AUTOMATIZACIONIND
400
Click here to load reader
Transcript of AUTOMATIZACIONIND

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 1 2009
TESIS “AUTOMATIZACIÓN
INDUSTRIAL”
QUE PARA OBTENER EL TÍTULO
DE INGENIERO EN ROBÓTICA
INDUSTRIAL.
OSCAR BULLÓN VILCHIS
98020874
SEPTIEMBRE 2009

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 2 2009
DEDICATORIAS
A MIS PADRES.
A MI ESPOSA.
A MI HERMANO.
POR TODO SU APOYO ECONÓMICO Y MORAL
DURANTE MI CARRERA PROFESIONAL.
POR SU COMPRENSIÓN.
POR SU PACIENCIA.
GRACIAS…

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 3 2009
ÍNDICE. I. ÍNDICE. II. JUSTIFICACIÓN…………………...…………..…………………........................01 III. INTRODUCCIÓN………………...…………………...……………………..........02 IV. OBJETIVO GENERAL…………………...…………………...…………………03 V. MARCO TEÓRICO……………...…………………...…………...........................03
CAPÍTULO I
FUNDAMENTOS DEL CONTROL AUTOMÁTICO INDUSTRIAL.
1.- Un poco de Historia, Aspectos Generales……………………...…………………..04
1.1 Ventajas del control automático……………………………………………...05 1.2 Cibernética e instrumentación………………………………………………..06 1.3 Definición de sistemas de control……………………………………………07 1.4 Ejemplos de sistemas de control……………………………………………..07 1.5 Variables y señales de medición……………………………………………..09
1.6 Definición de variable………………………………………………………..10 1.7 Clasificación de las variables………………………………………………...10 1.7.1 Variables térmicas……………………………………………………….10 1.7.2 Variables de radiación…………………………………………………..10 1.7.3 Variables de fuerza……………………………………………………...11 1.7.4 Variables de velocidad…………………………………………………..11 1.7.5 Variables de tiempo……………………………………………………..11 1.7.6 Variables geométricas…………………………………………………...11 1.7.7 Variables de propiedades físicas………………………………………...12 1.7.8 Variables de composición química……………………………………...12 1.7.9 Variables eléctricas……………………………………………………...12
1.8.- Clasificación por señal de medición………………………………………..13 1.8.1 Movimiento……………………………………………………………...13 1.8.2 Fuerza…………………………………………………………………...14
1.8.3 Señales eléctricas……………………………………………………….14 1.8.4 Señales de medición de tiempo modulado……………………………...15
2.- Función del control automático………………………………….…………………16 2.1 Clasificación de los sistemas de control………………………………….…..17
3.- El lazo realimentado………………………………………………………...............18 3.1 Definición de Realimentación…………………...………………………..….18 3.2 Características de la realimentación………………………………………….19 3.3 El actuador final……………………………………………………………...19 3.4 El proceso………………………………………………………………….…19 3.5 El controlador automático……………………………………………………19

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 4 2009
4.- Controlando el proceso………………………………………………….………….20 5.- Selección de la acción del controlador….………….………………………………22 6.- Variaciones………..…………………………….…………………………...............23
6.1 Relación del instrumento y el control de procesos…………………………...23 6.2 Señales de medición para las variables………………………………………24 6.3 Sistemas de control (lazo abierto y lazo cerrado).…………………………...26
7.- Características del proceso y controlabilidad………...…………………...............27 8.- Tipos de respuestas del controlador…………...…………………...………………28
8.1 El Control SI/NO……………………………………………………………..28 8.2 Acción Proporcional…………………………………………...……………..30 8.3 Acción Integral (o Reset)………………………………………………...…..33 8.4 Acción Derivativa………………………………...………………………….35 8.5 Conclusión………………………………...………………………………….37
9.- Instrumentación industrial……………………………………………..…………..38 9.1 Introducción………………………………………………………….………38 9.2 Definición de Instrumentación……………………………………………….39 9.3 Divisiones de la instrumentación…………………………………………….40 9.4 Evolución de la instrumentación en la industria……………………………..42 9.5 Aplicaciones de la instrumentación en la industria…………………………..46 9.6 Características de los Instrumentos…………………………………………..46 9.7 Clasificación de los Instrumentos……………………………………………47 9.8 Diagramas de Flujo…………………………………………………………..48 9.9 Transductores y Señales de Campo………………………………………......49 9.9.1 Transductores de resistencia variable…………………………………...50 9.9.2 Transductores de reactancia variable (capacitivos o inductivos)…….....51 9.9.3 Transductores generadores de carga…………………………………....51 9.9.4 Transductores generadores de tensión……………………………….....51 9.9.5 Transductores generadores de corriente………………………………...51 9.9.6 Transductores digitales……………………………………………….....52 9.10 Sistema de Adquisición de datos……………………………………………52
10.-Instrumentación industrial – Normas de representación de los instrumentos – Simbología…………………………………………………………………….………...54
10.1 Símbolos Generales…………………………………………………………54 10.2 Símbolos para Válvulas de Control…………………………………………54 10.3 Símbolos para Actuadores…………………………………………………..55 10.4 Símbolos de Autorreguladores……………………………………………...56 10.5 Símbolos de acción del actuador en caso de fallo de aire…………………..57 10.6 Símbolos de Elementos Primarios………………………………………….58 10.7 Símbolos de Sistemas Varios……………………………………………….65 10.8 Símbolos de Instrumentos…………………………………………………..69 10.9 Tabla de Identificación de Instrumentos……………………………………70 10.10 Simbología de Instrumentación Norma ISA……………………………...72
11.- Parámetros de instrumentos de medición en procesos…………………………..73 11.1 Medición del instrumento………………………………………………..…73 11.2 Error del instrumento…………………………………………………….....75 11.3 Alcance (span)………………………………………………………............75 11.4 Incertidumbre de la medida (uncertainty).……………………………….....76 11.5 Repetibilidad (repeteability)…………………………………………...……76

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 5 2009
11.6 Precisión (accuracy)……………………………………………………..….76 11.7 Fiabilidad…………………………………………………………………...77 11.8 Reproducibilidad o estabilidad…………………………..…….……………78 11.9 Sensibilidad (sensitivity)…………………………………..………………..78 11.10 Resolución o discriminación………………………………..……………..78 11.11 Campo de medida (range)………………………………………..………..78 11.12 Espacio muerto o banda muerta (dead zone o dead band)………..……….78 11.13 Umbral……………………………………………………………...……...79 11.14 Desplazamiento del cero……………………………………………..……79 11.15 Demora………………………………………………………..…………...79 11.16 Histéresis (Hysteresis)…………………………………………...………...79 11.17 Función de transferencia…………………………………………..………79 11.18 Calibración…………………………………………………………..…….79 11.19 Derivada……………………………………………………………..…….80 11.20 Temperatura de servicio………………………………………………..….80 11.21 Vida útil de servicio…………………………………………………….....80
12.- Instrumentación industrial. Conversión A/D……………………..……………...81 12.1 Muestreo y "aliasing"………………………..……………………………...82
13.- La Automatización Industrial……………………..……………...........................85
13.1 ¿Qué es la automatización?…………..……………………………..............85 13.2 Características de la automatización…..……………………………............86 13.3 Ventajas y desventajas de la automatización…………………………….....87
CAPÍTULO II
CONTROL CONVENCIONAL.
1.- Circuitos Eléctricos…………….……...…………………………………………….88
1.1 Definición de instalación eléctrica.….……..………………………………...89 1.2 Objetivos de una instalación….……………………………………………...90 1.3 Tipos de instalaciones eléctricas……………………………………..............91 1.4 Puesta a tierra………………………………………………………………...94 1.5 Pruebas de puesta a tierra…………………………………………….............95 1.6 Aprueba de explosión……………………………………………...................96 1.7 Seguridad Intrínseca…………………………………………….....................97
2.- Generalidades sobre el Control y Protección de Circuitos Eléctricos………………….…………………………………………………………......99
2.1 Controladores……………………….………………………………….…...99 2.1.1 Funciones del control…………………….……………………………100 2.1.2 Funciones de protección…………………….…………………………101 2.2 Tipos de controladores………………………………….…………………102 2.2.1 Controles Manuales…………………….……………………………...102

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 6 2009
2.2.2 Controles Semiautomáticos…………………….……………………...102 2.2.3 Controles Automáticos…………………….…………………………..102 2.3 Tipos de elementos de control………………………………….…………103 2.3.1 Elementos de mando…………………….………………………….....103 2.3.2 Elementos básicos…………………….……………………………….103 2.3.3 Elementos de salida…………………….……………………………...103 2.3.4 Elementos auxiliares…………………….…………………………….103 2.4 Dispositivos de control y protección………………………………….…..104 2.4.1 Interruptores y desconectadores……………………...………………..104 2.4.2 Pulsadores y Selectores………………………………………………..113 2.4.3 Contactores…………………….………………………………………113 2.4.4 Relevadores (control, tiempo, sobrecarga)…………………….………115 2.4.5 Arrancadores…………………….…………………………………….122
3.- Diseño de circuitos, Conexiones y Símbolos...........................................................124 3.1 Diagramas……………………….………………………………….….......124 3.1.1 Diagrama general de conexiones…………………….………………..124 3.1.2 Diagrama lineal o esquemático…………………….………………….125 3.1.3 Referencias cruzadas…………………….…………………………….130 3.2 Diseño de circuitos, conexiones y símbolos básicos de control.................131 3.2.1 Circuito de dos hilos…………………….……………………………..131 3.2.2 Circuito de tres hilos…………………….…………………………….132 3.2.3 Desarrollo de circuitos…………………….…………………………..133 3.2.4 Tablas de verdad…………………….………………………………...133
4.- Instalación y Protección de Circuitos Eléctricos de Control y Fuerza……...….134 4.1 Conductores alimentadores….………………………………….…...........136 4.1.1 Tipo de conductores…………………….……………………………..136 4.1.2 Calibre de Conductores…………………….………………………….137 4.1.3 Número de conductores en un tubo conduit…………………….……..137 4.1.4 Cálculo de conductores por caída de tensión…………………….……138 4.1.5 Cálculo de conductores para circuitos derivados……………………...142 4.1.6 Cálculo de conductores para circuitos alimentadores…………………142 4.2 Cálculo de protecciones contra sobrecarga…….………………………..143 4.3 Cálculo de protecciones contra cortocircuito…….……………………...145 4.3.1 Protección de circuitos derivados…………………….………………..145 4.3.2 Protección de circuitos alimentadores…………………….…………...147 4.4 Controladores y medios de desconexión…………………………………148 4.4.1 Controladores…………………….…………………………….……...148 4.4.2 Circuitos de control…………………….……………………………...148 4.4.3 Medios de desconexión…………………….………………………….149
5.- Arranque, Control y Protección de un Motor de CA…………………................150 5.1 Control de arranque de motores tipo jaula de ardilla….….....................152 5.1.1 Arranque a tensión plena…………………….………………………...152 5.1.2 Arranque a tensión reducida…………………….……………………..154 5.1.3 Arranque con resistencias primarias…………………….…………….155

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 7 2009
5.1.4 Arranque con autotransformador…………………….………………..157 5.1.5 Arranque estrella delta…………………….…………………………..161 5.1.6 Arranque con devanado bipartido…………………….……………….162 5.1.7 Inversión de rotación…………………….…………………………….164
CAPÍTULO III
CONTROL DIFUSO.
1.- Introducción a la Lógica Difusa...………………………………………………...165
1.1 Ejemplo 1 para entender ¿Qué es un Conjunto Difuso?…………………....168 1.2 Ejemplo 2 para entender ¿Qué es un Conjunto Difuso?……........................170
2.- Operaciones con conjuntos difusos. ………………………...................................171 2.1 Operación AND………………….………………………………….….......171 2.2 Operación OR………………….………………………………….…...........172 2.3 Operación NEGACIÓN…….………………………………….…...............172 2.4 Reglas de control difuso…….……………………………...….…................173
3.- Métodos de inferencia..............................................................................................174 4.- El Control Difuso………………………..................................................................174
4.1 Ejemplo de Aplicación de Control Difuso……………………….…............175 4.2 Características del control difuso………………………….…......................180 4.3 Aplicaciones de la lógica borrosa………………….….................................180
5.- Definiciones………………………...........................................................................181
CAPÍTULO IV
MEDICIÓN DE VARIABLES FÍSICAS: PRESIÓN, TEMPERATURA, NIVEL, FLUJO y PH.
1.- Necesidad de la Medición de Variables en la Industria……................................182 1.1 ¿Qué es una variable?……………………………………........................182 1.2 Importancia de la medición de las variables….........................................182 1.3 Variables más importantes en la industria química………………...........182
2.- Métodos de Medición para la Variable Presión………………...…......................183 2.1 Definición física de la presión……………………………….….................183 2.1.1 ¿Qué es la presión?…………………….………………………………183 2.1.2 Fuerza y masa…………………….……………………………………183 2.1.3 Fuerza y aceleración…………………….……………………………..185 2.1.4 Fuerza gravitacional………………….………………………………..187 2.1.5 Presión en sólidos y fluidos…………….……………………………...188 2.1.6 Presión y fuerza…………………….………………………………….189 2.1.7 Unidades de presión…………………….……………………………..191 2.1.8 Equivalencia entre unidades………….………………………………..191 2.1.9 Tipos de presiones…………………….……………………………….192

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 8 2009
2.1.10 Importancia de la presión en un proceso.…………………………….197 2.2 Clasificación de los métodos para la medición de la variable presión…198 2.2.1 Tipo equilibrio de presiones……….…………………………………..198 2.2.2 Tipo mecánico-elástico…………………….………………………….198 2.2.3 Tipo electrónico…………………….…………………………………198 2.3 Métodos de medición e instrumentos…………………….………………199 2.3.1 Barómetro de Torricelli………….…………………………...………..199 2.3.2 Tubo en " U "……………….………………………………................201 2.3.3 Tubo inclinado…………………….…………………………………..205 2.3.4 Tubo Bourdon…………………….……………………………...........207 2.3.5 Diafragma…………………….……………………………..................209 2.3.6 Cápsula…………………….……………………………......................211 2.3.7 Fuelle…………………….…………………………….........................213 2.3.8 Cables extensométricos y galgas dinamométricas…………….............215 2.3.9 Celdas capacitivas………….…………………………….....................217 2.3.10 Ionización………….……………………………................................219
3.- Métodos de Medición para la Variable Temperatura...........................................221 3.1 Definición física de la temperatura……………….………….…...............221 3.1.1 ¿Qué es la temperatura?…………………….…………………………221 3.1.2 Escalas de temperatura………….……………………………..............222 3.1.3 Conversión entre escalas de temperatura……………………………...224 3.1.4 Dilatación………….……………………………..................................225 3.1.5 Calor………….……………………………..........................................225 3.1.6 Propagación del calor………….……………………………................226 3.1.7 Importancia de la temperatura en un proceso……………………........228 3.2 Clasificación de los métodos para la medición de la variable Temperatura……………….…………………………………………………..229 3.2.1 Expansión de líquidos y dilatación de sólidos………………………...229 3.2.2 Sistemas termales…………………….……………………………......230 3.2.3 Termoeléctricos….………………………………..…………………...230 3.3 Métodos de medición e instrumentos…………………………………….231 3.3.1 Termómetro de mercurio………………………………………………231 3.3.2 Termómetro de alcohol…………….…………………………….........231 3.3.3 Termómetro bimetálico………………………………………………..234 3.3.4 Sistemas termales……………………………………………………...237 3.3.5 Termoresistencia….…………………………………………………...240 3.3.6 Termopar….…………………………………………………………...244 3.3.7 Pirómetros de radiación………………………………………………..248
4.- Métodos de Medición para la Variable Nivel……………….................................251 4.1 Definición física del nivel………………………………………………….251 4.1.1 ¿Qué es el nivel?…………………….………………………………...251 4.1.2 Unidades de nivel…………………….…………………………..........251 4.1.3 Tipos de recipientes…………………….……………………………...252 4.1.4 Importancia del nivel en un proceso…………………….…………….252 4.2 Clasificación de los métodos para la medición de la variable nivel…….253 4.2.1 Directos…………………….………………………………………….253

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 9 2009
4.2.2 Indirectos…………………….………………………….......................253 4.3 Métodos de medición e instrumentos…………………………………….254 4.3.1 Regla graduada…………………….…………………………………..254 4.3.2 Tubos y mirillas de vidrio…………………….……………………….256 4.3.3 Flotadores…………………….………………………………………..258 4.3.4 Por presión hidrostática…………………….………………………….260 4.3.5 Por burbujeo…………………….……………………………………..272 4.3.6 Por cuerpos desplazados…………………….………………………...275 4.3.7 Por cables extensométricos y galgas dinamométricas.……………….278 4.3.8 Por capacitancia…………………….…………………………………280 4.3.9 Por ultrasonido…………………….…………………………………..283 4.3.10 Por radiación…………….…………………………………………...285
5.- Métodos de medición para la variable flujo…………………...............................287 5.1 Definición física del flujo….…....................................................................287 5.1.1 Tipos de flujo…………………….……………………………………287 5.1.2 Unidades de flujo…………………….……………..............................287 5.1.3 Importancia del flujo en un proceso……….…………………………..288 5.2 Clasificación de los métodos para la medición de la variable flujo.........288 5.2.1 Contadores volumétricos…………….………………………………...288 5.2.2 Medidores de caudal…………….…………………………………….289 5.3 Métodos de medición e instrumentos….…................................................291 5.3.1 Contador de volquete…………………….……………………………291 5.3.2 Contador de tambor……………….…………………………………...292 5.3.3 Contador de ruedas ovaladas………………….…………….................293 5.3.4 Contadores por aletas…………….……………....................................297 5.3.5 Contadores por turbina………………….……………..........................297 5.3.6 Medidor por presión diferencial………………….……………............300 5.3.7 Medición por rotámetro………….…………….....................................306 5.3.8 Medición magnético inductiva……………….……………..................309 5.3.9 Medición ultrasónica……………….…………….................................312 5.3.10 Medición másica……………….…………….....................................314 5.3.11 Medición por Vórtex…………………….…………….......................315
6.- Métodos de Medición para la Variable PH……..…………..................................317
6.1 Definición física del ph….…........................................................................317 6.1.1 Valores de ph y soluciones………………….…………………………317 6.1.2 Base y ácido…………………….……………......................................317 6.1.3 Relación de mV - pH……….……….……...……………………..…...318 6.1.4 Importancia del ph en un proceso……….…………………………….318 6.2 Clasificación de los métodos para la medición de la variable ph.............319 6.2.1 Por papel indicador…………….……………………………………...319 6.2.2 Por mV…………….…………………………………………………..319 6.3 Métodos de medición e instrumentos….…................................................320 6.3.1 Potenciométrico……………….……………………………………….320

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 10 2009
CAPÍTULO V
RECOPILACIÓN DE ARTÍCULOS TÉCNICOS INDUSTRIALES MODERNOS.
1.- Arquitectura Integrada de Procesos …………………..........................................324 2.- Automatización Buses de Campo…………………................................................328 3.- Automatización y Seguridad....................................................................................330 4.- Comunicaciones y Transmisiones de Protocolos Industriales sobre Ethernet...333 5.- Control Industrial Evolución de los Sistemas de Control.....................................338 6.- Control Industrial Desde la lógica Cableada a los Micro Automatismos...........341 7.- Devicenet....................................................................................................................344 8.- Introducción Histórica del Control Automático....................................................347 9.- Norma OHSAS 18.001..............................................................................................350 10.- Profinet....................................................................................................................353 11.- Protocolos de Comunicación Industrial...............................................................356 12.- Redes Industriales Profibus...................................................................................360 13.- Redes Uso de la Tecnología GSM..........................................................................363 14.- Sistemas SCADA.....................................................................................................366 15.- Soluciones de Visualización para la Industria.....................................................376
ÍNDICE DE IMÁGENES. BIBLIOGRAFÍA.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 11 2009
1.- JUSTIFICACIÓN. Es necesaria la comprensión del principio del control automático en la ingeniería moderna, por ser su uso tan común como el uso de los principios de electricidad o termodinámica, siendo por lo tanto, una parte de primordial importancia dentro de la esfera del conocimiento de ingeniería. También son tema de estudio los aparatos para control automático, los cuales emplean el principio de realimentación para mejorar su funcionamiento. Una máquina moderna se compone de tres partes distintas fundamentales: 1. La máquina propiamente dicha; diseñada para realizar una determinada tarea o tipo de trabajo. 2. El motor, que es seleccionado de acuerdo con los requisitos de la máquina en cuanto a carga, ciclo de servicio, y tipo de funcionamiento. 3. El sistema de control, que depende de los requisitos de funcionamiento de la máquina y del motor. Por ejemplo: Es necesario que la máquina arranque, funcione durante algún tiempo, realice algunas funciones automáticas, se pare durante algunos segundos, y luego repita el ciclo. Aplicados a los motores, los controles realizan varias funciones, tales como las de arranque, aceleración, regulación de velocidad, regulación de potencia, protección inversión y parada. Cada elemento del equipo utilizado para regular o gobernar las funciones de una máquina o un motor se llama componente de control. El principio del control automático o sea el empleo de una realimentación o medición para accionar un mecanismo de control, es muy simple. El mismo principio del control automático se usa en diversos campos, como control de procesos químicos y del petróleo, control de hornos en la fabricación del acero, control de máquinas herramientas, y en el control y trayectoria de un proyectil. El uso de las computadoras analógicas y digitales ha posibilitado la aplicación de ideas de control automático a sistemas físicos que hace apenas pocos años eran imposibles de analizar o controlar. El control automático de procesos se usa fundamentalmente porque reduce el costo de los procesos industriales, lo que compensa con creces la inversión en equipo de control. Además hay muchas ganancias intangibles, como por ejemplo la eliminación de mano de obra pasiva, la cual provoca una demanda equivalente de trabajo especializado. La eliminación de errores es otra contribución positiva del uso del control automático.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 12 2009
2.- INTRODUCCIÓN.
El control automático de procesos es parte del progreso industrial desarrollado durante lo que ahora se conoce como la segunda revolución industrial. El uso intensivo de la ciencia de control automático es producto de una evolución que es consecuencia del uso difundido de las técnicas de medición y control .Su estudio intensivo ha contribuido al reconocimiento universal de sus ventajas.
Desde el inicio de la revolución industrial, en que la máquina se convirtió en una parte importante del proceso de producción, la electricidad ha sido el tipo de energía que permite que los procesos funcionen y se realice trabajo. Al principio las máquinas fueron gobernadas principalmente a mano e impulsadas desde un eje común de transmisión o de línea; que funcionaba continuamente y accionaba cada máquina mediante una correa cuando era necesario. Con el paso del tiempo se introdujo el motor eléctrico y las plantas industriales han utilizado un mayor número de máquinas que trabajan automáticamente.
El funcionamiento automático de una máquina se obtiene exclusivamente por la acción del motor y del control de la máquina. Algunas veces el control es totalmente eléctrico y otras veces es una combinación de control mecánico, eléctrico y electrónico.
Durante los últimos años el control industrial ha experimentado profundos cambios, entre los que destaca la aparición de la electrónica, que en la actualidad favorece la fabricación de automatismos complejos y que ha permitido a las empresas tener versatilidad en las funciones técnicas.
La palabra control significa gobierno, mando o regulación. Un sistema es un arreglo, conjunto o colección de cosas conectadas o relacionadas de manera que constituyan un todo.
Un sistema de control es un arreglo de componentes físicos conectados de tal manera que se pueda gobernar, dirigir o regular a sí mismo o a otro sistema.
¿Qué es el control automático? El control automático es el mantenimiento de un valor deseado dentro de una cantidad o condición, midiendo el valor existente, comparándolo con el valor deseado, y utilizando la diferencia para proceder a reducirla. En consecuencia, el control automático exige un lazo cerrado de acción y reacción que funcione sin intervención humana.
El elemento más importante de cualquier sistema de control automático es lazo de control realimentado básico. El concepto de la realimentación no es nuevo, el primer lazo de realimentación fue usado en 1774 por James Watt para el control de la velocidad de cualquier máquina de vapor. A pesar de conocerse el concepto del funcionamiento, los lazos se desarrollaron lentamente hasta que los primeros sistemas de transmisión neumática comenzaron a volverse comunes en los años 1940s, los años pasados han visto un extenso estudio y desarrollo en la teoría y aplicación de los lazos realimentados de control. En la actualidad los lazos de control son un elemento esencial para la manufactura económica y prospera de virtualmente cualquier producto, desde el acero hasta los productos alimenticios. A pesar de todo, este lazo de control que es tan importante para la industria está basado en algunos principios fácilmente entendibles.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 13 2009
3.- OBJETIVO GENERAL. El Objetivo de este trabajo es difundir los Principios Fundamentales del Control Automático, Control Convencional y Control Difuso Utilizados en el funcionamiento de la Maquinaría de Cualquier Tipo de Industria, ya sea Alimenticia, Automotriz, Metalmecánica, Farmacéutica o de Manufactura para facilitar la incorporación de alumnos sin experiencia laboral al área Industrial. 4.- MARCO TEÓRICO. El presente trabajo está estructurado de la siguiente manera: INDICE. JUSTIFICACIÓN. INTRODUCCIÓN. OBJETIVO GENERAL. DESARROLLO DEL PROYECTO: CAPITULO I. FUNDAMENTOS DEL CONTROL AUTOMÁTICO. CAPITULO II. CONTROL CONVENCIONAL. CAPITULO III. CONTROL DIFUSO. CAPITULO IV. MEDICIÓN DE VARIABLES FÍSICAS. CAPITULO V. RECOPILACIÓN DE ARTÍCULOS TÉCNICOS INDUSTRIALES MODERNOS. ÍNDICE DE IMAGENES. BIBLIOGRAFÍA.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 14 2009
CAPÍTULO I
FUNDAMENTOS DEL CONTROL AUTOMÁTICO INDUSTRIAL.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 15 2009
1.- UN POCO DE HISTORIA, ASPECTOS GENERALES.
La aplicación del principio de realimentación tiene sus comienzos en máquinas e instrumentos muy sencillos, algunos de los cuales se remontan a 2000 años atrás. El aparato más primitivo que emplea el principio de control por realimentación fue desarrollado por un griego llamado Ktsibios aproximadamente 300 años A.C. Se trataba de un reloj de agua como el mostrado en la figura el cual medía el pasaje del tiempo por medio de un pequeño chorro de agua que fluía a velocidad constante dentro de un recipiente. El mismo poseía un flotante que subía a medida que el tiempo transcurría. Ktsibios resolvió el problema del mantenimiento del caudal constante de agua inventando un aparato semejante al usado en los carburadores de los motores modernos. Entre el suministro de agua y el tanque colector había una regulación de caudal de agua por medio de una válvula flotante que mantenía el nivel constante. Si el nivel se elevaba (como resultado de un incremento en la presión de suministro por ejemplo), el flotante se elevaba restringiendo el caudal de agua en el recipiente regulador hasta que el flotante volvía al nivel específico. En el siglo IX el regulador de nivel o flotante es reinventado en Arabia. En este caso se usaba para mantener el nivel constante en los bebederos de agua. En el siglo XVI, en Inglaterra se usaba el principio de realimentación para mantener automáticamente las paletas de los molinos de viento en una posición normal a la dirección del viento. En el siglo XVII, en Inglaterra se inventaba el termostato que se aplicaba para mantener la temperatura constante de una incubadora.
FIGURA 1.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 16 2009
En primer uso del control automático en la industria parece haber sido el regulador centrífugo de la máquina de vapor de Watt en el año 1775 aproximadamente. Este aparato fue utilizado para regular la velocidad de la máquina manipulando el caudal de vapor por medio de una válvula. Por lo tanto, están presentes todos los elementos de realimentación. Aún cuando el principio de control por realimentación desde muchos años en la antigüedad, su estudio teórico aparece muy tarde en el desarrollo de la tecnología y la ciencia. El primer análisis de control automático es la explicación matemática del regulador centrífugo por James Clerk Maxwell en 1868. Más tarde la técnica del regulador se adjudicó a otras máquinas y turbinas y a principio del siglo XX comenzó la aplicación de reguladores y servomecanismos en reguladores de energía térmica al gobierno de buques. La primera teoría general sobre control automático, pertenece a Nyquist en el famoso artículo “Teoría de la regeneración”. Este estudio sentó las bases para la determinación de la estabilidad de sistemas sin necesidad de resolver totalmente las ecuaciones diferenciales. Otros desarrollos en servomecanismos y amplificadores eléctricos dieron origen a muchas técnicas de frecuencia y lugar geométrico que se usan hoy en día. Las aplicaciones generales al control de procesos no comenzaron hasta la década de los años ’30. Las técnicas de control se consagraron rápidamente, tal es así que ya en los años ’40 funcionaban redes de control relativamente complejas. En casi todas las fases de procesos industriales se utilizan aparatos de control automático. Se usan corrientemente en: 1- Industrias de procesamiento como la del petróleo, química, acero, energía y alimentación para el control de la temperatura, presión, caudal y variables similares. 2- Manufactura de artículos como repuestos o partes de automóviles, heladeras y radio, para el control del ensamble, producción, tratamiento térmico y operaciones similares. 3- Sistemas de transporte, como ferrocarriles, aviones, proyectiles y buques. 4- Máquinas herramientas, compresores y bombas, máquinas generadoras de energía eléctrica para el control de posición, velocidad y potencia. 1.1 Ventajas del Control Automático. Algunas de las muchas ventajas del control automático, ya muy difundidas, son las siguientes: a) Aumentó en la cantidad o número de productos. b) Mejora de la calidad de los productos. c) Economía de materiales. d) Economía de energía o potencia. e) Economía de equipos industriales. f) Reducción de inversión de mano de obra en tareas no especializadas.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 17 2009
Estos factores generalmente contribuyen a aumentar la productividad. La difusión de la aplicación del control automático en la industria ha creado la necesidad de elevar el nivel de la educación de un sector de obreros semiespecializados, capacitándolos para desempeñar tareas de mayor responsabilidad: el manejo y mantenimiento de equipos e instrumentos de control. 1.2 Cibernética e instrumentación. La ciencia de la cibernética e instrumentación se ocupa de los fenómenos de comunicación y control en la naturaleza, las máquinas o el hombre. Hay dos sectores de trabajo en el campo de la instrumentación e información. a) Estudio de la teoría de comunicación e información. b) Estudio de la teoría de control y realimentación. Las leyes importantes de comunicación y control tratan de la información concerniente al estado y comportamiento de los sistemas y no se ocupan de la energía o de la transferencia de energía dentro del sistema. El uso de la energía es del orden secundario para el propósito principal de control o comunicación. La teoría de la comunicación e información se basa en el concepto de que todas las ideas pueden expresarse en mensajes traducibles al lenguaje común. La cantidad de información puede ser definida y por lo tanto se puede medir, y en consecuencia, se puede enunciar que gobierna la transmisión de la información. La tecnología de la medición, telemetría, televisión, estructura del lenguaje, sistemas numéricos y computación automática, emplean las ideas básicas de información y manejo y procesamiento de datos. El campo del control automático desde el punto de vista práctico se puede dividir en tres secciones: a) Control de procesos que involucran cambios químicos y de estado. b) Control de manufactura que involucra cambio de forma. c) Control de posición fundamentalmente, con niveles de potencia por encima de unos pocos Watt.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 18 2009
1.3 Definición de Sistemas de control. Definición de sistema: a) Un “sistema” es un ordenamiento, conjunto o colección de cosas conectadas o relacionadas de manera que constituyan un todo. b) Un “sistema” es un ordenamiento de componentes físicos conectados o relacionados de manera que formen una unidad completa para que puedan actuar como tal. La palabra “control” generalmente se usa para designar regulación, dirección o comando”. Al combinar las definiciones anteriores se tiene: Un sistema de control es un ordenamiento de componentes físicos conectados de tal manera que el mismo pueda comandar, dirigir o regularse a sí mismo o a otro sistema. En el sentido más abstracto es posible considerar cada objeto físico como un sistema de control. Cada cosa altera su medio ambiente de alguna manera, activa o positivamente. El caso de un espejo que dirige un haz de luz que incide sobre él, puede considerarse como un sistema elemental de control, que controla el haz de luz de acuerdo con la relación “el ángulo de reflexión es igual al ángulo de incidencia”. En la ingeniería y en la ciencia se restringe el significado de sistemas de control al aplicarlo a los sistemas cuya función principal es comandar, dirigir, regular dinámica o activamente. El sistema ilustrado en la figura 2, que consiste en un espejo pivoteado en uno de sus extremos y que se puede mover hacia arriba o hacia abajo por medio de un tornillo en el otro extremo, se denomina propiamente un sistema de control. En ángulo de la luz reflejada se regula por medio del tornillo. 1.4 Ejemplos de sistemas de control. Los sistemas de control abundan en el medio ambiente del hombre. Antes de mostrar esto, se definirán los términos entrada y salida que ayudarán a identificar o definir al sistema de control. La entrada es el estímulo o la excitación que se aplica a un sistema de control desde una fuente de energía externa, generalmente con el fin de producir de parte del sistema de control, una respuesta especificada.
FIGURA 2.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 19 2009
La salida es la respuesta obtenida del sistema de control. Puede no ser igual a la respuesta especificada que la entrada implica. El objetivo del sistema de control generalmente identifica o define la entrada y la salida. Dadas éstas es posible determinar o definir la naturaleza de los componentes del sistema. Los sistemas de control pueden tener más de una entrada o salida. Existen tres tipos básicos de sistemas de control: 1. Sistemas de control hechos por el hombre. 2. Sistemas de control naturales, incluyendo sistemas biológicos. 3. Sistemas de control cuyos componentes están unos hechos por el hombre y los otros son naturales. Ejemplo 1. Un conmutador eléctrico es un sistema de control (uno de los más rudimentarios) hecho por el hombre, que controla al flujo de electricidad. Por definición, el aparato o la persona que actúa sobre el conmutador no forma parte de este sistema de control. La entrada la constituye la conmutación del dispositivo tanto hacia el estado de conducción como hacia el de corte. La salida la constituye la presencia o ausencia del flujo (dos estados) de electricidad. Ejemplo 2. Un calentador o calefactor controlado por medio de un termostato que regula automáticamente la temperatura de un recinto. La entrada de este sistema es una temperatura de referencia, (generalmente se especifica graduando el termostato convenientemente). La salida es la temperatura del recinto. Cuando el termostato detecta que la salida es menor que la entrada, el calefactor produce calor hasta que la temperatura del recinto sea igual a la entrada de referencia. Entonces, el calefactor se desconecta automáticamente. Ejemplo 3. La indicación de un objeto con un dedo requiere de un sistema de control biológico constituido principalmente por los ojos, el brazo, la mano, el dedo y el cerebro de un hombre. La entrada es la dirección precisa del objeto (en movimiento o no) con respecto a una referencia, y la salida es la dirección que se indica con respecto a la misma referencia.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 20 2009
1.5.- Variables y señales de medición. Toda industria que maneja procesos requiere cuantificar las cantidades de productos que entran o salen de un recipiente, tubería o sencillamente de un espacio limitado por bordes virtuales, en plantas de procesos por lo general hay que medir también las propiedades (temperatura, presión, masa, densidad, etc.). La medición de las cantidades involucradas permite controlar el proceso, agregando otro componente a la mezcla, reduciendo o incrementando la temperatura y/o la presión, en fin, permite tomar decisiones acerca del paso siguiente para lograr un objetivo. La cuantificación de las cantidades se realiza a través de dispositivos que emiten señales dependientes por lo general del cambio en la cantidad involucrada, definiéndose entonces la señal como un estímulo externo o interno a un sistema que condiciona su comportamiento. Matemáticamente la señal se representa como una función de una o más variables independientes que contienen información acerca de la naturaleza o comportamiento de algún fenómeno, los sistemas responden a señales particulares produciendo otras señales. Para citar un ejemplo cotidiano, cuando el conductor de un automóvil presiona el pedal del acelerador, el automóvil responde incrementando la velocidad del vehículo. En este caso, el sistema es el automóvil, la presión sobre el pedal del acelerador es la entrada del sistema y la velocidad del automóvil es la respuesta.
Representación gráfica de señales de (a) tiempo continuo y (b) tiempo discreto
FIGURA 3.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 21 2009
1.6.- Definición de variable. Las cantidades o características que se miden (las cuales sirven de base de control) se denominan variables, frecuentemente reciben el nombre de variables de medición, variables de instrumentación o variables de proceso. Existen variables dependientes e independientes. 1.7.- Clasificación de las variables. Las características que se miden, las variables de medición, se han clasificado según el campo al cual están dedicados, así entonces se pueden establecer: 1.7.1 Variables térmicas. Las variables térmicas se refieren a la condición o carácter de un material que depende de su energía térmica. Para cuantificar la energía térmica de un material se requiere conocer las condiciones: - Temperatura: Se define como la condición de un cuerpo o material que determina la transferencia de calor hacia o desde otros cuerpos. - Calor específico: Es la propiedad de un cuerpo que define la relación entre el cambio de temperatura y la variación del nivel de energía térmica. - Variables de energía térmica: Se evalúan a partir de la entalpía y entropía relacionadas con la energía térmica total y la disponible en un cuerpo. - Valor calorífico: Representa la característica de un material que determina la cantidad de energía térmica (calor) que se produce o absorbe por un cuerpo sometido a condiciones específicas. 1.7.2 Variables de radiación. Las variables de radiación se refieren a la emisión, propagación y absorción de energía a través del espacio o de algún material en la forma de ondas; y por extensión, la emisión, propagación y absorción corpuscular. Deben incluir las variables fotométricas (color, brillo, reflectancia, etc.) relacionadas con la luz visible y las variables acústicas que incluyen los sonidos perceptibles y las ondas imperceptibles que se propagan a través de cualquier medio, tales como las ondas ultrasónicas. - Radiación nuclear: Es la radiación asociada con la alteración del núcleo del átomo. - Radiación electromagnética: El espectro de radiación electromagnética incluye la energía radiante desde la emisión a frecuencias de potencia pasando por las bandas de transmisión de radio; calor radiante, luz infrarroja, visible y ultravioleta y los rayos X y cósmicos. Una forma de radiación electromagnética son los rayos gamma procedentes de fuentes de suministro nucleares.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 22 2009
1.7.3 Variables de fuerza. Las variables de fuerza son aquellas cantidades físicas que modifican la posición relativa de un cuerpo, la modificación puede incluir hasta la alteración de las dimensiones en forma permanente (deformaciones plásticas) o en forma transitoria (deformaciones elásticas), las fuerzas pueden tener un carácter estático (peso propio) o dinámico, pueden producir desplazamientos y/o deformaciones lineales, flexionantes y/o torsionantes. Las cargas que representan interés son las fuerzas totales, momentos flexionantes, momentos o par de torsión, la presión o vacío (variable dependiente de la fuerza y del área sobre la que actúa). 1.7.4 Variables de velocidad. Estas variables están relacionadas con la velocidad a la que un cuerpo se mueve hacia o en dirección opuesta a un punto de referencia fijo. El tiempo siempre es uno de los componentes de la variable velocidad, el término velocidad se asocia a un fluido a través del flujo o caudal, en caso de cuerpos se puede apreciar la rapidez con que el cuerpo recorre una medida por unidad de tiempo, la medida puede ser lineal o angular. La variable velocidad puede también cambiar en el tiempo dando origen a otra variable representada por la aceleración. Las variables de cantidad se refieren a la cantidad total de material que existe dentro de ciertos límites específicos, así por ejemplo: la masa es la cantidad total de materia dentro de límites específicos. En este caso, el peso es la medida de la masa en base a la atracción de la gravedad. 1.7.5 Variables de tiempo. Las variables de tiempo son las medidas del lapso transcurrido, es la duración de un evento en unidades de tiempo, la cantidad de periodos que se repiten en una unidad de tiempo se define como la frecuencia, la cual por lo general se mide en Hertz. 1.7.6 Variables geométricas. Estas se refieren a la posición o dimensión de un cuerpo. Las variables geométricas están relacionadas con el estándar fundamental de longitud. Se puede apreciar como variable la posición de un cuerpo con respecto a una referencia, se puede dimensionar un cuerpo tomando la distancia relativa entre dos puntos, se puede determinar la superficie de un cuerpo partiendo del área encerrada por al menos tres puntos de distancias entre sí conocida. Se puede apreciar la forma, el contorno según la localización relativa de un grupo de puntos representativos de la superficie que se mide. Dentro de las variables geométricas debe considerarse al nivel de un líquido o sólido representado por la altura o distancia desde la referencia base.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 23 2009
1.7.7 Variables de propiedades físicas. Las variables de propiedades físicas se refieren a las propiedades físicas de sustancias, sin considerar aquellas que están relacionadas con la masa y la composición química. Por ejemplo: - Densidad y Peso Específico: Por definición la densidad es la cantidad de masa de una materia contenida en una medida de volumen unitario, mientras que el peso específico es la relación entre la densidad del material y la densidad del agua a condiciones especificadas. - Humedad: Es la cantidad de vapor de agua en la atmósfera. La humedad absoluta es el peso de agua en la unidad de volumen, en algunas ocasiones se expresa en términos de la presión del vapor de agua. La humedad relativa es la relación entre la presión existente del vapor de agua en cierta atmósfera y la presión del vapor de agua saturado a la misma temperatura. El contenido de humedad es la cantidad de agua libre que se encuentra en una sustancia. - Viscosidad: Es la resistencia que ofrece un fluido a su deformación por corte. - Características estructurales: Son las propiedades cristalinas, mecánicas o metalúrgicas de las sustancias. Dureza, ductilidad, estructura metalúrgica, etc. 1.7.8 Variables de composición química. Son las propiedades químicas de las sustancias referidas a su composición, a su acidez o alcalinidad. 1.7.9 Variables eléctricas. Las variables eléctricas son las necesarias para evaluar energía eléctrica, por ejemplo: diferencia de potencial eléctrico entre dos puntos, corriente eléctrica que circula por un conductor (impedancia), resistencia que ofrece un elemento al paso de corriente (resistividad), capacidad de un cuerpo en retener energía eléctrica (capacitancia) o inducir campos magnéticos (inductancia).

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 24 2009
1.8.- Clasificación por señal de medición. Para la mayoría de las mediciones el cambio en la variable que se mide se transforma en el cambio de alguna otra variable (señal de medición), la cual a su vez opera el dispositivo e inicia la acción de control o puede convertirse en una señal de medición. Así por ejemplo, la medición de flujo utilizando una placa orificio o un tubo Venturi (elemento primario) desarrolla una presión diferencial (señal de medición), la cual puede operar directamente un indicador, registrador o puede convertirse en una segunda señal de medición (neumática o eléctrica) que operará al dispositivo. La señal (analógica) eléctrica o neumática en los dispositivos modernos se convierte en una señal digital que a su vez puede enviarse a una computadora u otro dispositivo de control. La señal analógica se remite a un transductor que es un dispositivo que tiene la misión de recibir energía de una naturaleza eléctrica, mecánica, acústica, etc., y suministrar otra energía de diferente naturaleza, pero de características dependientes de la que recibió, como ejemplo: un convertidor analógico - digital (A/D C). El uso de señales de medición permite la medición de todas las diferentes variables mediante una combinación de transductores primarios especializados, junto con un número pequeño de sistemas de respuesta asociados con un pequeño número de señales de medición. Las señales de medición se incluyen dentro de diez divisiones sencillas: 1.8.1 Movimiento. Todas las manifestaciones del valor de la variable medida están basadas en alguna forma de movimiento, el cual es una entrada singular a los transductores, controladores, computadoras y otros sistemas de respuesta a la medición.
Ciclo de adquisición y tratamiento de señales de medición.
FIGURA 4.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 25 2009
- Movimiento mecánico: El desplazamiento de un indicador, plumilla de registro o de otro elemento sólido es la forma más usual del efecto que se mide. El movimiento mecánico (lineal o angular) se toma también como un efecto de entrada a otros sistemas de respuesta. - Desplazamiento líquido: Se emplea como manifestación en los termómetros con vástago de vidrio, los manómetros con tubo de vidrio y otros similares. También se emplea como señal de transmisión en los sistemas de termómetros llenos de líquido y de tubo metálico, y en otros sistemas. - Movimiento de una luz o haz de electrones: Se emplea como manifestación en los osciloscopios, oscilógrafos, galvanómetros de haz de luz y otros semejantes. También se utiliza como elemento sensible de posición en algunas aplicaciones donde se requiere que la fuerza de reacción del elemento sensible sea despreciable. 1.8.2 Fuerza. Es un tipo común de señal utilizada en la conversión, transmisión y utilización de las mediciones. • Fuerza mecánica total: Se usa con frecuencia como entrada de control, como elemento de conversión en los dispositivos de fuerzas balanceadas y para la transmisión de señales a distancias medidas en unidades de longitud. Se puede derivar y convertir en movimiento, o en presión diferencial o estática. • Presión: La fuerza por unidad de área en los fluidos es una señal de medición que se emplea para la transmisión de la medición. Se utiliza tanto como presión estática como la diferencial con valores que varían desde presiones diferenciales de pulgadas de agua, las cuales se desarrollan mediante una placa orificio, hasta presiones de 1.000 lb/pulg2 desarrolladas en sistemas con termómetro lleno de gas y sellados. Las presiones neumáticas que se aceptan como estándar son 3 a 15 lb/pulg2 (poco usual de 3 a 27 lb/pulg2) para la transmisión neumática de las señales de medición y control. 1.8.3 Señales eléctricas. Se dispone de transductores para transformar prácticamente todas las variables a las señales de medición eléctricas correspondientes, la cual, en la actualidad, en la casi totalidad de los instrumentos modernos se convierte en una señal digital que muestra una pantalla adicionada al instrumento o es enviada a una computadora para su evaluación, procesamiento y toma de decisiones. • Señal de voltaje o corriente: Las señales de voltaje o corriente tienen una relación fija entre la variable medida y la señal de voltaje o de corriente. • Señal de relación de voltaje y corriente: Las señales de relación de voltaje y corriente son aquellas en que la relación entre el voltaje y la corriente es la característica significativa de la señal de medición. Cuando el cambio en la variable que se mide produce un cambio de impedancia en el circuito de medición, la relación entre el voltaje y la corriente, o entre los voltajes o corrientes de entrada y de salida, define el valor medido.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 26 2009
1.8.4 Señales de medición de tiempo modulado. Para la transmisión de las mediciones, particularmente a grandes distancias se utiliza cierto número de señales de tiempo modulado del tipo “abierto - cerrado”. • Señal de duración de un pulso: Generalmente operan con la duración de un ciclo constante que varía entre 1 y 15 segundos, en donde la relación entre el tiempo que el circuito está cerrado y el tiempo en que el circuito se encuentra abierto, durante cada ciclo, se representa el valor de la variable. Las señales con duración de un pulso también se utilizan para la integración, sin que importe la distancia de transmisión. • Señal de frecuencia: La señal de la frecuencia representa el cambio del valor de la variable que se mide, se emplean con frecuencia para la transmisión de la medición, particularmente sobre circuitos portadores y circuitos radiotransmisores. La velocidad rotacional a veces se transforma a frecuencia como señal de medición, sin que tenga importancia la distancia de transmisión. • Señal de modulación de pulsos clave: La señal de medición puede ser simplemente la cuenta del número de pulsos dentro de cierto intervalo de tiempo, o puede ser una señal binaria totalmente codificada o decimal binaria. Los pulsos clave se utilizan frecuentemente en las computadoras digitales, en los registradores que operan con datos digitales.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 27 2009
2.- FUNCIÓN DEL CONTROL AUTOMÁTICO. La idea básica de lazo realimentado de control es más fácilmente entendida imaginando qué es lo que un operador tendría que hacer si el control automático no existiera.
La figura 5 muestra una aplicación común del control automático encontrada en muchas plantas industriales, un intercambiador de calor que usa calor para calentar agua fría. En operación manual, la cantidad de vapor que ingresa al intercambiador de calor depende de la presión de aire hacia la válvula que regula el paso de vapor. Para controlar la temperatura manualmente, el operador observaría la temperatura indicada, y al compararla con el valor de temperatura deseado, abriría o cerraría la válvula para admitir más o menos vapor. Cuando la temperatura ha alcanzado el valor deseado, el operador simplemente mantendría esa regulación en la válvula para mantener la temperatura constante. Bajo el control automático, el controlador de temperatura lleva a cabo la misma función. La señal de medición hacia el controlador desde el transmisor de temperatura (o sea el sensor que mide la temperatura) es continuamente comparada con el valor de consigna (set-point en Inglés) ingresado al controlador. Basándose en una comparación de señales, el controlador automático puede decir si la señal de medición está por arriba o por debajo del valor de consigna y mueve la válvula de acuerdo a ésta diferencia hasta que la medición (temperatura) alcance su valor final.
FIGURA 5.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 28 2009
2.1 CLASIFICACIÓN DE LOS SISTEMAS DE CONTROL. Los sistemas de control se clasifican en sistemas de lazo abierto y de lazo cerrado. La distinción la determina la acción de control, que es la que activa al sistema para producir la salida. Un sistema de control de lazo abierto es aquel en el cual la acción de control es independiente de la salida. Un sistema de control de lazo cerrado es aquel en el que la acción de control es en cierto modo dependiente de la salida. Los sistemas de control a lazo abierto tienen dos rasgos sobresalientes: a) La habilidad que éstos tienen para ejecutar una acción con exactitud está determinada por su calibración. Calibrar significa establecer o restablecer una relación entre la entrada y la salida con el fin de obtener del sistema la exactitud deseada. b) Estos sistemas no tienen el problema de la inestabilidad, que presentan los de lazo cerrado. Los sistemas de control de lazo cerrado se llaman comúnmente sistemas de control por realimentación (o retroacción). Ejemplo 1 Un tostador automático es un sistema de control de lazo abierto, que está controlado por un regulador de tiempo. El tiempo requerido para hacer tostadas, debe ser anticipado por el usuario, quien no forma parte del sistema. El control sobre la calidad de la tostada (salida) es interrumpido una vez que se ha determinado el tiempo, el que constituye tanto la entrada como la acción de control. Ejemplo 2 Un mecanismo de piloto automático y el avión que controla, forman un sistema de control de lazo cerrado (por realimentación). Su objetivo es mantener una dirección específica del avión, a pesar de los cambios atmosféricos. El sistema ejecutará su tarea midiendo continuamente la dirección instantánea del avión y ajustando automáticamente las superficies de dirección del mismo (timón, aletas, etc.) de modo que la dirección instantánea coincida con la especificada. El piloto u operador, quien fija con anterioridad el piloto automático, no forma parte del sistema de control.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 29 2009
3.- EL LAZO REALIMENTADO. El lazo de control realimentado simple sirve para ilustrar los cuatro elementos principales de cualquier lazo de control, (figura 6).
La medición debe ser hecha para indicar el valor actual de la variable controlada por el lazo. Mediciones corrientes usadas en la industria incluyen caudal, presión, temperatura, mediciones analíticas tales como pH, conductividad y muchas otras particulares específicas de cada industria. 3.1 Definición de Realimentación: Es la propiedad de una sistema de lazo cerrado que permite que la salida (o cualquier otra variable controlada del sistema) sea comparada con la entrada al sistema (o con una entrada a cualquier componente interno del mismo con un subsistema) de manera tal que se pueda establecer una acción de control apropiada como función de la diferencia entre la entrada y la salida. Más generalmente se dice que existe realimentación en un sistema cuando existe una secuencia cerrada de relaciones de causa y efecto ente las variables del sistema. El concepto de realimentación está claramente ilustrado en el mecanismo del piloto automático del ejemplo dado. La entrada es la dirección especificada, que se fija en el tablero de control del avión y la salida es la dirección instantánea determinada por los instrumentos de navegación automática. Un dispositivo de comparación explora continuamente la entrada y la salida. Cuando los dos coinciden, no se requiere acción de control. Cuando existe una diferencia entre ambas, el dispositivo de comparación suministra una señal de acción de control al controlador, o sea al mecanismo de piloto automático. El controlador suministra las señales apropiadas a las superficies de control del avión, con el fin de reducir la diferencia entre la entrada y la salida. La realimentación se puede efectuar por medio de una conexión eléctrica o mecánica que vaya desde los instrumentos de navegación que miden la dirección hasta el dispositivo de comparación.
FIGURA 6.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 30 2009
3.2 Características de la realimentación. Los rasgos más importantes que la presencia de realimentación imparte a un sistema son: a) Aumento de la exactitud. Por ejemplo, la habilidad para reproducir la entrada fielmente. b) Reducción de la sensibilidad de la salida, correspondiente a una determinada entrada, ante variaciones en las características del sistema. c) Efectos reducidos de la no linealidad y de la distorsión. d) Aumento del intervalo de frecuencias (de la entrada) en el cual el sistema responde satisfactoriamente (aumento del ancho de banda) e) Tendencia a la oscilación o a la inestabilidad.
3.3.- El Actuador Final. Por cada proceso debe haber un actuador final, que regule el suministro de energía o material al proceso y cambie la señal de medición. Más a menudo éste es algún tipo de válvula, pero puede ser además una correa o regulador de velocidad de motor, posicionador, etc.
3.4.- El Proceso. Los tipos de procesos encontrados en las plantas industriales son tan variados como los materiales que producen. Estos se extienden desde lo simple y común, tales como los lazos que controlan caudal, hasta los grandes y complejos como los que controlan columnas de destilación en la industria petroquímica.
3.5.- El Controlador Automático. El último elemento del lazo es el controlador automático, su trabajo es controlar la medición. “Controlar” significa mantener la medición dentro de límites aceptables. En éste trabajo, los mecanismos dentro del controlador automático no serán considerados. Por lo tanto, los principios a ser tratados pueden ser aplicados igualmente tanto para los controladores neumáticos como para los electrónicos y controladores de todos los fabricantes. Todos los controladores automáticos usan las mismas respuestas generales, a pesar de que los mecanismos internos y las definiciones dadas para estas respuestas pueden ser ligeramente diferentes de un fabricante al otro. Un concepto básico es que para que el control realimentado automático exista, es que el lazo de realimentación esté cerrado. Esto significa que la información debe ser continuamente transmitida dentro del lazo. El controlador debe poder mover a la válvula, la válvula debe poder afectar a la medición, y la señal de medición debe ser reportada al controlador. Si la conexión se rompe en cualquier punto, se dice que el lazo está abierto. Tan pronto como el lazo se abre, como ejemplo, cuando el controlador automático es colocado en modo manual, la unidad automática del controlador queda imposibilitada de mover la válvula. Así las señales desde el controlador en respuesta a las condiciones cambiantes de la medición no afectan a la válvula y el control automático no existe.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 31 2009
4.- Controlando el Proceso. Al llevar a cabo la función de control, el controlador automático usa la diferencia entre el valor de consigna y las señales de medición para obtener la señal de salida hacia la válvula. La precisión y capacidad de respuesta de estas señales es la limitación básica en la habilidad del controlador para controlar correctamente la medición. Si el transmisor no envía una señal precisa, o si existe un retraso en la medición de la señal, la habilidad del controlador para manipular el proceso será degradada. Al mismo tiempo, el controlador debe recibir una señal de valor de consigna precisa (set-point). En controladores que usan señales de valor de consigna neumática o electrónica generadas dentro del controlador, una falla de calibración del transmisor de valor de consigna resultará necesariamente en que la unidad de control automático llevará a la medición a un valor erróneo. La habilidad del controlador para posicionar correctamente la válvula es también otra limitación. Si existe fricción en la válvula, el controlador puede no estar en condiciones de mover la misma a una posición de vástago específica para producir un caudal determinado y esto aparecerá como una diferencia entre la medición y el valor de consigna. Intentos repetidos para posicionar la válvula exactamente pueden llevar a una oscilación en la válvula y en la medición, o, si el controlador puede sólo mover la válvula muy lentamente, la habilidad del controlador para controlar el proceso será degradada. Una manera de mejorar la respuesta de las válvulas de control es el uso de posicionadores de válvulas, que actúan como un controlador de realimentación para posicionar la válvula en la posición exacta correspondiente a la señal de salida del controlador. Los posicionadores, sin embargo, deberían ser evitados a favor de los elevadores de volumen en lazos de respuesta rápida como es el caso de caudal de líquidos a presión. Para controlar el proceso, el cambio de salida del controlador debe estar en una dirección que se oponga a cualquier cambio en el valor de medición.
La figura 7 muestra una válvula directa conectada a un control de nivel en un tanque a media escala. A medida que el nivel del tanque se eleva, el flotador es accionado para reducir el caudal entrante, así, cuanto más alto sea el nivel del líquido mayor será el cierre del ingreso de caudal.
FIGURA 7.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 32 2009
De la misma manera, a medida que el nivel cae, el flotante abrirá la válvula para agregar más líquido al tanque. La respuesta de éste sistema es mostrada gráficamente.
A medida que el nivel va desde el 0% al 100%, la válvula se desplaza desde la apertura total hasta totalmente cerrada. La función del controlador automático es producir este tipo de respuesta opuesta sobre rangos variables, como agregado, otras respuestas están disponibles para una mayor eficiencia del control del proceso.
FIGURA 8.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 33 2009
5.- SELECCIÓN DE LA ACCIÓN DEL CONTROLADOR. Dependiendo de la acción de la válvula, un incremento en la medida puede requerir incrementos o disminuciones del valor de salida para el control. Todos los controladores pueden ser conmutados entre acción directa o reversa. La acción directa significa que cuando el controlador ve un incremento de señal desde el transmisor, su salida se incrementa. La acción reversa significa que un incremento en las señales de medición hace que la señal de salida disminuya. Para determinar cuál de éstas salidas es la correcta, un análisis debe ser llevado a cabo en el lazo. El primer paso es determinar la acción de la válvula. En la figura 5, por razones de seguridad la válvula debe cerrar si existe un fallo en el suministro de aire de la planta. Por lo tanto, esta válvula deber ser normal abierta con aire, o normal cerrada sin aire. Segundo, considere el efecto de un cambio en la medición. Para incrementar la temperatura el caudal de vapor hacia el intercambiador de calor debería ser reducido, por lo tanto, la válvula deberá cerrarse. Para cerrarse ésta válvula, la señal del controlador automático hacia la válvula debe disminuir, por lo tanto el controlador requiere acción de disminución/incremento reversa. Si se eligiera la acción directa el incremento de señales desde el transmisor daría como resultado en un aumento del caudal de vapor, haciendo que la temperatura se incremente aún más. El resultado sería un descontrol en la temperatura. Lo mismo ocurriría en cualquier disminución de temperatura causando una caída de la misma. Una selección incorrecta de la acción del controlador siempre resulta en un lazo de control inestable tan pronto como el mismo es puesto en modo automático. Asumiendo que la acción correcta sea seleccionada en el controlador, ¿Cómo sabe el dispositivo cuando la salida correcta ha sido alcanzada? En la figura 7, por ejemplo, para mantener el nivel constante, el controlador debe manipular el ingreso de caudal igual al de salida, según se demande. El controlador lleva a cabo su trabajo manteniendo éste balance en un estado permanente, y actuando para restaurar este balance entre el suministro y la demanda cuando el mismo es modificado por alguna variación.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 34 2009
6.- VARIACIONES. Cualquiera de los siguientes tres eventos podría ocurrir requiriendo un caudal diferente para mantener el nivel en el tanque. Primero, si la posición de la válvula manual de salida fuera abierta ligeramente, entonces un caudal mayor saldría del tanque, haciendo que el nivel caiga. Este es un cambio bajo demanda, y para restaurar el balance, la válvula de entrada de caudal debe ser abierta para proveer un mayor ingreso de líquido. Un segundo tipo de condición de desbalance sería un cambio en el valor de consigna. El tercer tipo de variación sería un cambio en el suministro, si la presión de salida de la bomba se incrementara, aún si la válvula de entrada se mantuviera en su posición, el incremento de presión causaría un mayor caudal, haciendo que el nivel comience a elevarse. Al medir el incremento, el controlador de nivel debería cerrar la válvula en la entrada para mantener el nivel a un valor constante. De igual manera, cualquier controlador usado en el intercambiador de calor mostrado en la figura 5 debería balancear el suministro de calor agregado por el vapor con el calor arrastrado por el agua. La temperatura sólo se puede mantener constante si el caudal de calor entrante iguala al calor que sale. 6.1 Relación del instrumento y el control de procesos. La figura siguiente muestra cómo es posible controlar el proceso de giro de un motor al conocer la posición de salida sensada por la variación de la posición de un cursor sobre una resistencia variable. Otro forma simple es sensar la presión y/o temperatura de un proceso con las cuales se puede determinar a partir de la ecuación de estado la variable dependiente y comparar el valor obtenido con un valor de referencia (set point), de esta forma se puede alterar controlando con una válvula la entrada de más o menos vapor que dará incrementos de temperatura hasta alcanzar el valor de referencia. También simplemente se puede leer de un termómetro una temperatura que auxiliará al operador a tomar decisiones.
Ilustración del sensado de la variable desplazamiento.
FIGURA 9.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 35 2009
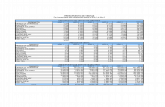
6.2 Señales de medición para las variables. La Tabla 1 ilustra las variables y las señales de medición apropiadas para cada caso, se incluyen notas aclaratorias.
TABLA 1.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 36 2009
Notas aclaratorias de la tabla 1. 1. La temperatura se mide por radiación. Todos los cuerpos radian y absorben energía de ondas electromagnéticas, dependiendo de su temperatura, la relación entre la temperatura y la radiación no implica el uso de algún transductor, sin embargo, la radiación se emplea para medir la temperatura, especialmente para las altas temperaturas. 2. La masa se mide casi siempre por el efecto de la gravedad, por su peso. 3. La humedad se mide por la temperatura del punto de rocío. Esto se aplica a la medición directa de la temperatura del agua pura cuya presión de vapor es igual a la presión de vapor que se va a medir y también a la presión del vapor del cloruro de litio saturado en elementos saturados con cloruro de litio. 4. No existe ningún transductor simple para la medición de calor específico, valor calorífico, entropía, entalpía y otras variables similares. Cualquiera de estas mediciones se derivan de cálculos basados en mediciones de otras variables, o se utiliza equipo especializado para mantener constantes cierto número de condiciones, en tal forma que una de las variables, por lo general, la temperatura, se altere en una relación predeterminada con respecto a los cambios de la variable que se mide. 5. Las variables fotométricas y acústicas incluyen diversas variables diferentes. El elemento sensible para la mayoría de las variables fotométricas es algún tipo de fotocelda. El elemento sensible para muchas de las variables acústicas es cierto tipo de micrófono. Ambas tienen salidas analógicas (eléctricas). La relación entre la variable, el elemento sensible, el equipo asociado y la señal de medición, varía con la medición en particular. 6. La dimensión y el contorno definidos como la posición relativa entre varios puntos, casi siempre se miden en términos de una posición en que el punto seleccionado de la dimensión o contorno mantiene cierta relación predeterminada con respecto a un punto de referencia en la posición del sistema de medición. 7. Las variables que se refieren a las características estructurales incluyen un grupo tan variado y amplio de tales factores que se haría demasiado extenso la discusión de una sola de las características estructurales. 8. Las variables de composición química se encuentran en el mismo caso que las variables de la nota anterior.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 37 2009
6.3 Sistemas de control (lazo abierto y lazo cerrado). Algunas aplicaciones de los instrumentos de medida pueden caracterizarse por tener esencialmente una función de monitorización. Los termómetros, barómetros y anemómetros sirven para ese propósito, simplemente indican la condición del medio ambiente y sus lecturas no sirven como función de control en sentido ordinario, al igual los medidores de agua, gas y electricidad del hogar cuentan las cantidades que se consumen de esos fluidos para poder cancelar el monto a pagar por el usuario. En el caso de las empresas que trabajan con elementos radioactivos, sus trabajadores deben llevar consigo una película que sirve para acusar la exposición acumulativa del portador. Todos estos elementos de medición reportan beneficios, pero no sirven para poder controlar procesos dinámicos como los empleados hoy por cualquier industria. En este caso, al sistema de control se le llama de lazo abierto, ejemplo de ello está ilustrado en la figura siguiente, el elemento final de control puede ser una válvula que se abre o cierra cuando se desea controlar el fluido.
Lazo abierto de control.
Cuando se desea controlar un proceso, se debe realizar una comparación de las medidas de salida (variable controlada) con las referencias deseada y ajustar entonces las variables de entrada para poder alcanzar la meta deseada. La figura siguiente ilustra un ciclo de lazo cerrado.
Lazo cerrado de control.
FIGURA 10.
FIGURA 11.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 38 2009
7.- CARACTERISTICAS DEL PROCESO Y CONTROLABILIDAD.
El controlador automático usa cambios en la posición del actuador final para controlar la señal de medición, moviendo el actuador para oponerse a cualquier cambio que observe en la señal de medición. La controlabilidad de cualquier proceso es función de lo bien que una señal de medición responde a éstos cambios en la salida del controlador; para un buen control la medición debería comenzar a responder en forma rápida, pero luego no cambiar rápidamente. Debido al tremendo número de aplicaciones del control automático, caracterizando un proceso por lo que hace, o por industria, es una tarea engorrosa. Sin embargo, todos los procesos pueden ser descritos por una relación entre las entradas y las salidas. La figura 12 ilustra la respuesta de la temperatura del intercambiador de calor cuando la válvula es abierta incrementando manualmente la señal de salida del controlador. Al comienzo, no hay una respuesta inmediata en la indicación de temperatura, luego la respuesta comienza a cambiar, se eleva rápidamente al inicio, y se aproxima al final a un nivel constante. El proceso puede ser caracterizado por dos elementos de su respuesta: El primero es el tiempo muerto (dead time en Inglés), o sea el tiempo antes de que la medición comience a responder, en éste ejemplo, el tiempo muerto se eleva debido a que el calor en el vapor debe ser conducido hasta el agua antes de que pueda afectar a la temperatura, y luego hacia el transmisor antes de que el cambio pueda ser percibido. El tiempo muerto es una función de las dimensiones físicas de un proceso y cosas tales como las velocidades de correas y regímenes de mezcla. Segundo, la capacidad de un proceso es el material o energía que debe ingresar o abandonar el proceso para cambiar las mediciones, es, por ejemplo, los litros necesarios para cambiar el nivel las calorías necesarias para cambiar la temperatura, o los metros cúbicos de gas necesarios para cambiar la presión. La medición de una capacidad es su respuesta para un paso de entrada. Específicamente, el tamaño de una capacidad es medida por una constante de tiempo, que es definido como el tiempo necesario para completar el 63% de su respuesta total. La constante de tiempo es una función del tamaño del proceso y del régimen de transferencia de material o energía .Para este ejemplo, cuanto más grande sea el tanque, y menor el caudal de vapor, mayor será la constante de tiempo. Estos números pueden ser de tan sólo algunos segundos, y tan largos como varias horas. Combinados con el tiempo muerto, los mismos definen cuanto tiempo lleva para que la señal responda a cambios en la posición de la válvula. Un proceso puede comenzar a responder rápidamente, pero no cambiar muy rápido si su tiempo muerto es pequeño y su capacidad muy grande. En resumen, cuanto mayor sea la constante de tiempo de la capacidad comparada con el tiempo muerto, mejor será la controlabilidad del proceso.
FIGURA 12.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 39 2009
8.- TIPOS DE RESPUESTAS DEL CONTROLADOR. La primera y más básica característica de la respuesta del controlador ha sido indicada como la acción directa o reversa. Una vez que esta distinción se ha llevado a cabo, existen varios tipos de respuestas que pueden ser usadas para controlar un proceso. Estas son:
• Control Si/No (ó On/Off con sus siglas en Inglés), o control de dos posiciones. • Control proporcional. • Acción integral (reset). • Acción derivativa.
8.1.- El CONTROL Si/No. El control SI/No es mostrado en la figura 13,
Para un controlador de acción reversa y una válvula del tipo presión para cerrar. El controlador Si/No tiene dos salidas que son para máxima apertura y para apertura mínima, o sea cierre. Para este sistema se ha determinado que cuando la medición cae debajo del valor de consigna, la válvula debe estar cerrada para hacer que se abra; así, en el caso en que la señal hacia el controlador automático esté debajo del valor de consigna, la salida del controlador será del 100%. A medida que la medición cruza el valor de consigna la salida del controlador va hacia el 0%. Esto eventualmente hace que la medición disminuya y a medida que la medición cruza el valor de consigna nuevamente, la salida vaya a un máximo. Este ciclo continuará indefinidamente, debido a que el controlador no puede balancear el suministro contra la carga. La continua oscilación puede, o puede no ser aceptable, dependiendo de la amplitud y longitud del ciclo. Un ciclo rápido causa frecuentes alteraciones en el sistema de suministro de la planta y un excesivo desgaste de la válvula.
FIGURA 13.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 40 2009
El tiempo de cada ciclo depende del tiempo muerto en el proceso debido a que el tiempo muerto determina cuanto tiempo toma a la señal de medición para revertir su dirección una vez que la misma cruza el valor de consigna y la salida del controlador cambia. La amplitud de la señal depende de la rapidez con que la señal de medición cambia durante cada ciclo. En procesos de gran capacidad, tales como cubas de calentamiento, la gran capacidad produce una gran constante de tiempo, por lo tanto, la medición puede cambiar sólo muy lentamente El resultado es que el ciclo ocurre dentro de una banda muy estrecha alrededor del valor de consigna, y este control puede ser muy aceptable, si el ciclo no es muy rápido. Por lejos el tipo más común de control usado en la industria es el Si/No. Sin embargo si la medición del proceso es más sensible a los cambios en el suministro, la amplitud y frecuencia del ciclo comienza a incrementarse, en algún punto el ciclo se volverá inaceptable y alguna forma de control proporcional deberá ser aplicada. De manera de estudiar los otros tres tipos de modos de control automático se usara respuesta de lazo abierto. Un lazo abierto significa que sólo la respuesta del controlador será considerada.
La figura 14 muestra un controlador automático con una señal artificial desde un regulador manual introducida como la medición. El valor de consigna es introducido normalmente y La salida es registrada. Con éste arreglo, las respuestas específicas del controlador a cualquier cambio deseado en la medición puede ser observada.
FIGURA 14.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 41 2009
8.2.- ACCIÓN PROPORCIONAL. La respuesta proporcional es la base de los tres modos de control, si los otros dos, acción integral (reset) y acción derivativa están presentes, éstos son sumados a la respuesta proporcional. “Proporcional” significa que el cambio presente en la salida del controlador es algún múltiplo del porcentaje de cambio en la medición. Este múltiplo es llamado “ganancia” del controlador. Para algunos controladores, la acción proporcional es ajustada por medio de tal ajuste de ganancia, mientras que para otros se usa una “banda proporcional”. Ambos tienen los mismos propósitos y efectos.
La figura 15 ilustra la respuesta de un controlador proporcional por medio de un indicador de entrada/salida pivotando en una de estas posiciones. Con el pívot en el centro entre la entrada y la salida dentro del gráfico, un cambio del 100% en la medición es requerido para obtener un 100% de cambio en la salida, o un desplazamiento completo de la válvula. Un controlador ajustado para responder de ésta manera se dice que tiene una banda proporcional del 100%. Cuando el pívot es hacia la mano derecha, la medición de la entrada debería tener un cambio del 200% para poder obtener un cambio de salida completo desde el 0% al 100%, esto es una banda proporcional del 200%. Finalmente, si el pívot estuviera en la posición de la mano izquierda y si la medición se moviera sólo cerca del 50% de la escala, la salida cambiaría 100% en la escala. Esto es un valor de banda proporcional del 50%. Por lo tanto, cuánto más chica sea la banda proporcional, menor será la cantidad que la medición debe cambiar para el mismo tamaño de cambio en la medición. O, en otras palabras, menor banda proporcional implica mayor cambio de salida para el mismo tamaño de medición. Esta misma relación está representada por la figura 16.
FIGURA 15.
FIGURA 16.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 42 2009
Este gráfico (figura 16) muestra cómo la salida del controlador responderá a medida que la medición se desvía del valor de consigna. Cada línea sobre el gráfico representa un ajuste particular de la banda proporcional. Dos propiedades básicas del control proporcional pueden ser observadas a partir de éste gráfico: Por cada valor de la banda proporcional toda vez que la medición sea igual al valor de consigna, la salida es del 50%. Cada valor de la banda proporcional define una relación única entre la medición y la salida. Por cada valor de medición existe un valor específico de salida. Por ejemplo, usando una línea de banda proporcional del 100%, cuando la medición está 25% por encima del valor de consigna, la salida del controlador deberá ser del 25%. La salida del controlador puede ser del 25% sólo si la medición esta 25% por encima del valor de consigna. De la misma manera, cuando la salida del controlador es del 25%, la medición será del 25% por encima del valor de consigna. En otras palabras, existe un valor específico de salida por cada valor de medición. Para cualquier lazo de control de proceso sólo un valor de la banda proporcional es el mejor. A medida que la banda proporcional es reducida, la respuesta del controlador a cualquier cambio en la medición se hace mayor y mayor. En algún punto dependiendo de la característica de cada proceso particular, la respuesta en el controlador será lo suficientemente grande como para controlar que la variable medida retorne nuevamente en dirección opuesta a tal punto de causar un ciclo constante de la medición. Este valor de banda proporcional, conocido como la última banda proporcional, es un límite en el ajuste del controlador para dicho lazo. Por otro lado, si se usa una banda proporcional muy ancha, la respuesta del controlador a cualquier cambio en la medición será muy pequeña y la medición no será controlada en la forma suficientemente ajustada. La determinación del valor correcto de banda proporcional para cualquier aplicación es parte del procedimiento de ajuste (tuning procedure) para dicho lazo. El ajuste correcto de la banda proporcional puede ser observado en la respuesta de la medición a una alteración.
La figura 17 muestra varios ejemplos de bandas proporcionales variadas para el intercambiador de calor.
FIGURA 17.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 43 2009
Idealmente, la banda proporcional correcta producirá una amortiguación de amplitud de cuarto de ciclo en cada ciclo, en el cual cada medio ciclo es ½ de la amplitud de medio ciclo previo. La banda proporcional que causará una amortiguación de onda de un cuarto de ciclo será menor, y por lo tanto alcanzará un control más ajustado sobre la variable medida, a medida que el tiempo muerto en el proceso decrece y la capacidad se incrementa. Una consecuencia de la aplicación del control proporcional al lazo básico de control es el offset. Offset significa que el controlador mantendrá la medida a un valor diferente del valor de consigna. Esto es más fácilmente visto al observar la figura 7. Note que si la válvula de carga es abierta, el caudal se incrementará a través de la válvula y el nivel comenzará a caer, de manera de mantener el nivel, la válvula de suministro debería abrirse, pero teniendo en cuenta la acción proporcional del lazo el incremento en la posición de apertura puede sólo ser alcanzado a un nivel menor. En otras palabras, para restaurar el balance entre el caudal de entrada y el de salida, el nivel se debe estabilizar a un valor debajo del valor de consigna (o setpoint). Esta diferencia, que será mantenida por el lazo de control, es llamada offset, y es característica de la aplicación del control proporcional único en los lazos de realimentación. La aceptabilidad de los controles sólo proporcionales dependen de si este valor de offset será o no tolerado, ya que el error necesario para producir cualquier salida disminuye con la banda proporcional, cuanto menor sea la banda proporcional, menor será el offset. Para grandes capacidades, aplicaciones de tiempo muerto pequeñas que acepten una banda proporcional muy estrecha, el control sólo proporcional será probablemente satisfactorio dado que la medición se mantendrá a una banda de un pequeño porcentaje alrededor del valor de consigna. Si es esencial que no haya una diferencia de estado estable entre la medición y el valor de consigna bajo todas las condiciones de carga, una función adicional deberá ser agregada al controlador.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 44 2009
8.3.- ACCIÒN INTEGRAL (o Reset). Esta función es llamada acción integral o reset. La respuesta del lazo abierto del modo reset es mostrada en la figura 18, que indica un escalón de cambio en algún instante en el tiempo. En tanto que la medición estuviera en su valor de consigna, no existiría ningún cambio en la salida debido al modo de reset en el controlador.
Sin embargo, cuando cualquier error exista entre la medición y el valor de consigna, la acción de reset hace que la salida comience a cambiar y continúe cambiando en tanto el error exista. Esta función, entonces, actúa sobre la salida para que cambie hasta un valor correcto necesario para mantener la medición en el valor de consigna a varias cargas y sea alcanzado. Esta respuesta es agregada a la banda proporcional del controlador según se muestra en la figura 19. El escalón de cambio en la medición primero produce una respuesta proporcional, y luego una respuesta de reset es agregada a la proporcional. Cuánto más acción de reset o integral exista en el controlador, mas rápido cambia la salida en función del tiempo. Entre las varias marcas de controladores, la salida de acción integral es medida de una o dos maneras, tanto en minutos por repetición, o en número de repeticiones por minuto. Para aquellos controladores que miden en minutos por repetición, el tiempo de reset es la cantidad de tiempo necesaria para que dicho modo repita la respuesta del lazo abierto causada por el modo proporcional para un paso de cambio de error. Así, para estos controladores, cuanto menor sea el número de reset, mayor será la acción del modo reset. En aquellos controladores que miden la acción de reset en repeticiones por minuto, el ajuste indica cuantas repeticiones de la acción proporcional son generados por el modo de reset en un minuto. Así, para dichos controladores cuanto mayor sea el número reset, mayor será la acción integral. El tiempo de reset es indicado en la figura 19.
FIGURA 18.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 45 2009
La correcta cantidad de acción reset depende de cuán rápido la medición puede responder al recorrido adicional de válvula que la misma causa. El controlador no debe comandar la válvula más rápido que el tiempo muerto en el proceso, permitiendo que la medición responda, o de otra manera la válvula ira a sus límites antes de que la medición pueda ser retornada nuevamente al valor de consigna. La válvula se mantendrá entonces en su posición extrema hasta que la medición cruce el valor de consigna en la dirección opuesta. El resultado será un ciclo de reset en el cual la válvula se desplaza de un extremo al otro a medida que la medición oscila alrededor del valor de consigna. Cuando el reset es aplicado en los controladores en procesos en serie en que la medición está alejada del valor de consigna por largos períodos entre series, el reset puede llevar la salida a un máximo resultando en una oscilación de reset. Cuando la próxima serie se inicie, la salida no alcanzará su máximo hasta que la medición cruce el valor de consigna produciendo grandes desviaciones. El problema puede ser prevenido mediante la inclusión de una “llave de serie” en el controlador.
FIGURA 19.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 46 2009
8.4.- ACCIÓN DERIVATIVA. La tercera respuesta encontrada en controladores es la acción derivativa. Así como la respuesta proporcional responde al tamaño del error y el reset responde al tamaño y duración del error, el modo derivativo responde a cuán rápido cambia el error. En la figura 20, dos respuestas derivativas son mostradas.
La primera es una respuesta a un corte en la medición alejada del valor de consigna. Para un escalón, la medición cambia en forma infinitamente rápida, y el modo derivativo del controlador produce un cambio muy grande y repentino en la salida, que muere inmediatamente debido a que la medición ha dejado de cambiar luego del escalón. La segunda respuesta muestra la respuesta del modo derivativo a una medición que está cambiando a un régimen constante. La salida derivativa es proporcional al régimen de cambio de éste error. Cuanto mayor sea el cambio, mayor será la salida debido a la acción derivativa. La acción derivativa mantiene ésta salida mientras la medición esté cambiando. Tan pronto como la medición deja de cambiar, esté o no en el valor de consigna, la respuesta debido a la acción derivativa cesará. Entre todas las marcas de controladores, la respuesta derivativa es comúnmente medida en minutos como se indica en la figura 21.
FIGURA 21.
FIGURA 20.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 47 2009
El tiempo derivativo en minutos es el tiempo que la respuesta proporcional del lazo abierto mas la respuesta derivativa está delante de la respuesta resultante del valor proporcional solamente. Así, cuanto más grande sea el número derivativo mayor será la respuesta derivativa. Los cambios en el error son un resultado de los cambios tanto en el valor de consigna como en la medición o en ambos. Para evitar un gran pico causado por los escalones de cambio en el valor de consigna, la mayoría de los controladores modernos aplican la acción derivativa sólo a cambios en la medición. La acción derivativa en los controladores ayuda a controlar procesos con constantes de tiempo especialmente grandes y tiempo muerto significativo, la acción derivativa es innecesaria en aquellos procesos que responden rápidamente al movimiento de la válvula de control, y no puede ser usado en absoluto en procesos con ruido en la señal de medición, tales como caudal, ya que la acción derivativa en el controlador responderá a los cambios bruscos en la medición que el mismo observa en el ruido. Esto causará variaciones rápidas y grandes en la salida del controlador, lo que hará que la válvula esté constantemente moviéndose hacia arriba o hacia abajo, produciendo un desgaste innecesario en la misma.
FIGURA 22.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 48 2009
8.5.- .CONCLUSIÓN. Se han descrito las respuestas a controladores de tres modos cuando los mismos son usados en el comando de lazos realimentados de mediciones industriales. El lector deberá tener un claro concepto de los siguientes puntos. 1. Para alcanzar el control automático, el lazo de control deberá estar cerrado. 2. Para tener una lazo realimentado de control estable, el ajuste más importante del controlador es la selección de la acción correcta, sea directa o inversa. La incorrecta selección de ésta acción hará que la salida del controlador sea inestable, y por lo tanto la selección correcta hará que la salida del controlador cambie de tal manera que el movimiento de la válvula se oponga a cualquier cambio en la medición detectada por el controlador. 3. El valor correcto de los ajustes de banda proporcional, reset, y tiempo derivativo dependen de las características del proceso, cabe mencionar que en los controladores actuales dichos valores se pueden detectar en forma automática, ya que el controlador dispone de un modo en que produce alteraciones controladas, y dentro de ciertos límites establecidos previamente por el operario, en la salida se miden los resultados del proceso para una cierta cantidad de ciclos de alteración, en base a éste comportamiento puede detectar cuál es el mejor conjunto de ajustes para controlar un proceso mediante el software interno del aparato. 4. La función del modo reset (también llamado acción integral) es para eliminar el offset. Si mucho valor de offset es usado es resultado será una oscilación de la medición cuando el controlador acciona la válvula de un extremo al otro. Si un valor muy bajo de reset es usado, el resultado será que la medición retorna al valor de consigna más lentamente que lo posible. 5. El modo derivativo se opone a cualquier cambio en la medición. Una acción derivativa muy pequeña no tiene efecto significativo, una acción con valores muy altos provoca una respuesta excesiva del controlador y un ciclo en la medición.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 49 2009
9.- INSTRUMENTACIÓN INDUSTRIAL. 9.1 Introducción. En todo el mundo existen necesidades entre los hombres, necesidades básicas o secundarias de distintos tipos como son la de vestirse, comer, transporte, medicamentos, distintos tipos de energías, calzado, herramientas, combustibles, etc. Estas necesidades son exigidas por toda la humanidad, por lo que hay que considerar a una gran cantidad de individuos a satisfacer. Es obvio entonces suponer que al ser la demanda tan grande sería imposible abastecer a todos a través de exclusivamente la mano de obra, como el trabajo de un artesano, ya que él sólo sacaría una baja producción, y que al juntar muchos más artesanos, igualmente sacarían una producción muy pobre. Por ello es necesario pensar en un medio capaz de lograr éste objetivo, además de brindar un producto de buena calidad, en la cantidad necesaria, económico y rápido de abastecer. Este medio que imaginamos es la industria, la cual aplica el trabajo del hombre en conjunto con la maquinaría para la elaboración de productos que satisfagan dichas necesidades. A principios del siglo XVIII se desarrollaron las primeras máquinas de vapor, y con ello las primeras fábricas modernas. Con el paso del tiempo, la investigación, utilización de nuevas energías y tecnologías, la industria se ha perfeccionado, logrando con esto la producción en serie y en cadena. La tecnología que se utiliza en las industrias modernas está compuesta en su mayoría de los avances logrados en las áreas de la informática y microelectrónica, lo que lleva a una demanda de personal altamente calificado para dar el servicio adecuado a todos los equipos que intervienen en la producción de este tipos de industrias. Está claro entonces que para lograr una calidad y cantidad competidoras en el mercado es necesario que las plantas de producción cuenten con equipos que favorezcan a este objetivo, y que al adquirirlos se requiere de prepararlos, probarlos, arrancarlos, operarlos y sobre todo mantenerlos funcionando de una forma óptima. Por estas razones es necesario contar con el personal dedicado a las siguientes actividades: la prueba, calibración y si es posible, la reparación de instrumentos, la detección de fallas en un equipo o sistema, la operación de equipos, la realización de instalaciones necesarias para el montaje de instrumentos en campo, atrás del tablero y frente al tablero principal y, actualmente con los innovadores equipos inteligentes, realizar su programación. Estas tareas son realizadas por los departamentos de instrumentación, a través de su personal: los instrumentistas.
FIGURA 23.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 50 2009
9.2 Definición de Instrumentación. La instrumentación, según nuestras experiencias, es: la selección y aplicación correcta de los equipos de medición, regulación y mando que intervienen dentro de un proceso de producción industrial. Cabe aclarar que dependiendo el giro que tenga la industria será la instrumentación que se pueda encontrar; la instrumentación que se maneja en la industria química es muy distinta a la del área metalmecánica, así como la de la industria automotriz, etc. Cada industria especializada tiene procesos muy particulares y la instrumentación aplicada es igualmente particular. Instrumentación: es el grupo de elementos que sirven para medir, controlar o registrar variables de un proceso con el fin de optimizar los recursos utilizados en éste. El instrumento más conocido y utilizado es el reloj, el cual nos sirve para controlar el uso eficaz de nuestro tiempo. En otras palabras, la instrumentación es la ventana a la realidad de lo que está sucediendo en determinado proceso, lo cual servirá para determinar si el mismo va encaminado hacia donde deseamos, y de no ser así, podremos usar la instrumentación para actuar sobre algunos parámetros del sistema y proceder de forma correctiva. La instrumentación es lo que ha permitido el gran avance tecnológico de la ciencia actual en casos tales como: los viajes espaciales, la automatización de los procesos industriales y muchos otros de los aspectos de nuestro mundo moderno; ya que la automatización es solo posible a través de elementos que puedan sensar lo que sucede en el ambiente, para luego tomar una acción de control preprogramada que actué sobre el sistema para obtener el resultado previsto.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 51 2009
9.3 Divisiones de la instrumentación. Como hasta ahora se ha mencionado, la instrumentación desempeña un papel importante en cualquier industria, por lo que es necesario conocer cuáles son sus divisiones generales y entender que actividades abarca cada división. Como se puede observar en la definición de instrumentación, ésta se divide básicamente en tres partes: medición, mando y regulación.
La instrumentación abarca estas tres grandes ramas en la industria por mera necesidad, ya que en los procesos de producción es necesario realizar mediciones para conocer que valor tiene cada variable como la presión, temperatura, nivel, flujo, pH, etc. A continuación daremos una breve explicación a lo que se dedica cada área. La Medición se define como: la comparación entre dos magnitudes del mismo tipo, tomando a una de ellas como unidad patrón. Por lo tanto, el área de medición en instrumentación es: aquella que se dedica a informar los valores de cualquier variable en un proceso. Aquí es donde la técnica y el equipo forman uno para lograr la medición, transmisión y monitoreo de señales que representan a las variables. Distintos instrumentos llamados sensores se dedican a medir o sensar a las distintas variables que intervienen en el proceso, estos generan distintas señales, cambios o deformaciones que son proporcionales a las variaciones sufridas por la variable, acoplándose éstos cambios del sensor a dispositivos mecánicos o hidráulicos para dar una indicación local o, de ser necesaria una medición remota, se convierten los cambios sufridos por el sensor a una señal normalizada neumática o electrónica, que es enviada hasta un cuarto de control donde se conecta a su instrumento respectivo (indicador, registrador, regulador, etc.) por la parte posterior del tablero principal. Así pues, es fácil de entender que la medición es una rama muy importante de la instrumentación ya que por medio de ella se conoce el valor que tiene cada variable y que según las condiciones (receta) del proceso, el operador deberá actuar.
Instrumentación
Medición Regulación Mando
Messen Stevern Regeln
Medir Controlar Regular
P L T
Proces Leit Technic
Procesos Control Tecnica FIGURA 24.
FIGURA 25.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 52 2009
La Regulación se define como: el “control o adaptación de una magnitud de salida a un valor constante o deseado en función de una magnitud de entrada”. En forma general, el área de regulación en la instrumentación es: aquella que pretende mantener en un valor constante o deseado a una variable, valiéndose de una medición y corrección continuas. La regulación se encarga de mantener en los valores deseados y establecidos a las variables en los procesos, por ejemplo, en un proceso de destilación básico, donde se requiere de separar 1 de 2 sustancias mezcladas por medio de su punto de ebullición, se requiere mantener constantes: flujo de entrada de la mezcla a la columna (carga), temperatura en el fondo de la columna y el domo, presión interior etc. La calidad del líquido destilado (su pureza) dependerá directamente de que éstas variables se mantengan en los valores preestablecidos, ya que de lo contrario; si aumenta el flujo de carga, habrá menos destilación y aumentará el nivel en el fondo de la columna, o, si disminuye el flujo, habrá un exceso de destilación e incluso la evaporación de la 2ª sustancia, y el nivel del fondo de la columna disminuirá; o si aumenta la temperatura, habrá un exceso de destilado y evaporación de la 2ª sustancia, un incremento en la presión interior de la columna, etc. Es claro que la regulación es imprescindible cuando se requiere de mantener constante a una variable ya que de lo contrario simplemente el proceso, cualquiera que éste sea, no será estable y el producto elaborado tendrá un margen de error bastante considerable, lo que representa una mala calidad. La última de las tres divisiones, el Mando, es una de las más aplicadas en cualquier industria. El mando se define como: “botón, llave u otro artificio que actúa sobre un mecanismo para iniciar, suspender o controlar su funcionamiento”. Para poder entender las actividades de esta división la podemos comparar con los interruptores que controlan el encendido y apagado de las lámparas de nuestra casa. Al oprimir el interruptor, estamos dando la orden o mandato de encender, y al volverlo a oprimir estamos dando
la orden o mandato de apagarse. Otro ejemplo sería el control que se tiene para el arranque y paro (encendido y apagado) automático de la bomba de agua para el llenado del tinaco, cuando se tiene una cisterna en casa. Cuando se detecta un bajo nivel en el tinaco, esta señal llega hasta una pequeña caja donde se manda el arranque de la bomba, inicia el llenado del tinaco hasta que llega a un nivel máximo que, igualmente se detecta y se envía una nueva señal a la misma caja que provoca el paro de la bomba. Conforme se consume agua por el uso diario que se le da, vuelve a bajar el nivel al mínimo y se repite el ciclo. Como es fácil de entender, en el mando, a diferencia de la medición y la regulación, el tipo de señales que se manejan solo pueden tener dos estados, estas señales son del tipo binario. Las señales manejadas en medición y regulación son del tipo analógico, ya que la señal puede tomar tantos estados como valores tome la variable. Así pues, en medición y regulación se manejan señales analógica, en mando solo señales binarias, y estas tres áreas son las que abarca la instrumentación industrial.
FIGURA 26.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 53 2009
9.4 Evolución de la instrumentación en la industria. Ahora que ya conocemos que es la instrumentación industrial, sería interesante echar un vistazo a la historia que le acompaña, ¿Qué cambios ha tenido desde hace ya algunos años a la fecha?. La industria ha cambiado mucho con el paso del tiempo ya que las mismas necesidades del hombre así se lo han exigido y los grandes avances tecnológicos lo han provocado. Pero las industrias antiguas no tenían la apariencia de las de hoy, ya que no contaban con el equipo, instalaciones, conocimientos y técnicas especializadas con las que hoy contamos. En aquel entonces el proceso de producción se llevaba manualmente casi en su totalidad a reserva de algunos instrumentos mecánicos como los reguladores de vapor. En esta primer etapa de la instrumentación, que en realidad casi no existía, era necesario realizar la mayoría de las mediciones por medio de los sentidos; si se requería de saber que nivel tenía un tanque, era necesario trasladarse hasta éste y prácticamente asomarse a él para obtener el dato. Las regulaciones de las variables se realizaban manualmente ya que en aquel entonces no existían los reguladores automáticos; por ejemplo, la temperatura se regulaba por medio de válvulas manuales, las cuales eran controladas por los operadores que guiaban el proceso, quienes, por mera práctica, ya sabían cuantas vueltas había que girar el maneral de la válvula para elevar o disminuir a cierta temperatura la sustancia que se estaba calentando. Esto traía con sigo muchos problemas como: el producto terminado no siempre tenía las mismas características, ya que en cada cambio de operador cambiaban los criterios de control; existían muchos errores en las mediciones ya que los instrumentos y métodos de medición no eran lo suficientemente precisos, saliéndose de los requerimientos del proceso y con ello, un producto terminado de mala calidad; demasiados errores y por ende, muchos gastos y, si a todo esto le sumamos que la producción era muy baja por ser casi artesanal, es fácil entender que en esta etapa de la instrumentación no existían muchas ventajas. Esta instrumentación la consideramos antes de los años 40’s ya que en el transcurso de esta década hubo evoluciones tecnológicas importantes.
FIGURA 27.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 54 2009
A partir de la 2ª guerra mundial, la industria y otras áreas se favorecieron de los avances tecnológicos logrados. Se inventaron nuevos instrumentos neumáticos, mecánicos e hidráulicos, y fue entonces cuando algunos instrumentos utilizaron la tecnología electrónica lograda en aquel entonces que dio paso a la era de los bulbos, dispositivos electrónicos de cristal, filamentos y placas cerradas al alto vacío que ayudaban al control y regulación de las corrientes electrónicas. En esta etapa (después de 1945 y antes de 1960 aproximadamente) de la instrumentación se inventó la primer computadora capaz de realizar complejas operaciones matemáticas en algunos minutos, cosa que a un grupo de científicos hubiese costado algunas semanas o incluso meses. Aquella máquina gigantesca fue nombrada ENIAC. Era un gran avance tecnológico, pero era una máquina muy compleja ya que la programación e interpretación de resultados se hacía prácticamente el lenguaje máquina (sistema binario), además, estaba compuesta por más de 18,000 bulbos que ocupaban la superficie de un campo de soccer en un edificio de dos plantas. La tecnología por bulbos era muy problemática ya que para poder arrancar ésta máquina era necesario esperar mucho tiempo para poder utilizarla ya que los bulbos requieren de un precalentamiento para poder operar, además eran elementos muy frágiles. Todos los bulbos estaban interconectados por medio de cables y, considerando la cantidad de bulbos, ya se podrán dar una idea del intrincado mundo de hilos tendidos que existían a lo largo de las instalaciones de la computadora, y con ello, el gran problema para la detección de fallas y, por si esto no fuera poco, los bulbos requerían de grandes cantidades de energía eléctrica, trabajaban a grandes potencias, lo que los hacia un elemento bastante costoso al operar. La instrumentación en éstas fechas era muy primitiva ya que los equipos eran muy robustos, requerían de un precalentamiento para su operación normal y no eran lo suficientemente precisos, sin embargo, mejoraron la producción. Se desarrollaron métodos de producción, las industrias estaban más organizadas al igual que sus obreros, la maquinaría era más capaz, lográndose la producción masiva en serie. La mayoría de los instrumentos que intervenían en los procesos eran neumáticos, mecánicos e hidráulicos ya que la aplicación de los instrumentos electrónicos no era tan funcional, aunque si se llegaron a aplicar varios instrumentos que funcionaron con esta tecnología. Posteriormente, entre los 60’s se inventó otro nuevo elemento electrónico, el transistor, que trajo consigo una nueva era electrónica y con ello, una nueva etapa en la instrumentación industrial. En ese entonces, aparecieron los equipos transistorizados, que tenían grandes ventajas en comparación con los bulbos. Estos elementos de estado sólido (lo que significa que están fabricados de una sola pieza y no son frágiles), son
considerablemente pequeños, operan al instante que se les energiza, no requieren de precalentamiento, son mucho más económicos ya que la base de su fabricación es el silicio, y lo que es muy importante, consumen una mínima energía lo que los hace muy versátiles para usarse con baterías y darles aplicaciones portátiles, como los radios por
FIGURA 28.
FIGURA 29.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 55 2009
ejemplo. Fue cuando la instrumentación tomo más forma ya que con éste novedoso elemento era más fácil desarrollar instrumentos para la medición, mando e incluso regulación. Los instrumentos aplicados a la industria constaban básicamente de equipos neumáticos y electrónicos como transmisores, indicadores, registradores y tarjetas electrónicas que realizaban funciones específicas. Existían grandes ventajas con el transistor, pero éste también tenía algunas desventajas como: los circuitos electrónicos en conjunto que realizaban funciones complejas, no eran tan grandes como los de los bulbos, pero tampoco lo suficientemente pequeños y; tampoco eran tan complejos como los circuitos de los bulbos, pero los circuitos transistorizados no eran sencillos y al realizar más funciones que los circuitos a bulbos, había ocasiones que los circuitos transistorizados eran mucho más complejos, además de tener el mismo problema de grandes cableados y problemas para la detección de fallas. Al evolucionar la ciencia, la tecnología y realizar nuevos descubrimientos, los procesos evolucionaron también, requiriendo un cambio en la técnica para el control de los mismos. Antes de estas fechas, como ya lo habíamos mencionado, el control de los procesos se hacia manualmente casi en su totalidad, y esto era factible ya que los procesos en aquel entonces no eran tan complejos como los de esta etapa, y por ello se requería de algunas modificaciones. Al existir procesos más complejos, donde se requería de decenas e incluso de cientos de mediciones y regulaciones de variables, control de motores, máquinas, etc.; se vio la necesidad de centralizar todas las señales provenientes de las áreas de producción en una sala donde fueran monitoreadas por los operadores, a través de instrumentos montados en tableros. A ésta sala se le denominó cuarto de control. Así pues las áreas en las que se montaban y se interconectaban las señales y alimentaciones de los instrumentos se dividieron en tres partes: al área de producción se le llamó PLANTA, a la zona donde se interconectaban las señales y alimentaciones del área de producción al cuarto de control se le llamó ATRÁS DEL TABLERO o RACKS y, al panel en el cuarto de control donde se montaban los instrumentos, TABLERO. Esto sólo fue logrado gracias a la etapa tecnológica que se vivía en aquel entonces. La última etapa de la instrumentación, y que es la que actualmente estamos viviendo y sigue evolucionando velozmente, es la que se logró con la innovadora tecnología de los microchips o circuitos integrados. Por la carrera espacial, donde norteamericanos y rusos competían por llegar al espacio primero y, posteriormente, por llegar a la luna, se tuvo que desarrollar una tecnología que fuera capaz de realizar muchas funciones que el hombre no podía realizar solo por su complejidad, precisión y rapidez. La computadora a transistores ya existía pero aún era demasiado robusta y poco funcional para la aplicación que se le iba a dar, por ello, se desarrollo el microchip, que es una
FIGURA 31.
FIGURA 30.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 56 2009
pequeña pastilla rectangular de silicio de apenas algunos milímetros cuadrados de superficie, que en sus costados tiene varias terminales que están conectadas en el interior a miles de transistores que anteriormente se tenían de forma individual y, además, se podían integrar en estas pastillas, circuitos electrónicos completos, de ahí el nombre de: circuito integrado. La mayoría de estos circuitos trabajan con señales digitales aplicando el código binario que se basa en señales de dos estados, 1 y 0. Entre estos circuitos integrados existen los microprocesadores, los cuales le dan, por así decirlo, la inteligencia artificial a un equipo, ya que éste es el que realiza las funciones primordiales del sistema digital que lo esté utilizando, como una computadora; éste fue desarrollado en esta etapa. Con éste tipo de elementos era fácil, en un pequeño espacio, integrar una serie de circuitos electrónicos complejos en pequeñas tarjetas electrónicas, y hasta una computadora de gran capacidad y precisa que conectada a varios equipos, ésta los podría manipular. Este invento, muy pronto las industrias lo pudieron aplicar, fue entonces donde por primera vez se tubo instrumentación digital. Este tipo de instrumentos reciben señales de tipo analógico como corrientes electrónicas o variaciones de voltaje que son convertidas a valores digitales proporcionales en sistema binario, en el interior del equipo se procesa ésta información por medio de microprocesadores y posteriormente se presenta en un display en forma numérica. Como los valores ya se encuentran en forma numérica, es mucho más fácil hacer operaciones con ellos, ya que los instrumentos que funcionan 100% analógicamente realizan las operaciones mediante circuitos electrónicos, los cuales no pueden realizar muchas funciones como los digitales. Un ejemplo son los algoritmos de regulación clásicos PID. Estos pueden ser fácilmente aplicados por los controladores digitales con una gran precisión, cosa que no realizan los controladores neumáticos y analógicos, es más, los controladores digitales aplican nuevos modos de regulación que nunca podrán aplicar los analógicos.
De ésta forma ha evolucionado la instrumentación hasta nuestros días. Actualmente se siguen aplicando las nuevas tecnologías y técnicas de medición, regulación y mando a los procesos de producción y, a decir verdad, hoy en días son mucho más sofisticados y complejos, pero aún mucho más eficientes y capaces. Un ejemplo de aplicación es el sistema de control distribuido el cual aplica las capacidades de los PLC (Controladores Lógicos Programables) para controlar uno o varios procesos por medio de varios PLC, que éstos a su vez, se encuentran interconectados a través de una red de comunicación hasta un PLC principal, desde el cual se monitorean, por medio de una pantalla (monitor) todas las actividades y funciones de los PLC conectados a la red. Estamos en una era de tecnología 100 % digital, operada por sistemas computacionales.
FIGURA 33.
FIGURA 32.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 57 2009
9.5 Aplicaciones de la instrumentación en la industria. Después de haber planteado la importancia que ha tenido la instrumentación en la industria a lo largo de su evolución, es fácil entender que ésta juega un papel muy importante en los procesos y que sin ella los costos de producción serían elevados, además de estar elaborando productos de mala calidad y en bajas cantidades. 9.6 CARACTERÍSTICA DE LOS INSTRUMENTOS: De acuerdo con las normas SAMA (Scientific Apparatus Makers Association), PMC20, las características de mayor importancia, para los instrumentos son: CAMPO DE MEDIDA O RANGO (RANGE) Es el conjunto de valores dentro de los límites superior e inferior de medida, en los cuales el instrumento es capaz de trabajar en forma confiable. Por ejemplo, un termómetro de mercurio con rango de 0 a 50 grados Celsius. ALCANCE (SPAN) Es la diferencia entre el valor superior e inferior del campo de medida. Para el caso del termómetro del ejemplo, el SPAN será de 50 grados Celsius. ERROR Es la diferencia que existiría entre el valor que el instrumento indique que tenga la variable de proceso y el valor que realmente tenga esta variable en ese momento. PRECISIÓN Esto es la tolerancia mínima de medida que permitirá indicar, registrar o controlar el instrumento. En otras palabras, es la mínima división de escala de un instrumento indicador. Generalmente esta se expresa en porcentaje (%) del SPAN. ZONA MUERTA (DEAD BAND) Es el máximo campo de variación de la variable en el proceso real, para el cual el instrumento no registra ninguna variación en su indicación, registro o control. SENSIBILIDAD Es la relación entre la variación de la lectura del instrumento y el cambio en el proceso que causa este efecto. REPETIBILIDAD Es la capacidad de un instrumento de repetir el valor de una medición, de un mismo valor de la variable real en una única dirección de medición. HISTERESIS Similar a la repetibilidad, pero en este caso el proceso de medición se efectuara en ambas direcciones.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 58 2009
CAMPO DE MEDIDA CON SUPRESIÓN DE CERO Es aquel rango de un instrumento cuyo valor mínimo se encuentra por encima del cero real de la variable. CAMPO DE MEDIDA CON ELEVACIÓN DE CERO Es aquel rango de un instrumento cuyo valor mínimo se encuentra por debajo de cero de las variables. CAMPO DE MEDIDA CON ELEVACIÓN DE CERO Es aquel rango de un instrumento cuyo valor mínimo se encuentra por debajo de cero de las variables. 9.7 CLASIFICACIÓN DE LOS INSTRUMENTOS. Existen dos formas de clasificar los instrumentos las cuales son: a.- De acuerdo a su función en el proceso. b.- De acuerdo a la variable de proceso que miden. Este modo de clasificarlos no es necesariamente el único, pero se considera bastante completo. De acuerdo a su función estos serán: Instrumentos indicadores: son aquellos que como su nombre bien dice, indican directamente el valor de la variable de proceso. Ejemplos: manómetros, termómetros, etc. Instrumentos ciegos: son los que cumplen una función reguladora en el proceso, pero no muestran nada directamente. Ejemplos termostatos, presostatos, etc. Instrumentos registradores: en algunos casos podrá ser necesario un registro histórico de la variable que se estudia en un determinado proceso. En este caso, se usaran instrumentos de este tipo. Elementos primarios: algunos elementos entran en contacto directo con el fluido o variable de proceso que se desea medir, con el fin de recibir algún efecto de este (absorben energía del proceso), y por este medio pueden evaluar la variable en cuestión. (placa orificio). Transmisores: estos elementos reciben la variable de proceso a través del elemento primario, y lo transmiten a algún lugar remoto. Estos transmiten las variables de proceso en forma de señales proporcionales a esas variables. Transductores: son instrumentos fuera de línea (no en contacto con el proceso), que son capaces de realizar operaciones lógicas y/o matemáticas con señales de uno o más transmisores.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 59 2009
Convertidores: en ciertos casos, la señal de un transmisor para ser compatible con lo esperado por el receptor de esa señal, debe de utilizar un elemento convertidor para lograr la mencionada compatibilidad de señal.
Receptores: son los instrumentos que generalmente son instalados en el panel de control, como interfase entre el proceso y el hombre. Estos reciben las señales de los transmisores o de un convertidor.
Controladores: este es uno de los elementos más importantes, ya que será el encargado de ejercer la función de comparar lo que está sucediendo en el proceso, con lo que realmente se desea que suceda en él, para posteriormente, en base a la diferencia, envié una señal al proceso que tienda a corregir las desviaciones.
Elemento final de control: será este elemento quien reciba la señal del controlador y quien estando en contacto directo con el proceso en línea, ejerza un cambio en este, de tal forma que se cambien los parámetros hacia el valor deseado. Ejemplo: válvulas de control, compuertas, etc.
De acuerdo a la variable de proceso que miden: Esta clasificación, como su nombre lo indica, se referirá a la variable de proceso que tratemos de medir. En la actualidad, se pueden medir, casi sin excepción, todas las variables de proceso existentes, sin embargo, algunas se medirán de forma directa y otras indirectamente. 9.8 DIAGRAMAS DE FLUJO.
EL diagrama de flujo de procesos es uno de los documentos más importantes para el ingeniero de diseño de instrumentación.
En éste se presentan de una forma secuencial los equipos involucrados en el proceso, así como los datos de proceso deseables y las expectativas de los rangos de variación, características más resaltante de los equipos, sentidos de fluidos y cualquier otro dato de proceso relevante para el diseño de la Ingeniería, no solo de instrumentación, sino más importante aún, para todas las disciplinas. Ahora bien, el diagrama de flujo informa sobre qué es lo que se espera que el proceso haga y como lo hará, pero en raras ocasiones, se indica en éste los puntos y variables que se desean controlar. Para determinar este punto, se requerirá del consenso de las disciplinas de procesos e instrumentación. A partir de ese momento, se definirán los puntos de medición, las características de los fluidos de procesos, los rangos de las variables y cuáles variables se desean indicar y/o controlar, y/o registrar. Esta parte de la fase inicial de diseño suele ser difícil por muchos factores, tales como: los criterios del proceso que se desea controlar no están claros, en cuyo caso, las experiencias anteriores similares del ingeniero instrumentista pueden ser muy valiosas, o como en muchos otros, los datos del proceso pueden no ser accesibles bien sea, que no se pueden estimar con facilidad o en el caso de plantas existentes en expansión, no se dispone de éstos datos, por lo cual habrá que proceder a un levantamiento de campo de esos valores.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 60 2009
9.9 TRANSDUCTORES Y SEÑALES DE CAMPO. Transductor es todo dispositivo o elemento que convierte una señal de entrada en una de salida pero de diferente naturaleza física. Normalmente se desea transformar señales de las variables físicas o químicas que deseamos medir, en magnitudes eléctricas que son las que manejamos con más facilidad en instrumentación. La salida del transductor es una función conocida de la magnitud de entrada y la relación entre ambas (magnitud a medir y salida del transductor) puede no ser lineal, aunque se procura que lo sea para simplificar su tratamiento. Aunque lo más habitual es que una de las dos formas de energía que intervienen en el proceso de transducción sea eléctrica, no siempre es cierto. Pensemos por ejemplo en los micrófonos ópticos en los que el sonido produce deformaciones en una lámina metálica en la que se refleja un haz luminoso. La señal de salida es una variación en el brillo del haz reflejado que posteriormente será convertida mediante un fotodetector (que no es más que un transductor electroóptico) a una señal eléctrica. La señal eléctrica tal como la proporciona un transductor no es, en general, directamente utilizable por un sistema de adquisición de datos conectado a un ordenador. Por eso suele someterse a éstas señales a una serie de procesos típicos. Estos pueden ser entre otros: Aislamiento, acoplo de impedancias, cambios de nivel o tipo de la señal, amplificación, filtrado, linealización, cálculos varios (por ejemplo), etc. Estos procesos pueden efectuarse en el propio transductor, en el sistema de adquisición de datos o en un punto intermedio. Uno de los procesos deseados suele ser la amplificación o conversión de la señal al rango de tensión usual en los sistemas de adquisición de datos (0 a 10V); esto puede requerir una atenuación para señales más elevadas, o una amplificación apropiada para los de niveles bajos. Otro es su transformación al rango habitual de corriente en proceso de datos de campo (4 a 20 mA), para poder transmitirlos por cable trenzado a distancia. La transmisión en corriente proporciona una notoria inmunidad al ruido ya que la información no es afectada por caídas de tensión en la línea, impulsos parásitos, resistencias o voltajes inducidos por contaminación electromagnética, etc. Desde el punto de vista de las señales que proporcionan estos transductores se pueden clasificar en: 1) Transductores de resistencia variable. 2) Transductores de reactancia variable (capacitivos o inductivos). 3) Transductores generadores de carga. 4) Transductores generadores de tensión. 5) Transductores generadores de corriente. 6) Transductores digitales. En esta pequeña lista no están incluidos todos los tipos posibles pero sí los más habituales.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 61 2009
Los dos primeros son de tipo pasivo (no generan señal, sólo la transforman, el resto se consideran activos (sí generan señal). El hecho de que generen una señal no implica necesariamente que deban ser alimentados de forma externa. Como ejemplo tenemos los transductores piezoeléctricos que generan una tensión entre sus dos extremos, cuando son sometidos a presión o deformación. Para su introducción en un sistema de instrumentación con osciloscopios digitales o conexión a ordenador, los que generan señal no presentan problemas ya que pueden ser conectados directamente al ordenador. Hay materiales que permiten variar su resistencia como respuesta a casi cualquier fenómeno físico: temperatura, presión, humedad, etc., por lo que la variedad de este tipo de transductores es inmensa. 9.9.1.- Transductores de resistencia variable. Son muy populares y se utilizan en la medida de numerosas variables, ya que es la salida de aquellos que utilizan potenciómetros lineales de cursor deslizante, galgas extensométricas, termómetros resistivos (termorresistencias RTD y termistores), magnetorresistencias, resistencias dependientes de la luz (LDR), higrómetros resistivos, etc. Para obtener una señal de salida se deben tener en cuenta dos fenómenos, el primero es la necesidad de una alimentación eléctrica ya que la resistencia en sí no genera ninguna señal y el segundo es que esta alimentación influye en la salida por el posible autocalentamiento del transductor. La medida de la resistencia se puede hacer de forma directa, es decir, como una aplicación de la ley de Ohm midiendo la corriente que la atraviesa a una cierta tensión o la tensión que cae en ella a una corriente constante. Pero el método más usado por ser el más preciso y sensible es el que utiliza un puente de Wheatstone. Sobre este tipo de medidas existe una gran bibliografía que se puede encontrar en cualquier texto de instrumentación. Su salida se realiza a través de un amplificador diferencial que proporciona una señal en tensión, que es la más usada como entrada de un sistema de adquisición de datos conectado a un ordenador personal.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 62 2009
9.9.2.- Transductores de reactancia variable (capacitivos o inductivos). Los transductores capacitivos son muy usados cuando se quiere detectar desplazamientos muy pequeños (hasta 9-10cm), ya que poseen una gran estabilidad y precisión. También se utilizan para medida de niveles de líquidos conductores o dieléctricos, medida de espesores de dieléctricos, etc. Los transductores inductivos son muy usados ya que se incorporan en muchos equipos que los usan como transformadores de desplazamientos en señales eléctricas. Se suelen dividir en tres grupos principales: a.- Los de reluctancia variable, b.- Los de corrientes de Foucault y c.- Los transformadores diferenciales (LVDT). La medida en estos transductores se debe realizar en alterna y por lo tanto a continuación, deberá haber un sistema de conversión de alterna a continua, que puede ser de valor eficaz, de valor medio o de pico. La medida propiamente dicha se puede hacer por medio de un divisor de tensión aplicando directamente la ley de Ohm, utilizando un puente de alterna o un oscilador de frecuencia variable. En cualquier caso su paso a tensión continua es necesario para su utilización en un sistema de adquisición de datos por ordenador. 9.9.3.- Transductores generadores de carga. En realidad los transductores generadores de carga son generadores de corriente pero en estado de reposo poseen resistencias muy altas y por lo tanto corrientes muy bajas. Son muy usados para medida de radiación, células fotoeléctricas, células de ionización, transductores piezoeléctricos. Su medida depende del transductor y del uso que se desea de la medida. Si se desea una medida continua se utilizan amplificadores, convertidores tensión-corriente o amplificadores de carga. Pero si se desea analizar los impulsos (número, tensión máxima, etc.) deberán utilizarse amplificadores y analizadores de impulsos. 9.9.4.- Transductores generadores de tensión. Estos transductores están bastante extendidos. Destacan los termopares, pHmetros, medidores Redox, etc. Además, numerosos equipos que no generan esta salida directamente del sensor, la presentan en su salida por medio de conversiones electrónicas internas. La ventaja que presentan es que no necesitan ninguna acción para su introducción en sistemas de adquisición de datos por ordenador salvo quizás, una adaptación de niveles de tensión. Su desventaja es la transmisión a distancia ya que ésta puede ser afectada por ruidos. 9.9.5.- Transductores generadores de corriente. Existen numerosos transductores que presentan salida en corriente, ya que es la salida más extendida en equipos de instrumentación para la transmisión de señales de campo (4-20 mA), por lo que la transformación en tensión de estas señales es una práctica muy generalizada, antes de introducirlas en el sistema de adquisición de datos que suele trabajar en tensión. La conversión corriente-tensión se realiza simplemente usando una resistencia de precisión.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 63 2009
9.9.6.- Transductores digitales. Estos transductores son muy utilizados en equipos electromecánicos para indicar acciones, por ejemplo finales de carrera, interruptores de diferentes magnitudes, alarmas, etc. Desde el punto de vista de su introducción al ordenador no presentan más problema que la adaptación de sus niveles de tensión. 9.10 SISTEMAS DE ADQUISICIÓN DE DATOS. Los sistemas digitales de control se utilizan ampliamente debido a su bajo costo en comparación con los analógicos. Presentan ventajas en cuanto a inmunidad al ruido, precisión y facilidad de implementar funciones complejas. El principal inconveniente es que tienen una respuesta más lenta, aunque para la mayoría de las aplicaciones esto no es un inconveniente. Los sistemas de control de procesos con realimentación computarizada se utilizan en muchas industrias para controlar sus distintos procesos de fabricación. En el mundo físico, las variables son continuas y es preciso transformarlas, amplificarlas y convertirlas a variables digitales para que un sistema digital las pueda procesar. Los sistemas de adquisición de datos realizan todas estas funciones. En otras palabras, los sistemas de adquisición y conversión de datos se usan para procesar señales analógicas y convertirlas en digitales para su posterior procesamiento o análisis mediante computador o en nuestro caso en un ordenador personal. En general, un sistema de adquisición de datos toma una magnitud física tal como presión, temperatura, posición, etc. y la convierte en una tensión o corriente eléctrica que será posteriormente muestreada y cuantificada (digitalizada). Una vez conseguido esto, todo el posterior tratamiento de la señal se realiza por circuitos electrónicos digitales. En principio tiene lugar un tratamiento electrónico y al terminar éste, la señal se convierte en digital mediante un convertidor A/D (analógico/digital). Esta salida digital puede ir a diferentes sistemas digitales tales como un ordenador, un controlador digital, un transmisor de datos digital, etc. Un circuito completo de adquisición de datos se indica en la figura siguiente con todos los componentes fundamentales y sus interconexiones.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 64 2009
Esquema general de un sistema de adquisición de datos La entrada al sistema (el parámetro físico a medir), se convierte en una magnitud eléctrica por el transductor y ésta se lleva a la entrada del amplificador. La misión de éste es preparar la señal de salida del transductor al nivel de tensión necesario (1 a 10V) para atacar al siguiente circuito analógico. Sigue al amplificador un filtro activo, usado para eliminar los componentes de alta frecuencia o ruido de la señal. En ocasiones se puede necesitar hacer con la señal alguna operación no lineal en cuyo caso ésta se puede hacer antes o después del filtrado. A continuación, la señal va a un multiplexor analógico en el que cada canal de entrada es conectado secuencialmente a la salida durante un período de tiempo especificado. De esta forma los circuitos que siguen al multiplexor son compartidos secuencialmente por un cierto número de señales analógicas. La salida del multiplexor analógico va a un circuito de muestreo y retención (sample and hold), el cual muestrea la salida del multiplexor en un momento determinado y mantiene el nivel de tensión en su salida hasta que el convertidor (A/D) realiza la conversión. Por último, la programación y secuencia de tiempos de la operación se realiza por los circuitos de control que a partir de las salidas digitales de control, procedentes del ordenador personal, controla al multiplexor, sample and hold y convertidor A/D.
FIGURA 34.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 65 2009
10.- INSTRUMENTACIÓN INDUSTRIAL - Normas de representación de los instrumentos – SIMBOLOGÍA. 10.1 Símbolos Generales.
10.2 Símbolos para Válvulas de Control
TABLA 2.
TABLA 3.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 66 2009
10.3 Símbolos para Actuadores.
TABLA 4.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 67 2009
10.4 Símbolos de Autorreguladores.
TABLA 5.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 68 2009
10.5 Símbolos de acción del actuador en caso de fallo de aire.
TABLA 6.
TABLA 7.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 69 2009
10.6 Símbolos de Elementos Primarios.
TABLA 8.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 70 2009

