS
PÁG. 191
• Sólo necesitan un inspector. Sin embargo, en el pasado, para las inspecciones
eran necesarias dos personas; una manejaba el medidor y otra se encargaba
de apuntar los datos en la hoja de registro.
• Su uso es mucho más rápido, debido a que mucha de la información requerida
está ya en el sistema, e incluso pueden apuntar al inspector información
específica.
• Las hojas de registro se deterioran fácilmente con su uso en campo, con lo cual
los registradores de datos dan más seguridad a la hora de que la información
sea legible.
• La información puede ser volcada directamente en una base de datos,
ahorrando tiempo en las transcripciones y asegurando la exactitud en los datos
transferidos.
La elección entre los distintos registradores de datos disponibles en el mercado, en el
que existen una gran variedad de modelos, debe basarse en:
• La seguridad intrínseca del instrumento cuando no esté conectado a un
analizador;
• La seguridad intrínseca del instrumento cuando esté conectado a un
analizador;
• El número de componentes que van a ser controlados;
• El número de componentes que pueden almacenarse en el equipo al mismo
tiempo;
• Número y tamaño de los campos de datos que pueden ser almacenados;
• Velocidad del registrador de datos para pedir información;
• Durabilidad del aparato bajo condiciones normales;
• Durabilidad bajo condiciones especiales (como, frío, tiempo severo);
• Velocidad y facilidad de entrada de datos;
• Compatibilidad con el software de la base de datos;
• Peso y volumen del aparato;
• Coste; y
• Servicio técnico.

9. PROGRAMAS LDAR – RECOPILACIÓN Y ADMINISTRACIÓN DE DATOS
PÁG. 192
En las Tablas que se adjuntan a este capítulo se muestran diferentes parámetros a
tener en cuenta al seleccionar registradores de datos.
Uno de los parámetros que aparecen es si el registrador es del tipo “manos libres”; es
decir, que se llevan ajustados al cuerpo (usualmente en el reverso de la mano),
dejando las manos libres para trabajar. Otros, más innovadores, realizan la recogida
de datos mediante comandos emitidos por la voz del inspector, y llevan un HUD
(Head- Up-Display), que es transportado en la cabeza, haciendo el examen más fácil y
rápido.
2. ADMINISTRACIÓN DE DATOS
Decenas de miles de medidas pueden llegar a ser necesarias en las fábricas cada
año. Manejar estos datos puede ser una empresa tremenda. Los datos necesitan
analizarse y manejarse para:
• Requerimientos de reparación;
• Requerimientos de seguimiento o control;
• Verificación de cumplimiento de las normativas;
• Cálculos de emisiones;
• Propósitos estadísticos;
• Realización de informes; y
• Obtener información sobre efectividad (por ejemplo, si un tipo de válvula o
empaquetadura es más efectiva que otra).
Para conseguir esto, toda la información de identificación de componentes
mencionada en los Capítulos anteriores (tipo de componente, identificación, tipo de
servicio, etc.) debe ser analizada, así como el resultado de las inspecciones y
reparaciones tiene que evaluarse.
Casi todas las empresas usan alguna forma electrónica de administradores de datos,
que pueden ser hojas de cálculo, procesadores de texto, o una base de datos. Muchas
factorías usan sofisticadas bases de datos, que pueden asistir en todos los
requerimientos del manejo de información, incluido los asuntos relacionados con el

9. PROGRAMAS LDAR – RECOPILACIÓN Y ADMINISTRACIÓN DE DATOS
PÁG. 193
cumplimiento de la normativa, con los cálculos de emisiones, y con la generación de
informes.
También existen en el mercado muchos sistemas de administración de datos. Debido
a la amplia variedad de funciones que pueden desarrollar (de hojas de cálculo a las
más complicadas bases de datos), no examinaremos aquí estos sistemas. La decisión
de cuál de ellos usar dependerá de:
• el número de componentes controlados;
• capacidad de almacenamiento y de operación del sistema de administración de
datos;
• volumen de normativas a aplicar a la planta;
• complejidad de estas normativas;
• número de funciones que puede desarrollar el sistema;
• adaptabilidad a cambios en la normativa y en los procedimientos de cálculo e
informe;
• velocidad del sistema;
• facilidad de implantación en la industria;
• facilidad de uso y de entrenamiento del personal para su manejo;
• coste; y
• servicio técnico.
En el Capítulo 12 se muestra una exposición práctica de programa que puede ser
utilizado para la Administración de Datos referidos a la puesta en práctica de un
programa LDAR.
Aunque ya se ha descrito en esencia a lo que nos referimos con el concepto Programa
LDAR, se amplía la información sobre éstos en el Capítulo 11.

