CONTROL INTELIGENTE DE LOS PROCESOS DE...
9
CONTROL INTELIGENTE DE LOS PROCESOS DE MECANIZADO Rodolfo E. Haber Guerra Instituto de AutomÆtica Industrial (CSIC) N-III Km. 22,800. 28500. Madrid. [email protected] JosØ Ramn Alique Lpez Instituto de AutomÆtica Industrial (CSIC) N-III Km. 22,800. 28500. Madrid. [email protected] Angel Alique Palomar Instituto de AutomÆtica Industrial (CSIC) N-III Km. 22,800. 28500. Madrid. [email protected] Resumen En este trabajo se hace una revisin y se describen algunos resultados obtenidos en el tema del control inteligente de los procesos de mecanizado. Se hace un recorrido por cada una de las Æreas fundamentales del diseæo, sntesis, ajuste, anÆlisis dinÆmico y aplicacin industrial de los controladores borrosos al proceso en cuestin. En cada uno de los aspectos tratados se esboza la metodologa seleccionada y se realza el funcionamiento adecuado de los controladores borrosos en la regulacin de sistemas no lineales, especficamente del proceso de fresado. Palabras Clave: control inteligente, control borroso, mÆquina herramienta, proceso de mecanizado. 1 CONTROL Y SUPERVISION INTELIGENTE. PROCESO DE MECANIZADO Los mØtodos modernos de produccin y fabricacin demandan de los sistemas de control un buen comportamiento en una amplia gama de condiciones de trabajo. Sin embargo, en tales circunstancias existe un gran nœmero de procesos que exhiben fuertes no linealidades y un comportamiento no estacionario y, por tanto, existe una notable incertidumbre sobre el proceso en cuestin. Los controladores clÆsicos y adaptativos han probado su validez en el ambiente industrial, siempre que todas las condiciones tericas (requisitos a priori de diseæo) hayan sido cumplimentadas y los parÆmetros de diseæo hayan sido escogidos convenientemente. No obstante, en la prÆctica muchos de estos requisitos no se cumplen y algunos parÆmetros de diseæo no son los mÆs apropiados, lo cual repercute en un pobre funcionamiento del sistema de control. Todas estas circunstancias han motivado que en la actualidad la optimizacin de muchos procesos industriales, sea un problema slo resuelto parcialmente. En la mejora de la eficiencia del proceso productivo influye de manera significativa el hecho de que no se pueden alcanzar incrementos significativos de la productividad a partir de los esquemas de control clÆsicos instalados. Dos caminos interesantes para abordar la optimizacin son la introduccin de niveles de supervisin y coordinacin en los lazos de control instalados, y la posibilidad de aæadir nuevos reguladores utilizando como variables controladas aquellas que influyen de manera decisiva en el proceso productivo. Con vistas a materializar cualesquiera de estas vas de solucin no excluyentes, desempeæan un papel relevante los sistemas inteligentes, que basan su funcionamiento en la utilizacin de la experiencia humana, de forma directa y/o de manera simulada. De todas las tØcnicas, el control borroso representa un punto de partida bien diferenciado del resto de los aportes. BÆsicamente, en lugar de utilizar modelos matemÆticos para el diseæo de los sistemas de control, se trata de aplicar la lgica borrosa para construir reguladores que incorporan el conocimiento de los operadores [19]. Aparentemente el pensamiento humano tiene la facilidad de reconocer patrones y hacer razonamiento global a varios niveles, para lo cual dispone de una jerarqua en el conocimiento con un encadenamiento lgico en cada nivel. Este debe ser uno de los motivos por el que la destreza de los operadores para controlar y supervisar los procesos complejos haya sido, y sea fundamental. Es por ello que gana
Transcript of CONTROL INTELIGENTE DE LOS PROCESOS DE...

CONTROL INTELIGENTE DE LOS PROCESOS DE MECANIZADO
Rodolfo E. Haber Guerra Instituto de Automática Industrial (CSIC)
N-III Km. 22,800. 28500. Madrid. [email protected]
José Ramón Alique López
Instituto de Automática Industrial (CSIC) N-III Km. 22,800. 28500. Madrid.
Angel Alique Palomar Instituto de Automática Industrial (CSIC)
N-III Km. 22,800. 28500. Madrid. [email protected]
Resumen En este trabajo se hace una revisión y se describen algunos resultados obtenidos en el tema del control inteligente de los procesos de mecanizado. Se hace un recorrido por cada una de las áreas fundamentales del diseño, síntesis, ajuste, análisis dinámico y aplicación industrial de los controladores borrosos al proceso en cuestión. En cada uno de los aspectos tratados se esboza la metodología seleccionada y se realza el funcionamiento adecuado de los controladores borrosos en la regulación de sistemas no lineales, específicamente del proceso de fresado. Palabras Clave: control inteligente, control borroso, máquina herramienta, proceso de mecanizado. 1 CONTROL Y SUPERVISION INTELIGENTE. PROCESO DE MECANIZADO Los métodos modernos de producción y fabricación demandan de los sistemas de control un buen comportamiento en una amplia gama de condiciones de trabajo. Sin embargo, en tales circunstancias existe un gran número de procesos que exhiben fuertes no linealidades y un comportamiento no estacionario y, por tanto, existe una notable incertidumbre sobre el proceso en cuestión.
Los controladores clásicos y adaptativos han probado su validez en el ambiente industrial, siempre que todas las condiciones teóricas (requisitos a priori de diseño) hayan sido cumplimentadas y los parámetros de diseño hayan sido escogidos convenientemente. No obstante, en la práctica muchos de estos
requisitos no se cumplen y algunos parámetros de diseño no son los más apropiados, lo cual repercute en un pobre funcionamiento del sistema de control.
Todas estas circunstancias han motivado que en la actualidad la optimización de muchos procesos industriales, sea un problema sólo resuelto parcialmente. En la mejoría de la eficiencia del proceso productivo influye de manera significativa el hecho de que no se pueden alcanzar incrementos significativos de la productividad a partir de los esquemas de control clásicos instalados. Dos caminos interesantes para abordar la optimización son la introducción de niveles de supervisión y coordinación en los lazos de control instalados, y la posibilidad de añadir nuevos reguladores utilizando como variables controladas aquellas que influyen de manera decisiva en el proceso productivo.
