BENEMÉRITA UNIVERSIDAD AUTÓNOMA DE … · Farmacotecnia Teórica y Práctica, Ed. Continental...
31
Fac. Cs. Qs. Dpto. De FARMACIA LABORATORIO DE TECNOLOGÍA FARMACÉUTICA II Q.F.B 1 BENEMÉRITA UNIVERSIDAD AUTÓNOMA DE PUEBLA FACULTAD DE CIENCIAS QUÍMICAS LICENCIATURA: QUÍMICO FARMACOBIÓLOGO ÁREA ESPECÍFICA DE: FARMACIA ASIGNATURA DE: LABORATORIO DE TECNOLOGÍA FARMACÉUTICA II CÓDIGO: LQF 440L FECHA DE ELABORACIÓN: FEBRERO 2001 NIVEL EN EL MAPA CURRICULAR: FORMATIVO TIPO DE ASIGNATURA: CIENCIA DEL PERFIL PROFESORES QUE PARTICIPARON EN SU ELABORACIÓN: M. C. AGUILAR CRUZ LIDIA M. C. QUIROZ OROPEZA JOSE DE GUADALUPE M. C. RAMÍREZ GUTIÉRREZ MARÍA DEL SOCORRO M. C. IRMA ROSALÍA CONTRERAS MORA HORAS PRÁCTICA: 2 HORAS PRÁCTICA. 2 TOTAL DE CRÉDITOS: 2
Transcript of BENEMÉRITA UNIVERSIDAD AUTÓNOMA DE … · Farmacotecnia Teórica y Práctica, Ed. Continental...
Fac. Cs. Qs. Dpto. De FARMACIA LABORATORIO DE TECNOLOGÍA FARMACÉUTICA II
Q.F.B
1
BENEMÉRITA UNIVERSIDAD AUTÓNOMA DE PUEBLA FACULTAD DE CIENCIAS QUÍMICAS
LICENCIATURA: QUÍMICO FARMACOBIÓLOGO
ÁREA ESPECÍFICA DE: FARMACIA ASIGNATURA DE: LABORATORIO DE TECNOLOGÍA FARMACÉUTICA II CÓDIGO: LQF 440L FECHA DE ELABORACIÓN: FEBRERO 2001 NIVEL EN EL MAPA CURRICULAR: FORMATIVO TIPO DE ASIGNATURA: CIENCIA DEL PERFIL PROFESORES QUE PARTICIPARON EN SU ELABORACIÓN: M. C. AGUILAR CRUZ LIDIA M. C. QUIROZ OROPEZA JOSE DE GUADALUPE M. C. RAMÍREZ GUTIÉRREZ MARÍA DEL SOCORRO M. C. IRMA ROSALÍA CONTRERAS MORA
HORAS PRÁCTICA: 2
HORAS PRÁCTICA. 2 TOTAL DE CRÉDITOS: 2
Fac. Cs. Qs. Dpto. De FARMACIA LABORATORIO DE TECNOLOGÍA FARMACÉUTICA II
Q.F.B
2
EVALUACIÓN. Asistencia----------------------------------------------------------------------------------- 100% Participación en trabajos de investigación ------------------------------------------ 5% Entrega de los productos terminados -----------------------------------------------80%% Se realizarán exámenes al inicio de cada práctica-------------------------------5% Entrega de documentación--------------------------------------------------------------10% BIBLIOGRAFÍA Helman, j.; Farmacotecnia Teórica y Práctica, Ed. Continental Venezuela 1981. Ärrot, Gaski.; Experimental Pharmac4eutical Technology, Third edition. Lachman, L K.: The Theory and Practice of industry Pharmacy lea and Feiger, Second edition Philadelphia, 1976 Lieberman H A, Rieger M M, Banker S G. Pharmaceutical Dosage Forms: Disperse Systems Vol. 2 Marcel Deker New York 1996. Jeaning, C. Mangeot, A., Ingenieria farmacéutica Ed. Manual Moderno, 1986. The Merk Index of Chemicals and Drugs. Ed Merck Co. Inc. 1996 Farmacopea de los Estados Unidos Mexicanos Séptima Edición México 2000 Secretaría de Salud, Comisión permanente de la Farmacopea de los Estados Unidos mexicanos. Carstensen, T. J., Silid Pharmaceutics Mechanicals Properties and rate Phenomena. Academic, Press, N.Y., USA, 1980 Gennaro R A. Remington Farmacia . 19° Ed. Panamericana Buenos Aires, 1995 García F. Apuntes de Farmacia Galénica, Sociedad Científica de la E.N.C.Q. 1946 Florence TA, Attewood D. Physicochemical Principles of Pharmacy. 3° Ed. Macmillan Press LTD. 1981
Fac. Cs. Qs. Dpto. De FARMACIA LABORATORIO DE TECNOLOGÍA FARMACÉUTICA II
Q.F.B
3
I N T R O D U C C I O N
La importancia de realizar un Procedimiento Operacional es
fundamental para el buen desarrollo y cumplimiento de la practica,
nosotros lo consideramos como una guía en la cual, la información
debe ser muy completa, con esto queremos decir que debe cubrir
toda la información mínima necesaria fundamental de todo lo que
se tenga que manejar en la practica, ya sea reactivos, material,
características fisicoquímicas, diagramas de flujo, etc., además de
que dicha información debe ser de buena fuente bibliográfica.
Nos dimos cuenta que realizar un Procedimiento Operacional no es
nada fácil, pero al menos en este momento tenemos la visión de lo
básico para su realización. Más adelante se presentan los PON
correspondientes a la Teoría-Practica del laboratorio de Tecnología
Farmacéutica I.
Fac. Cs. Qs. Dpto. De FARMACIA LABORATORIO DE TECNOLOGÍA FARMACÉUTICA II
Q.F.B
4
1. OBJETIVO: A) Elaborar un granulado por la vía húmeda, para posteriormente evaluarlo y comprimirlo. 2. ALCANCE: Dirigido a los alumnos de la licenciatura de Q.F.B. de la F.C.Q. de la BUAP que cursan la materia de tecnología farmacéutica, al profesor encargado de la materia y a todo el personal que se encuentre involucrado en esta área. 3. POLITICAS: 3.1 Es responsabilidad de los estudiantes conocer y cumplir correctamente el PON 3.2 Es responsabilidad del profesor vigilar el correcto cumplimiento del PON 3.3 Es responsabilidad del departamento de farmacia proporcionar el material necesario para realizar el PON 3.4 Es responsabilidad de l departamento, del profesor y de los estudiantes mantener el laboratorio en condiciones adecuadas para llevar a cabo el PON 3.5 Es responsabilidad del departamento, del profesor y de los estudiantes de la materia de tecnología farmacéutica I cumplir con el PON
4. NORMAS DE SEGURIDAD: 4.1 Los estudiantes deben presentarse con cofia, bata, lentes de seguridad, cubre bocas y guantes. 4.2 Los alumnos deben presentarse sin maquillaje 4.3 Los estudiantes deben llegar al laboratorio a la hora indicada para revisar su área de trabajo y el material a ocupar. 4.4 Queda prohibido comer dentro del laboratorio 4.5 Todas estas reglas tienen carácter obligatorio
5. DEFINICIONES: Granulado: Mezcla de polvos que incluye fármaco (s) y excipientes previamente seleccionados que se llevan a un proceso de granulación que va a servir para preparar una nueva forma farmacéutica. Reología: Estudia las propiedades de flujo de gases, líquidos y también la deformación de sólidos cuando se someten a la acción de una fuerza. Diluyente: Esta sustancia es necesaria, porque la dosis del componente activo es pequeño, al agregar el diluyente un compuesto inerte aumenta el volumen para que de esta manera el comprimido tenga un tamaño útil para su compresión. Los diluyentes
BENEMÉRITA UNIVERSIDAD AUTÓNOMA DE PUEBLA
FACULTAD DE CIENCIAS QUÍMICAS
No.
DPTO. DE FARMACIA LAB. DE TECNOLOGÍA FARMACÉUTICA II
PÁG. 1/5
PROCEDIMIENTO OPERATIVO NORMATIZADO
En vigor a partir de:
ELABORACIÓN DE GRANULADO Próxima revisión: Escrito por:
Revisado por:
Aprobado por:
Fecha: Fecha: Fecha:

Fac. Cs. Qs. Dpto. De FARMACIA LABORATORIO DE TECNOLOGÍA FARMACÉUTICA II
Q.F.B
5
utilizados para este propósito son fosfato dicalcico, sulfato de calcio, lactosa, celulosa, caolín, manitol, cloruro de sodio, almidón seco y azúcar en polvo
Fac. Cs. Qs. Dpto. De FARMACIA LABORATORIO DE TECNOLOGÍA FARMACÉUTICA II
Q.F.B
6
Aglutinantes: Son agentes utilizados para impartir cualidades cohesivas a los materiales en polvo, de esta manera los comprimidos permanecen intactos después de la compresión y mejoran las cualidades de flujo para las formulaciones de gránulos con la dureza y tamaño deseados. Ejemplos de aglutinantes son almidón, gelatina y azucares como la sacarosa, la glucosa, la dextrosa, la malaza y la lactosa. Lubricantes: Previenen la adhesión de los material de los comprimidos a la superficie de las matrices y los punzones, reducen la fricción entre las partículas, facilitan la eyección de los comprimidos de la cavidad de la matriz y pueden mejorar la velocidad de flujo de la granulación de los comprimidos. Ejemplo de lubricantes talco, estearato de magnesio, estearato de calcio, acido esteárico, aceites vegetales hidrogenados y polietilenglicol. Deslizantes: Es una sustancia que mejora las características de flujo de una mezcla de polvos. Estos materiales se agregan en el estado seco justo antes de la compresión. Ejemplos dióxido de silicio coloidal, el talco también se usa y puede desempeñar el papel de lubricante/deslizante. Desintegrante: Es una sustancia, o mezcla de ellas, agregada a una comprimido para facilitar su ruptura o desintegración después de su administración. Los materiales que cumplen la función de desintegrantes han sido clasificados químicamente como almidones, arcillas, celulosas, alginas, gomas y polímeros con enlaces cruzados.
OBJETIVO DE LA GRANULACIÓN:
-Mejoramiento de las propiedades de flujo del granulado. -Prevención de la segregación de los ingredientes mezclados. -Mejoramiento de las características de los comprimidos (dureza, friabilidad, peso promedio, etc).
La granulación es considerada como el proceso de incremento del tamaño de partículas. En este proceso, partículas pequeñas se unen para formar una más grande (con diámetros de 0,1 a cerca de 2 mm) en el que las partículas originales pueden identificarse. El proceso puede ser seco o húmedo. En este último, se utiliza un líquido para aglomeración seguido de un proceso de secado. La granulación es el proceso más importante en la industria farmacéutica.
BENEMÉRITA UNIVERSIDAD AUTÓNOMA DE PUEBLA
FACULTAD DE CIENCIAS QUÍMICAS
No.
