
Actividad de Estadistica Descriptiva
26
Herramientas y Control Estadístico de la Calidad ESTADÍSTICA DESCRIPTIVA 1. Si una característica de calidad debe estar entre 40 ± 2, y se sabe que su media es µ = 39,9; entonces, ¿Se tiene buena calidad, se cumple con las especificaciones? 2. ¿De qué manera afectan los datos raros o atípicos a la media? Explique su respuesta. 3. Un grupo de 30 niños se va de paseo en compañía de tres maestras. La edad de los niños varía entre 4 y 8 años, la mitad tiene 5 años o menos. La edad que se repite más es la de 4. La edad de las tres maestras es de aproximadamente 30 años. Con base en los anterior, incluyendo a las tres maestras, proponga un valor aproximado para la media, la moda y la mediana de la edad de los 33 paseantes Argumente sus propuestas. 4. De acuerdo con cierta norma, a una bomba de gasolina de cada 50 L se le permite una discrepancia de 0.2 L. En una gasolinera se hacen revisiones periódicas para evitar infracciones y ver si se cumplen las especificaciones El = 49.8, ES= 50.2. De acuerdo con los resultados de 15 inspecciones para una bomba en particular, la media y la deviación estándar de los 15 datos son 49.9 y 0.1 respectivamente. De acuerdo con Ing. Martha Tesén Arroyo
-
Upload
belem-ruiz -
Category
Documents
-
view
228 -
download
7
description
herram.
Transcript of Actividad de Estadistica Descriptiva

