
Análisis de los procesos de producción de bio...
42
Seminario grupo biocombustibles Análisis de los procesos de producción de bio- combustibles y bio-productos de alto valor agregado a través del uso sistemático de modelos matemáticos Ricardo Morales Rodríguez Departamento de Ingeniería de Procesos e Hidráulica, Universidad Autónoma Metropolitana- Iztapalapa, Av. San Rafael Atlixco 186, C.P. 09340, México, D.F., México
Transcript of Análisis de los procesos de producción de bio...

Seminario grupo biocombustibles
Análisis de los procesos de producción de bio-combustibles y bio-productos de alto valor
agregado a través del uso sistemático de modelos matemáticos
Ricardo Morales RodríguezDepartamento de Ingeniería de Procesos e Hidráulica, Universidad Autónoma Metropolitana-
Iztapalapa, Av. San Rafael Atlixco 186, C.P. 09340, México, D.F., México

Seminario grupo biocombustibles
Contenido
• Introducción
• Objetivo
• Marco conceptual para el modelado de biocombustibles y bioproductos
• Evaluación de diferentes configuraciones para la producción de bioetanolde segunda generación
• Marco conceptual para la optimización de bioprocesos bajoincertidumbre: Producción de bioetanol
• Producción de bioetanol y xilitol bajo un esquema de una biorefinería
• ¿Qué más se ha hecho?
• Conclusión
• Bibliografía
2
Seminario grupo biocombustibles
Introducción
3
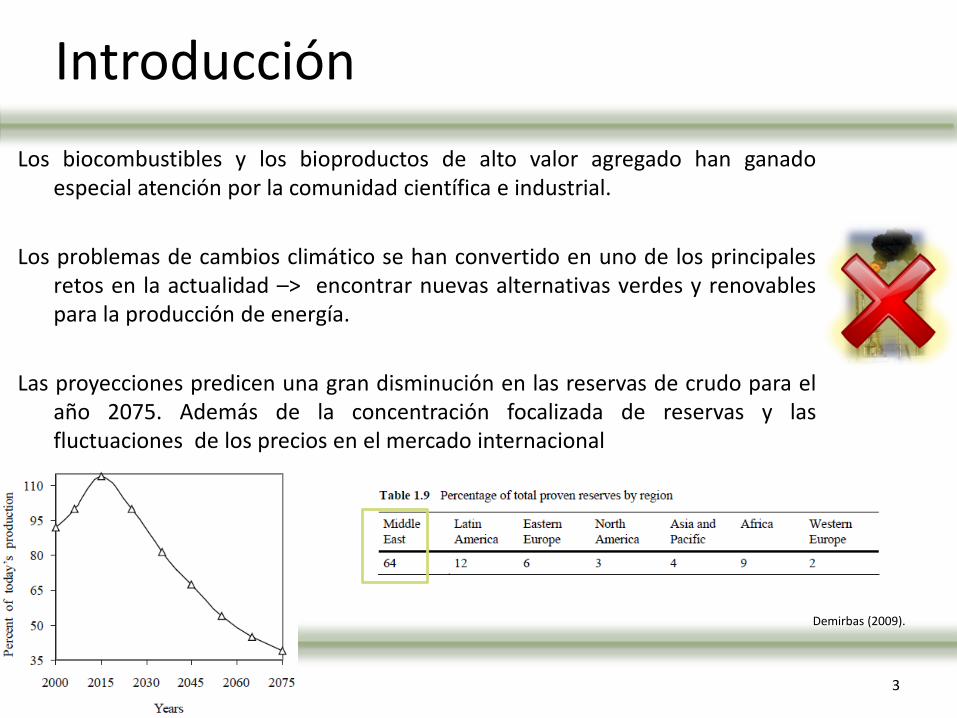
Los biocombustibles y los bioproductos de alto valor agregado han ganadoespecial atención por la comunidad científica e industrial.
Los problemas de cambios climático se han convertido en uno de los principalesretos en la actualidad –> encontrar nuevas alternativas verdes y renovablespara la producción de energía.
Las proyecciones predicen una gran disminución en las reservas de crudo para elaño 2075. Además de la concentración focalizada de reservas y lasfluctuaciones de los precios en el mercado internacional
Demirbas (2009).

Seminario grupo biocombustibles
Introducción
• Legislación internacional
– Protocolo de Kioto
– Comisión Europea
– EPA
• Ley General de Cambio Climático:
– Art 82.III: “desarrollo de energías renovables y bioenergéticos desegunda generación”
4Prospectiva de Energías Renovables 2013-2026 (2012).

Seminario grupo biocombustibles
Introducción
• ¿Tenemos la capacidad para producirbiocombustibles de segunda generación?
• 2012
– 44,125,570 Ton de caña de azúcar
– 5,145,331 Ton Producción de Azúcar
– 38,980,239 Ton de residuos para producción de bioetanolde segunda generación –> Producción de E10 de unporcentaje alto de gasolina premium que se produceactualmente.
5
Estimado Zafra 2012 (2012).