DPTO. DE FARMACIA LAB. DE TECNOLOGÍA FARMACÉUTICA II
PÁG. 2/5
PROCEDIMIENTO OPERATIVO NORMATIZADO
En vigor a partir de:
ELABORACIÓN DE GRANULADO Próxima revisión: Escrito por:
Revisado por:
Aprobado por:
Fecha: Fecha: Fecha:
Fac. Cs. Qs. Dpto. De FARMACIA LABORATORIO DE TECNOLOGÍA FARMACÉUTICA II
Q.F.B
7
Granulación Húmeda: Es el proceso de mezclado de un polvo en presencia de un líquido (solución aglutinante) para formar el gránulo. Este proceso disminuye el riesgo de segregación y producción de finos relacionada con la compresión de tabletas. La granulación ocurre por la formación de enlaces tipo puentes de hidrógeno entre las partículas primarias.
El tiempo de mezclado depende del equipo y de las propiedades del polvo, en general puede ir desde 15 minutos a una hora. En la práctica, el punto final se logra cuando al tomar una porción de la muestra con la mano y presionarla suavemente al abrir nuevamente la mano esta se resquebraje. Si se agrega demasiada solución aglutinante, se formará una masa que se apelmazará y taponará los tamices y que durante el secado formará agregados duros que habrá que moler 1.
GRANULACION HUMEDA VENTAJAS:- Experienia previa en el país y a nivel mundial - Uniformidad del contenido - Verstilidad, se adapta a mas principios activos. -Control sobre la humedad DESVENTAJAS - Falta de uniformidad de lote a lote - Necesidad de humedad y calor - Restricción sobre el uso de solventes. GRANULACION SECA VENTAJAS - Proceso mas rapido
- Eliminación de calor y humedad. DESVENTAJAS - Variación de lote a lote
- Materiales mas costosa 6. MATERIAL Y EQUIPO: Balanza granataria, balanza analítica, espátulas, mallas, 1 vaso de precipitado de 100 ml, agitador de vidrio, parrilla, papel aluminio.
BENEMÉRITA UNIVERSIDAD AUTÓNOMA DE PUEBLA
FACULTAD DE CIENCIAS QUÍMICAS
No.
DPTO. DE FARMACIA LAB. DE TECNOLOGÍA FARMACÉUTICA II
PÁG. 3/5
PROCEDIMIENTO OPERATIVO NORMATIZADO
En vigor a partir de:
ELABORACIÓN DE GRANULADO Próxima revisión: Escrito por:
Revisado por:
Aprobado por:
Fecha: Fecha: Fecha:
Fac. Cs. Qs. Dpto. De FARMACIA LABORATORIO DE TECNOLOGÍA FARMACÉUTICA II
Q.F.B
8
7. PROCEDIMIENTO: PESAJE DE COMPONENTES DEL GRANULADO FORMULACION Acido acetil salicílico--------------------------------------100mg Almidón------------------------------------------------------100mg Estearato de magnesio--------------------------------------9 mg Talco----------------------------------------------------------10 mg Lactosa--------------------------------------------------------100 mg Gelatina------------------------------------------------------- 0.5% Tab c.b.p-----------------------------------------------------------1 tableta AJUSTES DE PUREZA Ajustar la cantidad que se debe pesar de fármaco de acuerdo a la pureza en que éste se encuentra. Respecto a los demás componentes, hacer los cálculos matemáticos para pesar lo correspondiente al tamaño de lote. a) Mezclar el principio activo, la lactosa y el 40% almidón. b) Preparar la mezcla aglutinante: 60% de almidón y gelatina con 40 ml de agua puede ser caliente o a temperatura ambiente de tal manera que se obtenga una suspensión coloidal. c) Adicionar la mezcla aglutinante sobre los polvos, evitando que no se formen grumos. Cuando la masa tenga la textura deseada detener la adición de la mezcla aglutinante. d) Pasar la masa resultante por una malla en este caso se utilizo la malla, con movimientos de presión, torsión y deslizamiento, se recogen en una hoja de papel extendiendo los gránulos y dejar secar. e) Adicionamos los componentes restantes en el granulado: el almidón, el estearato de magnesio y se mezcla durante dos minutos y por último se adiciona el talco y se mezcla durante 2 min.
BENEMÉRITA UNIVERSIDAD AUTÓNOMA DE PUEBLA
FACULTAD DE CIENCIAS QUÍMICAS
No.
DPTO. DE FARMACIA LAB. DE TECNOLOGÍA FARMACÉUTICA II
PÁG. 4/5
PROCEDIMIENTO OPERATIVO NORMATIZADO
En vigor a partir de:
ELABORACIÓN DE GRANULADO Próxima revisión: Escrito por:
Revisado por:
Aprobado por:
Fecha: Fecha: Fecha:
Fac. Cs. Qs. Dpto. De FARMACIA LABORATORIO DE TECNOLOGÍA FARMACÉUTICA II
Q.F.B
9
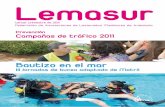
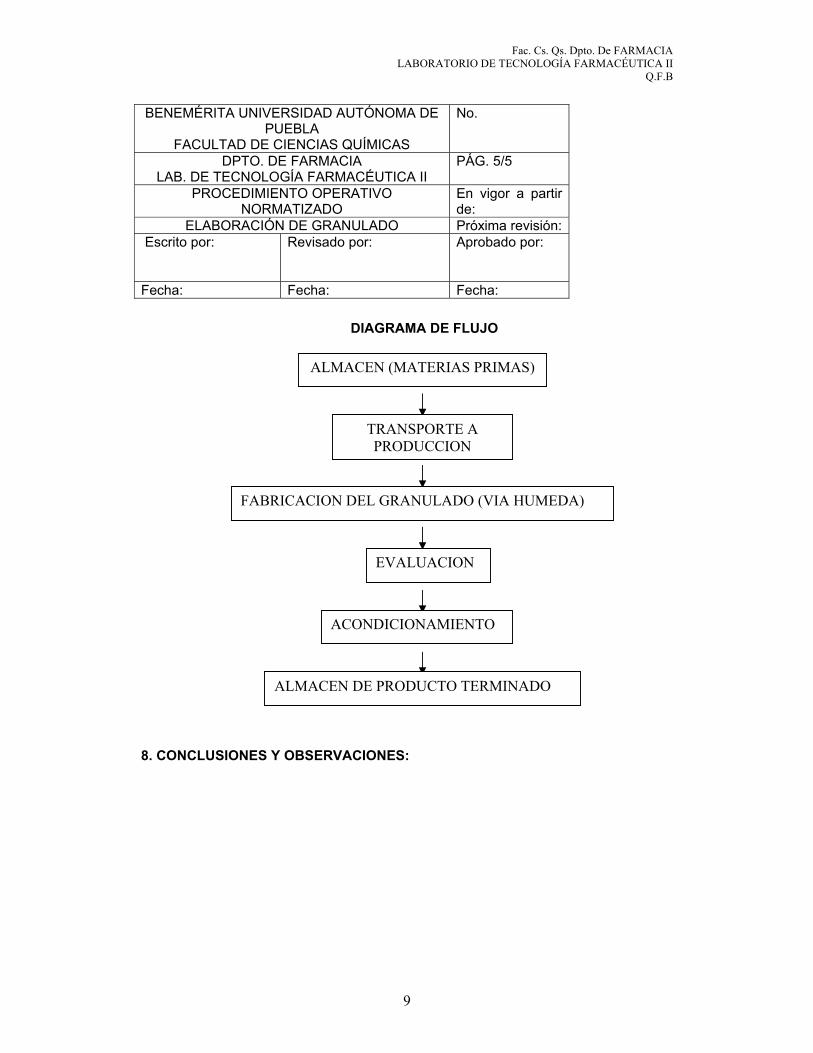
DIAGRAMA DE FLUJO
8. CONCLUSIONES Y OBSERVACIONES:
BENEMÉRITA UNIVERSIDAD AUTÓNOMA DE PUEBLA
FACULTAD DE CIENCIAS QUÍMICAS
No.
DPTO. DE FARMACIA LAB. DE TECNOLOGÍA FARMACÉUTICA II
PÁG. 5/5
PROCEDIMIENTO OPERATIVO NORMATIZADO
En vigor a partir de:
ELABORACIÓN DE GRANULADO Próxima revisión: Escrito por:
Revisado por:
Aprobado por:
Fecha: Fecha: Fecha:
ALMACEN (MATERIAS PRIMAS)
TRANSPORTE A PRODUCCION
FABRICACION DEL GRANULADO (VIA HUMEDA)
EVALUACION
ACONDICIONAMIENTO
ALMACEN DE PRODUCTO TERMINADO
Fac. Cs. Qs. Dpto. De FARMACIA LABORATORIO DE TECNOLOGÍA FARMACÉUTICA II
Q.F.B
10
I. OBJETIVO. • Definir que es un granulado • Conocer las propiedades y características de un granulado, así como su
obtención. • A través de los trabajos prácticos el alumno se familiarizará con equipos
utilizados en la industria farmacéutica y aprenderá a obtener, interpretar, manipular y expresar resultados.
• Estudio de las diferentes técnicas empleadas para la valoración de un granulado.
• Introducción de los conocimientos de base necesarios de los componentes de un granulado que nos permiten dar sus mejores propiedades reológicas.
II. ALCANCE.
El presente PON esta dirigido a todos los estudiantes cuya área de estudio está ligada con la industria farmacéutica, así como a los profesores que imparten el laboratorio de la tecnología farmacéutica de sólidos.
III. POLÍTICAS A. Es obligación de los alumnos conocer y aplicar correctamente el presente
PON. B. Es responsabilidad del profesor vigilar correctamente el cumplimiento del PON. C. El laboratorista tienen la obligación de proporcionar el material necesario y
suficiente para la realización de la práctica y de las condiciones que marca el PON.
IV. DEFINICIONES
IMPORTANCIA DEL TAMAÑO DE PARTICULA Para la formulación de un medicamento, es necesario tomar en cuenta diversos factores como las posibles interacciones, propiedades de los fármacos excipientes y/o vehículos, así como también hay parámetros relacionados con el tamaño y forma de las partículas, que pueden influir de manera importante en la estabilidad del medicamento, sabor, color, absorción, velocidad de disolución, uniformidad de contenido de la forma, etc.
BENEMÉRITA UNIVERSIDAD AUTÓNOMA DE PUEBLA
FACULTAD DE CIENCIAS QUÍMICAS
No.
DPTO. DE FARMACIA LAB. DE TECNOLOGÍA FARMACÉUTICA II
PÁG. 1/7
PROCEDIMIENTO OPERATIVO NORMATIZADO
En vigor a partir de:
EVALUACIÒN DE UN GRANULADO (MICROSCOPIA Y REOLOGÌA)
Próxima revisión:
Escrito por:
Revisado por:
Aprobado por:
Fecha: Fecha: Fecha:
Fac. Cs. Qs. Dpto. De FARMACIA LABORATORIO DE TECNOLOGÍA FARMACÉUTICA II
Q.F.B
11
Por estos motivos hay criterios o escalas por encima de los cuales no es conveniente reducir el tamaño de partícula, por encima de 100 micras es necesario siempre reducirlo, por debajo de 30 nunca, salvo cuando el principio activo tenga forma de aguja, entonces hay que reducir el tamaño siempre porque la forma no permite el flujo en la tolva, no tanto por razones de biodisponibilidad sino por facilitar la manipulación.
Cuando un polvo se somete a una reducción del tamaño de partícula, no solo hay que pensar que hemos reducido el tamaño, sino que se pueden producir cambios en las propiedades físicas y químicas incluso cambios de polimorfismo (cambios en la forma cristalina), estos cambios polimórficos modificaran la biodisponibilidad.
