COMO MEJORAR EL OEE DE LOS EQUIPOS Y EL MEJORAMIENTO DE … · Tabla de posiciones del OEE? ......
22
COMO MEJORAR EL OEE DE LOS EQUIPOS Y EL MEJORAMIENTO DE LA CALIDAD DE SOLDADO Autor: MA Erick Teran
Transcript of COMO MEJORAR EL OEE DE LOS EQUIPOS Y EL MEJORAMIENTO DE … · Tabla de posiciones del OEE? ......
COMO MEJORAR EL OEE DE LOS EQUIPOS Y EL MEJORAMIENTO DE LA CALIDAD DE SOLDADO
Autor: MA Erick Teran
Cuantos de nosotros pensamos lo mismo ?
•
Grandes problematicas en las fabricas? •
Competencia en el costo de manufactura
Se compran equipos y maquinas para aumentar capacidad, realmente no se necesita
Falta de innovacion y mejoras en los procesos, por falta de seguimiento a objetivos y metas
Como solucionamos esta enfermedad que esta ocurriendo en mas y mas fabricas?
•
+ Capacidad + Equipos + Espacio + Gente = + $$$

Implementando la formula magica del OEE
•
OEE = Availability * Performance * Quality

Que es el OEE?•
El OEE es el metrico utilizado por la industria de la trasformacion, para conocer la eficiencia productiva de la maquinaria y los procesos:
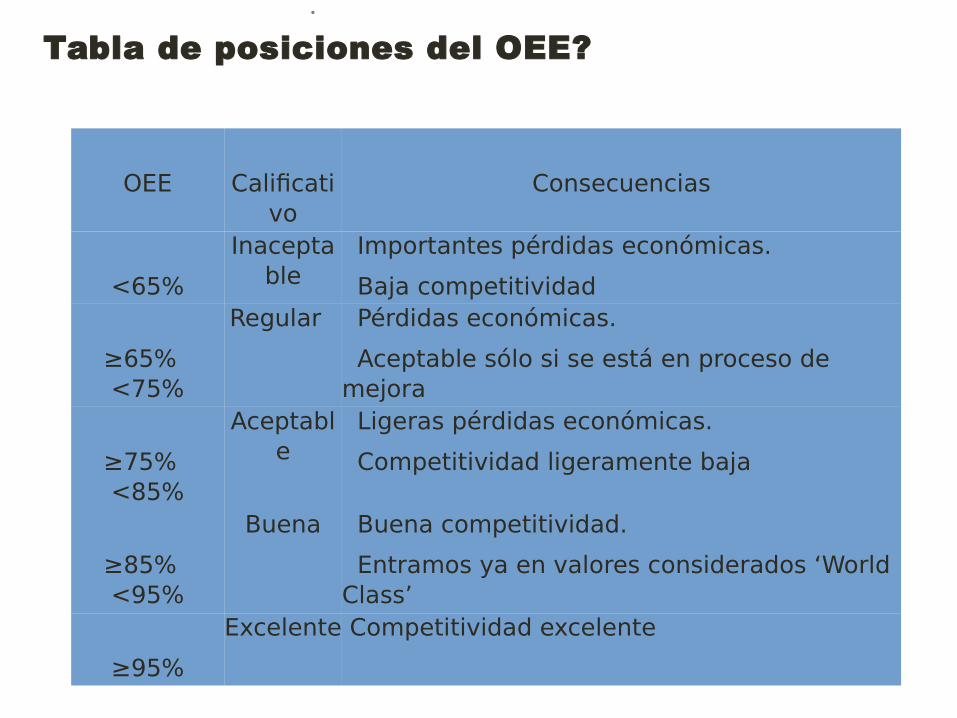
Tabla de posiciones del OEE?•
OEE Calificativo
Consecuencias
<65%
Inaceptable
Importantes pérdidas económicas.
Baja competitividad
≥65% <75%
Regular Pérdidas económicas.
Aceptable sólo si se está en proceso de mejora
≥75% <85%
Aceptable
Ligeras pérdidas económicas.