Seminario grupo biocombustibles
Introducción
6
Proceso de producción:
• Ruta biológica:•Enzimas•Microorganismos
• Ruta química
Materia prima: biomasa residual
•Biocombustibles:
bioetanol,biohidrógeno,biobutanol,biometanol,biodiesel, etc.
•Productos de altovalor agregado:Alcoholes (xilitol,sorbitol, etc.),furfurales, ácidopoliláctico,aldehídos, etc.) .
Seminario grupo biocombustibles
Introducción
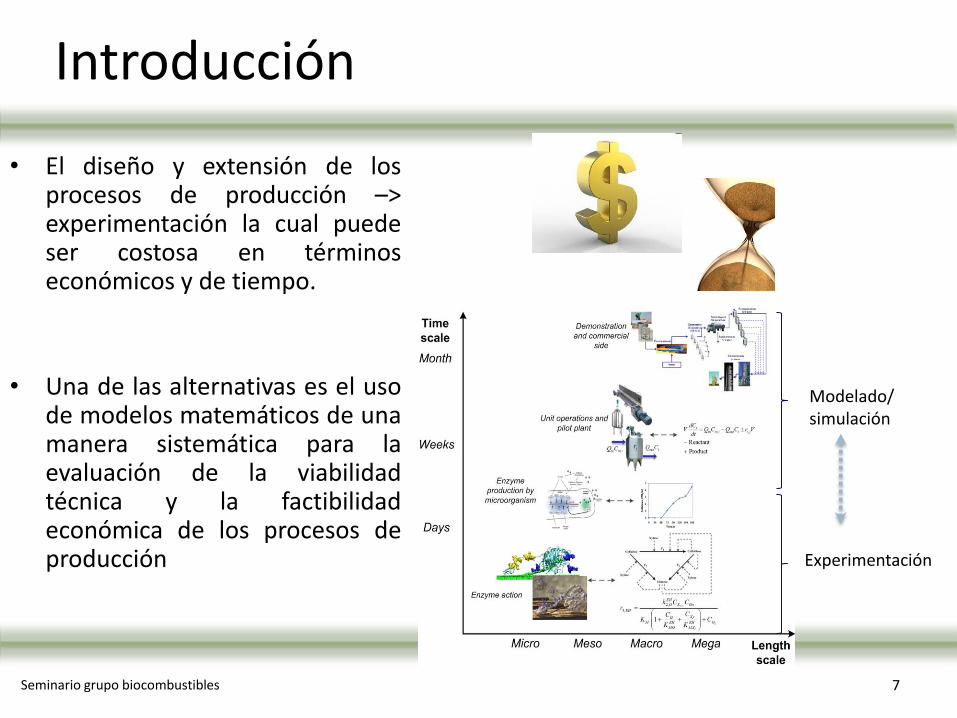
• El diseño y extensión de losprocesos de producción –>experimentación la cual puedeser costosa en términoseconómicos y de tiempo.
• Una de las alternativas es el usode modelos matemáticos de unamanera sistemática para laevaluación de la viabilidadtécnica y la factibilidadeconómica de los procesos deproducción
7
Modelado/simulación
Experimentación

Seminario grupo biocombustibles
Objetivo
Mostrar los avances y resultados en los casos de estudio de producción de bioetanol y xilitol de
segunda generación, obtenidos a través del uso sistemático de modelos matemáticos.
8

Seminario grupo biocombustibles9
Marco conceptual para el modelado de biocombustibles y bioproductos
Colección/ Análisis (e.g.datos, modelos)
Identificación(e.g. Cinética de procesos
enzimáticos)
Innovación, diseño y simulación
(Integración de los modelos)
Validación
(Escala pilóto)
Fase 1
Fase 2
Identificación de modelos matemáticosdinámicos para representar lassecciones de proceso.
Formular la estructura del modelo de la planta, vinculando losmodelos matemáticos de cada una de las operacionesunitarias y simular las diferentes configuraciones de procesopropuestas.

Seminario grupo biocombustibles 10
Evaluación de Diferentes Configuraciones para la Producción de Bioetanol de
Segunda Generación
Morales-Rodriguez, R., Meyer, A.S., Gernaey, K.V. and Sin, G. (2011). “Dynamic Model-Based Evaluation of Process Configurations for Integrated Operation of Hydrolysis and Co-Fermentation for Bioethanol Production from Lignocellulose”. Bioresource Technology (ISSN: 0960-8524), 102, 1174-1184.
Pretreatment
Enzymatic
hydrolysis
Ethanol
Distillation
Co-Fermentati
on
Lignin
Cellulases
Yeast
Seminario grupo biocombustibles
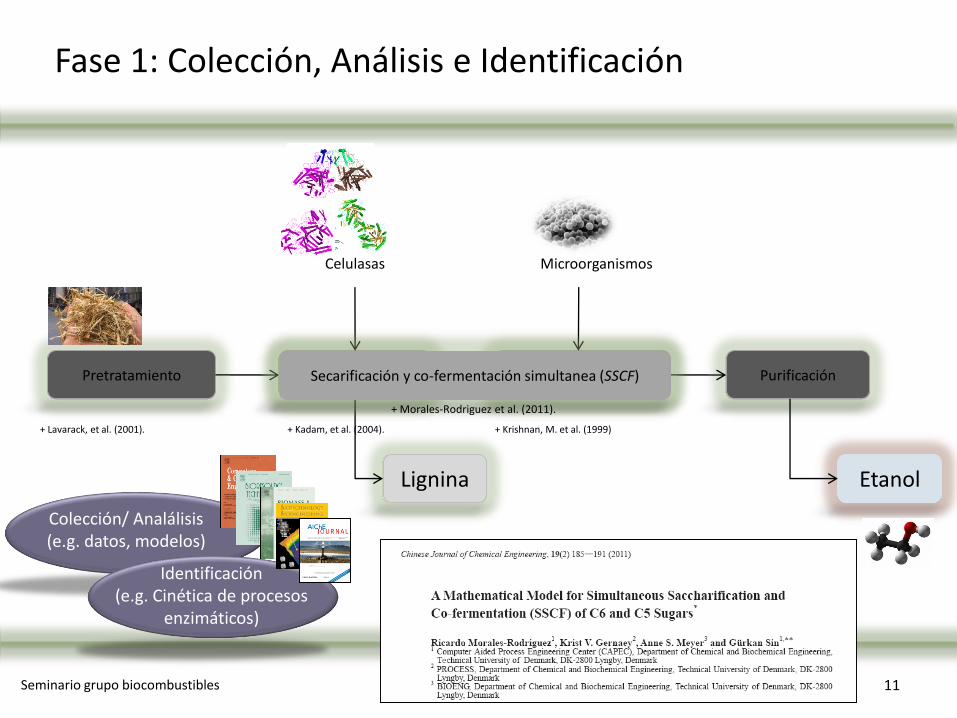
Fase 1: Colección, Análisis e Identificación
11
PretratamientoHidrólisis
Enzimática
Etanol
PurificaciónCo-Fermentación
Lignina
Celulasas Microorganismos
+ Lavarack, et al. (2001). + Kadam, et al. (2004). + Krishnan, M. et al. (1999)
Secarificación y co-fermentación simultanea (SSCF)
+ Morales-Rodriguez et al. (2011).
Colección/ Analálisis (e.g. datos, modelos)
Identificación(e.g. Cinética de procesos
enzimáticos)