Con vistas a materializar cualesquiera de estas vías de solución no excluyentes, desempeñan un papel relevante los sistemas inteligentes, que basan su funcionamiento en la utilización de la experiencia humana, de forma directa y/o de manera simulada. De todas las técnicas, el control borroso representa un punto de partida bien diferenciado del resto de los aportes. Básicamente, en lugar de utilizar modelos matemáticos para el diseño de los sistemas de control, se trata de aplicar la lógica borrosa para construir reguladores que incorporan el conocimiento de los operadores [19].
Aparentemente el pensamiento humano tiene la facilidad de reconocer patrones y hacer razonamiento global a varios niveles, para lo cual dispone de una jerarquía en el conocimiento con un encadenamiento lógico en cada nivel. Este debe ser uno de los motivos por el que la destreza de los operadores para controlar y supervisar los procesos complejos haya sido, y sea fundamental. Es por ello que gana
importancia el control jerárquico en estrecho nexo con los sistemas inteligentes [12]. Esto nos permite no sólo descomponer las tareas, sino también hace posible un nuevo enfoque de la optimización donde se aprovecha en cierta medida la habilidad del operador y no es necesario realizar grandes modificaciones a los esquemas de control existentes [20,21]. Si analizamos con profundidad, las nuevas técnicas han propiciado el planteamiento y la solución de exigentes requisitos de funcionamiento, y la posibilidad de realizar algunas tareas de supervisión y control jerárquico que hace algunos años no eran posibles [26].
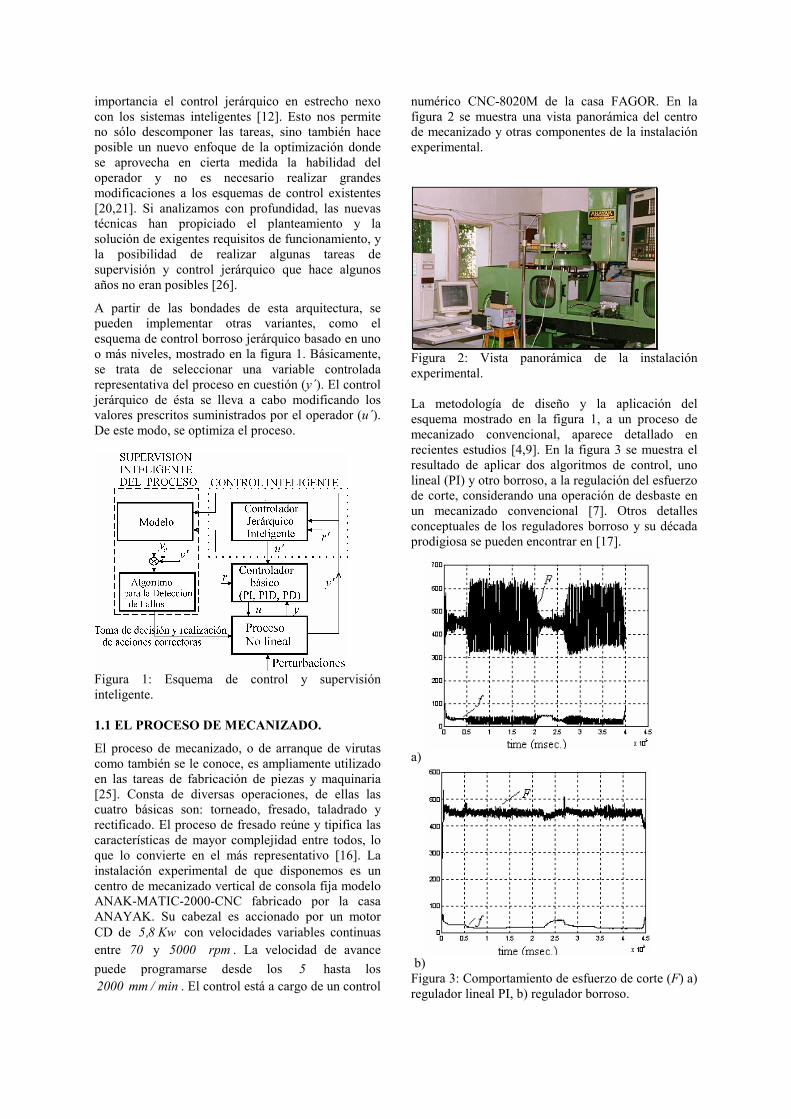
A partir de las bondades de esta arquitectura, se pueden implementar otras variantes, como el esquema de control borroso jerárquico basado en uno o más niveles, mostrado en la figura 1. Básicamente, se trata de seleccionar una variable controlada representativa del proceso en cuestión (y´). El control jerárquico de ésta se lleva a cabo modificando los valores prescritos suministrados por el operador (u´). De este modo, se optimiza el proceso.
Figura 1: Esquema de control y supervisión inteligente. 1.1 EL PROCESO DE MECANIZADO.
El proceso de mecanizado, o de arranque de virutas como también se le conoce, es ampliamente utilizado en las tareas de fabricación de piezas y maquinaria [25]. Consta de diversas operaciones, de ellas las cuatro básicas son: torneado, fresado, taladrado y rectificado. El proceso de fresado reúne y tipifica las características de mayor complejidad entre todos, lo que lo convierte en el más representativo [16]. La instalación experimental de que disponemos es un centro de mecanizado vertical de consola fija modelo ANAK-MATIC-2000-CNC fabricado por la casa ANAYAK. Su cabezal es accionado por un motor CD de Kw 8,5 con velocidades variables continuas entre 70 y 5000 rpm . La velocidad de avance puede programarse desde los 5 hasta los 2000 min/mm . El control está a cargo de un control
numérico CNC-8020M de la casa FAGOR. En la figura 2 se muestra una vista panorámica del centro de mecanizado y otras componentes de la instalación experimental.
Figura 2: Vista panorámica de la instalación experimental. La metodología de diseño y la aplicación del esquema mostrado en la figura 1, a un proceso de mecanizado convencional, aparece detallado en recientes estudios [4,9]. En la figura 3 se muestra el resultado de aplicar dos algoritmos de control, uno lineal (PI) y otro borroso, a la regulación del esfuerzo de corte, considerando una operación de desbaste en un mecanizado convencional [7]. Otros detalles conceptuales de los reguladores borroso y su década prodigiosa se pueden encontrar en [17].
a)
b) Figura 3: Comportamiento de esfuerzo de corte (F) a) regulador lineal PI, b) regulador borroso.
