DFMEA
165
1 7C1. Análisis del Modo y Efecto de Falla (FMEA)
-
Upload
hugoalvarez -
Category
Documents
-
view
76 -
download
5
Transcript of DFMEA

1
7C1. Análisis del Modo yEfecto de Falla (FMEA)

2
¿ Qué es el FMEA?El Análisis de del Modo y Efectos de Falla es un grupo
sistematizado de actividades para:
Reconocer y evaluar fallas potenciales y sus efectos.
Identificar acciones que reduzcan o eliminen las probabilidades de falla.
Documentar los procesos con los hallazgos del análisis.
Existe el estándar MIL-STD-1629, Procedure for Performing a Failure Mode, Effects and Criticality Analysis

3
Propósitos del FMEA Mejorar la calidad, confiabilidad y seguridad de los
productos y procesos evaluados
Reducir el tiempo y costo de re-desarrollo del producto
Documenta y da seguimiento a acciones tomadas para reducir el riesgo
Soporta el desarrollo de planes de control robustos

4
Propósitos del FMEA Soporta el desarrollo de planes de verificación del
desarrollo de diseño robusto
Apoya a priorizar y enfocarse en eliminar/reducir problemas de proceso y producto y/o previene la ocurrencia de problemas
Mejora la satisfacción del cliente/consumidor

5
Tipos del FMEA AMEF de concepto (CFMEA)
A nivel de sistema, subsistema y componente
AMEF de diseño (DFMEA)
AMEF de Proceso (PFMEA)
AMEF de maquinaria (como aplicación del DFMEA)

6
Tipos de FMEAs FMEA de Diseño (AMEFD), su propósito es analizar
como afectan al sistema los modos de falla y minimizar los efectos de falla en el sistema. Se usan antes de la liberación de productos o servicios, para corregir las deficiencias de diseño.
FMEA de Proceso (AMEFP), su propósito es analizar como afectan al proceso los modos de falla y minimizar los efectos de falla en el proceso. Se usan durante la planeación de calidad y como apoyo durante la producción o prestación del servicio.

7
PFMEA o AMEF de Proceso
Fecha límite:
Concepto Prototipo Pre-producción /Producción
FMEAD
FMEAP
FMEAD FMEAP
Característica de Diseño Paso de ProcesoFalla Forma en que el Forma en que el proceso falla
producto o servicio falla al producir el requerimientoque se pretende
Controles Técnicas de Diseño de Controles de Proceso Verificación/Validación

8
Flujo del FMEA y su rol en evitar el Modo de Falla

9
Flujo del FMEA y su rol en evitar el Modo de Falla
Prevenir los errores y mejorar la robustes son dos esfuerzos distintos y complementarios para evitar los modos de falla
Diagrama de fronteras Define las fronteras / alcance y clarifica la
relación entre el sistema enfocado y sus sistemas de interfase
Matriz de interfases Identifica las interfases del sistema y ambos el
efecto de interfases al sistema enfocado y las interfases del sistema. Documenta los detalles de interfases del sistema

10
Flujo del FMEA y su rol en evitar el Modo de Falla
DFMEA Es un análisis detallado de los modos de falla
potenciales relacionados con las funciones primarias y de interfases del sistema.
Es el documento primario para demostrar que se han evitado errores e identifica los controles y acciones para reducir los riesgos asociados

11
Flujo del FMEA y su rol en evitar el Modo de Falla
REDPEPR (Robustness Engineering Design and Product Enhacement Process)
P-Diagrama: Identifica y documenta las señales de entrada, factores de ruido, factores de control y estados de error asociadas con las funciones ideales
Lista de verificación de Robustez (RCL): es un análisis profundo del impacto de factores de ruido en la función ideal y estados de error. Es una evaluación metódica de la efectividad de métodos de verificación de diseño (DVMs) en términos de cobertura de factores de ruido. Genera estrategias de gestión de factores de ruido.

12
Flujo del FMEA y su rol en evitar el Modo de Falla
REDPEPR (Robustness Engineering Design and Product Enhacement Process)
Matriz de Demostración de Robustez (RDM) es un enfoque de los datos para asegurar las pruebas de factores de ruido, y métricas de prueba medidas/cuantificadas para probar la robustez. Es una parte del plan de verificación de diseño (DVP).
El DFMEA e Ingeniería de Robustez son complementarios

13
Flujo del FMEA y su rol en evitar el Modo de Falla
Plan de Verificación de Diseño (DVP): Es un plan exhaustivo de verificación que
incluye entradas de ambos DFMEA y REDPEPR. Asegura que los factores de ruido sean incluidos en las pruebas y atiende las mediciones críticas para evaluar las funciones ideales y los modos de falla potenciales/anticipados durante y después de las pruebas

14
Flujo del FMEA y su rol en evitar el Modo de Falla
Fuentes de entrada al FMEA: Requerimientos (WCR, reglamentarios, etc.) SDS, QFDs, información de desempeño histórico Datos de Benchmarking, Datos previosde PD Diagrama P
Funciones ideales como funciones Estados de error como Modos o Efectos de Falla Factores de control
Diagrama de fronteras y Matriz de Interfases Salidas intencionadas como funciones Las interacciones pueden ayudar a identificar Causas
de Fallas

15
Flujo del FMEA y su rol en evitar el Modo de Falla
El FMEA sirve de entrada para: DVP Lista de verificación de Robustez Características críticas/significativas Especificaciones de diseño de Sistema /
Subsistema / Componente Criterios de validación Liberación de seguridad Planes de control
16
Beneficios de los tipos de FMEAFMEA de Concepto
Los beneficios de hacer un FMEA de concepto incluyen:
Ayuda a seleccionar las alternativas de concepto óptimas, o determina cambios a Especs. De Diseño de Sistema (SDS)
Identifica modos de falla potencial y causas debido a interacciones dentro del concepto
Incrementa la verosimilitud de todos los efectos potenciales de los modos de falla del concepto

17
Beneficios de los tipos de FMEAFMEA de Concepto
Ayuda a generar tasas de ocurrencia de causas que puede ser usada para estimar una meta de alternativa particular de concepto
Identifica requerimientos de prueba a nivel de sistema y subsistema
Ayuda a determinar si la redundancia del hardware del sistema puede ser requerido dentro de una propuesta de diseño

18
Beneficios de los tipos de FMEAFMEA de Concepto
Se enfoca a los modos de falla potencial asociados con las funciones propuestas de una propuesta de concepto causado por decisiones de diseño que introduce deficiencias (incluye el layout del proceso)
Incluye la interacción de sistemas múltiples y la interacción entre los elementos de un sistema en las etapas de concepto (incluye interacciones de operación en el proceso)
19
Beneficios de los tipos de FMEASalidas del FMEA de Concepto
Una lista de Causas y Modos de falla potenciales del concepto
Una lista de acciones de diseño para eliminar las causas de modos de falla para reducir su tasa de ocurrencia
Cambios recomendados a SDSs
Especificar parámetros de operación como especificaciones clave del diseño

20
Beneficios de los tipos de FMEASalidas del FMEA de Concepto
Cambios a estándares o procesos de manufactura globales
Nuevos métodos de prueba o recomendaciones para nuevas pruebas genéricas
Decisión sobre cual concepto seleccionar

21
Beneficios de los tipos de FMEAFMEA de Diseño
Soporta el proceso de diseño al reducir el riesgo de fallas (incluyendo las salidas no intencionadas) por:
Soporta la evaluación objetiva de diseño, incluyendo requerimientos funcionales y alternativas de diseño
Evaluar los diseños iniciales sobre requerimientos de manufactura, ensamble, servicio y reciclado
Incrementar la probabilidad de que los modos de falla potencial y sus efectos en el sistema y operación del producto se han considerado en el procesos de diseño/desarrollo

22
Beneficios de los tipos de FMEAFMEA de Diseño
Proporcionar información adicional como apoyo en la planeación exhaustiva de programas de diseño eficiente, desarrollo y validación
Desarrollo de una lista priorizada de modos de falla potenciales de acuerdo a su efecto en el “cliente” estableciendo un sistema de prioridades para mejoras al diseño, desarrollo, validación, prueba y análisis
Proporcionar un formato de problemas pendientes para recomendar y dar seguimiento de acciones que reduzcan el riesgo

23
Beneficios de los tipos de FMEAFMEA de Diseño
Proporcionar referencias futuras, vg. lecciones aprendidas, ayuda en análisis de problemas de campo, evaluar cambios de diseño y desarrollo de diseños avanzados
Ayuda a identificar características críticas potenciales y características significativas potenciales
Ayuda a validad el plan de verificación del diseño (DVP) y las especificaciones de diseño del sistema (SDSs)

24
Beneficios de los tipos de FMEASalidas del FMEA de Diseño
Se enfoca a modos de falla potenciales de productos causadas por deficiencias de diseño
Identifica características potenciales designadas o características especiales
Proporciona una lista de Modos y Causas de Modos de falla del producto
Una lista de características críticas potenciales y/o características significativas

25
Beneficios de los tipos de FMEASalidas del FMEA de Diseño
Una lista de acciones recomendadas para reducir severidad, eliminando las causas de los modos de falla del producto o reduciendo su tasa de ocurrencia o mejora de la detección
Para FMEAs de nivel de sistema, confirma las SDS o las actualiza
Confirmación del Plan de Verificación del Diseño (DVP)
Retrolalimentación de cambios de diseño a los comités

26
Beneficios de los tipos de FMEAFMEA de Proceso
Los beneficios de un FMEA de proceso incluyen: Identifica las funciones y requerimientos del proceso
Identifica modos de falla potenciales relacionados con el producto y proceso
Evalúa los efectos de las fallas potenciales con el cliente
Identifica las causas potenciales en el proceso de manufactura
Identifica las variables de proceso en las cuales hay que enfocarse para reducir las fallas muy lejanas

27
Beneficios de los tipos de FMEAFMEA de Proceso
Los beneficios de un FMEA de proceso incluyen:
Identificar las variables del proceso centrandose en la ocurrencia
Reducción o detección de las condiciones de falla
Identificar variables del proceso a las cuales enfocar el control
Desarrollar una lista ordenada clasificada de modos de falla estandarizados para establecer un sistema de prioridades

