
PROCESAMIENTO TÉRMICO Tecnología de Frutas I Trimestre 08 – I Dra. Ma. de Lourdes Yáñez L.
Upload
phungthienCategory
view
254download
0
UNIVERSIDAD CENTRAL DEL ECUADOR
FACULTAD DE INGENIERÍA QUÍMICA
CARRERA DE INGENIERÍA QUÍMICA
DISEÑO DE UNA PLANTA PILOTO PARA EL PROCESAMIENTO DE FRUTAS EN
LA FACULTAD DE INGENIERÍA QUÍMICA
TRABAJO DE GRADO PARA LA OBTENCIÓN DEL TÍTULO DE INGENIERA
QUÍMICA
AUTOR: TERESA MARGARITA VÁSQUEZ AMAYA
QUITO – ECUADOR
2014
UNIVERSIDAD CENTRAL DEL ECUADOR
FACULTAD DE INGENIERÍA QUÍMICA
CARRERA DE INGENIERÍA QUÍMICA
DISEÑO DE UNA PLANTA PILOTO PARA EL PROCESAMIENTO DE FRUTAS EN
LA FACULTAD DE INGENIERÍA QUÍMICA
TRABAJO DE GRADO PARA LA OBTENCIÓN DEL TÍTULO DE INGENIERA
QUÍMICA
AUTOR: TERESA MARGARITA VÁSQUEZ AMAYA
TUTOR: ING. MARIO ROMEO CALLE MIÑACA
QUITO – ECUADOR
2014

iii
APROBACIÓN DEL TUTOR
En calidad de tutor del trabajo de grado titulado, “DISEÑO DE UNA PLANTA PILOTO
PARA EL PROCESAMIENTO DE FRUTAS EN LA FACULTAD DE INGENIERÍA
QUÍMICA”, me permito certificar que el mismo es original y ha sido desarrollado por la
señorita VÁSQUEZ AMAYA TERESA MARGARITA, bajo mi dirección y conforme con
todas las observaciones realizadas, considero que el trabajo está concluido y tiene mi
aprobación.
En la ciudad de Quito, a los 22 días del mes de agosto de 2014.
--
Ing. Mario Romeo Calle Miñaca
PROFESOR TUTOR

iv
AUTORIZACIÓN DE LA AUTORÍA INTELECTUAL
Yo, Vásquez Amaya Teresa Margarita, en calidad de autora del trabajo de grado realizado sobre
“DISEÑO DE UNA PLANTA PILOTO PARA EL PROCESAMIENTO DE FRUTAS EN
LA FACULTAD DE INGENIERÍA QUÍMICA”, por la presente autorizo a la
UNIVERSIDAD CENTRAL DEL ECUADOR, hacer uso de todos los contenidos que me
pertenecen o de parte de los que contiene esta obra, con fines estrictamente académicos y de
investigación.
Los derechos que como autor me corresponden, con excepción de la presente autorización,
seguirán vigentes a mi favor, de conformidad con lo establecido en los artículos 5, 6, 8, 19 y
demás pertinentes de la Ley de Propiedad Intelectual y su Reglamento
En la ciudad de Quito, a los 22 días del mes de agosto de 2014.
Teresa Margarita Vásquez Amaya
C.C. 1004011712

v
AGRADECIMIENTO
A Dios por darme vida, salud, inteligencia y fortaleza durante todo este tiempo de sacrificio y
dedicación a mi formación profesional.
A mis padres y hermana por brindarme su amor, confianza y apoyo moral y económico
incondicional en este recorrido.
A la Universidad Central del Ecuador, especialmente a la Facultad de Ingeniería Química por
abrirme sus puertas y permitirme realizar mis estudios universitarios.
A mis maestros, que con sabiduría supieron impartirme sus conocimientos y convertirme en una
profesional enamorada de la Ingeniería Química.
Un fraterno agradecimiento a los Ingenieros Mario Calle y Diego Montesdeoca, por guiarme
con paciencia en la elaboración del presente trabajo de grado.
A la empresa Frozentropic Cía. Ltda. un especial agradecimiento por abrirme las puertas de sus
instalaciones para visitar la planta y familiarizarme con el proceso de obtención de pulpa de
frutas.
A mis tías Rosa Esther y María Mercedes Vásquez Rivera y demás tías y tíos por confiar en mí
y ayudarme económicamente cada vez que fue necesario durante todos estos años de estudio.
A mis amigos y amigas por darme esas palabras de aliento en los momentos que sentía
rendirme.

