1 Prof. Iván Quintero INGENIERÍA DE MÉTODOS: CONJUNTO DE PROCEDIMIENTOS SISTEMÁTICOS QUE SE...
61
1 Prof. Iván Quintero INGENIERÍA DE MÉTODOS: CONJUNTO DE PROCEDIMIENTOS SISTEMÁTICOS QUE SE UTILIZAN PARA REALIZAR PROFUNDOS ANÁLISIS, EN LAS OPERACIONES DE TRABAJO, CON MIRAS A INTRODUCIR MEJORAS QUE FACILITEN LA REALIZACIÓN DE ESTAS AL MENOR TIEMPO POSIBLE Y CON LA MENOR INVERSIÓN DE DINERO POR UNIDAD PRODUCIDA SIN MENOSCABO DE LA CALIDAD. FILOSOFIA DE LA INGENIERIA DE METODOS: “TODO PROCESO PUEDE SER MEJORADO” IMPORTANCIA: MEJORA LA EFICIENCIA AL ELIMINAR EL TRABAJO INNECESARIO, LAS DEMORAS EVITABLES Y OTRAS FORMAS DE DESPERDICIOS. INCREMENTA LA PRODUCTIVIDAD, DETERMINACIÓN DEL TIEMPO ESTÁNDAR RETRIBUCIÓN AL TRABAJADOR POR SU RENDIMIENTO
-
Upload
aaron-canedo -
Category
Documents
-
view
106 -
download
3
Transcript of 1 Prof. Iván Quintero INGENIERÍA DE MÉTODOS: CONJUNTO DE PROCEDIMIENTOS SISTEMÁTICOS QUE SE...
- Diapositiva 1
- 1 Prof. Ivn Quintero INGENIERA DE MTODOS: CONJUNTO DE PROCEDIMIENTOS SISTEMTICOS QUE SE UTILIZAN PARA REALIZAR PROFUNDOS ANLISIS, EN LAS OPERACIONES DE TRABAJO, CON MIRAS A INTRODUCIR MEJORAS QUE FACILITEN LA REALIZACIN DE ESTAS AL MENOR TIEMPO POSIBLE Y CON LA MENOR INVERSIN DE DINERO POR UNIDAD PRODUCIDA SIN MENOSCABO DE LA CALIDAD. FILOSOFIA DE LA INGENIERIA DE METODOS: TODO PROCESO PUEDE SER MEJORADO IMPORTANCIA: MEJORA LA EFICIENCIA AL ELIMINAR EL TRABAJO INNECESARIO, LAS DEMORAS EVITABLES Y OTRAS FORMAS DE DESPERDICIOS. INCREMENTA LA PRODUCTIVIDAD, DETERMINACIN DEL TIEMPO ESTNDAR RETRIBUCIN AL TRABAJADOR POR SU RENDIMIENTO
- Diapositiva 2
- 2 Prof. Ivn Quintero GERENTE GENERAL GTE. VENTASCONTRALORGTE. PRODUCCINGTE. COMPRAS. GTE. RRIIINGENIERO EN JEFE GTE. MANTTO GTE. DE CONTROL DE PRODUCCIN GTE. DE ING. METODS GTE. CONTROL DE CALIDAD A F LA PROGRAMACIN SE BASA EN LOS ESTNDA- RES DE TIEMPO DTOS. DE PRODUCCIN G LOS ESTNDARES DE TIEMPO SON LA BASE DE LOS COSTOS ESTNDARES LOS ESTNDARES PROPORCIONAN LA BASE PARA MEDIR EL DESEMP. DE LOS DPTOS. DE PRODUCCIN EL TIEMPO SE USA PARA COMPARAR EQ. Y SUMINISTROS COMPETITIVOS D EL COSTO ESTA DETERMINADO PRIN- CIPALMENTE POR LOS MTODOS DE FABRICACIN A BCDE RELACION DEL DPTO. DE ING. METODOS CON OTRAS AREAS DE LA EMPRESA HI J A B C E SE MANTIENEN BUENAS RELACIONES LABORALES CON ESTNDARES EQUITA- TIVOS Y UN ENTORNO SEGURO G EL DISEO DE METODOS Y PROCESOS TIENE UNA GRAN INFLUENCIA EN EL DISEO DE PRODUCTOS LOS ESTNDARES ESTABLECEN LAS BASES DEL MANTTO. PREDICTIVO H LOS ESTNDARES ASEGURAN LA CALIDAD J LOS MTODOS, ESTNDARES Y DISEO DEL TRABAJO INDICAN COMO Y QUE TIEMPO SE HARA EL TRABAJO
- Diapositiva 3
- 3 Prof. Ivn Quintero PRODUCTIVIDAD: RELACIN EXISTENTE ENTRE EL VOLUMEN FISICO DE PRODUCCIN DE BIENES Y SERVICIOS Y EL TOTAL DE RECURSOS EMPLEADOS EN OBTENER DICHOS BIENES SERVICIOS. PRODUCTIVIDAD = VOLUMEN FISICO DE PRODUCION = RESULTADOS TOTALES LOGRADOS RECURSOS APLICADOS RECURSOS TOTALES CONSUMIDOS = EFICACIA EFICIENCIA LA PRODUCTIVIDAD NO ES UNA MEDIDA DE LA PRODUCCIN NI DE LA CANTIDAD QUE SE HA FABRICADO. ES UNA MEDIDA DE LO BIEN QUE SE HAN COMBINADO Y UTILIZADO LOS RECURSOS PARA CUMPLIR LOS RESULTADOS ESPECIFICOS DESEABLES. FACTORES QUE AFECTAN LA PRODUTIVIDAD METODOS Y EQUIPOS UTILIZACION DE LA CAPACIDAD DE LOS RECURSOS NIVELES DE DESEMPEO EFICAZ: IMPACTO QUE SE LE PRODUCE AL CLIENTE EFICIENCIA: USO PTIMO DE LOS RECURSOS EFECTIVO: OPORTUNIDAD, CANTIDAD Y CALIDAD AL OFRECER PRODUCTOS
- Diapositiva 4
- 4 Prof. Ivn Quintero Indicador de Eficiencia Mide el uso de los recursos = Indicador de esfuerzo. Recursos: Tiempo i.e. Horas hombre, das Dinero i.e. Costo Otros i.e. Repuestos, insumos Indicador de Eficacia Indicador que mide lo Programado vs. Ejecutado. - i.e. Acciones ejecutadas / acciones planificadas en un lapso de tiempo Indicador de Efectividad Indicador que mide la satisfaccin del cliente o el impacto sobre el cumplimiento de un objetivo: % de ventas, % de mercado Resultados de encuesta de satisfaccin al cliente % de reclamos de cliente Ejecucin de Mantenimiento: Disponibilidad de equipos Antes de plantearte un objetivo, defines la situacin actual con un indicador y te planteas una meta.