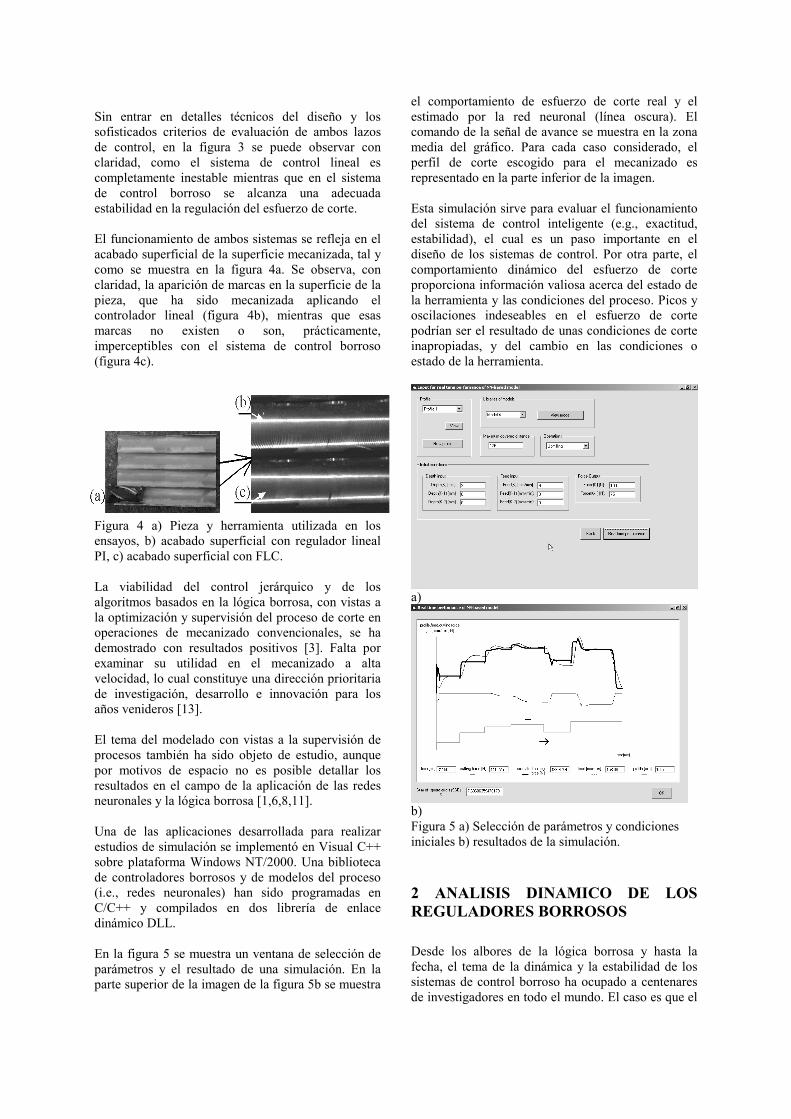
Sin entrar en detalles técnicos del diseño y los sofisticados criterios de evaluación de ambos lazos de control, en la figura 3 se puede observar con claridad, como el sistema de control lineal es completamente inestable mientras que en el sistema de control borroso se alcanza una adecuada estabilidad en la regulación del esfuerzo de corte. El funcionamiento de ambos sistemas se refleja en el acabado superficial de la superficie mecanizada, tal y como se muestra en la figura 4a. Se observa, con claridad, la aparición de marcas en la superficie de la pieza, que ha sido mecanizada aplicando el controlador lineal (figura 4b), mientras que esas marcas no existen o son, prácticamente, imperceptibles con el sistema de control borroso (figura 4c).
Figura 4 a) Pieza y herramienta utilizada en los ensayos, b) acabado superficial con regulador lineal PI, c) acabado superficial con FLC. La viabilidad del control jerárquico y de los algoritmos basados en la lógica borrosa, con vistas a la optimización y supervisión del proceso de corte en operaciones de mecanizado convencionales, se ha demostrado con resultados positivos [3]. Falta por examinar su utilidad en el mecanizado a alta velocidad, lo cual constituye una dirección prioritaria de investigación, desarrollo e innovación para los años venideros [13]. El tema del modelado con vistas a la supervisión de procesos también ha sido objeto de estudio, aunque por motivos de espacio no es posible detallar los resultados en el campo de la aplicación de las redes neuronales y la lógica borrosa [1,6,8,11]. Una de las aplicaciones desarrollada para realizar estudios de simulación se implementó en Visual C++ sobre plataforma Windows NT/2000. Una biblioteca de controladores borrosos y de modelos del proceso (i.e., redes neuronales) han sido programadas en C/C++ y compilados en dos librería de enlace dinámico DLL. En la figura 5 se muestra un ventana de selección de parámetros y el resultado de una simulación. En la parte superior de la imagen de la figura 5b se muestra
el comportamiento de esfuerzo de corte real y el estimado por la red neuronal (línea oscura). El comando de la señal de avance se muestra en la zona media del gráfico. Para cada caso considerado, el perfil de corte escogido para el mecanizado es representado en la parte inferior de la imagen. Esta simulación sirve para evaluar el funcionamiento del sistema de control inteligente (e.g., exactitud, estabilidad), el cual es un paso importante en el diseño de los sistemas de control. Por otra parte, el comportamiento dinámico del esfuerzo de corte proporciona información valiosa acerca del estado de la herramienta y las condiciones del proceso. Picos y oscilaciones indeseables en el esfuerzo de corte podrían ser el resultado de unas condiciones de corte inapropiadas, y del cambio en las condiciones o estado de la herramienta.
a)
b) Figura 5 a) Selección de parámetros y condiciones iniciales b) resultados de la simulación.
2 ANALISIS DINAMICO DE LOS REGULADORES BORROSOS
Desde los albores de la lógica borrosa y hasta la fecha, el tema de la dinámica y la estabilidad de los sistemas de control borroso ha ocupado a centenares de investigadores en todo el mundo. El caso es que el

control borroso se aplica preferentemente a sistemas �complejos�. Ambos componentes son, por tanto, no lineales sin un modelo clásico preciso y, de hecho, con el modelo del sistema en conjunto, ocurre lo mismo.