vi
DEDICATORIA
Con inmenso amor, a mis padres, David Jacinto y Mirian del Rocío, ejemplo de honestidad,
rectitud, trabajo y perseverancia, quienes con sacrificio me formaron moral y profesionalmente.
A mi hermana, Mirian Cecilia, porque con amor y paciencia supo acompañarme durante mi vida
universitaria y nunca me dejó rendir, esta es una muestra de que todo se puede con sacrificio y
esfuerzo mi princesa.
A mis abuelitos, tías, tíos y primos, porque han sido apoyo fundamental en este largo recorrido
como estudiante.
A mi amor eterno que nunca me dejó rendir y desde donde está, siempre fue mi ángel y me
guió.
Margarita Vásquez Amaya

vii
CONTENIDO
Pág.
AGRADECIMIENTO ..................................................................................................................v
DEDICATORIA ........................................................................................................................ vi
LISTA DE TABLAS.................................................................................................................. xi
LISTA DE FIGURAS .............................................................................................................. xiii
LISTA DE ANEXOS ................................................................................................................. xv
RESUMEN ...............................................................................................................................xvi
ABSTRACT ............................................................................................................................ xvii
INTRODUCCIÓN .......................................................................................................................1
1. MARCO TEÓRICO .............................................................................................................2
1.1. Definición de pulpa .............................................................................................................2
1.2. Características de las pulpas ................................................................................................2
1.2.1. Características organolépticas…………………………………………………...……...2
1.2.2. Características fisicoquímicas………………………………………………...………...3
1.3. Pre – Proceso de obtención de pulpa ...................................................................................4
1.3.1. Recepción………………………………………………………………………………..4
1.3.2. Pesado. …………………………………………………………………………………..4
1.3.3. Clasificación……………………………………………………………………………..5
1.3.4. Almacenamiento…………………………………………………………………………5
1.3.5. Lavado…………………………………………………………………………………...5
1.3.6. Desinfección……………………………………………………...……………………...6
1.4. Proceso de transformación para la obtención de pulpa…………………………………….6
1.4.1. Escaldado………………………………………………………………………………..6
1.4.2. Pelado……………………………………………………………………………………8
1.4.3. Separación……………………………………………………………………………….8
1.4.4. Maceración………………………………………………………………………………9
1.4.5. Despulpado………………………………………………………………………………9