- Diapositiva 5
- 5 Prof. Ivn Quintero PRODUCTIVIDAD NACIONAL = PRODUCTO TERRITORIAL BRUTO (PTB) / POBLACIN OCUPADA = PRODUCTO INTERNO BRUTO / H-H (para cada sector economa) EFICIENCIA = (TIEMPO REAL DE TRABAJO / TIEMPO NOMINAL) * 100 PRODUCTIVIDAD = 1 / G.E.R. (Gasto Especifico del Recurso)M.O. = H-H/TON MAQ.= H-M/TON H-H = HORAS TRABAJADAS * PERSONAL OCUPADO H-M = HORAS TRABAJADAS * NUMERO DE MAQ.
- Diapositiva 6
- 6 Prof. Ivn Quintero EJERCICIOS: 1) Una pequea empresa tiene cuatro trabajadores que trabajan de lunes a viernes 8.50 hr. por da y el sbado 2.50 hr. Cul es la disponibilidad semanal de H-H de la empresa? 2) En el problema anterior, suponga que hay una prdida de 18 hr. del personal por causas diversas. Calcule la disponibilidad semanal de H-H. Eficiencia = (tiempo real de trabajo / tiempo nominal) * 100 = (180 18) / 180) * 100 = 90% 3) Un material es recuperado totalmente en un sistema productivo con un punto de transformacin, el Cual invierte 5 hr. En procesar 300 kg. de Materia Prima (M.P.). Determinar la productividad del sistema y G.E.R. Productividad = 300 Kg. / 5 Hr. = 60 Kg. / H-Maq.G.E.R. = 1 / productividad = 1/60 = 0.0167 H-Maq. / Kg Horas trabajadas = (8.5 * 5) + 2.5 = 45 Hr. H-H disponibles = horas * personal * eficiencia = 45 Hr * 4 hombres * (100/100) = 180 H-H / semana H-H disponibles: = 180 * 90% = 162 H-H / semana
- Diapositiva 7
- 7 Prof. Ivn Quintero 4) Un proceso de produccin tiene un porcentaje de recuperacin del 85%. Se alimentan 750 Kg. de Mat. que son procesadas en 2.5 hr. Calcular la productividad de la mq. y su Gasto Especfico del Recurso. % recuperacin + % desperdicio = 100% Produccin = Materia prima * (%recuperacin / 100) = 750 Kg. * (85% / 100) = 637.5 Kg. Productividad = 637.5 Kg. / 2.5 Hr. = 255 Kg / H-Maq. G.E.R. = 1 / productividad = 0,003921 H-Maq / Kg. 5) Una maquina produce 14 pz. En cuatro horas las cuales son alimentadas a otra maquina que completa el procesamiento de las 14 pz. En 6.5 hr. Determine la productividad del sistema expresadas en Pz / Turno Tome un turno de trabajo de ocho horas de trabajo. a) Un punto de Transformacin b) Dos puntos de transformacin MAQ. 1: 4 Hr 14 pz 8 Hr. X X = 28 Pz MAQ. 2: 6.5 Hr 14 pz 8 Hr. X X = 17.23 Pz Productividad = produccin / insumos = 28 pz, / turno Productividad = produccin / insumos = 17.23 pz, / turno G.E.R. = 1/ 28 = 0,03571 turno / pz G.E.R. = 1/ 17.23 = 0,058038 turno / pz Productividad sistema = 1 / G.E.R. = 1 / 0,093748 = 10,6668 Pz / turno
- Diapositiva 8
- 8 Prof. Ivn Quintero RELACION DE LA INGENIERA DE MTODOS, PRODUCTIVIDAD Y NIVEL DE VIDA INGENIERIA DE METODOS DESARROLLO E IMPLANTACIN DE MEJORES MTODOS INCREMENTO DE LA PRODUCTIVIDAD INCREMENTO DE LA PRODUCCIN DE BIENES Y SERVICIOS MEJOR NIVEL DE VIDA
- Diapositiva 9
- 9 Prof. Ivn Quintero EFECTOS DE LA FALTA DE PRODUCTIVIDAD EN LA EMPRESA Y EN LA ECONONOMIA DE UN PAIS DISMINUCION DE LA TASA DE PRODUCTIVIDAD CRECIMIENTO DEL COSTO UNITARIO DE LA MANO DE OBRA. AUMENTOS DE PRECIOS AL CONSUMIDOR DISMINUCIN DEL VOLUMEN DE VENTAS REDUCCIN DE LOS EMPLEADOS Y DE LA CAPACIDAD DE UTILIZACIN DE LOS EQUIPOS DESCENSO DE LA CALIDAD DE VIDA CRECIMIENTO DE LA INFLACIN EXPORTACIONES NO COMPETITIVAS CRECIMIENTO DEL DESEMPLEO DISMINUCIN DE LAS INVERSIONES
- Diapositiva 10
- 10 Prof. Ivn Quintero
- Diapositiva 11
- 11 Prof. Ivn Quintero MODELO DEL PROCESO DE PRODUCTIVIDAD Planeacin estratgica: donde se establecen la misin, visin, objetivos y metas organizacionales; considerando la planeacin en el tiempo, determinando estrategias a largo plazo en funcin de los factores internos o externos que afectan los recursos, procesos de transformacin y resultados esperados del sistema. Es decir, se establece la unidad de anlisis. Variables de entrada (Recursos): corresponde a cualquiera de las variables, insumos, factores variables y controlables o recursos requeridos por el proceso de transformacin. Es importante considerar en estos recursos el atributo o unidad de medida correspondiente. Especificacin de los atributos de inters de los insumos y productos: Es una unidad de medida (cuantitativa) o caracterstica (cualitativa) de una variable, por ejemplo, un atributo podra ser: kg, horas hombres, metro lineal, etc; Un atributo econmico debe estar expresado en bolvares, euros, dlares, etc; y los atributos perceptibles son calidad, personalidad, edad, color, etc. Proceso de transformacin: consiste en la transformacin de los insumos en bienes producidos o servicios prestados. En esta fase se aade el valor agregado a los recursos. Variables de salida (Resultados): son los resultados obtenidos del proceso de transformacin. Los resultados debern ser expresados con un atributo en concordancia con el asignado al atributo de entrada. Medicin de la productividad: consiste en seleccionar las variables de entrada y/o salida ms significativas para el proceso evaluado. Cada variable debe ser expresado con un atributo. De esta forma, se generan los indicadores y los ndices de productividad, que miden el comportamiento esttico y dinmico, respectivamente, de las relaciones de productividad seleccionadas.