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 71 2009

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 72 2009

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 73 2009

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 74 2009

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 75 2009

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 76 2009
10.7 Símbolos de Sistemas Varios.
TABLA 9.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 77 2009

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 78 2009

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 79 2009

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 80 2009
10.8 Símbolos de Instrumentos.
TABLA 10.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 81 2009
10.9 Tabla de Identificación de Instrumentos.
TABLA 11.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 82 2009
TABLA 12.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 83 2009
10.10 Simbología de Instrumentación Norma ISA.
TABLA 13.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 84 2009
11.- PARÁMETROS DE INSTRUMENTOS DE MEDICIÓN EN PROCESOS INDUSTRIALES. 11.1.- Medición del instrumento. Los procesos industriales exigen el control de la fabricación de los diversos productos obtenidos. Los procesos son muy variados y abarcan muchos tipos de productos: la fabricación de los productos derivados del petróleo, de los productos alimenticios, la industria cerámica, las centrales generadoras de energía, la siderurgia, los tratamientos térmicos, la industria papelera, la industria textil, etc. En todos estos procesos es absolutamente necesario controlar y mantener constantes algunas magnitudes, tales como la presión, el caudal, el nivel, la temperatura, el pH, la conductividad, la velocidad, la humedad, el punto de rocío, etcétera. Los instrumentos de medición y control permiten el mantenimiento y la regulación de éstas constantes en condiciones más idóneas que las que el propio operador podría realizar. En los inicios de la era industrial, el operario llevaba a cabo un control manual de éstas variables utilizando sólo instrumentos simples, manómetros, termómetros, válvulas manuales, etc., control que era suficiente por la relativa simplicidad de los procesos. Sin embargo, la gradual complejidad con que éstos se han ido desarrollando ha exigido su automatización progresiva por medio de los instrumentos de medición y control. Estos instrumentos han ido liberando al operario de su función de actuación física directa en la planta y al mismo tiempo, le han permitido una labor única de supervisión y de vigilancia del proceso desde centros de control situados en el propio proceso o bien en salas aisladas separadas; asimismo, gracias a los instrumentos ha sido posible fabricar productos complejos en condiciones estables de calidad y de características, condiciones que al operario le serían imposibles o muy difíciles de conseguir, realizando exclusivamente un control manual. Los procesos industriales a controlar pueden dividirse ampliamente en dos categorías: procesos continuos y procesos discontinuos. En ambos tipos, deben mantenerse en general las variables (presión, caudal, nivel, temperatura, etc.), bien en un valor deseado fijo, bien en un valor variable con el tiempo de acuerdo con una relación predeterminada, o bien guardando una relación determinada con otra variable. El sistema de control que permite este mantenimiento de las variables puede definirse como aquel que compara el valor de la variable o condición a controlar con un valor deseado y toma una acción de corrección de acuerdo con la desviación existente sin que el operario intervenga en absoluto.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 85 2009
El sistema de control exige pues, para que esta comparación y subsiguiente corrección sean posibles, que se incluya una unidad de medida, una unidad de control, un elemento final de control y el propio proceso. Este conjunto de unidades forman un bucle o lazo que recibe el nombre de bucle de control. El bucle puede ser abierto, tal como se ilustra en la figura 35, un ejemplo de bucle abierto es el calentamiento de agua en un tanque mediante una resistencia eléctrica sumergida. El bucle puede ser cerrado, un bucle cerrado representativo lo constituye la regulación de temperatura en un intercambiador de calor, tal como se muestra en la figura 36.
Bucle abierto de regulación.
Bucle cerrado de regulación.
FIGURA 35.
FIGURA 36.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 86 2009
En ambos casos se observa que existen elementos definidos como el elemento de medida, el transmisor, el controlador, el indicador, el registrador y el elemento final. Estos elementos y otros adicionales se estudiarán más adelante, considerando las características propias del instrumento y las clases de instrumentos que se emplean en los procesos industriales.
11.2.- Error del instrumento.
Es la diferencia algebraica entre el valor leído o transmitido por el instrumento y el valor real de la variable medida. Si el proceso está en condiciones de régimen permanente existe el llamado error estático. En condiciones dinámicas el error varía considerablemente debido a que los instrumentos tienen características comunes a los sistemas físicos: absorben energía del proceso y esta transferencia requiere cierto tiempo para ser transmitida, lo cual da lugar a retardos en la lectura del aparato. Siempre que las condiciones sean dinámicas, existirá en mayor o menor grado el llamado error dinámico (diferencia entre el valor instantáneo de la variable y el indicado por el instrumento): su valor depende del tipo de fluido del proceso, de su velocidad, del elemento primario (termopar, bulbo y capilar), de los medios de protección (vaina, pozo, casquillo), etc. El error medio del instrumento es la media aritmética de los errores en cada punto de la medida determinados para todos los valores crecientes y decrecientes de la variable medida.
11.3.- Alcance (span).
Es la diferencia algebraica entre los valores superior e inferior del campo de medida del instrumento. En el instrumento de temperatura de la figura 38, su valor es de 200° C.
FIGURA 37.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 87 2009
Definiciones de los instrumentos
11.4.- Incertidumbre de la medida (uncertainty).
Son los errores que existen necesariamente al realizar la medida de una magnitud, los cuales dan valores inciertos (casuales o sistemáticos), la incertidumbre es la dispersión de los valores que pueden ser atribuidos razonablemente al verdadero valor de la magnitud medida.
11.5.- Repetibilidad (repeteability).
La repetibilidad es la capacidad de reproducción de las posiciones de la pluma o del índice del instrumento al medir repetidamente valores idénticos de la variable en las mismas condiciones de servicio y en el mismo sentido de variación, recorriendo todo el campo. Se considera en general su valor máximo (repetibilidad máxima) y se expresa en tanto por ciento del alcance; un valor representativo es el de ± 0,1 %. Nótese que el término repetibilidad no incluye la histéresis (figura 38b).
11.6.- Precisión (accuracy).
La precisión es la tolerancia de medida o de transmisión del instrumento y define los límites de los errores cometidos cuando el instrumento se emplea en condiciones normales de servicio. Hay varias formas para expresar la precisión:
a) Tanto por ciento del alcance. Ejemplo: en el instrumento de la figura 38, para una lectura de 150 °C y una precisión de ± 0,5 % el valor real de la temperatura estará comprendido entre 150 ± 0,5 X 200/100 = 150 ± 1, es decir, entre 149 y 151 °C.
b) Directamente, en unidades de la variable medida. Ejemplo: Precisión de ± 1°C.
FIGURA 38.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 88 2009
c) Tanto por ciento de la lectura efectuada. Ejemplo: Precisión de ± 1 % de 150 °C es decir ± 1,5 °C.
d) Tanto por ciento del valor máximo del campo de medida. Ejemplo: Precisión de ± 0,5 % de 300 °C = ± 1,5 °C.
e) Tanto por ciento de la longitud de la escala. Ejemplo: Si la longitud de la escala del instrumento de la figura 37 es de 150 mm, la precisión de ± 0,5 % representará ± 0,75 mm en la escala.
La precisión varía en cada punto del campo de medida si bien, el fabricante la especifica en todo el margen del instrumento indicando a veces su valor en algunas zonas de la escala. Por ejemplo: un manómetro puede tener una precisión de ± 1 % en toda la escala y de ± 0,5 % en la zona central.
Cuando se desea obtener la máxima precisión del instrumento en un punto determinado de la escala, puede calibrarse únicamente para este punto de trabajo, sin considerar los valores restantes del campo de medida. Por ejemplo: un termómetro de 0-150 °C y de ± 1 % de precisión situado en un baño de temperatura constante a 80 °C, puede ser calibrado a este valor, de modo que su precisión en este punto de trabajo será la máxima que se pueda obtener con un termómetro patrón. Es obvio que para los valores restantes, en particular los correspondientes a los extremos de la escala, la precisión se apartará de ± 1 %.
Hay que señalar que los valores de precisión de un instrumento se consideran en general establecidos para el usuario, es decir, son los proporcionados por los fabricantes de los instrumentos. Sin embargo, estos últimos suelen considerar también los valores de calibración en fábrica y de inspección. Por ejemplo, un instrumento que en fábrica tiene una precisión de calibración de ± 0,8 %, en inspección le corresponde ± 0,9 % y la dada al usuario es ± 1 %.
Con ello se pretende tener un margen de seguridad para compensar los efectos de las diferencias de apreciación de las personas que efectúan la calibración, las diferentes precisiones de los instrumentos de medida utilizados, las posibles alteraciones debidas al desplazamiento del instrumento de un punto a otro, los efectos ambientales y de envejecimiento, etc.
11.7.- Fiabilidad.
Medida de la probabilidad de que un instrumento continúe comportándose dentro de límites especificados de error a lo largo de un tiempo determinado y bajo condiciones especificadas. De esta forma, si el rendimiento especificado proporciona una lectura de un 2% cuando se realiza una medida, entonces el instrumento proporcionará este nivel de exactitud siempre que se utilice la misma medida.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 89 2009
11.8.- Reproducibilidad o estabilidad.
Capacidad de reproducción de un instrumento de las medidas repetitivas de la lectura o señal de salida para el mismo valor de la variable medida alcanzado en ambos sentidos, en las mismas condiciones de servicio y a lo largo de un período de tiempo determinado. Por ejemplo, un valor representativo sería ± 0,2 % del alcance de la lectura o señal de salida a lo largo de un período de 30 días.
11.9.- Sensibilidad (sensitivity).
Es la razón entre el incremento de la lectura y el incremento de la variable que lo ocasiona, después de haberse alcanzado el estado de reposo. Viene dada en tanto por ciento del alcance de la medida. Si la sensibilidad del instrumento de temperatura de la figura 38 es de ± 0,05 % su valor será de 0,05 X 200/100 = ± 0,1 °C.
Hay que señalar que no debe confundirse la sensibilidad con el término de zona muerta; son definiciones básicamente distintas que antes era fácil confundir cuando la definición inicial de la sensibilidad era: valor mínimo en que se ha de modificar la variable para apreciar un cambio medible en el índice o en la pluma de registro del instrumento.
Sensibilidad = Cambio en la cantidad que se está midiendo
Cambio en la lectura de la escala del instrumento
11.10.- Resolución o discriminación.
Magnitud de los cambios en escalón de la señal de salida (expresados en tanto por ciento de la salida de toda la escala) al ir variando continuamente la medida en todo el campo. Es también el grado con que el instrumento puede discriminar valores equivalentes de una cantidad.
11.11.- Campo de medida (range).
Espectro o conjunto de valores de la variable medida que están comprendidos dentro de los límites superior e inferior de la capacidad de medida o de transmisión del instrumento; viene expresado estableciendo los dos valores extremos. Por ejemplo: el campo de medida del instrumento de temperatura de la figura 38 es de 100 - 300 °C.
11.12.- Espacio muerto o banda muerta (dead zone o dead band).
Es el campo de valores de la variable que no hace variar la indicación o la señal de salida del instrumento, es decir, que no produce su respuesta. Viene dada en tanto por ciento del alcance de la medida. Por ejemplo: en el instrumento de la figura 37 es de ± 0,1 %, es decir, de 0,1 X 200/100 = ± 0,2 °C.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 90 2009
11.13.- Umbral.
Cuando la magnitud objeto de medida aumenta gradualmente partiendo de cero, es posible que tenga que alcanzar un nivel mínimo antes de que el instrumento responda y proporcione una lectura perceptible.
11.14.- Desplazamiento del cero.
Ocurre cuando la medida cero no coincide con el cero de la escala, lo normal es que sin sensar ninguna variable, se debe leer cero del instrumento. Este problema puede cambiar con el tiempo.
De esta forma, por ejemplo, un medidor que tenga un día su aguja en la marca cero, un mes más tarde puede indicar una lectura menor que cero a pesar de que no ha sido utilizado para realizar ninguna medida.
11.15.- Demora.
Cuando la magnitud que está siendo medida cambia, puede transcurrir un cierto tiempo, llamado tiempo de respuesta, antes de que el instrumento de medida responda a dicho cambio.
11.16.- Histéresis (Hysteresis).
La histéresis es la diferencia máxima que se observa en los valores indicados por el índice o la pluma del instrumento para el mismo valor cualquiera del campo de medida, cuando la variable recorre toda la escala en los dos sentidos, ascendente y descendente.
Se expresa en tanto por ciento del alcance de la medida. Por ejemplo, si en el instrumento de la figura 3 c es de ± 0,3 % su valor será de ± 0,3 % de 200 °C = ± 0,6 °C. En la figura 38c pueden verse las curvas de histéresis que están dibujadas exageradamente para apreciar bien su forma. Hay que señalar que el término zona muerta está incluido dentro de la histéresis.
11.17.- Función de transferencia.
Es la relación matemática, gráfica o tabular entre las expresiones función de tiempo de las señales de salida y de entrada a un sistema o elemento. Equivale también al cociente de las transformadas de Laplace de las funciones de respuesta y de excitación.
11.18.- Calibración.
Es el proceso de colocar marcas en un visualizador o comprobar un sistema de medidas según unos estándares, cuando el transductor se encuentra en un medio definido.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 91 2009
11.19.- Deriva.
Es una variación en la señal de salida que se presenta en un período de tiempo determinado mientras se mantienen constante la variable medida y todas las condiciones ambientales. Se suelen considerar la deriva de cero (variación en la señal de salida para el valor cero de la medida atribuible a cualquier causa interna) y la deriva térmica de cero (variación en la señal de salida a medida cero, debida a los efectos únicos de la temperatura). La deriva está expresada usualmente en porcentaje de la señal de salida de la escala total a la temperatura ambiente, por unidad, o por intervalo de variación de la temperatura. Por ejemplo, la deriva térmica de cero de un instrumento en condiciones de temperatura ambiente durante 1 mes fue de 0,2 % del alcance.
11.20.- Temperatura de servicio.
Es el campo de temperatura en el cual se espera que trabaje el instrumento dentro de los límites de error especificados.
11.21.- Vida útil de servicio.
Es el tiempo mínimo durante el cual se aplican las características de servicio continuo e intermitente del instrumento sin que se presenten cambios en su comportamiento más allá de tolerancias especificadas.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 92 2009
12.- INSTRUMENTACIÓN INDUSTRIAL. CONVERSIÓN A/D. La conversión A/D es en su forma conceptual básica un proceso de dos pasos: Cuantificación y codificación. Cuantificar es el proceso de convertir una entrada analógica continua en una serie de niveles discretos de salida. Estos niveles se pueden identificar por una serie de números, en general como un código binario. La operación de cuantificar una señal se ilustra por la figura 39 que muestra la transferencia de las tensiones continuas a valores discretos con ocho estados de salida correspondientes a un convertidor A/D de tres dígitos. Los ocho estados binarios tienen asignada la secuencia de números binarios desde el 000 al 111. El número de estados de salida para una codificación binaria de un convertidor A/D es 2n
donde n es el número de bits. Por lo tanto, un convertidor de ocho bits tendrá 256 estados de salida y uno de 12 bits, 4096.
Cuantificación de una señal continúa Esta función cuantificadora tiene algunas características importantes: - Su resolución, que es el número de estados de salida expresados en bits (en este caso, 3 bits). - Los niveles de decisión analógica o niveles de umbral; en el caso de la figura anterior, los valores de 0.625, 1.875, 3.125, 4.375, 5.625 y 8.125. Hay 2n-1 puntos de decisión analógica. - Los niveles de decisión están colocados a medio camino entre el centro de los puntos de las palabras del código y que en el caso de la figura 39 corresponden a los valores de tensión 1.25, 2.50, 3.75, 5.00, 6.25, 7.50 y 8.75 V. - La distancia entre los niveles de decisión codificados se expresa por Q (intervalo de cuantificación). Si para todo el rango de variación de la señal analógica de entrada, restamos ésta de la salida (niveles discretos), obtendremos una señal de error. Este error llamado error de cuantificación es intrínseco del proceso (no se puede eliminar por tanto) y depende del número de niveles de cuantificación o resolución del cuantificador. La salida por tanto se puede considerar como la entrada analógica con un ruido (el de cuantificación) asociado a ella.
FIGURA 39.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 93 2009
Un convertidor A/D hace las operaciones de cuantificar y codificar una señal en un tiempo determinado. El tiempo requerido para hacer una medida o conversión se denomina generalmente “tiempo de apertura” (ta). La velocidad de conversión requerida en un caso particular depende de la variación temporal de la señal a convertir y del grado de resolución requerido. El tiempo de apertura se puede considerar como una incertidumbre de tiempo (error) en hacer una medida y resulta en una incertidumbre en amplitud si la señal está cambiando durante ese tiempo. Como se ve en la figura 40, la señal de entrada al convertidor A/D cambia ∆V durante el tiempo de apertura ta en que la conversión se efectúa. El error puede ser considerado como un error en amplitud o un error en tiempo. Los dos están relacionados como sigue:
Donde dV(t) / dt es la velocidad de cambio en el tiempo de la señal de entrada. Si a partir de aquí obtuviéramos el tiempo necesario para digitalizar una determinada frecuencia de señal con un cierto grado de resolución veríamos que para convertir una señal de variaciones relativamente lentas (por ejemplo 1 KHz) con una moderada resolución (10 bits), se requiere un convertidor A/D extremadamente rápido (tiempo de apertura no superior a 160 ns) y por tanto muy caro. Pero este problema se puede resolver de una manera muy simple y barata usando un circuito “sample and hold”, el cual reduce el tiempo de apertura considerablemente al tomar un muestreo rápido de la señal y mantener su valor durante el tiempo requerido para la conversión.
Relación entre el tiempo de apertura y la incertidumbre de amplitud. 12.1 Muestreo y "aliasing". La operación de muestreo está indicada en la figura 41 en la que vemos una señal analógica (41a) y un tren de impulsos de muestreo (41b). El resultado del proceso de muestreo es el mismo que obtendríamos al multiplicar la señal analógica de entrada por un tren de impulsos de amplitud unidad. La señal modulada resultante se ve en la parte (41c) donde la amplitud de la señal analógica está contenida en la envolvente de los impulsos.
FIGURA 40.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 94 2009
El propósito del muestreo es utilizar de una forma eficiente los equipos procesadores de datos y facilitar la transmisión de los mismos. Un simple SAD (sistema de adquisición de datos), por ejemplo, puede utilizarse para transmitir varios canales analógicos basándose en el muestreo de forma secuencial, con la ventaja respecto al sistema antieconómico de utilizar varios canales de transmisión para enviar continuamente varias señales. Si la señal analógica es muestreada y memorizada (mantenida) entre los impulsos de muestreo, el resultado es el indicado en la figura (41d). Este es el trabajo que realiza un circuito llamado de muestreo y retención (sample and hold). En los equipos de proceso de datos para vigilancia y control de procesos, puede ser suficiente muestrear el estado del proceso solamente una vez cada cierto tiempo, realizando el cálculo y corrección oportunos y a continuación liberar el computador para otras tareas. No se debe olvidar que el objeto de sistemas de conversión de datos es la reconstrucción fiel de la señal a partir de los datos adquiridos. Será necesario saber cada cuanto tiempo se debe tomar una muestra de una señal para no tener pérdidas de su información. Si una señal es lenta, se puede extraer toda su información fácilmente al muestrear de forma que no haya cambio, o éste sea muy pequeño, entre cada muestra. Habrá una pérdida de información si hay un cambio significativo en la amplitud de la señal entre cada muestra. La frecuencia con que se debe muestrear una señal para no perder información de la misma viene dada por el teorema de muestreo (Sampling Theorem): "Si el espectro de frecuencias de una señal analógica no contiene componentes de frecuencia superiores a Fc, la señal original puede ser completamente recuperada sin distorsión, si es muestreada a un ritmo de al menos 2fc muestras por segundo".
Operación de muestreo:
a) Señal analógica a muestrear b) Tren de impulsos de muestreo c) Señal modulada d) Señal muestreada y mantenida
FIGURA 41.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 95 2009
El teorema de muestreo se puede ilustrar con el espectro de frecuencias de la figura 42. La figura (42a) muestra el espectro de una señal continua con componentes de frecuencia limitadas por la frecuencia Fc.
Cuando esta señal es muestreada a un ritmo fs el proceso de modulación da como resultado el espectro mostrado en la figura (42b). Aquí debido a que el ritmo de muestreo no es suficiente, algunas de las componentes de alta frecuencia de la señal se pliegan en el espectro. Este efecto es el llamado plegado de frecuencias (frequency folding). En el proceso de recuperación de la señal original, las componentes de frecuencias plegadas causan distorsión y no se pueden separar o distinguir de la señal original. Se elimina el plegado de frecuencias usando una frecuencia de muestreo suficientemente alta o filtrando la señal original para eliminar las componentes de frecuencia mayor de Fc/2. En la práctica no obstante, hay siempre algún plegado de frecuencias debido al ruido y filtros no ideales. Debe tratarse de reducir este efecto a proporciones despreciables. Otro efecto consecuencia del plegado es conocido como “aliasing”. La figura 43 ilustra esto mostrando una señal periódica que se muestrea a un ritmo menor que dos veces por ciclo. Las amplitudes de muestreo indican unidas por una línea de puntos que evidentemente tiene un periodo bastante diferente de la señal original y es una 'alias'. En esta figura puede verse que si la forma de onda es muestreada al menos dos veces por periodo como requiere el teorema de muestreo, la frecuencia original se mantiene.
FIGURA 42.
FIGURA 43.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 96 2009
13.- La AUTOMATIZACIÓN INDUSTRIAL.
13.1 ¿Qué es la automatización? La automatización es: el proceso de mecanización de las actividades industriales para reducir la mano de obra, simplificar el trabajo, etc. Así se define a la automatización. La automatización de los procesos industriales actualmente es una realidad, ya que las exigencias de hoy en día van más allá de sólo elaborar un producto. Los procesos deben ser capaces de abastecer a una gran población que exige calidad y economía en los productos que compra. Estas exigencias sólo se pueden lograr si los costos de producción son bajos, la producción es alta y existe un riguroso control de calidad en los productos desde la materia prima hasta el producto terminado.
FIGURA 44.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 97 2009
13.2 Características de la automatización. La automatización tiene por objetivo realizar las actividades que el hombre realiza con poca eficacia. Por ejemplo, una empresa que fabrica sillas tubulares por medio de 25 hombres dedicados exclusivamente a ellas, tiene una producción de 1000 sillas a la semana, con altos costos de producción, ya que hay veces que los tubos se cortan mal, se desperdician tramos de tubo ya cortados porque se les aplico mucha fuerza al doblarse, son muchas personas para tan baja producción, una de las tres personas dedicadas a cortar el forro de las sillas no llegó y se tienen que distribuir su trabajo las otras dos, una de las personas que opera la máquina manual de doblado se accidento por meter la mano al momento que la máquina operaba, etc. Todos estos gastos, que en un momento dado se pueden evitar o minimizar, se le cargan al costo del producto y como consecuencia, tenemos un producto caro, de baja calidad y que en el momento que se obtenga un pedido de 3000 piezas a la semana, simplemente no se podrá abastecer. Es aquí donde se requiere de una buena automatización. El proceso de esta pequeña fabrica se puede mejorar si: el material es cortado por una máquina que tome el tubo y lo corte, como es un mecanismo preciso, siempre lo cortara bien y con la misma precisión, los tramos ya cortados pueden ser doblados no por maquinaría manual en la que solo se controla la activación y la desactivación, sino también la fuerza aplicada para cada tipo de silla, la velocidad y sobre todo, que tenga condiciones para que el operador no pueda meter las manos al momento que la máquina esté operando, que el corte del material para forro se realice en un porcentaje mayor por la máquina y no por el cortador, etc. Realizando estos y muchos otros cambios y nuevas organizaciones, la producción se elevaría, la calidad se mejoraría y el producto sería más barato. El problema aquí es el desempleo que generaría una automatización, ya que la maquinaría realizaría gran parte de las actividades que en éste momento realizan la mayoría de los operadores. Este es solo un ejemplo muy simple de lo que se podría realizar con la automatización, pero en la rama de la industria, hay diferentes procesos que igualmente son factibles de automatizar y que dependiendo de el giro de cada industria será la instrumentación, filosofías, organizaciones, equipo y personal utilizados para tal fin. Actualmente hay procesos en diversas industrias que han llevado a sus plantas a un nivel muy elevado de automatización. Por ejemplo, existen procesos en los cuales se realizan las mediciones de las variables, se envían hasta los cuartos de control donde son recibidas por PLC’s y equipos convencionales que continuamente están supervisando el proceso y que según su programación, tiene la capacidad de: realizar las regulaciones de las variables medidas, avisar al operador de que válvulas se encuentran abiertas y cerradas, que bombas se encuentran encendidas y apagadas, que alarmas se han presentado, cuales están presentes, realizar impresiones sobre papel de los sucesos más importantes a lo largo del día, etc., además de lograr un alto nivel de seguridad ya que el sistema tiene la capacidad, según la programación realizada, de: en cada fase o paso del proceso, automáticamente abrir y cerrar válvulas para dar la condición de arranque del siguiente paso en la receta del proceso, en una condición que se considere peligrosa y que pueda, si no se actúa inmediatamente, ocasionar algún accidente; el sistema actuará rápido y sin miramientos para regresar al proceso a condiciones estables, y muchas cosas más.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 98 2009
13.3 Ventajas y desventajas de la automatización. Como se puede ver, la automatización tiene grandes ventajas, pero también tiene sus desventajas. A continuación veremos algunas ventajas y desventajas de la automatización. Ventajas: Desventajas: - Reduce los costos . - Genera desempleo. - Aumenta la productividad . - La inversión es muy alta. - Mayor calidad en los productos. - El servicio y operación requiere de - Optimización de recursos. personal especializado. - Mayor organización. - El mantenimiento es caro. - Seguridad para el personal - Complejidad del proceso. e instalaciones. Estas son las ventajas y desventajas más relevantes de realizar una automatización en un proceso de producción industrial. Hay que considerar que no todos los procesos son factibles de automatizar, ya que hay ocasiones que sería mejor dejar el proceso como se encuentra a realizar una automatización que no lograría gran cosa.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 99 2009
CAPÍTULO II
CONTROL CONVENCIONAL.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 100 2009
1.- Circuitos Eléctricos.
Básicamente, un circuito eléctrico consta de: 1) Una fuente de energía.
2) Alambres o conductores de conexión. 3) Un dispositivo que aproveche la energía eléctrica (llamado carga).
Los casos típicos de circuitos eléctricos son: a) Circuitos de alumbrado.- Obtienen el voltaje de un tablero o punto de alimentación, los conductores van dentro de tubos conduit, hacia las salidas en donde se conectan y alimentan las cargas, cuando se cierra el circuito. b) Circuitos de fuerza o alimentación de motores.- En éstos circuitos el voltaje se obtiene de un tablero o panel de alimentación y se lleva por medio de conductores alimentadores hasta el motor, que representa la carga.
FIGURA 1.
FIGURA 2.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 101 2009
c) Circuitos alimentadores principales y derivados.- Estos circuitos son las instalaciones en donde de un tablero salen las alimentaciones para distintas secciones de una máquina o instalaciones eléctricas.
1.1 Definición de Instalación Eléctrica. Se entiende por instalación eléctrica, al conjunto de tuberías conduit o tuberías y canalizaciones de otro tipo y forma, cajas de conexión, registros, elementos de unión entre tuberías, y entre las tuberías y las cajas de conexión o los registros, conductores eléctricos, accesorios de control y protección, etc.; necesarios para conectar o interconectar una o varias fuentes o tomas de energía eléctrica con los receptores.
FIGURA 3.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 102 2009
1.2 Objetivos de una Instalación.
Los objetivos a considerar en una instalación eléctrica, están de acuerdo al criterio de todas y cada una de las personas que intervienen en el proyecto, cálculo y ejecución de la obra, y de acuerdo además con las necesidades a cubrir, sin embargo, con el fin de dar margen a la iniciativa de todos y cada uno en particular, se enumeran sólo algunos tales como:
1.- Seguridad para personas, máquinas, instalaciones y medio ambiente.- Los accidentes y daños derivados de fallas en máquinas o instalaciones deben evitarse en la medida de lo posible. Por ello se hace cada vez más rigurosa la normativa legal sobre seguridad el puesto de trabajo y sobre la protección del medio ambiente. Hoy en día se aplican para ello productos y sistemas diferentes para las funciones de seguridad (componentes electromecánicos) y sistemas computacionales para que por medio de sensores se monitoreen los niveles de riesgo.
2.- Eficiencia.- Las fallas o averías dependen de la instalación eléctrica y del grado de automatización de los sistemas; que permitan continuar con el proceso de producción incluso si se produce una falla.
3.- Economía.- Los tiempos de parada improductivos y los elevados costos de rearranque de un proceso deben ser considerados para una inversión en las instalaciones eléctricas y equipo de control. Lo anterior implica en forma general, que lo conveniente es contar con materiales, equipos y mano de obra de buena calidad, salvo naturalmente los casos especiales de instalaciones eléctricas temporales provisionales o de instalaciones eléctricas temporales.
4.- Mantenimiento.- El mantenimiento de una instalación eléctrica debe efectuarse periódica y sistemáticamente, en forma principal realizar la limpieza y reposición de partes, renovación y cambio de equipos. En México esta actividad está regida por la NOM-029-STPS-2005 Mantenimiento de las instalaciones Eléctricas en los centros de Trabajo Condiciones de seguridad.
5.- Distribución de elementos, aparatos, equipos, etc. Debido al creciente grado de automatización de los procesos las instalaciones eléctricas han tenido que estandarizarse y construirse bajo una normatividad específica; en donde cada parte de ella y de sus elementos ha sido bien definida y localizada dentro de la misma. Así por ejemplo la NFPA 70E National Fire Protection Association establece las Normas de seguridad para Instalaciones eléctricas en centros de trabajo (basadas en el Código Eléctrico Nacional NEC) en Estados Unidos. Su equivalente en México NOM-SDE-1999 Instalaciones Eléctricas.
FIGURA 4.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 103 2009
1.3 TIPOS DE INSTALACIONES ELÉCTRICAS.
Por razones que obedecen principalmente al tipo de construcciones en que se realizan, material utilizado en ellas, condiciones ambientales, trabajo a desarrollar en los locales de que se trate y acabado de las mismas; se tienen diferentes tipos de instalaciones eléctricas, a saber:
• Instalaciones eléctricas permanentes • Instalaciones eléctricas provisionales
También se clasifica a las instalaciones eléctricas por la forma en que se encuentran en los centros de trabajo:
• Totalmente ocultas. • Parcialmente ocultas. • Totalmente visibles. • Visibles entubadas. • A prueba de explosión.
Instalaciones Eléctricas Permanentes. Son las instalaciones que se construyen para el aprovechamiento de la energía eléctrica en forma definitiva:
a) Propiedades industriales, comerciales, residenciales y de vivienda, institucionales, cualquiera que sea su uso, públicas y privadas, y en cualquiera de los niveles de tensiones eléctricas de operación, incluyendo las utilizadas para el equipo eléctrico conectado por los usuarios. Instalaciones en edificios utilizados por las empresas suministradoras, tales como edificios de oficinas, almacenes, estacionamientos, talleres mecánicos y edificios para fines de recreación.
b) Casas móviles, vehículos de recreo, edificios flotantes, ferias, circos y exposiciones, estacionamientos, talleres de servicio automotriz, estaciones de servicio, lugares de reunión, teatros, salas y estudios de cinematografía, hangares de aviación, clínicas y hospitales, construcciones agrícolas, marinas y muelles, entre otros.
c) Plantas generadoras de emergencia o de reserva propiedad de los usuarios. d) Subestaciones, líneas aéreas de energía eléctrica y de comunicaciones e
instalaciones subterráneas. e) Cualesquiera otras instalaciones que tengan por finalidad el uso de la energía
eléctrica.
FIGURA 6.
FIGURA 5.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 104 2009
Instalaciones Eléctricas Provisionales.
Son instalaciones eléctricas que se construyen para el aprovechamiento de la energía eléctrica por temporadas o períodos cortos de tiempo.
Según la NOM-001-SEDE-1999 en su artículo 305:
Todas las Instalaciones:
a) Todos los demás requisitos de esta NOM para alambrado permanente se deben aplicar a las instalaciones de alambrado provisional. b) Los métodos de alambrado temporal se aceptan solamente si están aprobados basándose en las condiciones de uso y de cualquier requisito especial de la instalación temporal. Limitaciones de tiempo:
a) Durante el período de construcción. Se permiten las instalaciones provisionales de
fuerza y alumbrado durante los períodos de construcción, remodelación, mantenimiento, reparación o demolición en inmuebles, estructuras, equipo o actividades similares.
b) Noventa días. Se pueden utilizar las instalaciones provisionales de fuerza y alumbrado durante un tiempo no mayor a noventa días para alumbrado decorativo de Navidad, carnavales, fiestas y propósitos similares.
c) Emergencias y pruebas. Se pueden utilizar las instalaciones provisionales de fuerza y alumbrado durante emergencias y para pruebas, experimentos y trabajos en desarrollo.
d) Remoción. Las instalaciones provisionales deben removerse inmediatamente después de terminada la construcción o el fin para el cual el alambrado fue instalado.
Disposiciones generales:
a) Acometidas. Deben instalarse de conformidad con el Artículo 230. b) Alimentadores. Los alimentadores deben protegerse como está indicado en el
Artículo 240. Se deben originar en un centro de distribución aprobado. Los conductores pueden formar parte de un cordón flexible multiconductor o de conjuntos de cables de un tipo indicado para uso rudo o extrarudo.
Excepción: Cuando se instalen para los propósitos especificados para emergencias y pruebas.
c) Circuitos derivados. Todos los circuitos derivados deben originarse en un panel de
alumbrado y control o salida de fuerza aprobados. Los conductores deben formar parte de un cordón flexible multiconductor o conjunto de cables de un tipo indicado para uso rudo o extrarudo. Todos los conductores deben estar protegidos contra sobrecorriente al igual que los equipos teniendo por objetivo abrir el circuito eléctrico cuando la corriente alcance un valor que pueda producir temperaturas excesivas o peligrosas en los conductores o en su aislamiento (Artículo 240).

