CENTRO NACIONAL DE INVESTIGACIÓN Y DESARROLLO … Isidro... · systems can be an auxiliary in the...
93
S.E.P. S.E.I.T. D.G.I.T. CENTRO NACIONAL DE INVESTIGACIÓN Y DESARROLLO TECNOLÓGICO cenidet AMBIENTE VISUAL PARA EL DISEÑO Y MODELADO DE PROCESOS DE MANUFACTURA CUERNAVACA, MORELOS OCTUBRE 2004 T E S I S PARA OBTENER EL GRADO DE MAESTRO EN CIENCIAS EN CIENCIAS COMPUTACIONALES P R E S E N T A : ISIDRO MOCTEZUMA CANTORÁN DIRECTORES DE LA TESIS: DR. JAVIER ORTÍZ HERNÁNDEZ DR. RAÚL PINTO ELÍAS
Transcript of CENTRO NACIONAL DE INVESTIGACIÓN Y DESARROLLO … Isidro... · systems can be an auxiliary in the...

S.E.P. S.E.I.T. D.G.I.T.
CENTRO NACIONAL DE INVESTIGACIÓN Y DESARROLLO TECNOLÓGICO
cenidet
AMBIENTE VISUAL PARA EL DISEÑO Y MODELADO DE PROCESOS DE MANUFACTURA
CUERNAVACA, MORELOS OCTUBRE 2004
T E S I S PARA OBTENER EL GRADO DE MAESTRO EN CIENCIAS EN CIENCIAS COMPUTACIONALES P R E S E N T A : ISIDRO MOCTEZUMA CANTORÁN DIRECTORES DE LA TESIS: DR. JAVIER ORTÍZ HERNÁNDEZ
DR. RAÚL PINTO ELÍAS
S.E.P. S.E.I.T. D.G.I.T.
Centro Nacional de Investigación y Desarrollo Tecnológico
cenidet
Ambiente visual para el diseño y modelado de procesos de manufactura
TESIS
Que para Obtener el Grado de: MAESTRO EN CIENCIAS EN
CIENCIAS DE LA COMPUTACIÓN
Presenta:
Isidro Moctezuma Cantorán
Director de Tesis: Dr. Javier Ortiz Hernández
Codirector de Tesis: Dr. Raúl Pinto Elías
Cuernavaca, Morelos Octubre del 2004

Dedicatorias
A mis padres Serafín y Pompilia, a mis hermanos Joaquín, Eleazar, Galdino, Sergio, Jesús, Pedro y Guillermina por
su apoyo.
A mi novia Elvia por su cariño, te amo flaca.
A mis tías Isabel y Elena.
A todas aquella persona que me alentaron a continuar con mis estudios.
Agradecimientos A COSNET y SEP por apoyarme económicamente durante
mis estudios.
A CENIDET por ser mi casa de estudio durante este tiempo.
A mi director Dr. Javier Ortiz Hernández por el tiempo
dedicado a mi tesis.
A mis revisores Dra. Azucena Montes Rendón, M.C. José Luis González Rubio Sandoval y M.C. Humberto
Hernández García, por sus comentarios y apoyo recibido.
A mis maestros Raúl, Andrea, Matilde, Manuel, Max, Crispín, Alcántara, Mirian, Guillermo, Felipe, Humberto, Viades y Patricia. Gracias por sus enseñanzas y compartir
experiencias.
A mis compañeros de generación May, Paco, Sheila, Alis, Ari, Alex, Pepe, Luis, Manuel, Flandes, Vega, Isaac,
Fredy, Jorge, Xochitl y Rodrigo por su amistad.
A mi familia por su apoyo incondicional y cariño.

Resumen La planeación en el sector manufacturero es un área compleja que requiere la intervención de diversas disciplinas para obtener soluciones que permitan utilizar en forma eficiente los recursos disponibles y responder más ágilmente a la demanda de nuevos productos. El uso de sistemas de software, puede ser un auxilio en las tareas de diseño y modelado de procesos manufactureros, en vista de determinar las mejores alternativas de fabricación tomando en cuenta los recursos humanos y de equipamiento disponibles. El objetivo de este trabajo de tesis es desarrollar una herramienta de software que permita diseñar y modelar procesos de manufactura. Todo esto basado en una representación estandarizada de los componentes de producto, procesos de fabricación y equipamientos requeridos que posibilite que los diversos actores participando en actividades de diseño, planeación y control de la producción comuniquen y cooperen de manera más eficaz. La herramienta se basa en una técnica de modelado unificado para manufactura denominada metodología LAB, la cual permite una conceptualización integrada de procesos manufactureros en cuatro niveles de abstracción, implicando de manera progresiva el producto, las herramientas de proceso y el equipamiento. A partir de esta conceptualización, se construyó un modelo de conocimiento basado en una gramática relacional, para representar espacialmente los elementos gráficos, y tablas de estado, para validar las relaciones permitidas entre los elementos gráficos. Con el presente trabajo se hace una aportación al sector educativo e industrial, con una herramienta que ayuda a planear, diseñar y modelar sistemas de producción. Con la herramienta se establecieron las bases para que en un futuro se puedan desarrollar trabajos que incorporen cálculos de tiempos, costos y ruta crítica. El presente documento de tesis se integra de tres partes, en la primera parte se presenta una introducción sobre los sistemas de modelado de manufactura, la segunda parte presenta la fundamentación teórica que sustenta a este trabajo y por ultimo se muestra la herramienta generada para modelar procesos de manufactura con ejemplos de uso y conclusiones.

Abstract Planning in the manufacturer sector is a complex area that requires the intervention of several disciplines to obtain solutions that allow using in an efficient manner the available resources and responding quicker to the demands of new products. The use of software systems can be an auxiliary in the design and modeling of manufacturer process tasks, with the objective of determine the best fabrication alternatives taking into account available human and equipment resources. This thesis objective is to develop a software tool that allows designing and modeling manufacturer processes. All of this is based on a standardized representation of the product components, fabrication processes and required equipment, which enables diverse actors participating in design, planning and production control activities to communicate and to cooperate among them in a more efficient manner. The tool is based on a manufacturer unified modeling technique called LAB methodology, which allows an integrate conceptualization of manufacturer processes in four levels of abstraction, adding in a progressive manner the product, process tools and equipment. Based on this conceptualization a knowledge model was built. This model is based on a relational grammar, to represent the graphic elements in a 2D environment, and state tables, to validate the permitted relationships between graphic elements. With this work, we make a contribution to the educational and industrial sectors, with a tool for assisting in the planning, design, and modeling of production systems. With the tool, bases are set to develop additional works in the future, which incorporate time, costs and critic route calculations to this tool. The present thesis document is conformed of three parts, the first part presents an introduction about manufacturer modeling systems, the second part presents the theoretic fundaments that support this work, and lastly, the generated tool for modeling manufacturer processes, with examples of its use and conclusions, is shown.
TABLA DE CONTENIDO
Tabla de contenido…………………………………………………………………………...i Índice de figura y tablas…………………………………………………………………….iii Capítulo 1 INTRODUCCIÓN................................................................................................................ 6
1.1 Antecedentes......................................................................................................... 7 1.2 Descripción del problema ..................................................................................... 8 1.3 Estado del arte....................................................................................................... 8
1.3.1 Modelado unificado de procesos de manufactura: flujo de producción y sistema de control en un taller de manufactura ................................................... 8 1.3.2 Un método de modelado y análisis para sistemas de manufactura basado en Redes de Petri ............................................................................................... 12 1.3.3 Contribución a la modelación y simulación orientada a objetos de sistemas flexibles de producción ...................................................................................... 14 1.3.4 Síntesis del estado del arte......................................................................... 14
1.4 Propuesta de solución ......................................................................................... 14 1.4.1 Objetivo de la tesis .................................................................................... 14 1.4.2 Alcance de la tesis ..................................................................................... 15 1.4.3 Aspectos metodológicos ............................................................................ 15
1.5 Organización de la tesis ...................................................................................... 16 Capítulo 2 FUNDAMENTACIÓN TEÓRICA ................................................................................... 17
2.1 Modelado de procesos de manufactura............................................................... 18 2.1.1. Modelado ................................................................................................. 18 2.1.2. Objeto industrial ....................................................................................... 18 2.1.3 Tarea .......................................................................................................... 24 2.1.4 Procesos ..................................................................................................... 26 2.1.5 Estructuración horizontal de un modelado operatorio............................... 27 2.1.6 Estructuración vertical de un modelado operatorio................................... 28
2.2 Gramática relacional de símbolos ...................................................................... 35 2.3 Graficación ......................................................................................................... 35
Capítulo 3 ANÁLISIS Y DISEÑO DE LA HERRAMIENTA MPM ............................................... 37
3.1 Diagrama de casos de uso................................................................................... 38 3.2 Diagrama de secuencia ....................................................................................... 42 3.3 Diagrama de colaboración .................................................................................. 43 3.4 Gramática visual ................................................................................................. 43 3.5 Selección de la herramienta de graficación ........................................................ 51
3.5.1 DirectX de Microsoft................................................................................. 51 3.5.2 Funciones de graficación de C++ Builder 5 .............................................. 51 3.5.3 OpenGL ..................................................................................................... 51
3.6 Arquitectura de la Herramienta MPM ................................................................ 52
i
Capítulo 4 DESCRIPCIÓN DE LA HERRAMIENTA MPM .......................................................... 54
4.1 Diagrama de entrada/salida................................................................................. 55 4.2 Interfaz gráfica.................................................................................................... 55 4.3 Modelado ............................................................................................................ 57 4.4 Aplicación de la gramática visual....................................................................... 61 4.5 Tabla de estados.................................................................................................. 64 4.6 Generación de esqueleto ..................................................................................... 65 4.7 MPM comparada con otras herramientas de modelado..................................... 71
Capítulo 5 CASOS DE ESTUDIO ....................................................................................................... 73
5.1 Modelado para el envasado de una bebida alcohólica........................................ 74 5.2 Modelado para el envasado de productos de bebida refrescante ........................ 77 5.3 Modelado para la elaboración de productos de cerámica ................................... 80 5.4 Modelado de ensamblado de una silla ................................................................ 81 5.5 Análisis de resultados ......................................................................................... 84
Capítulo 6 CONCLUSIONES Y TRABAJOS FUTUROS................................................................ 85
6.1 Conclusiones....................................................................................................... 86 6.2 Trabajos futuros .................................................................................................. 86
REFERENCIAS ................................................................................................................. 87
ii
ÍNDICE DE FIGURAS Y TABLAS Figura 1.1 Modelado de transformación................................................................................. 9 Figura 1.2 Representación de tareas básicas. ....................................................................... 10 Figura 1.3 Modelado de un proceso con Redes de Petri y su esquema de operación. ......... 10 Figura 1.4 De izquierda a derecha: estación de trabajo, celda, isla y taller.......................... 11 Figura 1.5 Bloques funcionales. ........................................................................................... 12 Figura 1.6 Modelo estructural. ............................................................................................. 13 Figura 1.7 Red de Petri generada de la figura 1.6. ............................................................... 13 Figura 2.1 Los tres conjuntos del universo material de la fabricación. ................................ 19 Figura 2.2 Ejemplo de un objeto industrial, el objeto es un ensamble de elementos que
provienen del universo material. .................................................................................. 20 Figura 2.3 La referencia de los componentes coincide con la referencia del objeto. ........... 22 Figura 2.4 Gráfico de composición de un objeto industrial. ................................................ 23 Figura 2.5 Una tarea está definida por los cambios de estado aplicados a los objetos
tratados. ........................................................................................................................ 24 Figura 2.6 Topología de tareas elementales. ........................................................................ 25 Figura 2.7 Proceso de ensamble de dos componentes.......................................................... 26 Figura 2.8 Proceso de reagrupación. .................................................................................... 27 Figura 2.9 Estructuración horizontal de un proceso operatorio............................................ 28 Figura 2.10 Esquemas de ejecución de un proceso de sujeción (Nivel 3)............................ 30 Figura 2.11 Operaciones básicas del nivel 2. ....................................................................... 31 Figura 2.12 Proceso de inserción y esquema denominado operacional (Nivel 2)................ 32 Figura 2.13 Funciones básicas (nivel 1). .............................................................................. 32 Figura 2.14 Esquema funcional de un proceso de ensamble (Nivel 1). ............................... 33 Figura 2.15 Estructura vertical de un modelado operatorio. ................................................ 34 Figura 2.16 Ejemplo de una parte de una gramática para un diagrama................................ 36 Figura 3.1 Diagrama de casos de uso. .................................................................................. 39 Figura 3.2 Diagrama de secuencias. ..................................................................................... 42 Figura 3.3 Diagrama de colaboración. ................................................................................. 43 Figura 3.4 Funciones que integran a MPM. ......................................................................... 52 Figura 4.1 Diagrama de entrada/salida. ................................................................................ 55 Figura 4.2 Interfaz del modelador de procesos de manufactura (MPM).............................. 56 Figura 4.3 Ensamble de dos piezas, nivel 1 (Esquema funcional). ...................................... 59 Figura 4.4 Ensamble de dos piezas, nivel 2 (Esquema operacional).................................... 59 Figura 4.5 Ensamble de dos piezas, nivel 3 (Esquema de ejecución). ................................. 60 Figura 4.6 Ensamble de dos piezas, nivel 4 (Esquema de acción). ...................................... 60 Figura 4.7 Modelado de dos piezas, nivel 1. ........................................................................ 61 Figura 4.8 Modelado de dos piezas, nivel 2. ........................................................................ 62 Figura 4.9 Modelado de dos piezas, nivel 3. ........................................................................ 63 Figura 4.10 Modelado de dos piezas, nivel 3. ...................................................................... 64 Figura 4.11 Modelado de dos piezas, nivel 1. ...................................................................... 65 Figura 4.12 Modelado de dos piezas, nivel 1. ...................................................................... 67 Figura 4.13 Modelado de dos piezas, nivel 1. ...................................................................... 67 Figura 4.14 Modelado de dos piezas, nivel 3. ...................................................................... 68 Figura 4.15 Modelado de dos piezas, nivel 4. ...................................................................... 68 Figura 4.16 Modelado de ensamblar dos piezas a detalle del nivel 4. ................................. 69
iii

Figura 4.17 Modelado de ensamblar dos piezas a detalle del nivel 3, esquemas generados a partir del nivel 4............................................................................................................ 70
Figura 4.18 Modelado de ensamblar dos piezas a detalle del nivel 2, esquemas generados a partir del nivel 3............................................................................................................ 70
Figura 4.19 Modelado de ensamblar dos piezas a detalle del nivel 1, esquemas generados a partir del nivel 2............................................................................................................ 71
Figura 5.1 Nivel 1 Integración de componentes................................................................... 75 Figura 5.2 Nivel 2 Localización de componentes. ............................................................... 75 Figura 5.3 Nivel 3 Integración de herramientas. .................................................................. 76 Figura 5.4 Nivel 4 Integración de medios. ........................................................................... 76 Figura 5.5 Nivel 1................................................................................................................. 78 Figura 5.6 Nivel 2................................................................................................................. 78 Figura 5.7 Nivel 3................................................................................................................. 79 Figura 5.8 Nivel 4................................................................................................................. 79 Figura 5.9 Nivel 1 Integración de componentes................................................................... 80 Figura 5.10 Nivel 2 Localización de componentes. ............................................................. 81 Figura 5.11 Partes de una silla (izquierda), silla ensamblada (derecha)............................... 81 Figura 5.12 Modelado n. 1 ensamblado de una silla. ........................................................... 82 Figura 5.13 Modelado n. 2 ensamblado de una silla. ........................................................... 83 Figura 5.14 Modelado n. 3 ensamblado en paralelo de una silla.......................................... 83 Tabla 4.1 Tabla de estados para el nivel 1............................................................................ 65 Tabla 4.2 Herencia de tareas entre los elementos visuales................................................... 66 Tabla 4.3 Comparación de herramientas computacionales de modelado............................. 72 Tabla 5.1 Componentes de una silla..................................................................................... 82
iv

Capítulo 1 INTRODUCCIÓN

Capítulo 1: Introducción
7
1.1 Antecedentes Una de las etapas importantes en una instalación manufacturera, es sin duda, la planeación de tareas para la fabricación de productos, esta etapa consiste en hacer un razonamiento amplio con el fin de detallar al máximo cada una de las tareas implicadas en cada uno de los procesos de transformación que se requieren. Si en este momento inspeccionamos nuestro alrededor, encontraremos productos como: sillas, mesas, libros, cuadernos, lapiceros, teléfonos, computadoras y muchos más, quizás algunos están hechos con un solo material como materia prima, tal como un clip, un clavo, un tornillo, pero sin embargo, otros objetos como: tostadores, bicicletas, computadoras están compuestos por cientos de partes. Por ejemplo, un automóvil común está compuesto de 15,000 partes aproximadamente, un avión C-5 está compuesto de 4 millones de partes. Todos estos productos son hechos por varios procesos denominados manufactureros. Por lo tanto la definición general de manufactura, es el proceso de convertir materia prima en productos, el cual incluye actividades de planeación, diseño, control y el uso de métodos y técnicas [KALP97]. El hecho de planear actividades de fabricación de un producto el cual se compone de cientos de partes se considera un problema. Si agregamos que en el mercado existen pocas herramientas que permitan auxiliar en el desarrollo de estas actividades, y aquellas que existen son herramientas, por lo regular con un alto costo y traídas por las empresas trasnacionales, este tema se convierte en un área de oportunidad para realizar investigación aplicada. En el contexto nacional son pocas las instituciones académicas que están desarrollando trabajos relacionados con manufactura, debido a que la mayoría de las industrias nacionales manufactureras son pequeñas y medianas y por lo tanto no cuentan con los recursos económicos suficientes para generar oportunidades de estudio. Se trata de industrias que generalmente no invierten en tecnología, más bien tratan de utilizar al máximo sus recursos disponibles, para lo cual en sus líneas de producción hacen combinaciones, en muchos casos arbitrarias, de mano de obra, de equipo mecánico, de equipo semi-automatizado y a veces de equipo automatizado, lo cual deriva en poco interés por parte de las instituciones académicas para realizar investigación aplicada. En el CENIDET con el fin de impulsar tecnología propia y al alcance de las industrias nacionales se ha desarrollado investigación en el campo de la manufactura, tal como: simuladores de robots, simuladores de celdas de manufactura, sistemas de calibración, sistemas para la identificación de piezas de productos a través de visión artificial, entre otros trabajos. El presente trabajo de investigación, pretende ofrecer una propuesta adecuada para auxiliar al ingeniero industrial en las tareas de planeación de procesos de manufactura, específicamente en el modelado de procesos de manufactura.

Capítulo 1: Introducción
8
1.2 Descripción del problema La oferta tecnológica en ambientes visuales para el modelado de procesos de manufactura, generalmente está orientada al modelado espacial1 y a la programación de equipos sin tomar en cuenta en forma explícita las características del producto. Es decir, estos tipos de sistemas no permiten modelar en forma integral el producto, el proceso y la instalación con los siguientes problemas de integridad, completitud y conformidad de las tareas manufactureras especificadas. Dados los argumentos anteriores, se consideró de utilidad generar una herramienta de software que permita modelar proceso de manufactura en un ambiente visual. Se considera importante que involucre a diferentes niveles de detalle los componentes de un producto, equipo y las tareas requeridas para su transformación, con una simbología que sea estándar tanto para el ingeniero industrial que realiza tareas de diseño, modelado y planeación como para el responsable del equipo de producción.
1.3 Estado del arte Se estudiaron diferentes técnicas y métodos de modelado de procesos de manufactura, de los cuales se presentan tres que influyeron de manera significativa en el trabajo de investigación.
1.3.1 Modelado unificado de procesos de manufactura: flujo de producción y sistema de control en un taller de manufactura [PARI98] El objetivo principal de ese trabajo es modelar al producto y sus procesos utilizando Redes de Petri2, para en seguida proponer un conjunto de símbolos que representan de acuerdo a una cierta tipología, tareas de procesos de manufactura. Los procesos son descritos en cuatro niveles de abstracción que van incorporando en forma gradual los medios de producción. Es decir, desde la definición abstracta del producto en términos de componentes y procesos manufactureros requeridos, hasta la explicitación de los medios de manipulación, transporte y proceso requeridos. Para representar las estaciones de trabajo, células e islas, así como el control y los flujos de la producción se utilizan símbolos específicos. A continuación se analiza el modelado y descomposición de los procesos de manufactura y se definen niveles de detalle.
1 Modelado espacial: consiste en la determinación de la ubicación física (sistema de referencia de 3D) de los elementos en una instalación de manufactura. 2 Redes de Petri: las redes de petri modelan sistemas en los que el procesamiento puede ocurrir de manera concurrente, ver figura 1.1.
Capítulo 1: Introducción
9
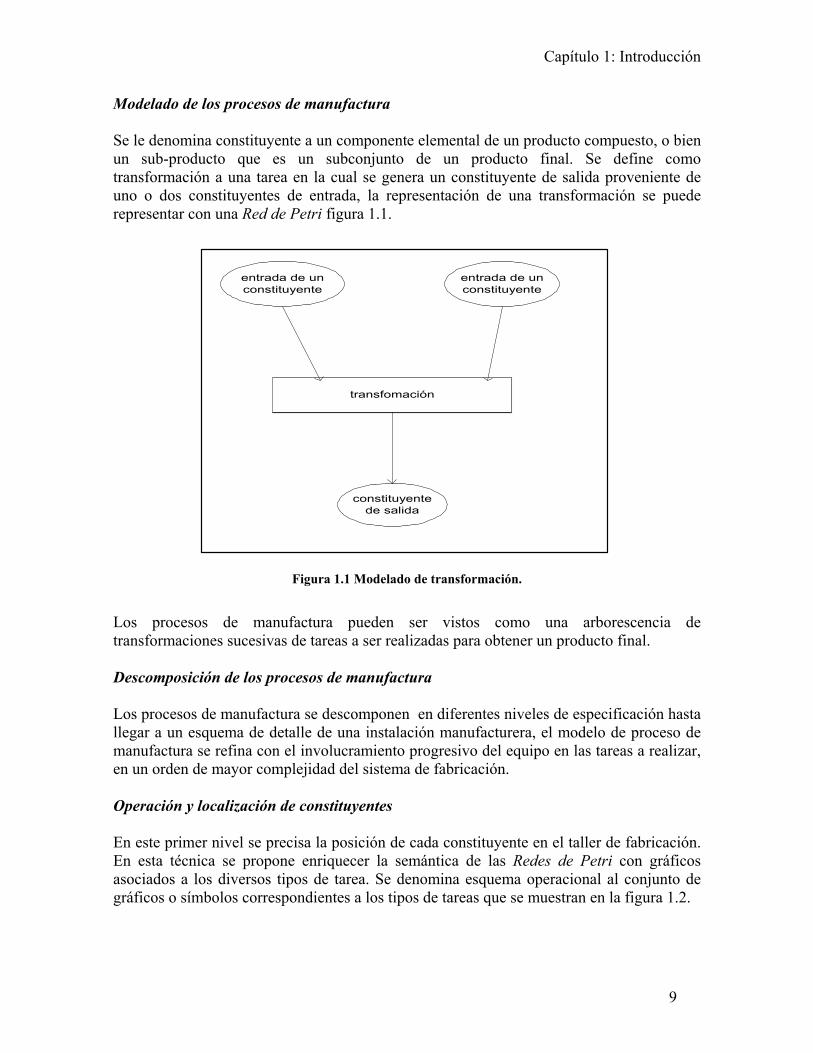
Modelado de los procesos de manufactura Se le denomina constituyente a un componente elemental de un producto compuesto, o bien un sub-producto que es un subconjunto de un producto final. Se define como transformación a una tarea en la cual se genera un constituyente de salida proveniente de uno o dos constituyentes de entrada, la representación de una transformación se puede representar con una Red de Petri figura 1.1.
entrada de unconstituyente
entrada de unconstituyente
constituyentede salida
transfomación
Figura 1.1 Modelado de transformación.
Los procesos de manufactura pueden ser vistos como una arborescencia de transformaciones sucesivas de tareas a ser realizadas para obtener un producto final.
Descomposición de los procesos de manufactura Los procesos de manufactura se descomponen en diferentes niveles de especificación hasta llegar a un esquema de detalle de una instalación manufacturera, el modelo de proceso de manufactura se refina con el involucramiento progresivo del equipo en las tareas a realizar, en un orden de mayor complejidad del sistema de fabricación.
Operación y localización de constituyentes En este primer nivel se precisa la posición de cada constituyente en el taller de fabricación. En esta técnica se propone enriquecer la semántica de las Redes de Petri con gráficos asociados a los diversos tipos de tarea. Se denomina esquema operacional al conjunto de gráficos o símbolos correspondientes a los tipos de tareas que se muestran en la figura 1.2.

Capítulo 1: Introducción
10
Operación de posiciónobjetode salida
objeto deentrada
Operación funcional de ensambleobjetode salida
objeto deentrada
objeto de entrada
primario
secundario
Operación funcional de desensambleobjetode salida
objeto deentrada
objeto de salida
primario
secundario
Operación funcional físicaobjetode salida
objeto deentrada
Tareas básicas
+
-
Figura 1.2 Representación de tareas básicas.
Un ejemplo, utilizando las Redes de Petri y los símbolos de tareas básicas (T1, T2, T3, T4, T5) se muestra en la siguiente figura 1.3, en el cual un producto se compone de cinco constituyentes (C1, C2, C3, C4, C5).
C1 C4C5 C3C2
T1
T5
T4
T3
T2
C1.C2 (C6)C3.C4 (C7)
C1.C2. C3.C4 (C8)
C1.C2. C3.C4 (C9)
C1.C2. C3.C4(Producto)
Figura 1.3 Modelado de un proceso con Redes de Petri y su esquema de operación.