- Diapositiva 12
- 12 Prof. Ivn Quintero Indicadores e ndices de la productividad: sirven para medir el comportamiento de las relaciones de productividad. El indicador mantiene los atributos de las variables relacionadas, y el ndice slo es un valor numrico que refleja la magnitud del cambio de productividad al comparar dos indicadores en el tiempo. Indicadores e ndices de factor parcial o total: Al incluir en una relacin de productividad donde se consideren parcialmente algunos componentes de la variable, da cabida a mediciones de factor parciales de la productividad. Cuando se consideran todos los elementos de una variable se est en un proceso de medicin de factor total de la productividad. Si todas las entradas y salidas pueden ser expresados con un solo atributo, entonces, se estar en presencia de una medicin de la productividad total empresarial. Estndares temporales: al realizar un proceso de medicin para un punto o ms en el tiempo se generan estndares, los cuales son temporales, porque cada mejora en los indicadores lo convierte en el nuevo estndar a superar en tiempos posteriores. Gerencia de la productividad: con los procesos de medicin es posible determinar los valores crticos de la productividad, lo cual permite iniciar la fase gerencial de evaluar la forma como los recursos ms significativos han sido utilizados en el proceso de transformacin y los resultados obtenidos. De esta forma, se inicia un proceso de toma de decisiones gerenciales, que de forma sistmica, planificada y tcnica logran que las tendencias o cambios positivos sean mantenidos las desviaciones sean corregidas lo antes posible; garantizando mejoramiento continuo de la organizacin.
- Diapositiva 13
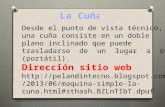
- 13 Prof. Ivn Quintero INDICES INDICADORES Total Parcial Variables de Entrada (Recursos) Humanos Energa Capital Material Tecnologa Informacin Proceso de Transformacin Se aade valor a las entradas (Valor Agregado) Variables de Salida (Resultados) Humanos Energa Capital Materiales Bienes Servicios Salida Global Precios Ventas Rentabilidad Especificar Atributos o Unidades de Medida Medicin de la Productividad Medicin de entradas y Salidas Factor Medicin entre perodos Factor Total Parcial ESTANDARES Temporales Grfico del Modelo del proceso de productividad PLANIFICACION ESTRATEGICA Fsicos (Kg., Lts, Mts., Mts 2, Mts 3, etc.) Econmicos (Bs.) Temporales (Tiempo), Perceptible (Valor, Cantidad, Edad, Color, etc.) MEJORAMIENTO DE LA PRODUCTIVIDAD Fsica, Econmica, Mixta Gerencia de la Productividad (Evaluacin y acciones correctivas) INDICADORES
- Diapositiva 14
- 14 Prof. Ivn Quintero No. Personal administrativo No. Personal de Limpieza No. Personal del Restaurante No. De mucamas No. de habitaciones disponibles No. De Clientes reservados Planificacin del Servicio Satisfaccin del cliente Entradas (Recursos) Salidas (Resultados) Proceso de Servicio Confort Satisfaccin Servicios al Hospitalidad Cliente No. Clientes atendidos No. Habitaciones utilizadas Das de permanencia Valor de servicio de hospedaje Costo de servicio No. De Clientes recurrentes Costo de personal x servicio Valor de servicio (Bs.) Ingresos totales (Bs.) Ingresos totales / Costos totales No. Clientes atendidos / No. Clientes reservados No. Habitaciones utilizadas / No. Habitaciones disponibles Das de permanencia / Clientes atendidos No. Clientes atendidos / No. Clientes recurrentes Ingresos x servicio / Costos x servicio Etc.
- Diapositiva 15
- 15 Prof. Ivn Quintero Entradas (Recursos) Salidas (Resultados) Proceso Embutido Ollas de aluminio Diferentes tamaos, volmenes (Kg.) Materia prima aluminio (Kw-H) Energa Horas mano de obra directa Horas mano de obra indirecta (Kg.) Capacidad instalada Capital de trabajo (Kg.) Ollas fabricadas Horas paradas de mquina Horas de mano de obra directa utilizada (Kw-H) Energa Consumida (Bs.) Mano de obra indirecta Costos Materia prima (aluminio) Valor de la produccin Valor agregado Planificacin Fabricacin de ollas de aluminio (Kg.) Ollas fabricadas (Kg.) Materia prima (Kg.) Ollas fabricadas Horas mano obra directa (Kg.) Ollas fabricadas (Kw-H) Energa (Kg.) Ollas fabricadas (Kw-H) Energa (Kg.) Ollas fabricadas (Kg) Capacidad instalada Valor producido Costos totales o parciales (Kg.) Ollas fabricadas Valor agregado
- Diapositiva 16
- 16 Prof. Ivn Quintero
- Diapositiva 17
- 17 Prof. Ivn Quintero
- Diapositiva 18
- 18 Prof. Ivn Quintero
- Diapositiva 19
- 19 Prof. Ivn Quintero Paso 1: Seleccin de los problemas (oportunidades de mejora) Paso 2: Cuantificacin y subdivisin del problema Paso 3: Anlisis de las causas, races especficas. Paso 4: Establecimiento de los niveles de desempeo exigidos (metas de mejoramiento). Paso 5: Definicin y programacin de soluciones Paso 6: Implantacin de soluciones Paso 7: Acciones de Garanta Pasos Para El Mejoramiento Continuo
- Diapositiva 20
- 20 Prof. Ivn Quintero PRIMER PASO: SELECCIN DE LOS PROBLEMAS (OPORTUNIDADES DE MEJORA) Este paso tiene como objetivo la identificacin y escogencia de los problemas de calidad y productividad del departamento o unidad bajo anlisis. A diferencia de otras metodologas que comienzan por una sesin de tormenta de ideas sobre problemas en general, mezclando niveles de problemas (sntomas con causas), en sta buscamos desde el principio mayor coherencia y rigurosidad en la definicin y escogencia de los problemas de calidad y productividad. Pasos Para El Mejoramiento Continuo
- Diapositiva 21
- 21 Prof. Ivn Quintero Actividades: Este primer paso consiste en las siguientes actividades: a) Aclarar los conceptos de calidad y productividad en el grupo. b)Elaborar el diagrama de caracterizacin de la Unidad, en trminos generales: clientes, productos y servicios, atributos de los mismos, principales procesos e insumos utilizados. c) Definir en qu consiste un problema de calidad y productividad como desviacin de una norma: deber ser, estado deseado, requerido o exigido. d) Listar en el grupo los problemas de calidad y productividad en la unidad de anlisis (aplicar tormenta de ideas). e) Preseleccionar las oportunidades de mejora, priorizando gruesamente, aplicando tcnica de grupo nominal o multivotacin. f) Seleccionar de la lista anterior las oportunidades de mejora a abordar a travs de la aplicacin de una matriz de criterios mltiples, de acuerdo con la opinin del grupo o su superior.