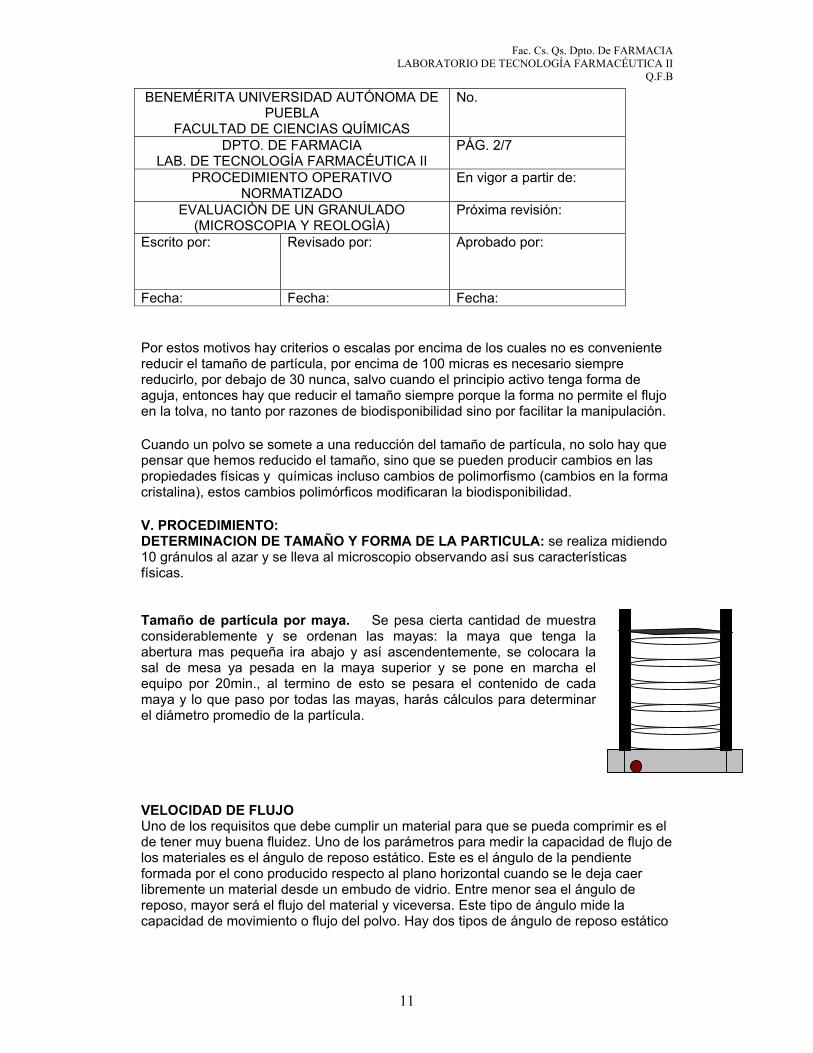
V. PROCEDIMIENTO: DETERMINACION DE TAMAÑO Y FORMA DE LA PARTICULA: se realiza midiendo 10 gránulos al azar y se lleva al microscopio observando así sus características físicas. Tamaño de partícula por maya. Se pesa cierta cantidad de muestra considerablemente y se ordenan las mayas: la maya que tenga la abertura mas pequeña ira abajo y así ascendentemente, se colocara la sal de mesa ya pesada en la maya superior y se pone en marcha el equipo por 20min., al termino de esto se pesara el contenido de cada maya y lo que paso por todas las mayas, harás cálculos para determinar el diámetro promedio de la partícula. VELOCIDAD DE FLUJO Uno de los requisitos que debe cumplir un material para que se pueda comprimir es el de tener muy buena fluidez. Uno de los parámetros para medir la capacidad de flujo de los materiales es el ángulo de reposo estático. Este es el ángulo de la pendiente formada por el cono producido respecto al plano horizontal cuando se le deja caer libremente un material desde un embudo de vidrio. Entre menor sea el ángulo de reposo, mayor será el flujo del material y viceversa. Este tipo de ángulo mide la capacidad de movimiento o flujo del polvo. Hay dos tipos de ángulo de reposo estático
BENEMÉRITA UNIVERSIDAD AUTÓNOMA DE PUEBLA
FACULTAD DE CIENCIAS QUÍMICAS
No.
DPTO. DE FARMACIA LAB. DE TECNOLOGÍA FARMACÉUTICA II
PÁG. 2/7
PROCEDIMIENTO OPERATIVO NORMATIZADO
En vigor a partir de:
EVALUACIÒN DE UN GRANULADO (MICROSCOPIA Y REOLOGÌA)
Próxima revisión:
Escrito por:
Revisado por:
Aprobado por:
Fecha: Fecha: Fecha:
Fac. Cs. Qs. Dpto. De FARMACIA LABORATORIO DE TECNOLOGÍA FARMACÉUTICA II
Q.F.B
12
DETERMINACION DE VELOCIDAD DE FLUJO: Uno de los requisitos que debe cumplir un material para que se pueda comprimir es el de tener muy buena fluidez. Uno de los parámetros para medir la capacidad de flujo de los materiales es mediante el flujo metro, donde se relaciona la masa con respecto del tiempo; por lo tanto, se sujeta la tolva de la tableteadota, se coloca el granulo en ella y medimos el tiempo en que todo el granulo cae, V.f. = m Ǿ Ǿ = v.f.
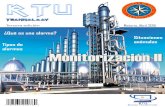
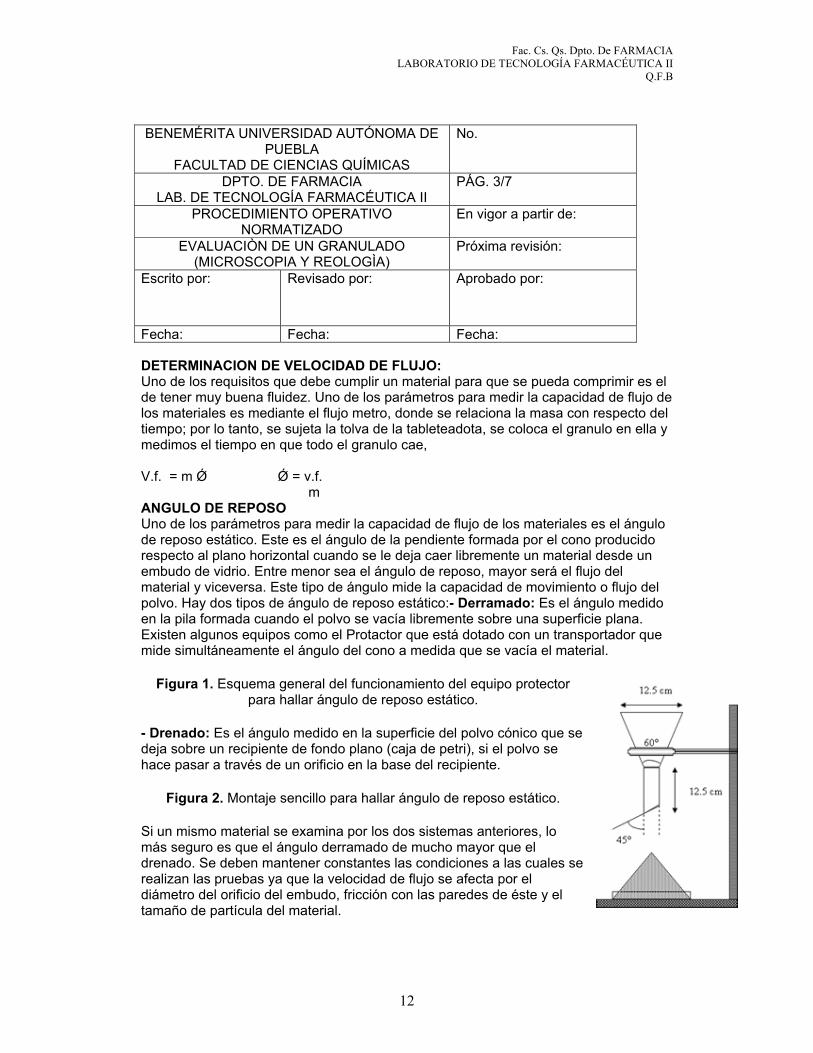
m ANGULO DE REPOSO Uno de los parámetros para medir la capacidad de flujo de los materiales es el ángulo de reposo estático. Este es el ángulo de la pendiente formada por el cono producido respecto al plano horizontal cuando se le deja caer libremente un material desde un embudo de vidrio. Entre menor sea el ángulo de reposo, mayor será el flujo del material y viceversa. Este tipo de ángulo mide la capacidad de movimiento o flujo del polvo. Hay dos tipos de ángulo de reposo estático:- Derramado: Es el ángulo medido en la pila formada cuando el polvo se vacía libremente sobre una superficie plana. Existen algunos equipos como el Protactor que está dotado con un transportador que mide simultáneamente el ángulo del cono a medida que se vacía el material.
Figura 1. Esquema general del funcionamiento del equipo protector para hallar ángulo de reposo estático.
- Drenado: Es el ángulo medido en la superficie del polvo cónico que se deja sobre un recipiente de fondo plano (caja de petri), si el polvo se hace pasar a través de un orificio en la base del recipiente.
Figura 2. Montaje sencillo para hallar ángulo de reposo estático.
Si un mismo material se examina por los dos sistemas anteriores, lo más seguro es que el ángulo derramado de mucho mayor que el drenado. Se deben mantener constantes las condiciones a las cuales se realizan las pruebas ya que la velocidad de flujo se afecta por el diámetro del orificio del embudo, fricción con las paredes de éste y el tamaño de partícula del material.
BENEMÉRITA UNIVERSIDAD AUTÓNOMA DE PUEBLA
FACULTAD DE CIENCIAS QUÍMICAS
No.