viii
1.4.6. Desaireado……………………………………………………………………………...10
1.4.7. Pasteurizado……………………………………………………………………………10
1.4.8. Empacado. ……………………………………………………………………………..11
1.4.9. Congelado. ……………………………………………………………………………..11
1.5. Proceso general para la obtención de pulpa de frutas ....................................................... .11
1.6. Equipos para el proceso de obtención de la pulpa ............................................................. 13
1.6.1. Plataforma de pesaje…………………………………………………………………...13
1.6.2. Despulpadora.…………………………………………………………...……………..13
1.6.3. Marmita………………………………………………………………………………...14
1.6.4. Envasadora del producto……………………………………………………………….15
1.6.5. Cámara de congelación………………………………………………………………...15
2. DISEÑO EXPERIMENTAL .............................................................................................. 17
2.1. Procedimiento experimental seleccionado para la obtención de pulpa de tomate de
árbol en el laboratorio ................................................................................................................ 17
2.2. Diagrama de bloques para el proceso experimental seleccionado ..................................... 23
2.3. Equipos y Materiales ......................................................................................................... 24
2.4. Sustancias y reactivos ....................................................................................................... 24
2.5. Diseño experimental ......................................................................................................... 24
3. CÁLCULOS Y RESULTADOS......................................................................................... 27
3.1. Cálculo promedio de las réplicas experimentales .............................................................. 27
3.1.1. Ecuación general para el cálculo promedio de las variables de cada etapa del
proceso……………………………………………………………………………………..…...27
3.2. Cálculo modelo para las relaciones de flujo de corrientes respecto a la materia
prima que ingresa ....................................................................................................................... 30
3.3. Cálculos de escalamiento ................................................................................................. .30
3.3.1. Cálculo del flujo de materia prima escalada que ingresa al proceso…………...…….31
3.3.2. Cálculo modelo para el escalamiento de flujos de las corrientes del proceso………..31
3.3.3. Escalamiento de requerimientos de agua y solución desinfectante para el proceso…..32
3.3.4. Escalamiento del agua evaporada en el proceso de escaldado………………………..33
3.4. Balance de masa para el proceso de obtención de pulpa de tomate de árbol ..................... 34
3.4.1. Balance de masa para el proceso de lavado…………………………………………...34
3.4.2. Balance de masa para el proceso de desinfección……………………………………..35
3.4.3. Balance de masa para el proceso de escaldado………………………………………..36
3.4.4. Balance de masa para el proceso de pelado…………………………………………...36
ix
3.4.5. Balance de masa para el proceso de despulpado………………………………………37
3.4.6. Balance de masa para el proceso de calentamiento de la pulpa a pasteurizar.…....….37
3.4.7. Balance de masa para el proceso del primer enfriamiento de la pulpa a pasteuri-
zar……………………………………………………………………………………………….37
3.4.8. Balance de masa para el proceso del segundo enfriamiento de la pulpa a pasteu-
rizar……………………………………………………………...……………………………...38
3.4.9. Balance de masa para el proceso de envasado de la pulpa……………………………38
3.5. Balance de energía para el proceso de obtención de pulpa de tomate de árbol ................. .42
3.5.1. Balance de energía para el proceso de lavado……………………………………...…42
3.5.2. Balance de energía para el proceso de desinfección…………………………………..43
3.5.3. Balance de energía para el proceso de escaldado……………………………………..44
3.5.4. Balance de energía para el proceso de pelado………………………………………...45
3.5.5. Balance de energía para el proceso de despulpado……………………………………46
3.5.6. Balance de energía para el proceso de pasteurizado…………………………………..47
3.5.7. Balance de energía para el proceso del primer enfriamiento de la pulpa a pasteu-
rizar……………………………………………………………………………..…………...….48
3.5.8. Balance de energía para el proceso del segundo enfriamiento de la pulpa a pasteu-
rizar…………..…………………………………………………………………………………49
3.5.9. Balance de energía para el proceso envasado de la pulpa …………….....…………...49
3.6. Cálculos para el diseño de los equipos involucrados en el proceso de obtención de
pulpa de tomate de árbol ....................................... ……………………………………………..54
3.6.1. Diseño de la marmita T – 100 para lavado, desinfección y escaldado de la fruta……54
3.6.2. Especificación de la despulpadora de fruta D – 300………………………………….67
3.6.3. Diseño de la marmita con agitador T – 200 para pasteurización de la pulpa…..……..68
3.6.4. Especificaciones de la bomba de membrana T – 210………………………………….95
3.6.5. Especificaciones de la envasadora EN – 400…………………………………………..96
3.6.6. Especificaciones de la cámara de congelación CF – 500……………………………...98
3.6.7. Requerimiento de suministros………………………………………………………….99
4. DISCUSIÓN ..................................................................................................................... 102
4.1. Discusiones de la parte experimental .............................................................................. 102
4.2. Discusiones del diseño de equipos .................................................................................. 103
5. CONCLUSIONES Y RECOMENDACIONES ................................................................ 104
5.1. Conclusiones de la parte experimental ............................................................................ 104
5.2. Conclusiones del diseño de equipos ................................................................................ 105

x
5.3. Recomendaciones ........................................................................................................... 106
CITAS BIBLIOGRÁFICAS .................................................................................................... 108
BIBLIOGRAFÍA ..................................................................................................................... 110
ANEXOS ................................................................................................................................. 111