- Diapositiva 22
- 22 Prof. Ivn Quintero Las tres primeras actividades (a, b y c), permiten lo siguiente: Concentrar la atencin del grupo en problemas de calidad y productividad, y: Obtener mayor coherencia del grupo al momento de la tormenta de ideas para listar los problemas. Evitar incluir en la definicin de los problemas su solucin, disfrazando la misma con frases como: falta de..., carencia de..., insuficiencia, etc. lo cual tiende a ser usual en los grupos poco experimentados. La preseleccin (actividad "e") se hace a travs de una tcnica de consenso rpido en grupo, que facilita la identificacin en corto tiempo de los problemas, para luego, sobre todo los 3 o 4 fundamentales, hacen la seleccin final (actividad "f") con criterios ms analticos y cuantitativos, esto evita la realizacin de esfuerzos y clculos comparativos entre problemas que obviamente tienen diferentes impactos e importancia.
- Diapositiva 23
- 23 Prof. Ivn Quintero Observaciones y recomendaciones generales Este es un paso clave dentro del proceso, por lo que debe dedicarse el tiempo necesario evitando quemar actividades o pasarlas por alto, sin que el equipo de trabajo haya asimilado suficientemente el objetivo de las mismas. Conviene desarrollar este paso en tres sesiones y cuando mnimo dos (nunca en una sola sesin) y cada una de 1 1/2 horas de duracin. En la primera pueden cubrirse las tres primeras actividades, en la segunda las actividades d y e y en la ltima la f esta actividad debe ser apoyada con datos segn los criterios de la matriz, por tanto, esta actividad debe hacerse en una sesin aparte.
- Diapositiva 24
- 24 Prof. Ivn Quintero La caracterizacin de la unidad debe hacerse gruesamente evitando detalles innecesarios. Debe considerarse que luego de cubiertos los siete pasos, (el primer ciclo), en los ciclos de mejoramiento posteriores se profundizar con mayor conocimiento, por la experiencia vivida. Esta recomendacin es vlida para todas las actividades y pasos, la exagerada rigurosidad no es recomendable en los primeros proyectos y debe dosificarse, teniendo presente que el equipo de mejora es como una persona que primero debe gatear luego caminar, luego trotar, para finalmente correr a alta velocidad la carrera del mejoramiento continuo. Tcnicas a utilizar: Diagrama de caracterizacin del sistema, tormenta de ideas, tcnicas de grupo nominal, matriz de seleccin de problemas.
- Diapositiva 25
- 25 Prof. Ivn Quintero SEGUNDO PASO: CUANTIFICACION Y SUBDIVISION DEL PROBLEMA U OPORTUNIDAD DE MEJORA SELECCIONADA El objetivo de este paso es precisar mejor la definicin del problema, su cuantificacin y la posible subdivisin en subproblemas o causas sntomas. Es usual que la gente vida de resultados o que est acostumbrada a los yo creo y yo pienso no se detenga mucho a la precisin del problema, pasando de la definicin gruesa resultante del ler. paso a las causas races, en tales circunstancias los diagramas causales pierden especificidad y no facilitan el camino para identificar soluciones, con potencia suficiente para enfrentar el problema. Por ejemplo, los defectos en un producto se pueden asociar a la falta de equipos adecuados en general, pero al defecto especfico, raya en la superficie, se asociar una deficiencia de un equipo en particular. Debido a que tales desviaciones se han producido en varias aplicaciones de la metodologa, hemos decidido crear este paso para profundizar el anlisis del problema antes de entrar en las causas races.
- Diapositiva 26
- 26 Prof. Ivn Quintero Actividades: Se trata de afinar el anlisis del problema realizando las siguientes actividades: Establecer el o los tipos de indicadores que darn cuenta o reflejen el problema y, a travs de ellos, verificar si la definicin del problema guarda o no coherencia con los mismos, en caso negativo debe redefinirse el problema o los indicadores. Estratificar y/o subdividir el problema en sus causas-sntomas. Por ejemplo: El retraso en la colocacin de solicitudes de compra, puede ser diferente segn el tipo de solicitud. Los defectos de un producto pueden ser de varios tipos, con diferentes frecuencias. Los das de inventario de materiales pueden ser diferentes, segn el tipo de material. El tiempo de prestacin de los servicios puede variar segn el tipo de cliente. Las demoras por fallas pueden provenir de secciones diferentes del proceso o de los equipos.
- Diapositiva 27
- 27 Prof. Ivn Quintero Cuantificar el impacto de cada subdivisin y darle prioridad utilizando la matriz de seleccin de causas y el grfico de Pareto, para seleccionar el (los) estrato(s) o subproblema(s) a analizar. Observaciones y recomendaciones generales Debe hacerse nfasis en la cuantificacin y slo en casos extremos (o en los primeros proyectos) a falta de datos o medios giles para recogerlos se podr utilizar, para avanzar, una tcnica de jerarquizacin cualitativa como la tcnica de grupo nominal, con un grupo conocedor del problema. Sin embargo, se deber planificar y ordenar la recoleccin de datos durante el proceso. Este paso conviene desarrollarlo en tres o, al menos, dos sesiones, dependiendo de la facilidad de recoleccin de datos y del tipo de problema. En la primera sesin realizar las actividades a y b, en la segunda analizar los datos recogidos (actividad c) y hacer los reajustes requeridos y en la tercera sesin la actividad d priorizacin y seleccin de causas sntomas.
- Diapositiva 28
- 28 Prof. Ivn Quintero Tcnicas a utilizar: indicadores, muestreo, hoja de recoleccin de datos, grficas de corrida, grfico de Pareto, matriz de seleccin de causas, histogramas de frecuencia, diagrama de procesos. TERCER PASO: ANLISIS DE CAUSAS RAICES ESPECIFICAS El objetivo de este paso es identificar y verificar las causas races especificas del problema en cuestin, aquellas cuya eliminacin garantizar la no recurrencia del mismo. Por supuesto, la especificacin de las causas races depender de lo bien que haya sido realizado el paso anterior. Nuevamente en este paso se impone la necesidad de hacer medible el impacto o influencia de la causa a travs de indicadores que den cuenta de la misma, de manera de ir extrayendo la causa ms significativa y poder analizar cunto del problema ser superado al erradicar la misma.
- Diapositiva 29
- 29 Prof. Ivn Quintero Actividades Para cada subdivisin del problema seleccionado, listar las causas de su ocurrencia aplicando la tormenta de ideas. Agrupar las causas listadas segn su afinidad (dibujar diagrama causa- efecto). Si el problema ha sido suficientemente subdividido puede utilizarse la subagrupacin en base de las 4M o 6M (material, machine, man, method, moral, management), ya que estas ltimas sern lo suficientemente especficas. En caso contrario se pueden subagrupar segn las etapas u operaciones del proceso al cual se refieren (en tal caso conviene construir el diagrama de proceso), definindose de esta manera una nueva subdivisin del subproblema bajo anlisis. Cuantificar las causas (o nueva subdivisin) para verificar su impacto y relacin con el problema y jerarquizar y seleccionar las causas races ms relevantes. En esta actividad pueden ser utilizados los diagramas de dispersin, grficos de Pareto, matriz de seleccin de causas.