Competitividad ligeramente baja
≥85% <95%
Buena Buena competitividad.
Entramos ya en valores considerados ‘World Class’
≥95%
Excelente Competitividad excelente
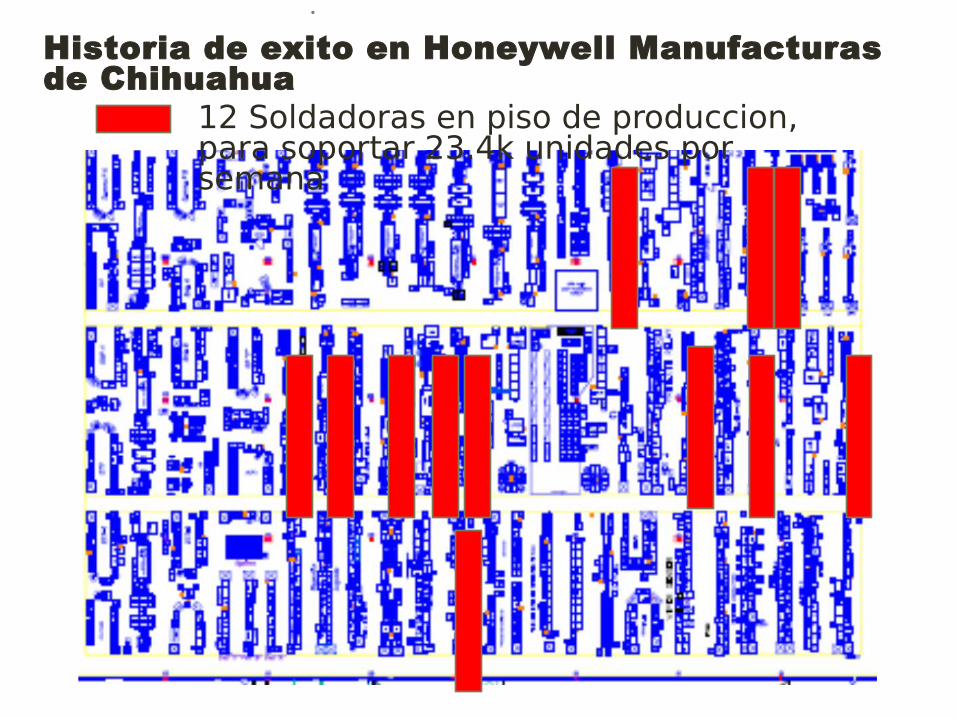
Historia de exito en Honeywell Manufacturas de Chihuahua
•
12 Soldadoras en piso de produccion, para soportar 23.4k unidades por semana

Historia de exito en Honeywell Manufacturas de Chihuahua
•
3 Soldadoras en piso de produccion optimizacion de 8 soldadoras
•
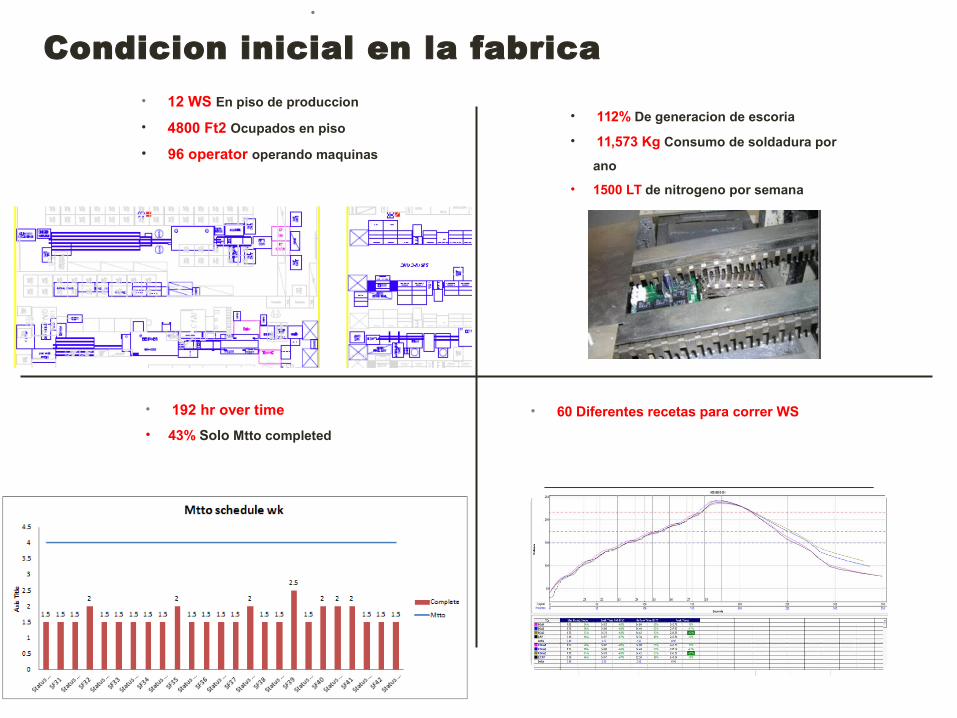
• 112% De generacion de escoria
• 11,573 Kg Consumo de soldadura por
ano
• 1500 LT de nitrogeno por semana
• 192 hr over time
• 43% Solo Mtto completed
• 60 Diferentes recetas para correr WS
• 12 WS En piso de produccion
• 4800 Ft2 Ocupados en piso
• 96 operator operando maquinas
Condicion inicial en la fabrica
•