Seminario grupo biocombustibles 12
FB-FB
12 24 36 48 60 72 84 96 108 120 132 144 156 168Reactor 1
Reactor 2
Reactor 3
Reactor 4
Reactor 5
Reactor 1
Hydrolysis Fermentation
Loading Horizontal stripes Vertical stripes
Reaction Dots Diagonal stripes
Drawing Vertical stripes Horizontal crosshatch
Selección del caso base:

Seminario grupo biocombustibles
Dynamic Lignocelulosic bioethanol framework (DLB 1.0)
13
Escenarios de Operación Acrónimo
SHCF
1) H: Semi-continuo – CF: Semi-continuo FB-FB
2) H: Semi-continuo – CF: Continuo FB-C
3) H: Semi-continuo – CF: Continuo-recirculación FB-C_RECY
4) H: Continuo – CF: Semi-continuo C-FB
5) H: Continuo – CF: Continuo C-C
6 H: Continuo – CF: Continuo-recirculación C-C_RECY
7) H: Continuo-recirculación – CF: Semi-continuo C_RECY-FB
8) H: Continuo-recirculación – CF: Continuo C_RECY-C
9) H: Continuo-recirculación – CF: Continuo-recirculación C_RECY-C_RECY
SSCF
10) Semi-continuo SSCF-FB
11) Continuo SSCF-C
12) Semi-continuo SSCF-C_RECY
H: Hidrólisis enzimática, CF: Co-Fermentación
Etanol/DM
0.10
0.10
0.13
0.09
0.11
0.11
0.10
0.14
0.16
0.13
0.12
0.18
/ sec
Total Etanol producido
Total Biomasa seca alimentadaEt biomasa aR
SSCF-C_RECY
C_RECY-C_RECY
C_RECY-C
Innovación, diseño y simulación
(Integración de los modelos)

Seminario grupo biocombustibles
Resultados Obtenidos
• 12 configuraciones de proceso para la producción deetanol a partir de materiales lignocelulósicos fueronpropuestos, modelados y analizados.
– Las corrientes de reciclado de reactivos no convertidomostró un efecto positivo en el rendimiento de etanol.
– La mejor configuración de proceso fue SSCF conrecirculación operando en continuo.
– El rendimiento máximo de etanol obtenido fue de 0.18 kg-etanol/kg-materia seca. Esto significa una mejora de laconfiguración propuesto por NREL.
14

Seminario grupo biocombustibles
Extensión del DLB 1.0
15
Enzymatic
Hydrolysis
Pretreatment
Solid-Liquid
Separator
Mixer
Downstream
Processes
Co-Fermentation
Tin = 25°C TPT TPT
TEH
TEH
TEH
TEH
TEH
TEH
TEH
TEH
TEH
TEH
TEH
Heat
Exchanger
Heat
Exchanger
Heat
Exchanger
TEH
TEH
TBubble Point
TCFTCF
TCF
TCF
TCF
TCF
TCF
Molecular
SieveEnzymatic
Hydrolysis
Pretreatment
Solid-Liquid
Separator
Mixer
Downstream
Processes
Co-Fermentation
SettlerMixer
Tin = 25°C TPT TPT
TEH
TEH
TEH
TEH
TEH
TEH
TEH
TEH
TEH
TEH
TEH TCF
Heat
Exchanger
Heat
Exchanger
Heat
Exchanger
TEH TCF
TEH TCF
TBubble point
TCFTCFTCF
TCF
TCF
TCF
TCF
TCF
TCF
TCF
Molecular
Sieve
SSCF
Pretreatment
Solid-Liquid
Separator
Downstream
Processes
Tin = 25°C TPT
Heat
Exchanger
TPT TSSCF
Heat
ExchangerTSSCF TBubble Point
TSSCF
TSSCF
TSSCF TSSCF
TSSCF
TSSCF
Heat
Exchanger
Molecular
Sieve SSCF
Pretreatment
Solid- Liquid
SeparatorMixer
Downstream
Processes
Tin = 25°C TPT
Heat
Exchanger
TPT TSSCF
Heat
ExchangerTSSCF
T Bubble Point
TSSCF
TSSCF
TSSCF TSSCF
TSSCF
TSSCF
Molecular
Sieve
0
0.5
1
1.5
2
2.5
USD
/ga
l-Et
ha
no
l
Extensión del DLB 1.0:
-Intercambiadores de calor-Columnas de destilación