DPTO. DE FARMACIA LAB. DE TECNOLOGÍA FARMACÉUTICA II
PÁG. 3/7
PROCEDIMIENTO OPERATIVO NORMATIZADO
En vigor a partir de:
EVALUACIÒN DE UN GRANULADO (MICROSCOPIA Y REOLOGÌA)
Próxima revisión:
Escrito por:
Revisado por:
Aprobado por:
Fecha: Fecha: Fecha:
Fac. Cs. Qs. Dpto. De FARMACIA LABORATORIO DE TECNOLOGÍA FARMACÉUTICA II
Q.F.B
13
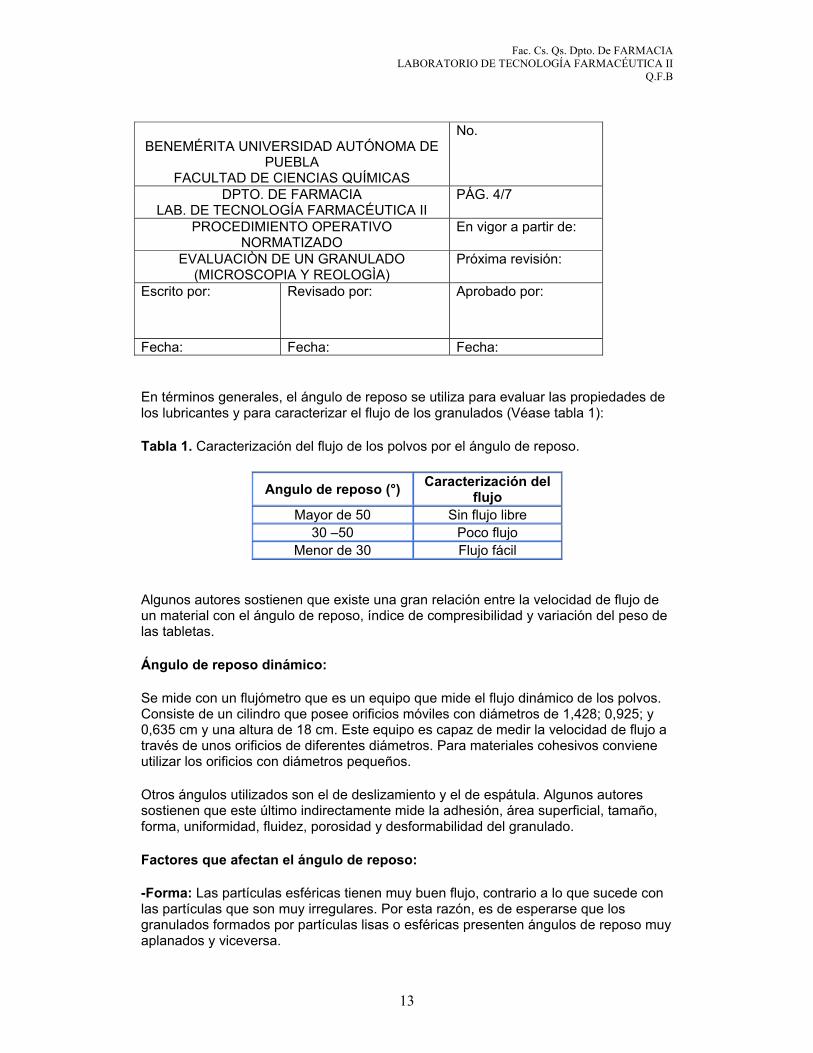
En términos generales, el ángulo de reposo se utiliza para evaluar las propiedades de los lubricantes y para caracterizar el flujo de los granulados (Véase tabla 1):
Tabla 1. Caracterización del flujo de los polvos por el ángulo de reposo.
Angulo de reposo (°) Caracterización del flujo
Mayor de 50 Sin flujo libre 30 –50 Poco flujo
Menor de 30 Flujo fácil
Algunos autores sostienen que existe una gran relación entre la velocidad de flujo de un material con el ángulo de reposo, índice de compresibilidad y variación del peso de las tabletas.
Ángulo de reposo dinámico:
Se mide con un flujómetro que es un equipo que mide el flujo dinámico de los polvos. Consiste de un cilindro que posee orificios móviles con diámetros de 1,428; 0,925; y 0,635 cm y una altura de 18 cm. Este equipo es capaz de medir la velocidad de flujo a través de unos orificios de diferentes diámetros. Para materiales cohesivos conviene utilizar los orificios con diámetros pequeños.
Otros ángulos utilizados son el de deslizamiento y el de espátula. Algunos autores sostienen que este último indirectamente mide la adhesión, área superficial, tamaño, forma, uniformidad, fluidez, porosidad y desformabilidad del granulado.
Factores que afectan el ángulo de reposo:
-Forma: Las partículas esféricas tienen muy buen flujo, contrario a lo que sucede con las partículas que son muy irregulares. Por esta razón, es de esperarse que los granulados formados por partículas lisas o esféricas presenten ángulos de reposo muy aplanados y viceversa.
BENEMÉRITA UNIVERSIDAD AUTÓNOMA DE
PUEBLA FACULTAD DE CIENCIAS QUÍMICAS
No.
DPTO. DE FARMACIA LAB. DE TECNOLOGÍA FARMACÉUTICA II
PÁG. 4/7
PROCEDIMIENTO OPERATIVO NORMATIZADO
En vigor a partir de:
EVALUACIÒN DE UN GRANULADO (MICROSCOPIA Y REOLOGÌA)
Próxima revisión:
Escrito por:
Revisado por:
Aprobado por:
Fecha: Fecha: Fecha:
Fac. Cs. Qs. Dpto. De FARMACIA LABORATORIO DE TECNOLOGÍA FARMACÉUTICA II
Q.F.B
14
-Tamaño: si se toma el tamaño independiente de la forma y densidad de la partícula, se puede esperar que las partículas con tamaños inferiores a 75 µM no fluyan debido a su alta cohesión, y que las partículas con tamaños en el rango de 250 –2000 µM tengan muy buen flujo
Las fuerzas de cohesión y de rozamiento: influyen grandemente en la forma del cono, especialmente en las partículas finas. Para disminuir esta cohesión y rozamiento, se utilizan unas sustancias llamadas lubricantes que se adicionan al granulado en cantidades muy pequeñas. Otros mecanismos que se pueden utilizar para disminuir las fuerzas de cohesión son:
- La eliminación en el material toda humedad de equilibrio superior al 5%. - Tamizando las partículas menores a 50 µM, siempre y cuando la proporción de éstas en el granulado no sea muy alta.
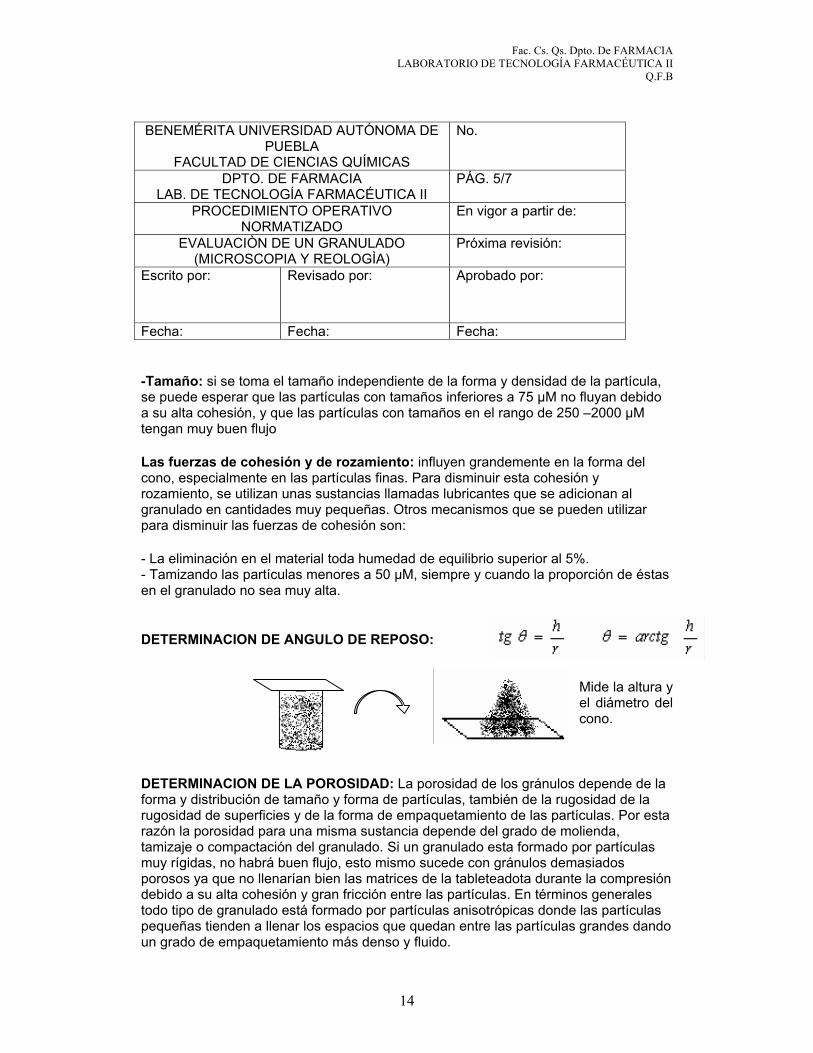
DETERMINACION DE ANGULO DE REPOSO:
Mide la altura y el diámetro del cono.
DETERMINACION DE LA POROSIDAD: La porosidad de los gránulos depende de la forma y distribución de tamaño y forma de partículas, también de la rugosidad de la rugosidad de superficies y de la forma de empaquetamiento de las partículas. Por esta razón la porosidad para una misma sustancia depende del grado de molienda, tamizaje o compactación del granulado. Si un granulado esta formado por partículas muy rígidas, no habrá buen flujo, esto mismo sucede con gránulos demasiados porosos ya que no llenarían bien las matrices de la tableteadota durante la compresión debido a su alta cohesión y gran fricción entre las partículas. En términos generales todo tipo de granulado está formado por partículas anisotrópicas donde las partículas pequeñas tienden a llenar los espacios que quedan entre las partículas grandes dando un grado de empaquetamiento más denso y fluido.
BENEMÉRITA UNIVERSIDAD AUTÓNOMA DE PUEBLA
FACULTAD DE CIENCIAS QUÍMICAS
No.
DPTO. DE FARMACIA LAB. DE TECNOLOGÍA FARMACÉUTICA II
PÁG. 5/7
PROCEDIMIENTO OPERATIVO NORMATIZADO
En vigor a partir de:
EVALUACIÒN DE UN GRANULADO (MICROSCOPIA Y REOLOGÌA)
Próxima revisión:
Escrito por:
Revisado por:
Aprobado por:
Fecha: Fecha: Fecha:
Fac. Cs. Qs. Dpto. De FARMACIA LABORATORIO DE TECNOLOGÍA FARMACÉUTICA II
Q.F.B
15
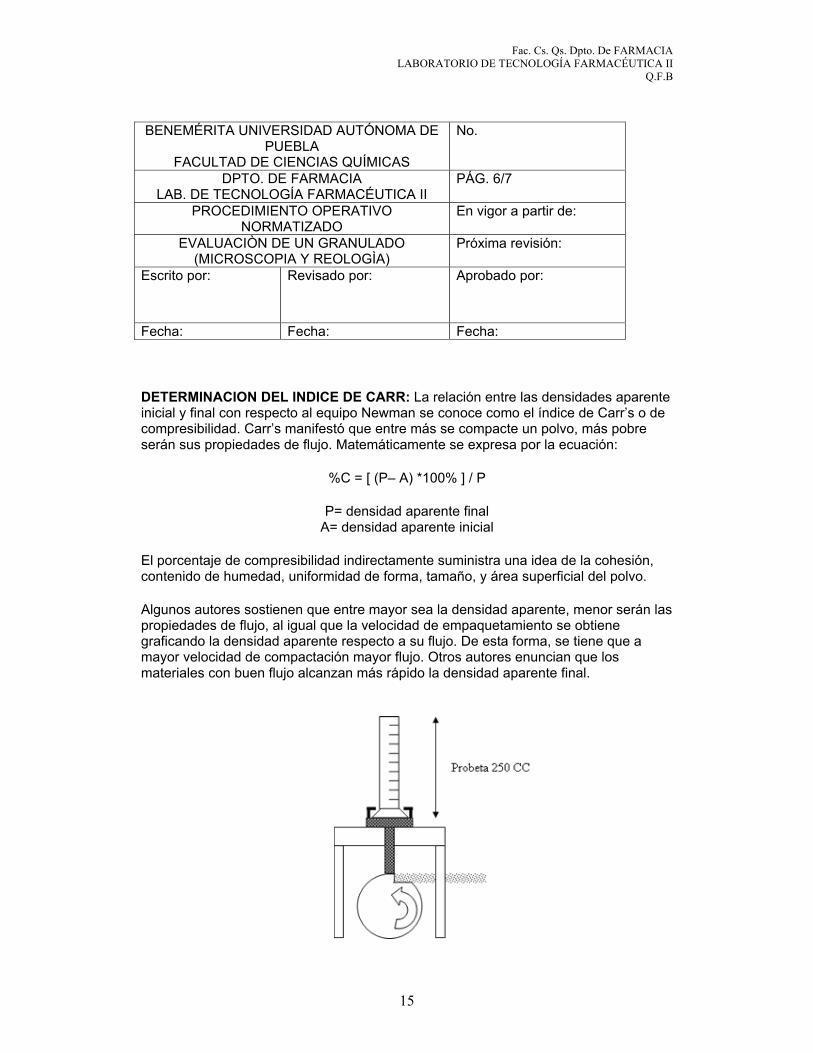
DETERMINACION DEL INDICE DE CARR: La relación entre las densidades aparente inicial y final con respecto al equipo Newman se conoce como el índice de Carr’s o de compresibilidad. Carr’s manifestó que entre más se compacte un polvo, más pobre serán sus propiedades de flujo. Matemáticamente se expresa por la ecuación:
%C = [ (P– A) *100% ] / P
P= densidad aparente final A= densidad aparente inicial
El porcentaje de compresibilidad indirectamente suministra una idea de la cohesión, contenido de humedad, uniformidad de forma, tamaño, y área superficial del polvo.