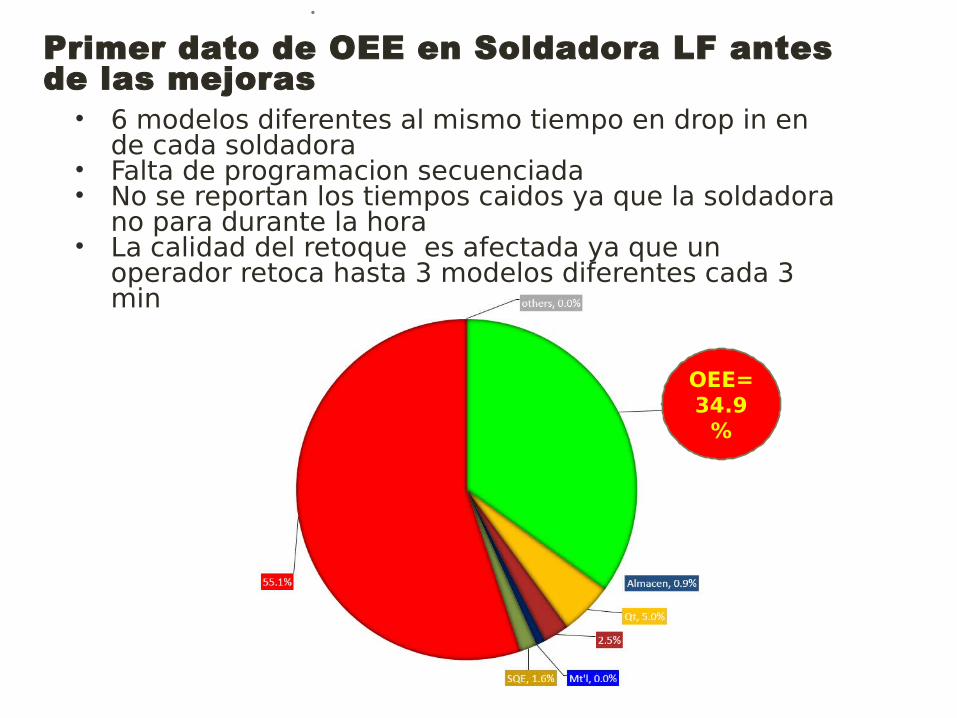
Primer dato de OEE en Soldadora LF antes de las mejoras • 6 modelos diferentes al mismo tiempo en drop in en
de cada soldadora• Falta de programacion secuenciada• No se reportan los tiempos caidos ya que la soldadora
no para durante la hora• La calidad del retoque es afectada ya que un
operador retoca hasta 3 modelos diferentes cada 3 min
OEE= 34.9
%
Incluir SPC como control y seguimiento• Monitoreo de velocidad de conveyors, recetas y Mejora
en mttos incluyendo equipos de escoreos
Incluir SPC como control y seguimiento• Monitoreo de velocidad de conveyors, recetas y Mejora
en mttos incluyendo equipos de escoreos
Rebalanceo del area de drop in en equipos R & Azul• Programacion diaria en c/u de las maquinas• Seguimiento a Hr x Hr (OA x Perf x Calidad)