- Diapositiva 30
- 30 Prof. Ivn Quintero Repetir b y c hasta que se considere suficientemente analizado el problema. Observaciones y recomendaciones generales Durante el anlisis surgirn los llamados problemas de solucin obvia que no requieren mayor verificacin y anlisis para su solucin, por lo que los mismos deben ser enfrentados sobre la marcha. Esto ocurrir con mayor frecuencia en los primeros ciclos, cuando usualmente la mayora de los procesos est fuera de control. Este paso, dependiendo de la complejidad del problema, puede ser desarrollado en 3 o 4 sesiones de dos horas cada una. En la primera sesin se realizarn las actividades a y b, dejando la actividad c para la segunda sesin, luego de recopilar y procesar la informacin requerida. En las situaciones donde la informacin est disponible se requerir al menos una nueva sesin de trabajo (tercera), luego de jerarquizar las causas, para profundizar el anlisis. En caso contrario se necesita ms tiempo para la recoleccin de datos y su anlisis (sesiones cuarta y quinta).
- Diapositiva 31
- 31 Prof. Ivn Quintero Tcnicas a utilizar: tormenta de ideas, diagrama causa-efecto, diagrama de dispersin, diagrama de Pareto, matriz de seleccin de causas. CUARTO PASO: ESTABLECIMIENTO DEL NIVEL DE DESEMPEO EXIGIDO (METAS DE MEJORAMIENTO) El objetivo de este paso es establecer el nivel de desempeo exigido al sistema o unidad y las metas a alcanzar sucesivamente. Este es un paso poco comprendido y ha tenido las siguientes objeciones: El establecimiento de metas se contradice con la filosofa de calidad total y con las criticas de W.E. Deming a la gerencia por objetivos. No es posible definir una meta sin conocer la solucin. La idea es mejorar, no importa cunto. La meta es poner bajo control al proceso por tanto est predeterminada e implcita.
- Diapositiva 32
- 32 Prof. Ivn Quintero A tales crticas, hacemos las siguientes observaciones: Cuando estamos fijando una meta estamos estableciendo el nivel de exigencia al proceso o sistema en cuestin, respecto a la variable analizada, en funcin o bien de las expectativas del cliente, cuando se trata de problemas de calidad o del nivel de desperdicio que es posible aceptar dentro del estado del arte tecnolgico, lo cual se traduce en un costo competitivo. En ambas vertientes la meta fija indirectamente el error no en que operamos es decir, el no importa cunto, la idea es mejorar, o que la meta consiste slo en poner bajo control el proceso, son frases publicitarias muy buenas para vender cursos, asesoras y hasta pescar incautos, pero no para ayudar a un gerente a enfrentar los problemas de fondo: los de la falta de competitividad.
- Diapositiva 33
- 33 Prof. Ivn Quintero La solucin que debemos dar a nuestro problema tiene que estar condicionada por el nivel de desempeo en calidad y productividad que le es exigido al sistema. Bajar los defectuosos a menos de 1% tiene normalmente soluciones muy diferentes en costo y tiempo de ejecucin a bajarlo a menos de 1 parte por mil o por 1 milln. El ritmo del mejoramiento lo fijan, por un lado, las exigencias del entorno, y por el otro, nuestra capacidad de respuesta, privando la primera. El enfrentamiento de las causas, el diseo de soluciones y su implantacin debe seguir a ritmo que la meta exige. En tal sentido, el establecimiento del nivel de desempeo exigido al sistema (meta) condicionar las soluciones y el ritmo de su implantacin.
- Diapositiva 34
- 34 Prof. Ivn Quintero Actividades Las actividades a seguir en este paso son: Establecer los niveles de desempeo exigidos al sistema a partir de, segn el caso, las expectativas del cliente, los requerimientos de orden superior (valores, polticas, objetivos de la empresa) fijados por la alta gerencia y la situacin de los competidores. Graduar el logro del nivel de desempeo exigido bajo el supuesto de eliminar las causas races identificadas, esta actividad tendr mayor precisin en la medida que los dos pasos anteriores hayan tenido mayor rigurosidad en el anlisis. Algunos autores llaman a esta actividad visualizacin del comportamiento, si las cosas ocurriesen sin contratiempos y deficiencias, es decir, la visualizacin de la situacin deseada.
- Diapositiva 35
- 35 Prof. Ivn Quintero Observaciones y recomendaciones generales En los primeros ciclos de mejoramiento es preferible no establecer metas o niveles de desempeo demasiado ambiciosos para evitar desmotivacin o frustracin del equipo ms bien con niveles alcanzables, pero retadores, se fortalece la credibilidad y el aprendizaje. Este paso puede ser realizado en una o dos sesiones de trabajo. Debido al proceso de consulta que media en las dos actividades, normalmente se requieren de dos sesiones. Cuando se carece de un buen anlisis en los pasos 2 y 3, por falta de informacin, conviene no fijar metas al boleo y slo cubrir la actividad "a" para luego fijar metas parciales, segn el diseo de soluciones (paso 5) y la bsqueda de mayor informacin, lo cual puede ser, en la primera fase, parte de la solucin.
- Diapositiva 36
- 36 Prof. Ivn Quintero QUINTO PASO: DISEO Y PROGRAMACION DE SOLUCIONES El objetivo de este paso es identificar y programar las soluciones que incidirn significativamente en la eliminacin de las causas races. En una organizacin donde no ha habido un proceso de mejoramiento sistemtico y donde las acciones de mantenimiento y control dejan mucho que desear, las soluciones tienden a ser obvias y a referirse al desarrollo de acciones de este tipo, sin embargo, en procesos ms avanzados las soluciones no son tan obvias y requieren, segn el nivel de complejidad, un enfoque creativo en su diseo. En todo caso, cuando la identificacin de causas ha sido bien desarrollada, las soluciones hasta para los problemas inicialmente complejos aparecen como obvias.
- Diapositiva 37
- 37 Prof. Ivn Quintero Actividades 1.Para cada causa raz seleccionada deben listarse las posibles soluciones excluyentes (tormenta de ideas). En caso de surgir muchas alternativas excluyentes antes de realizar comparaciones ms rigurosas sobre la base de factibilidad, impacto, costo, etc., lo cual implica cierto nivel de estudio y diseo bsico, la lista puede ser jerarquizada (para descartar algunas alternativas) a travs de una tcnica de consenso y votacin como la Tcnica de Grupo Nominal TGN). 2.Analizar, comparar y seleccionar las soluciones alternativas resultantes de la TGN, para ello conviene utilizar mltiples criterios como los sealados arriba: factibilidad, costo, impacto, responsabilidad, facilidad, etc. 3.Programar la implantacin de la solucin definiendo con detalle las 5W-H del plan, es decir, el qu, por qu, cundo, dnde, quin y cmo, elaborando el cronograma respectivo. Observaciones y recomendaciones generales
- Diapositiva 38
- 38 Prof. Ivn Quintero 4.No debe descartarse a priori ninguna solucin por descabellada o ingenua que parezca, a veces detrs de estas ideas se esconde una solucin brillante o parte de la solucin. 5.Para que el proceso de implantacin sea fluido es recomendable evitar implantarlo todo a la vez (a menos que sea obvia e inmediata la solucin) y hacer nfasis en la programacin, en el quin y cundo. 6.A veces, durante el diseo de soluciones, se encuentran nuevas causas o se verifica lo errtico de algunos anlisis. Esto no debe preocupar, ya que es parte del proceso aprender a conocer a fondo el sistema sobre o en el cual se trabaja. En estos casos se debe regresar al 3er. paso para realizar los ajustes correspondientes: Tcnicas a utilizar: tormenta de ideas, tcnica de grupo nominal, matriz de seleccin de soluciones, 5W-H, diagramas de Gantt o Pert.