Algunos autores sostienen que entre mayor sea la densidad aparente, menor serán las propiedades de flujo, al igual que la velocidad de empaquetamiento se obtiene graficando la densidad aparente respecto a su flujo. De esta forma, se tiene que a mayor velocidad de compactación mayor flujo. Otros autores enuncian que los materiales con buen flujo alcanzan más rápido la densidad aparente final.
BENEMÉRITA UNIVERSIDAD AUTÓNOMA DE PUEBLA
FACULTAD DE CIENCIAS QUÍMICAS
No.
DPTO. DE FARMACIA LAB. DE TECNOLOGÍA FARMACÉUTICA II
PÁG. 6/7
PROCEDIMIENTO OPERATIVO NORMATIZADO
En vigor a partir de:
EVALUACIÒN DE UN GRANULADO (MICROSCOPIA Y REOLOGÌA)
Próxima revisión:
Escrito por:
Revisado por:
Aprobado por:
Fecha: Fecha: Fecha:
Fac. Cs. Qs. Dpto. De FARMACIA LABORATORIO DE TECNOLOGÍA FARMACÉUTICA II
Q.F.B
16
DETERMINACION DEL INDICE DE HAUSSER: Existe otra expresión que es la proporción de Hausner que es el cociente entre las densidades aparente final respecto a la final, y entre más alto sea éste menor será el flujo de los polvos. Matemáticamente se expresa como:
Proporción de Hausner = P/A
-Densidad verdadera: (�verd= g/Vverd)
La densidad verdadera mide realmente la cantidad de material ocupado por todas las partículas sin tener en cuenta los espacios vacíos (volumen aparente) aún en las partículas más porosas. Esta densidad se puede obtener con un picnómetro de gas (Helio) y es un parámetro característico para cada tipo de material, mientras que la densidad de volumen es un parámetro que dependerá de las condiciones en las cuales se ejecute el método de medida.
La densidad aparente depende fuertemente de las características de empaquetamiento. El valor de densidad aparente del polvo depende de la densidad verdadera, elasticidad, propiedades de superficie, método de medida, tamaño, distribución y forma de la partícula.
Los polvos con baja densidad aparente y de volumen aparente alto se catalogan como polvos ligeros y viceversa.
VI. RESULTADOS, OBSERVACIONES Y CONCLUSIONES
BENEMÉRITA UNIVERSIDAD AUTÓNOMA DE PUEBLA
FACULTAD DE CIENCIAS QUÍMICAS
No.
DPTO. DE FARMACIA LAB. DE TECNOLOGÍA FARMACÉUTICA II
PÁG. 7/7
PROCEDIMIENTO OPERATIVO NORMATIZADO
En vigor a partir de:
EVALUACIÒN DE UN GRANULADO (MICROSCOPIA Y REOLOGÌA)
Próxima revisión:
Escrito por:
Revisado por:
Aprobado por:
Fecha: Fecha: Fecha:
Fac. Cs. Qs. Dpto. De FARMACIA LABORATORIO DE TECNOLOGÍA FARMACÉUTICA II
Q.F.B
17
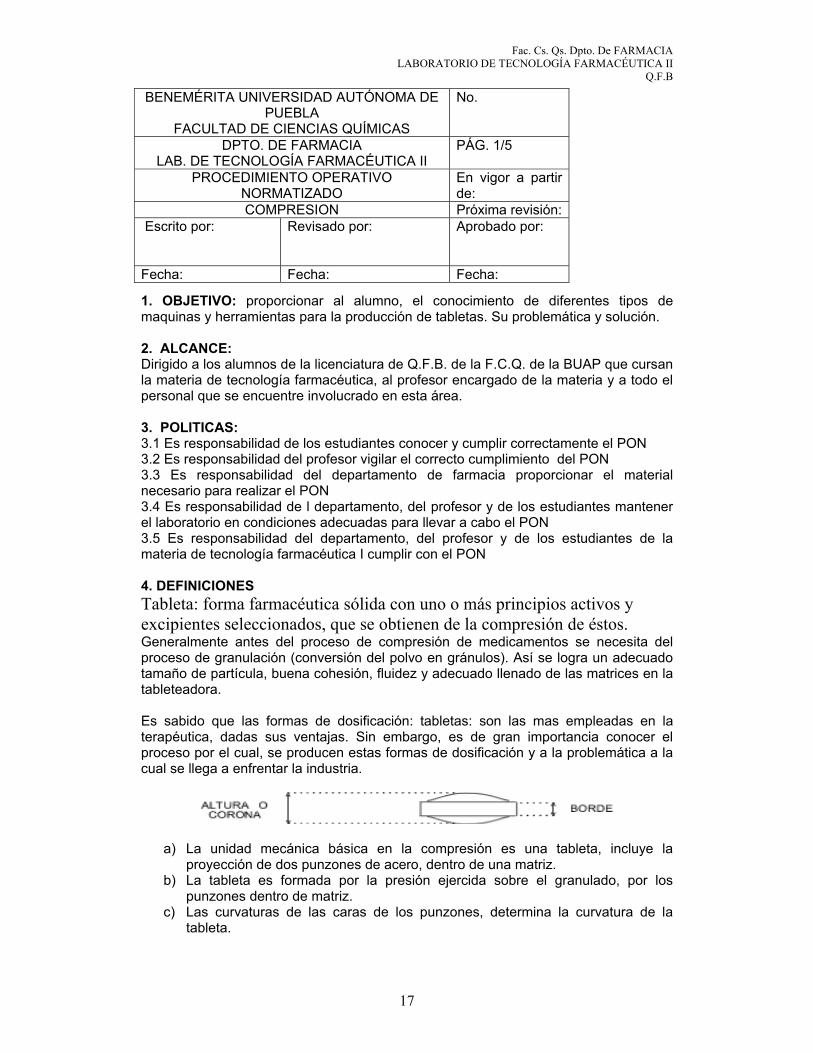
1. OBJETIVO: proporcionar al alumno, el conocimiento de diferentes tipos de maquinas y herramientas para la producción de tabletas. Su problemática y solución. 2. ALCANCE: Dirigido a los alumnos de la licenciatura de Q.F.B. de la F.C.Q. de la BUAP que cursan la materia de tecnología farmacéutica, al profesor encargado de la materia y a todo el personal que se encuentre involucrado en esta área. 3. POLITICAS: 3.1 Es responsabilidad de los estudiantes conocer y cumplir correctamente el PON 3.2 Es responsabilidad del profesor vigilar el correcto cumplimiento del PON 3.3 Es responsabilidad del departamento de farmacia proporcionar el material necesario para realizar el PON 3.4 Es responsabilidad de l departamento, del profesor y de los estudiantes mantener el laboratorio en condiciones adecuadas para llevar a cabo el PON 3.5 Es responsabilidad del departamento, del profesor y de los estudiantes de la materia de tecnología farmacéutica I cumplir con el PON 4. DEFINICIONES Tableta: forma farmacéutica sólida con uno o más principios activos y excipientes seleccionados, que se obtienen de la compresión de éstos. Generalmente antes del proceso de compresión de medicamentos se necesita del proceso de granulación (conversión del polvo en gránulos). Así se logra un adecuado tamaño de partícula, buena cohesión, fluidez y adecuado llenado de las matrices en la tableteadora. Es sabido que las formas de dosificación: tabletas: son las mas empleadas en la terapéutica, dadas sus ventajas. Sin embargo, es de gran importancia conocer el proceso por el cual, se producen estas formas de dosificación y a la problemática a la cual se llega a enfrentar la industria.
a) La unidad mecánica básica en la compresión es una tableta, incluye la proyección de dos punzones de acero, dentro de una matriz.
b) La tableta es formada por la presión ejercida sobre el granulado, por los punzones dentro de matriz.
c) Las curvaturas de las caras de los punzones, determina la curvatura de la tableta.
BENEMÉRITA UNIVERSIDAD AUTÓNOMA DE PUEBLA
FACULTAD DE CIENCIAS QUÍMICAS
No.
DPTO. DE FARMACIA LAB. DE TECNOLOGÍA FARMACÉUTICA II
PÁG. 1/5
PROCEDIMIENTO OPERATIVO NORMATIZADO
En vigor a partir de:
COMPRESION Próxima revisión: Escrito por:
Revisado por:
Aprobado por:
Fecha: Fecha: Fecha:
Fac. Cs. Qs. Dpto. De FARMACIA LABORATORIO DE TECNOLOGÍA FARMACÉUTICA II
Q.F.B
18
d) El uso de la tableta, algunas veces, determina su forma. Las tabletas efervescentes, son generalmente grandes, redondas y lisas. Las tabletas llamadas cóncavo profundo, son generalmente usadas como núcleos para grageas. Las de uso veterinario, a menudo tiene forma de bala y son mucho más grandes que aquellas usadas en la medicación humana.
PARTES FUNDAMENTALES DE UN AMAQUINA TABLETEADORA
1) Una platina donde se encuentra la matriz que dará la forma y tamaño de la tableta.
2) Un punzón inferior, cuya cara superior, forma con las paredes de la matriz, una cavidad que regula tamaño y peso.
3) Un punzón superior que penetra en la matriz y ejerce presión sobre el polvo. Esto es suficiente para formar el comprimido; regula la dureza aumentando o disminuyendo la presión.
4) Tolva de alimentación en la cual se coloca el granulado a comprimir. Esta provisto de un dispositivo que facilita el deslizamiento del polvo en la matriz.
5) Zapata. 6) Grupo de alimentación. 7) Dispositivos mecánicos que dan movimientos sincronizados, dando lugar al
siguiente ciclo.
BENEMÉRITA UNIVERSIDAD AUTÓNOMA DE PUEBLA
FACULTAD DE CIENCIAS QUÍMICAS
No.