xi
LISTA DE TABLAS
Pág.
Tabla 1. Contenido promedio de ºbrix, acidez, índice de madurez y rendimiento de diver-
sas frutas ......................................................................................................................................4
Tabla 2. Inactivación de las enzimas peroxidasa y pectinesterasa en pulpas de fruta ...................7
Tabla 3. Datos experimentales de la obtención de pulpa de tomate de árbol en el laborato-
rio ............................................................................................................................................... 25
Tabla 4. Datos experimentales promedio de la obtención de pulpa de tomate de árbol en
el laboratorio .............................................................................................................................. 28
Tabla 5. Relaciones de flujo de corrientes respecto a la materia prima que ingresa ................... 30
Tabla 6. Escalamiento de las relaciones de flujo de las corrientes respecto a la materia pri-
ma que ingresa ........................................................................................................................... 31
Tabla 7. Densidades del agua a diferentes temperaturas............................................................. 33
Tabla 8. Escalamiento de requerimientos de agua y solución desinfectante para el proceso ...... 33
Tabla 9. Definición de otras variables para el balance de masa del proceso ............................... 34
Tabla 10. Balance general de masa para procesar un flujo de 18,75 (kg/lote) de tomate de
árbol ........................................................................................................................................... 40
Tabla 11. Definición de variables para el balance de energía del proceso .................................. 42
Tabla 12. Calor específico del tomate árbol y el agua ................................................................ 42
Tabla 13. Calor latente de vaporización del agua a 540mmHg................................................... 42
Tabla 14. Balance general de energía para procesar un flujo de 18,75 (kg/lote) de tomate
de árbol a una temperatura de referencia de 0°C ........................................................................ 51
Tabla 15. Dimensiones de la marmita T – 100 para lavado, desinfección y escaldado ............... 57
Tabla 16. Condiciones de operación de marmita T – 100........................................................... 58
Tabla 17. Coeficientes de convección por condensación de vapor en el interior de la cha-
queta, a diferentes temperaturas de la pared. .............................................................................. 60
Tabla 18. Coeficientes de convección por ebullición en el interior del tanque de la marmi-
ta, a diferentes temperaturas de la pared. .................................................................................... 62

xii
Tabla 19. Comprobación de la temperatura de la pared del tanque de la marmita calculada
con la asumida ............................................................................................................................ 64
Tabla 20. Resultados del transporte masa y energía en la marmita T – 100 ............................... 66
Tabla 21. Especificaciones de la despulpadora D – 300 ............................................................. 67
Tabla 22. Características fisicoquímicas de la pulpa de tomate de árbol comercial.................... 69
Tabla 23. Dimensiones de la marmita T – 200 para pasteurizar la pulpa obtenida ..................... 73
Tabla 24. Especificaciones del agitador tipo turbina de seis hojas planas .................................. 79
Tabla 25. Condiciones de operación de marmita T – 200 para calentamiento ............................ 79
Tabla 26. Propiedades térmicas promedio del tomate de árbol ................................................... 80
Tabla 27. Coeficientes de convección por condensación de vapor en el interior de la cha-
queta de la marmita agitada, a diferentes temperaturas de la pared ............................................ 82
Tabla 28. Resistencias térmicas de transferencia de calor, a diferentes temperaturas de la
pared .......................................................................................................................................... 84
Tabla 29. Coeficientes de transferencia de calor a diferentes temperaturas, flujo de calor
de transferencia en la marmita T – 200 y comprobación de la temperatura de la pared .............. 86
Tabla 30. Resultados del transporte masa y energía en la marmita agitada T – 200 para ca-
lentar la pulpa a pasteurizar ........................................................................................................ 88
Tabla 31. Condiciones de operación de marmita T – 200 para enfriamiento .............................. 89
Tabla 32. Propiedades fisicoquímicas del agua a 20°C .............................................................. 89
Tabla 33. Resultados del transporte masa y energía en la marmita agitada T – 200 para en-
friar la pulpa ............................................................................................................................... 94
Tabla 34. Especificaciones de la bomba de membrana magnética T – 210 ................................ 96
Tabla 35. Especificaciones de la envasadora EN – 400 .............................................................. 96
Tabla 36. Especificaciones de la selladora de fundas BT – 410 ................................................. 97
Tabla 37. Especificaciones de la cámara de congelación CF – 500 ............................................ 98
Tabla 38. Requerimiento total de agua para cada lote de procesamiento .................................... 99
Tabla 39. Requerimiento total de vapor de agua para cada lote de procesamiento ................... 100
Tabla 40. Requerimiento de energía para el funcionamiento de los equipos de la planta pi-
loto por cada lote procesado ..................................................................................................... 101