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 105 2009
d) Contactos o Receptáculos. Todos los contactos deben ser del tipo con conexión de puesta a tierra. A menos que estén instalados en una canalización metálica, continua, puesta a tierra o en cables con cubierta metálica, todos los circuitos derivados deben tener un conductor separado de puesta a tierra del equipo, y todos los receptáculos deben estar eléctricamente conectados a los conductores de puesta a tierra del equipo.
Los contactos en los lugares de construcción no deben instalarse en circuitos derivados que alimenten alumbrado temporal. Los receptáculos no deben conectarse al mismo conductor de fase de circuitos multiconductores que alimentan al alumbrado temporal.
e) Medios de desconexión. Deben instalarse medios de desconexión o conectadores
enchufables adecuados que permitan la desconexión de todos los conductores de fase de cada circuito provisional. Los circuitos derivados multiconductores deben tener un medio de desconexión simultáneo, para todos los conductores de fase, en la salida de fuerza o panel de alumbrado y control donde se origina el circuito derivado.
f) Protección de lámparas. Todas las lámparas para iluminación temporal deben estar
protegidas contra contactos accidentales o roturas por medio de un dispositivo o portalámparas con guardas de seguridad.
No deben usarse bases con cubiertas de bronce, de cartón o portalámparas con cajas metálicas, a menos que las cubiertas estén puestas a tierra.
g) Empalmes. En los sitios en construcción no se requiere una caja para empalmes o
conexiones de derivación, cuando los conductores del circuito sean de un cordón multiconductor o de conjuntos de cables o conductores visibles. Véanse 110-14(b) y 400-9. Debe usarse una caja de registro o dispositivo terminal con orificios emboquillados separados para cada conductor, siempre que se realice un cambio a un sistema de tubos o a un sistema de cable con cubierta metálica.
h) Protección contra daños accidentales. Los cables y cordones flexibles deben estar
protegidos contra daños accidentales. Deben evitarse las esquinas agudas y las salientes. Cuando se pase a través de puertas u otros puntos críticos, debe proporcionarse una protección adecuada para evitar daños.
i) Terminales en los dispositivos. Los cables que entren en envolventes que contengan
dispositivos que requieran terminales, se deben sujetar a la caja con herrajes diseñados para ese uso.
i) Puesta a tierra. Todas las conexiones de puesta a tierra deben cumplir con lo
establecido en el Artículo 250.
FIGURA 7.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 106 2009
1.4 PUESTA A TIERRA. Protección de falla a tierra para seguridad del personal.
Debe proporcionarse protección de falla a tierra para seguridad del personal en sitios de construcción con alambrado provisional. Esta Sección se aplica únicamente a las instalaciones provisionales, utilizadas para suministrar temporalmente energía a equipo utilizado por personal durante la construcción, remodelación, mantenimiento, reparación o demolición de edificios, estructuras, equipo o actividades similares.
Requisitos: a) Interruptores de circuito falla a tierra (ICFT). Todas las salidas de receptáculos de
120 o 127 V, de una fase, de 15 a 20 A, que no sean una parte del alambrado permanente del edificio o inmueble, y que sean usadas por el personal, deben tener interruptor de circuito por falla a tierra. Si un receptáculo o receptáculos ya instalados como parte del alambrado permanente, se emplean para suministrar energía al alambrado provisional, deben tener un interruptor de circuito por falla a tierra. Para los propósitos de esta Sección se permiten las instalaciones de cables que incorporen cortacircuitos por falla a tierra para la protección de las personas.
Excepción 1: Los receptáculos de dos hilos, una fase, de un generador portátil o montado en un vehículo, con una capacidad de no más de 5 Kw, siempre y cuando los conductores del circuito del generador estén aislados de la carcasa del generador y de todas las demás superficies puestas a tierra. Excepción 2: Solamente en establecimientos industriales en donde las condiciones de mantenimiento y supervisión aseguren que personal calificado está involucrado, se permite utilizar conductores de puesta a tierra como se especifica en 305-6 (b).
b) Programa de garantía de conexión de conductores de puesta a tierra. Se permite que otros receptáculos no cubiertos en a) tengan un interruptor de circuito por falla a tierra o debe ponerse en operación un procedimiento escrito en el sitio de la construcción, y debe aplicarse por una o varias personas designadas, para asegurar que las conexiones de puesta a tierra para todos los grupos de cordones y receptáculos que no son parte del alambrado permanente del edificio o inmueble y del
FIGURA 8.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 107 2009
La NOM-022-STPS-1999 establece la obligación de instalar y verificar las instalaciones de tierras y pararrayos en todos aquellos centros de trabajo donde se almacenen, manejen o transporten sustancias inflamables o explosivas y que por la naturaleza de sus procesos empleen materiales, sustancias o equipos capaces de almacenar o generar cargas eléctricas estáticas o que estén ubicados en una zona donde puedan recibir descargas eléctricas atmosféricas.
equipo conectado por medio de un cordón con clavija, sean instalados y mantenidos, de acuerdo con los requisitos aplicables en “210-7(c), 250-45, 250-59 y 305-4(d)”1.
1.5 PRUEBAS DE PUESTA A TIERRA. 1. Deben realizarse las siguientes pruebas en todos los grupos de cordones,
receptáculos que no son parte del alambrado permanente y equipo conectado con cordón con clavija que requiera ser puesto a tierra.
a. Debe probarse continuidad a todos los conductores de puesta a tierra; deben ser eléctricamente continuos.
b. Debe probarse la conexión correcta del conductor de puesta a tierra en cada receptáculo y clavija correspondiente. El conductor de puesta a tierra debe estar conectado a su terminal apropiada.
c. Deben llevarse a cabo todas las pruebas requeridas en las siguientes condiciones: • Antes de usarse por primera vez en el sitio de la construcción. • Cuando haya evidencia de daño. • Antes de que el equipo vuelva a ser puesto en servicio, después de
cualquier reparación. • En intervalos que no excedan tres meses.
2. Deben registrarse y estar disponibles para la autoridad competente las pruebas requeridas en (1), anteriormente mencionado.
1 NOM-001-SEDE-1999
FIGURA 9.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 108 2009
1.6 A PRUEBA DE EXPLOSIÓN. Se construyen principalmente en fábricas y laboratorios en donde se tienen ambientes corrosivos, polvos o gases explosivos, materias fácilmente inflamables, etc. En estas instalaciones, tanto las canalizaciones, como las partes de unión y las cajas de conexión quedan herméticamente cerradas para así, en caso de producirse un circuitocorto, la flama o chispa no salga al exterior, lo que viene a dar la seguridad de que jamás llegará a producirse una explosión por fallas en las instalaciones eléctricas. Una vez conociendo que se entiende por instalaciones eléctricas, sus objetivos y tipos de instalaciones eléctricas, es necesario saber que existen códigos, reglamentos y disposiciones complementarias, que establecen los requisitos técnicos y de seguridad, para el proyecto y construcción de las mismas. En los procesos químicos, de refinación y petroquímicos, y en general la mayoría de las plantas tienen “áreas con atmósferas peligrosas”2 y cada vez es más frecuente la utilización de la instrumentación eléctrica-electrónica controlada por medio de sistemas computacionales, para monitorear y prevenir accidentes.
El equipo eléctrico pude causar fuegos o explosiones en áreas que contengan líquidos, gases o polvos inflamables. El diseño de equipo eléctrico y sus sistemas de alambrado asociados deben considerar las características atmosféricas producidas por gases específicos, líquidos, vapores y polvos. El Código Eléctrico Nacional (NEC) es un juego de normas relativas al diseño de sistemas eléctricos, alambrado y aparatos.
2 Análisis de Riesgo.
DIAGRAMA 1.
FIGURA 10.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 109 2009
1.7 SEGURIDAD INTRÍNSECA. Es el tipo de protección que se utiliza en la plantas de procesos químicos, de refinación, petroquímicos, etc.; y es considerado como el medio para evitar que la fuente de energía eléctrica o térmica entre en contacto con la mezcla potencialmente explosiva.
Un circuito eléctrico se considera de Seguridad Intrínseca, cuando ninguna chispa ni efecto térmico (producidos durante el funcionamiento normal o en condiciones específicas de falla), es capaz de provocar ignición de una atmósfera potencialmente explosiva. Una condición de falla se presenta cuando el circuito sale de sus parámetros normales de explosión. Las causas de falla pueden ser: • Circuito abierto. • Cortocircuito operación y representa un peligro que se traduce en un riesgo de ocurrencia. • Cuando se presenta un voltaje mayor al esperado en el circuito. • También es necesario asegurarse que la construcción y la disposición de los instrumentos que contienen los circuitos, no presenten problemas de envejecimiento que puedan dar lugar a la pérdida de la seguridad; por causas de esfuerzos mecánicos, acción química, ondas electromagnéticas o rayos de luz.
FIGURA 12.
FIGURA 11.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 110 2009
FIGURA 13.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 111 2009
2.- GENERALIDADES SOBRE EL CONTROL Y PROTECCIÓN DEL MOTOR ELÉCTRICO. El motor eléctrico juega un papel preponderante en el progreso industrial, pues constituye la fuerza principal que impulsa las máquinas y procesos en las fábricas e instalaciones industriales. En cualquier accionamiento con motores eléctricos, existen elementos de conexión y gobierno, mediante los cuales son operados de acuerdo a las necesidades del trabajo. Por esta razón, los dispositivos de control son tan importantes en la instalación, como las máquinas accionadas. Todo el servicio depende de su buen funcionamiento y de la seguridad de su operación. Originalmente el control de motores se enfocaba a las operaciones de arranque y paro, pero la evolución de los accionamientos en los que aumentó el número y la variedad de operaciones que habían de realizarse, trajo como consecuencia el desarrollo de nuevas funciones y esquemas de control.
2.1. Controladores. Un sistema de control o controlador para un motor eléctrico, es un dispositivo o conjunto de éstos, que sirve para gobernar de alguna manera predeterminada la operación del motor y que además proporciona algún tipo de protección que asegure su funcionamiento. En general para el proyecto, selección e instalación de un sistema de control, se deben considerar varios aspectos: a). Diseño del Motor.- Esto contempla sus características y parámetros: potencia, tensión, velocidad, factor de servicio y muy importante, la capacidad térmica de sus devanados b). Características de la Carga.- La inercia de la máquina accionada, requerimientos del par durante la aceleración y las velocidades de operación. c). Características de la Fuente de Alimentación.- La capacidad y confiabilidad del alimentador, la regulación de tensión en la instalación y en muchas ocasiones el sistema de tierras empleado. d). Condiciones de Servicio.- Esto considera las características del lugar en donde se va a realizar la instalación: temperatura, ventilación, contaminación, etc.
Elementos de un circuito de control y protección
DIAGRAMA 2.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 112 2009
Los controladores pueden ser muy sencillos o extremadamente complicados, desde arrancadores manuales del tipo volquete, hasta esquemas de control que contengan una gran cantidad de elementos. Sin embargo, independientemente de su complejidad deben cumplir los siguientes requisitos: a) Deben satisfacer las condiciones de control que se hayan especificado.
b) El controlador debe ser confiable, proporcionando un sistema de protección que asegure la operación de la máquina, del mismo controlador e Inclusive que proteja al operador de posibles fallas o perturbaciones. El grado de protección depende de las condiciones de servicio y de la importancia de la aplicación y va desde el empleo de alguna cubierta o envolvente, hasta los arreglos que interrumpen la alimentación al ocurrir una contingencia. c) Debe permitir la fácil y rápida vigilancia, ajuste y reposición de todos sus elementos. d) Debe ser económico, para lo cual debe contar con componentes de calidad y constar del menor número posible de elementos. 2.1.1. Funciones De Control. Dentro de las funciones u operaciones más comunes en los sistemas de control para motores eléctricos, se tienen: Arranque. El primer requisito de un controlador es el de acelerar el motor. Esto debe realizarse en muchas ocasiones gradualmente, no sólo para proteger a la carga accionada, sino porque la corriente demandada puede alcanzar valores inadmisibles. Frenado. Hay aplicaciones en las cuales no basta desconectar el motor de la línea para detenerlo. Ejemplos se tienen en los elevadores, grúas, montacargas, etc. en donde el controlador debe ser capaz de imprimir una acción de freno. Inversión De Rotación. La inversión de rotación, es una operación continua en muchos procesos y aplicaciones industriales, haciéndose necesario el empleo de controladores que permitan realizarlo. Control De Velocidad. Existen muchos procesos, sobre todo en las Industrias papeleras y textiles, en los que se hace indispensable un riguroso control de la velocidad. Por esto se tiene necesidad de disponer de controladores, que permitan mantener velocidades muy precisas, o bien variarlas dentro de ciertos rangos ajustables.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 113 2009
2.1.2. Funciones De Protección.
Existen diversas contingencias a las que se pueden ver sometidos los motores, entre las cuales se pueden mencionar:
Sobrecorrientes. Las corrientes de corto circuito y fallas a tierra, no sólo son perjudiciales para los conductores de las máquinas, sino también para los controladores que los gobiernan. Los fusibles, instalados en la misma envolvente del medio de desconexión y los interruptores termomagnéticos, son utilizados entre otros, como medio de protección en caso de ocurrir esta falla. Sobrecargas. Bajo cualquier condición de sobrecarga, un motor toma una corriente excesiva, cuyo efecto es una elevación de temperatura dañina para el aislamiento de los devanados. Las sobrecargas relativamente pequeñas y de corta duración, no causan daños al motor, pero si éstas se mantienen pueden ser tan perjudiciales como las sobrecargas de gran magnitud.
Las sobrecargas pueden ser de origen eléctrico o mecánico. En muchas ocasiones el motor funciona con dos fases en vez de tres y en otras la tensión de línea es inferior a la nominal. Por otro lado la carga accionada por el motor puede hacer que el motor pierda su velocidad o que alcance lentamente la de régimen. El medio ambiente también interviene, ya que puede incrementar la temperatura de operación del motor.
Los relevadores contra sobrecargas, funcionan para evitar corrientes y calentamientos que puedan deteriorar los aislamientos del motor. Inversión De Fase. . Si se intercambian dos fases de alimentación en un motor trifásico de inducción, este invertirá su rotación con los consabidos perjuicios que ocasiona; por ejemplo: en equipos de bombeo, elevadores, etc. Los relevadores de inversión de fase protegen a los motores, las máquinas accionadas y al personal contra los riesgos que se presenten al cambiar de manera imprevista el sentido de giro. Inversión De Corriente. De la misma manera que una inversión de fases, puede originar graves problemas en las máquinas polifásicas de inducción, en motores de corriente continua, ocurre al cambiar la polaridad o sentido de la corriente. Sobrevelocidades. En industrias como la papelera, textil y de impresión, una sobrevelocidad del motor puede ocasionar graves daños, sobre todo al producto; por esto, en este tipo de instalaciones, es importante la selección de una protección adecuada, que permita evitar tales contingencias. Campo Abierto. Existen relevadores de campo para proteger a máquinas de corriente continua y a los motores síncronos por la pérdida de la excitación, que origina en las primeras sobrevelocidades peligrosas y en los motores síncronos, la pérdida de sincronismo.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 114 2009
2.2. Tipos De Controladores.
Dependiendo de su operación se pueden clasificar en: manuales, semiautomáticos y automáticos.
Tipos de controladores
2.2.1. Controles Manuales. El elemento humano interviene durante toda la operación; como sucede cuando se utiliza un reóstato para el arranque de un motor de CC. 2.2.2. Controles Semiautomáticos. En este tipo de controladores, el operador Interviene para iniciar un cambio en la condición de operación; por ejemplo, pulsando un botón que permita que se energicen contactores y relevadores que realicen una secuencia.
2.2.3. Controles Automáticos. En estos casos, el controlador cambia por si mismo su estado de operación sin la intervención del elemento humano; por ejemplo, los equipos de control para sistemas de bombeo, en donde una secuencia puede iniciarse al operar un interruptor flotador, cuya acción depende de un determinado nivel del líquido. Otros dispositivos empleados para controlar automáticamente un motor, pueden ser: interruptores de presión, de flujo, de límite, termostatos, etc. Se habla de control remoto cuando se controla un motor desde un punto alejado como sucede en las modernas instalaciones, en donde desde un centro de control, se operan motores que pueden no encontrarse en el local en donde se halla el centro.
E LE ME NT OS DE
PRO TE CCI ÓN
E LE M E NT OS DE PRO TE CCI ON
CONT ROL MAG NE T ICO
ES T ACIO N DE BOT ONE S
ARRANQUE
P ARO
DIS P OS IT IV O P ILO TO
MANUAL El control debe ser operado
SEMIAUTOMATICO El control debe ser mandado desde la estación de botones la cual puede ser remota.
AUTOMATICO El controlador es mandado automáticamente desde
DIAGRAMA 3.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 115 2009
2.3 Tipos De Elementos De Control. De una manera general, los elementos que forman un controlador se pueden clasificar según su función, en las siguientes categorías: mando, básicos, de salida y auxiliares. 2.3.1 Elementos De Mando. Son dispositivos que miden y/o convierten una acción, condición o cantidad física en señales eléctricas. 2.3.2 Elementos Básicos. Son aquellos que efectúan la parte de control del sistema. Reciben información de los elementos de mando y la procesan de tal manera, que la señal de salida sea la adecuada en la secuencia de operación. 2.3.3 Elementos De Salida. Toman la información de los elementos básicos y la amplifican al nivel adecuado de potencia para la operación de las máquinas. 2.3.4 Elementos Auxiliares. Los más usuales: dispositivos de protección y de señalización, reóstatos, reactancias, transformadores y autotransformadores, etcétera, los cuales se emplean para realizar funciones específicas en la operación y que son propios de diseños particulares.
Funci
ón
Elementos
Uso
Mando Botones pulsadores, interruptores de presión, de límite, de flotador, termostatos, de flujo, de pedal, sensores de proximidad, etc.
Sensores o fuentes de alimentación.
Básicos Relevadores de control, de tiempo de sobrecarga en su etapa de control, válvulas neumáticas, válvulas de solenoide, etc.
Actúan con la información de los elementos de mando, toman decisiones y proporcionan las señales adecuadas de salida.
Salida Contactores electromagnéticos y electrónicos, etc.
Amplifica la señal básica al nivel deseado de potencia.
Auxiliares Reóstatos, transformadores, autotransformadores, luces pilotos, alarmas, dispositivos de protección, etc.
Realiza funciones específicas en el control.
Elementos de un sistema de control
TABLA 1.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 116 2009
2.4 Dispositivos De Control y Protección.
2.4.1 Interruptores y Desconectadores. Los interruptores, desconectadores y conmutadores son los elementos de entrada en los sistemas de regulación y control. Básicamente existen dos tipos principales. Los que se suelen operar a mano como los de cuchillas, termomagnéticos, de levas o tambor, los pulsadores etc. y los que actúan automáticamente, como los interruptores de presión, los flotadores, de límite o fin de carrera, los de flujo, térmicos, etc. Desconectadores De Cuchillas.
Son componentes muy utilizados en la conexión y desconexión, no sólo de motores sino de muchas otras máquinas y circuitos eléctricos. Como se ha mencionado, es muy frecuente encontrar en el mismo envolvente de los desconectadores de cuchillas, fusibles que protegen al motor contra sobrecorrientes, desconectando la alimentación al presentarse estas.
Actualmente se han desarrollado fusibles de doble elemento, los cuales presentan una acción instantánea cuando se produce un corto y una acción rápida y positiva en casos de sobrecarga peligrosa, cuando ésta excede límites de calor y de tiempo que se determinan de antemano. Este tipo de fusibles se utiliza comúnmente como único medio de protección, en motores de potencia fraccionaria.
Interruptor de Cuchillas
Sistema Americano Sistema Europeo
FIGURA 14.
SIMBOLOGÍA 1.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 117 2009
Interruptores Termomagnéticos.
Los interruptores termomagnéticos proporcionan protección contra sobrecargas y corrientes de corto circuito. Forman una sola unidad más compacta que los anteriores, en donde generalmente las navajas o cuchillas y el fusible van separados. El tiempo de dilatación en el disparo por sobrecarga, permite la sobreintensidad de arranque sin que se abran los circuitos de alimentación.
En la figura, se muestra el funcionamiento de este dispositivo. En el disparo magnético, la corriente en una sobrecarga elevada o en un cortocircuito, excita el circuito magnético de disparo instantáneo. Este atrae la armadura de modo que el desconectador se libere inmediatamente. Existen interruptores con disparo magnético ajustable, en los cuales los elementos magnéticos se pueden calibrar sobre un rango muy grande de valores de corriente, con solo variar el entrehierro.
Para el disparo térmico, el elemento bimetálico que se hace de dos metales diferentes, soldados entre sí y que tienen la propiedad de que uno de ellos no es afectado apreciablemente por cambios de temperatura, mientras que el otro se expande con cierta rapidez, se flexiona operando el dispositivo de disparo.
Interruptor Termomagnético
Sistema Europeo
Sistema Americano
Disparo Magnético
SIMBOLOGÍA 2.
FIGURA 15.
FIGURA 16.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 118 2009
Se logra una dilatación en éste, ya que se requiere de cierto tiempo para que el calor suba lo suficiente, para flexionar el bimetal. Esta dilatación es inversamente proporcional a la intensidad de corriente, Cuanto mayor es la sobrecarga, mas corto es el tiempo necesario para que se abra el circuito.
Disparo Térmico
Esquema de interruptor termomagnético
1.- Bobina magnética 2.- Bimetal 3.- Cámara de arqueo 4.- Montaje para riel DIN
FIGURA 17.
FIGURA 18.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 119 2009
2.4.2 Pulsadores y Selectores. De los elementos de entrada de los circuitos de control, los pulsadores juegan un papel muy importante, pues son dispositivos que proporcionan el control de un motor con solo oprimirse. Se accionan mecánicamente para que a su vez, cierren o abran (o realicen ambas cosas) circuitos auxiliares que eventualmente accionan contactores u otros elementos de los circuitos principales de potencia. Existen dos tipos de botones pulsadores: de contacto momentáneo y de contacto sostenido fabricados para dos clases de servicio: normal para la aplicación usual y el de servicio pesado para un uso continuo. Con frecuencia los pulsadores se combinan con otros elementos en envolventes formando las estaciones de botones con las que se pueden mandar operaciones verdaderamente complejas. La envolvente de una estación de botones, se fabrica usualmente de plástico moldeado o de lámina metálica y los contactos de los pulsadores: de plata, cobre y de algunas aleaciones especiales.
Se pueden obtener diversos envolventes aparte de los de tipo general, para condiciones extraordinarias, como son a prueba de agua, de polvo, de explosión, sumergibles, etc. Como los botones se someten a altas tensiones momentáneas, causadas por el efecto inductivo de las bobinas a las que se conectan, se proporciona conveniente espacio entre los contactos y aislamiento a tierra.
Estación de botones
con lámpara indicadora.
Botón de
Pulso Momentáneo
Sistema Americano
Botón de Pulso
Sostenido Sistema
Americano
Lámpara Indicadora Sistema Americano
FIGURA 19.
SIMBOLOGÍA 3. SIMBOLOGÍA 4. SIMBOLOGÍA 5.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 120 2009
En el símbolo 3, se representan esquemáticamente botones de acción momentánea. En el normalmente abierto, al ejercer una presión la corriente puede pasar entre 3 y 4. Al desaparecer la presión, el resorte lleva al botón a la posición original, separando los contactos. En el normalmente cerrado, la operación es inversa, cuando se ejerce una presión el botón interrumpe el circuito y al soltarse se vuelven a cerrar los contactos.
Los pulsadores de contacto sostenido, se distinguen de los anteriores, porque una vez llevados a una posición, se mantienen en ella mientras no se les accione nuevamente. Los selectores son conmutadores para uno o varios circuitos y como los anteriores, al ser accionados quedan en la posición seleccionada, mientras no vuelvan a ser accionados de nuevo. Algunos autores los designan también con el nombre de combinadores e incluyen en este grupo dispositivos como los de tambor y de levas que se verán a continuación.
Lámpara Indicadora
Sistema Europeo
Botón de Pulso
Momentáneo Sistema Europeo
Botón de Pulso
Sostenido Sistema Europeo
PRESION PRESION
RESORTE
AISLADOR
RESORTE
AISLADOR
Funcionamiento de pulsadores o contactos de acción momentánea.
SIMBOLOGÍA 3. SIMBOLOGÍA 4.
SIMBOLOGÍA 5.
FIGURA 20.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 121 2009
Combinadores. Proyectados para controlar varias operaciones en los motores, como el arranque, parada, regulación de la velocidad, etc. se fabrican para operación en CC o CA Estos dispositivos diseñados para operarse a mano, mediante el giro de una palanca o manivela, se emplean para conectar circuitos de fuerza o circuitos de mando. Los primeros se denominan combinadores de fuerza y los segundos de gobierno o de control. Existen dos tipos diferentes de combinadores: de tambor y de levas. Los combinadores de tambor consisten en un juego de contactos móviles montados en una flecha y aislados de ella, que pueden girar mediante una manivela u otro medio conveniente. Además van provistos de un juego de contactos estacionarios, de tal forma que al girar la flecha los contactos móviles, se separan o se juntan con los fijos. Los combinadores ya sean de tambor o de levas se pueden adaptar con facilidad para muchas combinaciones de circuitos, modificándose si es necesario en el lugar de trabajo.
Combinador de tambor de tamaño pequeño para montaje
en tablero de control.
Esquema de Funcionamiento de un Combinador de Leva.
FIGURA 21.
FIGURA 22.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 122 2009
Interruptores De Pedal.
Existen muchas máquinas y procesos en donde se requiere de elementos de mando, que permitan realizar el trabajo aún cuando el operario tenga ocupadas las manos. Los dispositivos que satisfacen esta condición, son los interruptores de pedal, como los que se muestran en la figura 23.
Interruptores De Límite o Final de Carrera.
Muchas aplicaciones requieren dispositivos que se accionen por el movimiento de las máquinas. Estos dispositivos son los interruptores de Iímite o de final de carrera. Existe una gran cantidad de diseños de interruptores de límite; sin embargo, la mayor parte de éstos, está construido de tal manera, que un brazo o palanca de operación sea empujado por algún equipo móvil. El movimiento de este brazo abre o cierra unos contactos dependiendo de su estado. La figura 25, muestra un diagrama elemental de operación. Se utilizan ordinariamente para desconectar en límites de carrera el avance de bancadas en máquinas herramientas, como fresadoras, tornos, etc. Existe un interruptor de límite conocido como limitador giratorio de levas. Este interruptor lleva un eje en el cual se montan unas levas, que abren o cierran cierto número de contactos en posiciones angulares, que pueden ser ajustadas. El eje del interruptor se acopla directamente o a través de engranes al eje de la máquina.
Sistema
Americano
Interruptor de Pedal Sistema Europeo
Esquema de Operación de un Interruptor de Limite.
Sistema Americano Sistema Europeo
FIGURA 23.
FIGURA 24. FIGURA 25.
SIMBOLOGÍA 6.
SIMBOLOGÍA 7.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 123 2009
Interruptores De Flotador. Este dispositivo es como el anterior un elemento de mando, ya que convierte una acción mecánica en una señal eléctrica. Se utiliza con frecuencia en equipos de bombeo e hidroneumáticos, para mantener valores límites de agua en cisternas y tinacos. Aunque existen muchos tipos de construcciones, todos los interruptores de flotador están básicamente formados por un conjunto de contactos que accionan mediante un dispositivo mecánico. Los interruptores de flotador se diseñan para ajustar los rangos de apertura y cierre de contactos, proporcionando la flexibilidad al sistema, pudiéndose emplear para conectar directamente motores de potencia fraccionarias, sin la necesidad de un arrancador. Sin embargo en motores de mayor potencia, la presencia del arrancador es necesaria, entonces el interruptor puede emplearse para controlar su operación.
Interruptores De Presión.
Existen una gran variedad de procesos, en los cuales se manejan variables como gases, agua, aceite, etc., requiriéndose dispositivos que respondan a esos medios. Los interruptores de presión o presostatos, son algunos de ellos. Existen una gran variedad de interruptores empleados en diferentes gamas de presión; de diafragmas o muelles débiles para bajas presiones y de muelles reforzados para altas presiones. Sin embargo, el principio de operación es el mismo; la presencia o ausencia de una presión, acciona mecánicamente unos contactos.
Este dispositivo es como el anterior un elemento de mando, ya que convierte una acción mecánica en una señal eléctrica. Se utiliza con frecuencia en equipos de bombeo e hidroneumáticos, para mantener valores límites de agua en cisternas y tinacos.
Sistema Americano Sistema Europeo
SIMBOLOGÍA 8.
FIGURA 27.
FIGURA 26.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 124 2009
Interruptores De Flujo. Los interruptores de flujo, son elementos sensores de aire, líquido o gases que circulan por tuberías y ductos. Este flujo se aprovecha para accionar contactos, los cuales conectados a relevadores y contactores, inician o interrumpen alguna secuencia de control. Un interruptor de flujo muy utilizado es el llamado de remo o de paleta. En donde el flujo acciona un remo o paleta que actúa sobre un microinterruptor cerrando o abriendo contactos. El rango de apertura o cierre, puede graduarse utilizando un resorte que acciona el remo.
Interruptores Térmicos.
Los interruptores térmicos (interruptor de temperatura o termostatos), se diseñan para el control automático del equipo que mantiene una temperatura. El termostato es probablemente el elemento que se construye en la mayor variedad de diseños. La mayoría de ellos utiliza bimetales como sensores de la temperatura, para actuar grupos de contactos en respuesta a cambios de temperatura.
Sistema Americano Sistema Europeo
Interruptor de
Flujo
Sistema Americano Sistema Europeo
Sistema Americano Sistema Europeo
FIGURA 28.
FIGURA 29.
SIMBOLOGÍA 9.
SIMBOLOGÍA 10.
SIMBOLOGÍA 11.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 125 2009
2.4.3 Contactores. El contactor se define como un dispositivo empleado para conexión y desconexión repetida de circuitos eléctricos de potencia. Su operación puede ser manual o magnética. En general un contactor, está formado por un conjunto de contactos fijos o estacionarios, firmemente sujetados a un bastidor o estructura, que en la mayoría de los casos va provista de cámaras de arqueo. Los contactos fijos tienen puntos terminales, en los cuales se pueden conectar circuitos eléctricos externos. Además de los contactos Fijos, se encuentra un grupo de contactos móviles que son accionados mecánicamente o magnéticamente de acuerdo con el tipo de contactor.
En los contactores manuales, el medio actuador puede ser un conjunto de mecanismos y varillas que se controlan con una palanca o manivela. En los contactores magnéticos, las operaciones de conexión y desconexión se realizan por medio de bobinas y electroimanes.
Contactos. Los contactos son la parte más delicada de un contactor, es por esto que su construcción y mantenimiento, deben ser lo más adecuado posible, están construidos de aleaciones con lo que se busca que su resistencia mecánica, sea buena y que además el desgaste por el arco sea el mínimo posible. Entre las aleaciones más utilizadas, se tiene plata-paladio, plata-cadmio y sobre todo plata-niquel. Cámaras De Arqueo. Los contactores van provistos en la mayoría de los casos, de cámaras de arqueó o deionizadoras, cuyo propósito es reducir el arco y extinguirlo en el menor tiempo posible, evitando con ello el deterioro de los contactos. El arco se produce por la ionización del aire entre los contactos al producirse la apertura. Este aire calentado se vuelve conductor y como la resistencia es elevada, el calentamiento que se produce es sumamente peligroso, sobre todo en el caso de circuitos que conduzcan corrientes considerables.
Contactores Magnéticos
Operación de la Cámara de Arqueo.
FIGURA 30.
FIGURA 31.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 126 2009
Además de las cámaras de arqueo, se tienen otros métodos para extinguir el arco entre los cuales se encuentran: soplado de aire a presión, soplado magnético, baño de aceite, etc. Contactores Manuales. Son dispositivos muy sencillos de operar ya que por medio de una palanca o manivela se controlan todas las operaciones de conexión y desconexión. Los combinadores de fuerza de levas o de tambor, se pueden considerar como versátiles contactores manuales, siendo muy frecuente su empleo en operaciones tales como: arranque, inversión de giro, frenado eléctrico, etc. Contactores Magnéticos.
Están formados básicamente por dos partes: una fija usualmente en forma de “E” en cuyo centro se instala una bobina y una parte móvil llamada armadura. Cuando se aplica una diferencia de potencial en las terminales de la bobina, la corriente que circula por ella produce un campo magnético que hace que la parte fija atraiga la armadura. Al moverse ésta, cierra o abre unos contactos. Los contactores magnéticos se fabrican para operación en CA o en CC. En los primeros el núcleo y la armadura se construyen laminados, para evitar el calentamiento producido por las corrientes inducidas al variar el flujo. Además, se instalan en las extremidades del núcleo, espiras de cobre en corto, con el objeto de suministrar al circuito magnético un flujo, cuando es producido por la bobina, se hace cero. Esta situación se presenta en un tiempo mínimo; sin embargo, si no se dotara al núcleo de estas espiras llamadas de sombra, se producirían vibraciones que dañarían al contactor.
En los contactores de CC cuya bobina se alimenta desde una fuente de CC el núcleo y la armadura se forman de un mismo bloque de hierro, ya que al no existir variación en el flujo, no habrá corrientes inducidas y por lo tanto calentamientos. Algunos contactores de CC operan en circuitos de control de CA, lo cual impone en su construcción, las condiciones dadas para los contactores de CA.
Funcionamiento
de un contactor magnético
Sistema Americano
Sistema Europeo
FIGURA 32.
SIMBOLOGÍA 12.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 127 2009
Las bobinas que producen el flujo principal en los contactores magnéticos, se construyen con alambre de cobre enrollado en un carrete, que se instala en la parte central del núcleo. Este carrete es desmontable, de tal manera que si la bobina se llegara a estropear, fácilmente podría ser reemplazada. Además de los contactos principales, a través de los cuales se alimentan los circuitos de fuerza, los contactores van provistos de otros llamados auxiliares o de control. De menor capacidad que los primeros, se emplean en las operaciones de control o de señalización del aparato. Estos contactos pueden estar abiertos o cerrados y en ocasiones, dotados de elementos de retardo.
2.4.4 Relevadores. Un relevador es un dispositivo que funciona mediante una variación en un circuito eléctrico, para poner en operación otros aparatos en el mismo o en otro circuito. Existen una gran cantidad y variedad de relevadores, entre los cuales se pueden mencionar: los de control, temporizados, de sobrecarga, etc. todos ellos muy importantes en los circuitos de control de motores.
Relevadores De Control.
Estos dispositivos llamados también contactores auxiliares, funcionan exactamente igual que los contactores, pero son de aspecto y construcción totalmente diferente.
Los relevadores se utilizan para aceptar información de un dispositivo sensor y obtener múltiples acciones de control, entre las cuales se tiene la de amplificación de potencia. Una débil señal de control puede tener la potencia necesaria para energizar la bobina de un contactor, con el que se puede controlar una fuente separada de potencia.
En la figura 34, se muestra un diagrama esquemático de un relé, utilizado frecuentemente en circuitos de control. Como se puede observar, va provisto de varios contactos abiertos o cerrados, los cuales cambian su estado al ser atraída la armadura por el campo magnético.
Relevador de Control Encapsulado.
Elementos de un Relevador
de Control Encapsulado.
FIGURA 33.
FIGURA 34.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 128 2009
Sus bobinas son fabricadas del mismo material que las bobinas de los contactores y sus contactos de tamaño pequeño, de plata o aleaciones de este metal y en casos excepcionales de platino, iridio y paladio.
Entre sus aplicaciones más frecuentes se encuentran la de interrupción de bobinas de contactores, conexión de pequeños motores y equipos de alarma y señalización con luces piloto y bocinas.
Relevador Encapsulado
Sistema Europeo
Relevador Encapsulado Sistema Americano
Contactor Auxiliar Sistema Europeo
Contactor Auxiliar Sistema Americano
SIMBOLOGÍA 13.
SIMBOLOGÍA 14.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 129 2009
Relevadores De Control De Tiempo. La necesidad de disponer de sistemas de control de tiempo, secuencias y otras muchas funciones para las múltiples aplicaciones industriales, ha motivado el desarrollo de cierto número de dispositivos de control de tiempo. Entre otros se encuentran: Los relevadores neumáticos, los de fluido amortiguador, los de condensador, controles de tiempos impulsados por motor, etc. Los relevadores neumáticos de tiempo, son empleados con mucha frecuencia en los circuitos de control. Son básicamente relevadores de control con una unidad neumática de retardo, que se acciona mecánicamente mediante la acción de la armadura. La función de retardo de tiempo, depende del paso de aire a través de un orificio restringido, generalmente de un fuelle o diafragma de caucho sintético reforzado. Los relevadores neumáticos pueden presentar un retardo en el cierre o apertura de sus contactos, al energizarse la bobina o bien al desenergizarse. En la figura 35, se muestra un diagrama en el cual se puede observar la operación de un relevador de tiempo con retardo al energizarse la bobina. El diagrama para un relevador de tiempo a bobina desenergizada, es similar al anterior, sólo que ahora al energizarse la bobina, el mecanismo actúa cerrando o abriendo contactos instantáneamente. Al desenergizarse la bobina, es entonces cuando aparece el retardo, ya que ahora los contactos tardarán un tiempo “T” en retornar a su posición original. Otro tipo de relevador de tiempo cuyo empleo está difundido, es el relevador con fluido amortiguador. Este basa su operación, en la acción de un núcleo de hierro que se levanta mediante el campo magnético de una bobina, contra la fuerza retardante de un pistón, el cual se mueve dentro de un recipiente lleno de aceite u otro tipo de fluido amortiguador. Usualmente proporcionan retardo después de energizarse la bobina; retardo que se controla en algunos modelos, ajustando la abertura de la válvula del circuito de retorno con que van provistos, el cual comunica los espacios del recipiente a ambos lados del pistón. Los controles de tiempo impulsados por un motor, son empleados en operaciones de control que se repiten. Básicamente están formados por un pequeño motor, cuyo eje lleva montado un conjunto de levas que pueden ser ajustadas, proporcionando varias secuencias en la operación de unos microinterruptores accionados por ellas.
Funcionamiento de un relevador de tiempo neumático.
FIGURA 35.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 130 2009
En la actualidad se han venido fabricando temporizadores a base de dispositivos del estado sólido, los cuales han dado excelentes resultados sobre todo por la carencia de partes móviles, que los hace muy confiables en la operación y con un mínimo de mantenimiento.
Relevador de Tiempo Bobina Energizada
(On Delay) Sistema Americano
Relevador de Tiempo
Bobina Energizada (Off Delay)
Sistema Americano
Relevador de Tiempo Bobina Energizada
(Off Delay) Sistema Europeo
Relevador de Tiempo Bobina Energizada
(On Delay) Sistema Europeo
SIMBOLOGÍA 15.
SIMBOLOGÍA 16.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 131 2009
Relevadores De Sobrecarga. Ya se ha mencionado que un circuito de control, además de realizar funciones de gobierno, debe proporcionar protección a la máquina o proceso que está controlando. Un motor eléctrico se puede ver sometido a perturbaciones como corrientes de cortocircuito y corrientes de sobrecarga. Para proteger al motor de las primeras, que pueden alcanzar valores muy elevados, se pueden emplear los interruptores termomagnéticos o fusibles, y para las segundas, que si bien no alcanzan valores tan grandes, pero si originan calentamientos que pueden afectar a la máquina, se pueden emplear los relevadores de sobrecarga. Existen varios tipos de relevadores de sobrecarga, pero ordinariamente están formados por dos elementos: una unidad sensora, conectada directamente a la línea de alimentación o indirectamente a ella, a través de transformadores de corriente y un mecanismo actuado por esa unidad que opera desconectando el motor de la fuente de alimentación. Los relevadores de sobrecarga se construyen para disparo instantáneo o con características de tiempo inverso. En éstos últimos, una mayor intensidad de corriente origina un menor tiempo en el disparo. En la figura 37, se puede observar una gráfica típica, que muestra la relación que guarda la curva de calentamiento de un motor, con la curva de disparo de un relevador de sobrecarga de tiempo inverso. En el momento en que el motor aumenta su temperatura peligrosamente el relevador dispara desconectándolo de la red. Dependiendo de la tecnología en que basan su funcionamiento, los relevadores de sobrecarga se dividen en: térmicos, magnéticos y magnetotérmicos. En los relevadores térmicos, la elevación de temperatura, causada por una corriente de sobrecarga, hace operar el mecanismo de disparo. Estos relevadores se construyen de diferentes tipos pero entre los más utilizados se encuentran los bimetalicos y los de aleación fusible.
Relevador de Sobrecarga tipo Bimetálico
Gráfica Típica de Funcionamiento de un Relevador de Sobrecarga
FIGURA 36.
FIGURA 37.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 132 2009
Los relevadores bimetálicos emplean como unidad sensora un bimetal, que está formado por dos metales soldados entre si y cuya característica es, de que son de diferente coeficiente de dilatación. El bimetál que se fabrica generalmente con níquel y fierro, al ser calentado se dobla en un sentido, lo que se aprovecha para accionar el contacto o contactos que realizan la apertura del circuito a proteger.
En la figura 38, se muestra un diagrama elemental, en donde se puede apreciar el funcionamiento de este dispositivo. Cuando una corriente pasa por el elemento calefactor (en ocasiones el calefactor puede ser el mismo bimetal) éste actúa sobre el bimetal que al deflectarse acciona la leva, liberando la varilla móvil. Al desplazarse ésta última presionada por un resorte, operan los contactos. Cuando la sobrecarga haya terminado, basta presionar la palanca o botón de restablecer para regresar los contactos a su posición original. El tornillo de ajuste permite graduar el momento de disparo del relevador, al acercar más o menos el bimetal al calefactor. Otro tipo de relevador de sobrecarga térmico muy popular, es el relevador de aleación fusible. Este relevador térmico, va provisto de una pastilla de soldadura, la cual se funde al ser atravesada por una corriente de sobrecarga. Esto permite que la rueda de un trinquete que mantiene los contactos en su posición normal, gire en el metal fundido, dando por resultado una acción de disparo. Se requiere un período de enfriamiento para permitir que el depósito de metal se solidifique, antes de que el conjunto del relevador de sobrecarga pueda restablecerse y reanudar el servicio.
Los relevadores magnéticos de sobrecarga, son también empleados con frecuencia en la protección de motores eléctricos.
1.- Actuador bimetálico 2.- Barra de disparo 3.- Palanca de disparo o bimetal 4.- Perilla de ajuste 5.- Terminal normalmente abierto
Funcionamiento de un Relevador de Sobrecarga
tipo Bimetálico
Sistema Americano Sistema Europeo
FIGURA 38.
SIMBOLOGÍA 17.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 133 2009
Operan respondiendo a incrementos de corriente, accionando contactos en el circuito de control. En estos relevadores la unidad sensora es una bobina, a través de la cual circula la corriente de alimentación. Cuando esta última toma valores de sobrecarga, se crea un campo que actúa sobre un émbolo, el cual al desplazarse acciona los contactos de disparo. En los relevadores magnéticos con característica de tiempo inverso, la dilatación en el disparo es provista por un amortiguador, al que se encuentra unido el émbolo. Entre mayor sea la magnitud de la sobrecarga, la fuerza magnética vencerá más rápidamente el efecto del amortiguador, apresurando el disparo. Para regular el tiempo de este, puede alterarse la velocidad del paso del aceite en el amortiguador, haciendo girar una válvula de disco, lo cual modifica el tamaño de los orificios de descarga. Por último, entre los relevadores de sobrecarga se tienen los magnetotérmicos, los cuales son resultado de la combinación de la tecnología de los térmicos y la de los magnéticos.
Sistema Americano Sistema Europeo
SIMBOLOGÍA 18.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 134 2009
2.4.5 Arrancadores. Un arrancador es un controlador eléctrico, que permite conectar el motor a la línea acelerándolo del reposo a su velocidad nominal y que además lo protege contra sobrecargas. En motores de capacidades pequeñas, es muy común el empleo de arrancadores manuales, sobre todo si las operaciones de arranque y paro no son frecuentes.
Sin embargo, la tendencia actual es hacia el empleo de arrancadores magnéticos, que permiten no solo la operación remota del motor, sino también la operación automática, respondiendo a señales de dispositivos piloto, tales como interruptores de flujo, de límite, de presión, etc.
Sistema Americano
Sistema Europeo
SIMBOLOGÍA 19.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 135 2009
La NEMA ha dividido los arrancadores en cinco clases: A, B, C, D y E, de las cuales las clases A, B y E, son las que se emplean comúnmente.
La Clase A.- Agrupa los arrancadores para corriente alterna, manuales y automáticos, en los cuales la operación de los contactos es en aire o en aceite. Especificados para servicio en 600 volts o menos, deben ser capaces de interrumpir corrientes de sobrecarga, de hasta 10 veces la corriente nominal del motor, sin considerar corrientes de cortocircuito. La Clase B.- Es similar a la anterior, solo que los arrancadores son para servicio en corriente continua. Las Clases C y D.- Corresponden respectivamente a arrancadores para corriente alterna y corriente continua, capaces de interrumpir corrientes mayores de las de sobrecarga. La Clase E.- Agrupa los arrancadores para corriente alterna, en los cuales la operación de los contactos es en aire o aceite. Para servicio en tensiones mayores que las especificadas en la Clase A, deben ser capaces de interrumpir corriente.
Arrancador Magnético
FIGURA 39.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 136 2009
3.- DISEÑO DE CIRCUITOS Y CONEXIONES. 3.1 Diagramas. El diagrama es el lenguaje escrito de los circuitos eléctricos, pudiendo tomar diferentes formas para resolver diferentes tipos de necesidades. La mayoría de los circuitos de control, se muestran de tres maneras: diagrama general de conexiones y diagrama lineal.
3.1.1 Diagrama General De Conexiones. Este tipo se elabora dibujando los símbolos del equipo usado, distribuidos en la misma forma en que se encuentran físicamente. Todas las fases, terminales, bobinas, etc. se muestran en lugar adecuado de cada equipo. Su mayor ventaja es que ayuda a identificar los componentes y el cableado del control. Se usa cuando se alambra un sistema o si se quiere seguir el circuito físico para descubrir alguna falla. El diagrama 4, muestra el alambrado del control de arranque y paro de un motor de corriente alterna jaula de ardilla trifásico, conectado con una estación de botones. En lo que se refiere a diagramas de conexiones también existen los diagramas funcionales los cuales son los más usuales ya que de manera sencilla esquematizan la ubicación exacta de cada uno de los elementos que intervienen en el sistema de control.
Diagrama general de conexiones.
DIAGRAMA 4.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 137 2009
Este diagrama clasifica las áreas en las cuales se encuentran ubicados los dispositivos de control que intervienen en el sistema en cuestión, estas áreas son: 1.- Área de CCM (Centro de Control de Motores).- Es aquella área donde se ubican todos los elementos que están dentro del gabinete, centro de control de motores, cuarto de control, etc., los cuales pueden ser: Contactores, relevadores de control, de tiempo, protecciones térmicas o interruptores termomagnéticos, en general podemos decir que son dispositivos básicos, de salida o auxiliares. 2.- Área de campo.- En esta área se encuentran todos los elementos de mando que se encargan de enviar señales eléctricas generadas por las variables físicas del proceso tales como: presión, flujo, temperatura, posición, etc.
3.- Área de Rack.- Esta área es donde se lleva a cabo la interconexión de las señales que vienen del área de campo y que servirán para accionar los dispositivos que se encuentran en el área del tablero.
3.1.2 Diagrama Lineal o Esquemático. La mayor ventaja de esta representación, se encuentra en el hecho de que muestra el circuito de control, en la secuencia eléctrica apropiada. Cada componente se presenta en el lugar preciso del circuito eléctrico, sin importar la localización física. Este tipo de diagramas, requieren mucho menor tiempo para su trazado, además que permiten fácilmente entender la operación del circuito y detectar fallas en el mismo. Dentro del diagrama lineal se encuentran los circuitos de control y de carga, este último conocido también como de fuerza. El circuito de control indica las operaciones secuenciales que se realizan para controlar un sistema. Existen dos sistemas de representación eléctrica, el sistema americano y el sistema europeo.
Diagrama funcional.
DIAGRAMA 5.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 138 2009
Para el sistema americano sus características genéricas de diseño son:
a) Se emplean dos líneas paralelas verticales, que representan los puntos de diferencia de potencial (L1, L2), seguidos de indicación de protección por medio de fusible o termomagnético.
b) A estas líneas verticales se unen líneas horizontales en las cuales se dibuja los
símbolos que corresponden a los dispositivos empleados contactos NA, NC instantáneos y de tiempo, sensores de proximidad, interruptores de límite, botones pulsadores, señalización, etc.
c) Los dispositivos en la mayoría de los casos se colocan según el orden de
importancia o de activación de izquierda a derecha. Cabe señalar que los dispositivos de lógica de activación, son representados a lo largo de la línea horizontal hasta antes de llegar a la línea vertical derecha, donde son colocados los dispositivos de salida, señalización y protección de sobrecarga exclusivamente.
d) Cada dispositivo representado con su simbología apropiada lleva una
nomenclatura que le sirve de etiqueta de identificación para diferenciarlo de los demás, PE. (PB1, LS20, T1, C1, SP, CR4, F, etc.)
e) Se puede indicar o no la numeración entre paréntesis del propio dispositivo para
indicar el número de conductor que llega o sale de él, PE TB2-3/6 (43).
f) Las líneas horizontales se numeran de arriba a abajo, escribiéndose a un lado de la línea vertical izquierda el número de renglón que le corresponde.
g) Al final de las líneas horizontales, se indican las referencias cruzadas, que no es
más que indicación de ubicación de dispositivos existentes en otra parte del control del que se tiene en la línea corriente. Por ejemplo una bobina de un relevador, que tiene un contacto normalmente abierto en la Iínea “n” y uno normalmente cerrado en la línea n + 1, deberá llevar la indicación que se muestra en el Diagrama 6.
h) Los elementos pertenecientes a un mismo dispositivo que se encuentra en otra
parte del diagrama eléctrico, tienen la misma nomenclatura de que va precedida al dispositivo que los acciona.
i) Se acostumbra representar los elementos del circuito sin funcionar, es decir, en
posición de reposo de tal manera que se visualicen las señales necesarias para poner en operación los dispositivos eléctricos de salida (contactores, arrancadores, relevadores auxiliares, señalizaciones, etc. Por ejemplo, todos los contactos, sensores de proximidad, interruptores de límite, de presión, flujo, etc., son mostrados según su modo de activación, si son actuados o para actuar se representará en todo plano eléctrico.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 139 2009
Para el sistema europeo sus características genéricas de diseño son:
a) Se emplean dos líneas paralelas horizontales, que representan los puntos de diferencia de potencial (L1, L2), seguidos de indicación de protección por medio de fusible o termomagnético.
b) A estas líneas horizontales se unen líneas verticales en las cuales se dibujan los
símbolos que corresponden a los dispositivos empleados contactos NA, NC instantáneos y de tiempo, sensores de proximidad, interruptores de límite, botones pulsadores, señalización, etc.
c) Los dispositivos en la mayoría de los casos se colocan según el orden de
importancia o de activación de arriba a abajo incluyendo protección de sobrecarga que es contraria a su ubicación en el sistema americano. Cabe señalar que los dispositivos de lógica de activación, son representados a lo largo de la línea vertical hasta antes de llegar a la línea horizontal inferior, donde son colocados los dispositivos de salida y señalización.
d) Cada dispositivo representado con su simbología apropiada lleva una nomenclatura que le sirve de etiqueta de identificación para diferenciarlo de los demás, PE. (-S1, -T1, -K1, -P, -Kc4, -F, etc.)
e) Se coloca la numeración del propio dispositivo para indicar el conductor que llega o
sale de la conexión a la clema, PE. -X2/:5 A1. f) Las columnas se numeran de izquierda a derecha, de la hoja de referencia. El
diagrama se puede iniciar en las primeras columnas si su control es amplio, de otra manera puede iniciar en otra columna diferente. A diferencia del americano, este sistema no considera iniciar su diagrama eléctrico donde comienza la columna, así que deberá realizarlo despegado de este.
g) Al final de las líneas verticales, se indican las referencias cruzadas, que no es más
que indicación de ubicación de dispositivos existentes en otra parte del control del que se tiene en la línea corriente. Por ejemplo una bobina de un relevador, que tiene un contacto normalmente abierto en la columna “n” y uno normalmente cerrado en la columna n + 1, deberá llevar la indicación que se muestra en el diagrama 7.
Identificación de los elementos en
el sistema americano. DIAGRAMA 6.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 140 2009
h) Los elementos pertenecientes a un mismo dispositivo que se encuentra en otra
parte del diagrama eléctrico, tienen la misma nomenclatura de que va precedida al dispositivo que los acciona.
i) Se acostumbra representar los elementos del circuito sin funcionar, es decir, en
posición de reposo de tal manera que se visualicen las señales necesarias para poner en operación los dispositivos eléctricos de salida (contactores, arrancadores, relevadores auxiliares, señalizaciones, etc. Por ejemplo, todos los contactos, sensores de proximidad, interruptores de límite, de presión, flujo, etc., son mostrados según su modo de activación, si son actuados o para actuar se representará en todo plano eléctrico.
Aparté del circuito de control en el diagrama lineal, se tiene el circuito de carga, en él, se muestran los alimentadores incluyendo las protecciones cortocircuitos, sobrecargas, etc.
Identificación de los elementos en el sistema europeo.
Diagrama Lineal de un arrancador a Tensión plena
para motor de CA en sistema europeo.
DIAGRAMA 7.
DIAGRAMA 8.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 141 2009
El Diagrama 9, muestra el diagrama lineal de control de un motor de CA trifásico jaula de ardilla, controlado desde una estación de botones en sistema americano.
El primer paso para desarrollar un controlador o circuito de control, es investigar tanto como sea posible las funciones que realiza la máquina o dispositivo a controlar; así como también, los diferentes equipos que dicha máquina accione. De esta manera las funciones del circuito pueden ser interpretadas fácilmente. Todos los circuitos por complejos que sean, son variaciones de dos tipos básicos, conocidos como de dos o de tres hilos.
Diagrama Lineal de un arrancador a tensión plena para motor de CA en sistema americano.
DIAGRAMA 9.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 142 2009
3.1.3 Referencias Cruzadas. Las referencias cruzadas se utilizan para facilitar el seguimiento de aquellos esquemas eléctricos compuestos de más de un plano (hojas de referencia) y la localización de cada uno de los contactos utilizados en el esquema de cada uno de los elementos activos, tales como contactores, relevadores de control, etc. Usted podrá encontrar una referencia que le indique de donde viene o a donde va, PE.
Caso 1: -K1 02/8 Caso 2: -K4 04/13
En el caso 1: Indica la referencia del contactor 1, que tiene un contacto en la hoja 2 columna 8. En el caso 2: Indica la referencia del contactor 4, que tiene un contacto en la hoja 4 columna 13. Lo anterior es válido para sistema europeo, pero para el sistema americano cambia un poco, es decir, que al final de la fila donde está colocado un dispositivo es donde se especifica la referencia PE.
1 2, 10 C
2 3, 5
R
3 ⊗
En la línea 1: se indica que C tiene contactos en línea 2 y línea 10. En la línea 2: se indica que R tiene contactos en línea 3 y línea 5. En la línea 3: no se indica nada puesto que la lámpara piloto solo es señalización y el control no depende de ella. Podemos distinguir fundamentalmente dos tipos diferentes de referencias cruzadas: las que se utilizan para relacionar aquellos planos en que aparecen reflejadas distintas partes de un mismo esquema y las referencias que sirven para localizar distintos dispositivos como por ejemplo, ocurre en el caso de los contactores que como sabemos están compuestos de bobina, contactos principales y contactos auxiliares los cuales están dispersos por el mismo plano o incluso en distintos planos.
DIAGRAMA 10.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 143 2009
Las referencias cruzadas no son tan importantes en sistemas de control que se expresan en un solo diagrama de sencilla comprensión, pero en proyectos donde los sistemas de control se dividen en un gran número de diagramas se convierten en indispensables. 3.2 Diseño De Circuitos, Conexiones y Símbolos. 3.2.1 Circuito De Dos Hilos.
En estos circuitos se usa un elemento de mando de control sostenido que puede ser un interruptor flotador, un interruptor de límite, etc. Con referencia en el Diagrama 11, cuando el contacto del elemento de mando se cierra, la bobina M se excitará cerrando los contactos en el circuito de carga accionados por ella. Si se llega a presentar una baja tensión o falta de ésta, a pesar de estar cerrado el contacto del dispositivo de mando, la bobina no produce el campo necesario para mantener cerrados los contactos y el motor se desconecta. Debido a esta característica el circuito de dos hilos se le conoce también, como de liberación por falta de tensión y/o por baja tensión. Este tipo de circuitos se utiliza en el control de equipos de bombeo, de presión, compresores, etc. Sin embargo, hay otros muchos procesos, en donde un arranque inesperado al regresar la tensión a la línea, puede presentar la posibilidad de dañar la máquina, al mismo proceso o inclusive al operador.
DIAGRAMA 11.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 144 2009
3.2.2 Circuito De Tres Hilos. Este tipo de circuitos de control, se conoce como de protección contra falta de tensión y/o contra baja tensión. Como el circuito de tres hilos, es un circuito básico de control. Se caracteriza porque cuando la bobina se desconecta por baja o falta de tensión, no se energizar cuando ésta regrese. Con esto se obtiene protección contra el arranque espontáneo de las máquinas al restablecerse la alimentación. Un operario tendrá que oprimir el botón de arranque para reanudar la operación, Diagrama 12. Se podrá notar en el Diagrama 12 el contacto M, que no se incluye en el circuito de dos hilos. Este es el contacto de retención o mantenimiento llamado de enclave, cuya función se puede observar más fácilmente en el diagrama lineal que se muestra en el Diagrama 12. Al oprimirse el botón de arranque (de contacto momentáneo) energiza la bobina M. Cuando ésta se encuentra excitada, cerrará los contactos que conectan el motor a la línea y el contacto M, el cual mantiene cerrado el circuito de alimentación de la bobina M, aún cuando se haya dejado de pulsar el botón de arranque. Basta oprimir el botón de paro (de contacto momentáneo) para desenergizar a la bobina M, que abre los contactos desconectando el motor. En el caso de una sobrecarga, los elementos sensores en la línea de alimentación del motor, detectarán la corriente excesiva abriendo los contactos que para tal caso se colocan en el circuito de la bobina. Si la tensión de la línea falla, la bobina no podrá mantener cerrados los contactos, abriéndose los de carga y el de enclave M. Así si regresa la tensión la bobina no se energizará y se hará necesaria la presencia de un operador, para reiniciar la operación.
DIAGRAMA 12.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 145 2009
3.2.3 Desarrollo De Circuitos. Todos los circuitos por complejos que sean, son variaciones de los dos tipos básicos mencionados anteriormente y se pueden partir de esto, para desarrollar otros esquemas de control. En si no existe un método general para desarrollar circuitos de control y las personas dedicadas a esta actividad, lo hacen en base a la práctica y experiencia adquirida; sin embargo, se puede hacer algunas sugerencias al respecto. Por ejemplo, es necesario conocer perfectamente el sistema a controlar qué máquina se va a gobernar ¿Cuáles son sus características? ¿Qué funciones se desean controlar? ¿Qué tipo de protecciones se desean? ¿Cómo es la carga accionada?, etc. serían algunas de las preguntas que habría que hacerse, antes de proyectar un circuito de control. Una vez determinadas las características del sistema, sin escatimar número de elementos y dispositivos, hay que tratar de satisfacer los requerimientos. El paso siguiente sería el minimizar los circuitos, para tratar de resolver el problema con el menor número de componentes posibles. A este respecto, la aplicación de las técnicas de los circuitos lógicos y secuenciales son un formidable auxiliar y es muy recomendable que los ingenieros de control, tengan conocimientos de éstas, ya que reducen considerablemente el trabajo. Sobre todo si se tienen circuitos muy complicados. Al final la solución de problemas específicos de control, será el mejor medio de practicar el desarrollo de estos circuitos y en el transcurso de estas notas, se tendrá oportunidad de hacerlo. 3.2.4 Tablas De Verdad. Las tablas de verdad son elementos que nos ayudan a entender mejor el funcionamiento de los elementos en un sistema de control eléctrico, en las cuales se usa el sistema de numeración binario, indicándolo de la siguiente manera: El número cero (0).- Indica ausencia total de voltaje de alimentación para que alguno de los elementos del sistema de control accione. El número uno (1).- Indica la presencia de voltaje en la línea de alimentación para que uno de los elementos del sistema de control accione.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 146 2009
4.- INSTALACIÓN Y PROTECCIÓN DE CIRCUITOS ELÉCTRICOS DE CONTROL Y FUERZA. En general se puede decir que una instalación eléctrica es un sistema de distribución, control y protección que permite la transmisión de la energía eléctrica, desde un punto de alimentación determinado, hasta el lugar en que es requerida. Toda instalación debe cumplir con los siguientes requisitos: a) Ser segura contra accidentes e incendios. b) Ser eficiente y económica. c) Ser accesible y fácil de mantenimiento. d) Cumplir con las prescripciones técnicas que fijan las normas técnicas para instalaciones eléctricas. La instalación de motores, se encuentra tipificada en las Normas Técnicas para instalaciones Eléctricas. La consulta de las Normas puede ser de gran utilidad, ya que sin pretender ser una guía de diseño, contiene los elementos necesarios para el proyecto de una instalación. Sin embargo es conveniente aclarar, que proceder de acuerdo con ellas, no siempre da como resultado la instalación más apropiada. Las Normas contienen las previsiones mínimas que se consideran necesarias, pero no necesariamente hacen que una instalación sea eficaz o conveniente para un buen servicio o futura ampliación del empleo de la electricidad. Dada la gran variedad de tipos de instalaciones eléctricas de motores, se tratarán aspectos generales en base a las Normas Técnicas para Instalaciones Eléctricas, complementadas con recomendaciones dadas en distintas literaturas sobre el tema: códigos, catálogos de fabricantes, etc. que sin contravenir las Normas Técnicas. Los elementos principales que intervienen en la instalación de motores, se muestra en el Diagrama 13, en donde se puede observar la combinación de los dispositivos de control y protección.
A.- Alimentador. B.- Medio de desconexión contra corto circuito del alimentador principal. C.- Medio de desconexión contra corto circuito del circuito derivado. D.- Alimentador del circuito derivado. E y F.- Medio de desconexión. G.- Medio de arranque con protección contra
DIAGRAMA 13.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 147 2009
Diagrama Simplificado de la Instalación de un Motor Eléctrico. El proyecto de la instalación eléctrica de un motor, requiere considerar las características de este: potencia, tensión, corriente, velocidad, frecuencia, letra de código, temperatura de trabajo, etc. La letra de código en los motores de corriente alterna, es indicadora del consumo del motor a rotor bloqueado y estará de acuerdo con la tabla 2. Esta tabla es una norma adoptada por la NEMA y se emplea para determinar la protección contra cortocircuitos y fallas a tierra en los circuitos derivados.
LETRAS DE CODIGO INDICADORAS DE KVA/HP CON ROTOR BLOQUEADO
LETRAS DE CODIGO KVA/HP LETRAS DE CODIGO KVA/HP
A 0- K 88.0-8.99
B 3.15- L 9.0-9.99
C 3.55-3.99 M 10.0-
D 4.0-4.49 N 11.2-
E 4.5-4.99 P 12.5-
F 5.0-5.59 R 14.0-
G 5.6-6.29 S 16.0-
H 6.3-7.09 T 18.0-
J 7.1- U 20.0-22.39
V 22.4-y más
En motores de varias velocidades la letra código corresponde a la velocidad mayor, excepto en motores de potencia constante en donde se marcan con la letra, que dé, el mayor número de KVA/HP a rotor bloqueado. En motores de una sola velocidad con arranque estrella-delta, la letra de código Indica los KVA/HP a rotor bloqueado en la conexión estrella. En el caso de arranque por devanado partido, la Ietra de código corresponde a todo el devanado del motor. En motores de dos tensiones que tengan distintos KVA/HP a rotor bloqueado, se marcan con la letra de código para la tensión del mayor número de KVA/HP a rotor bloqueado.
TABLA 2.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 148 2009
4.1 Conductores Alimentadores.
4.1.1 Tipo de Conductores. La función primordial de un cable de energía aislado es la de transmitir energía eléctrica a una corriente y tensión preestablecidas, durante cierto tiempo. Es por ello que sus elementos constitutivos primordiales deben estar diseñados para soportar el efecto combinado producido por estos parámetros. Los elementos constitutivos adecuados para cumplir con estas tres funciones son: a) El conductor, por el cual fluye la corriente eléctrica. b) El aislamiento, que soporta la tensión aplicada. c) La cubierta, que proporciona la protección contra el ataque del tiempo y los agentes externos. Un cuarto elemento fundamental en la operación correcta de un cable de energía aislado lo constituyen las pantallas, que como función principal permiten una distribución de los esfuerzos eléctricos en el aislamiento en forma radial y simétrica. Finalmente, sobre los elementos anteriores, y cuando es deseable dar protección adicional al cable contra agentes externos y/o esfuerzos de tensión extraordinarios, se usan las armaduras metálicas. El cable por su formación final podrá ser unipolar o tripolar según el número de conductores que contenga. En el caso de cables tripolares, los espacios dejados entre fases se ocupan con rellenos adecuados. Los cables unipolares, una vez terminados, pueden ser unidos en un cableado en espiral de paso largo, dando lugar a un cable en formación tríplex. Los materiales más usados como conductores eléctricos son el cobre y el aluminio, aunque el primero es superior en características eléctricas y mecánicas (la conductividad del aluminio es aproximadamente el 60% de la del cobre y su resistencia a la tensión mecánica el 40%), las características de bajo peso del aluminio han dado lugar a un amplio uso de este metal en la fabricación de cables aislados y desnudos. Se comparan en forma general las propiedades principales de los metales usados en la manufactura de cables. Se han incluido metales que no se utilizan directamente como conductores, el plomo, usado para asegurar la impermeabilidad del cable, y el acero, que se emplea como armadura para protección y como elemento de soporte de la tensión mecánica en instalaciones verticales. En el cobre usado en conductores eléctricos se distinguen tres temples o grados de suavidad del metal: suave o recocido, semiduro y duro; con propiedades algo diferentes, siendo el cobre suave el de mayor conductividad eléctrica y el cobre duro el de mayor resistencia a la tensión mecánica. El cobre suave tiene las aplicaciones más generales, ya que su uso se extiende a cualquier conductor, aislado o no, en el cual sea de primordial importancia la alta conductividad eléctrica y la flexibilidad. La principal ventaja del aluminio sobre el cobre es su peso menor (densidad 2.70 g/cm3 contra 8.89 g/cm3 del cobre).

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 149 2009
En la sección del apéndice se muestra información a detalle sobre diferentes tipos de conductores, sobre su aplicación, sus características, construcción, etc. 4.1.2. Calibre de Conductores. Los calibres de los conductores dan una idea de la selección o diámetro de los mismos y se designan usando el sistema americano de calibres (AWG) por medio de un número al cual se hace referencia para sus otras características como son diámetro, área, resistencia, etc., la equivalencia en mm² del área se debe hacer, en forma independiente de la designación usada por la American Wire Gage (AWG). En nuestro caso siempre se hace referencia a los conductores de cobre. Es conveniente notar que en el sistema de designación de los calibres de conductores usado por la AWG, a medida que el número de designación es más grande la sección es menor. 4.1.3 Número de Conductores en un Tubo Conduit. Normalmente los conductores en las instalaciones eléctricas se encuentran alojados ya sea en tubos conduit o en otros tipos de canalizaciones, como se ha mencionado, los conductores están limitados en su capacidad de conducción de corriente por el calentamiento, debido a las limitaciones que se tienen en la disipación de calor y a que el aislamiento mismo presenta también limitaciones de tipo térmico. Debido a estas restricciones térmicas, el número de conductores dentro de un tubo conduit se limita de manera tal que permita un arreglo físico de conductores de acuerdo a la sección del tubo conduit o de la canalización, facilitando su alojamiento y manipulación durante la instalación. Para obtener la cantidad de aire necesaria para disipar el calor, se debe establecer la relación adecuada entre la sección del tubo y la de los conductores, a este factor se le conoce como factor de relleno excepto para cables de varios conductores. Este factor de relleno tiene los siguientes valores establecidos para instalaciones en tubos conduit. 53% para un conductor 31% para dos conductores 43% para tres conductores 40% para cuatro o más conductores

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 150 2009
4.1.4 Cálculo de los Conductores por Caída de Tensión. El voltaje en las terminales de la carga es por lo general menor que el voltaje de alimentación, la diferencia de voltaje entre estos dos puntos se conoce como “la caída de voltaje”, las normas técnicas para instalaciones eléctricas recomiendan que la máxima caída de voltaje (desde la alimentación hasta la carga) no debe exceder al 5%; 3% se permite a los circuitos derivados (del tablero o interruptor a la salida para utilización) y el otro 2% se permite al alimentador (de la alimentación al tablero principal). Una caída de voltaje excesiva (mayor del 5%) conduce a resultados indeseables debido a que el voltaje en la carga se reduce. en las lámparas incandescentes se reduce notablemente el nivel de iluminación, en las lámparas fluorescentes se tienen problemas, como dificultad para arrancar, parpadeo, calentamiento de las balastras, etc., en el equipo de control, los relevadores pueden no operar; en los motores la reducción de voltaje se traduce en un incremento en la corriente, lo cual produce sobrecalentamiento y algunas veces causa problemas de arranque, por esta razón no es suficiente calcular los conductores por corriente, es decir, seleccionar el calibre de un conductor de acuerdo con la corriente que circulara por él, también es necesario que la caída de voltaje en el conductor no exceda los valores establecidos por el reglamento de Obras e Instalaciones Eléctricas (que son 2% caída de voltaje en instalaciones residenciales y un máximo de 5% en instalaciones industriales, desde el punto de alimentación hasta el último punto). Para el cálculo exacto del calibre de los conductores eléctricos, deben tomarse en consideración principalmente la corriente por transportar y la caída de tensión máxima permisible según el caso. Por lo antes expuesto, es necesario tener conocimiento de las fórmulas correspondientes a los cuatro sistemas para el suministro de energía eléctrica; para la interpretación de dichas fórmulas, se dan a continuación las literales empleadas. W = Potencia, carga por alimentar o carga total instalada expresada en Watts. VF = Tensión o Voltaje entre línea (fase) y neutro (127.5 volts = 220 / 1.73) valor comercialmente conocido como de 110 volts, (a este voltaje lo llamaremos voltaje de fase). VL = Tensión o Voltaje entre líneas (fases) .Para los ejemplos aquí resueltos en baja tensión se considerarán 220 volts, aunque también es común tener un valor de 440 volts, (a este voltaje lo llamaremos voltaje de línea). I = Corriente en Amperes por conductor. Cosφ φ φ φ = Factor de potencia (FP) o coseno del ángulo formado entre el vector tensión tomado como plano de referencia y el vector corriente, cuyo valor expresado en centésimas (0.85, 0.90, etc.), en realidad representa el tanto por ciento que se aprovecha de la energía proporcionada por la empresa suministradora del servicio. Cosφφφφ = 1.00 o 100% cuando se tienen conectadas sólo cargas resistivas. ρρρρ = Resistividad del cobre en Ohms/m/mm². ρρρρ = 1/58 a 20°C de temperatura ambiente. ρρρρ = 1/50 a 60°C de temperatura ambiente.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 151 2009
En la fórmula siguiente, se considera el valor de ρ = 1/50 a 60°C de temperatura ambiente dando con ello un alto factor de seguridad. L = Distancia expresada en metros desde la toma de corriente (subestación eléctrica, Interruptor general, tablero de control, tablero de distribución, etc.), hasta el centro de carga, conocida como distancia al centro de carga. S = Sección transversal o área de los conductores eléctricos expresada en mm². (Área del cobre sin aislamiento). e = Caída de tensión entre fase y neutro. eL = Caída de tensión entre fases. e% = e (100/VF) caída de tensión en tanto por ciento para sistemas monofásicos. e% = eL (100/VL) caída de tensión en tanto por ciento para sistemas trifásicos. Es importante tener siempre presente de que salvo casos excepcionales como lo son circuitos derivados para un motor, hornos eléctricos o para cargas únicas específicas, no se dispone en un momento determinado de toda la carga total instalada, por lo tanto, para evitar el tener que conectar conductores eléctricos de gran sección transversal, es aconsejable corregir la intensidad de corriente, multiplicándose por un Factor de Utilización o Factor de Demanda que según el tipo de instalación y el uso que se haga de ella, varía normalmente de 0.6 a 0.9 (60 a 90%). Por lo anterior, cuando no se trate de dar alimentación a una sola carga y principalmente cuando la carga total instalada sea la suma de varias cargas parciales que se supone no van a ser utilizadas en forma simultánea, hay necesidad de corregir la corriente para que de acuerdo al nuevo valor (incluyendo el valor de la corriente corregida Ic), se calculen los conductores eléctricos por corriente y por caída de tensión. Monofásico A Dos Hilos (Una línea (fase) y uno neutro) (1ϕϕϕϕ - 2H). Se utiliza en instalaciones eléctricas de alumbrado y contactos sencillos (para aparatos pequeños), cuando todas las cargas parciales son monofásicas y la carga total instalada no es mayor de 4000 Watts, que multiplicada por un factor de demanda = 0.6 o sea del 60% según lo establecido en las tarifas generales de electricidad en vigor, se obtiene una demanda máxima aproximada de 4000 x 0.6 = 2400 Watts, cuyo valor queda dentro de lo que marca el Reglamento de Obras e Instalaciones Eléctricas que recomienda: Para circuitos derivados o servicios particulares de alumbrado y contactos sencillos (para aparatos pequeños), alimentados con un hilo de corriente y un hilo neutro, consideran una carga efectiva no mayor de 2500 Watts. Fórmulas:
Cálculo por corriente: Cálculo por caída de tensión:
W I = EF Cosφ
4LI S = EF e%

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 152 2009
Monofásico A Tres Hilos (Dos líneas (fases) y uno neutro) (2F - 3H). Para instalaciones eléctricas de alumbrado y contactos sencillos (para aparatos pequeños), cuando todas las cargas son monofásicas y la carga total instalada es mayor de 4000 Watts pero que no sobrepase los 8000 Watts, cuyo valor multiplicado por el factor de demanda establecido de 0.6, se obtiene una demanda máxima aproximada de 8000 x 0.6 = 4800 Watts, que repartida en los circuitos derivados, corresponden 2400 Watts a cada uno. Fórmulas: Cálculo por corriente: Cálculo por caída de tensión: Como se trata de un sistema que en realidad es difícil de balancear al 100%, en un momento dado el neutro trabaja como fase o hilo de corriente, transportando 1.4142 veces la corriente eficaz por fase. Por lo anterior, es recomendable que cuando se trabajen dos fases con neutro común, al neutro se le considere mayor área que a los hilos de corriente por lo menos en calibre. Trifásico A Tres Hilos (Tres líneas (fases)) (3F-3H). Sistema utilizado en los siguientes casos: 1.- En instalaciones eléctricas en las que se dispone únicamente de cargas trifásicas, independientemente de la carga total instalada. 2.- En alimentaciones generales o derivadas que proporcionan la energía eléctrica a cargas trifásicas. 3.- Para suministrar energía a instalaciones eléctricas con servicio contratado en alta tensión. 4.- En redes de distribución primaria a tensiones de 13,200 o de 20,000 volts entre fases. 5.- En líneas de transmisión a tensiones entre fases mayores de 20,000 Volts. Fórmulas: Cálculo por corriente: Cálculo por caída de tensión:
W I = 2 EF Cosφ
W I = 1.73 EL Cosφ
2LI S = EF e%
2 √3 L I S = EL e%

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 153 2009
1.- Cuando las cargas parciales son 100% resistivas como resistencias de secadores, hornos eléctricos, el factor de potencia o cos φ = 1. 2.- Cuando las cargas parciales son inductivas como motores eléctricos en su generalidad o dispositivos o equipo fabricados con bobinas, hay necesidad de incluir, además del factor de potencia o cos φ, la eficiencia promedio de los motores, en valor mayor de 0.85. Trifásico a Cuatro Hilos (Tres líneas (fases) y uno neutro) (3F - 4H). Este sistema es utilizado en los siguientes casos: 1.- En instalaciones eléctricas de alumbrado y contactos sencillos, cuando todas las cargas parciales son monofásicas y la total instalada es mayor de 8000 Watts. 2.- Cuando se tienen tanto cargas monofásicas como cargas trifásicas, independientemente del valor de la carga total instalada. 3.- En redes de distribución secundaria a tensiones de 220 volts entre fases 127.5 volts. entre fase y neutro, éste último valor comercialmente conocido como de 110 volts. Fórmulas: Cálculo por corriente: W I = 3 EF Cosφ Cálculo por caída de tensión: Tratándose de un sistema trifásico a cuatro hilos (3f - 4H) que se considera 100% balanceado, en el neutro se toma una intensidad de corriente In = 0, además, se desprende que son en realidad 3 sistemas monofásicos a dos hilos. En las fórmulas se puede cambiar √3 por su valor que es de 1.73.
2 L I S = EF e%
W I = √3 EL Cosφ
2 J3 L1 S = EL e%

