
Código de Soldadura para Puentes AWS...
42
1 “Código de Soldadura para Puentes AWS D1.5” Luis Chiara SOLDEX S.A.
Transcript of Código de Soldadura para Puentes AWS...
1
“Código de Soldadura para Puentes AWS D1.5”
Luis Chiara
SOLDEX S.A.
2
INTRODUCCION

3
PUNTOS CLAVE
¿De que material están hechos los puentes en el Perú? ¿Cuál es la norma para la fabricación de puentes ?
4
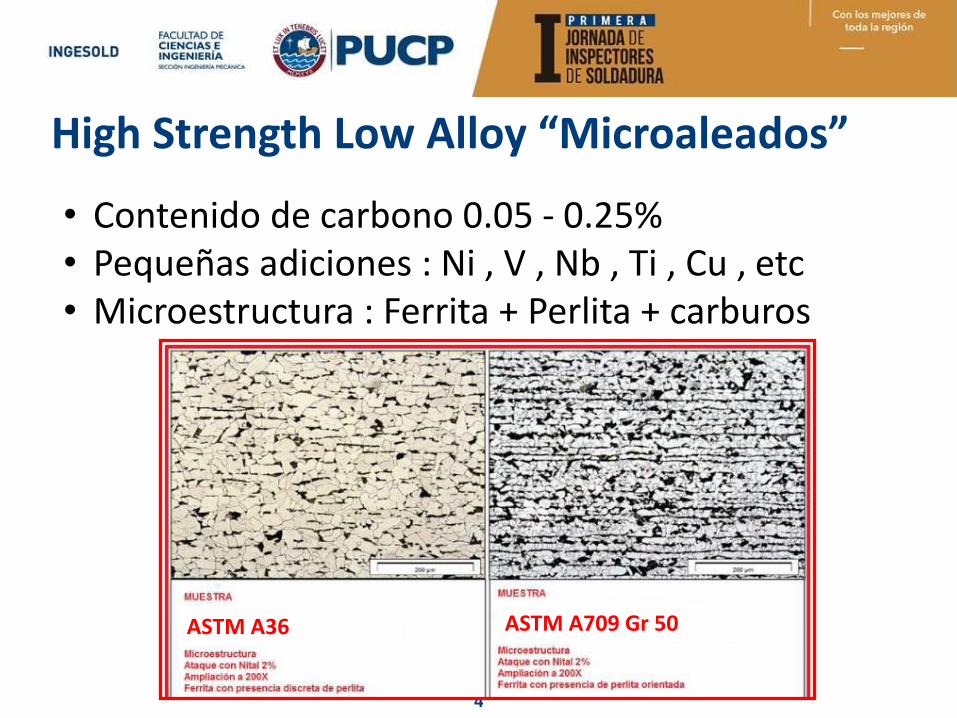
High Strength Low Alloy “Microaleados” • Contenido de carbono 0.05 - 0.25% • Pequeñas adiciones : Ni , V , Nb , Ti , Cu , etc • Microestructura : Ferrita + Perlita + carburos
ASTM A36 ASTM A709 Gr 50
5
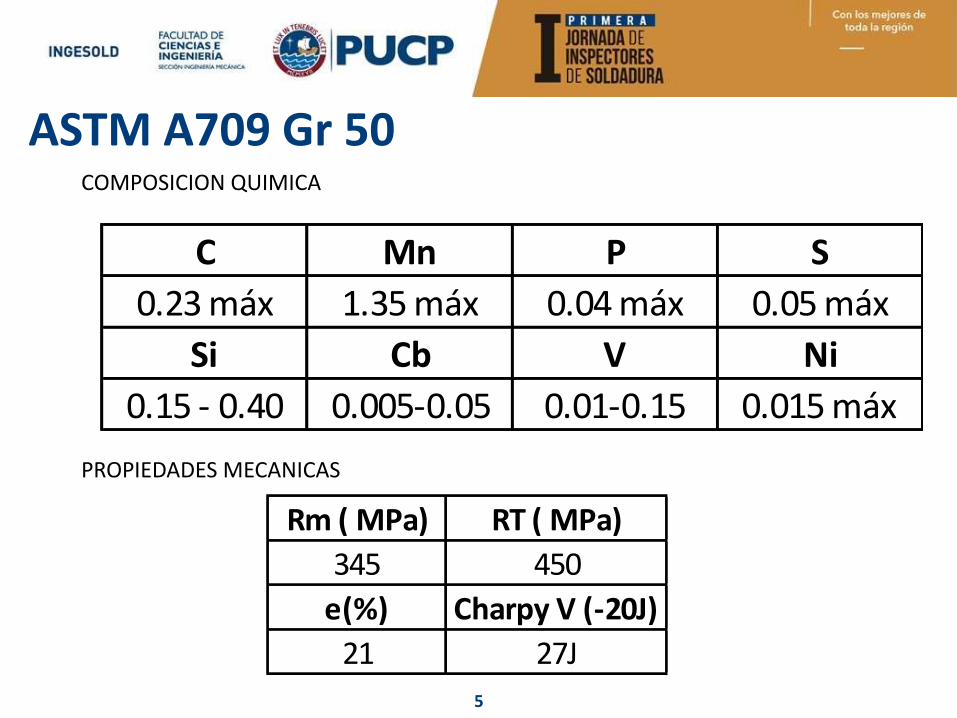
ASTM A709 Gr 50 COMPOSICION QUIMICA PROPIEDADES MECANICAS
C Mn P S
0.23 máx 1.35 máx 0.04 máx 0.05 máx
Si Cb V Ni
0.15 - 0.40 0.005-0.05 0.01-0.15 0.015 máx
Rm ( MPa) RT ( MPa)
345 450
e(%) Charpy V (-20J)
21 27J

6
¿ Qué consideraciones debo tener para soldar los aceros HSLA?
