Control_partÝculas
50
1 3. CONTROL DE PARTÍCULAS 3. CONTROL DE PARTÍCULAS.......................... ........................................................... .................... 1 3.1 CONSIDERACIONES BÁSICAS ANTE EL CONTROL DE LA CONTAMINACIÓN ATMOSFÉRICA................1 3.2 FUNDAMENTOS DEL CONTROL DE PARTÍCULAS ..............................................................................3 3.2.1 Funciones de distribución de los tamaños de partícula. ......................................................5 3.2.2 Velocidades de sedimentación .............................................................................................. 7 3.3 SISTEMAS DE CAPTACIÓN...............................................................................................................8 3.3.1 Campanas de aspiración ...................................................................................................... 8 3.3.2 Conductos .................................................................................................................. .........11 3.3.3 Ventiladores........................................................................................................................12 3.4 CICLONES ....................................................................................................................................13 3.4.1 Eficacia de ciclones ............................................................................................................ 16 3.4.2 Pérdida de presión en ciclones ........................................................................................... 17 3.4.3 Consideraciones relacionadas con el funcionamiento ....................................................... 18 3.5 FILTROS DE MANGAS....................................................................................................................20 3.5.1 Tipos de filtros de mangas ............................................................ ...................................... 23 3.5.2 Criterios de diseño.. ............................................................ ................................................ 28 3.5.3 Consideraciones relacionadas con el funcionamiento ....................................................... 30 3.6 PRECIPITAD ORES ELECTROSTÁTI COS ...........................................................................................32 3.6.1 Fundamentos del proceso ................................................................................................... 33 3.6.2 Descripción del equipo ....................................................................................................... 35 3.6.3 Criterios de diseño.. ............................................................ ................................................ 37 3.6.4 Consideraciones relacionadas con el funcionamiento ....................................................... 41 3.7 LAVADORES VENTURI .................................................................................................................43 3.7.1 Eficacia y pérdida de presión en lavadores Venturi. .......................................................... 45 3.8 CRITERIOS DE SELECCIÓN DEL EQUIPO DE DEPURACIÓN ...............................................................47 3.1 Consideraciones básica s ante el control de la contaminación atmosférica El control de la emisión de contaminantes a la atmósfera es uno de los objetivos principales para alcanzar niveles adecuados de calidad ambiental. En estos momentos, la legislación de todos los países desarrollados fija límites para la emisión de aquellos contaminantes con una mayor incidencia. No obstante, se trata de unas normas en continua revisión, no sólo en cuanto a los valores de los límites de emisión sino también en cuanto a la consideración de nuevos contaminantes. El control de las fuentes de emisión requiere un conocimiento exhaustivo de la naturaleza del contaminante, de las características de la fuente y de la normativa. En muchos casos, el sistema de tratamiento implica el calentamiento o enfriamiento de la corriente gaseosa antes de su paso por un dispositivo de depuración o a la salida de éste. Para realizar un diseño correcto será necesario conocer las propiedades termodinámicas y las posibles reacciones químicas implicadas. Por ejemplo, si se enfría un gas por debajo de su temperatura de rocío se producirá su condensación en forma de gotas. A medida que los gases pasan a través de los conductos, chimeneas, ventiladores, sistemas de depuración, etc., se producen cambios en la temperatura y la presión que ocasionan cambios en la densidad y en la velocidad del gas.
-
Upload
nicolas-munoz -
Category
Documents
-
view
1.434 -
download
0
Transcript of Control_partÝculas

5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 1/50
1
3. CONTROL DE PARTÍCULAS
3. CONTROL DE PARTÍCULAS................................... ........................................................... ...........1
3.1 CONSIDERACIONES BÁSICAS ANTE EL CONTROL DE LA CONTAMINACIÓN ATMOSFÉRICA ................13.2 FUNDAMENTOS DEL CONTROL DE PARTÍCULAS ..............................................................................3
3.2.1 Funciones de distribución de los tamaños de partícula. ..................................................... .5
3.2.2 Velocidades de sedimentación...................................................... ........................................7
3.3 SISTEMAS DE CAPTACIÓN...............................................................................................................83.3.1 Campanas de aspiración .................................................... .................................................. 8
3.3.2 Conductos ....................................................... ........................................................... .........11
3.3.3 Ventiladores........................................................................................................................12
3.4 CICLONES ....................................................................................................................................133.4.1 Eficacia de ciclones ............................................................ ................................................ 16
3.4.2 Pérdida de presión en ciclones..................................................... ......................................17 3.4.3 Consideraciones relacionadas con el funcionamiento ....................................................... 18
3.5 FILTROS DE MANGAS....................................................................................................................203.5.1 Tipos de filtros de mangas ............................................................ ......................................23
3.5.2 Criterios de diseño............ ............................................................ ......................................28
3.5.3 Consideraciones relacionadas con el funcionamiento ....................................................... 30
3.6 PRECIPITADORES ELECTROSTÁTICOS ...........................................................................................323.6.1 Fundamentos del proceso ................................................... ................................................ 33
3.6.2 Descripción del equipo ....................................................... ................................................ 35
3.6.3 Criterios de diseño............ ............................................................ ......................................37
3.6.4 Consideraciones relacionadas con el funcionamiento ....................................................... 41
3.7 LAVADORES VENTURI .................................................................................................................433.7.1 Eficacia y pérdida de presión en lavadores Venturi..................... ......................................45
3.8 CRITERIOS DE SELECCIÓN DEL EQUIPO DE DEPURACIÓN...............................................................47
3.1 Consideraciones básicas ante el control de la contaminación atmosférica
El control de la emisión de contaminantes a la atmósfera es uno de los objetivos principales para alcanzar niveles adecuados de calidad ambiental. En estos momentos, la legislación de todoslos países desarrollados fija límites para la emisión de aquellos contaminantes con una mayor incidencia. No obstante, se trata de unas normas en continua revisión, no sólo en cuanto a losvalores de los límites de emisión sino también en cuanto a la consideración de nuevoscontaminantes.
El control de las fuentes de emisión requiere un conocimiento exhaustivo de la naturalezadel contaminante, de las características de la fuente y de la normativa. En muchos casos, el sistemade tratamiento implica el calentamiento o enfriamiento de la corriente gaseosa antes de su paso por un dispositivo de depuración o a la salida de éste. Para realizar un diseño correcto será necesarioconocer las propiedades termodinámicas y las posibles reacciones químicas implicadas. Por ejemplo, si se enfría un gas por debajo de su temperatura de rocío se producirá su condensación enforma de gotas. A medida que los gases pasan a través de los conductos, chimeneas, ventiladores,sistemas de depuración, etc., se producen cambios en la temperatura y la presión que ocasionan
cambios en la densidad y en la velocidad del gas.

5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 2/50
2
La estrategia de control de las emisiones atmosféricas de un proceso industrial se puedeabordar, siguiendo los principios de la gestión medioambiental, tomando, en orden de prioridaddecreciente, las siguientes medidas:
1. Efectuar cambios en el proceso con el fin de prevenir la contaminación o de minimizar su impacto. Los cambios en el proceso pueden incluir modificaciones de las unidades de
proceso, cambio en las materias primas, incluyendo el combustible, y cambios en lascondiciones de operación.
2. Depurar los efluentes gaseosos. Los factores a tener en cuenta en el diseño y operaciónde sistemas de depuración son múltiples: naturaleza del contaminante, propiedades delgas portador, tipo de proceso y variables de operación, tal y como se muestra en la Tabla3.1.
3. Dispersar las emisiones.
Tabla 3.1.- Factores a considerar en el diseño de los sistemas de depuración de efluentes gaseosos.
Factor ConsideracionesGeneral Eficacia de captura
Limitaciones legales (BAT)Coste inicialTiempo de vida y valor residualCostes de operación y mantenimientoRequisitos de potenciaPeso y requisitos de espacioMaterial de construcciónFiabilidadGarantias del equipo y del fabricante
Gas portador TemperaturaPresión
HumedadDensidadViscosidadPunto de rocío de materias condensablesCorrosividadInflamabilidadToxicidad
Proceso Caudal y velocidad del gasConcentración de contaminantesVariabilidad de caudales, temperatura, etc.
Contaminante (gaseoso) CorrosividadInflamabilidadToxicidad
ReactividadContaminante (particulado) Distribución de tamaños de partícula
Forma de las partículasTendencia a la aglomeraciónCorrosividadAbrasividadTendencia hogroscópicaPegajosidadInflamabilidadToxicidadResistividad eléctricaReactividad
De Boubel y col. Fundamentals of Air Pollution, 3ª ed., Academic-Press, 1994.El objetivo de este tema es abordar, desde el punto de vista del ingeniero químico, el diseñode los sistemas de depuración para la eliminación de partículas en efluentes gaseosos, teniendo
5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 3/50
3
siempre presente que la implantación de un sistema de depuración debería contemplarse tras unestudio riguroso y adopción de las posibles medidas de prevención y minimización.
3.2 Fundamentos del control de partículas
Los sistemas de depuración constan de un sistema de captación de gases y de un equipo dedepuración propiamente dicha, en el que se produce la separación de las partículas de la corrientegaseosa. Los sistemas de separación se pueden clasificar en dos grandes grupos, según elmecanismo de funcionamiento: por vía seca o por vía húmeda. De los equipos por vía seca los máshabituales son los ciclones, filtros de mangas y precipitadores electrostáticos. En cuanto a lossistemas vía húmeda cabe destacar los lavadores tipo columna, tipo ciclón y tipo venturi.
Para la elección del sistema de depuración más adecuado el factor más importante es eltamaño de las partículas a depurar. El tamaño de la partícula, que puede tener en principio cualquier forma, suele expresarse como el diámetro de la esfera que ocuparía el mismo volumen, y se
representa por d p. También se utiliza para representar el tamaño de la partícula el diámetroaerodinámico, que es el diámetro de una partícula esférica de densidad arbitraria de 1 g/cm3 que secomporta en una corriente de aire de la misma forma que la partícula real.
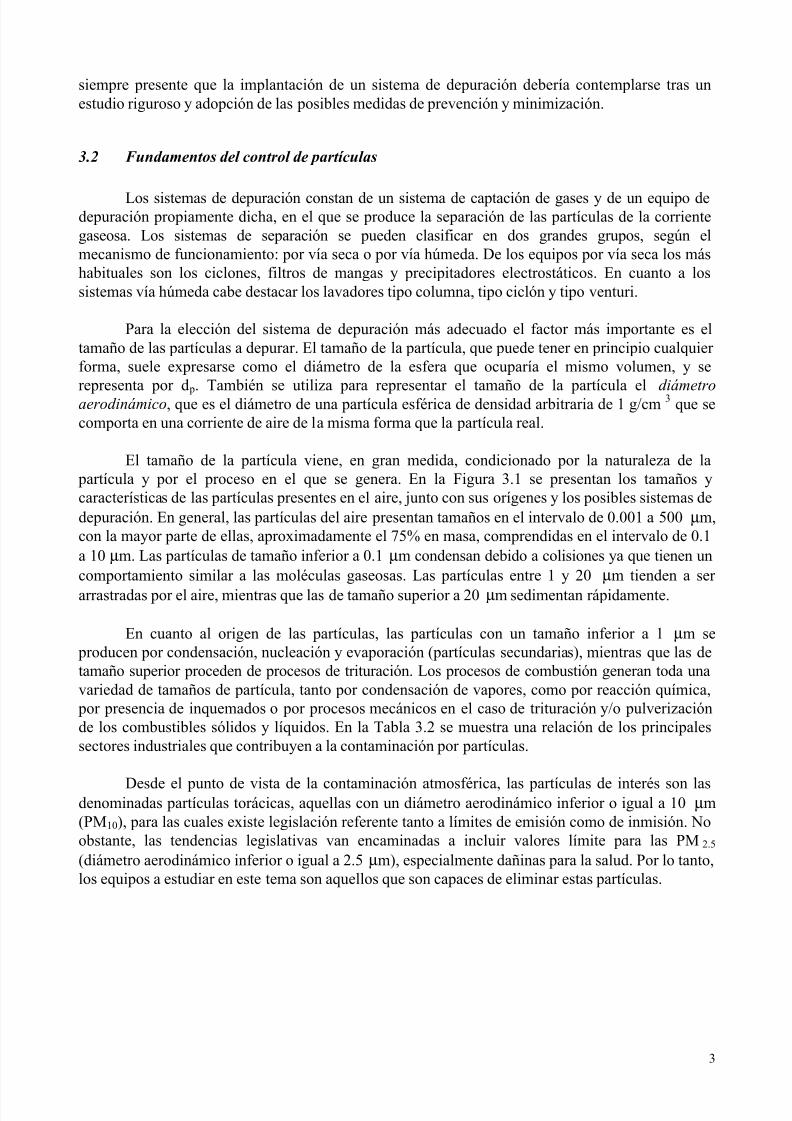
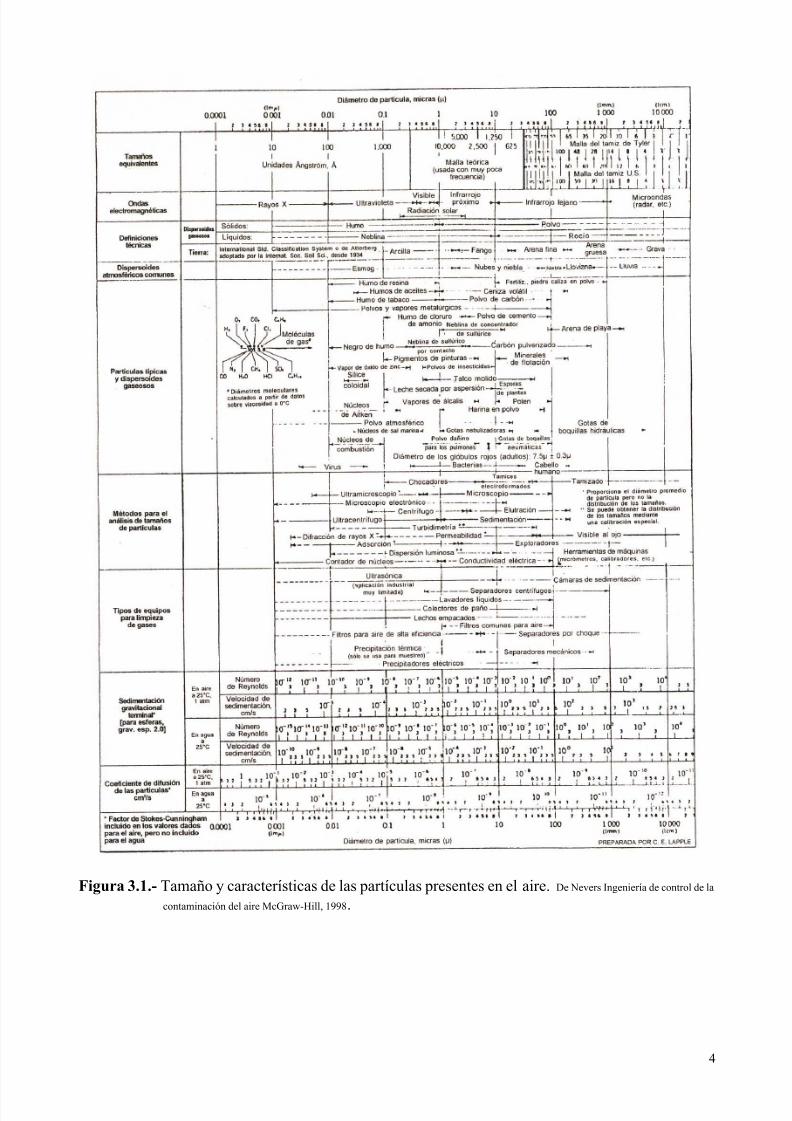
El tamaño de la partícula viene, en gran medida, condicionado por la naturaleza de la partícula y por el proceso en el que se genera. En la Figura 3.1 se presentan los tamaños ycaracterísticas de las partículas presentes en el aire, junto con sus orígenes y los posibles sistemas dedepuración. En general, las partículas del aire presentan tamaños en el intervalo de 0.001 a 500 µm,con la mayor parte de ellas, aproximadamente el 75% en masa, comprendidas en el intervalo de 0.1a 10 µm. Las partículas de tamaño inferior a 0.1 µm condensan debido a colisiones ya que tienen uncomportamiento similar a las moléculas gaseosas. Las partículas entre 1 y 20 µm tienden a ser arrastradas por el aire, mientras que las de tamaño superior a 20 µm sedimentan rápidamente.
En cuanto al origen de las partículas, las partículas con un tamaño inferior a 1 µm se producen por condensación, nucleación y evaporación (partículas secundarias), mientras que las detamaño superior proceden de procesos de trituración. Los procesos de combustión generan toda unavariedad de tamaños de partícula, tanto por condensación de vapores, como por reacción química,
por presencia de inquemados o por procesos mecánicos en el caso de trituración y/o pulverizaciónde los combustibles sólidos y líquidos. En la Tabla 3.2 se muestra una relación de los principalessectores industriales que contribuyen a la contaminación por partículas.
Desde el punto de vista de la contaminación atmosférica, las partículas de interés son lasdenominadas partículas torácicas, aquellas con un diámetro aerodinámico inferior o igual a 10 µm(PM10), para las cuales existe legislación referente tanto a límites de emisión como de inmisión. Noobstante, las tendencias legislativas van encaminadas a incluir valores límite para las PM2.5 (diámetro aerodinámico inferior o igual a 2.5 µm), especialmente dañinas para la salud. Por lo tanto,los equipos a estudiar en este tema son aquellos que son capaces de eliminar estas partículas.
5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 4/50
4
Figura 3.1.- Tamaño y características de las partículas presentes en el aire. De Nevers Ingeniería de control de la
contaminación del aire McGraw-Hill, 1998.