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 154 2009
4.1.5 Cálculo de Conductores para Circuitos Derivados. Los conductores que van desde el tablero de distribución o del alimentador a cada motor, reciben el nombre de circuitos derivados. Estos conductores deben tener una capacidad de corriente no menor que el 125% de la corriente a plena carga del motor. Es decir: IConductor = 1.25 IPC I = Corriente del circuito derivado. IPC = Corriente a plena carga del motor. 4.1.6 Cálculo de Conductores para Circuitos Alimentadores. Los circuitos derivados de un grupo de motores, reciben energía a través de conductores que constituyen el circuito alimentador. Este circuito debe tener una capacidad Igual a la suma del valor nominal de la corriente a plena carga de todos los motores, más el 25% del valor de la corriente del motor más grande del grupo. Esto es: IConductor Principal = 1.25 IPC (motor mayor) + ∑ IPC (otros motores). IPC = Corriente a plena carga. ∑∑∑∑IPC = Suma de las corrientes a plena carga de varios motores. La selección del calibre de los conductores debe considerar, además de la capacidad de corriente, la caída de tensión, el tipo de canalización, la temperatura de operación, etc. En el caso de la caída de tensión, ésta no debe ser mayor del 5% desde la entrada del servicio, hasta el último punto de utilización.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 155 2009
4.2 Cálculo De Protección Contra Sobrecargas.
Relevador de Sobrecarga. Para la protección contra sobrecargas en un motor eléctrico, se pueden emplear fusibles o relevadores. Estos dispositivos deben soportar durante el período de aceleración la corriente de arranque, e indefinidamente la corriente de trabajo. Sin embargo, cuando tenga lugar una sobrecarga, que por su intensidad y duración pueda ser peligrosa, deben efectuar la desconexión del motor. En motores de capacidad mayor de 1 HP, el ajuste de los dispositivos de protección, no será mayor que los siguientes porcentajes de la corriente nominal del motor. Motores con factor de servicio no menor de 1.15...........................125% Motores con un aumento de temperatura no mayor de 40°C…......125% Todos los demás motores.…………………………………...…………..115% Cuando los valores especificados no correspondan a tamaños normalizados de los dispositivos de protección, se pueden emplear los de capacidad superior, no mayores de 140% de la corriente nominal, en los dos primeros casos y del 130% para todos los demás motores. El factor de servicio que se menciona, se refiere a la capacidad de potencia adicional, que en un momento dado puede suministrar un motor, aún a costa de su vida útil. Un factor de servicio de 1.15, significa que el motor puede suministrar un 15% más de su potencia nominal, sin sufrir un calentamiento excesivo. En el caso de emplear fusibles para la protección contra sobrecargas, solo se instalan unidades en los conductores activos que lleguen al motor con excepción de sistemas trifásicos con neutro aterrizado, en donde este último, también lleva intercalado un fusible. Cuando se emplean relevadores de sobrecarga el número de unidades sensoras y su localización en los circuitos del motor, debe estar de acuerdo con siguiente tabla.
FIGURA 40.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 156 2009
UNIDADES DE PROTECCION CONTRA SOBRECARGA
TIPO DE MOTOR FUENTE DE NUMERO DE UBICACION
ALIMENTACION DE UNIDADES
Monofásico o de Cualquier sistema de Una en cualquier conductor
corriente continua CA monofásico o de CC activo
Bifásico Cualquier sistema de Dos, uno por fase en
CA bifásico conductores no puestos
a tierra
Trifásico Cualquier sistema de Tres uno en cada fase
CA trifásico
En ocasiones los motores están dotados de elementos de protección térmicos que forman parte integral de ellos. Estos dispositivos por si mismos pueden interrumpir la alimentación del motor o bien mandar una señal de disparo al controlador. Para motores de capacidad mayor de 1500 HP se recomienda el empleo de detectores de temperatura embutidos en los devanados. Estos provocan la interrupción de la corriente del motor, cuando haya una elevación de temperatura peligrosa. La protección contra sobrecargas en motores no mayores de 1 HP, se selecciona siguiendo las recomendaciones dadas, salvo en el caso de motores no instalados en forma permanente y en motores de arranque manual, en donde se considera que están protegidos, por el dispositivo de protección contra cortocircuitos del circuito derivado al que están conectados. Esto siempre y cuando, el rango no sea mayor que el recomendado para la protección contra cortocircuitos del motor, con excepción de circuitos a 125 volts o menos protegidos para 20 amperes. En motores cuya operación no sea continua, como por ejemplo, en accionamientos de válvulas, rodillos, máquinas para tratamiento de materiales, etc. se consideran protegidos contra sobrecargas por el dispositivo de protección contra cortocircuito del circuito derivado en que se instalen. Por regla general se tiene que el valor de la protección de sobrecarga debe ser del 125% de la corriente nominal por lo tanto el cálculo para obtener el valor adecuado de este dispositivo sería, la corriente a plena carga multiplicada por un factor 1.25. Esto es: ISobrecarga = 1.25 IPC IPC = Corriente a plena carga
TABLA 3.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 157 2009
4.3 Cálculo de Protección Contra Cortocircuitos. Para la protección contra las sobre intensidades que resultan de cortocircuitos y fallas a tierra, se emplean fusibles e interruptores automáticos. Estos dispositivos construidos para diferentes rangos y condiciones de operación, además de proteger conductores y motor, resguardan a los elementos de conexión, que por lo general están diseñados para la intensidad consumida por el motor.
Fusibles para Protección de Circuitos.
4.3.1 Protección en Circuitos Derivados. La protección contra cortocircuitos en un circuito derivado, debe tener la capacidad o ajuste que se indica en las tabla 4 y permitir la corriente de arranque del motor sin abrir el circuito. Cuando el dispositivo de protección seleccionado, no tiene un ajuste suficiente para permitir el arranque del motor, se puede aumentar su capacidad, pero sin rebasar los siguientes rangos: a) En el caso de fusibles de disparo instantáneo: 400% de la corriente a plena carga en rangos de corriente de 600 A, o menores y 300% en rangos mayores. b) En el caso de fusibles con retardo de tiempo (de doble elemento) el ajuste no deberá exceder en ningún caso del 225% de la corriente a plena carga. c) En el caso de interruptores de disparo instantáneo, el ajuste no deberá sobrepasar del 1300% de la corriente a plena carga. d) En el caso de interruptores con retardo de tiempo: 400% de la corriente a plena carga en rangos de corriente de 100 A, o menores y 300% en rangos mayores. Dos o más motores cuya potencia individual no sea mayor de 1 HP, puede conectarse a un circuito derivado protegido a no más de 20 amperes en 125 volts o menos, o 15 amperes en 600 volts o menos, siempre que el valor de la corriente a plena carga de dos motores, no exceda de 6 amperes y no se sobrepase el valor nominal del dispositivo de protección del circuito. La protección contra sobrecargas para cada motor, debe de estar de acuerdo con las recomendaciones que se han dado al respecto.
FIGURA 41.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 158 2009
Por regla general se tiene que el valor de la protección contra cortocircuito se especifica de la siguiente manera: a) Para motores cuya corriente nominal se encuentra comprendida en el rango de 0 a 40 amperes el valor de la protección contra cortocircuito debe ser del 200% de la corriente nominal. b) Ahora bien para motores cuya corriente nominal se encuentra comprendida en el rango de 41 ampares en adelante el valor de la protección contra cortocircuito debe ser del 150% de la corriente nominal. Esto es: Para un rango de 0 a 40 amperes. ICortocircuito = 2 IPC IPC = Corriente a plena carga Para un rango de 41 amperes en adelante. ICortocircuito = 1.50 IPC IPC = Corriente a plena carga
CAPACIDAD MÁXIMA DE LOS DISPOSITIVOS DE PROTECCIÓN EN LOS CIRCUITOS DERIVADOS, PARAMOTORES MARCADOS CON LETRAS DE CÓDIGO, INDICANDO LAS KVA CON ROTOR BLOQUEADO.
PORCIENTO DE LA CORRIENTE A PLENA
TIPO DE MOTOR TIPO DOBLE ELEMENTO TIPO CON LIMITEINSTANTANEO (CON RETARDO) INSTANTANEO DE TIEMPO
Todos los motores monofásicos,polifásicos, jaula de ardilla y sincronos,con arranque a tensión plena o atensión reducida con resistenciaso con reactancias.
Letra código A 15 15 700 15Letra código B a E 250 17 700 200Letra de código F a V 300 17 700 250
Todos los motores jaula de ardilla yy síncronicos con arranque conautotransformador:
Letra código A 15 15 700 15Letra código B a E 200 17 700 200
Letra de código F a V 250 17 700 200
TABLA 4.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 159 2009
4.3.2 Protección en Circuitos Alimentadores. La protección del alimentador de varios motores, puede ser proporcionada por fusibles o interruptores automáticos y en ambos casos, la capacidad o ajuste no debe exceder la capacidad del mayor de los dispositivos de protección que se tenga en los circuitos derivados, más la suma de las corrientes a plena carga de los demás motores del grupo.
Interruptores Termomagnéticos para Protección contra CortoCircuito. Esto es: I Cortocircuito principal = ICD (mayor) + ΣIPC (otros motores). ICD = Corriente de ajuste del circuito derivado (corriente de corto circuito). ΣIPC = Suma de las corrientes a plena carga de varios motores. En el caso de que los motores de mayor capacidad, sean dos o más de igual potencia, se considerará uno solo de los motores para el cálculo.
FIGURA 42.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 160 2009
4.4 Controladores y Medios de Desconexión.
4.4.1 Controladores.
En este punto el término controlador, comprende cualquier dispositivo o conjunto de éstos que se empleen para el arranque y paro de un motor. Para el arranque se pueden incluir dispositivos auxiliares tales como: autotransformadores, resistencias, reactancias, etc. que permitan la aceleración suave de la carga y protejan tanto al motor como a los alimentadores de los daños originados por excesivas corrientes de arranque. Sin embargo en el caso de motores de pequeña capacidad, portátiles no mayores de 1/3 HP y estacionarios no mayores de 1/8 HP, un tomacorriente con su enchufe viene en el dispositivo de protección del circuito ramal respectivamente, suelen ser empleados como único medio para la puesta en operación. Es recomendable el empleo de una unidad de arranque por cada motor, en donde la capacidad de los dispositivos que la entreguen estará acorde con la capacidad del motor a controlar. En el caso de varios motores operando a 600 volts o menos, un solo dispositivo de arranque cuya capacidad nominal exceda la suma de las capacidades de los motores, puede ser empleado; por ejemplo cuando los motores accionan varias partes de una misma máquina, cuando los motores estén instalados en el mismo local y estén a la vista del controlador o cuando el grupo de motores esté protegido por un solo dispositivo de sobrecorrientes. En éste último caso el dispositivo de conexión del circuito puede hacer las veces de arrancador. 4.4.2 Circuitos De Control.
Los conductores de control de un aparato o sistema de control, son aquellos que transportan las señales eléctricas que gobiernan el funcionamiento del controlador, pero no transportan corrientes del circuito principal de potencia. Como los conductores de potencia, los de control se deben disponer de forma tal, que se desconecten de la fuente de alimentación, cuando los medios de desconexión estén en la posición de abierto. Su capacidad deberá estar de acuerdo a la capacidad de los dispositivos de control a los que alimentan (bobinas, lámparas, solenoides, electroimanes, etc.) y se consideran protegidos contra sobrecorrientes, ya sea por un dispositivo propio instalado en el circuito o bien por el dispositivo de protección del circuito derivado al que se conecten. Cuando se use un dispositivo propio, éste deberá tener un ajusté de no más del 500% de la capacidad de los conductores. El dispositivo de protección del circuito derivado se podrá emplear en cualquiera de los siguientes casos: cuando su capacidad o ajusté no rebase del 500% de la capacidad de los conductores, cuando el aparato controlado y el punto o puntos desde los cuales se controla (pulsadores, interruptores de límite, interruptores de presión, etc.) se encuentren sobre la misma máquina o a una distancia que no sea mayor de 15 m y por último, cuando la apertura del circuito de control implique un peligro, como por ejemplo el circuito de control de motores de bombas contra incendio.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 161 2009
4.4.3 Medios De Desconexión. Los medios de desconexión son los dispositivos empleados para desconectar los motores y los controladores de la fuente de alimentación y se diseñan de tal forma que ningún polo pueda ser separado de manera independiente. En los motores portátiles el medio de desconexión puede ser una toma corriente y enchufe. Para la desconexión de motores estacionarios, se emplean desconectadores de cuchillas e interruptores. Estos últimos, son también los dispositivos de protección de los circuitos derivados, en donde se encuentran instalados los motores. Ya sea que se empleen cuchillas o Interruptores, deberán tener una capacidad para conducir continuamente, por lo menos 115% de la corriente nominal del motor. El empleo de un solo medio de desconexión para ver Ios motores, se permite siempre y cuando trabajen a tensiones no mayores de 600 volts y cumplan alguna de las siguientes condiciones: el grupo de motores mueven una sola máquina o aparato, el grupo de los motores están instalados en un mismo local y están todos a la vista del medio de desconexión y por último el grupo está protegido por un solo dispositivo de protección contra sobrecorrientes. En todos estos casos el medio de desconexión será de capacidad igual a la suma de las potencias o corrientes de todos los motores del grupo.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 162 2009
5.- ARRANQUE, CONTROL Y PROTECCIÓN DE UN MOTOR DE CA. De los motores eléctricos el de inducción es el que se emplea con mayor frecuencia. Su sencillez, resistencia y el poco mantenimiento que requiere, son algunas de las cualidades que justifican su popularidad; desde los pequeños motores de potencia fraccionaria de una o dos fases, hasta los motores polifásicos de gran capacidad.
En general el motor de inducción consta de dos partes principales, estator y rotor. El estator del motor consiste en un armazón o culata, en cuyo interior se instala firmemente un núcleo laminado dotado de ranuras. En éstas, se coloca un devanado formado por varios grupos de bobinas. El rotor puede ser de dos tipos: jaula de ardilla y rotor devanado. El primero está formado por un conjunto de láminas, que forman una estructura cilíndrica ranurada. En las ranuras se instalan barras, construidas de cobre, acero o de alguna aleación especial, cortocircuitadas en sus extremos con unos anillos de material conductor. El rotor devanado es como el anterior, una estructura laminada, solo que sus ranuras en vez de barras, alojan un devanado muy similar al del estator. El devanado del rotor se manda al exterior a través de unos anillos rozantes.
Cuando se conectan los devanados del estator a una fuente polifásica de CA se crea un campo magnético giratorio, cuya velocidad depende de la frecuencia y del número de polos. La velocidad del campo magnético es conocida como síncrona y está dada por la siguiente expresión: En donde: N = Velocidad síncrona en rpm f = Frecuencia de la tensión de alimentación p = Número de polos
120 f
N = r.p.m.
p
Componentes de un motor asíncrono trifásico de jaula FIGURA 43.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 163 2009
Al moverse el campo corta los devanados del rotor, induciendo corrientes que conjuntándose con el campo magnético de rotación, desarrollan un par, que hace que el rotor gire siguiendo al campo. El rotor nunca alcanzará la velocidad de sincronismo, ya que de hacerlo, no existiría una diferencia relativa entre su velocidad y la del campo, deteniéndose al no inducirse corrientes en su devanado, la diferencia de velocidades del campo y el rotor, recibe el nombre del deslizamiento.
Construcción de un Motor de CA Tipo Rotor Devanado.
CARACTERÍSTICAS Y APLICACIONES DE MOTORES POLIFÁSICOS DE INDUCCIÓN
PAR DE CORRIENTE DE DESLIZAMIENTO FACTOR DE RENDIMIENTO
TIPO ARRANQUE ARRANQUE POTENCIA OBSERVACIONES
(% DEL NOMINAL) (% DEL NOMINAL) % % %
CLASE A 110-150 500-700 2-5 87-89 87-89 De par de arranque normal. Aplicado en cargas de veloc idad
costante y donde se tolera una corr iente elevada durante el
arranque. Sus usos son generales: bombas centr ifugas, ven-
tiladores, máquinas herramientas, etc .
CLASE B 110-152 400-500 2-5 80-85 87-89 Con carac terísticas similares a las de los motores c lase A, pe-
ro con una corr iente de arranque menor. Se apli ca cuando los
requerimientos del par no son muy severos.
CLASE C 200-250 450-500 3-5 80-85 82-84 De par de arranque elevado. Su rot or es del tipo de doble jau-
la de ardilla. Se aplica en el acc ionamiento: de: bombas de
movimiento alternativo, t rituradores, compresores, etc.
CLASE D 250-300 400-800 8-20 55-65 60-70 Tiene el par de arranque mas elevado. Utilizando en cargas
de alta inercia y cargas intermitentes. Sus usos se encuentran
cortadoras, c izallas, punsonadoras, ascensores, montacargas.
CLASE E Y F 50-130 200-400 1-3. 5 85-89 87-89 De bajo par de arranque. Utilizados con cargas de baja iner-
cia acopladas directamente como en: ventiladores, bombas
centrifugas, etc.
ROTOR DEVANADO 300 150 3-50 87-89 87-89 De alto par de arranque con baja corri ente. Su efic iencia baja
cuando se emplea con con resistencia en el rotor para el con-
trol de la velocidad. Se aplica en accionamientos donde la
carga se debe acelerar lentamente. Algunas de las aplicacio-
nes se tienen en: grúas, montacargas, trasportadores, et c.
FIGURA 44.
TABLA 5.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 164 2009
5.1 Control de Arranque de los Motores Jaula de Ardilla. Los motores jaula de ardilla son máquinas con una Impedancia en su devanado estatórico, que permite su conexión directa a la red, sin el peligro de destruir su devanado. Sin embargo, la corriente demandada si bien no perjudica al motor, si ocasiona perturbaciones en la red de alimentación, tanto por su intensidad como por el bajo factor de potencia con que es absorbida; sobre todo en máquinas con capacidades de 10 HP y mayores. Esta situación y el hecho de que el par pueda tener efectos no deseados en la carga accionada, trae como consecuencia, el empleo de métodos de arranque, en los cuales la conexión del motor ya no se hace de manera directa a la red, sino a través de resistencias, reactancias, autotransformadores, etc. que constituyen los métodos de arranque a tensión reducida. 5.1.1 Arranque a Tensión Plena. El método más sencillo de arranque para el motor polifásico de inducción en jaula de ardilla, es conectándolo directamente a la línea. Para esto se pueden emplear dispositivos de arranques manuales o magnéticos. El arranque a tensión plena se emplea cuando la corriente demandada, no produce perturbaciones en la red y cuando la carga puede soportar el par de arranque. En la figura 45 se muestra un arrancador manual cuya operación es muy sencilla; basta pulsar un botón para cerrar los contactos de conexión del motor y otro para abrirlos. Pueden ir provistos de protección contra sobrecarga y a veces contra cortocircuito todo en el mismo envolvente.
Arrancador Manual para Motor (Guarda
Motor).
Arrancador a Tensión Plena para un Motor de Inducción Jaula de Ardilla (Sistema Europeo).
FIGURA 45.
DIAGRAMA 14.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 165 2009
De los arrancadores magnéticos, ya se ha mencionado que el cierre de los contactos, es realizado mediante la energización de una bobina, lo cual puede hacerse con una estación de botones de contacto momentáneo o bien con algún dispositivo piloto, como interruptores de límite, de flotador, termostatos, etc. El Diagrama 15 muestra un diagrama lineal de un arrancador a tensión plena magnético, de un motor en jaula trifásico. Nótese la protección contra cortocircuito, dada por los fusibles y contra sobrecarga, dada por el relevador de sobrecarga. Cuando sobreviene esta última, las unidades sensoras del relevador, en serie con las líneas de alimentación del motor, la detectan actuando sobre el contacto o contactos normalmente cerrados, que se encuentran en la misma línea de la bobina del contactor. Estos se abren interrumpiendo la alimentación de la bobina y al desenergizarse ésta, se produce la apertura de los contactos de fuerza o cargas desconectando al motor. Para arrancar nuevamente la máquina, una vez que termina el efecto de la sobrecarga, hay que pulsar la barra o botón de restablecer, que traen para tal los relevadores de sobrecarga. En caso de utilizar un control a dos hilos y si el dispositivo piloto mantiene su contacto cerrado, el cierre de los contactos de sobrecarga permite arrancar el motor. Si se trabaja con tres hilos, se prepara el control para el arranque, que se logra pulsando el botón de arranque BA.
Diagrama de un Arrancador a Tensión Plena para un Motor de Inducción Jaula de Ardilla (Sistema Americano)
DIAGRAMA 15.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 166 2009
5.1.2 Arranque a Tensión Reducida. Esta manera de arrancar los motores obedece a alguna de las siguientes razones: se desea disminuir la corriente de arranque demandada por el motor, o bien, acelerar suavemente la carga, esto es disminuir el par. Existen varias formas o métodos para lograr el arranque a tensión reducida, Entre los principales se tienen: a) Resistencias Primarias. b) Autotransformador. c) Estrella-Delta. d) Devanado Partido. En el último de los métodos mencionados, la disminución de la corriente y del par, no se logra reduciendo la tensión al arranque en los devanados del motor, pero es costumbre incluirlo en los de arranque a tensión reducida, porque los resultados que se obtienen satisfacen los requerimientos. En cualquiera de los métodos de arranque a tensión reducida, la corriente en las puntas del motor, se reduce en proporción directa con la reducción de la tensión, en tanto que el par lo hace con el cuadrado de esa tensión. Es necesario tomar en cuenta, que cuando se trata de reducir la corriente, aparece una reducción del par que la máquina puede entregar. Independientemente de cuál sea la magnitud a regular, la otra siempre estará presente. En el caso en que se desee reducir el par para lograr una aceleración más suave de la carga, el método está sin discusión, pero cuando se desea reducir la corriente, por restricciones de la compañía suministradora, puede suceder que la aparejada disminución del par, ocasione problemas al impulsar la carga. Sin embargo, entre los métodos mencionados, se pueden encontrar algunos como el de autotransformador, cuya reducción del par por ampere reducido no es tan crítica.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 167 2009
5.1.3 Arranque con Resistencias Primarias. En este método de arranque el motor se conecta a la Iínea, a través de un grupo o banco de resistencias, produciendo una caída de tensión en ellas. Esta caída disminuye la tensión aplicada a las terminales del motor, reduciendo la corriente y el par durante el arranque. Una vez que el motor alcanza cierta velocidad (superior al 70% de la nominal), se desconectan las resistencias, dejando al motor funcionando con la tensión plena de alimentación. Cuando se oprime el botón de arranque se establece continuidad en la línea que contiene el botón de paro, el botón de arranque, la bobina del relevador TR y los contactos del relevador de sobrecarga. La bobina TR se energiza, cerrando los contactos TR uno de enclave y uno más que energiza la bobina del contactor M, que en el circuito de carga cierra los contactos M; así el motor se conecta a la línea a través del banco de resistencias. En el momento en que la bobina TR se energiza, también se acciona un reloj, éste, en un tiempo “T” cierra el contacto de tiempo TR. Permitiendo la conexión de la bobina del contactor A, el cual cierra sus contactos A, en el circuito de carga puenteando las resistencias, con lo que el motor queda conectado a la tensión plena de línea. El paro se realiza pulsando el botón para tal, que interrumpe el circuito que energiza la bobina del contactor M, provocando la apertura de los contactos M en el circuito de carga.
En el caso de una sobrecarga, la apertura de los contactos del relevador en serie con la bobina TR, origina la desconexión del motor. Para arrancar después de una sobrecarga hay que oprimir el botón de restablecer, que mecánicamente cierra los contactos SC y luego pulsar el botón de arranque.
Arrancador a Tensión
Reducida por Medio de Resistencia Primarias (Sistema Americano).
DIAGRAMA 16.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 168 2009
Frecuentemente se identifican los arrancadores magnéticos como automáticos, denominación adecuada cuando se trabaja con dos hilos, porque en el de tres, ya no es tan automática la operación, cuando se necesita la presencia de un operador, para que al pulsar un botón la inicie. Esta situación ha hecho que muchos autores denominen a éstos últimos como semiautomáticos. Este tipo de arrancadores pueden diseñarse, para más de un paso de resistencias en la aceleración y para operaciones reversibles. Los contactores utilizados en el controlador, son de capacidad acorde al motor a controlar. El relevador de tiempo puede ser de tipo neumático, con amortiguador o bimetálico. Como la corriente absorbida por el motor durante el arranque, el par queda también notablemente reducido, es por esto que los arrancadores a tensión plena con resistencias primarias, no son convenientes para el arranque de cargas de alta inercia; sin embargo, su construcción sencilla, su bajo costo inicial y algunas otras características, lo hacen adecuado para un gran número de aplicaciones.
Arrancador a Tensión Reducida por Medio de Resistencia Primarias (Sistema Europeo)
DIAGRAMA 17.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 169 2009
5.1.4 Arranque con Autotransformador. El arranque con autotransformador conocido como compensador, tiene los mismos propósitos que los arrancadores con resistencias o reactancias y a pesar de ser más costoso, posee ciertas cualidades que lo hacen preferido en la mayoría de las aplicaciones. En los arrancadores con resistencias o reactancias, la disminución de la corriente es proporcional a la disminución de la tensión, mientras que el par disminuye con el cuadrado de ésta. Así si en un arrancador se tiene una caída de tensión en los bancos limitadores de un 20%, la corriente absorbida por el motor durante el arranque, será el 80% de su valor si se arrancará a tensión plena de red, en tanto que el par se reduce a un 64%.
Supóngase que el mismo motor se conecta a un autotransformador durante el arranque, como se muestra en el Diagrama 18. Si la tensión en los bornes del motor se reduce a un 80% de la de la red, la corriente absorbida por la máquina disminuye en la misma proporción. Resulta ser el 64% de la corriente, que absorbería el motor si se conectara directamente a la línea. Al 80% de la tensión nominal, el par durante el arranque se reduce a un 64%. De esta manera, se puede observar que para el mismo par de arranque, el arrancador con autotransformador produce una reducción de la corriente de la línea, mayor que los arrancadores con resistencias o reactancias.
Arrancador a Tensión Reducida
con Autotransformador
Arrancador a Tensión Reducida por Medio de
Autotransformador (Sistema Americano)
DIAGRAMA 18.
FIGURA 46.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 170 2009
En el mercado se encuentran arrancadores manuales, semiautomáticos y automáticos estos últimos idénticos con excepción de la conexión al elemento de mando: tres hilos y dos hilos respectivamente. Los arrancadores semiautomáticos y automáticos, también se les conoce como magnéticos, porque casi todo el arrancador está constituido por dispositivos de este tipo de control, sin embargo, en los arrancadores manuales también se pueden encontrar contactores y relevadores.
Diagrama de un Arrancador a Tensión Reducida por Medio
de Autotransformador (Sistema Europeo) DIAGRAMA 19.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 171 2009
TABLA 6.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 172 2009
TABLA 7.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 173 2009
5.1.5 Arranque Estrella - Delta. Este método de arranque desarrollado ya hace algunos años en Europa, consiste en conectar los devanados del motor en estrella durante el arranque y luego pasarlos a conexión delta al terminar la aceleración. Evidentemente este método es realizable, en motores que funcionan normalmente con conexión delta.
Cuando el motor se conecta en estrella, la tensión en cada una de las fases será 1/√3 del valor de la tensión de la línea, que se aplica a cada fase si se conectara en delta. Por otro lado siendo la corriente de la línea en la conexión estrella 1/√3 la corriente de la línea en conexión delta, la corriente absorbida por el motor durante el arranque en estrella, será 1/3 del valor que tomaría si se arrancara en delta. El par de arranque también disminuye 1/3 de su valor en conexión delta, puesto que sus reducciones son proporcionales al cuadrado de la tensión aplicada y siendo ésta 1/√3, su cuadrado da el valor mencionado.
Arrancador a Tensión Reducida
Estrella - Delta (Sistema Americano).
Arrancador a Tensión Reducida Estrella - Delta
Arrancador a Tensión Reducida Estrella – Delta (Sistema Europeo) DIAGRAMA 21.
DIAGRAMA 20.
FIGURA 47.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 174 2009
5.1.6 Arranque Con Devanado Partido. Frecuentemente los motores trifásicos jaula de ardilla, son construídos para operar a dos tensiones; por ejemplo, 220 y 440 volts. Esto se logra embobinando el estator en dos secciones idénticas. Cuando éstas secciones son dos estrellas, y se conectan en paralelo durante la operación normal del motor, el arranque por devanado partido puede ser empleado para limitar la corriente y el par al arranque.
Inicialmente se conecta a la alimentación una mitad del devanado estatórico y luego, cuando el motor marcha cerca de su velocidad de régimen, se conecta la segunda mitad en paralelo con la sección ya excitada. Generalmente se utiliza para motores conectados en estrella, pero puede realizarse en motores con conexión delta, siempre y cuando ninguna de las terminales de la conexión se abra durante la operación. En el arranque por devanado partido, se hace necesaria la protección contra sobrecarga en los dos devanados, ya que se encuentran en paralelo demandando cada uno de ellos la misma cantidad de corriente. Los arrancadores de devanado partido de dos pasos, al igual que el arrancador estrella-delta, no necesitan medios externos para reducir las corrientes de arranque como resistencias y autotransformadores y en general utilizan menos elementos, por lo que su tamaño y su costo son reducidos. Sin embargo, tienen la desventaja de no poder realizar ajustes que se hacen en los otros tipos de arrancadores y que les permiten ser flexibles en su aplicación.
Arrancador a Tensión Reducida
para un Motor con Devanado Bipartido (Sistema Americano)
Arrancador a Tensión Reducida para Devanado Bipartido.
DIAGRAMA 22.
FIGURA 48.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 175 2009
Arrancador a Tensión Reducida para un Motor con Devanado Bipartido (Sistema Europeo)
DIAGRAMA 23.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 176 2009
5.1.7 Inversión De Rotación. Los arrancadores se construyen en muchas ocasiones para operaciones reversibles, tal y como sucede con los controles de elevadores, montacargas y grúas. En los motores polifásicos de inducción usados para los trabajos mencionados, basta intercambiar dos de las líneas o fases de alimentación del motor para que éste gire en sentido contrario. Para realizar operaciones de inversión de giro, es muy frecuente el empleo de combinadores de tipo tambor, similares a los usados en el arranque estrella-delta de los motores en jaula de ardilla. Estos dispositivos en una posición, conectan el motor de tal manera que gire en un sentido y al cambiar de estado cambian las terminales del motor, haciendo que este gire en sentido contrario. También pueden utilizarse desconectadores de cuchillas de tres polos dos tiros, los cuales en una posición conectan el motor en un sentido y en la otra invierten dos cualesquiera de las tres fases que lo alimentan.
Arrancador a Tensión Plena para un Motor Trifásico de Inducción con
Cambio de Rotación (Sistema Americano).
Arrancador a Tensión Plena para un Motor Trifásico de Inducción con
Cambio de Rotación (Sistema Europeo).
DIAGRAMA 24.
DIAGRAMA 25.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 177 2009
CAPÍTULO III
CONTROL DIFUSO.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 178 2009
1.- Introducción a la Lógica Difusa. La lógica difusa (Fuzzy Logic) ha surgido como una herramienta importante para el control de subsistemas y procesos industriales complejos, así como también para la electrónica de entretenimiento y hogar, sistemas de diagnóstico y otros sistemas expertos. Aunque la lógica difusa se inventó en Estados Unidos, el crecimiento rápido de esta tecnología ha comenzado desde Japón y ahora nuevamente ha alcanzado USA y también Europa. La lógica difusa es todavía un boom en Japón, el número de cartas patentando aplicaciones aumenta exponencialmente. Principalmente se trata de aplicaciones más bien simples de lógica difusa. Lo difuso ha llegado a ser una palabra clave para vender. Los artículos electrónicos sin componentes difusos se están quedando gradualmente desfasados. Como una mordaza, que muestra la popularidad de la lógica difusa, cada vez es más frecuente un sello con "fuzzy logic" impreso sobre el producto. En Japón la investigación sobre lógica difusa es apoyada ampliamente con un presupuesto enorme. En Europa y USA se están realizando esfuerzos para alcanzar al tremendo éxito japonés. Por ejemplo, la NASA emplea lógica difusa para el complejo proceso de maniobras de acoplamiento. La lógica difusa es básicamente una lógica multievaluada que permite valores intermedios para poder definir evaluaciones convencionales como sí/no, verdadero/falso, negro/blanco, etc. Las nociones como "más bien caliente" o "poco frío" pueden formularse matemáticamente y ser procesados por computadoras. De esta forma se ha realizado un intento de aplicar una forma más humana de pensar en la programación de computadoras. La lógica difusa se inició en 1965 por Lofti A. Zadeh, profesor de ciencia de computadoras en la Universidad de California en Berkeley. En esencia un controlador lógico difuso, contiene un algoritmo que es capaz de convertir una estrategia de control lingüística en una estrategia de control automático. Con la lógica difusa se pueden diseñar aplicaciones para que las máquinas respondan con mayor inteligencia a la imprecisión y a las condiciones del mundo exterior, con lo que se busca imitar el comportamiento humano. La creación de una máquina con lógica difusa, es forjar un sistema experto, en donde el comportamiento de la máquina, va a estar basado totalmente en el conocimiento del experto o de la persona que aporta sus conocimientos empíricos para el funcionamiento de ésta. El conocimiento del experto es el conocimiento empírico de cómo controlar el fenómeno, sin conocer ningún modelo del sistema a controlar. El introductor de la idea en la ingeniería actual fue Lofti Zadeh, un profesor matemático iraní residente en los Estados Unidos que en 1965 en la Universidad de California en Berkeley, Zadeh publicó un reporte llamado Conjuntos difusos, donde presentó formalmente la teoría de estados multievaluados, y se introdujo el término difuso en la literatura técnica.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 179 2009
Lofti Zadeh expande la idea de los estados clásicos de lógica Booleana a los que nombró estados difusos. A diferencia de la lógica Booleana, la lógica difusa es multievaluada, por lo que se considera un número infinito de grados de valor entre cierto y falso. La lógica difusa define grados de relación y grados de verdad de algo, algunas cosas pueden ser parcialmente verdaderas y parcialmente falsas simultáneamente. Un conjunto difuso puede ser visto como una generalización del conjunto binario que toma sólo los valores 0 ó 1. En la lógica bievaluada la transferencia de un estado a otro es instantánea (es decir, un elemento pertenece a un estado o no). En cambio en la lógica difusa la transición puede ser gradual (es decir un elemento puede tener parcial relación en múltiples estados). En un sistema difuso, un pequeño cambio en la variable de entrada, da como resultado un cambio más natural en el funcionamiento del sistema. Cuando la teoría de los conjuntos difusos se aplica para definir y resolver problemas de control se obtienen los denominados controladores difusos o lingüísticos. El control difuso fue la primera aplicación de la lógica difusa a la resolución de problemas reales (se aplicó al control de una planta de concreto en el año 1980). En el área del control la lógica difusa ha permitido obtener resultados espectaculares, resultados que han avalado la teoría. Si se hace un razonamiento con lógica difusa dentro de un sistema experto se obtiene una expresión también difusa, siendo usual tener que asignarle posteriormente un valor lingüístico. En cambio, cuando se realiza un razonamiento difuso para controlar un proceso, el resultado buscado es de una cualidad completamente diferente, ya que lo que ha de generarse es un conjunto de valores numéricos precisos que, una vez traducidos a las magnitudes físicas correspondientes: presión, voltajes, corrientes, etc., han de introducirse a los actuadores de control.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 180 2009
La lógica difusa es una técnica de la inteligencia computacional que permite trabajar información con alto grado de imprecisión, en ésto se diferencia de la lógica convencional que trabaja con información bien definida y precisa. Lofti Zadeh inconforme con los conjuntos clásicos (crisp sets) que solo permiten dos opciones, la pertenencia o no de un elemento a dicho conjunto presentó la lógica difusa como una forma de procesar información permitiendo pertenencias parciales a unos conjuntos que en contraposición a los clásicos los denominó Conjuntos Difusos (fuzzy sets), el concepto de conjunto difuso fue expuesto por Lofti Zadeh en un paper hoy clásico en la literatura de la lógica difusa en el año de 1965, el artículo se titula "Fuzzy Sets" y fue publicado en la revista “Information and Control”. El mismo Zadeh publica en 1971 el artículo, "Quantitative Fuzzy Semantics", en donde Introduce los elementos formales que acabarían componiendo el cuerpo de la doctrina de la lógica difusa y sus aplicaciones tal como se conocen en la actualidad. Pocos años después en 1974, el Británico Ebrahim Mandani, demuestra la aplicabilidad de la lógica difusa en el campo del control. Desarrolla el primer sistema de control difuso (Fuzzy Control) práctico, la regulación de un motor de vapor. Las aplicaciones de la lógica difusa en el control no se pudieron ser implementadas con anterioridades a estos años debido a la poca capacidad de cómputo de los procesadores de esa época. El profesor Zadeh menciona que la gente no requiere información numérica precisa del medio que lo rodea para desarrollar tareas de control altamente adaptable por ejemplo conducir un automóvil o caminar por una acera sin chocar con los postes y las otras personas. Si los controladores convencionales, en esencia realimentados, se pudieran programar para aceptar entradas con ruido e imprecisas ellos podrían trabajar de una manera mas eficiente y quizás se podrían implementar mas fácilmente. En Estados Unidos principalmente por razones culturales, el concepto de lógica difusa no tuvo mucho impacto mientras en oriente específicamente los japoneses y algunos países europeos aceptaron sin complicación esta idea y han estado desde la década de los 80 construyendo aplicaciones reales y productos que funcionan basados en lógica difusa. Por ejemplo en 1986 Yamakawa publica el articulo, "Fuzzy Controller hardward system" y desarrolla controladores difusos en circuitos integrados. En 1987, se inaugura en Japón el subterráneo de Sendai, uno de los más espectaculares sistemas de control difuso creados por el hombre. Desde entonces el controlador inteligente ha mantenido los trenes rodando eficientemente. En 1987, "FUZZY BOOM", se comercializan multitud de productos basados en la lógica difusa (sobre todo en Japón). Esta metodología proporciona una manera simple y elegante de obtener una conclusión a partir de información de entrada vaga, ambigua, imprecisa, con ruido o incompleta, en general la lógica difusa imita como una persona toma decisiones basada en información con las características mencionadas. Una de las ventajas de la lógica difusa es la posibilidad de implementar sistemas basados en ella tanto en hardware como en software o en combinación de ambos.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 181 2009
1.1 Ejemplo 1 para entender ¿Qué es un Conjunto Difuso? La noción más básica de sistemas difusos es un (sub)conjunto difuso. Veamos un ejemplo: En primer lugar consideramos un conjunto X con todos los números reales entre 0 y 10 que nosotros llamado el universo de discurso. Ahora, definimos un subconjunto A de X con todos los números reales en el rango entre 5 y 8. A = [5,8] Ahora mostramos el conjunto A por su función característica, es decir esta función asigna un número 1 o 0 al elemento en X, dependiendo de si el elemento está en el subconjunto A o no. Esto conlleva a la figura 1:
Nosotros podemos interpretar los elementos que han asignado el número 1 como los elementos que están en el conjunto A y los elementos que han asignado el número 0 como los elementos que no están en el conjunto A. Este concepto es suficiente para muchas áreas de aplicación. Pero nosotros podemos encontrar fácilmente situaciones donde carece de flexibilidad. Para comprender éste concepto veamos un ejemplo: Queremos describir el conjunto de gente joven. Más formalmente nosotros podemos denotar: B = {conjunto de gente joven} Como en general la edad comienza en 0, El rango más inferior de este conjunto está claro. El rango superior, por otra parte, es más bien complicado de definir. Como un primer intento colocamos el rango superiora en, digamos, 20 años. Por lo tanto nosotros definimos B como un intervalo denominado: B = [0,20] Ahora la pregunta es: ¿Por qué alguien es en su 20 cumpleaños joven y al día siguiente no? Obviamente, este es un problema estructural, porque si movemos el límite superior del rango desde 20 a un punto arbitrario podemos plantear la misma pregunta.
FIGURA 1.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 182 2009
Una manera más natural de construir el conjunto B estaría en suavizar la separación estricta entre el joven y el no joven. Nosotros haremos ésto para permitir no solamente la (crispada) decisión "él/ella SI está en el conjunto de gente joven" o "él/ella NO está en el conjunto de gente joven", sino también las frases más flexibles como "él/ella SI pertenece un poquito más al conjunto de gente joven" o "él/ella NO pertenece aproximadamente al conjunto de gente joven". Pasamos a continuación a mostrar como un conjunto difuso nos permite definir una noción como "él/ella es un poco joven". Tal y como constatamos en la introducción podemos usar conjuntos difusos para hacer computadoras más sabias, y ahora tenemos que codificar la idea más formalmente. En nuestro, ejemplo primero codificamos todos los elementos del Universo de Discurso con 0 o 1. Una manera de generalizar este concepto está en permitir más valores entre 0 y 1. De hecho, nosotros permitimos infinitas alternativas entre 0 y 1, denominando el intervalo de unidad Yo = [0, 1]. La interpretación de los números ahora asignados a todos los elementos del Universo de Discurso es algo más difícil. Por supuesto, el número 1 asignado a un elemento significa que el elemento está en el conjunto B y 0 significa que el elemento no está definitivamente en el conjunto B. El resto de valores significan una pertenencia gradual al conjunto B. Para ser más concretos mostramos ahora gráficamente el conjunto de gente joven de forma similar a nuestro primer ejemplo por su función característica.
De esta forma unos 25 años de edad todavía sería joven al grado de 50 por ciento. Ahora sabemos qué es un conjunto difuso. ¿Pero qué se puede hacer con él?
FIGURA 2.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 183 2009
1.2 Ejemplo 2 para entender ¿Qué es un Conjunto Difuso? El concepto clave para entender cómo trabaja la lógica difusa es el de conjunto difuso, se puede definir un conjunto difuso de la siguiente manera. Teniendo un posible rango de valores al cual llamaremos U, por ejemplo U=Rn, donde Rn es un espacio de n dimensiones, a U se le denominara Universo de Discurso. En U se tendrá un conjunto difuso de valores llamado F el cual es caracterizado por el de una función de pertenencia uf tal que uf: U-> [0, 1], donde uf(u) representa el grado de pertenencia de en U que pertenece a U en el conjunto difuso F. Por ejemplo supongamos que se desea representar con conjuntos difusos la variable altura de una persona, en este caso el universo de discurso será el rango de posibles valores de la altura que tenga un persona adulta, se escogerá un rango entre 140 cm y 200 cm, valores por fuera de este rango son posibles pero son muy escasos. El universo de discurso U = [140, 200], para denominar los conjuntos difusos se suelen trabajar con etiquetas lingüísticas similares a las que se usan de manera coloquial por ejemplo, en la vida diaria decimos que una persona es Muy Baja (MB), Baja (B), Mediana (M), Alta (Alta) y Muy Alta (MA)
Etiqueta Rango [min, max]
MB [140,160]
B [160,170]
M [170,180]
A [180,190]
MA [190,200]
Gráfico de conjuntos difusos
FIGURA 3.
TABLA 1.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 184 2009
2.- Operaciones con conjuntos difusos. Ahora que tenemos una idea de lo que son conjuntos difusos, podemos introducir las operaciones básicas sobre conjuntos difusos. Parecido a las operaciones sobre conjuntos booleanos nosotros también podemos interseccionar, unificar y negar conjuntos difusos. En su primerísimo artículo sobre conjuntos difusos, L. A. Zadeh sugirió el operador mínimo para la intersección y el operador máximo para la unión de dos conjuntos difusos. Es fácil ver que éstos operadores coinciden con la unificación booleana, e intersección si nosotros únicamente consideramos los grados miembros 0 y 1. A fin de aclarar esto, mostraremos varios ejemplos. Sea A un intervalo difuso entre 5 y 8, y B un número difuso entorno a 4. Las figuras correspondientes se muestran a continuación:
2.1 Operación AND. La figura 5 muestra la operación AND (Y) del conjunto difuso A y el número difuso B (el resultado es la línea azul).
FIGURA 4.
FIGURA 5.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 185 2009
2.2 Operación OR. La operación OR (O) del conjunto difuso A con el número difuso B se muestra en la próxima figura (nuevamente, es la línea azul).
2.3 Operación NEGACIÓN. Esta figura da un ejemplo para una negación. La línea azul es la NEGACION del conjunto difuso A.
FIGURA 7.
FIGURA 6.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 186 2009
2.4 Reglas de control difuso. Los sistemas de control difuso permiten describir el conjunto de reglas que utilizaría un ser humano que controlase el proceso, con toda la imprecisión que poseen los lenguajes naturales y, sólo a partir de éstas reglas, se generan las acciones que realizan el control. Por esta razón, también se les denominan controladores lingüísticos. El control difuso establece el algoritmo de control del proceso como un conjunto de relaciones difusas entre las variables x1, x2, ... , que condicionan el proceso que va a ser controlado, y la entrada ¿y? al propio proceso. El algoritmo de control se da como un conjunto de expresiones: SI condiciones ENTONCES acciones En las que las variables x1, x2, ... , toman valores lingüísticos y aparecen predicados difusos. Por ejemplo: IF X1 es pequeño AND X2 es grande THEN Y es medio IF X1 es pequeño AND X2 es medio THEN Y es grande Estas expresiones son las reglas de control difuso. La parte izquierda de la regla es el antecedente y la parte derecha es el consecuente. En general las variables de condición x1, x2, ... , son las entradas del sistema de control y la variable ¿Y? es la salida del mismo. Las palabras pequeño, grande y medio son valores difusos que toman las variables difusas X1, X2 e Y que se definen mediante conjuntos difusos. Los controladores difusos están formados por grupos de reglas y actúan de la forma siguiente: Cuando se les proporciona el valor actual de las variables de entrada se obtiene el valor de las variables de salida, calculado mediante un método de inferencia difusa. Teniendo en cuenta que los sistemas de control deben actuar en tiempo real, los métodos de inferencia que se usan tienen que ser sencillos y rápidos.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 187 2009
3.- Métodos de Inferencia. Sea cual sea la forma de las variables y reglas, el proceso de inferencia se realiza en tres etapas: 1ª. Calcular la compatibilidad entre los valores actuales de las entradas y los antecedentes de las reglas. 2ª. Encontrar los resultados de las inferencias de cada regla (En qué grado se verifica cada regla). 3ª. Encontrar el resultado de la inferencia completa como un promedio de los resultados de las inferencias de cada regla. 4.- El Control Difuso. Los controladores difusos son las aplicaciones más importantes de la teoría borrosa. Ellos trabajan de una forma bastante diferente a los controladores convencionales; el conocimiento experto se usa en vez de ecuaciones diferenciales para describir un sistema. Este conocimiento puede expresarse de una manera muy natural, empleando las variables lingüísticas que son descritas mediante conjuntos difusos. Diseñar un controlador significa esencialmente escribir las reglas de control, determinando los antecedentes y los consecuentes. Para determinar los antecedentes hay que: 1º) Seleccionar la información de entrada que se va a incluir en los antecedentes. 2º) Fijar las particiones difusas y 3º) Fijar los parámetros de las funciones de pertenencia. En lo que concierne a los consecuentes, como la salida de control (entrada del proceso a controlar) está determinada por el propio proceso, lo único que hay que hacer es fijar los parámetros de las funciones de pertenencias. Así pues, el verdadero problema en el diseño de controladores difusos, es determinar los antecedentes. Hay tres métodos: - Conocimiento de los expertos,
- Modelos de operador y - Modelos difusos de procesos.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 188 2009
4.1 Ejemplo de Aplicación de Control Difuso. Ejemplo: El péndulo invertido El problema está en equilibrar una pértiga sobre una plataforma móvil que puede moverse en dos únicas direcciones, a la izquierda o a la derecha. Ante todo, nosotros tenemos que definir (subjetivamente) cual es la velocidad del anden: alta, baja, etc. Esto se hace para especificar las funciones pertenecientes al conjunto difuso: Negativo alto (celeste) Negativo bajo (verde) Cero (rojo) Positivo bajo (azul) Positivo alto (morado)
Lo mismo se hace para el ángulo entre la plataforma y la pértiga, además de para la velocidad angular de este ángulo:
Apréciese que, para hacerlo más fácil, suponemos que al principio la pértiga está en una posición cercana a la central para que un ángulo mayor de, digamos, 45 grados en cualquier dirección no pueda - por definición - ocurrir. Ahora daremos varias reglas que dicen qué hacer en situaciones concretas:
FIGURA 10.
FIGURA 9.
FIGURA 8.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 189 2009
Considere por ejemplo que la pértiga está en la posición central (el ángulo es cero) y no se mueve (la velocidad angular es cero). Obviamente ésta es la situación deseada, y por lo tanto no tenemos que hacer nada (la velocidad es cero). Consideremos otro caso: el polo está en la posición central como antes, pero está en movimiento a baja velocidad en la dirección positiva. Naturalmente nosotros tendríamos que compensar el movimiento de la pértiga moviendo la plataforma en la misma dirección a baja velocidad. De esta forma hemos constituido dos reglas que pueden ponerse en una forma más formalizada como esta: Si el ángulo es cero y la velocidad angular es cero entonces la velocidad será cero. Si el ángulo es cero y la velocidad angular es positiva baja entonces la velocidad será positiva baja. Podemos resumir todas las reglas aplicables en una tabla: | Angulo | Veloc | NA NB C PB PA ----------+------------------------------ v NA | NA . NB | NB C a C | NA NB C PB PA n PB | C PB g PA | PA Donde NA es una (usual) abreviatura para negativa alta, NB para negativa baja, etc. A continuación mostraremos como estas reglas pueden aplicarse con valores concretos para el ángulo y velocidad angular. Para ello vamos a definir dos valores explícitos para el ángulo y la velocidad angular para operar con ellos. Consideremos la situación siguiente: Un valor actual para el ángulo:
FIGURA 11.
TABLA 2. NA – Negativa Alta NB – Negativa Baja PA – Positivo Alto PB – Positivo Bajo C – Cero

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 190 2009
Un valor actual para la velocidad angular:
Ahora mostraremos como aplicar nuestras reglas a esta situación real. Veámos como aplicar la regla: Si el ángulo es cero y la velocidad angular es cero entonces la velocidad será cero. A los valores que hemos definido. Esta es la variable lingüística "ángulo" donde nos centramos en el conjunto "cero" y el ángulo actual:
Nos damos cuenta que nuestro valor real pertenece al conjunto difuso "cero" en un grado de 0.75:
Ahora mostramos la variable lingüística "velocidad angular" donde nos centramos en el conjunto difuso "cero" y el valor actual de velocidad angular:
FIGURA 15.
FIGURA 14.
FIGURA 13.
FIGURA 12.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 191 2009
Nos damos cuenta que nuestro valor real pertenece al conjunto difuso "cero" en un grado de 0.4:
Como las dos partes de la condición de nuestra regla están unidas por una Y (operación lógica AND) calculamos el min (0.75,0.4)=0.4 y cortamos el conjunto difuso "cero" de la variable "velocidad" a este nivel (según nuestra regla):
Por su parte, el resultado de la regla Si el ángulo es cero y la velocidad angular es negativa baja entonces la velocidad será negativa baja es:
FIGURA 18.
FIGURA 17.
FIGURA 16.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 192 2009
El resultado de la regla Si el ángulo es cero y la velocidad angular es positiva baja entonces la velocidad será positiva baja es:
El resultado de la regla Si el ángulo es positivo bajo y la velocidad angular es negativa baja entonces la velocidad será cero es:
Estas cuatro reglas solapadas desembocan en un resultado único:
El resultado del controlador difuso es un conjunto difuso (de velocidad), así que tenemos que escoger un valor representativo como salida final. Hay varios métodos heurísticos (métodos de claridad o defuzzification), uno de ellos es tomar el centro de gravedad del conjunto difuso:
El procedimiento completo se denomina controlador de Mamdani.
FIGURA 22.
FIGURA 21.
FIGURA 20.
FIGURA 19.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 193 2009
4.2 Características del control difuso. El control difuso tiene tres características principales: 1. Es un control lógico. El calificativo de lógico significa que el algoritmo de control usa expresiones IF-THEN, en las que se puede describir una amplia variedad de condiciones, combinando expresiones lógicas con IF y AND. 2. Es un control disperso. Esta característica, que diferencia esencialmente los sistemas de control difuso de los sistemas de control basados en una sola ecuación, permite la coexistencia de controladores con lógicas distintas y su ejecución en paralelo. 3. Es un control lingüístico. En efecto permite el uso de variables lingüísticas imprecisas, en particular en los antecedentes de las reglas. Este lenguaje cualitativo es fácil de entender, permite realizar el control mediante un diálogo con los operadores, utilizando sus ojos experimentados en la observación del proceso como entradas externas, e introducir cosas como las condiciones del proceso como información útil para el control. Además el algoritmo de control puede incluir los procedimientos inusuales que acompañan siempre las operaciones de un proceso real. 4.3 Aplicaciones de la lógica borrosa. Principalmente, miraremos la aptitud del control difuso en términos generales. El empleo del control difuso es recomendable: Para procesos muy complejos, cuando no hay un modelo matemático simple. Para procesos altamente no lineales. Si el procesamiento del (lingüísticamente formulado) conocimiento experto puede ser desempeñado. El empleo del control difuso no es una buena idea si: El control convencional teóricamente rinde un resultado satisfactorio. Existe un modelo matemático fácilmente soluble y adecuado. El problema no es soluble.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 194 2009
5.- Definiciones. Intersección de Conjuntos: Nosotros llamamos un nuevo conjunto generado desde dos conjuntos determinados A y B, intersección de A y B, si el nuevo conjunto contiene exactamente esos elementos que están contenidos en A y en B. Unificación de Conjuntos: Nosotros llamamos un nuevo conjunto generado desde dos conjuntos determinados A y B, unificación de A y B, si el nuevo conjunto contiene todos los elementos que se contienen en A o en B o en ambos. Negación de Conjuntos: Nosotros denominamos al nuevo conjunto que conteniendo todos los elementos que están en el universo de discurso pero no en el conjunto A la negación de A. Variables lingüísticas: Una variable lingüística es una quíntuple (X,T(X),U,G,M), donde X es el nombre de la variable, T(X) es el término conjunto (es decir, el conjunto de nombres de valores lingüísticos de X), U es el universo de discurso, G es la gramática para generar los nombres y M es un conjunto de reglas semánticas para asociar cada X con su significado.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 195 2009
CAPÍTULO IV
MEDICIÓN DE VARIABLES FÍSICAS:PRESIÓN,TEMPERATURA,
NIVEL, FLUJO y PH.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 196 2009
1.- Necesidad de la medición de variables en la industria. Ahora bien, ya que tenemos una visión general de lo que es la instrumentación industrial, que conocemos su historia de una forma muy general y que sabemos de lo que se puede lograr y lo importante que es, entraremos en materia de éste capítulo que esta dirigido a los métodos e instrumentos aplicados para la medición de variables. 1.1 ¿Qué es una variable? Una variable en instrumentación se podría definir como: una magnitud física que tiende a cambiar con el tiempo. La definición anterior define a una variable como una magnitud cambiante, que ésta puede tomar un sin número de valores posibles, es un valor que no es constante. El ejemplo a esto sería la velocidad de un auto, éste puede estar parado, o sea 0 km/h, y de repente se pone en marcha acelerando progresivamente el auto de 0 a 2, 3, 5, 10, 50, 80 etc. Km/hr, y que en cualquier momento el auto frenará pasando de una alta velocidad a lento y después a 0 km/h. Aquí, la variable es la velocidad, que como se puede observar, tiende a cambiar constantemente, dependiendo de la aceleración que el conductor imprima al auto. 1.2 Importancia de la medición de las variables. También es claro, según lo estudiado hasta el momento, que la medición es una rama muy importante en la instrumentación y en el proceso, por lo que es tema de importancia para su estudio. La medición juega un gran papel en los procesos de producción ya que es la forma en la cual el operador o los equipos y sistemas se enteran de qué valor tiene cada variable y, según recetas y programaciones del proceso, se sabe si éstas se encuentran dentro de los parámetros óptimos para la buena y segura elaboración del producto. El entender y dominar los métodos para la medición de variables requiere de tener ciertos conocimientos de física básica que a continuación se estudiaran y de ciertos conceptos técnicos que hablaremos posteriormente. 1.3 Variables más importantes en la industria química. Los métodos de medición de variables estudiados estarán enfocados a lo que se requiere dominar en una industria química, que por su complejidad, condiciones y elaborado de sus procesos, es de las más completas en instrumentación y que lo que aquí se estudie será suficiente para poder entender o interpretar cualquier sistema de medición en diversos procesos, no necesitando ser procesos químicos. Las variables más importantes en la industria química, son 5: la presión, temperatura, nivel, flujo y PH.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 197 2009
2.- Métodos de medición para la variable presión. 2.1 Definición física de la presión. La presión es una variable muy importante dentro del control de procesos, ya que ésta afecta en varias ocasiones a la estabilidad del proceso y muchas veces es parte de las condiciones del proceso para que éste continúe. Para iniciar con ésta variable primero tendremos que definir qué es la presión. 2.1.1 ¿Qué es la presión? La presión se puede definir como: la fuerza que actúa sobre una superficie o fuerza por unidad de área. Como se puede observar en la definición de la presión, existe una relación estrecha entre la fuerza, el área y por supuesto la presión. Estudiaremos cada uno para su mejor comprensión. La fuerza se puede definir como: todo aquello que logra una deformación ó altera el movimiento de un cuerpo. 2.1.2 Fuerza y masa. Empezaremos estudiando a la masa. La masa esta compuesta de materia y la materia de átomos. La materia es: todo aquello que ocupa un lugar en el espacio o todo aquello que esta compuesto por átomos. La masa es la cantidad de materia que posee un cuerpo. La masa también se podría definir como: la medida de la tendencia de un cuerpo de resistirse al cambio de velocidad. La unidad de la masa es el Kg. (kilogramo).
Peso de un cuerpo con una masa de un kilogramo
Balanza de pesos. Comparación entre el peso de una masa conocida (¡) contra el de una desconocida (?).
FIGURA 1. FIGURA 2.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 198 2009
Haciendo un análisis de lo anteriormente mencionado, podemos decir que la masa esta compuesta de materia, y que para poder medir la masa de un cuerpo sería necesario saber cual es la concentración de materia en este cuerpo. También se mencionó que la masa era la medida de la tendencia de un cuerpo de resistirse al cambio de velocidad, lo que significa que la masa es directamente proporcional a la facilidad de poder echar a andar un cuerpo; a mayor masa, más difícil será echarlo a andar; a menor masa, más fácil se podrá echar a andar. La forma en la que se mide la masa de los cuerpos es comparando una masa conocida contra la masa desconocida por medio de una balanza de pesos, ya que al medir el peso de un cuerpo se esta midiendo directamente su masa. En un lugar dado el peso y la masa son directamente proporcionales entre sí, sin embargo son cantidades físicas diferentes. Otra forma de determinar la masa de un cuerpo por medio de la medición de su peso, es utilizando un dinamómetro el cual funciona de la siguiente manera. Si se estira un resorte, éste se alarga proporcionalmente a la fuerza que se le aplique, por lo que al jalar con fuerza hacia abajo el resorte, éste se estirará mucho y, al jalar con poca fuerza hacia abajo, casi no se estirará. Ahora bien, si a éste resorte se le adapta una escala lineal debidamente graduada, se podría tomar la lectura de cuál es la fuerza con la que se estira el resorte. Observando el funcionamiento de estos dos instrumentos para medir masas, se detecta que ambos utilizan el principio de equilibrio de fuerzas. En el caso de la balanza de pesos, se pone el cuerpo del que se desconoce su masa en uno de los platos, y en el otro se ponen tantas pesas de valores conocidos como sea necesario hasta que ambos platos se encuentran a la misma altura, lo que significa que sus masas son iguales ya que la fuerza generadas por ambos pesos es la misma. En el caso del dinamómetro, se tiene que la mano jala al resorte hacia abajo, pero también el resorte esta jalando a la mano hacia arriba, si la mano jala con mayor fuerza hacia abajo, el resorte jalará con igual fuerza hacia arriba, lo que significa que la fuerza hacia abajo es igual a la fuerza hacia arriba, o sea que ambas fuerzas se encuentran en equilibrio. Más adelante hablaremos acerca de la fuerza por peso. Ahora hablemos de la relación que existe entre la masa, la fuerza y la aceleración.
Dinamómetro. Instrumento utilizado para medir el peso de los cuerpos.
FIGURA 3.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 199 2009
2.1.3 Fuerza y aceleración. Esta relación fue estudiada por el físico inglés Sir Isaac Newton, quien determinó, a través de su segunda ley, que: la fuerza no equilibrada que obra sobre un cuerpo es proporcional al producto de la masa del cuerpo por su aceleración. Para comprender mejor ésta ley analicémos el siguiente ejemplo: Se tiene un automóvil en estado de reposo, o sea 0 km/h, enseguida se pisa el acelerador y el auto pasa de 0 km/h a 50 km/h, tardando 10 s en alcanzar ésta velocidad La aceleración es: el cambio de velocidad por unidad de tiempo. Ahora bien, si el auto se acelera de 0 km/h a 50 km/h, tardando 20 s en alcanzar ésta velocidad, la aceleración es menor, ya que tardo más tiempo en alcanzar la misma velocidad. ¿Porqué hubo dos
aceleraciones diferentes con el mismo coche? Porque la aceleración del coche depende de la masa del coche (peso) y la fuerza que se le aplique. Por ejemplo, si se tiene un cuerpo de masa constante, la aceleración dependerá de la fuerza que se le aplique. Se le aplica una fuerza pequeña (F1) la aceleración del cuerpo será pequeña, si se le aplica una fuerza grande (F2) la aceleración del cuerpo será grande, por lo que la aceleración del cuerpo es directamente proporcional a la fuerza aplicada, cuando la masa es constante. A mayor Fuerza mayor aceleración y, a menor fuerza, menor aceleración.
O
Otro caso es, cuando se altera la masa del cuerpo. En este caso la aceleración del cuerpo dependerá de la magnitud de su masa. Si se aplica una fuerza F a un cuerpo que posee poca masa, la aceleración obtenida será grande y, si se aplica la misma fuerza F a un cuerpo de mayor masa, la aceleración provocada será pequeña, por lo que la aceleración es inversamente proporcional a la masa del cuerpo, cuando la fuerza es constante. A mayor masa, menor aceleración y, a menor masa mayor aceleración.
Aceleración V = Velocidad T = Tiempo a1 = Aceleración 1 (Grande) a2 = Aceleración 2 (Pequeña)
Aceleración a masa constante F1 = Fuerza 1 pequeña F2 = Fuerza 2 grande a1 = Aceleración 1 pequeña a2 = Aceleración 2 grande m = Masa constante
FIGURA 4.
FIGURA 5.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 200 2009
Haciendo un resumen de lo que hasta ahora se ha planteado tenemos que: la aceleración de un cuerpo es directamente proporcional a la fuerza aplicada e inversamente proporcional a la masa del mismo, o lo que es lo mismo, la fuerza es directamente proporcional a la masa del cuerpo y su aceleración.
Unidades de la FUERZA. Las unidad de la fuerza es el Newton, en honor al físico inglés Isaac Newton.
Un Newton (1N) es la fuerza que se requiere para que un cuerpo con una masa de 1kg se acelere 1 m/s2.
Esto significa que: Una fuerza de 1 N acelera a una masa de 1 Kg en 1 s desde su posición de reposo (0 m/s) hasta una velocidad de 1 m/s.
Aceleración a masa variable m1 = Masa 1 pequeña m2 = Masa 2 grande a1 = Aceleración 1 grande a2 = Aceleración 2 pequeña f = Fuerza constante
La fuerza aplicada a un cuerpo es directamente proporcional a la masa de éste y su aceleración.
Newton es igual a la fuerza que acelera a 1 Kg masa 1 m/s2
Al colgar la pesa en el resorte se estira, igual si se jalara con la mano. FF = Fuerza del resorte FH = Fuerza de la mano FG = Fuerza por peso
FIGURA 7.
FIGURA 6.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 201 2009
2.1.4 Fuerza gravitacional. En la figura anterior se muestra como están interactuando 3 distintas fuerzas; la fuerza hacia arriba de los resortes (FF), la fuerza hacia abajo de la mano (FH) y la fuerza hacia abajo de la pesa (FG). En ésta figura se puede observar que para estirar el resorte se requiere de una fuerza, que en el caso de la mano fue generada por los músculos, pero en el caso de la pesa ¿Qué o quién genera la fuerza que estira al resorte? La fuerza que alarga al resorte de la pesa es generada por su peso, o sea, la atracción gravitacional. El peso se define como: la fuerza provocada por la atracción de la Tierra. Si al colgar la pesa del resorte éste se alarga, es obvio que existe una fuerza que esta provocando tal deformación, siendo ésta fuerza: el peso del cuerpo. Ahora bien, el peso de un cuerpo está en función de su masa, lo que significa que el peso es directamente proporcional a la masa; a mayor masa mayor peso y; a menor masa, menor peso. La longitud con la cual se estira el resorte es directamente proporcional al peso del cuerpo. Con tal principio se puede medir la fuerza con la que la Tierra atrae a los cuerpos. Una masa de 1 kg genera una fuerza de 9.81 N. Esta es la fuerza con la que la Tierra atrae a una masa de 1 kg. La pesa resiente una atracción hacia el centro de la Tierra. Esto se debe a que todos los cuerpos se atraen entre si, por lo que la Tierra y la pesa se atraen recíprocamente. La fuerza de atracción entre los cuerpos es directamente proporcional a su masa, que significa que si un cuerpo tiene mayor masa, mayor será su fuerza de atracción, por lo que se dice que la Tierra atrae a la pesa y no al revés, ya que la masa de la Tierra es infinitamente mayor a la masa de la pesa, teniendo la Tierra la mayor atracción gravitacional. Esta atracción gravitacional es una aceleración que en cierta posición de la Tierra es de 9.81 m/s2. Así pues, la Tierra genera una fuerza de atracción sobre todos los cuerpos que se encuentran sobre ella llamada fuerza gravitacional. La fuerza generada por un cuerpo (su peso) en distintas posiciones de la Tierra no es la misma ya que la Tierra no tiene una forma esférica. A la forma de la Tierra se le ha llamado geoide, la cual es achatada en los polos y ensanchada del Ecuador. Por ello, en las partes más cercanas al centro de la Tierra que son los polos, 1 kg masa genera una fuerza de 9.83 N, cuando en el Ecuador genera una fuerza de 9.79 N, por estar más lejos del centro de la Tierra. Por lo anterior mencionado se ha tomado la medición de la fuerza generada por este cuerpo a la mitad entre estos dos puntos, o sea, a 45º. Es claro entonces el motivo por el cual la fuerza generada por un cuerpo puede variar. Como el peso de un cuerpo esta en función de la atracción gravitacional de la Tierra es fácil comprender entonces por qué los cuerpos pesan menos en la Luna; como la Luna es mucho más pequeña y la cantidad de masa que esta posee es igualmente pequeña, un cuerpo de 1 kg de masa generaría un peso mucho menor a 9.81 N, ya que este sería de aproximadamente de 1.63 N y. También al aumentar la masa del planeta, aumenta el peso de los cuerpos, por ejemplo, el planeta Júpiter es mucho más grande que la Tierra y posee mucho más masa, por lo que si se midiera la fuerza generada por el peso de un cuerpo de 1 kg masa, esta fuerza sería mucho mayor que la generada en la Tierra ya que ésta andaría al rededor de 26 N aproximadamente.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 202 2009
2.1.5 Presión en sólidos y fluidos. Como se observa en la figura, la fuerza generada por el peso del cuerpo distribuida sobre la superficie que éste ocupa, genera una presión. La presión generada depende de la fuerza (que en este caso es el peso del cuerpo) y de la superficie. Así, la presión aumenta al aumentar la fuerza, y disminuye al aumentar el área. La presión es directamente proporcional a la fuerza e inversamente proporcional al área. La presión es una magnitud física que no se puede ver, no es palpable, pero si se pueden percibir sus consecuencias, por ejemplo, cuando una persona se sumerge en una alberca percibe que algo la aplasta y, cuanto más se sumerja mayor será la sensación de ser aplastada. Esto sucede por la presión provocada por el peso de la columna de agua que se encuentra sobre el nadador. Esta es la presión generada por un líquido. Un ejemplo del comportamiento de la presión entre sólidos sería la de clavar un clavo. Si se coloca el clavo con la punta sobre la madera y se golpea fuertemente la cabeza, el clavo penetra fácilmente la madera pero, ¿Qué sucedería si se trata de meter el clavo colocando la cabeza del mismo sobre la madera? Al golpear, el clavo no penetraría. En la primera prueba el clavo penetra fácilmente ya que la fuerza generada por el golpe sobre el clavo actúa sobre una superficie pequeñísima, generándose una presión muy grande. En el segundo caso, el clavo no penetra porque al golpear por la punta del clavo, la fuerza transmitida se distribuye sobre una superficie mucho mayor que es la cabeza del clavo, generando una presión muy pequeña, lo suficientemente pequeña para que el clavo no penetre en la madera. Después de haber hecho el análisis anterior, se puede deducir la siguiente fórmula:
Una masa de 1 Kg genera una fuerza de 9.81 N FF = Fuerza gravitacional FG = Fuerza gravitacional m = Masa
FIGURA 8.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 203 2009
2.1.6 Presión y fuerza. Como ya se mencionó, la presión puede ser generada por: el peso de una columna líquida o la fuerza de un sólido interactuando sobre una superficie. Pero ¿Qué hay acerca de la presión generada por un gas? La presión de una columna líquida depende específicamente de la altura y la densidad del líquido, la presión entre un sólido y la superficie en contacto depende directamente de la fuerza y el área y, la presión de una gas dependerá de la concentración de moléculas del gas que estén contenidas en un volumen. La presión en los gases es provocada por el continuo choque de moléculas que viajan en todas direcciones, chocando entre ellas mismas y las paredes del recipiente que las contiene. El constante choque de las moléculas es lo que provoca la presión, y ésta es igual en cualquier punto del recipiente. Ahora bien, si al recipiente se le introducen más moléculas de gas, existiría una mayor densidad de moléculas, ya que en el mismo volumen hay más moléculas, lo que provocaría que chocaran más entre sí y las paredes del recipiente, provocando un incremento de presión; o por el contrario, si al recipiente se le extrajeran moléculas, existiría una menor densidad de moléculas de gas, ya que en el mismo volumen hay menos moléculas, lo que provocaría que chocaran menos entre sí y las paredes del recipiente, provocando una disminución de presión. De ésta forma, la presión del gas contenido en el recipiente aumenta al aumentar la cantidad de moléculas del mismo, y la presión disminuye al disminuir la cantidad de moléculas de gas. La presión ejercida por el gas sobre la superficie interior del recipiente genera una fuerza de igual intensidad en cualquier punto, que empuja hacia afuera del recipiente. Aquí, la presión aumenta al aumentar la cantidad de moléculas en el mismo volumen y, también al aumentar la temperatura del gas. Una característica importante del comportamiento de la presión en los gases es que, los gases son altamente compresibles, lo que significa que un volumen determinado de gas puede reducirse (en volumen) al comprimirlo. Se tiene un cierto volumen que contiene una cierta concentración de moléculas de gas y que, al aplicar una fuerza sobre el émbolo, éste se desplazaría hacia donde se encuentra el gas, reduciendo el espacio (volumen) que ocupaba originalmente aumentando la densidad del gas (mayor cantidad de moléculas por unidad de volumen) y, como consecuencia, aumentando la presión. Así, la presión aumenta al aumentar la fuerza en el émbolo, pues se reduce aun más el volumen y aumenta la densidad del gas. La presión en el cilindro es directamente proporcional a la fuerza aplicada en el émbolo, al aumentar la fuerza aumenta la presión. Como se puede comprobar, la fuerza reduce el volumen del gas aumentando su presión, lo que demuestra que los gases son compresibles. Esta es una muestra de que con una fuerza podemos generar una presión, y que la misma fuerza podría generar distintas presiones, para esto bastaría con variar el área del émbolo. Pero una presión también puede generar una fuerza, basta con hacer lo contrario; en vez de generar la compresión con una fuerza, se puede generar una fuerza con gas comprimido o presión. Como se muestra en la figura
Presión generada por un gas gas.
FIGURA 9.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 204 2009
9, la presión P que entra por la toma superior del cilindro se ejerce en igual intensidad en todo su interior, incluyendo al émbolo, y considerando que la F = P · A, tenemos que la presión que se ejerce sobre el émbolo distribuida sobre su superficie da como resultado una fuerza en el émbolo la que puede se comunicada al exterior del cilindro por medio de un vástago acoplado al émbolo, pudiendo esta fuerza realizar un trabajo. Para aumentar la fuerza en el vástago sería necesario aumentar el área del émbolo o aumentar la presión del aire comprimido. Este fenómeno se utiliza en neumática para la activación de los cilindros neumáticos los cuales realizan diversas tareas como las de: doblar tubos, desplazar objetos, abrir o cerrar puertas, seguros neumáticos para impedir que se abra una puerta en cierta condición de un proceso, para etiquetar productos, etc. De esta forma, la presión puede generar distintas fuerzas y una fuerza puede generar distintas presiones, la presión es directamente proporcional a la fuerza e inversamente proporcional al área y, la fuerza es directamente proporcional a la presión y al área. Un sistema de producción que trabaje con aire comprimido (que es el gas más comúnmente utilizado) tiene muchas ventajas como: es veloz, puede utilizarse en ambientes explosivos ya que el aire no generaría una chispa, el aire se encuentra en todas partes, etc., pero también tiene sus desventajas como las de: no poder generar grandes fuerzas ya que el aire al ser compresible la energía suministrada se almacena como compresión, el generar aire comprimido es caro, no se puede controlar la posición de un elemento por medio de aire comprimido, etc. Por esta razón, las partes que no puede abarcar la neumática por el comportamiento de los gases, lo abarca la hidráulica a través del comportamiento que tienen los líquidos con la presión. Los gases son altamente compresibles por tener sus moléculas muy separadas, cosa que no sucede con los líquidos que son altamente incompresibles por tener sus moléculas muy unidas. Como se puede observar en la figura 10, 11 y 12 al aplicar una fuerza sobre el émbolo, el líquido en su interior no se comprime y por lo tanto la energía no se almacena como compresión actuando inmediatamente al ejercerse la fuerza y siendo más eficiente. Los líquidos tienen un comportamiento idéntico a los gases en lo que se refiere a la relación entre fuerza, presión y área. El usar un sistema hidráulico en vez de uno neumático tiene sus ventajas gracias a las características de los líquidos que son: los líquidos no son compresibles, se pueden generar fuerzas inmensamente mayores con un sistema hidráulico que con uno neumático, se puede controlar la posición de elementos por medio de un sistema hidráulico, etc. Pero la hidráulica también tiene sus desventajas que son: la velocidad de desplazamiento de sus elementos es muy lenta, trabaja con altas presiones, los equipos para generar la presión y los elementos que la convierten en fuerza son muy costosos, etc.
Compresión de un gas, Presión generada por una fuerza
Fuerza generada por gas a Presión o compresión
Presión en un líquido generada por una fuerza
FIGURA 10. FIGURA 11. FIGURA 12.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 205 2009
2.1.7 Unidades de presión. Las unidades de presión que hasta ahora hemos manejado han sido kg/cm2, siendo el kg la unidad de fuerza y el cm2 la unidad de superficie. Pero existen más unidades de presión, y es importante conocerlas ya que podemos encontrarnos con una gran variedad de unidades en una planta de producción y es necesario que podamos interpretar la magnitud de esta presión en cualquier unidad, ya que de ello dependerá una acción correcta o un error. 2.1.8 Equivalencia entre unidades. En la industria y laboratorios de calibración se utilizan distintas unidades de presión, de las cuales sólo unas cuantas son de uso cotidiano y las otras no se utilizan tanto. A continuación se encuentra una tabla (tabla 1) de equivalencias entre presiones para convertir de una unidad de presión a otra.
En esta tabla se muestran las equivalencias en las distintas unidades de presiones. Analizaremos algunas de las unidades de presión para que no exista confusión alguna. Los PSI (Poundal Square Inch o libra sobre pulgada cuadrada ) es una unidad inglesa de presión la cual tiene a la libra como unidad de fuerza y a la pulgada cuadrada como unidad de área, la ATM es una unidad de presión la cual determina su valor por medio del peso de las capas atmosféricas sobre la superficie terrestre a nivel del mar y ésta es de 760 mm de Hg, los mm de agua o mm H2O es una unidad de presión determinada por la presión generada por una columna de agua la cual tiene la fuerza por unidad de área al multiplicar la densidad del agua que por la altura de la columna lo que da como resultado gramo por centímetro cuadrado ya pudiéndose convertir a kilogramo por centímetro cuadrado. El Pa o Pascal que es igual a la presión generada por una fuerza de 1N (1 Newton) distribuida sobre 1m2, el MPa o Mega Pascal que es el equivalente a un millón de Pascales (1MPa = 1 000 000 Pa), y el bar que es la décima parte de un MPa (1bar = 1MPa / 10).
Bar Atms. Kg/cm2 Psi "H2O cm H2O mm H2O "Hg cm Hg mmHg Mpa Kpa mbar Pa(N/m2) Oz/in2
1 0,987 1,02 14,504 401,9 1021 10210 29,53 75 750 0,1 100 1000 100000 232,1
1,013 1 1,033 14,7 407,2 1034,3 10343 29,92 76 760 0,1013 101,3 1013 101325 235,1
0,981 0,968 1 14,22 394,1 1001 10010 28,96 73,56 735,6 0,0981 98,07 980,7 98067 227,6
0,0689 0,0681 0,0704 1 27,71 70,38 703,8 2,036 5,17 51,715 0,0069 6,895 68,95 6895 16
0,00249 0,00246 0,00254 0,0361 1 2,54 25,4 0,0735 0,187 1,866 0,00025 0,249 2,488 248,8 0,5775
0,00098 0,000967 0,001 0,01421 0,3937 1 10 0,0289 0,0735 0,735 0,0001 0,098 0,98 98 0,227
0,000098 0,000097 0,0001 0,001421 0,0394 0,1 1 0,00289 0,00735 0,0735 0,00001 0,0098 0,098 9,8 0,0227
0,0339 0,03342 0,0345 0,4912 13,61 34,57 345,7 1 2,54 25,4 0,00339 3,386 33,86 3386 7,858
0,01333 0,01316 0,0136 0,1934 5,358 13,61 136,1 0,394 1 10 0,00133 1,333 13,33 1333 3,1
0,001333 0,001316 0,00136 0,01934 0,536 1,361 13,61 0,0394 0,1 1 0,000133 0,1333 1,333 133,3 0,31
10 9,869 10,2 145,04 4019 10207 102074 295,3 750 7500 1 1000 10000 1000000 2321
0,01 0,00987 0,0102 0,14504 4,019 10,207 102,07 0,295 0,75 7,05 0,001 1 10 1000 2,321
0,001 0,000987 0,00102 0,0145 0,4012 1,021 10,21 0,0295 0,075 0,75 0,0001 0,1 1 100 0,2321
0,00001 0,00001 0,00001 0,000145 0,00402 0,0102 0,102 0,000295 0,00075 0,0075 0,000001 0,001 0,01 1 0,00232
0,00431 0,00425 0,0044 0,0625 1,732 4,4 43,986 0,1273 0,323 3,232 0,00043 0,431 431 431 1
TABLA 1.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 206 2009
2.1.9 Tipos de presiones. Como ya se ha estudiado, la presión es un fenómeno físico que no se puede ver pero si se puede percibir sus consecuencias, se puede medir e incluso predecir. La presión en los fluidos tiene distintos comportamientos por lo que genera distintos tipos de presiones, y que son importantes para analizarse ya que en los procesos industriales utilizan estos distintos tipos de presiones para llevar acabo su proceso. Presión atmosférica. La presión atmosférica es: la presión generada por el peso de las capas atmosféricas. La atmósfera es una gruesa capa de gas que cubre a toda la superficie terrestre, compuesta principalmente por un 78 % de Nitrógeno y un 21 % de Oxígeno. Esta composición de gas es el aire que respiramos y que es un elemento extremadamente ligero pero que sí tiene peso, muy poco pero lo tiene. Ahora bien, la capa que envuelve a la Tierra esta dividida en otras varías capas como la ionosfera estratosfera, etc. Estas capas, una encima de otra, generan una columna de aire lo que provoca que el peso de las capas superiores comprima a las capas inferiores o sea donde estamos nosotros. De esta forma todas las capas que componen a la atmósfera son aplastadas por el peso del mismo gas que las compone y este peso sobre la superficie terrestre da la presión atmosférica.
Hasta ahora se puede resumir que la presión atmosférica es provocada por el peso del aire. Pero ¿La presión atmosférica es igual en todas partes y en cualquier punto de la Tierra? La respuesta es NO. Como ya se ha explicado, la presión atmosférica depende de la cantidad de capas de gas que se encuentren sobre la superficie terrestre, por ejemplo, a nivel del mar, que es un punto de referencia mundial, la presión atmosférica es de 760 mm Hg, porque el peso de las capas de gas que hay sobre éste punto generan ésta presión, pero si viajamos durante unas cuantas horas desde ese punto a otro que se
La atmósfera es una capa de gas que cubre toda la superficie terrestre.
FIGURA 13.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 207 2009
encuentre por arriba del nivel del mar como la ciudad de México por ejemplo, veremos que la presión atmosférica en este punto es de 585 mm Hg aproximadamente, ya que como se encuentra a mayor altura hay menos capas de gas que pesen sobre éste punto que a nivel del mar donde hay más capas por estar más abajo. Así pues, a mayor altura hay menos capas de gas y la presión es menor y, a menor altura aumenta la presión atmosférica porque hay más capas de gas.
También hay que considerar que las condiciones climatológicas de la zona geográfica afectan directamente a la presión atmosférica como son la lluvia, la temperatura, los ciclones. El estudio y comprensión del comportamiento de la presión atmosférica es de suma importancia ya que además de estar todos los procesos sometidos a ésta presión e incluyéndonos, es la presión de referencia para determinar otros tipos de presiones como son la presión manométrica y la vacuométrica o vacío. Con lo anteriormente considerado analizaremos la figura para determinar los distintos tipos de presiones.
Tipos de presión
1 Presión atmosférica. 2 Presión manométrica. 3 Presión de vacío o vacuométrica. 4 Presión absoluta mayor a la presión atmosférica. 5 Presión absoluta menor a la presión atmosférica. 6 Presión diferencial manométrica. 7 Presión diferencial absoluta. Como se puede ver en la figura 14 que hay una línea punteada a lo ancho de la gráfica que representa a la presión atmosférica la cual servirá como punto de referencia para poder clasificar a las flechas que están por arriba, debajo y atravesándola que representan otros tipos de presiones que a continuación describiremos.
P ATM
0 ABS
FIGURA 14.
1
2
3
4
5
6
7

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 208 2009
Presión manométrica.
Una presión manométrica es cualquier presión medida mayor a la presión atmosférica partiendo desde la presión atmosférica. Un manómetro al exponer su toma de presión indica un valor de 0 bar, ya que la presión que esta midiendo en este momento es la presión atmosférica. Si al conectar la toma de presión del manómetro al proceso éste sigue indicando 0 bar, significa que el proceso también se encuentra a presión atmosférica, pero si en cierto momento la presión aumenta, hasta que el manómetro indica 2 bar de presión manométrica, significa que hay una presión mayor a la presión atmosférica, siendo esta medición realizada partiendo desde la presión atmosférica. Así pues, un manómetro al mostrar el cero significa que su toma de presión se encuentra a presión atmosférica, y que cualquier valor superior al cero es una presión mayor a la presión atmosférica; o sea una presión manométrica, ya que dicha medición fue realizada desde la presión atmosférica en adelante.
Una presión manométrica es una presión mayor a la presión atmosférica siempre y cuando la medición hecha haya partido desde la presión atmosférica, por ello la flecha identificada con el No. 1 es una presión manométrica ya que como se muestra en ésta gráfica, la medición partio desde la presión atmosférica. Pero una presión manométrica se puede convertir a una presión absoluta, porque para que una presión sea absoluta deberá realizarse desde un vacío, o lo que seria lo mismo, considerar a la presión atmosférica. Por ello, para convertir una presión manométrica a absoluta, bastará con sumarle la presión atmosférica en la unidad manejada. P ABS = P ATM + PMAN = (1 bar) + (2 bar) P ABS = 3 bar Presión vacuométrica:
La presión vacuométrica es cualquier presión medida menor a la presión atmosférica partiendo desde la presión atmosférica. Un vacuómetro al exponer su toma de presión a la presión atmosférica indica un valor de 0 bar, porque la presión que esta midiendo es igual a la presión atmosférica y al igual que el manómetro éste es el punto de partida para su medición. Ahora bien, si la toma del vacuómetro se conecta a un proceso y éste sigue mostrando 0 bar, significa que el proceso al que se conecto el instrumento se encuentra a presión atmosférica, pero si en un momento se genera un vacío en el proceso éstos cambios son comunicados hasta el vacuómetro e inmediatamente la indicación se eleva. Como se ve en la carátula de las tres figuras, las unidades están en bar pero negativos, lo que significa que al aumentar la indicación está disminuyendo la presión en el proceso, ya que al iniciar la medición el proceso se encontraba a presión atmosférica lo que significa que existían moléculas de gas que generaban está presión, y que al empezar a generar el vacío estas moléculas de gas fueron desapareciendo disminuyendo así la presión, porque cuando se genera un vacío en realidad se está sacando la presión atmosférica del medio. La indicación final del instrumento es -1 bar, ya que la presión atmosférica es igual a 1 bar. Llegar al -1 bar equivaldría a haber sacado todas las moléculas de gas sin que quedase alguna en el interior del recipiente donde se haya hecho la medición, a este vacío total se le llama cero absoluto (o ABS).

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 209 2009
Una presión vacuométrica o vacío es una presión menor a la presión atmosférica siempre y cuando la medición hecha haya partido desde la presión atmosférica; por ello, la flecha identificada con el No. 3 es una presión vacuométrica o vacío ya que la medición hecha partió desde la presión atmosférica hacia abajo. Pero al igual que la presión manométrica la presión vacuométrica también se puede convertir a una presión absoluta, basta con sumar el vacío a la presión atmosférica. P ABS = P ATM + P VAC = (1 bar) + (- 0.5 bar) P ABS = 0.5 bar Presión absoluta. Una presión absoluta es cualquier presión medida desde un vacío total o absoluto. Se observa un depósito destapado, por lo que entra a él la presión de la atmósfera, aquí existe una gran concentración de moléculas del gas “aire” que se encuentra en la atmósfera. Como se puede observar tenemos conectado en la parte superior del tanque un manovacuómetro, o sea, un medidor de presión manométrica (de 0 -1 bar) y vacío (de 0 a -1 bar). El instrumento en este momento muestra 0 bar ya que lo que en este momento mide es la presión atmosférica. En seguida se tapa el recipiente y a través de un equipo de vacío se genera un vacío en el interior del tanque extrayéndose el aire (moléculas de gas del interior del recipiente). La cantidad de moléculas de gas que aún hay en el interior del tanque es menor, por lo que la presión ha disminuido. Se continúa generando el vacío hasta que se extrae la última molécula de gas del interior del tanque, siendo esta condición igual a una presión de cero absoluto, o sea 0 ABS. Por éste motivo las flechas identificadas con los números 4 y 5 de la fig. 21 son presiones absolutas ya que la medición fue realizada desde un vacío total o absoluto. Un cero absoluto de presión es difícil de obtener y más difícil aún es medirlo con precisión. Una parte muy importante de procesos donde se generen vacíos extremosos es el esfuerzo al que se someten los contenedores a los que se le genera el vacío. Por ejemplo, un tanque horizontal de 5 m3 y una cédula de 10, por dar algún valor, soporta más presión que un tanque de mayor volumen o menor cédula. Esto es porque la presión manométrica en el interior del tanque se aplica a toda su superficie interior y si recordamos que la F = P.A, tenemos que: a mayor presión mayor fuerza tendrán que soportar las paredes del recipiente. Por ello si aumenta el volumen del tanque aumenta la superficie y con ello la fuerza, o al aumentar la presión en el mismo tanque aumenta igualmente la fuerza que tendrán que soportar las paredes del tanque. Lo mismo sucede cuando se genera vacío en un tanque, solo que en vez de que la presión aumente en el interior, la presión disminuye en el interior y en el exterior la presión atmosférica aplasta al tanque con su presión aplicada sobre la superficie exterior del tanque. Tenemos que en el exterior existe una presión de 1 ATM y que como el tanque se encuentra abierto, en el interior tenemos la misma presión por lo que la fuerza resultante de ambas presiones es cero ya que ambas fuerzas son iguales y de sentidos totalmente opuestos, pero si se tapa el tanque para aislar la presión interior y exterior y además se genera un vacío, tenemos que la fuerza del