Herramientas y Control Estadístico de la Calidad
ESTADÍSTICA DESCRIPTIVA
1. Si una característica de calidad debe estar entre 40 ± 2, y se sabe que su media es µ = 39,9; entonces, ¿Se tiene buena calidad, se cumple con las especificaciones?
2. ¿De qué manera afectan los datos raros o atípicos a la media? Explique su respuesta.
3. Un grupo de 30 niños se va de paseo en compañía de tres maestras. La edad de los niños varía entre 4 y 8 años, la mitad tiene 5 años o menos. La edad que se repite más es la de 4. La edad de las tres maestras es de aproximadamente 30 años. Con base en los anterior, incluyendo a las tres maestras, proponga un valor aproximado para la media, la moda y la mediana de la edad de los 33 paseantes Argumente sus propuestas.
4. De acuerdo con cierta norma, a una bomba de gasolina de cada 50 L se le permite una discrepancia de 0.2 L. En una gasolinera se hacen revisiones periódicas para evitar infracciones y ver si se cumplen las especificaciones El = 49.8, ES= 50.2. De acuerdo con los resultados de 15 inspecciones para una bomba en particular, la media y la deviación estándar de los 15 datos son 49.9 y 0.1 respectivamente. De acuerdo con esto, ¿Se puede garantizar que la bomba cumple con la norma? Argumente su respuesta.
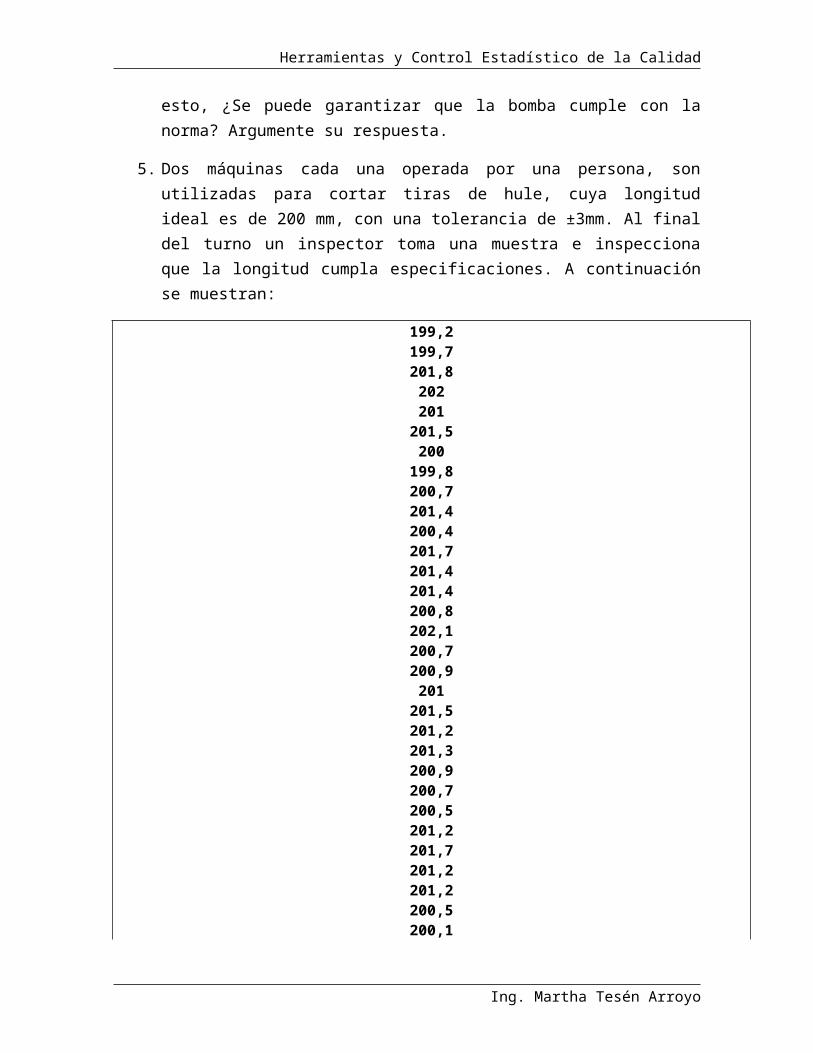
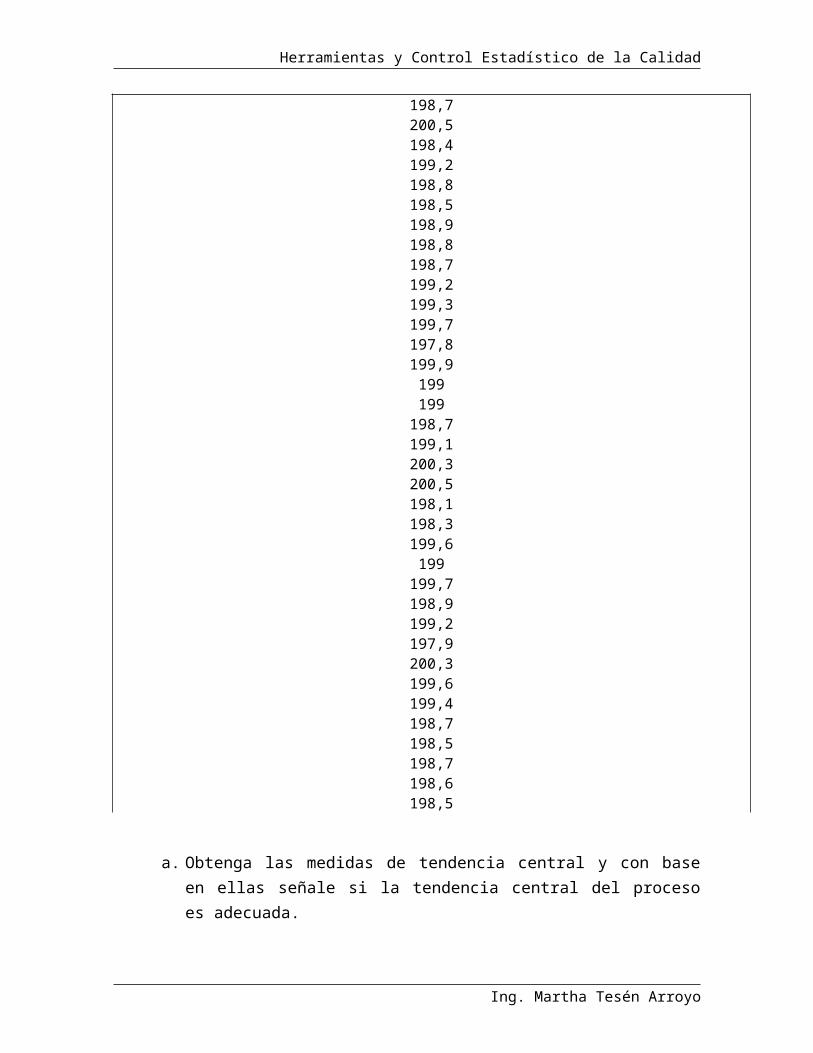
5. Dos máquinas cada una operada por una persona, son utilizadas para cortar tiras de hule, cuya longitud ideal es de 200 mm, con una tolerancia de ±3mm. Al final del turno un inspector toma una muestra e inspecciona que la longitud cumpla especificaciones. A continuación se muestran:
Ing. Martha Tesén Arroyo
Herramientas y Control Estadístico de la Calidad
199,2199,7201,8202201
201,5200
199,8200,7201,4200,4201,7201,4201,4200,8202,1200,7200,9201
201,5201,2201,3200,9200,7200,5201,2201,7201,2201,2200,5200,1201,4200,2201
201,4201,4201,1201,2201
200,6202201
201,5201,6200,6200,1201,3200,6200,7201,8
Ing. Martha Tesén Arroyo