7
CONSIDERACIONES Material estructural con muy buena soldabilidad. Precalentamiento. Control del calor de aporte. Selección correcta del proceso de soldadura. Consideraciones mecánicas del material de aporte, a bajas
temperaturas T =-20°C ( Requerimiento del AWS D1.5-2015) Espesores de 25mm

8
AWS D1.5 -2015
1) PROVISIONES GENERALES 2) DISEÑO DE UNIONES SOLDADAS 3) EJECUCION DEL TRABAJO 4) TECNICA 5) CALIFICACIÓN 6) INSPECCION 7) SOLDADURA DE ESPARRAGOS 8) ESTRUCTURAS CARGADAS ESTATICAMENTE 9) PUENTES DE ACERO SOLDADOS 10) ESTRUCTURAS TUBULARES 11) REFORZAMIENTO Y REPARACION DE ESTRUCTURAS EXISTENTES 12) PLAN DE CONTROL DE FRACTURA PARA MIEMBROS NO REDUNDANTES ANEXOS

9
CALIFICACION DE PROCEDIMIENTO DE SOLDADURA
Material Base
• Materiales HSLA , esfuerzo de fluencia no mayor a 100Ksi
• Espesores mayores a 3mm
10
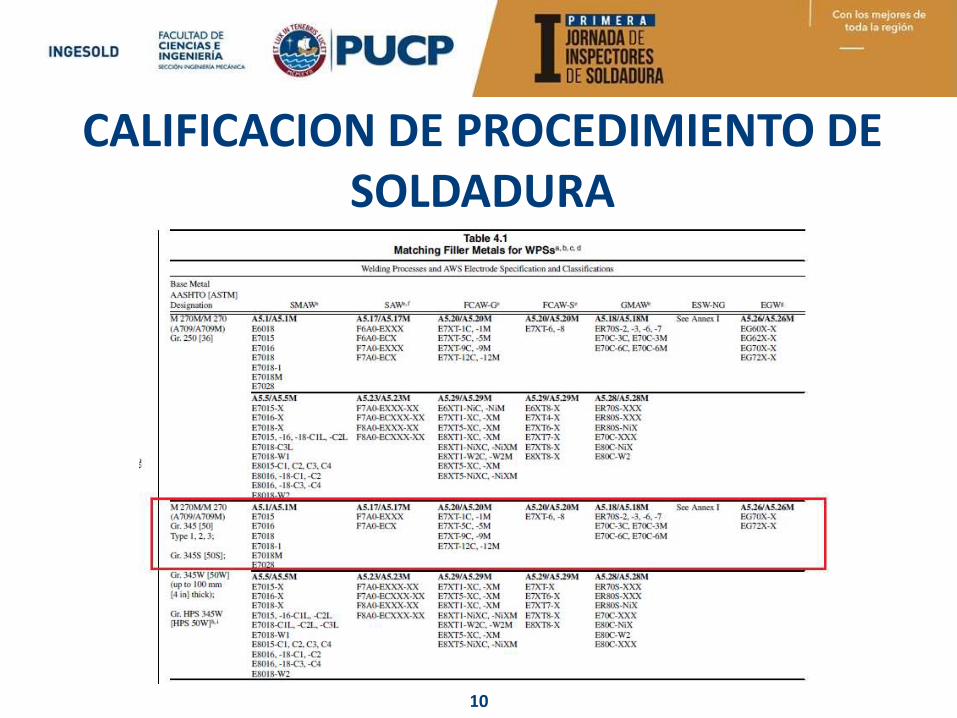
CALIFICACION DE PROCEDIMIENTO DE SOLDADURA
11
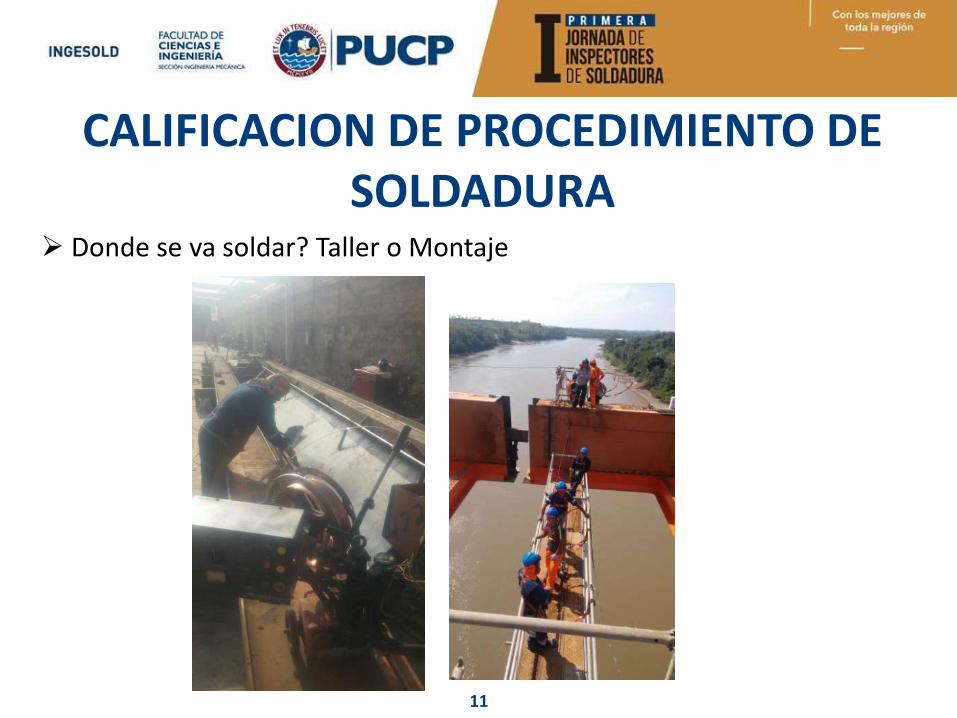
CALIFICACION DE PROCEDIMIENTO DE SOLDADURA
Donde se va soldar? Taller o Montaje
12
CALIFICACION DE PROCEDIMIENTO DE SOLDADURA
ARCO SUMERGIDO:
Tasa de Deposito - Muy Buena Hidrogeno Difusible - Controlable Maniobrabilidad - Limitada ( Se debe adecuar ) Mayor resistencia a condiciones
ambientales adversas ( viento , humedad). Limitada ( Trabajar bajo techo)
Ejecución del pase de raíz --Limitada ( Se deberá realizar el pase de raíz con FCAW como respaldo al deposito SAW)
13
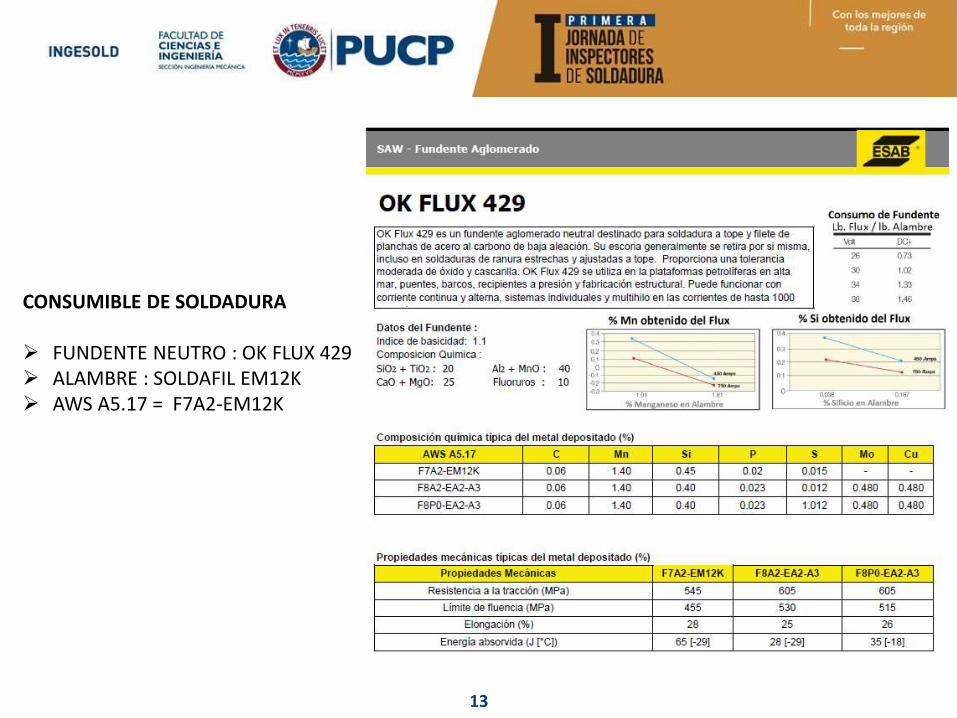
CONSUMIBLE DE SOLDADURA FUNDENTE NEUTRO : OK FLUX 429 ALAMBRE : SOLDAFIL EM12K AWS A5.17 = F7A2-EM12K
14
CALIFICACION DE PROCEDIMIENTO DE SOLDADURA
ALAMBRE TUBULAR:
Tasa de Deposito - Buena Hidrogeno Difusible - Controlable Maniobrabilidad - Buena Mayor resistencia a condiciones
ambientales adversas ( viento , humedad).