9. PROGRAMAS LDAR – RECOPILACIÓN Y ADMINISTRACIÓN DE DATOS
PAG. 194
FIGURA 9-A. HOJA DE REGISTRO DE MEDIDAS
Planta: Fecha: Inspector(es): Unidad: Página ____ de ____ ID Instrumento: ID Componente Medida Anterior Medida Actual Comentarios

9. PROGRAMAS LDAR – RECOPILACIÓN Y ADMINISTRACIÓN DE DATOS
PAG. 195
TABLA 9-B. REGISTRADORES DE DATOS
Compañía AppCon AppCon Corvallis MicroTech. DAP Microflex DAP Microflex Husky LXE MicroPalm
MODELO VISION-I VISION-II PC5 PC9500 PC9000 FS/2 2285 PC/3000 PC/3042
Tipo Manos libres Manos libres Portátil Portátil Portátil Portátil Portátil Portátil
Procesador 7/14MHz 8680 MS-DOS 6.2
7/14MHz 8680 MS-DOS 6.2
7/14MHz 8680 MS-DOS 5.0
7/14MHz 8680 MS-DOS 5.0
80C88, 8MHz MS-DOS 3.31
NEC V30,8086 MS-DOS 3.31 NEC V30,8086
MS-DOS 3.31
Pantalla 320×200 CGA 320×200 CGA 128×200 CGA 200×200 CGA 128×128 CGA 240×64 160×80 320×200 CGA
Memoria-RAM 2M – 16M 2M – 16M 2M 1M – 2M 128k – 640k 512k – 4M 128k – 1M 512k – 8M
Temperatura Operativa(ºC) 0 a 70 (-)20 a 85 (-)40 a 50 (-)20 a 50 (-)20 a 50 (-)20 a 50 (-)10 a 50 (-)20 a 75
Clase Reforzado Reforzado Reforzado Reforzado Reforzado Militar Reforzado Militar
Clase FCC (1) a. a. b. a. a. b. b. a.
Durabilidad (2) A,B,C,E A,B,C,E B,C,E B,C B,C B,C,D,E,F B,C A,B,C,D,F
Peso (3) 0.57 kg 0.45 kg 0.79 kg 0.79 kg 1.02 kg 0.79 kg 0.79 kg 1.09 kg
Autonomía 12 – 16 horas 12 – 16 horas 2 – 3 días 12 – 16 horas 8 – 10 horas 30 horas 4 – 6 horas 12 – 16 horas
Tlf.Compañía (713)6863773 (713)6863773 (503)7525456 ___ ___ 44 203 668181 (Inglaterra) (404)4474224 (813)2896116
(1) La Clase FCC está relacionada con la Tasa de Emisión Electrostática; siendo “a” la clase más rigurosa.
(2) Tipos de resistencia: A. UL-913 intrínsecamente seguro D. Sumergible a 3 pies
B. Resistencia química y al polvo E. Resistencia a caida sobre hormigón desde 4 pies
C. Resistencia al agua F. Resistencia a caida sobre hormigón desde 6 pies
(3) Con baterías
(4) Téngase en cuenta que toda la información aparecida en la tabla ha sido suministrada por los fabricantes. Ni API ni sus contratistas verificaron dicha información.