28
Beneficios de los tipos de FMEAFMEA de Proceso
Sistema del prioridad del riesgo para consideraciones de acciones preventivas y correctivas
Documentar los resultados del proceso de manufactura o proceso de ensamble
Documenta los resultados del proceso de manufactura o ensamble
Identifica deficiencias del proceso para orientar a establecer controles para reducir la ocurrencia de productos no conformes o en métodos para mejorar su detección

29
Beneficios de los tipos de FMEAFMEA de Proceso
Identifica características críticas y/o significativas confirmadas
Apoya en el desarrollo de Planes de Control a través de todo el proceso de manufactura
Identifica aspectos de preocupación en relación con la seguridad del operador
Retroalimenta información sobre cambios de diseño requeridos y factibilidad de manufactura a las áreas de diseño

30
Beneficios de los tipos de FMEAFMEA de Proceso
Se enfoca a modos de falla potenciales del producto causados por deficiencias de manufactura o ensamble
Confirma la necesidad de controles especiales en manufactura y confirma las “Características Especiales” designadas en el DFMEA
Identifica modos de falla del proceso que pudieran violar las reglamentaciones del gobierno o comprometer la seguridad del personal, identificando otras “Características especiales” – de Seguridad del operador (OS) y con alto impacto (HI)
31
Salidas del FMEA de Proceso Una lista de modos potenciales de falla
Una lista de Caracteríticas críticas y/o significativas
Una lista de características relacionadas con la seguridad del operador y con alto impacto
Una lista de controles especiales recomendados para las Características Especiales designadas y consideradas en el Plan de control

32
Salidas del FMEA de Proceso Una lista de procesos o acciones de proceso
para reducir la Severidad, eliminar las causas de los modos de falla del producto o reducir su tasa de ocurrencia, y mejorar la tasa de Detección de defectos si no se puede mejorar la capacidad del proceso
Cambios recomendados a las hojas de proceso y dibujos de ensamble

33
Modos de fallas vsMecanismos de falla
El modo de falla es el síntoma real de la falla (altos costos del servicio; tiempo de entrega excedido).
Mecanismos de falla son las razones simples o diversas que causas el modo de falla (métodos no claros; cansancio; formatos ilegibles) o cualquier otra razón que cause el modo de falla

34
Definiciones
Modo de Falla
- La forma en que un producto o proceso puede fallar para cumplir con las especificaciones o requerimientos.
- Normalmente se asocia con un Defecto, falla o error.
Diseño ProcesoAlcance insuficiente OmisionesRecursos inadecuados Monto equivocadoServicio no adecuadoTiempo de respuesta excesivo
Modo de Falla
- La forma en que un producto o proceso puede fallar para cumplir con las especificaciones o requerimientos.
- Normalmente se asocia con un Defecto, falla o error.
Diseño ProcesoAlcance insuficiente OmisionesRecursos inadecuados Monto equivocadoServicio no adecuadoTiempo de respuesta excesivo

35
Definiciones
Efecto
- El impacto en el Cliente cuando el Modo de Falla no se previene ni corrige.
- El cliente o el siguiente proceso puede ser afectado.
Ejemplos: Diseño ProcesoServ. incompleto Servicio deficienteOperación errática Claridad insuficiente
Causa - Una deficiencia que genera el Modo de Falla.
- Las causas son fuentes de Variabilidad asociada con variables de Entrada Claves
Ejemplos: Diseño ProcesoMaterial incorrecto Error en servicio
Demasiado esfuerzo No cumple requerimientos
Efecto
- El impacto en el Cliente cuando el Modo de Falla no se previene ni corrige.
- El cliente o el siguiente proceso puede ser afectado.
Ejemplos: Diseño ProcesoServ. incompleto Servicio deficienteOperación errática Claridad insuficiente
Causa - Una deficiencia que genera el Modo de Falla.
- Las causas son fuentes de Variabilidad asociada con variables de Entrada Claves
Ejemplos: Diseño ProcesoMaterial incorrecto Error en servicio
Demasiado esfuerzo No cumple requerimientos

36
Preparación del AMEFPreparación del AMEF
Se recomienda que sea un equipo multidisciplinario
El responsable del sistema, producto o proceso dirige el equipo, así como representantes de las áreas involucradas y otros expertos en la materia que sea conveniente.

37
Al diseñar los sistemas, productos y procesos nuevos. Al cambiar los diseños o procesos existentes o que serán
usados en aplicaciones o ambientes nuevos.
Después de completar la Solución de Problemas (con el fin de evitar la incidencia del problema).
El AMEF de diseño, después de definir las funciones del producto, antes de que el diseño sea aprobado y entregado para su manufactura o servicio.
El AMEF de proceso, cuando los documentos preliminares del producto y sus especificaciones están disponibles.
¿Cuando iniciar un FMEA?

38
FMEA de Diseño - DFMEA

39
AMEF de Diseño
El DFMEA es una técnica analítica utilizada por el equipo de diseño para asegurar que los modos de falla potenciales y sus causas/mecanismos asociados, se han considerado y atendido

40
AMEF de Diseño El proceso inicia con un listado de lo que se espera
del diseño (intención) y que no hará el diseño
Las necesidades y expectativas de los clientes de determinan de fuentes tales como el QFD, requerimientos de diseño del producto, y/o requerimientos de manufactura/ensamble/servicio.
Entre mejor se definan las características deseadas, será más fácil identificar Modos de de falla potenciales para toma de acciones correctivas / preventivas.

41
Entradas al FMEA de Diseño

42
Equipo de trabajo El equipo se divide en dos secciones:
El equipo central (“core”) que participa en todas las fases del FMEA y el equipo de soporte que apoya conforme es requerido
El apoyo de la alta dirección es crucial para el éxito

43
Alcance del DMEA El alcance se establece en el Diagrama de
límites (Boundary Diagram) por medio de consenso con el equipo de:
¿Qué se va incluir? ¿Qué se va a excluir?
Establecer los límites adecuados antes de hacer el DFMEA evitará entrar en áreas que no se están revisando o creando, para asegurar que el equipo adecuado realice el análisis

44
Alcance del DMEA Para determinar la amplitud del alcance, se deben
hacer las decisiones siguientes:
Determinar la estabilidad del diseño o desarrollo del proceso, a lo mejor primero se deben aclarar y resolver asuntos pendientes antes del DMFEA, ¿está finalizado o es un punto de control?
¿Cuántos atributos o características están todavía bajo discusión o la necesidad debe determinarse?
¿Qué tan avanzado va el diseño o proceso para su terminación? Tendrá cambios

45
Entradas al DFMEAHerramientas de robustez
Su propósito es reducir la probabilidad de campañas de calidad, mejorar la imagen, reducir reclamaciones de calidad e incrementar la satisfacción del cliente
Se generan del diagrama P que identifica los cinco factores de ruido, para ser atendidos a tiempo haciendo al diseño insensible al ruido

46
Entradas al DFMEADiagrama de límites
Un diagrama de límites es una ilustración gráfica de las relaciones entre subsistemas, ensambles, subensambles y componentes dentro del objeto, así como las interfases con los sistemas vecinos y el entorno
Al inicio del diseño, el diagrama de límites puede ser de algunos bloques representado las funciones principales y sus interrelaciones al nivel del sistema. Conforme madura el diseño, se pueden revisar o complementar para mostrar niveles inferiores de detalle, profundizando hasta el nivel de componente

47
Entradas al DFMEAMatriz de interfase
Ilustra las relaciones entre subsistemas, ensambles, subensambles, y componentes dentro del objeto así como las interfases con los sistemas vecinos y el entorno.
Documenta los detalles tales como tipos de interfases, fuerza/importancia de las interfases, efecto potencial de interfases, etc.
Si no se atienden las interacciones en este punto pueden generarse garantías potenciales y problemas de devoluciones

48
Entradas al DFMEADiagrama P
Se usa para identificar entradas intencionadas (señales) y salidas (funciones) para el objeto de estudio bajo una función específica.
Se identifican los estados de error. Los factores de ruido fuera del control del diseñador que puedan ocasionar estados de error se listan (de acuerdo a las cinco fuentes básicas de ruido)
Variación pieza a pieza Cambios en el tiempo (desgaste) Uso del cliente Efectos del ambiente (tipo de camino, clima) Interacciones del sistema
Finalmente se identifican y ajustan los factores de control para minimizar el ruido

49
Entradas al DFMEADiagrama P
Dependiendo del nivel de detalle del Diagrama P, la información se alimenta a diversas columnas del FMEA. Se sugiere anexarlo
El Diagrama P: Describe los factores de ruido, factores de control,
funciones ideales y estados de error
Asisten en la identificación de: Causas potenciales de falla Modos de falla Efectos potenciales de la falla Controles actuales Acciones recomendadas

50
Entradas al DFMEADiagrama P

51
Entradas al DFMEADiagrama P
Los factores de control permiten hacer ajustes para que las funciones del producto sean más robustos
Un estado de error se puede clasificar en dos categorías:
1. Desviación de la función intencionada con modos de falla potenciales:
No funciona Funciona parcialmente (incluye degradación en el
tiempo) Función intermitente Sobrefunción

52
Entradas al DFMEADiagrama P
2. Salida no intencionada del sistema (v. gr. Vibraciones)
Los factores de ruido son interfases no intencionadas, o condiciones e interacciones que pueden ocasionar falla de la función (v. gr. La vibración produce desgaste)
Las respuestas son salidas intencionadas de salida ideales (vg. Bajo consumo)
Los factores de señal son los que se activan para iniciar la función (v. gr. El usuario activa un switch)

53
Modelo DFMEA – Paso 1Funciones
Identificar todas las funciones en el alcance Identificar como cada una de las funciones puede fallar
(Modos de falla)
Identificar un grupo de efectos asociados para cada modo de falla
Identificar el rango de severidad para cada uno de los grupos de efectos que prioriza los modos de falla
Si es posible recomendar acciones para eliminar los modos de falla sin atender las “causas”
Completar pasos 2 y 3