Limitada ( Trabajar bajo techo) Ejecución del pase de raíz --Limitada ( Se debe soldar por ambos lados)
15
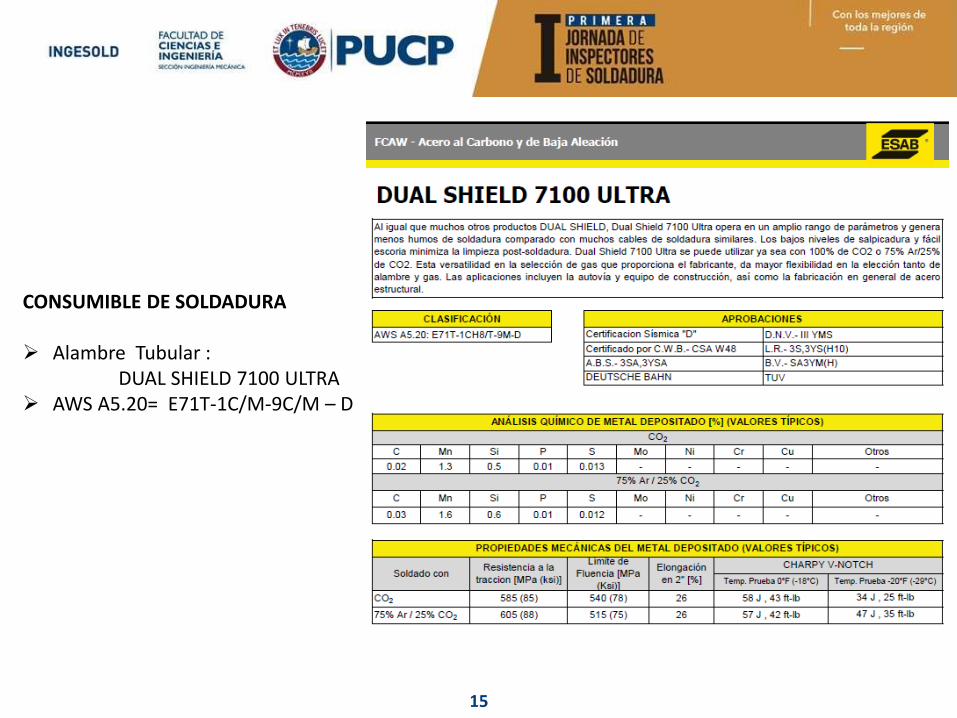
CONSUMIBLE DE SOLDADURA Alambre Tubular : DUAL SHIELD 7100 ULTRA AWS A5.20= E71T-1C/M-9C/M – D

16
CALIFICACION DE PROCEDIMIENTO DE SOLDADURA
ELECTRODO REVESTIDO:
Tasa de Deposito - Regular Hidrogeno Difusible - Excelente Maniobrabilidad - Excelente Mayor resistencia a condiciones
ambientales adversas ( viento , humedad).
Excelente Ejecución del pase de raíz -- Excelente
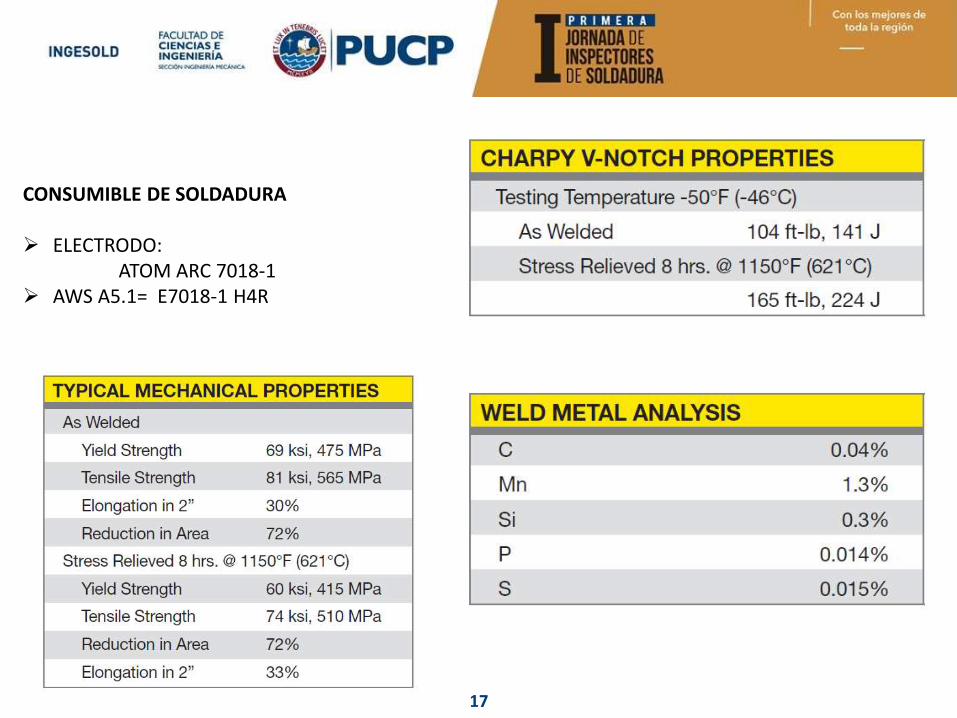
17
CONSUMIBLE DE SOLDADURA ELECTRODO: ATOM ARC 7018-1 AWS A5.1= E7018-1 H4R
18
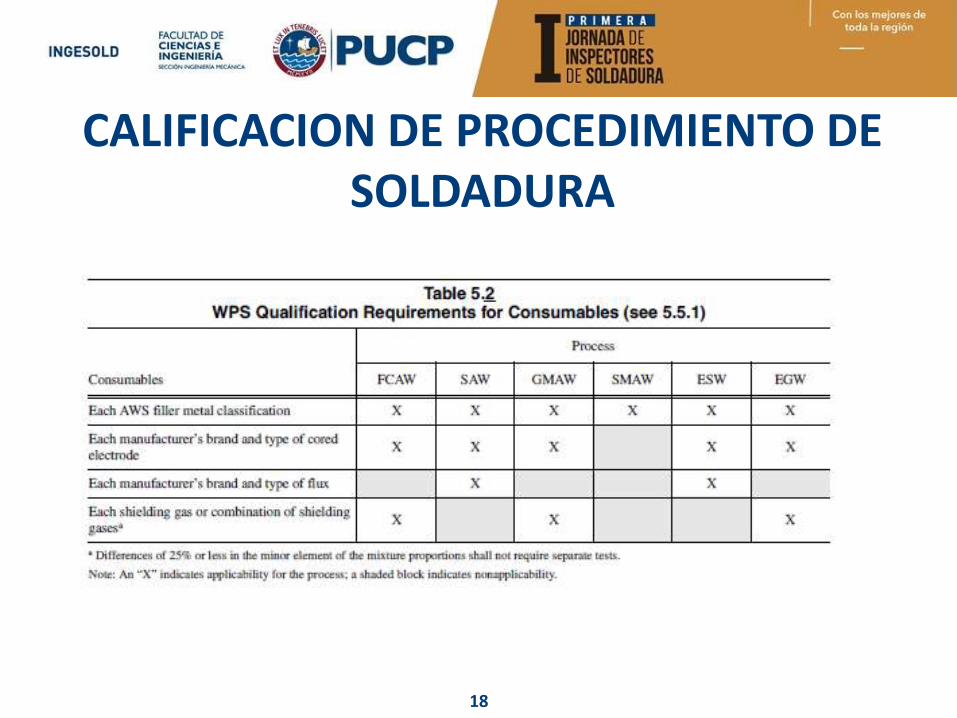
CALIFICACION DE PROCEDIMIENTO DE SOLDADURA