De otro lado, el análisis dinámico (incluida la estabilidad) de sistemas de control no lineales no es un problema en general resuelto, ni siquiera para los sistemas cuyo modelo matemático clásico sea conocido con exactitud. Los trabajos de Liapunov, base teórica de la estabilidad de sistemas no lineales, han ocupado a un número todavía mucho mayor de científicos, a pesar de lo cual sólo se ha alcanzado a desarrollar una serie de métodos, con validez restringida a otros tantos tipos de sistemas (problemas) [14]. Nuestra tarea ha sido la de tratar de aproximar o adaptar nuestro problema para intentar aprovechar alguno de esos resultados. Tal �adaptación� supone, de antemano, realizar alguna �concesión�.
Las limitaciones a la extensión de este trabajo nos impiden abordar los fundamentos teóricos del método elegido, siquiera en sus esenciales mínimos. Nos limitaremos pues a comentar que, al igual que lo hicieran antes muchos otros investigadores del control borroso, elegimos como paradigma al llamado �Problema de Lurié�, uno de los casos restringidos antes mencionados, para los que se obtuvieron resultados a la luz de la Teoría de Liapunov. Lurié encontró condiciones para la estabilidad de sistemas a lazo cerrado, con una parte lineal caracterizada por una función de transferencia
)s(G y una parte no lineal representada por una característica estática dada por una cierta función
)y(f , que debería estar acotada dentro de cierto sector. De hecho, se plantea la búsqueda de condiciones para lo que se conoce como estabilidad absoluta. En la figura 6 se muestra la estructura simplificada correspondiente al Problema de Lurié.
Figura 6: Esquema simplificado correspondiente al problema de Lur�e.
Examinando este esquema ya es posible pensar que uno de los dos grandes bloques, digamos el lineal,
podría tratar de hacerse corresponder al proceso controlado y el otro, el no lineal, al controlador borroso. Correspondería entonces elegir alguno de los métodos de análisis de la estabilidad, creados para solucionar este tipo de problema. Los dos más conocidos, por su probada eficacia, son el Criterio de Popov y el Criterio de los Círculos. Por sus cualidades elegimos el último, que además ha sido ensayado en sistemas de control borroso por varios investigadores, a partir de 1984 [22].
El criterio de los círculos está rigurosamente sustentado por la Teoría de Liapunov, pero además está formulado de una forma gráfica muy amigable que se apoya en diagramas frecuenciales clásicos. A la parte no lineal se le impone la condición de ser representada por una característica estática acotada entre dos rectas de primer y tercer cuadrante, que pasan por el origen. Luego, las pendientes de estas dos cotas, 1k y 2k , junto al diagrama polar de )(sG , definirán si el sistema es o no estable, en base de la posición relativa de este diagrama polar respecto al círculo correspondiente al par 1k , 2k .
f(y)
k 2 ⋅y1
k 1 ⋅y1
y1 Figura 7: Vista lateral de la superficie de control borroso acotada.
2.1 EXTENSIÓN DEL CRITERIO DE LOS CÍRCULOS
En general la aplicación del Criterio de los Círculos a los sistemas borrosos se ha restringido a sistemas SISO, y por tanto, ambos, el controlador y el proceso controlado, estarían limitados a ser sistemas de simple entrada y simple salida. En la literatura reciente se sugiere un enfoque modificado de ese criterio que permite extenderlo a controladores borrosos de doble entrada y simple salida [15]. En la figura se muestra el esquema del lazo en cuestión, con un controlador borroso tipo PI, que ha sido modificado para garantizar la condición 1Ry ∈ y reducir el problema al caso escalar (la no linealidad debe cumplir nn RR →:f(y) )[28].
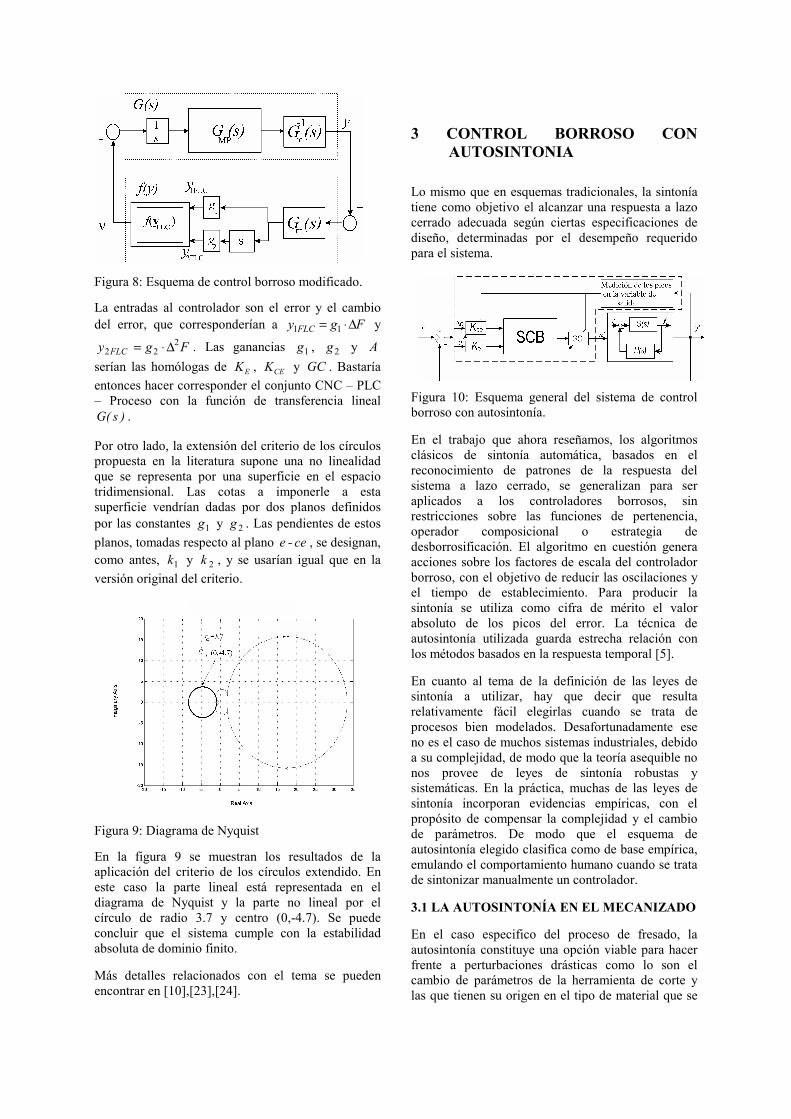
Figura 8: Esquema de control borroso modificado.