54
Modelo DFMEA – Paso 1Funciones
La función da respuesta a ¿Qué se supone que hace este artículo?
Las funciones son intenciones del diseño o especs. de ing. y:
Se escriben en forma de verbo/nombre/caract. medible
La característica Medible o SDS: Puede ser verificada/validada; incluye parámetros adicionales o parámetros de diseño como especificaciones de servicio, condiciones especiales, peso, tamaño, localización y accesibilidad o requerimientos de estándares (v. gr. EMVSS)
55
Modelo DFMEA – Paso 1Funciones
Las funciones representan las expectativas, necesidades y requerimientos tanto explícitos como no explícitos de los clientes y sistemas
Las funciones no pueden “fallar” si no son medibles o especificadas
Ejemplos: Almacenar fluido, X litros sin fugas Controlar el flujo, X centímetros cúbicos por segundo Abrir con X fuerza Mantener la calidad del fluido durante X años bajo
condiciones de operación

56
Modelo DFMEA – Paso 1Modos de falla potenciales
Son las formas en las cuales un componente, subsistema o sistema pueden potencialmente no cumplir o proporcionar la función intencionada, pueden ser también las causas
El Modo de falla en un sistema mayor puede ser el efecto de un componente de menor nivel
Listar cada uno de los modos de falla potenciales asociados con el artículo en particular y con su función (revisar el historial de garantías y fallas o hacer tormenta de ideas
También se deben considerar modos de falla potenciales que pudieran ocurrir sólo bajo ciertas condiciones (vg. Calor, frío, humedad, polvo, etc)

57
Modelo DFMEA – Paso 1Tipos de Modos de falla
potenciales
No funciona Funciona parcialmente / sobre función /
degradación con el tiempo
Función intermitente A veces causado por los factores ambientales
Función no intencionada Los limpiadores operan sin haber actuado el switch El coche va hacia atrás aún con la palanca en
Drive
58
Modelo DFMEA – Paso 1Preguntas para Modos Potenciales de falla
¿De que manera puede fallar este artículo para realizar su función intencionada?
¿Qué puede salir mal (go wrong), a pesar de que el artículo se fabrica de acuerdo al dibujo?
¿Cuándo se prueba la función, como se debería reconocer su modo de falla?
¿Dónde y cómo operará el diseño?
59
Modelo DFMEA – Paso 1Preguntas para Modos Potenciales de falla
¿Bajo que condiciones ambientales operará? ¿El artículo será usado en ensambles de más alto nivel? ¿Cómo interactúa/interfase con otros niveles del diseño?
No introducir modos de fallas triviales que no pueden o no ocurrirán
Asumiendo la función: Almacenar fluido, X litros, 0 fugas, durante 10 años
Sus modos de falla son: Almacenar < X, presenta fugas
60
Modelo DFMEA – Paso 1Efectos Potenciales de falla
Se definen como los efectos del modo de falla en la función percibida por el cliente. Qué puede notar o experimentar ya sea interno o final
Establecer claramente si la función podría impactar a la seguridad, o no cumplimiento de reglamentaciones
Los efectos se establecen en términos de sisemas específicos, subsistemas o componentes conforme sean analizados
La intención es analizar los efectos de falla al nivel de experiecia y conocimiento del equipo.

61
Modelo DFMEA – Paso 1Efectos Potenciales de falla
Describir las consecuencias de cada uno de los modos de falla identificados en:
Partes o componentes Ensambles del siguiente nivel Sistemas Clientes Reglamentaciones
NOTA. Todos los estados de error del diagrama P deben ser incluidos en la columna de Modos de falla o efectos del DMFEA

62
Modelo DFMEA – Paso 1Ejemplos de Efectos Potenciales de
falla
Ruidos
Operación errática – no operable
Apariencia pobre – olores desagradables
Operación inestable
Operación intermitente
Fugas
Ruido de radiofrecuencia (EMC)

63
Modelo DFMEA – Paso 1Severidad
Es la evaluación asociada con el efecto más serio de la columna anterior. Habrá sólo una severidad para cada modo de falla
Para reducir la severidad es necesario hacer un cambio de diseño
La severidad se estima de la tabla siguiente

64
Rangos de Severidad (AMEFD)Efecto Rango Criterio .
No 1 Sin efecto
Muy poco 2 Cliente no molesto. Poco efecto en el desempeño del componente o servicio.
Poco 3 Cliente algo molesto. Poco efecto en el desempeño del comp. o servicio.Menor 4 El cliente se siente un poco fastidiado. Efecto menor en el desempeño del componente o servicio.
Moderado 5 El cliente se siente algo insatisfecho. Efecto moderado en el desempeño del componente o servicio.
Significativo 6 El cliente se siente algo inconforme. El desempeño del comp. o servicio se ve afectado, pero es operable y está a salvo. Falla parcial, pero operable.
Mayor 7 El cliente está insatisfecho. El desempeño del servicio se ve seriamente afectado, pero es funcional y está a salvo. Sistema afectado.
Extremo 8 Cliente muy insatisfecho. Servicio inadecuado, pero a salvo. Sistema inoperable.
Serio 9 Efecto de peligro potencial. Capaz de descontinuar el uso sin perder tiempo, dependiendo de la falla. Se cumple con el reglamento del gobierno en materia de riesgo.
Peligro 10 Efecto peligroso. Seguridad relacionada - falla repentina. Incumplimiento con reglamento del gobierno.

65
Rangos de Severidad (AMEFD)

66
Modelo DFMEA – Paso 1Clasificación
Cuando un modo de falla tiene un rango de severidad de 9 o 10, existe una característica crítica, se identifica como “YC” y se inicia un FMEA de proceso
Estas características del producto afectan su función segura y/o cumplimiento de reglamentaciones gubernamentales y pueden requerir condiciones especiales de manufactura, ensamble, abastecimiento, embarque, monitoreo y/o acciones de inspección o controles

67
Modelo DFMEA – Paso 1Acciones recomendadas
Eliminar el Modo de falla
Mitigar el efecto
Es necesario un énfasis especial en acciones posibles cuando la severidad es 9 o 10. Para valores menores también se pueden considerar acciones
Para eliminar el modo de falla considerar la acción: Cambiar el diseño (vg. Geometría, material) si está
relaionado a una característica del producto

68
Modelo DFMEA – Paso 2Identificar: Las Causas asociadas (primer nivel y raíz)
Su tasa de ocurrencia estimada
La designación de la característica adecuada (si existe) a ser indicada en la columna de clasificación
Acciones recomendadas para Severidad y Criticalidad alta (S x O)

69
Model DFMEA – Paso 2Causa potencial o mecanismo de
falla
La causa potencial de falla se define como un indicador de debilidad del diseño cuya consecuencia es el modo de falla
Listar como sea posible, cada causa de falla y/o mecanismo de falla para cada uno de los modos de falla. El detalle de la descripción permitirá enfocar los esfuerzos para atacar la causa pertinente

70
Model DFMEA – Paso 2Causa potencial o mecanismo de
falla
Se puede emplear un diagrama de Ishikawa o un Árbol de falla (FTA), preguntarse:
¿Qué circunstancia pudo causar que fallara el artículo para su fúnción?
¿Cómo podría fallar el artículo para cumplir con las especificaciones?
¿Cómo pueden ser incompatibles artículos que interactúan? ¿Qué información desarrollada en los diagramas P y Matriz de
Interfase pueden identificar causas potenciales? ¿Qué puede causar que el artículo no de la función
intencionada? ¿Qué información en el Diagrama de límites pudo haberse
pasado que pueda causar este modo de falla? ¿En que puede contribuir el historial de 8Ds y FMEAs a las
causas potenciales?

71
Model DFMEA – Paso 2Causa potencial o mecanismo de
falla
Supuesto 1: El artículo se fabricó de acuerdo a especificaciones, ejemplos de causas de falla:
La especificación de Porosidad del material es muy alta La dureza del material especificada es muy baja
El lubricante especificado es muy viscoso Torque especificado demasiado bajo
Supuesto de confiabilidad inadecuada Degradación de parámetro del Componente
Calor excesivo

72
Model DFMEA – Paso 2Causa potencial o mecanismo de
falla
Supuesto 2: El artículo puede incluir una deficiencia que causa variabilidad introducida en el proceso de ensamble o manufactura:
Especificar un diseño simétrico que permita que la parte se pueda instalar desde atrás o de arriba a abajo
Torque incorrecto debido a que el hoyo está diseñado fuera de posición
Cinturón equivocado debido a que el diseño es similar a otro que es estándar también en uso

73
Modelo DFMEA – Paso 2Causa potencial o mecanismo de
falla
Precauciones: El DFMA no confía en los controles del proceso para subsanar
debilidades del diseño, pero toma en cuenta sus limitaciones
El objetivo es identificar las deficiencias del diseño que peuden causar variación inaceptable en el proceso de manufactura o ensamble a través de un equipo multidisciplinario
Las causas de variación que no sean el resultado de directo de deficiencias de diseño pueden identificarse en el DFMEA y ser atendidas en el FMEA de Proceso
Otro objetivo es identificar las características que mejoren la robustez del diseño que pueda compensar variaciones en proceso

74
Modelo DFMEA – Paso 2Ocurrencia
Ocurrencia es la probabilidad de que una causa/mecanismo (listado en la columna previa) ocurra durante la vida del diseño
El rango de ocurrencia tiene un significado relativo más que sea absoluto
La prevención o control de las Causas / Mecanismos del modo de falla se realiza a través de cambios de diseño o cambios de diseño del proceso para reducir la ocurrencia

75
Modelo DFMEA – Paso 2Estimación de la Ocurrencia
¿Cuál es el historial de servicio y campo experimentado con artículos similares?
¿El artículo es similar al utilizado en niveles anteriores de subsistemas?
¿El componente es radicalmente diferente de los anteriores?
¿Ha cambiado la aplicación del componente?
¿Se han instalado controles preventivos en el proceso? ¿Cuáles son los cambios en el ambiente?
¿Se ha realizado un análisis análítico de la predicción de confiabilidad para estimar la tasa de ocurrencia?