19
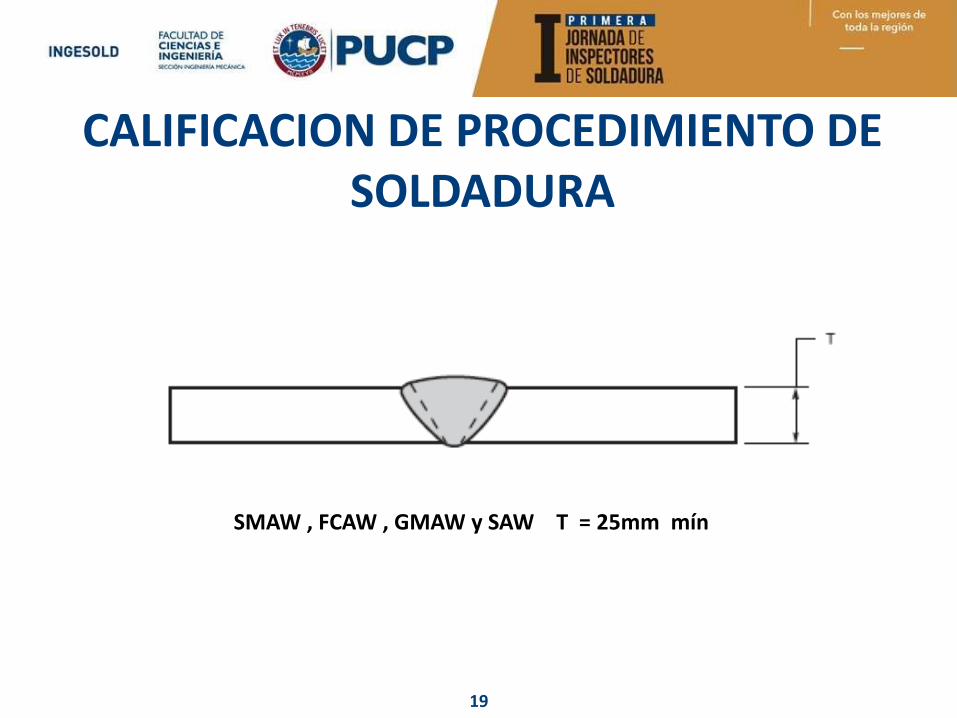
CALIFICACION DE PROCEDIMIENTO DE SOLDADURA
SMAW , FCAW , GMAW y SAW T = 25mm mín
20
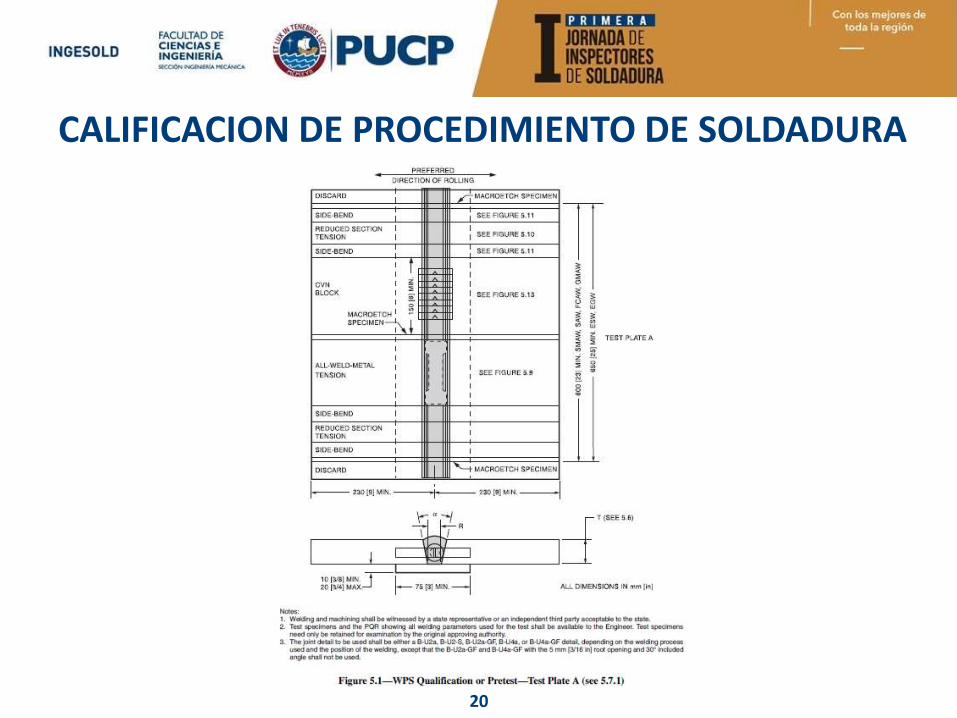
CALIFICACION DE PROCEDIMIENTO DE SOLDADURA
21
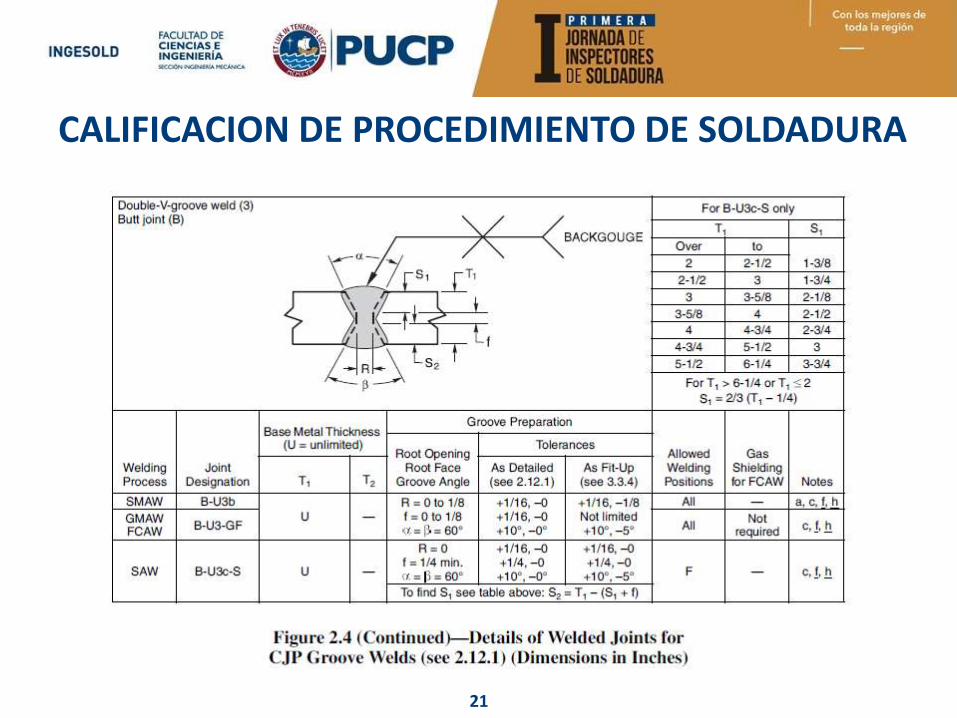
CALIFICACION DE PROCEDIMIENTO DE SOLDADURA
22
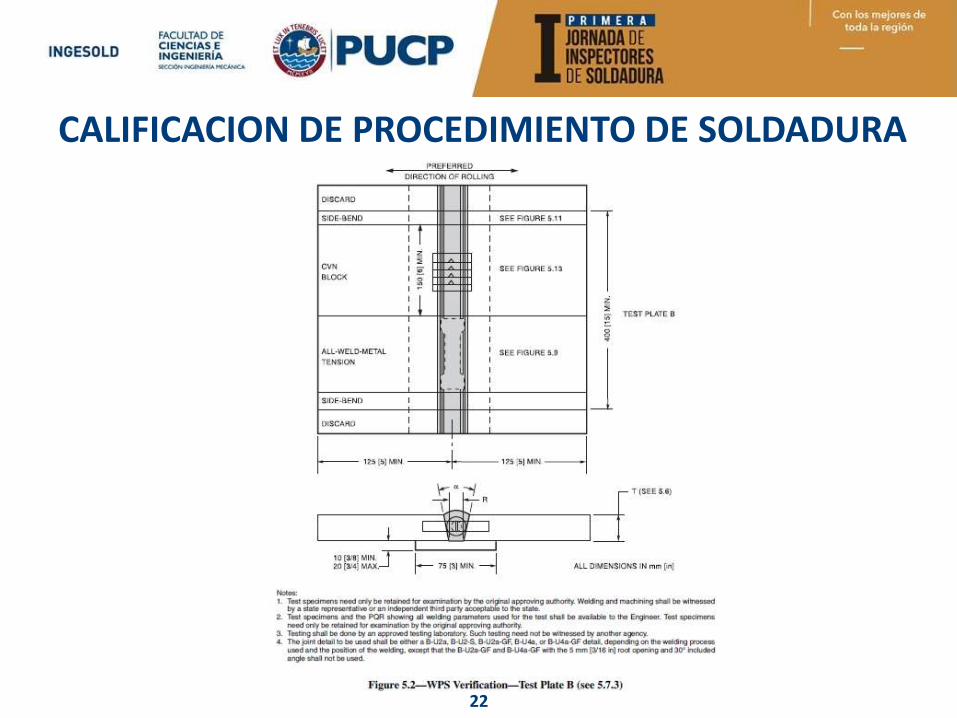
CALIFICACION DE PROCEDIMIENTO DE SOLDADURA
23
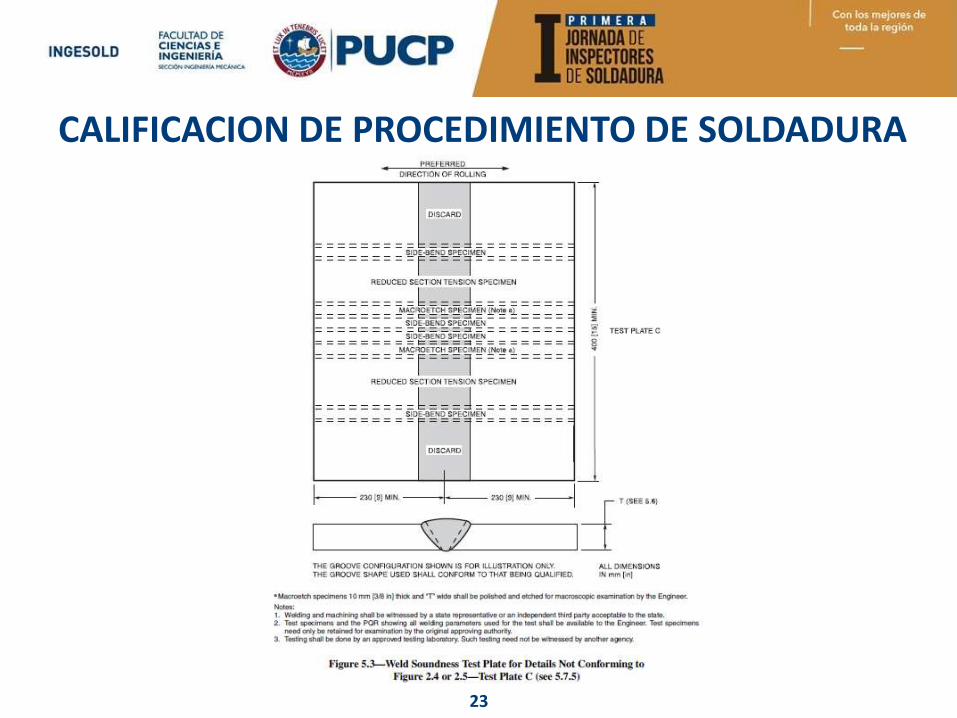
CALIFICACION DE PROCEDIMIENTO DE SOLDADURA
24
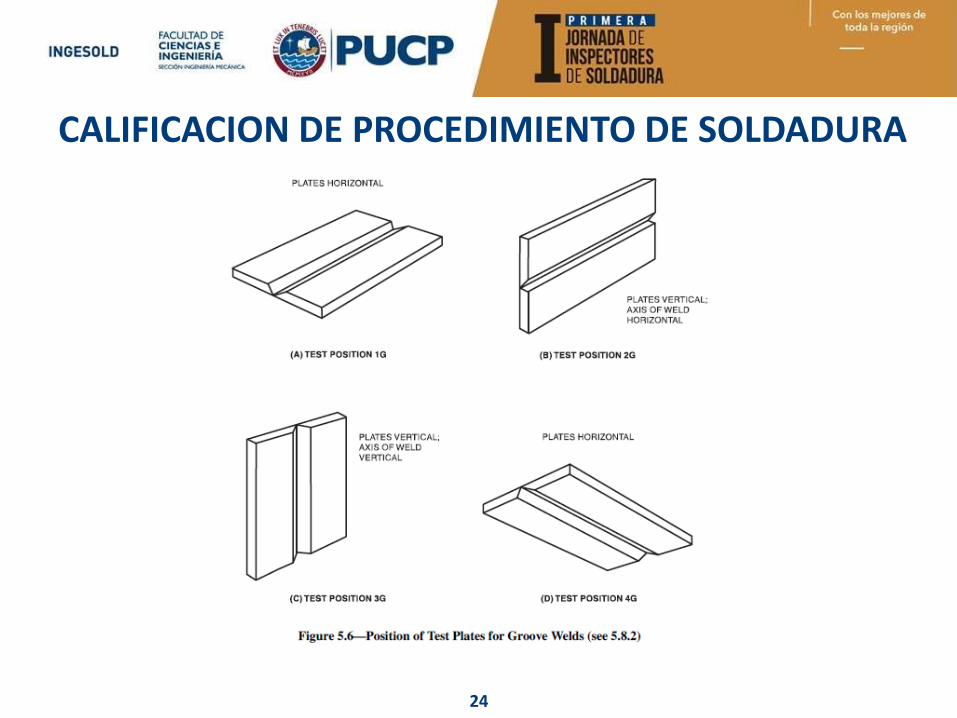
CALIFICACION DE PROCEDIMIENTO DE SOLDADURA

25
CALIFICACION DE PROCEDIMIENTO DE SOLDADURA
• Precalificado en SMAW excepto E100XX y E110XX • Juntas PJP pueden ser cubiertas por PQR CJP , pero se puede
solicitar 3 macrografías para verificar sanidad y penetración efectiva. • Juntas a Filete de un solo pase , son calificadas por PQR CJP • Procedimiento para soldadura para apuntalado se considera
precalificado si se va emplear luego SAW
26
CALIFICACION DE PROCEDIMIENTO DE SOLDADURA
5.12 CALIFICACION POR CALOR DE APORTE
𝑄 = 𝑉 𝑥 𝐴 𝑥 60
𝑉𝑒𝑙. 𝐴𝑣𝑎𝑛𝑐𝑒 𝑥 10000
Q= Calor de Aporte ( KJ/mm) V= Voltaje (V) A= Amperaje (A) Vel. Avance = cm/min
El calor de aporte por cada pase de soldadura individual, excepto el pase de raíz y los pases de presentación, deberán estar entre el ± 10% del promedio del calor de aporte de todos los pases ejecutados en la prueba. Todos los parámetros deben ser registrados y anotados en el WPS.

