
alinemiento y montaje
45
ALINEAMIENTO Y MONTAJE CAPITULO I ALINEAMIENTO DE MAQUINAS ROTATIVAS Generalidades e Instrucción Una de las labores de mayor importancia de la mantención de Máquinas Rotativas, es la de mantener correctamente alineados los ejes de estos equipos, de acuerdo a las tolerancias de desalineación proporcionadas por los fabricantes, en función de la velocidad y temperatura de funcionamiento. El balanceo dinámico de las piezas giratorias o rotores, en el caso de bombas centrífugas de varias etapas, turbinas, turbocompresores, etc. y la correcta alineación de los ejes, tiene directa relación con ruidos, vibraciones, calentamientos y desgastes prematuro en acoplamientos, descansos, retenes, etc. de la máquina. Para el balanceo dinámico, hay varias firmas que tienen las máquinas de balancear y que ofrecen este servicio, razón por la cual podríamos decir que está bajo control, en lo que se refiere al balanceo propiamente tal, pero no así en cuanto a las labores que realiza el mecánico de mantención de máquinas rotativas, porque éste deberá tener muy claro los conceptos básicos del balanceo dinámico a fin de no cometer errores que incidan en el balanceo de las piezas, como por ejemplo, cambiar un perno de un acoplamiento por otro de mayor o menor peso, cambiar de posición contrapesos que van apernados (rotores de motores eléctricos). El mecánico de mantención deberá tener un buen conocimiento de Metrología de Taller, especialmente de los instrumentos que usará en la alineación, cuyas PAG. No. 1
Transcript of alinemiento y montaje

ALINEAMIENTO Y MONTAJE
CAPITULO IALINEAMIENTO DE MAQUINAS ROTATIVAS
Generalidades e Instrucción
Una de las labores de mayor importancia de la mantención de Máquinas Rotativas, es la de mantener correctamente alineados los ejes de estos equipos, de acuerdo a las tolerancias de desalineación proporcionadas por los fabricantes, en función de la velocidad y temperatura de funcionamiento. El balanceo dinámico de las piezas giratorias o rotores, en el caso de bombas centrífugas de varias etapas, turbinas, turbocompresores, etc. y la correcta alineación de los ejes, tiene directa relación con ruidos, vibraciones, calentamientos y desgastes prematuro en acoplamientos, descansos, retenes, etc. de la máquina.
Para el balanceo dinámico, hay varias firmas que tienen las máquinas de balancear y que ofrecen este servicio, razón por la cual podríamos decir que está bajo control, en lo que se refiere al balanceo propiamente tal, pero no así en cuanto a las labores que realiza el mecánico de mantención de máquinas rotativas, porque éste deberá tener muy claro los conceptos básicos del balanceo dinámico a fin de no cometer errores que incidan en el balanceo de las piezas, como por ejemplo, cambiar un perno de un acoplamiento por otro de mayor o menor peso, cambiar de posición contrapesos que van apernados (rotores de motores eléctricos).
El mecánico de mantención deberá tener un buen conocimiento de Metrología de Taller, especialmente de los instrumentos que usará en la alineación, cuyas lecturas deberá interpretar correctamente y en forma especial, los relojes comparadores.
Nivelación y puesta en marcha de la unidad
Se llama Unidad al conjunto de dos máquinas rotativas que están acopladas a través de un elemento llamado Acoplamiento. Hay una gran variedad de tipos y diseños de acoplamientos, los que se seleccionan según las aplicaciones y generalmente son proporcionados, inicialmente, por los fabricantes de los equipos. La máquina Motriz puede ser un motor eléctrico, de combustión (gasolina, gas, gas licuado, diesel, etc.) o turbina a vapor, etc. y la máquina impulsada puede ser una bomba, compresor, reductor de velocidad, etc.
1.- PUESTA EN MARCHA DE LA UNIDAD
PAG. No. 1
ALINEAMIENTO Y MONTAJE
Una vez obtenida la correcta alineación de los ejes, deberán engrasarse los acoplamientos, revisar los niveles de aceite y colocar las protecciones en los acoplamientos. El mecánico de mantención deberá estar presente con todos sus instrumentos, tales como termómetro de contacto, estetoscopio, tacómetro, vibrómetro, etc. y registrará los niveles de temperatura, vibración y ruido cada cierto tiempo. Si las máquinas trabajan a elevadas temperaturas y giran a altas velocidades (sobre 3000 RPM o más) deberá controlarse la alineación en caliente, lo más rápido posible desde la detención de la Unidad.
La Mantención Moderna de equipos rotativos se basa en el “diagnóstico”, para lo cual los analizadores de vibración y los termómetros de contacto son instrumentos que permiten “visualizar” el estado en que se encuentra el equipo mientras está funcionando, especialmente si los ejes están desalineados, porque aparecen vibraciones no atribuibles a desbalanceos dinámicos. Por ejemplo: si las vibraciones tienen las características de una frecuencia de 1 X RPM y desplazamientos axiales mayores que los radiales, en el 50% de los casos las
máquinas estarán desalineadas.
2.- CAUSAS DEL DESALINEAMIENTO
El ideal de alineación es que sea cero en los dos planos, horizontal y vertical, pero esto es prácticamente imposible. Por esta razón hay que recurrir a las tolerancias de desalineación, las que son más estrechas a medida que aumenta la velocidad de rotación. Conocida esta tolerancia, que generalmente está en los catálogos de los fabricantes del equipo, hay que controlar que la alineación de los ejes, en las condiciones de trabajo, esté dentro de esta tolerancia. Las causas de desalineación pueden ser las siguientes:
- Cambio de posición de los ejes debido a dilataciones de los cuerpos o carcazas de las máquinas, las que son mayores en el plano vertical (para máquinas horizontales). Estas máquinas hay que dejarlas desalineadas en frío exactamente en la cantidad que se moverán los ejes, en los puntos de medición, en las condiciones de servicio. Deberá registrarse en cada Unidad las diferencias entre alineación en caliente y en frío.
- En motores eléctricos y máquinas con descansos planos, con lubricación hidrodinámica, hay que considerar el espesor de la película de aceite porque el eje sube aproximadamente en esta cantidad respecto de la posición en frío. En motores eléctricos también hay que considerar los desplazamientos del centro magnético.
PAG. No. 2