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 210 2009
exterior provocada por la presión atmosférica se mantiene constante mientras que la fuerza en el interior provocada por la presión interior del tanque disminuye continuamente ya que la presión interior esta disminuyendo, por lo que la resultante de ambas fuerzas en esta ocasión tiende hacia el interior lo que significa que la presión atmosférica aplasta al tanque en forma proporcional al vacío generado. Si el diseño del tanque tiene la suficiente resistencia mecánica para soportar un vacío extremoso, no pasara nada pero si el tanque no es lo suficientemente fuerte para soportar el peso de la atmósfera, éste colapsará, la atmósfera lo aplastara como una lata de refresco. Presión hidrostática. Otra presión muy importante en la industria es la presión hidrostática. La presión hidrostática es la presión generada por el peso de una columna líquida. Esta presión depende directamente de la densidad del líquido y la altura de la columna líquida, si aumenta la densidad o la columna líquida aumentará la presión generada. Al llenarse poco a poco el recipiente la presión en el fondo aumenta proporcionalmente en la columna líquida, a raíz del peso del líquido, por lo que a mayor altura de líquido mayor presión en el fondo. Si el tanque se llenara a la mitad de su capacidad, la presión generada estaría a la mitad igualmente. Si el depósito continúa llenándose la presión sigue aumentado y, si se llega al 100% de la capacidad del tanque la presión generada será la máxima dando el manómetro una indicación del 100%. Así pues la presión hidrostática es una presión generada por el peso de una columna líquida; la presión hidrostática depende directamente de la altura de la columna líquida y de la densidad del líquido. Como ya se ha determinado la presión no depende de la forma del tanque ni de alguna dirección en particular, sólo depende de la altura y de la densidad. La presión hidrostática puede ser medida con manómetros por lo que se considera como presión manométrica. Presión diferencial: La presión diferencial más que ser un tipo de presión es la comparación entre dos presiones, por lo que la presión diferencial es la comparación aritmética entre dos presiones del mismo tipo. Un tanque se encuentra sometido a una presión manométrica de 2.6 bar mientras que el otro se encuentra a 2.4 bar. Las presiones se comunican hasta las tomas de un tubo en “U”, el cual determinará la diferencia de presiones por medio de la columna de mercurio generada en su interior. Como la presión del tanque de la izquierda es mayor al de la derecha por 0.2 bar, la columna de mercurio se elevará hacia el tanque de menor presión generando una presión hidrostática de 0.2 bar.
FIGURA 15.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 211 2009
2.1.10 Importancia de la presión en un proceso. La presión es una de las variables más importantes en cualquier industria ya que se utilizan varios fenómenos físicos provocados o controlados por la presión. Tal es el caso sencillo de una bomba para la impulsión de cualquier líquido, o para un proceso de destilación donde la presión que exista en el interior de la columna y la superficie de la mezcla a separar será determinante para un destilado de buena calidad, o en un proceso de reacción donde la presión interior afecta directamente a la temperatura, al flujo de adición de materias, a los vapores generados etc. Como se puede ver la presión es valiosísima para la obtención de un producto de buena calidad, y si además consideramos que la presión también puede ser un peligro para el personal y las instalaciones, es suficiente motivo para brindarle la importancia que se merece. Otras aplicaciones que se le da a la presión más que como condición de proceso, es la ayuda y ahorro de trabajo y energía que en algunos casos puede brindar como en el traslado de un líquido de un depósito a otro utilizando una presión de gas para empujar al líquido, sacarlo por la parte inferior del depósito y enviarlo por tuberías hasta el otro depósito, o para adicionar materias a un reactor a través de la generación de un vacío en el mismo, para que la succión que este genere arrastre todo lo que se le ponga enfrente a una tubería flexible conectada a la parte superior del reactor. Esta y muchas otras aplicaciones y consecuencias son determinadas, son controladas y/o provocadas por la presión.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 212 2009
2.2 Clasificación de los métodos para la medición de la variable Presión. Existen varios instrumentos para medir presión, y éstos se encuentran clasificados en base a su principio de operación, siendo el principio de operación la ley o fenómeno físico a través del cual se realiza la medición. Los métodos para la medición de presión están divididos en tres partes: medición de presión por columna líquida, mecánico - elásticos y electrónicos. A continuación se muestra un cuadro sinóptico de la clasificación de los métodos para la medición de presión, e instrumentos utilizados.
2.2.1 Tipo equilibrio de presiones. El principio de operación que rige a los instrumentos clasificados dentro de “Columna líquida” es la presión hidrostática. En ésta clasificación, los instrumentos miden una presión desconocida por medio de una columna líquida que se iguala a la presión generada, en éstos instrumentos se toma la medición de la presión multiplicando la longitud de la columna líquida por la densidad del líquido contenido. 2.2.2 Tipo mecánico-elástico. El principio de operación que rige a los instrumentos clasificados dentro de “Mecánico – elásticos”, es el que determina la ley física de Hooke. Esta ley dice que “La deformación de un material elástico será directamente proporcional a la presión aplicada, siempre y cuando no se rebase su límite elástico”. Estos instrumentos reciben la presión por una toma y la transforman en un pequeño desplazamiento que es directamente proporcional a la presión medida. 2.2.3 Tipo electrónico. En la clasificación de “Electrónicos”, el principio de operación está en base al fenómeno electrónico utilizado por el sensor, y que es diferente en los tres casos mencionados en éste capítulo, lo único que tienen en común es que manejan señales electrónicas, las cuales son directa o inversamente proporcionales a los cambios en la presión medida.
Clasificación de los métodos para la medición de presión
- Columna líquida
- Mecánico - elásticos
- Electrónicos
- Barómetro de Torricelli - Tubo en “U” - Tubo inclinado
- Tubo Bourdon - Diafragma - Cápsula - Fuelle
- Cables extensométricos - Celdas capacitivas - Ionización
FIGURA 16.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 213 2009
2.3 Métodos de medición e instrumentos. 2.3.1 Barómetro de Torricelli. Descripción: El barómetro de Torricelli esta formado por un tubo de cristal de aproximadamente 1 metro de longitud graduado, cerrado en uno de sus extremos y abierto por el otro. El tubo se encuentra lleno de mercurio, con el extremo abierto sumergido en un pequeño recipiente que también contiene mercurio. Principio de operación: Este instrumento realiza la medición en base a la presión hidrostática generada por el peso de la columna de mercurio. La presión hidrostática de una columna líquida es igual a la altura de dicha columna multiplicada por la densidad del líquido, o sea: P = ρρρρ · h Funcionamiento: El Barómetro de Torricelli fue inventado para medir la presión atmosférica, de ahí el nombre de barómetro, ya que éste instrumento realiza la medición desde un vacío total. Sobre la superficie del mercurio, que se encuentra en el recipiente, se ejerce la presión atmosférica provocada por el peso de las capas atmosféricas y, a ésta se contrapone la presión hidrostática provocada por el peso de la columna de mercurio, por lo que se están contraponiendo dos presiones: en el exterior del tubo la presión atmosférica, y en el interior del tubo la presión de la columna del mercurio. Así, la presión de la columna de mercurio se iguala a la presión atmosférica. Sí aumenta la presión atmosférica, aumentará la columna de mercurio hasta que ambas presiones sean iguales. Si la presión atmosférica disminuyera, la columna de mercurio también disminuiría hasta que la presión que ésta genera fuera igual a la de la atmósfera. La presión atmosférica a la altura del nivel del mar es de 760 mm Hg, lo que equivale a 1 atmósfera (1 ATM o 1 Torricelli), ya que a ésta altura con una columna de 760 mm de mercurio se genera una presión igual a la presión generada por las capas atmosféricas que se encuentran en este punto, y 585 mm de mercurio en el D.F.
Partes de un barómetro de Torricelli
Barómetro de Torricelli
FIGURA 17.
FIGURA 18.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 214 2009
El experimento fue realizado con mercurio por su densidad, ya que si se hubiese hecho con agua, por ejemplo, se requeriría una columna de agua mucho mayor para igualar a la presión atmosférica.
P = ρρρρ · h P = (760 mm Hg) (13.6 g/cm3)
h = 760 mm Hg = (76 cm Hg) (13.6 g/cm3) ρ = 13.6 g/cm3 = 1033.6 g/cm2 = 1.0336 Kg/cm2 Una columna de 760 mm de Hg genera una presión de 1.0336 Kg/cm2 que es igual a 1 ATM a una altura igual a la del nivel del mar. Ahora veamos que sucede si el mismo experimento se realiza con agua en vez de mercurio: P = ρρρρ · h h = (1.0336 Kg/cm2) / (1.0 g/cm3) h = P / ρρρρ = (1033.6 g/cm2) / (1.0 g/cm3) P = 1.0336 Kg/cm2 = 1033.6 cm ρ = 1.0 g/cm3 = 10.336 m Como se puede ver, una columna de agua de 10.336 metros de altura genera una presión igual a la presión atmosférica. Por éste motivo el experimento fue realizado con mercurio puesto que para generar una presión igual a la presión atmosférica se requiere de menos columna de éste líquido, por ser de una alta densidad. Aplicaciones: La aplicación que se le da al barómetro de Torricelli es bastante limitada, ya que sólo se utiliza en laboratorios de meteorología para medir los cambios de la presión atmosférica, aunque actualmente se cuentan con instrumentos de mayor sensibilidad y precisión de para tal fin. Ventajas y desventajas: Ventajas: Desventajas: - No requiere de energía para su - Frágil.
operación. - Voluminoso. - Sencillo y fácil de operar. - No requiere de mantenimiento. - Puede ser portátil. - Buena precisión.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 215 2009
2.3.2 Tubo en "U". Descripción: El medidor de presión de tubo en “U” está formado por un tubo de cristal o plástico doblado en forma de “U” que lleva una escala graduada en unidades de longitud al centro. El tubo se encuentra lleno con un líquido de densidad conocida. El tubo puede estar abierto por ambas tomas (Para la medición de presión diferencial) o cerrado en una de ellas (Para la medición de presión absoluta). Principio de operación: Este instrumento realiza la medición en base a la presión hidrostática generada por el peso de la columna líquida, determinada por la distancia que hay entre los meniscos. La presión hidrostática de una columna líquida es igual a la altura de dicha columna multiplicada por la densidad del líquido, o sea: P = ρρρρ · h Funcionamiento: El tubo en “U”, como se menciona en su descripción, puede tener sus dos tomas abiertas o sólo una. Cuando el tubo en “U” se utiliza con las dos tomas abiertas mide presión diferencial y funciona como un manovacuómetro, ya que una de su toma siempre está expuesta a la presión atmosférica y la otra toma al proceso. De está forma, cuando una de las tomas se conecta al proceso y la otra se deja abierta a la atmósfera, la presión del proceso moverá al líquido que se encuentra en el interior del tubo. Al exponer las dos tomas a la presión atmosférica, los meniscos quedan nivelados a la misma altura ya que están expuestos a la misma presión y no existe una diferencia entre ellas. Para realizar la medición de la presión hay que medir la distancia que existe entre los meniscos por medio de la escala que se encuentra al centro del tubo en “U”, además de considerar la forma del menisco, ya que: cuando el menisco es convexo debe de considerarse la parte más alta, y cuando el menisco es cóncavo debe considerarse la parte más baja. Un menisco cóncavo es el que formaría un líquido como el agua, ya que la fuerza de atracción entre sus moléculas es baja y se pueden adherir a cualquier superficie fácilmente, lo que no sucede con el mercurio que forma un menisco convexo, ya que la atracción entre su moléculas es sumamente grande y no se adhiere a una superficie, incluso se ve como si la superficie donde se desplaza el mercurio fuera repelente.
a) Menisco Convexo b) Cóncavo
Medición de presión diferencial
FIGURA 19.
FIGURA 20.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 216 2009
Al exponer a una de sus tomas a una presión mayor a la atmosférica, o sea a una presión manométrica, la presión del proceso empujará al líquido hacia abajo en está toma, generándose una presión hidrostática en la otra, tendiendo ésta a equilibrar la presión que se está midiendo. Esto se interpretaría como que la presión en el proceso es mayor a la presión atmosférica, y por ello en este caso el tubo en “U” funciona como manómetro. De ésta forma, por una de las tomas entra una presión desconocida la cual es igualada o equilibrada por una presión hidrostática, la que puede ser determinada por medio de la altura de la columna y la densidad del líquido de llenado; siendo la altura la distancia que existe entre meniscos. Si la presión se incrementara la columna también lo haría para mantener en equilibrio la presión medida con la presión hidrostática. Ahora bien, al exponer a una de sus tomas a una presión menor a la presión atmosférica, o sea, a un vacío o presión vacuométrica, la presión atmosférica al ser mayor que la presión del proceso, empujará al líquido hacia abajo provocando que se eleve una columna líquida en la toma conectada al proceso. La columna líquida que se genera pretende equilibrar a la presión atmosférica por lo que al aumentar el vacío, es mayor aún la presión atmosférica y la columna aumenta, para mantener el equilibrio entre ambas presiones. Si el vacío disminuye, la columna líquida disminuirá manteniendo el equilibrio. Aquí, el tubo en “U” funciona como un vacuómetro ya que la presión que está midiendo es un vacío, o sea, una presión menor a la presión atmosférica, El vacío máximo que se puede generar en cualquier proceso es igual a la presión atmosférica en ese punto, lo que significa que la máxima columna líquida que se podría obtener al generar un vacío absoluto (lo que equivaldría a sacar toda la presión atmosférica del recipiente donde se lleva acabo el proceso) sería igual a 760 mm de Hg, si el proceso se encuentra a la altura del nivel del mar, o de aproximadamente 585 mm de Hg si dicho proceso se encontrase a la altura de la ciudad de México. El tubo en “U” también puede realizar mediciones absolutas de presión, basta con cerrar perfectamente una de sus tomas, sacarle todo el aire y llenarlo con mercurio. En éstas condiciones el tubo en “U” funcionaria como lo hace el barómetro de Torricelli, solo que este no utiliza un recipiente en el extremo abierto del tubo, si no que usa la forma de “U” en su lugar. Por la toma abierta se vierte el mercurio inclinando el tubo hacia la toma cerrada para llenar completamente esta pierna donde, considerando que no deben existir burbujas de aire en
esta toma. En seguida se pone en posición totalmente vertical para que la columna de mercurio descienda hasta que ésta genere una presión igual a la presión que existe en la toma abierta, la cual es la presión atmosférica. Aquí, la presión es determinada por la distancia que hay entre los meniscos (h) y la densidad del mercurio (13.6 g/cm2). En esta posición, existen dos presiones que se están contraponiendo, en la toma abierta la presión atmosférica y en la toma cerrada la columna de mercurio, siendo ésta al inicio mucho mayor que la presión atmosférica por lo que la columna de mercurio descenderá hasta que la presión generada por la columna de mercurio sea igual a la presión atmosférica. Esta medición es una medición absoluta de presión, ya que la
Medición de Presión Absoluta FIGURA 21.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 217 2009
medición partió desde un vacío total, que es el vacío que existe en la parte superior del menisco que se encuentra en la pierna con la toma cerrada. Como se puede observar, cuando la toma abierta se expone a la presión atmosférica, la columna de mercurio mide ésta presión. Si la toma abierta se conecta a un proceso en el que existe una presión manométrica, la columna de mercurio aumentará de la altura que mostraba antes de conectarse al proceso (Presión atmosférica) a una altura mayor, ya que la presión se sumaría a la presión atmosférica. Si la presión en el proceso aumenta, la columna de mercurio aumentará con ésta, y viceversa. La medición que realiza el tubo en “U” no es una medición manométrica, sino una medición absoluta, ya que esta medición considera a la presión atmosférica y fue realizada desde un vacío total. La presión atmosférica tiene un valor de 760 mm Hg a nivel del mar y, si consideramos que el proceso que estamos tomando como ejemplo se encuentra a esta altura, y además existe una presión manométrica de 200 mm Hg en el proceso, la medición que hará el tubo en “U” será de 960 mm de Hg. Esto significa que en el proceso existe una presión manométrica de 200 mm de Hg o una presión absoluta de 960 mm de Hg. Ahora, consideremos que en el proceso existe un paso donde se genera un vacío en vez de la presión manométrica, en ese momento, la columna de mercurio disminuiría ya que al disminuir la presión en la toma abierta deberá disminuir la presión hidrostática para mantener el equilibrio entre ambas presiones. Si en el proceso se genera un vacío de 440 mm Hg el tubo en “U” mostraría una columna de 320 mm Hg absolutos. Esto significa que existe un vacío de 440 mm de Hg o una presión absoluta de 320 mm de Hg. Aplicaciones: Las aplicaciones más comunes y funcionales que se le da al tubo en “U” son: - Medición de presión manométrica a máximo 1 kg/cm2. - Medición de presión vacuométrica hasta un vacío absoluto (1 kg/cm2 aproximadamente). - Medición de presión absoluta desde 0 mm Hg hasta 1000 mm Hg de presión absoluta. - Mediciones de presión diferencial, a baja presión y una presión diferencial máxima de 1 kg/cm2.
Medición de presión manométrica, vacío por medio del tubo en “U” FIGURA 22.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 218 2009
Ventajas y desventajas: Ventajas: Desventajas: - Funcionamiento y operación simples. - Es contaminante y tóxico cuando - No requiere de energía para su operación. se utiliza mercurio. - Es muy económico. - Solo mide bajas presiones.
- El líquido de llenado puede ser el mismo producto para evitar contaminación.
- Se puede variar el rango de medición al cambiar el líquido de llenado. - Mide todas las presiones. - Puede ser portátil.
Tubo en “U” de plástico con sus accesorios listos para montarse FIGURA 23.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 219 2009
2.3.3 Tubo inclinado. Descripción: El tubo inclinado se compone de un pequeño depósito que almacena un líquido de densidad conocida, el cual tiene dos tomas, una en la parte superior y otra en la parte inferior en el costado que comunica a un pequeño tubo inclinado. Este tubo inclinado tiene un diámetro menor a la toma superior del depósito, además de tener una escala paralela en éste tubo graduada en unidades de presión. Principio de operación: Este instrumento realiza la medición en base a la presión hidrostática generada por el peso de la columna líquida, determinada por la distancia que hay entre el inicio de medición y final de medición. La presión hidrostática de una columna líquida es igual a la altura de dicha columna multiplicada por la densidad del líquido, o sea: P = ρ · h, pero como en éste caso la medición se tomará sobre la escala que se encuentra inclinada se tiene que: La presión hidrostática es igual a: P = ρ · h Donde: h = Sen α · L
y la presión igual a: P1 - P2 = ρ (1 + A1 / A2) Sen α · L Donde P1 - P2 es la presión diferencial medida, el símbolo ρ es la densidad del líquido, la operación (1 + A1 / A2) determina la relación entre las áreas de las tomas de presión, Sen α determina el seno del ángulo formado por el tubo inclinado, ya que al variar el ángulo variará la longitud L, y la longitud L es el desplazamiento del menisco de indicación desde el punto donde el menisco del depósito y el del tubo inclinado están a la misma altura hasta la altura tomada por el menisco del tubo inclinado al medir una presión. Funcionamiento: El tubo inclinado funciona de la siguiente forma: al aplicar una presión manométrica en la toma del depósito, la presión distribuida sobre la superficie A1 desplaza al líquido a través del tubo inclinado que gracias a la menor área e inclinación que éste tiene, existe un gran desplazamiento del menisco. Al igual que el tubo en “U”, existe un equilibrio de presiones entre la presión medida y la columna hidrostática que se genera en el tubo inclinado. Lo interesante aquí es la diferencia de áreas entre A1 y A2 que provoca que el instrumento sea más sensible, y la inclinación del tubo da un desplazamiento mayor de lo que lo hace un tubo sin inclinación. Así pues, con una pequeña presión en la toma del depósito tenemos un gran desplazamiento del menisco en el tubo inclinado que es directamente proporcional a la presión.
Tubo inclinado. FIGURA 24.
FIGURA 25.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 220 2009
Aplicaciones: Este instrumento se utiliza para medir muy bajas presiones, alrededor de los mbar y sus fracciones. El instrumento puede medir presiones manométricas y diferenciales. Por el principio que utiliza podría medir vacío, pero su construcción no se lo permite. Se le encuentra principalmente en plantas piloto o laboratorios de prueba y desarrollo, donde se requieran medir bajas presiones. Ventajas y desventajas: Ventajas: Desventajas: - Funcionamiento y operación simples. - Es contaminante y tóxico cuando - No requiere de energía para su operación. se utiliza mercurio. - Es muy económico. - Solo mide bajas presiones. - El líquido de llenado puede ser el mismo - Debe de montarse en forma producto para evitar contaminación. perfectamente horizontal. - Se puede variar el rango de medición al cambiar el líquido de llenado. - Mide bajas presiones. - Puede ser portátil.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 221 2009
2.3.4 Tubo Bourdon. Descripción:
Es un tubo aplastado doblado en tres posibles formas: “C”, espiral o helicoide, abierto por uno de sus extremos por donde admite la presión y cerrado por el otro. El extremo cerrado es móvil, y se encuentra acoplado a un mecanismo que convierte los movimientos de este extremo a un desplazamiento de un indicador o puntero sobre una escala graduada en unidades de presión.
Principio de operación:
El principio de funcionamiento utilizado por el tubo Bourdon es la ley física de Hooke que dice que “La deformación de un material elástico es directamente proporcional a la presión aplicada, siempre y cuando no se rebase su límite elástico”. Esto significa que la deformación del tubo Bourdon será directamente proporcional a la presión que se aplique en su extremo abierto; al aumentar la presión habrá mayor deformación, siendo la relación lineal entre presión y deformación, pero al rebasar el límite elástico del material, la relación ya no será lineal, además que cuando se regrese al estado original, la sobre presión habrá provocado una deformación permanente en el elemento, y con ello una descalibración que en la mayoría de los casos es incorregible.
Funcionamiento:
El instrumento recibe la presión por el extremo abierto provocando una deformación directamente proporcional a la presión medida, el movimiento provocado por la deformación es transmitido por el mecanismo hasta el indicador o puntero el cual se desplaza sobre la carátula dando la indicación. A mayor presión mayor desplazamiento y mayor indicación; a menor presión menor desplazamiento y menor indicación. Este instrumento funciona como la "espanta-suegras" que se utiliza en las fiestas la cual esta formada por un tubo de papel aplastado doblado en espiral, y a lo largo de éste tubo de papel se encuentra el material elástico, un alambre de acero. Al aplicar la presión el tubo aplastado tiende a hacerse circular y se desenrolla, siendo ésta la deformación mencionada.
Las tres posibles formas del tubo Bourdon.
Funcionamiento de un tubo bourdon.
FIGURA 26.
FIGURA 27.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 222 2009
El material utilizado en los tubos Bourdon puede variar dependiendo de la aplicación que se le de, ya que como el tubo Bourdon está en contacto directo con el fluido, éste debe soportar la corrosión por ejemplo Latón, Bronce, Acero inoxidable. Aplicaciones: El tubo Bourdon se utiliza para la medición de presiones manométricas, vacuométricas absoluta e hidrostática. Los rangos de trabajo de estos instrumentos van desde 0 - 0,6 bar hasta de 0 - 6 000 bar. Los tubos Bourdon también se utilizan para la fabricación de manovacuómetros, que son instrumentos que miden presiones manométrica y de vacío. Otra aplicación muy importante es la que se le da en los laboratorios de calibración, ya que en muchas ocasiones en lugar de utilizar una balanza de pesos muertos se utiliza un manómetro patrón que en la mayoría de las ocasiones es un tubo Bourdon. Otra aplicación muy frecuente de éste instrumento es la medición del nivel de un tanque. Como se mencionó al inicio de éste párrafo, el tubo Bourdon mide presión hidrostática, que es la presión generada por una columna líquida, por lo que al aumentar la columna líquida (el nivel) aumenta la presión en el fondo del tanque, presión que es medida por un manómetro. Las unidades manejadas en esta aplicación son las de longitud, volumen o porcentaje. Existen manómetros que tienen la misma construcción pero que en su interior tiene sensores de proximidad ajustables a lo largo de la escala del instrumento para utilizarse como alarmas. La posición de los dos sensores de proximidad se determina por una pequeña perilla al centro de la carátula. Al aumentar la presión y desplazarse el puntero, los sensores detectarán su posición al pasar el puntero entre ellos, mandan una señal hasta la parte de atrás del tablero donde la señal es amplificada y procesada por otros instrumentos. En algunas ocasiones el tubo Bourdon se utiliza como elemento sensor de transmisores y controladores locales neumáticos, además de utilizarse como indicadores en los tableros de control , siendo estos los que reciben la señal normalizada de 3 - 15 PSI ó 0.2 - 1.0 bar.
Ventajas y desventajas:
Ventajas: Desventajas:
- Funcionamiento y operación simple. - Descalibración por vibraciones. - No requiere energía para su operación. - No soporta sobre rangos. - Mide altas y bajas presiones. - Descalibración por uso. - Puede trabajar en distintos ambientes. - No soporta los sobrerangos. - Puede utilizarse con distintas sustancias. - Económico.
Arriba manómetro de tubo Bourdon de 0-6 Bar. Abajo manómetro de tubo Bourdon con sensores de proximidad para alarmas.
FIGURA 28.
FIGURA 29.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 223 2009
2.3.5 Diafragma. Descripción: El diafragma básicamente es una lámina de material elástico circular plana o con corrugaciones circulares sujetadas firmemente por su perímetro. En el centro interior del diafragma se encuentra sujetado un vástago que comunica los movimientos del diafragma hasta un mecanismo el cual actúa a un indicador que gira sobre una carátula graduada en unidades de presión. Principio de operación: El principio de funcionamiento utilizado por el diafragma es la ley física de Hooke que dice que “La deformación de un material elástico es directamente proporcional a la presión aplicada, siempre y cuando no se rebase su límite elástico”. Esto significa que la deformación del diafragma será directamente proporcional a la presión que se aplique en la superficie en contacto con el fluido del proceso; al aumentar la presión habrá mayor deformación, siendo la relación lineal entre presión y deformación, pero al rebasar el límite elástico del material, la relación ya no será lineal, además de que cuando se regrese al estado original, la sobre presión habrá provocado una deformación permanente en el elemento, y con ello, una descalibración que en la mayoría de los casos es incorregible. Funcionamiento: Al generar una presión sobre el diafragma éste se deflexiona, generando un movimiento que es comunicado por un vástago hasta el mecanismo de indicación. La presión es directamente proporcional a la deflexión del diafragma, a mayor presión mayor deflexión y aumenta la indicación, y a menor presión menor deflexión y la indicación disminuye. Los diafragmas se encuentran directamente en contacto con el fluido del proceso, siendo la presión de éste fluido la que mide. El mecanismo del manómetro por diafragma es muy similar, por no decir que es casi idéntico, al del tubo Bourdon. Este mecanismo convierte la deflexión del diafragma en un desplazamiento directamente proporcional a ésta deflexión de un indicador. El diafragma es muy utilizado en instrumentos medidores de presión diferencial para indicación local o remota. En éste equipo existen dos tomas de presión que por medio de pequeños tubos se comunican hasta ambas caras del diafragma. Con éste tipo de montaje del diafragma las presiones que se
Transmisor de presión diferencial.
Diafragma corrugado
FIGURA 30.
FIGURA 31.
FIGURA 32.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 224 2009
ejerzan sobre sus superficies son comparadas como fuerzas y la resultante es comunicada hasta el mecanismo de indicación para dar una lectura. Utilizando este principio, el diafragma se utiliza como sensor en los transmisores neumáticos, el cual convierte la presión diferencial medida en el proceso a una señal normalizada neumática (3-15 PSI ó 0.2 a 1.0 bar), así si aumenta la diferencia entre las presiones en las cámaras del transmisor, aumenta la señal normalizada que se envía hasta los cuartos de control donde se conecta a los respectivos instrumentos neumáticos de indicación, regulación, registro o mando montados atrás o frente al tablero. Aplicaciones: El diafragma se utiliza para medir presión manométrica, diferencial, hidrostática y absoluta, se utiliza en bajas y altas presiones. Ventajas y desventajas: Ventajas: Desventajas: - Funcionamiento y operación simple. - Descalibración por vibraciones. - No requiere energía para su operación. - Descalibración por uso. - Mide altas y bajas presiones. - Costoso.
- Puede trabajar en distintos ambientes. - Puede utilizarse con distintas sustancias. - Es más sensible que el Bourdon.
- Soporta los sobrerangos.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 225 2009
2.3.6 Cápsula.
Descripción:
La cápsula está compuesta básicamente por dos diafragmas corrugados soldados por su perímetro, al centro de uno de ellos se encuentra una toma de presión y al centro del otro una barra firmemente unida al diafragma y a un mecanismo de indicación.
Principio de operación:
El principio de funcionamiento utilizado por la cápsula es la ley física de Hooke que dice que “La deformación de un material elástico es directamente proporcional a la presión aplicada, siempre y cuando no se rebase su límite elástico”. Esto significa que la deformación del diafragma será directamente proporcional a la presión que se aplique en la superficie en contacto con el fluido del proceso; al aumentar la presión habrá mayor expansión, siendo la relación lineal entre presión y deformación, pero al rebasar el límite elástico del material, la relación ya no será lineal, además de que cuando se regrese al estado original, la sobrepresión habrá provocado una deformación permanente en el elemento, y con ello, una descalibración que en la mayoría de los casos es incorregible.
Funcionamiento:
Al recibir una presión en la toma abierta, la cápsula se expande, siendo la expansión directamente proporcional a la presión aplicada. El diafragma que tiene la toma de presión se encuentra firmemente afianzado de la boquilla de la toma hasta la base del instrumento El segundo diafragma no es fijo, se mueve libremente con los cambios de presión y comunica estos desplazamientos hasta el mecanismo de indicación donde el movimiento del diafragma móvil es convertido a una indicación. Al existir una gran presión habrá una gran deformación y el instrumento mostrará una indicación alta y, al disminuir la presión, la cápsula se contrae proporcionalmente al decremento de presión y la indicación disminuye. El hecho de utilizar una cápsula en lugar de un diafragma es que un diafragma tiene una sensibilidad de X y una cápsula que en realidad son dos diafragmas tiene una sensibilidad de 2X o sea, del doble. Esta es una ventaja ya que puede medir presiones más bajas con elementos sensores más pequeños o la misma presión con mayor sensibilidad.
Aplicaciones:
La cápsula mide presión manométrica, vacio, absoluta y diferencial. No se utiliza para la medición de presión hidrostática por su construcción ya que es un instrumento que debe montarse verticalmente y el líquido se queda en su interior. Se utiliza generalmente para la medición de gases o líquidos y vapores que no solidifiquen. La cápsula se utiliza para la medición de presiones manométricas bajas ya que por su construcción no soporta altas presiones y mucho menos los sobrerangos. Otra aplicación muy común de la cápsula es la que se le da en los transmisores de presión neumáticos los cuales utilizan la cápsula como sensor y en ocasiones para realizar mediciones de algunos milímetros de columna de agua como se requiere de mayor sensibilidad utilizan cápsulas unidas en tándem (una atrás de otra).
Cápsula de medición FIGURA 33.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 226 2009
Ventajas y desventajas: Ventajas: Desventajas: - Funcionamiento y operación simple. - Descalibración por vibraciones. - No requiere energía para su operación. - Descalibración por uso. - Mide bajas presiones. - Delicado ya que sus diafragmas - Es más sensible que el diafragma. son muy delgados. - No soporta los sobre rangos. - Los condensados de los vapores del proceso y los líquidos en sí se almacenan en el interior de la o las cápsula (s) que le generan problemas.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 227 2009
2.3.7 Fuelle. Descripción: El fuelle es un tubo sin costura con pliegues de flexibilidad axial, cerrado por uno de sus extremos y por el otro tiene una toma de presión firmemente afianzada al instrumento. Sobre la superficie exterior del extremo abierto existe una barra que comunica los movimientos axiales del fuelle hasta un mecanismo de indicación. Principio de operación: El principio de funcionamiento utilizado por la cápsula es la ley física de Hooke que dice que “La deformación de un material elástico es directamente proporcional a la presión aplicada, siempre y cuando no se rebase su límite elástico”. Esto significa que la deformación del fuelle será directamente proporcional a la presión que se aplique; al aumentar la presión habrá mayor expansión, siendo la relación lineal entre presión y deformación, pero al rebasar el límite elástico del material, la relación ya no será lineal, además de que cuando se regrese al estado original, la sobre presión habrá provocado una deformación permanente en el elemento, y con ello, una descalibración que en la mayoría de los casos es incorregible más aun en los fuelles que en todos los elementos anteriores. Funcionamiento: Al existir una presión en el interior del fuelle habrá una expansión que será directamente proporcional a la presión aplicada. La presión provoca la expansión del fuelle, este a su vez la comunica hasta un sistema de indicación por medio de una barra. Un fuelle es como si se tuvieran varias cápsulas en serie. Los fuelles sólo se utilizan para bajas presiones como de 0 - 2.0 bar. Las aplicaciones más frecuentes de los fuelles son las que se les da en los transmisores, controladores, registradores, indicadores y convertidores de señal neumáticos. Los transmisores neumáticos cuando utilizan los fuelles para la medición de presión, reciben a la presión del proceso ya sea por dentro o por fuera del fuelle. Cuando la presión la recibe por el interior, el fuelle se expande proporcionalmente a la presión recibida y, cuando la presión la recibe por el exterior, el fuelle se contrae proporcionalmente a la presión recibida. De esta forma, las cámaras de medición reciben la presión por el exterior de los fuelles generándose una fuerza proporcional a la presión recibida; ésta fuerza es comparada por la barra que comunica a ambos fuelles y, la fuerza resultante, es comunicada hasta la parte superior del instrumento donde es convertida a una señal
Fuelle.
El fuelle puede medir presión en su interior y exterior.
FIGURA 34.
FIGURA 35.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 228 2009
neumática normalizada. Los fuelles aplicados en los instrumentos de indicación reciben una señal normalizada de 3 a 15 PSI o 0.2 a 1.0 bar. La presión ejercida en el interior del fuelle provoca una fuerza que lo expande; ésta expansión es comunicada por medio de una barra hasta el mecanismo de indicación que convierte estos movimientos axiales a un desplazamiento lineal o radial de un indicador sobre una carátula.
Aplicaciones: Los fuelles pueden medir presión manométrica, absoluta, diferencial y vacio. El rango de medición de éstos instrumentos es de 0 - 3 bar ABS (0 - 2 bar y 0 -1 bar). Se utilizan en instrumentos como transmisores neumáticos, convertidores de señal, indicadores, registradores, controladores, posicionadores e instrumentos auxiliares, todos aplicando el principio de equilibrio de fuerzas. Ventajas y desventajas: Ventajas: Desventajas: - Funcionamiento y operación simple. - Descalibración por vibraciones. - No requiere energía para su operación. - Descalibración por uso. - Mide todas las presiones. - Delicado ya que sus paredes - Es más sensible que la cápsula. son muy delgadas. - Es el que más fuerza y desplazamiento - No soporta los sobrerangos. genera.
Indicadores neumáticos con fuelles.
FIGURA 36.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 229 2009
2.3.8 Cables extensométricos y galgas dinamométricas. Descripción: Los cables extensométricos y galgas dinamométricas son delgados cables ó películas de cobre o semiconductor, adheridos a una delgada lámina de material elástico que pueden estar encapsulados en
un recipiente de acero sometidos a una presión hidráulica o montados sobre superficies sólidas como estructuras metálicas. A este sensor también se le conoce como medidor de esfuerzos. Principio de operación: Este sensor utiliza el siguiente principio eléctrico: Cuando un cable se estira se reduce su diámetro y aumenta su longitud variando proporcionalmente a ésta deformación la resistencia. La presión es directamente proporcional a la deformación aplicada y esta a su vez a los incrementos de resistencia. Funcionamiento: Los cables y galgas extensométricos en ocasiones se encuentran encapsulados en un recipiente de acero herméticamente cerrados y sometidos a una presión hidráulica. El recipiente, en su parte superior tiene un pequeño vástago que se acopla a un pistón en el interior del recipiente, el cual a su vez actúa en un aceite que provoca la deformación del cable sensor. Así al existir una fuerza en el vástago éste la comunica hasta el aceite generándose una presión proporcional a la fuerza aplicada. La presión deforma al elemento provocando una variación de resistencia proporcional a la presión. Así, al aumentar la fuerza en el vástago, aumenta la presión en el interior del recipiente por medio del aceite aumentando la resistencia; y al disminuir la fuerza, disminuye la presión y disminuye la resistencia. La resistencia es directamente proporcional a la presión del aceite y ésta a su vez a la fuerza en el vástago. Este método de medición se utiliza para la medición de masa por medio del peso. A estos recipientes se les conoce con el nombre de cajas dinamométricas. Las galgas son películas de cobre o material semiconductor que actúan igual que los cables extensométricos, sólo que estas se utilizan para bajas presiones, y los cables para grandes presiones. Un cable extensométrico se utiliza para la medición del peso del contenido de un tanque y una galga dinamométrica para una presión mucho menor como la que generaría el peso de unos cuantos kilos o gramos de masa. En algunas ocasiones se utiliza para medir la deformación en un sólido. La galga se soporta sobre una barra de metal, por ejemplo, y al doblarse la barra se deforma directamente la galga y varía su resistencia.
Galga dinamométrica. FIGURA 37.
FIGURA 38.
FIGURA 39.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 230 2009
Aplicaciones: Los cables extensométricos y galgas dinamométricas sólo miden deformaciones y presiones manométricas y se utilizan para la medición de altas presiones en rangos de 0 - 6 000 bar. Aplicados a la industria se usan para la medición de pesos en básculas de gran tonelaje, medición de masa por peso en tanques grandes, medianos y pequeños y para medir capacidades elásticas y resistencia mecánica de los materiales. Ventajas y desventajas: Ventajas: Desventajas: - Permite la telemetría. - Muy caro. - Mide grandes presiones. - Le afecta la temperatura. - Es muy sensible. - Requiere de montajes especiales en - Puede medir esfuerzo mecánico. algunas ocasiones. - Es muy durable. - Requiere de energía para su operación. - Soporta sobrerangos. - En ocasiones es sofisticado y - Puede medir peso. complejo. - Puede variarse el rango de medición. - Es preciso.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 231 2009
2.3.9 Celdas capacitivas.
Descripción: El método de medición de presión por celdas capacitivas se compone básicamente de uno o dos diafragmas corrugados firmemente soldados por su perímetro al cuerpo metálico de las celdas que tienen unas pequeñas cámaras que se encuentran llenas de aceite de silicón el cual comunica la presión medida por los diafragmas a un tercer diafragma plano llamado membrana móvil la que se desplaza hacia un lado o el otro dependiendo de la presión sobre los diafragmas exteriores. Los tres diafragmas se conectan hasta un oscilador electrónico que se encuentra situado en la parte superior de las celdas de medición dentro de un cabezal de transmisión. Principio de operación: Los diafragmas exteriores de la membrana móvil interior funcionan como dos capacitores variables. Un capacitor se forma de dos placas paralelas separadas entre sí por un material aislante y la capacitancia de un capacitor dependerá de: la superficie de las placas, la distancia entre las placas y el coeficiente dieléctrico del material aislante que se encuentra entre las placas. Así, los diafragmas y la membrana móvil forman entre sí los capacitores, ya que estos tres son placas metálicas de superficie constante, el aceite silicón es el material aislante de coeficiente dieléctrico constante y la distancia entre ellos la cual es variable. Este es el principio físico que utiliza el método de medición por capacitancias que es del que trata este tema, al variar la presión varía la distancia entre las placas del capacitor provocando variaciones de capacidad. La capacitancia es directamente proporcional a las variaciones de presión.
FIGURA 40.
FIGURA 41.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 232 2009
Funcionamiento: Al aumentar la presión sobre la superficie de los diafragmas se genera una variación de capacidad la cual es medida por los circuitos electrónicos en el cabezal de transmisión que se encuentra ubicado en la parte superior de las celdas de medición. Los cambios de capacitancia, que son proporcionales a los cambios de presión, son convertidos a una señal electrónica normalizada (4 - 20 mA) proporcional a estos cambios por lo que al aumentar la presión aumenta la capacitancia y aumenta la señal normalizada; al disminuir la presión disminuye proporcionalmente la capacitancia y con ella la señal normalizada. Los cambios de presión son directamente proporcionales a la capacitancia y esta a su vez a una señal normalizada. La señal normalizada es enviada hasta el área de racks en un cuarto de control de donde es conectada a los instrumentos que procesaran esta señal. Los instrumentos que reciben esta señal son variados como un indicador electrónico un convertidor de señal de corriente a presión (I / P) un registrador electrónico, un controlador, tarjetas de funciones, PLC´s, etc. Aplicaciones: Este método de medición se utiliza para medir presión manométrica, vacío, absoluta, diferencial e hidrostática. Se utiliza para la medición de bajas presiones (de apenas algunos mm de columna de agua) y para grandes presiones (decenas de bar). Se utiliza en transmisores electrónicos que generan una señal electrónica normalizada de 4 - 20 mA, los existen analógicos o digitales - inteligentes. Ventajas y desventajas: Ventajas: Desventajas: - Permite la telemetría. - Costoso. - Mide altas y bajas presiones. - Le afecta la temperatura. - Es muy sensible. - Requiere de montajes especiales en - Es muy durable. algunas ocasiones. - Puede variarse el rango de medición. - Requiere de energía para su operación. - Es preciso. - En ocasiones es sofisticado y complejo.
FIGURA 42.
FIGURA 43.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 233 2009
2.3.10 Ionización. Descripción: Este instrumento se compone básicamente de un bulbo tipo tríodo formado por un filamento, una rejilla controladora de corriente y una placa colectora de electrones. El bulbo se conecta por medio de una toma que se encuentra en su costado hacia un alto vacío. Los elementos mencionados se conectan a circuitos electrónicos que miden la corriente que circula del filamento a la placa colectora y la convierten a una indicación absoluta de presión. Principio de operación: Este instrumento mide directamente la presión de un gas a través de la presencia de moléculas en el vacío generado. Los gases tienen un coeficiente de conductividad que es inversamente proporcional a su capacidad dieléctrica, y que en algunas ocasiones favorecen la conducción electrónica. Así, la corriente electrónica que viaja del filamento hacia la placa colectora esta determinada por la cantidad de moléculas de gas, ya que estas ionizan el ambiente y provocan o favorecen la conducción. Funcionamiento: El bulbo se conecta al proceso que se debe de encontrar a un alto vacío. El vacío que se genere después de la toma del bulbo es el mismo que se genera en el interior del bulbo, ya que los gases ocupan todo el recipiente que los contiene. Al existir vacío totalmente absoluto que equivaldría a decir que hay cero presencia de moléculas de gas, la corriente existente del filamento a la placa colectora sería por así decirlo de 10 mA. Al entrar un poco de moléculas de gas la corriente aumentaría proporcionalmente a la cantidad de moléculas. Al aumentar las moléculas de gas aumentará proporcionalmente la corriente eléctrica. La corriente eléctrica es directamente proporcional a la presencia de moléculas presentes en el bulbo que es proporcional a la presencia de moléculas que hay después de la toma del bulbo. La corriente electrónica es enviada hasta el equipo que por medio de sus circuitos electrónicos acopla esta corriente y la traduce a una indicación que depende directamente de la presión medida. Aplicaciones: Este instrumento mide presión absoluta y vacío extremoso. El rango de operación del instrumento es de 0 a 1 mm Hg. Este es un equipo particularmente de laboratorios más que de procesos de producción industriales, pero con ciertos arreglos y considerando la seguridad adecuada se puede llegar a aplicar desde una planta piloto hasta un proceso de producción.
Al equipo electrónico
Placa colectora
Rejilla controladora Filamento
Proceso
FIGURA 44.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 234 2009
Ventajas y desventajas: Ventajas: Desventajas: - Permite la telemetría. - Costoso. - Mide vacíos extremosos. - Le afecta la temperatura. - Es muy sensible. - Requiere de montajes especiales. - Es una medición directa. - Requiere de energía para su operación.
- Es preciso. - Puede variarse el rango de medición. - Es sofisticado y complejo.
- No se puede utilizar en presiones superiores a los 10 mm Hg. - No se puede utilizar donde se manejen sustancias explosivas. - Al variar el gas del ambiente afecta a la medición. - Se corre el riesgo de que el filamento continuamente se queme.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 235 2009
3.- Métodos de medición para la variable temperatura. A continuación estudiaremos los distintos métodos de medición e instrumentos para la variable temperatura, pero no sin antes recibir los conceptos generales de la variable. 3.1 Definición física de la temperatura. La temperatura al igual que la presión es una magnitud física que tiende a cambiar con el tiempo. La temperatura es una variable que fácilmente podemos encontrar en casi todos los procesos industriales ya sea porque en él es de las más importantes o porque no debe afectar a las otras. A continuación estudiaremos algunos conceptos generales que se requieren para comprender el comportamiento de la variable y como afecta en un proceso. 3.1.1 ¿Qué es la temperatura? La temperatura es aquello que determina el sentido de flujo del calor. Las personas en general determinan la temperatura según la sensación que se tenga de frío o calor, pero estas sensaciones no son de confiar ya que dependen de las sensaciones de una persona que serán distintas a todas las demás por lo que de esta forma no se puede determinar una escala de temperatura. Lo importante aquí es el sentido del flujo del calor. Nosotros podemos determinar que, según nuestros sentidos, un cubo de hielo se encuentra más frío que un trozo de madera a la misma temperatura. Por lo antes mencionado, si se introduce una barra de hierro caliente (a una alta temperatura) a una cubeta con agua a temperatura ambiente, el calor de la barra de hierro se pasa al agua que encuentra a menor temperatura. El calor fluyó de la barra al agua, si dejamos la barra de hierro en el agua durante unos minutos ambos se encontrarán a la misma temperatura, lo que significa que ambos se encuentran en equilibrio térmico ya que el flujo de calor entre sí es cero.
Como se puede observar la barra caliente cede su calor al agua fría, por lo que la temperatura del agua aumenta y la de la barra disminuye hasta llegar a un punto en el cual ni la barra cede calor ni el agua la recibe. A éste punto donde no existe flujo de calor se le denomina equilibrio térmico. El sentido de flujo fue de la barra hacia el agua, o sea de caliente a frío, o para ser más preciso de una alta temperatura hacia una baja temperatura.
La barra y el agua se encuentran a la misma temperatura por lo que no hay ningún flujo de calor, lo que significa que se encuentra en equilibrio térmico
La barra se encuentra caliente y el agua fría
FIGURA 45.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 236 2009
3.1.2 Escalas de temperatura. Ahora que sabemos que la temperatura en sí es el sentido de flujo del calor, requerimos de una escala que determine la temperatura por medio de un valor y no por medio de los sentidos, ya que por medio de una escala bien definida podemos realizar distintas mediciones de temperatura en distintas sustancias y tomarla como referencia para poder determinar cuál será el sentido del calor. Para la medición de la temperatura de una sustancia se utilizan distintos elementos o termómetros que utilizan distintas escalas de temperatura. Las escalas más utilizadas en la industria y laboratorios son la escala Centígrada o Celsius, la Fahrenheit y la Kelvin. Analicemos las distintas escalas. Escala Fahrenheit. El físico alemán “Gabriel Fahrenheit de Danzig, ideó la escala termométrica que es de uso cotidiano en los países de habla inglesa. Fahrenheit quería evitar lecturas negativas y, por consiguiente, escogió como punto cero una temperatura más fría que la de las temperaturas ordinarias del invierno de su localidad. Encontró que podía producir una temperatura convenientemente baja usando una mezcla de una sal (cloruro de amonio) y hielo en ciertas porciones y escogió ese punto como cero de la nueva escala. Como un segundo punto fijo de la escala, Fahrenheit usó la temperatura normal del cuerpo humano. En los termómetros de la actualidad, el valor es 98.6 ºF”. Estas fueron las bases de Fahrenheit para determinar su escala de temperatura y, como se puede ver, la escala tiene dos puntos fijos que son la de la mezcla de hielo y cloruro de amonio en las porciones que él determinó y la temperatura del cuerpo humano. En la actualidad ésta escala con tales bases no es muy funcional ya que la temperatura del cuerpo humano varía considerablemente aún en personas perfectamente sanas. En la actualidad, por definición, los puntos fijos de la escala Fahrenheit son: para el punto fijo inferior, el punto fusión del hielo que es 32 ºF; y para el superior, el punto de ebullición del agua a presión “normal” (760 mm Hg) que es 212 º F. La escala Fahrenheit divide en 180 partes o grados iguales el punto de fusión del hielo (32 ºF) y el de ebullición del agua (212 ºF). Escala centígrada o Celsius. El físico sueco Anders Celsius ideo la escala termométrica que es de gran aplicación para la ciencia y la industria, y es más funcional que la Fahrenheit. La escala Celsius ó Centígrada divide el punto de fusión del hielo (0 ºC) y el punto de ebullición del agua (100 ºC) en 100 partes o grados iguales.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 237 2009
Escala Kelvin absoluta. Esta escala es de suma importancia. En esta escala el punto fusión del hielo es aproximadamente 273 K, y el punto de ebullición del agua es de 373 K y el cero (0 K) está más o menos a - 273 ºC (más exactamente a -273.15 ºC). Una de las ventajas de esta escala es que la presión de un gas a volumen constante es proporcional a su temperatura Kelvin. Esta escala esta relacionada estrechamente con la escala Celsius ya que si se observa existen 100 unidades de cambio en ambas escalas desde el punto de fusión al de ebullición del agua, siendo la escala Kelvin una escala absoluta relacionada para la escala Celsius. Escala Rankine. Esta escala es la escala absoluta para la escala Fahrenheit. El punto de fusión del hielo se encuentra a 492 R, el punto de ebullición esta a 672 R y el cero a aproximadamente - 460 ºF. Como se puede observar tenemos dos escalas de temperaturas las cuales se basan en el punto de ebullición y solidificación del agua, mientras que las otras dos hablan directamente de la cantidad de calor que posee un cuerpo. Un cero absoluto es aquel en el que el movimiento molecular de una sustancia es CERO, o sea que no existe energía cinética molecular, o lo que sería lo mismo, que a un cero absoluto de temperatura no existe energía cinética molecular. A continuación se muestra una gráfica qué relaciona las cuatro escalas mencionadas:
R K F C
0 R 0 K -460 F -273 C
32 F
212 F 100 C
0 C 273 K
373 K
492 R
672 R Punto de ebullición del agua
Punto de fusión del agua
Cero absoluto
FIGURA 46.
FIGURA 47.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 238 2009
3.1.3 Conversión entre escalas de temperatura. En ocasiones es necesario manejar más de una escala de temperatura a la vez ya que los equipos de instrumentación como termómetros, indicadores, transmisores, etc. manejan estas escalas y es necesario saber la equivalencia entre las mismas. Por ejemplo si se tiene un termómetro de mercurio que realiza una medición de 120 ºC ¿A cuántos ºF equivale? Es aquí donde se requiere de manejar las equivalencias entre escalas. Considerando que la escala Fahrenheit divide los puntos de ebullición y solidificación del agua en 180 partes y la Centígrada en 100, la relación es de 1.8 (180 / 100 = 1.8), además de la diferencia que existe en la escala Fahrenheit en el punto cero, que es de 32 unidades, ya que en la Celsius es de cero, por lo tanto las fórmulas para realizar las equivalencias entre escalas son: ºF = (ºC) (1.8) + 32 ºC = (ºF - 32) / 1.8 Las escalas absolutas están relacionadas con sus escalas convencionales como sigue: K = ºC + 273 R = ºF + 460 Por ejemplo, si un termómetro de mercurio muestra un valor de 123 ºC ¿Cuántos grados Fahrenheit son? ºF = (1.8) (ºC) + 32 = (1.8) (123 ºC) + 32 = 221.4) + 32 = 253.4 ºC Un indicador de temperatura tipo bimetal montado en un tanque de recirculación muestra 79 ºF ¿A cuántos grados Celsius equivale esta temperatura? ºC = (ºF - 32) / 1.8 = (79 ºF - 32) / 1.8 = (49 ºF) / 1.8 = 26.111 ºC
FIGURA 48.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 239 2009
3.1.4 Dilatación. La temperatura tiene distintas influencias sobre las sustancias, por ejemplo el agua, si la temperatura desciende de 0ºC ésta se convierte en hielo (estado sólido) o si ésta aumenta de 100 ºC ebulle (se convierte en vapor) y cuando se encuentra dentro de este intervalo se mantiene líquida. De esta forma influye la temperatura en los estados de la materia. Otra característica muy importante de lo que la temperatura afecta a la materia es la dilatación que les provoca. Si se tiene un aro metálico y posteriormente se calienta, el aro se dilata.
Así pues, al aumentar la temperatura de un cuerpo aumenta su volumen y al disminuir la temperatura disminuye su volumen. Cabe aclarar que no siempre sucede esto, por ejemplo, el agua aumenta de volumen al disminuir su temperatura, por la forma en la que se cristaliza al hacerse hielo.
3.1.5 Calor. Como hasta ahora se ha comentado, el calor fluye de un cuerpo a otro y que un cuerpo de alta temperatura es un cuerpo muy caliente o que posee mucho calor, y que un cuerpo de baja temperatura es un cuerpo frío o que éste posee poco calor. El calor es la energía que pasa de un cuerpo a otro debido a la diferencia de temperatura. El calor es una energía. Un cuerpo muy caliente es un cuerpo que posee mucho calor o lo que equivaldría a decir que tiene mucha energía. A mayor temperatura mayor calor y mayor energía, y si analizamos que la temperatura de 0 K es igual a cero calor, esto significaría que el cuerpo posee una energía igual a cero. La unidad del calor puede ser cualquier unidad de energía ya que el calor es una energía, pero durante el siglo XVIII se introdujeron varias unidades para el calor siendo una de ellas la caloría que actualmente se sigue utilizando, aún cuando ya no se cree que el calor sea una sustancia como se creía en aquel entonces. La caloría es la cantidad de calor que se requiere para elevar 1 ºC la temperatura de 1 g de agua. Esto significa que para que 1 g de agua suba de 25 ºC a 26 ºC se requiere de 1 caloría.
FIGURA 49.
FIGURA 50.
FIGURA 51.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 240 2009
3.1.6 Propagación del calor. Ya que la temperatura es el sentido en el cual fluye el calor, es importante conocer las distintas formas en las que se propaga el calor las cuales son tres: la conducción, convección y radiación. Analicemos cada una de éstas. Propagación del calor por conducción. En la propagación del calor por conducción el calor se propaga de molécula a molécula. Si una barra de metal se calienta por la punta, en poco tiempo el calor se ha propagado hasta el otro extremo.
Al calentarse la punta de la barra por el calor que le transmite la flama, las moléculas del metal en esta posición comienzan a agitarse fuertemente, como cuando se golpea una campana, la vibración en el punto donde se golpeó se comunica a toda la campana, sólo que en esta ocasión sucede a nivel molecular y más lentamente. Al agitarse las moléculas de la punta de la barra estas excitan a las que están junto a ellas y así se va formando una cadena. Al agitarse las moléculas se calientan. Así pues, las moléculas se agitan proporcionalmente al calor recibido, lo que significa que la cinética molecular es directamente proporcional al calor o lo que es lo mismo el calor es directamente proporcional a la cinética molecular de una sustancia. Las moléculas al agitarse ocupan más espacio de ahí el incremento de volumen de la esfera al calentarse. En conclusión, la propagación del calor se da al comunicar el movimiento molecular de molécula a molécula.
El calor del agua calienta las puntas de las barras del metal. El otro extremo se va calentando progresivamente hasta llegar al equilibrio térmico.
FIGURA 52. FIGURA 53.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 241 2009
Propagación del calor por convección: En la propagación del calor por convección el calor se propaga al propagarse o desplazarse la materia. Si calentamos un recipiente metálico por debajo, el agua se calienta sin que ésta se agite, no solo la que se encuentra en contacto directo con las paredes del recipiente sino también la que se encuentra al centro que no tiene contacto alguno con las paredes. La flama calienta el metal del recipiente y este a su vez a las moléculas que se encuentran en contacto directo con él, al calentarse el líquido disminuye su densidad ya que ha aumentado de volumen y por lo tanto hay menos masa por unidad de volumen. Al disminuir la densidad de esta parte del líquido se vuelve más ligero, como el aire caliente en comparación con el aire frío, lo que provoca que el líquido ligero suba y junto con él el calor propagándolo por todo el recipiente al ir ascendiendo, y como éste se desplaza hacia arriba, el liquido frío que aún conserva su densidad inicial tiende a bajar por ser más pesado y al llegar al fondo del recipiente es calentado por el calor que le induce el metal del recipiente. De esta forma al desplazarse la materia (que en éste caso es el líquido) con ella se desplaza el calor.
Al calentarse las moléculas del líquido este sube llevando consigo el calor, cuando sube otra parte del líquido baja al que le cede un poco del calor obtenido del fondo.
FIGURA 54.
FIGURA 55. FIGURA 56.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 242 2009
Propagación del calor por radiación. La última de las tres formas de propagación del calor es la radiación en la que el calor se propaga por medio de ondas electromagnéticas. Al acercar la mano por debajo de una bombilla incandescente se siente un calor que emana del filamento. El calor que llega a la mano no puede ser transmitido por conducción porque no hay nada que una a la mano y a la lámpara, tampoco es transmitida por convección por medio del aire ya que el aire es un mal conductor del calor, además que al calentarse asciende. Lo que recibe la mano que se siente caliente es una radiación emitida por el filamento de la lámpara, ésta radiación es absorbida por la mano. Esta radiación es de la misma naturaleza que la luz por lo que puede propagarse en el vacío. En forma de ondas electromagnéticas, como las ondas de radio, las cuales pueden propagarse por el vacío, chocan contra la superficie de la mano agitando a las moléculas que se encuentran sobre su superficie y, sí consideramos que la cinética molecular es directamente proporcional a la temperatura de un cuerpo, la mano se calienta.
En general: la propagación del calor por conducción se da de molécula a molécula, en la convección el calor y las moléculas se transportan juntas, y en la radiación a través de ondas electromagnéticas que se pueden propagar sin algún medio, en el vacío por ejemplo. Cabe mencionar que el fenómeno que presenta la propagación del calor por radiación se aplica en los hornos de microondas. 3.1.7 Importancia de la temperatura en un proceso. La temperatura es una variable bastante importante ya que en la mayoría de los procesos industriales juega un papel muy importante para la calidad final del producto elaborado, o si no es de uso común para una de las fases de un proceso. Por ejemplo, en la industria química en los procesos de reacción se utiliza la temperatura para acelerar la reacción de una mezcla qué ésta a su vez genera calor a causa de la reacción y que ésta debe de ser controlada ya que de lo contrario la reacción podría ser tan fuerte que provocaría una reacción en cadena incontrolable. Para calentar el proceso se hace circular vapor caliente a través de un serpentín alrededor del tanque que contiene la mezcla. En ocasiones es necesario precalentar alguna sustancia para afectar su viscosidad, densidad, etc. Por estas y muchas otras razones es muy necesario estar enterado de los instrumentos que se utilizan para medir y controlar la temperatura.
Al calentarse emite una radiación.
Propagación de calor por ondas electromagnéticas.
FIGURA 57.
FIGURA 58. FIGURA 59.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 243 2009
3.2 Clasificación de los métodos para la medición de la variable Temperatura. Actualmente contamos con una gran variedad de instrumentos para la medición de la variable temperatura, pero ésta diversidad de instrumentos utilizan distintos principios físicos causados por la temperatura. Por ello es necesario realizar una clasificación de los distintos instrumentos diseñados para la medición de esta variable. La clasificación que se muestra en la figura 60 fue realizada en base a los distintos principios físicos utilizados por cada grupo de instrumentos. A continuación daremos una explicación general de los principios físicos utilizados por cada grupo de instrumentos.
Clasificación de los métodos para la medición de Temperatura
Por expansion de Líquidos y dilatación de sólidos
Presión generadapor la expansión de gases, líquidos y vapores
Por las diferentes características que tienen los metales para con la temperatura
- Termómetro de mercurio - Termómetro de alcohol - Termómetro bimetálico
- Sistemas termales
- Termoresistencia (RTD) - Termopar - Pirómetro de radiación
3.2.1 Expansión de líquidos y dilatación de sólidos. En esta clasificación se encuentran los sensores de medición de temperatura que utilizan la característica de la expansión de líquidos y dilatación de sólidos provocados por las variaciones de temperatura. La mayoría de líquidos y sólidos aumentan de volumen al aumentar la temperatura. La dilatación es directamente proporcional al incremento de temperatura, al aumentar la temperatura aumenta el volumen ocupado y, al disminuir la temperatura disminuye el volumen de la sustancia. Así, se utilizan algunos líquidos como el mercurio, etanol, alcohol, etc. para medir distintos rangos de temperatura a través de la expansión que estos sufren al someterlos a variaciones de temperatura. Otros instrumentos utilizan la dilatación de los sólidos, los cuales utilizan en sus mecanismos de medición delgadas laminillas formadas por distintos materiales metálicos con distinto coeficiente de dilatación, que al someterse a una variación de temperatura estos se “ tuercen “ proporcionalmente a la variación de la temperatura, por lo que al aumentar ésta, la deformación de la laminilla es alta y al disminuir la temperatura, la laminilla se deforma en sentido opuesto regresando a su posición inicial o más allá de ésta.
FIGURA 60.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 244 2009
3.2.2 Sistemas termales (Presión generada por la expansión de gases, líquidos y vapores). Estos instrumentos aplican la característica física que tienen los fluidos al someterse a variaciones de temperaturas estando éstos en un sistema herméticamente cerrado, o sea, a volumen constante. Estos sistemas termales se encuentran parcial o totalmente llenos de mercurio, gas, líquidos orgánicos o hidrocarburos líquidos. La utilización de cada uno de los fluidos dependerá del rango de medición, exactitud y velocidad de respuesta requeridos. Al calentarse cualquiera de estos fluidos generan una presión a causa de la dilatación del líquido, gas o la generación de vapor, la cual es proporcional a los cambios de temperatura. En estos instrumentos la presión generada es directamente proporcional a la temperatura a la que se exponga el sensor del sistema termal. 3.2.3 Termoeléctricos (Por las distintas características que tienen los metales para con la temperatura). Los sensores de temperatura agrupados en esta clasificación, basan su medición en los cambios físicos electrónicos que provoca la temperatura en ellos. La mayoría de los metales tienen una variación positiva de su resistencia al incremento de temperatura, fenómeno aplicado a las temoresistencias, las cuales miden temperatura en función de las variaciones de resistencia provocada por las variaciones de la temperatura. La resistencia es directamente proporcional a las variaciones de temperatura. Otro fenómeno físico electrónico utilizado para la medición de temperatura es el efecto Seebeck. El efecto Seebeck es la conversión de la energía calorífica a energía eléctrica. “A la aparición de una fuerza electromotriz en un circuito formado de dos metales diferentes (o de dos semiconductores) íntimamente unidos en ambos extremos llamados juntas, estando una junta a mayor temperatura que la otra, se llama efecto Seebeck”. Aquí, la fuerza electromotriz generada (milivoltaje) es directamente proporcional a la diferencia de temperaturas entre ambas juntas. Y los últimos instrumentos de esta clasificación, los pirómetros de radiación, utilizan la comparación de la luz emitida entre un cuerpo caliente que emite luz y una bombilla incandescente, ya que la intensidad y el color de la luz emitida por un cuerpo es directamente proporcional a la temperatura que éste se encuentra, siendo éste el principio utilizado por el pirómetro de radiación parcial. Existen otros pirómetros llamados pirómetros de radiación total, que miden la temperatura de cuerpos que no emiten luz y que por lo tanto no la pueden comparar con otra, utilizan elementos muy sensibles a la luz visible o infrarroja concentrándola sobre el elemento sensor por medio de lentes. Los pirómetros de radiación realizan la medición de temperatura sin contacto, lo hacen a través de la radiación que emiten, siendo esta radiación visible o no.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 245 2009
3.3 Métodos de medición e instrumentos. A continuación estudiaremos los distintos instrumentos utilizados para la medición de temperatura.
3.3.1 Termómetro de mercurio. 3.3.2 Termómetro de alcohol.
Descripción:
Los termómetros de mercurio y alcohol se componen básicamente de un tubo de cristal herméticamente cerrado a un alto vacío o a presión de algún gas, con capilaridad central, graduado en una escala de temperatura definida y que en su extremo inferior tiene un depósito llamado bulbo donde se almacena una cantidad determinada de mercurio o algún fluido orgánico como el alcohol o el pentanol. Principio de operación: Este instrumento utiliza el fenómeno de dilatación de los líquidos provocado por la variación de temperatura. El mercurio tiene un gran coeficiente de expansión comparado contra muchos líquidos, además de contar con una gran velocidad de respuesta, lo que significa que al someterlo a una temperatura el cambio de volumen es casi inmediato, lo que no sucede con otras sustancias donde el cambio es más tardado. Al aumentar la temperatura del mercurio y los fluidos orgánicos mencionados aumenta el volumen de éstos. La dilatación de estos líquidos es directamente proporcional a la temperatura que se sometan. Funcionamiento: La diferencia entre un termómetro de mercurio y uno de alcohol es el líquido, por ello, el funcionamiento es idéntico en ambos, sólo cambia el rango de medición que será mencionado en la aplicaciones. Por lo anterior mencionado se describirá el funcionamiento de un termómetro de mercurio, que es aplicable para un termómetro de alcohol. La parte sensible del termómetro es el bulbo, y al someterla a una variación de temperatura el mercurio que contiene sufre una dilatación. Al aumentar la temperatura en el bulbo, el cristal, que es el primero en recibir el cambio de temperatura, comunica al mercurio la variación y es cuando el mercurio aumenta de volumen. El aumento de volumen provoca que el mercurio suba por el capilar que se
Partes de un termómetro de cristal
FIGURA 61.
FIGURA 62.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 246 2009
encuentra en la parte superior del bulbo, donde se encuentra la graduación de la escala termométrica. Así pues, al aumentar la temperatura habrá un incremento de volumen en el mercurio y éste al subir por el capilar dará una indicación alta. Al disminuir la temperatura en el bulbo, este absorberá el calor del mercurio provocándole una contracción, ya que al disminuir la temperatura disminuye el volumen del mercurio lo que provoca que al contraerse el mercurio que había ascendido por el capilar descienda compensando la variación (disminución) de volumen. De esta forma al aumentar la temperatura, aumenta el volumen del mercurio y por medio de su menisco en el capilar da una alta indicación, y al disminuir la temperatura, disminuye el volumen del mercurio y da una baja indicación. Aplicaciones: Los termómetros de mercurio pueden medir temperaturas en rangos de -30 a 200 ºC sin presión de gas y de -30 a 750 ºC con presión de gas. El mercurio tiene una respuesta relativamente rápida en la medición. Existen termómetros portátiles y de montaje en campo. Los termómetros portátiles se utilizan en los laboratorios o en muestreos en campo, teniendo que dotar a estos últimos de un armazón metálico como protección. Los termómetros de montaje en campo están dotados de termopozos metálicos para protegerlos de la corrosión y/o erosión de la materia del proceso, además de brindarles el modo de sujeción; están perfectamente protegidos, poseen carátulas graduadas más grandes y hasta en dos escalas termométricas, e incluso algunos están articulados. Los termómetros son ampliamente utilizados por las características que éstos brindan, incluso son utilizados en las áreas médicas para medir la temperatura corporal de los pacientes. Cabe mencionar que el mercurio no mide bajas temperaturas ya que a -39 ºC aproximadamente éste se solidifica. Los termómetros de fluidos orgánicos son aplicables sólo para bajas temperaturas como -200 ºC y tan altas como 60 ºC. Estos instrumentos tienen una respuesta relativamente rápida, un poco menor a la del mercurio y son aplicables a procesos que se manejen a muy bajas temperaturas.
Diferentes tipos de termómetros como de laboratorio y montaje en campo.
FIGURA 63.
FIGURA 64.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 247 2009
Ventajas y desventajas: (Termómetro de mercurio) Ventajas: Desventajas: - Operación y funcionamiento simples. - El mercurio es contaminante - No requiere de energía para su operación. - Es frágil. - Puede ser portátil. - No mide bajas ni altas - Respuesta rápida. temperaturas. - Económico. - No permite la telemetría. Ventajas y desventajas: (Termómetro de alcohol) Ventajas: Desventajas: - Operación y funcionamiento simples. - No permite la telemetría. - No requiere de energía para su operación. - Es frágil. - Puede ser portátil. - No mide altas temperaturas. - Respuesta rápida. - Económico.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 248 2009
3.3.3 Termómetro bimetálico. Descripción: El termómetro está formado básicamente de dos o más laminillas firmemente unidas entre sí, dobladas en dos posibles formas: en espiral o helicoide. Un extremo de la laminilla se encuentra unido o soldado firmemente a una base que normalmente es el final de un tubo de acero cerrado, y el otro extremo se encuentra acoplado a un indicador que gira sobre una carátula circular graduada en unidades de temperatura. Principio de operación: El termómetro bimetálico aplica el fenómeno de la deformación sufrida por la diferencia de dilatación de dos materiales firmemente unidos entre sí al someterlos a una variación de temperatura. Si se unen firmemente dos distintos materiales como el latón y el hierro formando una laminilla y posteriormente se someten a un calentamiento, el latón se dilatará más que el hierro y la laminilla se doblará, siendo ésta deformación directamente proporcional a la temperatura. El fenómeno sucede por el distinto coeficiente de dilatación que tienen el hierro y el latón.
Termómetro bimetálico en forma espiral.
Termómetro bimetálico en forma helicoidal.
FIGURA 65.
FIGURA 66.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 249 2009
Funcionamiento:
Al someter el extremo sensible del bimetal a una variación de temperatura, el calor se comunica hasta los materiales que forman el bimetal calentándose o enfriándose, lo que les provoca una dilatación. El cambio de temperatura provocará una variación en el volumen de los materiales que no es igual en ambos, como en el ejemplo del latón y el hierro, el latón se expande o se contrae más que el hierro, lo que significa que la variación de volumen provocado por la variación de temperatura es mayor en el latón que en el hierro. De ésta forma al existir una variación de temperatura los materiales se dilatan, pero como la dilatación no es la misma en ambos, la laminilla se “tuerce”, y como el bimetal ya tiene una forma determinada (espiral, helicoide o barra), la deformación se transforma en un desplazamiento circular o radial que es comunicado por una barra o el mismo bimetal hasta un indicador que se mueve sobre una escala circular graduada en unidades de temperatura. Así pues, al aumentar la temperatura habrá una gran deformación lo que provocará una alta indicación y, al disminuir la temperatura el bimetal se deformará en sentido opuesto disminuyendo la indicación del instrumento. La deformación del bimetal es directamente proporcional a la variación de temperatura a la que éste se someta. Los materiales del bimetal pueden variar en función del rango de medición y la sensibilidad requerida para el instrumento. Estos medidores requieren de termopozos para protegerlos de la agresión del ambiente del proceso y para ser fijados a ellos. Aplicaciones: Los termómetros bimetálicos se utilizan en rangos de temperatura entre -100 a 600 ºC. Estos elementos son para montaje en campo a través de termopozos, tienen una respuesta no muy rápida y son de aceptable precisión. El bimetal ha tenido algunas aplicaciones en transmisores neumáticos. Los bimetales son muy utilizados para el control de equipos calefactores como planchas, calentadores de agua, tostadores, etc., además de utilizarse en electricidad donde se aplican en las protecciones térmicas para motores.
FIGURA 67.
FIGURA 68.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 250 2009
Ventajas y desventajas: Ventajas: Desventajas: - Operación y funcionamiento simples. - No permite la telemetría. - No requiere de energía para su operación - Fácil de descalibrarse. cuando se utiliza como indicador local. - Desechable. - Puede ser portátil. - No mide muy altas ni muy bajas - Económico. temperaturas. - Relativamente mide altas y bajas - En ocasiones requiere de temperaturas. elementos de compensación de - Aplicable a todo tipo de proceso que trabaje temperatura. en estos rangos de temperatura. - Variedad de tamaños, rangos y sensibilidades.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 251 2009
3.3.4 Sistemas termales Descripción: Un sistema termal esta compuesto básicamente de un bulbo metálico llamado sensor, un capilar flexible o rígido llamado transmisor con o sin armadura protectora que une al bulbo y a un medidor de presión tipo mecánico elástico que puede funcionar como indicador o cabezal de transmisión para manejar señales normalizadas neumáticas. Principio de operación: Los sistemas termales utilizan el principio de que a volumen constante las variaciones de presión de un líquido, gas o vapor dependen directamente de la temperatura. Esto significa que la presión de un gas, vapor o líquido depende de la temperatura siendo que estos fluidos se encuentran confinados dentro de un sistema herméticamente cerrado de volumen constante. “Cuando se eleva la temperatura de un gas, aumenta la energía cinética de sus moléculas y, a volumen constante, aumenta la presión del gas”. Algo similar sucede con el vapor de alcohol o del éter, al aumentar la temperatura de cualquiera de estos líquidos provoca que las moléculas lleguen a la presión de evaporación dispersándose las moléculas evaporadas a lo largo del sistema herméticamente cerrado y al estar a un volumen constante y no poderse escapar las moléculas evaporadas, aumenta la presión. Cuando un sistema herméticamente cerrado es llenado totalmente por un líquido, la presión en éste sistema dependerá directamente de la temperatura, ya que al dilatarse el líquido (mercurio por ejemplo) y al aumentar de volumen éste no tiene por donde salir y a volumen constante aumenta la presión. Así pues, la presión en un sistema termal de volumen constante llenado de gas o líquido es directamente proporcional a la temperatura. La presión de vapor de un líquido no es lineal con respecto a la temperatura, ya que el comportamiento que presenta es cuadrático.
FIGURA 69.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 252 2009
Funcionamiento: El funcionamiento de todos los sistemas termales de volumen constante es idéntico, aclarando que en los líquidos y gases la relación presión temperatura es lineal y en el vapor de líquidos es cuadrática, pero en si en todos al aumentar la temperatura en el bulbo aumenta la presión en el sistema. La diferencia entre uno y otro son el fluido y los rangos de temperatura en que pueden operar y que serán mencionados en las aplicaciones. A continuación se dará la explicación del funcionamiento de un sistema termal lleno de mercurio, siendo la explicación válida para los demás considerando si es gas o vapor de líquido y la relación presión vs. temperatura. El sistema termal esta compuesto por un bulbo o sensor, un capilar o medio transmisor, el cual conecta al bulbo y el tercer componente del sistema termal que es el dispositivo de indicación o transmisión siendo éste tercero un medidor de presión tipo mecánico - elástico. Así al exponer a una variación de temperatura al bulbo, éste comunica tal variación hasta su interior donde es recibida por el fluido que en éste caso es mercurio. Al calentarse el mercurio que se encuentra en el interior del bulbo se expande, aumenta de volumen y, al encontrarse dentro de un sistema herméticamente cerrado y no tener espacio para almacenar tal aumento de volumen inmediatamente aumenta la presión sobre toda la superficie interior del sistema que es el bulbo, capilar e indicador o transmisor. Como en el indicador o transmisor el elemento que recibe los cambios de presión es un medidor de presión mecánico - elástico, como un tubo Bourdon o un fuelle, éste convierte los cambios de presión en una indicación o una señal normalizada proporcional a los cambios de temperatura. Así, al aumentar la temperatura aumenta la presión en el sistema y aumenta la indicación o la señal normalizada manejada, y al disminuir la temperatura, disminuye la presión en el sistema y disminuye la indicación o la señal normalizada. Los cambios de presión en el interior del sistema son proporcionales a las variaciones de temperatura a las que se exponga el bulbo. Cabe mencionar que algunos sistema termales requieren de compensaciones de temperatura en el sistema de indicación o transmisión para que la temperatura ambiental no afecte a la medición o indicación - transmisión, sobre todo si se utilizan capilares de más de 5 m de longitud.
FIGURA 70.
FIGURA 71.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 253 2009
Aplicaciones: Sistemas termales llenados de mercurio. Los sistemas termales llenados con mercurio manejan temperaturas no menores de - 35 ºC y no mayores de 500 ºC, ya que por debajo de - 38 ºC el mercurio solidifica y por arriba de 500 ºC existen presiones hidráulicas de hasta 50 bar. Aplicable a cualquier tipo de proceso ya que el bulbo puede ser protegido por un termopozo para evitar una posible contaminación del producto, pero existe más atraso en la medición. Hay que considerar que el mercurio es contaminante y tóxico. Se utiliza mucho en tanques de almacenamiento, para la medición local de la temperatura de los líquidos almacenados en ellos. Sistemas termales llenados por hidrocarburos: Los hidrocarburos como el monolex y ducalex son líquidos utilizados en sistemas termales para operar en rangos de temperatura de -100 ºC a 300 ºC. Se pueden utilizar en cualquier proceso, pero no se recomienda utilizar termopozo ya que éstos son de respuesta más lenta que los de mercurio, además de tener bulbos mucho más grandes para dar mayor sensibilidad. Sistemas termales llenados de fluidos orgánicos: Los fluidos orgánicos más comúnmente utilizados en sistemas termales son alcohol etílico, éter, pentanol, toluol etc., Estos líquidos permite la medición de temperaturas de -210 ºC a 60 ºC. La presión de vapor no se comporta linealmente con la temperatura en un sistema de volumen constante. Sistemas termales llenados de gas: El gas más utilizado en los sistemas termales es el N2 (Nitrógeno), ya que este gas es inerte y no altera la composición química del producto, en caso de perforación del bulbo otros gases utilizados son el Argón y el Helio. Las temperaturas medibles por éste equipo son de -200 ºC a 600 ºC. Son los más exactos y los de mayor longitud de bulbo. Las presiones manejadas en estos sistemas andan alrededor de 3 a 50 bar. Ventajas y desventajas: Ventajas: Desventajas: - Funcionamiento y operación simples. - Descalibrables por vibración. - No requiere de energía para su operación - Al fugarse el fluido ya no sirven. cuando se utiliza como indicador local. - En ocasiones requieren de - Miden bajas y relativas altas temperaturas. compensaciones de temperatura. - Sólo el sensor (bulbo) se debe montar en - La presión de vapor no es lineal el punto de medición ya que el indicador se con la temperatura. puede montar en otra posición gracias al - Algunos son costosos. capilar flexible. - Suelen ser instrumentos delicados. - De buena precisión. - Es contaminante y tóxico cuando se utiliza con mercurio.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 254 2009
3.3.5 Termoresistencia. Descripción: Una termoresistencia o RTD (Resistence Temperature Detector) se compone básicamente por un bulbo de medición formado por un hilo delgado arrollado bifilarmente sobre una base de cristal o cerámica. Este bulbo de medición el cual puede ser sencillo doble o triple, se conecta por medio de cables aislados que suben hasta un cabezal de conexión de cerámica directamente a los bornes de conexión. Principio de operación:
Las termoresistencias utilizan la variación de resistencia en función de la temperatura que tienen la mayoría de los metales. Al aumentar la temperatura de un metal aumenta la resistencia de éste. La variación de la resistencia es directamente proporcional a las variaciones de temperatura, lo que significa que al aumentar la temperatura aumentará la resistencia y al disminuir la temperatura disminuirá la resistencia, por lo que la mayoría de los metales experimentan un aumento de resistencia a un aumento de temperatura. A ésta característica se le llama comportamiento positivo de resistencia vs. temperatura. Los incrementos de temperatura de la mayoría de los metales no es lineal a las variaciones de la temperatura por lo que se aplican muy pocos a nivel industrial, considerándose sólo el Níquel (Ni) y el Platino (Pt).
Funcionamiento:
Al exponer a una variación de temperatura al bulbo de medición, donde se encuentra arrollado el hilo sensor, la temperatura pasa del acero del tubo protector al bulbo, provocándole una variación de resistencia directamente proporcional a la temperatura medida. Al aumentar la temperatura aumenta la resistencia y al disminuir la temperatura disminuye la resistencia. Las variaciones de resistencia son medidas a través de una pequeña
corriente electrónica que circula a través de la termoresistencia, por lo que al aumentar la temperatura y aumentar la resistencia, disminuye proporcionalmente a la variación de resistencia la corriente electrónica y, al disminuir la temperatura disminuye la resistencia y aumenta la corriente
electrónica que pasa a través de la termoresistencia. Así pues, la corriente electrónica es
inversamente proporcional a las variaciones de resistencia y temperatura. La corriente electrónica es suministrada a la termoresistencia por medio del instrumento a la que esta conectada.
FIGURA 72.
FIGURA 73.
FIGURA 74.
FIGURA 75.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 255 2009
ºC 0 1 2 3 4 5 6 7 8 9
-100 60,201 59,794 59,388 58,982 58,575 58,168 57,761 57,354 56,946 56,538
-90 64,252 63,847 63,443 63,083 62,634 62,229 61,823 61,418 61,012 60,607
-80 68,282 67,88 67,478 67,075 66,673 66,27 65,866 65,463 65,059 64,656
-70 72,291 71,892 71,419 71,091 70,69 70,29 69,889 69,487 69,086 68,684
-60 76,279 75,882 75,483 75,085 74,687 74,288 73,889 73,49 73,091 72,691
-50 80,25 79,854 79,457 79,061 78,664 78,267 77,87 77,472 77,075 76,677
-40 84,212 83,816 83,42 83,024 82,628 82,232 81,836 81,439 81,043 80,647
-30 88,17 87,774 87,378 86,983 86,587 86,191 85,745 85,399 85,003 84,607
-20 92,127 91,731 91,336 90,94 90,545 90,149 89,753 89,357 88,962 88,566
-10 96,072 95,679 95,285 94,891 94,496 94,102 93,707 93,312 92,917 92,522
-0 100,000 99,608 99,216 98,823 98,431 98,038 97,645 97,253 96,859 96,466
0 100,000 100,391 100,781 101,172 101,562 101,952 102,343 102,733 103,123 103,512
10 103,92 104,292 104,681 105,07 105,46 105,894 106,238 106,627 107,015 107,404
20 107,793 108,181 108,569 108,957 109,345 109,733 110,121 110,509 110,897 11,284
30 111,671 112,059 12,446 112,833 113,22 113,607 113,993 114,38 114,766 115,153
40 115,539 115,925 116,311 116,697 117,083 117,468 117,854 118,239 118,624 119,01
50 119,395 119,78 120,164 120,549 120,934 121,318 121,702 122,087 122,471 122,855
60 123,239 123,623 124,006 124,39 124,773 125,157 125,54 125,923 126,306 126,689
70 127,071 127,454 127,837 128,219 128,601 128,983 129,365 129,747 130,129 130,511
80 130,893 131,276 131,659 132,042 132,425 132,808 133,191 133,574 133,957 134,340
90 134,702 135,082 135,463 135,843 136,223 136,602 136,982 136,362 137,741 138,121
100 138,5 138,879 139,258 139,637 140,016 140,395 140,773 141,152 141,53 141,908
110 142,286 142,664 143,042 143,42 143,798 144,175 144,553 144,93 145,307 145,684
120 146,061 146,438 146,815 147,191 147,568 147,944 148,32 148,697 149,073 149,449
130 149,824 150,2 150,576 150,951 151,326 151,702 152,077 152,452 152,827 153,201
140 153,576 153,951 154,523 154,699 155,075 155,448 155,822 156,195 156,569 156,943
150 157,316 157,69 158,063 158,436 158,809 159,182 159,555 159,927 160,3 160,672
160 161,045 161,417 161,785 162,161 162,353 162,905 163,276 163,648 164,019 164,391
170 164,762 165,133 165,504 165,875 166,245 166,616 166,986 167,357 167,727 168,097
180 168,467 168,837 169,209 169,576 169,946 170,315 170,685 171,054 171,423 171,792
190 172,161 172,53 172,898 173.267 173,625 174,003 174,372 174,74 175,108 175,475
200 175,843 176,211 176,578 176,946 177,313 177,689 178,047 178,414 178,781 179,147
Resistencia en Ohms
TABLA 2.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 256 2009
El instrumento electrónico, que puede ser un indicador, registrador, controlador o tarjeta convertidora, suministra a la termoresistencia una corriente electrónica la cual varía en función de la resistencia y ésta a su vez en función de la temperatura. Se puede observar el comportamiento de la resistencia al cambio de temperatura de un Pt 100, que es una termoresistencia de platino. La nomenclatura Pt-100 significa: Termoresistencia de Platino (Pt) que tiene una resistencia de 100 Ohms a 0 ºC. Esto significa que si exponemos el bulbo de medición de un Pt-100 a una temperatura de 0 ºC, se mediría una resistencia de 100 Ohms en los bornes de conexión del sensor. Este sensor al igual que el Ni 100 (Níquel 100, que es una termoresistencia fabricada de Níquel que tiene una resistencia de 100 Ohms a 0 ºC) son los más aplicados por los rangos que maneja y la linealidad de su variación de resistencia en función de la temperatura. La variación de un Pt-100 es de 4 Ohms por cada 10 ºC. Esto significa que por cada variación de 10 ºC habrá una variación de resistencia de aproximadamente 4 Ohms. La termoresistencia realiza la medición en la planta y el instrumento montado en el tablero principal le envía la pequeña corriente para detectar los cambios de resistencia, lo que provoca el problema de incrementos de resistencia por la longitud del cable que conecta a la termoresistencia en la planta y al instrumento en el tablero. Por ello, las termoresistencias se pueden conectar a dos hilos, recomendado para longitudes de cables menores a 20 m y, si el instrumento lo permite, a tres hilos cuando las
longitudes del cable son mayores a 20 m y menores a 50 si lo requiere el instrumento, y a cuatro hilos cuando las longitudes de cable rebasan los 50 m. Este tipo de conexiones es para compensar el incremento de la resistencia provocada por el cable utilizado para conectar la termoresistencia al instrumento. Otra opción es la de realizar la compensación por medio de una clema de compensación montada en el área de racks. Esta clema es una resistencia variable de precisión de 20 Ohms que sirve para realizar la compensación de resistencia incrementada en uno de los hilos. La última de las tres opciones posibles para conectar una termoresistencia es utilizando un convertidor de resistencia a corriente (Ohm / I) o un transmisor para termoelementos. Este “transmisor de temperatura” que en realidad es un convertidor de resistencia a corriente, se puede montar en el cabezal de la termoresistencia ya que es muy pequeño. Este convertidor tiene un rango de temperatura ya determinado de fabrica el cual mide los cambios de resistencia de la termoresistencia provocados por las variaciones de temperatura, y en el mismo punto de medición los convierte a una señal normalizada electrónica de 4 - 20 mA, señal que es enviada hasta el cuarto de control donde es recibida por un instrumento que maneje ésta señal.
FIGURA 76.
FIGURA 77.
FIGURA 78.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 257 2009
De esta forma se evitan todos los problemas y conexiones causados por el incremento de resistencia provocados por la longitud del cable, ya que la distancia de conexión entre la termoresistencia y el convertidor es de apenas unos cuantos milímetros. Así, la termoresistencia se conecta al convertidor de resistencia a corriente y éste a su vez se conecta en serie con la alimentación del convertidor, que normalmente es de 24 VDC, y al instrumento que recibirá ésta corriente. Al aumentar la temperatura, aumenta la resistencia, ésta es convertida a un valor de corriente entre 4 - 20 mA que es directamente proporcional a la variación de temperatura y que depende del rango de calibración que maneja el convertidor. La opción de un transmisor para termoelementos es que la termoresistencia es conectada a los bornes respectivos de un transmisor electrónico el cual , puede ser configurado o preparado para recibir una termoresistencia y convertir las variaciones de resistencia a una señal proporcional de 4 - 20 mA en un rango de operación que puede ser calibrado o configurado a gusto. Funciona igual que el convertidor de resistencia a corriente sólo que el transmisor tiene la posibilidad de calibrar el rango de operación y si éste es configurable, tiene mucho más opciones. Es importante aclarar que cualquier termoresistencia no debe de utilizarse fuera del rango especificado ya que su comportamiento no es lineal al rebasar éstos límites. Por ejemplo, la termoresistencia Pt-100 trabaja dentro del rango de -200 ºC a 800 ºC, y no debe de utilizarse por arriba de 800 ºC ni por debajo de -200 ºC, ya que los cambios de resistencia con respecto a la temperatura no son lineales y no existe una correspondencia directa. Aplicaciones: Las termoresistencias pueden medir rangos de temperatura como de - 200 ºC a 800 ºC para el Pt-100 y de - 60 ºC a 175 ºC para el Ni-100. Se puede utilizar en cualquier tipo de proceso ya que según el instrumento al que se conecte puede manejar señales intrínsecamente seguras para ambientes de procesos explosivos. Son de respuesta rápida. Ventajas y desventajas: Ventajas: Desventajas: - Funcionamiento y operación simples. - Requiere energía para su - Respuesta rápida. operación. - Permite la telemetría. - Su comportamiento no es 100% - Buena precisión. lineal. - Económico. - Problemas en la medición cuando - No es robusto. no se utilizan convertidores o - Mide bajas y relativamente altas transmisores. temperaturas. - Suele abrirse el sensor. - Puede haber hasta tres termoresistencias en el mismo bulbo de medición.
FIGURA 79.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 258 2009
3.3.6 Termopar. Descripción: Un termopar también conocido como termocouple (elemento térmico) o termoelemento, se compone básicamente de un par termoeléctrico formado por dos alambres de distintos materiales soldados entre sí por uno de sus extremos y los otros que se encuentran aislados entre sí son conectados a bornes de conexión en un cabezal de cerámica montado en una base metálica en forma de brida que a su vez se encuentra acoplada a un tubo de acero que protege al sensor con un diámetro de 3/8, 5/16, 1/4,3/16 y 1/8”. Principio de operación: Los termopares utilizan el efecto del alemán Thomas Seebeck para la generación de corriente eléctrica por medio de calor. Convertir la energía eléctrica a energía calorífica (calor) es fácil, pero el calor convertirlo a energía eléctrica es difícil. Una de las maneras de hacerlo es por medio de un par eléctrico o termopar. “Se conectan dos alambres de cobre a un milivoltímetro o galvanómetro y se soldan los extremos de los alambres de cobre a los extremos de un pedazo de alambre de hierro”. Se calienta una de las juntas de hierro cobre con un mechero Bunsen. La aguja del galvanómetro se desvía, mostrando que hay una fem (fuerza electromotriz) y un flujo de electrones. La aparición de una fuerza electromotriz en un circuito formado de dos metales diferentes (o de dos semiconductores) íntimamente unidos en ambas juntas, una junta a mayor temperatura que otra, se llama efecto Seebeck. El efecto Seebeck y otros relacionados con éste constituyen la termoelectricidad. Para estudiar el efecto Seebeck más cuidadosamente, remplazamos el galvanómetro por un potenciómetro y medimos la fem del par termoeléctrico para varias diferencias de temperaturas de las juntas, manteniendo la junta fría a 0 ºC, introduciéndola en un baño de hielo. Al medir las fem generadas por diversos pares termoeléctricos en diferentes condiciones, llegamos a las conclusiones de que:
T1 T2
T1 = T2mV = 0
-+Alambre de cobre Alambre de cobre
Alambre de hierro
T2
T1 > T2mV = + 5
T1-+
Alambre de hierro
Alambre de cobreAlambre de cobre
Corriente elÚctrica
Par termoeléctrico de cobre-hierro. Cuando las dos juntas se someten a la misma temperatura (T1=T2) no hay fem
Cuando la temperatura T1 es mayor que T2, se genera una fem positiva proporcional a la temperatura en un sentido determinado por la junta caliente.
FIGURA 80.
FIGURA 81.
FIGURA 82.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 259 2009
1 La fem depende de los pares de que está hecho el par termoeléctrico, siendo relativamente grande para pares termoeléctricos de hierro - constatan, por ejemplo, y pequeña para cobre - hierro a una diferencia dada de temperatura; 2 La fem no es grande para la mayoría de los
pares termoeléctricos, su valor no es de más de 40 a 50 mV para una diferencia de temperatura de 1000 ºC; 3 la fem no es directamente proporcional a la diferencia de temperatura sino que a menudo alcanza un máximo y después disminuye. El efecto Seebeck se debe a la migración de electrones de uno de los metales al otro, en las juntas de un par termoeléctrico. Por ejemplo en el par termoeléctrico cobre-hierro, se mueven los electrones del hierro al cobre tanto en la junta caliente como en la junta fría estableciendo una diferencia de potencial en cada junta. Sin embargo, en la junta caliente, emigran más electrones de hierro al cobre que en la junta fría. Las diferencia de potencial en las juntas se oponen una a la otra como las baterías conectadas + con + y - con -, pero la diferencia de potencial en la junta caliente es la mayor. La fem total en el circuito es tal que manda una corriente de electrones de la junta caliente a la junta fría. Una analogía puede ayudarnos a aclarar el proceso termoeléctrico. Supongamos que un tubo de vidrio en forma de anillo esta parcialmente lleno de alcohol. Al calentar el líquido en A aumenta la presión del vapor allí. El líquido se vaporizará con más rapidez en la superficie más caliente que en la más fría, y el vapor se condensará en B. Pasará una corriente de alcohol por el tubo todo el tiempo que se conserve la diferencia de temperaturas entre A y B. La corriente de alcohol es análoga a la corriente de electrones. La dirección de la corriente de electrones es opuesta a la corriente eléctrica.”
T2
T1 > T2mV = + 5
T1-+
Alambre de hierro
Alambre de cobreAlambre de cobre
Corriente elÚctrica
A B
El vapor se condensa aquí.
Cuando la temperatura T1 es menor que
T2, se genera una fem negativa proporcional a la temperatura en un sentido opuesto al anterior ya que la
junta fría esta a una mayor temperatura.
FIGURA 83.
FIGURA 84.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 260 2009
Funcionamiento: Cuando la junta caliente (elemento sensor montado en el proceso) se somete a una variación de temperatura se genera una fem directamente proporcional a la variación de temperatura, al aumentar la temperatura aumenta la fem y al disminuir la temperatura disminuye la fem. La junta fría también llamada junta de compensación se encuentra en el instrumento. El comportamiento de los termopares es lineal en los rangos determinados por cada tipo de aleación de los pares termoeléctricos y cabe aclarar que si son utilizados fuera de estos rangos el comportamiento no es lineal y se pueden dañar. Si la temperatura es muy alta se genera una fem positiva, o sea, un mV positivo, y si la temperatura es muy baja se genera una fem en sentido opuesto o sea un mV negativo. El mV generado se envía a través de cables especiales de extensión recubiertos por PVC, fibra de vidrio, teflón, asbesto hasta un instrumento montado en el tablero principal dentro del cuarto de control. Así pues al aumentar la temperatura aumenta el mV generado, lo percibe el instrumento y aumenta la indicación en él, y al disminuir la temperatura disminuye el mV generado por el termopar y la indicación en el instrumento disminuye.
Aplicaciones: Los termopares se utilizan para la medición de altas y bajas temperaturas con limites de error del .25 y .75% o 1 a 2.2°C bajo los rangos y tipos de termopar que a continuación se especifican, los termopozos utilizados para su protección pueden ser de un material Hastelloy, Monel, Titanio, acero inoxidable, acero al carbón y roscados, soldados, bridados para su montaje en la tubería o deposito.
FIGURA 85.
FIGURA 86.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 261 2009
Nota: Constatan = Cu Ni; Cromel = Ni Cr; Alumel = Ni Al; Rh = Rodio La selección del termopar será en base al rango de medición, la sensibilidad requerida y el ambiente al que se someta.
Ventajas y desventajas: Ventajas: Desventajas: - Funcionamiento y operación simples. - Su comportamiento no es 100 lineal. - Permite la telemetría. - Suele abrirse el sensor. - Buena precisión. - Requiere de cables de extensión - Económico. que son costosos. - No es robusto. - Es de respuesta más lenta que una - Mide bajas y altas temperaturas . termoresistencia. - No requiere de energía ya que él mismo la genera. - Gran variedad de rangos y elementos.
- Para distintos ambientes.
Tipo Aleación Rango de temperatura Positivo NegativoR Pt 13% Rh - Pt -50 °C a 1450 °C Café RojoS Pt 10% Rh - Pt -50 °C a 1450 °C Negro RojoJ Fe - Cu Ni -200 °C a 800 °C Blanco RojoT Cu - Cu Ni -200 °C a 400 °C Azul RojoE Ni Cr - Cu Ni -200 °C a 1000 °C Violeta RojoK Ni Cr - Ni -200 °C a 1300 °C Amarillo Rojo
Colores
TABLA 3.
FIGURA 87. FIGURA 88.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 262 2009
3.3.7 Pirómetros de radiación. Pirómetro de radiación parcial: Descripción: Un pirómetro de radiación parcial se compone básicamente de lentes de enfoque para enfocar el objeto a medir, y para el observador lentes para graduar la nitidez observada, una bombilla incandescente de la que se controla su intensidad de luz por medio de una resistencia variable que a su vez se conecta a una batería. A estos elementos se conecta un amperímetro en unidades de temperatura el cual contrasta la corriente consumida por la bombilla incandescente y a una temperatura. Principio de operación: El pirómetro de radiación parcial utiliza el principio de que la intensidad de luz emitida por un cuerpo es directamente proporcional a su temperatura. El medidor de radiación parcial sólo mide temperaturas de cuerpos que emitan luz. Funcionamiento: A través de los lentes de enfoque y graduación de nitidez se enfoca perfectamente el cuerpo del cual se desea medir la temperatura, tomando en cuenta que forzosamente el cuerpo debe de emitir luz visible. Una vez enfocado el cuerpo se observará la intensidad y color de luz que éste emite y una sombra delgada formada por el filamento que se encuentra entre la imagen y el observador. Gradualmente se gira la perilla de la resistencia variable para permitir que la bombilla incandescente consuma la corriente necesaria para llevar al filamento a la misma intensidad y color de luz emitida por el cuerpo. El filamento poco a poco va tomando la intensidad y color de luz a la del cuerpo que se está midiendo hasta que la intensidad del filamento de la bombilla es idéntica a la intensidad y color de luz emitida por el cuerpo. En éste momento se toma la lectura del amperímetro que se encuentra graduado en unidades de temperatura. La intensidad y el color de la luz del cuerpo es directamente proporcional a su temperatura y como esta intensidad y color son comparados con la intensidad y color del filamento: la intensidad y color de la luz emitida por el filamento es directamente proporcional a la temperatura del cuerpo medido. Al aumentar la temperatura del cuerpo aumenta su intensidad de luz y se gradúa la resistencia hasta que la intensidad de luz del cuerpo y el filamento sean iguales, así al aumentar la luz del cuerpo e igualar la del filamento aumenta la corriente en el amperímetro concluyendo que la temperatura del cuerpo es directamente proporcional a la corriente consumida por la bombilla incandescente.
FIGURA 89.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 263 2009
Aplicaciones: Los pirómetros de radiación parcial se utilizan para mediciones de temperatura sin contacto de cuerpos que emitan luz visible en los rangos de 800 a 3500 ºC. Cabe aclarar que existen otros rangos de medición ya que con un instrumento con éste principio se podría medir la temperatura del sol. Ventajas y desventajas: Ventajas: Desventajas: - Operación y funcionamiento simples. - Sólo mide temperaturas de cuerpos - Medición de temperatura sin contacto. que emitan luz visible. - Mide muy altas temperaturas que - Requiere de energía para su normalmente ni un termopar mediría. operación. - Puede ser portátil. - Inexacto y poco sensible. - Puede permitir la telemetría. Pirómetro de radiación total. El pirómetro de radiación total se compone básicamente de un espejo cóncavo el cual concentra la luz que incide en él hacia un termopar sellado al alto vacío y conectado a un circuito electrónico el cual convierte el milivoltaje generado por el termopar en una indicación de temperatura. Principio de operación: El pirómetro de radiación total utiliza el mismo principio que el pirómetro de radiación parcial que es: la intensidad de luz emitida por un cuerpo es directamente proporcional a su temperatura, sólo que el pirómetro de radiación total mide la temperatura de cuerpos que emiten luz visible e infrarroja, o sea, la no visible.
FIGURA 90.
FIGURA 91.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 264 2009
Funcionamiento: El instrumento se debe de apuntar a una cierta distancia (que determina el fabricante) del objeto del que se desea medir su temperatura. El espejo cóncavo concentra la luz emitida por el cuerpo sobre el termopar que se encuentra encapsulado al alto vacío en una pequeña cápsula de cristal, esto ayudara a que el ambiente no afecte a la medición, además de que algunos cuentan con circuitos de compensación. La luz concentrada sobre el termopar lo calienta generando un mV que es directamente proporcional a la concentración de luz y ésta a su vez a la temperatura del cuerpo. Al aumentar la temperatura aumenta la concentración de luz sobre el termopar y aumenta el mV aumentando la indicación del instrumento, y al disminuir la temperatura del cuerpo disminuye la concentración de luz sobre el termopar y el mV generado baja, bajando la indicación. El pirómetro de radiación total puede medir temperaturas de cuerpos que emita luz visible o infrarroja. Aplicaciones: El pirómetro de radiación total se utiliza para la medición de temperatura sin contacto de cuerpos que emitan luz visible o infrarroja entre los rangos de temperatura de -30 a 2500 ºC. Ventajas y desventajas: Ventajas: Desventajas: - Operación y funcionamiento simples. - Medición de temperatura sin contacto. - Mide muy altas temperaturas que - Se utilizan a una distancia muy corta normalmente ni un termopar mediría. (Sólo en algunas ocasiones). - Puede ser portátil. - Puede permitir la telemetría. - Mide más bajas temperaturas que el pirómetro de radiación parcial. - Mide temperatura de cuerpos que emiten luz visible o infrarroja. - Más sensible que el pirómetro de radiación parcial. - Existen equipos que no requieren de energía ya que el termopar genera su propia energía.
FIGURA 92.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 265 2009
4.- Métodos de medición para la variable nivel. En esta sección se estudiarán las necesidades y métodos para la medición de la variable nivel. Normalmente en todo tipo de industria se manejan una gran diversidad de depósitos con distintos objetivos. La intención de éstos depósitos es almacenar las materias primas que recibe la industria para la elaboración de sus productos, almacenar temporalmente los productos ya elaborados o para ser utilizados directamente en las áreas de producción. Es aquí donde es necesario realizar las diversas mediciones de nivel para los distintos tanques y la gran diversidad de materiales utilizados en las diferentes industrias.
4.1 Definición física del nivel. 4.1.1 ¿Qué es el nivel? El nivel, por definición es, una altura de llenado. Cuando se mide nivel, se está midiendo la longitud de llenado del tanque, lo que significa que las unidades de nivel son exclusivamente unidades de longitud, lo que no es lo mismo decir que un tanque tiene un nivel de 5 metros cúbicos, ya que éstas son unidades de volumen. Cualquier unidad de longitud como metros, centímetros, milímetros, pulgadas, yardas, pies, etc., son unidades de nivel. Si se conoce la altura de llenado, o sea, el nivel, y se conocen las dimensiones del tanque, se puede determinar el volumen contenido. El volumen de contenido de un depósito puede ser determinado por el nivel si se conocen las dimensiones del tanque. 4.1.2 Unidades de nivel. Como ya se comentó, las unidades directas de nivel son las de longitud, ya que el nivel es una altura de llenado, pero, si se conocen las dimensiones del tanque, se puede determinar el volumen y el porcentaje de llenado. Algunas unidades de nivel comúnmente utilizadas son los mm, cm, m, pulg (pulgadas), ft (pies) y yd (yardas). Otras unidades utilizadas derivadas del nivel son cm3, m3, lt, gal y toneles o tambos. Cabe aclarar que existe un método de medición que mide el peso del contenido del tanque para determinar el nivel. Las unidades de peso como los Kg, las lbs o toneladas no son unidades de nivel, pero si se conocen las dimensiones del tanque se puede hacer una correspondencia entre peso y altura de llenado.
FIGURA 93.
FIGURA 94.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 266 2009
4.1.3 Tipos de recipientes. En las áreas podemos encontrar diferentes tipos de recipientes, dependiendo de la aplicación que se les dé. Por ejemplo, existen tanques para el almacenamiento de sólidos, líquidos y gases. Para los líquidos existen tanques de almacenamiento para materias primas y productos terminados, para la misma elaboración del producto como tanques de recirculación, de ajuste, de reacción, para neutralización, de homogenización, de sedimentación, etc. Para los sólidos existen tanques de almacenamiento comúnmente llamados silos y tanques cónicos. Para los gases existen tanques de almacenamiento y de uso continuo de tipo vertical y horizontal de forma cilíndrica con paredes, o fondos y techos abombados.
Tanques verticales:
Tanques Horizontales:
Tanque cil índrico con techo y piso planos.
Tanque cilíndrico con techo plano y piso abombado.
Tanque cilíndrico con techo y piso abombados.
Tanque cilíndrico con fondo cónico.
Tanque tipo sa lchicha. Tanque subterráneo o sisterna.
Distintas formas de tanques. 4.1.4 Importancia del nivel en un proceso. En la mayoría de los procesos se requieren de recipientes, ya sea para el almacenamiento de materias primas, producto terminado o para la misma elaboración. Por ello, es necesario contar con los recipientes que reciban tales materias trayendo consigo la necesidad de conocer el estado del nivel dentro de cada tanque. Conocer el nivel de cada tanque es muy importante ya que es necesario saber cuanto le cabe más o, cuanto le puede sacar en ese momento. Es aquí donde entran los diferentes métodos de medición para la variable nivel.
FIGURA 95.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 267 2009
4.2 Clasificación de los métodos para la medición de la variable nivel. Existen varios métodos e instrumentos que utilizan distintos principios o fenómenos físicos para la medición de nivel. A continuación, se muestra la clasificación de los distintos métodos e instrumentos para la medición de la variable nivel. La clasificación fue hecha en base a los principios de operación de cada método.
Clasificación de los métodos para la medición de nivel
Directos
Indirectos
- Regla graduada
- Tubos y mirillas de vidrio - Flotadores
- Por presión hidrostática - Por cuerpos desplazados - Por cables y galgas dinamométricas - Por capacitancias - Por ultrasonido - Por radiación
- Manómetro - PDT - Por burbujeo
4.2.1 Directos. Los instrumentos agrupados como directos son aquellos que muestran directamente el nivel, o sea, la altura de llenado. Esto significa que los instrumentos muestran directamente la altura de llenado. Por medio de la regla graduada se puede medir el nivel tomando la medida en base a la longitud mojada del mismo líquido en el interior del tanque, a través de los tubos y mirillas de vidrio se puede ver directamente la altura del nivel dentro del depósito y, los flotadores palpan directamente el nivel comunicando los desplazamientos a los indicadores en el exterior. 4.2.2 Indirectos. Los medidores de nivel clasificados como indirectos aplican distintos principios físicos y electrónicos que son directa o inversamente proporcionales a las variaciones del nivel, como lo son la presión hidrostática, los cambios aparentes de peso que recienten los sólidos al sumergirse en un líquido, las variaciones de resistencia de un cable extensométrico al someterlo a una alta presión provocada por el peso del contenido de un tanque, las variaciones de capacitancia a raíz del nivel, las variaciones del tiempo de recorrido de una onda ultrasónica reflejada por el nivel y las variaciones de radiación recibidas por un sensor a raíz de los cambios de nivel.
FIGURA 96.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 268 2009
4.3 Métodos de medición e instrumentos. A continuación se muestran los diferentes métodos para la medición de la variable nivel. Como ya se mencionó, los instrumentos de medición de nivel al igual que los anteriores métodos de medición de variables estudiadas en este capítulo fueron clasificados en base a su principio de operación. 4.3.1 Regla graduada. Descripción: La regla graduada está formada básicamente por una regla graduada en unidades de longitud, volumen o porcentaje, con una longitud igual a la del depósito donde se utilizará. Cuando el fondo del tanque es abombado, debe de acoplarse un tope o marca a la regla para evitar las mediciones erróneas o, en conjunto con la regla graduada, se utiliza un asiento de sonda que se fija en el fondo del tanque donde siempre deberá de asentar la regla graduada. Principio de operación: El principio de operación utilizado por la regla graduada es muy simple, ya que basta con meter la regla en el tanque y ésta se moja, considerando sólo esta característica de que la materia en el interior del depósito debe mojar a la regla graduada. Funcionamiento: El funcionamiento de la regla graduada es muy sencillo, ya que basta con introducir la regla graduada al interior del tanque hasta que toque fondo, enseguida se saca y se toma la medición en la marca que haya dejado el líquido. Cuando el fondo de los tanque es plano la regla graduada se introduce sin ninguna consideración, pero cuando el fondo es abombado se corre el riesgo de que la medición sea errónea, ya que se ha considerado un nivel mínimo para el tanque, y si la regla graduada se introduce por el centro de la parte superior, la regla graduada caerá al centro en el interior del tanque, lo que dará una longitud mayor si se metiera la regla graduada en otro punto ya que el fondo del tanque disminuye cuando la medición se realiza junto a la pared del tanque que cuando se realiza por el centro. Por ello debe de utilizarse un asiento de sonda, sirve para que la regla graduada descanse en ella al realizar
FIGURA 97.
FIGURA 98.
FIGURA 99.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 269 2009
la medición, y sirve de referencia para la altura del nivel mínimo. En lugar del asiento de sonda se puede utilizar un tope en la misma regla graduada para tomarlo como referencia de a qué profundidad debe introducirse la regla. La regla graduada se puede graduar en unidades de longitud, porcentaje (%) o volumen. Aplicaciones: La regla graduada se utiliza en tanques abiertos (que trabajen a presión atmosférica, que no estén herméticamente cerrados en operación normal), para bajos y altos niveles, para tanques que almacenen fluidos no tóxicos ya que el operador está en contacto directo con él. Ventajas y desventajas: Ventajas: Desventajas: - Funcionamiento y operación simples. - Sólo para tanques abiertos. - No requiere energía para su operación. - El operador está en contacto directo - Portátil. con el líquido. - Una regla graduada puede servir para - Requiere de asiento de sonda para varios tanques con las mismas tanques con fondo abombado. dimensiones. - Cuando la regla graduada es muy - Medición directa de nivel. grande se vuelve muy estorbosa. - Económico. - Variedad de líquidos. - En la misma regla se pueden tener Graduadas unidades de longitud, % y volumen.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 270 2009
4.3.2 Tubos y mirillas de vidrio. Descripción: Los tubos y mirillas de vidrio están compuestos de materiales translúcidos (transparentes) conectados por la parte inferior o superior del tanque a través de los cuales se puede observar la altura de llenado del depósito. A menudo los tubos vienen graduados en unidades de longitud o %, y a las mirillas de nivel hay que adaptarles a un costado una escala graduada ya sea en unidades de longitud, % o volumen. Principio de operación: El principio de operación utilizado por los tubos y mirillas de vidrio, es el de vasos comunicantes. Al aumentar el nivel en el interior del tanque, aumenta el nivel en una forma directa y proporcional en el tubo o mirilla de cristal, ya que la presión hidrostática en el interior del tanque se incrementa al aumentar el nivel, por lo que deberá existir una presión hidrostática que compense o equilibre tal presión en el tubo o mirilla comunicado a tal depósito. Cuando la mirilla está empotrada en el tanque al cual se le hizo una ranura para montar sobre ésta la mirilla, no tiene principio de operación, ya que sólo se tiene que observar el nivel a través de éste. Funcionamiento: Cuando se utiliza éste método de medición se perfora el tanque en el fondo y en la parte superior o hasta donde se desee medir el nivel con el tubo o mirilla de vidrio, posteriormente se conectan estas perforaciones hasta el tubo o mirilla de vidrio por medio de tubería roscada o bridada para que posteriormente sean comunicados los cambios de nivel hasta el tubo o mirilla de vidrio. Al ascender el nivel en el tanque, éste es comunicado hasta el tubo o mirilla de vidrio, ascendiendo también por éste. El nivel que se observa en el tubo o mirilla de vidrio es exactamente el mismo que en el interior del tanque. La perforación inferior del tanque es para comunicar los cambios de nivel en el interior del tanque y la perforación superior es para comunicar la presión a la que se encuentra el tanque cuando éste está a presión manométrica o sometido a un vacío, por lo que es importante observar la posición de las válvulas de paso que se encuentran después de las tomas al tanque, ya que si se encuentra una cerrada las variaciones de nivel no serán comunicadas al tubo o mirilla de vidrio, y la medición que se observe no será la real.
FIGURA 101.
FIGURA 100.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 271 2009
Aplicaciones: Los tubos de vidrio se utilizan para la medición directa de nivel en tanques abiertos y cerrados, para líquidos que no cristalicen sobre el cristal, en tanques que se manejen a baja presión y para niveles no mayores de 2 m de altura. Las mirillas de vidrio se pueden empotrar en los tanques siempre y cuando la ranura del tanque no exceda 1 m y el tanque no se encuentre sometido a grandes presiones, ya que de lo contrario se debe hacer un montaje de toma superior e inferior en el tanque e irse acoplando por tubería las mirillas hasta dar la altura deseada. Las mirillas de vidrio se utilizan para mediciones de nivel en tanques abiertos y cerrados, para pequeñas y grandes alturas, en tanques sometidos a altas y bajas presiones y para líquidos que no cristalicen sobre el cristal. Ventajas y desventajas:
Ventajas: Desventajas: - Operación y funcionamiento simples. - No se debe ni puede utilizar para - No requiere de energía para su operación. líquidos corrosivos. - Es una medición directa de nivel. - El cristal es frágil, sobre todo en - Para bajos niveles (tubos de vidrio). los tubos de vidrio. - Para altos niveles (mirillas de cristal). - Se acumulan minerales o - Para tanques sometidos a altas presiones. sedimentos del producto (mirillas de cristal). sobre el cristal.
FIGURA 102.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 272 2009
4.3.3 Flotadores. Descripción: El método de medición de nivel por flotadores se compone básicamente de un elemento que palpa directamente el nivel del tanque y que es de menor densidad que el líquido. El elemento flotador transmite sus desplazamientos hasta un sistema de indicación por medio de una cuerda o cable, el cual, a través de un sistema mecánico o electrónico, convierte los desplazamientos del nivel en una indicación que puede estar en unidades de longitud, % o volumen. Principio de operación: El principio de operación utilizado por el medidor por flotadores es el de diferencia de densidades, ya que una sustancia de menor densidad que otra tiende a flotar. En éste caso el flotador es el cuerpo de menor densidad comparado con el líquido manejado en el interior del tanque, de ésta forma, las variaciones del nivel son seguidas por el flotador. Funcionamiento: Existen diferentes fabricaciones de un medidor de nivel por flotador, pero todas trabajan igual. La parte esencial de una medición por flotador es el flotador, éste debe ser plano o en forma de óvalo, y lógicamente más ligero que el líquido, o sea, de menor densidad. El flotador se encuentra comunicado con un mecanismo electromecánico por medio de una cinta o cable. El mecanismo electromecánico es el encargado de convertir los desplazamientos del flotador comunicados a éste en una indicación de nivel, que en ciertos casos podría incluir el envío de una señal normalizada electrónica hasta un cuarto de control. Al subir el nivel, el flotador se desplaza con éste, comunicando el desplazamiento hasta el indicador electromecánico por medio de la cuerda o cable. Así, al aumentar el nivel en el tanque, aumenta el desplazamiento de la cuerda, ésta se enrolla en el mecanismo y aumenta la indicación y, al bajar el nivel, el peso del flotador desenreda la cuerda del mecanismo y baja la indicación. Este sistema de medición sólo puede utilizarse en tanques abiertos ya que la presión o vacío de un tanque se puede escapar o entrar por medio del acoplamiento al tanque y mecanismos del indicador
FIGURA 103.
FIGURA 104.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 273 2009
electromecánico. Por ello, se ha realizado una modificación en el sistema de medición de nivel por frotador tipo cinta enrollable, ya que se ha realizado un acoplamiento magnético entre el flotador y la cinta que une al flotador con el indicador electromecánico para evitar tal problema. La modificación fue darle una forma anular (en forma de dona) al flotador y que además tuviera un imán permanente en su interior igualmente de forma anular. El flotador se desplazaría a lo largo de un tubo de material amagnético (no magnético) herméticamente cerrado con respecto al interior del tanque. En el interior del tubo se suspende de la cinta enrollable un segundo imán permanente que se acopla magnéticamente con el imán anular en el interior del flotador. Así, al aumentar el nivel en el tanque, el flotador se desplaza con éste y, como el imán permanente en el interior del flotador se encuentra acoplado magnéticamente con el segundo imán permanente en el interior del tubo, al subir el flotador arrastra al imán en el interior del tubo, se enreda la cinta en el mecanismo y aumenta la indicación y, al disminuir el nivel, baja el flotador arrastrando con él al imán en el interior del tubo, jalando la cuerda y desenredándose del mecanismo, provocando con ello un decremento en la indicación. De ésta manera se puede medir nivel en un tanque cerrado por medio de un sistema por flotador. Aplicaciones: Los sistemas por flotador tipo cinta enrollable se pueden utilizar para la medición de niveles sólo en tanques abiertos, con líquidos que no dejen residuos sobre el flotador, ya que de lo contrario variaría su densidad y con ello la medición, es aplicable para niveles superiores a los 3 metros, ya que no se utiliza para bajos niveles. Los sistemas por flotador tipo cinta enrollable por acoplamiento magnético, se pueden utilizar en tanques abiertos y cerrados y tienen las mismas aplicaciones que el anterior. Ventajas y desventajas: Ventajas: Desventajas: - Funcionamiento y operación simples. - Costosos. - Medición directa de nivel. - Requieren de frecuente mantenimiento. - Para tanques abiertos y cerrados. - Frecuentemente el producto deja residuos sobre el flotador. - Robusto. - Cuando el indicador es electromecánico se vuelve complejo.
FIGURA 105.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 274 2009
4.3.4 Por presión hidrostática. Los métodos e instrumentos que a continuación se estudiarán miden nivel por diversos principios físicos o electrónicos que son proporcionales a éste. En los métodos anteriormente estudiados, los instrumentos mostraban o palpaban directamente el nivel del tanque, por lo que fueron clasificados como métodos de medición directos, pero los que ahora se estudiarán son fenómenos físicos que son provocados por las variaciones del nivel, realizándose una medición indirecta de nivel, lo que significa que éstos instrumentos no miden la altura de llenado de un tanque directamente, sino que lo miden por medio de otras variables como una variación de presión hidrostática, por aparentes variaciones de peso, por variaciones de resistencia a causa de una deformación provocada por una variación de presión siendo ésta a su vez dependiente de una fuerza provocada por el peso del contenido del tanque, por variaciones de capacitancias, por la variación del tiempo recorrido por una onda ultrasónica y por las variaciones de una intensidad de radiación, siendo todas éstas manifestaciones físicas dependientes indirectamente de las variaciones del nivel. Por ello, los métodos de medición de nivel indirectos fueron catalogados de tal manera, ya que para poder medir nivel es necesario medir primero otras variables para que posteriormente sean interpretadas como una variación de nivel. En ésta clasificación se encuentra un grupo de instrumentos los cuales miden nivel en base a las variaciones de la presión hidrostática en el fondo del tanque. Este método de medición se encuentra subdividido en tres métodos que aplican el mismo principio de operación, sólo que de diferente forma para distintos casos de medición, como a continuación serán planteados. Los tres métodos de los que hablamos son: - Medición de nivel por manómetro. - Medición de nivel por transmisor de presión diferencial (PDT). - Medición de nivel por burbujeo. Cabe aclarar que algunos de estos métodos se pueden utilizar en tanque cerrados (tanques sometidos a presión) y otros no, por lo que se especificará en cada caso.
FIGURA 106.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 275 2009
Medición de nivel por presión hidrostática por medio de un manómetro (sólo para tanques abiertos). Descripción: El método de medición por manómetro se compone básicamente de un instrumento indicador de presión del tipo mecánico - elástico (que normalmente es un diafragma o un Bourdon) montado en el tanque a la altura del nivel mínimo y específicamente seleccionado y calibrado para la densidad del líquido contenido y las dimensiones del tanque que lo utiliza. Este instrumento puede mostrar en su carátula unidades de longitud, volumen, porcentaje y en contados casos presión. Principio de operación: El principio de operación utilizado por éste método es el de la presión hidrostática, generada por el peso de una columna líquida. La presión hidrostática depende directamente de la altura y de la densidad de un líquido, sin importar la forma del recipiente sino sólo y exclusivamente la altura y la densidad del líquido. Esto significa que si aumenta la densidad de un líquido aumentará la presión generada o, si aumenta la altura o columna líquida, aumenta en forma directa y proporcional la presión hidrostática generada. Por ejemplo si se tiene una columna o altura de 1 m de agua, la presión que ésta genere será menor a la presión que generaría 1 m de columna de mercurio, ya que la densidad del agua es 1 gr/cm3 y la del mercurio es de 13.6 gr/cm3 o, si se tiene la misma columna de 1 m de agua y ésta por alguna causa aumenta a 1.5 m ó 2 m, la presión generada será mayor en un 50 o 100 % respectivamente. Por ello, al aumentar el nivel de llenado en un tanque, aumenta la presión hidrostática en el fondo del mismo. En la mayoría de los casos en la industria, se tiene que siempre se almacena el mismo líquido en un tanque, por lo que la densidad se mantiene constante y sólo varía la altura de llenado, por lo que la presión hidrostática sólo depende de la altura de llenado. Funcionamiento: El funcionamiento de éste método de medición es muy simple, ya que depende directamente de la altura de llenado del recipiente. En la mayoría de los tanques donde se utiliza éste método de medición se almacenan líquidos de los que no varía su densidad ya que siempre en él se almacena la misma materia prima o el mismo producto, manteniéndose siempre la misma densidad del líquido. Es importante aclarar que el instrumento que se está utilizando en un tanque no puede utilizarse en otro a menos que éste segundo tanque almacene el mismo líquido con la misma densidad, y además, debe tener las mismas dimensiones que el primero, ya que si se recuerda, en la descripción se especificó que el instrumento se selecciona y calibra en base al rango de medición, y esto está determinado por la altura del nivel a medir y la densidad del líquido
P ATM
L min
L max
FIGURA 107.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 276 2009
contenido. Esto significa que si se tiene un manómetro que mide en un tanque una altura de 3 m y que dicho tanque contiene un producto de densidad 3.5 gr/cm3, éste instrumento de medición se podrá utilizar en otro tanque que almacene el mismo líquido y que mida la misma altura de llenado, ya que si se utiliza en un tanque con una altura mayor (de 4 m por ejemplo), el instrumento de medición trabajará en sobrerango y esto podría afectarle y perdería su calibración, o si manejara otra densidad, no correspondería la indicación del manómetro con la situación real del nivel en el interior.
En el tanque, el instrumento se monta a la altura del nivel mínimo, en donde se desee que inicie la medición de nivel. En el momento que el tanque se empiece a llenar, aumentará el nivel en su interior hasta que el líquido llegue a la toma de presión. En éste momento el instrumento empezará a medir la presión generada por el peso del líquido (presión hidrostática) que se encuentre por arriba de ésta toma. Al ir aumentando el nivel, aumentará de una forma directa y proporcional la presión hidrostática. Como se muestra el indicador, mostrará una presión de cero cuando el líquido se encuentre exactamente en la toma de presión o por debajo de ésta, lo que equivaldría al cero % de llenado, cuando el nivel se encuentre por arriba de la toma de presión, a la mitad de lo que es el rango de calibración del manómetro, el instrumento mostrará una indicación del 50 %, y por último, el manómetro mostrará el 100 % de indicación cuando la presión generada por la columna líquida alcance la máxima presión de calibración del rango del manómetro. Así pues, al aumentar el nivel aumenta la presión hidrostática la cual es medida por un manómetro previamente seleccionado y calibrado en base al líquido y altura del tanque manejados y convertida en una indicación. Al aumentar el nivel, aumenta la presión hidrostática y aumenta la indicación y, al disminuir el nivel, disminuye la presión hidrostática y disminuye la indicación. La presión hidrostática es directamente proporcional a la altura de llenado del tanque, o sea, al nivel. Como se mencionó, el instrumento que mide e indica el nivel, debe ser calibrado y graduado para la densidad del líquido que contiene y para las dimensiones del tanque que lo almacena, ya que aunque un segundo tanque maneje el mismo líquido tal vez no posea la misma altura. La indicación del manómetro de 0 a 100 % está determinada por el rango previamente calibrado en el manómetro. Es importante también aclarar que éste sistema de medición sólo puede utilizarse en recipientes abiertos, ya que si la medición se realizará en un tanque cerrado sometido a una presión o vacío, el indicador mostraría un nivel igual a la suma de la presión hidrostática más la presión que se encuentra sobre la superficie del líquido. Si se requiere de una medición de nivel por presión hidrostática para un tanque cerrado, será necesario realizarla por medio de presión diferencial como más adelante se estudiará.
0%
50 %
100 % 0%
50 %
100 %
0%
50 %
100 % 0%
50 %
100 %
0%
50 %
100 % 0%
50 %
100 %
FIGURA 108.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 277 2009
Aplicaciones: Esté método de medición se utiliza para la medición de nivel exclusivamente en tanque abiertos, para niveles no menores de 2 m, y sólo para líquidos que no solidifique en el interior del Bourdon o sobre la superficie del diafragma, ya que esto le resta flexibilidad, y con ello errores de medición. Ventajas y desventajas: Ventajas: Desventajas: - Funcionamiento y operación simples. - Sólo para tanques abiertos. - No requiere de energía para su operación. - Descalibrable por vibración. - Ocupa poco espacio. - Solo se puede utilizar para un líquido - Buena precisión. y una dimensión de tanque en especial. - Le afectan los sobrerangos de presión. - No mide niveles pequeños. - Sólo para líquidos.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 278 2009
Medición de nivel por presión hidrostática por medio de un convertidor de medición. (Para tanques abiertos). Descripción: Este método se compone de un convertidor de medición electrónica o neumático montado a la altura del nivel mínimo, calibrado en base a la altura a medir y la densidad del líquido contenido. La señal del convertidor de medición es enviada hasta un instrumento (como un controlador, registrador, indicador, tarjeta electrónica, etc.) montado en el área de atrás del tablero o en el tablero principal dentro de un cuarto de control, donde la señal es procesada para darle el tratamiento adecuado según las condiciones del proceso establecidas.
Principio de operación: Este método de medición al igual que el de manómetro, miden nivel indirectamente, ya que lo hacen a través de la presión hidrostática generada a raíz del peso de la columna del líquido contenido en el tanque. Así pues, la presión hidrostática es igual a: PHIDR = h · ρρρρ. En el método de medición de nivel por manómetro se utiliza un instrumento de tipo indicación local, lo que significa que realiza la indicación en el lugar de la medición, sin la posibilidad de enviar tal medición a algún otro lado. En éste caso se utiliza un convertidor de medición, el cual tiene la posibilidad de dar una indicación local y realizar una transmisión de la medición hasta un cuarto de control en forma de señal normalizada, para que en éste lugar la señal sea recibida y procesada por diversos instrumentos. La función del convertidor de medición es realizar la conversión de una magnitud física (variable) a una señal normalizada neumática o electrónica. La relación de cambio entre la variable y la señal normalizada que se utilice está determinada por el rango de calibración que se le haya establecido al convertidor de medición, el cual puede restablecerse a distintos rangos cuantas veces sea necesario, siempre y cuando el nuevo rango a calibrar esté dentro del rango de operación del convertidor de medición.
FIGURA 109.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 279 2009
Funcionamiento: Al igual que el método de medición por manómetro, el convertidor debe ser previamente seleccionado en base al rango de medición que manejará y al ambiente que será expuesto. El convertidor de medición debe ser calibrado en un taller de calibración por medio de un equipo de calibración tipo patrón, para asegurar la relación entre la variable (rango de medición) y la señal normalizada enviada hasta el cuarto de control. Una vez calibrado el convertidor de medición se monta en el tanque a la altura del nivel mínimo, donde se desea que inicie la medición del nivel. Cuando el nivel sobrepase la toma de medición del convertidor, un diafragma corrugado sensa los cambios de presión sobre su superficie, los cuales son comunicados en forma de fuerza hasta un sistema de equilibrio de fuerzas neumático localizado en la parte superior del convertidor de medición. Así, al aumentar la presión hidrostática sobre la superficie del diafragma, aumenta la fuerza generada que es comunicada hasta el cabezal de conversión neumático, el cual genera una señal normalizada de 0.2 - 1.0 bar ó 3 - 15 PSI que es directamente proporcional a la presión hidrostática. Al aumentar el nivel, aumenta la presión hidrostática y la señal normalizada aumenta y, al disminuir el nivel, disminuye la presión hidrostática y con ella la señal normalizada. La señal normalizada que envía el convertidor de medición hacia el cuarto de control es directamente proporcional a la presión hidrostática medida. Recuerde que la relación entre la variable medida y la señal normalizada la determina la calibración del convertidor de medición que se ha realizado previamente en el taller de calibración. En algunos casos no es posible montar el convertidor de medición a la altura del nivel mínimo, por problemas de espacio para el montaje, por lo que el convertidor de medición se debe montar por debajo del nivel mínimo, lo que ocasiona el problema de que el convertidor de medición mide un nivel mayor al deseado, ya que sobre el diafragma se genera una presión hidrostática extra, que es la que se encuentra en la toma de medición del convertidor hasta la toma del nivel mínimo en el tanque.
FIGURA 110.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 280 2009
Cuando existe éste problema, es necesario realizar una compensación de la presión extra que genera la columna líquida al realizar la calibración del convertidor de medición. A ésta calibración se le llama: calibración con elevación de cero o calibración de cero elevado, ya que el convertidor de medición deberá enviar una señal igual al 0% (0.2 bar) cuando exista una presión hidrostática igual a la que se genera de la toma del convertidor
de medición hasta la toma en el tanque. De ésta forma, cuando es necesario montar el convertidor de medición por debajo del nivel mínimo (donde inicia la medición de nivel) basta con hacer un montaje con su respectiva calibración de cero elevado para solucionar el problema, y funciona perfectamente si se realiza de forma adecuada.
Aplicaciones: Este método de medición se utiliza para rangos de 200 mm columna de agua hasta 10000 mm de columna de agua. Es aplicable para cualquier líquido, sólo hay que cuidar que el sensor del convertidor de medición (un diafragma por ejemplo) soporte la agresividad del líquido. Sólo puede utilizarse para tanques abiertos. Ventajas y desventajas: Ventajas: Desventajas: - Funcionamiento y operación simples. - Sólo para tanques abiertos. - Permite la telemetría. - Descalibrable por vibración. - Ocupa poco espacio. - Solo para líquidos. - Buena precisión. - No mide rangos por debajo de - Recalibrable para diferentes rangos. los 20 cm de columna de agua. - No le afectan los sobrerangos. - La misma calibración no sirve para - Se puede montar por debajo del nivel otros líquidos, por lo que el mismo mínimo por medio de un montaje de tanque no se puede llenar con otro cero elevado. líquido.
P
Señal normalizada de 0.2 - 1.0 bar
P ATM
L min
L max
Hay que compensar la presión que genera la columna líquida que se encuentra el interior de éste tubo.
FIGURA 111.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 281 2009
Medición de nivel por presión hidrostática por medio de un convertidor de medición. (Para tanques cerrados). Como se puede observar en los dos métodos de medición anteriores, muestran el problema de sólo realizar la medición de nivel en tanques abiertos. A continuación se estudiará el método de medición de nivel por presión hidrostática para tanques cerrados (sometidos a presión o vacío). Descripción: Este método de medición se compone básicamente de un convertidor de medición para presión diferencial montado a la altura del nivel mínimo, que es donde se desea que inicie la medición y conectado al tanque por medio de sus dos tomas: la de alta conectada en la parte inferior y la de baja en la parte superior. Principio de operación: El principio de operación utilizado por este método de medición es el de la presión hidrostática, al igual que los dos métodos anteriores, sólo que en esta ocasión es para tanques cerrados y se debe de utilizar un convertidor de presión diferencial. Cabe aclarar que en el caso anterior el convertidor de medición también puede ser un convertidor de medición para presión diferencial, basta con exponer la toma baja del convertidor de medición a la presión atmosférica, ya que la superficie del líquido se encuentra expuesta a la misma presión, y la toma de alta a la presión hidrostática. Un convertidor de presión diferencial realiza una resta de las presiones que se encuentran en su toma de alta y de baja de la siguiente forma:
PT = PH - PL Donde: PT es la presión total o resultante. PH es la presión en la toma de alta del convertidor de medición. PL es la presión en la toma de baja del convertidor de medición.
FIGURA 112.
FIGURA 113.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 282 2009
De ésta forma el convertidor resta la presión que se encuentra en la toma de baja (L) a la presión que se encuentra en la toma de alta (H), convirtiendo el resultado a una señal normalizada neumática o electrónica proporcional a la diferencia de presiones entre las tomas. Por ejemplo, si se tiene un convertidor de medición para presión diferencial neumático, que maneja la señal normalizada de 0.2 - 1.0 bar y se encuentra calibrado para un rango de medición de 0 - 2 bar, se tiene que: si existe una presión de 1.8 bar en la toma de alta y una presión de 0.8 bar en la toma de baja, el resultado final de la diferencia entre éstas dos presiones sería 1 bar, resultado que es convertido a una señal normalizada de 0.6 bar, que es el 50% de la señal normalizada de 0.2 - 1.0 bar, ya que 1 bar es el 50% del rango de calibración del convertidor de medición, y éste fue el resultado de la diferencia entre las presiones. Utilizando este principio, un convertidor de medición para presión diferencial montado en un tanque, siempre recibirá una presión mayor en la toma de alta que en la de baja, ya que en la toma de alta siempre existirá la presión extra de la columna de líquido, que es el nivel a medir; y en la toma de baja sólo existirá la presión ejercida por el gas, que es la presión que se encuentra sobre la superficie del líquido. Funcionamiento: En la toma de alta del convertidor de medición, se genera una presión igual a la suma de la presión hidrostática y la presión del gas que se encuentra sobre la superficie del líquido y, en la toma de baja se genera sólo la presión del gas que se encuentra en la superficie del líquido, presión que es comunicada hasta ésta toma por medio de una tubería conectada a la parte superior del tanque. El problema principal es que sólo deseamos medir la presión hidrostática en el fondo del tanque, siendo que en realidad se está midiendo la presión hidrostática deseada más la presión del gas que se encuentra sobre su superficie, lo que provoca un error en la medición porque, suponiendo que el tanque se encontrará totalmente vacío, existiría la presión del gas, que sería medida por el convertidor de medición y esto se traduciría como una presencia de líquido. La situación ideal sería que tal presión de gas fuera restada de la presión medida en la toma de alta. Por ello es que se utiliza la toma de baja, ya que en ésta se encuentra solamente la presión que se desea restar a la presión medida en la toma de alta. Así, internamente el convertidor de medición realiza la resta de la presión que se encuentra en la toma de alta menos la presión que se encuentre en la toma de baja, logrando con esto sólo considerar la presión hidrostática. Una vez realizada la resta de las dos presiones, el valor resultante es convertido a una señal normalizada neumática o electrónica para ser enviada hasta el cuarto de control. De ésta forma, al existir un nivel por debajo de la toma de presión de alta, la presión medida en ésta toma sería igual a la presión del gas, y como es la misma presión que se está midiendo en la toma de baja, el resultado entre la diferencia de éstas dos presiones sería 0, por lo que el convertidor enviaría una señal normalizada del 0%, o sea, 0.2 bar para un convertidor de medición neumático o, 4 mA para uno electrónico. Si por el contrario existiera una altura de líquido de 200 mm por arriba de la toma de alta, a tal presión se le restaría la presión de la toma de baja que es la presión de gas que también se está generando sobre la superficie del líquido, lo que daría por resultado la anulación de la presión del gas y sólo mediría la presión hidrostática de 200 mm del líquido contenido.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 283 2009
Existe un problema en éste método de medición. Para que funcione como hasta ahora se ha explicado es necesario que sólo la presión de gas esté presente en la toma de baja, lo que normalmente no es así, ya que en la práctica se tiene que una pequeña cantidad de vapor que desprende el líquido sube hasta la toma de la tubería de la toma de baja presión y se condensa en ella, provocando que poco a poco se valla llenando de líquido, y con ello se genera una presión extra, provocada por la columna del líquido condensado que se ha acumulado a lo largo de la tubería. Esta columna de líquido afecta bastante a la medición, ya que al realizar la resta de la presión de la toma alta menos la presión de la toma de baja, el resultado lleva un valor menor al que debería tener, ya que se le ha restado de más la presión hidrostática que se ha generado por la acumulación de condensados en la tubería de la toma de baja presión. Para solucionar éste problema se ha optado por poner una válvula de drenado por debajo de la toma de baja presión del convertidor de medición, para que por medio de ésta válvula sea evacuado el líquido acumulado en la tubería y no afecte a la medición. Esto se vuelve un tanto molesto y sobre todo poco funcional, ya que en ocasiones el personal encargado de realizar ésta labor se olvida de evacuar los condensados lo que ocasiona que continuamente el área de producción se queje de indicaciones incorrectas en sus instrumentos. Por ello, en ocasiones se tiene un depósito de mayor capacidad entre la válvula de drenado y la toma de baja presión del convertidor de medición, con la intención de que el drenado de los condensados no sea tan frecuente. Pero esto todavía resulta poco funcional, por lo que también se ha optado por inyectar continuamente una corriente de gas a través de la tubería de baja presión, con la intención de que éste flujo continuo evite la entrada de condensados.
PH = PHIDR + PN2 PL = PN2
PT = PH –PL PH = PHIDR + PN2 PL = PN2 Sustituyendo: PT = PHIDR + PN2 – PN2 PT = PHIDR + PN2 – PN2 PT = PHIDR Donde: PT = Presión total o resultante PH = Presión en la toma de alta PL = Presión en la toma de baja PHIDR = Presión hidrostática PN2 = Presión de gas generada sobre la superficie del Líquido .
FIGURA 114.
FIGURA 115.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 284 2009
Como se puede observar, el depósito antes de la válvula de drenado se ha dejado, con la intención de que en el supuesto caso de que se llegase a condensar algún líquido en la tubería, éste se almacene en el depósito y no afecte a la medición. El continuo flujo de gas es controlado por un rotámetro en el cual se determina el flujo de gas en metros cúbicos por hora, para evitar el consumo excesivo de gas, como el nitrógeno que es muy caro. Este gas que entra continuamente al tanque se utiliza también para mantener presurizado el tanque, cuando el proceso así lo requiere. Otro tipo de montaje que utiliza un convertidor de medición para presión diferencial con capilares de extensión. Estos capilares conectan las tomas del tanque donde se encuentran montados los sensores que son dos diafragmas corrugados a las celdas de medición de alta y baja presión en el convertidor de medición. Los capilares se encuentran herméticamente cerrados y llenos de un aceite silicón, para comunicar los cambios de presión medidos por los diafragmas en el tanque hasta los diafragmas en las celdas de medición dentro del convertidor de medición. Con éste tipo de montaje se evitan los problemas de los condensados, además de aislar los diafragmas de las celdas de medición del convertidor de medición del ambiente agresivo que existiera en el tanque. Este tipo de convertidor de medición viene con los capilares desde fábrica, por lo que una fuga del silicón lo estropearía. En el montaje sólo hay que considerar las columnas provocadas por el líquido silicón como lo especifique el fabricante. En todos los montajes para la medición de nivel con transmisor de presión diferencial para tanques cerrados sometidos a presión es posible realizar la calibración con cero elevado. Aplicaciones: Este método de medición se utiliza para rangos de 200 mm columna de agua hasta 10 000 mm de columna de agua. Es aplicable para cualquier líquido, solo hay que cuidar que el sensor del convertidor de medición (un diafragma por ejemplo) soporte la agresividad del líquido. Este método se puede utilizar en tanques cerrados sometidos a presión o vacío.
FIGURA 116.
FIGURA 117.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 285 2009
Ventajas y desventajas: Ventajas: Desventajas: - Funcionamiento y operación simples. - Permite la telemetría. - Descalibrable por vibración. - Ocupa poco espacio. - Solo para líquidos. - Buena precisión. - No mide rangos por debajo de - Recalibrable para diferentes rangos. los 20 cm de columna de agua. - No le afectan los sobrerangos. - La misma calibración no sirve para - Se puede montar por debajo del nivel otros líquidos, por lo que el mismo mínimo por medio de un montaje de tanque no se puede llenar con otro cero elevado. líquido. - Se puede utilizar en tanques cerrados.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 286 2009
4.3.5 Por burbujeo. A continuación se mostrará el método de medición de nivel utilizado cuando no es posible realizar la medición de presión hidrostática por debajo del tanque, ya que éste es de cristal o se encuentra enterrado, como en el caso de una cisterna. Descripción: Este método de medición se compone básicamente de un tubo de inmersión que se introduce en el tanque o depósito de líquido hasta que el extremo abierto llegue a la altura del nivel mínimo, donde se desea que inicie la medición. El otro extremo del tubo se conecta al instrumento medidor (el cual puede ser un manómetro o un convertidor de medición) y a un rotámetro, que es el que regula la corriente de gas que circula a través del tubo de inmersión. Principio de operación: Este método utiliza la medición de nivel por presión hidrostática, sólo que el sensor de presión no palpa directamente la columna líquida, si no que lo hace por medio de los cambios de presión en la corriente de gas que circula a través del tubo de inmersión. Al aumentar la columna de líquido por arriba de la boquilla del tubo de inmersión, aumenta proporcionalmente la presión de gas en el interior del tubo de inmersión, por lo que la presión hidrostática es igual a la presión de gas en el interior del tubo. La principal diferencia con los métodos anteriores es que el sensor, como el diafragma por ejemplo, no se encuentra en contacto directo con el líquido, ya que la medición de presión se hace en base a los cambios de presión que detecta el instrumento sensor en la corriente de gas que circula a través del tubo de inmersión, los cuales son directamente proporcionales a la presión hidrostática, y como la presión de un gas es la misma en cualquier punto del recipiente que lo contiene (el tubo de inmersión en este caso) el sensor de presión puede montarse en cualquier punto, donde resulte más conveniente, y no necesariamente a la altura del nivel mínimo como en los casos anteriores. Funcionamiento:
0 %
5 0 %
1 0 0 %
0 %
5 0 %
1 0 0 %
G a s
0 %
5 0 %
1 0 0 %
0 %
5 0 %
1 0 0 %
G a s 0 %
5 0 %
1 0 0 %
0 %
5 0 %
1 0 0 %
G a s
FIGURA 118.
FIGURA 119.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 287 2009
Este método de medición se utiliza cuando no es posible montar el manómetro o convertidor de medición a la altura del nivel mínimo ya sea porque el tanque no tiene la toma y no es posible realizar perforación alguna ya que el tanque es vidriado, o porque el tanque se encuentra enterrado, como es el caso de las cisternas. Ya sea por cualquiera de éstos casos o alguna otra razón en particular, éste método de medición permite que el instrumento que realiza la medición sea montado a la altura que se desee, ya que la medición la realiza a través de la variación de presión del gas que circula a través del tubo de inmersión. Cuando el nivel se encuentra a la altura del nivel mínimo (que es la posición de la boquilla del tubo de inmersión) o por debajo de éste, el aire que circula a través del tubo de inmersión sale sin dificultad alguna, ya que no hay nada que obstruya su paso, pero al ir aumentando progresivamente el nivel, la presión hidrostática generada por el peso del líquido, obstruye el paso del gas, generando un incremento de presión en el interior del tubo igual al incremento de la presión hidrostática en la boquilla. Queda claro que el incremento en la presión hidrostática no impide el paso de aire, sino que sólo dificulta su salida, por lo que sólo incrementa la presión del gas que sigue saliendo del tubo, generando unas pequeñas burbujas de gas sobre la superficie del líquido, de ahí su nombre. Cuando el nivel llega a su máxima altura, se genera la mayor presión hidrostática, la que es igualada en el interior del tubo por la presión del gas. De ésta forma las variaciones de la presión hidrostática a partir de la boquilla del tubo de inmersión, son seguidas o igualadas por la presión del gas en el interior del tubo. Este método también se puede utilizar para la medición de nivel en tanques cerrados sometidos a presión. Al igual que en los métodos anteriores, hay que utilizar un convertidor de medición para presión diferencial, del cual hay que conectar la toma de baja (L) a la presión que se encuentra sobre la superficie del líquido, y la toma de alta presión al tubo de inmersión. Recuérdese que para que la señal normalizada que envía el convertidor de medición hasta el cuarto de control coincida con el nivel real en el tanque, es necesario calibrar el convertidor de medición a la altura y densidad de líquido manejados. Queda claro que para que el método de medición por burbujeo para tanques cerrados funcione es necesario que la presión de gas antes del rotámetro sea mayor a la presión en el interior del tanque, ya que de lo contrario se correría el riesgo de que el líquido entrará al tubo de inmersión y subiera hasta que el líquido se integrara a la línea de suministro de gas. Esto normalmente no sucede, ya que los rotámetros utilizados para controlar el flujo de gas poseen un dispositivo que cuando la presión a su salida es mayor a la de entrada, éste se cierra e impide el regreso del gas.
0%
50 %
100 %
Gas
PD L
H
FIGURA 120.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 288 2009
Aplicaciones: Este método de medición se utiliza para rangos de 200 mm columna de agua hasta 10 000 mm de columna de agua. No es aplicable para líquidos de alta viscosidad, ya que las burbujas que se formaran en la boquilla del tubo de inmersión no se desprenderían rápidamente y existiría una oscilación continua en la medición. Este método se puede utilizar en tanques abiertos o cerrados sometidos a presión. Ventajas y desventajas: Ventajas: Desventajas: - Funcionamiento y operación simples. - Descalibrable por vibración. - Permite la telemetría. - Sólo para líquidos. - Ocupa poco espacio. - No mide rangos por debajo de - Buena precisión. los 20 cm de columna de agua. - Recalibrable para diferentes rangos. - La misma calibración no sirve para - No le afectan los sobrerangos. otros líquidos, por lo que el mismo - Se puede utilizar en tanques cerrados tanque no se puede llenar con otro y abiertos. líquido. - El sensor se puede montar en la posición - No mide nivel de líquidos de alta que más convenga, no necesariamente a viscosidad. la altura del nivel mínimo. - Gasta mucho gas, y si utiliza nitrógeno se vuelve costoso.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 289 2009
4.3.6 Por cuerpos desplazados. Descripción: Este método de medición se compone básicamente de un cuerpo cilíndrico de metal de una longitud igual a la del nivel que se desea medir. El cilindro en el interior del tanque se encuentra suspendido de una cadena, la cual a su vez se encuentra sujetada a un brazo de palanca que se acopla mecánicamente hasta el interior de un convertidor de medición neumático o electrónico, el cual convierte los cambios de peso aparentes que sufre el cuerpo cilíndrico a una señal normalizada proporcional a dichos cambios.
Principio de operación: Este método de medición funciona en base al principio de Arquímedes el cual dice que: Todo cuerpo sumergido en un fluido resiente una fuerza ascendente igual al peso del volumen desalojado. Lo que significa que al sumergirse un cuerpo en un líquido, el cuerpo será empujado hacia arriba por el líquido, con una fuerza igual al peso de la cantidad de líquido que se evacuó al introducir el cuerpo.
Como se muestra, si se sumerge totalmente en agua un cilindro de aluminio con un volumen de 1 lt, se tiene que la cantidad de agua desalojada o desplazada al introducir totalmente el cilindro es de 1 lt y, como el agua tiene una densidad de 1 gr/cm3, el empuje ascendente es de 1 kg, ya que eso es lo que pesa 1 lt de agua. Ahora bien, 1 lt de aluminio tiene un peso de 2.7 kg, ya que su densidad es de 2.7 gr/cm3, por lo que existe una fuerza de 2.7 kg que actúa verticalmente hacia abajo, provocada por el peso del cilindro; y por el otro lado tenemos una segunda fuerza de 1.0 kg que actúa verticalmente hacia arriba, ésta provocada por el empuje ascendente del peso del volumen de agua desalojada. Pues bien, 2.7 kg hacia abajo y 1.0 kg hacia arriba; y como las fuerzas son totalmente opuestas, se restan, por lo que el resultado o fuerza resultante sería de 1.7 kg hacia abajo, por lo que el cilindro de aluminio sólo pesa 1.7 kg cuando se encuentra totalmente sumergido en agua. Como se puede deducir de este análisis, el cilindro aparentemente pierde peso al introducirse en el agua, ya que el empuje ascendente es directamente proporcional a la cantidad de volumen que se sumerja el cilindro, además de
FIGURA 121.
FIGURA 122.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 290 2009
que al ser mayor la fuerza por peso que la fuerza ascendente, el cuerpo sumergido se hunde. En éste método de medición, no se introduce y se extrae el cilindro para determinar el nivel del tanque, si no que el cilindro permanece fijo, suspendido en el interior del tanque, por lo que el nivel se mide en base a los cambios de peso aparentes que sufre el cilindro al variar el nivel del líquido. Funcionamiento: Cuando el tanque se encuentra vacío o por debajo del cuerpo cilíndrico, el convertidor de medición detecta el peso total (peso muerto) del cuerpo cilíndrico, por lo que envía una señal normalizada mínima, de 0.2 bar, 3 PSI o 4 mA, según sea el caso del convertidor utilizado. Al aumentar progresivamente el nivel, el cuerpo cilíndrico va perdiendo peso aparentemente, por lo que el convertidor de medición aumenta de una forma directa y proporcional a la señal normalizada. Así pues, al aumentar el nivel el cilindro pierde peso y aumenta la señal normalizada; y al disminuir el nivel aumenta proporcionalmente el peso del cilindro y disminuye la señal normalizada. De esta forma los cambios de peso aparentes del cilindro son inversamente proporcionales a la señal normalizada que envía el convertidor de medición. Cabe aclarar que este método se puede utilizar en tanques abiertos o cerrados. Los más comunes de encontrar son los utilizados para tanques abiertos, ya que los que se instalan en tanques cerrados son de fabricación más especial, ya que el acoplamiento que existe entre el convertidor de medición y el cilindro en el interior del tanque deben evitar la fuga de la presión del interior del tanque. Este método de medición no debe utilizarse en fluidos muy viscosos, ya que con el tiempo el fluido puede solidificar continuamente sobre la superficie del cilindro y esto ocasiona una variación en la relación del peso del cilindro y la señal normalizada. Recuérdese que la relación de nivel y señal normalizada está determinada por la calibración que se le haya establecido al convertidor de medición, por lo que éste instrumento de medición puede ser utilizado en otros tanques y líquidos, siempre y cuando lo permita su rango de operación.
Cilindro de aluminio de 1 lt de volumen
Contenedor con agua
2.7 kg de peso
Recipiente1 lt de agua
desalojada conun peso de
1 kg
1 .7 kg de peso
FIGURA 125.
FIGURA 124.
FIGURA 123.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 291 2009
Aplicaciones: Este método de medición puede utilizarse para la medición de hasta 3 m de altura, en tanques abiertos y cerrados y en fluidos no viscosos. Ventajas y desventajas: Ventajas: Desventajas: - Funcionamiento y operación simples. - Sólo para líquidos. - Permite la telemetría. - Descalibrable por vibración. - Buena precisión. - No mide rangos por debajo de - Recalibrable para diferentes rangos. los 20 cm de columna de agua. - No le afectan los sobrerangos. - La misma calibración no sirve para - Se puede utilizar en tanques cerrados otros líquidos, por lo que el mismo y abiertos. tanque no se puede llenar con otro líquido. - No se debe de utilizar en líquidos muy viscosos.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 292 2009
4.3.7 Por cables extensométricos y cajas dinamométricas. Descripción: Este método de medición se compone básicamente de dos o más cajas dinamométricas electrónicas montadas debajo del tanque, del que reciben total o parcialmente su peso. Dichas cajas dinamométricas tienen en su interior un cable o galga extensométrica que son conectadas a tarjetas electrónicas localizadas en el área de rack’s (atrás del tablero), las cuales convierten la medición a una señal estándar del fabricante o a una señal normalizada, para posteriormente ser procesada por diversos instrumentos como indicadores, controladores PLC’s, etc. Principio de operación: El principio de operación utilizado por este instrumento es el que se estudió en el método de medición de presión por cables y galgas extensométricos. En este método se utilizan elementos cuya resistencia varía en función de pequeñísimos cambios de longitud a raíz de una deformación. Estos elementos se encuentran adheridos sobre una superficie sometida a la deformación, que en éste caso es la presión generada por el peso del tanque y su contenido. Funcionamiento:
El cable (Cable extensométrico de 0,025 mm de diámetro) o galga extensométrica se adhiere al material que se someterá a la deformación, en éste caso provocada por el peso del tanque y su contenido. Cuando el tanque se encuentra totalmente vacío la resistencia medida es igual al peso del tanque, por lo que los instrumentos que reciben tal medición deben indicar el 0% de su escala. Para lograr que los instrumentos muestren tal indicación se realiza una calibración para que lo que en ese momento se esté midiendo como peso sea ignorado y se iguale a cero. Conforme se comienza a llenar el tanque, proporcionalmente se incrementa el peso y esto trae como consecuencia que a raíz de la fuerza provocada por el peso el cuerpo metálico que contiene los cables extensométricos se deforme proporcionalmente a éste peso, por lo que la resistencia de los cables aumenta y con ello la indicación de los instrumentos. La resistencia incrementa linealmente con la fuerza por peso. De ésta forma, al aumentar la fuerza sobre el cuerpo que contiene los cables extensométricos, aumenta la resistencia de los mismos y la indicación se incrementa; y al disminuir la fuerza por peso sobre tal cuerpo, disminuye la resistencia de
FIGURA 126.
FIGURA 127.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 293 2009
los cables y la indicación decrementa. El nivel de llenado es directamente proporcional a la fuerza por peso y ésta a su vez a la resistencia medida por los instrumentos en el cuarto de control. Así pues, este método mide indirectamente el nivel de llenado, ya que si se conocen las dimensiones del tanque y su peso total al 100% de llenado de ahí se pueden derivar los valores de volumen, altura y masa. El tipo de sensor extensométrico y la construcción del cuerpo al que se encuentra adherido va en relación al peso a medir, ya que si se realizan mediciones de pocos kgf, donde la fuerza por peso que actúa sobre la varilla de transmisión que a su vez deflexiona a la lamina donde se encuentran adheridos 4 cables extensométricos (g1 a g4). Al incrementarse la fuerza sobre la barra de transmisión, la lámina deflexiona deformando el cable e incrementándose su resistencia. Para medición de fuerzas no mayores a 1000 kgf, donde igualmente la fuerza al actuar sobre el anillo metálico lo deforma generando a su vez la deformación del cable extensométrico incrementando su resistencia. Cabe aclarar que lo que se mide en éste caso es la masa contenida en el tanque, por lo que el instrumento mide todo lo que pese en su interior, no importando si éste es líquido, sólido o gas. Aplicaciones: Se utiliza para la medición de nivel por medio del peso de contenido, y si se conocen tanto las dimensiones del tanque como las características físicas del material (densidad, coeficiente de expansión, etc.) se pueden determinar tanto volumen, altura de llenado y porcentaje. Para la medición de sólidos, líquidos y gases. Para tanques abiertos o cerrados, no le afecta la presión a la que se someta el tanque. Para pequeños y muy grandes depósitos. Mide pesos desde algunos kgf hasta miles de kgf. Ventajas y desventajas: Ventajas: Desventajas: - Permite la telemetría. - Costoso. - Medición de masa directamente. - Requiere de instalaciones muy - Para sólidos, líquidos y gases. especiales. - Mide desde pocos hasta miles - La temperatura afecta a la resistencia de kgf. de cables o galgas extensométricos.
- Buena exactitud y sensibilidad. - Las instalaciones de tubería sobre el - Para grandes y pequeños depósitos tanque afectan a la medición.
- Recalibrable. - Cuando los depósitos son grandes el aire afecta a la medición.
FIGURA 128.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 294 2009
4.3.8 Por capacitancia. Descripción: Este método de medición se compone básicamente de una sonda metálica sin aislamiento o con teflón, que se introducen en el tanque por la parte superior hasta la altura del nivel mínimo. A estos elementos se les denomina sondas capacitivas. Estas son conectadas hasta una tarjeta electrónica montada en el área de racks, la cual convierte las variaciones de capacitancia a una señal normalizada para ser enviada hacia los instrumentos que procesarán y mostrarán esta medición.
Principio de operación: Este método de medición se basa en el principio utilizado por los capacitores electrónicos. Un capacitor es un elemento electrónico compuesto por 2 placas paralelas de superficie determinada, una distancia fija y, entre ellas, un material dieléctrico. Las placas se encuentran conectadas a un circuito electrónico por medio de un par de cables soldados a éstas. La capacitancia del capacitor depende directamente de la superficie de las placas y el material dieléctrico entre ellas, e inversamente de la distancia entre las placas. De ésta forma al variar cualquiera de estos factores varía la capacitancia del elemento electrónico. Queda claro que el material utilizado entre las placas metálicas debe ser aislante (dieléctrico), ya que de lo contrario habría conducción de corriente y no se almacenaría ninguna carga. Por ello, cuando el material contenido en el tanque es conductor se aíslan las sondas capacitivas con una cubierta de teflón para evitar la conducción entre ellos. En el método de medición por capacitancias se varía el material dieléctrico entre las placas para realizar la medición o interpretación del nivel de llenado.
FIGURA 129.
FIGURA 130.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 295 2009
Funcionamiento: La base del funcionamiento del método de medición es el capacitor, compuesto por el tanque y una sonda de medición, en el caso de que el tanque sea metálico. El tanque forma la primera placa, la sonda la segunda placa y éstas tienen una superficie y distancia determinadas y fijas por supuesto. La capacitancia de éste capacitor dependerá de la distancia entre las placas que es fija, la superficie de las mismas que también es fija y del material dieléctrico que, dependiendo de lo que contenga será la capacitancia, por lo que sólo variará la capacitancia dependiendo de que material se encuentre en el interior
del tanque. Si se analiza ésta teoría se tiene que, si el tanque se vaciará totalmente y sólo existiera aire en su interior, se mediría una cierta capacitancia, pero, si el tanque poco a poco se llenará con aceite, por ejemplo, la capacitancia variaría proporcionalmente al llenado, ya que poco a poco se esta cambiando de material aislante y, al cambiar el material cambia la capacitancia, o al existir los dos materiales, la capacitancia es distinta a la que se media cuando sólo había aire en el interior. La capacitancia medida varía al variar el nivel de llenado del tanque. Así pues, al medir la mínima capacitancia se determina que el tanque se encuentra vacío y, al medir la máxima capacitancia se determina que el tanque se encuentra al máximo nivel, por lo
que el llenado es directamente proporcional a la altura del líquido. Como se puede observar, sólo basta variar el nivel del material en el interior del tanque para obtener una variación de capacidad en el capacitor formado, por lo que éste método de medición se puede utilizar para la medición de nivel de sólidos como granos de arroz, frijol, harinas, arena, trozos de poliuretano, etc. El método de medición por capacitancias no sólo mide nivel de líquidos, sino también de sólidos.
FIGURA 133.
FIGURA 131.
FIGURA 132.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 296 2009
En el caso de que nos encontremos con un tanque no metálico, como los tanques de fibra de vidrio, se debe utilizar una segunda sonda de medición, para que ésta sustituya al tanque, el cual forma la segunda placa de nuestro capacitor. Las sondas deben encontrarse eléctricamente aisladas entre sí, ya que la conducción entre éstas elimina la característica de almacenamiento de cargas eléctricas. Cabe aclarar también que el método capacitivo no sólo se utiliza para la medición de nivel continuo, sino también para la determinación de estados, o sea límites de nivel o existencia de un material, por ejemplo, si se desea tener un aviso (alarma) de la existencia de un nivel mínimo y uno del máximo, se deben poner las sondas a la altura del nivel mínimo y del máximo, para que cuando el nivel se encuentre por debajo de las sondas, se mida la mínima capacitancia y esta variación active la alarma y, cuando el nivel se encuentre por arriba de las sondas se medirá la máxima capacitancia y esto activará la alarma. Esta aplicación se utiliza para la detección de líquidos en las tuberías como condición de seguridad para los equipos y procesos. Aplicaciones: Se utiliza para la medición de bajos y altos niveles (de cm hasta m de altura). Se utiliza como medición continua o por límites o estados. Para medición de nivel de líquidos y sólidos.
Ventajas y desventajas: Ventajas: Desventajas:
- Permite la telemetría. - La materia suele adherirse a la sonda - No le afecta la presión. de medición y esto afecta a la medición. - Para altos y bajos niveles. - Le afecta la temperatura y la humedad,
- Resistente a la corrosión. ya que éstos factores alteran la constante - No tienen partes móviles. dieléctrica de los materiales. - Fácil montaje y mantenimiento. - Las burbujas, residuos de otras materias - Mide nivel de líquidos y sólidos. y el vapor afectan la capacitancia medida y con esto se generan errores en la indicación.
FIGURA 134.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 297 2009
4.3.9 Por ultrasonido.
Descripción: Este método de medición se compone básicamente de un emisor - receptor de ondas ultrasónicas montado en la parte superior, inferior o lateral del tanque. Este emisor - receptor se conecta (o se desconectan, dependiendo si se encuentran en un mismo equipo o por separado) hasta una tarjeta electrónica dentro del cabezal de transmisión que se encuentra en la parte superior del instrumento, que convierte el tiempo de recorrido de la onda ultrasónica a una señal normalizada de 4 a 20 mA, para posteriormente ser enviada hasta los instrumentos ubicados en el cuarto de control.
Principio de operación: Este método de medición utiliza el principio de operación de un sonar de submarino, el cual envía una onda ultrasónica, la cual viaja a velocidad constante, que es reflejada por cualquier cuerpo que se encuentre en su camino, y regresa hasta la fuente que la emitió, determinando la distancia entre el submarino y el cuerpo por medio del tiempo que tardó en ir y regresar la onda ultrasónica.
Funcionamiento:
Considerando que el emisor y el receptor se encuentran integrados en un mismo módulo, y que el instrumento fue montado en la parte superior del tanque, se tiene que: al encontrarse vacío el tanque, la tarjeta electrónica envía una señal emisor para que éste emita una onda ultrasónica, la cual viaja hasta el fondo del tanque y es reflejada por su superficie de regreso hasta el receptor. Cuando la onda ultrasónica reflejada choca contra el receptor, éste envía una señal de regreso hacia la misma tarjeta electrónica, la cual ha cronometrado el tiempo que transcurrió desde la emisión hasta la recepción de la onda ultrasónica, y como ésta tarjeta tiene especificada la velocidad con la que viaja la onda, determina la distancia entre el emisor y la superficie donde se reflejo la onda. De esta forma, si, es mucho el tiempo que tarda en ir y regresar la onda, se interpreta como que el nivel se encuentra lejos, por lo que la tarjeta envía una señal normalizada baja, pero conforme se incrementa el nivel, el tiempo transcurrido es cada vez menor, por lo que la señal normalizada se incrementa proporcionalmente. Por lo tanto, a mayor tiempo, menor nivel y, a menor tiempo mayor nivel, ya que la superficie del líquido queda cada vez más cerca del emisor. Cabe aclarar que la equivalencia entre el nivel medido, o sea, la distancia, se determina por medio de una calibración en el instrumento. Este método de medición no sólo se utiliza para la medición continua de nivel, sino también para determinar los límites máximos y mínimos de nivel.
FIGURA 135.
FIGURA 136.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 298 2009
La frecuencia de resonancia del circuito es determinada por la vibración de una horquilla simétrica excitada por un cristal piezoeléctrico. Cuando la horquilla vibrante entra en un líquido, el módulo electrónico activa el contacto electrónico. Cuando el contacto esta abierto, el LED, visible desde el exterior, se enciende para indicar el estado del contacto. Mediante la posibilidad de seleccionar el modo de operación como detector de nivel mínimo o máximo, puede ser utilizado para aplicaciones con circuitos de seguridad, por ejemplo para evitar desbordes o falta de producto en tanques, tuberías, etc.
Aplicaciones: Se utiliza para la medición de nivel de líquidos que no formen espuma sobre su superficie, todo tipo de líquidos, para niveles de no más de 30 m de altura. Puede realizar medición de nivel de sólidos. Para medición continua de nivel o límites. Ventajas y desventajas: Ventajas: Desventajas: - Permite la telemetría. - La espuma afecta a la medición. - Para todo tipo de líquidos. - Requiere energía para su operación. - No le afecta la presión. - No trabaja a un alto vacío. - Para altos y bajos niveles. - Resistente a la corrosión. - No tienen partes móviles. - Fácil montaje y mantenimiento. - Mide nivel de líquidos y sólidos.
FIGURA 137.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 299 2009
4.3.10 Por radiación. Descripción: Este método de medición se compone básicamente de una fuente emisora de rayos gamma y un contador Geiger o cámara de ionización que se montan vertical o lateralmente en el tanque. La intensidad de radiación que llega al contador Geiger es convertida por medios electrónicos a una señal normalizada para posteriormente ser enviada a los instrumentos ubicados en el cuarto de control. Principio de operación: Este método de medición se basa en la reducción de la intensidad de radiación emitida por un isótopo al atravesar una masa. Los rayos gamma emitidos por el material radiactivo, al atravesar el tanque, se debilitan, ya que la masa radiografiada absorbe parte de la energía, llegando con debilidad al contador Geiger, por lo que la radiación medida es inversamente proporcional a la masa en el interior del tanque (al nivel). A mayor nivel, menor intensidad de radiación medida y, a menor nivel, mayor intensidad de radiación medida. Los materiales radiactivos más comúnmente utilizados son el cobalto 60, el Cesio 137 y el Radio 266. Todos estos materiales generan una radiación gamma, que es similar a los rayos X, sólo que de una longitud de onda más corta. Funcionamiento: Como se comentó en la descripción, el emisor radiactivo se puede montar a un costado del tanque (lateral) o por debajo de éste (vertical), siempre con el contador Geiger enfrente al otro extremo del tanque. El montaje puede realizarse verticalmente siempre y cuando el nivel no exceda los 50 cm de alto y, lateralmente si se exceden los 50 cm y no pasa de 3 m de altura. Cuando el tanque se encuentra vacío, la radiación emitida atraviesa las paredes del tanque y llega hasta el otro extremo donde se encuentre el sensor del contador Geiger, el cual recibe la máxima radiación, ya
que no existe más masa que las paredes del tanque. En éste momento, la tarjeta electrónica que reciba ésta medición la convierte a una mínima señal normalizada. Conforme se incrementa el nivel en el interior del tanque, aumenta la masa, por lo que la radiación se debilita al atravesarla y llega con menor intensidad al contador Geiger. La tarjeta electrónica a la que se encuentra conectado el contador Geiger detecta tal variación e incrementa la señal normalizada en forma proporcional. Al incrementarse aún más el nivel, es mayor la
FIGURA 138.
FIGURA 139.
FIGURA 140.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 300 2009
cantidad de masa que atraviesa la radiación y llega con menor intensidad al contador Geiger, por lo que la señal normalizada aumenta otra proporción. Así pues, la radiación medida es inversamente proporcional a la masa que ésta atraviesa, o sea, inversamente proporcional al nivel. Aplicaciones: Se utiliza para la medición de cualquier líquido, para niveles de 5 cm hasta 3 m de altura, en donde se requiera la medición de nivel en recipientes de acceso difícil o peligroso y, puede utilizarse para la delimitación de niveles máximo o mínimo. Ventajas y desventajas: Ventajas: Desventajas: - Permite la telemetría. - Es muy caro. - Para todo tipo de líquidos. - Una variación en la densidad del - No le afecta la presión. líquido afecta a la medición. - Para muy bajos niveles. - Requiere energía.
- Resistente a la corrosión. - Utiliza material radiactivo por lo que - No tienen partes móviles. requiere de montajes especiales. - No se monta sobre el tanque, por lo que no hay perforación. - Para líquidos y sólidos.
FIGURA 141.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 301 2009
5.- Métodos de medición para la variable flujo. 5.1 Definición física del flujo. El flujo lo podemos definir como el movimiento de sólidos, líquidos, gases, o vapores, expresados en volumen por unidad de tiempo o masa por unidad de tiempo, a través de tuberías y conductos. El flujo es una medida muy común en los procesos químicos, ya sea para expresar cantidades de producción, alimentación de productos a los distintos equipos o circulación de sólidos, líquidos o gases. 5.1.1 Tipos de flujo. Existen dos tipos de flujo básicamente, el flujo volumétrico y el flujo másico. El flujo volumétrico se refiere al volumen por unidad de tiempo que viaja a través de tuberías o conductos, y el flujo másico se refiere a la cantidad de masa (materia) por unidad de tiempo que viaja a través de tuberías y conductos.
Cabe aclarar que caudal, flujo y gasto son sinónimos, se refieren a lo mismo que es la cantidad de volumen o masa por unidad de tiempo. 5.1.2 Unidades de flujo. Flujo volumétrico: Es aquel que mide la cantidad de volumen de un líquido, que circula por una tubería en función del tiempo. Las unidades que se manejan para el flujo volumétrico son:
m3 /h Para indicar los m3 de fluido por cada hora. Lts/h Para indicar litros de un fluido por hora.
Las unidades más comunes para el flujo son: Unidades internacionales: Unidades inglesas: - m3 / día, m3 / hr - Barriles / día, Barriles / hr - lt / hr, lt / min - gal / hr, gal / min - lt / seg, cm3 / seg
Flujo másico: Es aquel que mide la cantidad de masa de un líquido, que circula por una tubería en función del tiempo. Las unidades que se manejan para el flujo másico son: Kg/min Para indicar los kilogramos de fluido por cada minuto. T/h Para indicar toneladas de fluido por hora.
Unidades internacionales: Unidades inglesas: - t / día, t / hr - t / día, t / hr - Kg / hr, Kg / min - lb / hr, lb / min - Kg / seg, gr / seg - lb / seg, oz / seg