Rangos de Ocurrencia (AMEFD)
Ocurrencia Criterios
Remota Falla improbable. No existen fallas asociadas con este producto o con un producto / Servicio casi idéntico
Muy Poca Sólo fallas aisladas asociadas con este producto / Servicio casi idéntico
Poca Fallas aisladas asociadas con productos / Servicios similares
Moderada Este producto / Servicio ha tenido fallas ocasionales
Alta Este producto / Servicio ha fallado a menudo
Muy alta La falla es casi inevitable
Probabilidad de FallaRango
1 <1 en 1,500,000 Zlt > 5
2 1 en 150,000 Zlt > 4.5
3 1 en 30,000Zlt > 4
4 1 en 4,500Zlt > 3.5 5 1 en
800 Zlt > 3 61 en 150 Zlt >
2.5
7 1 en 50 Zlt > 2 8 1 en 15 Zlt > 1.5
9 1 en 6 Zlt > 1 10 >1 en 3 Zlt < 1
Nota: El criterio se basa en la probabilidad de ocurrencia de la causa/mecanismo. Se puede basar en el desempeño de un diseño similar en una aplicación similar.

77
Ocurrencia

78
Clasificación Cuando el Modo de falla/causa tien una
severidad de 5 a 8 y una ocurrencia de 4 o mayor, entonces se tiene una caracterítica significativa crítica potencial que se identifica con “YS” y se inicia el FMEA de proceso
Estas características del producto afectan la función del producto y/o son importantes para la satisfacción del cliente y pueden requerir condiciones especiales de manufactura, ensamble, embarque, monitoreo y/o inspección

79
Clasificación

80
Modelo DFMEAPaso 3
Si las causas no se pueden eliminar en paso 1 o 2, Identificar
Controles actuales de prevención usados para establecer la ocurrencia
Controles actuales de detección (vg. Pruebas) usadas para establecer la Detección
Determinar la efectividad de los controles de Detección en escala de 1 a 10
El RPN inicial (Risk Priority Number). Acciones Recomendadas (Prevenciónn and Detección). Cuando ya se hayan implementado las acciones
recomenddas, se revisa el formato DFMEA en relación a la Severidad, Ocurrencia, Detección y RPN

81
Modelo DFMEA – Paso 3Controles de diseño actuales
Listar las actividades terminadas para prevención, vaidación/verificación del diseño (DV), u otras actividades que aseguran la adecuación del diseño para el modo de falla y/o causa / mecanismo bajo consideración
Controles actuales (vg. Diseños falla/seguro como válvulas de alivio, revisiones de factibilidad, CAE, Confianilidad y robustez analítica) son los que han sido o estan usándose con los mismos diseños o similares.
El equipo siempre debe enfocarse a mejorar los controles de diseño, por ejemplo la creación de nuevos sistemas de prueba en el laboratorio, o la creación de muevos algoritmos de modelado, etc.

82
Modelo DFMEA – Paso 3Controles de diseño actuales
Hay dos tipos de controles de diseño: Prevención y detección
De prevención: Previenen la ocurrencia de la causa/mecanismo o
Modo de falla/efecto reduciendo la tasa de Ocurrencia
De detección: Detectan la causa/mecanismo o Modo de
falla/efecto ya sea por métodos analíticos o físicos antes que el artículo se libere para Poducción
Si solo se usa una columna indicarlos con P o D

83
Modelo DFMEA – Paso 3Controles de diseño actuales
Identificación de controles de diseño Si una causa potencial no fue analizada, el
producto con deficiencia de diseño pasará a Producción. Una forma de detectarlo es con su Modo de falla resultante. Se debe tomar acción correctiva
Identificar controles de diseño como sigue: 1. Identificar y listar los métodos que puedan ser
utilizados para detectar el modo de falla, como:1. FMEA anteriores, Planes de DV anteriores, Lista
de verificáción de robustez, Acciones de 8Ds

84
Modelo DFMEA – Paso 3Controles de diseño actuales
2. Listar todos los controles de diseño históricos que puedan ser suados para causas de primer nivel listadas. Revisar reportes históricos de pruebas
3. Identificar otros métodos posibles preguntando:¿De que manera puede la causa de este modo de falla ser reconocida?
¿Cómo puedo descubrir que esta causa ha ocurrido?
¿De que manera este modo de falla puede ser reconocido?¿Cómo puedo descubrir que este modo de falla ha ocurrido?

85
Modelo DFMEA – Paso 3Detección
Cuando se estima una tasa de Detección, considerar solo los controles que serán usados para detectar los Modos de Falla o sus Causas. Los controles intencionados para prevenir o reducir la Ocurrencia de una Causa o Modo de falla son considerados al estimar la tasa de Ocurrencia
Si los controles de prevención no detectan deben ser calificadas con 10
Solo se deben considerar los métodos que son usados antes de la liberación a Producción para estimar la tasa de Detección
Los programas de verificación de diseño deben basarse en la efectividad de los controles de diseño

86
Modelo DFMEA – Paso 3Detección
Para evaluar la efectividad de cada control de diseño considerar las siguientes categorías (de mayor a menor):
Métodos de análisis de diseño Modelado y simulación probada (vg. Análisis de
elementos finitos) Estudios de tolerancias (vg. Tolerancias deométricas
dimensionales) Estudios de compatibilidad de materiales (vg.
Expansión térmica, corrosión) Revisión de diseño subjetiva
Métodos de desarrollo de pruebas: Diseño de experimentos/ experimentos de peor caso
(vg. Ruido)

87
Modelo DFMEA – Paso 3Detección
Métodos de desarrollo de pruebas (cont…): Pruebas en muestras de pre-producción o
prototipo Maquetas usando partes similares Pruebas de durabilidad (verificación de diseño)
Número de muestras a ser probadas Muestra significativa estadísticamente Cantidad pequeña, no significativa
estadísticamente Oportunidad de la aplicación de control de diseño
Desde la etapa de diseño del concepto (vg. Decisión del tema)
Al tener prototipos de ingeneiría Justo antes de liberarse a Producción

Rangos de Detección (AMEFD)
• Rango de Probabilidad de Detección basado en la efectividad del Sistema de Control Actual; basado en el cumplimiento oportuno con el Plazo Fijado
1 Detectado antes del prototipo o prueba piloto
2 - 3 Detectado antes de entregar el diseño
4 - 5 Detectado antes del lanzamiento del servicio
6 - 7 Detectado antes de la prestación del servicio
8 Detectado antes de prestar el servicio
9 Detectado en campo, pero antes de que ocurra la falla
o error
10 No detectable hasta que ocurra la falla o error en
campo

Rangos de Detección (AMEFD)

90
DFMEA – Cálculo del riesgo El número de prioridad del rieso (RPN) es el producto de
Severidad (S), Ocurrencia (O) y Detección (D)
RPN = (S) x (O) x (D) con valores entre 1 y 1000
Puede usarse como en un Pareto para priorizar riesgos potenciales con efectos que tengan las tasas más altas de severidad
Atender los aspectos con Severidad 9 o 10 y después los efectos con Severidad alta; los de criticalidad alta (S x O) y al final los que tienen RPNs más altos

91
DFMEA – Acciones recomendadas
Considerar acciones como las siguientes: Revisión del diseño de la Geometría y/o tolerancias Revisión de especificación de materiales Diseños de experimentos (con múltiples causas
interactuando) u otras técnicas de solución de problemas Revisión de planes de prueba Sistemas redundantes – dispositivos de aviso – estados
de falla (ON y OFF)
El objetivo primario de las acciones recomendadas es reducir riesgos e incrementar la satisfacción del cliente al mejorar el diseño.
Para reducir la severidad es necesario un cambio de diseño

92
DFMEA – Acciones tomadas Se identifica la organización y persona responsable para
las acciones recomendadas y la fecha de terminación
Dar seguimiento: Desarrollar una lista de características especiales
parasu consideración en el DFMEA Dar seguimiento a todas las acciones recomendadas
y actualizar las acciones del DFMEA
Después de que se implementa una acción, anotar una descripción breve y la fecha de efectividad
93
DFMEA – Nivel de riesgo RPN Después de haber implementado las acciones
preventivas/correctivas, registrar la nueva Severidad, Ocurrencia y Detección
Calcular el nuevo RPN
Si no se tomaron acciones en algunos aspectos, dejarlos en blanco

94
DFMEA – Lista de verificación de robustez
Es una salida del proceso integrado de robustez:
Resume los atributos de robustez clave y controles de diseño
Enlaza el DFMEA y los 5 factores de ruido del diseño al Plan de verificación de diseño (DVP); vg., esta lista es una entrada al DVP
Debe ser un documento clave a revisar como parte del proceso de revisión de diseño

95
FMEA de Proceso - PFMEA

96
FMEA de Proceso

97
PFMEA Equipo
Se inicia por el Ing. responsable de la actividad, en conjunto con un equipo de personas expertas además de incluir personas de apoyo
Alcance Define que es incluido y que es excluido

98
Entradas al PFMEA Diagrama de flujo del proceso
El equipo debe desarrollar el flujo del proceso, preguntando ¿Qué se supone que hace el proceso?; ¿Cuál es su propósito?; ¿Cuál es su función?
El Diagrama P es una entrada opcional al PFMEA

99
Componente ______________________ Responsable del Diseño ____________AMEF Número _________________
Ensamble ________________ Preparó _______________ Pagina _______de _______
Equipo de Trabajo ___________ FECHA (orig.) de FMEA ______(rev.) ______
Funcióndel Producto/
Paso del proceso
Modos de FallaPotenciales
Efecto (s)Potencial (es)
de falla
Sev.
Causa(s)Potencial(es)
o Mecanismosde falla
Occur
Controles de Diseño o Proceso Actuales
Detec
RPN
AcciónSugerida
Responsabley fecha límite
de Terminación
AcciónAdoptada
Sev
Occ
Det
RPN
Resultados de Acción
ANALISIS DEL MODO Y EFECTO DE FALLA AMEF de Diseño / Proceso