Herramientas y Control Estadístico de la Calidad
200,5200,5200,8200,3200,7199,5198,6200,3198,5198,2199,6198,2198,4199
199,7199,7199
198,4199,1198,8198,3198,9199,6199
198,7200,5198,4199,2198,8198,5198,9198,8198,7199,2199,3199,7197,8199,9199199
198,7199,1200,3200,5198,1198,3199,6199
199,7198,9
Ing. Martha Tesén Arroyo
Herramientas y Control Estadístico de la Calidad
199,2197,9200,3199,6199,4198,7198,5198,7198,6198,5
a. Obtenga las medidas de tendencia central y con base en ellas señale si la tendencia central del proceso es adecuada.
De acuerdo con los resultados, se obtiene que la media (199,996mm), la mediana (200,100mm) y la moda (199,0mm), se ubican muy cerca al promedio especificado (200 mm); pese a esto, se presenta un proceso bimodal (este comportamiento de los datos puede deberse a que los datos provienen de 2 máquinas distintas), y que además se encuentra centrado, es decir su tendencia central es adecuada.
b. Calcule la desviación estándar y una aproximación de los límites reales, y a partir de éstos decida si la variabilidad de los datos es aceptable.
La desviación estándar es equivalente a 1,1557; el límite real inferior es de 196,528 mm y el límite real superior es de 203,469. Con ello, observamos que los límites se encuentran fuera de las especificaciones (200 mm ± 3mm); además, la amplitud calculada es de 3,467 mm y mayor a la especificada (3 mm), con lo cual concluimos que la variabilidad es mucha y por lo tanto, no es aceptable.
c. Obtenga un histograma e interprételo (tendencial central, variabilidad, acantilados, sesgos, etcétera)
Ing. Martha Tesén Arroyo
Herramientas y Control Estadístico de la Calidad
En el presente histograma se visualizan los datos obtenidos de
2 máquinas que son utilizadas para cortar tiras de hule, donde
se puede afirmar que según las medidas de tendencia central,
el proceso se encuentra centrado.
Se presentan las medidas de longitud obtenidas de dos máquinas, el proceso es centrado, amplitud mayor que la especificada, el proceso no es capaz
Se recomienda disminuir la variabilidad y mantenimiento a la maquina
d. Con la evidencia obtenida antes, cuál es su opinión acerca de lo adecuado o no de la longitud de las tiras que se cortaron en el periodo que representa las mediciones.
Ing. Martha Tesén Arroyo