Seminario grupo biocombustibles
Extensión del DLB 1.0
• La extensión del DLB 1.0 comprendió la adición de los procesos depurificación de bioetanol y equipos de intercambio de calor.
• La mejor configuración de proceso fue la SSCF-C con un costo deproducción de 1.71 USD/gal-etanol.
• La extensión de la plataforma de modelado (DLB 1.0) permitirá tener unaidea clara acerca de la factibilidad de alguna configuración de proceso enparticular.
16

Seminario grupo biocombustibles17
Marco conceptual para la optimización de bioprocesos bajo incertidumbre:
Producción de bioetanol
Morales-Rodriguez, R., Meyer, A.S., Gernaey, K.V. & Sin, G. (2012a). “A Framework for Model-Based Optimization of Bioprocesses under Uncertainty: Lignocellulosic Ethanol Production Case”. Computers and Chemical Engineering (ISSN: 0098-1354), 42, 115-129.
0 50 100 150 200 250-3
-2
-1
0
1
2
3
Monte Carlo Simulation index
Man
ufa
ctu
rin
g C
ost
US
D/g
al E
tOH
R2 = 0.85 original model outputs
linear model outputs
1.3 1.4 1.5 1.6 1.7 1.8 1.9 20
10
20
30
40
50
60
70
Manufacturing Cost, USD/gal EtOH
Nu
mb
er
of
Ocu
rre
nc
es
1.2 1.3 1.4 1.5 1.6 1.7 1.8 1.9 20
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
Manufacturing Cost, USD/gal-Ethanol
Cu
mu
lati
ve
Pro
ba
bilit
y

Seminario grupo biocombustibles18
Objetivo del estudio:
Desarrollo de una metodología sistemática para resolver problemas de optimización en bioprocesos sujetos a
diversas fuentes de incertidumbre.
Caso de estudio: producción de bioetanol de segunda generación

Seminario grupo biocombustibles19
Configuraciones de proceso analizadas
SSCF
Pretreatment
Solid-Liquid
Separator
Mixer
Downstream
Processes
SSCF-C_RECY
Enzymatic
Hydrolysis
Pretreatment
Solid-Liquid
Separator
Mixer
Downstream
Processes
Fermentation
Settler
Mixer
C_RECY-C_RECYEscenarios de Operación Acrónimo
SHCF
1) H: Semi-continuo – CF: Semi-continuo FB-FB
2) H: Semi-continuo – CF: Continuo FB-C
3) H: Semi-continuo – CF: Continuo-recirculación FB-C_RECY
4) H: Continuo – CF: Semi-continuo C-FB
5) H: Continuo – CF: Continuo C-C
6 H: Continuo – CF: Continuo-recirculación C-C_RECY
7) H: Continuo-recirculación – CF: Semi-continuo C_RECY-FB
8) H: Continuo-recirculación – CF: Continuo C_RECY-C
9) H: Continuo-recirculación – CF: Continuo-recirculación C_RECY-C_RECY
SSCF
10) Semi-continuo SSCF-FB
11) Continuo SSCF-C
12) Semi-continuo SSCF-C_RECY
H: Hidrólisis enzimática, CF: Co-Fermentación
Etanol/DM
0.10
0.10
0.13
0.09
0.11
0.11
0.10
0.14
0.16
0.13
0.12
0.18

Seminario grupo biocombustibles20
Marco conceptual para la optimización estocástica de bioprocesos
1. Objetivos y Necesidades
3. Mapeo e identificación de fuentes significativas de incertidumbres
Implementación!
No
4. Optimización bajo incertidumbre
5. Validación de las condiciones de operación óptimas
¿Objetivos alcanzados?
2. Modelado y configuraciones de proceso
Este estudio se enfocó en la Identificación de fuentes de incertidumbre y
optimización bajo un esquema de incertidumbre!
Si
Comentarios
Configuraciones de proceso para la producciónde bioetanol de segunda generaciónpreviamente desarrollados
Identificar los límites operacionales con el fin de disminuir costos de operación
Análisis de incertidumbre (Simulación de Monte-Carlo), Análisis de sensibilidad (descomposiciónde la varianza, SRC, …)
Simulación de Monte-Carlo
Revisión experimental de las configuracionesoptimas de proceso
Resultados
Definición de la función objetivo a evaluar
Modelos matemáticos de las configuraciones de procesos
Lista de fuentes significativas de incertidumbres
Variables de operaciónoptimas/incertidumbresconsideradas
Verificación experimental a escalapiloto, demostración, etc. de lascondiciones óptimas encontradas

Seminario grupo biocombustibles
1.2 1.3 1.4 1.5 1.6 1.7 1.8 1.9 20
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
Manufacturing Cost, USD/gal-Ethanol
Cu
mu
lati
ve P
rob
ab
ilit
y
21
3. Mapeo e identificación de fuentes significativas de incertidumbre
2 4 6 8 100
0.2
0.4
0.6
0.8
2 4 6 8 100
0.5
1
7 8 9 10 11 12 130
5
10
15
20
25
2 4 6 8 100
0.2
0.4
0.6
0.8
Modelof(qn)
q1 q2
0 5 100
0.2
0.4
0.6
0.8
qn
y1 y2 yn
Confiabilidad = 90.% 10.8 ± 0.08
I. Introducción de la incertidumbre
II. Muestreo aleatorio
III. Simulación de Monte Carlo
IV. Análisis de incertidumbre
3.1 Análisis de incertidumbre (Procedimiento de Monte-Carlo)
SSCF-C. Incertidumbre en el costo de producción
Varianza: medición de la incertidumbre
s2 =0.017(s = 0.13)
Función de distribución acumuladaHistograma
Mean
90%
10%1.3 1.4 1.5 1.6 1.7 1.8 1.9 2
0
10
20
30
40
50
60
70
Manufacturing Cost, USD/gal EtOH
Nu
mb
er
of
Ocu
rren
ces
3. Mapeo e identificación de fuentes significativas de incertidumbre