Capítulo 1: Introducción
11
Actos y agregados En este nivel se realiza la descripción del proceso de fabricación, que incluye la descripción operacional y el equipo o medios que se requieren para su fabricación, tal como una banda, una pinza o gripper o efector final, un robot, una máquina de control numérico, un soporte, etc. Integración de un flujo de producción Para integrar un conjunto de tareas se manejan las siguientes definiciones: Estación de trabajo. Incluye herramientas de manipulación y proceso que pueden realizar diversas operaciones. Celda. Se le denomina celda de ensamblaje a un agrupamiento de estaciones de trabajo, capaz de trabajar en forma autónoma. Isla y Taller. Una isla es un conjunto mínimo de celdas capas de asumir la realización completa de uno o varios productos, y un taller es aquel que incluye un conjunto de islas. En la figura 1.4 se muestra el agrupamiento de tareas.
Estación de trabajo Celdas Islas y Centros detrabajo
Figura 1.4 De izquierda a derecha: estación de trabajo, celda, isla y taller.
Capítulo 1: Introducción
12
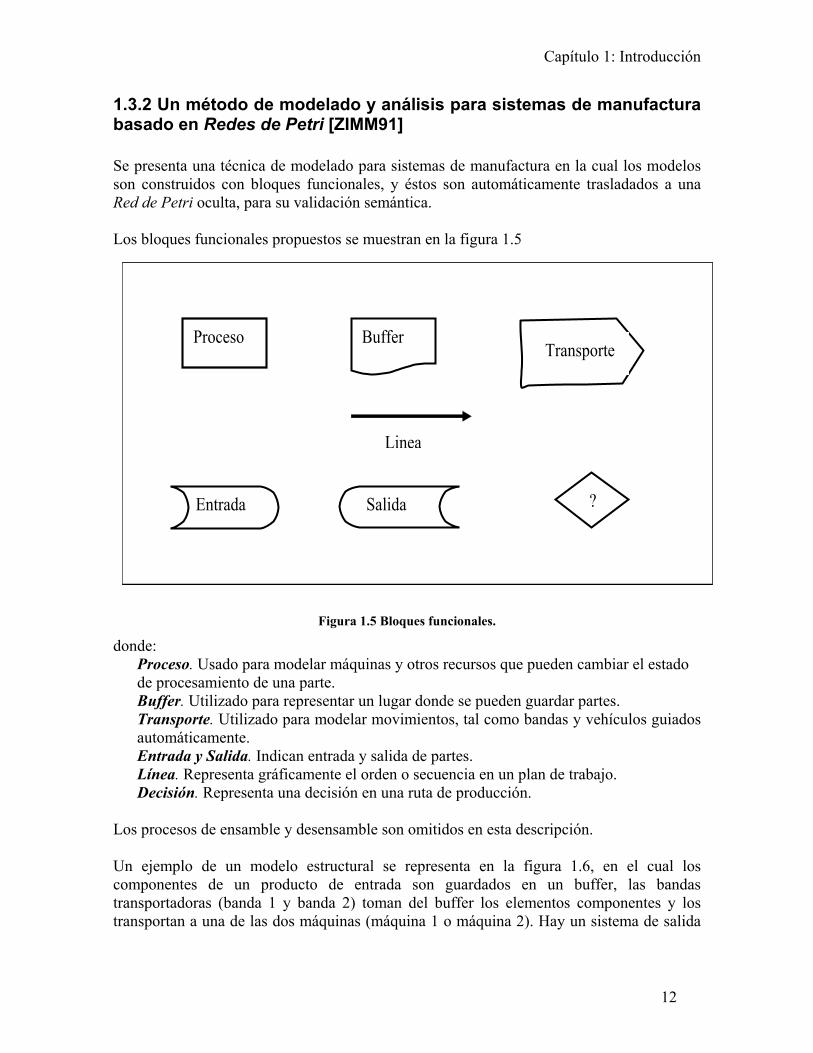
1.3.2 Un método de modelado y análisis para sistemas de manufactura basado en Redes de Petri [ZIMM91] Se presenta una técnica de modelado para sistemas de manufactura en la cual los modelos son construidos con bloques funcionales, y éstos son automáticamente trasladados a una Red de Petri oculta, para su validación semántica. Los bloques funcionales propuestos se muestran en la figura 1.5
Proceso Buffer
Entrada Salida ?
Transporte
Linea
Figura 1.5 Bloques funcionales.
donde: Proceso. Usado para modelar máquinas y otros recursos que pueden cambiar el estado de procesamiento de una parte. Buffer. Utilizado para representar un lugar donde se pueden guardar partes. Transporte. Utilizado para modelar movimientos, tal como bandas y vehículos guiados automáticamente. Entrada y Salida. Indican entrada y salida de partes. Línea. Representa gráficamente el orden o secuencia en un plan de trabajo. Decisión. Representa una decisión en una ruta de producción.
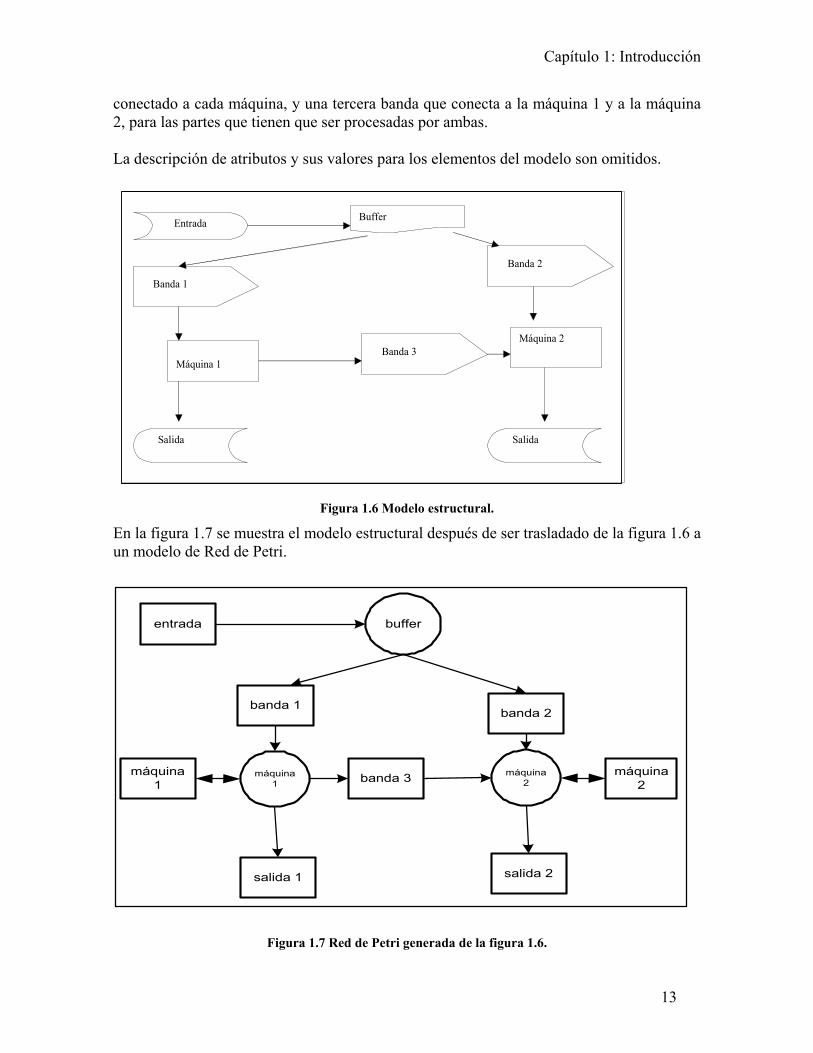
Los procesos de ensamble y desensamble son omitidos en esta descripción. Un ejemplo de un modelo estructural se representa en la figura 1.6, en el cual los componentes de un producto de entrada son guardados en un buffer, las bandas transportadoras (banda 1 y banda 2) toman del buffer los elementos componentes y los transportan a una de las dos máquinas (máquina 1 o máquina 2). Hay un sistema de salida
Capítulo 1: Introducción
13
conectado a cada máquina, y una tercera banda que conecta a la máquina 1 y a la máquina 2, para las partes que tienen que ser procesadas por ambas. La descripción de atributos y sus valores para los elementos del modelo son omitidos.
Máquina 1
Buffer
Salida
Entrada
Banda 2
Banda 3
Banda 1
Máquina 2
Salida
Figura 1.6 Modelo estructural.
En la figura 1.7 se muestra el modelo estructural después de ser trasladado de la figura 1.6 a un modelo de Red de Petri.
entrada
banda 1banda 2
máquina1
salida 1
banda 3
salida 2
máquina2
buffer
máquina1
máquina2
Figura 1.7 Red de Petri generada de la figura 1.6.

Capítulo 1: Introducción
14
1.3.3 Contribución a la modelación y simulación orientada a objetos de sistemas flexibles de producción [BARA91] Esta técnica utiliza los modelos y símbolos desarrollados en el LAB3 para representar los procesos de manufactura en cuatro niveles descritos de lo abstracto hasta lo más concreto, es decir, desde una descripción abstracta del producto, pasando por una definición de las tareas manufactureras asociadas a ese producto, hasta una explicitación de los equipos y elementos de la instalación involucrados. Se describe en esta tesis [BARA91] una herramienta de software basada en los modelos LAB para el diseño de una instalación manufacturera. Nota: La herramienta carece de una interfase visual, en la cual los símbolos son creados a partir de comandos, además no verifica la consistencia de módulos asociados a cada nivel de abstracción.
1.3.4 Síntesis del estado del arte En las tres referencias anteriores encontramos métodos que permiten modelar procesos de manufactura. El artículo [PARI98] presenta una metodología que permite especificar a diferentes niveles de detalle un proceso de manufactura, y propone elementos visuales que permiten agrupar esquemas correspondientes a las diferentes partes de un proceso: estación de trabajo, célula, isla. El artículo en [ZIMM91] presenta una metodología para el modelado de procesos de manufactura, la cual permite realizar una descripción muy abstracta, es decir, con poco detalle de un proceso debido a los pocos elementos visuales que aporta. Por último en [BARA91] encontramos una metodología que permite realizar un modelado hasta en cuatro niveles de detalle, integrando progresivamente los elementos de producto, equipo y otros medios necesarios para realizar la producción.
1.4 Propuesta de solución
1.4.1 Objetivo de la tesis Desarrollar a nivel de prototipo un ambiente visual para el diseño y modelado de procesos de manufactura4, que permita modelar el producto y la instalación manufacturera, especificando las tareas, procesos5 y equipo requerido.
3 LAB: siglas de Laboratorio de Automática de Besancon, Francia. 4 Modelado de procesos de manufactura: es la representación gráfica de las etapas que se requieren para obtener un producto. 5 Proceso: es el conjunto encadenado de tareas, para mayor detalle ver sección 2.1.4.

Capítulo 1: Introducción
15
1.4.2 Alcance de la tesis Con el desarrollo de la tesis se realizó una herramienta de software para el diseño y modelado de procesos de manufactura, la cual tiene las siguientes características:
• Interfaz gráfica y amigable. • Cuatro niveles de abstracción para el modelado de un producto. • Los esquemas generados son estáticos, es decir, no consideran la dinámica o
temporalidad de los procesos manufactureros. • Los esquemas generados en cada nivel del modelado no considerarán, tiempos,
costos, estados críticos, simulación entre procesos.
1.4.3 Aspectos metodológicos Las etapas que cubrió este trabajo de investigación, aunque no estrictamente en forma secuencial fueron las siguientes:
• Análisis bibliográfico sobre modelado de procesos manufactureros. • Estudio de campo acerca de procesos manufactureros automatizados, y
semiautomatizados en 3 empresas del estado de Morelos. • Modelado de procesos manufactureros utilizando la metodología desarrollada en el
LAB. • Desarrollo de una gramática relacional que permita representar los modelos gráficos
de la metodología desarrollada en el LAB. • Desarrollo de reglas y su representación en tablas de estado para validar las
relaciones entre los diversos elementos gráficos. • Estudio de técnicas y herramientas de graficación. • Diseño y desarrollo de una herramienta de software a nivel prototipo para el
modelado de procesos manufactureros. Esta herramienta tendrá una interfaz grafica y amigable desarrollada en lenguaje C++.
• Desarrollo de casos de estudio para validar el funcionamiento de la herramienta. Modelado Para desarrollar esta tesis se partió de una técnica (sección 2.1) ya definida para modelar en forma conjunta el producto y los procesos de manufactura asociados. Que permita explicitar en diferentes niveles de abstracción las tareas necesarias para su transformación y el equipo requerido para realizar las tareas. Una vez seleccionada la técnica, el paso siguiente fue utilizar una gramática visual que permita definir una base gramatical para después programarla y generar un ambiente visual (herramienta) para modelar procesos de manufactura. Gramática visual Las gramáticas visuales son uno de los formalismos gramaticales propuestos para la representación de lenguajes visuales de alto nivel. Para el caso de estudio su aplicación
Capítulo 1: Introducción
16
permitirá desarrollar las bases gramaticales de los elementos visuales que representen las tareas, equipos y productos. Herramienta Se propone el desarrollo de una herramienta a nivel de prototipo basada en un ambiente visual que permita modelar procesos de manufactura a partir de la manipulación de elementos visuales que representan las tareas, los procesos, los productos y los equipos implicados. Que cuente con un funcionamiento estándar de manejo de gráficos para modelado, de uso intuitivo para usuarios no expertos y que incluya las posibilidades de creación, actualización, archivado y recuperación de documentos. Graficación Para graficar se requiere del uso de una herramienta que maneje gráficos en 2D y con las funciones estándar para graficar, es decir, se requiere que la funciones o primitivas de graficación sean independientes del lenguaje de programación a utilizarse e independientes de cualquier sistema operativo.
1.5 Organización de la tesis La tesis está estructurada en 6 capítulos, en el capítulo 1 se presenta una describe el problema, estado del arte, el objetivo de la tesis y el marco teórico. El fundamento teórico se presenta en el capítulo 2, definiendo la técnica de modelado de procesos de manufactura, la definición de la gramática visual y la graficación. El análisis y diseño de este trabajo se realiza en el capítulo 3, utilizando UML (Unified Modelling Languaje), lenguaje que permite modelar sistemas de programación. Además en este capítulo se describe la base gramatical del diseño. En el capítulo 4, se describe el proceso de implementación de la herramienta denominada MPM (Modelado de Procesos de Manufactura), así como su funcionamiento. En el capítulo 5, se presentan casos de estudio desarrollados con la herramienta MPM. Por último las conclusiones y trabajos futuros son presentados en el capítulo 6.

Capítulo 2: Fundamentación teórica
17
Capítulo 2 FUNDAMENTACIÓN TEÓRICA

Capítulo 2: Fundamentación teórica
18
En este capítulo se describen los fundamentos teóricos que sustentan este trabajo de investigación: modelado de procesos de manufactura, gramática relacional de símbolos y graficación.
2.1 Modelado de procesos de manufactura La construcción de un producto puede requerir de múltiples tareas de ensamble de componentes, de procesos de unión (soldar, pegar, remachar, etc.), de distintos efectos físicos (dar forma, mecanizado, tratamientos de superficies, baños químicos, etc.), de pruebas de conformidad respecto a las especificaciones, etc. Para mostrar esta diversidad de tareas de fabricación susceptibles de ser confiadas a una instalación de ensamble para la realización de un producto, se introduce el concepto de objeto industrial, sección 2.1.2, el cual fue desarrollado en el Laboratorio de Automática de Besancon (LAB) en Francia, con el cual se pretende describir el proceso de fabricación en toda su extensión.
2.1.1. Modelado [BARA91] El objetivo es representar (de acuerdo a diversos grados de detalle) el desarrollo de la fabricación. Se plantea un modelado estructurado, e integrado y susceptible de ser informatizado. Estructurado. Debe tener varios niveles de detalle en la descripción de procesos de ensamble. En el diseño se busca una implicación progresiva del equipo a medida que son definidas las opciones tecnológicas. A la inversa, el seguimiento de la producción conduce a abstraer las acciones tecnológicas del equipamiento para no tomar en cuenta más que los efectos funcionales que generan en el producto. Integrado. Debe tener una descripción completa y explícita de cada tarea, no solamente en términos de efectos sobre el producto, si no también en términos del funcionamiento de los equipos, con el fin de tener un modelado coherente en los procesos de ensamble en sus diferentes grados de detalle. Informatizado. Con el fin de elaborar herramientas interactivas (CAM) para sistemas de ensamble.
2.1.2. Objeto industrial La manufactura, en particular el ensamble automatizado, requiere de manipuladores, de medios de transporte y de transformaciones implicando recursos materiales. El ensamble de estos recursos constituye en un contexto mono o multi- productos el universo de la fabricación. Los temas siguientes: universo de la fabricación, objeto industrial, estructuración de un objeto industrial y estado del objeto, describen las características de un objeto industrial.
Capítulo 2: Fundamentación teórica
19
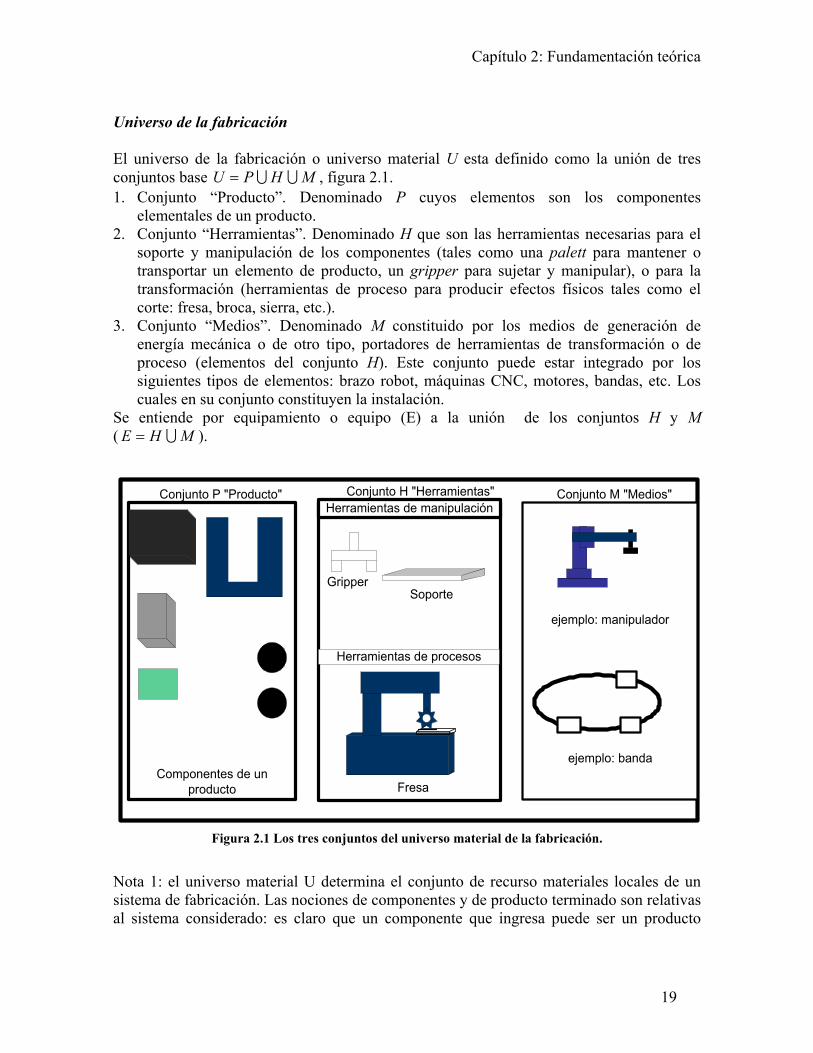
Universo de la fabricación El universo de la fabricación o universo material U esta definido como la unión de tres conjuntos base MHPU UU= , figura 2.1. 1. Conjunto “Producto”. Denominado P cuyos elementos son los componentes
elementales de un producto. 2. Conjunto “Herramientas”. Denominado H que son las herramientas necesarias para el
soporte y manipulación de los componentes (tales como una palett para mantener o transportar un elemento de producto, un gripper para sujetar y manipular), o para la transformación (herramientas de proceso para producir efectos físicos tales como el corte: fresa, broca, sierra, etc.).
3. Conjunto “Medios”. Denominado M constituido por los medios de generación de energía mecánica o de otro tipo, portadores de herramientas de transformación o de proceso (elementos del conjunto H). Este conjunto puede estar integrado por los siguientes tipos de elementos: brazo robot, máquinas CNC, motores, bandas, etc. Los cuales en su conjunto constituyen la instalación.
Se entiende por equipamiento o equipo (E) a la unión de los conjuntos H y M ( MHE U= ).
Componentes de unproducto
ejemplo: manipulador
ejemplo: banda
Herramientas de manipulación
Herramientas de procesos
Conjunto P "Producto" Conjunto H "Herramientas" Conjunto M "Medios"
GripperSoporte
Fresa
Figura 2.1 Los tres conjuntos del universo material de la fabricación.
Nota 1: el universo material U determina el conjunto de recurso materiales locales de un sistema de fabricación. Las nociones de componentes y de producto terminado son relativas al sistema considerado: es claro que un componente que ingresa puede ser un producto

Capítulo 2: Fundamentación teórica
20
terminado respecto a otra instalación dentro de la misma fábrica o puede provenir del exterior en calidad de producto terminado. Nota 2: un elemento de U es identificado no solamente por una referencia, sino por el modelo geométrico definido, que complementa formas, dimensiones y tolerancias Objeto industrial Objeto industrial es un ensamble temporal de elementos del universo material U , tal como se muestra en la figura 2.2.
Robot
GR
A
B
BANPAL
Elementos de P: A, B componentes de un productoElementos de H: GR: gripper PAL: paletaElementos de M: BAN: banda
Figura 2.2 Ejemplo de un objeto industrial, el objeto es un ensamble de elementos que provienen del
universo material.
2.1.2.3 Estructura de un objeto industrial Un objeto industrial tiene características geométricas y físicas.
• Caracterización geométrica La unión o ensamble de dos o más elementos de U puede formalizarse por su coincidencia respecto a un mismo referencial6, resultado de una relación geométrica entre estos elementos. Es decir, las relaciones geométricas de un objeto están establecidas por una
6 Referencial: punto de ubicación dentro de una instalación de manufactura.
Capítulo 2: Fundamentación teórica
21
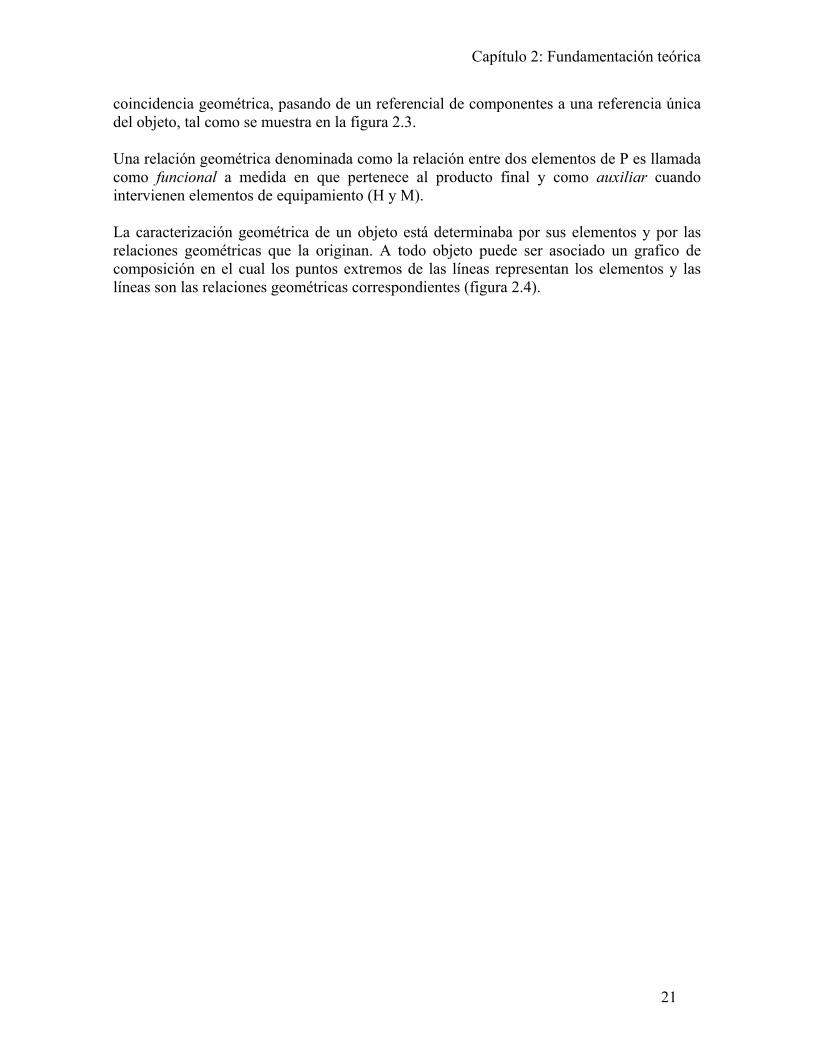
coincidencia geométrica, pasando de un referencial de componentes a una referencia única del objeto, tal como se muestra en la figura 2.3. Una relación geométrica denominada como la relación entre dos elementos de P es llamada como funcional a medida en que pertenece al producto final y como auxiliar cuando intervienen elementos de equipamiento (H y M). La caracterización geométrica de un objeto está determinaba por sus elementos y por las relaciones geométricas que la originan. A todo objeto puede ser asociado un grafico de composición en el cual los puntos extremos de las líneas representan los elementos y las líneas son las relaciones geométricas correspondientes (figura 2.4).