Rebalanceo del area de drop in en equipos R & Azul• Programacion diaria en c/u de las maquinas• Seguimiento a Hr x Hr (OA x Perf x Calidad)
Cambio de layout para mejorar la distribucion de tablilla a cada linea de ensamble final
Cambio de layout para mejorar la distribucion de tablilla a cada linea de ensamble final
Acciones para mejoramiento del OEE en cada soldadora LF
Perfiles genericos • Mejora de SMEDs• Seguimiento a la calidad del producto
Perfiles genericos • Mejora de SMEDs• Seguimiento a la calidad del producto
Incremento en la frecuencia de mantenimiento• 2 tecnicos soportan la rutina de mtto con apoyo de
maquina escoriadora
Incremento en la frecuencia de mantenimiento• 2 tecnicos soportan la rutina de mtto con apoyo de
maquina escoriadora
Acciones para mejoramiento del OEE en cada soldadora LF
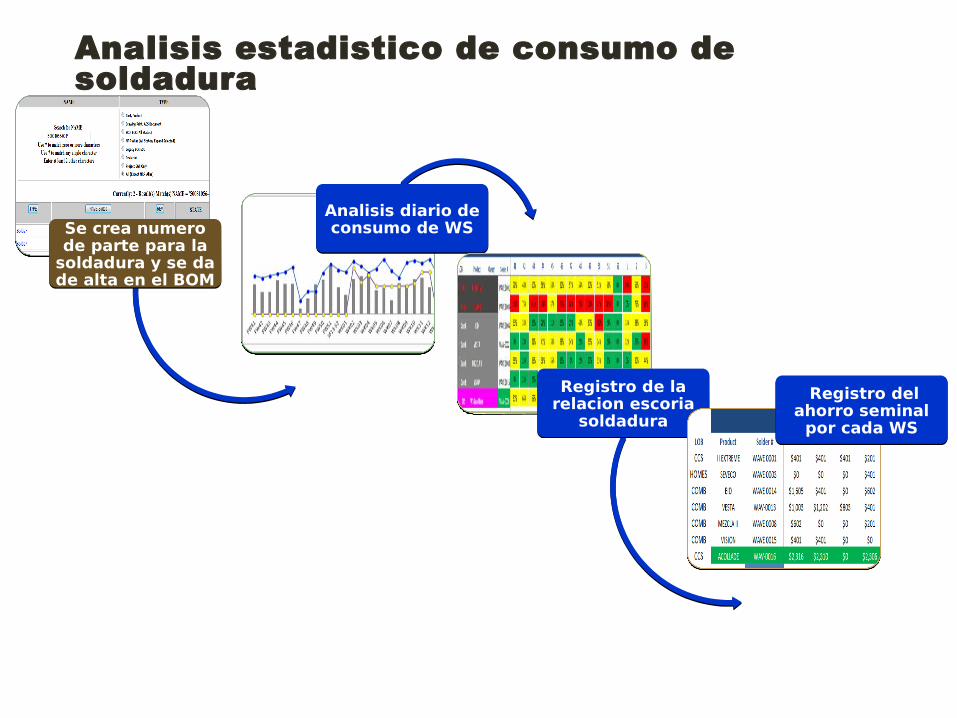