27
CALIFICACION DE PROCEDIMIENTO DE SOLDADURA 5.12.1 CALOR DE APORTE MÁXIMO
• El calor de aporte máximo deberá ser el calculado como el calor de aporte promedio de la prueba realizada.
• El número de electrodos debe estar en el registro del WPS y el diámetro del aporte no es una variable esencial.
• Todos los parámetro eléctricos deben ser respetados , en el caso del stick out se tiene una tolerancia máxima de 20mm para SAW y 6mm para FCAW y GMAW
• Amperaje máximos , ver Capitulo 4 Y Tabla 5.10 • Voltaje máximo , verificar con el calor de aporte calculado, se debe mantener • Caudal mínimo , el empleado en el WPS • Velocidad de avance , cumplir con el calor de aporte calculado • Precalentamiento e interpase , mínimo 100°C
28
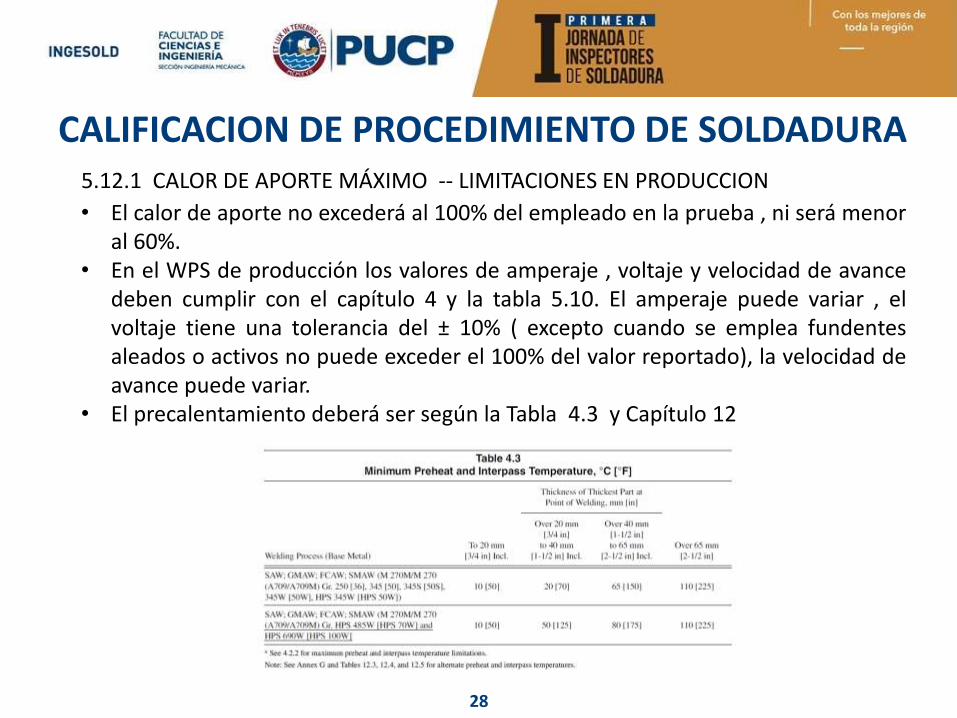
CALIFICACION DE PROCEDIMIENTO DE SOLDADURA 5.12.1 CALOR DE APORTE MÁXIMO -- LIMITACIONES EN PRODUCCION
• El calor de aporte no excederá al 100% del empleado en la prueba , ni será menor al 60%.
• En el WPS de producción los valores de amperaje , voltaje y velocidad de avance deben cumplir con el capítulo 4 y la tabla 5.10. El amperaje puede variar , el voltaje tiene una tolerancia del ± 10% ( excepto cuando se emplea fundentes aleados o activos no puede exceder el 100% del valor reportado), la velocidad de avance puede variar.
• El precalentamiento deberá ser según la Tabla 4.3 y Capítulo 12
29
CALIFICACION DE PROCEDIMIENTO DE SOLDADURA 5.12.2 MAXIMO – MÍNIMO CALOR DE APORTE • Se debe realizar 1 cupón según 5.12.1 ( máximo calor de aporte ) y otro cupón
empleando 5.12.2 ( mínimo calor de aporte). • El número de electrodos debe estar en el registro del WPS y el diámetro del
aporte no es una variable esencial. • Todos los parámetro eléctricos deben ser respetados , en el caso del stick out se
tiene una tolerancia máxima de 20mm para SAW y 6mm para FCAW y GMAW • Amperaje máximos , ver Capitulo 4 Y Tabla 5.10 • Voltaje máximo , verificar con el calor de aporte calculado, se debe mantener • Velocidad de avance , cumplir con el calor de aporte calculado • Precalentamiento, mínimo 10°C máximo 40°C • Interpase máximo : 50°C
30
CALIFICACION DE PROCEDIMIENTO DE SOLDADURA 5.12.2 MAXIMO – MÍNIMO CALOR DE APORTE-- LIMITACIONES EN PRODUCCION
• El calor de aporte no excederá al máximo empleado en la prueba ni será mas bajo que el mínimo empleado.
• En el WPS de producción los valores de amperaje , voltaje y velocidad de avance deben cumplir con el capítulo 4 y la tabla 5.10. El amperaje puede variar , el voltaje tiene una tolerancia del ± 10% del máximo calor de aporte( excepto cuando se emplea fundentes aleados o activos no puede exceder el 100% del valor reportado), la velocidad de avance puede variar.