La entradas al controlador son el error y el cambio del error, que corresponderían a Fgy FLC ∆⋅= 11 y
Fgy FLC2
22 ∆⋅= . Las ganancias 1g , 2g y A serían las homólogas de EK , CEK y GC . Bastaría entonces hacer corresponder el conjunto CNC � PLC � Proceso con la función de transferencia lineal
)s(G .
Por otro lado, la extensión del criterio de los círculos propuesta en la literatura supone una no linealidad que se representa por una superficie en el espacio tridimensional. Las cotas a imponerle a esta superficie vendrían dadas por dos planos definidos por las constantes 1g y 2g . Las pendientes de estos planos, tomadas respecto al plano e - ce , se designan, como antes, 1k y 2k , y se usarían igual que en la versión original del criterio.
Figura 9: Diagrama de Nyquist
En la figura 9 se muestran los resultados de la aplicación del criterio de los círculos extendido. En este caso la parte lineal está representada en el diagrama de Nyquist y la parte no lineal por el círculo de radio 3.7 y centro (0,-4.7). Se puede concluir que el sistema cumple con la estabilidad absoluta de dominio finito.
Más detalles relacionados con el tema se pueden encontrar en [10],[23],[24].
3 CONTROL BORROSO CON
AUTOSINTONIA
Lo mismo que en esquemas tradicionales, la sintonía tiene como objetivo el alcanzar una respuesta a lazo cerrado adecuada según ciertas especificaciones de diseño, determinadas por el desempeño requerido para el sistema.
Figura 10: Esquema general del sistema de control borroso con autosintonía.
En el trabajo que ahora reseñamos, los algoritmos clásicos de sintonía automática, basados en el reconocimiento de patrones de la respuesta del sistema a lazo cerrado, se generalizan para ser aplicados a los controladores borrosos, sin restricciones sobre las funciones de pertenencia, operador composicional o estrategia de desborrosificación. El algoritmo en cuestión genera acciones sobre los factores de escala del controlador borroso, con el objetivo de reducir las oscilaciones y el tiempo de establecimiento. Para producir la sintonía se utiliza como cifra de mérito el valor absoluto de los picos del error. La técnica de autosintonía utilizada guarda estrecha relación con los métodos basados en la respuesta temporal [5].
En cuanto al tema de la definición de las leyes de sintonía a utilizar, hay que decir que resulta relativamente fácil elegirlas cuando se trata de procesos bien modelados. Desafortunadamente ese no es el caso de muchos sistemas industriales, debido a su complejidad, de modo que la teoría asequible no nos provee de leyes de sintonía robustas y sistemáticas. En la práctica, muchas de las leyes de sintonía incorporan evidencias empíricas, con el propósito de compensar la complejidad y el cambio de parámetros. De modo que el esquema de autosintonía elegido clasifica como de base empírica, emulando el comportamiento humano cuando se trata de sintonizar manualmente un controlador.
3.1 LA AUTOSINTONÍA EN EL MECANIZADO
En el caso especifico del proceso de fresado, la autosintonía constituye una opción viable para hacer frente a perturbaciones drásticas como lo son el cambio de parámetros de la herramienta de corte y las que tienen su origen en el tipo de material que se

mecaniza. Cuando se realizan tareas de fresado las crestas en el esfuerzo de corte son muy frecuentes, pues éste se comporta como un sistema típico de segundo orden subamortiguado, con frecuencia natural entre 2 y rad/seg 5 . Tal dinámica provoca la aparición de más de un pico ó cresta en la salida, ante perturbaciones en forma de escalón en la profundidad de corte, lo que puede repercutir en la calidad de la superficie que se mecaniza y la vida útil de la herramienta.
Figura 11: Valores de cresta para la autosintonía.
El algoritmo de tiempo real propuesto mide los valores de cresta ó pico del error (figura 11) y actúa sobre el factor de escala de salida del controlador ( GC , que a la vez representa la ganancia del lazo) y sobre el factor de escala de entrada del cambio del error ( CEK ). A modo de orientación, el parámetro GC se relaciona con la componente integral del controlador y CEK con la derivativa. Así las cosas, ante perturbaciones a escalón, a mayores valores de GC más rápida y oscilatoria es la respuesta y, por tanto sus ajustes debían hacerse coincidir con otros ajustes a CEK , tratando de satisfacer el clásico compromiso de diseño estabilidad � precisión � velocidad de respuesta.
El método propuesto es bastante intuitivo. En dependencia del valor de las crestas de la señal de error en el instante j-ésimo, normalizado en base del valor de la referencia ( 1<jOV ), los valores de GC y
CEK se ajustan en la misma proporción, incrementando el primero y disminuyendo el otro en función del cumplimiento del compromiso antes mencionado. Se utilizaron, para la autosintonía, las expresiones
j
CECE OV
jKjK
−=+
1)(
)1( (1)
( )jOVjGCjGC −=+ 1)()1( (2)
donde, a los efectos del cálculo, 1)1()1( == CEKGC . En la figura se muestran las crestas tomadas en cuenta por el algoritmo de autosintonía.
El algoritmo es poco exigente en especificaciones del usuario e incluye la definición de un umbral de insensibilidad al ruido, rB [% ], que define una zona donde las crestas de error no den lugar a ajuste de parámetros, evitando la falsa sintonía debida a perturbaciones oscilatorias.
3.2 REALIZACIÓN DEL SISTEMA Y RESULTADOS EXPERIMENTALES
Las variables de entrada y salida del controlador resultaron ser el llamado vector de error y la acción de control, dados por [ ]F.KF.K 2
CEET ∆∆=e en
N y fGCu ∆⋅= en % . Según la herramienta y el material a mecanizar se fijó un valor de referencia de
N 450 . El algoritmo incluía dos módulos, uno para el controlador borroso y el otro para la medición de las cifras de mérito y la autosintonía. En la figura 10 se muestra el esquema general del sistema jerárquico presentado.
Se realizaron varios tipos de experimentos considerando diferentes excitaciones externas, y comparaciones con otras estructuras de controladores borrosos. Para evaluar los resultados se utilizaron cifras de mérito tales como el Error Absoluto Promedio (AAE), el error medio cuadrático (MSE), el máximo sobrepaso (Mpt) y el tiempo de mecanizado, que es una medida de la TAV.
×××× ×××× ×××× ××××
××××
××××
××××
Tiempo (seg.)