Herramientas y Control Estadístico de la Calidad
Opino, que las mediciones del periodo están dentro de las especificaciones, se concluye que el lote está bien producido y se puede vender
A pesar de que se cumple con las especificaciones; no se puede asegurar que se siga trabajando bajo ese régimen, debido a la gran variabilidad
6. En el caso del ejercicio anterior, considere que los primeros 55 datos. Ahora conteste (ordenados por renglón) corresponden a una máquina, y los últimos 55 a otra. Ahora conteste lo siguiente. Tipo de máquina y longitud
a. Evalúe las dos máquinas en cuanto a su centrado (tendencia central) y con respecto a la longitud ideal (200)
A partir de los datos obtenidos de la Máquina 1, se obtiene que la media: 200,96 mm; la
mediana es de 201,00 mm y la moda es de 201mm
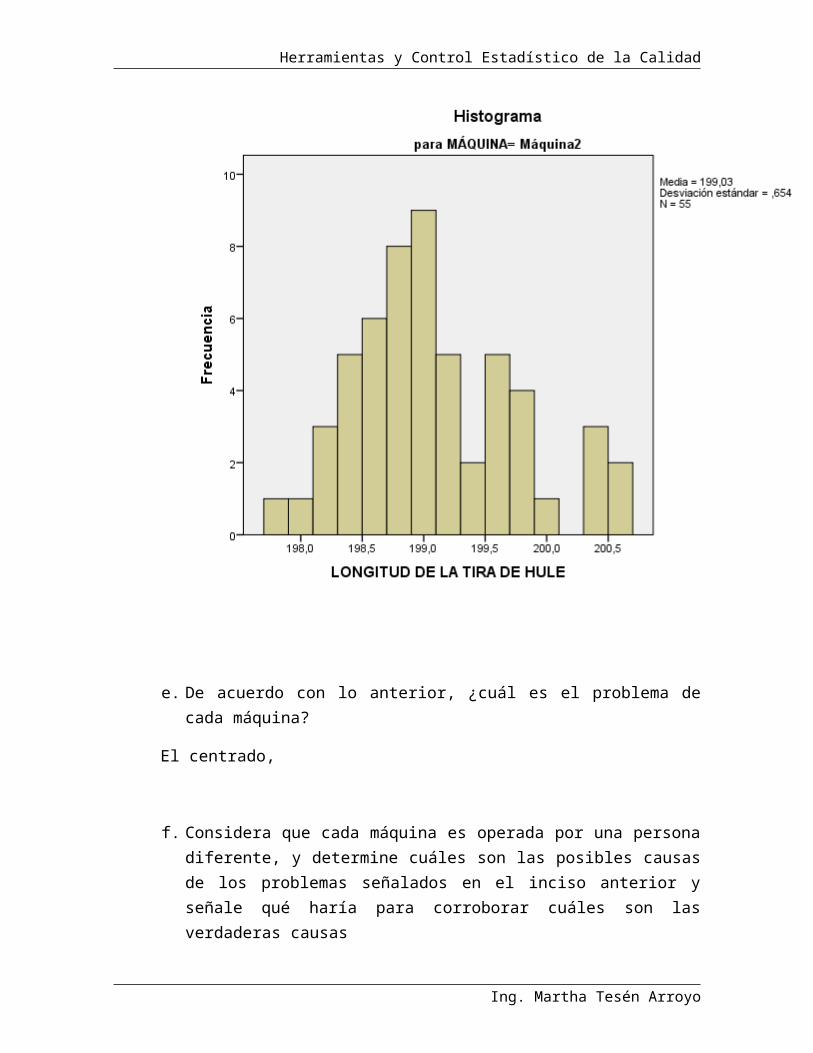
En cuanto a los datos obtenidos de la Máquina 2, se obtiene que la media: 199,03 Mediana: 199,00 y la moda es de 199 mm.
El proceso de ambas maquinas no es centrado. La maquina 1 tiene un sesgo hacia la derecha (±0.1) y la maquina 2
Maquina 1 derecho
maquina2 izquierda
Media empírica son los limites, tolerancia
Descriptivos
TIPO DE MAQUINA Estadístico Error estándar
LONGITUD DE LA TIRA DE
HULE
Máquina1 Media 200,96 ,083
95% de intervalo de confian-
za para la media
Límite inferior 200,79
Límite superior 201,13
Ing. Martha Tesén Arroyo
Herramientas y Control Estadístico de la Calidad
Media recortada al 5% 200,98
Mediana 201,00
Varianza ,377
Desviación estándar ,614
Mínimo 199
Máximo 202
Rango 3
Rango intercuartil 1
Asimetría -,463 ,322
Curtosis ,186 ,634
Máquina2 Media 199,03 ,088
95% de intervalo de confian-
za para la media
Límite inferior 198,86
Límite superior 199,21
Media recortada al 5% 199,02
Mediana 199,00
Varianza ,427
Desviación estándar ,654
Mínimo 198
Máximo 201
Rango 3
Rango intercuartil 1
Asimetría ,505 ,322
Curtosis -,223 ,634
b. Analice la dispersión de ambas máquinas utilizando la desviación estándar y la regla empírica.
Desviación 1 0.614, lri:
Ambas tienen poca variabilidad pero La variabilidad de la maquina 1 es mayor a la de 2 . la amplitud de ambas son menores a la especificada. Limites se encuentran dentro de las especificaciones
Proceso capaz, poco variable,
Ing. Martha Tesén Arroyo