ALINEAMIENTO Y MONTAJE
- Cambio de posición de las funciones por movimientos sísmicos.
- Después de movimientos sísmicos de cierta magnitud deberá controlarse los niveles de vibración y verificar la alineación
- Lecturas falsas al no controlar:
a.- Las superficies de referencia de los machones (oscilación radial y axial).
b.- La deflexión de las barras y accesorios de fijación de los relojes (método de los relojes)
c.- Piezas sueltas en el sistema de sujeción de varillas y relojes comparadores
3.- SELECCIÓN DE LA MÁQUINA QUE SE MOVERÁ EN LA ALINEACIÓN CRITERIOS
En la alineación se trata de poner en línea un eje con respecto al otro, por lo tanto sólo una de las máquinas se moverá (en los dos planos) para conseguir este objetivo. El criterio para elegir la máquina que se moverá será siempre de orden práctico, o sea la que presente menos dificultades. Una vez elegida esta máquina, el operador o mecánico que hará la alineación se ubicará de tal forma que esta máquina quede a su derecha. Esto es de especial importancia en el método de los dos relojes, como se verá más adelante.
4.- ALINEACIÓN EN EL PLANO VERTICAL
En las máquinas cuyo eje se encuentra en el plano horizontal, llamadas máquinas horizontales (bombas, compresores, turbinas, motores, etc.), la alineación en el plano vertical es la más importante porque es en este plano donde más se mueven por efecto de la temperatura. La orientación angular se hace en el plano frontal donde la posición 0o queda en la parte superior del eje y la posición (0o) se coloca el reloj “en cero” y la lectura se toma en la posición 180o (giro en media vuelta). El plano frontal lo podemos visualizar en la cara (superficie de referencia) del machón. Las correcciones para la alineación se hacen colocando o quitando lainas en los apoyos correspondientes, para lo cual se distinguen: apoyo cercano, es el que está más cerca del acoplamiento y apoyo lejano, el que está más lejos. Conociendo las distancias de estos apoyos al centro de la zona dentada del machón (acoplamiento tipo engranaje), punto donde se colocan los relojes, y la
PAG. No. 3

ALINEAMIENTO Y MONTAJE
distancia entre los relojes, se pueden calcular los espesores de las lainas. Para evitar este cálculo por el mecánico, hemos desarrollado el método de los ocho casos (método de los dos relojes), como se verá más adelante.
Alineación en el Plano Horizontal
En este caso el cero del reloj se coloca en la posición 90º respecto de la orientación angular anterior o sea atrás del eje (visto desde el operador) y la lectura se toma en la posición 270º , o sea adelante del eje. Las correcciones se hacen moviendo los apoyos hacia atrás o hacia adelante, según indiquen las lecturas de los relojes. Aquí, cuando la interpretación de los 8 casos dice “bajar apoyo lejano”, hay que cambiar a “mover hacia adelante” (hacia el operador) y viceversa.
Alineación de Máquinas Verticales
La alineación en estas máquinas se efectúa en dos planos verticales ortogonales (a 90º).
ALINAMIENTO DE MAQUINAS
PAG. No. 4

ALINEAMIENTO Y MONTAJE
VERIFICACIÓN DE CONCENTRIDAD
PLANOS DE NIVELACIÓN
MAQUINAS HORIZONTALES
PAG. No. 5

ALINEAMIENTO Y MONTAJE
CAPITULO IIBALANCEO DE MAQUINAS ROTATIVAS
1.- INTRODUCCIÓN
Las exigencias de las máquinas y equipos rotatorios tales como: motores eléctricos generadores, turbinas, compresores y ventiladores, que funcionan a grandes velocidades, requieren de niveles de vibración bajo. A altas revoluciones por minuto el diseño de los rotores requiere soluciones sofisticadas a los problemas interrelacionados del diseño mecánico, procedimientos de balanceamiento, diseño de rodamientos y estabilidad del conjunto completo. Esto ha hecho del balanceamiento un problema de Ingeniería de primer orden desde el diseño conceptual hasta el montaje final y operación del equipo.
Principios Básicos del Balanceamiento
PAG. No. 6

ALINEAMIENTO Y MONTAJE
2.- BALANCE PERFECTO
Considerando un cuerpo rígido que gira a velocidad uniforme sobre sus ejes principales de inercia y supuesto que las fuerzas que causan la rotación y soportes del cuerpo son despreciables, se dice que está perfectamente balanceado si al rotar sus ejes principales coinciden con una línea fija en el espacio, es decir, no ondulan. Si el cuerpo está soportado por rodamientos cuyos ejes coinciden con los del cuerpo, ya que éstos no ondulan, tampoco lo harán los rodamientos. Se asume que no hay acción dinámica de la elasticidad del rotor y el lubricante en los rodamientos.
Balanceamiento de Rotor Rígido
3.- DESBALANCEO ESTÁTICO
Para un rotor que gire sobre un eje distinto que su eje principal de inercia, sobre el cual se ubica su centro de gravedad, existe una fuerza radial neta actuando sobre el rotor, debida a la aceleración centrífuga, cuya magnitud está dada por:
F= m r w2, donde:
m : masa del rotorr : excentricidad o distancia radial del centro de gravedad al eje de rotaciónw : velocidad rotacional (radiantes por segundo)
Dado que el rotor es rígido y por lo tanto no deformable, esta fuerza es balanceada por dos fuerzas de reacción en los rodamientos, cuya suma es d e igual magnitud y sentido contrario que la creada. Sus magnitudes relativas dependen entre otro factores de la posición axial de cada rodamiento respecto del centro de gravedad del rotor.
El centro de gravedad puede ser trasladado al eje de giro o tan cerca como sea posible, de dos formas:
1.- Los puntos de apoyo por los que pasa el eje de giro se modifican para que éste coincida con el eje principal, lo cual en la práctica resulta difícil.
2.- Se agrega o quita masa al rotor, en el plano que incluye al eje principal y al eje de giro, con lo que se consigue establecer una situación dada por:
m, .e = m.r, donde:
PAG. No. 7