E s f u e r z o d e C o r t e (N)
Aluminio 2011, fo=100 mm/min, so=850 rpm
0 5 10 15 20 25 30 200
250
300
350
400
450
500
550
600
650
CLB-PI con autosintonía (primer ensayo)
CLB-PI
××××
a)
Figura 12: Respuesta a escalón del sistema propuesto comparada con un PI borroso En la figura 12 se muestran los resultados de uno de los experimentos. Puede observarse que la respuesta del sistema, dotado de nuestro controlador con autosintonía, es evidente y ostensiblemente mucho mejor que la correspondiente a un controlador PI borroso sin autoajuste. Este y otros experimentos han demostrado fehacientemente las grandes aptitudes del controlador propuesto para encarar las drásticas perturbaciones afectan al fresado, alcanzando elevados índices de funcionamiento.
OVerror
time
1
OV
OV
2
3 Br

4 CONTROL INTELIGENTE
EMBEBIDO EN CNC ABIERTOS. APLICACIÓN INDUSTRIAL.
Los fabricantes de controles numéricos computarizados (CNC) se han movido a una extraordinaria velocidad, en estos años, debido, fundamentalmente, a la disponibilidad de potentes microprocesadores, sofisticado software y otras tecnologías digitales [2]. Uno de los resultados más visibles es la aparición en el mercado de los llamados CNC abiertos, cuya arquitectura permite incorporar nuevos algoritmos y estrategias al CNC. En esta sección describimos los primeros resultados de la transferencia industrial de un sistema de control inteligente a una máquina herramienta equipada con un CNC abierto Sinumerik 840D (Siemens) [27]. El control numérico Sinumerik 840D de Siemens está formado por un módulo de NCK donde se encuentran integradas las funciones de control numérico y las funciones del PLC y un módulo de MMC que dispone de PC integrado, el cual sirve como interface de comunicación entre el operario y la máquina. El NCK es la parte de control numérico propiamente dicha, es la encargada, entre otras cosas, de realizar los cálculos de los valores prescritos que se van a aplicar a los ejes. Dentro del kernel (NCK) se pueden modificar y crear funciones que permitan mejorar las prestaciones del propio CNC. Dentro de la MMC es posible integrar las aplicaciones software desarrolladas para PC. En nuestro caso el entorno de trabajo es Windows.
NCK MMC
usuario
User Interface
Algoritmo de ControlBorroso
Acción de Control
FEED RATE
Captura de datos
DDE
Figura 13: Esquema del sistema de control borroso embebido. El software de adquisición que está en el NCK permite grabar en tiempo real la información de las señales internas del CNC (en nuestro caso la corriente de cabezal) en un buffer y a través de una aplicación en el PC (MMC) esas variables medidas son almacenadas en el disco duro del PC. La adquisición de las señales internas utilizando como
máxima frecuencia de muestreo la definida por el ciclo de control del servo. El software de adquisición de datos trabaja a la misma frecuencia a la que se encuentra configurado el bucle de regulación del servo dentro del control numérico, que en nuestro caso es de 2ms. El sistema de control borroso (el algoritmo) ha sido desarrollado en una DLL (C++) que es llamada por una aplicación (Visual Basic) donde se incorpora la interface de usuario (API). A través de un protocolo DDE, las señales almacenada con ese software, son utilizadas por el sistema de control para generar las acciones correctivas en la velocidad de avance. La aplicación Visual Basic (MMC) envía al NCK la nueva velocidad de avance que hay que aplicar al proceso, a través del mismo protocolo DDE. Por tanto toda la comunicación se realiza utilizando el protocolo DDE a través del bus MPI (Multi-Point Interface) de Siemens.
Figura 14: Vista de la máquina herramienta usada en
los ensayos industriales.
La plataforma seleccionada para llevar a cabo la implementación inicial ha sido una fresadora SORAMILL SL 400, situada en el taller de prototipos de IDEKO, y provista de un control Siemens 840D. Como herramienta se seleccionó una D38 R218.19 - 2538.35 - 37.070HA (020/943) que dispone de dos placas cuadradas S25M y dos triangulares S25M. En la figura 14 se muestra el centro de mecanizado usado en los ensayos industriales. El material utilizado en los ensayos fue F114. La profundidad de corte del mecanizado fue de 20mm, la velocidad de cabezal de 1200 r.p.m. y la velocidad de avance nominal de 300mm/min. Las dimensiones del perfil fueron 334x486, un diámetro círculo de 125mm y cajera de 75mm con profundidad de 25mm. La pieza de trabajo se muestra en las figuras 15 y 16 antes y después de los ensayos.