• El precalentamiento deberá ser según la Tabla 4.3 y Capítulo 12
31
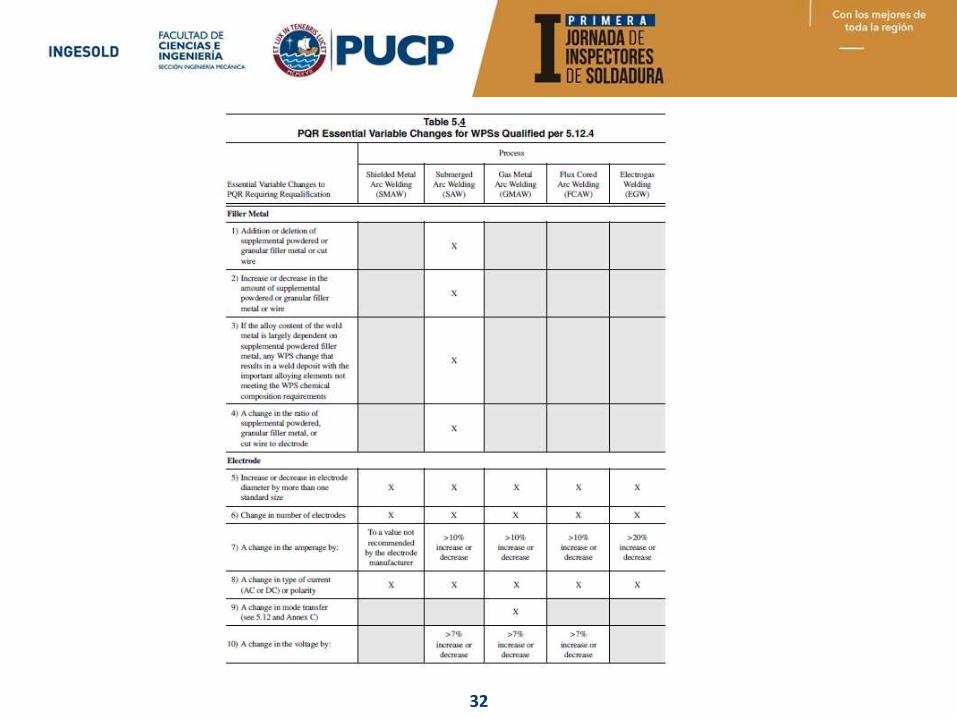
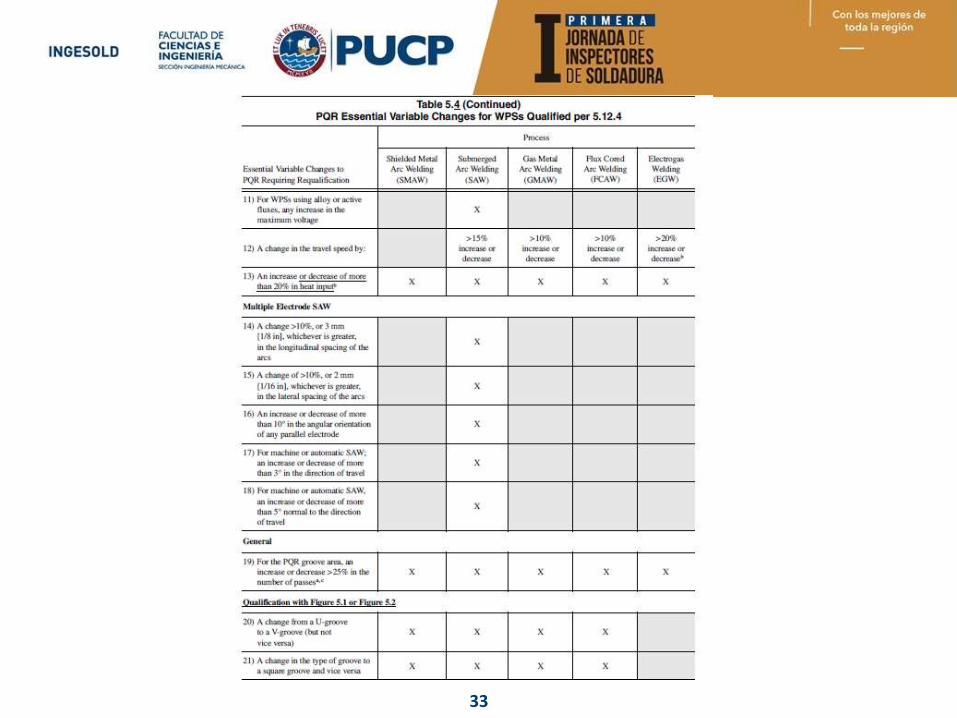
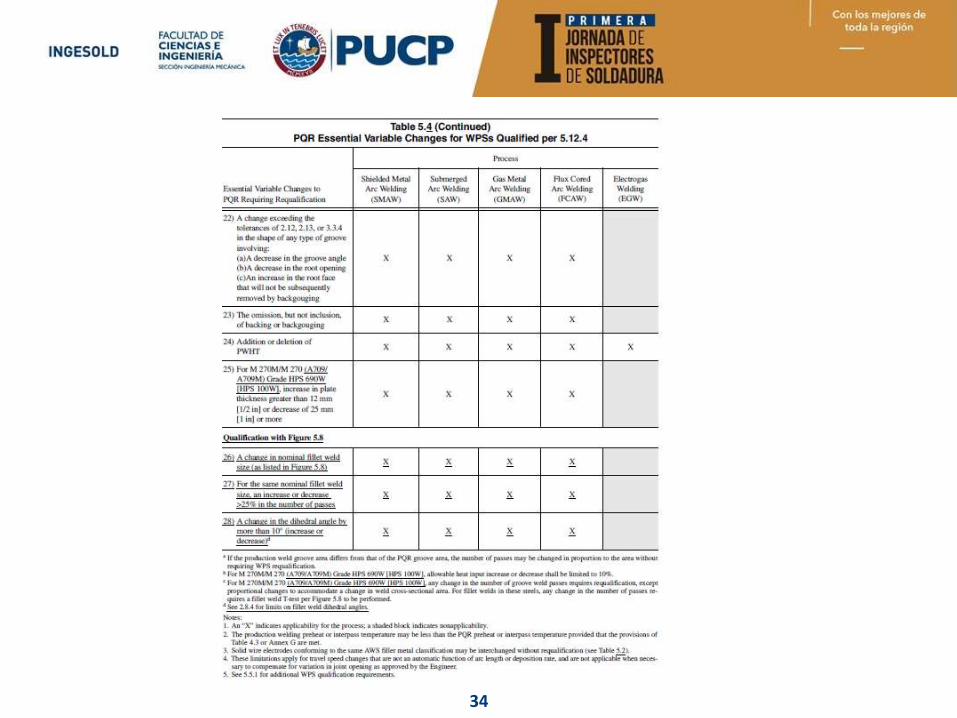
CALIFICACION DE PROCEDIMIENTO DE SOLDADURA 5.12.4 CALIFICACION PROCEDIMIENTO DE PRODUCCION • Fundentes activos en SAW • Detalles de juntas que no cumplan con las figuras 2.4 y 2.5. • WPS para materiales del tipo Grado HPS 690W • Cumplir con los requerimientos de la tabla 5.4 ( Variables esenciales) • El material de aporte debe pasar pruebas según Figura 5.1 • El WPS se califica según Figura 5.3 • Las limitaciones de este método están en la Tabla 5.4
32
33
34
35
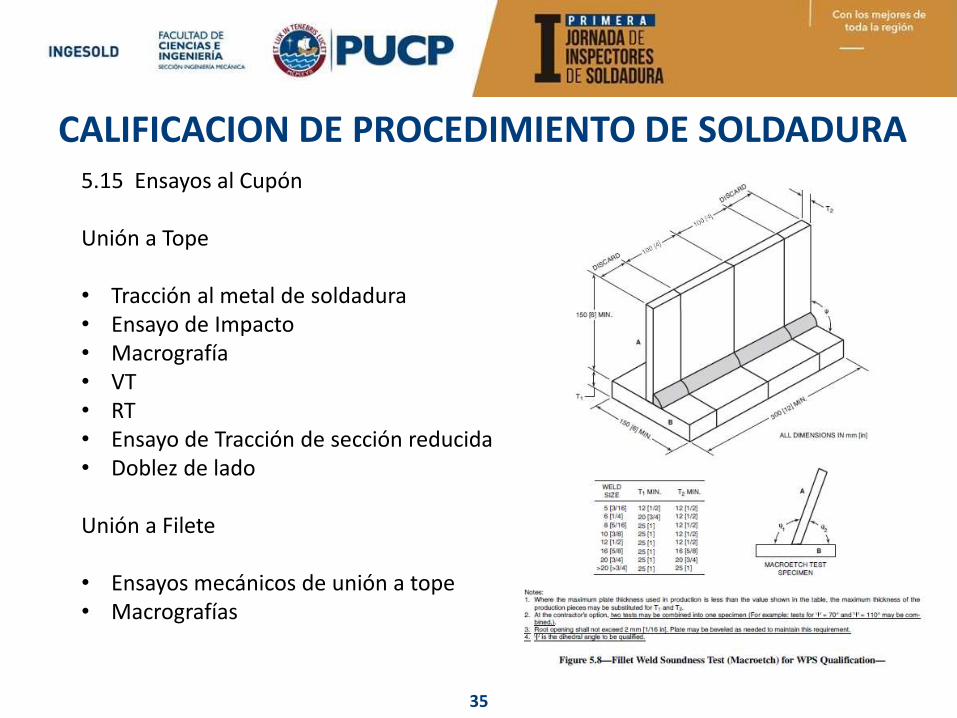