Analisis estadistico de consumo de soldadura
Se crea numero de parte para la
soldadura y se da de alta en el BOM
Se crea numero de parte para la
soldadura y se da de alta en el BOM
Analisis diario de consumo de WS
Analisis diario de consumo de WS
Registro de la relacion escoria
soldadura
Registro de la relacion escoria
soldadura
Registro del ahorro seminal
por cada WS
Registro del ahorro seminal
por cada WS
•
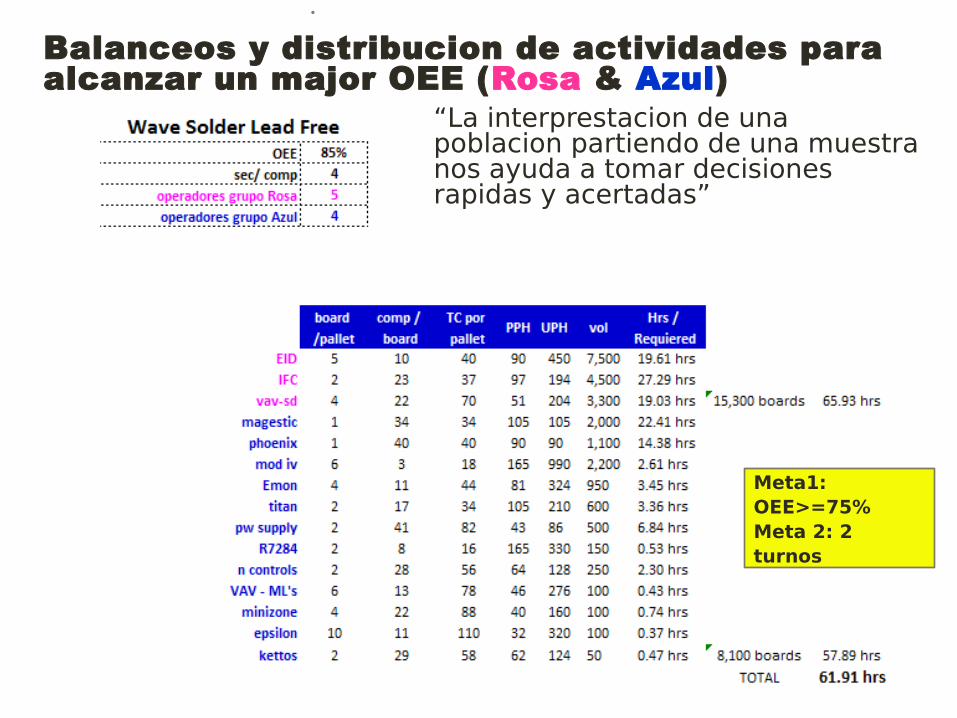
Balanceos y distribucion de actividades para alcanzar un major OEE (Rosa & Azul)
“La interprestacion de una poblacion partiendo de una muestra nos ayuda a tomar decisiones rapidas y acertadas”
Meta1: OEE>=75%Meta 2: 2 turnos
•
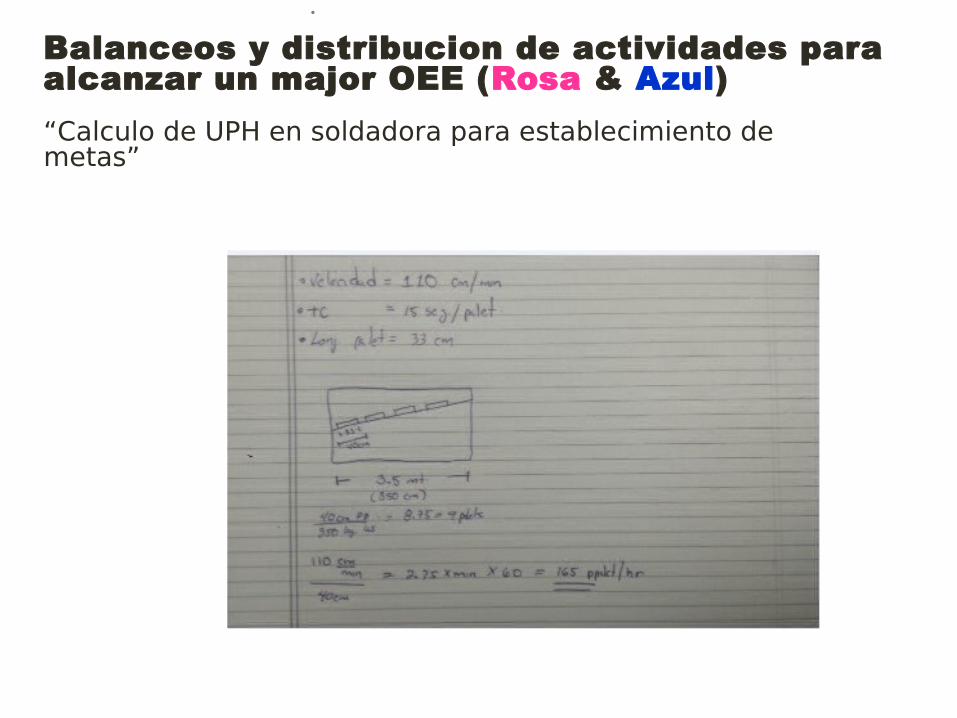
Balanceos y distribucion de actividades para alcanzar un major OEE (Rosa & Azul)“Calculo de UPH en soldadora para establecimiento de metas”