Capítulo 2: Fundamentación teórica
22
SoporteComponente de
un producto
Pinza
Robot
Objeto industrial
R1
R2 R3R4
R
Figura 2.3 La referencia de los componentes coincide con la referencia del objeto.
Capítulo 2: Fundamentación teórica
23
Relacionesgeométricasfuncionales
P
M
HRelacionesgeométricas
auxiliares
Relacionesgeométricas
auxiliares
Figura 2.4 Gráfico de composición de un objeto industrial.
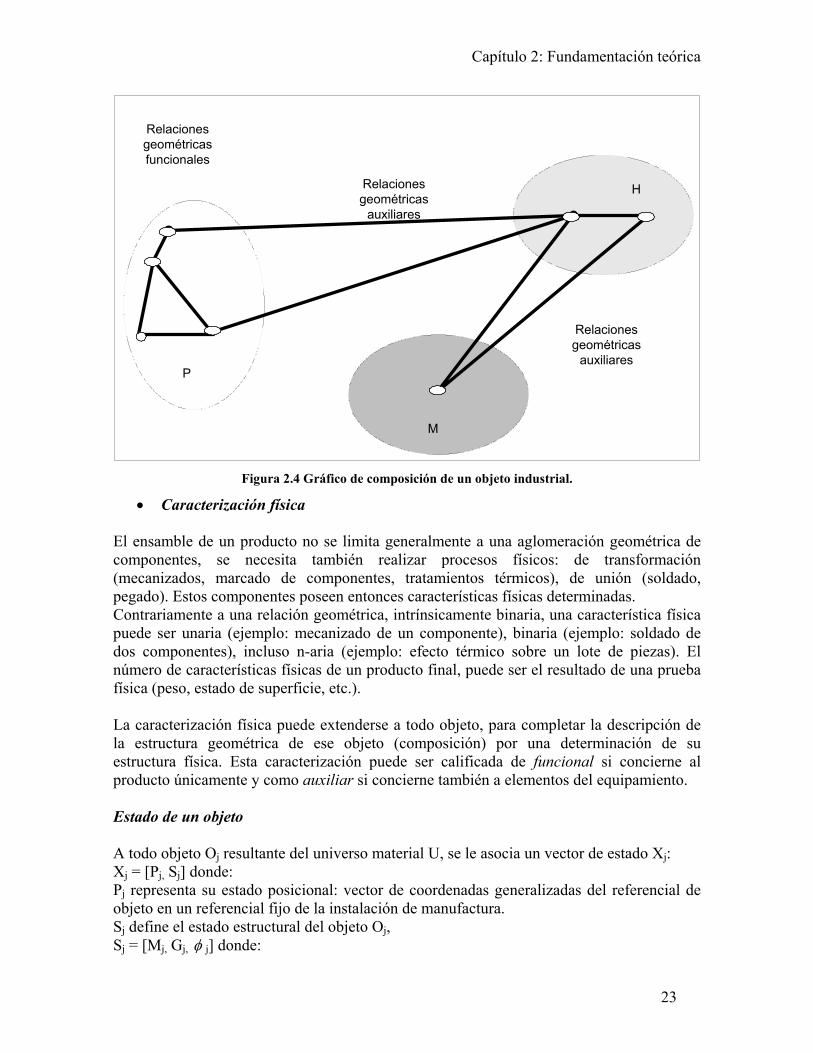
• Caracterización física El ensamble de un producto no se limita generalmente a una aglomeración geométrica de componentes, se necesita también realizar procesos físicos: de transformación (mecanizados, marcado de componentes, tratamientos térmicos), de unión (soldado, pegado). Estos componentes poseen entonces características físicas determinadas. Contrariamente a una relación geométrica, intrínsicamente binaria, una característica física puede ser unaria (ejemplo: mecanizado de un componente), binaria (ejemplo: soldado de dos componentes), incluso n-aria (ejemplo: efecto térmico sobre un lote de piezas). El número de características físicas de un producto final, puede ser el resultado de una prueba física (peso, estado de superficie, etc.). La caracterización física puede extenderse a todo objeto, para completar la descripción de la estructura geométrica de ese objeto (composición) por una determinación de su estructura física. Esta caracterización puede ser calificada de funcional si concierne al producto únicamente y como auxiliar si concierne también a elementos del equipamiento. Estado de un objeto A todo objeto Oj resultante del universo material U, se le asocia un vector de estado Xj: Xj = [Pj, Sj] donde: Pj representa su estado posicional: vector de coordenadas generalizadas del referencial de objeto en un referencial fijo de la instalación de manufactura. Sj define el estado estructural del objeto Oj, Sj = [Mj, Gj, φ j] donde:

Capítulo 2: Fundamentación teórica
24
• Mj estado material, identificando las componentes del objeto. • Gj estado geométrico, enumerando las relaciones geométricas funcionales y
auxiliares internas de un objeto. • φ j estado físico, considerando toda característica física funcional y auxiliar del
objeto. El vector de estado está formado por un código propio para todo objeto, que nos permite formalizar las tareas de transformación de objetos. Está formalización de variables de estado puede se expresada en diversos códigos (binario, decimal u otro).
2.1.3 Tarea Toda trasformación de un objeto es hecha por la intervención del equipamiento (H y M) y se define como tarea. Puede tratarse de transformaciones posicionales o estructurales. Cada tarea está determinada por el estado de sus objetos de entrada (objetos requeridos) y por sus objetos de salida (objetos resultantes de la tarea), figura 2.5.
objetos desalida
objetos deentrada Tarea
Figura 2.5 Una tarea está definida por los cambios de estado aplicados a los objetos tratados.
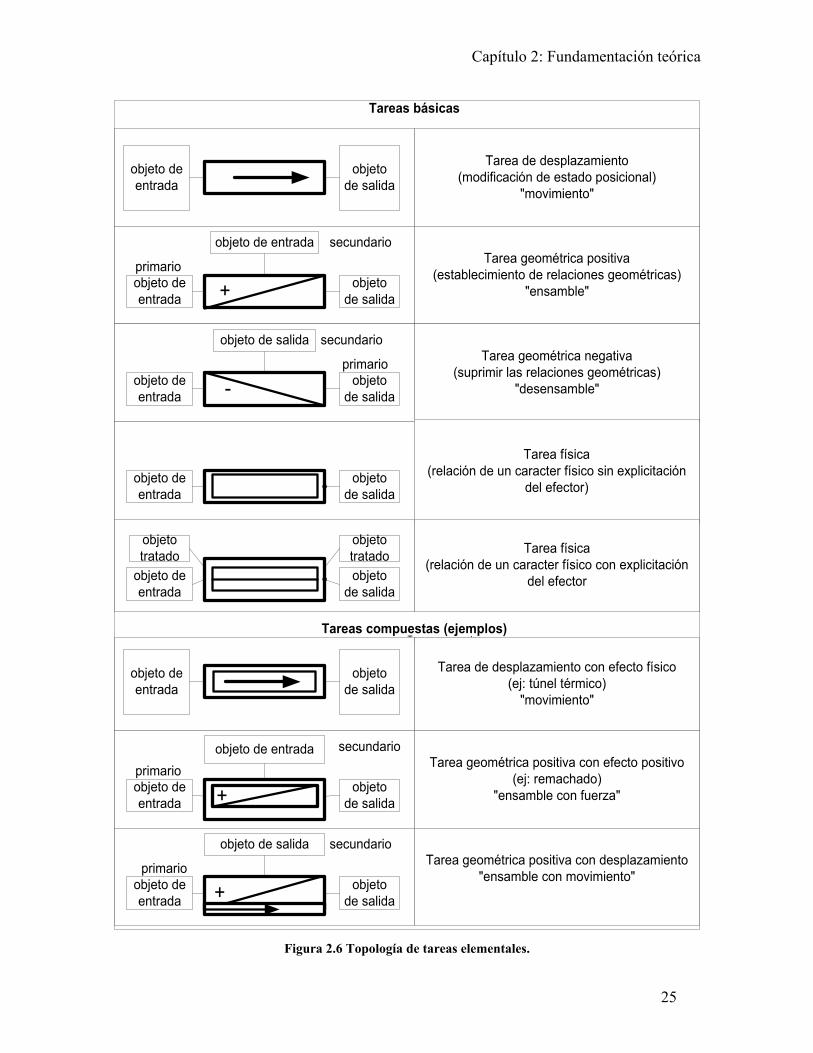
Es de hacer notar que la mayoría de las tareas industriales pueden formalizarse a partir de un juego reducido de tareas elementales en términos de la modificación de los estados de los objetos, figura 2.6. Nota: las tareas geométricas positivas “ensamble” consisten en un posicionamiento relativo, que se realiza generalmente por un desplazamiento de los objetos de entrada (objetos secundarios), mientras que el otro (objeto primario) está indexado en una posición de referencia fija. Las tareas geométricas negativas“desensamble” son la función inversa.
Capítulo 2: Fundamentación teórica
25
Tarea de desplazamiento(modificación de estado posicional)
"movimiento"
objetode salida
objeto deentrada
Tarea geométrica positiva(establecimiento de relaciones geométricas)
"ensamble" + objetode salida
objeto deentrada
objeto de entrada
primario
secundario
Tarea geométrica negativa(suprimir las relaciones geométricas)
"desensamble" - objetode salida
objeto deentrada
objeto de salida
primario
secundario
Tarea física(relación de un caracter físico sin explicitación
del efector)objeto
de salidaobjeto deentrada
Tarea física(relación de un caracter físico con explicitación
del efectorobjetode salida
objeto deentrada
objetotratado
objetotratado
Tareas básicas
Tareas compuestas
Tarea de desplazamiento con efecto físico(ej: túnel térmico)
"movimiento"
objetode salida
objeto deentrada
Tarea geométrica positiva con efecto positivo(ej: remachado)
"ensamble con fuerza"objetode salida
objeto deentrada
objeto de entradaprimario
secundario
Tarea geométrica positiva con desplazamiento"ensamble con movimiento"
+ objetode salida
objeto deentrada
objeto de salida
primario
secundario
Tareas compuestas (ejemplos)
+
Figura 2.6 Topología de tareas elementales.
Capítulo 2: Fundamentación teórica
26
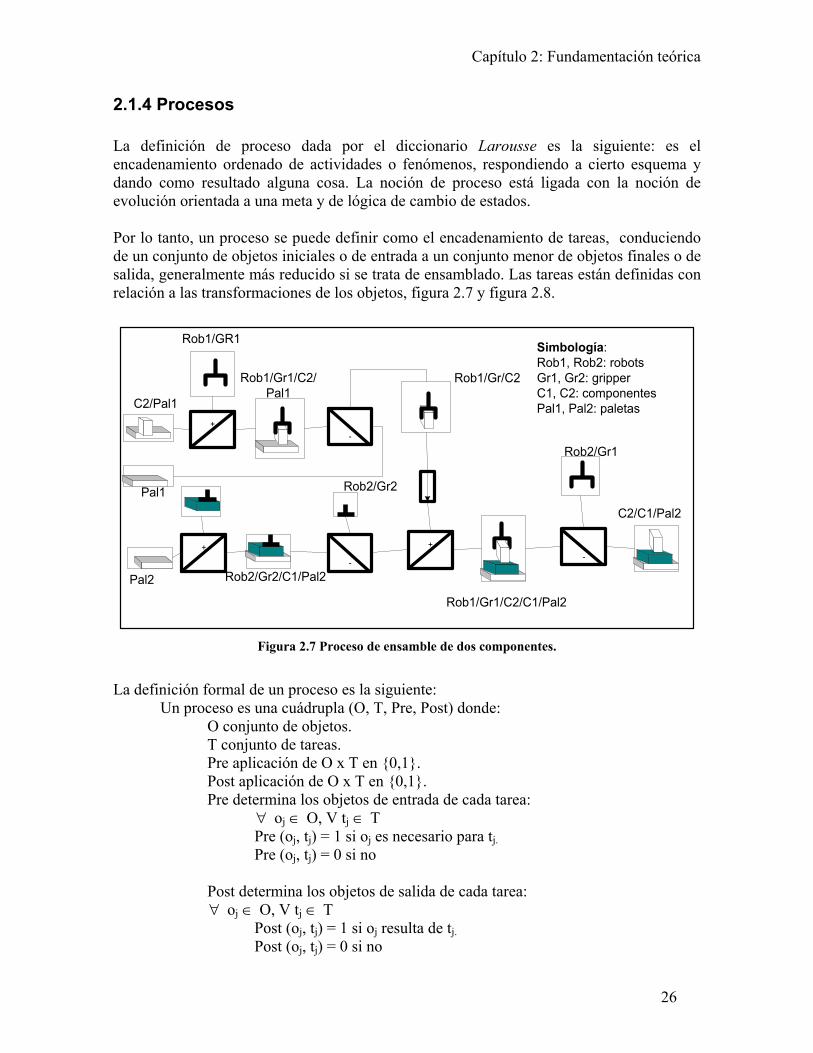
2.1.4 Procesos La definición de proceso dada por el diccionario Larousse es la siguiente: es el encadenamiento ordenado de actividades o fenómenos, respondiendo a cierto esquema y dando como resultado alguna cosa. La noción de proceso está ligada con la noción de evolución orientada a una meta y de lógica de cambio de estados. Por lo tanto, un proceso se puede definir como el encadenamiento de tareas, conduciendo de un conjunto de objetos iniciales o de entrada a un conjunto menor de objetos finales o de salida, generalmente más reducido si se trata de ensamblado. Las tareas están definidas con relación a las transformaciones de los objetos, figura 2.7 y figura 2.8.
+-
+
+
--
Rob1/GR1
C2/Pal1
Pal1
Pal2 Rob2/Gr2/C1/Pal2
Rob1/Gr1/C2/Pal1
Rob2/Gr2
Rob1/Gr/C2
Rob1/Gr1/C2/C1/Pal2
Rob2/Gr1
C2/C1/Pal2
Simbología:Rob1, Rob2: robotsGr1, Gr2: gripperC1, C2: componentesPal1, Pal2: paletas
Figura 2.7 Proceso de ensamble de dos componentes.
La definición formal de un proceso es la siguiente:
Un proceso es una cuádrupla (O, T, Pre, Post) donde: O conjunto de objetos. T conjunto de tareas. Pre aplicación de O x T en {0,1}. Post aplicación de O x T en {0,1}. Pre determina los objetos de entrada de cada tarea:
∀ oj ∈ O, V tj ∈ T Pre (oj, tj) = 1 si oj es necesario para tj. Pre (oj, tj) = 0 si no
Post determina los objetos de salida de cada tarea: ∀ oj ∈ O, V tj ∈ T
Post (oj, tj) = 1 si oj resulta de tj. Post (oj, tj) = 0 si no

Capítulo 2: Fundamentación teórica
27
+
-
Pal
+
-
+
-
+
-
S1/C1
S1
S2/C2
S2
Rob/Gr/C2
Rob/Gr/C1
Pal/C2
Rob/GrRob/Gr
Pal/C1/C2
Figura 2.8 Proceso de reagrupación.
2.1.5 Estructuración horizontal de un modelado operatorio Una tarea está definida por las transformaciones de los objetos, un proceso por el encadenamiento de tareas. De hecho, un proceso responde a la misma definición de una tarea en la medida en que, en sentido global, realiza objetos de salida (etapa final de un proceso) a partir de los objetos de entrada (etapa inicial de un proceso). Un proceso especifica la descomposición de un agregado de tareas en tareas de otro nivel respetando una lógica de encadenamiento determinado (figura 2.9). Esta descomposición es recursiva y puede llegar hasta el nivel de tareas básicas como las que se muestran en la figura 2.6. En definitivo, una tarea es una representación analítica de una transformación (posicional o estructural), describiendo precondiciones y efectos, sin tomar en cuenta la manera de realizarlos. Un proceso permite pasar de una descripción sintética específica, a un modo operatorio particular implicando tareas de otro nivel. Inversamente el ocultamiento de tareas y los objetos implícitos permiten la emergencia de tareas globales. Se trata de un mecanismo de estructuración de la representación del conocimiento fundamental para el análisis o la especificación de los procesos complejos de fabricación.

Capítulo 2: Fundamentación teórica
28
+
-
+
+
-
Objetosde salida
Objetos deentrada
Tarea
Proceso
Tarea
Figura 2.9 Estructuración horizontal de un proceso operatorio.
2.1.6 Estructuración vertical de un modelado operatorio El primer principio de agregación expuesto en la sección 2.1.5 permite reducir el número de objetos implicados en un proceso de manufactura, pero éstos permanecen caracterizados con el mismo grado de detalle (mismo vector de estados) que los objetos ocultos. Aquí el segundo principio de estructuración, procediendo por la abstracción, la cual permite tener una visualización mayor o de menor detalle de los objetos, así como de las tareas de un proceso. Partiendo del universo material completo MHPU UU= , diferentes niveles de representación de un mismo proceso pueden ser introducidos por abstracción sucesiva de ciertos elementos del universo. Para mayor claridad usaremos una terminología propia para cada nivel de abstracción y por convención es la siguiente:
n Nivel de abstracción (1,2,3 y 4) Un Universo material del nivel Oj
n Objeto j del nivel n Xj
n vector de características del estado de Ojn, con
Xjn = [Pj
n, Sjn] donde:
• Pjn Designado para el estado posicional de Oj
n • Sj
n designado para el estado estructural de Ojn, precisando que
• Sjn = [Mj
n, Gjn, φ j
n] donde: o Mj
n estado material o Gj
n estado geométrico

Capítulo 2: Fundamentación teórica
29
o φ jn estado físico
La estructuración vertical consiste en cuatro niveles de detalle, La descripción se inicia del nivel 4 (detallado) hasta el nivel 1 (abstracto). Nivel 4: Agente y Acción (Esquemas de acción) La Representación de un proceso a este nivel de concretización es llamado esquemas de acción, un ejemplo se muestra en la figura 2.7. El universo material completo es U4 MHP UU= . A este nivel se introduce la noción de objeto industrial (sección 2.1.2). En este nivel se denomina agente a un objeto industrial de este nivel, el cual constituye la forma más completa en componentes de un producto, herramientas y medios. Por lo tanto un agente Oj
4, con su vector de estado Xj4 es de la forma:
Xj4 = [P j
4, M j4, G j
4, φ j4] donde:
• P j4 designa las coordenadas generales del referencial objeto con relación a un
referencial fijo en la instalación. • M j
4 = [M(producto)j4, M(Herramientas)j
4, M(medios)j4], estado de composición de
un agente j. • G j
4 = [G(función)j4, G(aux)j
4 ], estado geométrico funcional y auxiliar del agente j. • φ j
4 = [φ (función)j4, φ (aux)j
4], estado físico funcional y auxiliar del agente j. Nota: La existencia de un componente en un objeto industrial no es obligatoria (sin equipamiento), pero el equipamiento está representado por los elementos encargados de mantener el producto dentro del campo de gravedad (soporte, pinza o sujetador, manipulador, etc.). Una acción es una tarea de transformación posicional y/o estructural de agentes Nivel 3: Agregados y actos (Esquemas de ejecución) La abstracción de los medios de producción sin afectar las herramientas permite tener un nuevo enfoque de razonamiento sobre los procesos de manufactura, este nivel consiste, en representar los procesos de fabricación utilizando las herramientas (H), pero sin la introducción de robots, máquinas, es decir, sin los Medios (M). El universo material está constituido por U3 = P U H, donde los objetos de este nivel o agregados describen la asociación temporal de las herramientas con los componentes de un producto. Un agregado Oj
3 se describe como: Xj
3 = [P j3, M j
3, G j3, φ j
3] donde: • P j
3 = [P (producto)j3, P(herramientas)j
3] • M j
3 = [M (producto)j3, M(herramientas)j
3]

Capítulo 2: Fundamentación teórica
30
• G j3 = [G (producto)j
3, G(herramientas)j3]
• φ j3 = [φ (producto)j
3, φ (herramientas)j3]
En otros términos la información relativa a la existencia de los elementos de los M objetos se considera oculta. Los actos son las tareas sobre los objetos de este nivel. La representación de un proceso de nivel 3 es llamado esquema de ejecución, figura 2.10. Nivel 2: Constituyente localizado y operación (Esquemas operacionales) Este nivel consiste en representar las transformaciones de un producto exclusivamente, sin considerar las herramientas (H) ni los medios (M) necesarios Es una forma de describir la composición de productos completos en su proceso de fabricación, no toma en cuenta las actividades logísticas asociadas al equipamiento. El universo de fabricación considerado aquí es reducido al conjunto: U2 = P Los objetos de este nivel o constituyentes localizados de un producto están posicionados en un referencial fijo de la instalación manufacturera.
+
-
Gr
C/S
Gr/C
S
forzado
SimbologíaGr: gripperC: componenteS: soporte
Figura 2.10 Esquemas de ejecución de un proceso de sujeción (Nivel 3).
Por lo tanto para un Oj2 el vector de estado X j
2 es de la forma: Xj
2 = [P j2, M j
2, G j2, φ j
2 donde: • P j
2 = posición de Oj2 con relación a un referencial fijo en la instalación
Capítulo 2: Fundamentación teórica
31
• Mj2 = [M (producto)j
2], estado de la composición de un constituyente localizado Oj
2, (la información M(herramientas) y M (medios) que están ocultos). • G j
2 = [G (función)j2] estado geométrico de un constituyente localizado Oj
2, (la información G(aux) que está oculta).
• φ j2 = [φ (función)j
2, estado físico de un constituyente localizado Oj2, (la
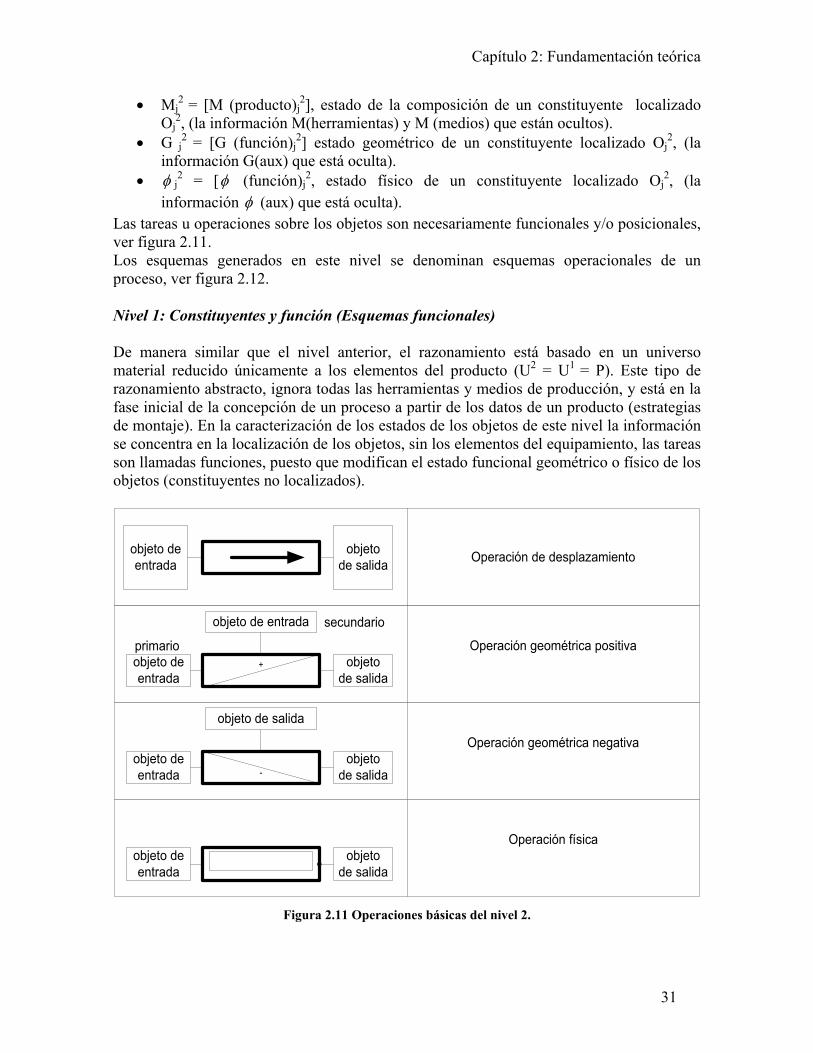
información φ (aux) que está oculta). Las tareas u operaciones sobre los objetos son necesariamente funcionales y/o posicionales, ver figura 2.11. Los esquemas generados en este nivel se denominan esquemas operacionales de un proceso, ver figura 2.12. Nivel 1: Constituyentes y función (Esquemas funcionales) De manera similar que el nivel anterior, el razonamiento está basado en un universo material reducido únicamente a los elementos del producto (U2 = U1 = P). Este tipo de razonamiento abstracto, ignora todas las herramientas y medios de producción, y está en la fase inicial de la concepción de un proceso a partir de los datos de un producto (estrategias de montaje). En la caracterización de los estados de los objetos de este nivel la información se concentra en la localización de los objetos, sin los elementos del equipamiento, las tareas son llamadas funciones, puesto que modifican el estado funcional geométrico o físico de los objetos (constituyentes no localizados).
Operación de desplazamientoobjetode salida
objeto deentrada
Operación geométrica positiva+ objeto
de salidaobjeto deentrada
objeto de entrada
primario
secundario
Operación geométrica negativa
-objeto
de salidaobjeto deentrada
objeto de salida
Operación físicaobjeto
de salidaobjeto deentrada
Figura 2.11 Operaciones básicas del nivel 2.
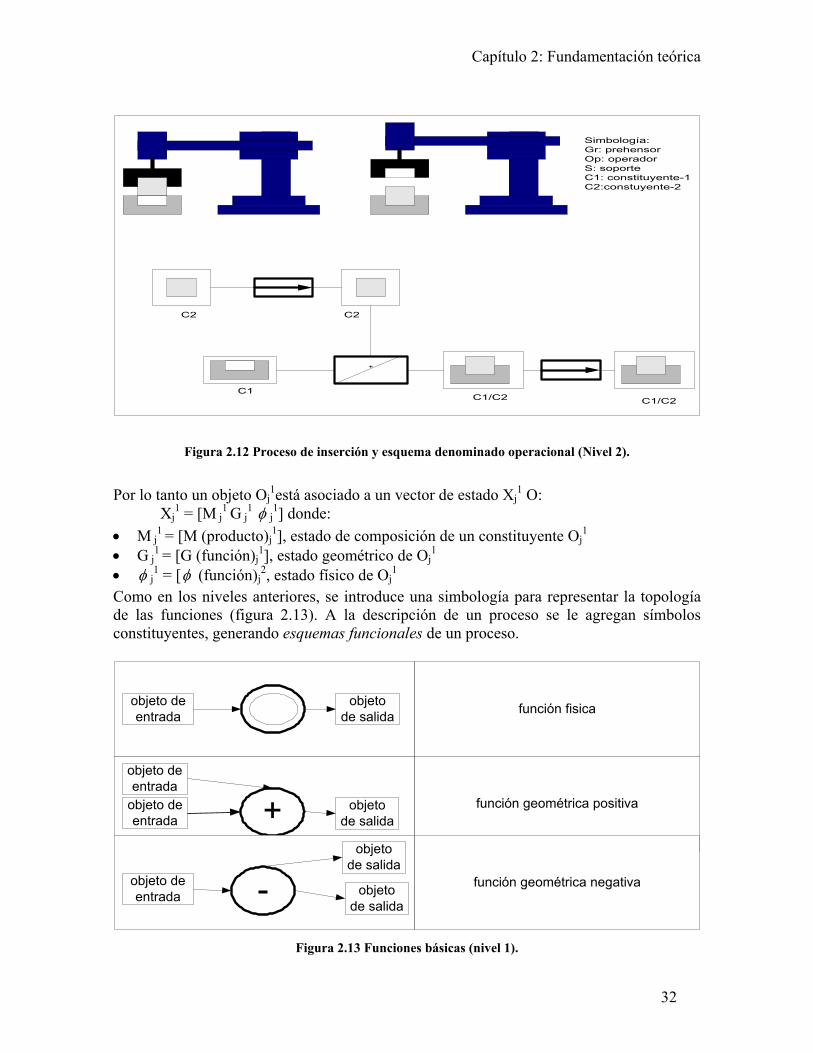
Capítulo 2: Fundamentación teórica
32
Simbología:Gr: prehensorOp: operadorS: soporteC1: constituyente-1C2:constuyente-2
+
C1/C2C1/C2C1
C2 C2
Figura 2.12 Proceso de inserción y esquema denominado operacional (Nivel 2).
Por lo tanto un objeto Oj
1está asociado a un vector de estado Xj1 O:
Xj1 = [M j
1 G j1 φ j
1] donde: • M j
1 = [M (producto)j1], estado de composición de un constituyente Oj
1 • G j
1 = [G (función)j1], estado geométrico de Oj
1 • φ j
1 = [φ (función)j2, estado físico de Oj
1 Como en los niveles anteriores, se introduce una simbología para representar la topología de las funciones (figura 2.13). A la descripción de un proceso se le agregan símbolos constituyentes, generando esquemas funcionales de un proceso.
función fisicaobjeto deentrada
objetode salida
función geométrica positiva+objeto deentrada
objetode salida
objeto deentrada
función geométrica negativa-objeto deentrada objeto
de salida
objetode salida
Figura 2.13 Funciones básicas (nivel 1).
Capítulo 2: Fundamentación teórica
33
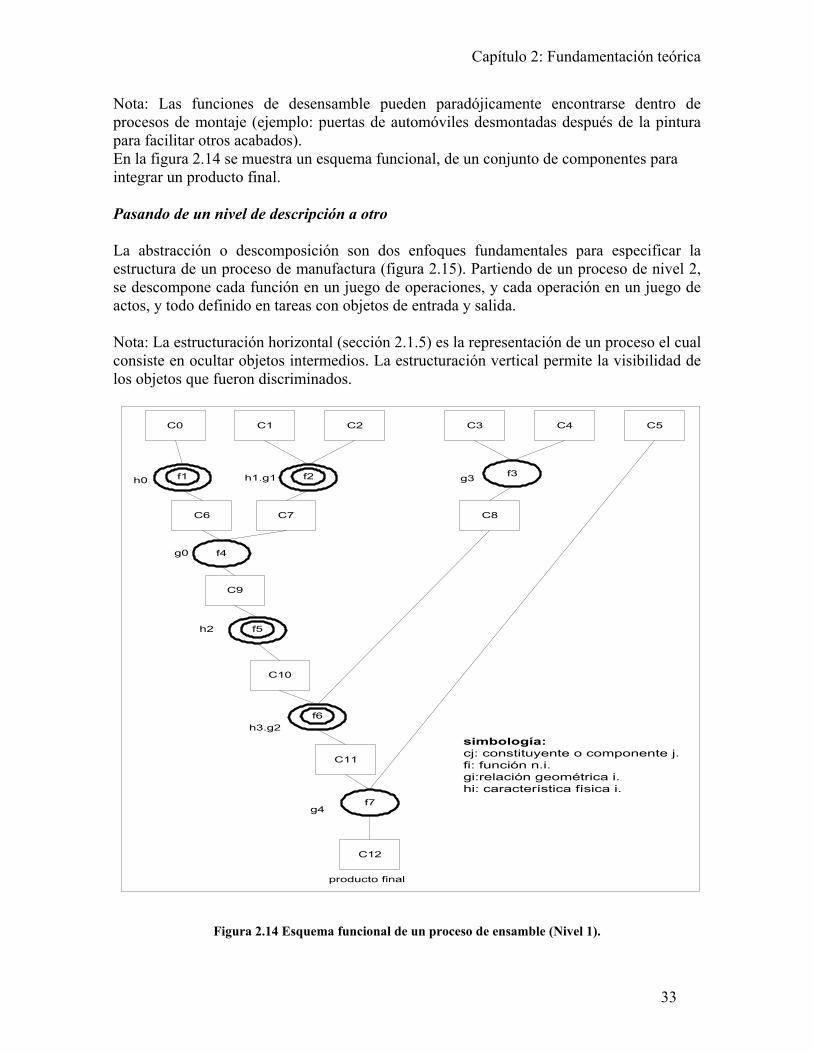
Nota: Las funciones de desensamble pueden paradójicamente encontrarse dentro de procesos de montaje (ejemplo: puertas de automóviles desmontadas después de la pintura para facilitar otros acabados). En la figura 2.14 se muestra un esquema funcional, de un conjunto de componentes para integrar un producto final. Pasando de un nivel de descripción a otro La abstracción o descomposición son dos enfoques fundamentales para especificar la estructura de un proceso de manufactura (figura 2.15). Partiendo de un proceso de nivel 2, se descompone cada función en un juego de operaciones, y cada operación en un juego de actos, y todo definido en tareas con objetos de entrada y salida. Nota: La estructuración horizontal (sección 2.1.5) es la representación de un proceso el cual consiste en ocultar objetos intermedios. La estructuración vertical permite la visibilidad de los objetos que fueron discriminados.
C0 C1 C2 C3 C4 C5
f2f1
f4
f5
C6 C7
f3
C8
C9
C10
f6
f7
C11
C12
h0 h1.g1 g3
g0
h2
h3.g2
g4
producto final
simbología:cj: constituyente o componente j.fi: función n.i.gi:relación geométrica i.hi: característica física i.
Figura 2.14 Esquema funcional de un proceso de ensamble (Nivel 1).
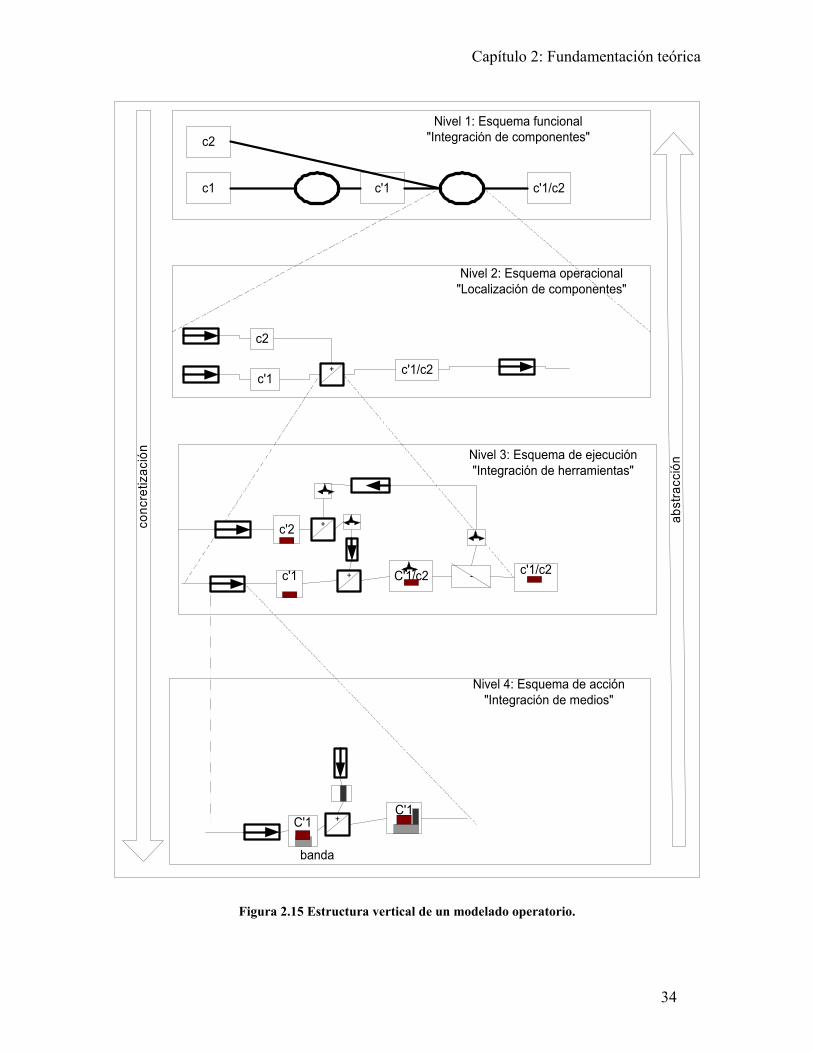
Capítulo 2: Fundamentación teórica
34
c2
c1 c'1 c'1/c2
c2
c'1+ c'1/c2
conc
retiz
ació
n
abst
racc
ión
+
+
C'1/c2
c'1
c'2
c'1/c2-
+C'1
C'1
banda
Nivel 4: Esquema de acción"Integración de medios"
Nivel 3: Esquema de ejecución"Integración de herramientas"
Nivel 2: Esquema operacional"Localización de componentes"
Nivel 1: Esquema funcional"Integración de componentes"
Figura 2.15 Estructura vertical de un modelado operatorio.
Capítulo 2: Fundamentación teórica
35
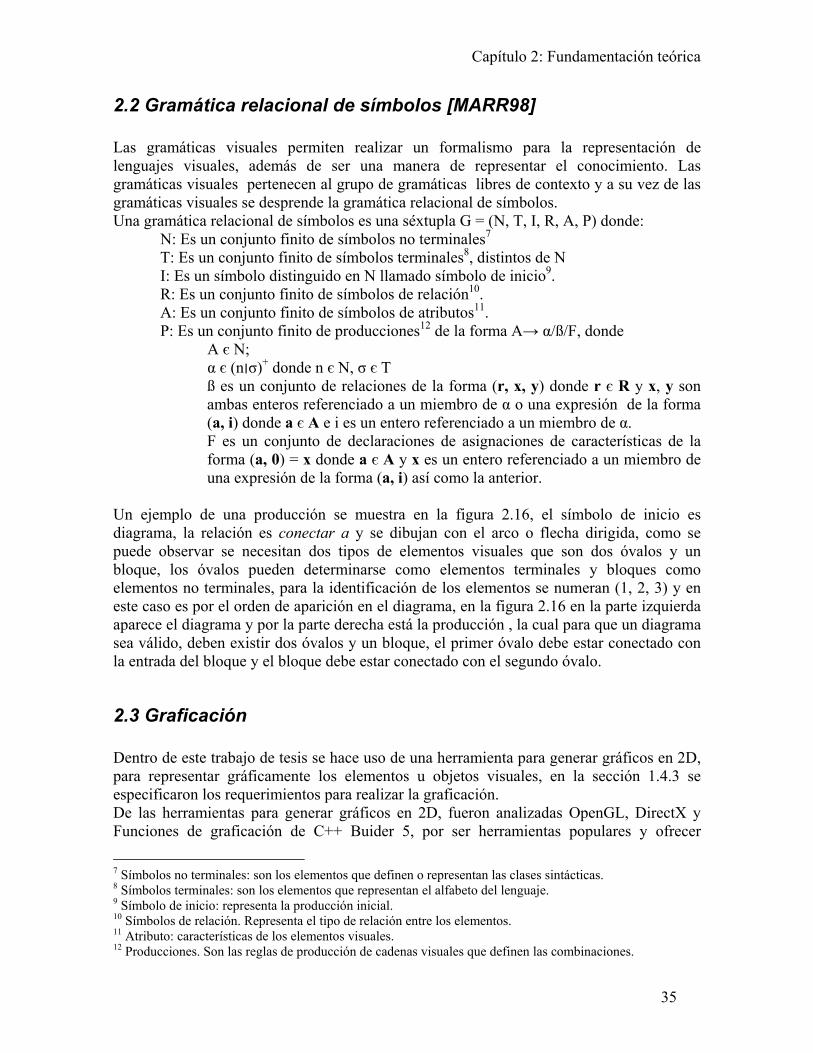
2.2 Gramática relacional de símbolos [MARR98] Las gramáticas visuales permiten realizar un formalismo para la representación de lenguajes visuales, además de ser una manera de representar el conocimiento. Las gramáticas visuales pertenecen al grupo de gramáticas libres de contexto y a su vez de las gramáticas visuales se desprende la gramática relacional de símbolos. Una gramática relacional de símbolos es una séxtupla G = (N, T, I, R, A, P) donde:
N: Es un conjunto finito de símbolos no terminales7 T: Es un conjunto finito de símbolos terminales8, distintos de N I: Es un símbolo distinguido en N llamado símbolo de inicio9. R: Es un conjunto finito de símbolos de relación10. A: Es un conjunto finito de símbolos de atributos11. P: Es un conjunto finito de producciones12 de la forma A→ α/ß/F, donde A є N;
α є (n׀σ)+ donde n є N, σ є T ß es un conjunto de relaciones de la forma (r, x, y) donde r є R y x, y son ambas enteros referenciado a un miembro de α o una expresión de la forma (a, i) donde a є A e i es un entero referenciado a un miembro de α. F es un conjunto de declaraciones de asignaciones de características de la forma (a, 0) = x donde a є A y x es un entero referenciado a un miembro de una expresión de la forma (a, i) así como la anterior.
Un ejemplo de una producción se muestra en la figura 2.16, el símbolo de inicio es diagrama, la relación es conectar a y se dibujan con el arco o flecha dirigida, como se puede observar se necesitan dos tipos de elementos visuales que son dos óvalos y un bloque, los óvalos pueden determinarse como elementos terminales y bloques como elementos no terminales, para la identificación de los elementos se numeran (1, 2, 3) y en este caso es por el orden de aparición en el diagrama, en la figura 2.16 en la parte izquierda aparece el diagrama y por la parte derecha está la producción , la cual para que un diagrama sea válido, deben existir dos óvalos y un bloque, el primer óvalo debe estar conectado con la entrada del bloque y el bloque debe estar conectado con el segundo óvalo.
2.3 Graficación Dentro de este trabajo de tesis se hace uso de una herramienta para generar gráficos en 2D, para representar gráficamente los elementos u objetos visuales, en la sección 1.4.3 se especificaron los requerimientos para realizar la graficación. De las herramientas para generar gráficos en 2D, fueron analizadas OpenGL, DirectX y Funciones de graficación de C++ Buider 5, por ser herramientas populares y ofrecer
7 Símbolos no terminales: son los elementos que definen o representan las clases sintácticas. 8 Símbolos terminales: son los elementos que representan el alfabeto del lenguaje. 9 Símbolo de inicio: representa la producción inicial. 10 Símbolos de relación. Representa el tipo de relación entre los elementos. 11 Atributo: características de los elementos visuales. 12 Producciones. Son las reglas de producción de cadenas visuales que definen las combinaciones.