5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 5/50
5
Tabla 3.2.- Fuentes de partículas en procesos industriales.
Proceso Fuente de emisión Material particulado Método de control
Quemadores decarbón
Quemador, manejo decarbón y cenizas
Polvo de carbón ycenizas volantes
Ciclones, precipitadoreselectrostáticos, filtros de mangas
Incineración de
residuos urbanos
Incinerador Cenizas volantes Lavadores venturi, filtros de
mangas, precipitadoreselectrostáticos
Industria del hierro yel acero
Altos hornos, hornos producción de acero,equipos de sinterizado
Óxido de hierro, polvo, humo
Ciclones, filtros de mangas, precipitadores electrostáticos,colectores húmedos
Fundición de hierro Hornos de ladrillo,sistemas de vibración
Óxido de hierro,humo, aceites,vapores metálicos
Lavadores, ciclones, filtros demangas
Metalurgia no férrea Hornos de fundición Humo, vaporesmetálicos, aceites,grasas
Precipitadores electrostáticos,filtros de mangas
Refino de petróleo Regeneradores decatalizador,incineradores de fango
Polvo de catalizador,ceniza de losincineradores
Ciclones, filtros de mangas, precipitadores electrostáticos,lavadores
Fabricación cemento Hornos, secaderos,manejo de materiales
Polvos Filtros de mangas, ciclones, precipitadores electrostáticos
Fabricación de papelkraft
Hornos de recuperación,hornos de cal, tanquesde pasta
Polvos químicos,cenizas
Precipitadores electrostáticos,lavadores venturi
Producción de ácidos(sulfúrico, fosfórico)
Procesos térmicos,molienda, acidificación
Nieblas ácidas, polvo
Precipitadores electrostáticos,eliminadores de niebla
Obtención de coque Hornos de coque,extinción del coque,
manejo de materiales
Polvos de carbón ycoque, alquitranes
Operación y mantenimiento,diseño de campanas y captación
Vidrio. Cerámica Hornos, conformado,curado
Nieblas ácidas,óxidos alcalinos, polvo, aerosoles
Filtros de mangas, quemadores postcombustión
De Wark y col. Air Pollution its origins and control, 3ª ed., Addison-Wesley, 1998 .
3.2.1 Funciones de distribución de los tamaños de partícula.
Normalmente el conjunto de partículas de una corriente gaseosa se caracteriza mediante undiámetro y un parámetro de dispersión de la distribución de tamaños. Los diámetros típicos que se
utilizan son los correspondientes a la moda, a la mediana y a la media de la distribución de tamañosde partícula de la muestra. En la Figura 3.2 se muestra un ejemplo de distribución de tamaños de
partícula. En esta figura se ha representado n(d p)/N, esto es la fracción de partículas de undeterminado diámetro d p y N(d p)/N, la fracción acumulada hasta dicho diámetro, en función deldiámetro de la partícula. El diámetro modal (dmo) es el diámetro que corresponde a las partículasque se encuentran en mayor número. El diámetro mediana (dmd) es aquel para el cual se tiene un50% de las partículas de un tamaño superior (o inferior). El diámetro medio (dm) corresponde a lamedia aritmética de los diámetros de todas las partículas. En cuanto al parámetro de dispersión de ladistribución de tamaños, el más utilizado es la varianza, σ2, siendo σ la desviación estándar de lamuestra.
( ) )d(d)d(ndd N1
p
0
p2
m p2
∫ ∞
−=σ (3.1)

5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 6/50
6
Figura 3.2.- Distribución hipotética de tamaños de partículas. De Wark y col. Air Pollution its origins and control, 3ª
ed., Addison-Wesley, 1998.
La mayoría de las partículas contenidas en las emisiones presentan una distribución normalcuando se representa la curva n(d p)/N frente a ln d p o la curva n(ln d p)/N frente a ln d p (Figura 3.3).La curva acumulada N(ln d p)/N frente a ln d p se puede representar en papel log-probabilidadobteniéndose una recta cuya pendiente corresponde a la desviación estándar geométrica (σg) y eldiámetro para el 50% de probabilidad es el diámetro medio logarítmico o geométrico (dg) de lamuestra. La aplicación práctica de esta representación se encuentra en la posibilidad de realizar unajuste lineal de los datos experimentales para obtener dg y σg, y a partir de ellos,
diámetro medio:
σ=
2
lnexpdd g
2
gm (3.2)
desviación estándar: ( )[ ] 21
g2
m 1lnexpd −σ=σ (3.3)
diámetro modal: 1
2m
2
gmo d1dd
−
σ+= (3.4)
diámetro mediana: gmd dd = (3.5)
Algunos equipos de muestreo obtienen la distribución de tamaños por peso, es decir, no enfunción del número de partículas de cada tamaño sino como peso de partículas de un determinadotamaño. Normalmente estos datos también se pueden ajustar a una línea recta en el papel log-
probabilidad. En ambas distribuciones se suele tener la misma desviación estándar geométrica (σg) yla relación entre los diámetros geométricos viene dada por:
g2número,gmasa,g ln3dlndln σ+= (3.6)

5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 7/50
7
Figura 3.3.- Distribución log-normal de tamaños de partícula. De Wark y col. Air Pollution its origins and control, 3ª
ed., Addison-Wesley, 1998.
3.2.2 Velocidades de sedimentación
La mayor parte de los sistemas de depuración de partículas se basan en conseguir el contactoentre ellas de modo que puedan aglutinarse y aumentar su tamaño, facilitándose su deposición. Por ello, para poder evaluar la eficacia de estos dispositivos es necesario conocer el conjunto de fuerzasque actúan sobre una partícula en el seno de una corriente gaseosa y que determinan su velocidad desedimentación.
Para partículas esféricas con un tamaño comprendido entre 5 y 50 µm, la velocidad terminalde sedimentación puede calcularse, según la Ley de Stokes (para 10 -4 < Re < 0.5):
)laminar flujo(18
dgV
g
p2 p
tµ
ρ= (3.7)
donde ρ p es la densidad de la partícula y µg la viscosidad de la corriente gaseosa. Para partículas de
tamaño inferior a 5 µm, el tamaño de las partículas es del orden del recorrido libre medio de lasmoléculas y la velocidad de sedimentación resulta superior a la predicha por la Ley de Stokes. Enestos casos, la velocidad terminal de sedimentación se calcula mediante la Ley de Stokes-Cunningham:
Stokes,tct VK V = (3.8)
siendo K c el factor de corrección de Cunningham:
λ+=
pCC d
2A1K (3.9)
donde Ac es una constante que depende de la composición, presión y temperatura del gas, y λ es elrecorrido libre medio de las moléculas de gas. En ausencia de datos se pueden adoptar como valores

5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 8/50
8
orientativos Ac = 0.86 y λ = 0.07 µm. En la Tabla 3.3 se presentan los errores en la aplicación de laley de Stokes y de la ley de Stokes-Cunningham en función del tamaño de partícula.
Tabla 3.3.- Intervalos de aplicación de la ley de Stokes y de la ley de Stokes-Cunningham.
Error permisible
1% 10%
Ley de Stokes 16 < D < 30 µm 1.6 < D < 70 µm
Ley de Stokes con corrección de Cunningham 0.36 < D < 30 µm 0.1 < D < 70 µmDe Nevers Ingeniería de control de la contaminación del aire McGraw-Hill, 1998.
Para partículas de un tamaño superior a 50 µm, el flujo alrededor de la partícula no se ajustaa régimen laminar, el movimiento del fluido puede llegar a alcanzar régimen turbulento, y entonceslas hipótesis principales de la ley de Stokes no son aplicables prediciendo velocidades desedimentación superiores a las experimentales.
Otro parámetro de interés es la distancia de detención de Stokes, definida como la distanciaque recorrerá una partícula en el seno de una corriente gaseosa antes de ser detenida por la fricciónviscosa. Dicha distancia viene dada por
µ
ρ=
18
K dVx c p
2 p
Stokesencióndet (3.10)
donde V es la velocidad de la corriente gaseosa. En ocasiones este parámetro se utiliza pararelacionar la eficacia de depuración con alguna dimensión del equipo. Esta ecuación también indicaque dos partículas cualesquiera que tengan el mismo valor de d2
pρ pK C tendrán la misma detención
de Stokes para cualquier velocidad inicial, presentando el mismo comportamiento aerodinámico. Dedonde, el diámetro aerodinámico se define como:
( ) 21c p pa K dd ρ= (3.11)
3.3 Sistemas de captación
Los sistemas de captación tienen por objetivo conducir las emisiones, y por tantocontrolarlas, desde el punto de emisión hasta los sistemas de depuración y de dispersión. Lacaptación se puede realizar mediante aspiración con campanas, mediante sistemas de soplado o por
la acción combinada de ambos. El diseño de los sistemas de captación adquiere una particular importancia para fuentes de emisión discontinuas, dada la variación de contaminantes y forma deoperación.
3.3.1 Campanas de aspiración
Las campanas de aspiración se pueden clasificar atendiendo a su forma en Cerramientos,
Campanas Receptoras y Campanas Captoras cuyos esquemas se muestran en la Figura 3.4.
La cantidad de aire necesaria para captar un determinado contaminante depende de lanaturaleza y cantidad de éste, del tamaño y la forma de la campana, y de la posición relativa de los
puntos de emisión. No existe una fórmula exacta que permita diseñar un sistema de captaciónindependientemente de la fuente emisora. No obstante deben considerarse una serie de principios
básicos a fin de lograr la mayor eficacia de captación con un caudal de aspiración mínimo:

5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 9/50
9
- Colocar el dispositivo de captación lo más cerca posible de la fuente.- El sistema de captación ha de envolver en la medida de lo posible la fuente.- Todas las aberturas se deben reducir al mínimo y situarse fuera del camino natural del
contaminante.- Las tomas de aspiración deben disponerse de modo que estén en línea con la trayectoria
normal del contaminante.- Es conveniente que la abertura de aspiración sea mínima, ya que condiciona el
dimensionamiento.
Figura 3.4.- Tipos de campanas de aspiración: (a) cerramientos; (b) campanas receptoras; (c)campanas captoras. De Bueno y col. Contaminación e Ingeniería Ambiental, FICYT, 1997.
Para el dimensionamiento del sistema se debe seleccionar, en primer lugar, la velocidad decaptura, que es la velocidad necesaria para superar las corrientes de aire preexistentes y capturar elaire contaminado obligándolo a introducirse en la campana de aspiración. En la Tabla 3.4 se
presentan las velocidades de captura recomendadas para distintas salidas de contaminantes.
La velocidad de captura se puede relacionar con la presión estática en la campana Psc:
( ) 5.0ede
5.0sce hPC043.4PC043.4v +== (3.12)
donde Pd es la presión dinámica, Ce es el coeficiente de entrada (dependiente de la forma de lacampana) y he son las pérdidas de carga en la abertura por turbulencia. En la Tabla 3.5 se recogen
los coeficientes y pérdidas de carga a la entrada para distintas campanas.
Tabla 3.4.- Velocidades de captura para distintas salidas de contaminantes.

5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 10/50
10
Condiciones de dispersión de contaminantes Velocidad de captura (m/s) Ejemplos
Liberación con velocidad prácticamente nulaen aire quieto
0.25 – 0.50 Evaporación de tanques,desengrasado, etc.
Liberación a baja velocidad en aire demovimiento moderado
0.50 – 1.00 Cabinas de spray, cintastransportadoras de baja
velocidad, soldadura, etc.Generación activa dentro de una zona derápido movimiento de aire
1.00 – 2.50 Pinturas de spray en cabinas
Liberación a alta velocidad dentro de unazona de muy rápido movimiento de aire
2.50 – 10.0 Abrasivos, muelas, etc.
De Bueno y col. Contaminación e Ingeniería Ambiental, FICYT,1997.
Tabla 3.5.- Coeficientes y pérdidas de carga a la entrada para distintas campanas.
Tipo de campana Coeficiente de entrada, Ce Pérdidas a la entrada, he
Campana abierta 0.72 0.93 Pd
Campana con bafles 0.82 0.49 Pd
Campana inclinada o cono Varía con el ángulo de inclinación o de conicidad
Entrada curva 0.98 0.04 Pd
Campana típica para rueda 0.78 (toma recta)
0.85 (toma curva)
0.65 Pd
0.40 PdDe Bueno y col. Contaminación e Ingeniería Ambiental, FICYT,1997.
Los caudales de aire de aspiración para la captación se pueden calcular de acuerdo con lasexpresiones de la Tabla 3.6 para distintos tipos de campanas.
Tabla 3.6.- Fórmulas para los caudales de aire para la extracción por campanas.
Tipo de campana Relación W/L Caudal de aire
Ranura ≤ 0.2 Q = 3.7 L V X
Ranura con bafles ≤ 0.2 Q = 2.8 L V X
Campana abierta ≥ 0.2 y redonda Q = V (10 X2 + A)
Campana con bafles ≥ 0.2 y redonda Q = 0.75 V (10 X2 + A)
Cabina Necesaria al trabajo Q = V A = V W H
Canopy Necesaria al trabajo Q = 1.4 P D V
Q: caudal de aire a extraer (m3/s); V velocidad en un punto (m/s); L: longitud de laabertura (m); W anchura de la abertura (m); A área de la abertura (m2); X distanciadesde un punto a la boca de la abertura (m); H altura de la abertura (m); P perímetro de trabajo (m); D altura sobre la fuente (m)De Bueno y col. Contaminación e Ingeniería Ambiental, FICYT,1997.
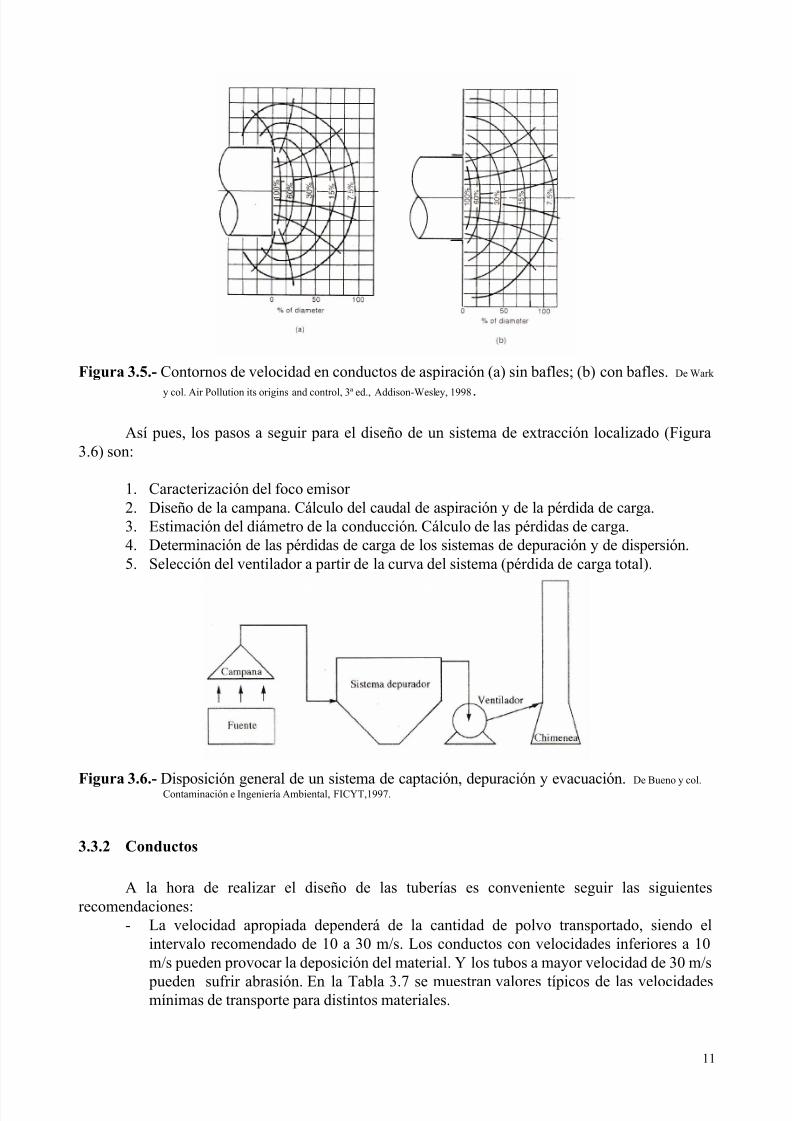
Como se puede observar en la Tabla 3.6 la instalación de bafles rodeando la campanadisminuye el caudal de aspiración necesario. En la Figura 3.5 se muestra el efecto de los bafles paraun conducto circular sobre la variación de las velocidades de aspiración con la distancia. Los bafles
incrementan la zona de captura efectiva en la parte frontal del conducto.
5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 11/50
11
Figura 3.5.- Contornos de velocidad en conductos de aspiración (a) sin bafles; (b) con bafles. De Wark
y col. Air Pollution its origins and control, 3ª ed., Addison-Wesley, 1998 .
Así pues, los pasos a seguir para el diseño de un sistema de extracción localizado (Figura3.6) son:
1. Caracterización del foco emisor 2. Diseño de la campana. Cálculo del caudal de aspiración y de la pérdida de carga.3. Estimación del diámetro de la conducción. Cálculo de las pérdidas de carga.4. Determinación de las pérdidas de carga de los sistemas de depuración y de dispersión.5. Selección del ventilador a partir de la curva del sistema (pérdida de carga total).
Figura 3.6.- Disposición general de un sistema de captación, depuración y evacuación. De Bueno y col.Contaminación e Ingeniería Ambiental, FICYT,1997.
3.3.2 Conductos
A la hora de realizar el diseño de las tuberías es conveniente seguir las siguientesrecomendaciones:
- La velocidad apropiada dependerá de la cantidad de polvo transportado, siendo elintervalo recomendado de 10 a 30 m/s. Los conductos con velocidades inferiores a 10m/s pueden provocar la deposición del material. Y los tubos a mayor velocidad de 30 m/s
pueden sufrir abrasión. En la Tabla 3.7 se muestran valores típicos de las velocidadesmínimas de transporte para distintos materiales.

5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 12/50
12
- Uno de los problemas más comunes es el diseño deficiente de las entradas, bifurcaciones, codos, así como las variaciones de tamaño, que afectan al flujo de aire y/o pueden causar desgaste acelerado. En la Figura 3.7 se muestran los diseños aconsejados junto con los defectuosos.
Tabla 3.7.- Velocidades mínimas de transporte en conductos.
Tipo de Material Velocidad mínima (m/s) Ejemplos
Gases, polvos muy finos y ligeros 10-13 polvos de harina, grano, goma fina, pinturaen spray
Polvos finos y secos 15 polvo de cacao, algodón, almidón, plásticos, jabón
Polvos industriales típicos 18 arcilla, cal, áridos
Polvos bastos 20-23 polvo de aluminio, hierro, cobre, carbón, plomo, magnesio, sílice, gomas gruesas
Polvos pesados o húmedos >23 polvos de fundición y de metal gruesos
De EPA OAQPS Control Cost Manual, 1996.
Figura 3.7.- Diseños de conductos. De BHA Group Inc. Guía de referencia y Soluciones de Problemas, 1998.
3.3.3 Ventiladores
El ventilador puede instalarse antes (presión positiva) o después (presión negativa) delequipo de depuración. Los equipos de presión positiva tienen el ventilador en el lado sucio del colector
para empujar el flujo de gas cargado de polvo a través del sistema. Son en general más económicosque los sistemas de presión negativa, ya que la presión positiva no ejerce presiones adicionales, másque la presión atmosférica, en la estructura del equipo. Sin embargo, tienen importanteslimitaciones, con gastos de funcionamiento y mantenimiento más elevados, ya que el ventilador sedeteriora más rápidamente debido al contacto directo con gas cargado de partículas. Además, este
tipo de sistemas a menudo tiene chimeneas cortas en la parte superior del equipo de depuración.

5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 13/50
13
Los equipos de presión negativa son los más habituales y tienen el ventilador en el ladolimpio del colector, aspirando el aire a través del sistema, para ser impulsado finalmente a través dela chimenea. La estructura del equipo debe ser reforzada debido a la presión en el armazón. Eldesgaste es menor que en los sistemas de presión positiva.
Uno de los problemas principales de los sistemas son las fugas de aire. En los sistemas de
presión positiva, las fugas después de la salida del ventilador ocasionan emisiones y problemas demantenimiento. En el lado de presión negativa del ventilador, el aire falso reduce el volumen desucción en el punto de ventilación. Debido a la humedad ambiental, se puede crear corrosiónalrededor de las entradas de aire falso. El potencial de entradas de aire falso existe en todo elsistema de ventilación. Los puntos problemáticos más comunes suelen ser las uniones por dilatación, puertas de acceso, transportadores sin fin, válvulas rotatorias, malas conexiones, puntosde corrosión, soldaduras dañadas o deficientes, o mal diseño de los puntos de succión.
3.4 Ciclones
Los ciclones se utilizan como pretratamiento en la depuración de gases para reducir lacantidad de polvo que entra al sistema final de depuración y para recuperar parte del material (convalor comercial) que de otro modo sería emitido a la atmósfera. Desde el punto de vista de ladepuración, los ciclones por si mismos no suelen ser adecuados para cumplir la normativa deemisiones, pero pueden ser indispensables para adecuar la corriente a tratar (eliminación deabrasivos, disminución de carga,…) para el buen funcionamiento de otros equipos como los filtrosde mangas o los precipitadores electrostáticos.
A través de la rápida rotación del flujo de aire, las partículas son desplazadas por acción dela fuerza centrífuga hacia las paredes del ciclón, lo que permite que las partículas más pesadas se
desprendan del flujo de aire siendo impulsadas hacia la pared donde se juntan entre sí y formanaglomerados que sedimentan y son eliminados por el punto de salida inferior del ciclón (Figura 3.8).En la base del ciclón, el gas se vuelve moviéndose en espiral hacia arriba y saliendo por la partesuperior del equipo. En ocasiones se utiliza una configuración de multiciclón, que consiste en unconjunto de ciclones de pequeño diámetro y elevada altura funcionando en paralelo.
Los ciclones se pueden clasificar, atendiendo al dispositivo de entrada de gas y de recogidade polvo en: - Entrada tangencial – Descarga axial
- Entrada axial - Descarga axial- Entrada tangencial – Descarga periférica
- Entrada axial – Descarga periféricasiendo los más comunes los dos primeros.
Los ciclones se utilizan para la eliminación de partículas, fundamentalmente partículas primarias de tamaño superior a 10 µm de diámetro aerodinámico. No obstante, se diseñan ciclonesde alta eficacia con aplicaciones para la eliminación de PM10 y PM2.5. Con el sistema de multiciclónse pueden separar partículas entre 2 y 5 µm. Si la corriente a tratar contiene partículas de tamañosuperior a 200 µm otros dispositivos como los inerciales (cámaras de sedimentación) podríanresultar eficaces y presentan menos problemas de abrasión.

5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 14/50
14
Figura 3.8.- Esquemas de (a) ciclones (b) multiciclones. De Wark y col. Air Pollution its origins and control, 3ª ed.,
Addison-Wesley, 1998.
Los ciclones se clasifican según su eficacia en convencionales, de alta eficacia y de altorendimiento. En la Tabla 3.8 se muestran los valores típicos de eficacia en función del tamaño de
partícula.

5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 15/50
15
Tabla 3.8.- Eficacia de ciclones.
Eficacia (%)
Convencional Alta eficacia Alto rendimiento
PM 70-90 80-99 80-99
PM10 30-90 60-95 10-40
PM2.5 0-40 20-70 0-10De EPA Hoja de datos.
La eficacia global de un ciclón depende de las características de las partículas (distribuciónde tamaño y densidad) y del diseño del equipo. En la Figura 3.9 se muestran las relacionesgeométricas de los ciclones en función del diámetro del cuerpo cilíndrico, D0. Los ciclones sediseñan con semejanza geométrica de modo que la relación de las dimensiones permanece constante
para diferentes diámetros. El valor de dichas relaciones indica si el ciclón es de tipo convencional,de elevada eficacia o de alto rendimiento. Los ciclones diseñados para trabajar a elevada eficacia
presentan pequeños diámetros, largos cilindros y velocidades de entrada elevadas. Sin embargo, la
reducción del diámetro incrementa la caída de presión. Para elevados caudales se utilizan menoreslongitudes del cuerpo, velocidades de entrada pequeñas y mayores diámetros de salida de gases.
Figura 3.9.- Relaciones geométricas en un ciclón convencional. De Nevers Ingeniería de control de la contaminación
del aire McGraw-Hill, 1998; EPA Documento de técnicas de control de materia particulada fina proveniente de fuentes estacionarias, 1998 .
Establecidas las dimensiones geométricas se puede determinar, de forma aproximada, el
número de vueltas efectivas como:
+=
2
HH
H
1 N 2
1e (3.13)
Dimesión del ciclón Tipo de ciclón
Alta eficacia Convencional Altorendimiento
Diámetro del cuerpo,D0/D0
1 1 1
Longitud del cilindro,H1/D0 1.5 2 1.7
Longitud del cono,H2/D0
2.5 2 2
Altura de la entrada,H/D0
0.5 0.5 0.8
Anchura de la entrada,Wi/D0
0.2 0.25 0.35
Diámetro de salida degas, De/D0
0.5 0.5 0.75
Diámetro de salida de polvo, Dd/D0
0.375 0.25 0.4
Longitud de localizacióndel vórtice, S/D0
0.5 0.5 0.75

5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 16/50
16
Para un diseño convencional, el número de vueltas efectivas es de 6. El número de vueltasefectivas se puede relacionar con la eficacia del equipo.
3.4.1 Eficacia de ciclones
La eficacia de los ciclones depende fuertemente del tamaño de partícula, incrementándose amedida que aumenta el tamaño de partícula. La eficacia global de un ciclón se calculará a partir dela distribución de tamaños de partículas y de la eficacia de captación para cada tamaño.
La eficacia se puede determinar, según el modelo de Rossin, Rammler e Intelmann,asumiendo flujo laminar para las partículas que son capturadas, y sustituyendo en la velocidad desedimentación de Stokes el efecto de la aceleración gravitacional por la centrífuga, resultando:
2i
2 p pe
i
g2 p pe
WH9
Qd N
W9
Vd N
µ
ρπ=
µ
ρπ=η (3.14)
donde η es la eficacia, Ne es el número de vueltas efectivas, ρ p la densidad de las partículas, d p eldiámetro de las partículas, Vg la velocidad del gas y µ la viscosidad del gas. Este modelo indica quela eficacia de un ciclón se puede aumentar aumentando el tamaño de la partícula o su densidad, lalongitud del cuerpo cilíndrico, el número de vueltas efectivas, la carga de partículas y la velocidadde entrada del gas. No obstante, el efecto positivo de la velocidad de entrada del gas sobre laeficacia se produce únicamente entre ciertos límites, ya que a velocidades excesivamente elevadassurgen turbulencias que distorsionan el flujo reduciendo la eficacia. En general se admite que en losciclones estándar la velocidad de admisión debe estar comprendida entre 8 y 30 m/s, tomándose engeneral un valor de unos 15-17 m/s como valor recomendado. También la relación diámetro delcuerpo del cilindro/ diámetro de salida del gas, o la utilización de materiales “lisos” para la
construcción del ciclón aumentan la eficacia. La eficacia del ciclón disminuirá con la densidad yviscosidad del gas, el diámetro de salida del gas, y el área de admisión al ciclón.
Este modelo predice un valor finito del diámetro de la partícula por encima de la cual laeficacia es del 100% (diámetro crítico de partícula, d pcrit)
g pe
i pcrit V N
W9d
ρπ
µ= (3.15)
aunque la evidencia experimental indica que la eficacia se acerca asintóticamente al 100% cuandoaumenta el tamaño de partícula.
Otro parámetro de interés en el diseño de ciclones es el diámetro de corte (d pc) que proporciona una medida del tamaño de partículas capturadas y el tamaño que pasa por el colector.El diámetro de corte se define como el tamaño de las partículas que son recogidas con una eficaciadel 50%. Es una característica del equipo colector y de las condiciones de operación, pero no de ladistribución de tamaños del polvo. Despejando en la (3.14) para una eficacia de 0.5
g pe
i pc V N2
W9d
ρπ
µ= (3.16)
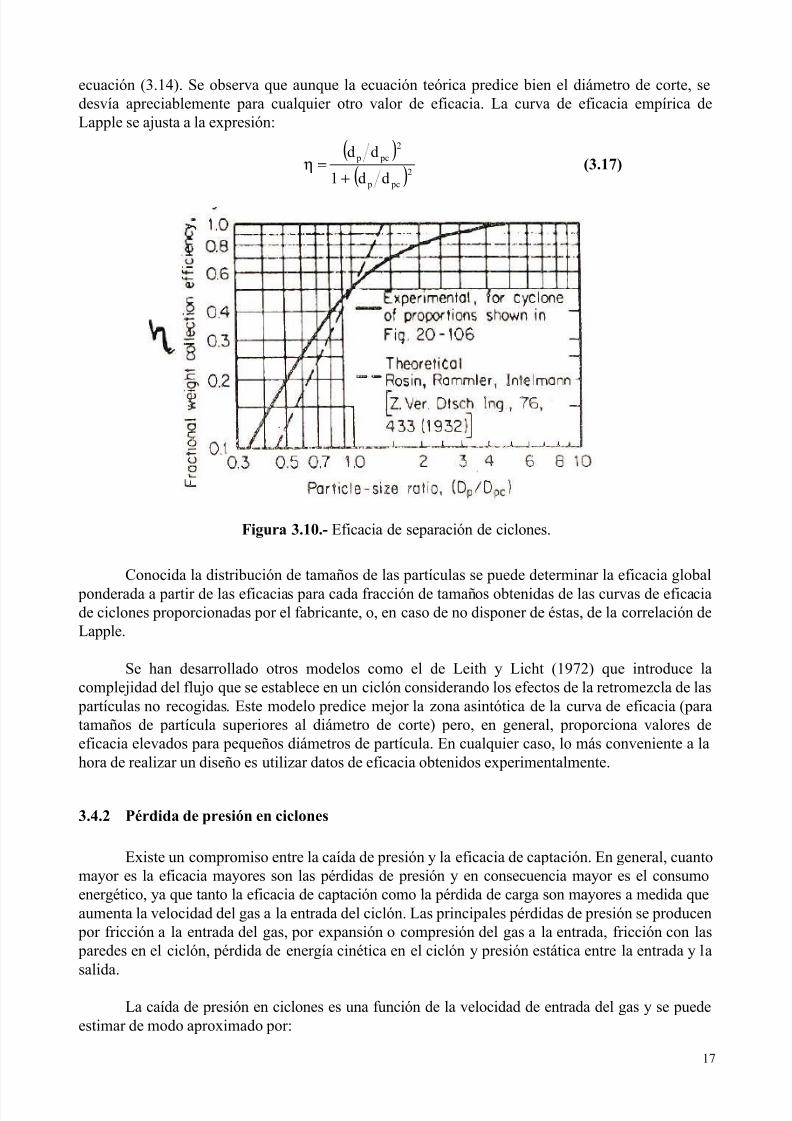
Lapple correlacionó datos experimentales de eficacia frente al tamaño de partícula paraciclones de relaciones geométricas estándar obteniendo la curva de eficacia del ciclón generalizadade la Figura 3.10. En esta figura se ha representado también la predicción teórica obtenida con la
5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 17/50
17
ecuación (3.14). Se observa que aunque la ecuación teórica predice bien el diámetro de corte, sedesvía apreciablemente para cualquier otro valor de eficacia. La curva de eficacia empírica deLapple se ajusta a la expresión:
( )( )2
pc p
2 pc p
dd1
dd
+=η (3.17)
Figura 3.10.- Eficacia de separación de ciclones.
Conocida la distribución de tamaños de las partículas se puede determinar la eficacia global ponderada a partir de las eficacias para cada fracción de tamaños obtenidas de las curvas de eficaciade ciclones proporcionadas por el fabricante, o, en caso de no disponer de éstas, de la correlación deLapple.
Se han desarrollado otros modelos como el de Leith y Licht (1972) que introduce lacomplejidad del flujo que se establece en un ciclón considerando los efectos de la retromezcla de las
partículas no recogidas. Este modelo predice mejor la zona asintótica de la curva de eficacia (paratamaños de partícula superiores al diámetro de corte) pero, en general, proporciona valores deeficacia elevados para pequeños diámetros de partícula. En cualquier caso, lo más conveniente a lahora de realizar un diseño es utilizar datos de eficacia obtenidos experimentalmente.
3.4.2 Pérdida de presión en ciclones
Existe un compromiso entre la caída de presión y la eficacia de captación. En general, cuantomayor es la eficacia mayores son las pérdidas de presión y en consecuencia mayor es el consumoenergético, ya que tanto la eficacia de captación como la pérdida de carga son mayores a medida queaumenta la velocidad del gas a la entrada del ciclón. Las principales pérdidas de presión se producen
por fricción a la entrada del gas, por expansión o compresión del gas a la entrada, fricción con las paredes en el ciclón, pérdida de energía cinética en el ciclón y presión estática entre la entrada y lasalida.
La caída de presión en ciclones es una función de la velocidad de entrada del gas y se puedeestimar de modo aproximado por:
5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 18/50
18
2
VHP
2gg
v
ρ=∆ (3.18)
donde ∆P viene expresada en Pa y Hv es el número de cargas de velocidad que depende de laconfiguración del ciclón. Aunque se han desarrollado numerosas ecuaciones empíricas para laestimación de Hv, la ecuación de Shepherd y Lapple (1939-40) proporciona una estimación
razonable:
2e
v D
WHK H = (3.19)
siendo K una constante empírica que debe proporcionar el fabricante del ciclón. K toma el valor dede 16 para ciclones convencionales de dimensiones estándar con entradas tangenciales y de 7.5 paraciclones con entradas axiales Con el valor propuesto de 16 para ciclones convencionales dedimensiones estándar con entradas tangenciales el número de cargas de velocidad es de 8 (Hv).
Los intervalos comunes de caídas de presión para ciclones son:
- Ciclones de baja eficacia (alto rendimiento): 5 – 10 cm de columna de agua (0.5 – 1 kPa)- Ciclones convencionales: 10 – 15 cm de columna de agua (1 – 1.5 kPa)- Ciclones de elevada eficacia: 20 – 25 cm de columna de agua ( 2 – 2.5 kPa)
3.4.3 Consideraciones relacionadas con el funcionamiento
Los ciclones se diseñan para conseguir una determinada separación cumpliendo unasespecificaciones de pérdida de presión, y con ello, para una determinada velocidad del gas a laentrada. Velocidades de gas por encima de 20 m/s suponen, junto con un incremento de la pérdidade carga, una importante pérdida de eficacia por un aumento de la turbulencia que incluso puede
producir el rearrastre de las partículas previamente depositadas. Los factores que influyen sobre laeficacia de los ciclones son: las dimensiones del ciclón, las propiedades físicas del gas y lasvariables del proceso. En la Tabla 3.9 se muestran los efectos que las diferentes modificaciones dediseño o de operación tienen sobre el funcionamiento de los ciclones. Estos efectos son orientativosya que dependerán además de la naturaleza de las partículas. Por ejemplo, si se eleva el caudal de
paso de un polvo floculado, puede producirse su desagregación con lo cual quizás no se consigaaumentar la eficacia de captación.
Uno de los principales problemas de funcionamiento de un ciclón es la pérdida de aire por lasalida de polvo, que puede provocar una disminución importante de la eficacia de separación. En
ocasiones modificaciones en la configuración interna del ciclón utilizando tabiques cónicos o discoso aletas helicoidales para reducir la pérdida de carga tienen un efecto positivo sobre las fugas de airey permite tratar mayores caudales de gas. Un factor que influye en la eficacia de un ciclón a largo
plazo es el desgaste de las paredes internas por abrasión, lo que también suele implicar unalimitación en la velocidad de las partículas en función de la concentración de las mismas en losgases a tratar. Por ejemplo, para una concentración de 7 kg/Nm3 la máxima velocidad de entrada degas recomendada sería de 2 m/s.
Tabla 3.9.- Influencia de diferentes modificaciones de diseño y operación sobre el funcionamientode ciclones.
Efecto del cambio en las propiedades físicas Pérdida de carga Eficacia Tendencia de coste
Cambios en el gas
5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 19/50
19
Aumento de velocidad Aumenta Aumenta Bajan costes de inversión;suben costes de operación
Aumento de densidad Aumenta Insignificante Ligeramente mayores
Aumento de viscosidad Insignificante Disminuye
Aumento de temperatura (a igual velocidad) Disminuye Disminuye
Cambios en el polvo
Aumento de la densidad específica Aumenta
Aumento del tamaño de partícula Aumenta
Aumento de la carga Aumenta
Cambio en las condiciones de diseño
Incremento en el tamaño del ciclón Disminuye Disminuye Aumenta
Alargamiento del cilindro Ligeramentemenor
Aumenta Aumenta
Aumento del área de entrada manteniendo el volumen Disminuye Disminuye
Aumento del área de entrada manteniendo la velocidad Aumenta Disminuye Disminuye
Alargamiento del cono Ligeramentemenor
Aumenta Aumenta
Alargamiento de la tubería de salida del gas limpio Aumenta Aumenta odisminuye
Aumenta
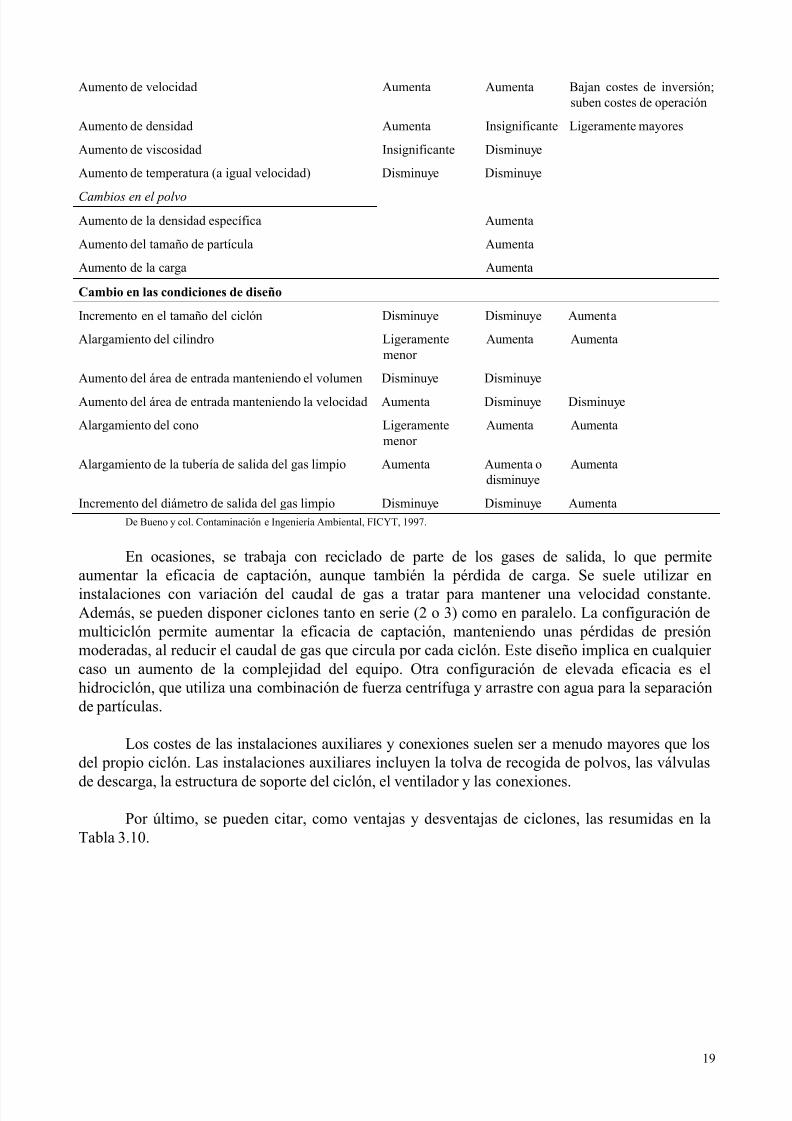
Incremento del diámetro de salida del gas limpio Disminuye Disminuye AumentaDe Bueno y col. Contaminación e Ingeniería Ambiental, FICYT, 1997.
En ocasiones, se trabaja con reciclado de parte de los gases de salida, lo que permiteaumentar la eficacia de captación, aunque también la pérdida de carga. Se suele utilizar eninstalaciones con variación del caudal de gas a tratar para mantener una velocidad constante.Además, se pueden disponer ciclones tanto en serie (2 o 3) como en paralelo. La configuración demulticiclón permite aumentar la eficacia de captación, manteniendo unas pérdidas de presiónmoderadas, al reducir el caudal de gas que circula por cada ciclón. Este diseño implica en cualquier caso un aumento de la complejidad del equipo. Otra configuración de elevada eficacia es elhidrociclón, que utiliza una combinación de fuerza centrífuga y arrastre con agua para la separaciónde partículas.
Los costes de las instalaciones auxiliares y conexiones suelen ser a menudo mayores que losdel propio ciclón. Las instalaciones auxiliares incluyen la tolva de recogida de polvos, las válvulas
de descarga, la estructura de soporte del ciclón, el ventilador y las conexiones.
Por último, se pueden citar, como ventajas y desventajas de ciclones, las resumidas en laTabla 3.10.

5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 20/50
20
Tabla 3.10.- Ventajas y desventajas del uso de ciclones.
Ventajas
Bajos costes de inversión
Ausencia de partes móviles:mantenimiento reducido
bajos costes de operación
Facilidad de operación
Aplicable tanto a líquidos como a polvos
Capaz de trabajar con elevadas cargas de polvo (varios kg/m3)
Posibilidad de construcción con diversos materiales
Relativamente baja caída de presión (5-15 cm de H2O) en comparación con lacantidad de PM recogida
Las limitaciones en la presión y la temperatura dependen únicamente de losmateriales de construcción
Captación y disposición en seco
Requisitos de espacio relativamente pequeños
Desventajas
Eficacias de captación de PM relativamente pequeñas, especialmente para partículas inferiores a 10 µm
Incapacidad para manejar materiales húmedos o pegajosos
Las unidades de alta eficacia presentan elevadas caídas de presión
Funcionamiento susceptible a las caídas en el caudal de gas
3.5 Filtros de mangas
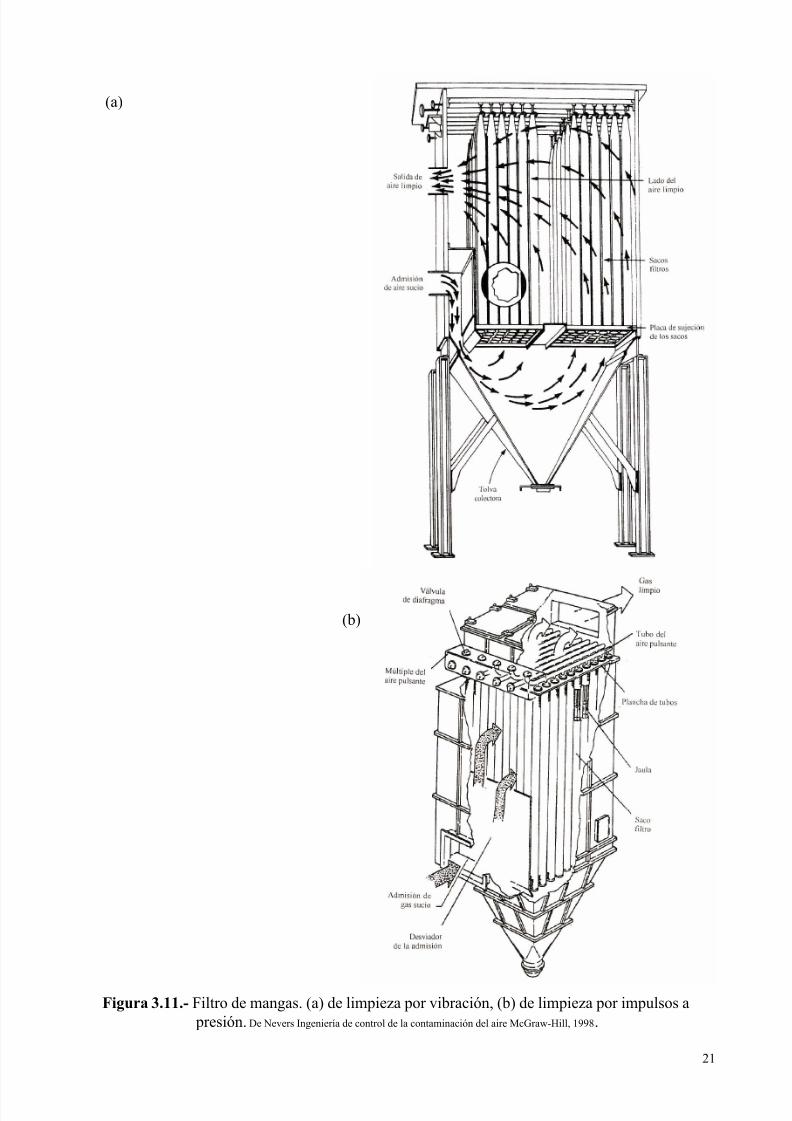
Los filtros de mangas son estructuras metálicas cerradas en cuyo interior se disponenelementos filtrantes textiles en posición vertical (Figura 3.11). Según el diseño pueden adoptar formas tubulares, y se denominan mangas, o formas rectangulares, y se denominan bolsas. Semontan sobre una cámara que acaba en su parte inferior en una tolva de recogida de partículas. Elaire cargado de sólidos es forzado a pasar a través del textil, sobre el que se forma una capa de
polvo. La filtración se produce como resultado de la formación de una capa de polvo primaria en lasuperficie de las mangas y una acumulación de partículas de polvo en el interior del materialfiltrante. Una vez formada la capa primaria, la penetración se hace muy baja y la filtración se
produce por tamizado (filtración superficial). El proceso de filtración continua hasta que la caída de presión se hace tan importante que requiere la limpieza del sistema.
Los filtros de mangas son instalaciones de depuración de partículas altamente eficaces, loque permite cumplir con las más estrictas normativas de calidad de aire. Se obtienen eficacias por encima del 99% para partículas mayores de 10 µm, pudiendo superar el 99.99+%. Para partículas de0.5 µm alcanzan eficacias del 99% y se obtienen eficacias aceptables para partículas de hasta 0.01
µm. Las cargas de sólidos típicas varían entre 0.23 y 23 g/m3
. Las dimensiones típicas pueden ser de0.15-0.3 m de diámetro y 6-10 m de longitud, oscilando el número de mangas por compartimentoentre 40-700.
5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 21/50
21
Figura 3.11.- Filtro de mangas. (a) de limpieza por vibración, (b) de limpieza por impulsos a presión. De Nevers Ingeniería de control de la contaminación del aire McGraw-Hill, 1998 .
(a)
(b)

5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 22/50
22
Cada filtro de mangas tiene sus propias características. Inicialmente, se utilizaban fibrasnaturales de algodón o lana, que han sido reemplazadas por fibras químicas. La selección del tipo defibra a utilizar viene condicionada por una serie de factores entre los que destacan:
- temperatura- composición química del gas
- características físico-químicas de las partículas- humedad- resistencia mecánica- propiedades de filtración de las mangas- método de limpieza
En la Tabla 3.11 se resumen las propiedades con carácter general de las principales fibrasquímicas. Los fabricantes de mangas proporcionan, a su vez, diferentes acabados y tratamientos de lastelas para mejorar la compatibilidad entre los filtros y los gases a depurar (Tabla 3.11 y Tabla 3.12).
Tabla 3.11.- Características de distintos tipos de fibras para mangas.Fibra Polipro- pileno
Poliéster Acrílico Poliamídico Polivinílica Politetrafluo-roetilénica
Arammídica Fibra de vidrio
Marcas
Fabricantes
Meraklon
Montefibre
Pylen
Mitshubisi Corp.
Courlene
Courtaulds
Hostalen
Hoechst
Dracon
Du Pont
Terital
Montefibre
Trevira
Hoechst
Tergal
Soc. Rhodiaceta
Terylene
I.C.I.Diolen
Glanzstoff
Dralon T
Bayer
Orlon
Du Pont
Crylor
Rhone Poulenc
Redon
Phrix
Zefran
Dow Chemical Leacril
Montefibre
Nylon
Rhone Poulenc
Nailon
Montefibre
Perlon
Bayer
Rilsan
Ato Chimie
Lilion
Snia Viscosa
Leavil
Montefibre
Saran
Dow Chemical
Rovil
Rhone Poulenc
Harlan
Phoenix
Teflon
Du Pont
Nomex
Du Pont
Fiberglas
Owens
Corning
Vetrotex
Balzaretti and
Modigliani
Vetrolon
Gevetex
Peso específico(g/cm2)
0.91 1.38 1.16 1.10 1.35 2.1 1.38 2.5
Humedad absorbida
(20ºC;H.R. 65%)
0.05 0.4 1-2 4 0.05 0.015 5 0
Resistencia a latracción (g/cm2)
4.5-6 4.5-7.5 2.4-4.5 4.5-7.5 3 1.6 5 10-15
Alargamiento antesde rotura (%)
35 12 17-42 19 35-40 15 19 2-4
Temperatura máximacontinua (ºC)
80-90 130-135 130-135 100-110 80-90 240-260 200-220 280-300
Temperatura máxima puntual (ºC) 90-100 140 135-140 120 90-100 280 260 320
Resistencia química
Ácidos Excelente Buena Buena Muy baja Excelente Excelente Baja Buena
Bases Excelente Baja Buena Buena Buena Excelente Buena Baja
Oxidante Muy baja Excelente Buena Excelente Excelente Excelente Buena Excelente
Disolvente Muy baja Buena Buena Baja Baja Excelente Buena Excelente
Hidrólisis (calor húmedo)
Buena Excelente Excelente Baja Buena Excelente Baja Buena
Coste relativo x x xx xxxxx xxxx xxxDe Depuración de los gases de combustión en la industria cerámica, ITC, 2001; BHA Group Inc. Guía de referencia y Soluciones de
Problemas, 1998.

5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 23/50
23
Tabla 3.12.- Acabados de fibras para mangas
Propósito Aplicación
Acabados para textiles
Chamuscado Mejora el desprendimiento de la capa de polvo. Poliéster, polipropileno, acrílico, Nomex
Barnizado Mejora el desprendimiento de la capa de polvo a
corto plazo; puede dificultar el flujo de aire.
Poliéster, polipropileno (fieltro y tejido)
Silicio Favorece la formación de la precapa; repelenciaal agua limitada.
Poliéster, polipropileno (fieltro y tejido)
Retardador de llamas Retarda la combustión. Poliéster, polipropileno (fieltro y tejido)
Acabado acrílico(base de látex)
Mejora la eficacia de filtración y eldesprendimiento del polvo (puede dificultar elflujo de aire).
Acrílico y poliéster
Laminado membranaPTFE
Favorece la recolección de partículas. Mejora laeficacia filtración y desprendimiento del polvo.
Nomex, acrílico, poliéster, polipropileno(fieltro)
Impregnación de PTFE Mejora la repelencia al agua y al aceite. Limitadodesprendimiento de la capa de polvo.
Nomex (fieltro)
Resistencia ácida Mejora la resistencia a ácidos. Nomex (fieltro) Fibra de vidrio
Silicio, grafito, teflón Protege contra la abrasión y lubrica la fibra. Condiciones sin ácidos, aplicaciones decemento y fundición de metales
Resistencia ácida Protege la fibra de vidrio contra ácidos. Calderas de carbón, incineradores,cemento, calderas industriales
Teflón B Mejora la reisitencia a la abrasión, limitadaresistencia química.
Calderas industriales y de servicios concondiciones de pH moderado
Blue Max CRF-70 Mejora resistencia ácida y desalojo del polvo.Mejor resistencia a la abrasión y a bases. Mejor encapsulado de la fibra.
Calderas de carbón (alto y bajo azufre),caldera de lecho fluidizado, negro dehumo
De BHA Group Inc Seminario de Fundamentos y Mantenimiento de los Filtros de Mangas.
Un factor importante a la hora de elegir las mangas es su facilidad de limpieza, ya que lavida del filtro, que suele oscilar entre 1 y 3 años, viene determinada por una combinación entre elataque químico a que esté sometido y el esfuerzo mecánico debido a la limpieza.
3.5.1 Tipos de filtros de mangas
Existen tres tipos de filtros de mangas atendiendo al método de limpieza utilizado: por vibración, por aire en contracorriente, por impulsos de aire a presión ( pulse jet ). En ocasiones, secombinan dos de estos mecanismos de limpieza en un mismo equipo.
Filtros de mangas con limpieza por vibración
Los filtros de magas con limpieza por vibración son los más antiguos. Las mangas filtrantescuelgan de forma vertical en filas con la parte superior cerrada y conectada a un mecanismo desacudido. La parte inferior de las mangas está abierta y se conecta a la placa portamangas. Duranteel proceso de filtración, el aire sucio entra al colector y se acumula en la parte interior de la manga.Para comenzar el proceso de limpieza, la compuerta de entrada se cierra y se inicia el mecanismo desacudido creando una onda sinusoidal que comienza en la parte superior de la manga y crea ondas a
lo largo de ésta (Figura 3.12). La capa de polvo se desprende y cae a la tolva, siendo recolectado lamayoría del polvo en los primeros 5 a 10 segundos de limpieza.
5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 24/50
24
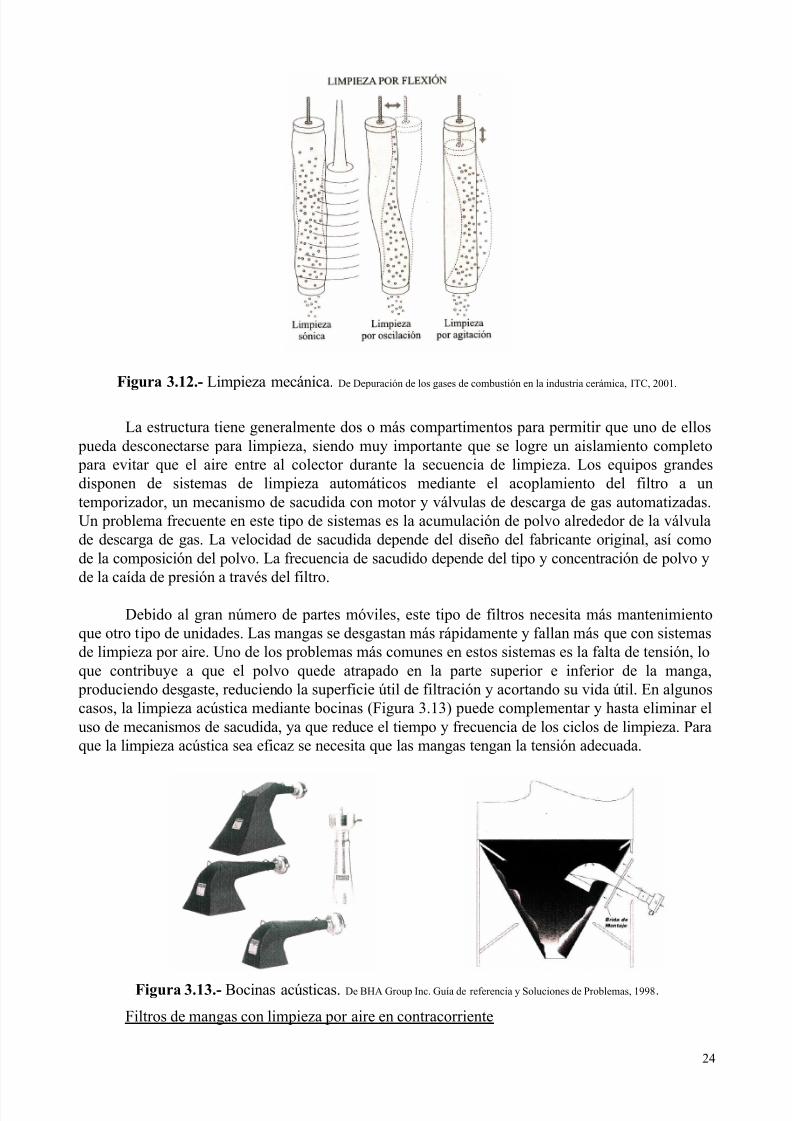
Figura 3.12.- Limpieza mecánica. De Depuración de los gases de combustión en la industria cerámica, ITC, 2001.
La estructura tiene generalmente dos o más compartimentos para permitir que uno de ellos pueda desconectarse para limpieza, siendo muy importante que se logre un aislamiento completo para evitar que el aire entre al colector durante la secuencia de limpieza. Los equipos grandesdisponen de sistemas de limpieza automáticos mediante el acoplamiento del filtro a untemporizador, un mecanismo de sacudida con motor y válvulas de descarga de gas automatizadas.Un problema frecuente en este tipo de sistemas es la acumulación de polvo alrededor de la válvulade descarga de gas. La velocidad de sacudida depende del diseño del fabricante original, así comode la composición del polvo. La frecuencia de sacudido depende del tipo y concentración de polvo yde la caída de presión a través del filtro.
Debido al gran número de partes móviles, este tipo de filtros necesita más mantenimientoque otro tipo de unidades. Las mangas se desgastan más rápidamente y fallan más que con sistemasde limpieza por aire. Uno de los problemas más comunes en estos sistemas es la falta de tensión, loque contribuye a que el polvo quede atrapado en la parte superior e inferior de la manga,
produciendo desgaste, reduciendo la superficie útil de filtración y acortando su vida útil. En algunoscasos, la limpieza acústica mediante bocinas (Figura 3.13) puede complementar y hasta eliminar eluso de mecanismos de sacudida, ya que reduce el tiempo y frecuencia de los ciclos de limpieza. Paraque la limpieza acústica sea eficaz se necesita que las mangas tengan la tensión adecuada.
Figura 3.13.- Bocinas acústicas. De BHA Group Inc. Guía de referencia y Soluciones de Problemas, 1998.
Filtros de mangas con limpieza por aire en contracorriente

5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 25/50
25
En un sistema de limpieza por aire en contracorriente, el gas cargado de polvo entra, comoen los filtros con limpieza mecánica, a través de la parte interior del filtro y se dirige hacia lasmangas filtrantes por medio de deflectores. Las partículas se recogen en el interior de las mangasque cuelgan verticalmente, mientras que el aire limpio se encuentra en el exterior de las mangas.Durante el ciclo de limpieza, se cierra la entrada de aire sucio y se presuriza el compartimento con
una corriente de aire limpio de baja presión generada por un ventilador, las mangas se colapsan parcialmente produciendo el desprendimiento de polvo hacia la tolva (Figura 3.14). Este tipo delimpieza es suave permitiendo el uso de textiles frágiles como la fibra de vidrio. Normalmente, lasmangas son muy grandes y tienen anillos de soporte cosidos en la parte exterior de la bolsa paraevitar el colapso total de las mismas durante el proceso de limpieza. La parte superior de la mangase conecta a una cazoleta que a su vez se conecta a un tensor que permite la flexión necesaria en lasmangas para obtener un buen desprendimiento de la capa de polvo. La parte inferior de las mangasestá fija conectada a un collarín o directamente a la placa separadora.
Figura 3.14.- Limpieza con aire en contracorriente
La frecuencia de limpieza depende de la concentración de polvo a la entrada del filtro. Unciclo completo consta de la apertura de la válvula, su cierre y el asentamiento del polvo que sueledurar uno o dos minutos. La presurización del compartimento suele durar de 10 a 30 segundos.Problemas frecuentes de funcionamiento, como en los sistemas de limpieza mecánico, suelen ser losrelacionados con la tensión inadecuada de las mangas (Figura 3.15), fugas por mal aislamiento delcompartimento durante limpieza (acumulación de polvo alrededor de la válvula entrada de gas,sellado deficiente, …), o ciclos inadecuados de limpieza.
Figura 3.15.- Efecto de la tensión inadecuada en el funcionamiento de las mangas. De BHA Group Inc.Seminario de Fundamentos y Mantenimiento de los Filtros de Mangas .
FiltraciónRecomendada
LimpiezaRecomendada

5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 26/50
26
Se han diseñado equipos que combinan limpieza mecánica y con aire en contracorriente.Durante el ciclo de limpieza, las mangas son sacudidas durante un tiempo determinado, paraconectar, a continuación, el ventilador de aire en contracorriente.
Filtros de mangas con limpieza por impulsos de aire a presión
Este tipo de filtros es de más reciente utilización, diseñándose para permitir unas relacionescaudal de aire/superficie de la tela mayores que en los dos sistemas anteriores, obteniéndose equiposmás compactos. Las mangas cuelgan verticalmente dentro de la unidad y se sujetan por la partesuperior. La parte inferior de la manga es cerrada. En estos sistemas se utilizan jaulas o canastillasde alambre de soporte internas. Los fabricantes de mangas proporcionan datos para la buenaadaptación de la manga a la jaula (pellizco o pliegue nominal). El aire sucio entra en la cámara y esfiltrado depositando el polvo en la parte externa de la manga. Durante el ciclo de limpieza, el polvose desaloja utilizando un chorro de aire comprimido que se inyecta en la parte superior de lasmangas filtrantes mediante un venturi. El chorro de aire a alta presión interrumpe el flujo normal degas a través del filtro y crea una onda que al desplazarse a lo largo de la manga hace que esta se
flexione, rompiendo la capa de polvo que cae hacia la tolva. El venturi se utiliza para aumentar lavelocidad del chorro de aire creando un impulso suficientemente grande para que pueda desplazarsea lo largo de la manga y regresar al venturi.
Figura 3.16.- Limpieza con chorro de aire a presión. De Depuración de los gases de combustión en la industria cerámica,ITC, 2001.
Este sistema de limpieza carece de partes móviles y limpia continuamente sin necesidad deaislamiento. Sin embargo, debido a la presión de aire que se utiliza, es necesario escoger textilescon mayor estabilidad dimensional y resistencia a la tensión.
La función de limpieza no sólo elimina el polvo recolectado, sino que también redistribuyela estructura de capa de polvo remanente en la manga produciendo un cambio en la presióndiferencial. En unidades con altas velocidades hacia el extremo superior, la separación de partículasmuy finas (< 1µm) puede producir una capa de polvo muy densa que provocará una resistenciamayor al flujo y una mayor presión diferencial. El ciclo de limpieza con una presión diferencial altadebe ajustarse de manera que la duración del pulso produzca una pulsación corta y clara, creando
una onda firme de sacudida de la manga. La duración del impulso es de 0.1 a 0.15 segundos, usando presiones de 4 a 7 bar. La frecuencia de limpieza es un factor determinante para la retención decierta capa de polvo necesaria para la filtración. Los intervalos entre ciclos de limpieza pueden

5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 27/50
27
variar de 1 a 30 segundos o más, y se ajusta para que la presión en el colector tenga u promedio de75 a 150 mm de columna de agua. La secuencia de pulsación es fundamental para minimizar lareintroducción del material. Si la pulsación se realiza en orden secuencial se puede producir lamigración de las partículas desprendidas a la manga limpia. La limpieza en forma intercalada
permite la formación de una capa de polvo más apta para la filtración, reduce la frecuencia delimpieza y alarga la vida útil de las mangas (Figura 3.17).
Figura 3.17.- Secuencia de limpieza recomendada. De BHA Group Inc. Guía de referencia y Soluciones de Problemas, 1998 .
Los problemas de funcionamiento comunes están relacionados con un funcionamientodeficiente de las válvulas de diafragma y solenoide para la pulsación (Figura 3.18) y la presencia de
jaulas dobladas o dañadas que no ofrecen un buen sostén a las mangas.
Figura 3.18.- Sistema de pulsación de aire a presión. De BHA Group Inc. Guía de referencia y Soluciones de Problemas, 1998.

5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 28/50
28
3.5.2 Criterios de diseño
El dimensionamiento de un filtro de mangas se realiza a partir del criterio de diseño de lavelocidad de filtración o lo que es lo mismo, de la relación aire/tela. En estos equipos se define lavelocidad de filtración como el caudal de gas que atraviesa el filtro por unidad de superficie. Elvalor de este parámetro de diseño se establece por experiencia y, junto con el caudal de gases a
tratar, define la superficie filtrante a emplear. El valor de la velocidad de filtración debe ser un valor de compromiso, ya que si es bajo aumenta la superficie filtrante, y si es demasiado alto, aumenta lafrecuencia de limpieza, acortando la vida del filtro y provocando una compactación excesiva de lacapa de polvo depositada. En general, los fabricantes de estos equipos indican unos valores develocidad de filtración óptima en los intervalos mostrados en la Tabla 3.13.
Tabla 3.13.- Relaciones de filtración en m3/min/m2 según el sistema de limpieza.
Sistema de limpieza Relaciones de filtración (m3/min/m2)
Sacudida 0.30 – 0.80
Contracorriente 0.30 – 0.90Chorro de aire a presión 1.45 – 2.00
De BHA Group Inc. Seminario de Fundamentos y Mantenimiento de los Filtros de Mangas.
La eficacia no es un factor determinante en el diseño de los filtros de mangas. El rendimientode los filtros no depende de la concentración de partículas a la entrada. Además el rendimiento semantiene constante para un amplio intervalo de variación de caudal.
Sí es importante tener en cuenta la pérdida de carga de los filtros de mangas durante suoperación, ya que ésta determina la frecuencia con que deben realizarse los ciclos de limpieza.Conforme se va depositando la capa de polvo sobre la tela de las mangas la eficacia de la filtraciónaumenta hasta valores del 99-99.99+ %, al tiempo que aumenta la resistencia al flujo del gas y conello, los costes de impulsión. Por lo tanto, la caída de presión a través de la manga es un parámetrode operación que permitirá establecer la frecuencia de limpieza como solución de compromiso entreuna buena eficacia de filtración y unos costes de operación razonables.
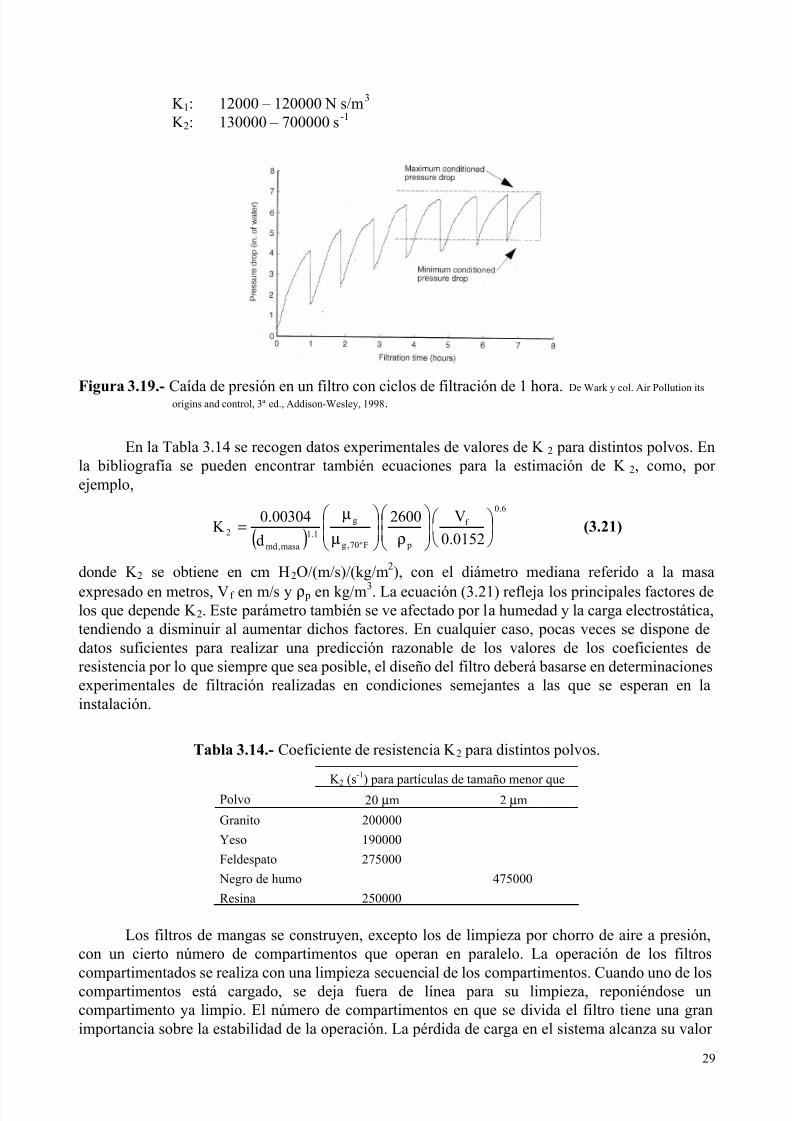
Para un filtro nuevo, la caída de presión será la suma de la pérdida provocada por el propiofiltro y la ocasionada por las partículas conforme se van depositando. Sin embargo, tal y como seobserva en la Figura 3.19, los filtros experimentan un proceso de acondicionamiento conforme sevan limpiando periódicamente. La caída de presión al acabar la limpieza del filtro va aumentando encada ciclo hasta alcanzar un valor residual constante, ∆PR . Una vez el filtro está acondicionado, la
caída de presión al final de cada ciclo de filtración, ∆PT es la suma de ∆PR y de la caída de presiónen la torta, ∆PC, creciente con el tiempo, y se puede expresar como:
f 2f 1CR T VK VK PPP ω+=∆+∆=∆ (3.20)
donde Vf (m/s) es la velocidad de filtración, ω la carga de polvo sobre el filtro (kg/m2) y K 1 (Kgs/m2) y K 2 (s-1) son coeficientes de resistencia de la manga acondicionada y el polvo,respectivamente.
El valor de K 1 para una manga acondicionada puede ser más de diez veces superior al valor del coeficiente de resistencia en la manga sin usar. Si el espesor de la capa de polvo sobre la tela es
mayor de 2 mm, lo que corresponde a una carga del orden de 0.5 kg/m2
, la pérdida de presión através de la manga suele ser despreciable frente a la que presenta la capa de polvo. Los valores delos coeficientes de resistencia suelen estar comprendidos en los intervalos:
5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 29/50
29
K 1: 12000 – 120000 N s/m3 K 2: 130000 – 700000 s-1
Figura 3.19.- Caída de presión en un filtro con ciclos de filtración de 1 hora. De Wark y col. Air Pollution itsorigins and control, 3ª ed., Addison-Wesley, 1998.
En la Tabla 3.14 se recogen datos experimentales de valores de K 2 para distintos polvos. Enla bibliografía se pueden encontrar también ecuaciones para la estimación de K 2, como, por ejemplo,
( )
6.0
f
pFº70,g
g
1.1masa,md
2 0152.0
V2600
d
00304.0K
ρ
µ
µ= (3.21)
donde K 2 se obtiene en cm H2O/(m/s)/(kg/m2), con el diámetro mediana referido a la masa
expresado en metros, Vf en m/s y ρ p en kg/m3. La ecuación (3.21) refleja los principales factores delos que depende K 2. Este parámetro también se ve afectado por la humedad y la carga electrostática,tendiendo a disminuir al aumentar dichos factores. En cualquier caso, pocas veces se dispone dedatos suficientes para realizar una predicción razonable de los valores de los coeficientes deresistencia por lo que siempre que sea posible, el diseño del filtro deberá basarse en determinacionesexperimentales de filtración realizadas en condiciones semejantes a las que se esperan en lainstalación.
Tabla 3.14.- Coeficiente de resistencia K 2 para distintos polvos.
K 2 (s-1
) para partículas de tamaño menor que Polvo 20 µm 2 µm
Granito 200000
Yeso 190000
Feldespato 275000
Negro de humo 475000
Resina 250000
Los filtros de mangas se construyen, excepto los de limpieza por chorro de aire a presión,con un cierto número de compartimentos que operan en paralelo. La operación de los filtros
compartimentados se realiza con una limpieza secuencial de los compartimentos. Cuando uno de loscompartimentos está cargado, se deja fuera de línea para su limpieza, reponiéndose uncompartimento ya limpio. El número de compartimentos en que se divida el filtro tiene una granimportancia sobre la estabilidad de la operación. La pérdida de carga en el sistema alcanza su valor
5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 30/50
30
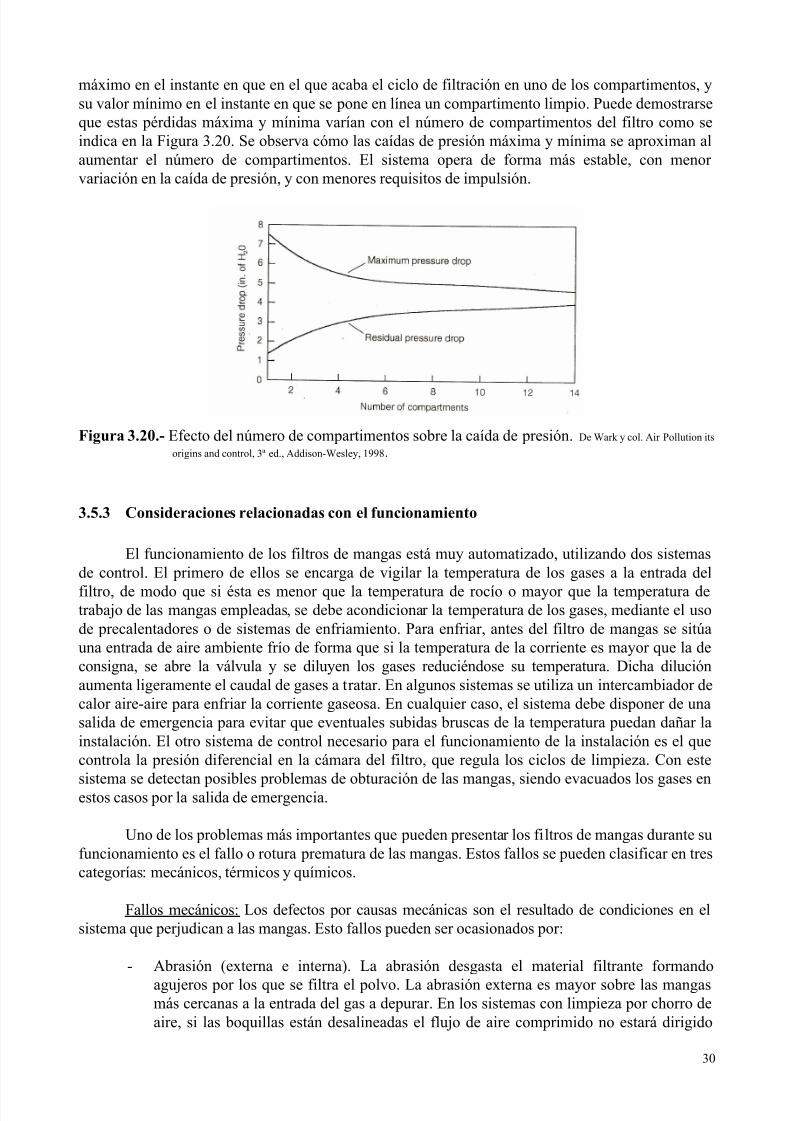
máximo en el instante en que en el que acaba el ciclo de filtración en uno de los compartimentos, ysu valor mínimo en el instante en que se pone en línea un compartimento limpio. Puede demostrarseque estas pérdidas máxima y mínima varían con el número de compartimentos del filtro como seindica en la Figura 3.20. Se observa cómo las caídas de presión máxima y mínima se aproximan alaumentar el número de compartimentos. El sistema opera de forma más estable, con menor variación en la caída de presión, y con menores requisitos de impulsión.
Figura 3.20.- Efecto del número de compartimentos sobre la caída de presión. De Wark y col. Air Pollution its
origins and control, 3ª ed., Addison-Wesley, 1998.
3.5.3 Consideraciones relacionadas con el funcionamiento
El funcionamiento de los filtros de mangas está muy automatizado, utilizando dos sistemasde control. El primero de ellos se encarga de vigilar la temperatura de los gases a la entrada del
filtro, de modo que si ésta es menor que la temperatura de rocío o mayor que la temperatura detrabajo de las mangas empleadas, se debe acondicionar la temperatura de los gases, mediante el usode precalentadores o de sistemas de enfriamiento. Para enfriar, antes del filtro de mangas se sitúauna entrada de aire ambiente frío de forma que si la temperatura de la corriente es mayor que la deconsigna, se abre la válvula y se diluyen los gases reduciéndose su temperatura. Dicha diluciónaumenta ligeramente el caudal de gases a tratar. En algunos sistemas se utiliza un intercambiador decalor aire-aire para enfriar la corriente gaseosa. En cualquier caso, el sistema debe disponer de unasalida de emergencia para evitar que eventuales subidas bruscas de la temperatura puedan dañar lainstalación. El otro sistema de control necesario para el funcionamiento de la instalación es el quecontrola la presión diferencial en la cámara del filtro, que regula los ciclos de limpieza. Con este
sistema se detectan posibles problemas de obturación de las mangas, siendo evacuados los gases enestos casos por la salida de emergencia.
Uno de los problemas más importantes que pueden presentar los filtros de mangas durante sufuncionamiento es el fallo o rotura prematura de las mangas. Estos fallos se pueden clasificar en trescategorías: mecánicos, térmicos y químicos.
Fallos mecánicos: Los defectos por causas mecánicas son el resultado de condiciones en elsistema que perjudican a las mangas. Esto fallos pueden ser ocasionados por:
- Abrasión (externa e interna). La abrasión desgasta el material filtrante formando
agujeros por los que se filtra el polvo. La abrasión externa es mayor sobre las mangasmás cercanas a la entrada del gas a depurar. En los sistemas con limpieza por chorro deaire, si las boquillas están desalineadas el flujo de aire comprimido no estará dirigido

5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 31/50
31
hacia el centro de la manga, lo que puede provocar un desgaste en la entrada de lamanga.
- Tensión deficiente. Las mangas con tensión deficiente en los filtros con limpieza por aire en contracorriente o de sacudida pueden causar una flexión excesiva, lo que reducela fuerza y provoca fugas pequeñas a lo largo de los dobleces. La falta de tensión
provoca la flexión y abrasión de las mangas contra superficies como paredes, elementos
estructurales e incluso mangas adyacentes que desgastan el material. Las mangas que seflexionan sobre jaulas corroídas también se deterioran rápidamente. La tensión excesiva
puede romper las costuras de las mangas y también puede limitar la acción de lalimpieza.
- Limpieza excesiva. Si las mangas están sujetas a ciclos de limpieza más frecuentes de lonecesario, la flexión de las mangas causa su fallo prematuro.
- Alta presión diferencial. Una presión diferencial elevada puede acortar la duración delas mangas y también puede afectar a la eficacia. La presión diferencial puedeincrementarse por una limpieza inadecuada de las mangas, que no extrae la cantidad de
polvo necesaria aumentando la resistencia al flujo. Además, en este caso el peso del
polvo en la tela crea un esfuerzo mayor en el sistema de tensión o suspensión.- Humedad. La humedad en el flujo de gas puede ocasionar la formación de una capa de polvo húmeda que reduce drásticamente el paso del aire. Las fluctuaciones detemperatura por debajo del punto de condensación o la infiltración de humedadambiental en las puertas de acceso o en puntos afectados por corrosión puedenincrementar la humedad en el flujo de gas.
- Mala adaptación de diseño de la manga a la aplicación específica.
Fallos térmicos. Estos fallos ocurren cuando el material filtrante es sometido a variacionesen la temperatura de funcionamiento que exceden los límites impuestos por su composición. Lastemperaturas excesivamente elevadas reducen la resistencia del material, pueden provocar la pérdida
de los acabados aplicados y el achicamiento de las fibras, lo que distorsiona la forma y longitud delas mangas así como la densidad del medio filtrante y su permeabilidad.
Fallos químicos. Los fallos químicos ocurren cuando en el flujo del gas hay ácidos o bases por encima del límite recomendado. En general, la presencia de compuestos químicos no es perjudicial a menos que la temperatura alcance el nivel de condensación, permitiendo que los ácidosy otros componentes se aglomeren en las mangas. Esto ocurre con frecuencia en corrientes de gascon alto contenido en sulfuros. Las fibras tiene distintos niveles de resistencia a condiciones ácidasy alcalinas, lo que debe ser considerado a la hora de seleccionar el material. Los acabados sobre elmaterial pueden contribuir a maximizar la vida útil de las mangas.
Las instalaciones auxiliares de los filtros de mangas incluyen los conductos, el ventilador, latolva de recogida de sólidos y el sistema de extracción de sólidos. De forma adicional, se puedeninstalar ciclones previos para reducir la cantidad de polvo que llega al colector. Las tolvas no debenser utilizadas para el almacenamiento del material extraído, puesto que el material que permaneceen la tolva puede volver al colector, causando la sobrecarga de las mangas. Por tanto, los sistemasde extracción deben funcionar en forma continua.
Los sistemas de extracción del material recogido incluyen compuertas de guillotinas,válvulas rotativas y sistemas de transporte (tornillos sin fin, sistemas neumáticos). También se
pueden utilizar bocinas acústicas. En los sistemas neumáticos, el aire que entra a la tolva por el
punto de descarga puede levantar el polvo ocasionando que éste regrese a las mangas filtrantes. Enlos sistemas de tornillo sin fin, la cantidad de polvo que descarga dependerá de la secuencia dedescarga de los compartimentos conectados al sistema de transporte. La secuencia inadecuada de los

5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 32/50
32
compartimentos con tolvas piramidales puede causar una sobrecarga del transportador e insuficientedescarga de material, lo que a su vez, puede ocasionar un mayor desgaste en las mangas, alta
presión diferencial y menor caudal de gas contaminado.
Por último, se pueden citar, de forma general, como ventajas y desventajas de los filtros demangas las resumidas en la Tabla 3.15.
Tabla 3.15.- Ventajas y desventajas del uso de filtros de mangas.
Ventajas
Alta eficacia de recolección en un amplio intervalo de tamaños de partículas
Elevada flexibilidad de diseño por la disponibilidad de distintos medios filtrantes y sistemas de limpieza
Amplio intervalo de capacidades de tratamiento: desde 3 m3/min hasta 140.000 m3/min
Caídas de presión y requisitos de potencia razonables
El material se recupera en seco para usos posteriores o eliminación final
Posibilidad de recirculación del aire filtrado
Desventajas
Requisitos de espacio (pueden llegar a ser prohibitivos)
Posibilidad de incendio o explosión por chispas en las proximidades del filtro
Necesidades de mantenimiento (reposición de las mangas)
Incapacidad para manejar materiales húmedos por problemas de limpieza de las mangas
3.6 Precipitadores electrostáticos
Los precipitadores electrostáticos son equipos de recolección de partículas de polvo y gotasmediante la acción de un campo eléctrico intenso sobre las partículas previamente cargadas. El
proceso de precipitación consta de tres etapas fundamentales:
1. Carga electrostática de las partículas2. Recolección de partículas sobre las placas del precipitador 3. Evacuación del material recolectado.
Los precipitadores electrostáticos están especialmente indicados en los casos que requieran
una elevada eficacia de tratamiento de grandes caudales de gases con partículas pequeñas en su senoy con temperaturas elevadas (hasta 700 ºC). La pérdida de carga de la corriente gaseosa es muy
pequeña en comparación con la de otros equipos, situándose en torno a 2-12 mm de columna deagua. Por el contrario, los costes de inversión son elevados y la operación es compleja. Estos son losequipos que se utilizan, hoy en día, en centrales térmicas de carbón y en cementeras. También tieneuna aplicación extendida en la industria química en general.
Los equipos actuales presentan eficacias de captación del 99 al 99.9 %. La eficacia decaptación depende, fundamentalmente, del tamaño del equipo, aunque otros factores como laresistividad del polvo, la temperatura y composición química del gas y la distribución de tamaños de
partículas también influyen sobre la eficacia. En la Tabla 3.16 se resumen las eficacias de captación para distintos procesos industriales.

5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 33/50
33
Tabla 3.16.- Eficacias de precipitadores electrostáticos (EPA, 1997, 1998).
Aplicación Eficacia de captaciónPM PM10 PM2.5
Calderas de carbónFondo seco 99.2 97.7 96.0Alimentación 99.2 99.4 97.7
Industria del cobreTostación 99.0 99.0 99.1Hornos de reverberación 99.0 97.1 97.4
Industria del hierro y aceroHorno abierto 99.2 99.2 99.2
3.6.1 Fundamentos del proceso
La Figura 3.21 ilustra el principio básico de la operación. Los gases sucios pasan a través deun campo eléctrico de polaridades opuestas. El precipitador consta de dos sistemas de electrodos: elelectrodo de emisión (o de descarga) y el de precipitación. El electrodo de emisión está unido al
polo negativo de un rectificador de alto voltaje (20 – 100 kV), mientras que el electrodo de precipitación está conectado eléctricamente a tierra, cerrando el circuito.
Figura 3.21.- Principio de funcionamiento de un precipitador electrostático. De BHA Group Inc. Principios
Básicos de los Precipitadores Electrostáticos.
El electrodo de emisión puede ser un fino hilo metálico (0.13 – 0.38 cm) o un cableenrollado o tubo con púas. Estos electrodos se sitúan en el interior de un tubo cilíndrico o entre
placas que constituyen el electrodo de precipitación. Al aplicar una corriente continua de alto voltajesobre el fino alambre se producen descargas eléctricas locales. Los electrones libres dotados de unagran energía eléctrica chocan con las moléculas de gas, produciendo numerosos iones positivos ynegativos en esta zona, que se manifiesta por una zona visible muy activa en las proximidades delelectrodo emisor, efecto corona, donde el gradiente de campo eléctrico es mayor (Figura 3.22 (a)).En estos choques se originan nuevos electrones libres, lo que ocasiona que el proceso de ionización
se multiplique (Figura 3.22 (b)). Con el electrodo emisor sometido a un potencial negativo, los iones positivos son rápidamente captados por el alambre, y los iones negativos se desplazan hacia elelectrodo de precipitación (tubos o placas).

5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 34/50
34
Figura 3.22.- (a) Generación de corona. (b)- Multiplicación de avalancha. De BHA Group Inc. Principios
Básicos de los Precipitadores Electrostáticos.
La carga de las partículas que contiene el gas se origina en el desplazamiento de los ionesnegativos hacia el electrodo de precipitación, por la fijación de los iones negativos sobre las
partículas. Dicha carga se produce por dos mecanismos: carga de campo y carga de difusión. Lacarga de campo afecta a las partículas de mayor tamaño (>1 µm) y tiene lugar por la colisión de losiones negativos que se desplazan a lo largo de las líneas de campo eléctrico con las partículas. Lacarga de difusión se asocia al movimiento browniano de los iones negativos del gas por efectotérmico y es el mecanismo por el que se cargan las partículas de menor tamaño (0.1 – 0.3 µm). Enlas partículas con tamaños de 0.3 – 1 µm se produce una combinación de los dos mecanismos. Esto
permite explicar que en muchos precipitadores electrostáticos se observe un aumento de la eficaciade recolección en el intervalo submicrónico (Figura 3.23).
Figura 3.23.- Curvas típicas de eficacias en precipitadores electrostáticos. SCA: superficie colectoraespecífica en ft2/1000acfm. De Wark y col. Air Pollution its origins and control, 3ª ed., Addison-Wesley, 1998 .
Cuando una partícula llega al electrodo de precipitación se descarga parcialmente. La carga
se transfiere lentamente a la placa de recolección conectada a tierra. Una porción de la carga serealinea y contribuye a las fuerzas de cohesión y adhesión que fijan las partículas a las placas. Las partículas se mantienen en las placas por fuerzas de adhesión. Las partículas nuevas se unen a las ya

5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 35/50
35
fijadas por fuerzas de cohesión. La capa de polvo se acumula en la placa hasta que alcanza ungrosor de 0.3 a 0.6 cm, momento en el que se inicia el ciclo de limpieza.
El polvo depositado en las placas se elimina por vía seca mediante sacudidas periódicas o por vibración de las placas colectoras. La capa de polvo cae de las placas en pedazos grandes. Lamayoría de los precipitadores tienen controles de sacudido ajustables que permiten variar la
frecuencia e intensidad del sacudido de acuerdo a la concentración de polvo en el gas a fin de evitar la reintroducción de polvo. El polvo se recoge en las tolvas que se vacían como se ha descrito en losfiltros de mangas. También se puede efectuar la limpieza por vía húmeda mediante la pulverizaciónde agua sobre las placas colectoras de forma continua o intermitente. Los precipitadores húmedosestán especialmente indicados para el control de nieblas ácidas, polvos explosivos o de elevadaresistividad. Este sistema de limpieza minimiza la reintroducción de partículas frente a los sistemasde sacudida. Por contra, es necesario gestionar adecuadamente las aguas de lavado. Además, losequipos vía húmeda presentan una limitación en la temperatura de operación (80-90 ºC).
3.6.2 Descripción del equipo
Los principales elementos que integran un precipitador electrostático (Figura 3.24) son:
- Zona de tratamiento: electrodos de emisión, electrodos de precipitación y los sistemascomplementarios entre los que se incluyen las conducciones de entrada y salida de gas,las placas perforadas para la distribución del gas, los dispositivos de limpieza delelectrodo de precipitación, la tolva de recogida de partículas, sistema de purga de aire, etc.
- Sistema de fuente eléctrica de alto voltaje: transformador, rectificador y dispositivos decontrol.
- Estructura (soportes, aisladores, marcos, etc.) y elementos auxiliares como el ventilador
y los dispositivos para el vaciado de la tolva.
El sistema de electrodos de descarga consiste en cables que cuelgan verticalmente,sostenidos en la parte superior, y tensionados por un peso en la parte inferior. Los electrodos de
precipitación suelen estar formados por placas de 0.12 a 0.15 cm de espesor y de 6 a 12 m de altura,espaciadas entre sí de 10 a 40 cm.
Para alcanzar eficacias elevadas (>99%), se divide la zona de tratamiento medianteseccionalización en serie y en paralelo:
Seccionalización en serie: El flujo de gas atraviesa consecutivamente secciones del equipocon distintas condiciones de voltaje. El número de secciones depende de las propiedades del gas y polvo que se recolecta. En cada sección se instala un sistema de alto voltaje con controlindependiente para ajustarlo a las condiciones del gas y del polvo en su interior. La concentración demasa de partículas es generalmente alta en la sección de entrada del precipitador. En las seccionessiguientes la carga de polvo en el gas es menor y está formada por partículas de menor tamaño. Enla Figura 3.25 se puede ver cuánto polvo recolecta un precipitador típico en cada sección y lascondiciones de voltaje y corriente. El voltaje es responsable de “empujar” las partículas hacia las
placas. La corriente es responsable de mantenerlas allí. En la sección de entrada es necesario aplicar un voltaje elevado debido a la elevada carga de partículas. En la sección de salida, debido a lamenor concentración y tamaño de las partículas se precisa un menor voltaje (para evitar chispeo) y
un mayor nivel de corriente. La seccionalización en serie permite que el polvo reintroducido en unazona sea captado en las siguientes secciones, minimizando la reintroducción neta de polvo.

5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 36/50
36
Figura 3.24.- Esquema de un precipitador electrostático. De Nevers Ingeniería de control de la contaminación del aire
McGraw-Hill, 1998.
Figura 3.25.- Recolección de polvo y niveles de voltaje y corriente. De BHA Group Inc. Principios Básicos de losPrecipitadores Electrostáticos.
Seccionalización en paralelo. El precipitador se divide, asimismo, en zonas que operan en paralelo, con el fin de obtener una distribución de flujo de gas, temperatura y concentración de partículas más uniforme. En cada una de estas zonas se sitúa un sistema de distribución del gas con
placas difusoras perforadas con orificios distribuidos de manera uniforme. El flujo de gas debe ser lento. La velocidad del gas en el conducto de entrada suele ser de 6 a 24 m/s, y ésta se reduce através de las placas difusoras hasta valores de 0.8 a 1.8 m/s.

5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 37/50
37
3.6.3 Criterios de diseño
Los precipitadores electrostáticos se diseñan y operan para alcanzar una elevada eficacia decolección. La probabilidad de que una partícula cargada sometida a la acción de un intenso campoeléctrico sea captada por el electrodo colector viene dada, en primera aproximación, por la fórmulade Deutsch-Anderson:
ω−−=η
Q
Aexp1 (3.22)
donde η es la eficacia de recolección del precipitador; A es el área de recolección efectiva (m2); Qes el caudal de gas a través del precipitador (m3/s) y ω la velocidad de migración de las partículas(m/s). No obstante, la ecuación de Deutsch es una ecuación teórica y, analizando el funcionamientode numerosas plantas industriales, se ha comprobado que existen desviaciones. Dichas desviacionesse relacionan con las simplificaciones asumidas en la fórmula de Deutsch:
- ausencia de la reintroducción de polvo durante el sacudido- tamaño de partículas y velocidad de migración uniformes- flujo de gas uniforme a lo largo del precipitador
Por todo ello, se han propuesto ecuaciones semi-empíricas, basadas en la ecuación deDeutsch, en las que el término exponencial aparece elevado a un coeficiente K, cuyo valor oscilaentre 0.4 y 0.6:
ω−−=η
K
Q
Aexp1 (3.23)
En cualquier caso, el rendimiento de un precipitador depende exponencialmente de la
velocidad de migración y del cociente A/Q, esto es, de la superficie colectora específica ( specificcollector area, SCA). Se observa cómo la eficacia es mayor cuanto mayor sea la SCA o la velocidadde migración. El aumento de la SCA de un precipitador incrementa considerablemente el coste de lainstalación. Incrementar el tamaño de las placas de recolección supone no sólo aumentar lasuperficie ocupada o la altura del equipo sino también la adición de campos de recolección. Lareducción del caudal de gas disminuye la producción por lo que esta solución sería también muycostosa. Los valores típicos de SCA están en el intervalo 40-160 m2/(Nm3/s) (200-800ft2/1000scfm). En la bibliografía técnica la SCA se expresa en diferentes unidades. En la Tabla 3.17se muestran las equivalencias para los precipitadores considerados como pequeños, medianos ygrandes.
Tabla 3.17.- Equivalencias de SCA. De EPA OAQPS Control Cost Manual, 1996.
Unidades Pequeño Mediano Grande
ft2/1000acfm = ft2/kacfm 100 400 900
s/m 19.7 78.8 177
s/ft 6 24 54
La velocidad de migración de una partícula en un precipitador electrostático depende de lafuerza eléctrica que actúa sobre la partícula cargada y de la fuerza de arrastre que ejerce la corrientede gas sobre la partícula en su movimiento hacia la placa colectora en dirección perpendicular a ladel flujo del gas. La fuerza electrostática que ejerce un campo eléctrico EP sobre una partícula
dotada de una carga eléctrica q viene dada por:2 pPc0Pe dEE pEqF επ== (3.24)
5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 38/50
38
donde p = 3D/(D+2) siendo D es la constante dieléctrica de la partícula. Los valores de p oscilanentre 1.5 y 2.4 para la mayoría de polvos. ε0 es la permitividad (8.854⋅10-12 (C/V⋅m)), Ec es elcampo eléctrico aplicado (V/m) para cargar las partículas, E p es el campo eléctrico en que serecolectan las partículas (V/m) y d p el diámetro de las partículas (m).
El movimiento de la partícula en el seno del gas hacia el electrodo colector se rige por la Ley
de Stokes. La fuerza de arrastre viene dada por:
c
pgd K
d3F
ωµπ= (3.25)
donde µg es la viscosidad del gas (kg/m⋅s), K c es el factor de corrección de Cunningham (aplicable a partículas menores de 5 µm) y ω viene expresado en m/s.
Igualando las fuerzas eléctrica y de arrastre, se obtiene la expresión para la velocidad demigración:
cg
pPc
12
cg
pPc0 K dEE p1095.2K 3
dEE pµ
⋅=µ
ε=ω
−
(3.26)
La velocidad de migración es directamente proporcional, por lo tanto, al voltaje en amboscampos, el de carga y el de recolección, y al tamaño de la partícula, e inversamente proporcional a laviscosidad del gas. Si se pudiera elevar el voltaje o diminuir la distancia del alambre a la placa se
podrían lograr velocidades ilimitadas de migración. Conforme aumentan los valores del campo (E)la alimentación de energía al alambre debe ser periódicamente interrumpida durante una fracción desegundo (descarga) para evitar la formación de chispas que permanezcan de forma continua. Lamayor parte de los sistemas de control se ajustan para trabajar a 50-100 descargas/min, con valorestípicos de intensidad de campo de 3-6 kV/cm. Por otra parte, la viscosidad del gas varía con latemperatura. Por ejemplo, para el aire la viscosidad aumenta alrededor de un 50% al pasar de 25 ºCa 225 ºC.
En el funcionamiento de un precipitador electrostático se presentan, con frecuencia,fenómenos de turbulencia y efectos inerciales que hacen que el criterio de flujo laminar utilizado
para la deducción de la ecuación (3.26) no se cumpla, por lo que siempre que sea posible seutilizarán datos experimentales de la velocidad de migración. En la Tabla 3.18 se resumen losvalores típicos de velocidades de migración de distintos tipos de partículas según la ecuación deDeutsch-Anderson. En la Figura 3.26 se muestra la solución gráfica de la ecuación de diseño de laque puede determinarse de forma rápida la SCA conocida la velocidad de migración y la eficacia de
captación requerida.
Otro factor a considerar en el diseño del precipitador es la longitud del electrodo de precipitación, L. El tiempo de recorrido de la partícula de polvo desde el electrodo emisor alelectrodo de precipitación deberá ser como máximo igual que el tiempo de paso de gas paraasegurar su eliminación:
ω=
gVsL (3.27)
donde s es la distancia entre el electrodo emisor y el de precipitación, Vg es la velocidad del gas. Laslongitudes reales pueden variar ampliamente de la determinada teóricamente ya que no siempre lassuposiciones de campo eléctrico uniforme, velocidad uniforme del gas, partículas esféricas, etc. sonválidas a nivel real.

5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 39/50
39
Tabla 3.18.- Velocidades de migración para precipitadores de placa y alambre recomendadas parala ecuación de Deutsch-Anderson.
Aplicación Velocidad de migración (cm/s)
Eficacia de diseño (%)
95 99 99.5 99.9Cenizas volantes de carbón bituminoso no CI 12.6 10.1 9.3 8.2
CI 3.1 2.5 2.4 2.1
Otras cenizas volantes de carbón no CI 9.7 7.9 7.9 7.2
CI 2.9 2.2 2.1 1.9
Papel Kraft. Caldera de recuperación no CI 2.6 2.5 3.1 2.9
Cemento no CI 1.5 1.5 1.8 1.8
CI 0.6 0.6 0.5 0.5
Vidrio no CI 1.6 1.6 1.5 1.5
CI 0.5 0.5 0.5 0.5
Hierro/acero no CI 6.8 6.2 6.6 6.3CI 2.2 1.8 1.8 1.7
Ceniza volante de incinerador no CI 15.3 11.4 10.6 9.42
Hornos de reverberación de cobre no CI 6.2 4.2 3.7 2.9CI: corona invertidaDe EPA OAQPS Control Cost Manual, 1996.
Figura 3.26.- Gráfico para la determinación de SCA. De EPA OAQPS Control Cost Manual, 1996.
Junto con la longitud del electrodo se utiliza como criterio de diseño la relación deorientación que se define como la relación entre la longitud efectiva y la altura efectiva de lasuperficie de precipitación. Cuando se sacude el electrodo de precipitación, el polvo recolectado enlas placas se acarrea a través del precipitador por el flujo de gas. Si la longitud total efectiva de las
placas es pequeña comparada con su altura efectiva, algo de polvo se reintroducirá y será
transportado fuera del precipitador antes de llegar a las tolvas. La relación de orientación varía de0.5 a 2.0. Para precipitadores muy eficientes (eficacias > 99%), esta relación de diseño debe ser mayor que 1.0, generalmente de 1.5.
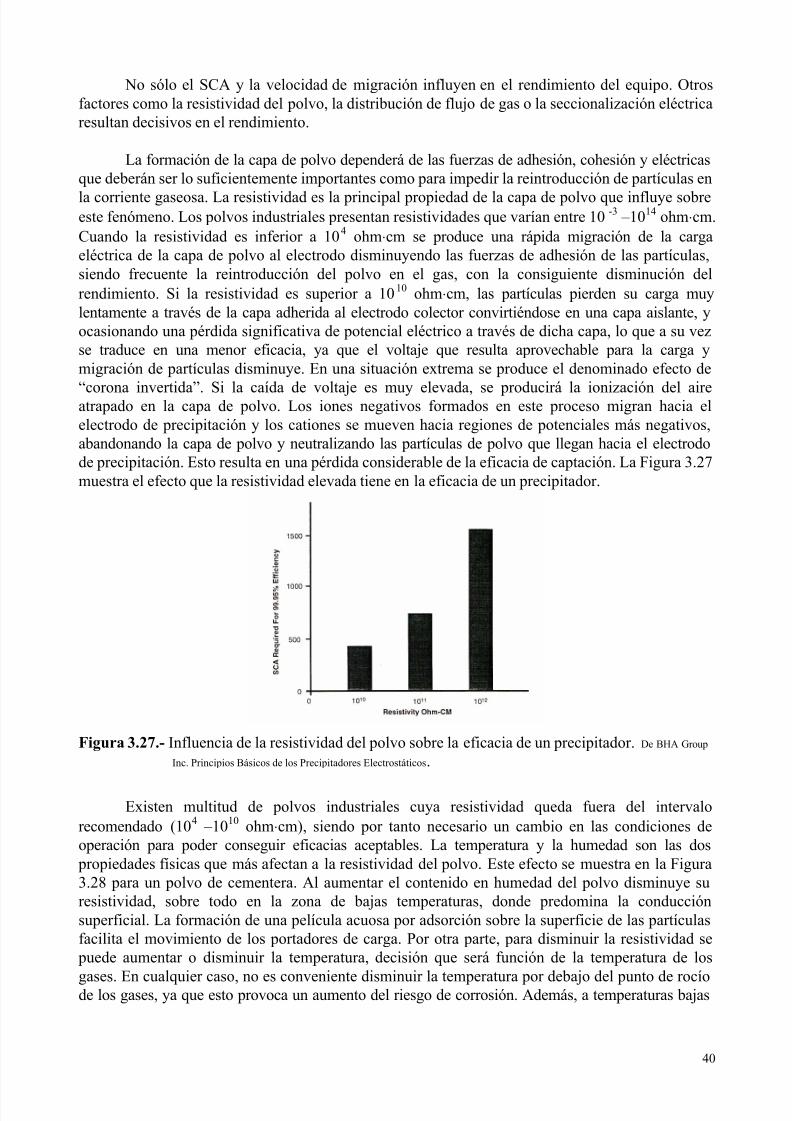
5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 40/50
40
No sólo el SCA y la velocidad de migración influyen en el rendimiento del equipo. Otrosfactores como la resistividad del polvo, la distribución de flujo de gas o la seccionalización eléctricaresultan decisivos en el rendimiento.
La formación de la capa de polvo dependerá de las fuerzas de adhesión, cohesión y eléctricasque deberán ser lo suficientemente importantes como para impedir la reintroducción de partículas en
la corriente gaseosa. La resistividad es la principal propiedad de la capa de polvo que influye sobreeste fenómeno. Los polvos industriales presentan resistividades que varían entre 10-3 –1014 ohm⋅cm.Cuando la resistividad es inferior a 104 ohm⋅cm se produce una rápida migración de la cargaeléctrica de la capa de polvo al electrodo disminuyendo las fuerzas de adhesión de las partículas,siendo frecuente la reintroducción del polvo en el gas, con la consiguiente disminución delrendimiento. Si la resistividad es superior a 1010 ohm⋅cm, las partículas pierden su carga muylentamente a través de la capa adherida al electrodo colector convirtiéndose en una capa aislante, yocasionando una pérdida significativa de potencial eléctrico a través de dicha capa, lo que a su vezse traduce en una menor eficacia, ya que el voltaje que resulta aprovechable para la carga ymigración de partículas disminuye. En una situación extrema se produce el denominado efecto de
“corona invertida”. Si la caída de voltaje es muy elevada, se producirá la ionización del aireatrapado en la capa de polvo. Los iones negativos formados en este proceso migran hacia elelectrodo de precipitación y los cationes se mueven hacia regiones de potenciales más negativos,abandonando la capa de polvo y neutralizando las partículas de polvo que llegan hacia el electrodode precipitación. Esto resulta en una pérdida considerable de la eficacia de captación. La Figura 3.27muestra el efecto que la resistividad elevada tiene en la eficacia de un precipitador.
Figura 3.27.- Influencia de la resistividad del polvo sobre la eficacia de un precipitador. De BHA Group
Inc. Principios Básicos de los Precipitadores Electrostáticos.
Existen multitud de polvos industriales cuya resistividad queda fuera del intervalorecomendado (104 –1010 ohm⋅cm), siendo por tanto necesario un cambio en las condiciones deoperación para poder conseguir eficacias aceptables. La temperatura y la humedad son las dos
propiedades físicas que más afectan a la resistividad del polvo. Este efecto se muestra en la Figura3.28 para un polvo de cementera. Al aumentar el contenido en humedad del polvo disminuye suresistividad, sobre todo en la zona de bajas temperaturas, donde predomina la conducciónsuperficial. La formación de una película acuosa por adsorción sobre la superficie de las partículasfacilita el movimiento de los portadores de carga. Por otra parte, para disminuir la resistividad se
puede aumentar o disminuir la temperatura, decisión que será función de la temperatura de los
gases. En cualquier caso, no es conveniente disminuir la temperatura por debajo del punto de rocíode los gases, ya que esto provoca un aumento del riesgo de corrosión. Además, a temperaturas bajas

5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 41/50
41
y con elevados niveles de humedad se pueden formar capas de partículas muy cohesivas, difíciles dedespegar de los electrodos de precipitación.
Figura 3.28.- Efecto de la temperatura y contenido en humedad en la resistividad de polvo decementeras. De Wark y col. Air Pollution its origins and control, 3ª ed., Addison-Wesley, 1998 .
La resistividad del polvo se puede reducir mediante la adición de compuestos químicos enlos gases que al adsorberse sobre la superficie de las partículas mejoran su conductividadsuperficial. El aditivo más utilizado es el SO3 en dosis de 10 a 30 ppm. También se pueden usar otros aditivos como ácido sulfúrico, amoníaco, cloruro sódico y sosa. En la Figura 3.29 se muestrael efecto que la adición de SO3 produce en la resistividad de cenizas volantes de combustión.
Figura 3.29.- Acondicionamiento de cenizas volantes con SO3. De Wark y col. Air Pollution its origins and control,
3ª ed., Addison-Wesley, 1998.
3.6.4 Consideraciones relacionadas con el funcionamiento
Los problemas de funcionamiento más comunes son:
-
cables rotos- problemas de distribución de gas- alineación interna/mecánica de cable a placa- corrosión

5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 42/50
42
- aisladores rotos- problemas de la fuente de potencia- sacudidores
El fallo de electrodos de descarga rotos se puede producir por erosión eléctrica, fatigamecánica y corrosión. Se puede resolver mejorando el control automático de voltaje y la estabilidad
dinámica de los electrodos.
La pérdida gradual de funcionalidad es un problema más difícil de corregir y que requiere larevisión como mínimo de los sistemas de distribución de gas, sacudido, aisladores y problemas defuente eléctrica.
La velocidad del gas a través del precipitador está diseñada generalmente en el intervalo 1-1.3 m/s. Estas velocidades son lo suficientemente bajas para permitir suficiente tiempo detratamiento y evitar las pérdidas de reintroducción durante los períodos de sacudido. El principal
problema radica en que para estas velocidades tan pequeñas es difícil lograr una buena distribución
de gas con sólo una placa perforada o placa difusora. Si se carece de placas difusoras adecuadas, losgases del proceso pueden escapar de la zona de tratamiento entre la última placa de un campo y laestructura del precipitador. Puede producirse también el escape de gases sin depurar por debajo delas placas de precipitación en contacto con la parte superior de las tolvas con la consiguientereintroducción de polvo.
Si el flujo de gas es adecuado y se observa una pérdida de eficacia lo siguiente a evaluar essu condición mecánica interna. La mala alineación de electrodos o las placas de precipitación
pandeadas producirán una limitación en el voltaje efectivo para la recolección. La toleranciamáxima para el espacio entre electrodos de descarga y de precipitación es de ± 0.5” respecto a la dediseño.
La corrosión es un problema que puede ser crítico para el funcionamiento y la seguridad del precipitador. La corrosión es causada generalmente por fugas de aire ambiental al interior del precipitador, produciendo una condensación de humedad, ácidos u otros elementos corrosivos quese encuentren en el flujo de gas. La mejor manera de prevenirla consiste en asegurar el aislamientoadecuado del precipitador y que no haya fugas del exterior.
Los aisladores generalmente se cuartean o rompen como resultado de la acumulación de polvo. La mejor manera de prevenir este problema es instalar un sistema de purga de aire paramantener los aisladores calientes y libres de polvo y humedad.
El cuidado de la homogeneidad y estabilidad del campo eléctrico entre electrodos esfundamental para el correcto funcionamiento del precipitador y controles periódicos mediante laevaluación de las curvas de voltaje-corriente bajo las condiciones de operación. En los últimos años,se ha probado con éxito la energización mediante equipos de generación de pulsos eléctricos de muyalto voltaje y muy corta duración frente al sistema habitual de alimentación de voltaje con equipostransformadores/rectificadores. Los tiempos tan cortos de duración de los pulsos permiten un mejor funcionamiento del sistema eléctrico del equipo.
La acumulación excesiva de polvo en los electrodos de descarga debido a un malfuncionamiento del sistema de sacudido tiene como consecuencia la generación de una menor
corona con la consiguiente disminución de eficacia. Los sacudidores pueden fallar por diferentesmotivos: mecanismo de transmisión desajustado, barras de sacudido gastadas y fatiga mecánica enla zona de choque de la barra con la placa, mala aplicación del sacudido, etc.
5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 43/50
43
Por último, se debe verificar tanto el tamaño del precipitador como las características del polvo a la hora de evaluar el efecto de la resistividad sobre la eficacia del equipo. A menudo,cambios pequeños en humedad y temperatura provocan grandes cambios en la resistividad que
pueden afectar a la eficacia de un precipitador.
Como ventajas y desventajas de los precipitadores electrostáticos se pueden citar lasresumidas en la Tabla 3.19:
Tabla 3.19.- Ventajas y desventajas del uso de precipitadores electrostáticos.
Ventajas
Elevada eficacia de recolección (mayor 99.9%) en partículas de todos los tamaños, incluyendo submicrones
Elevada versatilidad: funcionamiento eficaz en casi todos los procesos industriales
Pequeña pérdida de presión. Reducida potencia del ventilador.
Caída de presión constante y funcionamiento variableAdaptabilidad: tolera fluctuaciones en las condiciones de operación, incluso temperatura extrema
Recolección del polvo en su estado original
Mantenimiento normal de las partes internas durante paradas programadas.
Mantenimiento exterior regular pero no frecuente.
Elevada durabilidad. Efectos de abrasión insignificantes.
Consumo de energía de 20 – 60 kW/100.000 pie3 de gas
Desventajas
Pueden no operar a la eficacia de su diseño originalOperación compleja. Personal especializado.
Inversión elevada
Eficacia altamente dependiente de las propiedades de la corriente a tratar
Diseño complejo
En cuanto al mecanismo de limpieza de los electrodos, la sustitución de la vía seca(sacudidas, vibraciones) por la vía húmeda ofrece ciertas ventajas como son la ausencia de laslimitaciones derivadas de la resistividad del polvo. Y en cualquier caso, permiten obtener eficaciasde captación mayores en corrientes gaseosas con proporción elevada de partículas submicrónicas.Pueden resultar especialmente útiles cuando se trata de actualizar un precipitador electrostático devía seca en operación. Además, estos equipos también permiten eliminar contaminantes gaseosos yse caracterizan por un bajo consumo energético, lo que les confiere ventajas adicionales frente aotros equipos como los filtros de mangas o los lavadores venturi.
3.7 Lavadores Venturi
Los lavadores Venturi son equipos de eliminación de partículas por vía húmeda que utilizanel conocido efecto venturi para conseguir una buena dispersión del agua en la corriente de gas y deesta manera aumentar las posibilidades de impacto de las partículas en suspensión con las gotas de
agua. Estos equipos se utilizan en la depuración de contaminantes gaseosos y en la depuración de partículas de diámetro menor de 2.5 µm cuando se requiere una eficacia de depuración elevada. La
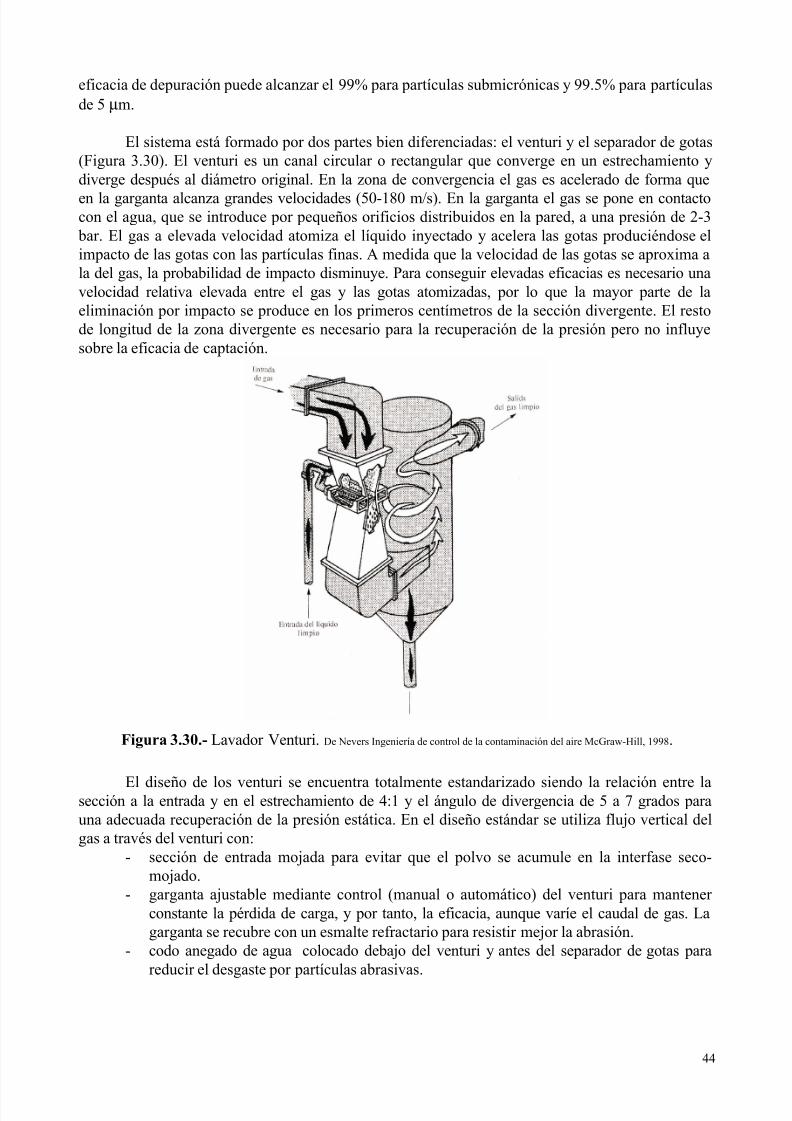
5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 44/50
44
eficacia de depuración puede alcanzar el 99% para partículas submicrónicas y 99.5% para partículasde 5 µm.
El sistema está formado por dos partes bien diferenciadas: el venturi y el separador de gotas(Figura 3.30). El venturi es un canal circular o rectangular que converge en un estrechamiento ydiverge después al diámetro original. En la zona de convergencia el gas es acelerado de forma que
en la garganta alcanza grandes velocidades (50-180 m/s). En la garganta el gas se pone en contactocon el agua, que se introduce por pequeños orificios distribuidos en la pared, a una presión de 2-3
bar. El gas a elevada velocidad atomiza el líquido inyectado y acelera las gotas produciéndose elimpacto de las gotas con las partículas finas. A medida que la velocidad de las gotas se aproxima ala del gas, la probabilidad de impacto disminuye. Para conseguir elevadas eficacias es necesario unavelocidad relativa elevada entre el gas y las gotas atomizadas, por lo que la mayor parte de laeliminación por impacto se produce en los primeros centímetros de la sección divergente. El restode longitud de la zona divergente es necesario para la recuperación de la presión pero no influyesobre la eficacia de captación.
Figura 3.30.- Lavador Venturi. De Nevers Ingeniería de control de la contaminación del aire McGraw-Hill, 1998 .
El diseño de los venturi se encuentra totalmente estandarizado siendo la relación entre lasección a la entrada y en el estrechamiento de 4:1 y el ángulo de divergencia de 5 a 7 grados parauna adecuada recuperación de la presión estática. En el diseño estándar se utiliza flujo vertical delgas a través del venturi con:
- sección de entrada mojada para evitar que el polvo se acumule en la interfase seco-mojado.
- garganta ajustable mediante control (manual o automático) del venturi para mantener constante la pérdida de carga, y por tanto, la eficacia, aunque varíe el caudal de gas. Lagarganta se recubre con un esmalte refractario para resistir mejor la abrasión.
- codo anegado de agua colocado debajo del venturi y antes del separador de gotas parareducir el desgaste por partículas abrasivas.
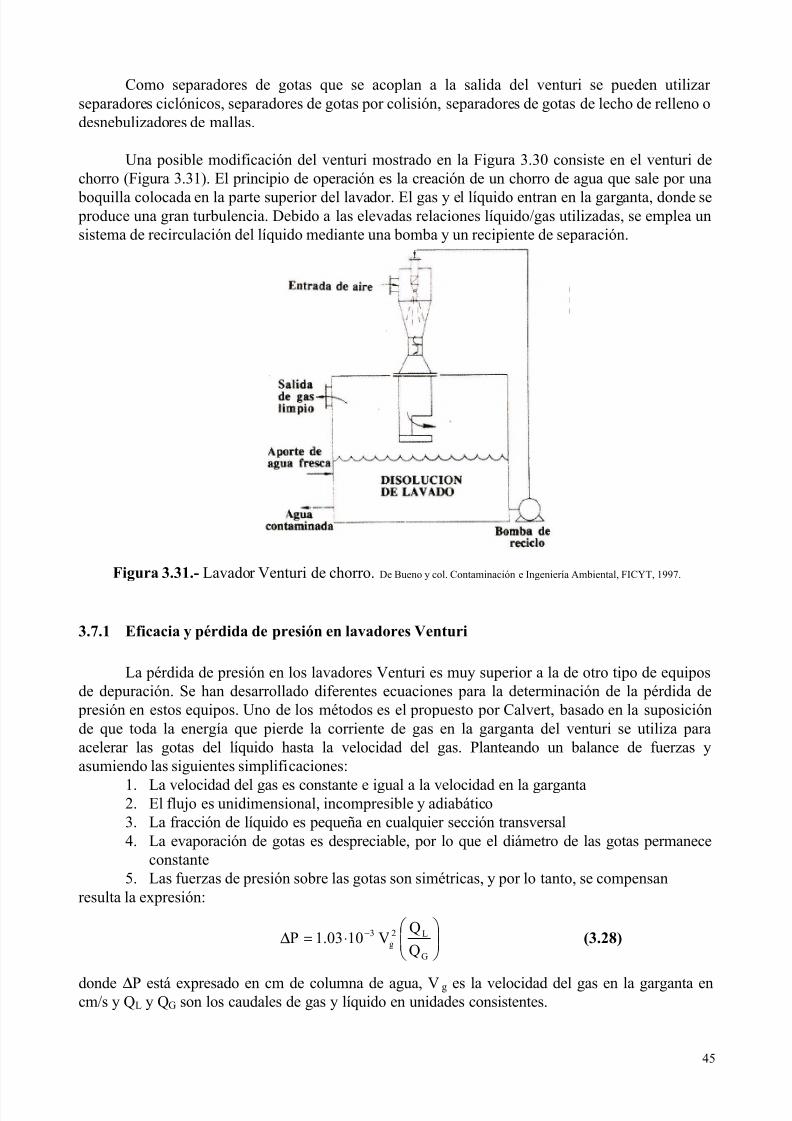
5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 45/50
45
Como separadores de gotas que se acoplan a la salida del venturi se pueden utilizar separadores ciclónicos, separadores de gotas por colisión, separadores de gotas de lecho de relleno odesnebulizadores de mallas.
Una posible modificación del venturi mostrado en la Figura 3.30 consiste en el venturi dechorro (Figura 3.31). El principio de operación es la creación de un chorro de agua que sale por una
boquilla colocada en la parte superior del lavador. El gas y el líquido entran en la garganta, donde se produce una gran turbulencia. Debido a las elevadas relaciones líquido/gas utilizadas, se emplea unsistema de recirculación del líquido mediante una bomba y un recipiente de separación.
Figura 3.31.- Lavador Venturi de chorro. De Bueno y col. Contaminación e Ingeniería Ambiental, FICYT, 1997.
3.7.1 Eficacia y pérdida de presión en lavadores Venturi
La pérdida de presión en los lavadores Venturi es muy superior a la de otro tipo de equiposde depuración. Se han desarrollado diferentes ecuaciones para la determinación de la pérdida de
presión en estos equipos. Uno de los métodos es el propuesto por Calvert, basado en la suposiciónde que toda la energía que pierde la corriente de gas en la garganta del venturi se utiliza paraacelerar las gotas del líquido hasta la velocidad del gas. Planteando un balance de fuerzas yasumiendo las siguientes simplificaciones:
1. La velocidad del gas es constante e igual a la velocidad en la garganta2. El flujo es unidimensional, incompresible y adiabático3. La fracción de líquido es pequeña en cualquier sección transversal4. La evaporación de gotas es despreciable, por lo que el diámetro de las gotas permanece
constante5. Las fuerzas de presión sobre las gotas son simétricas, y por lo tanto, se compensan
resulta la expresión:
⋅=∆ −
G
L2g
3
Q
QV1003.1P (3.28)
donde ∆P está expresado en cm de columna de agua, Vg es la velocidad del gas en la garganta encm/s y QL y QG son los caudales de gas y líquido en unidades consistentes.

5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 46/50
46
Hesketh propone una ecuación producto de la correlación de datos experimentales demuchos venturis:
( )( )23
133.0g
2t,g L103.2L125.056.0
507
AVP −⋅++
ρ=∆ (3.29)
donde ∆P está expresado en pulgadas de columna de agua, Vg,t es la velocidad del gas en la gargantaen pies/s y ρg es la densidad del gas en libras/pie3, A es la sección transversal de la garganta en pie2,y L la relación de caudales líquido/gas en galon/1000 normal pie3.
Por otra parte, existe una relación directa entre la eficacia y la pérdida de presión. Alaumentar la pérdida de presión aumenta la eficacia y el consumo de energía. Aunque no existenecuaciones bien desarrolladas para la determinación de la eficacia de los venturis, en general, para
partículas mayores de 5-10 µm se obtienen muy buenas eficacias con pérdidas de presión de 1 – 2kPa, y para partículas de 1-5 µm con pérdidas de presión entre 2.5-5 kPa. Para partículassubmicrónicas se necesitan pérdidas de presión de 7-10 kPa y pueden llegar incluso hasta 25 kPa.
Cuando las eficacias son muy elevadas como en el caso del venturi, es más habitual utilizar el término de penetración para establecer el rendimiento de depuración, que se define:
1001Pt −= (3.30)
donde η es la eficacia. Tanto Calvert como Hesketh han desarrollado ecuaciones para la estimaciónde la penetración. La ecuación propuesta por Calvert incluye el efecto del tamaño de gota, elimpacto inercial, la concentración de gotas en la garganta del venturi, y el cambio continuo develocidad relativa entre las partículas y las gotas:
µ
ρρ⋅
−=
−
2g
2
G
L2g
2 pC pL
4 f QQ
VdK 103.6
expPt (3.31)
donde ρL es la densidad del líquido, ρg la densidad de las partículas y K C el factor de corrección deCunningham. El factor f es un coeficiente experimental que varía entre 0.1-0.4, con un valor típicode 0.25. La ecuación se utiliza con unidades autoconsistentes.
La ecuación de Hesketh, aplicable para partículas de tamaño menor de 5 µm, relaciona la penetración directamente con la pérdida de presión en el venturi:
( ) 43.1P47.3Pt −∆= (3.32)
donde ∆P está expresado en pulgadas de columna de agua.
Calvert propuso una determinación gráfica del diámetro de corte de un lavador venturi enfunción de sus parámetros de operación (Figura 3.32).

5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 47/50
47
Figura 3.32.- Predicciones del diámetro aerodinámico de corte y de la caída de presión para unlavador Venturi típico. VG es la velocidad del gas en la garganta. De Nevers, McGraw-Hill, 1998.
Las ventajas y desventajas de los lavadores Venturi se resumen en la Tabla 3.20:
Tabla 3.20.- Ventajas y desventajas del uso de lavadores Venturi.
Ventajas
Elevadas eficacias de captaciónCostes de inversión bajos
Diseño compacto, robusto y sencillo
Capacidad de retener simultáneamente gases y partículas (especialmente materiales viscosos)
Capacidad de manejar corrientes de gases a elevada temperatura y alta humedad
Desventajas
Pérdida de carga y necesidades energéticas elevadas
La opacidad y el arrastre de gotas puede ser problemática
Problemas de corrosiónGeneración de un efluente líquido que puede necesitar tratamiento
3.8 Criterios de selección del equipo de depuración
La selección de un equipo concreto para la eliminación de partículas de una determinadacorriente gaseosa hasta los niveles de emisión marcados por la legislación depende de múltiplesvariables de operación entre las que cabe citar:
- caudal de gases a tratar - eficacia esperada, teniendo en cuenta condiciones de operación por encima o por debajode las condiciones de diseño
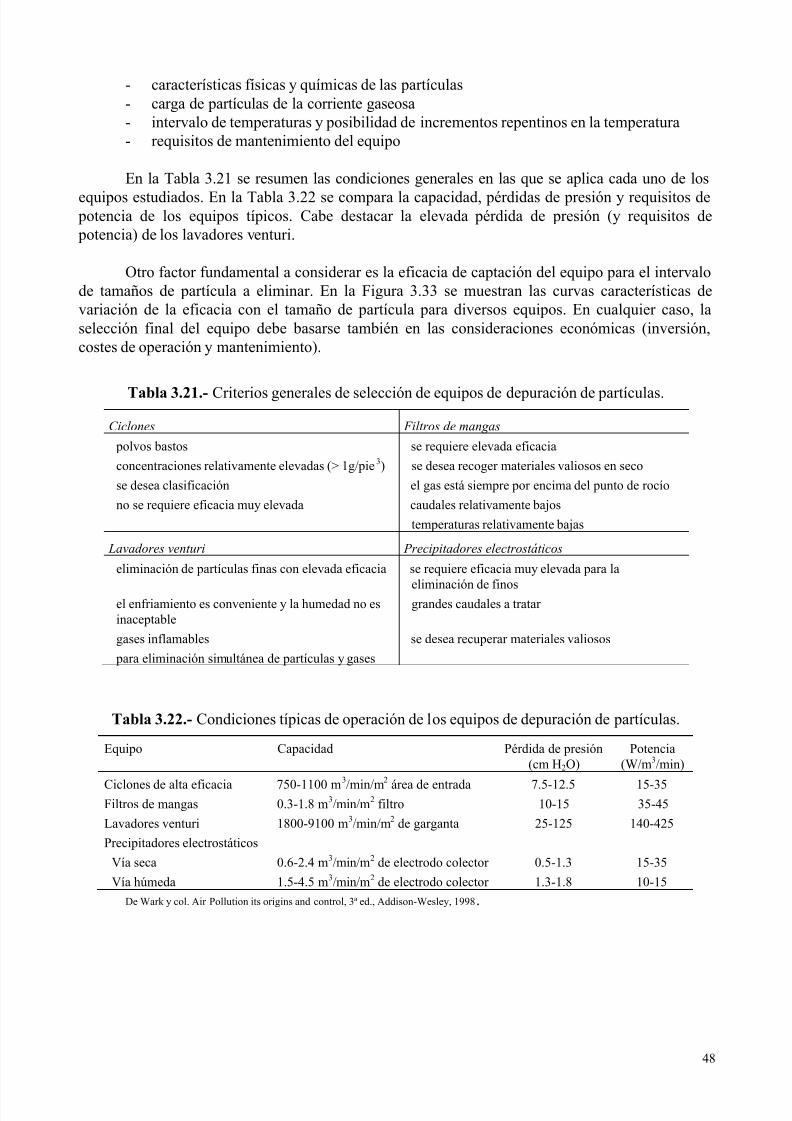
5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 48/50
48
- características físicas y químicas de las partículas- carga de partículas de la corriente gaseosa- intervalo de temperaturas y posibilidad de incrementos repentinos en la temperatura- requisitos de mantenimiento del equipo
En la Tabla 3.21 se resumen las condiciones generales en las que se aplica cada uno de los
equipos estudiados. En la Tabla 3.22 se compara la capacidad, pérdidas de presión y requisitos de potencia de los equipos típicos. Cabe destacar la elevada pérdida de presión (y requisitos de potencia) de los lavadores venturi.
Otro factor fundamental a considerar es la eficacia de captación del equipo para el intervalode tamaños de partícula a eliminar. En la Figura 3.33 se muestran las curvas características devariación de la eficacia con el tamaño de partícula para diversos equipos. En cualquier caso, laselección final del equipo debe basarse también en las consideraciones económicas (inversión,costes de operación y mantenimiento).
Tabla 3.21.- Criterios generales de selección de equipos de depuración de partículas.
Ciclones Filtros de mangas
polvos bastos se requiere elevada eficacia
concentraciones relativamente elevadas (> 1g/pie3) se desea recoger materiales valiosos en seco
se desea clasificación el gas está siempre por encima del punto de rocío
no se requiere eficacia muy elevada caudales relativamente bajos
temperaturas relativamente bajas
Lavadores venturi Precipitadores electrostáticos
eliminación de partículas finas con elevada eficacia se requiere eficacia muy elevada para la
eliminación de finosel enfriamiento es conveniente y la humedad no esinaceptable
grandes caudales a tratar
gases inflamables se desea recuperar materiales valiosos
para eliminación simultánea de partículas y gases
Tabla 3.22.- Condiciones típicas de operación de los equipos de depuración de partículas.
Equipo Capacidad Pérdida de presión(cm H2O)
Potencia(W/m3/min)
Ciclones de alta eficacia 750-1100 m3/min/m2 área de entrada 7.5-12.5 15-35Filtros de mangas 0.3-1.8 m3/min/m2 filtro 10-15 35-45
Lavadores venturi 1800-9100 m3/min/m2 de garganta 25-125 140-425
Precipitadores electrostáticos
Vía seca 0.6-2.4 m3/min/m2 de electrodo colector 0.5-1.3 15-35
Vía húmeda 1.5-4.5 m3/min/m2 de electrodo colector 1.3-1.8 10-15
De Wark y col. Air Pollution its origins and control, 3ª ed., Addison-Wesley, 1998 .

5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 49/50
49
Figura 3.33.- Eficacias de captación. A, ciclón de alta carga; B, ciclón de alta eficacia;C, precipitador electrostático; D, lavador venturi; E, filtro de mangas. De Wark y col. Air
Pollution its origins and control, 3ª ed., Addison-Wesley, 1998.

5/10/2018 Control_partÝculas - slidepdf.com
http://slidepdf.com/reader/full/controlpartyculas 50/50
50