100
Modelo del PFMEA – Paso 1 Identificar todos los requerimientos funcionales dentro
del alcance
Identificar los modos de falla correspondientes
Identificar un conjunto de efectos asociados para cada modo de falla
Identificar la calificación de severidad para cada conjunto de efectos que de prioridad el modo de falla
De ser posible, tomar acciones para eliminar modos de falla sin atender las “causas”

101
Modelo de PFMEA – Paso 1
Requerimientos de la función del proceso Contiene características de ambos el producto y
el proceso
Ejemplos Operación No. 20: Hacer perforación de tamaño
X de cierta profundidad Operación No. 22: Realizar el subensamble X al
ensamble Y

102
Componente ______________________ Responsable del Diseño ____________AMEF Número _________________
Ensamble ________________ Preparó _______________ Pagina _______de _______
Equipo de Trabajo ___________ FECHA (orig.) de AMEF ______(rev.) ______
Funciónde
Componente/Paso de proceso
Modos de FallaPotenciales
Efecto (s)Potencial (es)
de falla
Sev.
Causa(s)Potencial(es)
de los Mecanismosde falla
Occur
Controles del Diseño / Proceso Actual
Detec
RPN
AcciónSugerida
Responsabley fecha límite
de Terminación
AcciónAdoptada
Sev
Occ
Det
RPN
Factura correcta
Resultados de Acción
ANALISIS DEL MODO Y EFECTO DE FALLA AMEF de Diseño / Proceso
Relacione lasfunciones del
diseño del componente
Pasos del procesoDel diagrama de flujo

103
Modelo de PFMEA – Paso 1
Modos de falla potenciales No funciona Funcionamiento parcial / Sobre función /
Degradación en el tiempo Funcionamiento intermitente Función no intencionada
Los modos de falla se pueden categorizar como sigue: Manufactura: Dimensional fuera de tolerancia Ensamble: Falta de componentes Recibo de materiales: Aceptar partes no conformes Inspección/Prueba: Aceptar partes equivocadas

104
Componente ______________________ Responsable del Diseño ____________AMEF Número _________________
Ensamble ________________ Preparó _______________ Pagina _______de _______
Equipo de Trabajo ___________ FECHA (orig.) de AMEF ______(rev.) ______
Funcióndel
componente/ Paso del proceso
Modos de FallaPotenciales
Efecto (s)Potencial (es)
de falla
Div
Causa(s)Potencial(es)
de los Mecanismosde falla
Occur
Controles de Diseño / Proceso Actuales
Detec
RPN
AcciónSugerida
Responsabley fecha límite
de Terminación
AcciónAdoptada
Sev
Occ
Det
RPN
Factura correcta
Datos incorrectos
Resultados de Acción
ANALISIS DEL MODO Y EFECTO DE FALLAAMEF de Diseño / Proceso
Identificar modos de falla Tipo 1 inherentes al
diseño

105
Modelo de PFMEA – Paso 1
Efectos de las fallas potenciales (consecuencias en)
Seguridad del operador Siguiente usuario Usuarios siguientes Máquinas / equipos Operación del producto final Cliente último Cumplimiento de reglamentaciones
gubernamentales

106
Modelo de PFMEA - Paso 1
Efectos de las fallas potenciales (en usuario final) Ruido Operación errática Inoperable Inestable Apariencia mala Fugas Excesivo esfuerzo Retrabajos / reparaciones Insatisfacción del cliente

107
Modelo de PFMEA –Paso 1
Efectos de las fallas potenciales (en siguiente operación)
No se puede sujetar No se puede tapar No se puede montar Pone en riesgo al operador No se ajusta No conecta Daña al equipo Causa excesivo desgaste de herramentales

Componente ______________________ Responsable del Diseño ____________AMEF Número _________________
Ensamble ________________ Preparó _______________ Pagina _______de _______
Equipo de Trabajo ___________ FECHA (orig.) de AMEF ______(rev.) ______
Funcióndel componente
/ Paso del proceso
Modos de FallaPotenciales
Efecto (s)Potencial (es)
de falla
Div
Causa(s)Potencial(es)oMecanismos
de falla
Occur
Controles de Diseño / Proceso Actuales
Detec
RPN
AcciónSugerida
Responsabley fecha límite
de Terminación
AcciónAdoptada
Sev
Occ
Det
RPN
Factura correcta Datos incorrectosLOCAL:Rehacerla factura
MAXIMO PROXIMOContabilidadequivocada
CON CLIENTEMolestiaInsatisfacción
Resultados de Acción
ANALISIS DEL MODO Y EFECTO DE FALLA AMEF de Diseño
Describir los efectos de modo de falla en:
LOCALEl mayor subsecuente
Y Usuario final
CTQs del QFD oMatriz de Causa Efecto
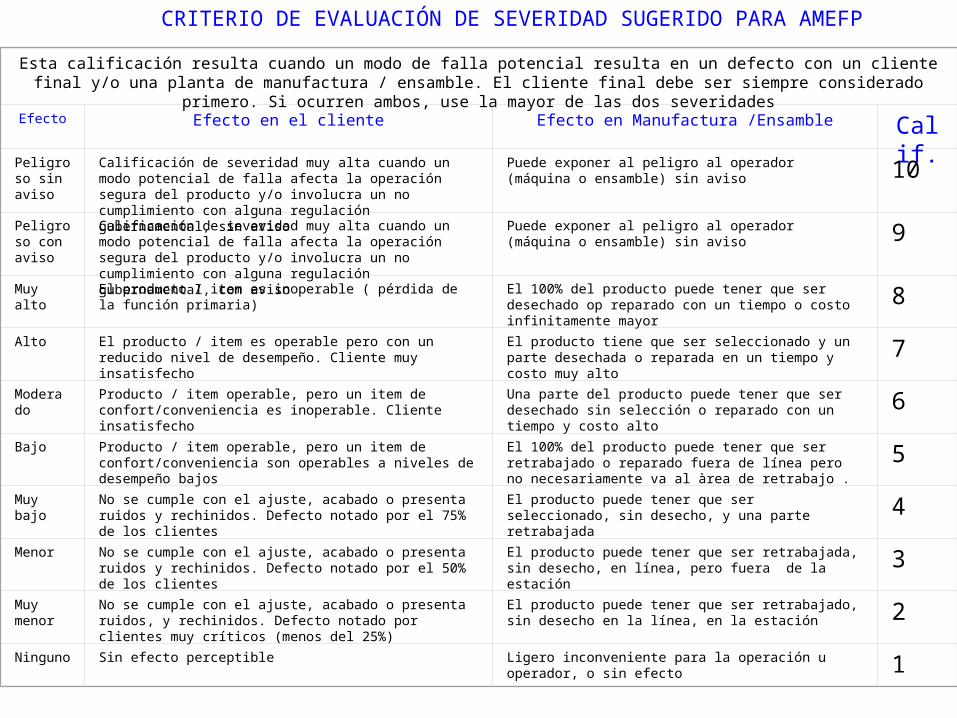
Esta calificación resulta cuando un modo de falla potencial resulta en un defecto con un cliente final y/o una planta de manufactura / ensamble. El cliente final debe ser siempre considerado primero. Si ocurren ambos, use la mayor
de las dos severidadesEfecto Efecto en el cliente Efecto en Manufactura /Ensamble Cali
f.Peligroso sin aviso
Calificación de severidad muy alta cuando un modo potencial de falla afecta la operación segura del producto y/o involucra un no cumplimiento con alguna regulación gubernamental, sin aviso
Puede exponer al peligro al operador (máquina o ensamble) sin aviso 10
Peligroso con aviso
Calificación de severidad muy alta cuando un modo potencial de falla afecta la operación segura del producto y/o involucra un no cumplimiento con alguna regulación gubernamental, con aviso
Puede exponer al peligro al operador (máquina o ensamble) sin aviso 9
Muy alto
El producto / item es inoperable ( pérdida de la función primaria)
El 100% del producto puede tener que ser desechado op reparado con un tiempo o costo infinitamente mayor
8
Alto El producto / item es operable pero con un reducido nivel de desempeño. Cliente muy insatisfecho
El producto tiene que ser seleccionado y un parte desechada o reparada en un tiempo y costo muy alto 7
Moderado
Producto / item operable, pero un item de confort/conveniencia es inoperable. Cliente insatisfecho
Una parte del producto puede tener que ser desechado sin selección o reparado con un tiempo y costo alto
6
Bajo Producto / item operable, pero un item de confort/conveniencia son operables a niveles de desempeño bajos
El 100% del producto puede tener que ser retrabajado o reparado fuera de línea pero no necesariamente va al àrea de retrabajo .
5
Muy bajo
No se cumple con el ajuste, acabado o presenta ruidos y rechinidos. Defecto notado por el 75% de los clientes
El producto puede tener que ser seleccionado, sin desecho, y una parte retrabajada 4
Menor No se cumple con el ajuste, acabado o presenta ruidos y rechinidos. Defecto notado por el 50% de los clientes
El producto puede tener que ser retrabajada, sin desecho, en línea, pero fuera de la estación 3
Muy menor
No se cumple con el ajuste, acabado o presenta ruidos, y rechinidos. Defecto notado por clientes muy críticos (menos del 25%)
El producto puede tener que ser retrabajado, sin desecho en la línea, en la estación 2
Ninguno Sin efecto perceptible Ligero inconveniente para la operación u operador, o sin efecto 1
CRITERIO DE EVALUACIÓN DE SEVERIDAD SUGERIDO PARA AMEFP

110
Modelo de PFMEA – Paso 1
Severidad La severidad es la seriedad de cada efecto,
poner la severidad del efecto más crítico para cada modo de falla