Capítulo 2: Fundamentación teórica
36
primitivas básicas de graficación, en las sección 3.5 se especifica el porqué se seleccionó OpenGL.
óvalo
óvalo
bloque
Diagrama Diagrama óvalo, Bloque, óvalo(conectar a 1 (entrada 2))(conectar a (salida 2) 3)
Figura 2.16 Ejemplo de una parte de una gramática para un diagrama.
Capítulo 3: Análisis y Diseño de la Herramienta MPM
37
Capítulo 3 ANÁLISIS Y DISEÑO DE LA
HERRAMIENTA MPM

Capítulo 3: Análisis y Diseño de la Herramienta MPM
38
De acuerdo [FERR01] un sistema de software debe tener tres fases:
1. Planificación y especificación de requisitos: consiste en realizar la planificación de actividades, definición de requisitos, construcción de prototipos, etc.
2. La construcción del sistema consiste en:
o Análisis. Se analiza el problema a resolver desde la perspectiva de los usuarios y de las entidades externas que van a solicitar servicios del sistema.
o Diseño. El sistema se especifica en detalle, describiendo como va a funcionar internamente para satisfacer lo especificado en el análisis.
o Implementación. Se lleva lo especificado en el diseño a un lenguaje de programación.
o Pruebas. Se realizan una serie de pruebas para corroborar que el software funciona correctamente y que satisface lo especificado en la etapa de planificación y especificación de requerimientos.
3. Instalación: la puesta en marcha del sistema en el entorno previsto de uso.
Para realizar las fases de planeación (especificación de requisitos) y de construcción (considerando sólo el análisis y diseño) para la herramienta de software Modelado Procesos de Manufactura, que aquí se desarrolla denominada MPM, se utilizó UML (Lenguaje para el modelado unificado) de Rational Rose [TERR00], usando diagramas de casos de uso, diagramas de secuencias y diagramas de colaboración. La parte de diseño se concluye con la especificación de la gramática visual.
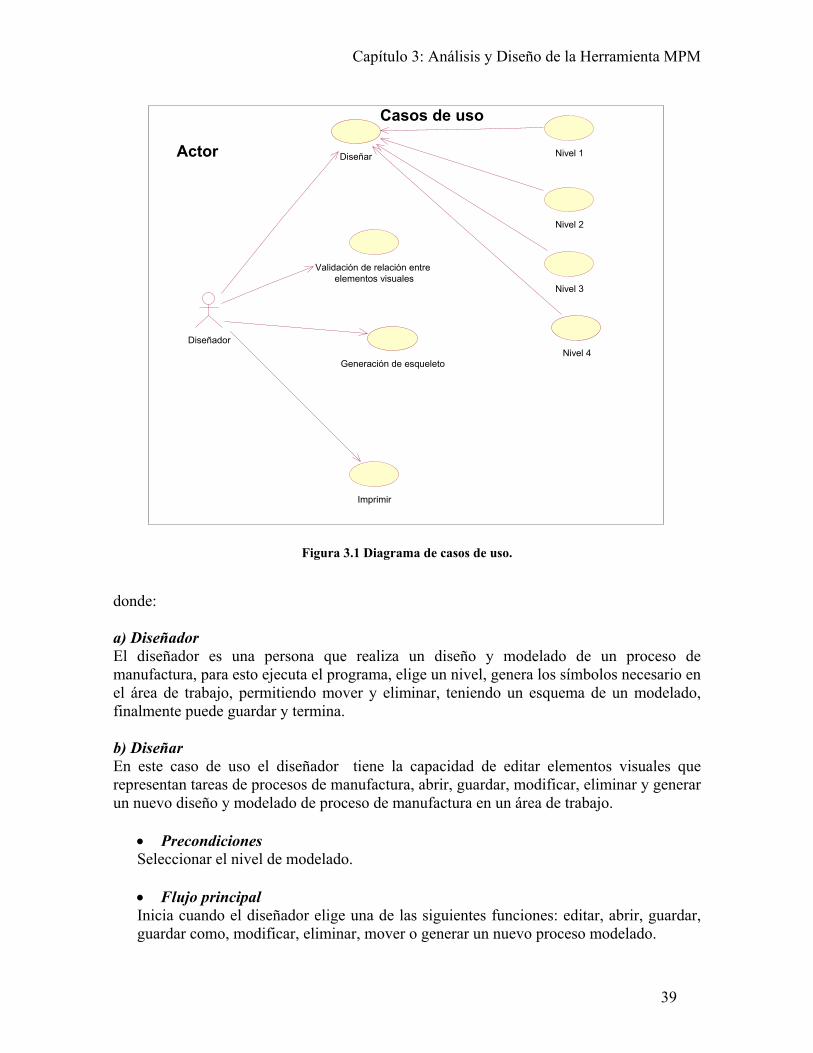
3.1 Diagrama de casos de uso El diagrama de casos de uso muestra la relación entre los actores y los casos de uso (funciones que puede realizar el actor) del sistema, es decir, representa la funcionalidad que ofrece el sistema en lo que se refiere a su interacción externa, ver figura 3.1.
Capítulo 3: Análisis y Diseño de la Herramienta MPM
39
Figura 3.1 Diagrama de casos de uso.
donde: a) Diseñador El diseñador es una persona que realiza un diseño y modelado de un proceso de manufactura, para esto ejecuta el programa, elige un nivel, genera los símbolos necesario en el área de trabajo, permitiendo mover y eliminar, teniendo un esquema de un modelado, finalmente puede guardar y termina. b) Diseñar En este caso de uso el diseñador tiene la capacidad de editar elementos visuales que representan tareas de procesos de manufactura, abrir, guardar, modificar, eliminar y generar un nuevo diseño y modelado de proceso de manufactura en un área de trabajo.
• Precondiciones Seleccionar el nivel de modelado. • Flujo principal Inicia cuando el diseñador elige una de las siguientes funciones: editar, abrir, guardar, guardar como, modificar, eliminar, mover o generar un nuevo proceso modelado.
Nivel 1
Nivel 2
Nivel 3
Nivel 4
Imprimir
Diseñar
Validación de relación entre elementos visuales
Generación de esqueleto
Diseñador
Actor
Casos de uso

Capítulo 3: Análisis y Diseño de la Herramienta MPM
40
• Subflujos
Subflujo 1 Editar. El sistema habilita la ventana de edición (área de trabajo). Subflujo-2 Guardar. El sistema permite al usuario guardar el modelado editado. Subflujo-3 Guardar como. El sistema permite al usuario guardar con un nombre diferente un modelado editado. Subflujo-4 Modificar. El sistema permite al diseñador realizar modificaciones al modelado. Subflujo-5 Eliminar. El sistema permite al diseñador eliminar un elemento visual (símbolo) del modelado. Subflujo-6 Mover. El sistema permite al diseñador mover un elemento visual del modelado. Subflujo-7 Nuevo. El sistema permite al usuario iniciar un nuevo modelado (área de trabajo en blanco).
• Alternativa de flujos Para iniciar una edición debe elegirse la función nuevo.
• Nivel 1 El usuario puede realizar un modelado permitiendo la integración de elemento de un producto.
• Nivel 2 El usuario puede realizar un modelado permitiendo la integración de los sub-componentes de un producto y su ubicación en un espacio de fabricación.
• Nivel 3 El usuario puede realizar un modelado permitiendo la integración de los sub-componentes de un producto, su ubicación en un espacio en una instalación13 y las herramientas necesarias para su elaboración.
• Nivel 4 El usuario puede realizar un modelado permitiendo la integración de los sub-componentes de un producto, su ubicación en un espacio en una instalación, las herramientas y medios14 necesarios.
c) Validación de relación entre elementos visuales En este caso de uso el sistema verifica que la relación (flujo) entre dos elementos visuales es correcta.
• Precondiciones Para iniciar la validación de dos elementos visuales (símbolos) debe antes ejecutarse la función de edición del caso de uso de diseñar.
13 Instalación: centro de trabajo de manufactura. 14 Medios: equipo que manipula herramientas para realizar tareas de manufactura, para más detalle ver la sección 2.1.2.
Capítulo 3: Análisis y Diseño de la Herramienta MPM
41
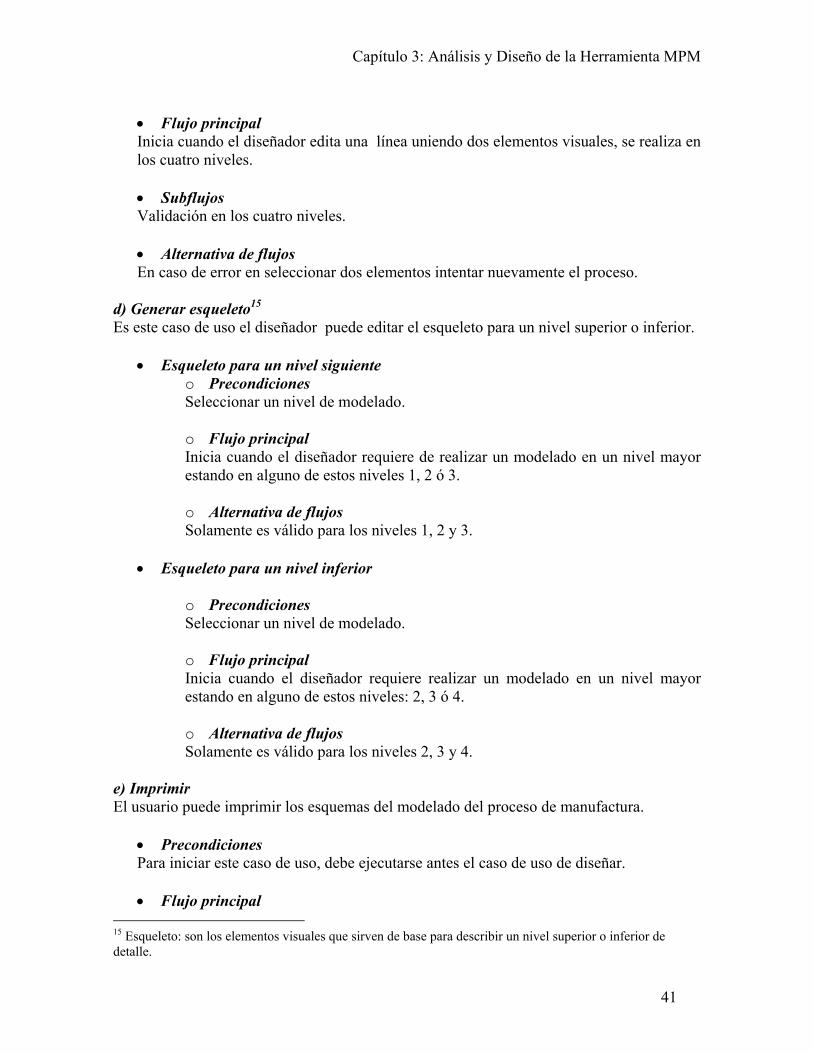
• Flujo principal Inicia cuando el diseñador edita una línea uniendo dos elementos visuales, se realiza en los cuatro niveles.
• Subflujos Validación en los cuatro niveles.
• Alternativa de flujos En caso de error en seleccionar dos elementos intentar nuevamente el proceso.
d) Generar esqueleto15 Es este caso de uso el diseñador puede editar el esqueleto para un nivel superior o inferior.
• Esqueleto para un nivel siguiente o Precondiciones Seleccionar un nivel de modelado.
o Flujo principal Inicia cuando el diseñador requiere de realizar un modelado en un nivel mayor estando en alguno de estos niveles 1, 2 ó 3.
o Alternativa de flujos Solamente es válido para los niveles 1, 2 y 3.
• Esqueleto para un nivel inferior
o Precondiciones Seleccionar un nivel de modelado.
o Flujo principal Inicia cuando el diseñador requiere realizar un modelado en un nivel mayor estando en alguno de estos niveles: 2, 3 ó 4.
o Alternativa de flujos Solamente es válido para los niveles 2, 3 y 4.
e) Imprimir El usuario puede imprimir los esquemas del modelado del proceso de manufactura.
• Precondiciones Para iniciar este caso de uso, debe ejecutarse antes el caso de uso de diseñar.
• Flujo principal
15 Esqueleto: son los elementos visuales que sirven de base para describir un nivel superior o inferior de detalle.

Capítulo 3: Análisis y Diseño de la Herramienta MPM
42
Este caso inicia cuando el Diseñador elige la opción de imprimir y tiene en activo un nivel.
• Alternativa de flujo Para imprimir el modelado de un nivel determinado debe activar la ventana del nivel deseado.
3.2 Diagrama de secuencia Un diagrama de secuencia muestra una interacción ordenada según la secuencia temporal de eventos. En particular, muestra los objetos participantes en la interacción y los mensajes que se intercambian ordenados según su secuencia en el tiempo, figura 3.2.
Figura 3.2 Diagrama de secuencias.
Elementos Visuales
: Diseñador Niveles de modelado
flujo Validación Generación de esqueleto
Seleciona 1 de 4
Edita, Elimina, Mueve
Selecciona dos elementos visuales
Envía relación binaria
respuesta
Si es válida regresa
Se grafica flujo
Generar esqueleto
Capítulo 3: Análisis y Diseño de la Herramienta MPM
43
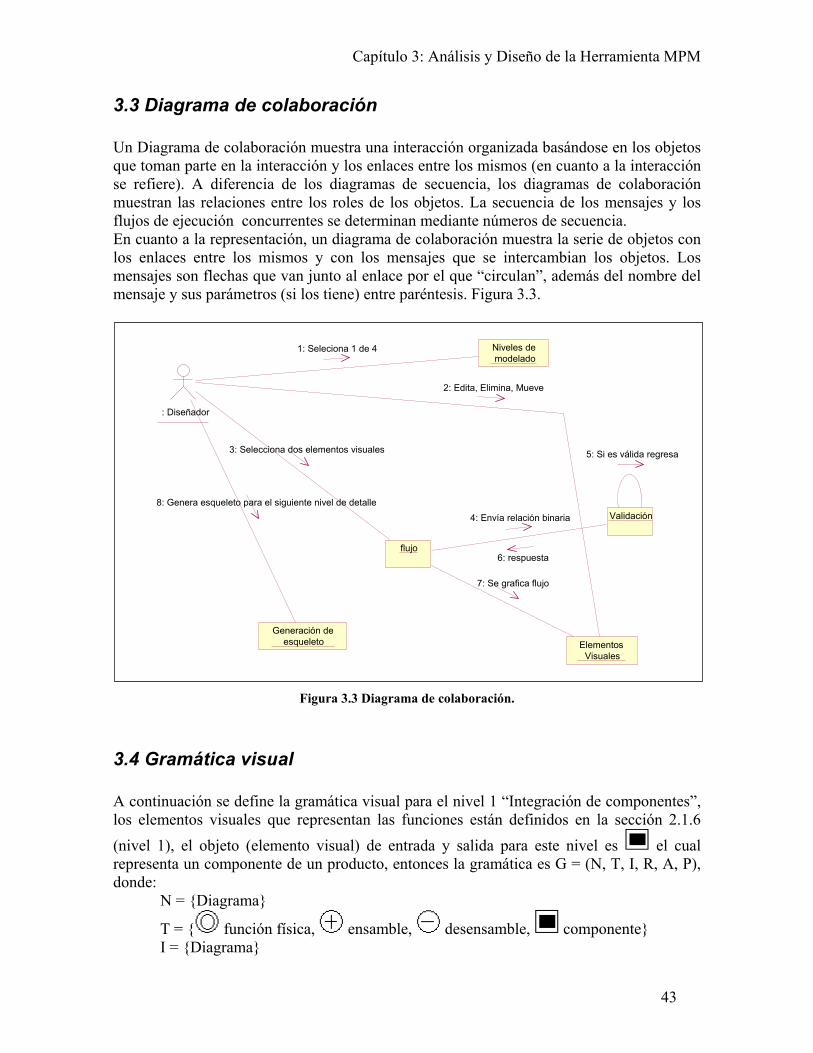
3.3 Diagrama de colaboración Un Diagrama de colaboración muestra una interacción organizada basándose en los objetos que toman parte en la interacción y los enlaces entre los mismos (en cuanto a la interacción se refiere). A diferencia de los diagramas de secuencia, los diagramas de colaboración muestran las relaciones entre los roles de los objetos. La secuencia de los mensajes y los flujos de ejecución concurrentes se determinan mediante números de secuencia. En cuanto a la representación, un diagrama de colaboración muestra la serie de objetos con los enlaces entre los mismos y con los mensajes que se intercambian los objetos. Los mensajes son flechas que van junto al enlace por el que “circulan”, además del nombre del mensaje y sus parámetros (si los tiene) entre paréntesis. Figura 3.3.
Figura 3.3 Diagrama de colaboración.
3.4 Gramática visual A continuación se define la gramática visual para el nivel 1 “Integración de componentes”, los elementos visuales que representan las funciones están definidos en la sección 2.1.6 (nivel 1), el objeto (elemento visual) de entrada y salida para este nivel es el cual representa un componente de un producto, entonces la gramática es G = (N, T, I, R, A, P), donde:
N = {Diagrama}
T = { función física, ensamble, desensamble, componente} I = {Diagrama}
: Diseñador
Niveles de modelado
Elementos Visuales
Validación
Generación de esqueleto
5: Si es válida regresa
flujo
1: Seleciona 1 de 4
2: Edita, Elimina, Mueve
3: Selecciona dos elementos visuales
8: Genera esqueleto para el siguiente nivel de detalle4: Envía relación binaria
6: respuesta
7: Se grafica flujo

Capítulo 3: Análisis y Diseño de la Herramienta MPM
44
R = {Siguiente16} A = {entrada, salida} P = {
Diagrama ==> 1, 2, 3, Siguiente (1 (entrada 3)) & Siguiente ((salida 3) 2).
Diagrama ==> 1, 2, 3, 4, Siguiente (1 (entrada 4)) & Siguiente (2 (entrada 4)) & Siguiente ((salida 4) 3).
Diagrama ==> 1, 2, 3, 4, Siguiente (1 (entrada 4)) & Siguiente ((salida 4) 2) & Siguiente ((salida 4) 3) }
Es decir, las producciones P que se pueden generar son de uno de los tres tipos siguientes: La gramática para el nivel 2 “Localización de componentes”, tiene los elementos visuales que representan las operaciones que están definidos en la sección 2.1.6 (nivel 2) y además el objeto de entrada y salida es el elemento visual que representa un componente de un producto, entonces G = (N, T, I, R, A, P), donde:
G = (N, T, I, R, A, P). N = {Diagrama}
T = { desplazamiento, desensamble, ensamble, operación física,
componente} I = {Diagrama} R = {Siguiente} A = {entrada, salida} P = {
Diagrama ==> 1, 2, 3, Siguiente (1 (entrada 3)) & Siguiente ((salida 3) 2).
Diagrama ==> 1, 2, 3, 4, Siguiente (1 (entrada 4)) & Siguiente (2 (entrada 4)) & Siguiente ((salida 4) 3).
16 Siguiente: relación que se representa por un arco o flecha dirigida, indicando el flujo de las tareas.

