Diseño de Tanques Según API 650 - Presentación
48
Diseño de tanques metálicos según API 650 INSTRUCTOR: Ing. Fernando Caffroni
-
Upload
nestor-sanchez -
Category
Documents
-
view
418 -
download
79
description
Criterios para el diseño de tanques de almacenamiento de hidrocarburos segun norma API 650
Transcript of Diseño de Tanques Según API 650 - Presentación
Diseño de tanques metálicos según
API 650
INSTRUCTOR:
Ing. Fernando Caffroni
Tanques de almacenamiento.Se usan como depósitos para contener una reserva suficiente de algún productopara su uso posterior y/o comercialización.
Clasificación general:1.- Cilíndricos horizontales.2.- Cilíndricos verticales de fondo plano.
1.- Cilíndricos horizontales: generalmente de volúmenes relativamente bajos,debido a que presentan problemas por fallas de corte y flexión. Por lo general, seusan para almacenar volúmenes pequeños.2.- Cilíndricos verticales de fondo plano: nos permiten almacenar grandescantidades volumétricas con un costo bajo. Con la limitante que solo se puedenusar a presión atmosférica o presiones internas relativamente pequeñas.
Estos tipos de tanques se clasifican en:- De techo fijo.- De techo flotante.- Sin techo.
Marco Normativo de API 650
• API Recommended Practice 582, Welding Guidelines for the Chemical, Oil and Gas Industries
• API Standard 620, Design and Construction of Large, Welded, Low-Pressure Storage Tanks
• API Recommended Practice 651, Cathodic Protection of Aboveground Petroleum Storage Tanks
• API Recommended Practice 652, Lining of Aboveground Petroleum Storage Tank Bottoms
• API Publication 937, Evaluation of the Design Criteria for Storage Tanks with Frangible Roofs
• API Publication 937-A, Study to Establish Relations for the Relative Strength of API 650 Cone Roof, Roof-to-Shell, and Shell-to-Bottom Joints
• API Standard 2000, Venting Atmospheric and Low-Pressure Storage Tanks: Non-refrigerated and Refrigerated
• API Recommended Practice 2003, Protection Against Ignitions Arising Out of Static, Lightning, and Stray Currents
• API Publication 2026, Safe Access/Egress Involving Floating Roofs of Storage Tanks in Petroleum Service
• API Recommended Practice 2350, Overfill Protection for Storage Tanks in Petroleum Facilities
• API Specification 5L, Specification for Line Pipe• API Manual of Petroleum Measurements Standards (MPMS) Chapter
19,“Evaporative Loss Measurement”• AAI, Aluminum Design Manual• AAI, Aluminum Standards and Data• AAI, Specifications for Aluminum Sheet Metal Work in Building Construction• ACI 318, Building Code Requirements for Reinforced Concrete (ANSI/ACI 318)• ACI 350, Environmental Engineering Concrete Structures• AISC, Manual of Steel Construction• AISI T-192, Steel Plate Engineering Data, Volume 1 & 2 (Revised Edition – 2011)
published jointly by the Steel Market Development Institute and Steel Plate Fabricators Association
• ANSI/AISC 360, Specification for Structural Steel Buildings
• ASCE Standard 7-05, Minimum Design Loads for Buildings and Other Structures• ASCE Standard 7-10, Minimum Design Loads for Buildings and Other Structures• ASME B1.20.1, Pipe Threads, General Purpose (Inch) (ANSI/ASME B1.20.1)• ASME B16.1, Cast Iron Pipe Flanges and Flanged Fittings (ANSI/ASME B16.1)• ASME B16.5, Pipe Flanges and Flanged Fittings (ANSI/ASME B16.5)• ASME B16.21, Nonmetallic Flat Gaskets for Pipe Flanges• ASME B16.47, Large Diameter Steel Flanges: NPS 26 Through NPS 60 (ANSI/ASME
B16.47)• ASME Boiler and Pressure Vessel Code, Section V, “Nondestructive Examination;”
Section VIII, “Pressure Vessels,”• Division 1; and Section IX, “Welding and Brazing Qualifications”• ASNT CP-189, Standard for Qualification and Certification of Nondestructive Testing
Personnel• ASNT RP SNT-TC-1A, Personnel Qualification and Certification in Nondestructive
Testing• ASTM A6M/A6, General Requirements for Rolled Steel Plates, Shapes, Sheet Piling,
and Bars for Structural Use
• ASTM A20M/A20, General Requirements for Steel Plates for Pressure Vessels• ASTM A27M/A27, Steel Castings, Carbon, for General Application• ASTM A36M/A36, Structural Steel• ASTM A53, Pipe, Steel, Black and Hot-Dipped, Zinc-Coated Welded and Seamless• ASTM A105M/A105, Forgings, Carbon Steel, for Piping Components• ASTM A106, Seamless Carbon Steel Pipe for High-Temperature Service• ASTM A131M/A131, Structural Steel for Ships• ASTM A181M/A181, Forgings, Carbon Steel, for General-Purpose Piping• ASTM A182M/A182, Forged or Rolled Alloy-Steel Pipe Flanges, Forged Fittings, and
Valves and Parts for High-Temperature Service• ASTM A193M/A193, Alloy-Steel and Stainless Steel Bolting Materials for High-
Temperature Service• ASTM A194M/A194, Carbon and Alloy Steel Nuts for Bolts for High-Pressure and
High-Temperature Service• ASTM A213M/A213, Seamless Ferritic and Austenitic Alloy-Steel Boiler,
Superheater, and Heat-Exchanger Tubes
• ASTM A216M/A216, Standard Specifications for Steel Castings for High-Temperature Service
• ASTM A234M/A234, Piping Fittings of Wrought Carbon Steel and Alloy Steel for Moderate and High-Temperature Service
• ASTM A240M/A240, Heat-Resisting Chromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip for Pressure Vessels
• ASTM A276, Stainless Steel Bars and Shapes• ASTM A283M/A283, Low and Intermediate Tensile Strength Carbon Steel Plates• ASTM A285M/A285, Pressure Vessel Plates, Carbon Steel, Low- and
Intermediate-Tensile Strength• ASTM A307, Carbon Steel Bolts and Studs, 60,000 lbf/in.2 Tensile Strength• ASTM A312M/A312, Seamless and Welded Austenitic Stainless Steel Pipes• ASTM A320M/A320, Alloy Steel Bolting Materials for Low-Temperature Service• ASTM A333M/A333, Seamless and Welded Steel Pipe for Low-Temperature
Service
• ASTM A662M/A662, Pressure Vessel Plates, Carbon-Manganese, for Moderate and Lower Temperature Service
• ASTM A671, Electric-Fusion-Welded Steel Pipe for Atmospheric and Lower Temperatures
• ASTM A678M/A678, Quenched and Tempered Carbon-Steel and High-Strength Low-Alloy Steel Plates for Structural
• Applications• ASTM A737M/A737, Pressure Vessel Plates, High-Strength, Low-Alloy Steel• ASTM A841M/A841, Standard Specification for Steel Plates for Pressure Vessels,
Produced by the Thermo-Mechanical Control Process (TMCP)• ASTM A924M/A924, General Requirements for Steel Sheet, Metallic-Coated by the
Hot-Dip Process• ASTM A992M/A992, Steel for Structural Shapes for Use in Building Framing• ASTM A1011M/A1011, Standard Specification for Steel, Sheet and Strip, Hot-
Rolled, Carbon, Structural, High- Strength Low-Alloy and High-Strength Low-Alloy with Improved Formability
• ASTM C509, Cellular Electrometric Preformed Gasket and Sealing Material• ASTM D3453, Flexible Cellular Materials—Urethane for Furniture and Automotive
Cushioning, Bedding, and Similar Applications
• ASTM E84, Test Method for Surface Burning Characteristics of Building Materials
• AWS A5.1, Specification for Carbon Steel Covered Arc-Welding Electrodes (ANSI/AWS A5.1)
• AWS A5.5, Specification for Low-Alloy Steel Covered Arc-Welding Electrodes (ANSI/AWS A5.5)
• AWS D1.2, Structural Welding Code—Aluminum (ANSI/AWS D1.2)• CSA G40.21, Structural Quality Steels, Supplement to National Building Code
of Canada• EN 10025, Hot Rolled Products of Structural Steels• ISO 630, Structural Steels• NFPA 11, Standard for Low Expansion Foam• NFPA 30, Flammable and Combustible Liquids Code• PIP STF05501, Fixed Ladders and Cages Details• PIP STF05520, Pipe Railing for Walking and Working Surface Details• PIP STF05521, Details for Angle Railings for Walking and Working Surfaces
• U.S. EPA, 40 CFR Part 63, National Emission Standards for Hazardous Air Pollutants for Source Categories (HON), Subpart F, National Emission Standards for Organic Hazardous Air Pollutants from the Synthetic Organic Chemical Manufacturing Industry, Subpart G, National Emission Standards for Organic Hazardous Air Pollutants from the Synthetic Organic Chemical Manufacturing Industry for Process Vents, Storage Vessels, Transfer Operators, and Waste Water Subpart H, National Emission Standards for Organic Hazardous Air Pollutants for Equipment Leaks
• U.S. EPA, 40 CFR Part 68, Chemical Accident Prevention Provisions Subpart G, Risk Management Plan (RMP)
• U.S. EPA,40 CFR Part 264, Standards for Owners and Operators of Hazardous Waste Treatment, Storage, and Disposal Facilities (RCRA) Subpart J, Tank Systems
• U.S. Federal Specifications, TT-S-00230C, Sealing Compound Electrometric Type, Single Component for Caulking, Sealing, and Glazing in Buildings and Other Structures
• U.S. Federal Specifications, ZZ-R-765C, Rubber, Silicone (General Specification)• U.S. OSHA, 29 CFR 1910, Subpart D: Walking-Working Surfaces• U.S. OSHA, 29 CFR 1910.119, Process Safety Management of Highly Hazardous
Chemicals• WRC, Bulletin 297, Local Stresses in Cylindrical Shells Due to External Loadings—
Supplement to WRC Bulletin No. 107
INFORMACIÓN REQUERIDA PARA EL DISEÑO
• Volumen.• Dimensiones principales del tanque a diseñar: diámetro
nominal, altura nominal, nivel máximo de diseño del líquido.• Datos sobre el líquido a almacenar: tipo de líquido, peso
específico, propiedades del líquido.• Temperatura.• Corrosión permisible.• Velocidad del viento.• Información sísmica de la zona.
SELECCIÓN DE MATERIALES.
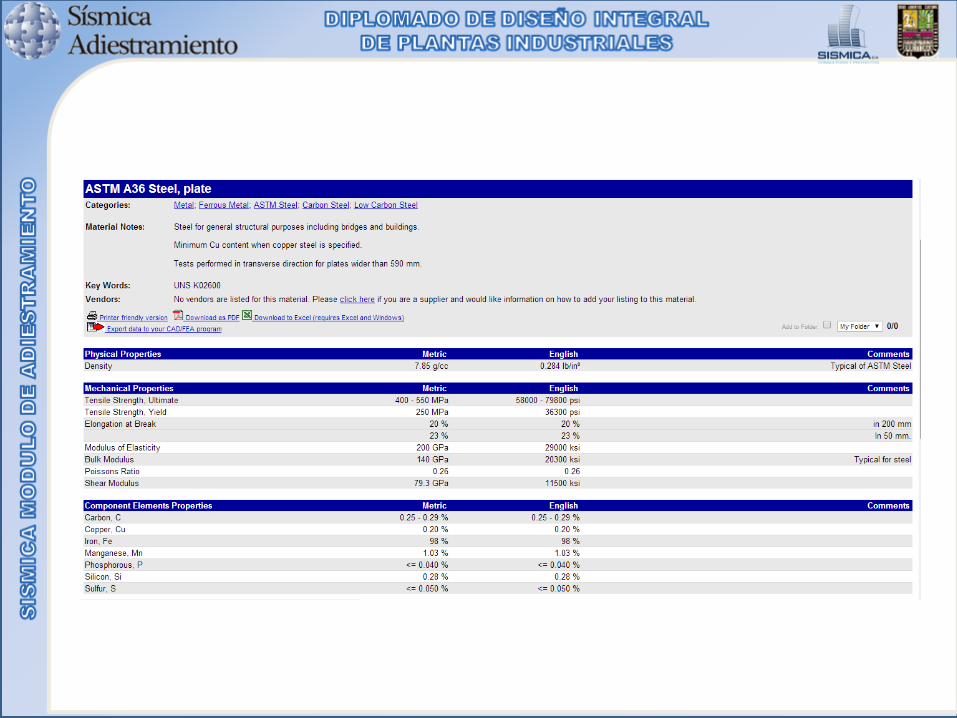
API 650 acepta los siguientes materiales de la ASTM para la construcción de tanques:• ASTM A36/A36M para placas hasta 40 mm de espesor.• ASTM A131M/A131, grado A para placas de hasta 13 mm, grado B hasta 25 mm de
espesor.• ASTM A283M/A283, grado C, para placas de hasta 25 mm de espesor.• ASTM A285M/A285, grado C, para placas de hasta 25 mm de espesor.• ASTM A516M grados 380, 415, 450, 485 y A516, grados 55, 60, 65, and 70, para
placas de hasta 40 mm de espesor.• ASTM A537M/A537, clase 1 y clase 2, para placas de hasta 45 mm de espesor.• ASTM A573M grades 400, 450, 485 y A573, grades 58, 65, and 70, for placas de hasta
40 mm de espesor.• ASTM A633M/A633, grados C y D, para placas de hasta 45 mm de espesor.• ASTM A662M/A662, grados B y C, para placas de hasta 40 mm de espesor.• ASTM A678M/A678, grado A, para placas de hasta 40 mm de espesor, y grado B para
placas de hasta 45 mm de espesor.• ASTM A737M/A737, grado B, para placas de hasta 40 mm de espesor.• ASTM A841M/A841 grado A, clase 1 y clase 2 para placas de hasta 40 mm de espesor.

OTRAS ESPECIFICACIONES DE MATERIALES ACEPTADAS POR API 650
• CSA (Canadiense).• ISO• EN (Estándar europeo).
SUGERENCIA: WWW.MATWEB.COM
DISEÑO DE LAS PAREDES DEL TANQUE
Para el diseño de las paredes del tanque, API 650 contempla varios métodos de diseño:• Método de punto de diseño variable (variable-design-point-method): debe ser
usado solo cuando el cliente especifique que no debe ser usado el método de 1 pie (1-foot method).
• Análisis elástico (elastic analysis): cuando la relación L/H es mayor que 1000/6, siendo L =(6Dt)^0.5 , donde D es el diámetro nominal del tanque en pies, t el espesor de la placa de fondo, en pulgadas, y H es la altura máxima nominal del líquido en pies.
• Método de 1 pie (1-foot-method): es el método más común, pero debe ser usado solo para tanques con diámetros menores a 61 m (200 ft). Calcula los espesores requeridos a 0.3 m (1 pie) por encima del fondo de cada anillo de placas.
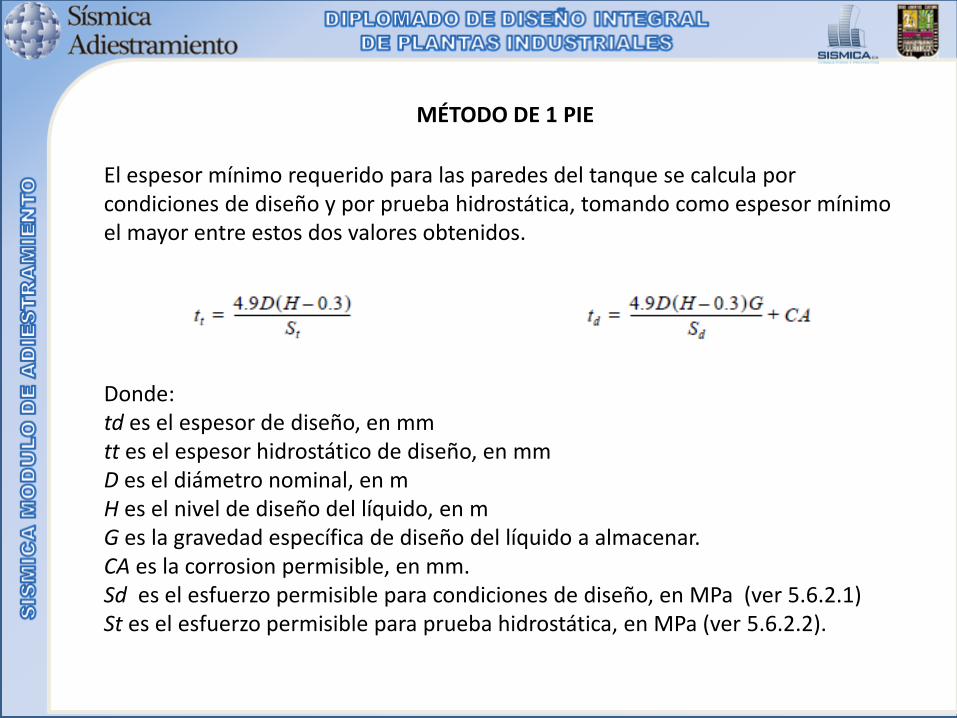
MÉTODO DE 1 PIE
El espesor mínimo requerido para las paredes del tanque se calcula por condiciones de diseño y por prueba hidrostática, tomando como espesor mínimo el mayor entre estos dos valores obtenidos.
Donde:td es el espesor de diseño, en mmtt es el espesor hidrostático de diseño, en mmD es el diámetro nominal, en mH es el nivel de diseño del líquido, en mG es la gravedad específica de diseño del líquido a almacenar.CA es la corrosion permisible, en mm.Sd es el esfuerzo permisible para condiciones de diseño, en MPa (ver 5.6.2.1)St es el esfuerzo permisible para prueba hidrostática, en MPa (ver 5.6.2.2).
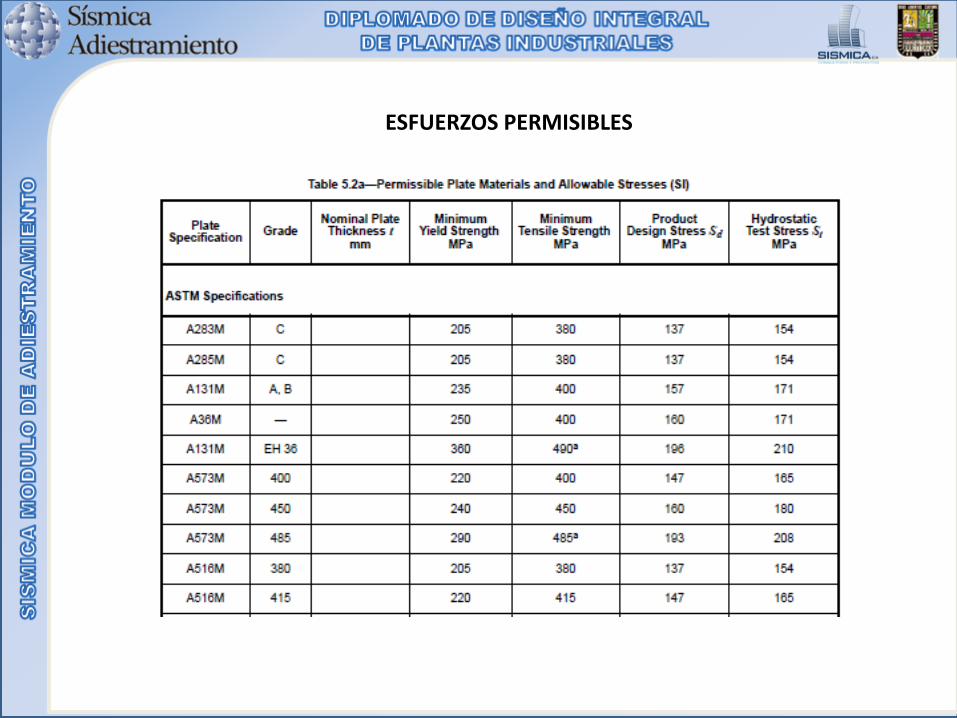
ESFUERZOS PERMISIBLES
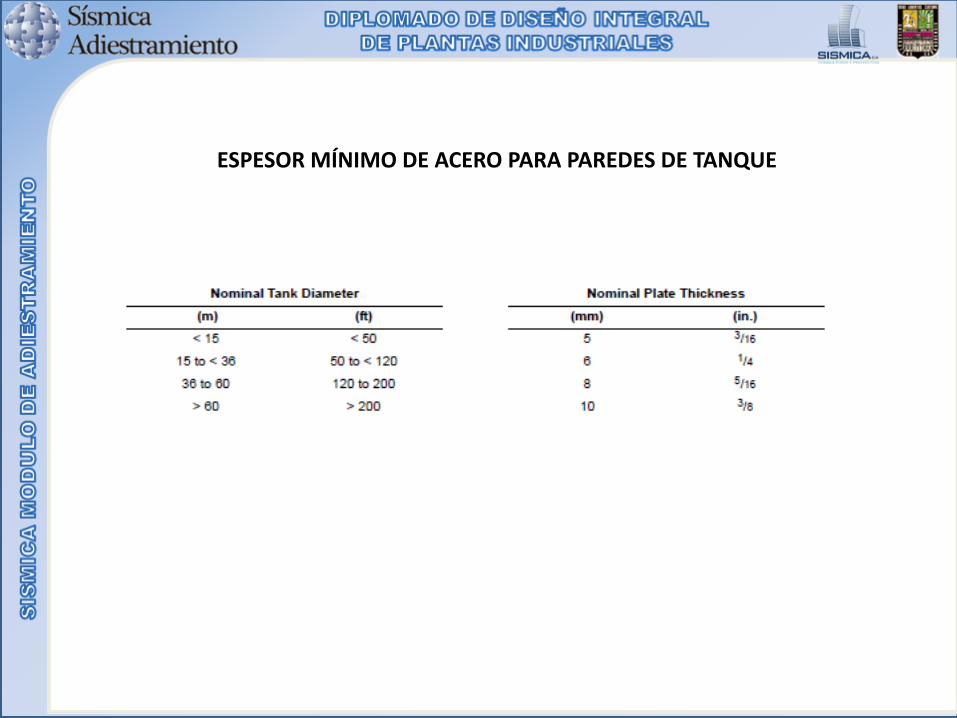
ESPESOR MÍNIMO DE ACERO PARA PAREDES DE TANQUE
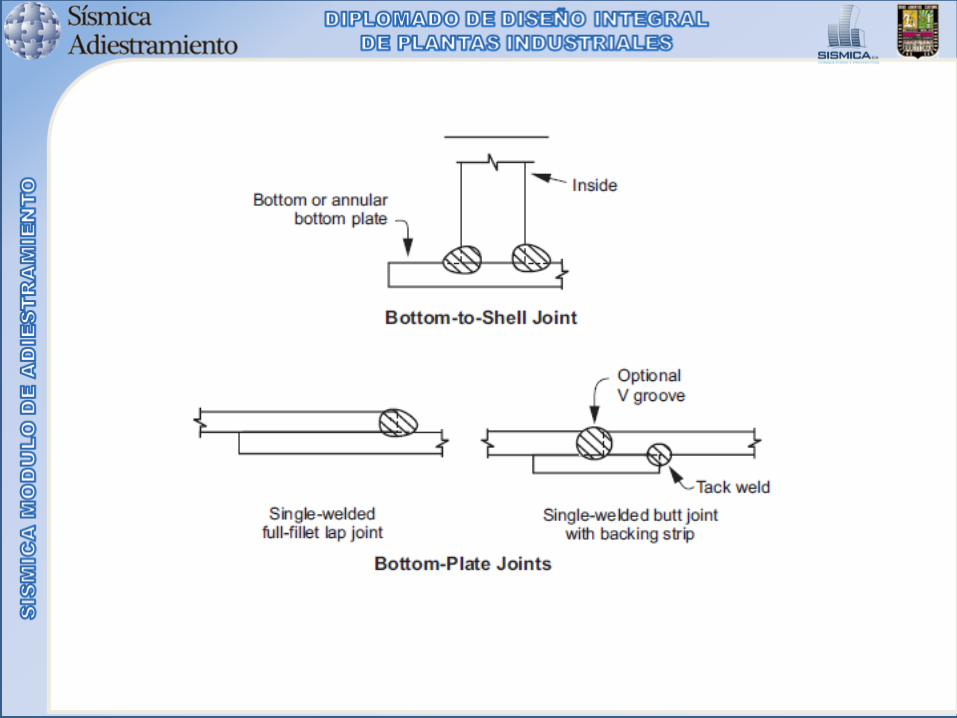
DISEÑO DEL FONDO DEL TANQUE
Las placas que conforman el fondo del tanque, generalmente tienen un espesor menor al usado en el cuerpo, ya que se encuentran soportadas por una base de concreto o suelo capaz de soportar el peso de la columna del producto.• API 650 contempla que el espesor mínimo para placas de
fondo debe ser 6 mm.• El arreglo de placas de fondo debe ser tal, que estas se
proyecten un mínimo de 50 mm por fuera del diámetro externo de la pared del tanque.
• A menos que lo especifique el cliente, las placas rectangulares de fondo deben tener un ancho nominal no menor que 1800 mm.
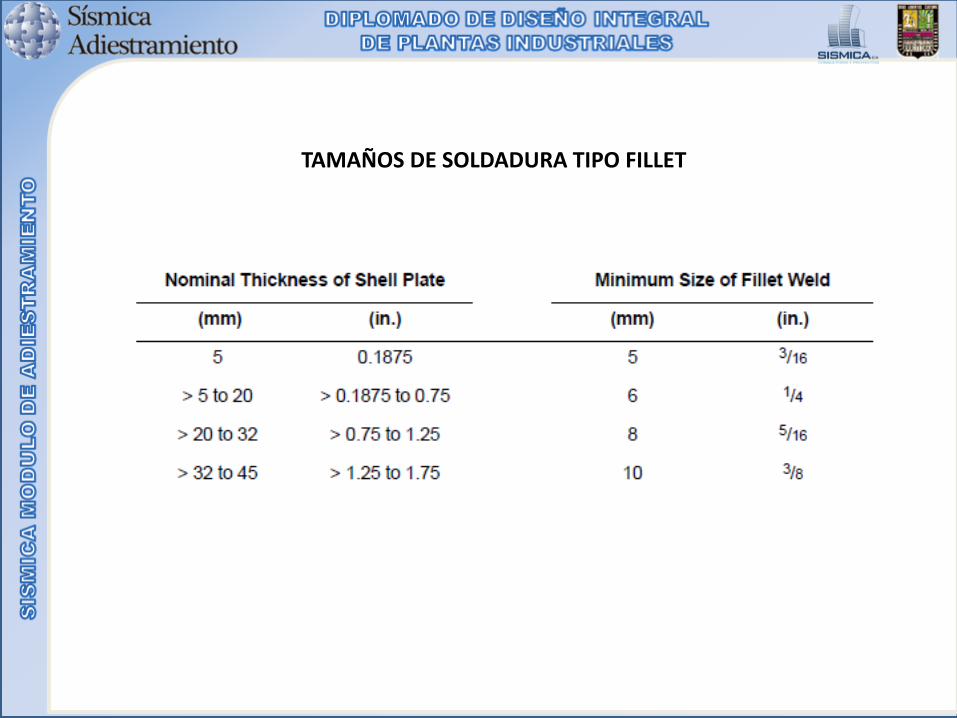
TAMAÑOS DE SOLDADURA TIPO FILLET
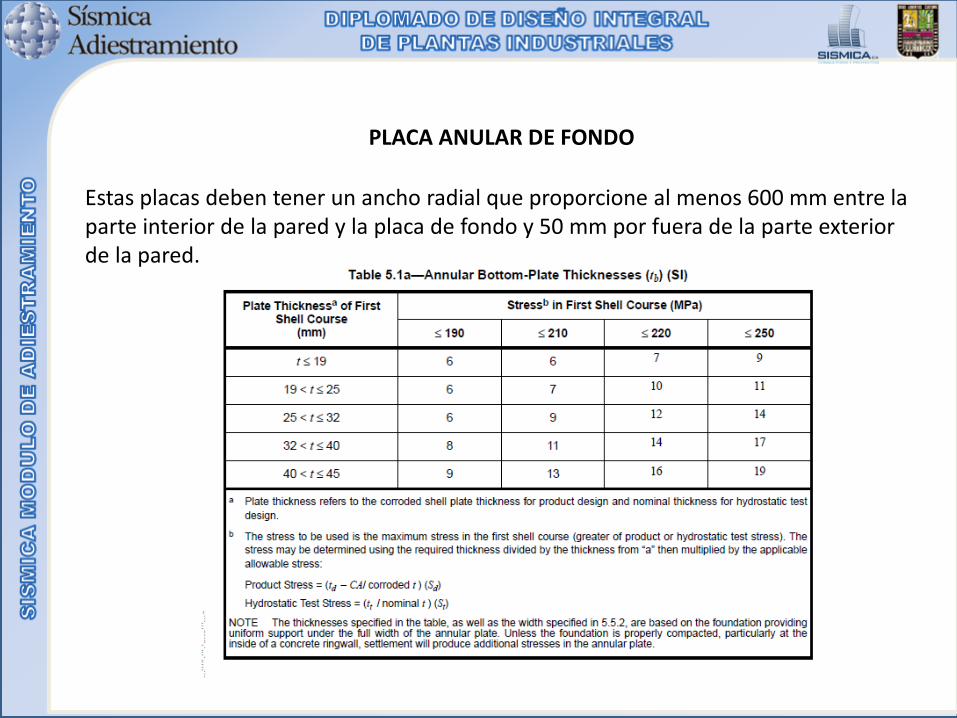
PLACA ANULAR DE FONDO
Estas placas deben tener un ancho radial que proporcione al menos 600 mm entre la parte interior de la pared y la placa de fondo y 50 mm por fuera de la parte exterior de la pared.
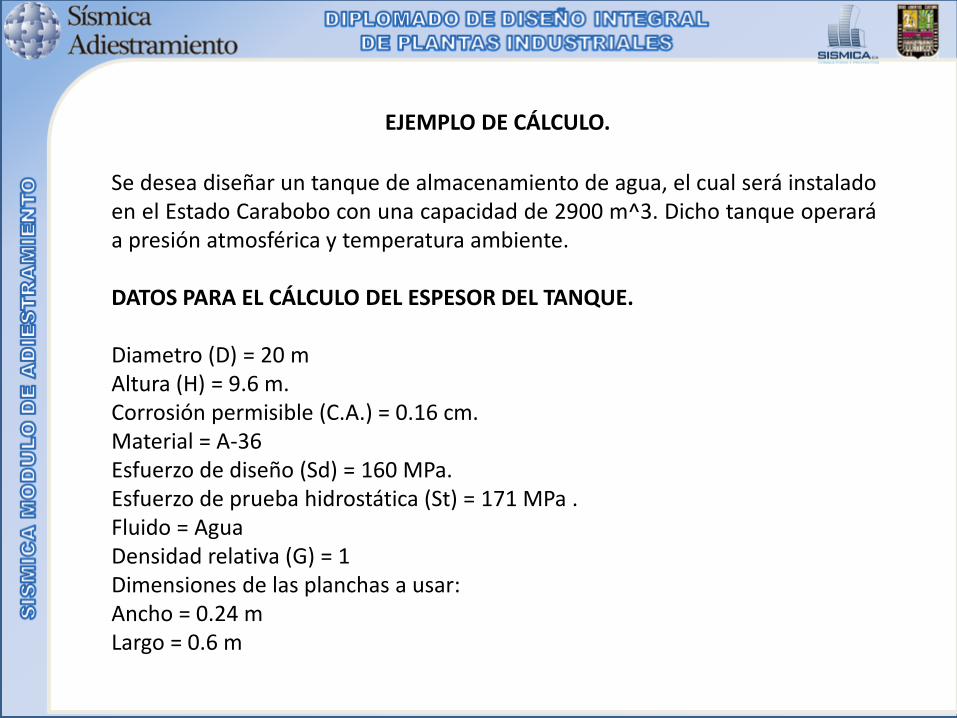
EJEMPLO DE CÁLCULO.
Se desea diseñar un tanque de almacenamiento de agua, el cual será instaladoen el Estado Carabobo con una capacidad de 2900 m^3. Dicho tanque operaráa presión atmosférica y temperatura ambiente.
DATOS PARA EL CÁLCULO DEL ESPESOR DEL TANQUE.
Diametro (D) = 20 mAltura (H) = 9.6 m.Corrosión permisible (C.A.) = 0.16 cm.Material = A-36Esfuerzo de diseño (Sd) = 160 MPa.Esfuerzo de prueba hidrostática (St) = 171 MPa .Fluido = AguaDensidad relativa (G) = 1 Dimensiones de las planchas a usar:Ancho = 0.24 mLargo = 0.6 m
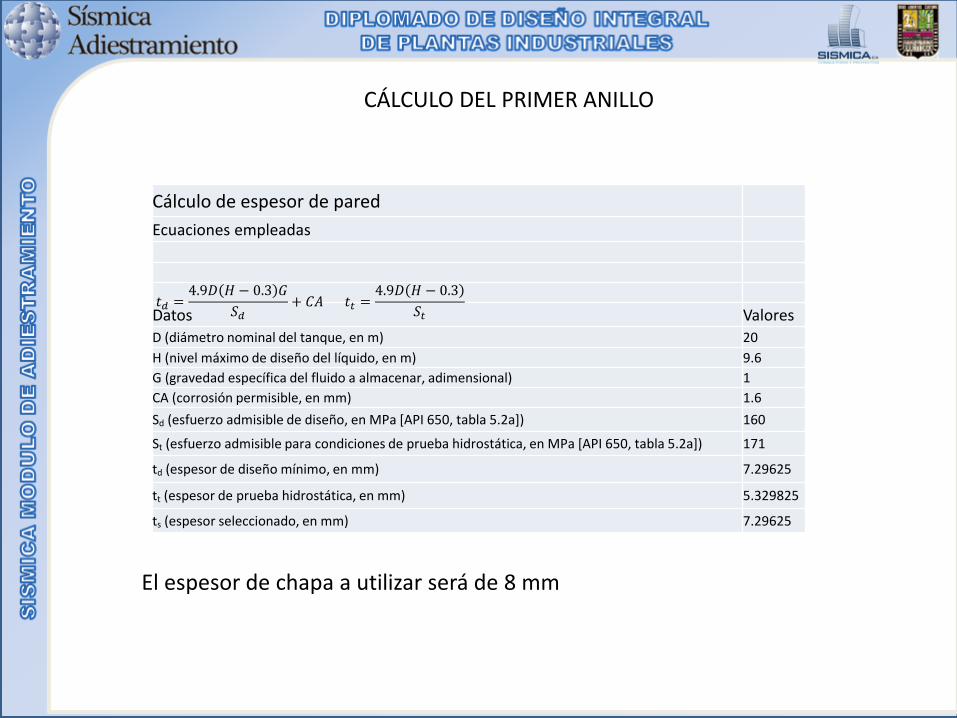
CÁLCULO DEL PRIMER ANILLO
Cálculo de espesor de pared
Ecuaciones empleadas
Datos ValoresD (diámetro nominal del tanque, en m) 20
H (nivel máximo de diseño del líquido, en m) 9.6
G (gravedad específica del fluido a almacenar, adimensional) 1
CA (corrosión permisible, en mm) 1.6
Sd (esfuerzo admisible de diseño, en MPa [API 650, tabla 5.2a]) 160
St (esfuerzo admisible para condiciones de prueba hidrostática, en MPa [API 650, tabla 5.2a]) 171
td (espesor de diseño mínimo, en mm) 7.29625
tt (espesor de prueba hidrostática, en mm) 5.329825
ts (espesor seleccionado, en mm) 7.29625
𝑡𝑑 =4.9𝐷 𝐻 − 0.3 𝐺
𝑆𝑑+ 𝐶𝐴 𝑡𝑡 =
4.9𝐷 𝐻 − 0.3
𝑆𝑡
El espesor de chapa a utilizar será de 8 mm
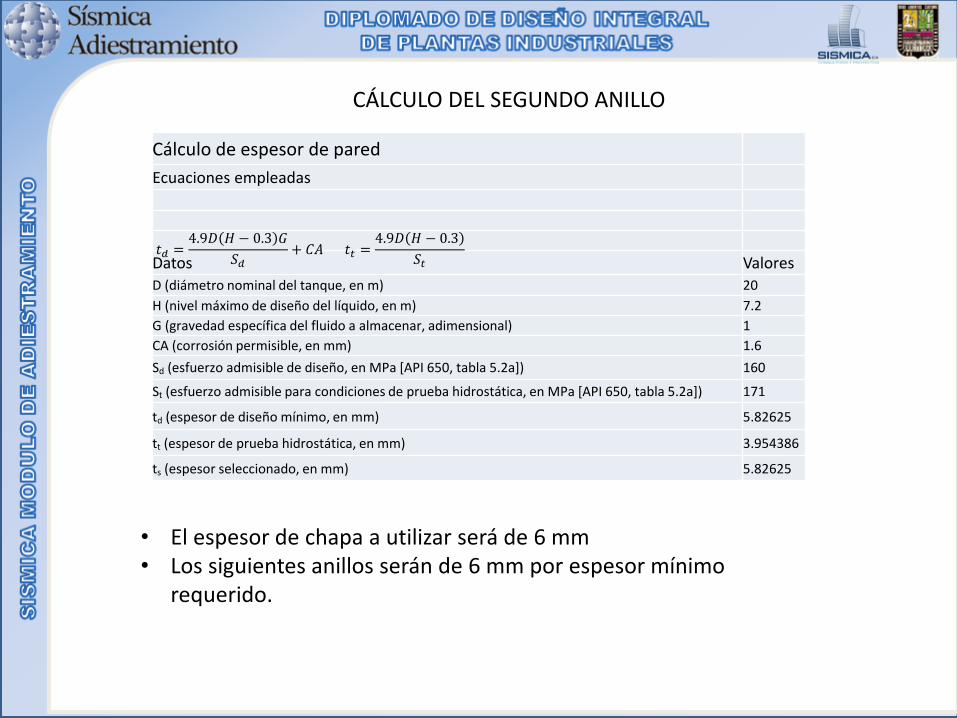
CÁLCULO DEL SEGUNDO ANILLO
Cálculo de espesor de pared
Ecuaciones empleadas
Datos ValoresD (diámetro nominal del tanque, en m) 20
H (nivel máximo de diseño del líquido, en m) 7.2
G (gravedad específica del fluido a almacenar, adimensional) 1
CA (corrosión permisible, en mm) 1.6
Sd (esfuerzo admisible de diseño, en MPa [API 650, tabla 5.2a]) 160
St (esfuerzo admisible para condiciones de prueba hidrostática, en MPa [API 650, tabla 5.2a]) 171
td (espesor de diseño mínimo, en mm) 5.82625
tt (espesor de prueba hidrostática, en mm) 3.954386
ts (espesor seleccionado, en mm) 5.82625
𝑡𝑑 =4.9𝐷 𝐻 − 0.3 𝐺
𝑆𝑑+ 𝐶𝐴 𝑡𝑡 =
4.9𝐷 𝐻 − 0.3
𝑆𝑡
• El espesor de chapa a utilizar será de 6 mm• Los siguientes anillos serán de 6 mm por espesor mínimo
requerido.
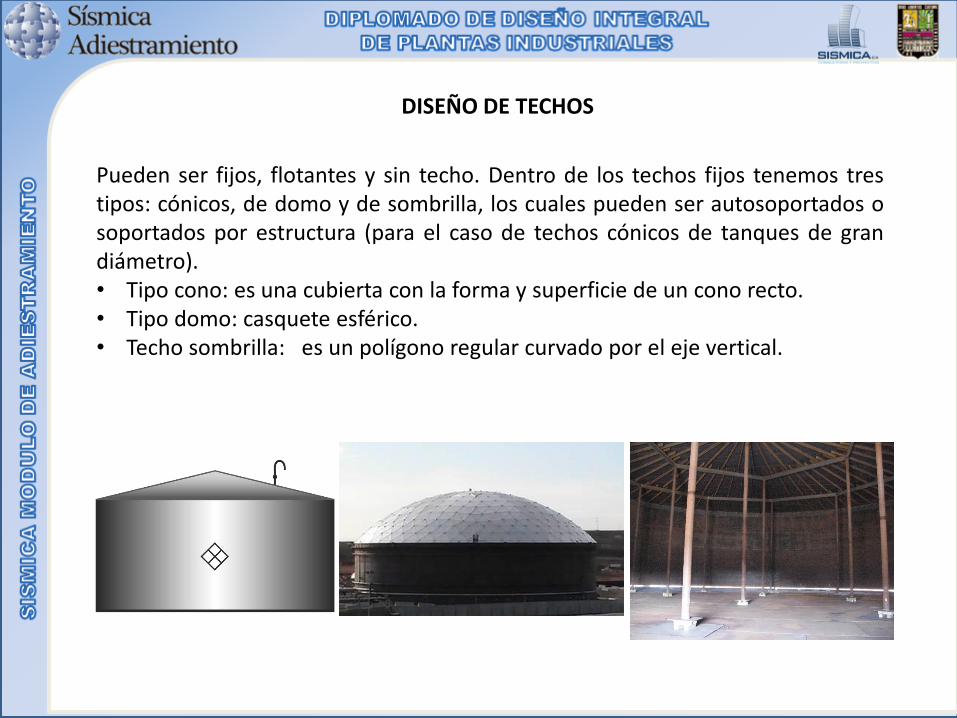
DISEÑO DE TECHOS
Pueden ser fijos, flotantes y sin techo. Dentro de los techos fijos tenemos trestipos: cónicos, de domo y de sombrilla, los cuales pueden ser autosoportados osoportados por estructura (para el caso de techos cónicos de tanques de grandiámetro).• Tipo cono: es una cubierta con la forma y superficie de un cono recto.• Tipo domo: casquete esférico.• Techo sombrilla: es un polígono regular curvado por el eje vertical.
Los techos autosoportados ya sean tipo cónico, domo, o sombrilla, tiene lacaracterística de estar apoyados únicamente en su periferia, calculados ydiseñados para que su forma geométrica, en combinación con el espesormínimo requerido, absorban la carga generada por su propio peso más lascargas vivas, a diferencia de los techos soportados que contarán con unaestructura que admita dichas cargas.Los techos serán diseñados para soportar una carga viva de por lo menos, 120Kg/m^2 (25 lb/pie^2 ), más la carga permanente generada por el mismo.
Las placas del techo tendrán un espesor mínimo nominal de 5 mm (3/16 in) olámina calibre 7. Un espesor mayor puede ser requerido para el caso de techosautosoportados; la corrosión permisible puede ser incluida al espesor calculadoa menos que el usuario especifique su exclusión, lo que es válido también a lostechos soportados.
Todos los miembros estructurales internos y externos de techos soportadostendrán un espesor mínimo nominal de 4.3 mm (0.17 in) en cualquiercomponente de estos. La inclusión de corrosión permisible será acordada entreel usuario y el fabricante.
DISEÑO DE TECHOS
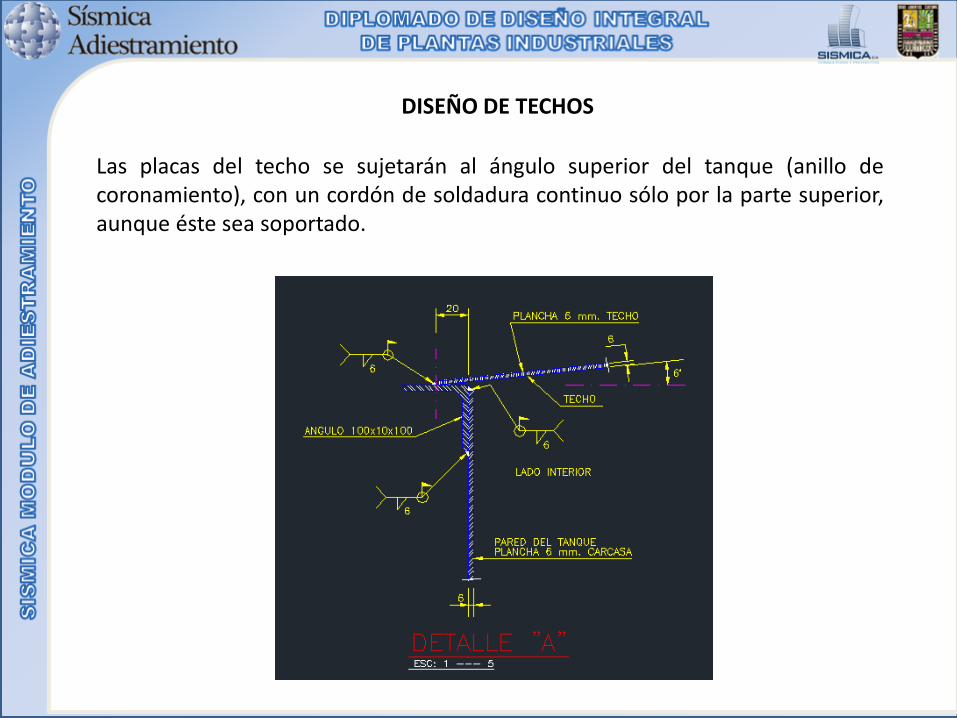
Las placas del techo se sujetarán al ángulo superior del tanque (anillo decoronamiento), con un cordón de soldadura continuo sólo por la parte superior,aunque éste sea soportado.
DISEÑO DE TECHOS
DISEÑO DE TECHOS
Los techos cónicos, autosoportados son empleados en tanques relativamente pequeños.Este consiste en un cono formado de placas soldadas a tope, el cual por su forma físicaes capaz de sostenerse sin ningún elemento estructural y únicamente soportado en superiferia por el perfil de coronamiento.
Estos techos son diseñados y calculados para tanques que no exceden de un diámetrode 18,288mm. (60 pies), pero es recomendable fabricar estos en un diámetro máximode 12,192mm (40 pies), y cualquier dimensión mayor de las mostradas requiere el usode una estructura capaz de soportar al techo.
Los techos cónicos autosoportados tendrán como máximo una pendiente de 9:12 (37°),y como mínimo 2:12 (9.5°), con respecto a la horizontal.
DISEÑO DE TECHOS
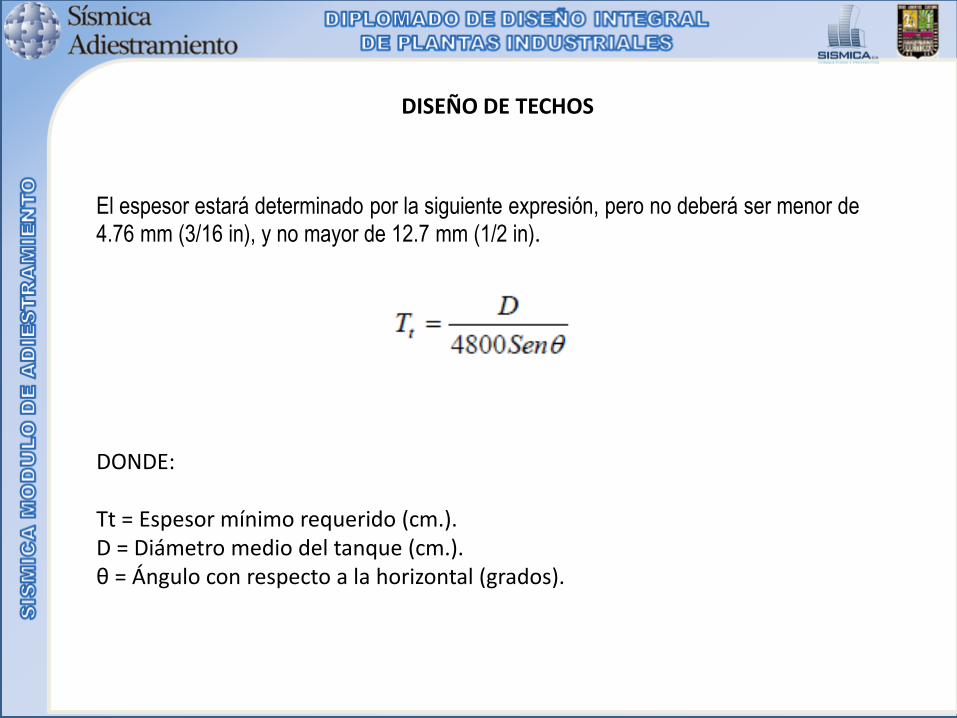
El espesor estará determinado por la siguiente expresión, pero no deberá ser menor de 4.76 mm (3/16 in), y no mayor de 12.7 mm (1/2 in).
DONDE:
Tt = Espesor mínimo requerido (cm.).D = Diámetro medio del tanque (cm.).θ = Ángulo con respecto a la horizontal (grados).
TECHOS TIPO DOMO Y SOMBRILLA.
Los techos tipo domo se caracterizan por ser un casquete esférico el cual estáformado por placas soldadas a traslape o a tope. Este tipo de tapas son poco usualesdebido a que tienen un proceso de fabricación muy laborioso. Los techos de tiposombrilla son una variedad del tipo domo el cual solo conserva el abombado sobre eleje vertical ya que sobre el eje circunferencial tiene semejanza con el tipo cónico.
Este tipo de tapas deberán estar diseñadas bajo los siguientes requerimientos:
tt = rr / 2400
tt = Espesor mínimo requerido (cm) no menor de 4.76 mm (3/16 in),no mayor de 12.7 mm (1/2 in).D = Diámetro nominal del cuerpo del tanque (cm).rr = Radio de abombado del techo (cm) radio mínimo rr = 0.8 D (a menos que elusuario especifique otro radio), radio máximo rr = 1.2 DCuando la suma de las cargas muertas más las cargas vivas exceda 220 kg/m2 (45 lb/ft2), el espesor mínimo deberá ser incrementado en la relación mencionada, usandoel mismo procedimiento que para techos cónicos autosoportados.
TECHOS CÓNICOS SOPORTADOS.
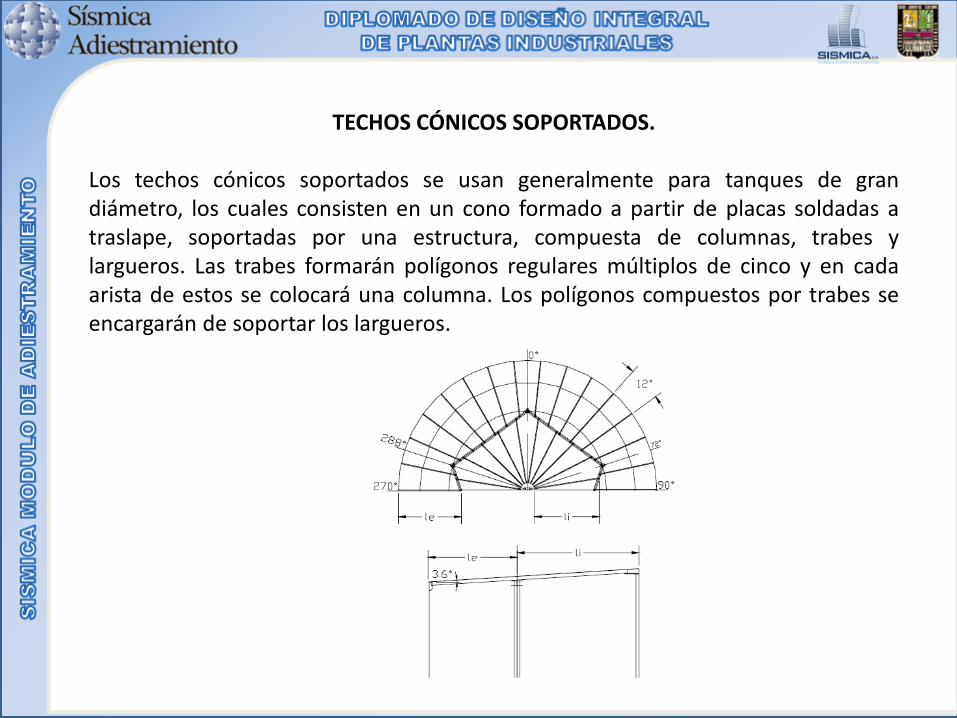
Los techos cónicos soportados se usan generalmente para tanques de grandiámetro, los cuales consisten en un cono formado a partir de placas soldadas atraslape, soportadas por una estructura, compuesta de columnas, trabes ylargueros. Las trabes formarán polígonos regulares múltiplos de cinco y en cadaarista de estos se colocará una columna. Los polígonos compuestos por trabes seencargarán de soportar los largueros.
TECHOS CÓNICOS SOPORTADOS.
Las juntas de las placas del techo estarán soldadas a traslape por la parte superior con unfilete continuo a lo largo de la unión, la cual tendrá un ancho igual al espesor de lasplacas. La soldadura del techo, con el perfil de coronamiento, se efectuará mediante unfilete continuo.
La pendiente del techo deberá ser de 6.35 mm en 304.8 mm (1/4 in en 12 in) o mayor silo especifica el usuario. Se recomienda una pendiente de 19 in en 305 mm (3/4 in en 12in).
El diseño y cálculo de la estructura involucra los esfuerzos de flexión y corte, producidospor una carga uniformemente repartida ocasionada por el peso de las placas del techo,trabes y largueros.
Las columnas para soportar la estructura del techo se seleccionan a partir de perfilesestructurales, o puede usarse tubería de acero. Cuando se usa tubería de acero, la basede la misma será provista de topes soldados al fondo para prevenir desplazamientoslaterales.
DISEÑO POR VIENTO
Todos los tanques de almacenamiento se diseñarán y calcularán para lograr unaestabilidad total. El momento de volteo producido por la carga de viento, deberá serde por lo menos 146 kg/m2 (30 lb/ft2) en la superficie del plano vertical, 88 kg/m2
(18 lb/ft2), en las áreas proyectadas de las superficies del cilindro y 73 kg/m2(15lb/ft2) en áreas proyectadas de superficies cónicas y doble curvadas. Lo que sedetermina en base a una velocidad de viento de 160 km/h (100 mph ). En el caso deque el tanque se localice en una zona geográfica con una velocidad mayor, seajustarán las presiones multiplicando el valor especificado por el resultado de lasiguiente relación:
(V / 160)2
DONDE:V = Velocidad del viento (km/h).
DISEÑO POR VIENTO
MOMENTO DE VOLTEO.
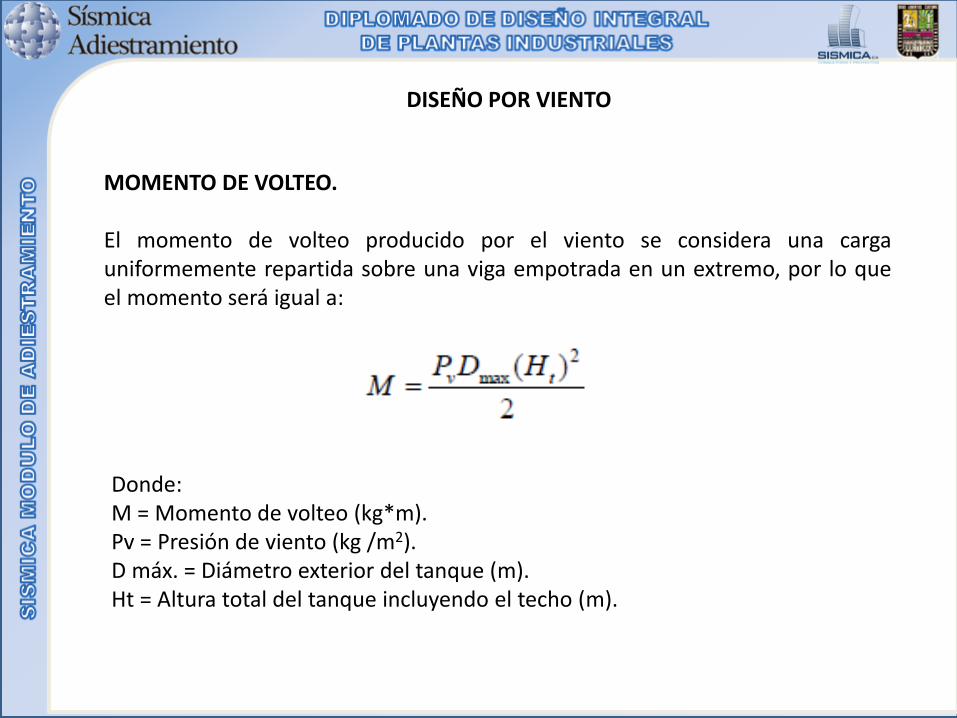
El momento de volteo producido por el viento se considera una cargauniformemente repartida sobre una viga empotrada en un extremo, por lo queel momento será igual a:
Donde:M = Momento de volteo (kg*m).Pv = Presión de viento (kg /m2).D máx. = Diámetro exterior del tanque (m).Ht = Altura total del tanque incluyendo el techo (m).
DISEÑO POR VIENTO
Para tanques que no estén anclados, el momento de volteo por presión de viento nodebe exceder de la siguiente expresión:
Donde:
W = Peso muerto del tanque disponible para resistir el levantamiento (kg).D = Diámetro nominal del tanque (m).Cuando la relación anterior sea menor o igual al momento de volteo, se tendrá que anclar el tanque.
DISEÑO POR VIENTO
La carga de tensión de diseño para cada anclaje, se determinará como sigue:
Donde:
tB = Carga de tensión por anclaje (kg ).d = diámetro del anclaje (m).N = número de anclajes.Los anclajes deben estar espaciadas a un máximo de 3048 mm (10 ft).
REQUERIMIENTOS PARA ESCALERAS
1.- Todas las partes de la escalera serán metálicas.2.- El ancho mínimo de las escaleras será de 610 mm (24 in).3.- El ángulo máximo entre las escaleras y una línea horizontal será de 50°.4.- El ancho mínimo de los peldaños será de 203 mm (8 in). La elevación seráuniforme a todo lo largo de la escalera.5.- Los peldaños deberán estar hechos de rejilla o material anti resbalante.6.- La estructura completa será capaz de soportar una carga viva concentrada de 453kg (1,000 lb), y la estructura del pasamanos deberá ser capaz de soportar una cargade 90 kg (200 lb), aplicada en cualquier dirección y punto de la baranda.7.- Los pasamanos deberán estar colocados en ambos lados de las escaleras rectas;éstos serán colocados también en ambos lados de las escaleras circulares cuando elclaro entre cuerpo-tanque y los largueros de la escalera excedan 203mm (8 in).8.- Las escaleras circunferenciales estarán completamente soportadas en el cuerpodel tanque y los finales de los largueros apoyados en el piso.
REQUERIMIENTOS PARA PLATAFORMAS Y PASILLOS
1.- Todos los componentes deberán ser metálicos.2.- El ancho mínimo del piso será de 610 mm (24 in).3.- Todo el piso deberá ser de material anti resbalante.4.- La altura del barandal a partir del piso será de 1067 mm (42 in).5.- La altura mínima del rodapié será de 76 mm (3 in).6.- El máximo espacio entre el suelo y la parte inferior del espesor de la placa delpasillo será de 6.35mm (1/4 in).7.- La distancia máxima entre los postes del barandal deberá ser de 1168mm (46 in).8.- La estructura completa tendrá que ser capaz de soportar una carga vivaconcentrada de 453 kg. (1000 lb), aplicada en cualquier dirección y en cualquier puntodel barandal.9.- Los pasamanos estarán en ambos lados de la plataforma.10.- Cualquier espacio mayor de 152 mm (6 in) entre el tanque y la plataforma deberátener piso.11.- Los corredores de los tanques que se extienden de un lado al otro del suelo o aotra estructura deberán estar soportados de tal manera que tenga un movimientorelativo libre; además del uso de una junta de dilatación en el puente de contactoentre el corredor y el otro tanque (este método permite que en caso de que untanque sufra ruptura o algún movimiento brusco, el otro no resulte dañado).
SOLDADURA
MATERIALES.
Para el soldado de materiales con un esfuerzo mínimo a la tensión menor de 5625 kg / cm2 (80000 psi), los electrodos de arco manual deben estar hechos de materiales cuya clasificación sea AWS: E-60XX y E70XX.
Para soldado de materiales con un esfuerzo mínimo a la tensión de 5625 - 5976 kg / cm2 (80000 - 85000 lb / in2), el material del electrodo de arco manual debe ser E80XX.
También podrán ser usados otros materiales que sean recomendados por otros Estándares, Códigos o Normas como: A.S.T.M., A.P.I., CSA (Canadian Standard Association).
El estándar A.P.I. 650, se auxilia del Código A.S.M.E. sección IX para dar loslineamientos que han de seguirse en la unión y/o soldado de materiales. El CódigoA.S.M.E. sección IX, establece que toda junta soldada deberá realizarse mediante unprocedimiento de soldadura de acuerdo a la clasificación de la junta y que, además,el operador deberá contar con un certificado que lo acredite como soldadorcalificado, el cual le permite realizar cierto tipo de soldaduras de acuerdo con laclasificación de ésta. Una vez realizada la soldadura o soldaduras, éstas se someterána pruebas y ensayos como: ultrasonido, radiografiado, líquidos penetrantes, dureza,etc., donde la calidad de la soldadura es responsabilidad del fabricante. Al efectuarel diseño se deberán preparar procedimientos específicos de soldadura para cadacaso.Los procedimientos de soldadura serán presentados para su aprobación y estudioantes de aplicar cualquier cordón de soldadura para cada caso en particular. Esteprocedimiento debe indicar la preparación de los elementos a soldar, así como latemperatura a la que se deberá precalentar tanto el material de aporte (electrodo,por ejemplo), como los materiales a unir.
SOLDADURA
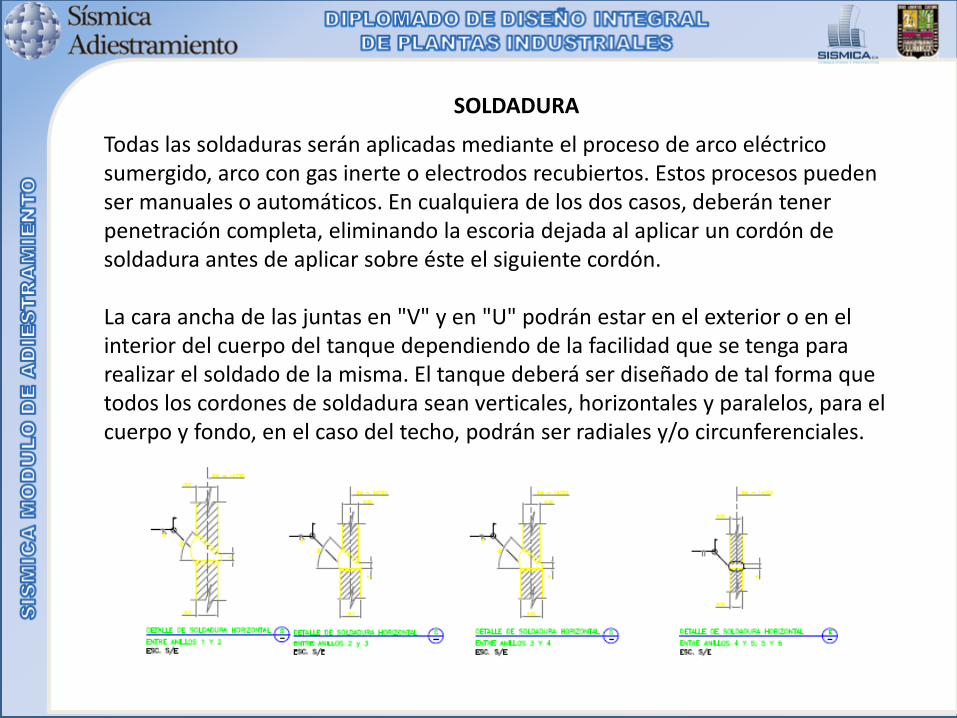
Todas las soldaduras serán aplicadas mediante el proceso de arco eléctrico sumergido, arco con gas inerte o electrodos recubiertos. Estos procesos pueden ser manuales o automáticos. En cualquiera de los dos casos, deberán tener penetración completa, eliminando la escoria dejada al aplicar un cordón de soldadura antes de aplicar sobre éste el siguiente cordón.
La cara ancha de las juntas en "V" y en "U" podrán estar en el exterior o en el interior del cuerpo del tanque dependiendo de la facilidad que se tenga para realizar el soldado de la misma. El tanque deberá ser diseñado de tal forma que todos los cordones de soldadura sean verticales, horizontales y paralelos, para el cuerpo y fondo, en el caso del techo, podrán ser radiales y/o circunferenciales.
SOLDADURA
SOLDADURA
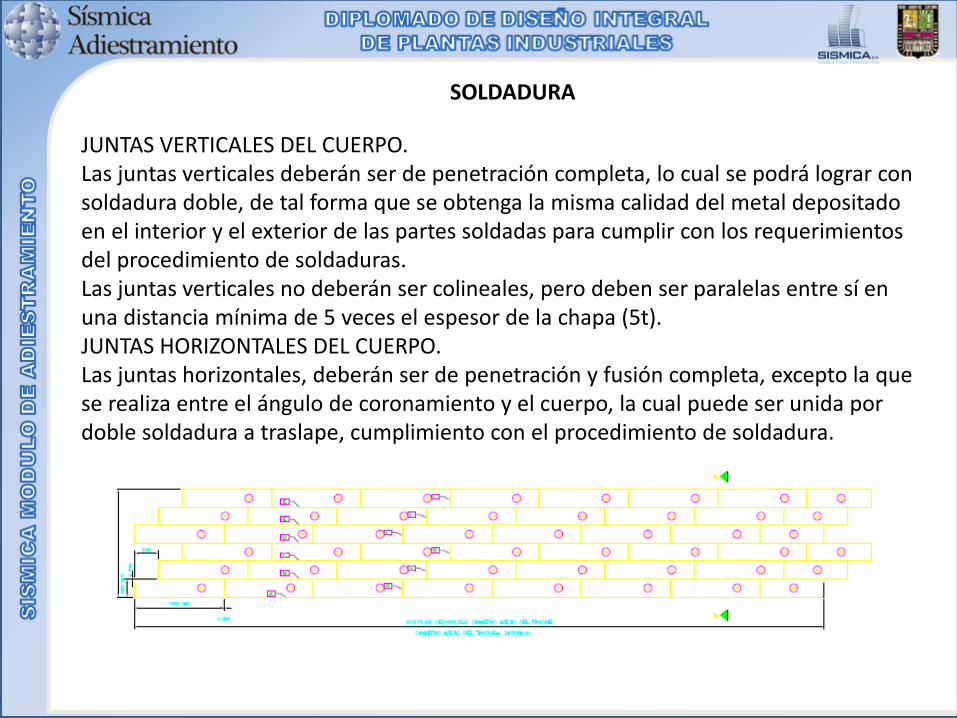
JUNTAS VERTICALES DEL CUERPO.Las juntas verticales deberán ser de penetración completa, lo cual se podrá lograr con soldadura doble, de tal forma que se obtenga la misma calidad del metal depositado en el interior y el exterior de las partes soldadas para cumplir con los requerimientos del procedimiento de soldaduras.Las juntas verticales no deberán ser colineales, pero deben ser paralelas entre sí en una distancia mínima de 5 veces el espesor de la chapa (5t).JUNTAS HORIZONTALES DEL CUERPO.Las juntas horizontales, deberán ser de penetración y fusión completa, excepto la que se realiza entre el ángulo de coronamiento y el cuerpo, la cual puede ser unida por doble soldadura a traslape, cumplimiento con el procedimiento de soldadura.
SOLDADURA
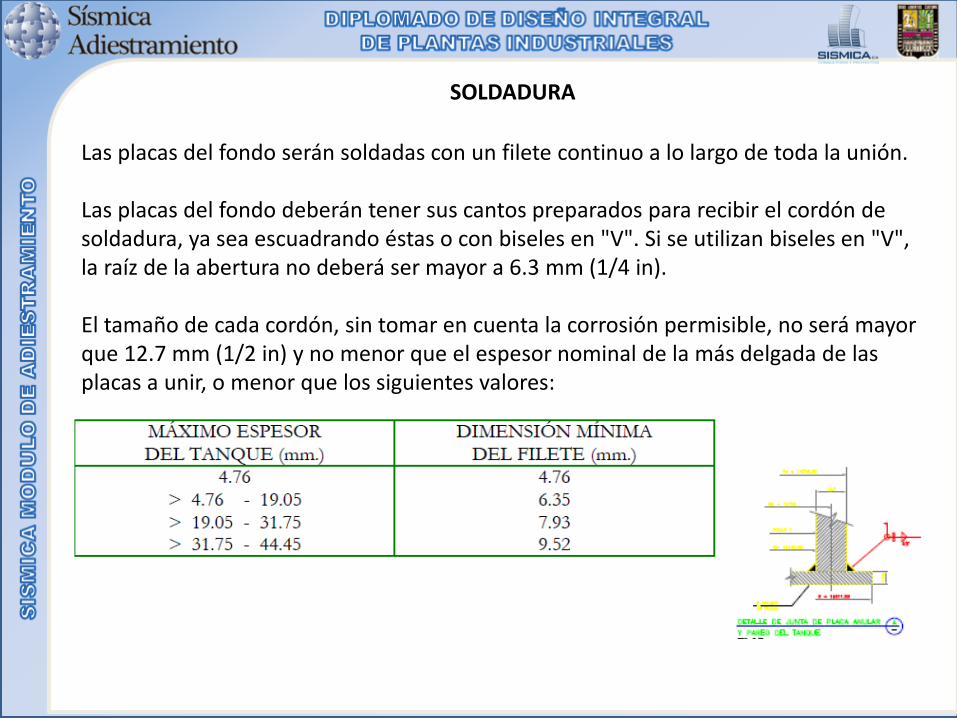
Las placas del fondo serán soldadas con un filete continuo a lo largo de toda la unión.
Las placas del fondo deberán tener sus cantos preparados para recibir el cordón de soldadura, ya sea escuadrando éstas o con biseles en "V". Si se utilizan biseles en "V", la raíz de la abertura no deberá ser mayor a 6.3 mm (1/4 in).
El tamaño de cada cordón, sin tomar en cuenta la corrosión permisible, no será mayor que 12.7 mm (1/2 in) y no menor que el espesor nominal de la más delgada de las placas a unir, o menor que los siguientes valores:
SOLDADURA
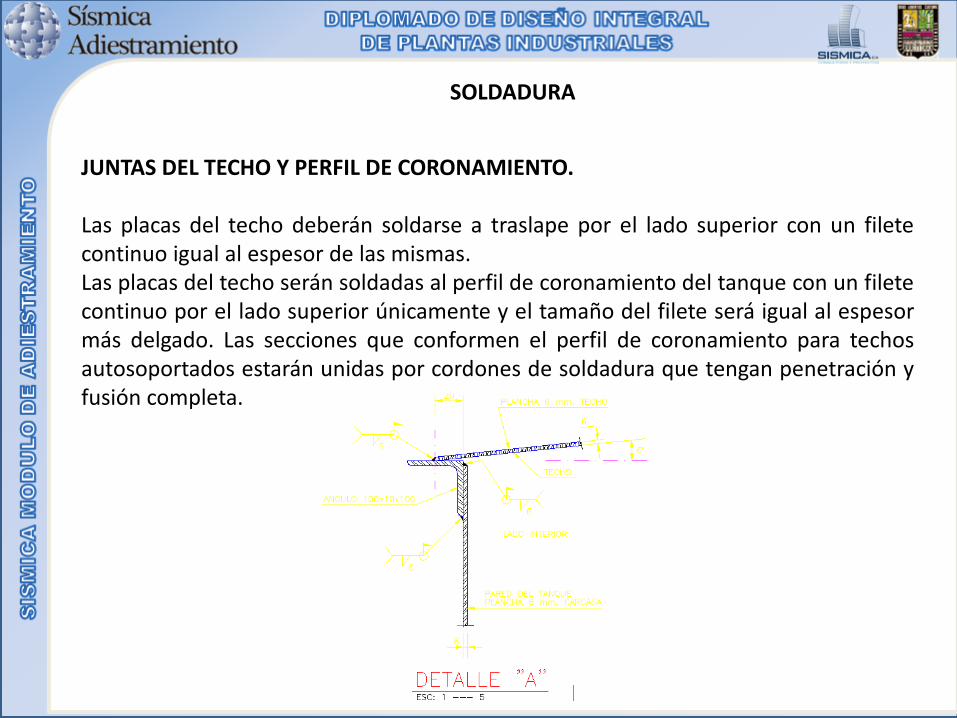
JUNTAS DEL TECHO Y PERFIL DE CORONAMIENTO.
Las placas del techo deberán soldarse a traslape por el lado superior con un filetecontinuo igual al espesor de las mismas.Las placas del techo serán soldadas al perfil de coronamiento del tanque con un filetecontinuo por el lado superior únicamente y el tamaño del filete será igual al espesormás delgado. Las secciones que conformen el perfil de coronamiento para techosautosoportados estarán unidas por cordones de soldadura que tengan penetración yfusión completa.
SOLDADURA
Se recomienda que la secuencia de soldado se inicie en el centro del tanque y avancehacia la periferia del fondo, soldando juntas longitudinales y, a continuación, lasplacas del anillo anular, si éstas existieran, dejando pendientes las soldadurastransversales del fondo, mismas que serán terminadas cuando se haya avanzando enlas soldaduras del primer anillo del cuerpo.Las pequeñas deformaciones que se permitan en el primer anillo deben ser lasmínimas dentro de las tolerancias permitidas por el estándar, de lo contrario, sereflejarán en los últimos anillos, pero amplificando más o menos diez veces, por loque las soldaduras verticales del casco deben ser alternadas y por el procedimientode retroceso para obtener una verticalidad y circularidad aceptable.El procedimiento debe llevar un estricto control de las dimensiones del cuerpo, amedida que se van montando las placas de cada anillo, pero tomando en cuenta quelas últimas soldaduras de cierre deberán ser siempre a una hora tal del día que setenga la misma temperatura medida directamente sobre la superficie del material, afin de controlar la expansión térmica que en grandes tanques puede llegar a ser delorden de 38 mm (1 1/2 in).
SOLDADURA
Se recomienda dejar una placa del primer anillo sin soldar para ser utilizada comopuerta, la cual sólo se removerá en caso absolutamente necesario para acceso dematerial o equipo.Para aplicar la soldadura de filete entre el primer anillo y la placa anular o la placa delfondo, se debe precalentar una longitud de 304.8 mm (12 in) hacia arriba del primeranillo a una temperatura de 100° C a 150° C.Las soldaduras de traslape de las placas del techo sólo se harán por la parte exterior ysolamente donde existan zonas de flexión se recomendarán puntos de soldadura acada 304.8 mm (12 in) en su parte interior, porque la doble soldadura es másperjudicial que benéfica, ya que, por el tipo de soldadura a realizar (posición sobrecabeza), será muy difícil evitar el socavado que reduce el espesor de la placa.Con el fin de verificar si una soldadura ha sido bien aplicada, se utilizarán variasformas de inspección. Entre ellas están el radiografiado, la prueba de líquidospenetrantes y, en ocasiones, el ultrasonido.