- Diapositiva 39
- 39 Prof. Ivn Quintero SEXTO PASO: IMPLANTACION DE SOLUCIONES Este paso tiene dos objetivos: Probar la efectividad de la(s) solucin(es) y hacer los ajustes necesarios para llegar a una definitiva. Asegurarse que las soluciones sean asimiladas e implementadas adecuadamente por la organizacin en el trabajo diario. Actividades Las actividades a realizar en esta etapa estarn determinadas por el programa de acciones, sin embargo, adems de la implantacin en s misma, es clave durante este paso el seguimiento, por parte del equipo, de la ejecucin y de los reajustes que se vaya determinando necesarios sobre la marcha. Verificar los valores que alcanzan los indicadores de desempeo seleccionados para evaluar el impacto, utilizando grficas de corrida, histogramas y grficas de Pareto.
- Diapositiva 40
- 40 Prof. Ivn Quintero Observaciones y recomendaciones generales: Una vez establecido el programa de acciones de mejora con la identificacin de responsabilidades y tiempos de ejecucin, es recomendable presentar el mismo al nivel jerrquico superior de la unidad o grupo de mejora, a objeto de lograr su aprobacin, colaboracin e involucramiento. A veces es conveniente iniciar la implementacin con una experiencia piloto que sirva como prueba de campo de la solucin propuesta, ello nos permitir hacer una evaluacin inicial de la solucin tanto a nivel de proceso (mtodos, secuencias, participantes) como de resultados. En esta experiencia ser posible identificar resultados no esperados, factores no tomados en cuenta, efectos colaterales no deseados- A este nivel, el proceso de mejoramiento ya implementado comienza a recibir los beneficios de la retroalimentacin de la informacin, la cual va a generar ajustes y replanteamientos de las primeras etapas del proceso de mejoramiento.
- Diapositiva 41
- 41 Prof. Ivn Quintero SEPTIMO PASO: ESTABLECIMIENTO DE ACCIONES DE GARANTIA El objetivo de este paso es asegurar el mantenimiento del nuevo nivel de desempeo alcanzado. Es este un paso fundamental al cual pocas veces se le presta la debida atencin. De l depender la estabilidad en los resultados y la acumulacin de aprendizaje para profundizar el proceso.
- Diapositiva 42
- 42 Prof. Ivn Quintero Actividades En este paso deben quedar asignadas las responsabilidades de seguimiento permanente y determinarse la frecuencia y distribucin de los reportes de desempeo. Es necesario disear acciones de garanta contra el retroceso, en los resultados, las cuales sern tiles para llevar adelante las acciones de mantenimiento. En trminos generales stas son: Normalizacin de procedimientos, mtodos o prcticas operativas. Entrenamiento y desarrollo del personal en las normas y prcticas implantadas. Incorporacin de los nuevos niveles de desempeo, al proceso de control de gestin de la unidad. Documentacin y difusin de la historia del proceso de mejoramiento. Esta ltima actividad es de gran importancia para reforzar y reconocer los esfuerzos y logros alcanzados e iniciar un nuevo ciclo de mejoramiento.
- Diapositiva 43
- 43 Prof. Ivn Quintero Observaciones y recomendaciones generales Puede ocurrir que el esfuerzo realizado para mejorar el nivel de desempeo en un aspecto parcial de la calidad y productividad afecte las causas races que tambin impactan en otros aspectos y se producen as efectos colaterales de mejora en los mismos, debido a una sinergia de causas y efectos que multiplican entonces los resultados del mejoramiento. Es en este paso donde se ve con ms claridad la importancia en el uso de las grficas de control, las nociones de variacin y desviacin y de proceso estable, ya que, para garantizar el desempeo, dichos conceptos y herramientas son de gran utilidad.
- Diapositiva 44
- 44 Prof. Ivn Quintero
- Diapositiva 45
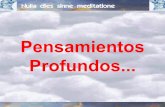
- 45 Prof. Ivn Quintero Inspeccin Control Aseguramiento Gestin Excelencia Deteccin a posteriori Deteccin y correccin en el proceso Prevencin toda la Empresa Prevencin y Mejora Continua Competencia Global, Resultados y Sostenibilidad 19401960197019801990Aos EVOLUCION DEL CONCEPTO: CALIDAD
- Diapositiva 46
- 46 Prof. Ivn Quintero
- Diapositiva 47
- 47 Prof. Ivn Quintero RELACION DE LA INGENIERA DE MTODOS, PRODUCTIVIDAD, CALIDAD, COMPETITIVIDAD Y EXCELENCIA INGENIERIA DE METODOS INCREMENTO DE LA PRODUCTIVIDAD INCREMENTO DE LA CALIDAD Y COMPETITIVIDAD EXCELENCIA EXCEDER EXCEDEREXPECTATIVAS CLIENTES
- Diapositiva 48
- 48 Prof. Ivn Quintero AUMENTO DE LA CALIDAD = AUMENTO DE LA PRODUCTIVIDAD ELIMINACIN DE DESPERDICIO POSICIONES ENCONTRADAS SI AUMENTA LA CALIDAD LA PRODUCTIVIDAD DISMINUYE. (Ej.: Trascripcin de datos) CAPACIDAD PARECE SER LA RESPUESTA AL DILEMA
- Diapositiva 49
- 49 Prof. Ivn Quintero Desperdicio por sobreproduccin Desperdicio por sobreproduccin Se refiere a la produccin de materiales, partes o piezas que no son requeridas por el siguiente paso del proceso, o por el cliente, para el momento de ser producidos; es producir para inventario. El costo de un producto asociado a su sobreproduccin eleva a ms de un 50% el costo verdadero de producirlo. TIEMPO DE INACTIVIDAD DE UNA MAQUINA DELITOS DEL VENDEDOR CAMBIO DE ORDENES DECISIONES ATRASADAS PEDIDOS ATRASADOS REDUNDANCIA DEL DISEO DE INGENIERIA. DESPERDICIOS FILAS DE TRABAJO EN CURSO INSPECCIONES ATRASADAS PAPELEO ATRASADO PROBLEMAS DE PRODUCTIVIDAD INVENTARIO EL INVENTARIO OCULTA PROBLEMAS
- Diapositiva 50
- 50 Prof. Ivn Quintero Desperdicio por Espera Desperdicio por Espera Es creado cuando el trabajador est ocioso frente a una mquina, sirviendo slo como observador, o cuando no puede hacer nada para que aquellas estn funcionando Tambin se incluyen las H-H ociosas por falta de coordinacin, materia prima, sincronizacin, fallas en el proceso, etc.
- Diapositiva 51
- 51 Prof. Ivn Quintero Desperdicio por Transporte y Manejo de Desperdicio por Transporte y Manejo deMateriales Ocurre cuando un material, parte o pieza es movida innecesariamente a una distancia Para luego ser almacenada y temporalmente arreglada.
- Diapositiva 52
- 52 Prof. Ivn Quintero Desperdicio por el proceso mismo Desperdicio por el proceso mismo Ocurre cuando el equipo o las operaciones no son costo efectivas, hay exceso de capacidad o los equipos no son operados eficientemente Ratio de Operacin: Mide el uso del equipo, Relacin entre Capacidad de la Maq. y el tiempo de Fabricacin Ratio de Trabajo: Mide la dif. entre Operacin Productiva e Improductiva
- Diapositiva 53
- 53 Prof. Ivn Quintero Desperdicio por Inventario en Proceso Desperdicio por Inventario en Proceso Se refiere al mantenimiento de inventarios en procesos entre cada operacin y al concepto de Inventario de Seguridad En la perspectiva de los nuevos enfoques es necesario ir eliminando progresivamente el inventario en proceso y el de seguridad para hacer evidente la ineficiencia y superar la. Desperdicio por Movimientos Innecesarios Desperdicio por Movimientos Innecesarios Ocurre cuando se incluyen movimientos innecesarios que no agregan valor. Esta Vinculado a la Ergonoma del puesto de trabajo, la indisponibilidad, la lejana de los Elementos (materiales, herramientas, etc) necesarios para la operacin y el inadecuado E inoportuno suministro de materiales, herramientas y partes al puesto de trabajo, crean Do la necesidad de traslados innecesarios y repetidos
- Diapositiva 54
- 54 Prof. Ivn Quintero Desperdicio por Defectos Desperdicio por Defectos Cuando un producto o parte est fuera de especificacin. Incluye tambin el retrbalo El desecho y otros costos indirectos
- Diapositiva 55
- 55 Prof. Ivn Quintero
- Diapositiva 56
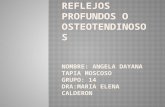
- 56 Prof. Ivn Quintero Se entiende por estudio del trabajo genricamente, ciertas tcnicas, y en particular el estudio de mtodos y la medicin del trabajo, que se utilizan para examinar el trabajo humano en todos sus contextos y que llevan sistemticamente a investigar todos los factores que influyen la eficiencia y la economa de la situacin estudiada, con el finde efectuar mejoras. ESTUDIO DEL TRABAJO ESTUDIO DE METODOS Para simplificar el trabajo e idear mtodos ms econ- micos de hacerlo. MEDICIN DEL TRABAJO Para determinar el tiempo que debe llevar MAYOR PRODUCTIVIDAD Estudio del trabajo Estudio del trabajo
- Diapositiva 57
- 57 Prof. Ivn Quintero Metodologa para realizar un estudio de mtodos de trabajo. A)DESARROLLAR UN CENTRO DE TRABAJO, FABRICAR UN PRODUCTO O PROPORCIONAR UN SERVICIO 1) SELECCIN DEL PROYECTO: MAYOR RIEGOS ACCIDENTE, ALTOS COSTOS FAB., MUY REPETITIVOS, PRESENTEN CUELLOS DE BOTELLA 2) OBTECCIN DE LOS HECHOS: REUNIR DIBUJOS ESPECIFICACIONES, REQ. CUANTITATIVOS, DE DISTRIBUCIN Y PROYECCIONES ACERCA DE LA VIDA TIL DEL PRODUCTO O SERVICIO. 3) PRESENTACIN DE LOS HECHOS: ELABORACIN DE DIAGRAMAS 4) EFECTUAR UN ANLISIS: REALIZAR UN ANLISIS DE LAS OPERACIONES 5) DESARROLLO DEL MET. IDEAL : SELECCIONE EL MEJOR PROCEDIMIENTO PARA C/OPER., INSP. Y TRANSPORTE 6) PRESENTACIN DEL MET.:EXPLIQUESE EL MET. PROPUESTO EN DETALLE 7) IMPLANTACIN DEL MT.: CONSIDERESE TODOS LOS DETALLES DEL MET. DE TRABAJO PARA ASEGURAR QUE EL MTODO PROP. DARA LOS RESULT. ESPERADOS 8) DESARROLLO DE UN ANLISIS DE TRABAJO: ANALICE EL MTODO IMPLANTADO ASEGURANDO CAPACITACIN DE LOS TRABAJADORES. 9) ESTABLECIMIENTO DE ESTNDARES DE TIEMPO ESTABLEZCASE UN ESTNDAR JUSTO Y EQUITATIVO. 10) SEGUIMIENTO DEL MTODO: HACER REVISIN DEL MTODO A INTERVALOS IRREGULARES PARA DETERMINAR SI SE CUMPLE LA PRODUCTIVIDAD PREVISTA. METDO I.C.I. DE ANLISIS CRTICO. I = INDAGACIN: BUSCA INFO. SOBRE LO QUE SE ESTA ANALIZANDO. C= CUESTIONAMIENTO: DESAFA LA VALIDEZ DE LA INFORMACIN. I = IDEACIN: APLICACIN DEL INGENIO Y LA CREATIVIDAD PARA PROPONER MEJORAS ESTUDIO DE METODOS ESTUDIO DE METODOS
- Diapositiva 58
- 58 Prof. Ivn Quintero B) MEJORAR UN MTODO EXISTENTE 1) REALIZAR UNA OBSERVACIN PRELIMINAR: PARA FAMILIARIZARSE CON EL REA A ANALIZAR 2) BASADO EN LA REPETIVIDAD O IMPORTANCIA DE LA TAREA DETERMINAR CUAL DEBE DE SER EL GRADO DE PROFUNDIDAD DEL ESTUDIO A REALIZAR A) ALTAMENTE REPETITIVO: - OCURRE MAS DE 2000 VECES Y NECESITA MAS DE 1000 H-H Y SE CUMPLE: (N * T) / 1000 1 DONDE: N 2000; N= NUMERO DE PARTES, PZ O SERVICIOS T = TIEMPO EJECUCIN DE CADA PARTE. B) MEDIANAMENTE REPETITIVO: - OCURRE MAS DE 500 PZ POR AO U OCURRE MAS DE 500 VECES Y DURA ENTRE 1 A 6 MESES Y SE CUMPLE; (N*T) / 167 1; N 500 C) POCO REPETITIVO: - SE REALIZA AL MENOS 50 VECES AL AO (O SE PRODUCEN 50 PZ), DURA ENTRE 2 SEMANAS Y 1 MES Y SE CUMPLE (N*T) / 80 1; N50 3) FIJAR LAS LIMITACIONES AL ESTUDIO 4) PRESENTAR LA INFORMACIN: - D.O.P. (DIAG. OPERAC. PROCESO) - D.F.P. (DIAG. FLUJO DE PROCESO) - DIAGRAMA H- M (HOMBRE- MAQUINA) - DIAGRAMA RECORRIDO - DIAGRAMA DE CUADRILLAS - DIAGRAMA DEL OPERADOR 5) REALIZAR ESTUDIOS DE TIEMPO 6) GENERAR ALTERNATIVAS 7) SELECCIONAR EL MEJOR MTODO: - ELIMINAR - CAMBIAR EL ORDEN OPERAC. - COMBINAR - SIMPLICAR LAS OPERAC. 8) HACER REGISTRO NORMALIZADO DEL MET. 9) REALIZAR ESTUDIOS DE TIEMPO 10) COMPARAR EL MET. ACTUAL CON EL PROP. 11) INSTALAR EL MTODO 12) HACER CORRECIONES DE TIEMPO 13) VERIFICAR Y CONTROLAR LA EJECUCIN NV. MT ESTUDIO DE METODOS ESTUDIO DE METODOS
- Diapositiva 59
- 59 Prof. Ivn Quintero 1)ANTES DE APLICAR EL ESTUDIO DE TRABAJO ES NECESARIO ESTABLECER BUENAS RELACIONES DE TRABAJO ESTABLECER BUENAS RELACIONES DE TRABAJO EL ESTUDIO DE TRABAJO NO SUPLE NI PUEDE SUPLIR NUNCA SUPLIR UNA BUENA DIRECCIN ES UN INSTRUMENTO DEL GERENTE PERO NO POR SI SOLO CONVIERTE EN BUENAS LAS RELA- CIONES OBRERO-PATRONALES. 2) EL ESTUDIO DE TRABAJO Y LA DIRECCIN DE LA EMPRESA. BUSCAR EL COMPROMISO DE LA ALTA GERENCIA PARA QUE LA APLICACIN DEL ESTUDIO DE MTODO TENGA RESULTADOS POSITIVOS 3) EL ESTUDIO DE TRABAJO Y LOS SUPERVISORES EXPLICARLE AL SUPERVISOR CON MUCHO CUIDADO Y TACTO EL PROPSITO DEL ESTUDIO Y LOS PROCEDIMIENTOS QUE SE APLICARAN. ES PROBABLE QUE OPONGA RESISTENCIA SI NO ESTA CLARO. PARA ESTO ES CONVENIENTE: NUNCA DAR RDENES DIRECTAMENTE A LOS TRABAJADORES. REMITIR SIEMPREAL SUPERVISOR A LOS OBREROS QUE CONSULTEN ALGO AJENO AL ESTUDIO NUNCAEMITIR OPINIONES CONTRARIAS AL SUPERVISOR DELANTE DE LOS OBREROS. EL ESPECIALISTA DEBE SER PRESENTADO AL GRUPO POR EL SUPERVISOR. EL FACTOR HUMANO Y SU INCIDENCIA EN LA APLICACIN DEL ESTUDIO DE METODOS DE TRABAJO EL FACTOR HUMANO Y SU INCIDENCIA EN LA APLICACIN DEL ESTUDIO DE METODOS DE TRABAJO
- Diapositiva 60
- 60 Prof. Ivn Quintero 4) EL ESTUDIO DE TRABAJO Y LOSTRABAJADORES EL ESPECIALISTA TIENE QUE TENER MUCHO TACTO PARA INDAGAR ACERCA DE LOS VALORES Y LAS NECESIDADES QUE TIENE CADA GRUPO INFORMAL DE TRABAJO. CADA GRUPO ESPERA QUE SUS MIEMBROS SE AJUSTEN A CIERTAS NORMAS DE CONDUCTA Y TIENEN ESTABLECIDO TCITAMENTE UN CUPO DE PRODUCCIN, QUE BIEN NO PUEDE SER EL DESEADO POR LA EMPRESA. CMO DEBE ACTUAR EL ESPECIALISTA? EL PROBLEMA DEL AUMENTO DE LA PRODUCTIVIDAD DEBE TRATARSE CON PONDERACIN, SIN DAR DEMASIDA IMPORTANCIA A LA PRODUCTIVIDAD DE LA MANO DE OBRA. DE QUE SIRVE REDUCIR A LA MITAD EL TIEMPO QUE NECESITA UN OBRERO PARA TERMINAR UN TRABAJO O IMPONERLE UN VOLUMEN DE PRODUCCIN, GRACIAS A UN APLICACIN ACERTADA DEL ESTUDIO DE TRABAJO, SI ESE MISMO OBRERO SE RETRASA PORQUE SE RETRASAN LOS MATERIALES O HAY FRECUENTES AVERIAS DE LAS MAQUINARIAS A CAUSA DE UNA MALA PLANIFICACIN DE SUS SUPERIORES? HABLAR ABIERTA Y FRANCAMENTE DEL OBJETIVO DEL ESTUDIO INFORMAR A LOS REPRESENTANTES DE LOS TRABAJADORES EL OBJETO Y EL PORQUE DEL ESTUDIO RECONOCER OPORTUNAMENTE LAS SUGERENCIAS O IDEAS QUE REALICE UN TRABAJADOR O UN SUPERVISOR Y NO ATRIBUIRSE LA AUTORIA EL ESPECIALISTA. EL ESPECIALISTA DEBE RECORDAR QUE SU FINALIDAD NO ES SOLO AUMENTAR LA PRODUCTIVIDAD SINO TAMBIEN MEJORAR LA SATISFACCIN DERIVADA DEL TRABAJO.
- Diapositiva 61
- 61 Prof. Ivn Quintero CUALIDADES DEL ANALISTA OBSERVADOR INQUISITIVO DETALLISTA OBJETIVO EXHAUSTIVO HONESTO ANALTICO CREATIVO DISCRETO SENTIDO COMN FORMACIN DEL ANALISTA MATEMATICAS ESTADISTICAS PROCESOS INDUSTRIALES ORGANIZACIN DE EMPRESAS ADMON. DE LA PRODUCCIN MANEJO DE SOFTWARE EL FACTOR HUMANO Y SU INCIDENCIA EN LA APLICACIN DEL ESTUDIO DE METODOS DE TRABAJO EL FACTOR HUMANO Y SU INCIDENCIA EN LA APLICACIN DEL ESTUDIO DE METODOS DE TRABAJO