Herramientas y Control Estadístico de la Calidad
Análisis de todos los datos, es mejor hacerlo por separado para disminuir variabilidad
c. Haga un histograma para cada máquina e interprete a cada uno de ellos.
d.
Ing. Martha Tesén Arroyo

Herramientas y Control Estadístico de la Calidad
e. De acuerdo con lo anterior, ¿cuál es el problema de cada máquina?
El centrado,
f. Considera que cada máquina es operada por una persona diferente, y determine cuáles son las posibles causas de los problemas señalados en el inciso anterior y señale qué haría para corroborar cuáles son las verdaderas causas
Ing. Martha Tesén Arroyo

Herramientas y Control Estadístico de la Calidad
g. Vuelva a analizar el histograma realizado en el inciso c. del ejercicio anterior y vea si de alguna forma se vislumbraba lo que detectó con los análisis realizados en este ejercicio.
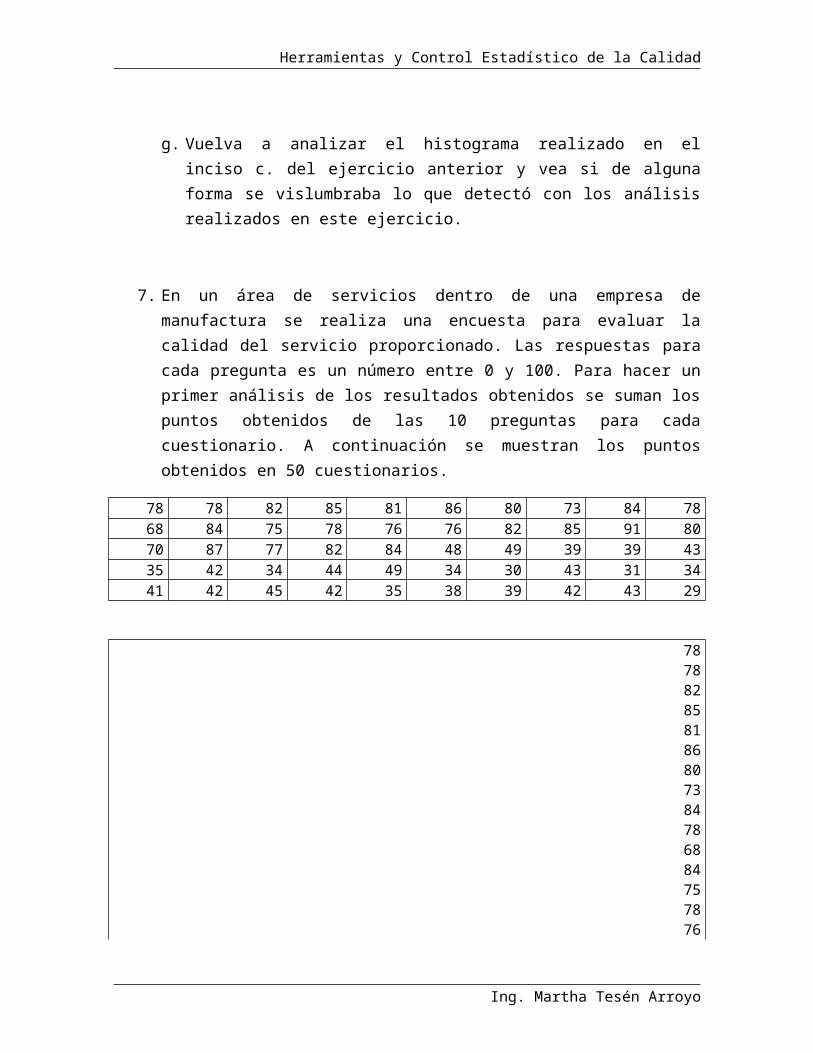
7. En un área de servicios dentro de una empresa de manufactura se realiza una encuesta para evaluar la calidad del servicio proporcionado. Las respuestas para cada pregunta es un número entre 0 y 100. Para hacer un primer análisis de los resultados obtenidos se suman los puntos obtenidos de las 10 preguntas para cada cuestionario. A continuación se muestran los puntos obtenidos en 50 cuestionarios.
78 78 82 85 81 86 80 73 84 7868 84 75 78 76 76 82 85 91 8070 87 77 82 84 48 49 39 39 4335 42 34 44 49 34 30 43 31 3441 42 45 42 35 38 39 42 43 29
7878828581868073847868847578767682859180708777828448
Ing. Martha Tesén Arroyo
Herramientas y Control Estadístico de la Calidad
493939433542344449343043313441424542353839424329
a) A los datos anteriores calcúleles sus medidas de tendencia central, de dispersión y dé una primera opinión sobre la calidad en el servicio.
Media: 59,80
Mediana: 58,50
Moda: 42a
Desviación estándar: 21,125
Rango: 62
Debido a que la puntuación más alta que se podría obtener es de 100 puntos, una media objetiva podría considerarse equiva-lente a 50, dado que es el punto medio y que nos indica si los valores que obtenemos indican que se tiene buena o mala cali-dad. Frente a ello, los resultados muestran que la media obteni-da es de 50,8 puntos, la mediana es 58,5 puntos y la moda es 42 puntos (valor menor más frecuente del conjunto de datos); los cuales se observa que se encuentran cercanas a la media elegida. Pese a esto, el valor de 50 solo indicaría que si se en-
Ing. Martha Tesén Arroyo
Herramientas y Control Estadístico de la Calidad