ALINEAMIENTO Y MONTAJE
m : masa agregada o sustraídae : distancia radial a m,
Así puede existir una cupla, pero no una fuerza neta y por lo tanto no hay reacción del rodamiento.
Este método de coincidencia efectiva esencial entre el eje de rotación y el centro de gravedad, se denomina “Balanceamiento (estático) en Plano Simple” y permite asegurar que el rotor permanecerá en cualquier posición en que se le deje.
Balanceamiento de Rotor Rígido
4.- DESBALANCEAMIENTO DINÁMICO
Con el balanceamiento estático se ha conseguido que el centro de gravedad quede en el eje de giro, pero no que el eje principal coincida con el giro. Para obtener un balanceamiento perfecto se debe conseguir que ambos ejes coincidan; ya que la modificación de los puntos de apoyo no es práctica, lo que puede hacerse es agregar o quitar masas en el plano longitudinal formado por los ejes principales y de giro, pero esto también puede perturbar el balance estático ya logrado. Por lo tanto, lo que se hace es aplicar una cupla al rotor en el plano longitudinal agregando o quitando masas de igual magnitud, una a cada lado del eje principal y una en cada uno de los planos radiales para producir el efecto rotacional necesario.
Los planos radiales deben estar separados por la mayor distancia longitudinal posible para minimizar la magnitud de las masas.
Este método se conoce como “Balanceamiento (dinámico) en dos planos”.
Balanceamiento de Rotor Flexible
Si los soportes de rodamientos son rígidos, las fuerzas ejercidas sobre los rodamientos se deben enteramente a fuerzas centrífugas causadas por desbalanceamiento residual. (La acción dinámica del desbalanceamiento del rotor y del lubricante en los rodamientos no se ha considerado).
La parte del problema en conjunto en que se considera la acción dinámica y la interacción de la elasticidad del rotor, elasticidad del rodamiento y amortiguamiento, se llama “rotor flexible” o “balanceamiento modal”.
PAG. No. 8

ALINEAMIENTO Y MONTAJE
5.- VELOCIDAD CRÍTICA
La velocidad crítica de un sistema rotatorio corresponde a una frecuencia resonante del sistema, provocado por la tendencia del rotor a doblarse, lo cual a su vez crea fuerzas centrífugas adicionales y mayor tendencia a doblar el rotor.
6.- DISTRIBUCIÓN DEL DESBALANCEO
El método de construcción tiene influencia significativa en la magnitud y distribución del desbalanceamiento a lo largo del rotor. La distribución de desbalanceamiento en dos rotores nominalmente iguales, puede ser similar pero rara vez idéntica.
La distribución del desbalanceamiento resulta significativa en un rotor flexible porque determina el grado al que se excita cualquier dobladura o moda flexual de vibración.
CAPITULO IIIFUENTES DE DESBALANCEO
1.- DESIMETRÍA
Simetría es la regularidad en la disposición de las partes o puntos de un cuerpo o una figura, de modo que posea un centro, un eje o un plano de simetría. Cualquier alteración a esta disposición hace perder la simetría, llamada desimetría lo que provoca de inmediato el desbalanceo de la pieza; por eso, aunque a veces es difícil realizarlo, las piezas deben ser verificadas en su simetría antes de proceder a su montaje.
2.- MATERIAL NO HOMOGÉNEO
Es aquel cuya composición y estructura es uniforme en todas y cada una de sus partes. Una sopladura en una pieza fundida es causa de desbalanceo, un sujetador distinto al resto en un acoplamiento es causa de desbalanceo; lo mismo sucede cuando falta un sujetador.
3.- DISTORSION A VELOCIDAD DE SERVICIO
PAG. No. 9

ALINEAMIENTO Y MONTAJE
Las máquinas y sus componentes están fabricados para trabajar a una velocidad “normal” de servicio, naturalmente que podemos variar esa velocidad haciendo las necesarias modificaciones a la máquina, pero si no analizamos con cuidado los efectos que esta nueva velocidad causará en los componentes de la máquina, tendremos situaciones de desbalanceo, aunque la máquina opere a la nueva velocidad de servicio.
4.- EXCENTRICIDAD
Es muy importante verificar la concentricidad de las piezas porque cualquiera que esté operando fuera del centro o que tiene un centro diferente está excéntrico, lo que se traduce en problemas de desbalanceo. Para resolver esta situación es necesario volver la pieza a su centro.
5.- DESALINEACIÓN DE RODAMIENTOS
Hemos visto en más de una oportunidad la importancia que tiene la correcta alineación de los rodamientos, pero no basta que los rodamientos estén alineados entre sí sino que es fundamental que las distintas partes de cada rodamiento estén alineadas unas con otras para evitar el desbalanceo.
6.- DESBALANCEO HIDRÁULICO Y AERODINÁMICO
Los equipos que operan en un régimen hidráulico o aerodinámico como ser una turbina hidráulica o un ventilador, deben ser balanceados estática y dinámicamente, tomando en cuenta la acción de las fuerzas hidráulicas y aerodinámicas para evitar los problemas de desbalanceo que se originarían cuando trabajen en un régimen de operación normal.
7.- GRADIENTE TÉRMICO
Las variaciones de temperatura producen cambios en las dimensiones de las piezas de la máquina; estos cambios producen desbalanceos, razón por la cual los equipos deben balancearse en frío y corregirse las dimensiones a la temperatura normal.
8.- DOBLADURA DE PARTES DEBIDAS A DEFORMACIÓN PLÁSTICA
La deformación más difícil de resolver, es la deformación plástica porque es permanente y los valores de la deformación son tan pequeños que son difíciles de medir y de corregir porque generalmente no se ven; un eje deformado plásticamente equivale a un eje desalineado angular y paralelamente, causando un fuerte
PAG. No. 10
ALINEAMIENTO Y MONTAJE
desbalanceo del mismo; por eso es tan importante controlar y evitar la deformación plástica.
CAPITULO IVMONTAJE DE UNA MAQUINA
Se entiende por montaje, la unión y mutua fijación de las unidades constructivas, distinguiéndose el montaje parcial de grupos constituidos por piezas sueltas y el montaje total o principal de la máquina a base de estos grupos.
1.- AUTÉNTICO MONTAJE DE PIEZAS
El auténtico montaje de piezas se ocupa de la unión, por sus superficies de adaptación, de piezas sueltas que se corresponden. Después del montaje de las piezas se verifica la posición mutua obtenida y, en caso dado, se realizan las necesarias correcciones mediante reajuste, adaptación, repaso o nuevo montaje.
2.- MONTAJE PARCIAL
Se entiende por montaje parcial la unión de piezas sueltas para formar grupos de construcción. Los grupos conseguidos en este montaje parcial tienen que llenar las exigencias que se les imponen en cuanto a exactitud y función. Por esto las distintas unidades constructivas terminadas se verifican para ver si cumplen las condiciones prescritas.
3.- MONTAJE TOTAL
En el montaje total se unen entre sí diversos grupos y se aprecia si se cumplen, en la posición que han adoptado, las condiciones impuestas a la máquina terminada en cuanto a precisión, rendimiento y demás exigencias técnicas.
4.- MONTAJE ESTACIONARIO
Montaje estacionario, es en el cual la máquina se monta en un sitio fijo.
5.- MONTAJE EN CADENA
PAG. No. 11
ALINEAMIENTO Y MONTAJE
El montaje en cadena es aquel en el cual la unidad de montaje es transportada de puesto de trabajo en puesto de trabajo.
El montaje estacionario tiene la ventaja de que las piezas principales de la máquina (en general, especialmente pesadas), tales como: bastidor, bancadas y carcazas pueden durante el montaje conservar su sitio invariable. Constituyen por el contrario una desventaja las dificultades que se producen con la entrega de las unidades de montaje en el transcurso del trabajo.
El montaje en cadena lleva consigo en la mayoría de los casos un acortamiento del tiempo de recorrido de las piezas por los talleres.
Qué clase de montaje debe elegirse es cosa que se decide teniendo en cuenta la naturaleza y el número de unidades de la máquina a construir (construcción individual, construcción en serie, construcción en grandes series).
En los talleres de montaje se encuentran a veces ambos procedimientos. El auténtico montaje se verifica entonces de modo estacionario en el puesto de trabajo fijo de los montadores al cual son acercados los grupos constructivos terminados de acoplar. Estos grupos por el contrario son montados por el procedimiento en cadena en lo que hemos llamado el montaje parcial.
6.- DE LA FORMA DE LAS PIEZAS
Las superficies de piezas que colaboran en la máquina adaptadas a superficies de otras piezas se llaman superficies funcionales mientras que las demás superficies que no sirven nada más que de unión entre las superficies funcionales son consideradas como superficies libres (superficies visibles). Las superficies libres quedan, por lo general, sin mecanizar.La función de una pieza determina condiciones en cuanto a exactitud de medidas, calidad de forma, exactitud de posición de las superficies, calidad superficial, exactitud para el montaje de las piezas.
PAG. No. 12