CALIFICACION DE PROCEDIMIENTO DE SOLDADURA 5.15 Ensayos al Cupón Unión a Tope • Tracción al metal de soldadura • Ensayo de Impacto • Macrografía • VT • RT • Ensayo de Tracción de sección reducida • Doblez de lado
Unión a Filete • Ensayos mecánicos de unión a tope • Macrografías
36
CALIFICACION DE PROCEDIMIENTO DE SOLDADURA
37
CALIFICACION DE PROCEDIMIENTO DE SOLDADURA

38
CALIFICACIÓN DE SOLDADORES
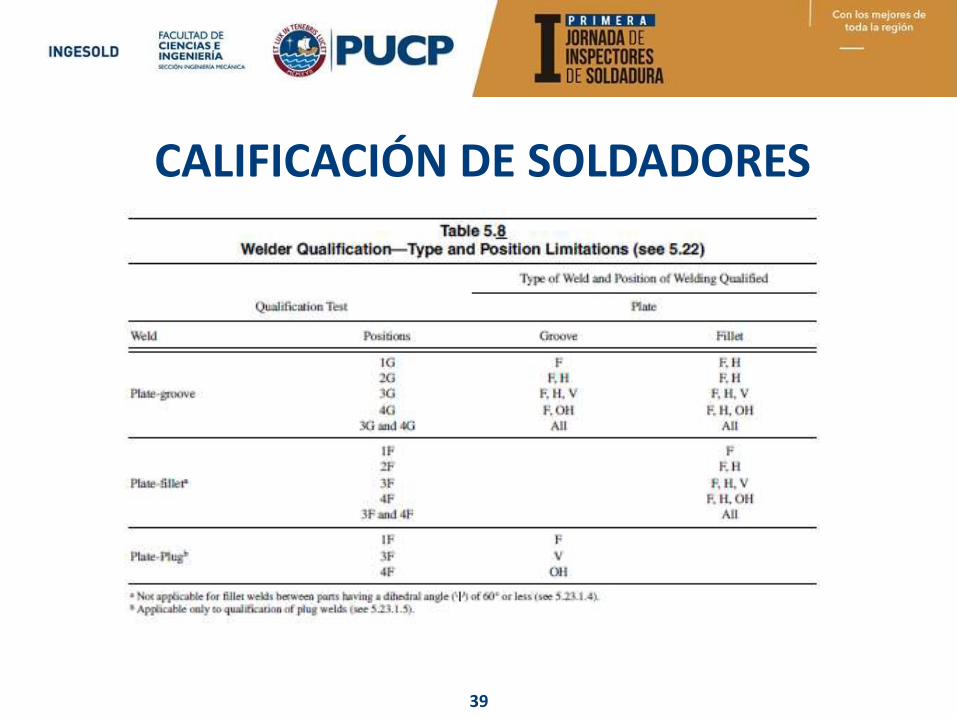
• No se puede limpiar con escobilla , ni esmerilar durante la prueba.
• La limpieza es en la misma posición de prueba y sólo con escobilla manual
• Máxima sobremonta es de 5.0mm
• Máxima socavación de 1.0mm
39
CALIFICACIÓN DE SOLDADORES
40
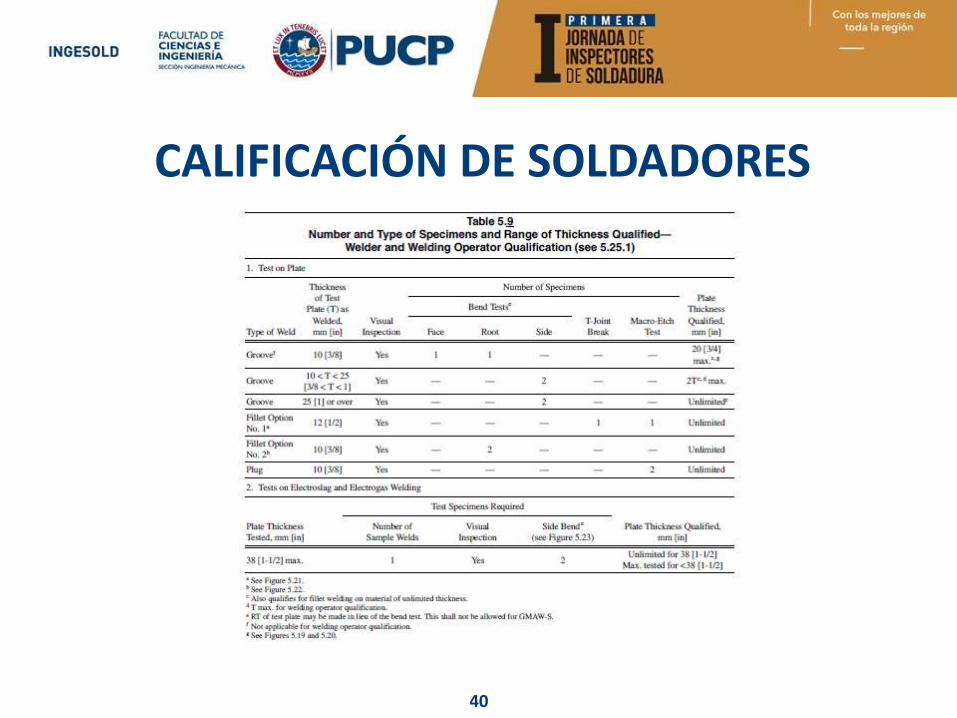
CALIFICACIÓN DE SOLDADORES

41
TAREA CUMPLIDA


