cuentran debajo, es un indicio de que los encuestados opinan que el servicio es de mala calidad, de lo contrario, los valores mayores a este, indicarían lo contrario. Pero, si se desearía ana-lizar la calidad más estrictamente, se recomendaría tomar un valor base de 80-85 puntos en adelante.
La desviación estándar es equivalente a 21,25 puntos, con lo cual la amplitud calculada es equivalente a 63.75puntos, mayor a la media escogida, que indica que el proceso es muy varia-ble, además de ser bimodal, lo cual indica una clara contradic-ción en la opinión de los usuarios.
No se ha superado la expectativa de los clientes, según el promedio hallado
b) Realice el histograma e interprételo con cuidado.
Ing. Martha Tesén Arroyo

Herramientas y Control Estadístico de la Calidad
En el presente histograma, se observa el conjunto de puntuaciones otorgadas por
los encuestados.
Existe una marcada diferencia entre clientes satisfechos y los insatisfechos. La
mitad de datos está por encima y la otra mitad por debajo
c) ¿Qué es lo más destacado que observa en el histograma?
Que es bimodal y existe mucha variabilidad. Opiniones muy divididas en cuanto a calidad
d) ¿Con base en el análisis anterior qué decisión tomaría o que otro análisis haría?
Analizaría cuáles son las preguntas en las cuales se ha calificado más como mala calidad y cuáles son las que se han calificado como buena calidad
Otro análisis, por mucha variabilidad. Establecer puntos críticos para evaluar
Análisis separado, pregunta por pregunta, histograma por pregunta y análisis de tendencia y de dispersión. Por área,
e) ¿Tendría alguna utilidad hacer un análisis por separado de cada una de las preguntas? Explique.
Si, porque permitiría un mejor análisis y con resultados mas reales en cuanto a las opiniones de los usuarios sobre la calidad
Permitiría conocer las expectativas por tipo de pregunta, rubro del servicio
8. Una característica clave en la calidad de la pintura es su densidad, y un componente que influye en ésta es la cantidad de arenas que se utilizan en su elaboración La cantidad d arena es la formulación de un lote se controla por medio del número de costales, que según el proveedor contienen 20kg. Sin embargo, continuamente se tienen problemas en la densidad de la pintura que es necesario corregir con retrabajo y reprocesos adicionales. En este contexto se decide investigar cuánta arena contienen en realidad los costales. Para ello, se toma una muestra aleatoria de 30 costales de cada lote o pedido (500 costales). Los pesos obtenidos en las
Ing. Martha Tesén Arroyo