xiii
LISTA DE FIGURAS
Pág.
Figura 1. Diagrama de bloques con el proceso general para obtención de pulpa de frutas ......... 12
Figura 2. Plataforma de pesaje ................................................................................................... 13
Figura 3. Despulpadora .............................................................................................................. 14
Figura 4. Marmita autogeneradora de vapor ............................................................................... 15
Figura 5. Envasadora vertical ..................................................................................................... 15
Figura 6. Cámara de congelación ............................................................................................... 16
Figura 7. Pesado de la materia prima ......................................................................................... 17
Figura 8. Lavado de la fruta ....................................................................................................... 17
Figura 9. Desinfección de la fruta .............................................................................................. 18
Figura 10. Escaldado de la fruta ................................................................................................. 18
Figura 11. Pesado de la fruta escaldada ...................................................................................... 19
Figura 12. Pesado de la cáscara y rabillos de la fruta ................................................................. 19
Figura 13. Licuado de la fruta .................................................................................................... 19
Figura 14. Cernido de la fruta licuada ........................................................................................ 20
Figura 15. Pesado de semillas y de pulpa ................................................................................... 20
Figura 16. Pasteurización de la pulpa ......................................................................................... 20
Figura 17. Enfriamiento de la pulpa pasteurizada, con agua ...................................................... 21
Figura 18. Empacado de la pulpa ............................................................................................... 21
Figura 19. Medición la concentración de los sólidos en la pulpa................................................ 21
Figura 20. Medición del pH de la pulpa ..................................................................................... 22
Figura 21. Pesado de los residuos de pulpa pasteurizada............................................................ 22
Figura 22. Diagrama de bloques del proceso de obtención de pulpa de tomate de árbol ............ 23
Figura 23. Balance de masa para el lavado de la materia prima ................................................. 35
Figura 24. Balance de masa para la desinfección de la materia prima ........................................ 35
Figura 25. Balance de masa para el escaldado de la fruta ........................................................... 36
Figura 26. Balance de masa para el pelado de la fruta escaldada ............................................... 36
Figura 27. Balance de masa para el despulpado de fruta ............................................................ 37

xiv
Figura 28. Balance de masa para el calentamiento de la pulpa a pasteurizar .............................. 37
Figura 29. Balance de masa para el primer enfriamiento de la pulpa a pasteurizar .................... 37
Figura 30. Balance de masa para el segundo enfriamiento de la pulpa a pasteurizar .................. 38
Figura 31. Balance de masa para el envasado de pulpa .............................................................. 38
Figura 32. Balance de energía para el lavado de la materia prima .............................................. 43
Figura 33. Balance de energía para la desinfección de la materia prima .................................... 44
Figura 34. Balance de energía para el escaldado de la fruta ....................................................... 45
Figura 35. Balance de energía para el pelado de la fruta escaldada ............................................ 46
Figura 36. Balance de energía para el despulpado de fruta ......................................................... 46
Figura 37. Balance de energía para el calentamiento de la pulpa a pasteurizar .......................... 47
Figura 38. Balance de energía para el primer enfriamiento de la pulpa a pasteurizar ................. 48
Figura 39. Balance de energía para el segundo enfriamiento de pulpa a pasteurizar .................. 49
Figura 40. Balance de energía para el envasado de pulpa ........................................................... 49
Figura 41. Geometría marmita T – 100 para lavado, desinfección y escaldado .......................... 55
Figura 42. Especificaciones de la marmita T - 100 .................................................................... 58
Figura 43. Marmita T – 100 con estructura de soporte .............................................................. 58
Figura 44. Vista frontal de la despulpadora D – 300 .................................................................. 68
Figura 45. Vista lateral de la despulpadora D – 300 ................................................................... 68
Figura 46. Geometría de la marmita T – 200 para pasteurizar la pulpa ...................................... 69
Figura 47. Especificaciones de la marmita agitada T - 200 ........................................................ 73
Figura 48. Marmita Agitada T – 200 con estructura de soporte.................................................. 74
Figura 49. Nomenclatura para el agitador .................................................................................. 74
Figura 50. Especificaciones del agitador de la marmita T – 200 ................................................ 75
Figura 51. Dimensiones de los deflectores del agitador de la marmita T – 200 .......................... 77
Figura 52. Perfil de temperaturas para enfriamiento de pulpa con flujos en paralelo ................. 92
Figura 53. Envasadora de pistón ................................................................................................ 97
Figura 54. Selladora de fundas BT – 410 ................................................................................... 97
Figura 55. Cámara de congelación CORA REFRIGERACIÓN ................................................. 99