Capítulo 3: Análisis y Diseño de la Herramienta MPM
45
Diagrama ==> 1, 2, 3, 4, Siguiente (1 (entrada 4)) & Siguiente ((salida 4) 2) & Siguiente ((salida 4) 3).
Diagrama ==> 1, 2, 3, Siguiente (1 (entrada 3)) & Siguiente ((salida 3) 2) }
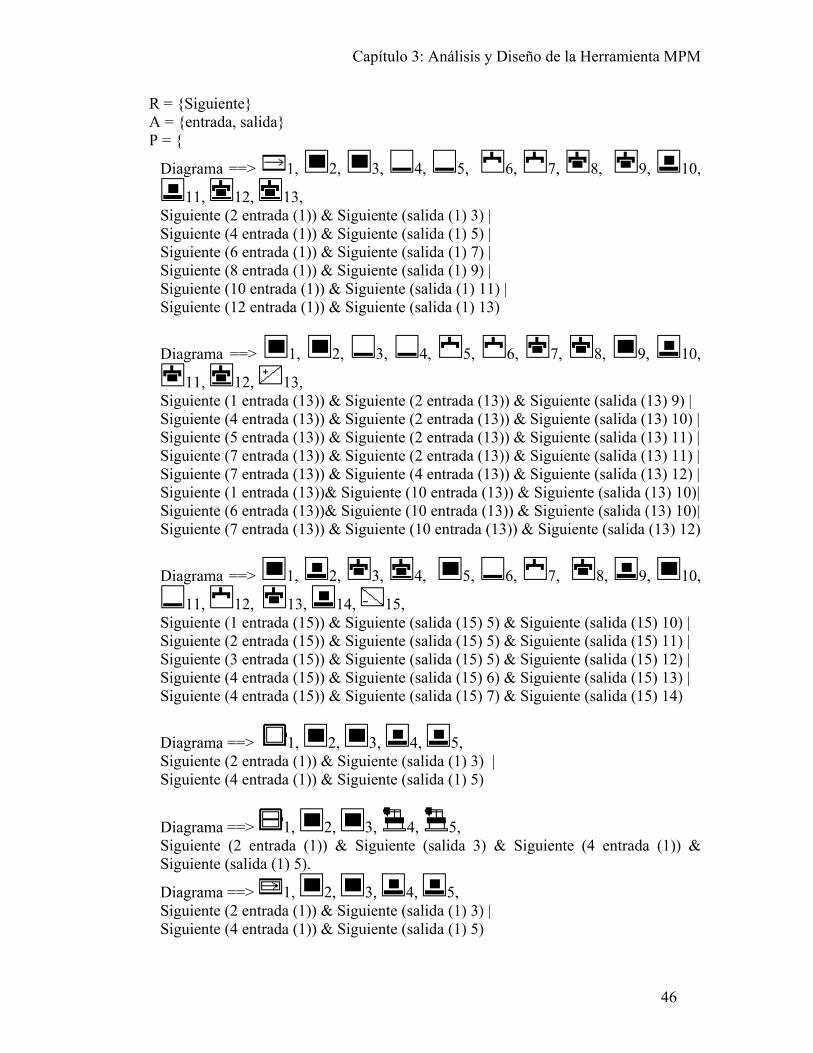
Es decir, las producciones P que se pueden generar son del tipo: La gramática para el nivel 3 “Integración de herramientas”, tiene los elementos visuales que representan las tareas definidos en la sección 2.1.6 (nivel 3) y además utiliza los siguientes objetos como de entrada y salida:
Componente de un producto.
Soporte.
Componente y soporte.
Máquina.
Mano de obra.
Pinza o gripper.
Pinza y componente.
Pinza, componente y soporte. Entonces G = (N, T, I, R, A, P.) donde:
N = {Diagrama}
T = { desplazamiento, ensamble, desensamble, tarea física,
tarea física, desplazamiento con efecto, ensamble, ensamble, , ,
, , , , , } I = {Diagrama}
Capítulo 3: Análisis y Diseño de la Herramienta MPM
46
R = {Siguiente} A = {entrada, salida} P = {
Diagrama ==> 1, 2, 3, 4, 5, 6, 7, 8, 9, 10,
11, 12, 13, Siguiente (2 entrada (1)) & Siguiente (salida (1) 3) | Siguiente (4 entrada (1)) & Siguiente (salida (1) 5) | Siguiente (6 entrada (1)) & Siguiente (salida (1) 7) | Siguiente (8 entrada (1)) & Siguiente (salida (1) 9) | Siguiente (10 entrada (1)) & Siguiente (salida (1) 11) | Siguiente (12 entrada (1)) & Siguiente (salida (1) 13)
Diagrama ==> 1, 2, 3, 4, 5, 6, 7, 8, 9, 10,
11, 12, 13, Siguiente (1 entrada (13)) & Siguiente (2 entrada (13)) & Siguiente (salida (13) 9) | Siguiente (4 entrada (13)) & Siguiente (2 entrada (13)) & Siguiente (salida (13) 10) | Siguiente (5 entrada (13)) & Siguiente (2 entrada (13)) & Siguiente (salida (13) 11) | Siguiente (7 entrada (13)) & Siguiente (2 entrada (13)) & Siguiente (salida (13) 11) | Siguiente (7 entrada (13)) & Siguiente (4 entrada (13)) & Siguiente (salida (13) 12) | Siguiente (1 entrada (13))& Siguiente (10 entrada (13)) & Siguiente (salida (13) 10)| Siguiente (6 entrada (13))& Siguiente (10 entrada (13)) & Siguiente (salida (13) 10)| Siguiente (7 entrada (13)) & Siguiente (10 entrada (13)) & Siguiente (salida (13) 12)
Diagrama ==> 1, 2, 3, 4, 5, 6, 7, 8, 9, 10,
11, 12, 13, 14, 15, Siguiente (1 entrada (15)) & Siguiente (salida (15) 5) & Siguiente (salida (15) 10) | Siguiente (2 entrada (15)) & Siguiente (salida (15) 5) & Siguiente (salida (15) 11) | Siguiente (3 entrada (15)) & Siguiente (salida (15) 5) & Siguiente (salida (15) 12) | Siguiente (4 entrada (15)) & Siguiente (salida (15) 6) & Siguiente (salida (15) 13) | Siguiente (4 entrada (15)) & Siguiente (salida (15) 7) & Siguiente (salida (15) 14)
Diagrama ==> 1, 2, 3, 4, 5, Siguiente (2 entrada (1)) & Siguiente (salida (1) 3) | Siguiente (4 entrada (1)) & Siguiente (salida (1) 5)
Diagrama ==> 1, 2, 3, 4, 5, Siguiente (2 entrada (1)) & Siguiente (salida 3) & Siguiente (4 entrada (1)) & Siguiente (salida (1) 5).
Diagrama ==> 1, 2, 3, 4, 5, Siguiente (2 entrada (1)) & Siguiente (salida (1) 3) | Siguiente (4 entrada (1)) & Siguiente (salida (1) 5)
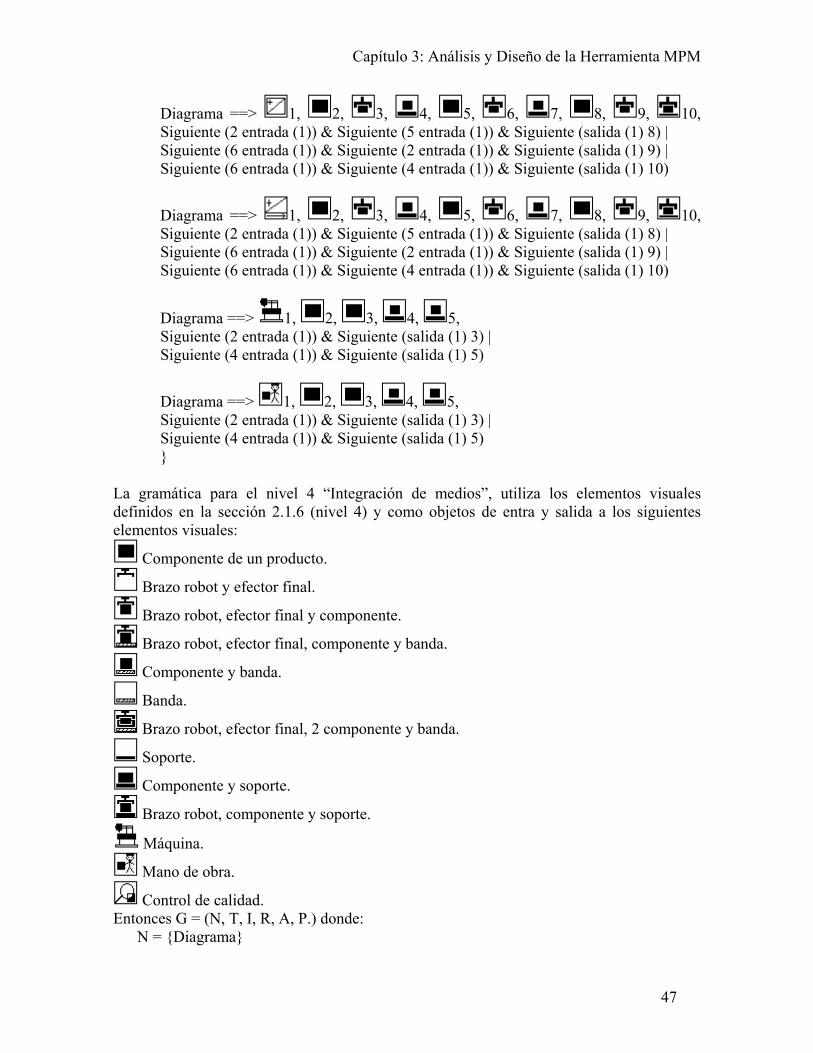
Capítulo 3: Análisis y Diseño de la Herramienta MPM
47
Diagrama ==> 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, Siguiente (2 entrada (1)) & Siguiente (5 entrada (1)) & Siguiente (salida (1) 8) | Siguiente (6 entrada (1)) & Siguiente (2 entrada (1)) & Siguiente (salida (1) 9) | Siguiente (6 entrada (1)) & Siguiente (4 entrada (1)) & Siguiente (salida (1) 10)
Diagrama ==> 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, Siguiente (2 entrada (1)) & Siguiente (5 entrada (1)) & Siguiente (salida (1) 8) | Siguiente (6 entrada (1)) & Siguiente (2 entrada (1)) & Siguiente (salida (1) 9) | Siguiente (6 entrada (1)) & Siguiente (4 entrada (1)) & Siguiente (salida (1) 10)
Diagrama ==> 1, 2, 3, 4, 5, Siguiente (2 entrada (1)) & Siguiente (salida (1) 3) | Siguiente (4 entrada (1)) & Siguiente (salida (1) 5)
Diagrama ==> 1, 2, 3, 4, 5, Siguiente (2 entrada (1)) & Siguiente (salida (1) 3) | Siguiente (4 entrada (1)) & Siguiente (salida (1) 5)
} La gramática para el nivel 4 “Integración de medios”, utiliza los elementos visuales definidos en la sección 2.1.6 (nivel 4) y como objetos de entra y salida a los siguientes elementos visuales:
Componente de un producto.
Brazo robot y efector final.
Brazo robot, efector final y componente.
Brazo robot, efector final, componente y banda.
Componente y banda.
Banda.
Brazo robot, efector final, 2 componente y banda.
Soporte.
Componente y soporte.
Brazo robot, componente y soporte.
Máquina.
Mano de obra.
Control de calidad. Entonces G = (N, T, I, R, A, P.) donde:
N = {Diagrama}

Capítulo 3: Análisis y Diseño de la Herramienta MPM
48
T = { ensamble, desensamble, tarea física, tarea física,
desplazamiento con efecto, ensamble, desensamble, ,
desplazamiento, desplazamiento, , , desplazamiento,
desplazamiento, , , , , , , , , , } I = {Diagrama} R = {Siguiente} A = {entrada, salida} P = {
Diagrama ==> 1, 2, 3, 4, 5, 6, 7, 8, 9, 10,
11, 12, 13, 14, 15, 16, 17, 18, 19, 20 Siguiente (2 entrada (1)) & Siguiente (3 entrada (1)) & Siguiente (salida (1) 4) | Siguiente (5 entrada (1)) & Siguiente (3 entrada (1)) & Siguiente (salida (1) 7) | Siguiente (8 entrada (1)) & Siguiente (11 entrada (1)) & Siguiente (salida (1) 13) | Siguiente (5 entrada (1)) & Siguiente (12 entrada (1)) & Siguiente (salida (1) 13) | Siguiente (2 entrada (1)) & Siguiente (11 entrada (1)) & Siguiente (salida (1) 12) | Siguiente (7 entrada (1)) & Siguiente (12 entrada (1)) & Siguiente (salida (1) 14) | Siguiente (2 entrada (1)) & Siguiente (15 entrada (1)) & Siguiente (salida (1) 20)| Siguiente (7 entrada (1)) & Siguiente (15 entrada (1)) & Siguiente (salida (1) 17)| Siguiente (6 entrada (1)) & Siguiente (20 entrada (1)) & Siguiente (salida (1) 17)| Siguiente (7 entrada (1)) & Siguiente (20 entrada (1)) & Siguiente (salida (1) 17)
Diagrama ==> 1, 2, 3, 4, 5, 6, 7, 8, 9, 10,
11, 12, 13 , 14, 15, 16, , 17, 18, 19, 20,
21, 22 Siguiente (2 entrada (1)) & Siguiente (3 entrada (1)) & Siguiente (salida (1) 4))| Siguiente (5 entrada (1)) & Siguiente (6 entrada (1)) & Siguiente (salida (1) 4)) | Siguiente (8 entrada (1)) & Siguiente (9 entrada (1)) & Siguiente (salida (1) 13)) | Siguiente (8 entrada (1)) & Siguiente (7 entrada (1)) & Siguiente (salida (1) 15)) | Siguiente (11 entrada (1)) & Siguiente (10 entrada (1)) & Siguiente (salida (1) 4)) | Siguiente (14 entrada (1)) & Siguiente (15 entrada (1)) & Siguiente (salida (1) 12)) | Siguiente (21 entrada (1)) & Siguiente (2 entrada (1)) & Siguiente (salida (1) 18))| Siguiente (20 entrada (1)) & Siguiente (17 entrada (1)) & Siguiente (salida (1) 6)) | Siguiente (20 entrada (1)) & Siguiente (18 entrada (1)) & Siguiente (salida (1) 5))
Diagrama ==> 1, 2, 3, 4, 5, 6, 7 Siguiente (2 entrada (1)) & Siguiente (salida (1) 3) | Siguiente (4 entrada (1)) & Siguiente (salida (1) 5) | Siguiente (6 entrada (1)) & Siguiente (salida (1) 7)
Diagrama ==> 1, 2, 3, 4, 5, 6, 7 Siguiente (2 entrada (1)) & Siguiente (salida (1) 3) |
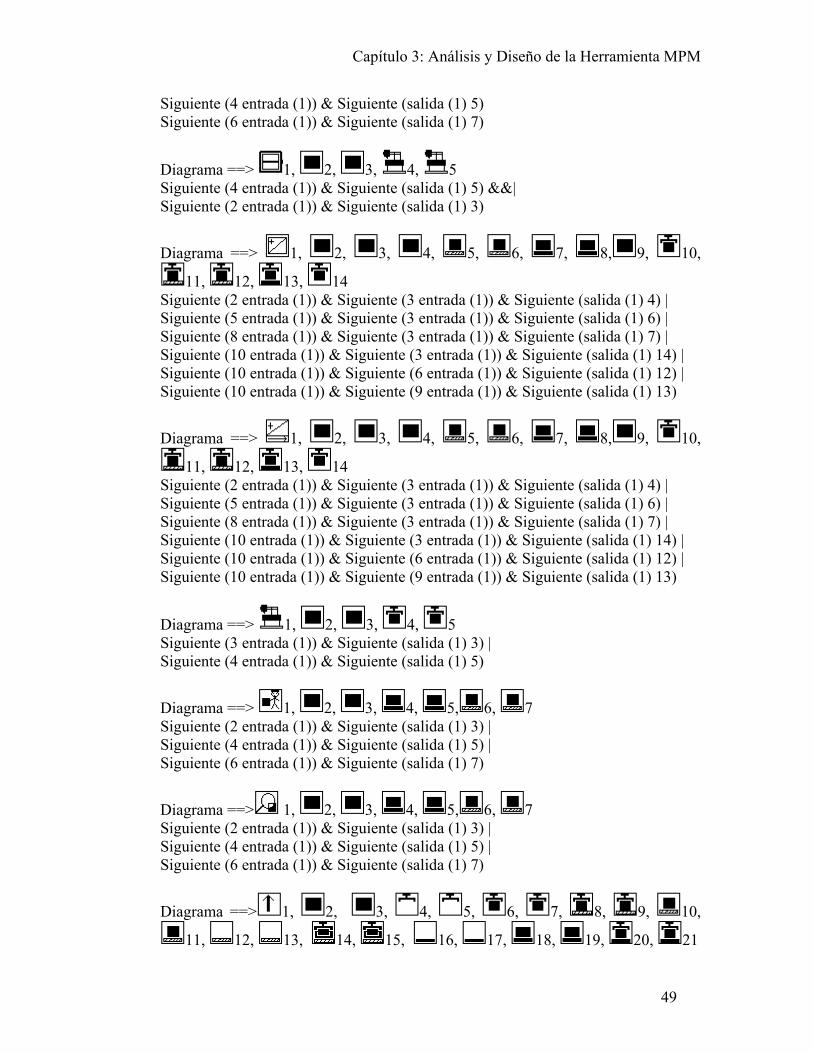
Capítulo 3: Análisis y Diseño de la Herramienta MPM
49
Siguiente (4 entrada (1)) & Siguiente (salida (1) 5) Siguiente (6 entrada (1)) & Siguiente (salida (1) 7)
Diagrama ==> 1, 2, 3, 4, 5 Siguiente (4 entrada (1)) & Siguiente (salida (1) 5) &&| Siguiente (2 entrada (1)) & Siguiente (salida (1) 3)
Diagrama ==> 1, 2, 3, 4, 5, 6, 7, 8, 9, 10,
11, 12, 13, 14 Siguiente (2 entrada (1)) & Siguiente (3 entrada (1)) & Siguiente (salida (1) 4) | Siguiente (5 entrada (1)) & Siguiente (3 entrada (1)) & Siguiente (salida (1) 6) | Siguiente (8 entrada (1)) & Siguiente (3 entrada (1)) & Siguiente (salida (1) 7) | Siguiente (10 entrada (1)) & Siguiente (3 entrada (1)) & Siguiente (salida (1) 14) | Siguiente (10 entrada (1)) & Siguiente (6 entrada (1)) & Siguiente (salida (1) 12) | Siguiente (10 entrada (1)) & Siguiente (9 entrada (1)) & Siguiente (salida (1) 13)
Diagrama ==> 1, 2, 3, 4, 5, 6, 7, 8, 9, 10,
11, 12, 13, 14 Siguiente (2 entrada (1)) & Siguiente (3 entrada (1)) & Siguiente (salida (1) 4) | Siguiente (5 entrada (1)) & Siguiente (3 entrada (1)) & Siguiente (salida (1) 6) | Siguiente (8 entrada (1)) & Siguiente (3 entrada (1)) & Siguiente (salida (1) 7) | Siguiente (10 entrada (1)) & Siguiente (3 entrada (1)) & Siguiente (salida (1) 14) | Siguiente (10 entrada (1)) & Siguiente (6 entrada (1)) & Siguiente (salida (1) 12) | Siguiente (10 entrada (1)) & Siguiente (9 entrada (1)) & Siguiente (salida (1) 13)
Diagrama ==> 1, 2, 3, 4, 5 Siguiente (3 entrada (1)) & Siguiente (salida (1) 3) | Siguiente (4 entrada (1)) & Siguiente (salida (1) 5)
Diagrama ==> 1, 2, 3, 4, 5, 6, 7 Siguiente (2 entrada (1)) & Siguiente (salida (1) 3) | Siguiente (4 entrada (1)) & Siguiente (salida (1) 5) | Siguiente (6 entrada (1)) & Siguiente (salida (1) 7)
Diagrama ==> 1, 2, 3, 4, 5, 6, 7 Siguiente (2 entrada (1)) & Siguiente (salida (1) 3) | Siguiente (4 entrada (1)) & Siguiente (salida (1) 5) | Siguiente (6 entrada (1)) & Siguiente (salida (1) 7)
Diagrama ==> 1, 2, 3, 4, 5, 6, 7, 8, 9, 10,
11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21

Capítulo 3: Análisis y Diseño de la Herramienta MPM
50
Siguiente (2 entrada (1)) & Siguiente (salida (1) 3) | Siguiente (4 entrada (1)) & Siguiente (salida (1) 5) | Siguiente (6 entrada (1)) & Siguiente (salida (1) 7) | Siguiente (8 entrada (1)) & Siguiente (salida (1) 9) | Siguiente (10 entrada (1)) & Siguiente (salida (1) 11) | Siguiente (12 entrada (1)) & Siguiente (salida (1) 13) | Siguiente (14 entrada (1)) & Siguiente (salida (1) 15) | Siguiente (16 entrada (1)) & Siguiente (salida (1) 17) | Siguiente (18 entrada (1)) & Siguiente (salida (1) 19) | Siguiente (20 entrada (1)) & Siguiente (salida (1) 21)
Diagrama ==> 1, 2, 3, 4, 5, 6, 7, 8, 9, 10,
11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21 Siguiente (2 entrada (1)) & Siguiente (salida (1) 3) | Siguiente (4 entrada (1)) & Siguiente (salida (1) 5) | Siguiente (6 entrada (1)) & Siguiente (salida (1) 7) | Siguiente (8 entrada (1)) & Siguiente (salida (1) 9) | Siguiente (10 entrada (1)) & Siguiente (salida (1) 11) | Siguiente (12 entrada (1)) & Siguiente (salida (1) 13) | Siguiente (14 entrada (1)) & Siguiente (salida (1) 15) | Siguiente (16 entrada (1)) & Siguiente (salida (1) 17) | Siguiente (18 entrada (1)) & Siguiente (salida (1) 19) | Siguiente (20 entrada (1)) & Siguiente (salida (1) 21)
Diagrama ==> 1, 2, 3, 4, 5, 6, 7, 8, 9, 10,
11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21 Siguiente (2 entrada (1)) & Siguiente (salida (1) 3) | Siguiente (4 entrada (1)) & Siguiente (salida (1) 5) | Siguiente (6 entrada (1)) & Siguiente (salida (1) 7) | Siguiente (8 entrada (1)) & Siguiente (salida (1) 9) | Siguiente (10 entrada (1)) & Siguiente (salida (1) 11) | Siguiente (12 entrada (1)) & Siguiente (salida (1) 13) | Siguiente (14 entrada (1)) & Siguiente (salida (1) 15) | Siguiente (16 entrada (1)) & Siguiente (salida (1) 17) | Siguiente (18 entrada (1)) & Siguiente (salida (1) 19) | Siguiente (20 entrada (1)) & Siguiente (salida (1) 21)
Diagrama ==> 1, 2, 3, 4, 5, 6, 7, 8, 9, 10,
11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21 Siguiente (2 entrada (1)) & Siguiente (salida (1) 3) | Siguiente (4 entrada (1)) & Siguiente (salida (1) 5) | Siguiente (6 entrada (1)) & Siguiente (salida (1) 7) | Siguiente (8 entrada (1)) & Siguiente (salida (1) 9) |