111
Modelo de PFMEA – Paso 1

Esta calificación resulta cuando un modo de falla potencial resulta en un defecto con un cliente final y/o una planta de manufactura / ensamble. El cliente final debe ser siempre considerado primero. Si ocurren ambos, use la mayor
de las dos severidadesEfecto Efecto en el cliente Efecto en Manufactura /Ensamble Cali
f.Peligroso sin aviso
Calificación de severidad muy alta cuando un modo potencial de falla afecta la operación segura del producto y/o involucra un no cumplimiento con alguna regulación gubernamental, sin aviso
Puede exponer al peligro al operador (máquina o ensamble) sin aviso 10
Peligroso con aviso
Calificación de severidad muy alta cuando un modo potencial de falla afecta la operación segura del producto y/o involucra un no cumplimiento con alguna regulación gubernamental, con aviso
Puede exponer al peligro al operador (máquina o ensamble) sin aviso 9
Muy alto
El producto / item es inoperable ( pérdida de la función primaria)
El 100% del producto puede tener que ser desechado op reparado con un tiempo o costo infinitamente mayor
8
Alto El producto / item es operable pero con un reducido nivel de desempeño. Cliente muy insatisfecho
El producto tiene que ser seleccionado y un parte desechada o reparada en un tiempo y costo muy alto 7
Moderado
Producto / item operable, pero un item de confort/conveniencia es inoperable. Cliente insatisfecho
Una parte del producto puede tener que ser desechado sin selección o reparado con un tiempo y costo alto
6
Bajo Producto / item operable, pero un item de confort/conveniencia son operables a niveles de desempeño bajos
El 100% del producto puede tener que ser retrabajado o reparado fuera de línea pero no necesariamente va al àrea de retrabajo .
5
Muy bajo
No se cumple con el ajuste, acabado o presenta ruidos y rechinidos. Defecto notado por el 75% de los clientes
El producto puede tener que ser seleccionado, sin desecho, y una parte retrabajada 4
Menor No se cumple con el ajuste, acabado o presenta ruidos y rechinidos. Defecto notado por el 50% de los clientes
El producto puede tener que ser retrabajada, sin desecho, en línea, pero fuera de la estación 3
Muy menor
No se cumple con el ajuste, acabado o presenta ruidos, y rechinidos. Defecto notado por clientes muy críticos (menos del 25%)
El producto puede tener que ser retrabajado, sin desecho en la línea, en la estación 2
Ninguno Sin efecto perceptible Ligero inconveniente para la operación u operador, o sin efecto 1
CRITERIO DE EVALUACIÓN DE SEVERIDAD SUGERIDO PARA PFMEA

113
Modelo de PFMEA – Paso 2
Paso 2 identificar: Las causas asociadas (primer nivel y raíz)
Su tasa de ocurrencia
La designación apropiada de la característica indicada en ola columna de clasificación
Acciones recomendadas para alta severidad y criticalidad (S x O) así como la Seguridad del operador (OS) y errores de proceso de alto impacto (HI)

114
Modelo de PFMEA – Paso 2
Causa/Mecanismo potencial de falla Describe la forma de cómo puede ocurrir la
falla, descrito en términos de algo que puede ser corregido o controlado
Se debe dar priorioridad a rangos de prioridad de 9 o 10
Ejemplos, especificar claramente: Torque inadecuado (bajo o alto) Soldadura iandecuada (corriente, tiempo,
presión) Lubricación inadecuada

115
Efecto(s) Potencial(es) de falla
Evaluar 3 (tres) niveles de Efectos del Modo de Falla
• Efectos Locales– Efectos en el Área Local – Impactos Inmediatos
• Efectos Mayores Subsecuentes– Entre Efectos Locales y Usuario Final
• Efectos Finales– Efecto en el Usuario Final del producto o
Servicio

116
Modelo de PFMEA – Paso 2
Suposición 1: Los materiales para la operación son correctos
Ajuste de herramentales a la profundidad equivocada
Desgaste de herramentales Temperatura del horno muy alta Tiempo de curado muy corto Presión de aire muy baja Velocidad del transportador no es constante Jets de lavadora desconectados

117
Modelo de PFMEA – Paso 2
Suposición 2: Los materiales para la operación tienen variación
Material demasiado duro / suave / quebradizo La Dimensión no cumple especificaciones El acabado superficial de la operación 10 no
cumple especificaciones El localizador de perforación fuera de posición
correcta

118
Modelo de PFMEA – Paso 2
Ocurrencia: Es la probabilidad de que una causa/mecanismo
ocurra Se puede reducir o controlar solo a través de un
cambio de diseño Si la ocurrencia de la causa no puede ser
estimada, entonces estimar la tasa de falla posible

119
Modelo de PFMEA – Paso 2Ocurrencia

CRITERIO DE EVALUACIÓN DE OCURRENCIA SUGERIDO PARA AMEFP
100 por mil piezas
Probabilidad Indices Posibles de falla
ppk Calif.
Muy alta: Fallas persistentes
< 0.55 10
50 por mil piezas
> 0.55 9
Alta: Fallas frecuentes 20 por mil piezas
> 0.78 8
10 por mil piezas
> 0.86 7
Moderada: Fallas ocasionales
5 por mil piezas
> 0.94 6
2 por mil piezas
> 1.00 5
1 por mil piezas
> 1.10 4
Baja : Relativamente pocas fallas
0.5 por mil piezas
> 1.20 3
0.1 por mil piezas
> 1.30 2
Remota: La falla es improbable
< 0.01 por mil piezas
> 1.67 1

121
Modelo de PFMEA – Paso 2
Clasificación de características especiales si: Afectan la función del producto final,
cumplimiento con reglamentaciones gubernamentales, seguridad de los operadores, o la satisfacción del cliente, y
Requieren controles especiales de manufactura, ensamble, proveedores, embarques, monitoreo y/o inspección o seguridad

122
Componente ______________________ Responsable del Diseño ____________AMEF Número _________________
Ensamble ________________ Preparó _______________ Pagina _______de _______
Equipo de Trabajo ___________ FECHA (orig.) de AMEF ______(rev.) ______
Funcióndel componente
/ Paso del proceso
Modos de FallaPotenciales
Efecto (s)Potencial (es)
de falla
Sev.
Causa(s)Potencial(es)
o Mecanismosde falla
Occur
Controles de Diseño / Proceso Actuales
Detec
RPN
AcciónSugerida
Responsabley fecha límite
de Terminación
AcciónAdoptada
Sev
Occ
Det
RPN
La abertura delengrane propor La abertura no LOCAL:ciona una aber- es suficiente Daño a sensortura de aire entre de velocidad ydiente y diente engrane
MAXIMO PROXIMOFalla en eje 7
CON CLIENTEEquipo parado
Resultados de Acción
ANALISIS DEL MODO Y EFECTO DE FALLA AMEF de Diseño / Proceso
Usar tabla para determinar severidad o
gravedad

123
Modelo de PFMEA – Paso 2

Componente ______________________ Responsable del Diseño ____________AMEF Número _________________
Ensamble ________________ Preparó _______________ Pagina _______de _______
Equipo de Trabajo ___________ FECHA (orig.) de AMEF ______(rev.) ______
Funcióndel
Componente / Paso del proceso
Modos de FallaPotenciales
Efecto (s)Potencial (es)
de falla
Sev.
Causa(s)Potencial(es)
o Mecanismosde falla
Occur
Controles de Diseño/ Proceso Actuales
Detec
RPN
AcciónSugerida
Responsabley fecha límite
de Terminación
AcciónAdoptada
Sev
Occ
Det
RPN
Factura correcta Datos LOCAL:equivocadso Rehacer la
factura
MAXIMO PROXIMO
Contabilidad 7 3erronea
CON CLIENTEMolestiaInsatisfacción
Resultados de Acción
ANALISIS DEL MODO Y EFECTO DE FALLA AMEF de Diseño / Proceso
Rango de probabilidades en que la causa identificada
ocurra

125
Modelo de PFMEA – Paso 3
En el paso 3 identificar: Controles actuales de prevención del proceso
(con acciones de diseño o proceso) usados para establecer la ocurrencia
Controles actuales de detección (vg. Inspección) usados para establecer la tasa de detección
Efectividad de los controles de detección del proceso en una escala de 1 a 10
El factor de riesgo RPN inicial Acciones recomendadas (Prevención y
Detección)

126
Identificar Causa(s) Potencial(es) de la Falla
• Causas relacionadas con el diseño - Características del servicio o Pasos del proceso– Diseño de formatos– Asignación de recursos– Equipos planeados
• Causas que no pueden ser Entradas de Diseño,tales como: – Ambiente, Clima, Fenómenos naturales
• Mecanismos de Falla– Rendimiento, tiempo de entrega, información
completa

127
Componente ______________________ Responsable del Diseño ____________AMEF Número _________________
Ensamble ________________ Preparó _______________ Pagina _______de _______
Equipo de Trabajo ___________ FECHA (orig.) de AMEF ______(rev.) ______
Funciónde
Artículo
Modos de FallaPotenciales
Efecto (s)Potencial (es)
de falla
Sev.
Causa(s)Potencial(es)
de los Mecanismosde falla
Occur
Controles de Diseño/Proces
o Actuales
Detec
RPN
AcciónSugerida
Responsabley fecha límite
de Terminación
AcciónAdoptada
Sev
Occ
Det
RPN
Factura correcta Datos incorrectosLOCAL: Rehacer la factura
MAXIMO PROXIMOContabilidad 7erronea
CON CLIENTEMolestiaInsatisfacción
Resultados de Acción
ANALISIS DEL MODO Y EFECTO DE FALLA AMEF de Diseño
Identificar causas de diseño, y
mecanismos de falla que pueden
ser señalados para los modos de falla
identificada.
Causas potencialesDe Diagrama de IshikawaDiagrama de árbol oDiagrama de relaciones

128
Modelo de PFMEA – Paso 3
Controles de proceso actuales: Son una descripción de los controles ya sea para
prevenir o para detectar la ocurrencia de los Modos/causas de falla
Consideraciones Incrementar la probabilidad de detección es costosa
y no efectiva A veces se requiere un cambio en el diseño para
apoyar la detección El incremento del control de calidad o frecuencia de
inspección sólo debe utilizarse como medida temporal
Se debe hacer énfasis en la prevención de los defectos

129
Identificar Controles de Diseño o de Proceso Actuales
• Verificación/ Validación de actividades de Diseño o control de proceso usadas para evitar la causa, detectar falla anticipadamente, y/o reducir impacto:
Cálculos, Análisis, Prototipo de Prueba, Pruebas piloto
Poka Yokes, planes de control, listas de verificación
• Primera Línea de Defensa - Evitar o eliminar causas de falla o error
• Segunda Línea de Defensa - Identificar o detectar fallas o errores Anticipadamente
• Tercera Línea de Defensa - Reducir impactos/consecuencias de falla o errores

130
Componente ______________________ Responsable del Diseño ____________AMEF Número _________________
Ensamble ________________ Preparó _______________ Pagina _______de _______
Equipo de Trabajo ___________ FECHA (orig.) de AMEF ______(rev.) ______
Funcióndel
Componente / Paso del proceso
Modos de FallaPotenciales
Efecto (s)Potencial (es)
de falla
Sev.
Causa(s)Potencial(es)
o Mecanismosde falla
Occur
Controles de Diseño / Proceso Actuales
Detec
RPN
AcciónSugerida
Responsabley fecha límite
de Terminación
AcciónAdoptada
Sev
Occ
Det
RPN
Factura correcta Datos correctos LOCAL:Rehacer lafactura
MAXIMO PROXIMO
Contabilidad 7 3erronea
CON CLIENTEMolestiaInsatisfacción
Resultados de Acción
ANALISIS DEL MODO Y EFECTO DE FALLA AMEF de Diseño
¿Cuál es el método de control actual que usa
ingeniería para evitar el modo de falla?