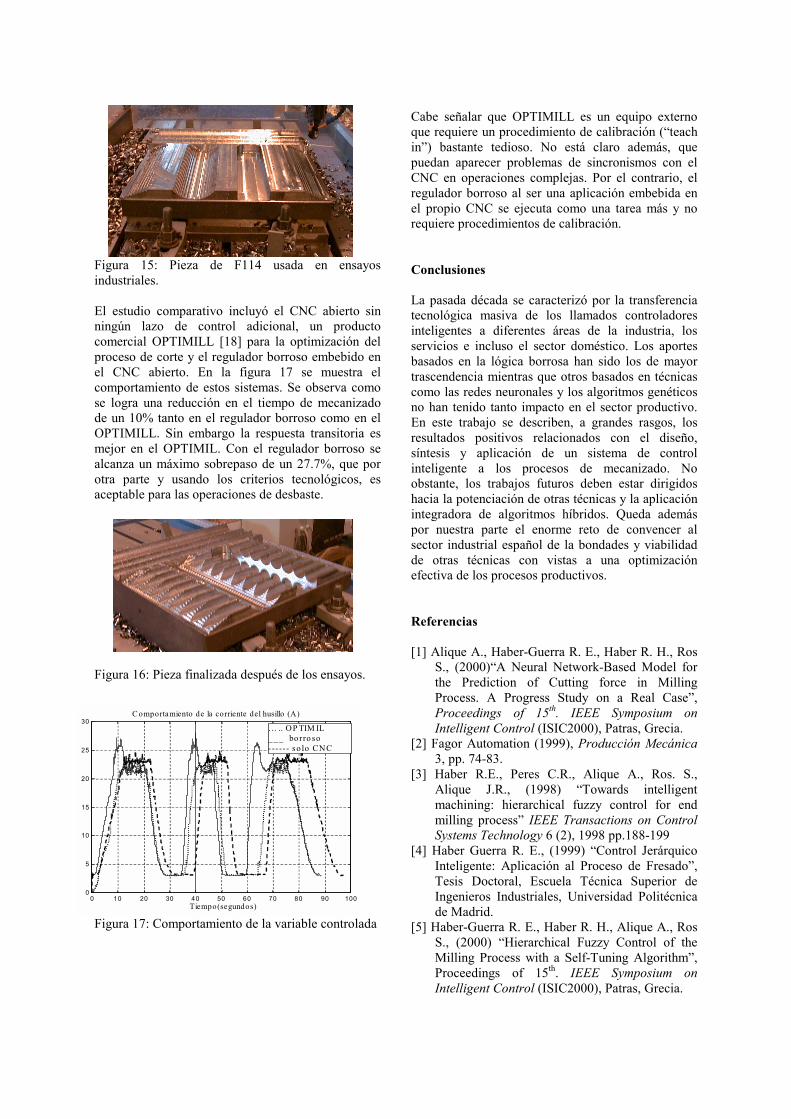
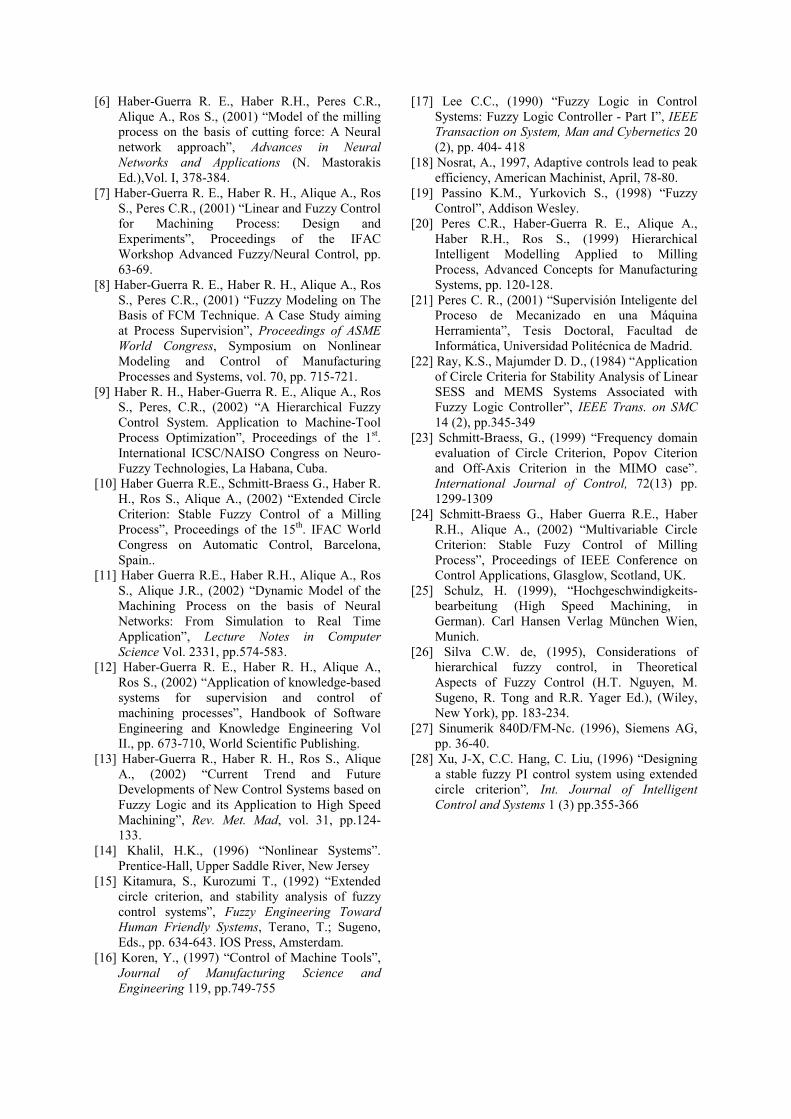
Figura 15: Pieza de F114 usada en ensayos industriales. El estudio comparativo incluyó el CNC abierto sin ningún lazo de control adicional, un producto comercial OPTIMILL [18] para la optimización del proceso de corte y el regulador borroso embebido en el CNC abierto. En la figura 17 se muestra el comportamiento de estos sistemas. Se observa como se logra una reducción en el tiempo de mecanizado de un 10% tanto en el regulador borroso como en el OPTIMILL. Sin embargo la respuesta transitoria es mejor en el OPTIMIL. Con el regulador borroso se alcanza un máximo sobrepaso de un 27.7%, que por otra parte y usando los criterios tecnológicos, es aceptable para las operaciones de desbaste.
Figura 16: Pieza finalizada después de los ensayos.
Figura 17: Comportamiento de la variable controlada
Cabe señalar que OPTIMILL es un equipo externo que requiere un procedimiento de calibración (�teach in�) bastante tedioso. No está claro además, que puedan aparecer problemas de sincronismos con el CNC en operaciones complejas. Por el contrario, el regulador borroso al ser una aplicación embebida en el propio CNC se ejecuta como una tarea más y no requiere procedimientos de calibración. Conclusiones La pasada década se caracterizó por la transferencia tecnológica masiva de los llamados controladores inteligentes a diferentes áreas de la industria, los servicios e incluso el sector doméstico. Los aportes basados en la lógica borrosa han sido los de mayor trascendencia mientras que otros basados en técnicas como las redes neuronales y los algoritmos genéticos no han tenido tanto impacto en el sector productivo. En este trabajo se describen, a grandes rasgos, los resultados positivos relacionados con el diseño, síntesis y aplicación de un sistema de control inteligente a los procesos de mecanizado. No obstante, los trabajos futuros deben estar dirigidos hacia la potenciación de otras técnicas y la aplicación integradora de algoritmos híbridos. Queda además por nuestra parte el enorme reto de convencer al sector industrial español de la bondades y viabilidad de otras técnicas con vistas a una optimización efectiva de los procesos productivos. Referencias [1] Alique A., Haber-Guerra R. E., Haber R. H., Ros
S., (2000)�A Neural Network-Based Model for the Prediction of Cutting force in Milling Process. A Progress Study on a Real Case�, Proceedings of 15th. IEEE Symposium on Intelligent Control (ISIC2000), Patras, Grecia.