Capítulo 3: Análisis y Diseño de la Herramienta MPM
51
Siguiente (10 entrada (1)) & Siguiente (salida (1) 11) | Siguiente (12 entrada (1)) & Siguiente (salida (1) 13) | Siguiente (14 entrada (1)) & Siguiente (salida (1) 15) | Siguiente (16 entrada (1)) & Siguiente (salida (1) 17) | Siguiente (18 entrada (1)) & Siguiente (salida (1) 19) | Siguiente (20 entrada (1)) & Siguiente (salida (1) 21)
}
3.5 Selección de la herramienta de graficación En la sección 1.4.3 se mencionan las características necesarias que debe proporcionar una herramienta para generar diagramas de modelos (gráficos) en 2D. Estas características son útiles para el desarrollo de este trabajo de tesis, las herramientas analizadas se presentan a continuación.
3.5.1 DirectX de Microsoft Microsoft® DirectX® es un conjunto de interfaces para programación de aplicaciones de bajo nivel (APIs), para crear juegos y otras aplicaciones multimedia de alto desempeño. Dentro de este conjunto de APIs se encuentran componentes para graficar 2D, este componente contiene características que se necesitan para este trabajo de tesis. La principal desventaja de Microsoft® DirectX® es que únicamente funciona en Sistemas Operativos de Microsoft, lo cual sería un inconveniente para este trabajo de tesis, que en un futuro pudiera ser integrado a otras plataformas.
3.5.2 Funciones de graficación de C++ Builder 5 C++ Builder 5 ofrece una serie de funciones que permiten graficar en 2D, la ventaja de utilizarlas es que son fáciles de aplicar, pero tienen un problema, que las primitivas son exclusivas del propio lenguaje. Esto implica que sólo funciona bajo el sistema operativo en que son programadas, y por consecuencia si en un momento dado se requiere de cambiar de plataforma, se tendrá que programar todo nuevamente.
3.5.3 OpenGL OpenGL es definido estrictamente como una interfaz de software para gráficos por hardware. En esencia, es una librería de modelado y Gráficos para 2D y 3D, es multiplataforma y muy rápida. Usa algoritmos desarrollados y optimizados por Silicon Graphics Inc. (SDI), un líder mundialmente reconocido para gráficos por computadora y animación [WRIG96]. La ventaja principal de OpenGL, es que es independiente de la plataforma, además de que existe hardware especial que soporta OpenGL, el cual hace que las implementaciones sean mucho más rápidas [HOLL01].
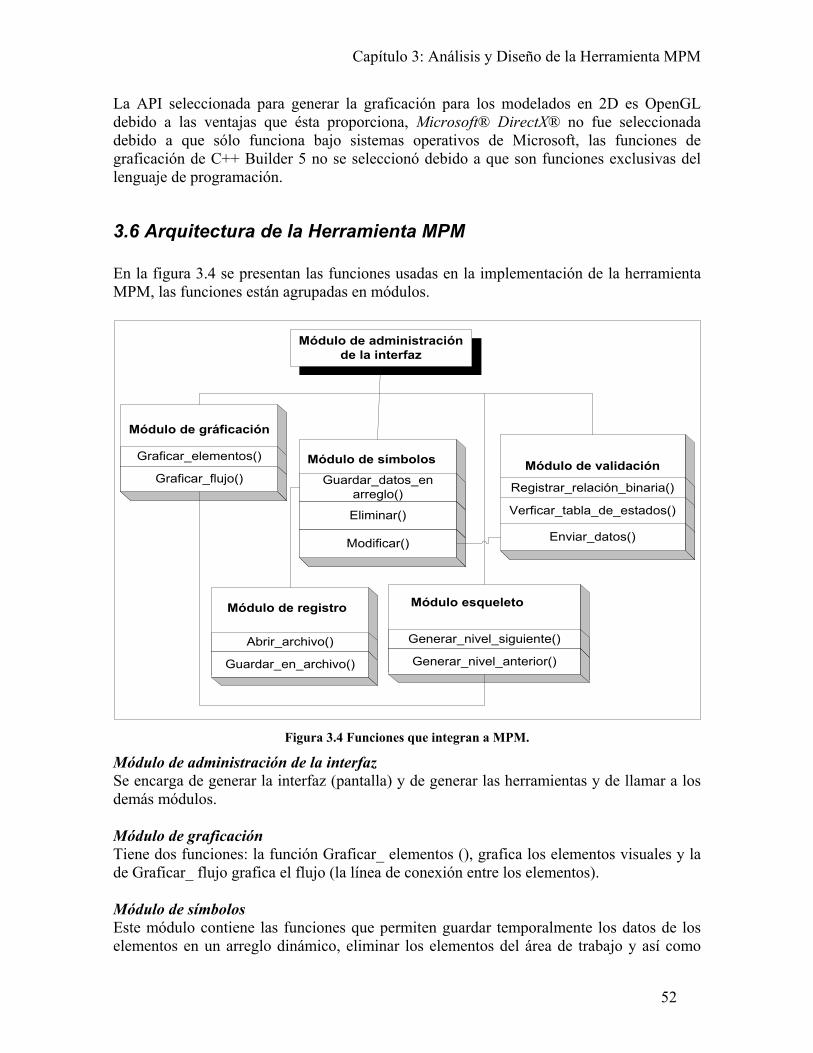
Capítulo 3: Análisis y Diseño de la Herramienta MPM
52
La API seleccionada para generar la graficación para los modelados en 2D es OpenGL debido a las ventajas que ésta proporciona, Microsoft® DirectX® no fue seleccionada debido a que sólo funciona bajo sistemas operativos de Microsoft, las funciones de graficación de C++ Builder 5 no se seleccionó debido a que son funciones exclusivas del lenguaje de programación.
3.6 Arquitectura de la Herramienta MPM En la figura 3.4 se presentan las funciones usadas en la implementación de la herramienta MPM, las funciones están agrupadas en módulos.
Módulo de administraciónde la interfaz
Módulo esqueleto
Generar_nivel_siguiente()
Generar_nivel_anterior()
Módulo de símbolos
Guardar_datos_enarreglo()
Eliminar()
Modificar()
Módulo de validación
Registrar_relación_binaria()
Verficar_tabla_de_estados()
Enviar_datos()
Módulo de registro
Abrir_archivo()
Guardar_en_archivo()
Módulo de gráficación
Graficar_elementos()
Graficar_flujo()
Figura 3.4 Funciones que integran a MPM.
Módulo de administración de la interfaz Se encarga de generar la interfaz (pantalla) y de generar las herramientas y de llamar a los demás módulos. Módulo de graficación Tiene dos funciones: la función Graficar_ elementos (), grafica los elementos visuales y la de Graficar_ flujo grafica el flujo (la línea de conexión entre los elementos). Módulo de símbolos Este módulo contiene las funciones que permiten guardar temporalmente los datos de los elementos en un arreglo dinámico, eliminar los elementos del área de trabajo y así como

Capítulo 3: Análisis y Diseño de la Herramienta MPM
53
modificar algún dato, las funciones son: Guardar_ datos_ en_ arreglo (), Eliminar () y Modificar () respectivamente. Módulo de validación En el momento cuando se intenta unir dos elementos con una línea, las tareas de validación se realizan en este módulo, La función Registra_ relación_ binaria, recibe la relación binaria de los dos elementos, enseguida la función Verificar_ tabla_ de_ estados () se encarga de realizar la búsqueda de la relación en una tabla de estados, y la función Enviar () es la encargada de avisar al módulo de graficación de que si se debe o no realizarse la graficación de la línea. Módulo esqueleto Se encarga de generar los elementos de un nivel a otro nivel, envía al módulo de símbolos los datos necesarios para su registro, además avisa al módulo de graficación para que estos elementos sean graficados. Contiene dos funciones que son: Generar_ nivel_ siguiente (), función que permite generar el esqueleto o elementos básicos para un nivel mayor y Generar_ nivel_ anterior (), genera los elementos básicos para un nivel inferior.

Capítulo 4: Descripción de la herramienta MPM
54
Capítulo 4 DESCRIPCIÓN DE LA
HERRAMIENTA MPM

Capítulo 4: Descripción de la herramienta MPM
55
Dentro de este capítulo se hace una descripción de la herramienta de modelado de procesos de manufactura MPM17 producto de este trabajo de tesis. El capítulo consta de siete secciones que son:
1 Diagrama de entrada/salida. 2 Interfaz gráfica. 3 Modelado. 4 Aplicación de la gramática visual. 5 Tabla de estados. 6 Generación de esqueleto. 7 Comparación con otras herramientas de modelado.
4.1 Diagrama de entrada/salida La herramienta MPM se describe en el diagrama de entrada/salida de la figura 4.1. Entrada. En la parte donde el usuario introduce los datos para realizar un modelado (necesidad). Proceso. En esta parte donde se realiza el procesamiento de los datos de entrada. Salida. Como resultado del proceso de datos de entrada se tiene la salida, esquemas que representan el modelado para la fabricación de un producto. La relación de los componentes del modelo conceptual se muestra en la figura 4.1.
Entrada
Proceso
Salida
Datos(necesidad de modelar)
Esquemas(modelado)
Interfaz gráfica
OpenGL(Componente de
graficación)
MódulosArchivo
Graficación
Figura 4.1 Diagrama de entrada/salida.
4.2 Interfaz gráfica Se le denomina interfaz gráfica a la pantalla utilizada para manejar la información de cada modelado realizado, la interfaz utilizada para el modelador de procesos de manufactura (MPM) es mostrada en la figura 4.2, donde: 17 Archivo ejecutable, código fuente y requerimientos mínimos consulte el CD y manual de usuario respectivamente, adjuntos a esta tesis.

Capítulo 4: Descripción de la herramienta MPM
56
Figura 4.2 Interfaz del modelador de procesos de manufactura (MPM).
a) Menú de comandos Tiene los siguientes comandos:
Menú Archivo. Cuenta con los siguientes sub-comandos: Nuevo. Permite generar un nuevo modelado.
Abrir. Abre un modelado existente. Guardar: Guarda un modelado. Guardar como. Guarda un modelado con un nombre diferente. Imprimir. Imprime el modelado. Salir. Permite salir de la herramienta MPM.
Menú Validar. Tiene un sub-comando: Relaciones. Permite al usuario verificar qué símbolos cumplen con la gramática visual.
Menú Generar. Tiene los sub-comandos: Generar nivel siguiente. Permite generar la parte estructural (esqueleto) de un modelado como base para la descripción de un nivel siguiente. Generar nivel anterior. Permite generar la parte estructural (esqueleto) de un modelado como base para la descripción en el nivel anterior.
Menú Acerca. Tiene los siguientes sub-comandos: Autor. Muestra información del autor. Programa. Muestra información del sistema. Menú ayuda. Muestra la ayuda para el Modelador de procesos de manufactura.
b) Barra de herramientas Iconos de acceso rápido tienen asociadas las siguientes funciones:
Nuevo. Permite generar un nuevo modelado. Abrir. Abre un modelado existente. Guardar. Guarda un modelado. Guardar como. Guarda un modelado con un nombre diferente.
Área de trabajo
Niveles Barra de herramientas
Elementos visuales (Símbolos)
Menú de comandos

Capítulo 4: Descripción de la herramienta MPM
57
Imprimir. Imprime el modelado. Eliminar. Elimina un elemento visual en el área de trabajo. Tamaño. Permite modificar el tamaño de los elementos visuales.
c) Área de trabajo Parte que permite realizar los modelados utilizando los elementos visuales. d) Elementos visuales (símbolos) de cada nivel Están agrupados y definidos de acuerdo a la metodología de modelado definida en la sección 2.1. e) Niveles Permite seleccionar el nivel de detalle para modelar.
A continuación se detallan los pasos para: Graficar Para graficar tiene que seleccionar el nivel de detalle, seleccionar el icono correspondiente y dar clic en la parte que se quiere graficar dentro del área de trabajo, para graficar una línea, debe seleccionar el icono que tiene la línea, y pulsar el botón del ratón dentro de un símbolo y soltarlo dentro de otro símbolo. Mover símbolos Para mover un símbolo debe pulsar el botón del ratón sobre un símbolo, y soltar el botón en la posición deseada. Borrar símbolos Para borrar un símbolo debe elegir el icono eliminar que se encuentra en la barra de herramientas, paso seguido seleccionar el símbolo a eliminar. Cambiar de tamaño los símbolos Para cambiar el tamaño de los símbolos debe introducir el tamaño deseado (en puntos tipográficos un número entero mayor a 9 y menor a 26) en el cuadro de tamaño en la barra de herramientas. Relación entre símbolos En el momento de graficar un línea, el sistema verifica que la relación sea válida y permite dibujar la línea, para verificar que las relaciones entre símbolos se cumplen (de acuerdo a la gramática especificada en la sección 3.4), se debe elegir en e menú el comando Validar en seguida Relaciones y el sistema verificará la gramática visual.
4.3 Modelado Para iniciar un modelado debe dar clic al comando Archivo/Nuevo, enseguida seccionar el nivel del tabulador de niveles, aparecerán los elementos visuales (símbolos), propios para la descripción del nivel para modelar.
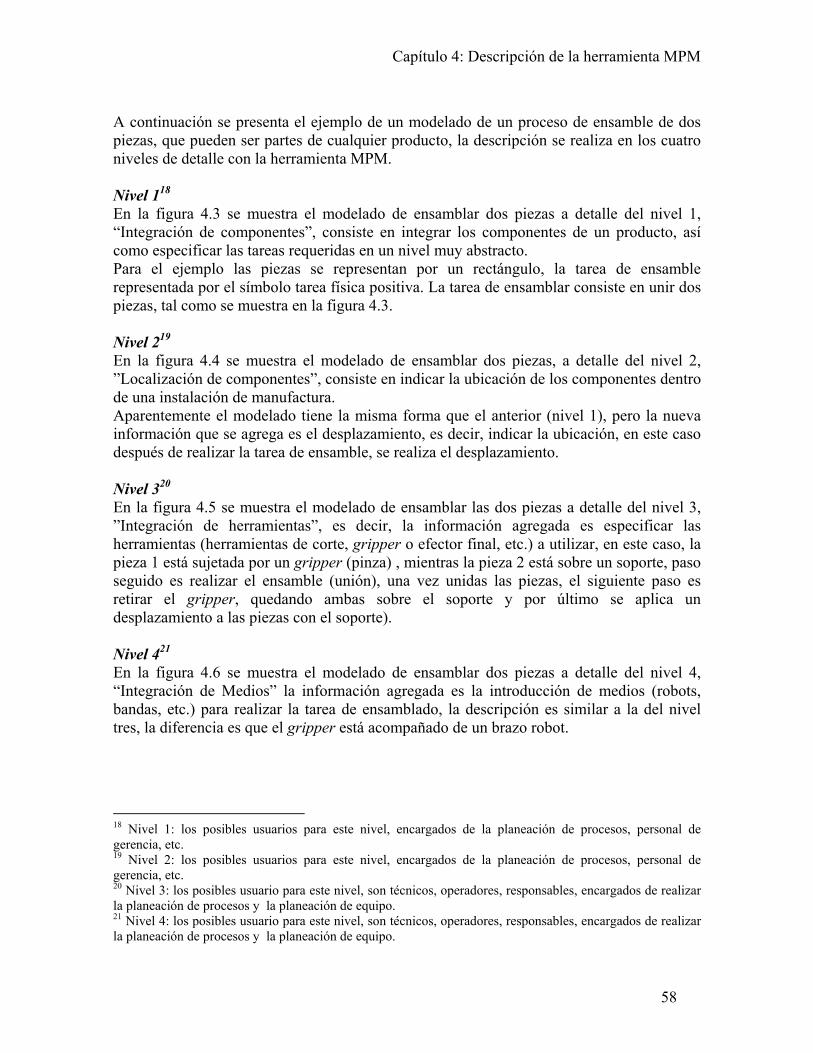
Capítulo 4: Descripción de la herramienta MPM
58
A continuación se presenta el ejemplo de un modelado de un proceso de ensamble de dos piezas, que pueden ser partes de cualquier producto, la descripción se realiza en los cuatro niveles de detalle con la herramienta MPM. Nivel 118 En la figura 4.3 se muestra el modelado de ensamblar dos piezas a detalle del nivel 1, “Integración de componentes”, consiste en integrar los componentes de un producto, así como especificar las tareas requeridas en un nivel muy abstracto. Para el ejemplo las piezas se representan por un rectángulo, la tarea de ensamble representada por el símbolo tarea física positiva. La tarea de ensamblar consiste en unir dos piezas, tal como se muestra en la figura 4.3. Nivel 219 En la figura 4.4 se muestra el modelado de ensamblar dos piezas, a detalle del nivel 2, ”Localización de componentes”, consiste en indicar la ubicación de los componentes dentro de una instalación de manufactura. Aparentemente el modelado tiene la misma forma que el anterior (nivel 1), pero la nueva información que se agrega es el desplazamiento, es decir, indicar la ubicación, en este caso después de realizar la tarea de ensamble, se realiza el desplazamiento. Nivel 320 En la figura 4.5 se muestra el modelado de ensamblar las dos piezas a detalle del nivel 3, ”Integración de herramientas”, es decir, la información agregada es especificar las herramientas (herramientas de corte, gripper o efector final, etc.) a utilizar, en este caso, la pieza 1 está sujetada por un gripper (pinza) , mientras la pieza 2 está sobre un soporte, paso seguido es realizar el ensamble (unión), una vez unidas las piezas, el siguiente paso es retirar el gripper, quedando ambas sobre el soporte y por último se aplica un desplazamiento a las piezas con el soporte). Nivel 421 En la figura 4.6 se muestra el modelado de ensamblar dos piezas a detalle del nivel 4, “Integración de Medios” la información agregada es la introducción de medios (robots, bandas, etc.) para realizar la tarea de ensamblado, la descripción es similar a la del nivel tres, la diferencia es que el gripper está acompañado de un brazo robot.
18 Nivel 1: los posibles usuarios para este nivel, encargados de la planeación de procesos, personal de gerencia, etc. 19 Nivel 2: los posibles usuarios para este nivel, encargados de la planeación de procesos, personal de gerencia, etc. 20 Nivel 3: los posibles usuario para este nivel, son técnicos, operadores, responsables, encargados de realizar la planeación de procesos y la planeación de equipo. 21 Nivel 4: los posibles usuario para este nivel, son técnicos, operadores, responsables, encargados de realizar la planeación de procesos y la planeación de equipo.
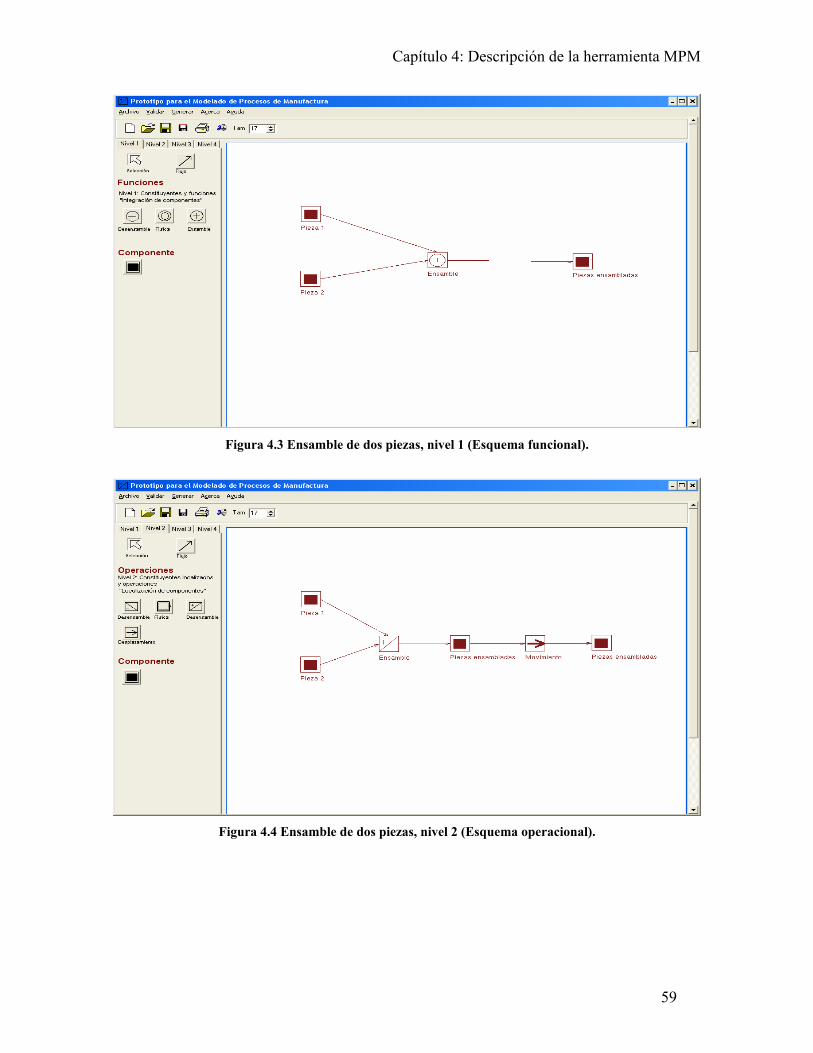
Capítulo 4: Descripción de la herramienta MPM
59
Figura 4.3 Ensamble de dos piezas, nivel 1 (Esquema funcional).
Figura 4.4 Ensamble de dos piezas, nivel 2 (Esquema operacional).
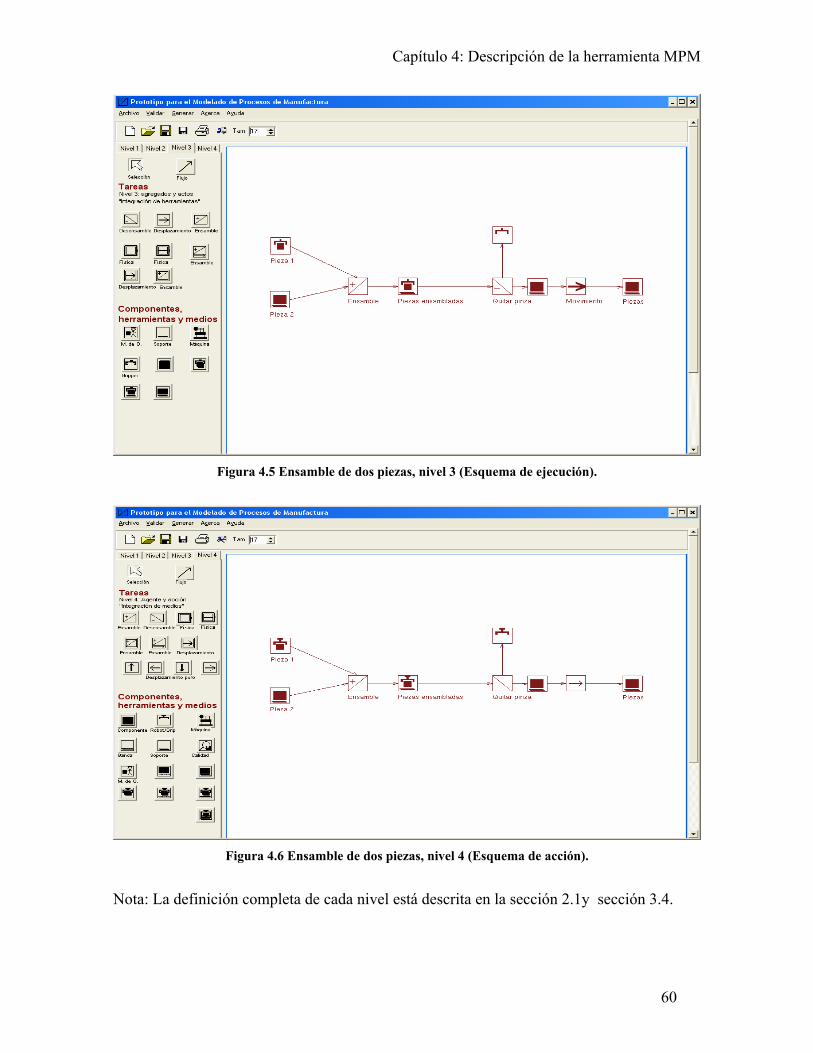
Capítulo 4: Descripción de la herramienta MPM
60
Figura 4.5 Ensamble de dos piezas, nivel 3 (Esquema de ejecución).
Figura 4.6 Ensamble de dos piezas, nivel 4 (Esquema de acción).
Nota: La definición completa de cada nivel está descrita en la sección 2.1y sección 3.4.

Capítulo 4: Descripción de la herramienta MPM
61
4.4 Aplicación de la gramática visual En la sección 2.2 se hizo la definición de la gramática visual relacional de símbolos. En la sección 3.4 se realizó la gramática a utilizar en la herramienta MPM y a continuación se muestran algunas reglas gramaticales visuales en un ejemplo de modelado, con el fin de demostrar su implementación. Se retoma el ejemplo del modelado de dos piezas, visto en la sección anterior. Modelado nivel 1 El modelado de ensamblar dos piezas a nivel 1 de detalle se muestra en la figura 4.7, la parte encerrada con el círculo, corresponde a la gramática siguiente:
Diagrama ==> 1, 2, 3, 4, Siguiente (1 (entrada 4)) & Siguiente (2 (entrada 4)) & Siguiente ((salida 4) 3).
Esta regla especifica que para el elemento visual (tarea física) debe haber dos
elementos visuales entrada del tipo (componente) y de salida uno del mismo tipo (componente), como se observa en la figura 4.7.
Figura 4.7 Modelado de dos piezas, nivel 1.
Modelado nivel 2. El modelado de descripción a nivel 2 de ensamblar dos piezas se muestra en la figura 4.8, la parte encerrada con el círculo, corresponde a la gramática siguiente:
Diagrama ==> 1, 2, 3, Siguiente (1 (entrada 3)) & Siguiente ((salida 3) 2).
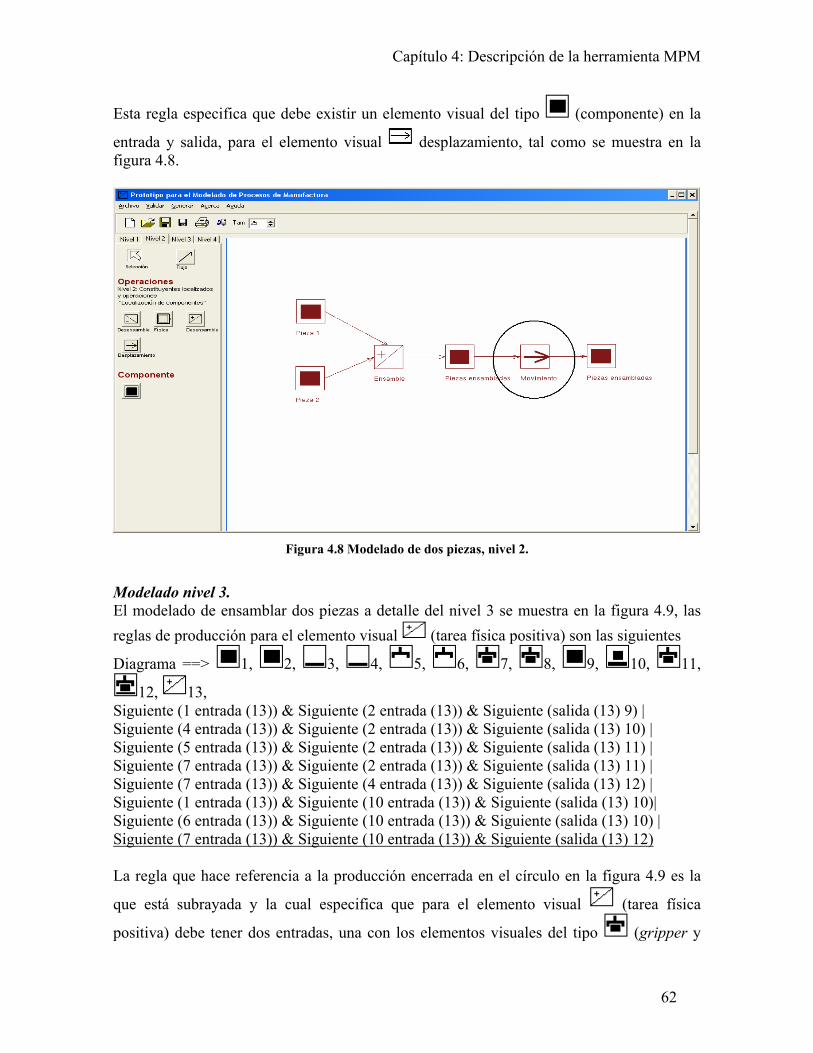
Capítulo 4: Descripción de la herramienta MPM
62
Esta regla especifica que debe existir un elemento visual del tipo (componente) en la
entrada y salida, para el elemento visual desplazamiento, tal como se muestra en la figura 4.8.
Figura 4.8 Modelado de dos piezas, nivel 2.
Modelado nivel 3. El modelado de ensamblar dos piezas a detalle del nivel 3 se muestra en la figura 4.9, las reglas de producción para el elemento visual (tarea física positiva) son las siguientes
Diagrama ==> 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11,
12, 13, Siguiente (1 entrada (13)) & Siguiente (2 entrada (13)) & Siguiente (salida (13) 9) | Siguiente (4 entrada (13)) & Siguiente (2 entrada (13)) & Siguiente (salida (13) 10) | Siguiente (5 entrada (13)) & Siguiente (2 entrada (13)) & Siguiente (salida (13) 11) | Siguiente (7 entrada (13)) & Siguiente (2 entrada (13)) & Siguiente (salida (13) 11) | Siguiente (7 entrada (13)) & Siguiente (4 entrada (13)) & Siguiente (salida (13) 12) | Siguiente (1 entrada (13)) & Siguiente (10 entrada (13)) & Siguiente (salida (13) 10)| Siguiente (6 entrada (13)) & Siguiente (10 entrada (13)) & Siguiente (salida (13) 10) | Siguiente (7 entrada (13)) & Siguiente (10 entrada (13)) & Siguiente (salida (13) 12) La regla que hace referencia a la producción encerrada en el círculo en la figura 4.9 es la
que está subrayada y la cual especifica que para el elemento visual (tarea física
positiva) debe tener dos entradas, una con los elementos visuales del tipo (gripper y