131
Modelo de PFMEA – Paso 3
Seleccionar un rango en la tabla de detecciónSi se usa inspección automática al 100% considerar:
La condición del gages La calibración del gage La variación del sistema de medición del gage Probabilidad de falla del gage Probabilidad de que el sistema del gage sea
punteadoSi se usa inspección visual al 100% considerar:
Es efectiva entre un 80 a 100% dependiendo del proc.
El número de personas que pueden observar el modo de falla potencialmente
La naturaleza del modo de falla - ¿es claro o confuso?

CRITERIO DE EVALUACIÓN DE DETECCION SUGERIDO PARA AMEFP
Detecciòn
Criterio Tipos de Inspección
Métodos de seguridad de Rangos de Detección
Calif
A B C Casi imposible
Certeza absoluta de no detección
X No se puede detectar o no es verificada
10
Muy remota
Los controles probablemente no detectarán
X El control es logrado solamente con verificaciones indirectas o al azar
9
Remota Los controles tienen poca oportunidad de detección
X El control es logrado solamente con inspección visual
8
Muy baja Los controles tienen poca oportunidad de detección
X El control es logrado solamente con doble inspección visual
7
Baja Los controles pueden detectar X X El control es logrado con métodos gráficos con el CEP
6Moderada
Los controles pueden detectar X El control se basa en mediciones por variables después de que las partes dejan la estación, o en dispositivos Pasa NO pasa realizado en el 100% de las partes después de que las partes han dejado la estación
5
Moderadamente Alta
Los controles tienen una buena oportunidad para detectar
X X Detección de error en operaciones subsiguientes, o medición realizada en el ajuste y verificación de primera pieza ( solo para causas de ajuste)
4
Alta Los controles tienen una buena oportunidad para detectar
X X Detección del error en la estación o detección del error en operaciones subsiguientes por filtros multiples de aceptación: suministro, instalación, verificación. No puede aceptar parte discrepante
3
Muy Alta Controles casi seguros para detectar
X X Detección del error en la estación (medición automática con dispositivo de paro automático). No puede pasar la parte discrepante
2
Muy Alta Controles seguros para detectar
X No se pueden hacer partes discrepantes porque el item ha pasado a prueba de errores dado el diseño del proceso/producto
1
Tipos de inspección: A) A prueba de error B) Medición automatizada C) Inspección visual/manual

133
Componente ______________________ Responsable del Diseño ____________AMEF Número _________________
Ensamble ________________ Preparó _______________ Pagina _______de _______
Equipo de Trabajo ___________ FECHA (orig.) de AMEF ______(rev.) ______
Funcióndel
Componente / Paso del proceso
Modos de FallaPotenciales
Efecto (s)Potencial (es)
de falla
Sev.
Causa(s)Potencial(es)
o Mecanismosde falla
Occur
Controles de Diseño / Proceso Actuales
Detec
RPN
AcciónSugerida
Responsabley fecha límite
de Terminación
AcciónAdoptada
Sev
Occ
Det
RPN
Factura correcta Datos incorrectosLOCAL: Rehacer la factura
MAXIMO PROXIMO
Contabilidad 7 3 5erronea
CON CLIENTEMolestia Insatisfacción
Resultados de Acción
ANALISIS DEL MODO Y EFECTO DE FALLA AMEF de Diseño / Proceso
¿Cuál es la probabilidad de detectar la causa de
falla?

134
Modelo de PFMEA – Paso 3

135
Modelo de PFMEA – Paso 3

136
Modelo de PFMEA – Paso 3
Número de prioridad de riesgo Se calcula como RPN = (S) x (O) x (D)
Acciones recomendadas Se deben dirigir primero a las de valores altos
de Severidad (9 o 10) o RPNs, después continuar con las demás
Las acciones se deben orientar a prevenir los defectos a través de la eliminación o reducción de las causas o modos de falla

137
Producto de Severidad, Ocurrencia, y Detección
RPN / Gravedad usada para identificar principales CTQs
Severidad mayor o igual a 8RPN mayor a 150
Calcular RPN (Número de Prioridad de Riesgo)

138
Planear Acciones
Requeridas para todos los CTQs
Listar todas las acciones sugeridas, qué persona es la responsable y fecha de terminación.
Describir la acción adoptada y sus resultados.
Recalcular número de prioridad de riesgo .
Reducir el riesgo general del diseño

139
Modelo de PFMEA – Paso 3
Acciones tomadas Identificar al responsable de las acciones
recomendadas y la fecha estimada de terminación Después de terminar una acción, dar una
descripción breve de la acción real y fecha de efectividad
Responsabilidad y fechas de terminación Desarrollar una lista de características especiales
proporcionándola al diseñador para modificar el DFMEA
Dar seguimiento a las acciones recomendadas y actualizar las últimas columnas del FMEA

140
Modelo de PFMEA – Paso 3
RPN resultante Después de implementadas las acciones
recomendadas, estimar de nuevo los rangos de Severidad, Ocurrencia y Detección y calcular el nuevo RPN. Si no se tomaron acciones dejarlo en blanco.
Salidas del PFMEA Hay una relación directa del PFMEA a el Plan de
Control del proceso

141
Componente ______________________ Responsable del Diseño ____________ AMEF Número _________________
Ensamble ________________ Preparó _______________ Pagina _______de _______
Equipo de Trabajo ___________ FECHA (orig.) de AMEF ______(rev.) ______
Funciónde
Artículo
Modos de FallaPotenciales
Efecto (s)Potencial (es)
de falla
Sev.
Causa(s)Potencial(es)
de los Mecanismosde falla
Occur
Controles de Diseño Actual
Detec
RPN
AcciónSugerida
Responsabley fecha límite
de Terminación
AcciónAdoptada
Sev
Occ
Det
RPN
Factura Datos LOCAL:incorrecta incorrectos Rehacer
la factura
MAXIMO PROXIMO
Contabilidad 7 3 5 105erronea
CON CLIENTEMolestiaInsatisfacción
Resultados de Acción
ANALISIS DEL MODO Y EFECTO DE FALLA AMEF de Diseño / Proceso
Riesgo = Severidad x Ocurrencia x Detección
Causas probables a atacar primero
142
Componente ______________________ Responsable del Diseño ____________ AMEF Número _________________
Ensamble ________________ Preparó _______________ Pagina _______de _______
Equipo de Trabajo ___________ FECHA (orig.) de AMEF ______(rev.) ______
Funcióndel componente
/ Paso del proceso
Modos de FallaPotenciales
Efecto (s)Potencial (es)
de falla
Sev.
Causa(s)Potencial(es)
o Mecanismosde falla
Occur
Controles de Diseño / Prcoeso Actuales
Detec
RPN
AcciónSugerida
Responsabley fecha límite
de Terminación
AcciónAdoptada
Sev
Occ
Det
RPN
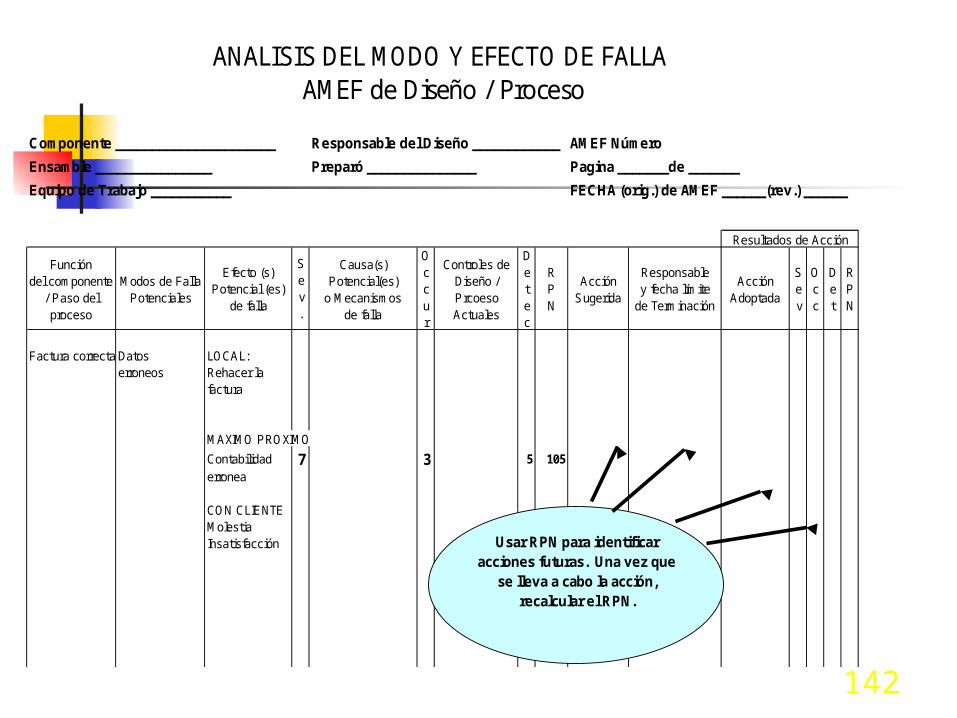
Factura correcta Datos LOCAL:erroneos Rehacer la
factura
MAXIMO PROXIMO
Contabilidad 7 3 5 105erronea
CON CLIENTEMolestiaInsatisfacción
Resultados de Acción
ANALISIS DEL MODO Y EFECTO DE FALLA AMEF de Diseño / Proceso
Usar RPN para identificar acciones futuras. Una vez que
se lleva a cabo la acción, recalcular el RPN.