DPTO. DE FARMACIA LAB. DE TECNOLOGÍA FARMACÉUTICA II
PÁG. 2/5
PROCEDIMIENTO OPERATIVO NORMATIZADO
En vigor a partir de:
COMPRESION Próxima revisión: Escrito por:
Revisado por:
Aprobado por:
Fecha: Fecha: Fecha:
Fac. Cs. Qs. Dpto. De FARMACIA LABORATORIO DE TECNOLOGÍA FARMACÉUTICA II
Q.F.B
19
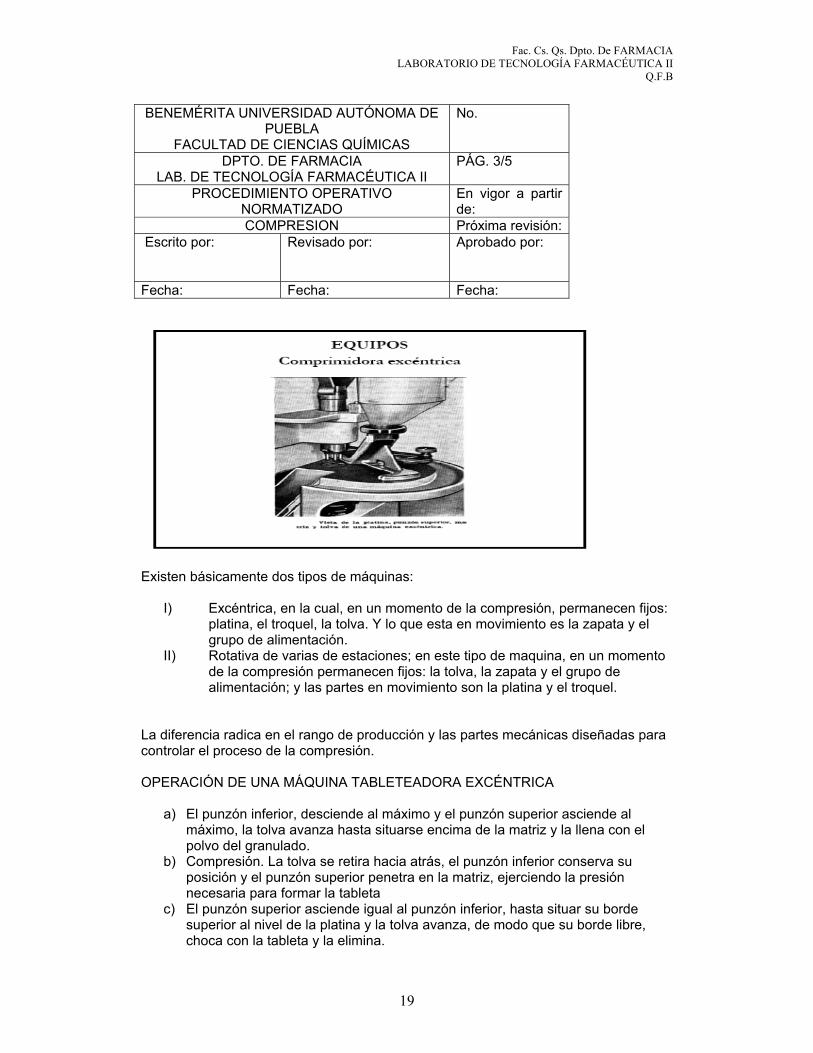
Existen básicamente dos tipos de máquinas:
I) Excéntrica, en la cual, en un momento de la compresión, permanecen fijos: platina, el troquel, la tolva. Y lo que esta en movimiento es la zapata y el grupo de alimentación.
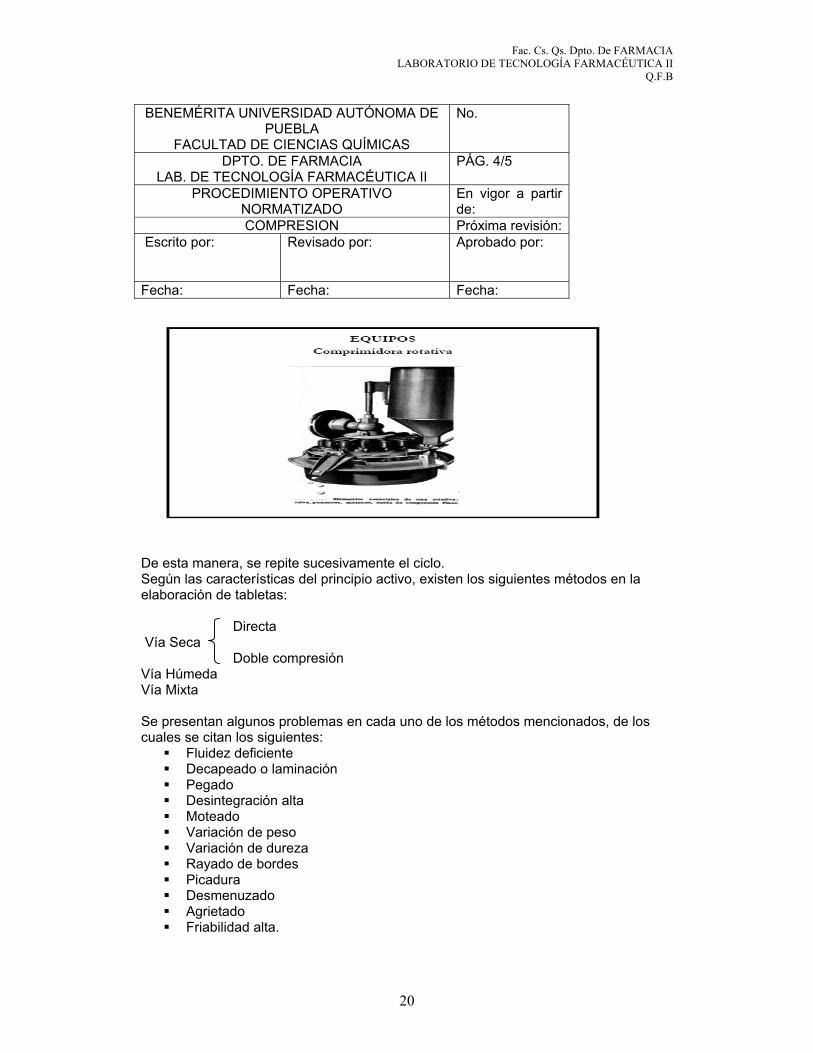
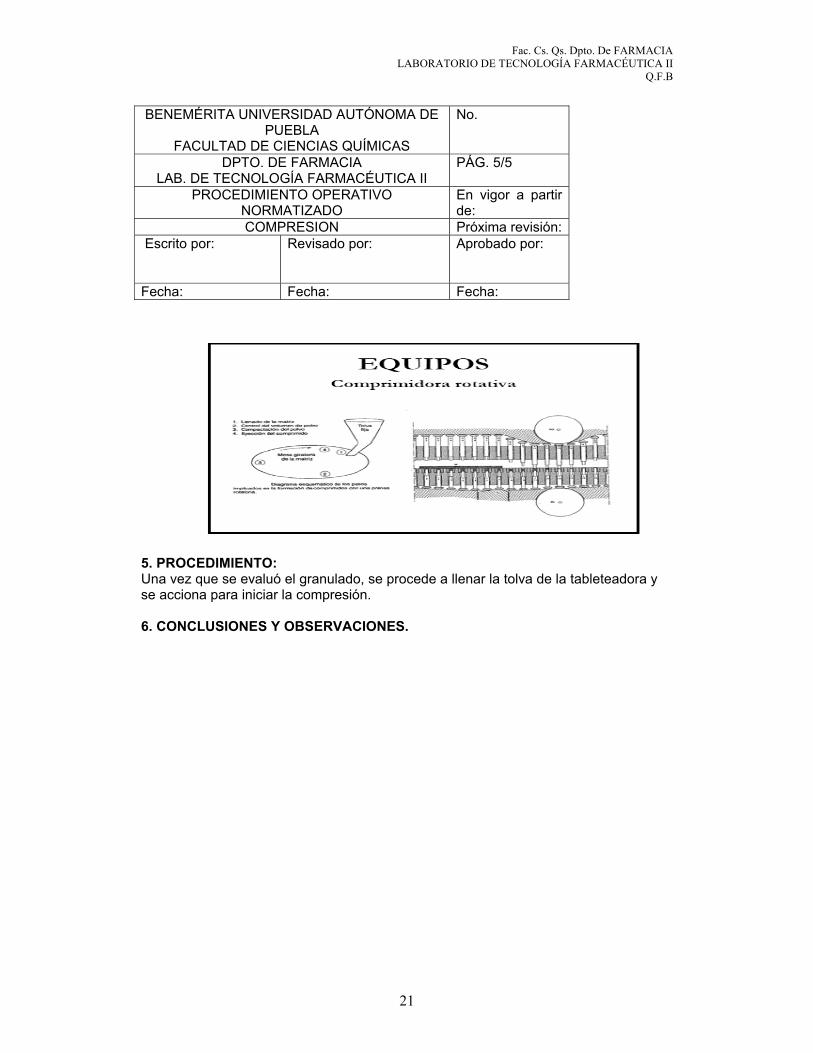
II) Rotativa de varias de estaciones; en este tipo de maquina, en un momento de la compresión permanecen fijos: la tolva, la zapata y el grupo de alimentación; y las partes en movimiento son la platina y el troquel.
La diferencia radica en el rango de producción y las partes mecánicas diseñadas para controlar el proceso de la compresión. OPERACIÓN DE UNA MÁQUINA TABLETEADORA EXCÉNTRICA
a) El punzón inferior, desciende al máximo y el punzón superior asciende al máximo, la tolva avanza hasta situarse encima de la matriz y la llena con el polvo del granulado.
b) Compresión. La tolva se retira hacia atrás, el punzón inferior conserva su posición y el punzón superior penetra en la matriz, ejerciendo la presión necesaria para formar la tableta
c) El punzón superior asciende igual al punzón inferior, hasta situar su borde superior al nivel de la platina y la tolva avanza, de modo que su borde libre, choca con la tableta y la elimina.
BENEMÉRITA UNIVERSIDAD AUTÓNOMA DE PUEBLA
FACULTAD DE CIENCIAS QUÍMICAS
No.
DPTO. DE FARMACIA LAB. DE TECNOLOGÍA FARMACÉUTICA II
PÁG. 3/5
PROCEDIMIENTO OPERATIVO NORMATIZADO
En vigor a partir de:
COMPRESION Próxima revisión: Escrito por:
Revisado por:
Aprobado por:
Fecha: Fecha: Fecha:
Fac. Cs. Qs. Dpto. De FARMACIA LABORATORIO DE TECNOLOGÍA FARMACÉUTICA II
Q.F.B
20
De esta manera, se repite sucesivamente el ciclo. Según las características del principio activo, existen los siguientes métodos en la elaboración de tabletas: Directa Vía Seca Doble compresión Vía Húmeda Vía Mixta Se presentan algunos problemas en cada uno de los métodos mencionados, de los cuales se citan los siguientes:
Fluidez deficiente Decapeado o laminación Pegado Desintegración alta Moteado Variación de peso Variación de dureza Rayado de bordes Picadura Desmenuzado Agrietado Friabilidad alta.