Capítulo 4: Descripción de la herramienta MPM
63
componente) y la otra con (componente y soporte). En la salida debe estar conectado
con un elemento del tipo (gripper, componente y soporte), figura 4.9.
Figura 4.9 Modelado de dos piezas, nivel 3.
Modelado nivel 4. El modelado de ensamblar dos piezas a detalle del nivel 4 se muestra en la figura 4.10, las
reglas de producción para el elemento visual (tarea física negativa) son las siguientes
Diagrama ==> 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11,
12, 13 , 14, 15, 16, , 17, 18, 19, 20, 21, 22 Siguiente (2 entrada (1)) & Siguiente (3 entrada (1)) & Siguiente (salida (1) 4))| Siguiente (5 entrada (1)) & Siguiente (6 entrada (1)) & Siguiente (salida (1) 4)) | Siguiente (8 entrada (1)) & Siguiente (9 entrada (1)) & Siguiente (salida (1) 13)) | Siguiente (8 entrada (1)) & Siguiente (7 entrada (1)) & Siguiente (salida (1) 15)) | Siguiente (11 entrada (1)) & Siguiente (10 entrada (1)) & Siguiente (salida (1) 4)) | Siguiente (14 entrada (1)) & Siguiente (15 entrada (1)) & Siguiente (salida (1) 12)) | Siguiente (21 entrada (1)) & Siguiente (2 entrada (1)) & Siguiente (salida (1) 18))| Siguiente (20 entrada (1)) & Siguiente (17 entrada (1)) & Siguiente (salida (1) 6)) | Siguiente (20 entrada (1)) & Siguiente (18 entrada (1)) & Siguiente (salida (1) 5))
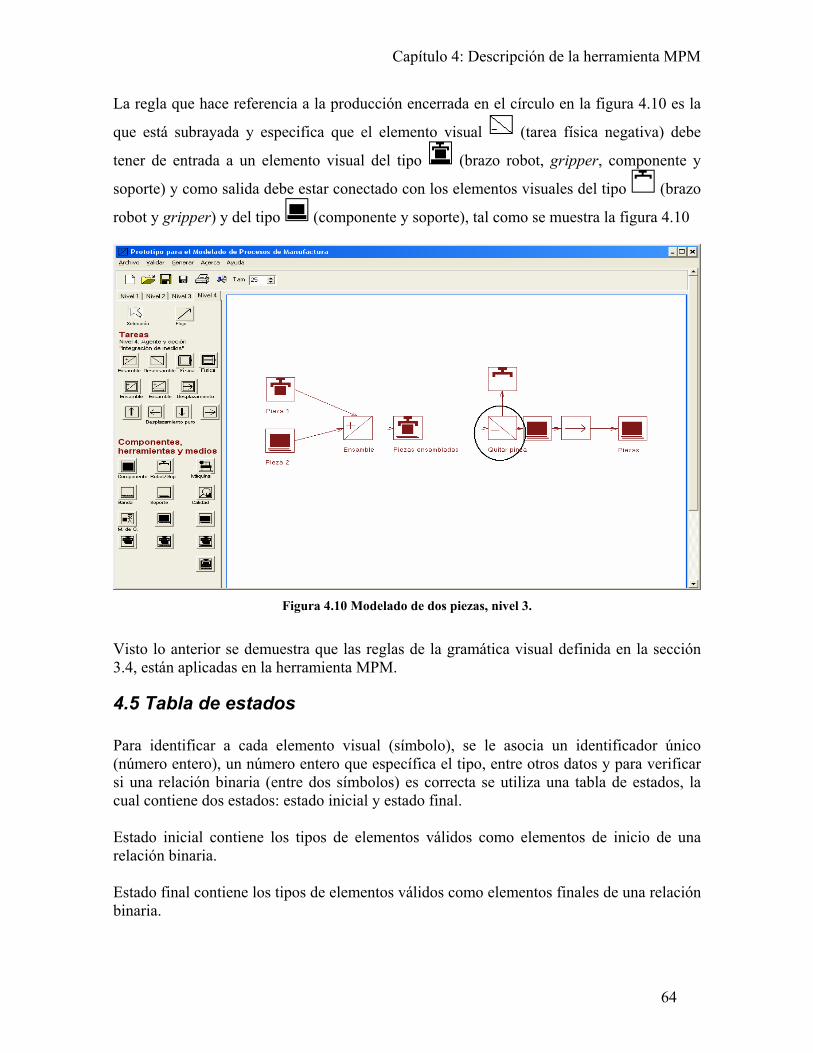
Capítulo 4: Descripción de la herramienta MPM
64
La regla que hace referencia a la producción encerrada en el círculo en la figura 4.10 es la
que está subrayada y especifica que el elemento visual (tarea física negativa) debe
tener de entrada a un elemento visual del tipo (brazo robot, gripper, componente y
soporte) y como salida debe estar conectado con los elementos visuales del tipo (brazo
robot y gripper) y del tipo (componente y soporte), tal como se muestra la figura 4.10
Figura 4.10 Modelado de dos piezas, nivel 3.
Visto lo anterior se demuestra que las reglas de la gramática visual definida en la sección 3.4, están aplicadas en la herramienta MPM.
4.5 Tabla de estados Para identificar a cada elemento visual (símbolo), se le asocia un identificador único (número entero), un número entero que específica el tipo, entre otros datos y para verificar si una relación binaria (entre dos símbolos) es correcta se utiliza una tabla de estados, la cual contiene dos estados: estado inicial y estado final. Estado inicial contiene los tipos de elementos válidos como elementos de inicio de una relación binaria. Estado final contiene los tipos de elementos válidos como elementos finales de una relación binaria.
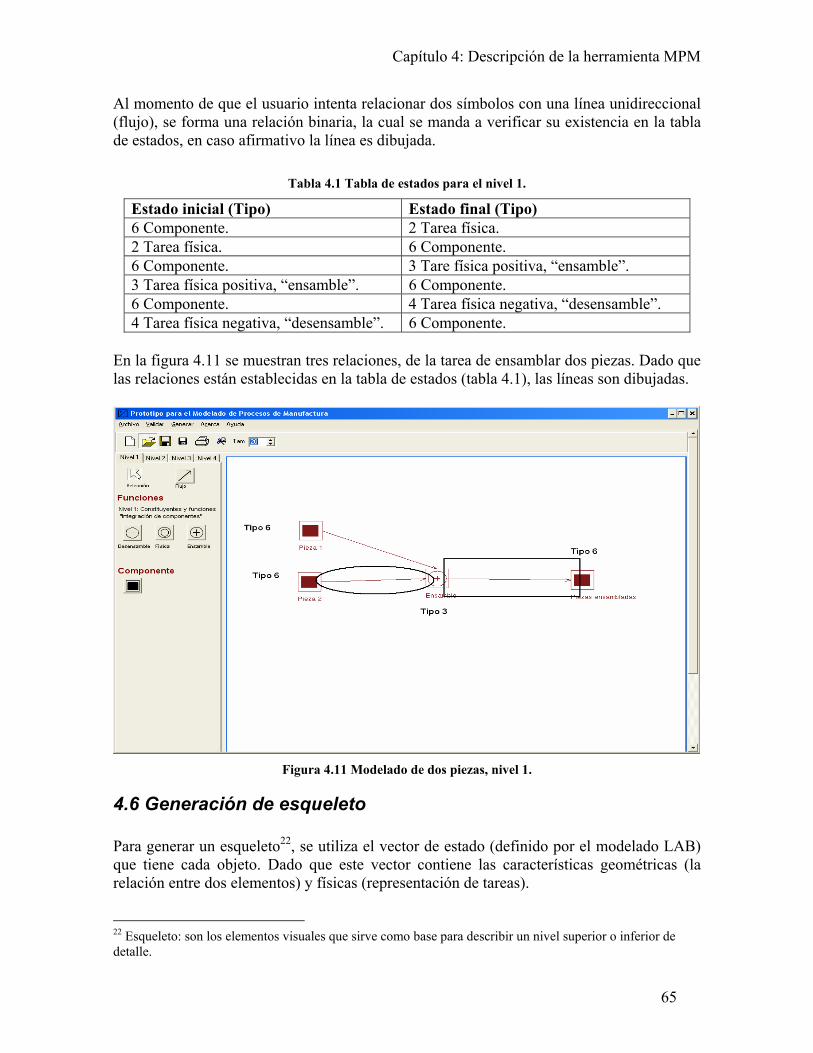
Capítulo 4: Descripción de la herramienta MPM
65
Al momento de que el usuario intenta relacionar dos símbolos con una línea unidireccional (flujo), se forma una relación binaria, la cual se manda a verificar su existencia en la tabla de estados, en caso afirmativo la línea es dibujada.
Tabla 4.1 Tabla de estados para el nivel 1.
Estado inicial (Tipo) Estado final (Tipo) 6 Componente. 2 Tarea física. 2 Tarea física. 6 Componente. 6 Componente. 3 Tare física positiva, “ensamble”. 3 Tarea física positiva, “ensamble”. 6 Componente. 6 Componente. 4 Tarea física negativa, “desensamble”. 4 Tarea física negativa, “desensamble”. 6 Componente.
En la figura 4.11 se muestran tres relaciones, de la tarea de ensamblar dos piezas. Dado que las relaciones están establecidas en la tabla de estados (tabla 4.1), las líneas son dibujadas.
Figura 4.11 Modelado de dos piezas, nivel 1.
4.6 Generación de esqueleto Para generar un esqueleto22, se utiliza el vector de estado (definido por el modelado LAB) que tiene cada objeto. Dado que este vector contiene las características geométricas (la relación entre dos elementos) y físicas (representación de tareas).
22 Esqueleto: son los elementos visuales que sirve como base para describir un nivel superior o inferior de detalle.

Capítulo 4: Descripción de la herramienta MPM
66
La notación del vector de estado es: n Nivel de abstracción Oj
n Objeto j del nivel n Xj
n vector de características del estado de Ojn, con
Xjn = [Pj
n Sjn] donde: • Pj
n Designado para el estado posicional de Ojn
• Sjn designado para el estado estructural de Oj
n, precisando que • Sj
n = [Gjn φ j
n] donde: o Gj
n estado geométrico o φ j
n estado físico Con las características de posición, geométricas y físicas del vector se hace el desplazamiento vertical (arriba/abajo) y se heredan entre los elementos visuales (objetos) las tareas respectivas, tal como se muestra en la tabla 4.2.
Tabla 4.2 Herencia de tareas entre los elementos visuales.
Objetos
Tareas físicas
Tareas geométricas positivas
Tareas geométricas negativas
Componentes
Tareas de desplaza-miento
Otros
Objetos nivel 1
Objetos nivel 2
Objetos nivel 3
Objetos nivel 4
En las figuras 4.12, 4.13, 4.14 y 4.15 se muestra el ejemplo de generar esqueletos para los niveles 2, 3 y 4, del modelado de ensamblar dos piezas, visto en la sección 4.2. En la figura 4.12 se muestra el modelado de ensamble de dos piezas, para generar el esqueleto para el nivel 2 debe dar clic al submenú Siguiente nivel del menú Generar y se generan de forma semiautomática los elementos visuales.

Capítulo 4: Descripción de la herramienta MPM
67
Figura 4.12 Modelado de dos piezas, nivel 1.
En la figura 4.13 se muestra el esqueleto generado a partir del nivel 1, el cual puede ser modificado para generar el esqueleto para el nivel 3 debe dar clic al submenú Siguiente nivel del menú Generar
Figura 4.13 Modelado de dos piezas, nivel 1.

Capítulo 4: Descripción de la herramienta MPM
68
En la figura 4.14 se muestra el esqueleto generado a partir del nivel 2, de manera similar éste puede ser modificado y generar el esqueleto para el último nivel de abstracción.
Figura 4.14 Modelado de dos piezas, nivel 3.
En la figura 4.15, se muestra el esqueleto generado a partir del nivel 3, generado de forma similar a los anteriores.
Figura 4.15 Modelado de dos piezas, nivel 4.
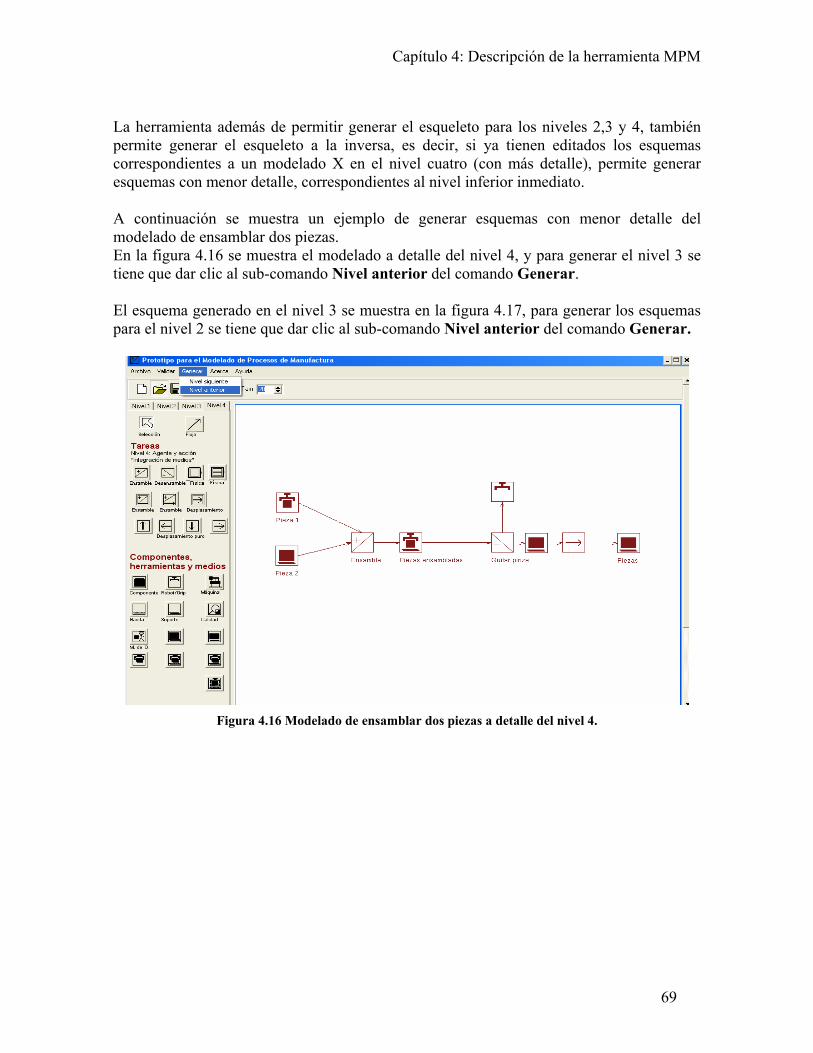
Capítulo 4: Descripción de la herramienta MPM
69
La herramienta además de permitir generar el esqueleto para los niveles 2,3 y 4, también permite generar el esqueleto a la inversa, es decir, si ya tienen editados los esquemas correspondientes a un modelado X en el nivel cuatro (con más detalle), permite generar esquemas con menor detalle, correspondientes al nivel inferior inmediato. A continuación se muestra un ejemplo de generar esquemas con menor detalle del modelado de ensamblar dos piezas. En la figura 4.16 se muestra el modelado a detalle del nivel 4, y para generar el nivel 3 se tiene que dar clic al sub-comando Nivel anterior del comando Generar. El esquema generado en el nivel 3 se muestra en la figura 4.17, para generar los esquemas para el nivel 2 se tiene que dar clic al sub-comando Nivel anterior del comando Generar.
Figura 4.16 Modelado de ensamblar dos piezas a detalle del nivel 4.
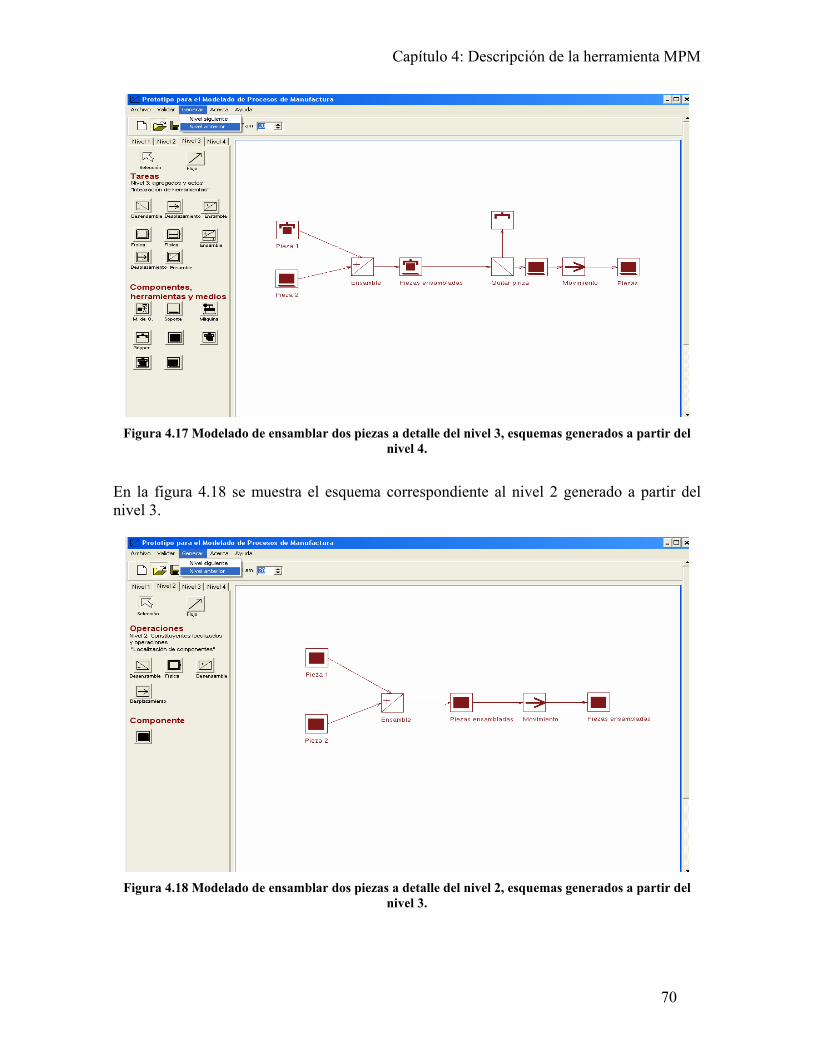
Capítulo 4: Descripción de la herramienta MPM
70
Figura 4.17 Modelado de ensamblar dos piezas a detalle del nivel 3, esquemas generados a partir del
nivel 4.
En la figura 4.18 se muestra el esquema correspondiente al nivel 2 generado a partir del nivel 3.
Figura 4.18 Modelado de ensamblar dos piezas a detalle del nivel 2, esquemas generados a partir del
nivel 3.
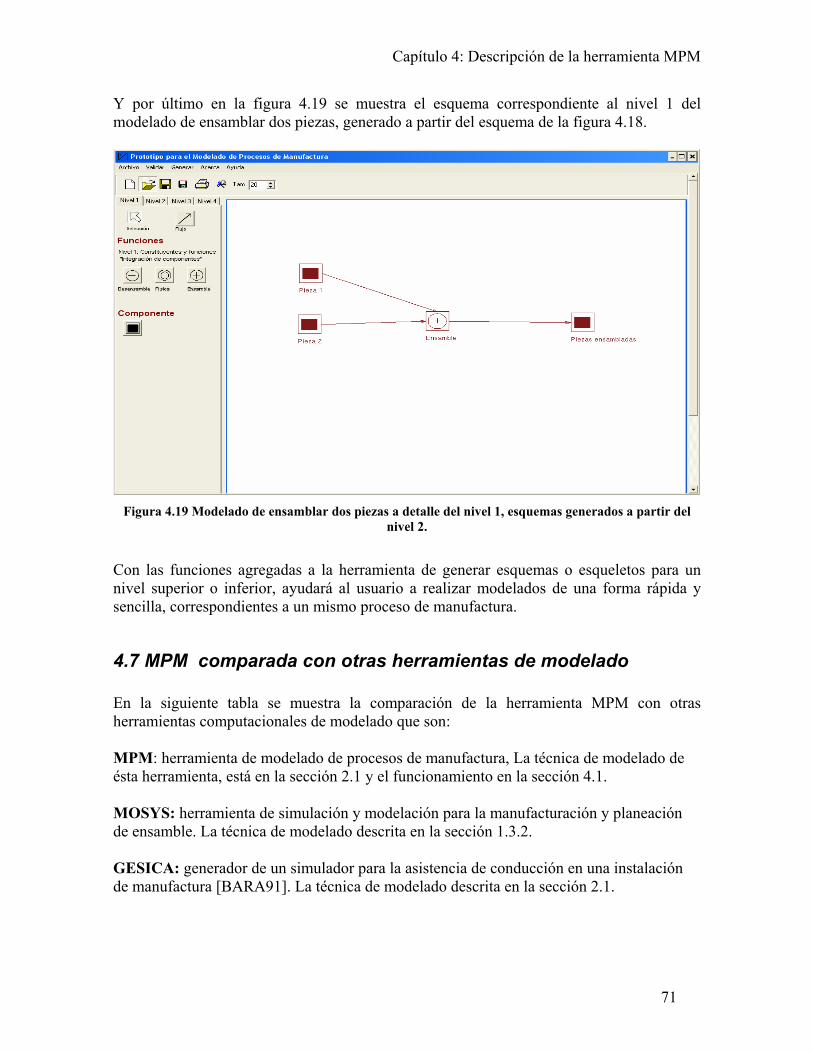
Capítulo 4: Descripción de la herramienta MPM
71
Y por último en la figura 4.19 se muestra el esquema correspondiente al nivel 1 del modelado de ensamblar dos piezas, generado a partir del esquema de la figura 4.18.
Figura 4.19 Modelado de ensamblar dos piezas a detalle del nivel 1, esquemas generados a partir del
nivel 2.
Con las funciones agregadas a la herramienta de generar esquemas o esqueletos para un nivel superior o inferior, ayudará al usuario a realizar modelados de una forma rápida y sencilla, correspondientes a un mismo proceso de manufactura.
4.7 MPM comparada con otras herramientas de modelado En la siguiente tabla se muestra la comparación de la herramienta MPM con otras herramientas computacionales de modelado que son: MPM: herramienta de modelado de procesos de manufactura, La técnica de modelado de ésta herramienta, está en la sección 2.1 y el funcionamiento en la sección 4.1. MOSYS: herramienta de simulación y modelación para la manufacturación y planeación de ensamble. La técnica de modelado descrita en la sección 1.3.2. GESICA: generador de un simulador para la asistencia de conducción en una instalación de manufactura [BARA91]. La técnica de modelado descrita en la sección 2.1.