ALINEAMIENTO Y MONTAJE
Además de la influencia que se deriva de la función de la pieza, contribuyen a determinar su forma también el mecanizado y el trabajo de montaje. Así por ejemplo las superficies de la pieza se hacen por razones de fabricación, a ser posible, de formas planas, cilíndricas, cónicas o también esféricas (dejando a un lado algunas formas planas especiales).
7.- DISCREPANCIAS DE FORMA EN LAS SUPERFICIES DE LAS PIEZAS
El dibujo de una pieza indica en determinados casos además de las medidas o cotas de fabricación también las discrepancias admisibles de la forma de la pieza o de la posición relativa de las superficies. Se entiende por discrepancia de forma en la superficie de una pieza la discrepancia de una superficie terminada (superficie real o práctica) con respecto a una superficie geométrica ideal (superficie teórica).
Se llama desigualdad o falta de planitud en superficies planas las discrepancias de forma que pueden presentar. Se considera como discrepancia admisible la cota de distancia de dos planos geométricos entre los cuales debe hallarse la superficie real o práctica.
PAG. No. 13
Fig. 5: a, superficie de sustentación; b y c, superficies de taladro; d, superficie de atornillado. b y c con posición referida d y a.
Fig. 6: a, superficie de unión; b superficie de deslizamiento y guía; c y d superficies de taladro. c y d con posición referida a a y b.
Fig. 7: a, b, c, superficies de taladro; b y c con posición referida a a.

ALINEAMIENTO Y MONTAJE
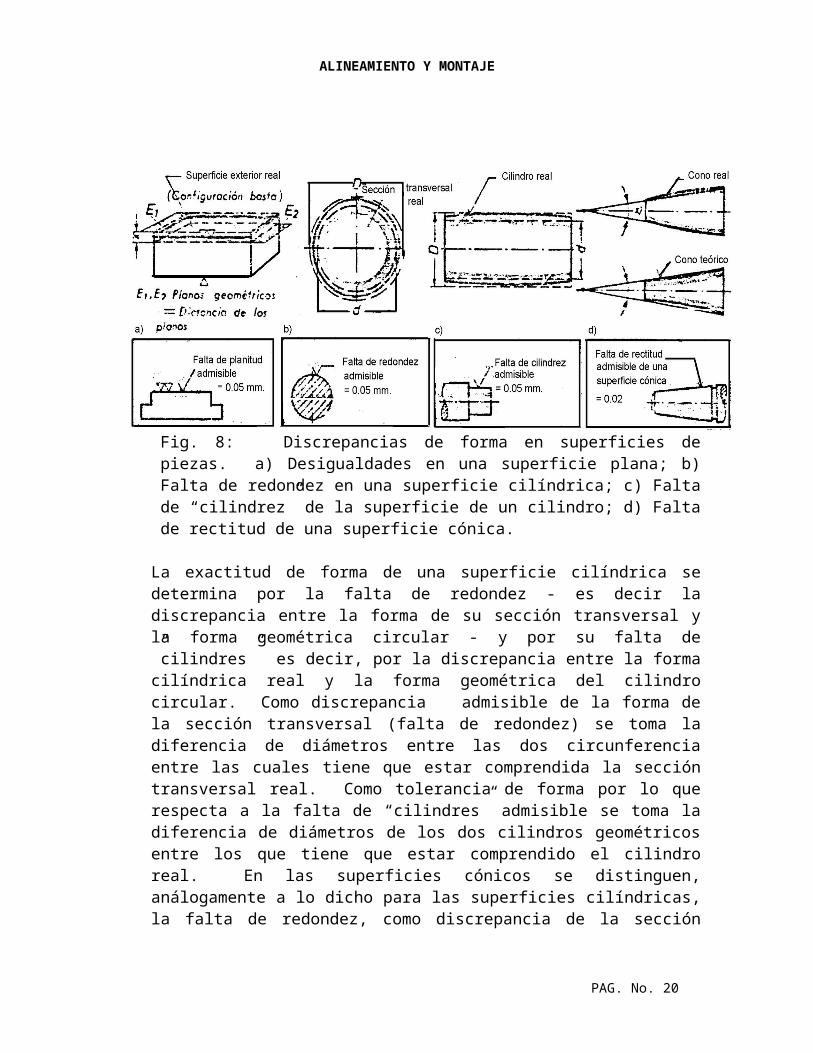
Fig. 8: Discrepancias de forma en superficies de piezas. a) Desigualdades en una superficie plana; b) Falta de redondez en una superficie cilíndrica; c) Falta de “cilindrez” de la superficie de un cilindro; d) Falta de rectitud de una superficie cónica.
La exactitud de forma de una superficie cilíndrica se determina por la falta de redondez - es decir la discrepancia entre la forma de su sección transversal y la forma geométrica circular - y por su falta de ”cilindres” es decir, por la discrepancia entre la forma cilíndrica real y la forma geométrica del cilindro circular. Como discrepancia admisible de la forma de la sección transversal (falta de redondez) se toma la diferencia de diámetros entre las dos circunferencia entre las cuales tiene que estar comprendida la sección transversal real. Como tolerancia de forma por lo que respecta a la falta de “cilindres” admisible se toma la diferencia de diámetros de los dos cilindros geométricos entre los que tiene que estar comprendido el cilindro real. En las superficies cónicos se distinguen, análogamente a lo dicho para las superficies cilíndricas, la falta de redondez, como discrepancia de la sección transversal con respecto a la forma geométrica circular, y la discrepancia con la forma geométricamente cónica.
Las discrepancias con el cono geométrico vienen producidas por generatrices no rectas. Discrepancias de forma pueden producirse tanto en los cilindros exteriores e interiores como en los conos exteriores e interiores.
Si un dibujo de pieza no contiene datos limitativos especiales respecto a las discrepancias de forma, quiere ello decir que son admisibles diferencias de forma que pueden alcanzar la magnitud exigida en la pieza para las tolerancias de medidas. Si se exigen discrepancias de forma menores que la magnitud de la tolerancia de
PAG. No. 14

ALINEAMIENTO Y MONTAJE
medidas, tendrán que ir anotadas en el plano las discrepancias de forma admisibles, mediante datos especiales de tolerancia. Las tolerancias de forma se consignan en el plano mediante palabras o con símbolos.
8.- RUGOSIDADES EN LAS SUPERFICIES DE LAS PIEZAS
La finura de aspecto de una superficie viene determinada por las irregularidades de éstas (generalmente sólo reconocibles al microscopio) que proceden de un mecanizado de la pieza.
La verificación de la finura de aspecto de una idea de la calidad superficial (es decir de la aspereza) de la superficie. La media para la magnitud de la aspereza es la profundidad de las rugosidades. Mediante aparatos verificadores de superficies se determina la medición de la profundidad de rugosidades la cual tiene que mantenerse dentro de límites fijados.
PAG. No. 15
Fig. 9: Aspecto basto y aspecto fino de una superficie.
Fig. 10: Aspecto fino de una superficie conseguida mediante arranque de viruta.
Fig. 11: Profundidad de rugosidad de una superficie (unidad de medida = 0.001 mm.)
Figs. 12 y 13: Parte portante de una superficie exterior. Se considera como superficie portante (F t ) la suma de las porciones de superficie que tienen contacto con un campo geométrico de referencia (Lb) y como parte o porción portante (ta) la relación de la superficie portante (Ft ) al campo de referencia (Lb) en %
ALINEAMIENTO Y MONTAJE
Al montar piezas se presentan o bien superficies de asiento o bien superficies de deslizamaiento (T 17,2). En las superficies de asiento (superficies de unión en forma de superficies de enlace, de sustentación o de ajuste así como superficies de junta estanca) se considera la adaptación mutua de las superficies, en general, con una proporción del 10%. Mediante la fatiga del apoyo y las fuerzas de unión en las superficies montadas se deforman las puntas de las asperezas de tal modo que aumenta el contacto de las superficies. Valiéndose de un trabajo de afinado conveniente (rascado1 ), rectificado fino, rectificado planetario y vaciado o lamido) pueden aumentar las porciones de superficie portante hasta un 80%. Con el nombre de parte de superficie portante se denominan las partes de una superficie que tocarían a un plano geométrico. La parte o porción portante se fija en un aparato medidor de partes portantes.
En el caso de superficies de deslizamiento se limita la profundidad de aspereza con objeto de mantener tan pequeño como sea posible el desgaste inicial de las partes en movimiento. Se entiende por desgaste inicial el aplanamiento y arranque de las puntas de la aspereza al producirse el deslizamiento en el período inicial. Cuando el desgaste inicial es demasiado grande se presenta el peligro de que el acoplamiento de las piezas resulte al cabo de muy poco tiempo, incapaz para proporcionar un buen funcionamiento.
PAG. No. 16
Fig. 13, Ejemplo: Indicación en un plano de la profundidad de aspereza de una biela GG 18; taladros: torneado fino; superficies laterales: esmerilado plano.

ALINEAMIENTO Y MONTAJE
TABLA 1Profundidad de rugosidad (en m) en relación con las exigencias de
funcionamiento
Calidad superior0,16 0,25 0,4
Asientos de movimiento y de presión muy fuertemente cargados, superficies de junta (sin material obturador) para alta presión de junta.
0,16 1,0 1,6 Asientos de movimiento fuertemente cargados, superficies de dientes, superficies de junta (sin material obturador) para reducidas presiones de junta.Alta Calidad
2,5 4,0 6,0 Asientos de movimiento y de reposo con carga normal, superficies de piezas constructivas cargadas de modo permanente.
Calidad media10 16 25
Asientos de movimiento y de reposo débilmente cargados, superficies de acoplamiento para uniones de posic. exacta, superfs. de junta con material obturador.
Calidad baja40 63 100
Superficies de unión en grandes piezas constructivas, superficies atornilladas no cargadas.
9.- POSICIONES DE SUPERFICIES CUANDO ÉSTAS SON DE LA MISMA CLASE
Se designa como discrepancia de posición a las discrepancias con respecto a la disposición fijada para dos superficies en el espacio (posición o situación teórica). Se entiende por tolerancias de posición los límites indicados numéricamente para la discrepancia de posición con respecto a la posición prevista.
Fig. 14: Posiciones de superficies planas. a, falta de paralelismo de superficies planas; b, discrepancias en cuanto al ángulo recto que deben formar; c, discrepancias en cuanto a inclinación
PAG. No. 17

ALINEAMIENTO Y MONTAJE
Posiciones de superficies planas
1.- Paralelismo de dos superficies planas (superficies exteriores e interiores). La discrepancia respecto a esta posición relativa se llama falta de paralelismo.
2.- Perpendicularidad de dos superficies planas. La discrepancia con respecto a esta posición se llama falta de perpendicularidad.
3.- Inclinación de una superficie con respecto a otra. La discrepancia respecto a la inclinación teórica se llama discrepancia en inclinación.
Fig. 15: posición de superficies en el caso de superficies cilíndricas coaxiales. a, posición correcta de las superficies; b, superficies cilíndricas con el eje desplazado; c, superficies cilíndricas llevadas a tener un eje común.
Posiciones de superficies cilíndricas2
1.- Concentricidad de dos superficies cilíndricas. Para esta posición de las superficies se exige que tengan un eje común (coaxialidad). Las discrepancias respecto a esta posición de las superficies se designan como excentricidad o falta de coaxialidad. La excentricidad es por lo tanto una discrepancia de los ejes de los cilindros con respecto al eje teórico prescrito.
Fig. 16, Coaxialidad de superficies cilíndricas. a, superficies exteriores; b, superficies interiores
PAG. No. 18

ALINEAMIENTO Y MONTAJE
La coaxialidad considerada como relación de posición entre dos o más superficies cilíndricas se presenta tanto para superficies exteriores o interiores como también entre las primeras y las segundas. Esta relación de posición se tiene también aun cuando las superficies cilíndricas no se toquen directamente entre sí o no desemboquen la una en la otra. Cuando se trata de superficies interiores dispuestas una tras otra se habla de alineación de superficies. (Fig. 16).
2.- Paralelismo de dos superficies cilíndricas. Las discrepancias de posición en este caso se llaman falta de paralelismo de las superficies o también falta de paralelismo de sus ejes.
Esta discrepancia de posición se presenta también entre dos o más superficies cilíndricas exteriores o interiores y entre superficies exteriores e interiores. (Fig. 17).
La falta de paralelismo es la discrepancia de posición con respecto a la posición de los ejes teóricos, dentro de la cual deben estar dispuestos los ejes reales. La posición del eje teórico está determinada por medio de dos planos paralelos situados a la distancia de los ejes y otro tercer plano perpendicular a ambos. (Fig. 18)
Fig. 17: Posición paralela de ejes en superficies cilíndricas. a, superficies exteriores; b, superficies interiores; c, superficies exteriores e interioresFig. 18, discrepancias respecto a la posición paralela de los ejes. a, determinación exenta de
error en la posición de los ejes; b, desplazamiento paralelo de ejes; c, desviación de eje en uno sólo de los planos; d, desviación en ambos planos3
PAG. No. 19
ALINEAMIENTO Y MONTAJE
Fig. 19: Defecto de Fig. 20, posición angular de superficies cilíndricas. a, superficies cilíndri-perpendicularidad cas exteriores; b, superficies cilíndricas exteriores; c, posición cruzada
de superficies cilíndricas interiores
3.- Perpendicularidad de dos superficies cilíndricas. Las discrepancias respecto a esta posición de las superficies se llama falta de perpendicularidad (Fig. 19).Según sea el sistema de verificación, vendrá dada o bien la tolerancia angular o bien la de medida.
La perpendicularidad entre superficies cilíndricas se presenta para superficies exteriores o interiores (Figs. 20 a y b). Si los ejes dispuestos en forma angular uno respecto a otro tienen un plano común, los ejes se cortarán.
Se habla de ejes que se cruzan cuando los ejes están situados en dos planos paralelos (Fig. 20 c).
CAPITULO VMONTAJE DE DIFERENTES ELEMENTOS DE MAQUINAS
1.- MONTAJE DE UN MECANISMO DE TORNILLO SIN FIN
Los árboles de las ruedas helicoidales tienen como superficies de ajuste, las superficies de ajuste de la rueda y las de las ranuras de ajuste (chaveteros) para las chavetas de ajuste así como las espigas roscadas para tuercas ranuradas. En los extremos del árbol de la rueda están las superficies de ajuste para los soportes de los citados árboles. Las superficies referidas entre sí son sometidas a verificación.
PAG. No. 20

ALINEAMIENTO Y MONTAJE
Fig. 21, verificación de las superficies funcionales referidas en cuanto a posición, en el árbol de la rueda helicoidal. a, superficies funcionales en el árbol de la rueda helicoidal; a, a , superficies de ajuste de los soportes = centradas con c; b superficies de las roscas; b , = a escuadra coaxiales y centradas con c; b, verificación de la posición de superficies en el banco de ensayos. Verificación de las superficies de ajuste: a y a , (superficies de apoyo sobre prismas); c comprobar el movimiento redondo respecto a a y a , ; comprobación de la posición a escuadra de b y b , con c; d, comprobación de su posición centrada respecto a c, por el procedimiento de inversión.
Las ruedas helicoidales tienen, para que puedan ser soportadas, taladro y chaveteros con superficies de ajuste así como superficies laterales de tope o apoyo para tuercas ranuradas. Las superficies del dentado están referidas, en posición, a estas otras. El ajuste de la rueda sobre el árbol es por lo general un ajuste de entrada suave según H7/j6, y la chaveta de ajuste en el chavetero de la rueda 18/h18.
Fig. 22, Verificación de las superficies fun- Fig. 23, Rueda helicoidal con corona y cuerpofuncionales referidas en posición de la rue- de la rueda separadosda helicoidal. a, superficies funcionales en la rueda helicoidal. Superficies de ajuste de la rueda: a superficie de ajuste del árbol centrada con a; d. superficies de ajuste del chavetero centrada con a y paralela a ella; b, la verifi-cación de la posición de superficies se realiza en el banco de pruebas
PAG. No. 21
A)B)

ALINEAMIENTO Y MONTAJE
Las ruedas grandes se construyen a base de corona y cuerpo de rueda. La corona de la rueda se cala sobre el cuerpo con asiento a presión, según H7/s6 y se taladra o atornilla con él. El dentado se realiza en la corona una vez terminada de montar. (Fig. 23)
Tolerancias de fabricación de las piezas motrices
Las piezas motrices para mecanismos de tornillo sin fin se fabrican de tal modo que las masas que están en relación al engranar las piezas motrices, tengan la exactitud exigida.
En un mecanismo de gran potencia se exigen, por ejemplo, las siguientes tolerancias de acabado: En los tornillos sin fin (hasta 70 ): tolerancia para el diámetro de los flancos, tolerancia para el ángulo de los flancos, tolerancia de centrado del cilindro de los flancos de acuerdo con la figura 24.
Fig. 24, tolerancias de fabricación en Fig. 25, Tolerancias de fabricación en la ruedael tornillo sin fin helicoidala, diámetro de los flancos dm1 = + 0,08 mm. a, diámetro de la circunferencia primitiva: d0 =b, ángulo flancos = + 5 minutos de ángulo, = + 0,08 mm, b centrado del cilindro divisorc, cilindro de los flancos, centrados = + 0,05 mm respecto al taladro de la rueda = 0.06 mm
e inclinación = + 0,08 mm en 100 mm.
En ruedas helicoidales hasta 200 de diámetro de la circunferencia primitiva: véase en la figura 25, la tolerancia para ese diámetro, la diferencia de inclinación entre flanco del tornillo y flanco de la rueda y la tolerancia de centrado de la circunferencia, primitiva respecto al taladro de las ruedas.
Las piezas motrices dispuestas una sobre otra sin juego, tendrán que encontrarse con la exigida posición recíproca de los ejes.
PAG. No. 22

ALINEAMIENTO Y MONTAJE
Verificación de la posición de montaje
La rueda helicoidal montada queda determinada en cuanto a posición por el tornillo sin fin fijo. La rueda montada es llevada por lo tanto a su posición correcta respecto al tornillo, es decir, o bien a su posición correcta al tornillo, es decir, o bien a su posición centrada con el tornillo o bien a la posición correspondiente a la impresión de contacto exigida.
Con objeto de poder juzgar sobre el funcionamiento definitivo del mecanismo de tornillo sin fin, se analizan las piezas del mecanismo después de una conveniente prueba de funcionamiento. De las impresiones en los flancos se sacan consecuencias sobre el correcto o incorrecto comportamiento de las piezas que engranan.
Indicaciones para el trabajo: Montaje de ruedas helicoidales
1.- Montar la rueda helicoidal, sin ladeo alguno, sobre el árbol motor2.- Montar la rueda helicoidal con el árbol correspondiente, sin ladeo3.- Después de montar la rueda en su sitio ajustarla sobre el centro de tornillo,
siempre que el modo de proceder en el montaje no venga determinado por instrucciones especiales
4.- Montar la rueda helicoidal según instrucciones de montaje y ajustarla de acuerdo con la impresión de contacto dada.
2.- MONTAJE DE ACOPLAMIENTOS
Misión y formas de los acoplamientos
Frecuentemente se presenta el problema de transmitir movimientos de giro y fuerzas (momentos de giro) de un árbol motor a otro situado coaxialamente con él.
Los extremos de los árboles en cuestión se unen entre sí en este caso mediante acoplamientos. Para esta unión se dotan de discos o platos de acoplamiento los extremos de los árboles. Del disco o plato de acoplamiento del eje motriz se transmite el momento de giro mediante piezas adecuadas de transmisión al disco o plato del árbol arrastrado.
PAG. No. 23

ALINEAMIENTO Y MONTAJE
Fig. 26: Mecanismo de acoplamiento entre motor y caja de engranajes. K 1, acoplamiento entre el motor de accionamiento M y la caja de engranajes G; K2 , acoplamiento entre los engranajes y la máquina operadora; W1 , árbol movido (caja de engranajes) ; W2 , árbol de accionamiento (de la máquina); S1 plato de acoplamiento del árbol W1 , S2, plato de acoplamiento del árbol W2 .
Fig. 28, ejemplo de montaje: a, disco de acoplamiento 1 con árbol 2; b, superficies funcionales con posición referida; a a, = superficies cónicas centradas con c y d; b b , = superficies de ajuste de las roscas centradas con a y con a, ; c = superficie de ajuste para el rodamiento delantero, centrada con a; d = superficie de ajuste para el rodamiento posterior, centrada con c.
Problema de montaje : Montar y atornillar un disco de acoplamiento con ajuste cónico sobre un árbol; verificar la posición de montaje.En el cabezal de una máquina herramienta va acoplado, mediante bridas, el motor de accionamiento. El árbol de motor está unido mediante un acoplamiento con el árbol, dispuesto coaxialmente, del tren de engranajes, del cual, a través de un árbol intermedio, recibe el husillo principal su accionamiento. El acoplamiento es de giro elástico en virtud de los pernos transmisores del esfuerzo que van envueltos en manguitos de goma para el arrastre del contradisco (fig. 27). Por este medio queda garantizada una transmisión del momento de giro exenta de choque.
PAG. No. 24
Fig. 27: Acoplamiento con pernos de acero (elástico para el movimiento de

ALINEAMIENTO Y MONTAJE
Clases de acoplamientos
Un acoplamiento consta de dos partes, que son: una la parte motriz y otra la movida o arrastrada. Según sea la clase de unión de estas dos mitades se distingue entre acoplamientos rígidos o acoplamientos compensadores. Los acoplamientos unidos rígidamente (Fig. 29) no pueden seguir los defectos de los ejes. Los acoplamientos compensadores se construyen en forma articulada, en forma para la elástica rotación, o en forma articulada, en forma para la elástica rotación, o en forma articulada y de giro elástico y hacen posible una compensación hasta de 6o de ángulo de torsión y de desplazamiento angular (Fig. 30). Para economía de sitio se acoplan piezas motrices con únicamente un disco de acoplamiento. (Fig. 28).
Montado transversalmente Montado longitudinalmente
Montado transversalmente
Acoplamiento de carcasa o de envoltura
DIN 115
Acoplamiento de discos o de platos DIN
116 (con entrante y saliente)
Acoplamiento de discos o de platos DIN
116
Fig. 29, Acoplamientos rígidos
Fig. 30. Semiacoplamienos acoplados a piezas motrices, a) acoplado con polea para correa plana; b) acoplado con rueda frontal; c) acoplado con polea para correa trapecial; d) acoplado con rueda cónica; e) acoplado con volante; f) acoplado con rueda para cadena.
TABLA 2
PAG. No. 25

ALINEAMIENTO Y MONTAJE
Acoplamientos articulados
Designación Modo de actuar Elementos transmisoresAcoplamiento de cadena
Los platos de acoplamiento tienen dientes para cadena y son abrazados por una cadena
Cadenas dobles cerradas sobre sí mismas.
Acoplamiento de dientes arqueados
En los extremos de los árboles hay unos manguitos de acoplamiento con dientes arqueados. Estos dientes engranan en el dentado interior de los casquillos de acoplamiento firmemente unidos.
Dientes exteriores en forma de arco en caja de acoplamiento e interiores en casquillo de acoplamiento.
En un acoplamiento no embragable los extremos de los ejes permanecen unidos entre sí, mientras que en los embragables la unión de las piezas motrices pueden deshacerse mediante la operación de “desembrague”.
PAG. No. 26