BENEMÉRITA UNIVERSIDAD AUTÓNOMA DE PUEBLA
FACULTAD DE CIENCIAS QUÍMICAS
No.
DPTO. DE FARMACIA LAB. DE TECNOLOGÍA FARMACÉUTICA II
PÁG. 4/5
PROCEDIMIENTO OPERATIVO NORMATIZADO
En vigor a partir de:
COMPRESION Próxima revisión: Escrito por:
Revisado por:
Aprobado por:
Fecha: Fecha: Fecha:
Fac. Cs. Qs. Dpto. De FARMACIA LABORATORIO DE TECNOLOGÍA FARMACÉUTICA II
Q.F.B
21
5. PROCEDIMIENTO: Una vez que se evaluó el granulado, se procede a llenar la tolva de la tableteadora y se acciona para iniciar la compresión. 6. CONCLUSIONES Y OBSERVACIONES.
BENEMÉRITA UNIVERSIDAD AUTÓNOMA DE PUEBLA
FACULTAD DE CIENCIAS QUÍMICAS
No.
DPTO. DE FARMACIA LAB. DE TECNOLOGÍA FARMACÉUTICA II
PÁG. 5/5
PROCEDIMIENTO OPERATIVO NORMATIZADO
En vigor a partir de:
COMPRESION Próxima revisión: Escrito por:
Revisado por:
Aprobado por:
Fecha: Fecha: Fecha:
Fac. Cs. Qs. Dpto. De FARMACIA LABORATORIO DE TECNOLOGÍA FARMACÉUTICA II
Q.F.B
22
I. OBJETIVO * Hacer que el alumno conozca los fundamentos y técnicas variadas de fabricación de las grageas o núcleos recubiertos. * Gragear o cubrir por el método clásico II. ALCANCE. El presente PON está dirigido a todos los estudiantes cuya área de estudio está ligada con la industria farmacéutica, así como a los profesores que imparten el laboratorio de la tecnología farmacéutica de sólidos. III. POLÍTICAS
D. Es obligación de los alumnos conocer y aplicar correctamente el presente PON.
E. Es responsabilidad del profesor vigilar correctamente el cumplimiento del PON.
F. El laboratorista tienen la obligación de proporcionar el material necesario y suficiente para la realización de la práctica y de las condiciones que marca el PON.
IV. DEFINICIONES Una gragea es una tableta recubierta, es decir, es una forma farmacéutica sólida, de forma cilíndrica aplanada y recubierta, y que se dosifica por unidad. RAZONES POR LAS CUALES SE HACE EL RECUBRIMIENTO
Cuándo las características organolépticas del fármaco son desagradables. Cuando se requiere que el fármaco llegue integro al estómago Para dar una mejor apariencia, lo que implica mayor aceptación para el
paciente Proteger al fármaco del medio ambiente, ya que puede ser susceptible a la
acción de algunos factores externos como: humedad, luz, etc… METODOS PARA LA OBTENCIÓN DE GRAGEAS 1. METODO CLÁSICO (cobertura con azúcar) 5 etapas:
a. Sellado. Tiene la finalidad de que el principio activo quede protegido; y lo más importante es que la superficie sea continua.
Los filmógenos aplicados durante este proceso son sustancias formadoras de película, que requieren solubilizarse en solventes orgánicos ó dispersados en agua.
BENEMÉRITA UNIVERSIDAD AUTÓNOMA DE PUEBLA
FACULTAD DE CIENCIAS QUÍMICAS
No.
DPTO. DE FARMACIA LAB. DE TECNOLOGÍA FARMACÉUTICA II
PÁG. 1/3
PROCEDIMIENTO OPERATIVO NORMATIZADO
En vigor a partir de:
GRAGEADO Próxima revisión: Escrito por:
Revisado por:
Aprobado por:
Fecha: Fecha: Fecha:
Fac. Cs. Qs. Dpto. De FARMACIA LABORATORIO DE TECNOLOGÍA FARMACÉUTICA II
Q.F.B
23
b. Engrosada. Aquí el núcleo alcanzara las características de tamaño y tiempo de desintegración adecuado, para la cual se emplean “jarabes gruesos”. Se recomienda que este jarabe se aplique caliente. Posteriormente se agrega la mezcla de polvos conspergentes y se aplica aire hasta que la gragea este completamente seca, se repite este paso hasta lograr las características deseadas.
c. Alisado
d. Coloreado. Se agrega jarabe simple, que contiene azúcar mas el
colorante, se hace girar el bombo, se aplica aire para secar lentamente y el color migre, quedando uniforme en la gragea.
e. Pulido. Se realiza en un bombo especial de forma cilíndrica, en boca
reducida. Para sacar brillo, se emplean ceras fundidas con algún solvente (tetracloruro de carbono)
2. METODO DEL TUBO SUMERGIDO 3. METODO POR PELÍCULA
Filmógeno
Plastificante
Solvente Se utilizan pocos excipientes Sólo de utiliza cuando el principio activo tiene problemas con la humedad. Se obtiene un volumen de engrosamiento del 1 – 3 % De 6 – 8 horas se ponen a secar a T º ambiente En estufa el secado de 24 – 48 horas a 50 º C
4. METODO DE LECHO FLUIDO
Nebulización Secado
BENEMÉRITA UNIVERSIDAD AUTÓNOMA DE PUEBLA
FACULTAD DE CIENCIAS QUÍMICAS
No.
DPTO. DE FARMACIA LAB. DE TECNOLOGÍA FARMACÉUTICA II
PÁG. 2/3
PROCEDIMIENTO OPERATIVO NORMATIZADO
En vigor a partir de:
GRAGEADO Próxima revisión: Escrito por:
Revisado por:
Aprobado por:
Fecha: Fecha: Fecha:
Completamente solubles en el sólido
Fac. Cs. Qs. Dpto. De FARMACIA LABORATORIO DE TECNOLOGÍA FARMACÉUTICA II
Q.F.B
24
5. METODO POR COMPRESIÓN Se utiliza una tableteadota excéntrica haciendo ciclos de:
o GRANULADO o NUCLEO o GRANULADO o COMPRESIÓN o
El método mas utilizado es el CLASICO, el cual se seguirá en el laboratorio para la elaboración de las grageas. V. PROCEDIMIENTO Se colocan los núcleos dentro del bombo, se ruedan cierto tiempo para eliminar aquellos que se desbaraten o que tengan protuberancias o imperfecciones
PREPARACIÓN DE CADA UNO DE LOS PASOS
I. SELLADO Goma laca 5 % Agua destilada 50 m l
II. ENGROSADO JARABE DE SUBCUBIERTA Azúcar 40% Goma arábiga 5% Gelatina 3% Agua destilada 50 m l
III. POLVOS CONSPERTENTES Talco 20% Kaolín 20% Carbonato de calcio 5% Azúcar glass 5%
IV. COLOREADO (jarabe simple) Sacarosa 50% Agua destilada 50ml
V. BRLLADO O PULIDO Cera carnauba 5 – 10 g Cera de abeja 5 – 10 g VI. OBSERVACIONES Y CONCLUSIONES
BENEMÉRITA UNIVERSIDAD AUTÓNOMA DE PUEBLA
FACULTAD DE CIENCIAS QUÍMICAS
No.
DPTO. DE FARMACIA LAB. DE TECNOLOGÍA FARMACÉUTICA II
PÁG. 3/3
PROCEDIMIENTO OPERATIVO NORMATIZADO
En vigor a partir de:
GRAGEADO Próxima revisión: Escrito por:
Revisado por:
Aprobado por:
Fecha: Fecha: Fecha:
Fac. Cs. Qs. Dpto. De FARMACIA LABORATORIO DE TECNOLOGÍA FARMACÉUTICA II
Q.F.B
25
1. OBJETIVOS a) Conocer los fundamentos y las técnicas de fabricación de cápsulas. b) Realizar llenado de cápsulas con granulado, el cual ha sido preparado
previamente. 2. ALCANCE El presente PON está dirigido a todos los estudiantes cuya área de estudio esta ligada con la industria farmacéutica así como a los profesores que imparten el laboratorio de la materia de tecnología farmacéutica de sólidos. 3. POLITICAS Es obligación de los alumnos conocer y aplicar correctamente el presente PON .Es responsabilidad del profesor vigilar correctamente el cumplimiento del presente PON. El laboratorio tiene la obligación de proporcionar el material necesario y suficiente para la realización de la práctica y de las condiciones que lo marca el PON.
4. DEFINICIONES CAPSULA: es una forma farmacéutica sólida, en el cual, el principio activo, ya sea polvo o granulado, se encuentra contenido en un micro recipiente comestible, de forma cilíndrica o redondeada en los extremos, o bien, en forma de esferas. Las cápsulas pueden contener polvos, comprimidos o granulados. VENTAJAS Y DESVENTAJAS DE LAS CAPSULAS
VENTAJAS
• Mayor disponibilidad (facilidad del fármaco para abandonar su forma farmacéutica y llegar al sitio de acción).
• Tiene adecuadas características organolépticas. • Tiene menos problemas para poderse deglutir. • En algunos casos, la presencia de la gelatina, disminuye la irritación que
algunos fármacos producen. Además tarda menos tiempo en contacto con la mucosa, por lo tanto, la irritación que causa es menor.
DESVENTAJAS
• Variación en el peso de la cápsula, por lo tanto, hay variación en la dosis. • Es sensible a variaciones de temperatura y humedad, a mayor humedad las
cápsulas se reblandecen, se deforman e incluso se rompen. Algo similar ocurre con el aumento de temperatura.
BENEMÉRITA UNIVERSIDAD AUTÓNOMA DE PUEBLA
FACULTAD DE CIENCIAS QUÍMICAS
No.
DPTO. DE FARMACIA LAB. DE TECNOLOGÍA FARMACÉUTICA II
PÁG. 1/5
PROCEDIMIENTO OPERATIVO NORMATIZADO
En vigor a partir de:
COMPRESION Próxima revisión: Escrito por:
Revisado por:
Aprobado por:
Fecha: Fecha: Fecha:
Fac. Cs. Qs. Dpto. De FARMACIA LABORATORIO DE TECNOLOGÍA FARMACÉUTICA II
Q.F.B
26
CAPSULAS DE GALATINA RÍGIDA Están constituidas por gelatina, colorante, conservador, tensoactivo, plastificante, pacificante y endurecedor además exigen condiciones optimas de almacenamiento (20 a25ºC y un 40% de humedad). Existen varias medidas de cápsulas que van de 000 a 5: La cápsula 000 mide 28mm de longitud La cápsula 00 mide 23.5mm de longitud La cápsula 0 mide 21.2mm de longitud La cápsula 1 mide 19.2mm de longitud La cápsula 2 mide 18.1mm de longitud La cápsula 3 mide 16.0mm de longitud La cápsula 4 mide 14.0mm de longitud La cápsula 5 mide 10.5mm de longitud 5. PROCEDIMIENTO: PRIMERA PARTE DESARROLLO Fabricación de una cápsula de gelatina rígida. Gelatina………………………...30g Lauril Sulfato de Sodio……….. 3% 0.439 ml Metilparabeno (Nipagin)……… 0.046g Propilparabeno (nipazol)……… 0.024g Benzoato de Sodio ……………. 0.055g Glicerina ……………………… 0.33g Oxido de Titanio …………….....0.02g Color 0.065gAgua c.b.p …........ 100ml
BENEMÉRITA UNIVERSIDAD AUTÓNOMA DE PUEBLA
FACULTAD DE CIENCIAS QUÍMICAS
No.