Herramientas y Control Estadístico de la Calidad
muestras de los últimos tres lotes se muestran adelante. Las especificaciones iniciales que se establecen para el peso de los costales de arena son de 20 ± 0.8 kg.
Estadísticos
PESO
N Válido 90
Perdidos 0
Media 19,5778
Mediana 19,6000
Moda 20,00
Desviación estándar ,64873
Rango 3,20
a. De acuerdo con los 90 datos, ¿El centrado del proceso es adecuado?
No, el centrado del proceso no es adecuado, se encuentra descentrado y presenta un sesgo a la izquierda, lo que indica que la mayoría de los datos obtenidos exceden el peso promedio equivalente a 20. Y del mismo modo, lo hacen la media de 19,5778 kg, la mediana de 19,6 kg y la moda 20,00.
b. ¿La variabilidad es poca o mucha? Apóyese en los estadísticos adecuados.
Debido a que la desviación estándar hallada es de 0,64873 kg y la amplitud es de 1,94619 kg, mucho mayor a la especificada de 0,8 kg. Lo cual indica que la variabilidad es mucha, y los datos se encuentran muy dispersos con respecto a la media.
c. Obtenga un histograma para los 90 datos, inserte las especificaciones e interprételo con detalle.
Ing. Martha Tesén Arroyo

Herramientas y Control Estadístico de la Calidad
Se observan los pesos de las muestras, la moda y media –descentrado, sesgo a la izquierdaAmplitud mayor-variableNo es capaz por la alta variabilidad y limites fuera de especificacDisminuya variabilidad y mejorar el proceso mediante evalue maquinaria y ca-pacitacion
d. Dé su conclusión general acerca de si los bultos cumplen con el peso especificado.
no se cumple con lo especificado, pues existen valores que se ubican fuera de estas
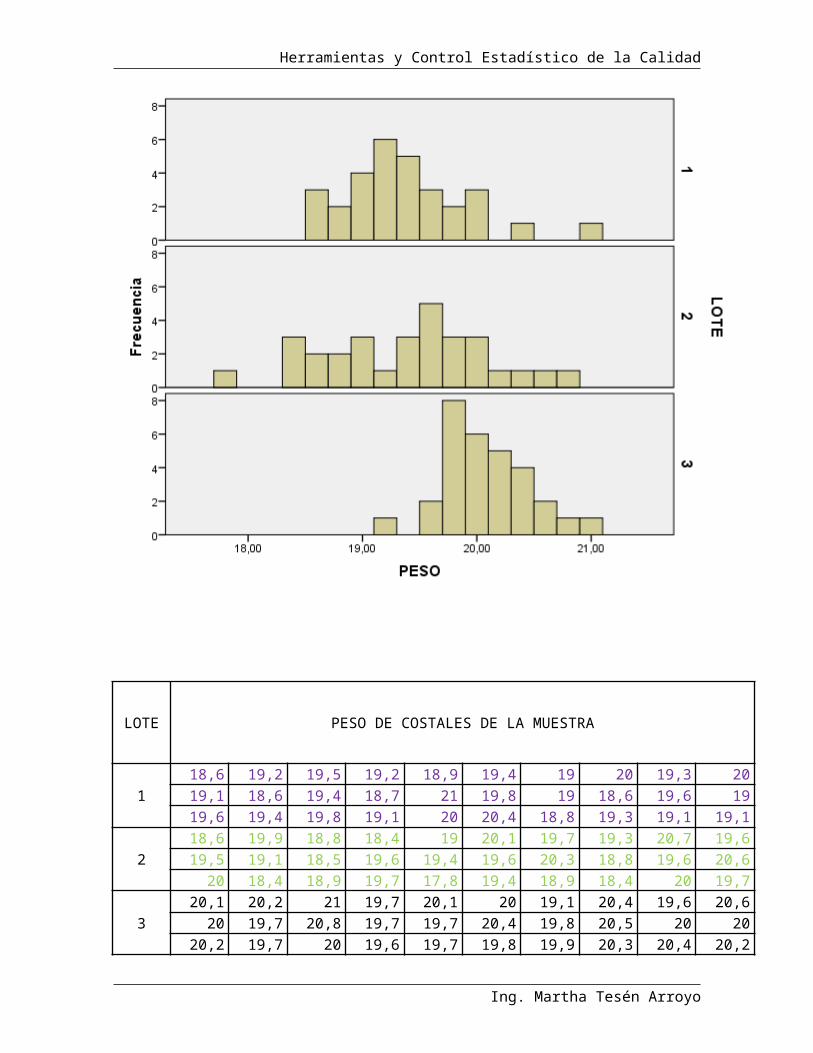
e. Haga un análisis de cada lote por separado y con apoyo de estadísticos y gráficas señale si hay diferencias grandes entre los lotes.
Ing. Martha Tesén Arroyo

Herramientas y Control Estadístico de la Calidad
f. ¿Las diferencias encontradas se podrían haber inferido a partir del histograma del inciso b.? no
g. Obtenga un diagrama de caja para cada lote y compárelos.
Ing. Martha Tesén Arroyo

Herramientas y Control Estadístico de la Calidad
Ing. Martha Tesén Arroyo

Herramientas y Control Estadístico de la Calidad
LOTE PESO DE COSTALES DE LA MUESTRA
118,6 19,2 19,5 19,2 18,9 19,4 19 20 19,3 2019,1 18,6 19,4 18,7 21 19,8 19 18,6 19,6 1919,6 19,4 19,8 19,1 20 20,4 18,8 19,3 19,1 19,1
218,6 19,9 18,8 18,4 19 20,1 19,7 19,3 20,7 19,619,5 19,1 18,5 19,6 19,4 19,6 20,3 18,8 19,6 20,6
20 18,4 18,9 19,7 17,8 19,4 18,9 18,4 20 19,7
320,1 20,2 21 19,7 20,1 20 19,1 20,4 19,6 20,6
20 19,7 20,8 19,7 19,7 20,4 19,8 20,5 20 2020,2 19,7 20 19,6 19,7 19,8 19,9 20,3 20,4 20,2
Ing. Martha Tesén Arroyo

Herramientas y Control Estadístico de la Calidad
Ing. Martha Tesén Arroyo

Herramientas y Control Estadístico de la Calidad
Ing. Martha Tesén Arroyo
Herramientas y Control Estadístico de la Calidad
Descriptivos
LOTE Estadístico Error estándar
PESO 1 Media 19,3500 ,10134
95% de intervalo de confian-
za para la media
Límite inferior 19,1427
Límite superior 19,5573
Media recortada al 5% 19,3111
Mediana 19,2500
Varianza ,308
Desviación estándar ,55507
Mínimo 18,60
Máximo 21,00
Rango 2,40
Ing. Martha Tesén Arroyo

Herramientas y Control Estadístico de la Calidad
Rango intercuartil ,65
Asimetría 1,014 ,427
Curtosis 1,388 ,833
2 Media 19,3433 ,12791
95% de intervalo de confian-
za para la media
Límite inferior 19,0817
Límite superior 19,6049
Media recortada al 5% 19,3444
Mediana 19,4500
Varianza ,491
Desviación estándar ,70058
Mínimo 17,80
Máximo 20,70
Rango 2,90
Rango intercuartil ,95
Asimetría -,109 ,427
Curtosis -,395 ,833
3 Media 20,0400 ,07328
95% de intervalo de confian-
za para la media
Límite inferior 19,8901
Límite superior 20,1899
Media recortada al 5% 20,0333
Mediana 20,0000
Varianza ,161
Desviación estándar ,40138
Mínimo 19,10
Máximo 21,00
Rango 1,90
Rango intercuartil ,63
Asimetría ,285 ,427
Curtosis ,464 ,833
Ing. Martha Tesén Arroyo