143
FMEA de Concepto - DFMEA

144
CDFMEA Entradas al FMEA de Concepto
El diagrama de flujo, diagrama de límites, Matriz de interfase y Diagrama P pueden ser menos detallados que para el DFMEA o PFMEA
La columna de clasificación no se utiliza
Causas potenciales / Mecanismo de falla Es importante analizar las interfases e interacciones
donde los modos de falla deben ser atendidos antes de aprobar el conceptp
Deben incluirse los factores humanos como fuentes de falla potenciales. El cliente puede interactuar con un elemento en el Diagrama de límites o en el Diagrama de flujo
Algunos modos de falla y causas se pueden eliminar con cambios como agregar redundancia al sistema propuesto

145
CDFMEA Ocurrencia
Frecuentemente se toma 10 ya que no se puede estimar en este tiempo. Una acción recomendada es necesaria para eliminar la causa. Lo mismo se aplica a las tasas de Ocurrencia altas
Controles actuales Si no se conocen poner “No identificado en este
momento” o “No se conoce la prevención o detección”
Ejemplos: Simulación, modelos matemáticos, pruebas de laboratorio en elementos, análisis de elementos finitos, etc.

146
CDFMEA Detección
Puede ser “Sin detección en este momento” con una estimación de 10. Se recomienda tomar una acción para identificar e implementar un método de detección
Nivel de riesgo = RPN = (S) x (O) x (D)
Acciones recomendadas para altos RPNs Modificar la propuesta para reducir la ocurrencia Agregar un sistema redundante para confiabilidad Agregar dispositivos de detección para que el cliente
tome acciones que prevengan modos de falla Especificar un cierto tipo de material

147
Herramientas para el FMEA

148
Herramientas Diagramas de límites Diagramas de flujo de proceso Matriz de características Tormenta de ideas Árboles de funciones Lista de efectos: FMEA de diseño Lista de efectos: FMEA de proceso Diagrama de Ishikawa Tecnica de preguntas

149
Herramientas Análisis de árbol de fallas (FTA) Análisis del modo de falla (FMA) Diseño de experimentos (DOE) Proceso de solución de problemas de 8Ds Planes de Control Planeación dinámica de control (DCP) Despliegue de la función de calidad (QFD) Análisis de valor/ Ingeniería del valor (VA/VE) REDPEPR FMEA Express FMEA del software

150
Diagrama de límites Diagramas de límites de funciones
Salida del análisis de funciones para la fase de concepto CFMEA, ilustran funciones en vez de partes
Diagramas de límites Hardware/funcional Dividen al sistema en elementos más pequeños
desde un punto de vista funcional. Muestran relaciones físicas, se usan en los DFMEAs.

151
Nombres de verbos útiles

152
Tormenta de ideas
Seleccionar el problema a tratar. Pedir a todos los miembros del equipo generen ideas para la
solución del problema, las cuales se anotan en el pizarrón sin importar que tan buenas o malas sean estas.
Ninguna idea es evaluada o criticada antes de considerar todos los pensamientos concernientes al problema.
Aliente todo tipo de ideas, ya que al hacerlo pueden surgir cosas muy interesantes, que motivan a los participantes a generar más ideas.
Apruebe la naturalidad y el buen humor con informalidad, en este punto el objetivo es tener mayor cantidad de ideas
Se les otorga a los participantes la facultad de modificar o mejorar las sugerencias de otros.
Una vez que se tengan un gran número de ideas el facilitador procede a agrupar y seleccionar las mejores ideas por medio del consenso del grupo
Las mejores ideas son discutidas y analizadas con el fin del proponer una solución.

153
Herramientas para el FMEA Árbol de funciones
Ayuda a que los requerimientos del cliente no expresados explícitamente sobre el producto o proceso se cumplan
Es conveniente describir las funciones de un producto o proceso por un verbo – pronombre medible, por ejemplo:
Calentar el interior a XºC Enfriar a los ocupantes a XºC Eliminar la niebla del parabrisas en X segundos

154
Técnica de preguntas Hacer una oración con el modo de falla, causa y efecto y ver
si la oración tiene sentido. Un modo de falla es debido a una causa, el modo de falla podría resultar en efectos, por ejemplo:
MODO DE FALLA: No ajustan los faros delanteros P: ¿Qué podría ocasionar esta falla? R: La luz desalineada -> Efecto P: ¿A que se puede deber esta falla? R: Cuerda grande en tornillo de ajuste -> CausaEl “No ajuste de faros delanteros” se debe a “Cuerda
grande en tornillo de ajuste”. El “desajuste de los faros” ocasiona “haces de luz desalineados”

155
Técnica de preguntas
Paso 1Modo de falla
Paso 2¿Qué efecto tiene?
Paso 3¿Qué lo causa?

156
Análisis de árbol de fallas (FTA)
Es una técnica analítica deductiva que usa un árbol para mostrar las relaciones causa efecto entre un evento indeseable (falla) y las diversas causas que contribuyen. Se usan símbolos lógicos para interconectar las ramas
Después de hacer el FTA e identificadas las causas raíz, se pueden determinar las acciones preventivas o los controles necesarios
Otra aplicación es determinar las probabilidades de las causas que contribuyen a la falla y propagarlas hacia adelante

157
Análisis del Modo de Falla (FMA)
Es un enfoque sistemático disciplinado para cuantificar el modo de falla, tasa de falla, y causa raíz de fallas o tasas de reparación conocidas (el FMEA para las desconocidas)
Se basa en información histórica de garantías, datos de campo, datos de servicios, y/o datos de procesos
Se usa para identificar la operación, modos de falla, tasas de falla y parámetros críticos de diseño de hardware o procesos. También permite identificar acciones correctivas para causas raíz actuales

158
Diseño de experimentos (DOE)
Es un método para definir los arreglos en cuales se puedas realizar experimentos, donde se cambian de manera controlada las variables independientes de acuerdo a un plan definido y se determinan los efectos
Para pruebas de confiabilidad el DOE usa un enfoque estadístico para diseñar pruebas para identificar los factores primarios que causas eventos indeseables
Se usan para identificar causas raíz de modos de falla, cuando varios factores pueden estar contribuyendo o cuando estos factores están interrelacionados y se desean conocer los efectos de sus interacciones

159
Método de 8 disciplinas (8Ds) Es un método de solución de problemas orientado
a equipos de trabajo, las disciplinas o pasos son: Preparar el proceso Establecer el equipo Describir el problema Desarrollar las acciones de contención o contingentes Diagnosticar el problema (definir y verificar causa
raíz) Seleccionar y verificar acciones correctivas
permanentes (PCAs) para causas raíz y puntos de escape
Implementar y validar PCAs Reconocer contribuciones del equipo y los miembros

160
Planes de control Es una descripción escrita del sistema para
controlar el proceso de producción
Lista todos los parámetros del proceso y características de las partes características de las partes que requiere acciones específicas de calidad
El plan de control contiene todaslas características críticas y significativas
Hay planes de control a nivel de manufactura de: Prototipos, producción piloto (capacidad de procesos) y de producción
161
Planeación dinámica de control (DCP)
Es un procesos que liga las herramientas de calidad para construir planes de control robustos a través de un equipo
1. Lanzamiento – definir los requerimientos de recursos
2. Estructura del equipo central y de soporte
3. Bitácora de preguntas

162
Planeación dinámica de control (DCP)
4. Información de soporte (ES, DFMEAs, DVP&R, PFMEA, etc.)
5. Diagrama de flujo y carácterísticas de enlace
6. Pre lanzamiento o controles preliminares
7. PFMEA
8. Plan de control
9. Desarrollar ilustraciones e instrucciones
10. Implementar y mantener

163
Despliegue de la función de calidad (QFD)
El QFD es un método estructurado en el cual los requerimientos del cliente son traducidos en requerimientos técnicos para cada una de las etapas del desarrollo del producto y producción
El QFD es entrada al FMEA de diseño o al FMEA de concepto. Los datos se anotan en el FMEA como medidas en la columna de función
La necesidad de obtener datos de QFD pueden ser también una salida del FMEA de concepto

164
Análisis del valor / Ingeniería del valor (VA/VE)
Son metodologías usadas comúnmente para despliegue del valor. La Ingeniería del valor se realiza antes de comprometer el herramental. El análisis del valor (VA) se realiza después del herramentado. Ambas técnicas usan la fórmula:
Valor = Función (primaria o secundaria) / Costo
Los datos de VA/VE pueden ser entradas al FMEA de diseño o de proceso en columna de Función como funciones primaria y secundaria. También pueden ser causas, controles o acciones recomendadas
La metodología VA debe ser incluida en la revisión de FMEAs actuales como apoyo para evaluar riesgos y beneficios cuando se analizan varias propuestas

165
REDPEPR (Robust Engineering Design Product Enhacement
Process)
Es una herramienta que proporciona a los equipos de Diseño:
Un proceso paso a paso para aplicar el RED Las herramientas necesarias para completar el diagrama P,
listas de verificación de confiabilidad y robustez (RRCL) y la matriz de demostración de confiabilidad y robustez (RRDM)
Preguntas y tips para guiar al equipo en el proceso Capacidad para generar reportes en Excel Un proceso para mejorar la comunicación con el equipo de
ingeneiríaEl Web site donde se encuentra el software es
www.redpepr.ford.com