DPTO. DE FARMACIA LAB. DE TECNOLOGÍA FARMACÉUTICA II
PÁG. 2/5
PROCEDIMIENTO OPERATIVO NORMATIZADO
En vigor a partir de:
COMPRESION Próxima revisión: Escrito por:
Revisado por:
Aprobado por:
Fecha: Fecha: Fecha:
Fac. Cs. Qs. Dpto. De FARMACIA LABORATORIO DE TECNOLOGÍA FARMACÉUTICA II
Q.F.B
27
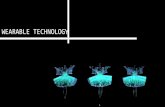
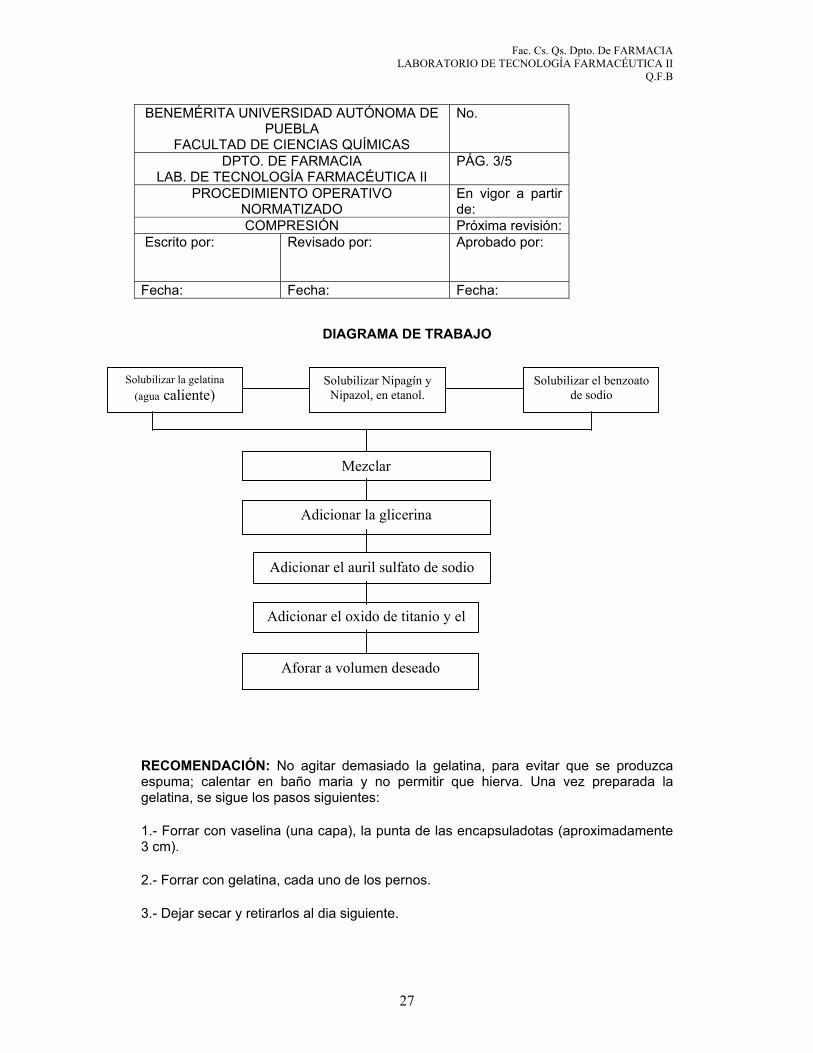
DIAGRAMA DE TRABAJO
RECOMENDACIÓN: No agitar demasiado la gelatina, para evitar que se produzca espuma; calentar en baño maria y no permitir que hierva. Una vez preparada la gelatina, se sigue los pasos siguientes:
1.- Forrar con vaselina (una capa), la punta de las encapsuladotas (aproximadamente 3 cm).
2.- Forrar con gelatina, cada uno de los pernos.
3.- Dejar secar y retirarlos al dia siguiente.
BENEMÉRITA UNIVERSIDAD AUTÓNOMA DE PUEBLA
FACULTAD DE CIENCIAS QUÍMICAS
No.
DPTO. DE FARMACIA LAB. DE TECNOLOGÍA FARMACÉUTICA II
PÁG. 3/5
PROCEDIMIENTO OPERATIVO NORMATIZADO
En vigor a partir de:
COMPRESIÓN Próxima revisión: Escrito por:
Revisado por:
Aprobado por:
Fecha: Fecha: Fecha:
Solubilizar la gelatina (agua caliente)
Adicionar la glicerina
Adicionar el oxido de titanio y el
Adicionar el auril sulfato de sodio
Mezclar
Aforar a volumen deseado
Solubilizar el benzoato de sodio
Solubilizar Nipagín y Nipazol, en etanol.
Fac. Cs. Qs. Dpto. De FARMACIA LABORATORIO DE TECNOLOGÍA FARMACÉUTICA II
Q.F.B
28
SEGUNDA PARTE
LLENADO DE CAPSULAS.
Para llenado de cápsulas, generalmente se emplean 4 método.
a) Manual b) Semimanual c) Semiautomático d) Automático
Cada uno de estos métodos consta de cuatro pasos fundamentales:
1. Destapado 2. Llenado 3. Tapado 4. Pulido
Se destapa la cápsula, se llena por acción de gravedad, se tapa, se pule o limpia. Solo aquí se presenta el problema de que la mayoría de los polvos no permiten el llenado completo de la cápsula, ya que estos, quedan en la parte alta del cuello de la cápsula, lo cual se evita empleando sustancias como deslizantes y evitar así la variación de la dosis.
PROCEDIMIENTO PARA EL LLENADO DE CAPSULAS.
1. Se prepara 2Kg de granulado, a los cuales se le agrega 1.2Kg de principio activo. Se desea tomar 150mg de principio activo en cada capsula. Calcular la cantidad de granulado que debe tomarse.
2. Por otro lado se preparan 3Kg de granulado y se agrega 2Kg de un segundo principio activo; si se desea que cada capsula tenga 100mg de dicho fármaco, calcular la cantidad en peso que debe tomar el granulado.
3. Una vez realizado los cálculos, pesar la cantidad adecuada de cada uno de los dos granulados para llenar 30 capsulas.
4. mezclar los fármacos (mezclador de pantalón). 5. Llenar 30 capsulas en forma manual. 6. Se pesan las 30 capsulas que se han llenado una por una, y se calcula la
variación de peso, con la formula siguiente:
BENEMÉRITA UNIVERSIDAD AUTÓNOMA DE PUEBLA
FACULTAD DE CIENCIAS QUÍMICAS
No.
DPTO. DE FARMACIA LAB. DE TECNOLOGÍA FARMACÉUTICA II
PÁG. 4/5
PROCEDIMIENTO OPERATIVO NORMATIZADO
En vigor a partir de:
COMPRESIÓN Próxima revisión: Escrito por:
Revisado por:
Aprobado por:
Fecha: Fecha: Fecha:
Fac. Cs. Qs. Dpto. De FARMACIA LABORATORIO DE TECNOLOGÍA FARMACÉUTICA II
Q.F.B
29
VARIACION DE PESO
Variación mayor (+) = Peso mayor X 100 Peso promedio
Variación menor (-) = Peso menor X 100
Peso promedio 6. OBSERVACIONES Y CONCLUSIONES
BENEMÉRITA UNIVERSIDAD AUTÓNOMA DE PUEBLA
FACULTAD DE CIENCIAS QUÍMICAS
No.
DPTO. DE FARMACIA LAB. DE TECNOLOGÍA FARMACÉUTICA II
PÁG. 5/5
PROCEDIMIENTO OPERATIVO NORMATIZADO
En vigor a partir de:
COMPRESIÓN Próxima revisión: Escrito por:
Revisado por:
Aprobado por:
Fecha: Fecha: Fecha:
Fac. Cs. Qs. Dpto. De FARMACIA LABORATORIO DE TECNOLOGÍA FARMACÉUTICA II
Q.F.B
30
1.OBJETIVO: Familiarizar al alumno con el manejo de datos sea capaz de establecer los límites y establecer una gráfica de control. 2. ALCANCE El presente PON está dirigido a todos los estudiantes cuya área de estudio esta ligada con la industria farmacéutica así como a los profesores que imparten el laboratorio de la materia de tecnología farmacéutica de sólidos. 3. POLITICAS Es obligación de los alumnos conocer y aplicar correctamente el presente PON .Es responsabilidad del profesor vigilar correctamente el cumplimiento del presente PON. El laboratorio tiene la obligación de proporcionar el material necesario y suficiente para la realización de la práctica y de las condiciones que lo marca el PON. 4. PROCEDIMIENTO: DESCRIPCION: PESO PROMEDIO: Pesar 20 tabletas individualmente, sumar los resultados y dividir entre 20 VARIACIÓN DE PESO:
+ = PESO MAYOR x 100 PESO PROMEDIO - = PESO MENOR x 100 PESO PROMEDIO TIEMPO DE DESINTEGRACION: Colocar 6 tabletas, una en cada cilindro correspondiente a la canastilla en el desintegrador y mida el tiempo de desintegración, colocando las condiciones adecuadas como agua acidulada como medio de desintegración y 37 ± 1ºC. DUREZA: Colocar 1 tableta en el durómetro y repetir 30 veces y sacar el promedio FRIABILIDAD: Colocar 10 tabletas en el equipo y hacer los cálculos GRAFICA: Pesar 4 grupos de 10 tabletas y marcarlas como la 1ª,2ª,3ª y 4ª hora de compresión. Establecer la media de la gráfica de acuerdo al peso teórico de 10 tabletas y graficar en papel milimétrico.
BENEMÉRITA UNIVERSIDAD AUTÓNOMA DE PUEBLA
FACULTAD DE CIENCIAS QUÍMICAS
No.
DPTO. DE FARMACIA LAB. DE TECNOLOGÍA FARMACÉUTICA II
PÁG. 1/2
PROCEDIMIENTO OPERATIVO NORMATIZADO
En vigor a partir de:
CONTROL DE CALIDAD DE TABLETAS Próxima revisión: Escrito por:
Revisado por:
Aprobado por:
Fecha: Fecha: Fecha:
Fac. Cs. Qs. Dpto. De FARMACIA LABORATORIO DE TECNOLOGÍA FARMACÉUTICA II
Q.F.B
31
5. OBSERVACIONES Y CONCLUSIONES
NOTA: Especificar de que forma farmacéutica se trata (tableta o gragea), el nombre comercial de la forma farmacéutica y el nombre del principio activo.
BENEMÉRITA UNIVERSIDAD AUTÓNOMA DE PUEBLA
FACULTAD DE CIENCIAS QUÍMICAS
No.
DPTO. DE FARMACIA LAB. DE TECNOLOGÍA FARMACÉUTICA II
PÁG. 2/2
PROCEDIMIENTO OPERATIVO NORMATIZADO
En vigor a partir de:
CONTROL DE CALIDAD DE TABLETAS/GRAGEAS
Próxima revisión:
Escrito por:
Revisado por:
Aprobado por:
Fecha: Fecha: Fecha: