CURSO: EFICIENCIA OPERATIVA - canacintraslp.org.mxcanacintraslp.org.mx/Flipping...
95
1 CURSO: EFICIENCIA OPERATIVA
-
Upload
truongtuong -
Category
Documents
-
view
216 -
download
0
Transcript of CURSO: EFICIENCIA OPERATIVA - canacintraslp.org.mxcanacintraslp.org.mx/Flipping...
1
CURSO: EFICIENCIA OPERATIVA
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
2
CURSO: EFICIENCIA OPERATIVA
El curso “Eficiencia operativa” forma parte del Programa de Impulso a la Capacitación Operativa implementado por la Comisión de Productividad, Capacitacion y Competitividad del CDSP y tiene por objetivo:
•Identificarán todo tipo de desperdicios y participarán activamente en su eliminación con el apoyo de su Líder del equipo de trabajo y/o su inmediato superior.
•Entenderán los conceptos básicos y fundamentales de todas y cada una de las Técnicas Lean.
•Reconocerán su rol, en las diferentes actividades Lean Kaizen, derivadas del mapeo de sus procesos.
•Serán conscientes de los beneficios personales, del negocio y para el cliente al trabajar bajo estos conceptos
Asesoría y Revisión TécnicaIng. José de Jesús Puente EsparzaDirector General de Empleo y Productividad Laboral
AUTOR:Ing. Pedro Antonio Méndez Leura BUSINESS STRATEGY SERVICE
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
3
CURSO: EFICIENCIA OPERATIVA
INDICE
INTRODUCCIÓNEL RETO DE LA COMPETITIVIDADFUNDAMENTOS:EL VALOR AGREGADOSIETE DESPERDICIOS (SHIGEO SHINGO)PILARES DE LA MANUFACTURA ESBELTAPENSAMIENTO ESBELTOLA CADENA DE VALORMAPEO DE LA CADENA DE VALOR EVENTOS KAIZENLAS TÉCNICAS DE MANUFACTURA ESBELTACINCO ESESCELDAS DE MANUFACTURATIEMPO TAKTBALANCEO DE LÍNEASTRABAJO ESTANDARKANBANMANTENIMIENTO PRODUCTIVO TOTAL – TPMSETUPS RAPIDOS - SMEDPOKA YOKE ADMINISTRACION VISUALMÉTRICOSDINAMICA DE SIMULACIÓNCONCLUSIÓNBIBLIOGRAFÍA
46
8101617192027323639414348586271778486909192

Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
4
CURSO: EFICIENCIA OPERATIVA
INTRODUCCIÓN
La abundancia de ideas creativas provenientes del Japón no deja de sorprendernos. En otro tiempo Japón era una nación solamente de copiadores, sin embargo a través del tiempo esto para nada es verdad en la actualidad. Algunos de los Sistemas de Producción más innovadores de este siglo tienen su origen en el Japón, reestructurando radicalmente su economía internacional en los últimos 45 años.
No deberíamos de sorprendernos de que algunas de las ideas más creativas japonesas traten sobre la creatividad en sí, el concepto del respeto a la habilidad de cada empleado, de cualquier posición, para contribuir en algo más que su esfuerzo físico. La invitación a las personas para usar sus conocimientos y habilidades creativas sobre sus trabajos, crea una fuerza laboral satisfecha y comprometida que desea fabricar los mejores productos y ofrecer el mejor servicio.
Este manual es desarrollado a fin de promover la participación individual de los empleados, canalizando las actividades en pequeños equipos de personas enfocadas a promover el mejoramiento continuo de la estación de trabajo y el balance de actividades, para establecer un trabajo más equitativo entre los trabajadores, logrando así una mejor eficiencia operativa.
Buscamos con esto realizar un análisis de actividades en cada uno de los pasos del proceso, identificando y minimizando desperdicios, definiendo cuales actividades son de valor agregado, eliminando las que no lo son y analizando las que no agregan valor, pero que son necesarias a fin de reasignar cada una de ellas entre los miembros de los equipos de trabajo.
Hay que poner las cosas en perspectiva, iniciando con el cliente, asegurando con el proveedor y el fabricante y cerrando con el cliente, manteniendo un ciclo sinérgico a través de la retro-información que es clave en este proceso de Mejora Continua en la eficiencia Operativa.

Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
5
CURSO: EFICIENCIA OPERATIVA
Bajo este contexto cambia el Rol del personal
Tomando una Actitud de ¡Nosotros podemos¡Asumiendo un Liderazgo De abajo hacia arribaApegándose a la documentación Asegurando su uso sistemáticoRealizando Observaciones Recorrer las áreas hablando y caminandoRespetando la Administración Visual y autónoma, como escaparate de ventaTrabajando en Equipos de trabajo Entrenándose para eliminar desperdicios Buscando la Mejora continua con un Enfoque común y aportando ideasÁrea de trabajo Ordenada y limpia
Así también el personal debe experimentar las siguientes prácticas hasta convertirlas en hábitos:
•El siguiente proceso es el cliente interno •Calidad en todo lo que hacemos •Involucramiento y compromiso de todos •Hacerlo ahora “Just Do It” •Equipo disponible, capaz y flexible •Cinco Eses, iniciando por la gente •MPT, Equipos de Trabajo Trabajando en Equipo y ETE •Establecer el ambiente adecuado y correcto •Tratar a clientes y Proveedores Internos/Externos como socios •Técnicas comunes - Solución de Problemas y Mejoramiento •Hablar con hechos y con datos •Mejora Continua Sistemática y Sistémica

Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
6
CURSO: EFICIENCIA OPERATIVA
EL RETO DE LA COMPETITIVIDAD
Entendemos por competitividad a la capacidad de una organización pública o privada, lucrativa o no, de mantener sistemáticamente ventajas comparativas que le permitan alcanzar, sostener y mejorar una determinada posición en el entorno socioeconómico.
El término competitividad es muy utilizado en los medios empresariales, políticos y socioeconómicos en general. A ello se debe la ampliación del marco de referencia de nuestros agentes económicos que han pasado de una actitud autoprotectora a un planteamiento más abierto, expansivo y proactivo.
La competitividad tiene incidencia en la forma de plantear y desarrollar cualquier iniciativa de negocios, lo que está provocando obviamente una evolución en el modelo de empresa y empresario.
La ventaja comparativa de una empresa estaría en su habilidad, recursos, conocimientos y atributos, etc., de los que dispone dicha empresa, los mismos de los que carecen sus competidores o que estos tienen en menor medida que hace posible la obtención de unos rendimientos superiores a los de aquellos.
El uso de estos conceptos supone una continua orientación hacia el entorno y una actitud estratégica por parte tanto de las empresas grandes, como en las pequeñas, en las de reciente creación o en las maduras y en general en cualquier clase de organización. Por otra parte, el concepto de competitividad nos hace pensar en la idea “excelencia”, o sea, con características de eficiencia y eficacia de la organización.
La competitividad no es producto de una casualidad ni surge espontáneamente; se crea y se logra a través de un largo proceso de aprendizaje y negociación por grupos colectivos representativos que configuran la dinámica de conducta organizativa, como los accionistas, directivos, empleados, acreedores, clientes, por la competencia y el mercado, y por último, el gobierno y la sociedad en general.
Una organización, cualquiera que sea la actividad que realiza, si desea mantener un nivel adecuado de competitividad a largo plazo, debe utilizar antes o después, unos procedimientos de análisis y decisiones formales, encuadrados en el marco del proceso de “planeación estratégica”. La función de dicho proceso es sistematizar y coordinar todos los esfuerzos de las unidades que integran la organización encaminados a maximizar la eficiencia global, incluyendo la eficiencia operativa.
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
7
CURSO: EFICIENCIA OPERATIVA
Para explicar mejor dicha eficiencia, consideremos los niveles de competitividad, la competitividad interna y la competitividad externa. La competitividad interna se refiere a la capacidad de organización para lograr el máximo rendimiento de los recursos disponibles, como personal, capital, materiales, ideas, etc., y los procesos de transformación. Al hablar de la competitividad interna nos viene la idea de que la empresa ha de competir contra sí misma, con expresión de su continuo esfuerzo de superación.
La competitividad externa está orientada a la elaboración de los logros de la organización en el contexto del mercado, o el sector a que pertenece. Como el sistema de referencia o modelo es ajeno a la empresa, ésta debe considerar variables externas, como el grado de innovación, el dinamismo de la industria, la estabilidad económica, para estimar su competitividad a largo plazo. La empresa, una vez ha alcanzado un nivel de competitividad externa, deberá disponerse a mantener su competitividad futura, basado en generar nuevas ideas y productos y de buscar nuevas oportunidades de mercado.
Refuerzo Competitivo
Competitividad significa un beneficio sostenible para su negocio, es el resultado de una mejora de calidad constante y de innovación y está relacionada fuertemente a Calidad y a la productividad.
Las acciones de refuerzo competitivo deben ser llevadas a cabo para la mejora de cualquier tipo de organización relacionada con empresa, industrias y/o instituciones.
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
8
CURSO: EFICIENCIA OPERATIVA
FUNDAMENTOS
El valor agregado
Valor agregado, es toda actividad que toca, modifica y transforma a la materia prima en proceso, hasta lograr un producto para el cliente.
A continuación presentamos algunas definiciones que son importantes y de uso común en el trabajo:
Valor agregado al clienteSon las actividades que transforman la materia prima ó información para satisfacer los requerimientos y necesidades del cliente.
No valor agregadoSon aquellas actividades que toman tiempo, recursos o espacio, pero que no se suman a los requerimientos del cliente. ¡Agregan costo!
Valor agregado del negocioSon las actividades que contribuyen y son esenciales para manejar el negocio. Son desde el proveedor hasta el cliente.
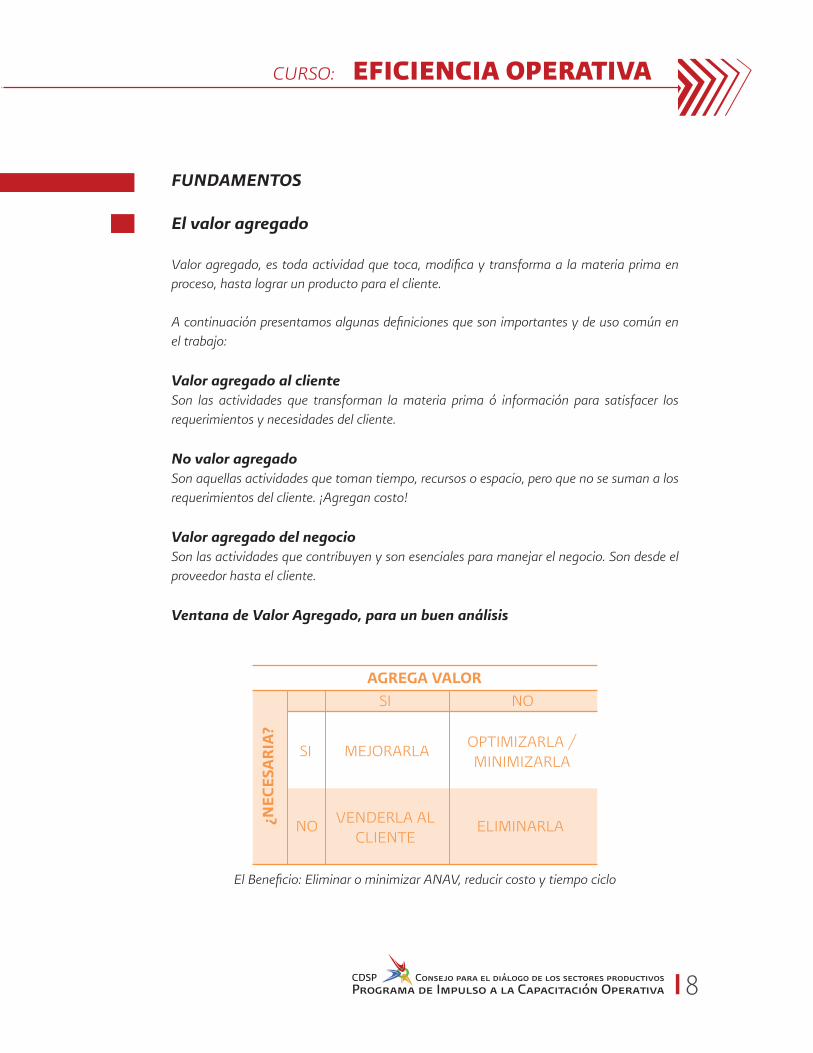
Ventana de Valor Agregado, para un buen análisis
AGREGA VALOR
¿NEC
ESA
RIA
?
SI
SI
MEJORARLA
ELIMINARLA
OPTIMIZARLA /MINIMIZARLA
VENDERLA ALCLIENTE
NO
NO
El Beneficio: Eliminar o minimizar ANAV, reducir costo y tiempo ciclo

Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
9
CURSO: EFICIENCIA OPERATIVA
Índices de Valor Agregado
La Construcción del valor
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
10
CURSO: EFICIENCIA OPERATIVA
SIETE DESPERDICIOS (SHIGEO SHINGO)
1. Sobreproducción, exceso de producción o producción temprana: Producir más de lo que el cliente demanda o hacerlo antes de tiempo. Ocupa trabajo y recursos valiosos que se podrían utilizar en responder a la demanda del cliente. Producir cualquier cosa que no sea para usarse o vender de inmediato
Es el peor tipo de desperdicio, Ayuda a generar todos los demás desperdicios.
Ejemplos de Sobreproducción:
•Fabricar productos que no fueron ordenados •Fabricar de acuerdo a la capacidad de la línea y no de acuerdo a la demanda del cliente •Visitar dos veces al cliente para hacer un solo servicio
2. Esperas: Por falta de planificación, de comunicación o de tardanza en el suministro de materiales, herramientas, información. Tiempo ocioso generado al esperar personal, materiales, mediciones, información entre operaciones o durante una operación.
Esperar por cualquier cosa que detenga el proceso, o dónde se detenga el trabajo por alguien que lo ejecute, por equipo, por información, por inventario de trabajo en fila, por una aprobación, por una copiadora, computadora o impresora.
Ejemplos:
•Operarios o máquinas esperando material atrasado •Retraso en el procesamiento de un lote •Material esperando para ser procesado •Máquina descompuesta •Línea parada, esperando reparación o ajuste de máquina •Cuellos de botella •Operario esperando que la máquina termine su ciclo •Aprobación de trabajo por el cliente
!Esperar no agrega valor, debe eliminarse o minimizarse al máximo!
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
11
CURSO: EFICIENCIA OPERATIVA
3. Transportes desde o hacia el lugar del proceso: Los materiales se deberían entregar y almacenar en el punto de fabricación, para evitar traslados innecesarios. Trasladar materiales por distancias mayores a lo estrictamente necesario, normalmente se da por error de layout o por crecimiento no planificado de la empresa.
Temporalmente mover o localizar materiales, gente información o papeles más allá de lo estrictamente necesario, incluye ubicar o archivar cosas en lugares temporales, “hay por mientras”
Ejemplos:
•Herramientas o materiales que se guardan lejos del lugar de trabajo •Partes usadas normalmente repetidamente y que no han sido pre-ensambladas •Documentación que debe buscarse •Ordenes de trabajo que no están disponibles. •Layout mal diseñado
4. Inventario: Se deben reducir al mínimo ya que suponen un coste financiero y de almacenamiento. Es la acumulación de productos y/o materiales en cualquier parte del proceso (Stock) de cualquier cosa, lo usan para ocultar problemas ocasionando a que las personas no se motiven a mejorar. Este origina otras formas de desperdicio, como, tiempo de espera, transporte, fallas y retrabajos.
Stock excesivo de:
•Materia prima (MP) •Material en proceso (WIP) •Producto terminado (PT) •Documentos en espera (En el escritorio de alguien)
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
12
CURSO: EFICIENCIA OPERATIVA
5. Sobreprocesamiento, Procesos inapropiados: Dedicar más esfuerzos de los necesarios en revisiones y actualizaciones; la calidad se debe insertar en todas las fases del proceso de forma que cada una de ellas sea correcta desde el principio. Realizar más trabajo u operaciones que las necesarias para el producto, normalmente ocurre por error del proyecto del equipo o proceso.
•Esfuerzo que no agrega valor al producto o servicio desde el punto de vista del cliente interno o externo. •Reducirlo implica eliminar elementos innecesarios del trabajo mismo
Algunos ejemplos:
•Procesamiento innecesario o incorrecto •Exceso de firmas en un documento •Verificaciones de los trabajos de otros •Multiples firmas de aprobación
La planificación y programación de la producción o el servicio, son la clave para eliminar los desperdicios de proceso.
6. Defectos, desperdicio: Multiplican los costes y el tiempo de trabajo y consumen una parte importante de los recursos para su solución. Producir material defectuoso o manejar materiales de manera inadecuada, lo que a su vez genera. Afecta la capacidad del proceso, añaden costos y ponen en peligro la calidad del producto o servicio final:
•Inspección •Retrabajo •Rechazos •Pérdida de productividad •Reemplazos
La repetición del trabajo debido a un defecto es una fuente grande de desperdicio.¿Cuántas veces realizamos el trabajo necesario antes de entregarlo correctamente?Las herramientas o técnicas, como el análisis de causa-raíz pueden asegurar que se toma una acción apropiada para eliminar la fuente del defecto.
El entrenamiento apropiado y los procedimientos detallados pueden asegurar la eliminación del defecto
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
13
CURSO: EFICIENCIA OPERATIVA
7. Desplazamientos, movimientos: Los empleados deben tener a su disposición todas las herramientas y recursos que vayan a necesitar para evitar desplazamientos. Cualquier movimiento más allá de lo necesario para realizar una operación que agregue valor.
Ejemplos (Movimientos Humanos)
Esfuerzo excesivo:
•Estirándose •Agachándose •Curvándose
Buscando:
•Herramientas •Piezas •Documentos
También considerar movimientos innecesarios de las máquinas!
Algunos síntomas de falta de la existencia de desperdicios en la organización
• Basura en el piso • Gente realizando trabajos complicados • Gente realizando trabajos monótonos • Demasiados inventarios • Partes almacenadas en las áreas de trabajo • Baños sucios • Información administrativa no compartida • Desprecio a las ideas de mejora por parte de los trabajadores
“Cinco ceros” importantes en los procesos de producción
1. Cero defectos – En cada fase de la elaboración, el producto tiene que ser completamente conforme a los requisitos pedidos y esperados
2. Cero inventarios – Eliminación de almacenes

Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
14
CURSO: EFICIENCIA OPERATIVA
3. Cero arranques – Tendencia a cero de los tiempos debido a cambios de producción o preparación; este requisito condiciona la flexibilidad, la rapidez de respuesta del proceso productivo y la política de inventarios
4. Cero paros – Exclusión de los paros en el proceso productivo
5. Cero papel – Eliminación de cualquier documento innecesario
Desperdicios en áreas administrativas:
•Tecnología •Mal diseño •Equipo inapropiado •Equipo en malas condiciones •Material de mala calidad •Instrucción técnica pobre •Equipo caído (fuera de servicio) •Falta de estandarización •Políticas de calidad ambiguas •Métodos •Diseño organizacional pobre •Diseño departamental pobre •Herramientas inadecuadas •Gente •Entrenamiento pobre •Selección pobre •Incentivos insatisfactorios •Políticas de personal inadecuadas •Sucio y desarreglado •Estándares de seguridad bajos •Políticas inadecuadas de mantenimiento •Control pobre •Planeación inefectiva •Mala comunicación
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
15
CURSO: EFICIENCIA OPERATIVA
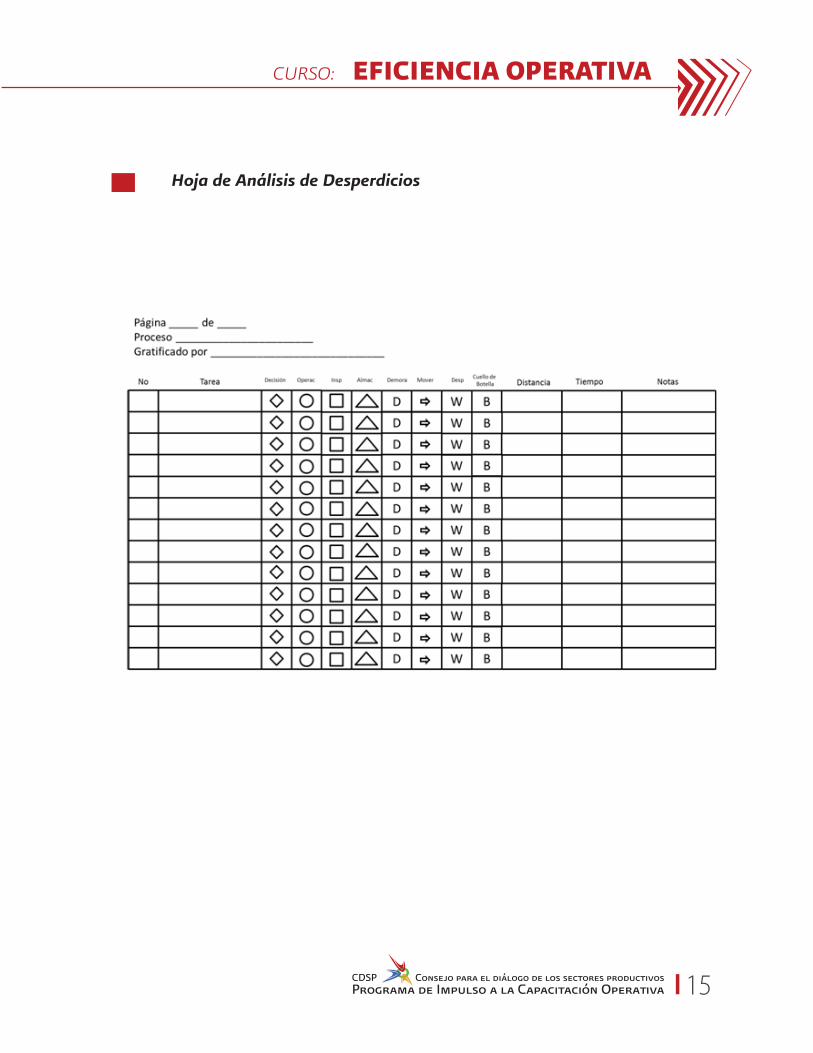
Hoja de Análisis de Desperdicios
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
16
CURSO: EFICIENCIA OPERATIVA
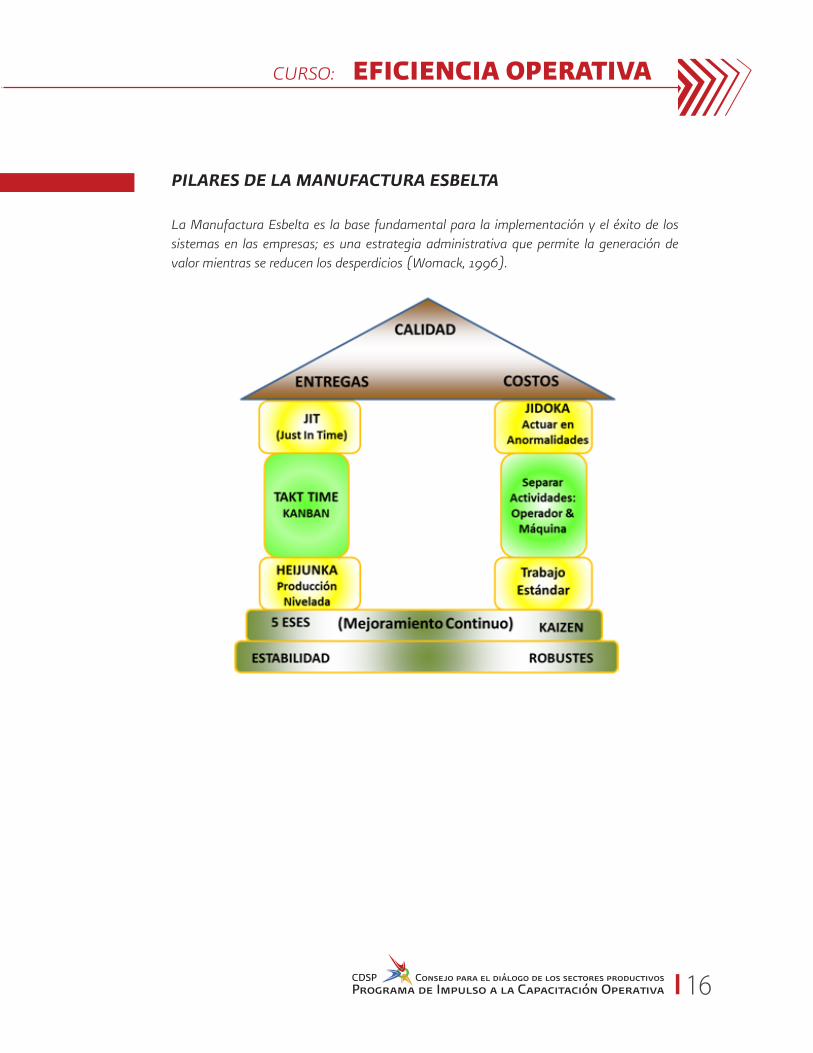
PILARES DE LA MANUFACTURA ESBELTA
La Manufactura Esbelta es la base fundamental para la implementación y el éxito de los sistemas en las empresas; es una estrategia administrativa que permite la generación de valor mientras se reducen los desperdicios (Womack, 1996).
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
17
CURSO: EFICIENCIA OPERATIVA
PENSAMIENTO ESBELTO
La parte fundamental en el proceso de desarrollo de una estrategia esbelta es la que respecta al personal, ya que muchas veces implica cambios radicales en la manera de trabajar, algo que por naturaleza causa desconfianza y temor.
“Los japoneses descubrieron que más que una técnica, se trata de una buena práctica en las relaciones humanas”
En el pasado se ha desperdiciado la inteligencia y creatividad del trabajador, a quien se le contrata como si fuera una máquina, alguien que no piensa. Es común que, cuando un empleado de nivel operativo en la organización presenta una idea o propuesta, se le reciba y se le diga, que se va a analizar.
Los directores no comprenden que, cada vez que le “Apagan el foquito” de una brillante idea a un trabajador, están desperdiciando dinero o tirando dinero, o bien dejando gastar o de agregando costo.
7 Principios del Pensamiento Esbelto
1. Define el Valor desde el punto de vista del cliente:Los clientes quieren comprar una solución, no un producto o servicio como tal.
En la comprensión de lo que es valor para el cliente; el foco se externaliza desplazándose hasta el consumidor final, que es quien decide finalmente lo que es importante y le aporta valor.
2. Identifica tu flujo de Valor:Eliminar desperdicios encontrando y eliminando pasos que no agregan valor, algunos no agregan valor pero son necesarios.
3. Crea Flujo:Haz que todo el proceso fluya suave y directamente de un paso a otro que agregue valor, desde la materia prima hasta el consumidor. Unificación de las fases de trabajo en un espacio único
4. Produce el “Jalar” del Cliente:Una vez creado el flujo, serán capaces de producir por órdenes del cliente en vez de producir por pronósticos de venta a largo plazo que es incierto en alto grado. El producto se termina hasta que los clientes hacen el pedido
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
18
CURSO: EFICIENCIA OPERATIVA
5. Busca la perfección:Una vez que una empresa consigue los primeros cuatro pasos, se vuelve claro para aquellos que están involucrados, que añadir eficiencia operativa siempre es posible.
En la medida en que se eliminan los pasos innecesarios, los flujos de trabajo se adaptan a los pedidos de los clientes, se comprueban las reducciones de costos, esfuerzo y tiempos de trabajo en todas las áreas de la empresa.
6. Desperdicio:Cualquier recurso o energía empleado en el proceso que no genera valor agregado, y que, por lo tanto, representa un empleo inadecuado de material, maquinaria, espacio, tiempo, energía o actividades humanas de cualquier índole.
7. Involucramiento de la gente:El Concepto de Manufactura Esbelta implica, el convencimiento por todos los niveles de mando, la anulación de los niveles jerárquicos y de mando, su remplazo por el liderazgo personal de todos y cada uno de los niveles e integrantes en la organización, por lo que el liderazgo personal es una de las claves.
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
19
CURSO: EFICIENCIA OPERATIVA
LA CADENA DE VALOR
Desde los años 40´s. Toyota se ha beneficiado del flujo de información, materiales, productos y/o servicios. Taiichi Ohno no podría ver la basura de un vistazo (especialmente a través de un área geográfica).
Él desarrolló flujo de información, materiales, productos y/o servicios, como un método estándar para trazar visualmente los flujos y entender. Se convirtió en la base estándar para diseñar mejoras en Toyota, como leguaje común. Se convirtió en una de sus herramientas de la planeación de empresas.
El flujo del valor ahora se utiliza a través del mundo, en muchos negocios para la planeación estratégica. La cadena de valor es el comienzo a cualquier transformación para lograr una organización esbelta.
Un mapa del flujo de valor es un diagrama de todas las acciones (de valor agregado y no valor agregado) requeridas para traer un producto o servicio a través de la materia prima o información a las manos de los clientes, en la cadena de clientes y proveedores internos y externos.
Definición de Cadena de ValorTodos los pasos que se requieren para entregar un producto o servicio al cliente, considerando desde su fase o estado de materia en bruto o materia prima hasta el producto terminado en el cliente.
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
20
CURSO: EFICIENCIA OPERATIVA
MAPEO DE LA CADENA DE VALOR
Es una poderosa técnica visual que nos permite crear una gran fotografía donde se puede ver:
•Todos los pasos del proceso, trabajos que regresan, suben, bajan y esperan.•El flujo tanto del material como de la información y los efectos que se tienen entre ellos.•Las distinción entre las actividades de valor agregado y no valor agregado (Desperdicio)•El efecto de todo lo anterior para lograr cumplir las expectativas, necesidades y requerimientos del cliente.
Value Stream Mapping” (VSM), puede servir como un punto de partida para ayudar a todos, incluyendo clientes internos y externos; a reconocer la basura, los desperdicios, los excesos y el despilfarro, las duplicidades e identificar causas que lo originan y sus acciones para minimizarlas.
Al desarrollar un VSM se recopila la información de primera mano sobre el piso de un proceso productivo, o recorriendo el proceso administrativo para vivirlo y sentirlo. Proporciona una metodología simple, que facilita el análisis de los datos relevantes que revela de forma confiable. Liga requisitos de divulgación, métrica, la gente, y las herramientas para sostener la mejora y promover el aprender del proceso. Da a encargados y a empleados la misma herramienta e información para comunicarse.
Dentro del flujo de la producción de productos o servicios, el movimiento del material a través del proceso es el flujo que viene generalmente a importar. Pero hay otro flujo, el de la información que dice a cada proceso qué hacer. Usted debe trazar ambos flujos.
Puede ser una herramienta de la comunicación, de la planeación de empresas, para manejar su proceso de cambio.

Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
21
CURSO: EFICIENCIA OPERATIVA
3 Pasos Clave para VSM
1. Identificar y dibujar esquemáticamente el “estado actual” (EL ES) del proceso en cuestión.2. Identificar y dibuja esquemáticamente el “estado deseado” (EL DEBIERA) del proceso en cuestión.3. Define y dibuja esquemáticamente el proceso mejorado, el “estado futuro”(EL MEJORADO), que podrá servir como la fundación para otras estrategias de mejora.
Simbología para Mapeo
La simbología cae dentro de tres categorías principales:
1) Flujo de Material 2) Flujo de Información 3) Otros que son generales
Proceso de Manufactura
Fuentes Externas
Caja de datos
Inventario
Una caja igual en área de Flujo Continuo. Todos los procesos deben ser etiquetados. También son utilizadas para representar departamentos.
Utilizado para mostrar clientes, proveedores y procesos de manufactura externos.
Utilizada para registrar información referente a procesos de manufactura, departamentos, etc.
Cantidad y tiempo debe ser registrado aquí.
´

Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
22
CURSO: EFICIENCIA OPERATIVA
Camión de embarque
Movimiento PUSH de material en producción
Movimiento de partes terminadas al cliente
Supermercado
Señal PULL física
Transferencia de cantidades de material controladas entre procesos y la secuencia de primeras entradas .- Primeras salidas (PEPS)
Anotar frecuencia de embarques.
Identifica movimiento de material que son empujados para producir, no para jalar por el cliente(El siguiente Proceso)
Muestra también movimientos de materia prima y componentes de proveedores, si ellos no están empujando el proceso
Se emplea una vez que se han identificado y establecido lugares para material comprado que se acerca a su punto de uso
Jalón de materiales desde el supermercado
Indica un dispositivo para limitar la cantidad y asegurar el flujo de material PEPS entre procesos. La cantidad máxima debe ser indicada.
FIFO
´
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
23
CURSO: EFICIENCIA OPERATIVA
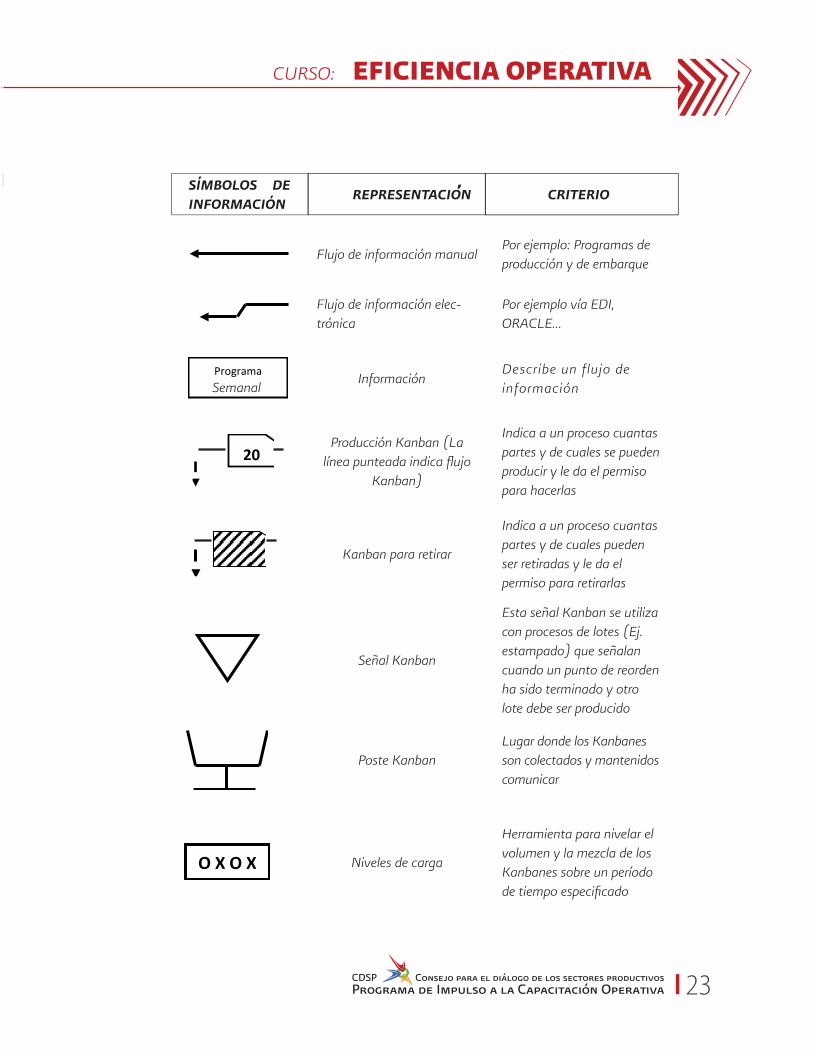
SÍMBOLOS DE INFORMACIÓN
REPRESENTACION CRITERIO
Flujo de información manual
Flujo de información elec-trónica
Información
Producción Kanban (La línea punteada indica flujo
Kanban)
Kanban para retirar
Señal Kanban
Poste Kanban
Niveles de carga
Por ejemplo: Programas de producción y de embarque
Por ejemplo vía EDI, ORACLE...
Describe un flujo de información
Indica a un proceso cuantas partes y de cuales se pueden producir y le da el permiso para hacerlas
Indica a un proceso cuantas partes y de cuales pueden ser retiradas y le da el permiso para retirarlas
Esta señal Kanban se utiliza con procesos de lotes (Ej. estampado) que señalan cuando un punto de reorden ha sido terminado y otro lote debe ser producido
Lugar donde los Kanbanes son colectados y mantenidos comunicar
Herramienta para nivelar el volumen y la mezcla de los Kanbanes sobre un período de tiempo especificado
Programa
semanal Semanal
20
O X O X
´
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
24
CURSO: EFICIENCIA OPERATIVA
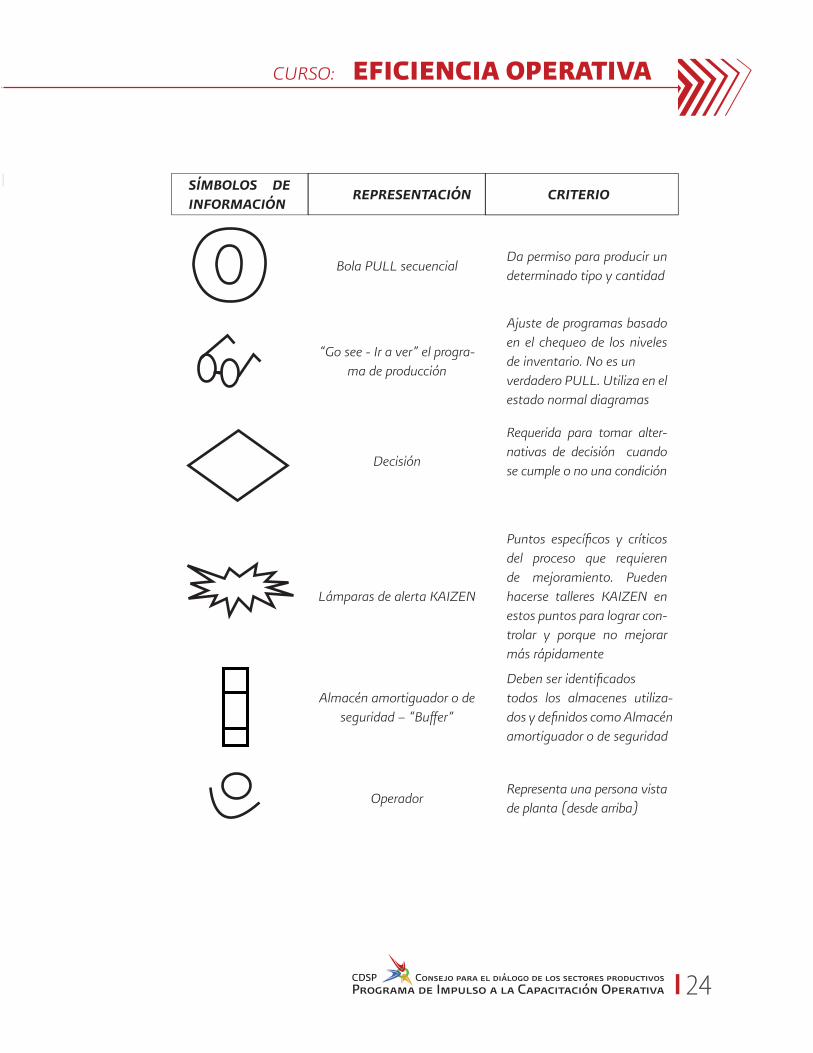
SÍMBOLOS DE INFORMACIÓN
REPRESENTACIÓN CRITERIO
Bola PULL secuencial
Decisión
Lámparas de alerta KAIZEN
Almacén amortiguador o de seguridad – “Buffer”
Operador
“Go see - Ir a ver” el progra-ma de producción
Da permiso para producir un determinado tipo y cantidad
Ajuste de programas basado en el chequeo de los niveles de inventario. No es un verdadero PULL. Utiliza en el estado normal diagramas
Requerida para tomar alter-nativas de decisión cuando se cumple o no una condición
Puntos específicos y críticos del proceso que requieren de mejoramiento. Pueden hacerse talleres KAIZEN en estos puntos para lograr con-trolar y porque no mejorar más rápidamente
Deben ser identificados todos los almacenes utiliza-dos y definidos como Almacén amortiguador o de seguridad
Representa una persona vista de planta (desde arriba)
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
25
CURSO: EFICIENCIA OPERATIVA
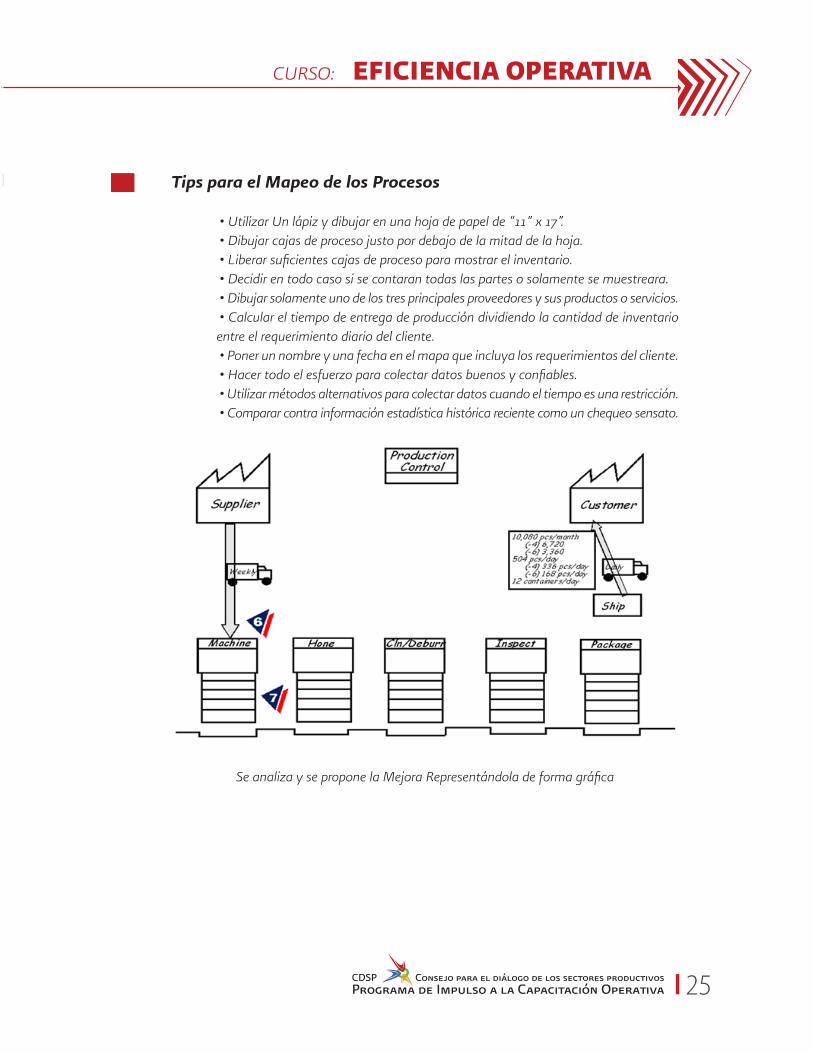
Tips para el Mapeo de los Procesos
• Utilizar Un lápiz y dibujar en una hoja de papel de “11” x 17”. • Dibujar cajas de proceso justo por debajo de la mitad de la hoja. • Liberar suficientes cajas de proceso para mostrar el inventario. • Decidir en todo caso si se contaran todas las partes o solamente se muestreara. • Dibujar solamente uno de los tres principales proveedores y sus productos o servicios. • Calcular el tiempo de entrega de producción dividiendo la cantidad de inventario entre el requerimiento diario del cliente. • Poner un nombre y una fecha en el mapa que incluya los requerimientos del cliente. • Hacer todo el esfuerzo para colectar datos buenos y confiables. • Utilizar métodos alternativos para colectar datos cuando el tiempo es una restricción. • Comparar contra información estadística histórica reciente como un chequeo sensato.
Se analiza y se propone la Mejora Representándola de forma gráfica

Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
26
CURSO: EFICIENCIA OPERATIVA
A continuación podemos observar y analizar el Mapa de Estado Actual (ES) y el Mapa de Estado Documentado (DEBIERA)
ESTADO ACTUAL (ES)
ESTADO DOCUMENTADO (DEBIERA)

Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
27
CURSO: EFICIENCIA OPERATIVA
EVENTOS KAIZEN
Antes que nada definiremos Kaizen:
Kai = Change = CambioZen = Better = MejorKaizen = Mejora Continua
Hacer posible la mejora continua y lograr de tal forma que los mas altos niveles aseguren la constancia y la disciplina, la puesta en marcha de cinco sistemas fundamentales:
1. Control de calidad total / Gerencia de Calidad Total2. Un sistema de producción justo a tiempo3. Mantenimiento productivo total4. Despliegue de políticas5. Un sistema de sugerencias6. Actividades de grupos pequeños
La esencia del Kaizen es la simplicidad como medio de mejorar los estándares de los sistemas productivos y de gestión. La capacidad de analizar, motivar, dirigir, controlar y evaluar, constituyen la razón de ser del Kaizen. “Cuanto más simple y sencillo mejor”.
Mejorar los estándares significa establecer estándares más altos. Una vez hecho esto, el trabajo de mantenimiento por la gerencia consiste en procurar que se observen los nuevos estándares. El mejoramiento duradero sólo se logra cuando la gente trabaja para estándares más altos. De este modo, el mantenimiento y el mejoramiento se han convertido en insepa-rables para la mayoría de los gerentes japoneses.
El Kaizen genera el pensamiento orientado al proceso y a las personas, ya que los procesos deben ser mejorados antes de que se obtengan resultados mejorados.
El mejoramiento continuo se logra a través de todas las acciones diarias, por pequeñas que éstas sean, que permiten que los procesos y la empresa sean más competitivas en la satisfacción del cliente. La velocidad del cambio dependerá del número de acciones de mejoramiento que se realicen día a día y de la efectividad con que éstas se realicen, por lo que es importante que el mejoramiento continuo sea una idea internalizada por completo en la conducta de todos los miembros de la organización, convirtiéndose en una filosofía de trabajo y de vida.
Dos actividades fundamentales tienen diariamente lugar en el piso: el mantenimiento y el

Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
28
CURSO: EFICIENCIA OPERATIVA
Kaizen. El primero se relaciona con seguir los estándares existentes y mantener el “statu quo”, y el último se relaciona con el mejoramiento de tales estándares. Los supervisores del piso participan activamente de ambas acciones, logrando como resultados calidad, costos, y entrega (QCD).
Tres actividades Kaizen, como lo son la estandarización, las 5S’s. y la eliminación del muda (desperdicio) contribuyen al logro exitoso de el QCD. Son fáciles de comprender e implemen-tar, no requiriendo tecnologías o conocimientos complejos.
Los estándares poseen los siguientes aspectos clave:
1. Representan la mejor, más fácil y más segura forma de realizar un trabajo.2. Ofrecen la mejor manera de preservar el know-how y la experiencia.3. Suministran una manera de medir el desempeño.4. Muestran la relación entre causa y efecto.5. Suministran una base para el mantenimiento y el mejoramiento.6. Suministran objetivos e indican metas de entrenamiento.7. Suministran una base para el entrenamiento.8. Crean una base para la auditoría o el diagnóstico.9. Suministran un medio para evitar la recurrencia de errores y minimizar la variabilidad.
El mejoramiento debe ser y es una forma de vida dentro de la filosofía kaizen. En ese espíritu el aprendizaje es un sinónimo de ejecución. En lugar de darles demasiada enseñanza, a los empleados del piso debe dárseles la oportunidad de aprender practicando y haciendo, invo-lucrándose físicamente, utilizando tanto sus manos como sus cerebros.
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
29
CURSO: EFICIENCIA OPERATIVA
10 Reglas básicas para practicar el Kaizen en el piso:
1. Descartar el convencional pensamiento rígido sobre producción.2. Pensar en cómo hacerlo y no por qué no se puede hacer.3. No buscar excusas. Empezar por cuestionar las prácticas actuales.4. No buscar la perfección. Hacerlo inmediatamente, aunque sea sólo para el 50% del objetivo.5. Corregir los errores en forma inmediata.6. No gasta dinero en Kaizen.7. La sabiduría se presenta cuando se enfrenta la dificultad.8. Preguntar cinco veces “¿Por qué?” y buscar la causa fundamental.9. Buscar la sabiduría de diez personas, en lugar del conocimiento de una sola.10. Recordar que las oportunidades para Kaizen son infinitas.
Los viejos hábitos de trabajo están profundamente arraigados en las personas del piso. Cuando en piso Kaizen se introduce por primera vez, debe superarse una fuerte resistencia psicológica. La gerencia emplea las diez reglas anteriores como guía para facilitar la introducción del piso Kaizen.
RECUERDA QUE:
La mejora se obtieneA) Identificando los desperdicios.B) Eliminando o reduciendo los desperdicios.
A partir de la página 32 se presentan las técnicas de Manufactura Esbelta que sirven para ELIMINAR desperdicios.
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
30
CURSO: EFICIENCIA OPERATIVA
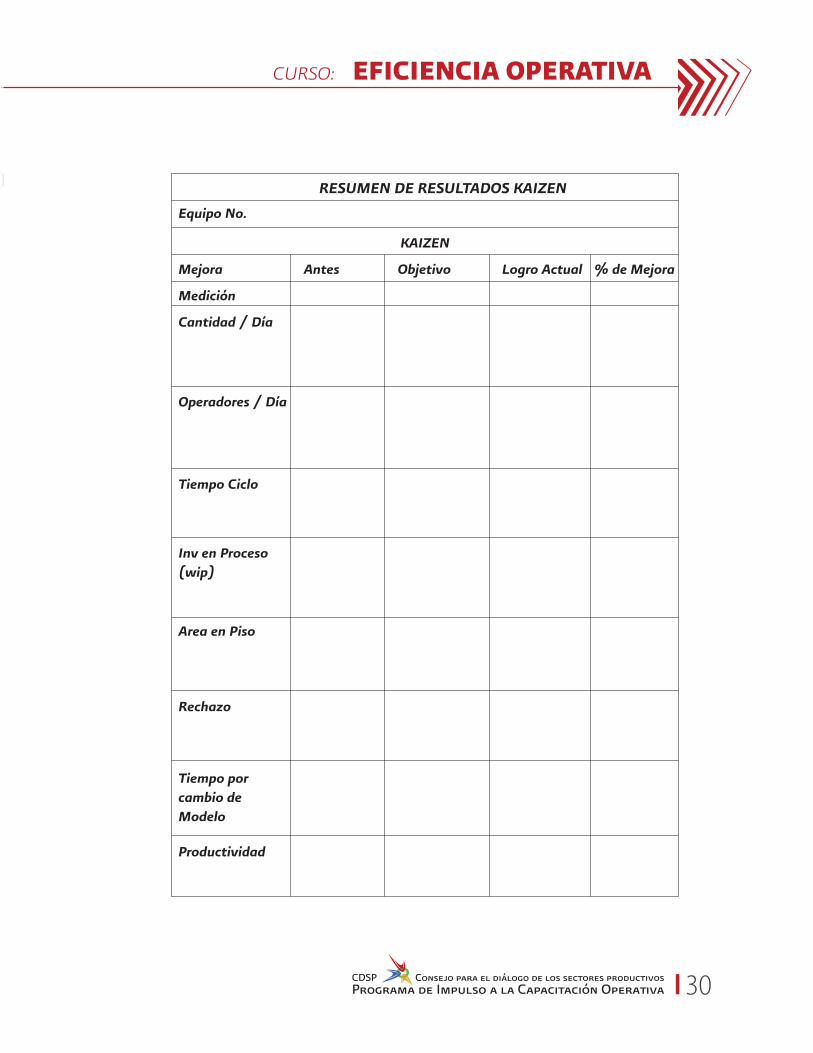
RESUMEN DE RESULTADOS KAIZEN
Equipo No.
Mejora
Medición
Cantidad / Día
Operadores / Día
Tiempo Ciclo
Inv en Proceso (wip)
Area en Piso
Rechazo
Tiempo por cambio de Modelo
Productividad
Antes Objetivo Logro Actual % de Mejora
KAIZEN

Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
31
CURSO: EFICIENCIA OPERATIVA
EVENTOS KAIZEN
Equipo No:
Proyecto Kaizen No:Oportunidad
Antes Kaizen Después Kaizen
Medición Tomada
Comentarios/Observaciones:
Resultados
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
32
CURSO: EFICIENCIA OPERATIVA
LAS TÉCNICAS DE MANUFACTURA ESBELTA
Desde finales de 1890, Fréderick W Taylor innova estudiando y difundiendo la administración científica del trabajo, cuyas consecuencias son la formalización del estudio de los tiempos y del establecimiento de estándares. Frank Gilbreth añade el desglose del trabajo en tiempos elementales. Entonces aparecen los primeros conceptos de eliminación del desperdicio y los estudios del movimiento.
En 1908, Henry Ford, inventa la línea de montaje para el Ford T de bajo costo, producto estándar. Alfred P. Sloan mejora el sistema Ford introduciendo en GM el concepto de diversidad en las líneas de montaje.
Después de la Segunda Guerra Mundial, Taiichi Ohno y Shigeo Shingeo crean para Toyota los conceptos de “justo a tiempo” (Just in Time), “waste reduction” (reducción del desperdicio), “Pull System” (Sistema de Jalar); que, añadidos a otras técnicas para crear el flujo continuo, crean el Sistema de Producción Toyota (Toyota Production System - TPS).
Desde entonces, el TPS no ha dejado de evolucionar y de mejorar. En 1990, James Womack sintetiza estos conceptos para formar la manufactura Esbelta (Lean Manufacturing).
Hoy en día el estar en “algo” (a la vanguardia) en el argot de manufactura requiere más que tecnología… requiere estar esbelto (Lean) y hay buenas razones para ello. Muchos de los que lo han adoptado y lo han llevado a sus centros de manufactura han experimentado exitosamente cambios positivos en sus procesos. No hay una barita mágica.
La consistencia, la insistencia, la perseverancia y el compromiso son algunos de los agentes necesarios en la implementación de la Manufactura Esbelta.
La Manufactura Esbelta es un modo de vida que las compañías deben adoptar para mejorar su productividad. Es un método para eliminar aquellas actividades que no añaden valor a los procesos y/o productos. O sea, identificar las actividades que impiden que el producto fluya más rápido, con calidad y que el cliente lo reciba cuando lo necesite.
El objetivo principal al identificar las actividades que no añaden valor es incurrir en el menor esfuerzo humano, en el menor inventario, en asignar el menor tiempo al desarrollo de nuevos productos y el utilizar el menor espacio de manufactura. Todo esto para reaccionar con la mayor agilidad a los requerimientos de los clientes, el mínimo costo y en la manera más eficiente. Procesos de manufactura a la altura de competencia global.

Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
33
CURSO: EFICIENCIA OPERATIVA
Algunos resultados obtenidos por compañías manufactureras que han implementado “Lean” en sus operaciones reflejan: reducción en ciclo de manufactura de hasta un 70%, mejoras en entrega de hasta un 100%, reducción de defectos de hasta un 20%, aumentos en productividad hasta un 30%, reducción de inventario de hasta un 75%, entre otros.
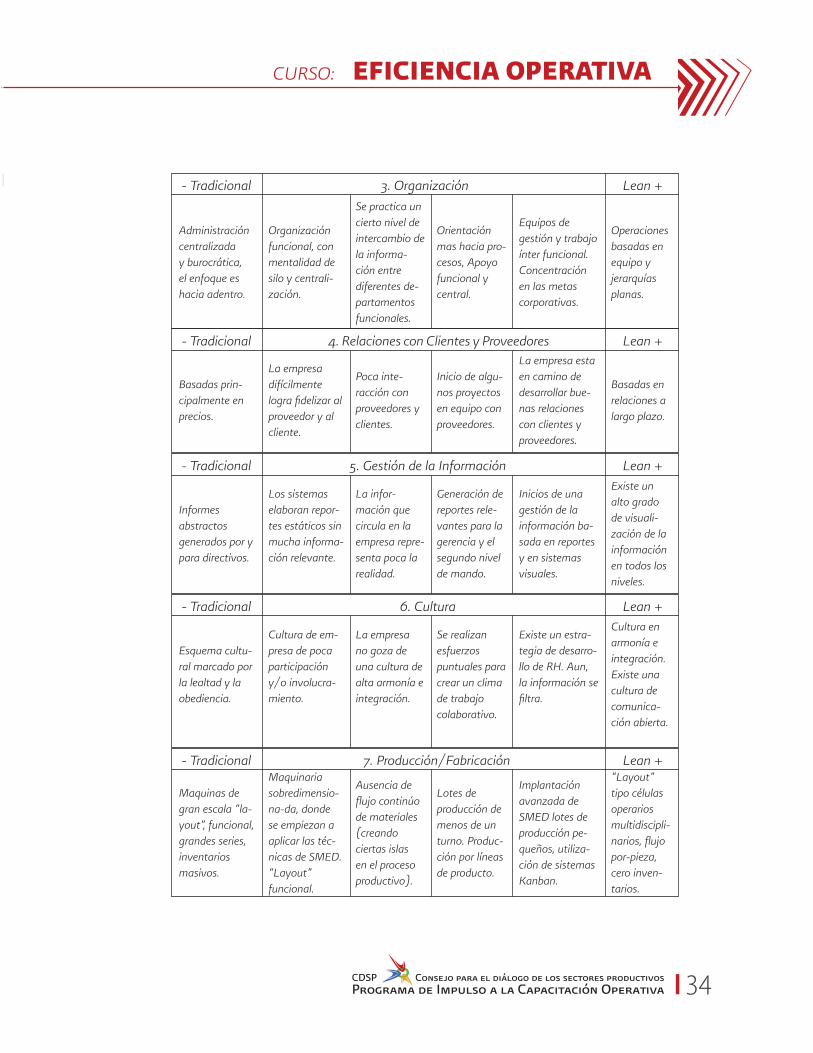
LEAN BENCHMARK
“Grado de implementación Lean”
Para cada uno de los siguientes criterios, seleccione la casilla en la que usted identifique a su empresa, puede usted utilizar calificaciones de “Cero” a “Cinco” para cuantificar.
- Tradicional
Nivel muy bajo de satisfacción del cliente.
Empresa poco flexible. El personal conoce poco los requerimientos de los clientes.
Empresa poco flexible que difícilmente mantiene al cliente satisfecho con la relación precio-calidad.
Empresa con un nivel de flexibilidad bastante avanzado frente a la demanda del cliente.
Importante nivel de flexibilidad frente a la demanda del cliente. Tiempo de entrega medido en días.
Alto grado de satisfacción del cliente. Tiempo de entrega medido en horas.
1. Satisfacción del cliente Lean +
- Tradicional
Mediante órdenes ejecutivas y corrección.
Tradicional, poco flexible, de alta jerarquía.
Difícil toma de decisiones estratégicas y operativas con visión. Solo decisiones de arriba hacia abajo
Toma de algunas decisiones en equipo. Sin embargo, muchas decisiones se toman al azar sin autoridad ni estructura.
Enfoque consistente y realización de seguimiento de estrategia-prioridades iniciativas/mejoras.
Se promueve un liderazgo mediante visión y una amplia participación.
2. Liderazgo Lean +
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
34
CURSO: EFICIENCIA OPERATIVA
- Tradicional
- Tradicional
- Tradicional
- Tradicional
- Tradicional
Administración centralizada y burocrática, el enfoque es hacia adentro.
Basadas prin-cipalmente en precios.
Informes abstractos generados por y para directivos.
Esquema cultu-ral marcado por la lealtad y la obediencia.
Maquinas de gran escala “la-yout”, funcional, grandes series, inventarios masivos.
Organización funcional, con mentalidad de silo y centrali-zación.
La empresa difícilmente logra fidelizar al proveedor y al cliente.
Los sistemas elaboran repor-tes estáticos sin mucha informa-ción relevante.
Cultura de em-presa de poca participación y/o involucra-miento.
Maquinaria sobredimensio-na-da, donde se empiezan a aplicar las téc-nicas de SMED. “Layout” funcional.
Se practica un cierto nivel de intercambio de la informa-ción entre diferentes de-partamentos funcionales.
Poca inte-racción con proveedores y clientes.
La infor-mación que circula en la empresa repre-senta poca la realidad.
La empresa no goza de una cultura de alta armonía e integración.
Ausencia de flujo continúo de materiales (creando ciertas islas en el proceso productivo).
Orientación mas hacia pro-cesos, Apoyo funcional y central.
Inicio de algu-nos proyectos en equipo con proveedores.
Generación de reportes rele-vantes para la gerencia y el segundo nivel de mando.
Se realizan esfuerzos puntuales para crear un clima de trabajo colaborativo.
Lotes de producción de menos de un turno. Produc-ción por líneas de producto.
Equipos de gestión y trabajo ínter funcional. Concentración en las metas corporativas.
La empresa esta en camino de desarrollar bue-nas relaciones con clientes y proveedores.
Inicios de una gestión de la información ba-sada en reportes y en sistemas visuales.
Existe un estra-tegia de desarro-llo de RH. Aun, la información se filtra.
Implantación avanzada de SMED lotes de producción pe-queños, utiliza-ción de sistemas Kanban.
Operaciones basadas en equipo y jerarquías planas.
Basadas en relaciones a largo plazo.
Existe un alto grado de visuali-zación de la información en todos los niveles.
Cultura en armonía e integración. Existe una cultura de comunica-ción abierta.
“Layout” tipo células operarios multidiscipli-narios, flujo por-pieza, cero inven-tarios.
3. Organización
4. Relaciones con Clientes y Proveedores
5. Gestión de la Información
6. Cultura
7. Producción/Fabricación
Lean +
Lean +
Lean +
Lean +
Lean +
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
35
CURSO: EFICIENCIA OPERATIVA
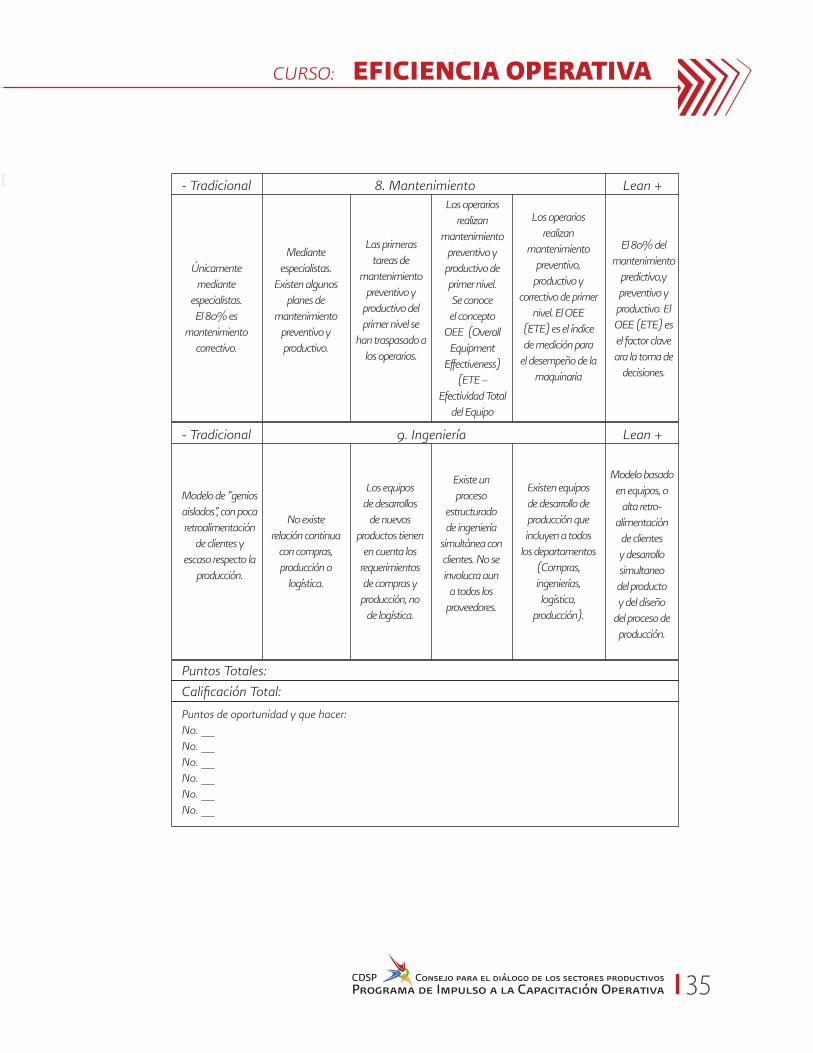
- Tradicional
- Tradicional
Puntos Totales:Calificación Total:
Puntos de oportunidad y que hacer:No. __No. __No. __No. __No. __No. __
Únicamente mediante
especialistas. El 80% es
mantenimiento correctivo.
Modelo de “genios aislados”, con poca retroalimentación
de clientes y escaso respecto la
producción.
Mediante especialistas.
Existen algunos planes de
mantenimiento preventivo y productivo.
No existe relación continua
con compras, producción o
logística.
Las primeras tareas de
mantenimiento preventivo y
productivo del primer nivel se
han traspasado a los operarios.
Los equipos de desarrollos
de nuevos productos tienen
en cuenta los requerimientos de compras y producción, no
de logística.
Los operarios realizan
mantenimiento preventivo y productivo de primer nivel. Se conoce el concepto
OEE (Overall Equipment
Effectiveness) (ETE –
Efectividad Total del Equipo
Existe un proceso
estructurado de ingeniería
simultánea con clientes. No se involucra aun
a todos los proveedores.
Los operarios realizan
mantenimiento preventivo,
productivo y correctivo de primer
nivel. El OEE (ETE) es el índice de medición para
el desempeño de la maquinaria
Existen equipos de desarrollo de producción que incluyen a todos
los departamentos (Compras, ingenierías, logística,
producción).
El 80% del mantenimiento
predictivo,y preventivo y productivo. El OEE (ETE) es el factor clave ara la toma de
decisiones.
Modelo basado en equipos, o
alta retro-alimentación
de clientes y desarrollo simultaneo del producto y del diseño
del proceso de producción.
8. Mantenimiento
9. Ingeniería
Lean +
Lean +

Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
36
CURSO: EFICIENCIA OPERATIVA
CINCO ESES
Su práctica constituye algo indispensable a la hora de lograr una empresa de calidad global. Las 5S’s. se desarrollan mediante un trabajo intensivo, se derivan de cinco palabras japonesas que conforman los pasos a desarrollar para lograr un lugar de trabajo limpio, ordenado y seguro.
1. Seiri – Seleccionar: diferenciar entre los elementos necesarios de aquellos que no lo son. Implica separar lo necesario de lo innecesario y eliminar o erradicar del piso esto último. Debe establecerse un tope sobre el número de elementos necesarios. En piso puede encontrarse toda clase de objetos. Una mirada minuciosa revela que en el trabajo diario sólo se necesita un número pequeño de éstos; muchos otros objetos no se utilizarán nunca o sólo se necesitarán esporádicamente. El piso está lleno de máquinas sin uso, equipos, troqueles y herramientas, productos defectuosos, trabajo en proceso, materias primas, suministros y partes, anaqueles, contenedores, escritorios, bancos de trabajo, archivos de documentos, traspaletas, estantes, tarimas y otros elementos. Un método práctico y fácil consiste en retirar cualquier cosa que no se vaya a utilizar en los próximos 30 días.
2. Seiton – Organización: disponer de manera ordenada todos los elementos que quedan después del Seiri. El seiton lleva a clasificar los elementos por uso y disponerlos como corresponde para minimizar el tiempo de búsqueda y el esfuerzo. Para hacer esto, cada ítem debe tener una ubicación, un nombre y un volumen designados. Debe especificarse no sólo la ubicación, sino también el número máximo de elementos que se permite en el piso.
3. Seiso – Limpieza: significa limpiar el entorno de trabajo, incluidas máquinas y herramientas, lo mismo que pisos, paredes y otras áreas del lugar de trabajo. Seiso también significa verificar. Un operador que limpia una máquina puede descubrir muchos defectos de funcionamiento (Referencia TPM). Cuando la máquina está cubierta de aceite, hollín y polvo, es difícil identificar cualquier problema que se pueda estar formando.
Sin embargo, mientras se limpia la máquina podemos detectar con facilidad una fuga de aceite, una grieta que se está formando en la cubierta, o tuercas y tornillos flojos. Una vez reconocidos estos problemas, pueden solucionarse con facilidad. Se dice que la mayor parte de las averías en las máquinas comienzan con vibraciones (debido a tuercas y tornillos flojos), con la introducción de partículas extrañas como polvo, o con una lubricación o engrase inadecuados. Por esta razón, Seiso constituye una gran experiencia de aprendizaje para los operadores, ya que pueden hacer muchos descubrimientos útiles mientas limpian las máquinas.
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
37
CURSO: EFICIENCIA OPERATIVA
4. Seiketsu – Estandarización: Alcanzando el nivel de orden y limpieza deseado, debemos estandarizar las operaciones para asegurar que la situación actual no se degrade.Los pasos a seguir serían los siguientes:
• Sensibilizar al personal sobre la mejor forma de hacer las tareas. • Definir formación y adiestramiento necesarios. • Definir en instructivos cómo llevar a cabo las tareas. • Asignar los medios y recursos necesarios para poder realizar las tareas (contenedores normalizados, señalizar áreas de material…). • Establecer los controles que eviten y/o detecten el origen de los problemas (focos de suciedad, desorden, exceso de material, riesgo para las persona…).
En esta fase es clave para preguntarse en relación con cada tarea:¿Lo hago siempre es igual o depende de las circunstancias?
El objetivo es sistematizar las tareas que son repetitivas (la mayoría).
“Si normalizas tus tareas, tu trabajo será más sencillo”.“Así puedes garantizar la calidad a tus clientes”
5. Shitsuke – Disciplina: construir autodisciplina y formar el hábito de comprometerse en las 5S’s. mediante el establecimiento de estándares. Las 5S’s. pueden considerarse como una fi-losofía, una forma de vida en nuestro trabajo diario. La esencia de las 5S’s. es seguir lo que se ha acordado. Se comienza por descartar lo que no necesitamos en el piso y luego se disponen todos los elementos necesarios en el piso en una forma ordenada. Posteriormente debemos conservar limpio el ambiente de trabajo, de manera que puedan identificarse con facilidad las anormalidades., y los tres pasos anteriores deben mantenerse sobre una base continua.
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
38
CURSO: EFICIENCIA OPERATIVA
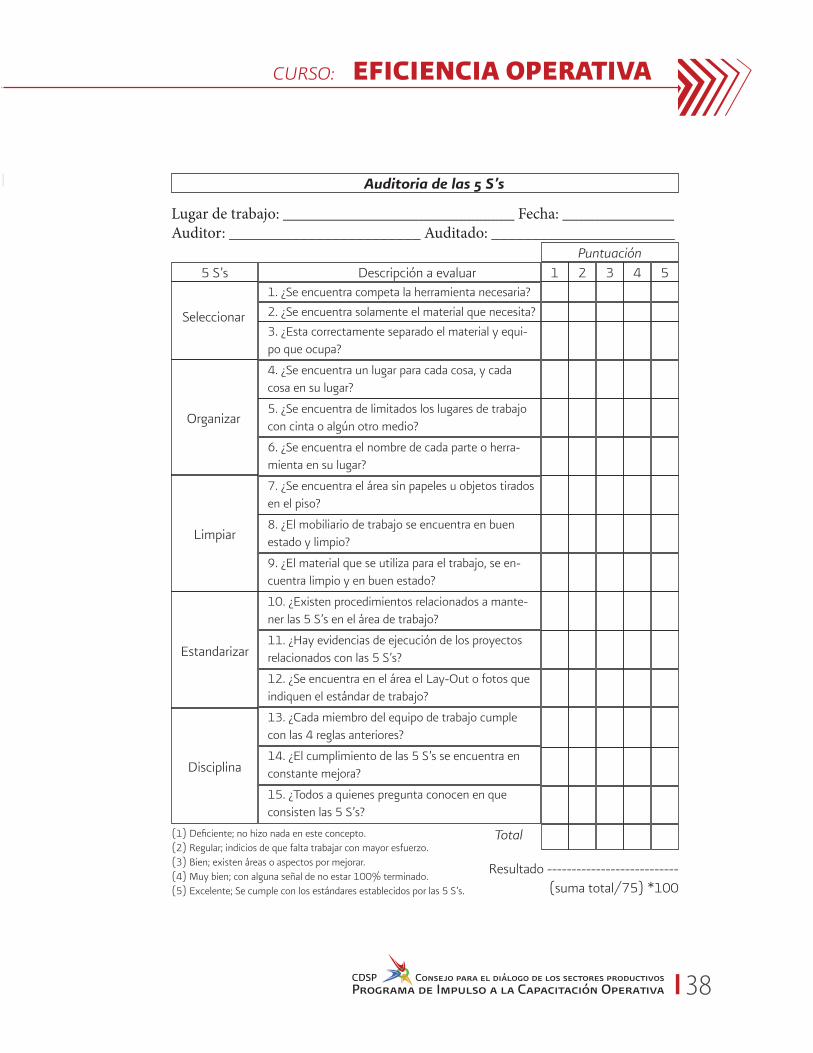
Auditoria de las 5 S’s
Puntuación
Total
Lugar de trabajo: _____________________________ Fecha: ______________Auditor: ________________________ Auditado: _______________________
1Descripción a evaluar1. ¿Se encuentra competa la herramienta necesaria?2. ¿Se encuentra solamente el material que necesita?3. ¿Esta correctamente separado el material y equi-po que ocupa?
4. ¿Se encuentra un lugar para cada cosa, y cada cosa en su lugar?
5. ¿Se encuentra de limitados los lugares de trabajo con cinta o algún otro medio?
6. ¿Se encuentra el nombre de cada parte o herra-mienta en su lugar?
7. ¿Se encuentra el área sin papeles u objetos tirados en el piso?
10. ¿Existen procedimientos relacionados a mante-ner las 5 S’s en el área de trabajo?
13. ¿Cada miembro del equipo de trabajo cumple con las 4 reglas anteriores?
8. ¿El mobiliario de trabajo se encuentra en buen estado y limpio?
11. ¿Hay evidencias de ejecución de los proyectos relacionados con las 5 S’s?
14. ¿El cumplimiento de las 5 S’s se encuentra en constante mejora?
9. ¿El material que se utiliza para el trabajo, se en-cuentra limpio y en buen estado?
12. ¿Se encuentra en el área el Lay-Out o fotos que indiquen el estándar de trabajo?
15. ¿Todos a quienes pregunta conocen en que consisten las 5 S’s?
5 S’s
Seleccionar
Organizar
Limpiar
Estandarizar
Disciplina
2 3 4 5
(1) Deficiente; no hizo nada en este concepto.(2) Regular; indicios de que falta trabajar con mayor esfuerzo.(3) Bien; existen áreas o aspectos por mejorar.(4) Muy bien; con alguna señal de no estar 100% terminado. (5) Excelente; Se cumple con los estándares establecidos por las 5 S’s.
Resultado ---------------------------(suma total/75) *100

Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
39
CURSO: EFICIENCIA OPERATIVA
CELDAS DE MANUFACTURA
Es el eslabonamiento de la cadena productiva, de las 6M´s. y de las actividades de valor agregado en forma de celda. Existen diferentes patrones de caminado.
Ejemplo de una celda de manufactura, la más utilizada:
Criterios de Diseño para una Celda
• Flujo del proceso contra las manecillas del reloj • Cercanía entre las máquinas, sin espacio para WIP (“Work in Process”/”Inventario en Proceso”) • La última operación de la celda pegada a la primera operación • Usualmente celda del tipo “U” - ¡No siempre! • Producción homogénea • Las más utilizadas: “U”, “L” y “S”
Consideraciones
1) Volumen 2) Confiabilidad de la demanda 3) Estabilidad del diseño
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
40
CURSO: EFICIENCIA OPERATIVA
Celdas de Manufactura
Alto volumen, demanda predecible, diseño estable:* Celda convencional con línea de transferencia
Alto volumen, demanda predecible, diseño evolutivo:* Celda convencional con CNC
Volumen medio / bajo, demanda predecible, diseño estable:* Celda convencional
Componentes de volumen bajo, predecible y estable:* Celda flexible con flujo múltiple A
Proceso no tradicional* Simulación detallada, área de manufactura separada
Beneficios del Trabajo en Celdas
• Mayor flexibilidad • Tiempo de entrega corto • Material en el lugar de uso (menos manejo) • Mejor calidad y control de calidad • Reducción tanto del inventario en proceso (WIP), como de la materia prima y producto terminado • Mejora la razón de valor agregado por espacio para valor agregado en piso • Menor supervisión directa – autocontrol • Flexibilidad, apego al programa y entrega a tiempo • Menor recorrido, facilita el control de la producción
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
41
CURSO: EFICIENCIA OPERATIVA
TIEMPO TAKT
Muchas compañías utilizan el equipo o las líneas más rápido que el Takt Time debido a las pérdidas igual al tiempo de ciclo planeado. El reto es eliminar pérdidas y mejorar la puntua-lidad en orden el funcionamiento en TT.
• Sincronizar con el Tiempo Taktt • Crear flujo de producción • Incorporar el sistema de “jalar”
Sincronizar el paso de producción con el paso de venta y consumo por el cliente
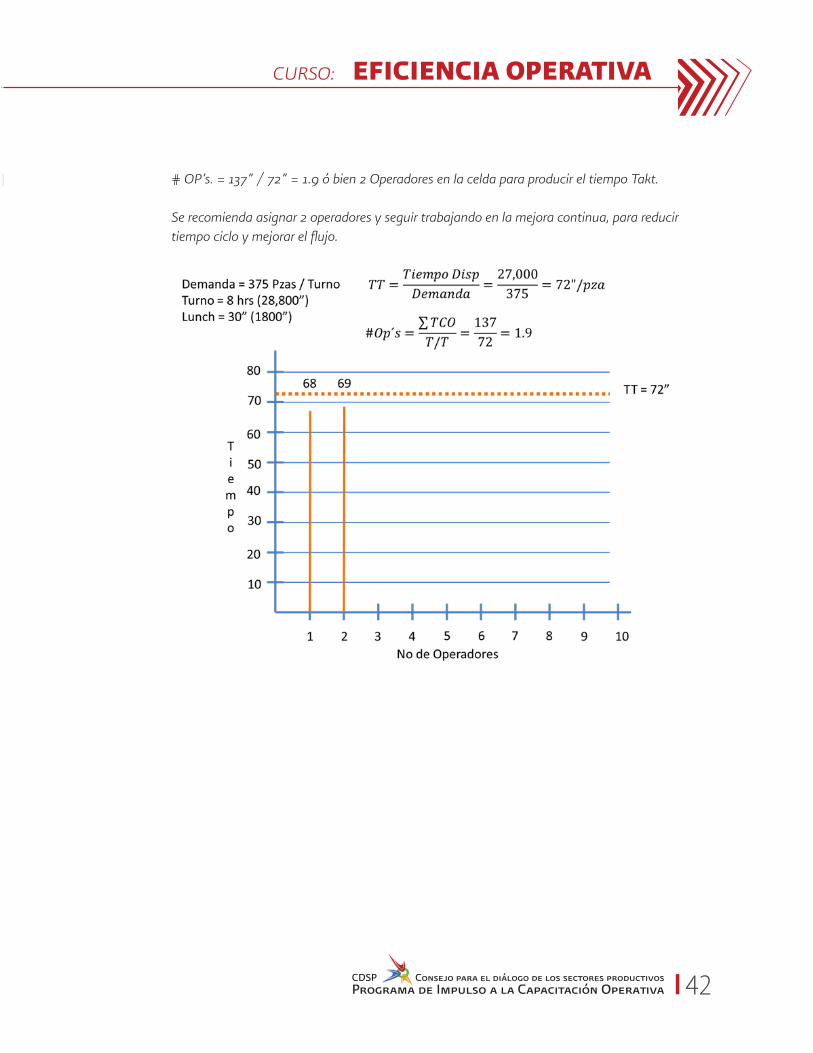
Ejemplo:Turno: 8 Horas (28,800”)Demanda: 375 Piezas/TurnoTiempo De Lunch: 30 Minutos (1,800”)
Por lo tanto:
Tiempo Disponible: 28,800” – 1,800” = 27,000”Y El Takt Time: 27,000” / 375 Pzas. = 72”
Lo que quiere decir que a cada 72” debe de salir una pieza
Producir en relación a Takt Time suena simple, pero requiere concentrar esfuerzos para: • Proveer respuesta rápida a problemas (dentro del Takt Time) • Eliminar causas de tiempo muerto no planeado. • Eliminar tiempos largos por cambios de modelo y/o herramientas (SMED).
Ahora podemos calcular el número de operarios necesarios en la celda:
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
42
CURSO: EFICIENCIA OPERATIVA
# OP’s. = 137” / 72” = 1.9 ó bien 2 Operadores en la celda para producir el tiempo Takt.
Se recomienda asignar 2 operadores y seguir trabajando en la mejora continua, para reducir tiempo ciclo y mejorar el flujo.

Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
43
CURSO: EFICIENCIA OPERATIVA
BALANCEO DE LÍNEAS
Siempre que deseemos mejorar algo, debemos empezar observando.
La esencia de la observación es permanecer quieto por un tiempo y mirar las cosas cuidadosamente, sin distraerse. En un área de trabajo esto significa gastar 5 minutos intentando buscar un área, un proceso o una operación particular. 5 minutos es aproximadamente el 1% de los 450 minutos que tenemos disponibles para producir en un día de 8 horas con 30 minutos para comer.
Realice un experimento, primero ensaye observando un área particular a través de un tubo de papel o cartón, y luego a través de un embudo de papel o cartón, y haga un análisis comparativo de que fue lo que observó en cada caso y cuál es mejor. Este pequeño ejercicio ayuda a enfocar la atención y hace más visibles las cosas a los observadores.
Otra forma es ubicarse en una esquina del área de incumbencia y tratar de captar todo lo que usted es capaz de observar a la vez, no fije su mirada a algo específico, hágalo una y otra vez hasta despertar esta habilidad que seguramente esta dormida, y lo hace caer en lo que conocemos como “Ceguera de taller”, busque la mejora y el cambio continuo.
Dos herramientas que potencialmente se pueden llevar a la práctica y le pueden ayudar en este proceso:
a) 5W + 2H.
Para reunir más información sobre la situación, pregunte: qué, por qué, quién, dónde, cuándo, cómo y cuánto.
Por ejemplo:
¿Por qué hay que andar tanto en este proceso?¿Por qué incluye tanto tiempo de espera? P: - ¿Qué tengo que hacer?R: – Selección de piezasP: - ¿Por qué tengo que hacerlo?R: - Por que están mezcladas piezas buenas con defectuosas
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
44
CURSO: EFICIENCIA OPERATIVA
P: - ¿Dónde se han producido los defectos?R: - En el proceso BSS-005
P: - ¿Quién es el operario allí?R: - Raúl Contreras
P: - ¿Cuándo advirtió por 1ª. Vez, que las piezas defectuosas estaban mezcladas?R: - Un chequeo realizado el día de ayer mostró una tasa inusualmente alta de defectos
P: - ¿Cómo podrían evitarse los defectos?R: - Necesitamos alguna clase de inspección en la fuente en el proceso previo
P: - ¿Cuántos productos con defecto hay?R: - 35
b) 5 Porqués.P1: ¿Por qué paró la máquina?R1: Porque se quemo el fusible debido a una sobrecarga
P2: ¿Por qué hubo una sobrecarga?R2: Porque la lubricación de los baleros fue inadecuada
P3: ¿Por qué fue inadecuada la lubricación?R3: Porque la bomba de lubricación no funcionó bien
P4: ¿Por qué no estaba funcionando bien la bomba de lubricación?R4: Porque el eje de la bomba estaba desgastado
P5: ¿Por qué estaba desgastado?R5: Porque le penetró sedimento.
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
45
CURSO: EFICIENCIA OPERATIVA
Pasos para realizar el Balanceo de Línea
1) Definir la Estación de trabajo(ET) a mejorarDe acuerdo a los hechos y datos con que se cuenten, definir criterios internos para establecer cual será la primera operación donde se aplicará esta metodología.
2) Definir el Equipo de MejoramientoUna vez definida la primer ET, hay que identificar a las personas clave que deben de participar en este proceso, considerando algunas características y cualidades clave; Liderazgo, Actitud, Conocimiento, Experiencia, Habilidad y Disponibilidad 3) Identificar Entradas y Salidas de la ET SeleccionadaAplicar los conocimientos adquiridos en el tema de “Mapeo de Proceso” para determinar cuales son las entradas y cuales son las salidas que se tienen y que aseguran el cumplimiento de los requerimientos del cliente interno y/o externo.
4) Identificar a los Clientes y Proveedores de la ETIdentificar a los clientes y establecer acuerdos de trabajo que ayuden a lograr un enfoque común, a través de la definición conjunta de objetivos comunes en bien del proceso. 5) Definir el Proceso de la ET y Colectar datos:Realizar observaciones de la operación, del layout, del método, del tiempo ciclo, del personal, y se toman hechos reales de lo que ahí pasa. Podemos ayudarnos con el Mapeo realizado anteriormente, para poder corroborar si estamos contemplando todas las variables y no estamos dejando alguna importante fuera de este análisis.
En este paso se aplica un análisis del trabajo que se realiza en la operación seleccionada bajo los siguientes criterios:
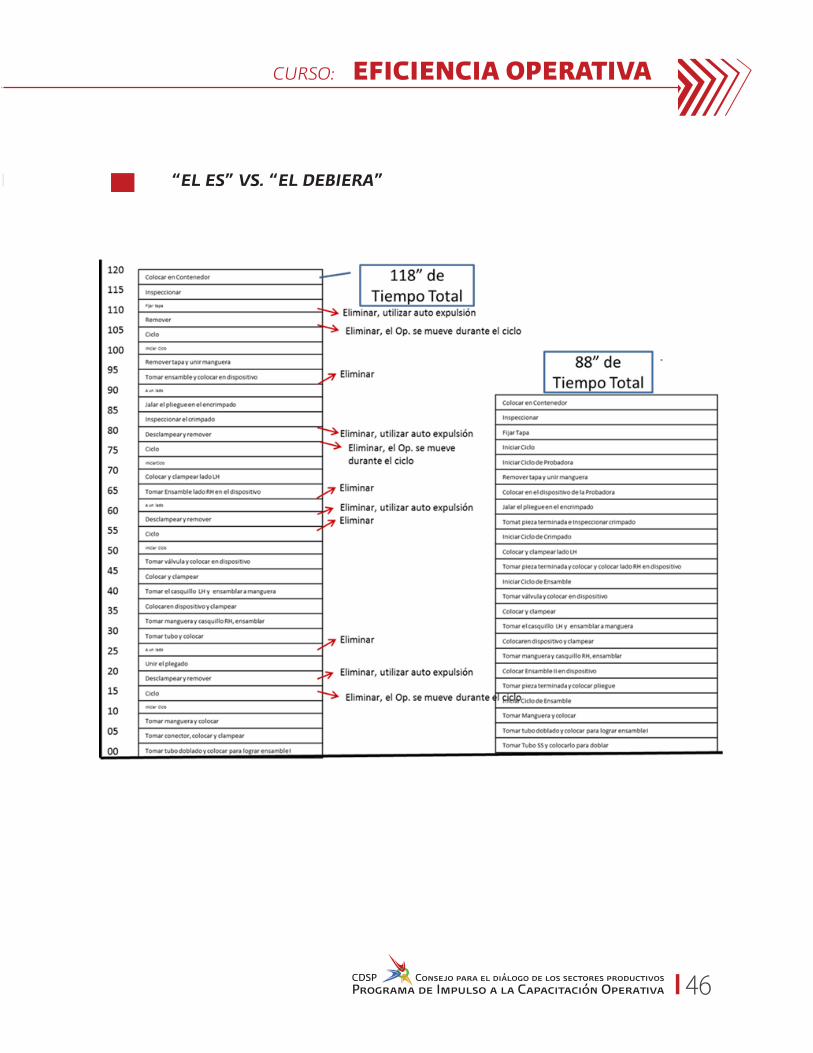
¿Cuál es el trabajo que se realiza vs. El trabajo que se Requiere?EL ES VS. EL DEBIERA
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
46
CURSO: EFICIENCIA OPERATIVA
“EL ES” VS. “EL DEBIERA”
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
47
CURSO: EFICIENCIA OPERATIVA
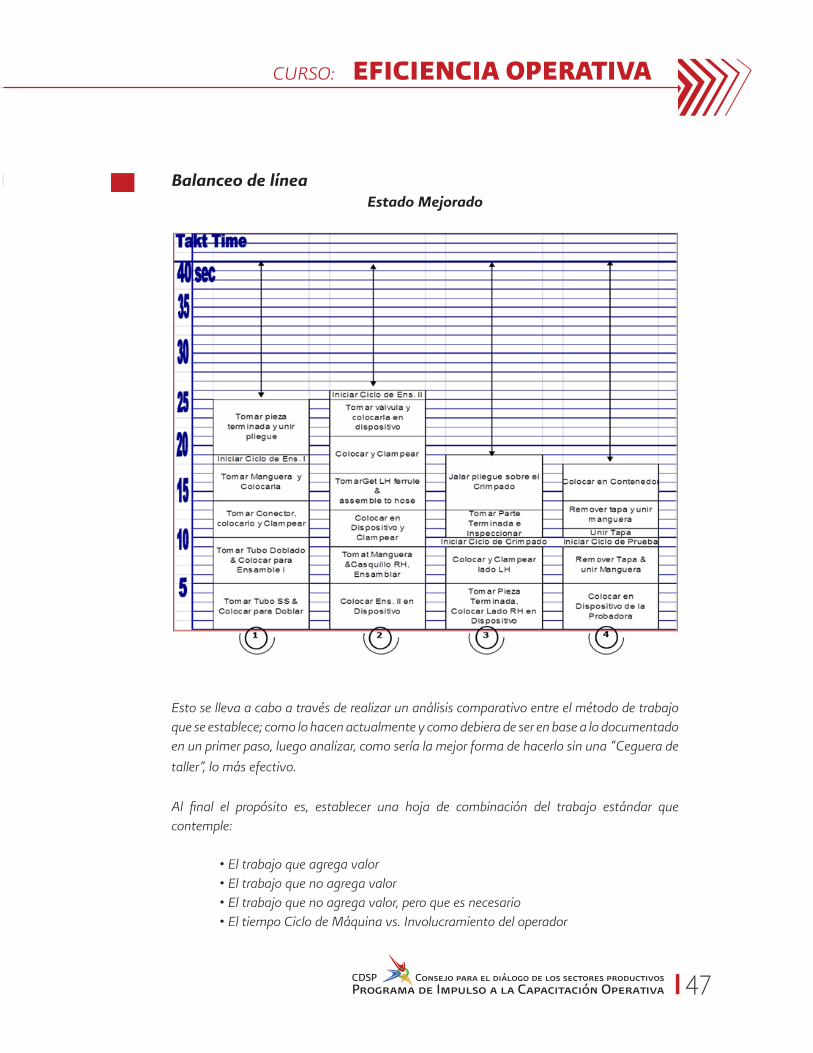
Balanceo de líneaEstado Mejorado
Esto se lleva a cabo a través de realizar un análisis comparativo entre el método de trabajo que se establece; como lo hacen actualmente y como debiera de ser en base a lo documentado en un primer paso, luego analizar, como sería la mejor forma de hacerlo sin una “Ceguera de taller”, lo más efectivo.
Al final el propósito es, establecer una hoja de combinación del trabajo estándar que contemple:
• El trabajo que agrega valor • El trabajo que no agrega valor • El trabajo que no agrega valor, pero que es necesario • El tiempo Ciclo de Máquina vs. Involucramiento del operador

Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
48
CURSO: EFICIENCIA OPERATIVA
TRABAJO ESTANDAR
Trabajo estándar y Kaizen son dos caras de una misma moneda, el primero implica a los líderes de las líneas de producción y operadores estableciendo procedimientos de trabajos estandarizados para sus propios equipos de trabajo, al mismo tiempo, gente haciendo las cosas de acuerdo a los lineamientos establecidos. Representa la revisión continua de los pro-cedimientos de trabajo, a fin de lograr el mejoramiento de la eficiencia, calidad y condiciones del trabajo. Asimismo, permite una sólida base para mantener la productividad, la calidad y la Seguridad en sus más altos niveles.
El trabajo estándar se vale de un elemento crucial que se denomina “Takt Time” y que no significa “tiempo tacto” como algunos suelen llamarle.
Si se produce más que el “Takt Time” establecido, se generará un excedente (muda de producción, uno de los desperdicios menos convenientes), y si se produce menos, entonces habrá una escasez. El “Takt Time” es una cifra que permite saber cuánto tiempo se requiere para producir una pieza o una unidad en cada proceso o fase del mismo de acuerdo a la demanda del cliente. En otros casos de producción más lenta, se expresa en minutos y hasta en horas.
El “Tiempo Ciclo” por otra parte, es el tiempo (mayor o menor) en el que realmente se están realizando las tareas; seguramente debido a anormalidades en el puesto de trabajo o en la ejecución de las mismas. Cuando esto ocurre, entonces se generan oportunidades de mejora para corregir lo que resulte necesario y llevar el tiempo ciclo al Takt Time.
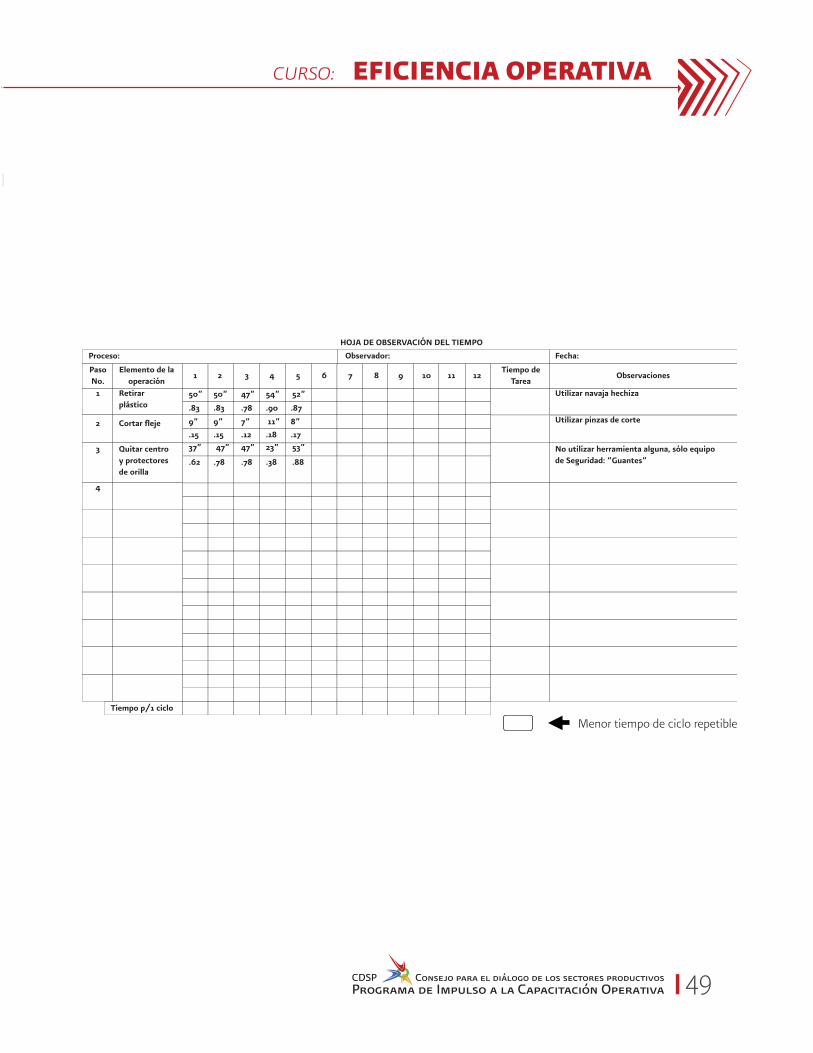
Hoja de Observación del Tiempo (HOT)
Se usa para registrar los elementos de trabajo, actividades que son realizadas por el operador y para determinar un tiempo razonable para desempeño de esos elementos de trabajo.
Se usa para los tiempos de ciclo iniciales de todos los operadores y para las actividades ejecutadas.
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
49
CURSO: EFICIENCIA OPERATIVA
Menor tiempo de ciclo repetible

Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
50
CURSO: EFICIENCIA OPERATIVA
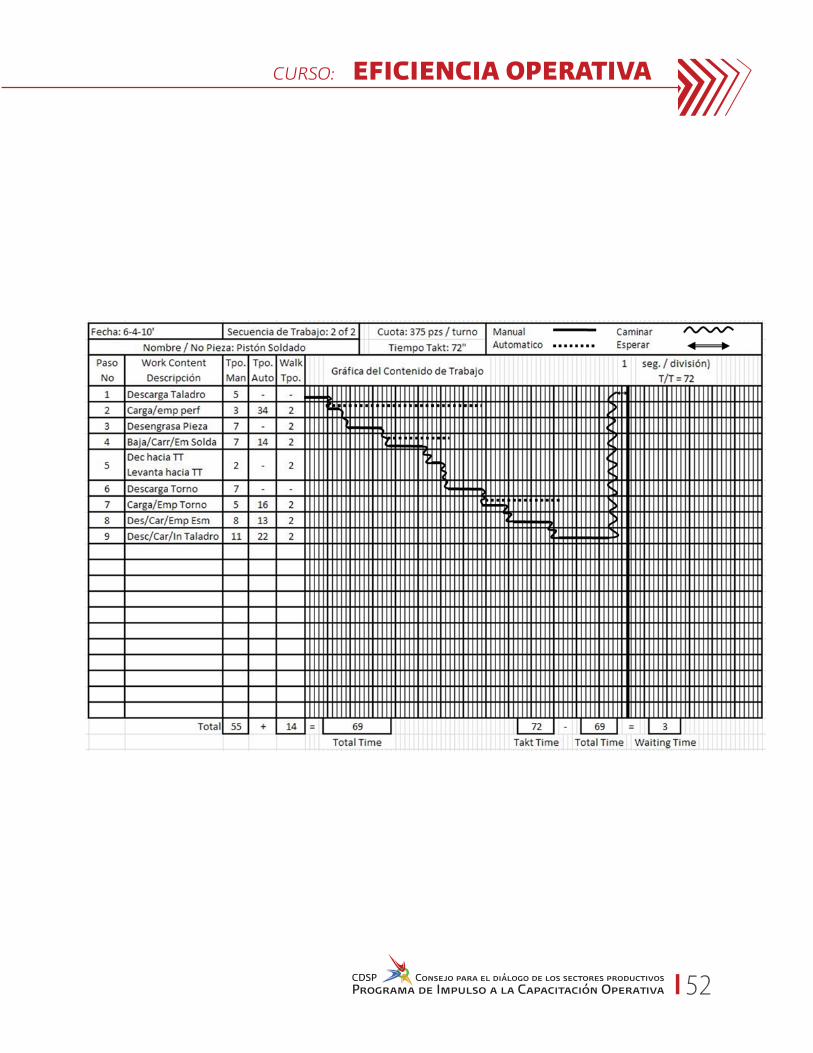
Hoja de Combinación de Trabajo Estándar (HCTS)
La HSTC es una hoja en la cual se representan de todos los tiempos involucrados, conside-rando tanto al operador como a la máquina. Ayuda a interpretar de una forma gráfica y fácil que es lo que pasa en cada una de las operaciones del proceso, ya una vez analizadas todas las actividades que agregan valor y las que no agregan valor:
Tiempo manual. Se registra la duración de las tareas humanas.Tiempo Auto. Se registra la duración de las tareas de las máquinas.Tiempo de caminata. Se registra el tiempo para ir a la próxima estación para buscar o dejar piezas, herramientas etc.
* No haga distinción si el operador se encuentra cargando algo o no. Aproxime el total al segundo más cercano. Deje el espacio en blanco si no hubo tiempo de caminata.
Totales: Registre los totales de trabajo manual y los tiempos de caminar.
Registre el total de tiempo de espera en el espacio correspondiente.

Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
51
CURSO: EFICIENCIA OPERATIVA
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
52
CURSO: EFICIENCIA OPERATIVA
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
53
CURSO: EFICIENCIA OPERATIVA
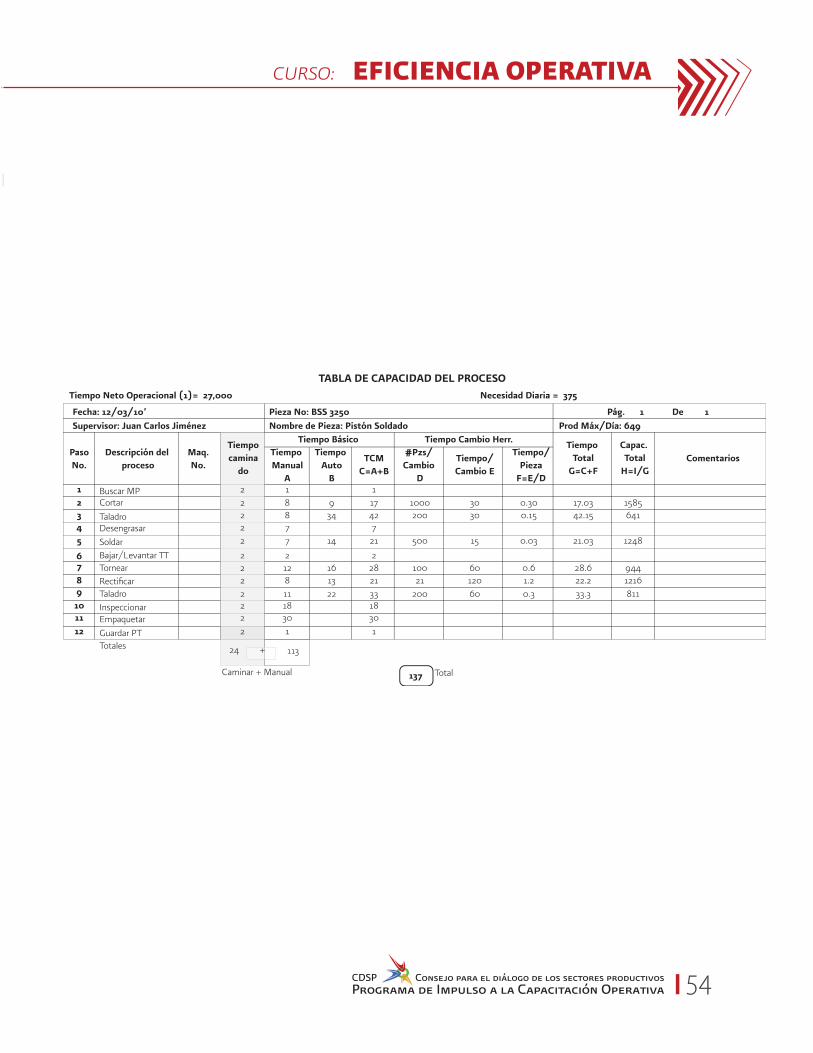
La Tabla de Capacidad del Proceso (TCP)
La TCP se usa por el supervisor del área como una herramienta de planeación de la producción y como herramienta Kaizen para mejorar la maquinaría, los equipos, sus tiempos de operación, la habilidad de los operadores y la estandarización.
Debe hacerse una TCP para cada pieza o lote producido en la línea o flujo de material, en cada uno de los procesos por los cuales el producto pasa.
El supervisor deberá utilizar la TCP para establecer: la cantidad necesaria de personas para lograr el Takt Time, los tipos de “Cuellos de Botella y/o Restricciones” que ocurrirán como resultado de la demanda creciente (menor tiempo Takt), qué equipo necesita Kaizen (eliminación de mudas, mejorar dispositivos de carga/descarga y de colocación de partes, cortes reales, no al transportar aire, ni traspaleos, diferentes velocidades/alimentaciones etc.)
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
54
CURSO: EFICIENCIA OPERATIVA
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
55
CURSO: EFICIENCIA OPERATIVA
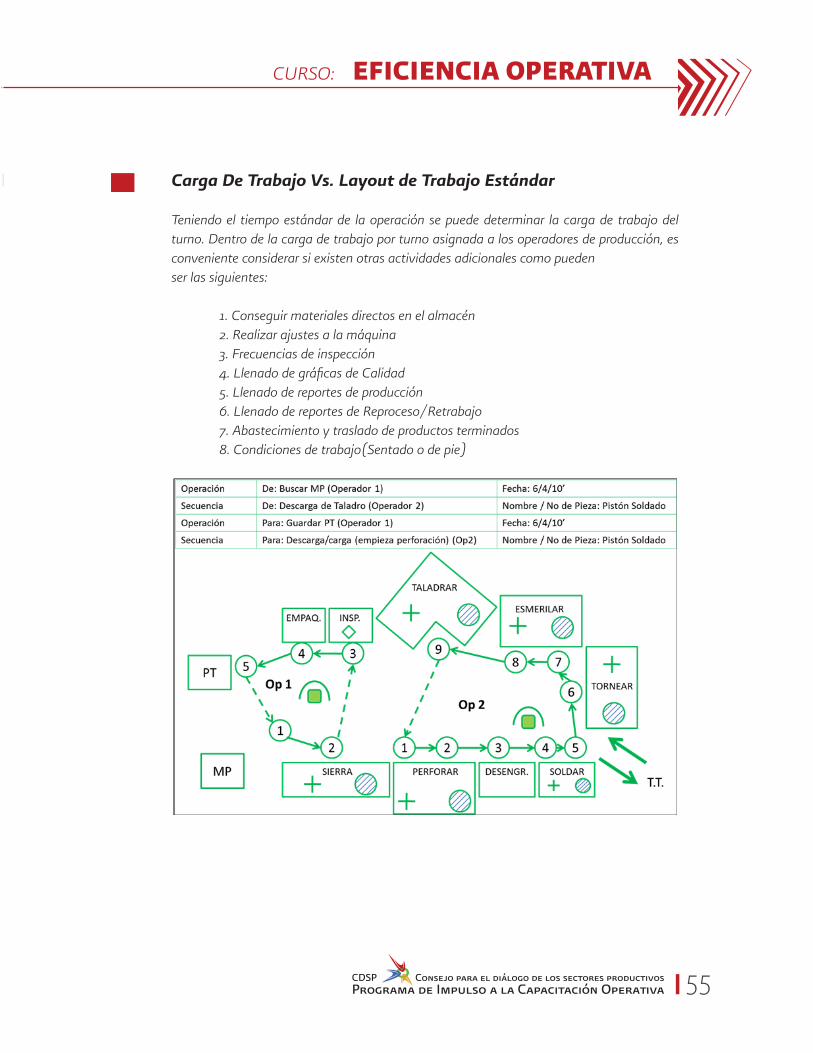
Carga De Trabajo Vs. Layout de Trabajo Estándar
Teniendo el tiempo estándar de la operación se puede determinar la carga de trabajo del turno. Dentro de la carga de trabajo por turno asignada a los operadores de producción, es conveniente considerar si existen otras actividades adicionales como pueden ser las siguientes:
1. Conseguir materiales directos en el almacén 2. Realizar ajustes a la máquina 3. Frecuencias de inspección 4. Llenado de gráficas de Calidad 5. Llenado de reportes de producción 6. Llenado de reportes de Reproceso/Retrabajo 7. Abastecimiento y traslado de productos terminados 8. Condiciones de trabajo(Sentado o de pie)
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
56
CURSO: EFICIENCIA OPERATIVA
Beneficios de contar con los Estándares:
• Satisfacción del trabajador • Menos presiones para lograr programas de producción • Productividad y Calidad • Ahorro
Ventajas de los Estándares.
1. Representan la mejor, más fácil y segura manera de ejecutar un trabajo, cualquiera que él sea. Reflejan la experiencia acumulada en los trabajadores. La gerencia asegura que el trabajo se realice de una misma forma siguiendo los mismos métodos de trabajo, pero permite la mejora continua en la cual, los resultados se convierten en nuevos estándares.
2. Es la mejor manera de preservar este conocimiento y experiencias, ya que cuando un trabajador se va de la organización se los lleva con él. Con la estandarización se queda dentro de la empresa.
3. Permite fácilmente medir el desempeño y hacer comparaciones; con los estándares la gerencia puede medir el rendimiento y, sin ellos, le resultará mucho más difícil hacerlo.
4. Muestran la relación entre causa y efecto, ya que al no tenerlos, representa una ocasión para las anormalidades, variaciones, desperdicios, accidentes, y otros efectos indeseables en los procesos.
5. Establecen la base fundamental para MANTENER y MEJORAR, desde el punto de vista del Kaizen relacionado con el puesto de trabajo. Sin ellos no podríamos saber el progreso o las mejoras perseguidas. Cuando ocurren desviaciones de los estándares, la gerencia debe encontrar las causas y regresar a ellos. Si éstos no existen, entonces se deben establecer, y ello es un rol importante de la gerencia. Recuerde, cada mejora es un nuevo estándar y donde éstos no existen, no hay mejoramiento.
6. Establecen objetivos y metas de entrenamiento o desarrollo de los trabajadores. Cuando los estándares se establecen, se los hace de manera gráfica, ya sea meramente escritos o con dibujos u otra forma de graficar. Deben colocarse en los puestos de trabajo y ser conocidos ampliamente por la gente que los ocupa.

Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
57
CURSO: EFICIENCIA OPERATIVA
7. Permiten la auditoría o el diagnóstico. No sólo para los supervisores quienes deben cuidar el cumplimiento de los mismos, sino para la gerencia en cualquier momento. Cuando los líderes o supervisores disponen de ellos, pueden a manera de lista de verificación, realizar las inspecciones en cada puesto para constatar que se cumplen o si han cambiado como producto de una mejora introducida.
8. Representan el mejor medio para detectar la recurrencia de las anormalidades o errores en los procesos, y minimizan la variación (Mura). Por ejemplo, el control de la calidad implica el control de la variabilidad y por ende, se debe procurar como.
9. objetivo básico, definir y estandarizar los puntos de control claves en cada proceso o fase del mismo para asegurarse de que tales puntos de control se sigan en todo momento. De éste modo, la estandarización es parte integral del aseguramiento de la calidad; y sin ella, resulta casi imposible construir un sistema confiable de calidad.

Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
58
CURSO: EFICIENCIA OPERATIVA
KANBAN
El Kanban es un sistema de abastecimiento de materiales por medio de señales.
Objetivos del kanban
• Controlar el permiso de producir• Reflejar la demanda del mercado en el proceso• Exponer los desperdicios a lo ancho del sistema• Proceso con mínimo inventario• Enfocar las actividades de mejora continua• Programación continua• Enfatizar entregas a tiempo
Elementos del Kanban
• Tiempo de cambio de modelo y frecuencia (SMED) • Efectividad total del equipo (ETE) • Calidad en la fuente (Poka Yoke) • Multihabilidades (Certificación) • Estabilidad del proceso (habilidad) • Organización del lugar de trabajo (5S´s.) • Mediciones del desempeño
Reglas Básicas del Kanban
• No enviar productos defectuosos a la siguiente operación • El siguiente proceso viene a retirar solo lo que necesita • Producir solo la cantidad requerida por la siguiente estación • Equilibrar la producción • Kanban es sinónimo de ajuste fino • Estabilizar y racionalizar el proceso

Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
59
CURSO: EFICIENCIA OPERATIVA
Tarjetas Kanban y sus elementos
• Número de parte • Cantidad a surtir (o a fabricar) es la cantidad de material que tiene que mandar el proveedor (interno o externo) para reponer el material que se utilizo en la estación Kanban • Cantidad de contenedores a surtir • Cantidad por contenedor (capacidad) • Número de proveedor (en caso de la tarjeta externa) • Peso del contenedor (no mayor de 25 kgs.) • Costos de la pieza • Entregas por día / semana / mes de proveedor • Distancia de nuestro proveedor • Inventario de seguridad que deseamos manejar • Proveedor
* Departamento en donde se tiene que entregar el material* Número de estación kanban* Color del área de la planta donde se localiza la parte
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
60
CURSO: EFICIENCIA OPERATIVA
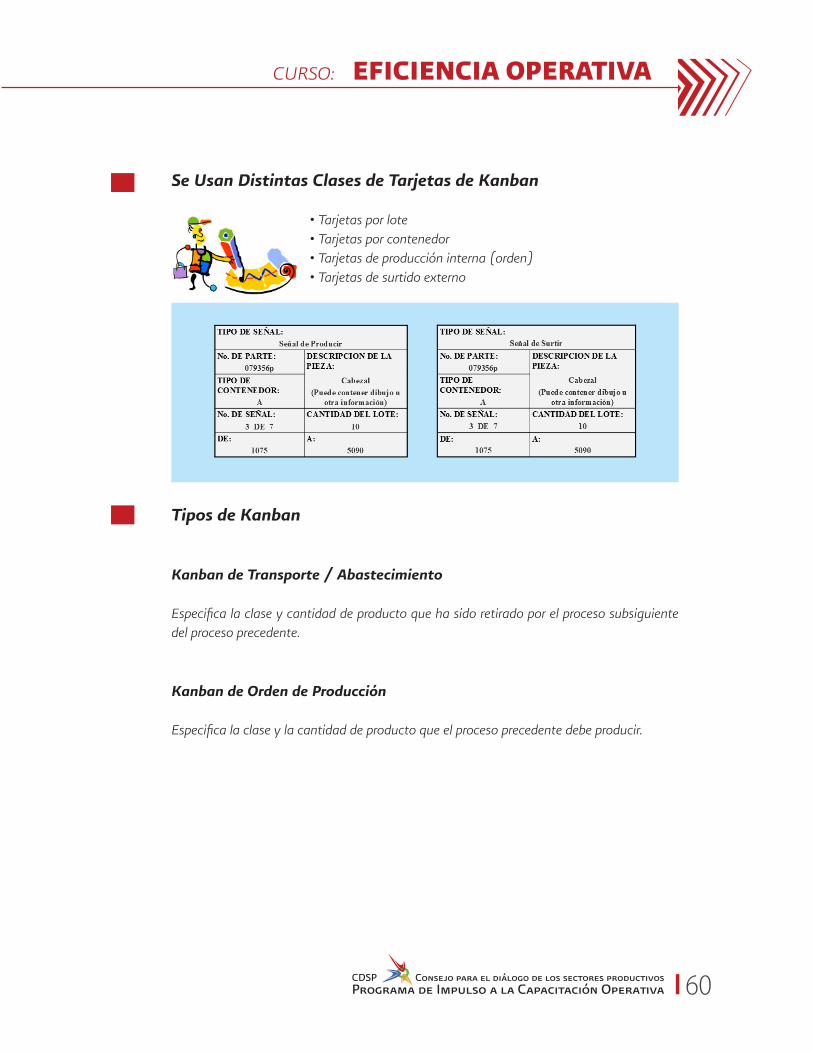
Se Usan Distintas Clases de Tarjetas de Kanban
• Tarjetas por lote• Tarjetas por contenedor• Tarjetas de producción interna (orden)• Tarjetas de surtido externo
Tipos de Kanban
Kanban de Transporte / Abastecimiento
Especifica la clase y cantidad de producto que ha sido retirado por el proceso subsiguiente del proceso precedente.
Kanban de Orden de Producción
Especifica la clase y la cantidad de producto que el proceso precedente debe producir.

Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
61
CURSO: EFICIENCIA OPERATIVA
Un ejemplo gráfico:
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
62
CURSO: EFICIENCIA OPERATIVA
MANTENIMIENTO PRODUCTIVO TOTAL – TPM
Su fundamento son las Cinco Eses y la aplicación sistemática de los 5 sentidos por el operador:
¿Qué es el MPT?
Es una relación efectiva entre gente y maquinaría. Involucra a todos los niveles, departamentos y personas. Trabajo en equipo entre producción y mantenimiento.
Actitud anterior:
Yo opero, tu arreglas ProducciónYo arreglo, tu diseñas MantenimientoYo diseño, tu operas Ingeniería
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
63
CURSO: EFICIENCIA OPERATIVA
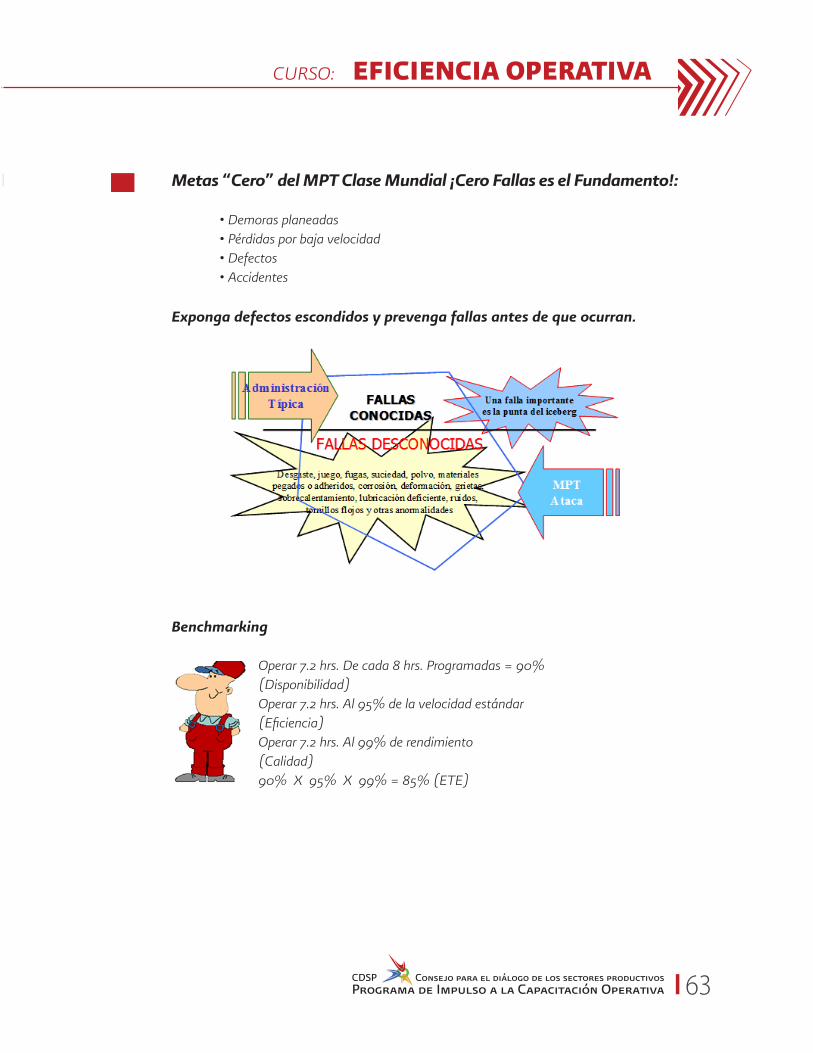
Metas “Cero” del MPT Clase Mundial ¡Cero Fallas es el Fundamento!:
• Demoras planeadas • Pérdidas por baja velocidad • Defectos • Accidentes
Exponga defectos escondidos y prevenga fallas antes de que ocurran.
Benchmarking
Operar 7.2 hrs. De cada 8 hrs. Programadas = 90%(Disponibilidad)Operar 7.2 hrs. Al 95% de la velocidad estándar(Eficiencia)Operar 7.2 hrs. Al 99% de rendimiento (Calidad)90% X 95% X 99% = 85% (ETE)

Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
64
CURSO: EFICIENCIA OPERATIVA
Definición de Actividades en Equipos
Reparación: Corrige condiciones anormalesRestauración: Devuelve al equipo su condición original corrigiendo efectos de condiciones anormales.Mantenimiento: Mantiene las condiciones del equipo en los rangos deseables, monitoreando las condiciones y buscando síntomas de anormalidades.Mejora: Lleva al equipo más allá de sus condiciones originales.
Se hacen modificaciones para prevenir la posibilidad de una anormalidad o se simplifica su detección y reparación.
Las 6 Grandes Pérdidas que Impiden el ETE (Efectividad Total del Equipo)
1. Fallas de equipo/Averías
3. Trabajo en vacío y paros menores
5. Defectos de calidad en proceso y re-trabajos
2. Cambios de producto y ajuste y tiempos de preparación
4. Reducción en velocidad
6. Arranques/rendimiento reducido
Pérdidas debidas a fallas esporádicas y crónicas. (eliminar)
Pérdida por paros provocados por pequeños problemas transitorios. (eliminar)
Pérdidas por fallas en la calidad en los re-trabajos. (eliminar)
Pérdidas por paros por cambio de producto y ajuste. (Reducir al máximo)
Pérdidas por falta de paridad entre la velocidad de operación actual y la velocidad ideal del equipo.
Pérdidas en las que se incurren entre el arranque y la producción estable. (mínimizar)
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
65
CURSO: EFICIENCIA OPERATIVA
Calculo de la Efectividad Total del Equipos (ETE)
Disponibilidad(Tiempo de carga - Tiempo de paro) / (Tiempo de carga)Ejemplo: (420 min. - 140 min.) / (420 min.) x 100 = 66.7%
Desempeño(Tiempo ciclo ideal X Producción) / (Tiempo disponible) X 100Ejemplo: (0.2 min./unid. X 980 unidades) / (280 min.) X 1000 = 70%
Calidad(Producción - Defectivo) / (Producción) X 100Ejemplo: (980 unidades X 9.8 unidades) / (980 min.) X 100 = 99%
Efectividad Total del EquipoETE = % Disp. X % Desempeño X % Calidad ETE = (0.67 X 0.70 X 0.99) X 100 ETE = 46.2%
7 PASOS DE L MANTENIMIENTO AUTÓNOMO
Paso 1: Limpieza Inicial
• Iniciar una rutina de limpieza e inspecciones. Realizar la primera con los operadores. • Enfocarse en las partes principales del equipo. • El objetivo es establecer patrones para actividades futuras • Exponer condiciones anormales como partes dañadas o rotas, desgaste, juegos entre partes, piezas sueltas, deformación, mala alineación, Oxido, daños superficiales, Fugas y defectos escondidos por polvo o suciedad • Quitar grasa y suciedad • Utilizar los cinco sentidos, para descubrir condiciones anormales • Identificar y documentar condiciones anormales y corregir o solicitar la reparación de condiciones anormales.

Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
66
CURSO: EFICIENCIA OPERATIVA
Tarjetas del Sistema
Paso 2: Eliminar Fuentes de Contaminación
• Prevenir el deterioro mediante el control de los contaminantes desde su fuente y la simplificación de las acciones preventivas. • Hacer de la limpieza, inspecciones más sencillas, más eficientes y más rápidas. • Motivar a los operadores para que utilicen su creatividad a fin de controlar las condiciones del equipo y ambientales. • Investigar y documentar las fuentes de contaminación y las áreas inaccesibles. • Practicar la Lluvia de Ideas y tomar acciones como prueba para controlar o elimi-nar las fuentes de problemas y reducir el tiempo de limpieza y su nivel de dificultad. • Compartir ideas exitosas con otros equipos. • Detectar lugares de difícil acceso. • Detener la contaminación desde su fuente. • Controlar el polvo y la suciedad atacando el escombro y las fugas. • Modificar cubiertas haciéndolas transparentes y/o fáciles de quitar. • Reubicar partes del equipo para hacer que todas las áreas sean fáciles de ver y acceder. •Capacitación por Concepto
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
67
CURSO: EFICIENCIA OPERATIVA
Paso 3: Lubricación Básica y Estándares
• Los equipos aprenden como hacer las revisiones de lubricación y las actividades necesarias para mantener las condiciones básicas de los equipos.• Se estandarizan e integran las actividades de limpieza, inspección y lubricación que se requiere para evitar el deterioro acelerado.• Se documentan en el manual de procedimientos los estándares provisionales que fueron desarrollados en los pasos 1 a 3.• Asegurar que las condiciones que se logran en los equipos sean mantenidas y mejoradas.
• Asegurar que se mantengan las condiciones básicas del equipo agregando tareas de lubricación.• Dar a los equipos la oportunidad de establecer y de adherirse a sus propios estándares de mantenimiento
Paso 4: Realizar Entrenamiento en Inspección y Desarrollar Procedimiento
• Educación y entrenamiento en general para los equipos de trabajo, en los sistemas de lubricación, mecánico o de tracción, neumático, electrónico, etc.• Integración de equipos naturales de trabajo con personal de las áreas de mantenimiento, ingeniería, calidad y producción.• Implementación de tema por tema, uno a uno.• Implementación y reforzamiento a través de desarrollar la habilidad por el entrenamiento, la aplicación y la práctica.• Dar conocimientos al operador acerca de la inspección en el equipo y habilidades para el diagnostico.• Expandir el alcance de las rutinas de inspección que realizan los operadores.• Promover la restauración sistemática del equipo y aumentar la eficiencia del mantenimiento preventivo a través de Controles Visuales.

Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
68
CURSO: EFICIENCIA OPERATIVA
Conocimientos básicos del equipo para operadores: “Saber Qué - Porqué y Cómo”
• Funciones y mecanismos individuales de cada sistema y parte del equipo • Puntos de inspección; problemas comunes • Suficiente criterio para distinguir las condiciones normales de las anormales • Acciones a tomar cuando se detecta una condición anormal • Métodos para hacer que la inspección sea sencilla y libre de errores
Paso 5: Conducir Inspecciones Generales Regularmente y Mejorar los Procedimientos de Inspección
• Identificar y resolver inconsistencias entre actividades de mantenimiento planea-das o autónomas. • Terminar la distribución de elementos de inspección general entre mantenimiento y producción. • Revisar e incorporar elementos que resulten de actividades de mejoramiento. • Estandarizar y documentar las actividades de mantenimiento autónomo en el manual de estándares. • Estudiar y asegurar que los procedimientos de operación de las máquinas sean los correctos.
Paso 6: Mejorar la Administración del Lugar de Trabajo
Control Visual para la Implantación en PisoPara implantar el MPT se debe hacer lo siguiente:Antes de iniciar la limpieza de los equipos, tomar fotos del antes y pegarlas en el formato anexo.
ControlesVisuales
Luces rojasIndicadores de presiónIndicadores de temperaturaTarjetas kanbanCódigos (barras/flechas)Layout y letreros del áreaTableros de informaciónTableros de control de la producción

Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
69
CURSO: EFICIENCIA OPERATIVA
Paso 7: Involucramiento en el Mejoramiento Continuo
Se continua con: • La aplicación del mantenimiento autónomo • Aumentando las habilidades de diagnostico y mantenimiento de los operadores, además se expande la participación del equipo en una amplia variedad de proyectos de mejora relacionada con el equipo.
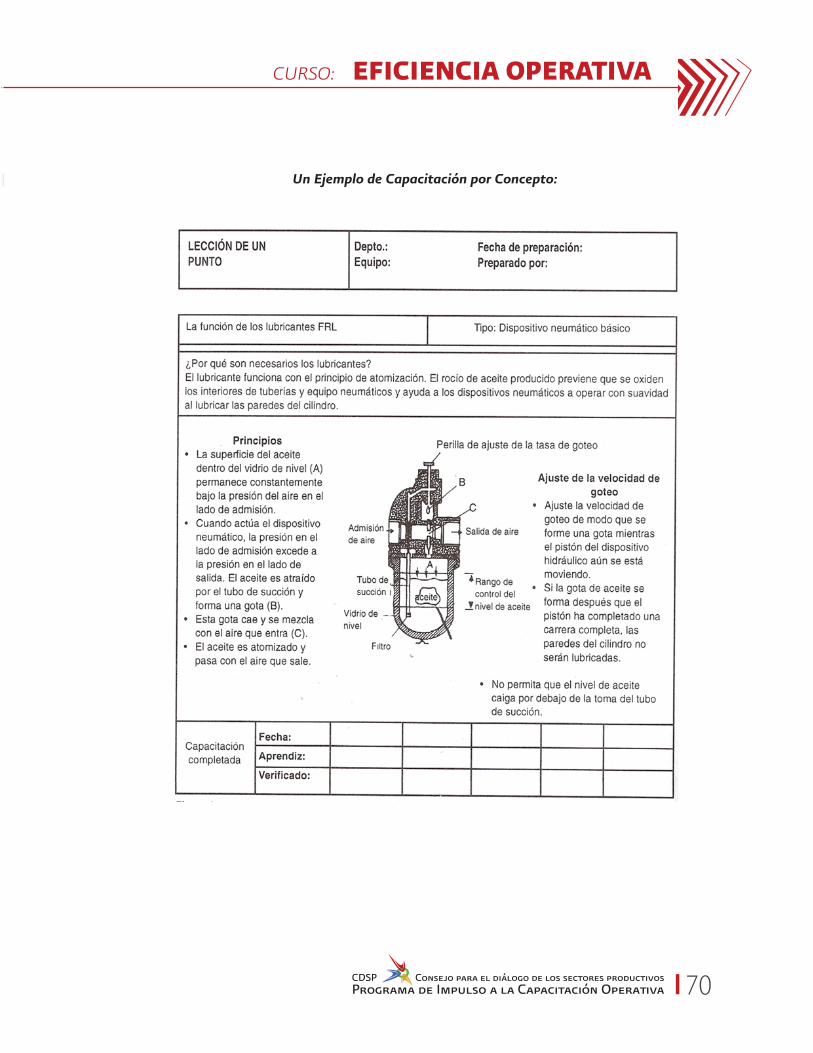
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
70
CURSO: EFICIENCIA OPERATIVA
Un Ejemplo de Capacitación por Concepto:

Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
71
CURSO: EFICIENCIA OPERATIVA
SETUPS RAPIDOS - SMED
Shigeo Shingo
1903: Nace en Japón1930: Se gradúa como Ingeniero Mecánico en el Colegio Técnico de Yamasaki1950: Inició estudios de Mejora de Eficiencia en Toyo Kogyo de Mazda Hiroshima1951: Junto con Taichi Ohno (Director de Producción de Toyota) desarrollan el SPT (Sistema de Producción Toyota) y aplica CCE.1955: Responsable de capacitación e ingeniería industrial en Toyota Motor Company.
Su esencia se puede diseñar un sistema de producción capaz de responder a los cambios
¿Qué es SMED?
Single Minute Exchange of DieCambios de herramentales en menos de 10 minutos, tiempos de un digito, ¡En un minuto!
¿Cuál es el siguiente concepto?ONE TOUCH EXCHANGE OF DIE
Cambios de herramientas en un solo toque
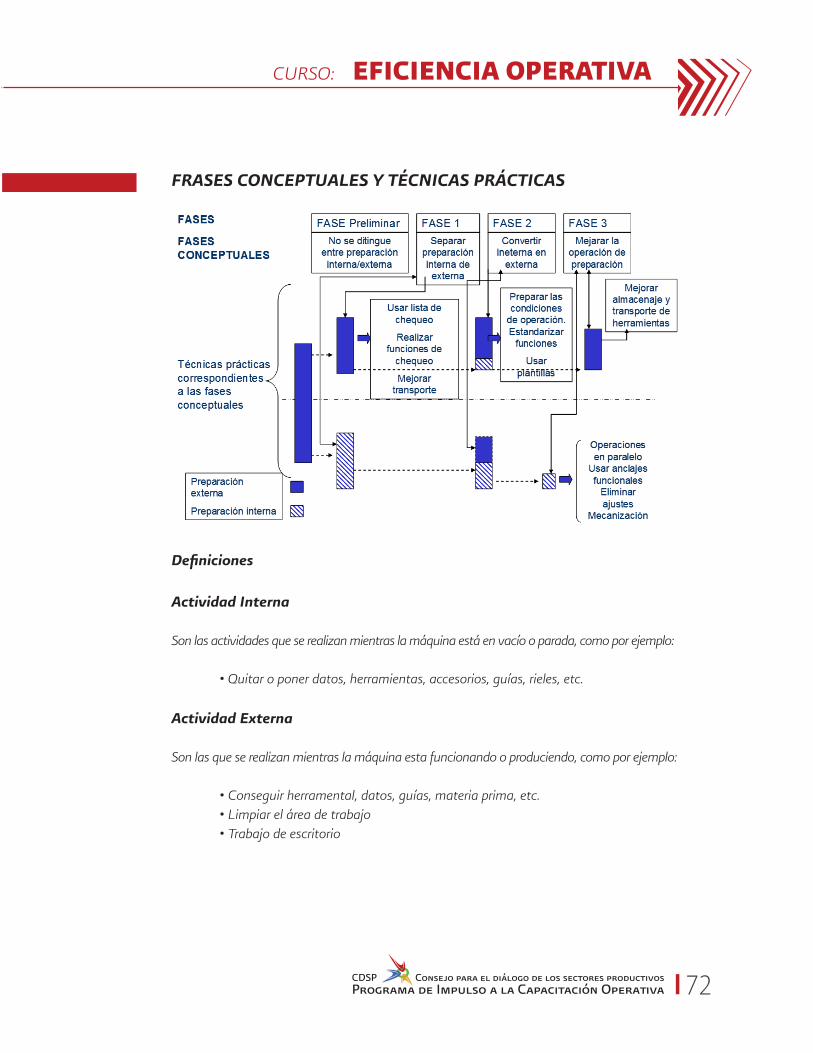
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
72
CURSO: EFICIENCIA OPERATIVA
FRASES CONCEPTUALES Y TÉCNICAS PRÁCTICAS
Definiciones
Actividad Interna
Son las actividades que se realizan mientras la máquina está en vacío o parada, como por ejemplo:
• Quitar o poner datos, herramientas, accesorios, guías, rieles, etc.
Actividad Externa
Son las que se realizan mientras la máquina esta funcionando o produciendo, como por ejemplo:
• Conseguir herramental, datos, guías, materia prima, etc. • Limpiar el área de trabajo • Trabajo de escritorio
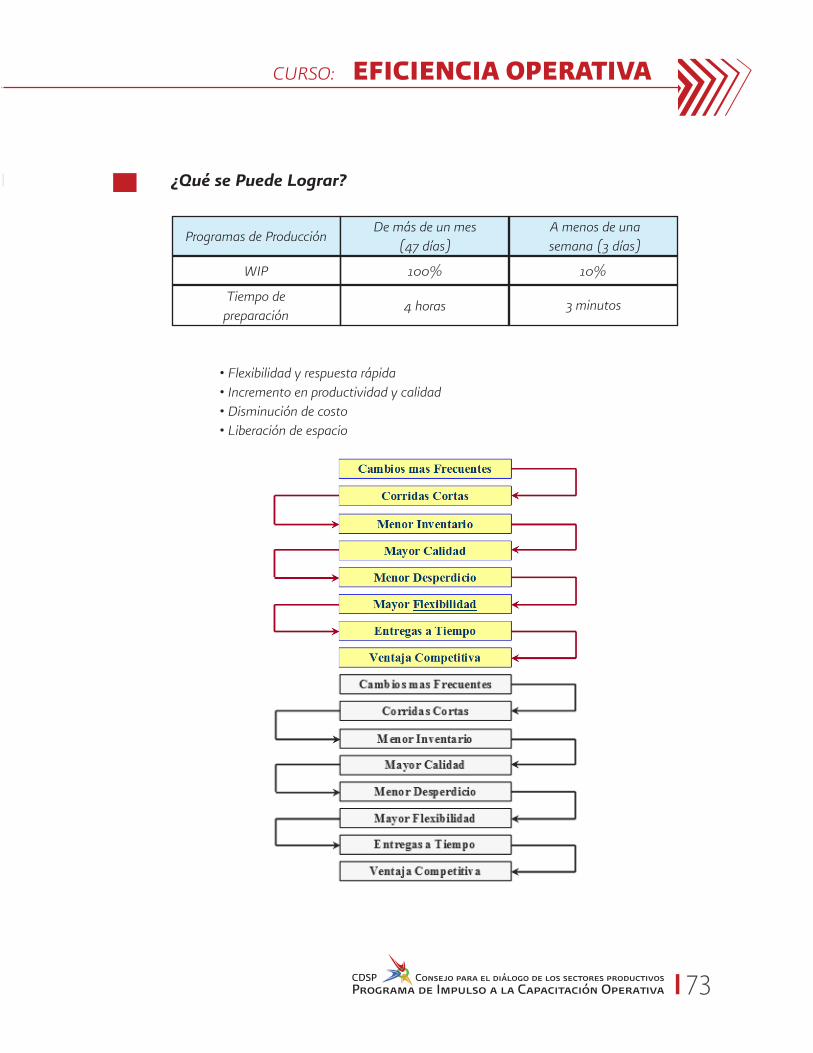
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
73
CURSO: EFICIENCIA OPERATIVA
¿Qué se Puede Lograr?
• Flexibilidad y respuesta rápida • Incremento en productividad y calidad • Disminución de costo • Liberación de espacio
Programas de Producción
WIP
Tiempo de preparación
100%
4 horas
10%
3 minutos
De más de un mes(47 días)
A menos de una semana (3 días)

Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
74
CURSO: EFICIENCIA OPERATIVA
Pensamos que todos los procedimientos de preparación son muy variados.
¡Primer paradigma a romper!
Si analizamos esos procedimientos desde un punto de vista diferente, podemos observar que todas las operaciones cumplen una determinada secuencia y una distribución de tiempo porcentual.
Oportunidad
OPERACIÓN % TIEMPO
30 %
5%
15%
50%
Preparación ajustes post-proceso y verificación de materiales, he-rramientas, troqueles, plantillas, etc.
Montar y desmontar herramientas, etc.
Centrar, dimensionar y fijar otras condiciones
Producción piezas de ensayo y ajustes
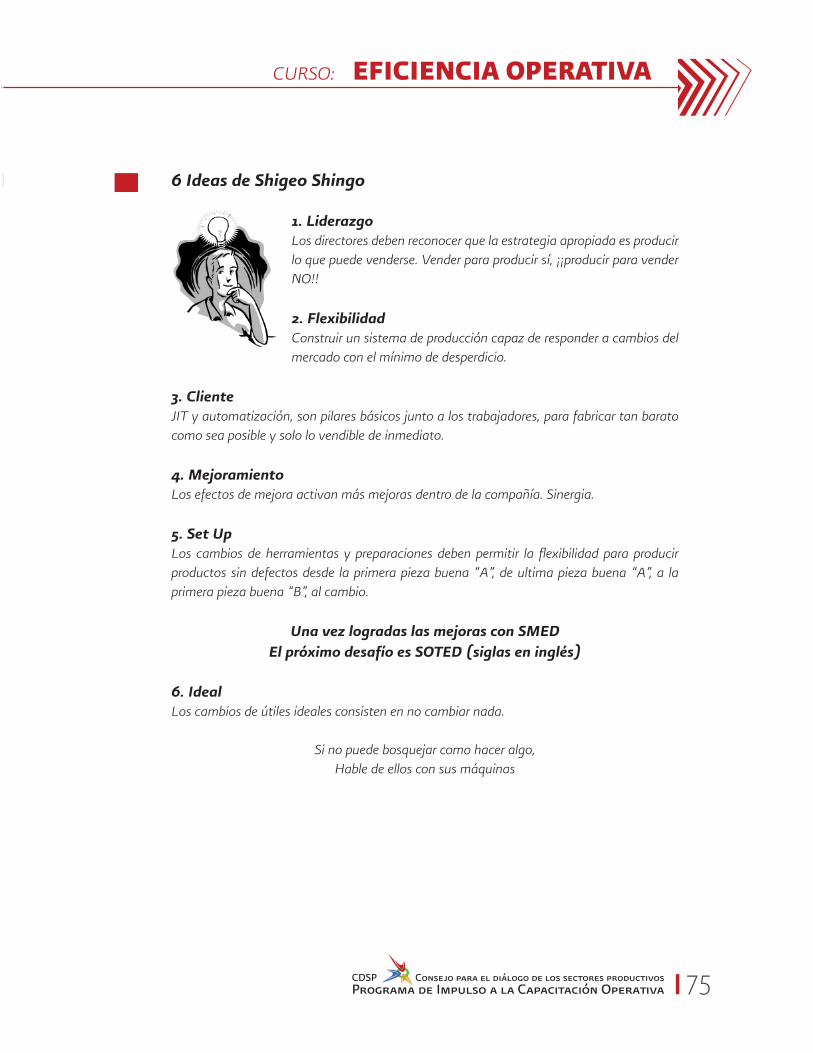
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
75
CURSO: EFICIENCIA OPERATIVA
6 Ideas de Shigeo Shingo
1. LiderazgoLos directores deben reconocer que la estrategia apropiada es producir lo que puede venderse. Vender para producir sí, ¡¡producir para vender NO!!
2. FlexibilidadConstruir un sistema de producción capaz de responder a cambios del mercado con el mínimo de desperdicio.
3. ClienteJIT y automatización, son pilares básicos junto a los trabajadores, para fabricar tan barato como sea posible y solo lo vendible de inmediato.
4. MejoramientoLos efectos de mejora activan más mejoras dentro de la compañía. Sinergia.
5. Set UpLos cambios de herramientas y preparaciones deben permitir la flexibilidad para producir productos sin defectos desde la primera pieza buena “A”, de ultima pieza buena “A”, a la primera pieza buena “B”, al cambio.
Una vez logradas las mejoras con SMEDEl próximo desafío es SOTED (siglas en inglés)
6. IdealLos cambios de útiles ideales consisten en no cambiar nada.
Si no puede bosquejar como hacer algo,Hable de ellos con sus máquinas
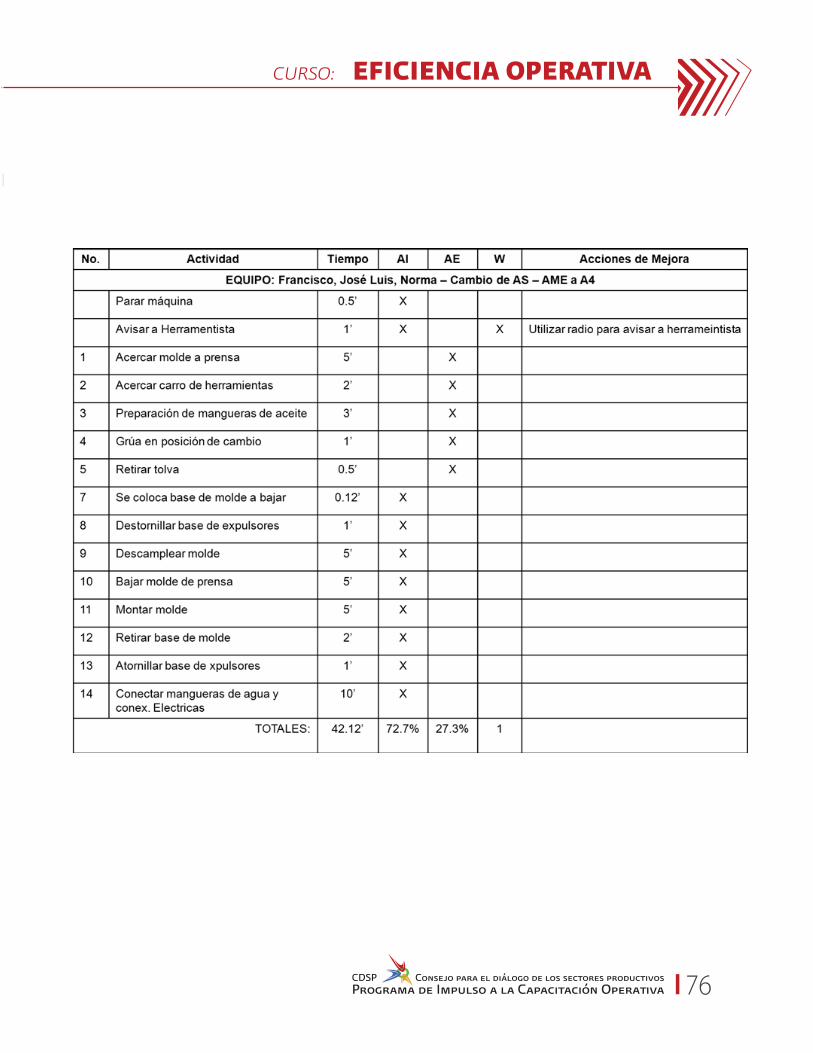
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
76
CURSO: EFICIENCIA OPERATIVA

Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
77
CURSO: EFICIENCIA OPERATIVA
POKA YOKE (SHINGEO SHINGO)
¿Qué es Poka Yoke?
• Es una herramienta para alcanzar “Cero Defectos” y eventualmente eliminar inspecciones de calidad • Se denomina inicialmente a prueba de tontos y después a prueba de errores o fallas • Libera la mente y el tiempo del trabajador, para que se enfoque a actividades más creativas y de valor agregado • Poka Yoke es una técnica para evitar los simples errores humanos en el trabajo • Soluciones económicas, simple y sencillas de implantar a problemas • Aplicaciones de enfoque especifico desarrollados por los empleados • Requiere que los trabajadores adopten una actitud positiva para actuar y no bloquear
Tipos de Mecanismos
• En una fábrica altamente automatizada no necesariamente se aplica, para obtener los mismos beneficios y bondades de este concepto simple y sencillo.
• Estos mecanismos pueden ser tan simples y baratos como por ejemplo:
1. Un vástago interferente para una plantilla o un conmutador de límite que señale el desplazamiento correcto de la pieza de trabajo.
2. Algunos como el patrón de cableado codificado en colores que simplemente asisten al trabajador para realizar la tarea bien.
3. Un contador o una alarma que señala un defecto.
¡Que busquen como sí, y no como no!
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
78
CURSO: EFICIENCIA OPERATIVA
Definiciones Clave:
Bandera RojaUna condición en el proceso que comúnmente provoca errores, que desde antes manda señales y anticipa que algo pasará..
ErrorCuándo alguna de las condiciones necesarias para el éxito del proceso esta mal o no se presenta.
DefectoCondición en el producto que no cumple con los requerimientos del cliente.
Algunos Ejemplos de Condiciones de Bandera Roja
• Ajustes • Herramientas • Cambio de herramientas • Dimensiones/especificaciones • Características críticas • Muchas partes/partes mezcladas • Pasos múltiples • Producción poco frecuente • Falta de estándares • Estándares inefectivos • Simetría/asimetría • Repetición rápida • Alto o muy alto volumen • Condiciones ambientales
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
79
CURSO: EFICIENCIA OPERATIVA
Diferentes Clases de Errores
Casi todos los defectos son causados por errores humanos. Hay como mínimo diez clases de errores humanos comprobados:
1. Olvidos: Algunas veces olvidamos cosas cuando no estamos atentos
2. Desconocimiento: Algunas veces cometemos equivocaciones cuando llegamos a conclu-siones erróneas antes de familiarizarnos con una situación.
3. Identificación: Algunas veces juzgamos mal una situación porque la revisamos demasiado rápido o esta demasiado alejada para verla bien.
4. Inexperiencia: A veces cometemos errores que se deben a la falta de experiencia.
5. Voluntarios: A veces ocurren errores debido a que decidimos ignorar las reglas bajo ciertas circunstancias.
6. Inadvertencia: A veces estamos distraídos y cometemos equivocaciones sin darnos cuen-ta de lo que ocurre.
7. Lentitud: Algunas veces cometemos errores cuando nuestras acciones se vuelven lentas por retrasos en el juicio.
8. Falta de Estándares: Ocurren algunos errores cuando no hay instrucciones apropiadas o estándares de trabajo.
9. Sorpresa: A veces ocurren errores cuando el equipo opera de forma diferente a lo que se espera.
10. Intencionales: Algunas personas cometen errores deliberadamente.
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
80
CURSO: EFICIENCIA OPERATIVA
Diferentes Clases de DefectosEjemplos de clases de defectos causados por errores humanos:
1. Superficies de Corte Llenas de RebabaCausa: Alguien no ha reemplazado a tiempo las herramientas de corte o los filos.
2. Disfunciones de la MaquinaríaCausa: Negligencia en las inspecciones regulares de la maquinaría.
3. Errores de ProcesoCausa: Alguien ha confundido la pieza de trabajo de un tipo con otra de otro tipo.
2 Enfoques Para Tratar Defectos
Enfoque 1
Los errores son inevitables, son las causas de los resultados. • Las personas siempre cometen errores • Tendemos a considerar los errores como algo natural • Reprendemos a los que los cometen
Enfoque 2Los errores pueden eliminarse cambiando de actitud. • Cualquier clase de equivocación se puede reducir e incluso eliminar • Se cometen menos errores si a las personas se les apoya con una adecuada orien-tación y entrenamiento • Es mejor tener un sistema de producción basado en el principio de que los errores…
¡Si se pueden evitar siempre!

Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
81
CURSO: EFICIENCIA OPERATIVA
2 Tipos Principales de Inspección
1. Inspección por MuestreoAlgunos directores de fábrica dicen:
• Nos llevaría todo el día inspeccionar al 100% • Puede haber unos pocos defectos • Mantenemos nuestra calidad a un nivel promedio del 0.1%
El muestreo es la forma más practica de verificación
2. La Inspección al 100% Tiene Pleno Sentido
Adoptar una actitud de…”No toleraremos un solo defecto”. Lograremos que: • Organizaremos la producción de tal forma que el 100% de los productos puedan inspeccionarse fácilmente • Un solo producto defectuoso es suficiente para destrozar la confianza de un cliente. • Competitividad, suministrar buenos productos sin un solo defecto • Lo mejor es organizar la producción para inspeccionar el 100% de los productos, no por el personal.
Matriz de Fuentes de los Defectos
Conviene Saber las Interrelaciones / Conexiones Entre Defectos y Errores – Personal
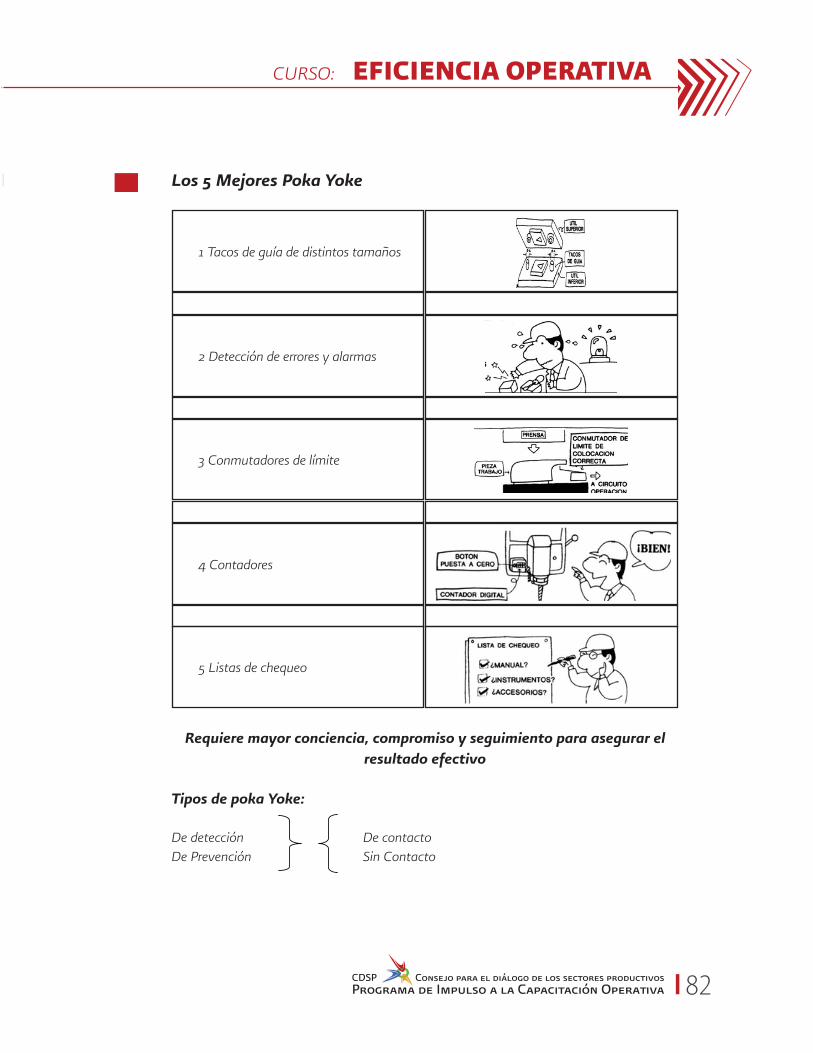
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
82
CURSO: EFICIENCIA OPERATIVA
Los 5 Mejores Poka Yoke
Requiere mayor conciencia, compromiso y seguimiento para asegurar el resultado efectivo
Tipos de poka Yoke:
De detección De contactoDe Prevención Sin Contacto
1 Tacos de guía de distintos tamaños
2 Detección de errores y alarmas
3 Conmutadores de límite
4 Contadores
5 Listas de chequeo

Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
83
CURSO: EFICIENCIA OPERATIVA
Funciones Básicas de Poka Yoke
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
84
CURSO: EFICIENCIA OPERATIVA
ADMINISTRACION VISUAL
Control Visual
“Ver para creer”“Ojos que no ven, corazón que no siente”“De la vista nace el amor”
Refranes propios de nuestra cultura
El ser humano se comunica a través de los cinco sentidos. El 80% de las personas percibe la información en forma más efectiva a través del sentido de la vista.
El Ideal para el Área de Trabajo Visual
Su objetivo:Que cualquier persona pueda conocer en no más de 5 minutos que pasa en el área de trabajo, sin hablar con nadie, sin consultar una computadora o una bitácora.
Situación Actual • ¿Cómo puedes describir tu lugar de trabajo en términos de organización, orden y limpieza, disponibilidad de información y adherencia a los estándares? • ¿Qué información especifica, que no estas obteniendo, necesitas para hacer tu trabajo más efectivamente?
Visión del Lugar de Trabajo con Sistema de Administración Visual
• No existe nada extra o innecesario y las áreas de almacenamiento se distinguen claramente. • Hay un lugar para cada cosa y cada cosa esta en su lugar. Cada cosa puede ser verificada. • Un lugar de trabajo inmaculadamente limpio donde el desperdicio, rebaba, aceite, etc., cae directamente dentro de los contenedores. • Artículos, información, programas y procesos actualizados que son reconocidos al momento.
• Es fácil distinguir inmediatamente entre que es normal y que no lo es.
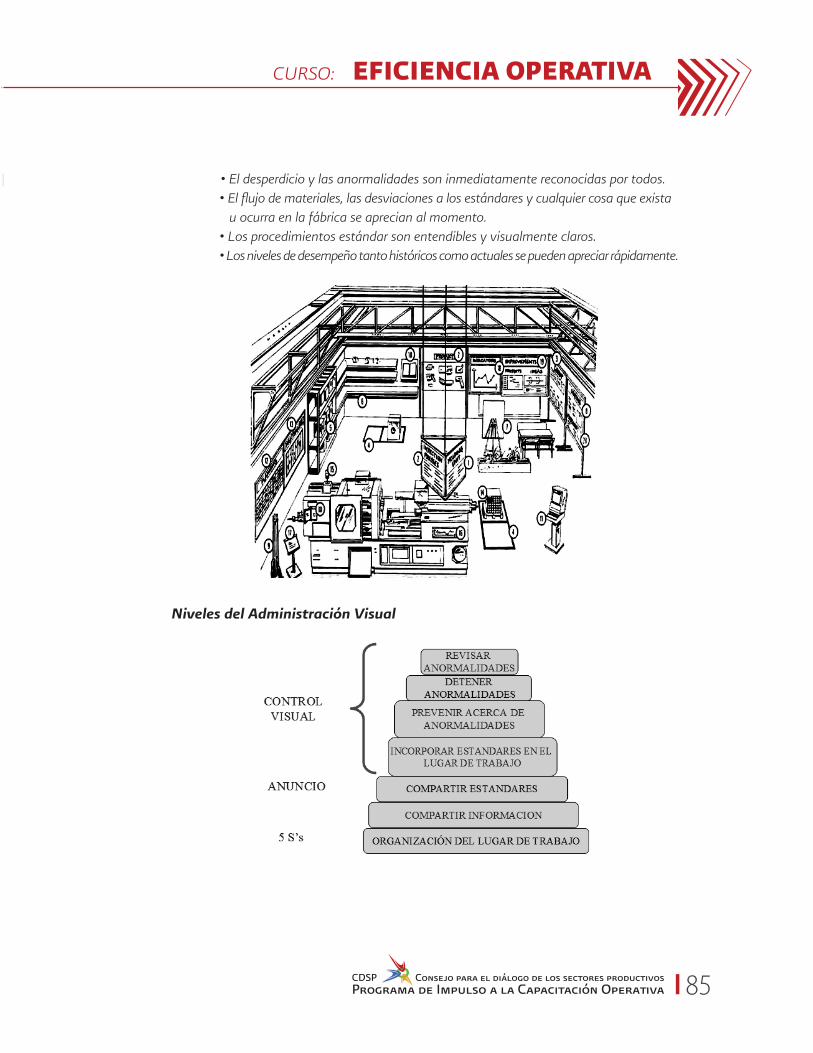
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
85
CURSO: EFICIENCIA OPERATIVA
• El desperdicio y las anormalidades son inmediatamente reconocidas por todos. • El flujo de materiales, las desviaciones a los estándares y cualquier cosa que exista u ocurra en la fábrica se aprecian al momento. • Los procedimientos estándar son entendibles y visualmente claros. • Los niveles de desempeño tanto históricos como actuales se pueden apreciar rápidamente.
Niveles del Administración Visual

Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
86
CURSO: EFICIENCIA OPERATIVA
MÉTRICOS
La etapa de medición se resume en tres puntos principales:
¿Qué cubre la etapa Medir?1.- Conocer los ProcesosEn esta etapa se define y describe el proceso a mejorar. Se definen los elementos del proceso, sus pasos, entradas, salidas y características. Esto puede realizarse mediante el mapeo de procesos (ya realizado) en especial de los procesos más críticos para un mejor éxito.
2.- Evaluar el Sistema de MediciónAsí mismo se evalúan los sistemas de medición en cuanto a su capacidad y estabilidad por medio de estudios de repetibilidad, reproducibilidad, linealidad, exactitud y estabilidad. Es muy importante comprobar que nuestro sistema de medición sea exacto, ya que de lo contrario, toda la información que se genere no servirá de nada.
3.- Recolectar de DatosUna vez que nuestro sistema de medición fue revisado y es efectivo, se procede a recolectar los datos con las mediciones necesarias para poder trabajar con ellos posteriormente
Algunos Indicadores Clave
1. %CPK > 1.33Es el porcentaje de características críticas del producto que tuvieron una variación media menor a la tolerancia de especificación. Mientras más cercano esté al nomina, es mejor el resultado.
2. % Entrega a TiempoEs el porcentaje de piezas que fueron recibidas por el cliente en la fecha establecida. Mientras más cercano esté al 100%, es mejor el resultado.
“Número de características > 1.33”
“Unidades reales entregadas a tiempo”
“Número de características evaluadas”
“Unidades programadas para entrega”
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
87
CURSO: EFICIENCIA OPERATIVA
3. Tiempo de Proceso (Hrs.)Son las horas promedio que tarda una pieza desde que entra a la línea de producción hasta que termina la última operación. Mientras menos horas sean, es mejor resultado.
4. Rechazos del Cliente (DPM)Mide la cantidad de rechazos que proporcionalmente se tuvieron si se hubieran entregado un millón de piezas al cliente (DPM quiere decir “defectos por millón”). Mientras menos rechazos sean, el resultado es mejor.
5. Vueltas de InventarioEs la cantidad de veces que se repone en el año el inventario de materias primas de la línea. Mientras más alto sea el número de vueltas, el resultado es mejor.
6. % de ProductividadEs la comparación de cuánto costó hacer una pieza ahora contra lo que costó hacerlo el año pasado. Entre más abajo sea de 100%, es el mejor resultado.
7. % de EficienciaEs una comparación entre el número de piezas producidas y las piezas que se debieron pro-ducir de acuerdo al tiempo estándar de la máquina cuello botella. Mientras sea más cercano a 100% o mayor de 100%, es mejor el resultado.
“Número de unidades de producción en proceso X8”
“Costo Unitario”
“Minutos estándar para producir una piezas”
(Costo de ventas del mes anterior+Costo de ventas del mes actual+costo del inventario pronósti-co para los próximos 2 meses)×3
“Número de piezas rechazadas”
“Producción promedio por turno”
“Costo unitario promedio del año anterior”
“Minutos máquina trabajados reales incluyendo tiempo extra/Número de piezas producidas reales”
(Inventario del mes anterior+inventario del mes actual)/2
“Número de piezas entregadas” “×1,000,000”
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
88
CURSO: EFICIENCIA OPERATIVA
8. % de DesperdicioEs el porcentaje del costo de producción que se gastó en desecho. Mientras más cercano a 0%, es mejor el resultado.
9. % de RetrabajoEs el porcentaje de piezas que requieren operaciones de corrección para poder ser aceptas por el cliente. Entre más cercano a 0%, es mejor el resultado.
10. % Bien a la Primera VezEs el porcentaje de piezas que no tuvieron ningún defecto a lo largo de todo el proceso. Mientras más cercano sea al 100%, el resultado es mejor.
11. % Up TimeEs el porcentaje de tiempo real que las máquinas estuvieron trabajando. Mientras más cercano sea al 10%, es mejor resultado.
12. % de EntrenamientoEs el porcentaje de tiempo trabajado que dedicamos a capacitarnos. Mientras más cercano sea al 5% o mayor, es mejor el resultado.
“Cantidad de piezas desechadas × costo unitario de producción”
“Cantidad de piezas retrabajadas”
“Cantidad de piezas producidas bien a la primera vez”
(“Número de horas máquina disponibles-Número de horas que las máquinas estuvieron paradas” )
“Total de horas hombre invertidas en capacitación”
“Cantidad de piezas producidas totales × costo estándar por unidad”
“Cantidad de piezas producidas”
“Cantidad total de piezas producidas”
“Número de horas máquina disponibles”
“Total de horas trabajadas”

Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
89
CURSO: EFICIENCIA OPERATIVA
13. Incidencia de AccidentesEs la frecuencia de accidentes registrables en un período de 12 meses. Mientras más cercano sea a “0”, el resultado es mejor.
“Número de accidentes incapacitantes ocurridos en el año × 200,000”
“Total de horas hombre reales trabajadas en un período de 12 meses”

Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
90
CURSO: EFICIENCIA OPERATIVA
DINÁMICA DE SIMULACIÓN
Producción en Masa vs. Producción lean“Fábrica de Procesadores de Clase Mundial”
Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
91
CURSO: EFICIENCIA OPERATIVA
CONCLUSIÓN
Muchas veces los empresarios, debido a los diferentes problemas del día a día, no analizan detenidamente la eficiencia productiva de su empresa ni sus procesos, y esto no deja de ser importante aun cuando sus resultados son positivos en términos de producción. Los clientes de hoy demandan productos de calidad en términos de la filosofía de Manufactura Esbelta que incluye conceptos de Justo a Tiempo, lo que requiere una operación de manufactura que minimice los impactos en producción, para asegurar el resultado. La flexibilidad y la eficiencia son factores clave para el éxito en los entornos de manufactura de hoy. Las soluciones de excelencia operativa abordan estas necesidades proporcionando visibilidad en todas las operaciones de manufactura de manera que pueda tomar decisiones con hechos y datos. Ayudan a responder con rapidez a los eventos que suceden en la planta de producción y a aumentar la calidad y la productividad facilitando aún más la colaboración en tiempo real. Estas soluciones también proporcionan las herramientas y los recursos necesarios para cumplir con los procedimientos y estándares de forma sistemática y sistémica, sin aumentar los recursos y sin poner en riesgo la seguridad del personal, del proceso y del producto, en bien del Cliente.
Los procesos productivos de las pequeñas y medianas empresas en su mayoría son candidatos perfectos para ser automatizados de forma total o parcial. A través de una moderna tecnología y a un costo moderado, estas empresas pueden ser mucho más productivas, crecer, permanecer y consolidarse en el mercado. El resultado, es que usted gana competitividad gracias a operaciones con gran capacidad de respuesta en todo su entorno de operación.
Seguir practicando lo aprendido lo llevará a seguir mejorando su competitividad.
¡Suerte y adelante!

Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
92
CURSO: EFICIENCIA OPERATIVA
BIBLIOGRAFÍA
1) Lean Manufacturing Paso a Paso Luis Soconnoni Ed. Norma2) Manufactura de Clase Mundial para el Próximo Siglo Richard J. Schonberger Ed. Norma3) Manufactura de Categoría Mundial Richard J. Schonberger Ed. Norma4) Kaizen Masaki Imai Ed. McGraw Hill5) Kaizen Esbelto Un Enfoque Simplificado para el Mejoramiento de Procesos George Alukal & Anthony Manos Ed. Panorama6) Justo a Tiempo y Calidad Total Gustavo Gutiérrez garza Ed. Ediciones Castillo7) Justo a Tiempo - La Técnica Japonesa que Genera Mayor Ventaja Competitiva Edward J. Hay Ed. Norma8) Manufactura Justo a Tiempo Arnaldo Hernández Ed. CECSA9) The Visual Factory Building Participation Through Shared Information Michael Grif Ed. Productivity Press Inc.10) Total Productive Maintenance Hacia la Competitividad a través de la Eficiencia de los Equipos de Producción. Luis Matrecasas. Gestión 200011) TPM para los Latino Americanos Enrique Mora M.O.R.A LLC

Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
93
CURSO: EFICIENCIA OPERATIVA
12) El Proceso de las 5s´s en Acción Luis Socconini y Marco Barrantes Ed. Norma13) Introducción al Estudio del Trabajo George Kanawaty LIMUSA Noriega Editores14) Una Revolución en la Producción: El Sistema SMED Shigeo Shingo Productivity Press Inc.15) Pokayoke Mejorando la Calidad del Producto, Evitando los Defectos. Nikkan Kogyo/Hiroyuki Hirano Productivity Press Inc.16) Standard Work for the Shopfloor The Productivity Press Development Team Productivity Press Inc.17) Pull Production for the Shopfloor The Productivity Press Development Team Productivity Press Inc.18) One Pice Flow Cell Design for transforming the Production Process Kenichi Sekine Productivity Press Inc.19) Cellular Manufacturing One Pice Flow for Work Teams The Productivity Press Development Team Productivity Press Inc.20) Gemba Kaizen Masaki Imai Mc. Graww Hill Prentice Hall

Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
94
CURSO: EFICIENCIA OPERATIVA
Espacio para tus notas

Programa de Impulso a la Capacitación OperativaCDSP Consejo para el diálogo de los sectores productivos
95
CURSO: EFICIENCIA OPERATIVA
Espacio para tus notas