9. PROGRAMAS LDAR – RECOPILACIÓN Y ADMINISTRACIÓN DE DATOS
PAG. 196
TABLA 9-C. REGISTRADORES DE DATOS (CONTINUACIÓN)
Compañía MicroPalm Norand Omnidata (4) Omnidata PSION PSION Radix Symbol
MODELO PC/4000 RT/DT1700 Pro2000 286LX HC120 HCDOS FW200 PDT-3100
Tipo Portátil Portátil Portátil Portátil Portátil Portátil Portátil Portátil
Procesador 80C88, 8MHz MS-DOS 2.25 16-bit / 286 16-bit / 286
MS-DOS 6.0 16-bit / 286
MS-DOS 5.0 80C86, 4MHz
MS-DOS 5.0
80C86
MS-DOS 5.0 16-bit / 286
80C88
DOS, BIOS
Pantalla 120×64 128×200 CGA 128×192 CGA 128×192 CGA 160×80 160×80 CGA 128×192 CGA
Alinex 20,
Back-lit,
Reverse Video
Memoria-RAM 256k – 640k 512k 1M - 8M 1M - 8M 128k – 512k 1M 640k – 2M
Temperatura Operativa(ºC) (-)20 a 75 0 a 50 (-)30 a 55 (-)30 a 55 0 a 50 (-)10 a 50 (-)40 a 50 0 a 40
Clase Militar Reforzado Reforzado Reforzado Reforzado (IP64)
Reforzado (IP54) Industrial Industrial
Clase FCC (1) a. b. b. b. b. b. b.
Durabilidad (2) A,B,C,F,G A,B,C,E A,B,C,D,E A,B,C,D,E C,E C,E B,C,D,F,G
Peso (3) 1.32 kg 0.79 kg 1.09 – 1.32 kg 1.09 – 1.32 kg 0.79 kg 0.59 kg 0.79 kg 0.44 kg
Autonomía 24 horas 12 – 16 horas 2 – 3días 2 – 3 días 20 – 50 horas 15 – 20 horas 8 – 10 horas
9V Alcalina/ NiCad Rec.
4 – 6 días / 9V
8 – 12 horas / N.
Tlf.Compañía (813) 289-6116 (319) 369-3100 (713) 578-6733 (508) 371-0310 (801) 537-1717 (214) 402-8270
(1) La Clase FCC está relacionada con la Tasa de Emisión Electrostática; siendo “a” la clase más rigurosa.
(2) Tipos de resistencia: A. UL-913 intrínsecamente seguro B. Resistencia química y al polvo C. Resistencia al agua D. Sumergible a 3 pies E. Resistencia a caída sobre hormigón desde 4 pies F. Resistencia a caída sobre hormigón desde 6 pies
(3) Con baterías (4) El fabricante/ distribuidor de este registrador es AIW. También se hace referencia a este registrador como el AIW policableado.
(5) Téngase en cuenta que toda la información aparecida en la tabla ha sido suministrada por los fabricantes. Ni API ni sus contratistas verificaron dicha información.

9. PROGRAMAS LDAR – RECOPILACIÓN Y ADMINISTRACIÓN DE DATOS
PAG. 197
TABLA 9-D. REGISTRADORES DE DATOS (CONTINUACIÓN)
Compañía Symbol (4) Symbol***** Teklogix Telxon Telxon Telxon
MODELO LDT-3805 PDT-3300is 7025 PTC-860RF PTC-960 PTC-912
Tipo Portátil Portatil Portátil Portátil Portátil Portátil
Procesador NEC V25+, 808 MS-DOS 3.31
NEC V25+, 808 MS-DOS 3.31 32-bit / 386 80C88, 8MHz MS-
DOS 3.31 80C88, 8MHz MS-
DOS 3.31 NEC V20, 8MHz MS-
DOS 3.31
Pantalla 128×128 CGA 120×64 256×128 MDA 128×128 CGA 128×128 CGA 128×64
Memoria-RAM 256k – 4M 256k – 4M 256k 128k – 4M 128k – 1M 128k – 1M
Temperatura Operativa(ºC) (-)20 a 40 0 a 50 (-)40 a 80 (-)20 a 50 0 a 40 0 a 50
Clase Reforzado Reforzado Industrial Reforzado Reforzado Reforzado
Clase FCC (1) a. b. b. b. b. a.
Durabilidad (2) A,B,C,E A,B,C,E E A,B,C B,C B,C,D
Peso (3) 0.79 kg 0.79 kg 0.79 kg 0.91 kg
Autonomía 8 – 10 horas 12 – 16 horas 8 – 10 horas
Tlf.Compañía (214) 402-8270 (800) 633-3040 (216) 867-3700
(1) La Clase FCC está relacionada con la Tasa de Emisión Electrostática; siendo “a” la clase más rigurosa.
(2) Tipos de resistencia: A. UL-913 intrínsecamente seguro B. Resistencia química y al polvo C. Resistencia al agua D. Sumergible a 3 pies
E. Resistencia a caída sobre hormigón desde 4 pies F. Resistencia a caída sobre hormigón desde 6 pies
(3) Con baterías
(4) Se usa con sistema rastreador de fugas FEC.
(5) Téngase en cuenta que toda la información aparecida en la tabla ha sido suministrada por los fabricantes. Ni API ni sus contratistas verificaron dicha información.