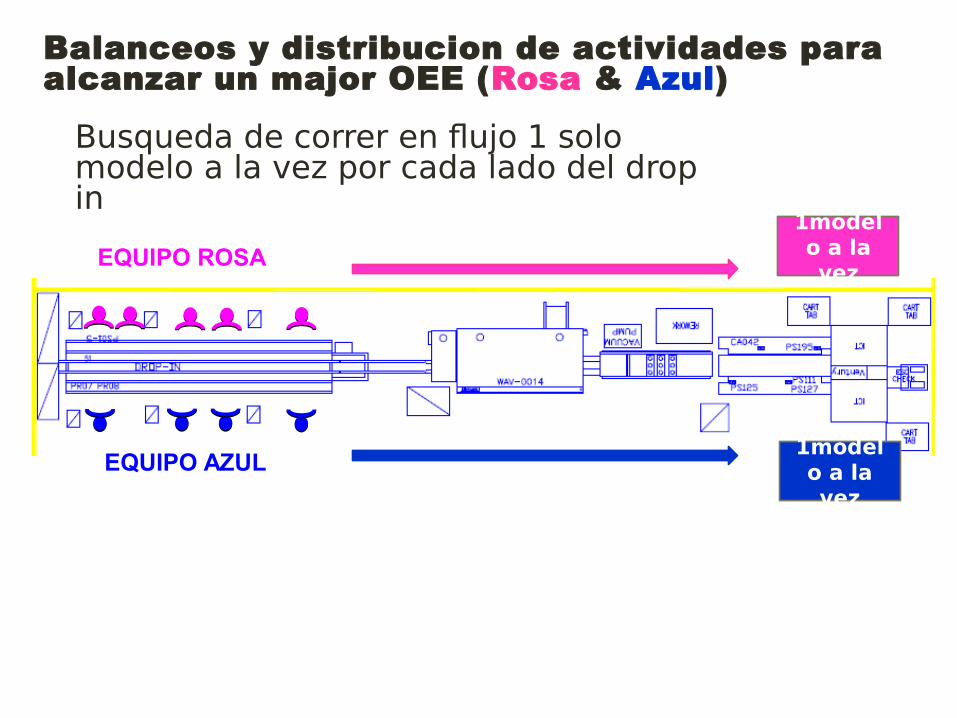
EQUIPO ROSA
EQUIPO AZUL
Busqueda de correr en flujo 1 solo modelo a la vez por cada lado del drop in
Balanceos y distribucion de actividades para alcanzar un major OEE (Rosa & Azul)
1modelo a la vez
1modelo a la vez

Resultados en las primeras semanas
OEE= 71.4
%
OEE= 34.4
%
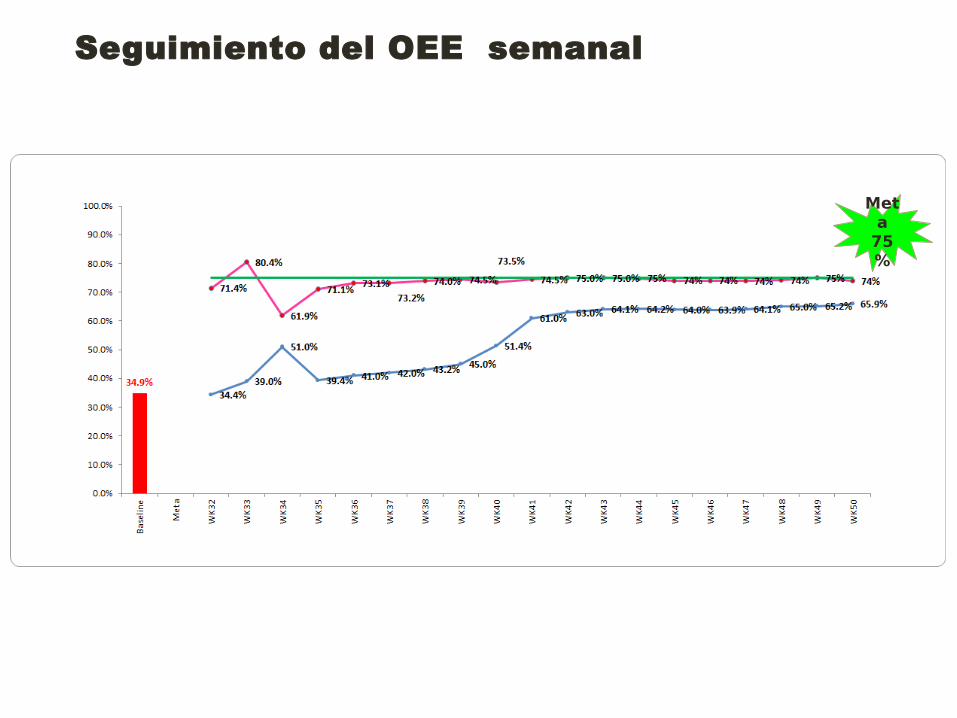
Seguimiento del OEE semanal
Meta
75%

Mejoras en costo
Solder consume
optimization
601 Kg menos de consume de soldadura anual
Solder consume
optimization
601 Kg menos de consume de soldadura anual
Espacio para 16 nuevas lineas de
produccion
Espacio para 16 nuevas lineas de
produccion
Re-balanceo
9 Drop in liberados.
9 Estaciones de retoque
Re-balanceo
9 Drop in liberados.
9 Estaciones de retoque
9 Soldadoras eliminadas
Energia = USD $118K
Utilizacion= USD $18.4K
Mantenimiento =USD$ 79.2KNitrogeno = USD$120.8K
9 Soldadoras eliminadas
Energia = USD $118K
Utilizacion= USD $18.4K
Mantenimiento =USD$ 79.2KNitrogeno = USD$120.8K
US$ 336.4K
Ahorro
3200 FT2
LiberadosUS$ 6.3K
Escoria
soldadura64 Operadores
Re-ubicados
Lecciones aprendidas • Establecer metas para ancanzar objetivos a corto y largo plazo
• Enfocar al personal a producir unidadades
• No gastar tiempo en reportar TM para justificar ineficiencia
• Trabajar en la mejora continua
• Todos los departamentos son parte del OEE
• La abundancia no se administra
• Las mejores ideas son simples y de bajo costo
• La supervicion y la retroalimentacion en el momento es la base para el alcance de metas a corto plazo
• Cada problema es una oportunidad de mejorar
• Si no lo medimos no lo podemos mejorar