Seminario grupo biocombustibles22
reg i ii
y a b q i
i i
y
bqs
s
Ajuste de los resultados de las simulaciones de monte carlo a un modelo lineal
Standaridized Regression Coefficient (SRC)
Modelo linealizado para el costo de producción..
0 50 100 150 200 250-3
-2
-1
0
1
2
3
Monte Carlo Simulation index
Man
ufa
ctu
rin
g C
ost
US
D/g
al E
tOH
R2 = 0.85 original model outputs
linear model outputs
3.2 Análisis de sensibilidad(SRC)
Parámetros identificados para la configuración SSCF-C basado en el costo de producción
Rank q SRC Section
1 /GEt GY 0.99 SSCF
2 1 G
CF
X IGK -0.99 SSCF
3 2 Xy
CF
X IXyK -0.94 SSCF
4 /XyEt XyY -0.90 SSCF
5 3
EH
IXyK 0.60 SSCF
6 1,
PT
GEa 0.47 PT
7 GnC -0.44 FS
8 2
EH
IXyK 0.30 SSCF
9 3
EH
IGK -0.26 SSCF
10 5'CF
IGK
0.21 SSCF
De los 80 parámetros, sólo 19 de ellos son realmente significativos..!!.
Principalmente relacionados con la parámetros cinéticos de la sección de sacarificación y co-fermentación simultanea así como
el pretratamiento y la composición de la biomasa seca
3. Mapeo e identificación de fuentes significativas de incertidumbre

Seminario grupo biocombustibles23
4. Optimización bajo un escenario de incertidumbre (PNL Estocástica)
min
.
0
T
x
l
LB UB
Z x c
st
x E f x,θ
h x,θ
g x,θ b
θ θ θ
min , , ,
,
q q q q
q
FS UT ADDx
ETOH
Z x c Materia-prima +c Servicios x +c Aditivos x -
USDc Etanol x
gal Etanol
Formulación del problema de optimización bajo
incertidumbre (PNLE)
Obj es minimizar el costo de producción
cETOH = costo por kg of etanol, cFS = costo de materia prima consumidacUT = costo de servicios consumidoscADD = costo de aditivos consumidos
.
.Muestreo aleatorio de las condiciones de operación tentativamente optimas
Muestreo aleatorio de parámetros identificados en el análisis de incertidumbre y sensibilidad
For i=1:Numero de muestras aleatoria de condiciones de operación
For j=1:Número de muestras aleatorias de parámetros identificados
Obj1(j) = función objetivo(thetaj) s.t. F(thetaj) & desigualdades e igualdades
End
Obj2 (i)= promedio(Obj1); End
.
.
Numero muestras aleatorias de las condiciones de operación = 100Número muestras aleatorias de parámetros identificados = 150Simulaciones de Monte-Carlo= 100x150 = 15,000
Algoritmo para la solución del problema deOptimización utilizando la metodología deMonte-Carlo
4. Optimización bajo incertidumbre CAcid TPT TSSCF EL1 EL2 Cyeast %H2O
%(wt/v) °C °C mg-Enz/g-cellulose g/L -
UB 0.55 140 17.5 20 20 4.7 0.4
LB 1.65 175 35 60 60 14.2 0.6
Rango de las variables de operación
Seminario grupo biocombustibles24
costo de producción, USD/gal Diferencia con respecto al caso base
Escenario
ID5% CI media 95% CI
varianza
s2
% Dif
(5% CI)
% Dif
(media)
% Dif
(95% CI)
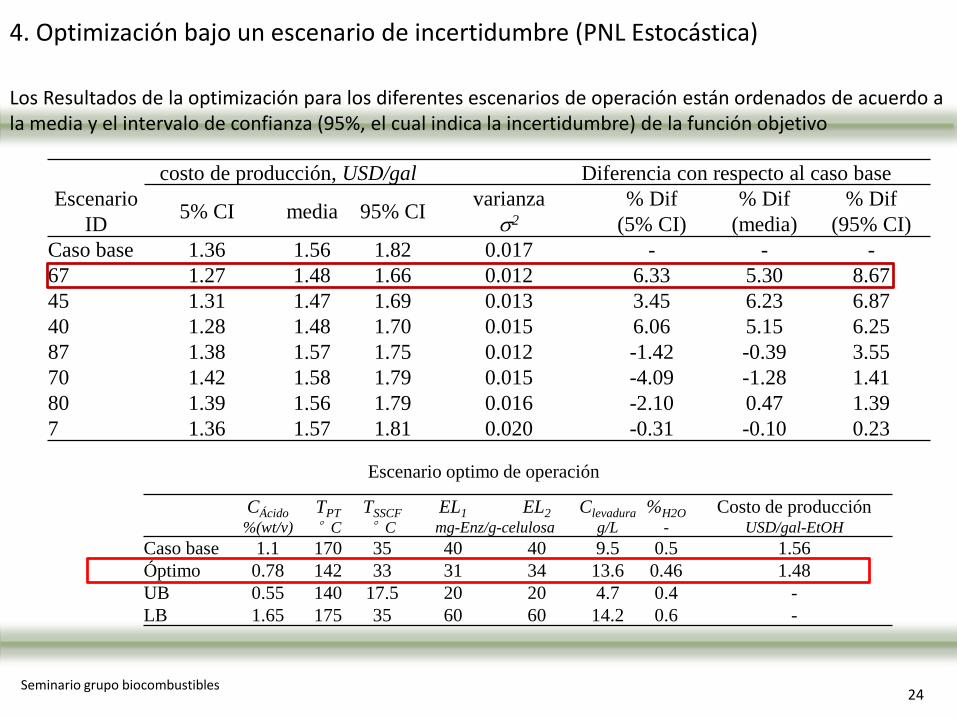
Caso base 1.36 1.56 1.82 0.017 - - -
67 1.27 1.48 1.66 0.012 6.33 5.30 8.67
45 1.31 1.47 1.69 0.013 3.45 6.23 6.87
40 1.28 1.48 1.70 0.015 6.06 5.15 6.25
87 1.38 1.57 1.75 0.012 -1.42 -0.39 3.55
70 1.42 1.58 1.79 0.015 -4.09 -1.28 1.41
80 1.39 1.56 1.79 0.016 -2.10 0.47 1.39
7 1.36 1.57 1.81 0.020 -0.31 -0.10 0.23
CÁcido TPT TSSCF EL1 EL2 Clevadura %H2O Costo de producción%(wt/v) °C °C mg-Enz/g-celulosa g/L - USD/gal-EtOH
Caso base 1.1 170 35 40 40 9.5 0.5 1.56
Óptimo 0.78 142 33 31 34 13.6 0.46 1.48
UB 0.55 140 17.5 20 20 4.7 0.4 -
LB 1.65 175 35 60 60 14.2 0.6 -
Los Resultados de la optimización para los diferentes escenarios de operación están ordenados de acuerdo a la media y el intervalo de confianza (95%, el cual indica la incertidumbre) de la función objetivo
Escenario optimo de operación
4. Optimización bajo un escenario de incertidumbre (PNL Estocástica)

Seminario grupo biocombustibles25
Resultados de la optimización bajo incertidumbre
Mejora en el proceso..!!
Configuración Aditivos % de reducción con respecto al caso base
SSCF-C Acido utilizado -29
SSCF-C_RECY Enzima utilizada -39
SHCF doble recirculación Enzima utilizada -26
Configuraciones 5% CI media 95% CI% Dif.
(5% CI)% Dif.
(media)% Dif.
(95% CI)
SSCF C-RECY 1.13 1.29 1.43 17.83% 23.62% 26.63%
SHCF doble recirculación 1.36 1.54 1.71 13.06% 21.32% 24.62%
SHCF una recirculación 1.62 1.74 1.87 7.90% 20.79% 28.35%
CAcid TPT TSSCF/ *TEH
EL1 EL2 Cyeast %H2O PC,D1 PR,D1 PC,D2 PR,D2
%(wt/v) °C °C mg-Enz/g-cellulose g/L - atm atm atm atm
Base case 1.1 170 35 40 40 9.5 0.5 1.86 1.88 1.8 1.86
SSCF-C_RECY 1.43 164 21 27.8 20.2 7.9 0.41 1.83 2 1.36 1.63
SHCF with double recycle 0.97 159 54 24.7 33.8 13.9 0.47 1.48 1.87 1.55 2.15
SHCF with single recycle 0.67 143 51 34.9 43.5 7.1 0.41 1.66 2.28 1.52 1.56

Seminario grupo biocombustibles
Resultados obtenidos
• Propuesta de un marco conceptual para el análisis de lasincertidumbres en procesos de producción debiocombustibles y bioproductos.
• Determinación de las incertidumbres en las distintas etapasde los procesos de producción de bioetanol de 2G.
• Optimización de las condiciones de operación bajo unesquema de incertidumbre.
• Los análisis de incertidumbre pueden ayudar a identificar losparámetros de mayor importancia de un modelo matemáticoque describen un fenómeno o proceso.
26

Seminario grupo biocombustibles
Otros casos de estudio
27

Seminario grupo biocombustibles
Otros casos de estudio
• 40 combinaciones decondiciones iniciales,concentración deinhibidores y enzimas, etc.
• Se propusieron 6 modelosmatemáticos
28

Seminario grupo biocombustibles29
Producción de bioetanol y xilitol bajo un esquema de una biorefinería
Ricardo Morales-Rodriguez, Divanery Rodriguez-Gomez, José Antonio de los Reyes-Heredia, Eduardo Salvador Perez-Cisneros . DynamicModel-Based Evaluation of Process Configurations: Integrated Operation for Bioethanol and Xylitol Production from Lignocellulose. En procesode envío. Bioresource Technology.

Seminario grupo biocombustibles
Extensión del DLB 1.0
30
Enzymatic
Hydrolysis
Pretreatment
Solid-Liquid
Separator
Mixer
Downstream
Processes
Co-Fermentation
Tin = 25°C TPT TPT
TEH
TEH
TEH
TEH
TEH
TEH
TEH
TEH
TEH
TEH
TEH
Heat
Exchanger
Heat
Exchanger
Heat
Exchanger
TEH
TEH
TBubble Point
TCFTCF
TCF
TCF
TCF
TCF
TCF
Molecular
Sieve
Enzymatic
Hydrolysis
Pretreatment
Solid-Liquid
Separator
Mixer
Downstream
Processes
Co-Fermentation
SettlerMixer
Tin = 25°C TPT TPT
TEH
TEH
TEH
TEH
TEH
TEH
TEH
TEH
TEH
TEH
TEH TCF
Heat
Exchanger
Heat
Exchanger
Heat
Exchanger
TEH TCF
TEH TCF
TBubble point
TCFTCFTCF
TCF
TCF
TCF
TCF
TCF
TCF
TCF
Molecular
Sieve
SSCF
Pretreatment
Solid-Liquid
Separator
Downstream
Processes
Tin = 25°C TPT
Heat
Exchanger
TPT TSSCF
Heat
ExchangerTSSCF TBubble Point
TSSCF
TSSCF
TSSCF TSSCF
TSSCF
TSSCF
Heat
Exchanger
Molecular
Sieve SSCF
Pretreatment
Solid- Liquid
SeparatorMixer
Downstream
Processes
Tin = 25°C TPT
Heat
Exchanger
TPT TSSCF
Heat
ExchangerTSSCF
T Bubble Point
TSSCF
TSSCF
TSSCF TSSCF
TSSCF
TSSCF
Molecular
Sieve
¿Es posible producir algún otro bioproducto?
Seminario grupo biocombustibles31
Objetivo del estudio
Extender la plataforma computacional del DLB 1.0 con la adición de proceso de conversión de xilosa a xilitol para evaluar la factibilidad tecnológica y económica basado en el uso de
modelos matemáticos.

Seminario grupo biocombustibles
Ruta metabólica y modelo matemático para la producción de xilitol
• Una vez que la xilosa está dentro de la célula, esta es reducida a xilitol.
• Parte de la xilosa es excretada de la célula como xilitol y otra parte es xilulosa para consumo y reproducción de la célula
• La glucosa (azúcar de fácil metabolización por le microorganismo) puede ser usada para producir energía y biomasa,reduciendo el consumo de xilitol dentro de la célula.
• Altas concentraciones de glucosa pueden inhibir el transporte de xilosa dentro de la célula.
32
Tochampa et al., (2005)

Seminario grupo biocombustibles
Hacia una configuración de biorefinería: adición de la sección de producción de xilitol para extender la plataforma computacional de DLB 1.0
• La producción de xilitol a través de levaduras puede ser afectada pordiversos factores como: condiciones del cultivo, concentración inicial dexilosa y la presencia de inhibidores (e.g. glucosa, ácido acético, furfurales,etc.) producidos en el proceso de hidrólisis.
• Los efectos de inhibición de etanol sobre el género Candida no han sidocompletamente estudiados y no se encuentra información disponibleacerca de éstos.
33
Por seguridad del diseño del proceso, la sección de producción de xilitol fue adicionada después que el etanol es eliminado de las corrientes de proceso.
¿En qué parte del proceso debemos adicionar la sección de producción de xilitol?

Seminario grupo biocombustibles
Hacia una configuración de biorefinería: adición de la sección de producción de xilitol para extender la plataforma computacional de DLB 1.0
34
C_RECY-C
C_RECY-C-RECY
SSCF-C
C_RECY-C-RECY
Implementación: MatLab

Seminario grupo biocombustibles 35
Configuración de proceso
Costo de producción para
el bioetanol, USD/gal-etanol
Costo de producción para
el xilitol, USD/gal-xilitol
% de diferencia en las ganancias por
producción de etanol comparado
con la configuraciónSSCF -C
% de diferencia en las ganancias por
producción de xilitol comparado con la
configuración SSCF -C
% de diferencia en las ganancia
total comparado con la
configuraciónSSCF -C
C_RECY-C 2.42 0.0078 -90.4% 20.9% -44.4%
C_RECY-C_RECY 2.15 0.0078 -49.8% 20.3% -20.8%
SSCF-C 1.53 0.0054 - - -
SSCF-C_RECY 1.71 0.0077 29.9% 18.4% 25.1%
COMPARACIÓN ENTRE CONFIGURACIONES DE PROCESO
• C_RECY-C – SSCF-C: la ganancia por producción de xilitol es 20.9% mayor para C_RECY-C, pero el costo de producciónde etanol fue 58.2% más alto que la configuración de proceso. La ganancia total fue 44.4 % menor en C_RECY-C que enSSCF-C.
• C_RECY-C_RECY – SSCF-C: Los resultados para xilitol fueron similares a los anteriores, pero el costo de producción deetanol fue 1.4 veces mayor y la ganancia total fue 20.8% menor comparada con SSCF-C.
• SSCF-C_RECY – SSCF-C: La ganancia potencial de xilitol para SSCF-C_RECY fue 1.84 mayor con respecto a laconfiguración de referencia y la variación para el costo de producción de bioetanol fue 11.8% más cara para SSCF-C_RECY, pero la ganancia potencial total para etanol y xilitol fue 25.1% mayor para SSCF-C_RECY debido a lascantidades de producto obtenido.

Seminario grupo biocombustibles
Resultados obtenidos
• Este estudio presentó la adición de la sección dexilitol a la versión extendida de la plataforma DLB 1.0plataforma de modelado de una biorefinería.
• Se llevó a cabo un análisis detallado de la gananciatotal, donde la mejor configuración de proceso fuecuando se combinaba en la configuración SSCF-C_RECY con un ganancia 25.1% mayor a la del casode referencia SSCF-C.
36

Seminario grupo biocombustibles
• Implementación de estrategias de control:
– Producción de xilitol a través de una ruta biológica
• Diseño del proceso de producción de isosorbida apartir de sorbitol.
37
¿Qué más se ha hecho?

Seminario grupo biocombustibles
En qué se está trabajando
• Producción de Acetona, Butanol y Etanol
– Desarrollo e implementación de modelos matemáticospara la simulación del proceso de producción.
– Actividades en el laboratorio para la colección de datosnecesarios en el desarrollo de modelos matemáticos.
• Producción de Ácido Poliláctico
– Desarrollo e implementación de modelos matemáticospara la simulación del proceso de producción.
– Experimentación para la colección de datos necesarios enel desarrollo o adecuación de modelos matemáticos.
38

Seminario grupo biocombustibles
Conclusión
• En esta presentación de mostró el uso sistemático de modelosmatemáticos para el análisis de diferentes tipos de los procesos deproducción de bioetanol y xilitol
– Generación de una plataforma computacional.
– Evaluación de diferentes esquemas de procesos de producción.
– Análisis de las incertidumbres en procesos de producción.
– Diseño de un proceso de producción: hacia una biorefinería
• Es necesario tener un equipo multidisciplinario en el diseño delproceso, debido a la complejidad intrínseca de los procesosbiológicos.
39

Seminario grupo biocombustibles
Gracias por su atención
40

Seminario grupo biocombustibles
Bibliografía
41
• Aden, A., Ruth, M., Ibsen, K., et al. (2002). Lignocellulosic biomass to ethanol process design and economics utilizing co-current dilute acidprehydrolysis and enzymatic hydrolysis for corn stover. National Renewable Energy Laboratory technical report. NREL/TP-510-32438.
• Demirbas, A. (2009). Biofuels. Securing the Planet’s Future Energy Needs, Springer-Verlag London Limited.
• Environmental Protection Agency. http://www.epa.gov/. Fecha de Consulta: 14 de Septiembre, 2013.
• Estimado Zafra 2012 (2012). http://www.campomexicano.gob.mx/azcf/reportes/reportes.php?tipo=ESTIMADO . Fecha de consulta: 14 de Septiembre,2013.
• European Climate Change Programme. http://ec.europa.eu/clima/policies/eccp/index_en.htm. Fecha de Consulta: 14 de Septiembre, 2013.
• Kadam, K.L. Rydholm, E.C. McMillan, J.D. (2004). “Development and Validation of a Kinetic Model for Enzymatic Saccharification of LignocellulosicBiomass”. Biotechnology Progress, 20, 698-705.
• Krishnan, M.S., Ho, N.W.Y., Tsao, G.T. (1999). “Fermentation Kinetics of Ethanol production from Glucose and Xylose by recombinant Saccharomyces1400(pLNH33)”. Applied biochemistry and biotechnology, 77-79, 373-388.
• Kyoto Protocol (1998). http://unfccc.int/kyoto_protocol/items/2830.php. Fecha de Consulta: 14 de Septiembre, 2013.
• Lavarack B.P., Griffin G.J. Rodman D., “The acid hydrolysis of sugarcane baggase hemicellulose to produce, xylose, arabinose, glucose and otherproducts”. Biomass Bioenergy. 23, 367-380 (2002).
• Ley General de Cambio Climático (2012). http://www.diputados.gob.mx/LeyesBiblio/pdf/LGCC.pdf. Fecha de Consulta: 14 de Septiembre, 2013.
• Morales-Rodriguez, R., Gernaey, K.V., Meyer, A.S., Sin, G. (2011a) “A Mathematical Model for Simultaneous Saccharification and Co-Fermentation”.Chinese Journal of Chemical Engineering. 19, 185-191.
• Morales-Rodriguez, R., Meyer, A.S., Gernaey, K.V., Sin, G. (2011b). “Dynamic Model-Based Evaluation of Process configuration for Integrated operationand Hydrolysis and Co-Fermentation for Bioethanol Production from Lignocellulose”. Bioresource Technology. 102, 1174-1184.
• Morales-Rodriguez, R., Meyer, A.S., Gernaey, K.V. & Sin, G. (2012a). “A Framework for Model-Based Optimization of Bioprocesses under Uncertainty:Lignocellulosic Ethanol Production Case”. Computers and Chemical Engineering (ISSN: 0098-1354), 42, 115-129.
• Morales-Rodríguez, R., Rodriguez-Gomez, D., Alvarado-Morales, M. & Lugo-Mendez, H.D. (2012b). “A Model-Based Process Configurations Comparisonfor Bioethanol Production from Lignocellulose Feedstocks”. 1° Congreso Internacional Sobre Biorefinerías. San José del Cabo, BJS, México. Páginas 544-550. ISBN: 978-607-441-200-0.
• Prospectiva de Energías Renovables 2013-2026 (2012). http://www.sener.gob.mx/res/PE_y_DT/pub/2012/PER_2012-2026.pdf. Fecha de Consulta: 14de Septiembre, 2013.
• Tochampa, W., Sirisansaneeyakul, S., Vanichsriratana, W., Srinophakun, P., Bakker, H.H.C., Chisti, Y., (2005). “A model of xylitol production by the yeastCandida mogii”, Bioprocess Biosyst Eng, Vol. 28, p. 175-183.

Seminario grupo biocombustibles
Análisis de los procesos de producción de bio-combustibles y bio-productos de alto valor
agregado a través del uso sistemático de modelos matemáticos
Ricardo Morales RodríguezDepartamento de Ingeniería de Procesos e Hidráulica, Universidad Autónoma Metropolitana-
Iztapalapa, Av. San Rafael Atlixco 186, C.P. 09340, México, D.F., México


