ALINEAMIENTO Y MONTAJE
TABLA 3Acoplamientos elásticos para la rotación
Designación Modo de funcionar Elementos transmisores
Acoplamiento, de Forst
Delgadas clavijas de acero dispuestas de modo fijo en una de las mitades del acoplamiento se introducen en taladros de que va provista la otra mitad del acoplamiento.
Clavijas flexibles de acero.
Acoplamiento elástico de garras o uñas
Las garras, o uñas, del acoplamiento encajan en aberturas del contradisco. Las superficies de tope están constituidas por tacos de goma.
Garras o uñas de acoplamiento y tacos de goma como superficie de tope
Acoplamiento elástico de pernos
Pernos de acero con casquillos de goma encajan en taladros del contradisco.
Pernos de acero con casquillos de goma.
Acoplamiento Perflex
Los discos de acoplamiento van unidos circunferencialmente por medio de un bandaje de goma.
El bandaje de goma sujetadfo mediante anillos de presión
Fig. 31: Acoplamiento articulado para rotación elástica
PAG. No. 27

ALINEAMIENTO Y MONTAJE
3.- MONTAJE DE PIEZAS CON SUPERFICIES DE DESLIZAMIENTO
El montaje y la verificación de piezas deslizantes exige generalmente a causa de la variedad de tipos de las vías de deslizamiento y de las distintas longitudes que pueden tener, importantes trabajos de rasqueteado, ajuste y verificación, que presuponen los necesarios conocimientos técnicos.
En el montaje hay que perfeccionar la calidad de la forma en las superficies de las vías y la calidad de su posición, de tal modo que con la guía se obtenga la exigida precisión en el movimiento. Por lo general hay que realizar importantes trabajos de rasqueteado. Las piezas difíciles de manejar deben ser dispuestas en una postura de trabajo cómoda.
La calidad de rasqueteado se traduce en exactitud de montaje
Las piezas que se rasquetean son siempre de hierro fundido. El rasqueteado tiene su límite en el hierro fundido con dureza Brinell de 200 kg/cm2. Para el rasqueteado se trabajan previamente las superficies mediante acepillado o fresado de acabado. Las rayas de mecanizado que se producen en el trabajo previo se eliminan con el rasqueteado.
TABLA 4.- Calidad del trabajo de vías de deslizamiento rasqueteado
Trabajo de rasqueteado
Número de puntos
portantes
Números de pasadas de rasqueteado
Profundidad de la viruta
Aplicación
Repasado 2--3 3 a 5 pasadas 0,03 mm Superficies de ensamble y apoyoRasquetea-do basto
3—5 6 a 8 pasadas 0,01 mm Superficies de ensamble y apoyo
Rasquetea-do de afino
6—8 10 a 12 pasadas
0,01 mm Vías para máquinas herramientas con exactitud normal de trabajo. Vías de deslizamiento grandes y anchas en construcción de grandes máquinas herramientas.
Rasquetea-do fino
10—14 14 a 18 pasadas
0,005 mm Vías para máquinas herramientas con gran exactitud de trabajo. Máquinas herramientas de tipo medio tales como tornos, fresadoras y máquinas de rectificado cilíndrico y plano.
Rasquetea-do muy fino
14—20 Más de 20 pasadas
0,005 mm Vías gran calidad. Máq. Para mecanizado fino como tornos y taladros de precisión, máq. De taladrar plantillas, rectificadoras de roscas, máq. Pequeñas para esmerilado cilíndrico y plano.
PAG. No. 28
ALINEAMIENTO Y MONTAJE
Mediante el subsiguiente rasqueteado de puntos se eliminan las protuberancias todavía existentes. Después de cada pasada de rasqueteado se cambia la dirección de trabajo. Cuando no se aprecia ya a la vista prominencia alguna; se hacen visibles las que pudieran existir por medio de entintado, o prueba de contacto por marmoleado. Con el número de las pasadas de rasqueteado aumenta el número de puntos portantes. La calidad del trabajo de rasqueteado queda determinada por el número de puntos portantes que se hayan conseguido.
4.- MONTAJE ESTANCO DE PIEZAS QUE SE MUEVEN EN LÍNEA RECTA
Misión de los mecanismos de émbolo
Las piezas dotadas de movimiento rectilíneo deslizan aquí con sus superficies metidas dentro de otras. Una pieza se mueve y la otra está en reposo. Se presenta el problema de montar la pieza deslizante dentro de la pieza en reposo, de modo que se constituya una junta estanca mediante utilización de elementos obturadores.
Fig. 32: Accionamiento hidráulico de la mesa de una cepilladora tangencial. 1, cilindro; 2, varilla del émbolo; 3, mesa; 4, conducto de presión; 5, conducto de retorno; 6, palanca de mando; 7, mecanismo de accionamiento (distribución), 8, eje de maniobra; 9, mecanismo de aceite; 10, disco de ajuste; 11, mecanismo de correas trapeciales; 12, motor.
PAG. No. 29

ALINEAMIENTO Y MONTAJE
Fig. 33: Cilindro de presión para el accionamiento de la mesa
Fig. 34, Superficies funcionales (superficies de deslizamiento, de ajuste y de tope o apoyo) de las piezas motrices
Ejemplo de montaje: Una mesa de máquina ha de moverse sobre la bancada con movimiento de vaivén producido por un mecanismo hidráulico de émbolo. El movimiento del émbolo se transmite a la mesa de la máquina mediante la varilla del émbolo (Fig. 33) (mecanismos de émbolo para movimiento de mesa).
El extremo libre del vástago del émbolo (o varilla del émbolo) está unido a la mesa de la máquina mediante un soporte. El otro extremo de la varilla va unido al émbolo movido por aceite a presión (Fig. 33).
El mecanismo de émbolo tiene dos superficies, en movimiento, que deben montarse de tal modo que obturen bien: el émbolo en el cilindro y la varilla en el punto de
PAG. No. 30

ALINEAMIENTO Y MONTAJE
salida (Fig. 34). El tipo de elemento de obturación a emplear depende sobretodo de las influencias de las muy variadas condiciones del funcionamiento en que debe trabajar el mecanismo de émbolo.
PAG. No. 31


