[2] Fagor Automation (1999), Producción Mecánica 3, pp. 74-83.
[3] Haber R.E., Peres C.R., Alique A., Ros. S., Alique J.R., (1998) �Towards intelligent machining: hierarchical fuzzy control for end milling process� IEEE Transactions on Control Systems Technology 6 (2), 1998 pp.188-199
[4] Haber Guerra R. E., (1999) �Control Jerárquico Inteligente: Aplicación al Proceso de Fresado�, Tesis Doctoral, Escuela Técnica Superior de Ingenieros Industriales, Universidad Politécnica de Madrid.
[5] Haber-Guerra R. E., Haber R. H., Alique A., Ros S., (2000) �Hierarchical Fuzzy Control of the Milling Process with a Self-Tuning Algorithm�, Proceedings of 15th. IEEE Symposium on Intelligent Control (ISIC2000), Patras, Grecia.
0 10 20 30 40 50 60 70 80 90 100 0
5
10
15
20
25
30 � .. OP TIM IL _ _ _ borro so ------ so lo CNC
Tiempo(segundos)
C omportamiento de la corriente del husillo (A)
[6] Haber-Guerra R. E., Haber R.H., Peres C.R., Alique A., Ros S., (2001) �Model of the milling process on the basis of cutting force: A Neural network approach�, Advances in Neural Networks and Applications (N. Mastorakis Ed.),Vol. I, 378-384.
[7] Haber-Guerra R. E., Haber R. H., Alique A., Ros S., Peres C.R., (2001) �Linear and Fuzzy Control for Machining Process: Design and Experiments�, Proceedings of the IFAC Workshop Advanced Fuzzy/Neural Control, pp. 63-69.
[8] Haber-Guerra R. E., Haber R. H., Alique A., Ros S., Peres C.R., (2001) �Fuzzy Modeling on The Basis of FCM Technique. A Case Study aiming at Process Supervision�, Proceedings of ASME World Congress, Symposium on Nonlinear Modeling and Control of Manufacturing Processes and Systems, vol. 70, pp. 715-721.
[9] Haber R. H., Haber-Guerra R. E., Alique A., Ros S., Peres, C.R., (2002) �A Hierarchical Fuzzy Control System. Application to Machine-Tool Process Optimization�, Proceedings of the 1st. International ICSC/NAISO Congress on Neuro-Fuzzy Technologies, La Habana, Cuba.
[10] Haber Guerra R.E., Schmitt-Braess G., Haber R. H., Ros S., Alique A., (2002) �Extended Circle Criterion: Stable Fuzzy Control of a Milling Process�, Proceedings of the 15th. IFAC World Congress on Automatic Control, Barcelona, Spain..
[11] Haber Guerra R.E., Haber R.H., Alique A., Ros S., Alique J.R., (2002) �Dynamic Model of the Machining Process on the basis of Neural Networks: From Simulation to Real Time Application�, Lecture Notes in Computer Science Vol. 2331, pp.574-583.
[12] Haber-Guerra R. E., Haber R. H., Alique A., Ros S., (2002) �Application of knowledge-based systems for supervision and control of machining processes�, Handbook of Software Engineering and Knowledge Engineering Vol II., pp. 673-710, World Scientific Publishing.
[13] Haber-Guerra R., Haber R. H., Ros S., Alique A., (2002) �Current Trend and Future Developments of New Control Systems based on Fuzzy Logic and its Application to High Speed Machining�, Rev. Met. Mad, vol. 31, pp.124-133.
[14] Khalil, H.K., (1996) �Nonlinear Systems�. Prentice-Hall, Upper Saddle River, New Jersey
[15] Kitamura, S., Kurozumi T., (1992) �Extended circle criterion, and stability analysis of fuzzy control systems�, Fuzzy Engineering Toward Human Friendly Systems, Terano, T.; Sugeno, Eds., pp. 634-643. IOS Press, Amsterdam.
[16] Koren, Y., (1997) �Control of Machine Tools�, Journal of Manufacturing Science and Engineering 119, pp.749-755
[17] Lee C.C., (1990) �Fuzzy Logic in Control Systems: Fuzzy Logic Controller - Part I�, IEEE Transaction on System, Man and Cybernetics 20 (2), pp. 404- 418
[18] Nosrat, A., 1997, Adaptive controls lead to peak efficiency, American Machinist, April, 78-80.
[19] Passino K.M., Yurkovich S., (1998) �Fuzzy Control�, Addison Wesley.
[20] Peres C.R., Haber-Guerra R. E., Alique A., Haber R.H., Ros S., (1999) Hierarchical Intelligent Modelling Applied to Milling Process, Advanced Concepts for Manufacturing Systems, pp. 120-128.
[21] Peres C. R., (2001) �Supervisión Inteligente del Proceso de Mecanizado en una Máquina Herramienta�, Tesis Doctoral, Facultad de Informática, Universidad Politécnica de Madrid.
[22] Ray, K.S., Majumder D. D., (1984) �Application of Circle Criteria for Stability Analysis of Linear SESS and MEMS Systems Associated with Fuzzy Logic Controller�, IEEE Trans. on SMC 14 (2), pp.345-349
[23] Schmitt-Braess, G., (1999) �Frequency domain evaluation of Circle Criterion, Popov Citerion and Off-Axis Criterion in the MIMO case�. International Journal of Control, 72(13) pp. 1299-1309
[24] Schmitt-Braess G., Haber Guerra R.E., Haber R.H., Alique A., (2002) �Multivariable Circle Criterion: Stable Fuzy Control of Milling Process�, Proceedings of IEEE Conference on Control Applications, Glasglow, Scotland, UK.
[25] Schulz, H. (1999), �Hochgeschwindigkeits-bearbeitung (High Speed Machining, in German). Carl Hansen Verlag München Wien, Munich.
[26] Silva C.W. de, (1995), Considerations of hierarchical fuzzy control, in Theoretical Aspects of Fuzzy Control (H.T. Nguyen, M. Sugeno, R. Tong and R.R. Yager Ed.), (Wiley, New York), pp. 183-234.
[27] Sinumerik 840D/FM-Nc. (1996), Siemens AG, pp. 36-40.
[28] Xu, J-X, C.C. Hang, C. Liu, (1996) �Designing a stable fuzzy PI control system using extended circle criterion�, Int. Journal of Intelligent Control and Systems 1 (3) pp.355-366