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 302 2009
5.1.3 Importancia del flujo en un proceso. En la mayor parte de las operaciones realizadas en los procesos industriales y en las efectuadas en laboratorio y en plantas piloto es muy importante la medición de los caudales (flujo) de líquidos o de gases. Existen varias formas para determinar el flujo tanto de líquidos como de gases. Algunos de los factores a considerar para la medición de estos flujos como lo son el tipo de material, la viscosidad, la presión, la temperatura, su conductividad, la cantidad de sólidos en suspensión y el rango de flujo a medir. Conociendo estos datos podremos determinar cual es el método más apropiado para la medición. 5.2 Clasificación de los métodos para la medición de la variable flujo. 5.2.1 Contadores volumétricos. Para poder desarrollar y entender la clasificación de los distintos métodos de medición de flujo, debemos especificar primeramente que un contador no es lo mismo que un medidor, pero ¿Cuál es la diferencia entre ellos? El llenado de un contenedor es quizá la forma directa más simple de medir el flujo de líquidos. En este caso la medición de flujo se hace por medio de llevar un conteo del número de veces por minuto o por hora que se llena y vacía un contenedor de dimensiones conocidas. Llevando el conteo la cantidad de flujo puede ser determinada. Estos aparatos son muy parecidos a las bombas. La cantidad de líquido manejado por una bomba de desplazamiento positivo depende del volumen de la cámara de medida y de que tan frecuentemente se llenen dichas cámaras. Si el volumen efectivo de la bomba puede ser cambiado o si su velocidad puede ser controlada entonces el valor del flujo total puede ser medido. En resumidas cuentas, los contadores volumétricos son instrumentos que llenan y vacían sus cámaras con un volumen fijo predeterminado y acumula o cuenta las veces que se han vaciado dichas cámaras.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 303 2009
5.2.2 Medidores de caudal. Este tipo de medidores no miden el flujo de manera directa, en lugar de esto miden magnitudes físicas asociadas con el flujo, a diferencia de los contadores volumétricos; estos instrumentos miden la velocidad instantánea a la que circula un fluido a través de una tubería. Generalidades: Los medidores de flujo están clasificados en cuatro grandes grupos:
- Por presión diferencial. - Másicos. - Velocidad. - Volumétricos.
Los instrumentos que miden presión diferencial, asocian el flujo a otras variables (Como la diferencia de presión generada por una restricción en una tubería requerida para la medición de flujo) de esta manera se puede obtener el flujo. Entre los medidores de presión diferencial se incluyen placas de orificio, toberas, tubo Venturi. Dentro de los medidores de área variable se incluye un rotámetro, principalmente, los cuales son usualmente construidos de vidrio y están enchaquetados para evitar problemas de rotura. Los medidores de flujo másico leen directamente el flujo en unidades de masa del fluido, aquí se incluyen medidores por Coriólis.
Los medidores que miden flujo por medio de la velocidad del fluido que circula a través de una tubería, se colocan en la sección transversal de la tubería; de tal manera que el flujo se determina por medio de una relación que tiene este con la velocidad de entrada y el área de la tubería. Aquí se pueden incluir medidores tipo turbina, Vortex y magnético inductivos.
Los medidores volumétricos son aquellos que llenan y vacían cámaras de volumen conocido y posteriormente totalizan el número de veces que se llenan y vacían dichas cámaras aquí se pueden encontrar contadores de volquetes, de tambor, de ruedas ovaladas y embolo oscilante.
Algunas de las consideraciones a tomar en cuenta para la selección de medidores de flujo son el mantenimiento, facilidad de aplicación, facilidad en la instalación, costos de instalación, costos de operación y costos de mantenimiento.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 304 2009
Clasificación de los métodos para la medición de flujo
- Contadores volumetricos
- Medidores de flujo
- Volquete - Tambor - Ruedas ovaladas - Embolo oscilante
- Aletas - Turbina
- Presión diferencial - Rotámetro - Magnético inductivo - Ultrasónica - Másico - Vortex
Directos
Indirectos
FIGURA 142.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 305 2009
5.3 Métodos de medición e instrumentos. 5.3.1 Contador de volquete. Descripción: El contador de volquetes es un contador volumétrico, que se compone de un par de cámaras, dispuestas en el interior de un tanque, este par de cámaras forman una sola pieza la cual se balancea sobre un eje que atraviesa al tanque, el eje esta acoplado con un contador y él es accionado por las cámaras que reciben el fluido. Principio de operación: El principio de operación del contador de volquetes es el principio general de los contadores volumétricos; el cual dice que estos instrumentos llenan y vacían cámaras de magnitud conocida y totalizan el número de veces que estas se vacían, de esta manera se puede saber el volumen de un fluido que ha circulado a través de estos. Funcionamiento: En el contador de volquetes el fluido a medir se hace circular a través del instrumento, entrando este por la parte superior del tanque de manera que el fluido pueda llenar una de las cámaras, al llenarse propiciará que se pierda el equilibrio entre las cámaras de tal modo que la cámara que se lleno se comienza a vaciar esto debido a que una se encontraba llena y la otra cámara vacía, al suceder esto el contador indicará el número de veces que vacíen las cámaras y al estar entrando producto constantemente el movimiento de las cámaras será constante también; es necesario aclarar que el producto que ingresa por la parte superior es el mismo que sale por la parte inferior del tanque y nunca se acumula en él. Aplicaciones: El contador de volquetes se emplea comúnmente para le medición de sólidos granulares, líquidos no viscosos. Estos instrumentos no son muy precisos ya que contienen partes mecánicas para la medición. Ventajas y desventajas:
Ventajas: Desventajas: - Se totaliza el flujo. - Se utiliza en adiciones bajas. - Para líquidos y sólidos.
FIGURA 143.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 306 2009
5.3.2 Contador de tambor. Descripción:
El contador de tambor es un contador volumétrico, que se compone de varias cámaras, dispuestas en un tanque, estas cámaras forman una sola pieza la cual se balancea sobre un eje rotatorio que sujeta al tanque, el eje esta acoplado con un contador y él es accionado por las cámaras que reciben el fluido.
Funcionamiento:
El principio de operación del contador de tambor es el principio general de los contadores volumétricos; el cual utiliza el principio de vasos comunicantes ya que al adicionarle flujo a la cámara que se encuentra seleccionada se empieza a llenar pero dicha cámara contiene un brazo lateral que se va llenando de igual manera, al irse llenando el brazo se va rotando el tambor hasta seleccionar a la otra cámara, pero en el mismo momento se va descargando la cámara posterior y activa un pulso a un totalizador el cual dice que estos instrumentos llenan y vacían cámaras de magnitud conocida y totalizan el número de veces que estas se vacían, de esta manera se puede saber el volumen de un fluido que ha circulado a través de estos.
Aplicaciones:
El contador de tambor se emplea comúnmente para le medición de líquidos no viscosos. Estos instrumentos no son muy precisos ya que contienen partes mecánicas para la medición.
Ventajas y desventajas:
Ventajas: Desventajas:
- Totaliza el flujo. - Solo para líquidos.
FIGURA 144.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 307 2009
5.3.3 Contador de ruedas ovaladas. Descripción:
Los medidores de ruedas ovaladas (Dentadas) disponen de un par de ruedas ovaladas que engranan entre si y tienen un movimiento de giro debido a la presión diferencial creada por el líquido. La acción del líquido va actuando alternativamente sobre cada una de las ruedas dando lugar a un giro suave de un par casi constante. La cámara de medida y las ruedas están mecanizadas con gran precisión para conseguir un desplazamiento mínimo entre las mismas, sin formación de bolsas o espacios muertos en la cámara de medida y barriendo completamente la misma en cada rotación. El contador de ruedas ovaladas es un medidor volumétrico El principio de operación del contador de ruedas ovaladas es el principio general de los contadores volumétricos; el cual dice que estos instrumentos llenan y vacían cámaras de magnitud conocida y totalizan el número de veces que estas se vacían, de esta manera se puede saber el volumen de un fluido que ha circulado a través de estos. Funcionamiento:
El líquido que ingresa ejerce una presión sobre las ruedas ovaladas. Estas adquieren un giro suave por acción de la presión diferencial creada. Las flechas indican el sentido de giro, determinado así ya que el líquido tratara de circular por el lado de menor oposición. Obsérvese que por el centro, el líquido no tendrá posibilidades de pasar en ninguna de las posiciones de las ruedas.
FIGURA 145.
FIGURA 146.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 308 2009
Al girar las ruedas, por los lados existen cavidades que se van abriendo y llenando con líquido circulante. En el lado izquierdo hay un volumen encerrado tanto en la entrada como en la salida. En el lado derecho se sigue abriendo y llenando una cavidad. El volumen encerrado en el lado izquierdo, está saliendo a la vez que se esta llenando pero sin que haya comunicación entre el líquido que entra con el que sale (sellado por la posición del ovalo). El lado derecho continúa llenándose. El volumen lateral derecho, se encuentra cerrado en su entrada y salida, mientras se sigue desalojando, lo anteriormente encerrado en el volumen lateral izquierdo. Ambos volúmenes se van desalojando, a la vez que se están llenando. Desde la posición 1 a la 5 las ruedas ovaladas han girado media vuelta; para una revolución completa se habrá llenado y desalojado totalmente cada una de las cantidades laterales. De esta manera se tiene un sensor el cual transmitirá la vuelta completa de las ruedas ovaladas, esta transmisión se realiza mecánicamente por una flecha y posteriormente por un sensor de proximidad; la otra forma de transmisión es por acoplamiento magnético y así mandar los pulsos de totalización de flujo. Aplicaciones:
Este tipo de contador se utiliza frecuentemente en la industria química para la medición de volúmenes de fluido. Se puede utilizar para líquidos altamente viscosos así como líquidos calientes y no se utiliza para líquidos corrosivos, su material de construcción principal son de acero inoxidable 316. De este modo, la medida es prácticamente independiente de variaciones en su densidad y en la viscosidad del líquido. La precisión es de +-0.5% del caudal total. Los tamaños varían de ½" a 3". Ventajas y desventajas:
Ventajas: Desventajas: - Son muy precisos con bajas presiones. - Le afecta el golpe de ariete. - Tamaños nominales de 25 a 100 mm. - No se debe utilizar en líquidos - Se encuentran en diferentes materiales corrosivos. de construcción. - No se debe utilizar en líquidos - Con o sin indicador local. con sólidos en suspensión. - Cuentan con un kit para remplazar piezas, de bajo costo. - Se tienen para medir flujo de productos químicos. - Algunos pueden soportar altas temperaturas. - Puede generar una señal de 4-20 mA. - Se utiliza principalmente en líquidos densos.
FIGURA 147.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 309 2009
Contador de émbolo oscilante (Rotativo).
Descripción:
El instrumento se compone de una cámara de medida cilíndrica con una placa divisora que separa los orificios de entrada y de salida. La única parte móvil es un pistón cilíndrico que oscila suavemente en un movimiento circular entre las dos caras planas de la cámara, y que esta provisto de una ranura que se desliza en la placa divisora fija que hace de guía del movimiento oscilante. El eje del pistón al girar, transmite su movimiento a un tren de engranajes y a un contador. El par disponible es elevado, de modo que el instrumento puede accionar los accesorios mecánicos que sean necesarios.
El contador de émbolo oscilante es un medidor volumétrico El principio de operación del contador de émbolo oscilante es el principio general de los contadores volumétricos; el cual dice que estos instrumentos llenan y vacían cámaras de magnitud conocida y totalizan el número de veces que estas se vacían, de esta manera se puede saber el volumen de un fluido que ha circulado a través de estos. Funcionamiento:
El líquido a medir fluye a través de la abertura de entrada (E), en el espacio de la cámara de medida. A causa de la sobrepresión el líquido a medir llena el espacio interior del embolo rotatorio y mueve a éste en sentido de la flecha. El espacio anterior al émbolo rotatorio (cámara de medida V2) está lleno y cerrado. El líquido a medir sigue fluyendo en el interior de la cámara y mueve el émbolo en la misma dirección. El espacio interior del émbolo se encuentra parcialmente sobre la apertura de salida (C). El volumen del líquido (V2) puede salir o ser oprimido a través de la abertura de la salida debido al movimiento del émbolo. La cámara de medida exterior (V1) esta llena y cerrada. El émbolo rotatorio se encuentra parcialmente sobre la abertura de entrada y se mueve, cuanto más es llenado, hacia la posición inicial. Con lo que la carga (V1) fluye a través de la abertura de salida. La suma de ambos volúmenes (V1 + V2) da un llenado de la cámara de medida. El movimiento del émbolo rotativo es transmitido a un tren de engranes y a un contador. Un giro completo de la espiga del émbolo, corresponde a una cantidad de líquido correspondiente al volumen de la cámara de medida (V1 + V2).
FIGURA 148.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 310 2009
Aplicaciones:
Su uso es muy frecuente en la industria química. Tiene una exactitud de + 0.5%. Se puede fabricar de distintos materiales, entre ellos grafito o materiales sintéticos, por tal motivo es posible usarlos para líquidos corrosivos. Si el contador trabaja con un líquido demasiado bajo, puede darse el caso de producirse resbalamiento, lo cual trae como consecuencia errores mayores. El trabajo en seco del contador puede ocasionar su desgaste, por tal motivo, el montaje del mismo se debe realizar de tal forma que siempre quede con líquido, aún en el caso de que el flujo quede interrumpido. Ventajas y desventajas:
Ventajas: Desventajas: - Tiene una exactitud muy elevada. - No se utiliza con líquidos con baja - Se emplea mayormente en la industria química. densidad. - Se fabrica de diferentes materiales como grafito sintéticos. - Se utiliza en líquidos corrosivos.
FIGURA 149.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 311 2009
5.3.4 Contadores por aletas. 5.3.5 Contadores por turbina. Descripción:
El medidor de gasto volumétrico de turbina esta compuesto de un rotor que esta sujeto entre dos conjuntos de cilindros concéntricos que sirven para guiar el flujo y para ubicar los rotores dentro del montaje de la tubería. Este tipo, de medidores opera en base al principio de conservación de la cantidad de movimiento angular. El funcionamiento consiste en guiar un impulsor a una velocidad angular constante para que éste cree una cantidad de movimiento o momento angular en el fluido que se mide. Conforme sale del impulsor, la velocidad de cambio en la cantidad de movimiento angular dentro del fluido es proporcional a la velocidad de este y a la masa nominal del flujo. En el lado corriente abajo y, por lo general, en un punto adyacente al impulsor se localiza un dispositivo detector del par. Si se emplea un solo impulsor en la corriente, solo se puede efectuar la medición del flujo en una dirección. Para medir el flujo en ambos sentidos se requiere un segundo impulsor ubicado en el lado corriente abajo del sensor de par e impulsado en la dirección opuesta a la del impulsor de corriente arriba. Funcionamiento:
Conforme gira el rotor de la turbina, cada aleta genera un pulso y representa una unidad de volumen para la totalización del flujo. Esos medidores generan una salida de señal eléctrica digital que se detecta mediante una bobina de tacómetro.
El número total de revoluciones del rotor o pulsos de salida se relaciona con el gasto total o con el volumen del flujo. La frecuencia de los pulsos generados es directamente proporcional a la velocidad de flujo del material que se controla o mide. Los pulsos generados en la bobina detectora tienen la forma de una onda senoidal y si es necesario, se puede transmitir eléctricamente a grandes distancias y a una gran variedad de dispositivos de lectura, para computación, indicación, registro, control o automatización. Una bobina detectora esta montada a la parte superior del medidor de flujo de la turbina. Esta bobina puede conectarse directamente a un totalizador de lectura directa. Esta unidad da una indicación tanto del flujo total como del gasto en cualquier momento.
FIGURA 150.
FIGURA 151.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 312 2009
Los medidores de flujo de turbina se pueden usar para medir flujos que van de 0.003 a 15000 gal/min como medidores estándar de flujo de líquidos. Los medidores estándar de flujo y de tubería dependen de la viscosidad del líquido que se mide, y los medidores de gas de la densidad de gas que se trate. En operación, los medidores estándar de turbina para líquidos tienen una linealidad de + 25% de la lectura del flujo nominal máximo normal y de + 0.4% de la lectura a valores superiores al máximo normal. Estos medidores tienen alrededor del doble de exactitud en cualquier rango. Turbinas. Los medidores de turbina consisten en un rotor que gira al paso del fluido con una velocidad directamente proporcional al caudal. La velocidad del fluido ejerce una fuerza de arrastre en el rotor; la diferencia de presiones debida al cambio de área entre el rotor y el cono posterior ejerce una fuerza igual y opuesta. De este modo el rotor esta equilibrado hidrodinámicamente y gira entre los conos anterior y posterior sin necesidad de utilizar rodamientos axiales evitando así un rozamiento que necesariamente se produciría. Existen dos tipos de convertidores para captar la velocidad de la turbina. En el de reluctancia la velocidad viene determinada por el paso de las palas individuales de la turbina a través del campo magnético creado por un imán permanente montado en una bobina captadora exterior. El paso de cada pala varía la reluctancia del circuito magnético. Esta variación cambia el flujo induciendo en la bobina captadora una corriente alterna que, por lo tanto en proporcional al giro de la turbina. En el tipo inductivo el rotor lleva incorporado un imán permanente y el campo magnético giratorio que se origina induce una corriente alterna en una bobina captadora exterior. En ambos casos, la frecuencia que genera el rotor de turbina es proporcional al caudal siendo del orden de 250 a 1200 ciclos por segundo para el caudal máximo. Por ejemplo si un rotor de seis palas gira a 100 revoluciones por segundo, genera 600 impulsos por segundo. El número de impulsos por unidad de caudal es constante. La turbina esta limitada por la viscosidad del fluido, debido al cambio que se produce en la velocidad del perfil del líquido a través de la tubería cuando aumenta la viscosidad. En las paredes, el fluido se mueve más lentamente que en el centro, de modo que, las puntas de la pala no pueden girar a mayor velocidad.
FIGURA 152.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 313 2009
La precisión es muy elevada, del orden de +3%. La máxima precisión se consigue con un régimen laminar instalando el instrumento en una tubería recta de longitudes mínimas de 15 diámetros aguas arriba y 6 aguas abajo. El campo de medida llega hasta la relación de 15 a 1 entre el caudal máximo y el mínimo y la escala lineal. El instrumento es adecuado para la medida de caudales de líquidos limpios y filtrados. Debe instalarse de tal modo que no se vacíe cuando cesa el caudal ya que el choque del agua a alta velocidad con el medidor vacío lo dañaría seriamente. La sobrevelocidad por el exceso de caudal puede ser también perjudicial para el instrumento. La frecuencia generada por el medidor de turbina se transmite a un convertidor indicador o totalizador. Aplicaciones:
El contador de turbina es usado para pequeños caudales. Para agua fría y otros líquidos de baja viscosidad. Dependiendo de su construcción, también se puede utilizar para agua tibia y caliente. Este instrumento puede medir flujo y totalizar volumen. En el empleo de turbinas se debe considerar el tipo de flujo que se tiene, ya sea turbulento o laminar.
Ventajas y desventajas:
Ventajas: Desventajas: - Totaliza y mide caudal. - Solo para líquidos de baja viscosidad. - Para gases. - No se utiliza para líquidos con sólidos en suspensión.
FIGURA 153.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 314 2009
5.3.6 Medidor por presión diferencial. Los medidores de flujo de carga constituyen el tipo de dispositivos más común que sirve para medir el flujo de gases, líquidos y lechadas. Estos medidores determinan la presión diferencial en una restricción al flujo. La presión se puede relacionar con la fuerza por unidad de área y la carga se convierte en una función de la velocidad de flujo y la densidad del medio fluyente. Para crear la presión diferencial, esta restricción al flujo se genera mediante un tubo Venturi, placa de orificio, tobera. Los medidores de flujo de carga operan bajo el principio de la conversión de la energía. Estos instrumentos convierten la energía cinética de la velocidad del fluido en una presión estática. Placa de orificio. Descripción:
El medidor de placa de orificio consta de una placa con orificio y dos tomas conectadas en la parte anterior y posterior de la placa, las cuales captan la presión diferencial que es proporcional a la raíz cuadrada del caudal. El orificio de la placa puede ser concéntrico, excéntrico o segmental, con un pequeño orificio de purga para los pequeños arrastres de sólidos o gases que pueda llevar el fluido. Los dos últimos mencionados permiten medir caudales de fluidos que contengan una cantidad pequeña de sólidos y de gases. La señal obtenida se convierte en una señal normalizada, la cual, puede ser neumática o eléctrica, con esto se facilita la telemetría.
Si a un fluido en movimiento se le reduce el espacio disponible para circular, aumenta su velocidad. El aumento de velocidad representa una ganancia de energía cinética y una pérdida de energía potencial, esta última existe en forma de presión. La pérdida de presión o mejor dicho, la aparición de una diferencia de presión varía, dependiendo del flujo y del medio.
FIGURA 154.
FIGURA 155.
FIGURA 156.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 315 2009
Funcionamiento:
Las placas con orificio convencionales son una pieza de material delgado con la suficiente resistencia para no pandearse bajo las presiones diferenciales que tiene que soportar estando en servicio, estas placas tienen un orificio que por su ubicación pueden ser concéntricas, excéntricas y segmentadas. En aplicaciones convencionales se utilizan espesores de material de 1/16" para tamaños de tubería hasta 4", 1/8" para espesor de tubería hasta de 16", y ¼" de espesor, para diámetro de tubos superiores a 16". Cualquier fluido que pasa a través de una abertura a escuadra con filo tiene el contorno del flujo indicado. El diámetro más pequeño de la corriente se conoce con el nombre de la vena contracta, que equivale a la garganta del tubo Venturi o la boquilla de flujo. Las placas de orificio excéntrico y segmentado, son los otros dos tipos de placas de orificio que se emplean cuando el fluido medido contiene materiales suspendidos que pueden acumularse en la parte posterior de la placa concéntrica. La tendencia que tiene esta clase de materia suspendida a acumularse en el lado corriente arriba de las placas de orificio concéntrico origina lecturas erróneas. Las placas de orificio casi siempre se instalan de manera, que el orificio este dentro de un margen de 0.025" de la base de la tubería. Esto reduce a un mínimo el peligro de atascamientos. Las placas de orificio casi siempre se montan en coples de brida que se atornillan juntos, las bridas van atornilladas al tubo o soldadas en él, según el tamaño de este y la presión de línea del sistema. Las tomas de presión corriente arriba y corriente abajo casi siempre se montan en las bridas. La toma de alta presión se encuentra en el lado corriente arriba (aguas arriba) y la de baja presión va en el lado de corriente abajo (aguas abajo). Cuando se van a emplear presiones de línea muy altas, se usa un anillo para sujetar el orificio con el objeto de soportar la placa de orificio. El anillo de soporte se monta entre las bridas y le proporciona una resistencia adicional a la laca de orificio y al sello. Cuando se desea obtener el máximo de presión diferencial, se utilizan tomas de vena contracta. La ubicación de ellos depende del tamaño de la tubería y de la relación entre el orificio y el tamaño de esta. La distancia es variable para distintas aplicaciones, de manera que la brida corriente abajo tiene que taladrarse en la vena contracta y la de corriente arriba se hace en un punto que da la presión estática real de la línea de flujo.
FIGURA 157.
FIGURA 158.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 316 2009
Este tipo de placas es el dispositivo primario de medición de flujo que se usa a menudo, debido a su simplicidad, bajo costo de fabricación y facilidad de instalación. También produce la pérdida de carga más elevada, pero, en la mayoría de las mediciones de flujo, esta pérdida tiene menos importancia que la medición de flujo propiamente dicha. Las placas de orificio bien hechas y correctamente instaladas permiten lecturas consistentes y, si se emplean de la manera adecuada y, con coeficientes apropiados, pueden ser tan precisas como cualquier otra clase de medidores de flujo. Para asegurar resultados consistentes de medición, la cara de corriente arriba de la placa con orificio debe ser plana y perpendicular al eje del tubo una vez que queda instalada. El borde corriente arriba del orificio debe ser a escuadra, con un corte limpio. El espesor del borde del orificio no debe ser mayor de 1/8" para aberturas mayores de ½" de diámetro y no mayor de 1/16" para aberturas más pequeñas de ½" de diámetro. Cuando se necesitan espesores mayores para soportar las presiones de la aplicación dada, los espesores de la pared en la abertura del orificio se pueden reducir biselando la cara de corriente abajo, a un ángulo de 45° o mayor, para obtener el espesor apropiado. Los insertos también se usan en instalaciones de placa de orificio, sobre todo cuando se desea utilizar manómetros para diferenciales bajas. Una de las aplicaciones posibles es en las grandes tuberías de gas natural, en donde dichos insertos son más económicos. Los insertos de tubería corriente arriba se instalan por lo común a 2 ½" diámetros del tubo, antes de la placa de orificio, y la de corriente abajo se sitúa a 8" diámetros de tubería después de ésta. En estas condiciones, lo único que se mide es la pérdida por ficción. Esto permite la medición de un flujo alto con un medidor de presión para presión diferencial baja. No obstante, en la mayoría de las instalaciones modernas se utilizan insertos de brida, ya que se adaptan a la mayoría de las aplicaciones sin requerir tomas o perforaciones adicionales. Cuando se emplean bridas roscadas, se debe tener cuidado de que las roscas o cuerdas no se extiendan más allá de las aberturas de los insertos. En los casos en que esto ocurre, se hace necesario perforar el hueco a través de la porción del tubo roscado. Es necesario instalar con mucho cuidado las placas de orificio para asegurarse de que queden centradas a la tubería. Durante la instalación, casi siempre se deja que la placa de orificio descanse sobre los pernos, ya que ésta es una forma de sujeción conveniente. Sin embargo, los huecos para los pernos pueden tener una holgura de 1/8" fuera del centro si no se tiene cuidado al instalarla. Esta excentricidad producirá un error en las mediciones de flujo. Los empaques que se usan para hacer los sellos en ambos lados de la placa con orificio deben de tener una perforación de mayor tamaño, de manera que no se puede deslizar y obstruir la abertura del orificio. Antes y después de la placa debe de haber cierta longitud de conducto recto de 8" a 10" diámetros de tubería que es lo recomendado, no debe de haber aparatos de cierre cercanos, en la medición de gases las tomas se deben montar por arriba y en la medición de líquidos se deben de montar las tomas en la parte de abajo.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 317 2009
Aplicaciones:
Las placas de orificio se emplean para medir gases o líquidos de alto o bajo flujo. Su construcción es simple y económica. Este tipo de instrumentos requieren de un medidor de presión diferencial y extractor de raíz cuadrada, y siendo estos de baja precisión se producen errores en la medición. Ventajas y Desventajas:
Ventajas: Desventajas: - Se utiliza para gases y líquidos. - Requiere de un extractor de - Bajo costo de fabricación. raíz cuadrada. - Fácil montaje. - La exactitud es afectada por - Medición de flujos con pocos sólidos fluidos pulsantes, erosión y en suspensión. corrosión.
Tubo Venturi.
Descripción:
El tubo Venturi se compone de una sección de entrada cuyo diámetro es idéntico o muy parecido al diámetro interno de la tubería a la que se conecta y que comunica con un cono de convergencia angular fija. A su vez, el cono se conecta a una sección de garganta maquinada de precisión y que tiene dimensiones de medida precisas. La garganta tiene el diámetro interno más reducido y se ensancha en el cono de salida. El cono de salida tiene una divergencia angular específica que se iguala con la presión de salida del diámetro interno de la tubería usada en el sistema. Si a un fluido en movimiento se le reduce el espacio disponible para circular, aumenta su velocidad. El aumento de velocidad representa una ganancia de energía cinética y una pérdida de energía potencial, esta última existe en forma de presión. La pérdida de presión o mejor dicho, la aparición de una diferencia de presión varia, dependiendo del flujo y del medio.
FIGURA 159.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 318 2009
Funcionamiento:
El tubo Venturi es un dispositivo para medir flujos que, por lo regular se inserta dentro de una tubería más o menos de la misma manera que cualquier otra sección de tubo. El tubo Venturi se compone de una sección de entrada cuyo diámetro es idéntico o muy parecido al diámetro interno de la tubería a la que se conecta y que comunica con un cono de convergencia angular fija. A su vez, el cono se conecta a una sección de garganta maquinada de precisión y que tiene dimensiones de medida precisas. La garganta tiene el diámetro interno más reducido y se ensancha en el cono de salida. El cono de salida tiene una divergencia angular específica que se iguala con la presión de salida del diámetro interno de la tubería usada en el sistema. La sección de entrada del tubo Venturi esta equipada con conexiones de piezómetro en un anillo de presión anular para promediar la presión corriente arriba, y en ese punto es donde se hace la conexión del medidor de alta presión. En el punto donde se hace la conexión de baja presión se localiza un anillo similar para la garganta. La carga de presión diferencial se manifiesta en la diferencia de presión entre la entrada y la garganta. Ventajas y desventajas:
Ventajas: Desventajas: - Se utilizan para flujos mayores. - Es más costoso que la placa. - Produce una menor pérdida de carga. - Para flujos con mayor cantidad de sólidos en suspensión.
- Mayor precisión que la placa.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 319 2009
Tobera Descripción:
La tobera es similar al tubo Venturi, con la excepción de que no tiene un cono de recuperación. Este dispositivo es menos costoso que el tubo Venturi y también cuenta con una recuperación de carga inferior. No obstante, posee una recuperación de carga más elevada que la placa de orificio. Funcionamiento:
Si a un fluido en movimiento se le reduce el espacio disponible para circular, aumenta su velocidad. El aumento de velocidad representa una ganancia de energía cinética y una pérdida de energía potencial, esta última existe en forma de presión. La pérdida de presión o mejor dicho, la aparición de una diferencia de presión varia, dependiendo del flujo y del medio.
FIGURA 160.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 320 2009
5.3.7 Medición por rotámetro.
Descripción:
El medidor de flujo de área variable es una de las formas más simples y elementales: se compone de dos partes. Las dos partes básicas son: un tubo ahusado (Cónico) de vidrio o metálico colocado verticalmente dentro de un sistema de tubería para fluidos o gases, insertado en el extremo grade en la parte superior, y un flotador (Metálico o sintético) medidor que puede moverse libremente en sentido vertical dentro del tubo de vidrio.
El flujo o caudal de un fluido que circula por una tubería esta en función directa con la velocidad de la corriente fluida y con el diámetro de la tubería. En un conducto ligeramente cónico se encuentra instalado un flotador (metálico o sintético) expuesto a la corriente fluida; sobre el flotador actúan tres fuerzas:
P = Peso del flotado (Fuerza descendente) E = Fuerza de arrastre del fluido sobre el flotador (Fuerza ascendente) F = Fuerza de empuje del flujo sobre el flotador (Fuerza ascendente)
Si estas fuerzas se encuentran en equilibrio, el flotador quedara suspendido en el fluido. Este equilibrio se consigue cuando la fuerza de empuje más la fuerza del flujo se hace igual a la fuerza del propio peso del flotador. Recordando que, la fuerza del flujo (E) varía con la velocidad, y esta a su vez varia con el diámetro; ya que el conducto donde está el flotador es de diámetro variable (cónico), dicho flotador tratara de estabilizarse en el punto donde la velocidad de la corriente produzca más fuerza de flujo que equilibre el sistema de fuerza. Funcionamiento:
El fluido corre a través del tubo de abajo hacia arriba y, cuando no hay ningún flujo de líquidos o gases el flotador descansa en la base del tubo ahusado y su diámetro máximo se selecciona casi siempre de manera que bloquee casi por completo el extremo pequeño. Cuando se inicia un flujo dentro de la tubería y el fluido llega al flotador, el efecto boyante hace que el flotador ascienda. Por lo común, el flotador tiene una densidad mayor que la del fluido, de tal manera que el efecto boyante, por sí solo no basta para elevar el flotador. El pasaje del flotador permanece cerrado hasta que la presión, en combinación con el efecto boyante del material, sobrepasa la presión descendente debida al peso del flotador. Entonces, el flotador se eleva y flota dentro del fluido en proporción al flujo y a una presión dada.
FIGURA 161.
FIGURA 162.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 321 2009
Conforme el flotador asciende hacia el extremo más amplio del tubo ahusado, se abre un pasaje anular entre la pared interna del tubo de vidrio y la periferia del flotador. Esto forma una abertura concéntrica a través de la cual pasa el fluido. El flotador sigue ascendiendo hasta que el pasaje anular es lo bastante grande para dar paso a todo el material que recorre la tubería. La presión debida a la velocidad del flujo también desciende hasta que en combinación con el efecto boyante del fluido, equivale justamente al peso del flotador. Esto permite que el flotador descanse en equilibrio dinámico. Un aumento adicional en la velocidad del flujo hará que el flotador ascienda todavía más dentro del tubo y una reducción en el flujo hará que descienda a un nivel inferior. Esto significa que cada posición del flotador corresponde a un gasto en particular, y no puede ser ninguna otra para un gas, vapor o líquido específico. Así el flotador proporciona una lectura en la escala de calibración al exterior del tubo y el gasto, se puede determinar mediante la observación directa del flotador de medición. Aplicaciones:
El medidor de flujo de área variable se puede emplear en líquidos o gases pero se deben de emplear correcciones cuando se trata del flujo de gases de diferentes densidades con un medidor que tiene un flotador de un peso específico. Los medidores de área variable tienen la desventaja de que se debe montar en posición vertical durante su uso, ya que la gravedad es uno de los factores para indicar el valor del flujo. Las aceleraciones verticales afectan el valor de la gravedad. Estos dos factores restringen el uso del medidor. Por ejemplo, no se deben emplear en equipos que requieran mediciones, mientras están en movimiento. El tubo de vidrio vertical también esta sujeto a la presión estática y a cualquier aumento de presión del sistema, y corre el peligro de que se rompa. Cuando exista alguna duda respecto a su capacidad para soportar la presión del sistema, se debe usar una cubierta de protección especial.
FIGURA 163.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 322 2009
Aunque no existen limitaciones teóricas en lo referente al tamaño de un medidor de área variable, el volumen y el peso aumentan con el cuadrado del diámetro de la tubería. Por lo tanto, el costo, el peso y los problemas de manejo se convierten en factores que deben tomarse en cuenta cuando se utilizan medidores de área variable en tuberías de gran tamaño.
Existe un rotámetro que se utiliza en flujos oscuros el inconveniente es que no se puede observar la posición del flotador, para esto se utiliza el rotámetro por acoplamiento magnético, ya que el flotador es de un material magnético y su posición es transmitida por su campo magnético hacia un indicador por medio de un sistema mecánico.
Los flotadores los encontramos esféricos para bajos caudales y poca precisión, cilíndricos con diferentes bordes y son para caudales medios y altos, su material de construcción son de plástico y acero inoxidable 316.
Ventajas y Desventajas:
Ventajas: Desventajas:
- Para bajos y altos flujos. - Se debe de montar vertical. - No se utiliza en fluidos con sólidos en suspensión, que se cristalicen, tengan variación de densidades, con burbujas de gases y presiones altas. - Es muy costoso por el diámetro de tubería.
FIGURA 164.
FIGURA 165.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 323 2009
5.3.8 Medición Magnético inductiva. Descripción:
El medidor de flujo inductivo se compone de: un electroimán, un tubo de medición con aislamiento interior y un par de electrodos; un amplificador y un indicador. En la capa de aislamiento se encuentran dos electrodos de platino y tantalio, en posición perpendicular a la dirección del flujo y también al campo magnético. En los electrodos se genera, dependiendo del flujo, una tensión de algunos milivolts, la cual se transporta a un amplificador e indicador.
Funcionamiento:
El funcionamiento de este instrumento se basa en el principio de Faraday, el cual dice: "Si un conductor eléctrico por ejemplo (un líquido conductor) atraviesa un campo magnético, se induce en el conductor una tensión eléctrica. Si el campo magnético permanece constante, la tensión eléctrica del conductor varía en relación proporcional a su velocidad.
FIGURA 166.
FIGURA 167.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 324 2009
El medidor de flujo electromagnético es únicamente un detector eléctrico primario de la velocidad de flujo. En el medidor de flujo electromagnético se induce una fem (Fuerza electromotriz). En el fluido mediante su movimiento a través de un campo magnético creado por un electroimán. El campo magnético en CD actúa verticalmente sobre la tubería que transporta el fluido, se proporcionan dos electrodos, uno en cada extremo del diámetro horizontal de la tubería. La fem Inducida es una función del flujo volumétrico. Se puede usar en voltímetro digital o electrónico de indicación, o bien, un potenciómetro autobalanceado para medir la salida de la fem. El fluido que recorre la tubería debe tener una cierta conductividad y debe fluir alguna corriente para hacer funcionar el instrumento de medición. El medidor de flujo electromagnético solo puede medir fluidos que tengan una conductividad considerable. Con líquidos que tienen baja conductividad, los electrodos manifiestan una tendencia a polarizarse. Los efectos de la polarización se pueden contrarrestar o minimizar mediante el uso e un campo de CA Sin embargo, cuando se emplea este tipo de campo, la constante dieléctrica del líquido afecta la medición, porque tiene un efecto de derivación en el voltaje desarrollado. El transmisor se puede instalar en cualquier posición, la señal generada es lineal en función del flujo, existe una respuesta instantánea a los cambios de flujo y se pueden efectuar cambios de rango con mucha facilidad. Como se dijo antes, los medidores de flujo electromagnético solo pueden medir flujos conductores. De la misma manera, las unidades operadas en CA deben funcionar a presiones y temperaturas que queden dentro de los límites del transmisor, y la instalación se debe hacer de manera que se minimice o evite la interferencia de 60 ciclos. Así también, la tubería debe mantenerse llena de fluido y la punta del electrodo limpio. Aplicaciones: El medidor de flujo electromagnético es muy valioso para medir metales líquidos, fluidos corrosivos y lechadas, y no le afecta la viscosidad, la densidad y la turbulencia.
FIGURA 168.
FIGURA 169.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 325 2009
La pérdida de carga del medidor de flujo electromagnético es la misma que tiene una tubería recta del mismo diámetro y la misma longitud. Se puede medir flujos inversos, la proporción del rango puede llegar hasta 30 - 1 y la precisión puede ser de 1% de la escala. No es posible usar este medidor para gases, productos derivados del petróleo, disolventes liberados de agua (anhidros) y agua desionizada. El valor eléctrico obtenido en este instrumento medidor, permite la telemetría. Ventajas y desventajas:
Ventajas: Desventajas: - Se puede montar en cualquier posición. - No se usan en gases derivados del - Su señal es lineal con respecto al flujo. petróleo, agua desionizada. - Respuesta rápida. - Solo en fluidos conductores. - Puede medir flujo en ambos sentidos. - No posee elementos móviles. - No hay pérdida de presión.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 326 2009
5.3.9 Medición ultrasónica. Descripción:
Este método de medición se compone básicamente de un par de emisor-receptor de ondas ultrasónicas montado en la parte superior e inferior de la tubería. Este emisor-receptor se conecta hasta una tarjeta electrónica dentro del cabezal de transmisión que se encuentra en la parte superior del instrumento, este instrumento convierte la diferencia de velocidades del flujo en una señal normalizada de 4 - 20 mA. Los principios de funcionamiento de estos instrumentos son variados. En uno de los modelos más comunes es el efecto Doppler el cual se describe continuación: Método Doppler.- Se proyectan ondas sónicas a lo largo del flujo del fluido y se mide el corrimiento de frecuencia que experimenta la señal de retorno al reflejarse el sonido en partículas contenidas en el fluido. El método viene limitado por la necesidad de la presencia de partículas, pero permite medir algunos caudales de fluidos difíciles tales como mezclas gas-líquido, fangos, etc.
Funcionamiento:
Los transductores de ultrasonido miden el caudal por diferencia de velocidades del sonido al propagarse éste en el sentido del flujo y en el sentido contrario. Los sensores están situados en una tubería de la que se conocen el área y el perfil de velocidades. Los principios de funcionamiento de estos instrumentos son variados.
FIGURA 170.
FIGURA 171.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 327 2009
En otras técnicas de medición se mide la diferencia de fases o la diferencia de frecuencia entre las ondas de sonido que recorren el fluido en ambos sentidos. Existen otros métodos que se basan en los siguientes principios: Desviación de haz de sonido emitido por un transmisor perpendicularmente a la tubería, que es utilizado en fluidos limpios.
En todos estos sistemas, se utilizan transductores piezoeléctricos tanto para la emisión como para la recepción de las ondas ultrasónicas.
Los transductores sónicos tienen una precisión de +2% y un intervalo de medida de caudales de 20 a 1 con una escala lineal. Son adecuados en la medida de la mayor parte de líquidos, en particular de líquidos con sólidos en suspensión con la salvedad de que las partículas o las burbujas de aire que pueda contener el líquido no deben compararse en tamaño con la longitud de la onda acústica. Son sensibles a los cambios de densidad del líquido que varían la velocidad del sonido.
Aplicaciones:
Permite medir algunos caudales de fluidos difíciles tales como mezclas gas-líquido, fangos, etc. Son adecuados en la medida de la mayor parte de líquidos, en particular de líquidos con sólidos en suspensión. Ventajas y Desventajas:
Ventajas: Desventajas: - Aplicable a líquidos con sólidos. - Son sensibles a los cambios de - Fluidos difíciles como mezclas gas-líquido, fangos. densidad del líquido.
FIGURA 172.
FIGURA 173.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 328 2009
5.3.10 Medición másica (Coriólis). Descripción:
El medidor de Coriólis se basa en el teorema de Coriólis, matemático francés que observo que un objeto de masa (m) que se desplaza a una velocidad lineal (V) a través de una superficie giratoria que gira con velocidad angular constante (W), experimenta una velocidad tangencial (velocidad angular x radio de giro) tanto mayor cuanto mayor es su alejamiento del centro. Si el móvil se desplaza del centro hacia la periferia experimentará un aumento gradual de su velocidad tangencial lo cual indica que se le esta aplicando una aceleración y por lo tanto, una fuerza sobre la masa del objeto. Como el radio de giro va aumentando gradualmente, la velocidad tangencial también varía, con lo que se concluye que una variación de velocidad comporta una aceleración. A este fenómeno se le llama fuerza de Coriólis.
Funcionamiento:
Por la inversión de las velocidades lineales del fluido mediante la desviación de un bucle en forma de omega (W) en estado de vibración controlada. La vibración del tubo, perpendicular al sentido de desplazamiento del fluido, crea una fuerza de aceleración en la tubería de entrada del fluido y una fuerza de desaceleración en la salida, con lo que se genera un par cuyo sentido va variando de acuerdo con la vibración y con el ángulo de torsión del tubo, que es directamente proporcional a la masa instantánea del fluido circulante.
Los sensores magnéticos de posición están situados en el centro del tubo y combinan dos intervalos de tiempo, uno del movimiento hacia abajo del tubo y el otro del movimiento hacia arriba. De este modo la diferencia de las ondas se traduce en impulsos que alimentan un integrador lineal. Cuando hay caudal, el integrador carga un condensador y la carga es conectada a una señal analógica proporcional al ángulo de torsión del tubo.
FIGURA 174.
FIGURA 175.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 329 2009
La diferencia de tiempo de las señales de los sensores de posición esta relacionada con el ángulo y con la velocidad del tubo en su punto medio, según esto el caudal es solo proporcional al intervalo de tiempo y a las constantes del tubo. Es independiente de la frecuencia de vibración del tubo (W).
5.3.11 Medición por Vortex. Descripción:
El medidor de flujo por Vortex se compone básicamente de un cuerpo en forma de delta que se sitúa en la sección transversal de la tubería, esta delta tiene sensores de presión de tipo piezoeléctrico y un sistema convertidor capaz de generar una señal normalizada electrónica de 4-20 mA. Funcionamiento:
Este instrumento se basa en la generación de vórtices que se producen a consecuencia del choque del fluido sobre la delta, la frecuencia de los vórtices es proporcional al flujo que circula a través de la tubería. El medidor de caudal por Vortex se basa en la determinación de la frecuencia de los vórtices producidos por el flujo de un fluido en un cuerpo en forma de delta el cual registra la frecuencia de estos vórtices, esta delta esta situada dentro de la tubería por la cual circula el fluido.
FIGURA 176.
FIGURA 177.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 330 2009
En este instrumento, el caudal volumétrico del fluido es proporcional a la frecuencia de los vórtices. La detección de la frecuencia se logra con sensores de presión de cristales piezoeléctricos que detectan los picos de presión en el lado contrario de la delta. Aplicaciones:
Se utiliza en fluidos a altas temperaturas como vapor saturado, sobre saturado y en fluidos de aire presurizado, gases.
FIGURA 178.
FIGURA 179.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 331 2009
6.- Métodos de medición para la variable PH. 6.1 Definición física del PH. El PH es una medida de la acidez o alcalinidad del agua. Su expresión viene dada por el logaritmo de la inversa de la concentración del ion H expresada en moles por litro. PH = log / [H+] Señalemos que el agua pura neutra tiene una concentración de ion hidrógeno de 10-7 moles por litro. Luego el PH será: PH = log 1 / 10 - 7 = 7 6.1.1 Valores de PH y soluciones. 6.1.2 Base y ácido. Una disolución ácida tiene mayor concentración de ion hidrógeno que el agua pura y por lo tanto su PH será menor de 7. Una disolución básica le ocurre la inversa y su pH será mayor de 7. Las medidas prácticas del pH se encuentran entre los valores 0 a 14. En la tabla se muestran diferentes concentraciones de varios tipos de soluciones con su pH correspondiente.
TABLA 4.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 332 2009
6.1.3 Relación de mV-PH. La variación de temperatura influye en la medida del PH. El PH constante alcanza los 0,2 milivolts por grado centígrado. En la tabla puede verse esta influencia.
_
6.1.4 Importancia del PH en un proceso. La medición del PH de una sustancia es muy importante, ya que en muchos de los procesos químicos industriales, es el parámetro guía para saber si el proceso se está llevando a cabo correctamente, si se encuentra dentro de los parámetros de producción a cierta altura o fase del proceso, o si simplemente, al terminar el proceso, si se encuentra dentro de los parámetros de calidad exigidos. Es muy importante aclarar que el PH es un factor muy importante dentro de lo que es el proceso de tratamiento de aguas residuales, ya que éste es el factor que se considera al arrojar las aguas residuales de cualquier industria hacia los canales de aguas negras, porque así lo exige la ley. Las aguas residuales de cualquier industria deben de estar muy cerca de un PH = 7.0, o sea, una sustancia neutra que no afecte ecológicamente al ecosistema que se encuentre alrededor del afluente.
FIGURA 180.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 333 2009
6.2 Clasificación de los métodos para la medición de la variable PH. Básicamente existen dos métodos aplicables a nivel industrial y de laboratorio para la medición del valor PH, los cuales son los siguientes:
6.2.1 Por papel tornasol (indicador). El método de medición por papel indicador o papel tornasol utiliza como principio de operación una reacción química al PH, ya que el papel utilizado ha sido preparado previamente para favorecer tal reacción, de tal forma que al introducir el papel tornasol la sustancia del papel reacciona en base a la concentración del ión H+ (el cual es inversamente proporcional al PH), variando el color del papel. 6.2.2 Por mV En la medida del PH pueden utilizarse varios métodos, de entre los cuales el más exacto y versátil de aplicación industrial es el sistema de electrodo de vidrio o pontenciométrico, el cual mide el mV generado de la sustancia a medir a través de unos electrodos de vidrio que contienen sustancias químicas y materiales especiales, los cuales son especialmente sensibles a la concentración del ión H+.
Clasificación de los métodos para la medición de pH.
Por decoloración
Electrónicos Por electródo de vidrio ( potenciométrico )
Papel tornasol
FIGURA 181.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 334 2009
6.3 Métodos de medición e instrumentos. 6.3.1 Potenciométrico (electrodo de vidrio). Descripción: El electrodo de vidrio consiste en un tubo de vidrio cerrado en su parte inferior con una membrana de vidrio especialmente sensible a los iones hidrógeno del PH. En la parte interna de esta membrana se encuentra una solución de cloruro tampón de PH constante dentro de la cual está inmerso un hilo de plata recubierto de cloruro de plata. Este electrodo de vidrio junto con otro de referencia y un sensor de temperatura tipo RTD son conectados a un equipo electrónico el cual convierte el mV medido dentro de los electrodos a un equivalente de PH, que es enviado como señal 4 - 20 mA para ser procesada tal información en un cuarto de control. Principio de operación: Aunque el mecanismo que permite que el electrodo de vidrio mida la concentración de ion hidrógeno no es exactamente conocido, está establecido que al introducir el electrodo en el líquido se desarrolla un potencial relacionado directamente con la concentración del ion hidrógeno del líquido. Es decir, si esta concentración es mayor que la interior del electrodo existe un potencial positivo a través de la punta del electrodo y si es inferior, el potencial es negativo. Este potencial cambia con la temperatura, por ejemplo, pasa de 54.2 mV a 0° C a 74 mV a 100° C por unidad de PH. Para medir el potencial desarrollado en el electrodo de vidrio es necesario disponer en la solución de un segundo elemento o electrodo de referencia. Este, aparte de cerrar el circuito, suministra un potencial constante que sirve de referencia para medir el potencial variable del electrodo de vidrio. El electrodo de referencia contiene una célula interna formada por un hilo de plata recubierto con cloruro de plata en contacto con un electrolito de cloruro de potasio. Este electrolito pasa a la solución muestra a través de una unión líquida. De este modo, la célula interna del electrodo permanece en contacto con una solución que no varía de concentración y que por lo tanto proporciona una referencia estable de potencial.
FIGURA 182.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 335 2009
Los potenciales existentes son los siguientes: E1: Potencial entre el electrodo metálico interior y la solución tampón que puede considerarse constante para una temperatura dada. Las temperaturas extremadamente altas pueden dar lugar a la disolución del revestimiento de cloruro de plata del electrodo. E2: Caída de potencial entre el electrodo interior y la cara interna de la membrana de cristal que puede considerarse despreciable. E3: Potencial entre solución tampón y superficie de la membrana de cristal que es constante gracias a la estabilidad de la solución tampón y de la membrana de cristal. E4: Cada de potencial a través de la membrana que se mantiene constante en cortos períodos mientras la membrana de cristal no sufra alteraciones de origen químico o mecánico. Si este potencial deriva, se calibra con una solución tampón de PH conocido. E5: Potencial entre superficie exterior de la membrana de cristal y la solución ensayada que varía con la concentración de iones hidrógeno (PH) de la solución ensayada. E6: Caída de potencial a través de la solución ensayada que se considera despreciable, salvo si se trata de agua poco conductora o de soluciones no acuosas. E7: Representa el potencial de la unión líquida entre la solución ensayada y la de referencia. Su valor es despreciable, aunque un atascamiento o un exceso de presión externa contra la unión pueden influir en la medición. E8: La caída de potencial dentro del electrodo de referencia es despreciable. E9: Potencial de contacto entre el electrodo de referencia y la solución de CIK que puede considerarse constante si dicha solución no está contaminada.
FIGURA 183.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 336 2009
La ecuación de Nernst da la fem E6, desarrollada en el electrodo de referencia: E = (RT / F) ln ([H+] · exterior al electrodo / [H+] interior en el electrodo) E = - RT / F · pH En la que: E = Potencial R = Constante de los gases perfectos F = Número de Faraday T = Temperatura absoluta [H+] = Concentración de iones hidrógeno La medida del PH con el electrodo de vidrio se reduce a medir un potencial resultante entre los electrodos de El-E, con una resistencia interna considerable. En la medida pueden presentarse algunas dificultades. Las más comunes son: A) Recubrimiento o abrasión de la membrana del electrodo de vidrio (influye en el potencial E4 y/o en el E5). B) Soluciones no acuosas o de alta resistencia (influye en E5 y E6). C) Taponamiento o fallo mecánico de la unión del líquido en el electrodo de referencia (influye en E que impide el paso de CIK, quedando el circuito abierto. Si el taponamiento es parcial se desarrolla un potencial indeterminado. D) Entrada de la solución de ensayo dentro de la solución interna del electrodo de referencia (influye en E8 y de modo más importante en E9) con lo que se destruye el potencial constante deseado. E) Variación con el tiempo del potencial de asimetría que depende de la naturaleza del vidrio, del tipo de fabricación, de las impurezas, de la disolución gradual del vidrio en la solución, del desgaste por erosión de la punta del vidrio, etcétera. Este potencial sólo es de unos pocos mV, pero se mantiene constante aunque existan las mismas soluciones a ambos lados del electrodo de vidrio. Los instrumentos de PH disponen de un ajuste para corregir este potencial. Como en el instrumento final de indicación o registro o control, la medida se realiza en unidades de PH en lugar de mV, es necesario compensar la influencia de las variaciones de temperatura de la solución de ensayo (véase la fórmula E = - RT / F · PH). Hay que señalar que el termocompensador o sonda de resistencia compensa sólo la relación tensión-temperatura del electrodo de vidrio y que sólo asegura la medida del PH real de la solución a su temperatura real. No detecta las variaciones con la temperatura propias del PH de cada solución, que siguen una ley distinta de una solución a la otra y para las cuales habría que diseñar un compensador especial para cada una de ellas.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 337 2009
Así, pues, la medida del PH es sólo válida a la temperatura a que se encuentra la solución. Aunque la variación de señal en mV por unidad de PH es relativamente grande (59 mV), la alta resistencia del circuito de los electrodos aconseja utilizar un amplificador de PH que por las características del circuito debe poseer una alta impedancia de entrada, un bajo nivel de ruido para disminuir los errores y opcionalmente un aislamiento de señal entre la entrada y la salida para eliminar los bucles de masa ya que la unión de referencia está al potencial de masa. El registro o el control del PH una vez amplificada la señal se realiza en un instrumento potenciométrico. En la medición del PH puede presentarse el recubrimiento de los electrodos, en cuyo caso el electrodo se comporta como si apreciara bajas concentraciones de ion H+ y por lo tanto el instrumento registrador leería altos valores de PH. En estos casos es, pues, necesario limpiar periódicamente el electrodo con una frecuencia que la experiencia determina en cada caso Existen métodos automáticos de limpieza (ultrasonidos, chorro de limpieza, cepillos mecánicos) que todavía no han dado un resultado completamente satisfactorio. Los instrumentos de PH tienen una precisión de 0,25 a + 1%, o bien, + 0,03 PH. El microprocesador aporta “inteligencia” al transmisor de PH, proporcionando insensibilidad a vibraciones, compensación automática de temperatura, autodiagnóstico y una precisión de + 0,1 %. Aplicaciones: El método de medición de PH por electrodo de vidrio se utiliza para la medición de PH en tanques de almacenamiento, líneas de traslado, en muestreo de equipos a lo largo del proceso, en laboratorios, en fosas de aguas residuales, en control de calidad, en la elaboración de perfumes, pinturas, cremas, poliuretanos, alimentos, etc. Ventajas y desventajas: Ventajas: Desventajas: - Permite la telemetría. - Costoso. - Preciso. - Frágil. - Respuesta rápida. - Requiere de mantenimiento - Se puede utilizar en laboratorios continuo. y áreas de producción. - Requiere de continua calibración.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 338 2009
CAPÍTULO V
RECOPILACIÓN DE ARTÍCULOS TÉCNICOS INDUSTRIALES
MODERNOS.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 339 2009
1.- Arquitectura Integrada de Procesos.
Utilizando la Arquitectura Integrada, su personal de operación, de ingeniería y de manutención puede visualizar y analizar la información de producción y operación en el formato que ellos deseen.
Rockwell Automation inicia una nueva etapa en su consolidación en el mercado de automatización. El lanzamiento de sus sistemas y productos bajo la Arquitectura Integrada, permite la mayor y más integrada oferta de automatización nunca antes vista.
Rockwell Automation ha impuesto el concepto de Arquitectura Integrada de procesos, el cual define una estrategia de automatización basada en estándares abiertos de la industria y que pone a disposición de los usuarios finales un amplio abanico de beneficios que contempla, entre otros, herramientas de programación unificadas; una arquitectura flexible; herramientas de visualización innovadoras; herramientas orientadas a la eficiencia; integración con equipos eléctricos como variadores de velocidad y centros de control de motores y, ahora, con la adición de novedosas herramientas que hacen sus sistemas de automatización ir más allá de los tradicionales conceptos de DCS o de PLC-HMI.
Rockwell Automation ha definido su desarrollo futuro en automatización en el área de procesos continuos como por lote, lanzando recientemente al mercado importantes capacidades que lo perfila como un proveedor de sistemas de automatización para todo tipo de industria, en especial en las áreas de minería, celulosa y papel y alimentos, industrias claves en el desarrollo de nuestro país.
FIGURA 1.
FIGURA 2.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 340 2009
Tecnología Básica.
La tecnología es simple y a la vez innovadora. Rockwell Automation ha definido el camino en su desarrollo y éste se basa en el potenciamiento de sus líneas de visualización, control, gestión y comunicaciones:
Plataforma de Visualización VIEWANYWARE.
Es la plataforma de visualización que permite estandarizar, bajo una única herramienta de software, las funciones de desarrollo, de aplicaciones de visualización y la visualización misma de los diferentes sistemas y equipos de control de su familia de equipos. Esta tecnología es un software de Interfaz de Operación que provee una única herramienta de configuración, para aplicaciones standalone y para aplicaciones distribuidas y del tipo Cliente/Servidor. Asimismo, provee las herramientas para poder integrar a esta arquitectura de visualización todas las interfaces para equipos de terceros, utilizando, para tal efecto, tecnología OPC abierta al mercado.
Plataforma de Control (LOGIX).
Nuestro diseño abarca el amplio espectro de aplicaciones en cualquier industria. Desde pequeños controladores programables (PLC) hasta un completo sistema de control del tipo distribuido. Una única plataforma de control que integra el total de las funciones y aplicaciones de control de una planta, desde el control discreto hasta complejas y sofisticadas estrategias de control regulatorio avanzado. Con una única herramienta de configuración, permite disminuir el entrenamiento para distintas plataformas, todas las capacidades de control regulatorio, control, batch y control discretos están al alcance de su personal.
Plataforma de Gestión (RSBIZWARE).
Es un conjunto de aplicaciones diseñadas para la gestión de información productiva, operacional y de manutención; RSBizware, como Sistema de Gestión y con herramientas basadas en tecnología web para la adquisición de datos en forma histórica, almacenamiento de los mismos y administración en un formato de página web. Se provee una importante capacidad de desarrollo de aplicaciones de manejo y administración de datos de producción, generación de reportes productivos u operacionales; funciones de optimización de celdas de trabajo; comunicación con diferentes equipos de automatización y su integración a los sistemas de gestión de planta; interfaces a sistemas corporativos (ERP); aplicación de control estadístico de procesos, y sistemas adaptados a las necesidades de cada usuario.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 341 2009
Plataforma de Comunicación NETLINX.
Plataforma y tecnología estándar para comunicaciones industriales como DeviceNet, ControlNet, Ethernet y FieldBus Foundation. Rockwell ha desarrollado tecnologías que nos permiten implementar, a través de diferentes tipos de redes, las estrategias de control de procesos más avanzadas, incluyendo comunicaciones a prácticamente todas las redes y buses de comunicación del mercado, poniendo énfasis en las redes de dispositivos inteligentes como con tecnología FieldBus Foundation y Hart. En la actualidad, Rockwell Automation cuenta con la ventaja de poder administrar una base de datos de aplicaciones global, acceso directo por tag, comunicaciones, control avanzado de aplicaciones de tipo analógicas, herramientas de visualización estandarizadas, herramientas de manutención y configuración vía control remoto, en una única arquitectura.
¿Qué hay de nuevo?
Rockwell Automation mantiene una política de desarrollo tecnológico en forma sostenida, segura, confiable y con una visión completa de protección de la inversión de sus clientes. Todos sus avances tienen en mente a sus clientes, por eso los nuevos avances en el área de automatización, con nuevas versiones y nuevas capacidades de sus productos, se resumen en los siguientes:
• Mayor presencia en aplicaciones Batch por medio de la nueva opción Phase Manager, una nueva herramienta para el desarrollo de aplicaciones de acuerdo al estándar S88, de la ISA, en el controlador mismo. Todas las capacidades del modelo S88 para la transición de estados y encapsulamiento de complejas lógicas son hoy día provistas en forma simple y garantizada.
• Objetos Gráficos Globales, que permiten la creación de funciones gráficas reutilizables y modificables en línea en su plataforma de visualización.
• Adición de tarjetas de entradas y salidas en línea, tanto en forma de tarjetas como en forma de nodos sobre la red ControlNet y Ethernet/IP.
• Creación de Estructuras de Datos por el usuario en línea, simplificando la asociación de variables de control con el mundo físico.
• Base de datos global y distribuida en cada controlador, que optimiza el flujo de información no solamente en la operación sino también durante el desarrollo y posterior manutención del sistema.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 342 2009
• Herramientas únicas de desarrollo de aplicaciones, a nivel de control, de redes y de visualización, que disminuye el entrenamiento de su personal.
• DeviceLogix, que permite implementar lógicas en dispositivos conectados a través de DeviceNet que disminuirá la probabilidad de fallas ante caídas de comunicaciones. Es como distribuir sus enclavamientos de terreno pero con inteligencia.
• Trabajos en conjunto con Endress+Hauser para la implementación de soluciones sobre buses de instrumentación inteligentes, como FieldBus Foundation, Hart y otros, que permitirá la implementación de un sistema de administración de activos en instrumentación.
• Completa integración con software de manutención de CCM inteligente por medio de objetos ActiveX, el cual permite la inclusión de las pantallas de manutención y diagnósticos de un partidor inteligente en las pantallas de operación.
• Aumento de tareas en ControlLogix a 99, lo que permite una mayor modularización de las aplicaciones.
• Administración de Recetas para procesos batch desde la pantalla del operador por medio de RecipePlus.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 343 2009
2.- Automatización Buses de Campo. La inclusión de microprocesadores en numerosos equipos de terreno, permite su integración a redes con importantes ventajas, como la mayor precisión derivada de la integración digital de las mediciones, mayor y mejor disponibilidad de información de los dispositivos, ahorro en el tendido de cables, diagnóstico remoto de componentes, y disminución del tamaño de la sala de control, entre otros. Los buses de datos que permiten la integración de equipos digitales de terreno, se denominan genéricamente Fieldbuses o Buses de Campo.
En los últimos 15 años, el tema de buses de campo ha sido motivo de conversaciones, pruebas y debates. Particularmente, en los últimos años el lanzamiento al mercado de Fieldbus Foundation aumentó aún más esta actividad, y varios grupos han intentado generar e imponer una norma que permita la integración de equipos de distintos proveedores. Hasta la fecha no existe un único bus de campo, y se apunta más bien a la coexistencia entre ellos.
A continuación se comparan las características de tres de los buses de campo con mayor presencia en el área de control y automatización de procesos:
• HART. • Profibus. • Fieldbus Foundation. Para realizar una comparativa, se deben considerar al menos dos aspectos: los técnicos, y la influencia geográfica en una industria determinada.
Consideraciones Técnicas.
HART, Profibus PA y Fieldbus Foundation presentan características comunes. De hecho, por su evolución histórica, HART sentó bases técnicas que más tarde fueron aprovechadas por Profibus PA, mientras que más tarde FF tomó aspectos técnicos de HART y Profibus PA. Podemos hablar entonces de una evolución entre los tres buses. Si bien ésta evolución abarca múltiples aspectos, quizás los más destacados aportes de cada bus sean los siguientes:
FIGURA 3.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 344 2009
• HART: En sus inicios, HART se destacó por dos conceptos. El primero es el concepto de descripción del dispositivo (DL). El segundo concepto fue el de redes multidrop, permitiendo a varios dispositivos compartir un par de cables. Si bien este último concepto (multidrop) tiene una implementación limitada dada su baja velocidad, permitió a los usuarios evaluar los beneficios de esta tecnología.
Por otra parte, HART presenta una ventaja única comparada con otros buses: es compatible con la señal de 4-20mA. De esta forma, permite una transición adecuada de tecnología analógica a tecnología digital, manteniendo compatibilidad en procedimientos de manutención y repuestos.
• Profibus PA: Incorporando varios de los beneficios de HART (incluyendo el concepto del DL, materializado en los descriptores GSD), probablemente el aporte más significativo de Profibus PA haya sido la implementación de un bus de comunicaciones, a una velocidad que permite implementarlo en forma efectiva.
• FF: El más reciente de los tres buses, incorpora características de los dos anteriores. Por ejemplo, implementa también los DL, y utiliza el mismo bus físico (normalizado según IEC 61158-2). El aporte más significativo de FF es la distribución del control en los dispositivos de terreno, descentralizando el control. Un entorno gráfico de configuración hace que ésta ventaja sea fácil de implementar.
Influencia geográfica / industria. Otro aspecto que influencia a veces el criterio de selección es el geográfico y de industria. Mientras HART tiene una buena presencia mundial, Profibus y FF presentan una distribución más segmentada. Profibus es fuerte en Europa, continente donde se desarrolla gran parte del progreso en el diseño de procesos de alimentos y bebidas, química y aguas. Por otra parte, FF es más fuerte en Estados Unidos, país en donde se desarrollan fuertemente las industrias relacionadas con el petróleo. Por tal motivo, es frecuente que plantas diseñadas y compradas en Europa incluyan Profibus
FIGURA 4.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 345 2009
3.- Automatización y Seguridad.
El último par de décadas ha mostrado claramente un continuo avance en el desarrollo técnico aplicado al control de procesos productivos. La implementación de sistemas de control automatizado en plantas de producción ha sido la tendencia mundial, dejando atrás los viejos sistemas de control por lógica cableada y paneles sinópticos.
Una de las principales causas de éste fenómeno, es el objetivo económico de las empresas productivas de alcanzar una capacidad máxima de producción, aumentando continuamente los requerimientos de calidad de sus productos.
A esto se suma el desafío de innovar con la aplicación de nuevas tecnologías, siempre más complejas y de gran alcance, que permitan flexibilizar los procesos productivos, factor de extraordinaria importancia para la competitividad en el presente y, sobre todo, en el futuro de una empresa. Este avance ha dado lugar a una nueva problemática dentro de los procesos productivos: la Seguridad.
Línea de Producción Automatizada con sistemas de seguridad.
FIGURA 5.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 346 2009
La seguridad: Una problemática industrial.
Cada vez que un proceso mecánico comienza a funcionar, se presentan riesgos potenciales tanto para el operador como para las máquinas. Es en esta interacción entre el hombre y las máquinas, que son absolutamente necesarios los más altos estándares de seguridad.
Aunque los dispositivos de seguridad utilizados comúnmente en procesos mecánicos, tales como cubiertas protectoras, paneles y equipos de protección, se han perfeccionado por muchos años, el uso correcto de estos dispositivos de seguridad en sistemas de producción automatizados, a menudo causa problemas en situaciones prácticas rutinarias. La principal razón de la presencia de estos problemas es la necesidad de intervención humana en los sistemas automáticos mientras que los procesos de producción están funcionando.
Por años empresas de tan variados rubros como la minería, celulosa y alimenticia se han empeñado en solucionar éstas problemáticas, dándole seguridad a los puestos de trabajo. Como consecuencia de ello, han surgido los más diversos elementos de conmutación con accionamientos mecánicos o eléctricos, desarrollándose una vasta gama de sistemas de seguridad para la protección del hombre y de las máquinas.
Estos productos permiten implementar soluciones que den seguridad en áreas críticas de las líneas de producción, donde maquinarias que componen procesos de miles de dólares pueden atentar contra la integridad de las personas o la continuidad del proceso productivo.
La normativa existente.
Una de las normativas que ha considerado éstas preocupaciones es la normativa europea EN 954-1 "Seguridad de Máquinas Partes del Sistema de Control relacionadas a la Seguridad". Esta considera el análisis tanto de las condiciones de peligro, así como de las condiciones de riesgo a las que los operarios están propensos, para la fabricación de productos de seguridad.
Tapetes de Seguridad para la protección contra “Acciones
Inseguras”.
Cortinas de Luz para la protección contra “Condiciones Inseguras”.
FIGURA 7.
FIGURA 6.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 347 2009
Otro aspecto importante de ésta normativa es que considera como parte del diseño de maquinarías, la severidad de una posible lesión y las medidas de seguridad para evitarlas. Con esto, tanto las máquinas como los procesos están diseñados para evitar "condiciones inseguras".
Los productos que supervisan la seguridad deben poseer altos niveles de confianza en su operación y es por ello que se deben considerar las soluciones específicas más adecuadas para cada caso. Para esto, el mercado ofrece una amplia gama de interruptores final de carrera, interruptores de emergencia, llaves de seguridad, cortinas de luz, monitoreo por láser, tapetes de seguridad, etc., que cumplen con normativas como la EN 654-1.
Amplia gama de soluciones.
La gran gama de productos permite definir casi cualquier condición que se requiera implementar para asegurar la seguridad. Es posible utilizar estos elementos de control para programar alarmas de acercamiento a zonas de riesgos, intervenir procesos mecánicos, evitar aperturas de compuertas en maquinarias móviles, etc., evitando así las consecuencias tanto de "condiciones inseguras" en los puestos de trabajo, como de "acciones inseguras" realizadas por los operarios.
Por ejemplo, los tapetes de seguridad y cortinas de luz pueden ser utilizados para definir zonas de riesgo dentro de las cuales la presencia de operarios activa una alarma, antes que el operario alcance realmente el foco de peligro (Ver Figuras 6,7 y 8).
Las llaves de seguridad pueden ser utilizadas para restringir el acceso a maquinarias con partes móviles que puedan producir lesiones. Un ejemplo típico es la industria alimenticia, en donde tanto mezcladoras de materias primas como extrusoras poseen tornillos mecánicos. En las puertas de acceso a estos equipos se instalan llaves de seguridad que restringen el acceso a la máquina mientras se encuentra en funcionamiento. Además, es posible bloquear el comando de la máquina si se encuentra una compuerta abierta, evitando accidentes durante las tareas de manutención o limpieza.
En resumen, el uso de sistemas de seguridad en plantas automatizadas, cuida que el proceso productivo no sea interrumpido, evitando pérdidas de producción. Los funcionarios y empleadores que producen bienes tienen la tranquilidad de trabajar protegidos, tanto física como mentalmente, ante las complicaciones de un posible accidente del trabajo.
Se evitan pérdidas al no perder el personal calificado y capacitado para el manejo de éstos sistemas, debido al tiempo de recuperación.
El Gobierno se beneficia al ver disminuidos los gastos por remuneraciones, seguros e indemnizaciones por invalidez provocadas por éstos accidentes. No menos importante es el hecho de que las empresas que utilizan sistemas de seguridad en sus plantas automatizadas están protegiendo una de sus mayores inversiones: el capital humano.
Cortinas de Luz para la protección contra
“Condiciones Inseguras”.
FIGURA 8.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 348 2009
4.- Comunicaciones y transmisiones de protocolos industriales sobre Ethernet. En esta ocasión, nos focalizaremos en la parte software del sistema, que es la manera en qué dispositivos típicos industriales están preparados o no para intercambiar datos.
La primera necesidad que se concibió fue justamente la originada por la razón de ser de Ethernet: llevar información, voluminosa y compleja, del proceso al sistema de monitoreo y adquisición de datos. Haciendo una revisión del modelo de capas de comunicaciones ISO-OSI o más modernamente del modelo TCP/IP, encontramos capas que dependen del hardware, otras que están relacionadas a la placa de comunicaciones y su microprocesador, y los niveles de presentación y aplicación que se relacionan con el software que corre en el terminal (en general, un PC cliente), haciendo esto referencia directa al protocolo en ciernes. Cada una de éstas capas permiten que una trama de información pueda recorrer una red Ethernet, pero son éstas últimas las que ponen mayores limitaciones a la "apertura de comunicación" de esta red.
Un protocolo para cada aplicación.
Haciendo una analogía entre sistemas industriales y comerciales, podemos decir que en éstos últimos es donde nacieron los protocolos más populares que concibieron las redes Ethernet como las que conocemos hoy en día. Un navegador de Internet funciona gracias al protocolo HTTP, como también podemos hacer uso de ficheros comunes o descargar archivos remotos gracias a FTP. Sin embargo, los PLC’s y las diferentes redes industriales transmiten en protocolos especializados, propietarios y optimizados para determinados procesos, muy distintos a los de oficinas, con lo que, en principio, el nivel de aplicación debía restringirse al propietario de todo el sistema, es decir, utilizar un mismo software HMI diseñado con los drivers integrados para interpretar la información de un sistema de automatización acotado a la misma marca.
Rápidamente, aquellos fabricantes exclusivos de software HMI adquirieron las licencias de los drivers de los sistemas de automatización más importantes para que su producto también fuese capaz de "desencriptar" del paquete TCP/IP la información relevante de aplicación. Pero, esto no sólo llevó al encarecimiento de éstos software, sino también a una frecuente desactualización de versiones de drivers, al ser provistos por terceros.
La estandarización del protocolo y mecanismo de transmisión de información denominado OPC permitió garantizar la comunicación de cualquier plataforma de software con cualquier protocolo industrial. Obviamente, el precio que se paga es performance del sistema (siempre es mejor cuanto menos intermediarios hay en el pasaje de datos), pero la gran ventaja es que se pueden integrar sistemas antiguos y modernos sobre TCP/IP, incluso a niveles de aplicaciones elementales como planillas de cálculo.
Capas del Modelo ISO-OSI.
FIGURA 9.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 349 2009
Ejemplo de una red Ethernet.
Integración en los sistemas de automatización.
Desde hace unos años, se han desarrollado en los mismos PLC’s y componentes de sistemas de automatización dispositivos que integran los protocolos de comunicación "de oficina". Esto lo vemos en placas de comunicación sobre Ethernet para PLC’s con funcionalidad "IT", lo que implica que la placa integra páginas web, puede enviar mails, permite subir y bajar archivos (planos, manuales u otra información relevante al proceso) e incluso ser diagnosticada con herramientas estándar. Con esto, en vez de disponerse de aplicaciones de software industriales en el PC, el sistema de automatización puede ser accedido con herramientas de oficinas. Por ejemplo, podemos ver lo que pasa en cualquier PLC del mundo por su página web, recibir por e-mail información del proceso o alarmas, actualizar un manual de mantenimiento, etc. A pesar que la tentación de recurrir a éstas soluciones es grande, debe tenerse bien en claro que de ninguna manera éstas herramientas tienen la prestación, seguridad y potencia de un software industrial, como un SCADA.
Comunicación entre automatismos.
Con la extensión de Ethernet dentro del mismo proceso se hace cada vez más frecuente la necesidad de intercomunicar equipos de un mismo nivel, sean estos PLC’s o instrumentos. Esto es totalmente viable hace tiempo, desde las redes en 10MB/s (léase redes Sinec H1) hasta hoy día sobre TCP/IP. Pero, es muy importante destacar que desde entonces y hasta ahora sólo se ha resuelto la transmisión con los protocolos propietarios de la misma marca, integrados en TCP/IP. Esto, significa que aún no es posible conectar en forma directa dos PLC’s de marca diferente sobre Ethernet TCP/IP sin hacer uso de un transductor, que reste eficiencia.
Modelo TCP/IP.
FIGURA 11.
FIGURA 10.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 350 2009
Por esto, el ingeniero proyectista debe tener claro que no es suficiente con que un dispositivo transmita en TCP/IP para garantizar su comunicación universal; siempre deberá preguntar por el protocolo de aplicación que integra en TCP/IP para saber con qué otros equipos ese podrá "hablar" sin inconvenientes. En este contexto, mecanismos como OPC se están tratando de extender a los PLC’s para resolver ésta situación, pero la evolución aún es lenta. Nuevos standards, como Profinet, están dando una solución al tema.
Algunas respuestas sobre redes Ethernet en Automatización.
Conscientes de la relevancia de las redes Ethernet para los profesionales de la Automatización Industrial hemos seleccionado algunas de las consultas más representativas de nuestros lectores sobre el tema y las respuestas entregadas.
¿Es Ethernet Industrial un nuevo protocolo de redes?
Definitivamente no. Ethernet Industrial hace referencia a una tecnología adaptada especialmente para satisfacer las necesidades de los entornos industriales y mineros, donde las tecnologías convencionales pueden presentar falencias constructivas incompatibles con las demandas de esos ámbitos. Por otra parte, se orientan a las típicas necesidades que caracterizan éstos procesos, como por ejemplo, alimentación en 24VDC, baja densidad de puertos por switch, montaje en riel DIN y protección IP65, entre otros. Cabe destacar que los equipos industriales son totalmente compatibles con los equipos comerciales, satisfaciendo el estándar IEEE 802.3.
Si bien en la industria y la minería se transmiten protocolos relacionados estrictamente a los controladores automáticos -que en el sector "comercial" no se utilizan-, al realizarlo bajo el protocolo TCP/IP, se mantienen los procedimientos de transmisión standard.
FIGURA 12.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 351 2009
Si las Tecnologías de la Información ya llegaron a los PLC’s, ¿Para qué siguen existiendo los SCADAs?
Disponer de Web server o e-mail desde un PLC o una estación de operación, permite complementar prestaciones de éstos, en especial en aplicaciones remotas o para monitoreos no críticos. Pero estas soluciones no poseen las funcionalidades que permitan resolver necesidades imperiosas de los sistemas de automatización, como el almacenamiento historizado de tags en tiempo real, registros de alarmas, históricos o la inserción de objetos gráficos con animación dinámica, entre otras funciones propias de los SCADAs. Asimismo, las herramientas para accederlos tampoco tienen los desempeños óptimos para los fines indicados.
Ver una planta de automatismos como n servidores de páginas Web es un concepto atractivo, pero actualmente no muy confiable para desarrollarlo con el objetivo de controlar totalmente a la misma. La tecnología IT es un aporte muy valioso a los automatismos, que no reemplazan las prestaciones de los sistemas netamente industriales, cuando éstos son así requeridos.
¿Cuáles son puntualmente los pros y los contras de OPC?
Si bien creemos que OPC ofrece más ventajas que contras, éstas últimas son muy importantes y deben ser tenidas en cuenta.
Ventajas de OPC.
• Apertura de comunicación de los SCADAs a los sistemas de automatización, generando una libertad casi total de elección.
• Apertura de comunicación a plataformas no industriales, como MS Office, permitiendo de ésta manera realizar soluciones costo efectivas a procesos particulares.
• Migración gradual de sistemas antiguos: Generalmente, lo primero que conviene "modernizar" en un sistema de Automatización antiguo es el HMI o SCADA, dado que es lo que se encuentra tecnológicamente más obsoleto. Utilizar OPC permite integrar paquetes nuevos de software SCADA con los sistemas ya existentes, incluso de varias décadas de instalación, cuando se ha perdido o no se han desarrollado interfaces compatibles.
• Existe una gran variedad de servidores OPC para todas las marcas y estándares, permitiendo elegir el más adecuado para las necesidades o conocimientos de cada uno. En la Web se ofrecen una enorme variedad de alternativas, pudiendo incluso bajarlas como "demo" o de uso limitado.
FIGURA 13.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 352 2009
Desventajas de OPC.
• Es una solución de software, con lo que el desempeño en términos de tiempo de respuesta y fiabilidad nunca son los mejores.
• El uso de un servidor OPC básico puede ser muy sencillo, pero generalmente son los que tienen menores prestaciones. Los OPCs de calidad industrial (que pueden dar respuestas casi en tiempo real) demandan procedimientos de configuración más engorrosos.
• Muchas veces, utilizar OPC es más caro que adquirir un SCADA con los drivers apropiados integrados. La tentación de desarrollar un SCADA propio basado en OPC, puede ahorrar los costos de licencias de paquetes específicos de desarrollo, pero conviene prestar atención a los costos por horas de ingeniería en un producto final no estándar.
¿Por qué es complicado que PLC’s de distintas marcas puedan comunicarse entre sí sobre Ethernet?
Así como hay diferentes estándares de comunicación de redes de campo (Profibus, DeviceNet, Modbus), lo mismo sucede cuando cada fabricante desarrolla su solución sobre Ethernet, al "tunelizar" su protocolo dentro de tramas TCP/IP. Aunque es cierto que existen gateways que permiten la conversión entre protocolos, esto resta performance, seguridad e incrementa significativamente el costo del proyecto. Cada marca ha optimizado sus sistemas para usar su protocolo nativo, por lo que integrarse a un protocolo foráneo le es complejo y muy costoso. Por lo tanto, resulta importante prestar atención en cómo cada fabricante envía sus datos sobre Ethernet y se los presenta a otra aplicación.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 353 2009
5.- Control Industrial Evolución de los Sistemas de Control.
En las primeras plantas de procesamiento de fluidos del siglo pasado, el control de procesos requería frecuentemente de muchos operadores, quienes circulaban continuamente alrededor de cada unidad de proceso observando los instrumentos locales y manipulando las válvulas. Las operaciones generales de la planta requerían que los operadores realizaran un tour a la planta registrando manualmente los parámetros de importancia. Posteriormente, y tras efectuar los cálculos matemáticos apropiados, el operador hacia un segundo tour, ajustando los controles.
Con la transmisión de las señales neumáticas, nacieron las primeras salas de control, donde se trasladaron los indicadores a un lugar central, junto con los controladores que transmitían señales de vuelta hacia las válvulas. En ese entonces, las lecturas se realizaban en grandes indicadores locales y los operadores ajustaban los controles neumáticos en la sala de control.
Luego de la Segunda Guerra Mundial, los controladores electrónicos empezaron a aplicarse industrialmente y aparecieron nuevos tipos de sensores para medir parámetros anteriormente no medibles. Asimismo, los computadores se volvieron más baratos y confiables, y los controladores se hicieron más pequeños, permitiendo su instalación en paneles. A su vez, las salas de control se tornaron más comunes y complejas.
Las tecnologías de video y su habilidad para desplegar datos y permitir al operador iniciar acciones de control, hicieron posible las entradas del control distribuido. Entonces, la sala de control pudo proveer información centralizada sin tener que centralizar todo el procedimiento, disminuyendo así los riesgos asociados, al reducir costos y complejidad de cableado.
De este modo, los tradicionales recorridos de los operadores dejaron de ser necesarios, ya que con sus dedos, podían acceder a las pantallas de un controlador (o de un grupo de ellos), hacer cambios de Set Point fácilmente desde el teclado y si existían condiciones fuera de lo normal, responder a cualquier alarma.
Datos y respuestas en tiempo real.
Los sistemas de control distribuidos tradicionales nacidos en la década de los ‘70, lograron que los datos y las respuestas a ellos fueran en tiempo real. Las interfaces de operador de alta calidad permitieron que los operadores supieran sin esfuerzo lo que estaba pasando en toda la planta. No obstante, dichos sistemas de control distribuidos (SCD) tenían sus debilidades: eran de elevado costo de adquisición e instalación, inalcanzables para la pequeña y mediana empresa, además de tener los sistemas operativos y protocolos de comunicaciones propietarios.
A mediados de los años ‘90, los procesos comenzaron a requerir un alto nivel de acciones discretas, junto a sofisticadas acciones de control. Así aparecen paulatinamente arquitecturas que combinaban el control discreto y continuo en el mismo controlador. La ventaja de estos sistemas es que permitieron manejar la selección de equipos instalados, con requerimientos de control basados en operaciones binarias.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 354 2009
Por ejemplo, Soltex Chile S.A. configuró y puso en servicio exitosamente el sistema de control distribuido híbrido APACS, como el de la Figura 14, en diversas aplicaciones de control de procesos. El sistema APACS utilizaba plataformas de software estándar Windows NT en PCs compatibles, utilizando lenguajes de programación y protocolos de comunicación estándares. Lo anterior permitió que, con dicha tecnología, Soltex Chile S.A. fuera una de las primeras empresas en Chile en implementar el control y monitoreo de plantas completas usando sólo buses digitales de instrumentación y válvulas.
Nuevos protocolos, nuevas posibilidades.
Ahora, a principios del nuevo milenio, surge el sistema de control de procesos PCS7 de Siemens, que, gracias al avanzado sistema de programación en bloques de proceso y bloques de secuencia, permite integrar fácilmente la experiencia y el dominio del proceso del personal de producción, de manera directa en la implementación.
Luego de configurar el control de proceso, usando un lenguaje muy cercano a los ingenieros químicos especialistas en la producción, las poderosas herramientas de ingeniería del PCS7 generan, automáticamente, pantallas de sintonía, ventanas pop-up, tendencias, reportes y alarmas (Figura 15).
Cabe destacar en el PCS7 las posibilidades de comunicación en todos los niveles (Figura 15). Así en la etapa de instrumentación de campo, se manejan los protocolos Profibus PA, Hart, Modbus y Fieldbus Foundation. En la etapa de procesos, Profibus DP es el principal protocolo de equipos autómatas y elementos, mientras que en el nivel de control de proceso y nivel corporativo, Industrial Ethernet es dominante, teniendo equipos para topologías de bus, estrella y anillos, simples y dobles, agregando con ello diversos niveles de redundancia en las comunicaciones.
FIGURA 14.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 355 2009
Soltex Chile ha configurado y puesto en marcha anillos de fibra óptica con switch OSM Siemens, logrando con ello un óptimo resultado en el control de proceso asociado a oleoductos, y permitiendo transmitir señales de telefonía IP, video IP y datos de control entre autómatas.
FIGURA 15.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 356 2009
6.- Control Industrial Desde la Lógica Cableada a los Micro Automatismos.
Monitorear y poder realizar diversas acciones sobre un proceso productivo es una necesidad constante en cualquier segmento de la industria. Por esta razón, se han desarrollado diversos mecanismos para ejecutar estas tareas. Sin embargo, el avance de la tecnología y, en especial, de la electrónica ha permitido automatizarlas, al incluir “inteligencia” en equipamientos que pueden decidir sobre un conjunto de reglas definidas por el usuario, encontrándonos actualmente con éstos controladores, cada día más pequeños y poderosos, en diversos ámbitos de la industria.
Lógica cableada.
La lógica cableada es una forma de realizar controles, en la que el tratamiento de datos (botonería, fines de carrera, sensores, presóstatos, etc.), se efectúa en conjunto con contactores o relés auxiliares, frecuentemente asociados a temporizadores y contadores.
A través de la conexión de los contactos de los diferentes elementos involucrados, se ejecutan secuencias de activación, desactivación y temporizaciones de los diferentes elementos que permiten realizar el manejo de la maquinaría (contactores, válvulas, pistones, calefactores, motores, etc.). El uso de relés auxiliares hace posible incrementar la cantidad de contactos disponibles para realizar la lógica, lo cual habitualmente es necesario, además de servir de interfaz al manejar diferentes niveles de voltaje (24 a 220 VAC y viceversa, por ejemplo). Las temporizaciones también son recurrentes, por lo cual uno o más temporizadores son comúnmente encontrados en éstos sistemas.
FIGURA 17.
FIGURA 16.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 357 2009
Lógica programable.
La lógica programable permite utilizar unidades electrónicas para el tratamiento de datos. El funcionamiento de éste tipo de equipos no está definido por un esquema, como en el caso de la lógica cableada, sino por un programa cargado en la memoria de la unidad de
tratamiento. Los autómatas programables son los componentes básicos de los equipos electrónicos de automatismo. Hicieron su aparición en Estados Unidos en 1969 como respuesta a la demanda de los fabricantes de automóviles. Deseaban automatizar sus fábricas con un equipo capaz de adaptarse a los cambios de fabricación, más sencillo y económico que los sistemas cableados que se empleaban masivamente hasta entonces.
En la actualidad, existen numerosos modelos de autómatas programables: desde los "relés inteligentes", que se adaptan a las máquinas e instalaciones simples con un número reducido de puertos de entrada/salida; hasta los autómatas multifunción, capaces de gestionar varios miles de puertos de entrada/salida y dedicados al accionamiento de procesos complejos.
Dado el avance alcanzado por la electrónica, los nuevos PLC son capaces de realizar funciones de control complejas, tales como control por lazos de tipo PID de variables
análogas o discretas, manejo de funciones trigonométricas, manejo de redes de variadores de frecuencia a través de los PLC más sencillos y comunicaciones Ethernet que permiten incorporar éstos equipos tanto a redes industriales como corporativas.
Los "relés inteligentes".
Estos avances también dieron paso a una nueva gama de "relés inteligentes", denominados "Micro PLC" o "Controladores Programables", los cuales aportan la posibilidad de realizar la programación de las secuencias directamente sobre su teclado, visualizando la generación del programa en un display incorporado, con gran legibilidad, tal como se aprecia en los equipos recientemente incorporados al mercado,
además de la habilidad de depurar su programa al permitir ver las secuencias generadas con los distintos estados de sus entradas, salidas y variables propias (modo monitoreo).
FIGURA 20.
FIGURA 21.
FIGURA 22.
FIGURA 19.
FIGURA 18.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 358 2009
La selección y ajuste de, por ejemplo, un temporizador se realiza fácilmente dado el detalle desplegado, que incluye gráficas de las funciones disponibles de realizar, así como de los parámetros requeridos para generar su función.
La gran difusión de los relés inteligentes, dada su simplicidad de programación e instalación que redunda en menores tiempos de implementación y costos, han permitido aumentar el grado de control en todo tipo de maquinarias en la industria, en instalaciones eléctricas (control de iluminación, calefacción), control de temperatura en invernaderos, así como en sistemas de control de sistemas cotidianos, tales como escaleras mecánicas, portones automáticos, dispensadores de bebidas, letreros publicitarios, etc.
Todos estos sistemas se caracterizan por manejar bajos niveles de entradas/salidas que varían desde 10 hasta 40, con incorporación de 2 a 15 temporizadores, eventualmente control de variables análogas para manejo, por ejemplo, de presiones de líneas de aguas, niveles de estanque, etc.
Estos equipos están destinados a seguir incrementando su participación en los diversos ámbitos de nuestras vidas, gracias al aumento de sus capacidades, como al incremento de nuestras necesidades de confort del ambiente que nos rodea.
El siguiente ejemplo corresponde a una aplicación industrial, realizando un control de presión de una línea hidráulica, en la cual se mide la presión a través de un transductor de 0 a 10bar/0 a 10Vdc, el cual es leído a través de un equipo Zelio Logic. Este controla dos bombas de acuerdo a un nivel especificado por el cliente, además de realizar la inversión de las bombas por períodos de funcionamiento acumulado de cada una de ellas, de manera de asegurar su uso proporcional.
FIGURA 25.
FIGURA 24.
FIGURA 23.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 359 2009
7.- DEVICENET. El desarrollo del control distribuido en la industria, requiere de dispositivos inteligentes para realizar el control o la supervisión remota. Un bus de campo transfiere información secuencial y serial por un número limitado de líneas o cables. DeviceNet es una red abierta de dispositivos que se ha convertido en una norma de impacto para conectar los equipos en los primeros niveles de automatización de la planta.
Un bus de campo es un sistema de transmisión de datos que simplifica la instalación y operación de máquinas y equipamientos industriales utilizados en procesos de producción. Son redes digitales, bidireccionales, multipunto, montadas sobre un bus serie, que conectan dispositivos de campo como PLC’s, transductores, actuadores y sensores y dispositivos inteligentes. Todo esto con una capacidad de diagnóstico, control o mantenimiento, así como de comunicarse bidireccionalmente a través del bus. En teoría, un sistema "abierto" permite que en una red de control y automatización se conecten diferentes dispositivos suministrados por diversos proveedores sin necesidad de construir interfaces dedicadas para cada uno de los dispositivos.
DeviceNet, una red abierta.
Originalmente desarrollada por Rockwell Automation (Allen-Bradley) en el año 1993, DeviceNet es una de las redes de dispositivos más populares y de mayor penetración en el mercado americano, cubriendo en EEUU cerca del 60% de las redes de su tipo y en Chile, en particular, por sobre el 40%, encontrándose en las más diversas aplicaciones en la industria nacional, desde la gran minería hasta la industria salmonera y alimenticia, sin olvidar la importancia en la industria de la celulosa.
Esta plataforma fue adoptada por la Open DeviceNet Vendor Association, OVDA, una organización no lucrativa fundada en 1995 para apoyar mundialmente la evolución de sus especificaciones, agrupando a más de 300 proveedores de dispositivos de control para automatización de plantas. Su misión es la de promover la normalización de este protocolo en todo el mundo y propiciar la mejoría de las funcionalidades de la norma con el fin de satisfacer las necesidades de conectividad de la planta moderna.
DeviceNet es un bus de campo económico para componentes industriales, tales como detectores de final de carrera, detectores ópticos, terminales de válvulas, convertidores de frecuencia, paneles de mando y muchos otros productos. DeviceNet se utiliza para reducir el costoso cableado individual y para mejorar las funciones de diagnóstico específicas por componente.
Esta red se desarrolló para satisfacer las necesidades de la industria de contar con un medio de comunicación que fuera aceptado universalmente y que tuviera la capacidad de aceptar la mayoría de los dispositivos empleados en el primer nivel de la planta. Además de leer el estado de los dispositivos discretos conectados a la red, tiene la capacidad de reportar temperaturas, leer la corriente de carga en un arrancador de motor, cambiar la velocidad del impulsor de un motor o contar el número de envases que han pasado en una banda transportadora durante el turno anterior.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 360 2009
Características de DeviceNet.
DeviceNet es una de las redes que han adoptado el esquema productor/consumidor, lo que implica que la información producida por una sola fuente en la red alimenta en forma simultánea a todos los probables receptores y deja a éstos la decisión de escuchar o no el mensaje recibido. Los beneficios del esquema se reflejan en una mejor utilización del ancho de banda y la agilización en el tiempo de respuesta en la red.
La red permite que los dispositivos conectados a la misma se puedan enlazar como maestro/esclavo (Master/Slave), entre pares (Peer to Peer) y como productor/consumidor. Este último modo de comunicación es un modelo recientemente desarrollado para las pistas de comunicación más sofisticadas, como FF Fieldbus y ControlNet. Múltiples nodos consumen en forma simultánea los mismos datos generados por un productor sencillo. Así, los nodos pueden sincronizarse con facilidad, y el ancho de banda es utilizado con mayor eficiencia. La relación maestro/esclavo es la más sencilla de entender, ya que el PLC o Scanner es el maestro y los dispositivos entrada/salida son los esclavos. El esclavo sólo habla cuando se le interroga, y únicamente hay un maestro por red.
Considérese que los nodos pueden ser eliminados o insertados sin necesidad de desconectar la energía a la red. También se dispone de fuentes de energía adicionales que se pueden conectar en cualquier lugar de la red para tener un apoyo redundante. En algunos casos se requiere energizar determinados dispositivos que consumen grandes cantidades de energía de una fuente externa, tales como arrancadores de motores y válvulas solenoides. En éstas situaciones se utilizan aisladores ópticos que mantienen la energía adicional aislada de la línea troncal.
• Número máximo de nodos por red: 64 en topología de bus con derivaciones.
• Distancia máxima: 100 m a 500 m. y hasta 6 km Con repetidores, y en velocidades de 125, 250 y 500 Kbps.
• Emplea dos pares trenzados: control y alimentación, con alimentación en 24 Vdc, con opción de redundancia.
• Transmisión basada en el modelo productor/consumidor con un empleo eficiente de ancho de banda y con mensajes desde 1 byte hasta largos ilimitados.
• Reemplazo Automático de nodos, no requiere de programación y elevado nivel de diagnósticos.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 361 2009
Rendimientos v/s Velocidad.
Es lógico pensar que una red de comunicaciones es más rápida en la medida que su velocidad de transferencia de bits es mayor, siendo importante este dato también debemos tener en cuenta otros factores a considerar. Uno de ellos es el relacionado con la velocidad efectiva de transmisión de bits. ¿Cómo podemos saber si una red de 12 Mbps, una de 5 Mbps o una de 500 Kps es más rápida que las otras? Para esto debemos definir cómo los protocolos de comunicación crean sus mensajes, el largo que ellos ocupan y su eficiencia en la transmisión de los mismos. La eficiencia es un punto importante, dado que ello refleja la capacidad del protocolo de implementar estrategias de control avanzadas, en tiempo real.
Otra manera importante de comparar redes, es mediante al análisis de su modo de trabajo. En la modalidad "Maestro-Esclavo", los esclavos no son capaces de iniciar un mensaje y dependen totalmente del maestro quien interroga uno a uno desde el primer nodo hasta el último. Si un nodo desea transmitir, debe esperar que los anteriores lo hayan hecho.
En cambio, en la modalidad "Productor/Consumidor", cualquier nodo es capaz de iniciar o producir la comunicación. El mensaje es "consumido" por el o los nodos que así lo deseen y descartado en caso contrario. Volviendo a nuestro ejemplo anterior de la red con 5 nodos, si el nodo 5 desea comunicarse con el nodo 4 simplemente produciría un mensaje en la red y el nodo 4 lo consumiría.
Conclusiones.
DeviceNet es una tecnología simple y fácil de instalar, lo que reduce importantes costos en el desarrollo de cualquier proyecto de comunicación. Provee la capacidad de adición de nodos en línea y de autoconfiguración ante la falla de algunos de ellos. Además, es una plataforma probada, robusta y con muy eficiente manejo de transmisión de los datos gracias al modelo Productos/Consumidor.
DeviceNet es un bus de campo abierto gracias al estándar correspondiente especificado por una organización independiente Open DeviceNet Vendor Association – ODVA. A esta organización están adheridas más de 300 compañías en todo el mundo.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 362 2009
8.- Introducción Histórica del Control Automático.
Máquina de Watt.
El Control Automático ha tenido un rápido desarrollo en los últimos años. Sin embargo, a lo largo del tiempo ha sufrido un proceso de evolución que se inició en el año 800 a.c., en la civilización griega, donde en el pensamiento del hombre ya estaba vivo el placer de obtener el movimiento por sí mismo, y así lo manifiesta Homero en sus escritos, como La Ilíada. Cuatro siglos después, Aristóteles intuía que el automatismo liberaría el trabajo humano cuando cada una de las herramientas pudiese cumplir su tarea obedeciendo una orden o simplemente intuyéndola.
La historia de la humanidad se puede seguir en base al desarrollo de sus avances tecnológicos y científicos. Se puede considerar que entre los principales descubrimientos o inventos que han revolucionado la forma de vida del hombre están: la invención de la rueda, la construcción de la imprenta, la aparición de la máquina de vapor -que generó la Revolución Industrial-, la electrónica y sus aplicaciones en la informática y la aparición de la red de redes, Internet, como vehículo unificador en nuestra aldea global.
El control automático ha desempeñado una función vital en el avance de la ingeniería y la ciencia. El primer trabajo importante en control automático surge a finales del siglo XVIII, y fue el regulador de velocidad centrífugo de James Watt para el control de velocidad de una máquina de vapor. Cuando la máquina de vapor fue inventada y se dio inicio a la Revolución Industrial, se inició paralelamente la necesidad de crear un sistema de control para poder manipular los diferentes parámetros de esta máquina. Un ejemplo de ésto fue el desarrollo del regulador de presión con el fin de controlar este parámetro en el sistema.
FIGURA 26.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 363 2009
La influencia de la matemática en el surgimiento de la Teoría de Control.
Después de la Revolución Industrial, el diseño de sistemas de control realimentado estaba desarrollándose por medio de prueba y error junto con mucha intuición de la ingeniería. Era más un arte que una ciencia. En las matemáticas de mediados del siglo XIX, primero fue usado el análisis de la estabilidad de sistemas de control realimentado.
Como la matemática es la lengua formal de la teoría del control automático, se podría llamar al período anterior la prehistoria de la teoría del control.
Procesos industriales.
A principios del siglo XX, hubo una necesidad industrial de instrumentos capaces de medir, grabar y controlar presiones, temperaturas y otras variables. Desde mediados de 1930, los controladores automáticos eran principalmente de tres tipos:
• Relé eléctrico con válvula operada por un solenoide que da una acción de on/off. • Relé eléctrico con válvula operada por un motor: una acción proporcional de banda ancha. • Relé neumático.
Se dieron grandes avances en conceptos y procesos de control, entre los cuales se pueden ofrecer algunos ejemplos:
• En 1922, Minorsky mostró que la estabilidad puede determinarse a partir de las ecuaciones diferenciales, y da a conocer lo valioso de un controlador PID (Proporcional Integral Derivativo). La función proporcional se conocía desde el comienzo del relé, pero la parte integral no se conoció hasta 1920 y la derivativa en 1930.
• Ivanoff fue una de las primeras personas en intentar desarrollar las bases teóricas que apoyarían el análisis y la síntesis de los controladores de temperatura.
• Nyquist, en 1932, diseñó un procedimiento simple para determinar la estabilidad en sistemas de lazo cerrado.
• C.E. Mason y G.A. Philbrick patentaron en 1934 un controlador que tiene, además de la acción proporcional, la acción integral. Este controlador fue capaz de eliminar el error permanente.
• En 1940.G Ziegler y N.B. Nichols ponen en el mercado el primer controlador PID: Fulscope modelo 100.
Robots “Spirit” y “Opportunity” en
Marte.
FIGURA 27.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 364 2009
• En 1936 Ed S. Smith enfatizó en la importancia de usar controladores con parámetros ajustables. Antes de él, los parámetros en los controladores eran fijos.
El control automático a partir de 1950.
Conforme las plantas modernas con muchas entradas y salidas se vuelven más y más complejas, la descripción de un sistema de control moderno requiere una gran cantidad de ecuaciones. La teoría de control clásica, que trata de los sistemas con una entrada y una salida, pierde su solidez ante sistemas con entradas y salidas múltiples.
Desde 1960, la teoría de control moderna se ha desarrollado para enfrentar la creciente complejidad de las plantas modernas y los requerimientos limitativos respecto a la precisión, el peso y el costo en aplicaciones espaciales e industriales.
Durante las décadas de 1960 y 1970, se investigaron a fondo el control óptimo, tanto de sistemas determinísticos como estocásticos, y el control adaptable, mediante el aprendizaje de sistemas complejos.
De 1980 hasta la fecha, los descubrimientos en la teoría de control moderna se centran en el control robusto, aparecen los transmisores inteligentes, y se aplica el Sistema Industrial Abierto, entre otros.
Aplicación moderna del control automático: Sistemas de control con robots.
El robot es pensado para trabajar en tareas diversas de ayuda a los seres humanos. En el 2004, los exploradores marcianos "Spirit" y "Opportunity" son enviados por la NASA para realizar estudios de la topografía marciana, transmitir fotografías y realizar análisis geológicos. En su misión, ambos robots transmitieron información sobre la estructura geológica del planeta y sobre las condiciones de su atmósfera. Pero, lo que es más importante, constataron que en su pasado más remoto el planeta albergó agua que dejó su huella sobre la superficie estratificada y cubierta de minerales que, en la Tierra, sólo se forman en presencia del líquido. Gracias a la automatización, la electrónica y la transmisión de datos, el "Spirit" y "Opportunity" nos permiten investigar a Marte como en la Tierra.
El “Spirit” y “Opportunity” envían a la Tierra desde Marte claras fotos de su
entorno y datos científicos, incluyendo su primer análisis de rocas
marcianas. FIGURA 28.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 365 2009
9.- Norma OHSAS 18.001: Un sistema de gestión de seguridad y salud ocupacional.
La norma OHSAS 18.001 (Occupational Health and Safety Standard) es un conjunto de criterios y especificaciones que permiten a una organización, empresa o industria ser evaluada y certificada en los aspectos de seguridad y salud ocupacional. Su certificación se basa en el cumplimiento de los procedimientos de seguridad y salud ocupacional definidos por la empresa tomando como guía lo establecido en la norma OHSAS 18.001. En ese sentido, tiene semejanza con las normas ISO 9001 e ISO 14.001, las que especifican las condiciones en materias de calidad y medio ambiente, respectivamente.
La norma OHSAS 18.001 puede ser aplicada en cualquier empresa o industria, de preferencia en aquéllas en las cuales sus trabajadores están sometidos a riesgos laborales.
Estándares de la Norma.
La norma establece especificaciones agrupadas en cuatro ámbitos:
• Especificaciones de planeación: Conformadas por cuatro requisitos asociados al desarrollo de objetivos de seguridad, cumplimiento de requerimientos legales pertinentes, identificación de peligros y evaluación de riesgos y programa de prevención de riesgos.
• Especificaciones de implementación y operación: Conformadas por siete requisitos asociados a responsabilidades de prevención de riesgos en la empresa, entrenamiento en seguridad, comunicaciones, documentación pertinente, acciones de control de los riesgos y respuesta a emergencias.
• Especificaciones de verificación y acciones correctivas: Conformadas por cuatro requisitos asociados a la medición del desempeño preventivo, investigación de accidentes, registros de seguridad y auditorías de seguridad.
FIGURA 29.
FIGURA 30.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 366 2009
• Especificación de revisión gerencial: que consta de un requisito asociado al conocimiento por la autoridad máxima del establecimiento de la efectividad de las normas, procedimientos y estándares de seguridad en el control de los riesgos en los procesos.
Para que una empresa o industria obtenga la certificación, ésta debe ser otorgada por una institución certificadora acreditada en el país y/o en el exterior. El cumplimiento de los estándares de la norma OHSAS no limita la responsabilidad de la empresa en el cumplimiento de las obligaciones legales vigentes en cada país.
Requerimientos funcionales.
La norma OHSAS 18.001 sólo establece criterios y especificaciones para el diseño de un sistema de gestión en seguridad y salud ocupacional, el cual debe ser adaptado a la empresa que desea certificar. Esta adaptación se realiza definiendo procedimientos e instrucciones específicas en el ámbito de acción de la empresa.
En general, la documentación necesaria para cumplir con los requerimientos de la norma se compone de:
• Manual de organización y especificaciones: Conjunto de definiciones que establecen las actuaciones y procedimientos de la planeación, operación, verificación y revisión de la norma.
• Procedimientos administrativos de gestión: Conjunto ordenado de instrucciones o reglas que definen y establecen los estándares operativos exigidos por la norma aplicados a la empresa en particular.
• Procedimientos para actividades críticas: Instrucciones o reglas específicas que se definen para el control de los riesgos en actividades definidas como críticas.
• Procedimientos de control de registros: Conjunto ordenado de instrucciones que establecen la acreditación de los registros exigibles por la norma para la continua verificación de su cumplimiento.
FIGURA 31.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 367 2009
Actividades para adecuarse a los estándares de la Norma.
Para la implantación de los estándares de la norma se considera homologar a la estructura y estándares de la norma los procedimientos de Prevención de Riesgos que disponga la empresa o, de no tenerlos, considera el desarrollo de los mismos.
Para la manutención de los estándares de la norma se considera la aplicación de los procedimientos mencionados anteriormente y el pleno cumplimiento de la legislación aplicable, tanto de orden laboral u otro ámbito exigible al respecto.
Etapas típicas para la implantación de la OHSAS 18.001.
La implantación de la norma OHSAS 18.001 considera las siguientes etapas en su implementación, las cuales pueden tomar al menos un año desde el momento que la dirección de la empresa declara su intención de certificar e inicia las actividades en forma organizada:
• Difusión y sensibilización en la empresa. • Contratación de servicios de apoyo de consultores especialistas. • Capacitación de un equipo de trabajo de la empresa para su desarrollo. • Desarrollo de Manual de Seguridad y Salud Ocupacional. • Proceso de Identificación de Peligros y Evaluación de Riesgos. • Desarrollo de procedimientos administrativos, de actividades críticas y de control de registros. • Formación de equipo de auditores internos. • Proceso de revisión y análisis. • Auditorías internas previas al proceso de certificación y medidas correctivas de las no conformidades detectadas. • Certificación.
FIGURA 32.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 368 2009
10.- Profinet El nuevo estándar de comunicación en la automatización de plantas industriales.
La última exposición de automatización SPS/IPC Drives 2004 (Nürenberg, Noviembre 2004) destacó la última tendencia en comunicación industrial: la integración de las tecnologías IT a nivel proceso y control. La solución exhibida más importante fue Profinet. Todos los stands de las empresas adherentes a este nuevo estándar (Phoenix Contact, Sew, Rexroth, Wago, Beckhoff, Yokogawa y Siemens, entre otras) presentaron funcionalmente la interacción de sus soluciones actuales con éstos nuevos desarrollos.
Aunque intuitivamente nos podemos dar cuenta que Profinet es Profibus en Ethernet, es mucho más que la mera integración de un protocolo en otro. Este nuevo concepto (estandarizado según IEC 61158/61784-1 y 61158/61784-2) integra las reconocidas prestaciones de Profibus DP (determinismo, isocronismo, diagnóstico, acceso a I/Os remotas y a información de proceso) sobre protocolos TCP/IP en tecnología Ethernet, permitiendo de este modo convivir las aplicaciones IT con la transmisión de información crítica. Para ello, la transmisión, basada en nuevos desarrollos de chips denominados ERTEC (Enhanced Real Time Ethernet Controller), reservan un rango de
transmisión de la trama TCP/IP para la parte del telegrama crítico determinístico, para, a continuación, seguir con la transmisión de otros protocolos.
Por otra parte, Profinet mantiene el mismo sistema simple de configuración, parametrización y diagnóstico que una red Profibus DP actual, de modo que las inversiones de capacitación y know how invertido se garantizan en la nueva tecnología.
Dos conceptos sostienen este estándar: Profinet I/O como solución para el acceso determínistico y en tiempo real de señales distribuidas (similar a Profibus DP); y establecer el medio de comunicación para las nuevas plataformas de desarrollos de plantas industriales (Component Based Automation).
FIGURA 34.
FIGURA 33.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 369 2009
Tecnologías IT en los niveles de proceso y control.
Este nuevo concepto permite disponer de una tecnología común en la planta: Ethernet TCP/IP. Esto hace posible aplicar soluciones y desarrollos orientados hasta ahora sólo al mundo informático. A modo de ejemplo, tecnologías como el acceso inalámbrico y el diagnóstico web pueden implementarse como solución para la transmisión remota y segura de I/Os distribuidas. Así mismo, también se puede acceder a drives o dispositivos inteligentes como HMIs u otros PLC’s y realizar diagnóstico de estaciones en aplicaciones web u otras aplicaciones comunes; todo esto siempre garantizando la transmisión confiable y los estándares de seguridad originales de Profibus DP.
Información en verdadero tiempo real.
Gracias al diseño sobre estándares de 100MB/s y 1GB/s, la potencia de los nuevos chips de comunicación permite implementar soluciones de control en tiempo real verdadero (IRT), garantizando tiempos de respuesta menores a 1ms, necesarios para el sincronismo de ejes accionados por drives comunicados por este bus común.
Por otro lado, esta potencia de transmisión garantiza el determinismo y el acceso a gran cantidad de puntos de I/Os distribuidos.
Flexibilidad para el armado de las topologías más apropiadas.
Por su diseño sobre Ethernet Industrial, las topologías permitidas cubren todas las posibilidades válidas, lo que implica que las redes se pueden configurar en bus, anillo o estrella tanto en cobre como en fibra óptica, e incluso enlaces punto a punto, wireless. Por otra parte, la enorme cantidad de nodos conectables (hasta 2.048) extiende el espectro de solución a cantidades de señales no posibles hasta ahora. Los controladores de la red siguen el mismo esquema de Profibus, es decir, un PLC maestro (o "controller") accede ya sea desde su puerto integrado o desde placas adicionales a las estaciones esclavas (o "dispositivos I/Os"). Por otra parte, las estaciones de ingeniería operan directamente conectadas al mismo bus. Lo mismo que estaciones de operación basadas en SCADA, las cuales ya se disponen con drivers directos o con servidores OPC Profinet I/O.
Fundamental es la posibilidad de interacción de redes Profibus DP ya existentes con redes Ethernet/Profinet mediante el uso de interfaces ya disponibles como servidores proxys, de manera que un controlador en Ethernet accede directamente hasta el esclavo en DP sin conversiones ni redireccionamientos.
FIGURA 35.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 370 2009
La gama de productos disponibles.
El actual estado de desarrollo de Profinet dispone ya de una gran variedad de PLC’s maestros con interface Ethernet integrada, lo mismo que estaciones de entradas y salidas. De suma importancia son también los componentes de conexión (cables, conectores RJ45, switches, etc.) como también dispositivos con switch integrados (placas de comunicación, interfaces de dispositivos) lo que hace de Profinet una solución de vanguardia para proyectos de automatización industrial y procesos discretos (alimentos y bebidas, procesos mineros secos, etc.).
La evolución de esta tecnología se extiende a accionamientos, paneles y, para el próximo año, la integración en procesos de redes Profibus PA, seguridad integrada (Profisafe) y tecnología RFID.
FIGURA 36.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 371 2009
11.- Protocolos de Comunicación Industrial.
Muchas veces escuchamos en la industria la frase “protocolos de comunicación” sin tener claro de qué estamos hablando. Con el objeto de familiarizar a los lectores, expondremos sus principales características y fundamentos de los más utilizados. En principio un protocolo de comunicación es un conjunto de reglas que permiten la transferencia e intercambio de datos entre los distintos dispositivos que conforman una red. Estos han tenido un proceso de evolución gradual a medida que la tecnología electrónica ha avanzado y muy en especial en lo que se refiere a los microprocesadores.
Un importante número de empresas en nuestro país presentan la existencia de islas automatizadas (células de trabajo sin comunicación entre sí), siendo en éstos casos las redes y los protocolos de comunicación Industrial indispensables para realizar un enlace entre las distintas etapas que conforman el proceso.
La irrupción de los microprocesadores en la industria han posibilitado su integración a redes de comunicación con importantes ventajas, entre las cuales figuran: • Mayor precisión derivada de la integración de tecnología digital en las mediciones.
• Mayor y mejor disponibilidad de información de los dispositivos de campo.
• Diagnóstico remoto de componentes.
La integración de las mencionadas islas automatizadas suele hacerse dividiendo las tareas entre grupos de procesadores jerárquicamente anidados. Esto da lugar a una estructura de redes Industriales, las cuales es posible agrupar en tres categorías:
• Buses de campo.
• Redes LAN.
• Redes LAN WAN.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 372 2009
Buses de campo.
En esta oportunidad nos referiremos a los protocolos de comunicación más usados en la industria.
Los buses de datos que permiten la integración de equipos para la medición y control de variables de proceso, reciben la denominación genérica de buses de campo. Un bus de campo es un sistema de transmisión de información (datos) que simplifica enormemente la instalación y operación de máquinas y equipamientos industriales utilizados en procesos de producción.
El objetivo de un bus de campo es sustituir las conexiones punto a punto entre los elementos de campo y el equipo de control a través del tradicional lazo de corriente de 4-20mA o 0 a 10V DC, según corresponda. Generalmente son redes digitales, bidireccionales, multipunto, montadas sobre un bus serie, que conectan dispositivos de campo como PLC’s, transductores, actuadores, sensores y equipos de supervisión. Varios grupos han intentado generar e imponer una norma que permita la integración de equipos de distintos proveedores. Sin embargo, hasta la fecha no existe un bus de campo universal. Los buses de campo con mayor presencia en el área de control y automatización de procesos son:
• HART.
• Profibus.
• Fieldbus Foundation.
FIGURA 37.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 373 2009
HART (Highway-Addressable-Remote-Transducer): Agrupa la información digital sobre la señal analógica típica de 4 a 20 mA DC. La señal digital usa dos frecuencias individuales de 1200 y 2200 Hz, que representan los dígitos 1 y 0 respectivamente, y que en conjunto forman una onda sinusoidal que se superpone al lazo de corriente de 4-20 mA (Figura 37).
Como la señal promedio de una onda sinusoidal es cero, no se añade ninguna componente DC a la señal analógica de 4-20 mA, lo que permite continuar utilizando la variación analógica para el control del proceso.
PROFIBUS (Process Field Bus): Norma internacional de bus de campo de alta velocidad para control de procesos normalizada en Europa por EN 50170.
Existen tres perfiles:
• Profibus DP (Decentralized Periphery). Orientado a sensores/actuadores enlazados a procesadores (PLC’s) o terminales.
• Profibus PA (Process Automation). Para control de proceso, cumple normas especiales de seguridad para la industria química (IEC 11158-2, seguridad intrínseca).
• Profibus FMS (Fieldbus Message Specification). Para comunicación entre células de proceso o equipos de automatización.
FOUNDATION FIELDBUS (FF): Es un protocolo de comunicación digital para redes industriales, específicamente utilizado en aplicaciones de control distribuido. Puede comunicar grandes volúmenes de información, ideal para aplicaciones con varios lazos complejos de control de procesos y automatización. Está orientado principalmente a la interconexión de dispositivos en industrias de proceso continuo. Los dispositivos de campo son alimentados a través del bus Fieldbus cuando la potencia requerida para el funcionamiento lo permite.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 374 2009
Comparación de características entre algunos buses y protocolos.
MODBUS: Es un protocolo de transmisión para sistemas de control y supervisión de procesos (SCADA) con control centralizado, puede comunicarse con una o varias Estaciones Remotas (RTU) con la finalidad de obtener datos de campo para la supervisión y control de un proceso. Las Interfaces de Capa Física puede estar configurada en: RS-232, RS-422, RS-485.
En Modbus, los datos pueden intercambiarse en dos modos de transmisión: RTU y ASCII.
DEVICENET: Red de bajo nivel adecuada para conectar dispositivos simples como sensores fotoeléctricos, sensores magnéticos, pulsadores, etc., y dispositivos de alto nivel (PLC’s, controladores, computadores, HMI, entre otros). Provee información adicional sobre el estado de la red, que será desplegada en la interfaz.
FIGURA 38.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 375 2009
12.- Redes Industriales PROFIBUS. La apertura en comunicación industrial con sencillez, robustez y estándar mundial.
Enormes desafíos competitivos imponen a la industria disponer de sistemas abiertos y flexibles para la toma rápida de decisiones y la resolución y adaptación a modificaciones del proceso. PROFIBUS es uno de los estándares de buses de campo que cubre estas necesidades en la automatización de la producción y la ingeniería de procesos, en la que se debe disponer de señales digitales, analógicas, dispositivos inteligentes, sistemas de monitoreo y sistemas de control descentralizados como también instrumentos de campo, accionamientos de motores e interfaces HMI, utilizando servicios de comunicación idénticos, lo que ha generado una enorme aceptación de este concepto. Con más de 1600 productos diferentes de 800 compañías, PROFIBUS es ampliamente empleado en la industria, contando actualmente con más de 3.000.000 de dispositivos comunicados.
Existen dos variantes de nivel de descentralización: PROFIBUS DP (Periferia Distribuida) para la descentralización de señales y controladores; y PROFIBUS PA, apta para la conexión de instrumentación de campo y actuadores en entornos normales y EX.
Características de las redes PROFIBUS.
• La misma topología, protocolo y estructura de red.
• Adaptación a diferentes baudrates, desde 9,6Kbits/seg hasta 12Mbits/seg, permiten adaptar la comunicación a cada requisito tecnológico.
• Enorme capacidad de procesamiento de diagnóstico.
• Adaptación a diferentes medios como fibra óptica (para largas distancias o ambientes con perturbaciones), cable de cobre en RS485 o para entornos Ex (con riesgos de explosión) donde se requiere enviar la energía por el mismo cable de señal.
• Reconfiguración online sin caída del maestro y reemplazo con energía.
• Independiente de marca: cualquier componente de cualquier marca puede hablar con otro que adhiera al estándar PROFIBUS.
FIGURA 39.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 376 2009
Topología de las redes PROFIBUS.
PROFIBUS emplea un protocolo implementado en la capa 2 del modelo OSI. El control de acceso al medio o MAC se basa en el principio de comunicación Maestro – Esclavo (estación activa - estación pasiva), y entre Maestros mediante Token passing, siendo el Maestro clase l un controlador (típicamente, un PLC), el clase 2 un sistema de monitoreo o configuración (PC o panel HMI). Un esclavo DP es un dispositivo periférico que se encarga de reunir la información de entrada y enviar dicha información como salida al controlador (maestro clase 1) ante su pedido; pueden ser tanto señales simples como dispositivos inteligentes.
De este modo, podríamos pensar en una red PROFIBUS DP en la cual un PLC es uno de los maestros, mientras que otro puede ser una PC en la cual corre una aplicación SCADA.
Los esclavos pueden ser instrumentos de campo, estaciones remotas, islas de válvulas, posicionadores, PLC’s, switchgears, drives, transmisores HART, etc. El controlador central (maestro) puede leer cíclicamente la información de entrada de sus esclavos, y escribir también en forma cíclica la información de los campos de salida de los mismos. El tiempo de ciclo de bus en una configuración extensa de 512 bits de señales de input/output promedia 1ms en 12Mbit/seg de velocidad de transferencia. Las funciones de diagnóstico garantizan que aun a 12Mbits/segundo haya un constante monitoreo y seguridad de la información transmitida.
PROFIBUS DP posibilita configuraciones mono o multimaestro, lo que implica un alto grado de flexibilidad a la hora de configurar el sistema. 126 dispositivos maestros y esclavos pueden ser comunicados en una sola red PROFIBUS DP.
¿Cómo se configura un maestro clase 1? ¿Cómo sabe que un esclavo determinado se halla en la red? El sistema de configuración del maestro clase l lee los datos de configuración de un archivo plano denominado "Archivo GSD", que contiene toda la información necesaria para que pueda ser reconocido; este archivo lo crea cada fabricante y se provee con cada dispositivo o está libremente disponible, por ejemplo, en la web.
PROFIBUS PA: Bus de instrumentos apto para entornos clasificados.
Las redes PROFIBUS PA permiten la conexión de transmisores de presión, nivel, caudal, temperatura, PH, posicionadores, etc. en un bus, incluso en zona con riesgo de explosión, con la capacidad de llevar la energía de alimentación de los instrumentos a través del mismo par de cables encargado de la transmisión de datos. De este modo, es posible disponer de soluciones de instrumentación, monitoreo y accionamientos en un solo cable con una sola herramienta de configuración y diagnóstico, ya que toda red PROFIBUS PA implica la existencia de un maestro clase I único de PROFIBUS DP, que también puede ser redundante al cual se conecta a través de una interfase o acoplador.
FIGURA 40.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 377 2009
Características del perfil PA.
La física del bus PA es únicamente lazo de corriente y es apta para trabajo en zonas exteriores. Las funciones acíclicas que soporta el protocolo PA permiten la parametrización de los instrumentos a través de un Maestro clase II. De este modo, el usuario puede modificar el span, las alarmas, la unidad de medición del instrumento, la constante de filtro y otros parámetros, sin necesidad de retirarlo del bus y sin interferir en la comunicación del sistema.
Un esclavo PA puede ser visto como un esclavo DP (conectado al bus DP a través del conversor), es decir, puede ser uno de los 126 participantes que la norma DP admite, o puede estar conectado a un link DP/PA, al cual hasta 31 instrumentos PA pueden vincularse. Cada Link DP/PA es a su vez un esclavo DP, con lo cual la cantidad de instrumentos PA comunicados a un solo maestro DP puede llegar a ser mayor a 3000 en una sola red.
PROFIBUS para aplicaciones FAILSAFE.
Allí dónde se implementan sistemas de control tolerantes a fallos o de seguridad de personas o bienes, se utilizan controladores especiales y se arman configuraciones de dispositivos que disminuyen al extremo las posibilidades de fallo, PROFIBUS permite mantener la comunicación en bus del controlador a los dispositivos de campo gracias a la versión PROFISAFE. Este perfil corre en exactamente el mismo cable de bus y topología en el que se implementa el perfil standard, permitiendo intercambiar datos entre el controlador failsafe y los dispositivos de campo , mediante un protocolo intrínsecamente seguro avalado y constatado por el organismo mundial TÜV, integrable en categorías de seguridad hasta SIL3 según IEC 61 508; el reemplazo de módulos Failsafe durante su operación y la generación de interrupciones de alta velocidad en el controlador ante anomalías en el bus son sus características distintivas a tener en cuenta cuando se configura un sistema con requisitos de seguridad intrínseca.
FIGURA 41.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 378 2009
13.- Redes Uso de la Tecnología GSM en Transmisión de Datos Industriales.
En el campo de la Automatización y Control Industrial se requiere frecuentemente conectar distintos equipos y sistemas. Para tal objeto, usualmente, se emplean unidades remotas de transferencia de datos (RTU) debidamente interconectadas, y cuando el medio requerido es el aire, se dispone de módems RF (Radio Frecuencia). Sin embargo, hoy en día es posible emplear la red de telefonía móvil, la que ya cuenta con la tecnología adecuada para transmisión de datos (GSM). Si ahora cualquier usuario de telefonía celular puede conectarse a Internet, enviar y recibir mensajes, ¿por qué no poder transmitir y recibir datos relativos al proceso?
Ventajas de las RTU con GSM.
Las primeras aplicaciones industriales implementadas con GSM se generaron por la dificultad orográfica o la excesiva dispersión de los puntos a controlar, lo que imposibilitaba o encarecía las comunicaciones por radio. Además, una plataforma GSM se puede implementar más rápidamente, ya que no requiere licencia, torres, repetidores o permisos de paso en terrenos. De igual modo, el GSM presenta tres ventajas adicionales que han resultado claves para su extensión, como lo son una cobertura universal con antenas de tamaño reducido, módems GSM a precios competitivos y un bajo consumo energético. Al tener una cobertura universal, se han desarrollado RTUs de pequeño tamaño con antena interna, es decir, sin costo de instalación exterior. Asimísmo, estos equipos no tienen salida de antena, lo que permite altos grados de estanqueidad (IP68).
Evidentemente, al adoptar el GSM se ha renunciado a una parte de las funcionalidades de la RTU con módem RF tradicional. En concreto, se ha renunciado a la comunicación continua del tipo polling y a las funciones de control que requieran proceso continuo (PID) o muestreo a frecuencia de milisegundos (controles de planta de producción). Esto, porque la comunicación GSM tiene un costo por tiempo de conexión, por lo que se debe limitar a alarmas y volcado de históricos. Al fin y al cabo, no se trata de sustituir el módem RF con el GSM, sino de bajar los costos de los telecontroles dispersos, que son el mercado objetivo del control vía GSM. Sin embargo, al utilizar la tecnología GPRS (ya bastante difundida y explicada más adelante), es posible la conexión permanente a bajo costo.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 379 2009
Campos de aplicación de las RTU con GSM.
Las aplicaciones posibles de este tipo de RTU son múltiples y en su mayoría novedosas, ya que hasta el momento las tecnologías alternativas ofrecían costos demasiado elevados para implementarlas. A modo de ejemplo, mencionaremos algunas en diferentes campos:
• Aguas: control de avenidas en torrentes, control de calidad de agua o fugas (Sectoring) en la red, control de pozos y control de plantas de tratamiento de aguas. • Seguridad industrial: supervisión de sistemas eléctricos, intrusismo y control de ambiente en naves industriales y cámaras frigoríficas. • Transporte industrial: control de seguridad en transportes de materias peligrosas. • Energía: control de minicentrales hidráulicas, generadores eólicos o solares. • Sector agrícola: estaciones meteorológicas y agrimensoras. • Sector medioambiental: estaciones meteorológicas y control de plagas.
Oferta del mercado.
Muchas compañías ofrecen actualmente equipos para la transmisión de datos GSM/GPRS y cada vez están siendo de mayor uso, ya que la red GSM ha ido cubriendo un mayor territorio. De hecho, en Chile son pocas las localidades que no disponen de esta red.
Dentro del mercado, se encuentran varias alternativas de hardware, como el IT-LOGS45 de la empresa Datalogger IT, que es un equipo de datalogging configurable con comunicaciones vía GSM, estanco (IP67) y alimentado con pila de litio con una autonomía de tres años. El costo de cada punto instalado es drásticamente menor al de una instalación con un mini PLC. Además, actúa como un PLC y entrega la alimentación a los sensores cada vez que se requiere, de modo que no se necesitan dispositivos adicionales.
FIGURA 42.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 380 2009
Sistema GSM/GPRS.
GPRS (General Packet Radio Service) es un servicio agregado de la infraestructura de telefonía celular, que permite el acceso directo público y privado a redes de datos (Internet, redes corporativas, etc.). Superpone un paquete de datos para su transmisión por aire sobre la red existente GSM, sólo habilitando los recursos cuando el dato es enviado o recibido, de modo que el uso de la red es completamente eficiente y los costos de tráfico son reducidos significativamente. Hoy, las compañías de telefonía celular cobran menos de cinco dólares por cada megabyte mediante conexión GPRS, sin importar el tiempo de conexión, de modo que mediante esta tecnología se podrá obtener una conexión continua sin un mayor costo.
Para el caso del equipo de Datalogger IT antes mencionado, la conexión GPRS es una limitante desde el punto de vista de la autonomía de la pila, razón por la cual emplea GSM convencional. Esto se solucionaría si los operadores de telefonía móvil suministraran direcciones IP fijas a los usuarios industriales.
Caso de aplicación: Sectorización de redes de distribución de agua potable
Un ejemplo de la apertura de nuevos mercados -gracias a la reducción de costos- es la sectorización. El Sectoring consiste en la medida de caudales y presiones en distintos puntos de la red de distribución de agua potable, con la finalidad de establecer registros históricos de consumo para calcular la pérdida de agua en distribución (eficiencia de red) y detectar fugas o roturas de red. La eficiencia de transporte de una red de agua potable se sitúa entre 60% y 65%. El resto se pierde en pequeñas fugas o roturas. Mejorar la red y obtener un 70% de eficiencia significa un gran aumento en productividad e ingresos de la compañía de aguas, un ahorro energético en bombeos y tratamiento y un ahorro de agua en sí, crucial en zonas secas. Sin embargo, para mejorar la eficiencia de red se deben acometer dos tipos de inversiones: obra civil de mejora de conducciones y telecontrol de sectorización para análisis de la eficiencia de éstas, cuya inversión no resultaba amortizable hasta hace poco. No obstante, en Europa ya no sólo resulta amortizable, gracias a las soluciones de datalogging configurable vía GSM, sino que es una necesidad social y un tema de política de Estado: su aplicación masiva evita la inversión pública en grandes infraestructuras imposibles de amortizar como los trasvases entre cuencas hidráulicas y las desaladoras.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 381 2009
14.- Sistemas SCADA.
SCADA viene de las siglas de "Supervisory Control And Data Adquisition", es decir: adquisición de datos y control de supervisión. Se trata de una aplicación software especialmente diseñada para funcionar sobre ordenadores en el control de producción, proporcionando comunicación con los dispositivos de campo (controladores autónomos, autómatas programables, etc.) y controlando el proceso de forma automática desde la pantalla del ordenador. Además, provee de toda la información que se genera en el proceso productivo a diversos usuarios, tanto del mismo nivel como de otros supervisores dentro de la empresa: control de calidad, supervisión, mantenimiento, etc.
En este tipo de sistemas usualmente existe un ordenador, que efectúa tareas de supervisión y gestión de alarmas, así como tratamiento de datos y control de procesos. La comunicación se realiza mediante buses especiales o redes LAN. Todo esto se ejecuta normalmente en tiempo real, y están diseñados para dar al operador de planta la posibilidad de supervisar y controlar dichos procesos.
Los programas necesarios, y en su caso el hardware adicional que se necesite, se denomina en general sistema SCADA.
Prestaciones.
Un paquete SCADA debe estar en disposición de ofrecer las siguientes prestaciones:
• Posibilidad de crear paneles de alarma, que exigen la presencia del operador para reconocer una parada o situación de alarma, con registro de incidencias.
• Generación de históricos de señal de planta, que pueden ser volcados para su
proceso sobre una hoja de cálculo.
• Ejecución de programas, que modifican la ley de control, o incluso anular o modificar las tareas asociadas al autómata, bajo ciertas condiciones.
• Posibilidad de programación numérica, que permite realizar cálculos aritméticos de
elevada resolución sobre la CPU del ordenador.
Con ellas, se pueden desarrollar aplicaciones para ordenadores (tipo PC, por ejemplo), con captura de datos, análisis de señales, presentaciones en pantalla, envío de resultados a disco e impresora, etc.
Además, todas estas acciones se llevan a cabo mediante un paquete de funciones que incluye zonas de programación en un lenguaje de uso general (como C, Pascal, o Basic), lo cual confiere una potencia muy elevada y una gran versatilidad. Algunos SCADA ofrecen librerías de funciones para lenguajes de uso general que permiten personalizar de manera muy amplia la aplicación que desee realizarse con dicho SCADA.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 382 2009
Requisitos.
Un SCADA debe cumplir varios objetivos para que su instalación sea perfectamente aprovechada:
• Deben ser sistemas de arquitectura abierta, capaces de crecer o adaptarse según las necesidades cambiantes de la empresa.
• Deben comunicarse con total facilidad y de forma transparente al usuario con el equipo de planta y con el resto de la empresa (redes locales y de gestión).
• Deben ser programas sencillos de instalar, sin excesivas exigencias de hardware, y fáciles de utilizar, con interfaces amigables con el usuario.
Módulos de un SCADA.
Los módulos o bloques software que permiten las actividades de adquisición, supervisión y control son los siguientes:
• Configuración: permite al usuario definir el entorno de trabajo de su SCADA, adaptándolo a la aplicación particular que se desea desarrollar.
• Interfaz gráfico del operador: proporciona al operador las funciones de control y supervisión de la planta. El proceso se representa mediante sinópticos gráficos almacenados en el ordenador de proceso y generados desde el editor incorporado en el SCADA o importados desde otra aplicación durante la configuración del paquete.
• Módulo de proceso: ejecuta las acciones de mando preprogramadas a partir de los valores actuales de variables leídas.
• Gestión y archivo de datos: se encarga del almacenamiento y procesado ordenado de los datos, de forma que otra aplicación o dispositivo pueda tener acceso a ellos.
• Comunicaciones: se encarga de la transferencia de información entre la planta y la arquitectura hardware que soporta el SCADA, y entre ésta y el resto de elementos informáticos de gestión.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 383 2009
Principales sistemas.
PROVEEDOR: USDATA (http://www.usdata.com/) Producto: Factory Link 7 Esta solución SCADA para recolectar información crítica de los procesos de la planta fue diseñada específicamente para MS Windows 2000 bajo la plataforma multicapa de DNA. Utiliza la tecnología estándar de objetos para la importación de datos externos, con lo que se reduce el costo de propiedad de los sistemas. Muchas de las funcionalidades típicas en un ambiente de manufactura ya se encuentran preconstruidas y almacenadas en una biblioteca para que el usuario desarrolle aplicaciones en tiempo récord. La recolección y distribución de datos se realiza mediante la tecnología OPC de cliente y servidor, por lo que se le caracteriza como uno de los sistemas de automatización en tiempo real con mayor apertura (sistemas abiertos). Es el sistema que distribuye la firma Schneider como producto para sus autómatas. PROVEEDOR: Advantech (http://www.advantech.com/) Producto: Paradym-31 Provee un ambiente gráfico de programación compatible con MS Windows, que permite construir programas de control en tiempo real, tales como los tradicionales Controladores Lógicos Programables (PLC’s). Utilizado en conjunto con el módulo de control ADAM-5510, este software es capaz de brindar una solución completa de automatización. Por ser compatible con la norma IEC 1131-3 se reduce significativamente el costo de programación y entrenamiento. El usuario puede construir sus propias funciones lógicas y generar reportes automatizados especiales. PROVEEDOR: AlterSys Inc. Producto: Virgo 2000 Software de control modular, robusto y flexible que se puede ejecutar en una PC para generar un PLC virtual. Como una PC es mucho más poderosa que un simple PLC, es posible generar varios controladores virtuales en una misma computadora. El producto se beneficia de las funciones provistas por el sistema operativo QNX y de Windows NT (el primero para operaciones de tiempo real y el segundo para desarrollo e interfase de usuario). Provee funciones libres de fallas que se necesitan en sistemas de control para misiones críticas. En su funcionamiento se integran opciones que normalmente se encuentran en sistemas PLC, control supervisorio y adquisición de datos (SCADA) y sistemas de control distribuido (DCS).

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 384 2009
PROVEEDOR: eMation (http://www.emation.com/) Producto: WizFactory Solución completa para información y automatización, combina el control discreto y el continuo con SCADA e internet. Entre sus componentes se encuentra Wizcon para Windows e internet, que es una herramienta poderosa para canalizar información en tiempo real e histórica de la planta. Provee funciones completas de SCADA y HMI, las cuales se pueden también visualizar a través de la red de redes mediante un navegador convencional. Otro componente es WizPLC, solución que permite emular en cualquier PC el comportamiento lógico de un PLC. Por su parte, WizDCS emula el comportamiento de un DCS en una PC. Finalmente, WizReport facilita la generación de reportes basados en los datos producidos por todas las aplicaciones anteriores. PROVEEDOR: GE Fanuc (http://www.gefanuc.com/) Producto: Cimplicity Proporciona información confiable y en tiempo real de los diversos procesos de producción y manufactura de la planta, e incluye tecnología de punta, tal como ODBC, OPC, ActiveX, OLE, COM, DCOM, etcétera. En las instalaciones de General Electric en todo el mundo, este producto se utiliza como una norma corporativa para monitorear los procesos de mejora basados en Six Sigma. Comprende funciones avanzadas para operaciones de MMI (interfase hombre/ máquina) y SCADA. Aprovecha todas las funciones cliente/servidor disponibles en la tecnología de Microsoft Windows. El método de programación es orientado a objetos y muy parecido a Visual Basic Scripting. Tiene capacidad para crear, administrar y ejecutar recetas (proceso de "bache") con base en la norma ISA S88.01. Mediante este producto es posible conectar los datos de la planta desde el piso hasta los sistemas corporativos de toma de decisiones. Incluye funciones que le permiten conectarse a bases de datos relacionales, tales como Microsoft Access y SQL Server, así como con Oracle. También tiene conectividad con ERPs populares, como es el caso de SAP. Finalmente, dispone de algunas herramientas de visualización para beneficiarse del ambiente de internet/intranet. PROVEEDOR: Iconics (http://www.iconics.com/) Producto: Genesis32 Desde un inicio se diseñó para beneficiarse de las nuevas tecnologías orientadas a objetos, tales como la arquitectura DNA de Microsoft 95/98/2000, que incluye VBA, COM, DCOM, ActiveX, etcétera. Al mismo tiempo, en el corazón del producto se encuentra ubicada la tecnología moderna de OPC. Es un producto de rendimiento óptimo cuando se utiliza para construir aplicaciones de control y automatización que requieran visualización, control supervisorio, adquisición de datos, sistemas avanzados de alarmas, SPC/SQC (control estadístico de procesos y calidad), sistemas de reportes y administración de recetas en procesos de bache.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 385 2009
Las aplicaciones desarrolladas con este producto se integran fácilmente con otros sistemas de nivel superior, tales como MES (sistemas de ejecución para manufactura) y MRP (planeación de materiales). Asimismo, gracias a OPC, es muy sencillo establecer interfases con aplicaciones de escritorio y de bases de datos, como MS Office, MS SQL, Oracle, MS Access, MS Excel e internet. PROVEEDOR: Intellution (http://www.intellution.com/) Producto: Intellution Dynamics Es una familia de software para automatización que constituye una de las soluciones más poderosas disponibles en la industria. Cuenta con diversos componentes de software de alto desempeño que proveen soluciones de automatización para HMI, SCADA, procesos de bache, PLC’s virtuales y aplicaciones de internet. IFIX es un sistema de MMI y SCADA que brinda completa visualización del proceso, almacenamiento y administración de datos de proceso y control supervisorio. IBatch consiste en una solución orientada a procesos bache muy típicos de la industria química, farmacéutica, de bebidas y alimentos. IWebServer es una solución que habilita la visualización remota de los procesos mediante internet. PROVEEDOR: National Instruments (http://www.ni.com/) Producto: LabView Ofrece un ambiente de desarrollo gráfico con una metodología muy fácil de dominar por ingenieros y científicos. Con esta herramienta se pueden crear fácilmente interfases de usuario para la instrumentación virtual sin necesidad de elaborar código de programación. Para especificar las funciones sólo se requiere construir diagramas de bloque. Se tiene acceso a una paleta de controles de la cual se pueden escoger desplegados numéricos, medidores, termómetros, tanques, gráficas, etcétera, e incluirlas en cualquiera de los proyectos de control que se estén diseñando. Se basa en un modelo de programación de flujo de datos denominado G, que libera a los programadores de la rigidez de las arquitecturas basadas en texto. Es también, a decir de NI, el único sistema de programación gráfica que tiene un compilador que genera código optimizado, cuya velocidad de ejecución es comparable al lenguaje C. Los desarrollos construidos son plenamente compatibles con las normas VISA, GPIB, VXI y la alianza de sistemas VXI Plug & Play. Para facilitar aún más la operación de este producto se cuenta con la inclusión de una herramienta asistente capaz de detectar automáticamente cualquier instrumento conectado a la computadora, instalando los drivers apropiados y facilitando la comunicación con el instrumento al instante. Aunque en un principio fue creado para construir instrumentación virtual –osciloscopios, generadores de función, voltímetros, etcétera–, gracias a la amplia disponibilidad de tarjetas de adquisición de datos y a la facilidad de construir aplicaciones en un ambiente gráfico, las últimas versiones se han utilizado ampliamente para desarrollar aplicaciones en el control de procesos. Recientemente, NI introdujo la versión de LabView 6i, que es la combinación de las funciones tradicionales del producto combinadas con algunas herramientas para el ambiente de internet. Es el caso del LabView Player, un agregado