Capítulo 4: Descripción de la herramienta MPM
72
Tabla 4.3 Comparación de herramientas computacionales de modelado.
Herramientas Características MPM MOSYS GESICA Funcionamiento Eventos Eventos Comandos Técnica LAB Bloques funcionales LAB Detalle (modelado) Abstracto-Concreto abstracto Abstracto-
Concreto Simulación No Si Si Validación entre símbolos Si Si Si Niveles de detalle 4 1 4 Accesibilidad Abierta Restringida Restringida Resultado. En la tabla 4.3 se muestran las características de tres herramientas de modelado (MPM, MOSYS, GESICA), en resumen MPM y MOSYS son herramientas con ambiente visual y su funcionamiento es por eventos, la técnica de modelado de MOSYS es muy abstracta en comparación con las herramientas restantes, MPM no permite la simulación, en las tres herramientas se realiza la validación entre símbolos, solamente MOSYS maneja un nivel de detalle y por último MPM es la herramienta abierta para todo usuario que la requiera.
Capítulo5: Casos de estudio
73
Capítulo 5 CASOS DE ESTUDIO
Capítulo5: Casos de estudio
74
Para verificar y ejemplificar el funcionamiento de la herramienta MPM, se presentan cuatro modelados de diferentes procesos de manufactura:
• Modelado para el envasado de una bebida alcohólica. • Modelado de envasado de una bebida refrescante. • Modelado para la elaboración de productos cerámicos. • Modelado de ensamble de una silla.
5.1 Modelado para el envasado de una bebida alcohólica A continuación se presenta el modelado de las tareas y procesos de envasado de una bebida alcohólica. El proceso de envasado consiste en ejecutar en serie las siguientes tareas:
1. Lavado de envase, con agua y a presión (máquina). 2. Llenado de botella (con máquina). 3. Colocación de tapaderas (con máquina). 4. Control de calidad (manual). 5. Colocación de etiquetas (manual). 6. Colocación de sellos de garantía (manual). 7. Introducción del envase dentro del túnel de calor (máquina).
Nota: el desplazamiento del envase en la línea de producción se realiza a través de una banda transportadora. Nota: las actividades manuales son aquellas en las cuales un humano con esfuerzo físico realiza las tareas y las actividades; con máquina son aquellas que se realizan con equipo mecánico, semi-automatizado o automatizado, esto aplica para los modelados restantes. El Modelado correspondiente al nivel 1 “Integración de componentes”, se especifican los elementos y funciones (tareas de procesos de manufactura) necesarios para obtener el producto envasado. Para este caso los elementos son:
• Botella • Líquido • Tapadera • Etiqueta • Sellos de garantía
Y las tareas necesarias se muestran en la figura 5.1.
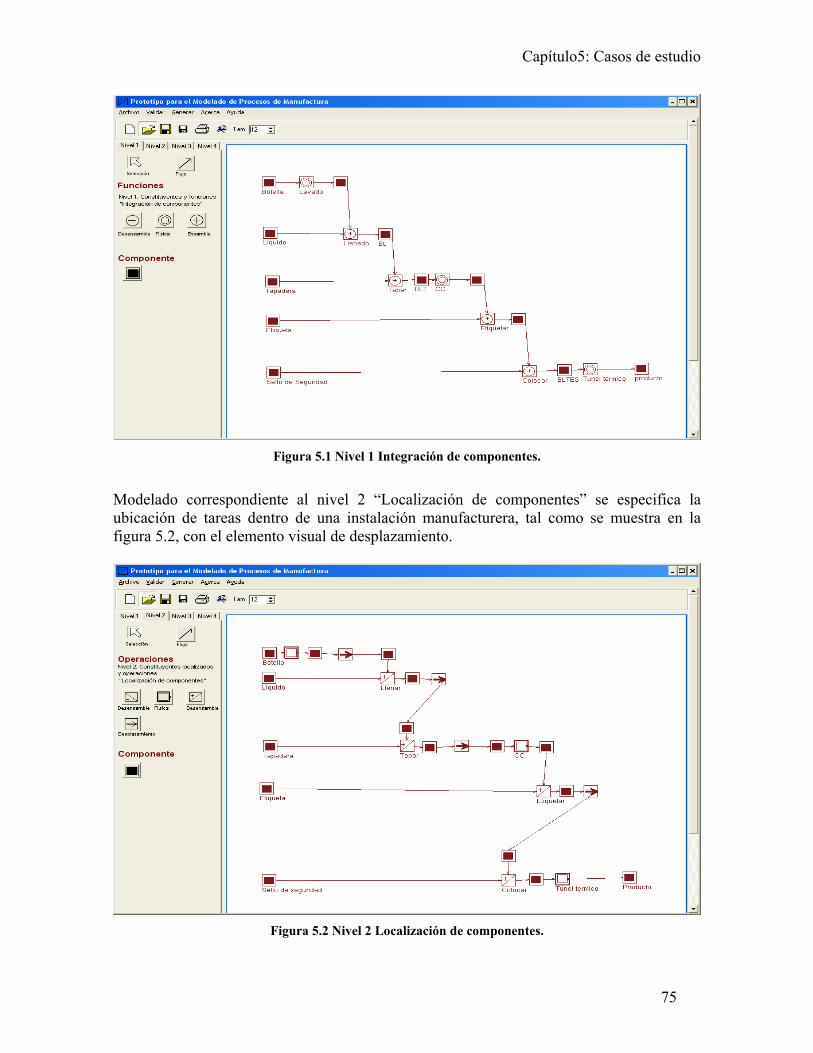
Capítulo5: Casos de estudio
75
Figura 5.1 Nivel 1 Integración de componentes.
Modelado correspondiente al nivel 2 “Localización de componentes” se especifica la ubicación de tareas dentro de una instalación manufacturera, tal como se muestra en la figura 5.2, con el elemento visual de desplazamiento.
Figura 5.2 Nivel 2 Localización de componentes.
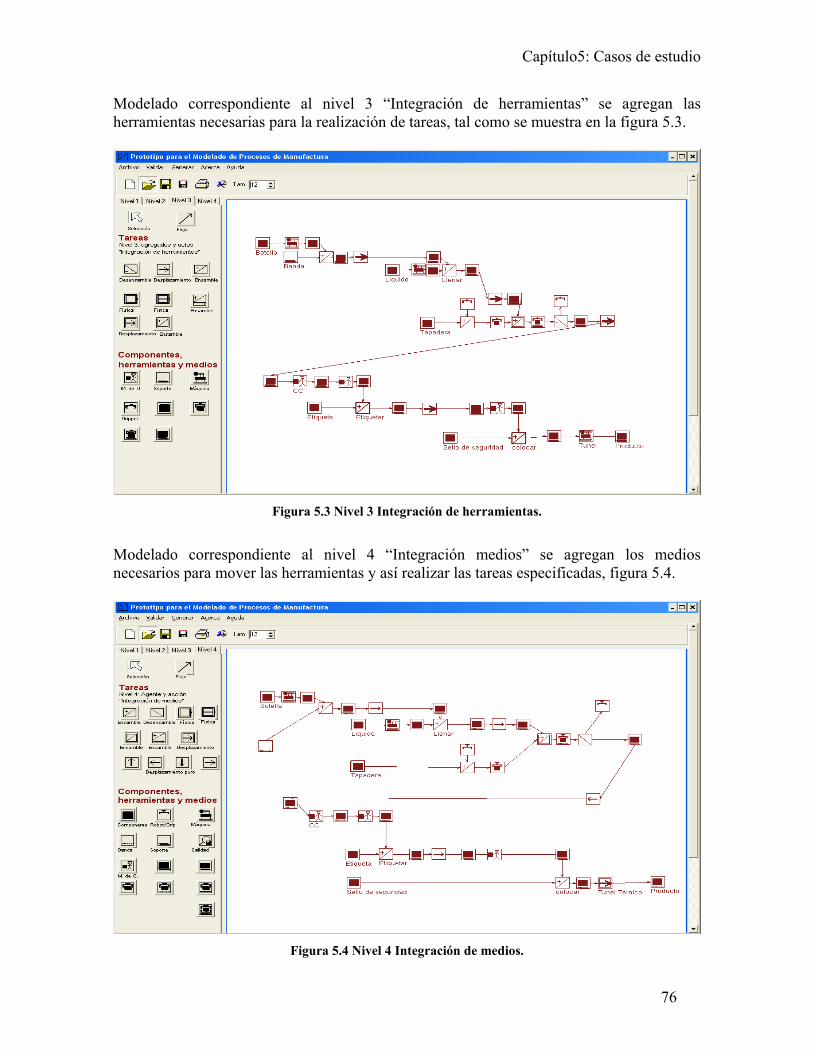
Capítulo5: Casos de estudio
76
Modelado correspondiente al nivel 3 “Integración de herramientas” se agregan las herramientas necesarias para la realización de tareas, tal como se muestra en la figura 5.3.
Figura 5.3 Nivel 3 Integración de herramientas.
Modelado correspondiente al nivel 4 “Integración medios” se agregan los medios necesarios para mover las herramientas y así realizar las tareas especificadas, figura 5.4.
Figura 5.4 Nivel 4 Integración de medios.
Capítulo5: Casos de estudio
77
5.2 Modelado para el envasado de productos de bebida refrescante El siguiente modelado representa el envasado de una bebida refrescante. Las tareas que se realizan para obtener un producto de una bebida refrescante en botella de vidrio de medio litro son:
• El envase se coloca sobre una banda transportadora, actividad manual. • En una estación se realiza un control (quitar de la banda botellas con imperfecciones
o difícil de lavar), actividad manual. • Lavado con agua a presión, máquina lavadora. • Se realiza un control donde se verifica que todas las botellas estén limpias, actividad
manual. • En una estación se realiza la homogenización (mezcla) del jarabe (agua dulce) y la
fórmula secreta (elementos químicos), con máquina. • Paso seguido se realiza el llenado del envase, inyección de gas y congelamiento del
líquido, con máquinas. • Se realiza el tapado de botellas, con máquina. • Se realiza un control de calidad, para verificar que todas las botellas contengan la
misma cantidad de líquido, la actividad en ocasiones es automatizada o manual. • En una banda diferente se realiza el lavado de cajas, con una máquina utilizando
agua a presión. • Se realiza el empacado de botellas, es decir las botellas se colocan sobre las cajas,
esta actividad se realiza con la ayuda de una máquina.
A continuación se presenta el modelado con la herramienta MPM, utilizando los cuatro niveles de descripción En la figura 5.5 se presenta el modelado a detalle del nivel 1 “Integración de componentes”, los componentes necesarios para obtener el producto son:
• Botellas • Jarabe • Fórmula • Tapadera • Caja
Así también se especifican las tareas a ejecutarse.

Capítulo5: Casos de estudio
78
Figura 5.5 Nivel 1.
En la figura 5.6 se muestra el modelado a detalle del nivel 2 “Localización de componentes”, con el elemento visual de desplazamiento permite ubicar el lugar de realización de las tareas en la instalación manufacturera.
Figura 5.6 Nivel 2.

Capítulo5: Casos de estudio
79
En la figura 5.7 se muestra el modelado a detalle del nivel 3 “Integración de herramientas”, es decir se agregan las herramientas necesarias para realizar las tareas especificadas en dicha figura.
Figura 5.7 Nivel 3.
En la figura 5.8 se muestra el modelado a detalle del nivel 4 “Integración de medios”, se agregan los medios para manipular las herramientas que se requieren para ejecutar las tareas especificadas.
Figura 5.8 Nivel 4.

Capítulo5: Casos de estudio
80
5.3 Modelado para la elaboración de productos de cerámica A continuación se presenta un modelado de un producto artesanal, la cerámica, este modelado fue realizado en base a la información obtenida en la visita que se realizó en un taller artesanal de producción en Temixco, Morelos. Las tareas que se realizan para producir la cerámica son:
• Llenado de moldes con una mezcla especial. • Engrosamiento de mezcla en el molde. • Despegue de moldes y resaneamiento de piezas. • Secado y pulido de piezas. • Cocimiento de piezas. •
nota: El cocimiento de piezas se hace en un horno de calor y el resto de actividades se realizan de forma manual. A continuación se presenta el modelado con la herramienta MPM, utilizando solamente los dos primeros niveles de descripción, debido a que la mayoría de las tareas se realizan manualmente y dado que los niveles 3 y 4 se utilizan cuando se requiere de modelar el equipamiento. Modelado a detalle del nivel 1 “Integración de componentes”, se agregan los elementos (Mezcla y molde) para producir la cerámica y se especifican las tareas, tal como se muestra en la figura 5.9.
Figura 5.9 Nivel 1 Integración de componentes.
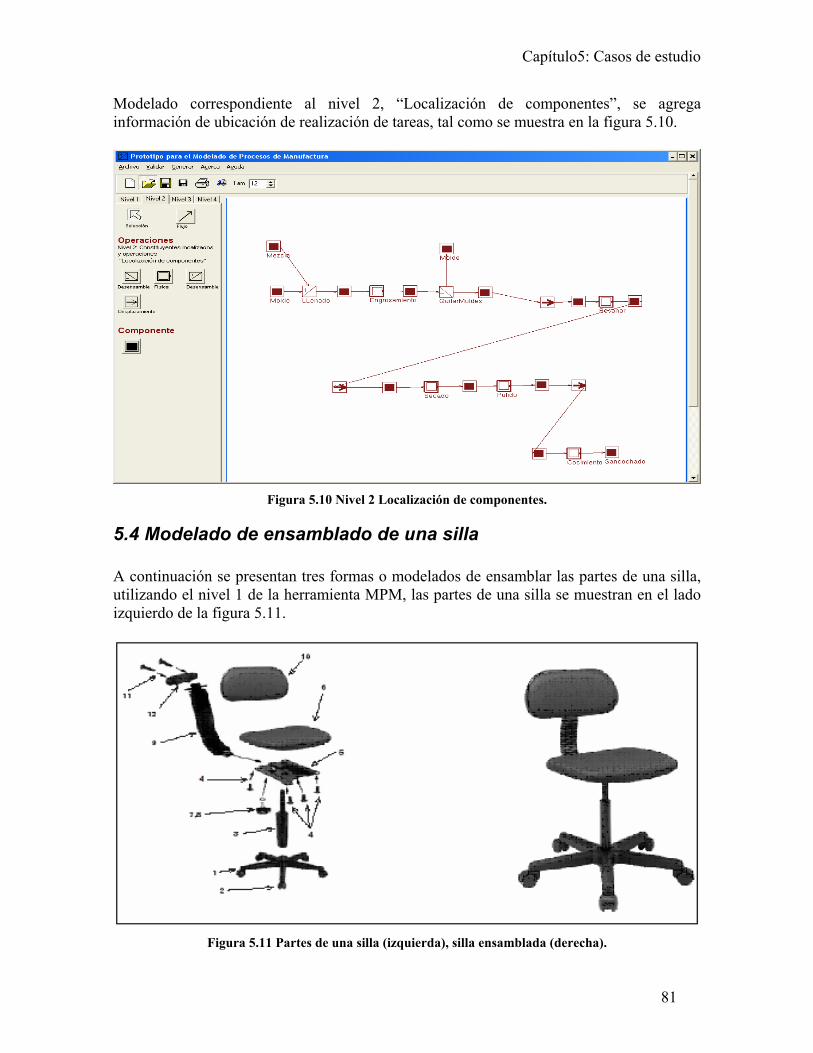
Capítulo5: Casos de estudio
81
Modelado correspondiente al nivel 2, “Localización de componentes”, se agrega información de ubicación de realización de tareas, tal como se muestra en la figura 5.10.
Figura 5.10 Nivel 2 Localización de componentes.
5.4 Modelado de ensamblado de una silla A continuación se presentan tres formas o modelados de ensamblar las partes de una silla, utilizando el nivel 1 de la herramienta MPM, las partes de una silla se muestran en el lado izquierdo de la figura 5.11.
Figura 5.11 Partes de una silla (izquierda), silla ensamblada (derecha).
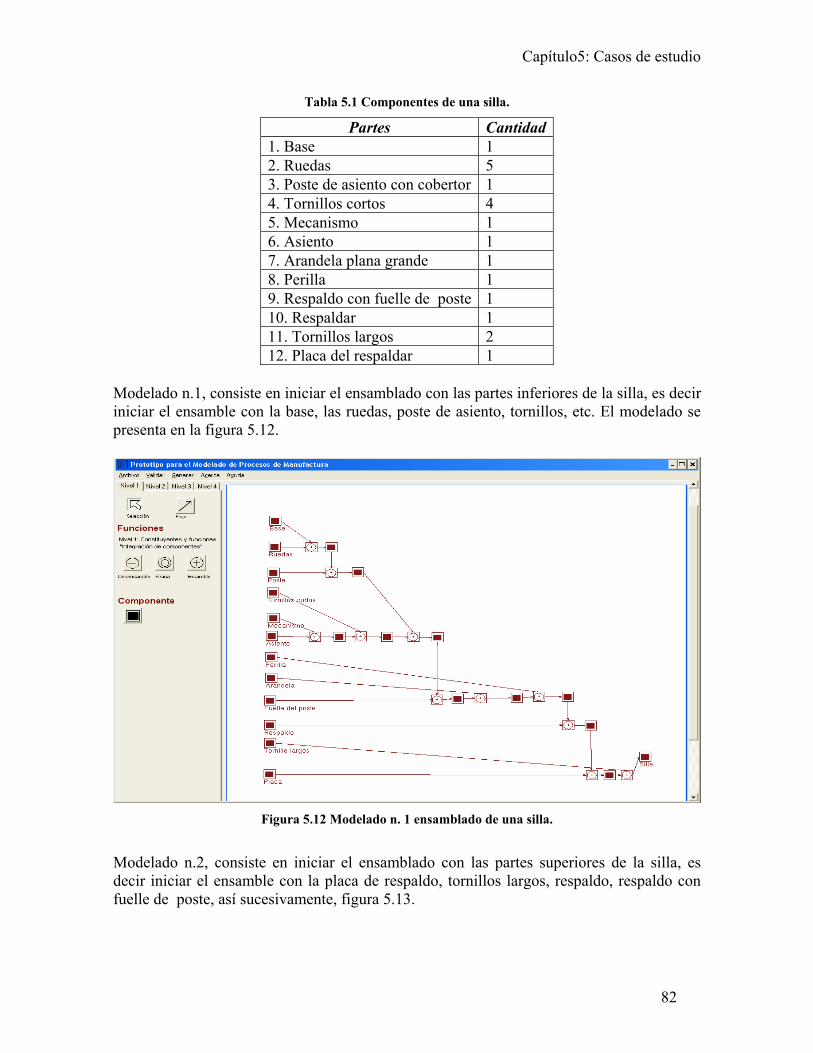
Capítulo5: Casos de estudio
82
Tabla 5.1 Componentes de una silla.
Partes Cantidad1. Base 1 2. Ruedas 5 3. Poste de asiento con cobertor 1 4. Tornillos cortos 4 5. Mecanismo 1 6. Asiento 1 7. Arandela plana grande 1 8. Perilla 1 9. Respaldo con fuelle de poste 1 10. Respaldar 1 11. Tornillos largos 2 12. Placa del respaldar 1
Modelado n.1, consiste en iniciar el ensamblado con las partes inferiores de la silla, es decir iniciar el ensamble con la base, las ruedas, poste de asiento, tornillos, etc. El modelado se presenta en la figura 5.12.
Figura 5.12 Modelado n. 1 ensamblado de una silla.
Modelado n.2, consiste en iniciar el ensamblado con las partes superiores de la silla, es decir iniciar el ensamble con la placa de respaldo, tornillos largos, respaldo, respaldo con fuelle de poste, así sucesivamente, figura 5.13.
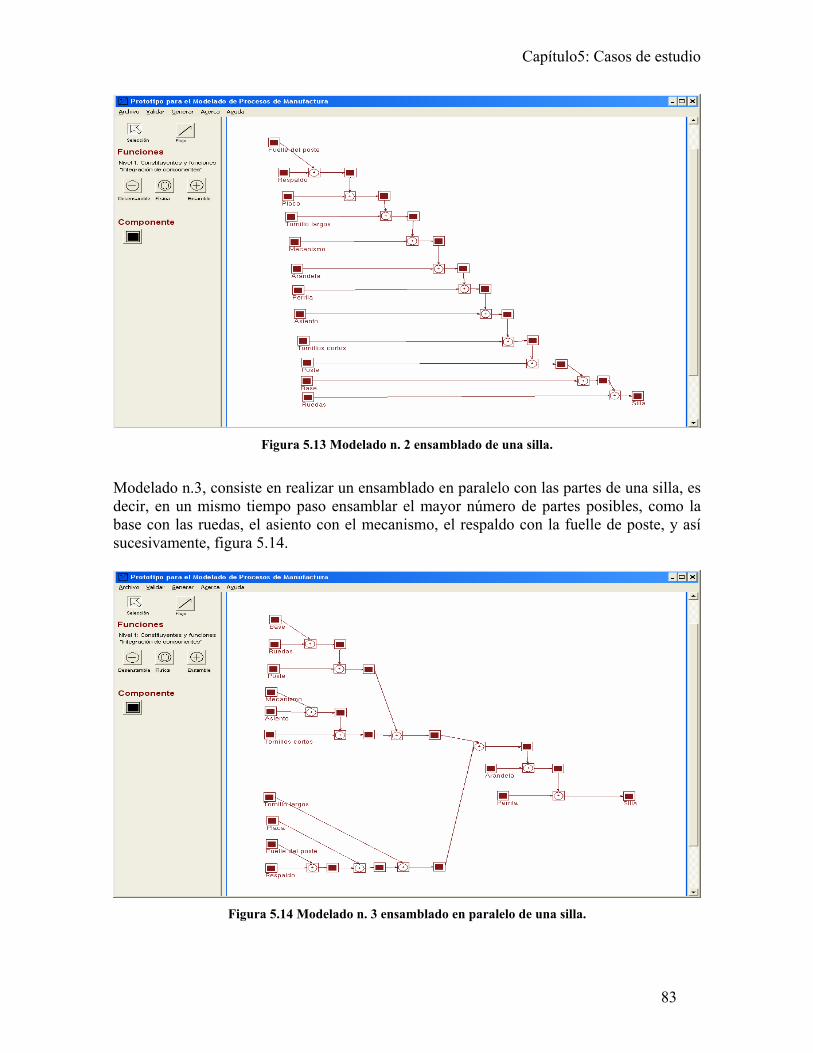
Capítulo5: Casos de estudio
83
Figura 5.13 Modelado n. 2 ensamblado de una silla.
Modelado n.3, consiste en realizar un ensamblado en paralelo con las partes de una silla, es decir, en un mismo tiempo paso ensamblar el mayor número de partes posibles, como la base con las ruedas, el asiento con el mecanismo, el respaldo con la fuelle de poste, y así sucesivamente, figura 5.14.
Figura 5.14 Modelado n. 3 ensamblado en paralelo de una silla.

Capítulo5: Casos de estudio
84
5.5 Análisis de resultados Con los modelados vistos en este capítulo, se demuestra que la herramienta permite describir los componentes, tareas y equipo para elaborar un producto. También, es una herramienta que permite generar diferentes formas de modelado para un mismo producto.

Capítulo5: Conclusiones y trabajos futuros
85
Capítulo 6 CONCLUSIONES Y TRABAJOS
FUTUROS

Capítulo5: Conclusiones y trabajos futuros
86
6.1 Conclusiones De acuerdo con el objetivo principal propuesto para este trabajo de investigación, se desarrolló una herramienta de software con ambiente visual que permite diseñar y modelar procesos de manufactura (denominada MPM). La herramienta utiliza una técnica de modelado unificado para manufactura denominada metodología LAB, la cual permite una conceptualización integrada de procesos manufactureros en cuatro niveles de abstracción, implicando de manera progresiva el producto, las herramientas de proceso y el equipamiento. A partir de un enfoque sistémico de análisis se reduce la complejidad de la problemática de modelado de procesos manufactureros, favoreciendo la interacción de los diversos actores implicados en la función producción. De esta manera, personal de ingeniería de producto, de ingeniería de métodos y personal de producción pueden comunicar y acordar estrategias de diseño de producto, diseño de la instalación, y planificación de la producción, de acuerdo a lo que corresponda en los diferentes tipos y niveles de abstracción de las tareas manufactureras. La herramienta también puede ser un auxiliar en el sector educativo para facilitar la enseñanza de los sistemas manufactureros en cursos de manufactura, o de ingeniería concurrente. Desde el punto de vista computacional, fue posible construir un modelo de conocimiento basado en la metodología del LAB. Este modelo de conocimiento se basa en una gramática relacional y tablas de estado para representar espacialmente los elementos gráficos y validar las reglas de construcción.
6.2 Trabajos futuros Algunos trabajos futuros que pueden complementar el presente trabajo de tesis son los siguientes:
• Agrupamiento de elementos visuales que permita realizar esquemas tan grandes como se consideren y sean necesarios. Los elementos que permiten agrupar son:
o Estación de trabajo. Agrupa elementos visuales correspondientes a una estación de trabajo.
o Celdas. Agrupar a un conjunto de elementos visuales que representan estaciones de trabajo.
o Islas. Agrupa a un conjunto de celdas. o Centros de trabajo. Agrupar elementos que representan islas.
• Ampliar en forma rectangular y no en forma cuadrática el área de trabajo. • Posibilidad de agregar texto en forma de documentación en los elementos visuales. • Que la herramienta permita verificar si dos diagramas son equivalentes. • Incorporar la simulación entre procesos, ruta critica, calcular tiempos y costos.
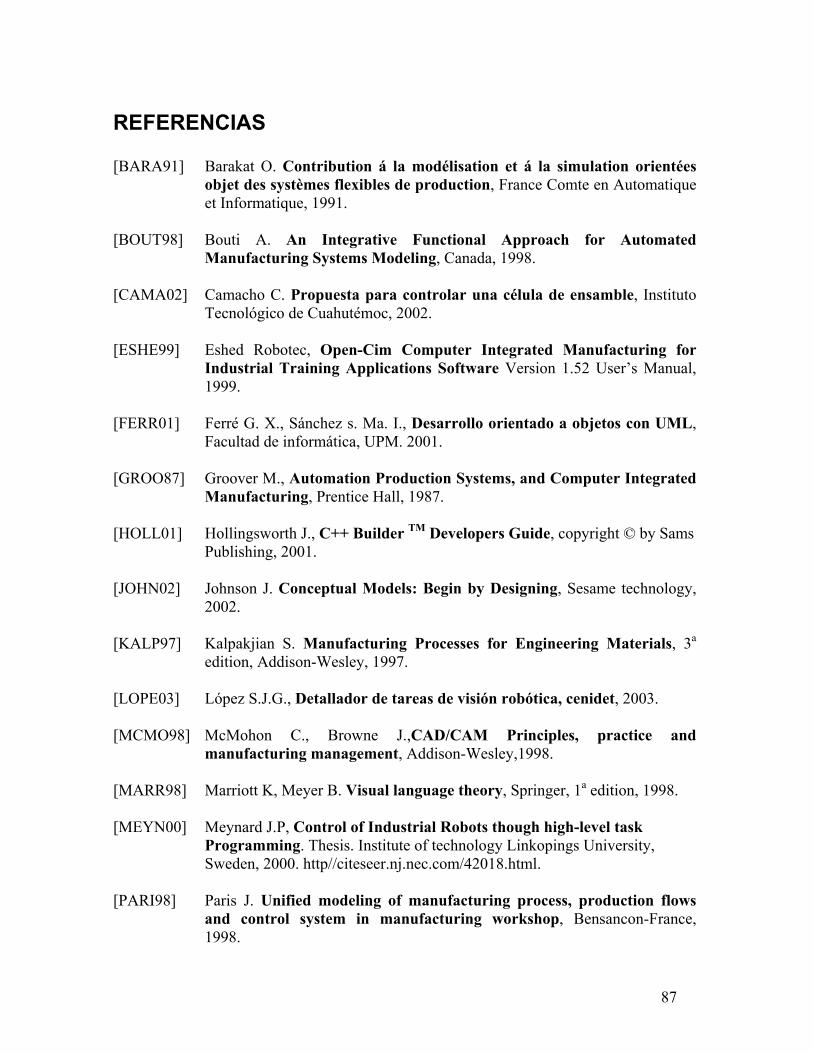
87
REFERENCIAS [BARA91] Barakat O. Contribution á la modélisation et á la simulation orientées
objet des systèmes flexibles de production, France Comte en Automatique et Informatique, 1991.
[BOUT98] Bouti A. An Integrative Functional Approach for Automated
Manufacturing Systems Modeling, Canada, 1998. [CAMA02] Camacho C. Propuesta para controlar una célula de ensamble, Instituto
Tecnológico de Cuahutémoc, 2002. [ESHE99] Eshed Robotec, Open-Cim Computer Integrated Manufacturing for
Industrial Training Applications Software Version 1.52 User’s Manual, 1999.
[FERR01] Ferré G. X., Sánchez s. Ma. I., Desarrollo orientado a objetos con UML,
Facultad de informática, UPM. 2001. [GROO87] Groover M., Automation Production Systems, and Computer Integrated
Manufacturing, Prentice Hall, 1987. [HOLL01] Hollingsworth J., C++ Builder TM Developers Guide, copyright © by Sams
Publishing, 2001. [JOHN02] Johnson J. Conceptual Models: Begin by Designing, Sesame technology,
2002. [KALP97] Kalpakjian S. Manufacturing Processes for Engineering Materials, 3a
edition, Addison-Wesley, 1997. [LOPE03] López S.J.G., Detallador de tareas de visión robótica, cenidet, 2003. [MCMO98] McMohon C., Browne J.,CAD/CAM Principles, practice and
manufacturing management, Addison-Wesley,1998. [MARR98] Marriott K, Meyer B. Visual language theory, Springer, 1a edition, 1998. [MEYN00] Meynard J.P, Control of Industrial Robots though high-level task
Programming. Thesis. Institute of technology Linkopings University, Sweden, 2000. http//citeseer.nj.nec.com/42018.html.
[PARI98] Paris J. Unified modeling of manufacturing process, production flows
and control system in manufacturing workshop, Bensancon-France, 1998.
88
[QUAR00] Quatrani T. Visual modeling with rational rose 2000 and UML, Addison-
Wesley, 2000. [SANC00] Sánchez A. Herramienta para la especificación de gramáticas visuales
en dos dimensiones basadas en gramáticas libres del contexto, cenidet, 2000.
[TEIC89] Teicholz, E. Computer Integrated Manufacturing, Handbook, Mc Graw-
Hill, 1989. [TERR00] Terry, Q. Visual modeling with rational rose 2000 and UML, Addison-
Wesley, 2000. [UNDE93] Underwood L, Intelligent Manufacturing, Addison-Wesley, 1993. [WRIG96] Wright Jr OpenGL SuperBible, Second Edition, Macmillan Computer
Publishing, 1996. [ZAKA97] Zakaria A. Modeling Manufacturing Dependability, 1997. [ZIMM97] Zimmermann A. A modeling and analysis method for manufacturing
systems based on Petri nets, Berlin, Germany, 1997.