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 386 2009
que facilita ejecutar las aplicaciones por la red sin necesidad de contar con el producto LabView completo. Producto: Lookout 4.5 Proporciona Control ActiveX para aplicaciones industriales, y los usuarios pueden aprovechar cualquier producto con control ActiveX disponible –ya sea de NI o de terceros– para construir dichas aplicaciones. La más reciente versión del software HMI/SCADA orientado a objetos y de fácil uso es un contenedor ActiveX para integrar y controlar objetos, y desarrollar las aplicaciones de manera sencilla y rápida. Otra muy importante característica es su integración plena con las funciones de internet, como es la creación de reportes HTML, envío de correos electrónicos y exportar algunos procesos a través de la web para no solamente monitorear, sino controlar algunos procesos en forma remota. PROVEEDOR: Nematron (www.nematron.com/) Producto: HMI/SCADA Paragon Software poderoso y flexible, permite construir aplicaciones para una completa visualización del operador, MMI, supervisión de control y adquisición de datos (SCADA). Debido a que las funciones para reparación de errores se encuentran integradas en los módulos de control, HMI y SCADA, todas ellas comparten una sola base de datos, facilitando así la programación y localización de errores. La misma base de datos creada para el sistema de control se usa para configurar entradas y salidas, pantallas de operador, adquisición de datos y otras aplicaciones. Se programa utilizando diagramas de flujo eficientes e intuitivos integrados al popular lenguaje de escalera. Soporta las normas abiertas como OPC, ActiveX, COM/DCOM, etcétera, e incluye capacidades avanzadas de diagnóstico, por lo que se facilita el mantenimiento y la capacitación del personal técnico. PROVEEDOR: Opto 22 (http://www.opto22.com/) Producto: FactoryFloor Software Se trata de una serie integrada de productos de software para control industrial que resuelve la mayoría de las necesidades de automatización de la planta. OptoControl es un ambiente de desarrollo gráfico e intuitivo que combina control analógico, control digital, comunicaciones seriales y de red. OptoDisplay provee funciones completas para MMI con capacidad multimedia. OptoServer es el servidor de datos para clientes OPC y DDE en ambiente Microsoft Windows. OptoConnect proporciona una interfase bidireccional entre los sistemas de datos y los sistemas de control, con extensión hacia Microsoft SQL Server y bases de datos de Microsoft Access.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 387 2009
PROVEEDOR: Rockwell Automation (http://www.software.rockwell.com/) Producto: RSView32 Este software MMI para monitorear y controlar máquinas automatizadas y procesos está diseñado para operar en el ambiente de MS Windows 2000 con soporte para idioma español. Es completamente compatible con contenedores OLE para ActiveX, lo que facilita la inclusión de controles de este tipo suministrados por terceros. Incluye VBA, Visual Basic para aplicaciones como parte integrante de sus funciones, de modo que posibilita maneras ilimitadas de personalizar los proyectos. Su compatibilidad con la tecnología cliente/servidor OPC le permite comunicarse con una amplia variedad de dispositivos de hardware. El producto se complementa con RSView32 Active Display System y RSView32 WebServer (el primero para ver y controlar los proyectos RSView32 desde localidades remotas y el segundo para que cualquier usuario autorizado pueda acceder a gráficas, etiquetas y alarmas mediante el uso de un navegador de internet convencional). Producto: RSBatch Mediante este software se pueden configurar modelos de procedimientos para ejecutar secuencias de control de bache (tanda) e integrar acciones de control e información de producción con otras selecciones de software complementario. Compatible con la norma internacional S88.01 de ISA y con casi cualquier dispositivo de control de diversos fabricantes, incluyendo los SLCs, PLC-5s y ControlLogix de Allen-Bradley. Tiene arquitectura abierta, por lo que se facilita su integración con una gran variedad de productos HMI, ERP y MRP. La administración de procesos de bache mediante este producto hace posible la reutilización de código, recetas y lógica entre procesos que tienen procedimientos similares. PROVEEDOR: Siemens Producto: HYBREX (Hybrid Expert System) Herramienta de simulación que permite realizar cambios virtuales en la planta y observar sus resultados sin ningún riesgo. Está específicamente orientada a procesos de laminado en plantas siderúrgicas y se puede utilizar en cualquiera de las etapas del ciclo de vida de la planta, desde construcciones nuevas hasta plantas en procesos de optimización y modernización. Producto: WinCC HMI Ver. 5.0 Para integrar software en la manufactura se requiere usar normas abiertas que puedan enlazar fuertemente la información del piso de la planta y el sistema de negocios a través de ella. WinCC HMI, software de 32 bits integrado completamente con Microsoft Windows NT, combina las características estándar (gráficos, alarmas, administración de recetas, etcétera) con otras avanzadas (reportes, referencias entre proyectos, diagnóstico de proceso, soporte multilingüe y redundancia completa). Además, mejora su funcionalidad mediante la integración de bases de datos con MES/ERP, internet y tecnologías de cliente delgado.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 388 2009
Producto: Web Control Center (webCC) Permite que una gran variedad de información desde varias áreas de la planta se despliegue simultáneamente en una sola interfase de usuario. Así, se facilita el control corporativo y la operación y monitoreo de las instalaciones de proceso y plantas de producción. Mediante un navegador de internet basado en Java se tiene acceso simultáneo a diversos sistemas de control central, tales como SiiX-IS, WinCC, Sicalis PMC y Simatic PCS 7. Bases de datos y videos se integran desde la red y pueden enviarse correos electrónicos en cualquier momento. Los datos maestros de sistemas SAP y otros pueden consultarse desde cualquier parte del mundo haciendo realidad el concepto de compañía virtual. Producto: SIMATIC WinAC ODK (Open Developer Kit) Herramienta de software para extender las funciones de WinAC que ofrece una serie de interfases abiertas de alta velocidad para integrar datos de procesos en tiempo real con otras aplicaciones de software. Estas interfases, tales como Actives y OPC, están diseñadas para proveer a las aplicaciones del usuario una manera asíncrona de acceder a los datos del proceso. Permite que el código escrito por el usuario (C, C++, Visual Basic, Java) o aplicaciones de terceros se ejecuten como parte del ciclo de barrido del software WinAC. Producto: SIMATIC WinAC (Windows Automation Center) Mediante esta solución integrada para control, HMI, redes y procesamiento de datos –todos en la misma plataforma– es posible emular el funcionamiento de un PLC en una PC (la parte de control permite que se utilice una PC para emular a un PLC). Esta solución se configura, programa y mantiene con Simatic Step 7, el ambiente estándar de desarrollo para los PLC’s de Siemens. Las funciones de computación y visualización proveen todas las interfases que se necesitan para ver el proceso y modificarlo mediante aplicaciones estándar, tales como Microsoft Excel, Visual Basic o cualquier otro paquete estándar HMI. Producto: SIMATIC PLCSim Herramienta de software que permite ejecutar programas de Simatic Step 7 en una PC. Así, se pueden depurar con mayor facilidad los programas antes de ingresarlos a los PLC’s, facilitando el proceso de liberación de los sistemas de automatización. También funciona con sistemas Simatic WinCC, lo que permite verificar previamente los programas HMI. Producto: SIMATIC Protool Herramienta de software que permite a los operadores visualizar e interactuar con los equipos a través de MMI. Comparte un ambiente de configuración común que permite el transporte de aplicaciones entre un amplio rango de plataformas de hardware, incluyendo Windows CE, Windows 95/98 y NT, así como con la línea de consolas de operador de SIMATIC.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 389 2009
PROVEEDOR: TA-Engineering Products (www.ta-eng.com/home.htm) Producto: Aimax Muy robusto y poderoso en la categoría de MMI, este software opera en la plataforma Microsoft Windows y es capaz de almacenar e integrar datos de múltiples fuentes gracias a la disponibilidad de interfaces para una amplia gama de, PLC’s, controladores y dispositivos de entrada/salida. Provee diversas funciones, tales como adquisición de datos, alarmas, gráficas, archivos históricos, etcétera. Es muy fácil de configurar utilizando interfases estándar de Microsoft Windows basadas en Win32 API y arquitectura de componentes (COM, MFC, OPC). Se cuenta con una librería de cientos de símbolos preconstruidos que facilitan la elaboración de gráficos dinámicos. Conserva compatibilidad plena con la mayoría de los fabricantes de PLC’s (Allen-Bradley, Modicon y Siemens, entre otros) y cuenta con una base de datos relacional propietaria que le proporciona un desempeño mejorado y una gran flexibilidad para el manejo de los datos. PROVEEDOR: Wonderware (http://www.wonderware.com/) Producto: FactorySuite 2000 Consiste en un conjunto de aplicaciones de software industrial orientado hacia las aplicaciones de control y MMI. Los principales componentes de la suite son: Intouch. Provee una perspectiva integrada de todos los recursos de control e información de la planta. De esta manera, los ingenieros, supervisores, gerentes y operadores pueden visualizar e interactuar con los procesos mediante representaciones gráficas de los mismos. Industrial SQL Server. Es una base de datos en tiempo real de alto rendimiento que tiene el propósito de hospedar todos los datos de proceso que se generan en la planta. Combina la fortaleza y la flexibilidad de una base relacional convencional con las particularidades de un sistema de tiempo real. Así, la información correspondiente a los procesos de la planta y la de negocios se integran con facilidad. InControl. Es un sistema de control de arquitectura abierta que permite diseñar, crear, probar y ejecutar programas de aplicación para controlar los procesos. Mediante esta herramienta se pueden crear soluciones de automatización utilizando una variedad de lenguajes gráficos y de texto. Es compatible con un número muy amplio de interfases para dispositivos de entrada/salida, motores, sensores y muchos otros equipos típicos de la planta. InTrack. Permite a los ingenieros modelar y trazar los recursos críticos de la planta, tales como órdenes de trabajo, materiales, especificaciones de producto, instrucciones de trabajo, equipo y recursos humanos, así como datos de proceso y análisis. Posibilita a los usuarios implementar aplicaciones cliente/servidor que les ayuden a controlar y mejorar sus operaciones de manufactura de manera efectiva.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 390 2009
InBatch. Este administrador de procesos de bache está diseñado para automatizar y proveer una historia completa de los procesos de este tipo. Compatible con la norma S88.01 de ISA para procesos de bache, ayuda a crear recetas con facilidad y rapidez, y luego, simular su ejecución a través de un modelo de proceso, sin necesidad de escribir una sola línea de código. Producto: SuiteVoyager 1.0 Este producto es resultado de la reciente estrategia ACT de Wonderware. Desde tal perspectiva, este fabricante tiene el compromiso de desarrollar soluciones de software que ayuden a las empresas a integrar fácilmente los datos en tiempo real que se producen en los procesos de manufactura de la planta con los sistemas de negocios de la misma. La SuiteVoyager 1.0 permite a los usuarios crear un portal para visualizar la información de la planta que proviene de los módulos de InTouch, I/O Servers e IndustrialSQL mediante el uso de una conexión sencilla a internet y el empleo de un navegador convencional, tal como Internet Explorer. También a través de esta solución, los ingenieros tendrán un acceso en línea a documentos técnicos y de mantenimiento. Es compatible con la reciente tecnología XML de internet.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 391 2009
15.- Soluciones de Visualización para la Industria.
La Visualización desde el stand de exhibición fue excelente. El stand de Visualización en Automation Fair estuvo lleno de asistentes interesados, y ellos no estaban allí sólo para disfrutar de los juegos de video de carreras de automóviles. Los usuarios acudieron para ver los componentes de hardware y software completamente rediseñados de la estrategia de visualización ViewAnyWare de Rockwell Automation. Y no se decepcionaron.
Desde las interfaces electrónicas de operador PanelView Plus y MobileView a las computadoras y monitores industriales VersaView, hasta las pantallas de mensajes InView y el software RSView que ahora integra todos estos productos, los componentes rediseñados de ViewAnyWare estuvieron en exhibición y recibieron excelentes evaluaciones.
"Noventa y cinco por ciento de los productos de la división de Plataformas de Información de $200 millones de Rockwell Automation han sido rediseñados recientemente, y ésta es la primera visión que tiene la mayoría de personas del nuevo hardware y software", dijo Scott Coleman, Director de Marketing de Plataformas de Información. "Las mejoras a la línea son las más significativas que hemos hecho en años. Y la respuesta ha sido extraordinaria".
Lo que han estado buscando los usuarios, dice Coleman, es un producto que ayude a un operador a emplear múltiples máquinas con poca o ninguna capacitación. Mejores gráficos, lo cual incluye colores, a un menor precio, junto con software que aproveche mejor la inversión en hardware. Y un paquete de desarrollo que funcione en toda la empresa para que la implementación y mantenimiento de HMI sea más eficiente. Después de cuatro años de desarrollo y planificación, la búsqueda ha terminado.
Ha llegado ViewAnyWare.
Anunciada hace varios años como parte de la Arquitectura Integrada de Rockwell Automation, ViewAnyWare es la estrategia de visualización multiplataforma con algunas metas de largo alcance:
• Poner a disposición de toda la empresa los datos en tiempo real en aplicaciones apropiadas para tareas específicas.
• Permitir la reutilización de la aplicación, capacidad de escalado y portabilidad a través de plataformas de hardware.
FIGURA 43.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 392 2009
• Asegurar la interoperación entre productos de visualización y control de Rockwell Automation.
"Los usuarios generalmente consideran diversos campos cuando buscan soluciones de visualización", dice el Sr. Coleman. Algunos desean sistemas de HMI dedicados. Buscan una plataforma estable a largo plazo que no requiera cambios de chipset o actualizaciones complicadas de software. Si un montacargas se atasca a través de un panel HMI en una máquina, desean sacar uno nuevo de la caja y reemplazarlo sin demora.
Otros desean sistemas abiertos y la amplia flexibilidad que éstos proporcionan. Los usuarios de sistemas abiertos tienen la libertad de personalizar, así como amplias opciones de aplicación. "Lo bueno de una compañía del tamaño de Rockwell Automation es que podemos ofrecer tanto sistemas abiertos como dedicados", dijo el Sr. Coleman. "Y ViewAnyWare es el componente que nos permite convertir aplicaciones dedicadas en plataformas de sistemas abiertos".
Otros desean sistemas altamente distribuidos y conectados en red que les permita controlar plantas y empresas en diversas ubicaciones. Las aplicaciones distribuidas son cada vez más comunes en sistemas de cliente/servidor abiertos y en ambientes híbridos abiertos/incorporados. El entorno de diseño común de ViewAnyWare elimina la carga de los usuarios finales de mantener diferentes plataformas de software en un entorno distribuido. También permite que los usuarios finales implementen aplicaciones a nivel de máquina que posteriormente pueden reutilizarse en diferentes plataformas de hardware incorporadas y abiertas.
Hardware modular.
La nueva plataforma dedicada es PanelView Plus, la nueva generación de terminales dedicados PanelView Standard y PanelView "e". La nueva plataforma abierta es VersaView CE, una computadora Windows CE compatible con múltiples aplicaciones, Microsoft Internet Explorer y tecnología de cliente eficiente. Es parte de la nueva familia VersaView de computadoras y monitores industriales.
Ambas plataformas han sido rediseñadas desde su concepción para proporcionar más pixeles, pantallas más claras, más memoria, tiempo de respuesta más rápido y compatibilidad con más protocolos de comunicación. Cada una viene en cuatro modelos basados en configuraciones de tamaño de pantalla, y pantalla táctil, teclado o pantalla táctil/teclado.
FIGURA 44.
FIGURA 45.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 393 2009
El nuevo diseño modular de tres piezas comienza con el módulo de visualización, luego se añade un módulo lógico encajable para suministrar un puerto Ethernet, puertos USB, un puerto serial, una fuente de alimentación de CC incorporada, memoria ampliable en el campo y espacio para tarjetas de memoria Compact Flash Tipo II. Un módulo de comunicación opcional encaja en la parte trasera. La profundidad de montaje estándar tanto del sistema PanelView Plus como VersaView CE es 2.2" para la pantalla y el módulo lógico y 3.3" con el módulo de comunicación opcional conectado. La estandarización de los módulos lógicos y de comunicación significa que los usuarios que tienen múltiples unidades ahora sólo deben tener aproximadamente un tercio de las piezas de repuesto en inventario.
Migración más simple.
La familia VersaView es la siguiente generación de computadoras y monitores industriales. La línea VersaView está diseñada para facilitar su selección, especificación, compra e instalación. Es un producto disponible en inventario, en lugar de fabricarse a pedido, con números de catálogo que permanecen constantes, incluso a medida que se efectúan mejoras tecnológicas internas de los productos. Viene completo con software preinstalado y todos los conectores para una instalación "plug-and-play". Inclusive viene con el CD Factory System Recovery, el cual restaura todos los valores preseleccionados instalados en la fábrica en 10 minutos, en el caso de que se altere la instalación personalizada.
PanelView Plus combina y aumenta la funcionalidad de PanelView Standard y PanelView "e" y se ofrece al mismo precio que PanelView Standard, dice Mark Buntin, Encargado de Marketing de PanelView Plus. "Si usted está satisfecho con PanelView Standard o ‘e’, continuaremos respaldándolos. Pero si está listo para obtener más funcionalidad con el mismo corte y por menos costo, le convendrá obtener información sobre la nueva línea".
Según Dave Kaley, Encargado de Marketing de PanelView Standard, cuesta aproximadamente $500 retirar una parte de gabinete y cortar un nuevo agujero para una pantalla PanelView. "Por el mismo precio", dice, "los usuarios pueden colocar una pantalla PanelView Plus de 2" en un agujero de 10". Hemos prestado atención a lo que solicitan los clientes: Más funcionalidad a un menor costo y una buena ruta de migración".
Para facilitar la migración de aplicaciones, una nueva utilidad de conversión incorporada en el software de desarrollo automatiza la mayor parte del proceso. Por ejemplo, 80 pantallas PanelView y 5000 tags pueden importarse en cinco minutos con una tasa de conversión de 95 por ciento, dice Kaley. Esto acelera considerablemente el tiempo de migración.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 394 2009
Conjunto de software HMI.
ViewAnyWare presenta un reto a la opinión de que cada HMI necesita su propio software de propiedad exclusiva. El Sr. Coleman dice que una planta típica usa 3 a 10 diferentes paquetes de software para visualización, y eso significa que el costo de mantenimiento es alto, desde aprender diferentes conjuntos de instrucciones de programación hasta administrar nuevas versiones de software.
Diseñado con aspecto y sistema de navegación comunes, RSView Enterprise Series incluye RSView Studio (el entorno de diseño común para Enterprise Series), RSView Machine Edition y RSView Supervisory Edition. El entorno de diseño común reduce el tiempo de desarrollo y los costos, así como también el costo asociado con aprender y mantener múltiples paquetes de HMI.
RSView Studio viene con una gama de nuevas funciones y cientos de objetos reutilizables, desde tuberías y transportadores hasta botones y gráficos de tendencias, que facilitan la programación. Además, los diseñadores pueden probar las pantallas de ejecución dentro del entorno de desarrollo RSView Studio. Con RSView Studio, las aplicaciones PanelView pueden migrarse a RSView Machine Edition, y las aplicaciones RSView32 pueden migrarse a RSView Supervisory Edition.
RSView MachineEdition combina las funciones de clase mundial de PanelView y RSView32 para proporcionar excelentes gráficos y representación animada, y un robusto entorno en tiempo de ejecución. RSView Machine Edition funciona en PanelView Plus, VersaView CE y en plataformas abiertas tales como las computadoras VersaView.
RSView Supervisory Edition es la HMI a nivel supervisor de ViewAnyWare, usada típicamente para control a nivel de toda la planta o toda la empresa. RSView Supervisory Edition puede usarse como estación única o en un entorno de cliente y servidor altamente distribuido.
FIGURA 46.

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 395 2009
El sistema RSView Enterprise Series es habilitado por FactoryTalk, una plataforma de colaboración que permite que los usuarios compartan información (tal como tags y pantallas) sin tener que realizar labores duplicadas. FactoryTalk también proporciona acceso a nivel de toda la empresa a información de fabricación en tiempo real, tal como datos activos provenientes del sistema de control. Esta integración de información resulta en una reducción de costos, de manera que los usuarios pueden concentrarse en optimizar su propio negocio en lugar de optimizar el software.
Otro hardware de visualización.
El software RSView Enterprise Series se extiende a otras plataformas de hardware de HMI. La línea MobileView de interfaces portátiles, introducida el año pasado, añade una movilidad y flexibilidad sin precedentes. Estos terminales cableados o inalámbricos ofrecen a los usuarios el mismo hardware resistente y la funcionalidad excepcional de otras HMI de Rockwell Automation, y vienen en versiones de máquina terminal de seguridad y Tablet.
Los terminales InView son pantallas para exhibición de mensajes de una a cuatro líneas que pueden verse a una distancia de 200 a 300 pies. La compatibilidad con los controles ActiveX en el software de programación ahora permite que los usuarios empleen las pantallas desde RSView32 y RSView Supervisory Edition. Durante el transcurso de los próximos 18 meses, la integración de InView con otras plataformas de HMI será más precisa y directa. Además, un nuevo componente de la línea InView es la pantalla más pequeña de montaje en panel P22R que reemplaza las luces piloto con tecnología más inteligente, y las pantallas VFD con indicadores LED de larga duración. Dada la magnitud de las noticias sobre las HMI provenientes de Rockwell Automation, los usuarios de los casi 400.000 terminales PanelView instalados actualmente tienen una oportunidad única de actualizar a gráficos, desarrollo integrado y más. Con razón, el tema del stand de exhibición en Automation Fair fue "el año de la visualización".

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 396 2009
ÍNDICE DE IMAGENES.ÍNDICE DE IMAGENES.ÍNDICE DE IMAGENES.ÍNDICE DE IMAGENES.
FIGURA 38..........................76 FIGURA 39..........................81 FIGURA 40..........................82 FIGURA 41..........................83 FIGURA 42..........................84 FIGURA 43..........................84 FIGURA 44..........................85
CAPÍTULO I FIGURA 1............................04 FIGURA 2............................07 FIGURA 3............................09 FIGURA 4............................13 FIGURA 5............................16 FIGURA 6............................18 FIGURA 7............................20 FIGURA 8............................21 FIGURA 9............................23 TABLA 1............................24 FIGURA 10..........................26 FIGURA 11..........................26 FIGURA 12..........................27 FIGURA 13..........................28 FIGURA 14..........................29 FIGURA 15..........................30 FIGURA 16..........................30 FIGURA 17..........................31 FIGURA 18..........................33 FIGURA 19..........................34 FIGURA 20..........................35 FIGURA 21..........................35 FIGURA 22..........................36 FIGURA 23..........................38 FIGURA 24..........................40
FIGURA 25..........................40 FIGURA 26..........................41 FIGURA 27..........................42 FIGURA 28..........................43 FIGURA 29..........................43 FIGURA 30..........................44 FIGURA 31..........................44 FIGURA 32..........................45 FIGURA 33..........................45 FIGURA 34..........................53 TABLA 2............................54 TABLA 3............................54 TABLA 4............................55 TABLA 5............................56 TABLA 6............................57 TABLA 7............................57 TABLA 8............................58 TABLA 9............................65 TABLA 10...........................69 TABLA 11...........................70 TABLA 12...........................71 TABLA 13...........................72 FIGURA 35..........................74 FIGURA 36..........................74 FIGURA 37..........................75
FIGURA 34..........................115 SIMBOLOGÍA 13...............116 SIMBOLOGÍA 14...............116 FIGURA 35..........................117 SIMBOLOGÍA 15...............118 SIMBOLOGÍA 16...............118 FIGURA 36..........................119 FIGURA 37..........................119 FIGURA 38..........................120 SIMBOLOGÍA 17...............120 SIMBOLOGÍA 18...............121 SIMBOLOGÍA 19...............122 FIGURA 39..........................123 DIAGRAMA 4......................124 DIAGRAMA 5......................125 DIAGRAMA 6......................127 DIAGRAMA 7......................128 DIAGRAMA 8......................128 DIAGRAMA 9......................129 DIAGRAMA 10....................130 DIAGRAMA 11....................131 DIAGRAMA 12....................132 DIAGRAMA 13....................134 TABLA 2.........................135
FIGURA 19..........................107 SIMBOLOGÍA 3,4,5 A.......107 SIMBOLOGÍA 3,4,5 E.......108 FIGURA 20..........................108 FIGURA 21..........................109 FIGURA 22..........................109 FIGURA 23..........................110 FIGURA 24..........................110 FIGURA 25..........................110 SIMBOLOGÍA 6.................110 SIMBOLOGÍA 7.................110 FIGURA 26..........................111 FIGURA 27..........................111 SIMBOLOGÍA 8.................111 FIGURA 28..........................112 FIGURA 29..........................112 SIMBOLOGÍA 9.................112 SIMBOLOGÍA 10...............112 SIMBOLOGÍA 11...............112 FIGURA 30..........................113 FIGURA 31..........................113 FIGURA 32..........................114 SIMBOLOGÍA 12...............114 FIGURA 33..........................115
CAPÍTULO II FIGURA 1..........................88 FIGURA 2..........................88 FIGURA 3..........................89 FIGURA 4..........................90 FIGURA 5..........................91 FIGURA 6..........................91 FIGURA 7..........................93 FIGURA 8..........................94 FIGURA 9..........................95 FIGURA 10..........................96 DIAGRAMA 1......................96 FIGURA 11..........................97 FIGURA 12..........................97 FIGURA 13..........................98 DIAGRAMA 2......................99 DIAGRAMA 3......................102 TABLA 1.........................103 FIGURA 14..........................104 SIMBOLOGÍA 1.................104 FIGURA 15..........................105 FIGURA 16..........................105 SIMBOLOGÍA 2.................105 FIGURA 17..........................106 FIGURA 18..........................106

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 397 2009
CAPÍTULO IV FIGURA 1..........................183 FIGURA 2..........................183 FIGURA 3..........................184 FIGURA 4..........................185 FIGURA 5..........................185 FIGURA 6..........................186 FIGURA 7..........................186 FIGURA 8..........................188 FIGURA 9..........................189 FIGURA 10.........................191 FIGURA 11.........................191 FIGURA 12.........................191 TABLA 1.........................191 FIGURA 13.........................192 FIGURA 14.........................193 FIGURA 15.........................196 FIGURA 16.........................198 FIGURA 17.........................199 FIGURA 18.........................199 FIGURA 19.........................201 FIGURA 20.........................201 FIGURA 21.........................202 FIGURA 22.........................203 FIGURA 23.........................204 FIGURA 24.........................205
CAPÍTULO III FIGURA 1...........................168 FIGURA 2...........................169 FIGURA 3...........................170 TABLA 1..........................170 FIGURA 4...........................171 FIGURA 5...........................171 FIGURA 6...........................172 FIGURA 7...........................172 FIGURA 8...........................175 FIGURA 9...........................175 FIGURA 10..........................175 FIGURA 11..........................176 TABLA 2..........................176 FIGURA 12..........................177 FIGURA 13..........................177 FIGURA 14..........................177 FIGURA 15..........................177 FIGURA 16..........................178 FIGURA 17..........................178 FIGURA 18..........................178 FIGURA 19..........................179 FIGURA 20..........................179 FIGURA 21..........................179 FIGURA 22..........................179
FIGURA 40..........................143 TABLA 3.........................144 FIGURA 41..........................145 TABLA 4.........................146 FIGURA 42..........................147 FIGURA 43..........................150 FIGURA 44..........................151 TABLA 5.........................151 FIGURA 45..........................152 DIAGRAMA 14....................152 DIAGRAMA 15....................153 DIAGRAMA 16....................155 DIAGRAMA 17....................156 FIGURA 46..........................157 DIAGRAMA 18....................157 DIAGRAMA 19....................158 TABLA 6.........................159 TABLA 7.........................160 FIGURA 47..........................161 DIAGRAMA 20....................161 DIAGRAMA 21....................161 FIGURA 48..........................162 DIAGRAMA 22....................162 DIAGRAMA 23....................163 DIAGRAMA 24....................164 DIAGRAMA 25....................164
FIGURA 75.........................240 TABLA 2.........................241 FIGURA 76.........................242 FIGURA 77.........................242 FIGURA 78.........................242 FIGURA 79.........................243 FIGURA 80.........................244 FIGURA 81.........................244 FIGURA 82.........................244 FIGURA 83.........................245 FIGURA 84.........................245 FIGURA 85.........................246 FIGURA 86.........................246 FIGURA 87.........................247 FIGURA 88.........................247 TABLA 3.........................247 FIGURA 89.........................248 FIGURA 90.........................249 FIGURA 91.........................249 FIGURA 92.........................250 FIGURA 93.........................251 FIGURA 94.........................251 FIGURA 95.........................252 FIGURA 96.........................253 FIGURA 97.........................254
FIGURA 50.........................225 FIGURA 51.........................225 FIGURA 52.........................226 FIGURA 53.........................226 FIGURA 54.........................227 FIGURA 55.........................227 FIGURA 56.........................227 FIGURA 57.........................228 FIGURA 58.........................228 FIGURA 59.........................228 FIGURA 60.........................229 FIGURA 61.........................231 FIGURA 62.........................231 FIGURA 63.........................232 FIGURA 64.........................232 FIGURA 65.........................234 FIGURA 66.........................234 FIGURA 67.........................235 FIGURA 68.........................235 FIGURA 69.........................237 FIGURA 70.........................238 FIGURA 71.........................238 FIGURA 72.........................240 FIGURA 73.........................240 FIGURA 74.........................240
FIGURA 25.........................205 FIGURA 26.........................207 FIGURA 27.........................207 FIGURA 28.........................208 FIGURA 29.........................208 FIGURA 30.........................209 FIGURA 31.........................209 FIGURA 32.........................209 FIGURA 33.........................211 FIGURA 34.........................213 FIGURA 35.........................213 FIGURA 36.........................214 FIGURA 37.........................215 FIGURA 38.........................215 FIGURA 39.........................215 FIGURA 40.........................217 FIGURA 41.........................217 FIGURA 42.........................218 FIGURA 43.........................218 FIGURA 44.........................219 FIGURA 45.........................221 FIGURA 46.........................223 FIGURA 47.........................223 FIGURA 48.........................224 FIGURA 49.........................225

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 398 2009
FIGURA 148........................295 FIGURA 149........................296 FIGURA 150........................297 FIGURA 151........................297 FIGURA 152........................298 FIGURA 153........................299 FIGURA 154........................300 FIGURA 155........................300 FIGURA 156........................300 FIGURA 157........................301 FIGURA 158........................301 FIGURA 159........................303 FIGURA 160........................305 FIGURA 161........................306 FIGURA 162........................306 FIGURA 163........................307 FIGURA 164........................308 FIGURA 165........................308 FIGURA 166........................309 FIGURA 167........................309 FIGURA 168........................310 FIGURA 169........................310 FIGURA 170........................312 FIGURA 171........................312 FIGURA 172........................313
FIGURA 123........................276 FIGURA 124........................276 FIGURA 125........................276 FIGURA 126........................278 FIGURA 127........................278 FIGURA 128........................279 FIGURA 129........................280 FIGURA 130........................280 FIGURA 131........................281 FIGURA 132........................281 FIGURA 133........................281 FIGURA 134........................282 FIGURA 135........................283 FIGURA 136........................283 FIGURA 137........................284 FIGURA 138........................285 FIGURA 139........................285 FIGURA 140........................285 FIGURA 141........................286 FIGURA 142........................290 FIGURA 143........................291 FIGURA 144........................292 FIGURA 145........................293 FIGURA 146........................293 FIGURA 147........................294
FIGURA 98.........................254 FIGURA 99.........................254 FIGURA 100........................256 FIGURA 101........................256 FIGURA 102........................257 FIGURA 103........................258 FIGURA 104........................258 FIGURA 105........................259 FIGURA 106........................260 FIGURA 107........................261 FIGURA 108........................262 FIGURA 109........................264 FIGURA 110........................265 FIGURA 111........................266 FIGURA 112........................267 FIGURA 113........................267 FIGURA 114........................269 FIGURA 115........................269 FIGURA 116........................270 FIGURA 117........................270 FIGURA 118........................272 FIGURA 119........................272 FIGURA 120........................273 FIGURA 121........................275 FIGURA 122........................275
FIGURA 173........................313 FIGURA 174........................314 FIGURA 175........................314 FIGURA 176........................315 FIGURA 177........................315 FIGURA 178........................316 FIGURA 179........................316 TABLA 4.........................317 FIGURA 180........................318 FIGURA 181........................319 FIGURA 182........................320 FIGURA 183........................321
CAPÍTULO V FIGURA 1..........................324 FIGURA 2..........................324 FIGURA 3..........................328 FIGURA 4..........................329 FIGURA 5..........................330 FIGURA 6..........................331 FIGURA 7..........................331 FIGURA 8..........................332 FIGURA 9..........................333 FIGURA 10.........................334 FIGURA 11.........................334 FIGURA 12.........................335 FIGURA 13.........................336 FIGURA 14.........................339 FIGURA 15.........................340 FIGURA 16.........................341 FIGURA 17.........................341 FIGURA 18.........................342 FIGURA 19.........................342 FIGURA 20.........................342 FIGURA 21.........................342 FIGURA 22.........................342 FIGURA 23.........................343 FIGURA 24.........................343 FIGURA 25.........................343
FIGURA 26.........................347 FIGURA 27.........................348 FIGURA 28.........................349 FIGURA 29.........................350 FIGURA 30.........................350 FIGURA 31.........................351 FIGURA 32.........................352 FIGURA 33.........................353 FIGURA 34.........................353 FIGURA 35.........................354 FIGURA 36.........................355 FIGURA 37.........................357 FIGURA 38.........................359 FIGURA 39.........................360 FIGURA 40.........................361 FIGURA 41.........................362 FIGURA 42.........................364 FIGURA 43.........................376 FIGURA 44.........................377 FIGURA 45.........................377 FIGURA 46.........................379

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 399 2009
BIBLIOGRAFÍA.BIBLIOGRAFÍA.BIBLIOGRAFÍA.BIBLIOGRAFÍA.
Ingenieria de Control Moderna 4/E. Autor: María Antonia Canto Díez, Sebastián Dormido Canto, Karsuhiko Ogata Edición: 4ª edición edición (21/05/2003) Editorial: Pearson Educación 984 páginas
Ingeniería de la Automatización Industrial. Autor: Ramón Piedrafita Moreno Edición: 2ª Edición ampliada y actualizada. Editorial: Ra-Ma 712 páginas
Electrónica Industrial Moderna. Autor: Thimothy J. Maloney Edición: 5 edición (11/2006) Editorial: Pearson Educación 1000 páginas
Autómatas programables. Autor: Josep Balcells, José Luis Romeral Editorial: Marcombo, Boireaux Editores 450 páginas

AUTOMATIZACIÓN INDUSTRIAL.
OSCAR BULLÓN VILCHIS 400 2009
Autómatas Programables. Entorno y Aplicaciones. Autor: Enrique Mandado Pérez; Serafín Pérez López; Jorge Marcos Acevedo; Celso Fernández Silva; José I. Armesto Quiroga. Editorial: Thomson Paraninfo, 2005. 752 páginas
Automatización. Problemas Resueltos con Autómatas Programables. Autor: Juan Pedro [et al.] Romera Ramírez. 312 páginas Instrumentación Industrial. Su Ajuste y Calibración. Autor: Creus Solé, Antonio Edición: 3a edición (18/03/2009) Editorial: Marcombo 236 páginas
Online Companion: Modern Control Technology - Components and Systems. Autor: Christopher T. Kilian Edición: 2nd edition
Industrial Electronics: Applications for Programmable Controllers, Instrumentation and Process Control, and Electrical Machines and Motor Controls. Autor: Thomas E. Kissell Edición: Third Hardcover Editorial: Prentice Hall