xv
LISTA DE ANEXOS
Pág.
ANEXO A. Diagrama de flujo para la obtención de pulpa ....................................................... 112
ANEXO B. Carta para el cálculo de la potencia consumida por impulsor de un agitador ........ 113
ANEXO C. Coeficientes de transferencia de calor para chaquetas y serpentines ..................... 114
ANEXO D. Dimensiones de las marmitas de lavado, desinfección, escaldado y pasteuri-
zación………………………………………………………………………………………….115
ANEXO E. Tabla de niveles de capacidad para bombas de membrana .................................... 116
ANEXO F. Catálogo para especificar la bomba de membrana P – 210 .................................... 117
ANEXO G. Catálogo para especificar el equipo de la cámara de congelación ........................ 119

xvi
DISEÑO DE UNA PLANTA PILOTO PARA EL PROCESAMIENTO DE FRUTAS EN
LA FACULTAD DE INGENIERÍA QUÍMICA
RESUMEN
Se diseñaron los equipos de una planta piloto para el procesamiento de frutas, en la Facultad de
Ingeniería Química.
En el laboratorio se obtuvo experimentalmente pulpa de tomate de árbol, para ello se seleccionó,
pesó, lavó, desinfectó, escaldó y peló la fruta, luego se despulpó, pasteurizó, enfrió y envasó la
pulpa obtenida; se midieron pesos, volúmenes y temperaturas.
Con los datos obtenidos y condiciones de operación definidas, se efectuaron los balances de
materia y energía en cada etapa del proceso para diseñar los equipos de la planta: marmita y
marmita con agitador y en base a la literatura disponible determinar las especificaciones de otros
equipos: despulpadora, bomba de membrana magnética, envasadora, selladora y cámara de
congelación.
Se concluye que el tamaño de los equipos y la cantidad de suministros a utilizar, depende del
flujo de fruta a procesar; por lo tanto, para procesar 18,75 (kg/lote) de tomate, se necesita de:
una marmita de 85,50 litros para el escaldado y una marmita con agitador de 17,50 litros para
calentamiento y enfriamiento de la pulpa.
PALABRAS CLAVE: / DESARROLLO DE PLANTAS PILOTO / PULPAS DE FRUTAS /
TOMATE DE ÁRBOL / CYPHOMANDRA BETACEA / ALIMENTOS PROCESADOS /

xvii
DESIGN OF A PILOT PLANT FOR FRUIT PROCESSING AT CHEMICAL
ENGINEERING FACULTY
ABSTRACT
The pilot plant equipment for fruit processing was designed. The whole installation will be at
the Chemical Engineering Faculty.
The tree tomato pulp was experimentally obtained at a local laboratory, the fruit was selected,
weighted, washed, disinfected and peeled, and after that, it went through a process which
included pulping, pasteurizing, cooling and packing. Weights, volumes and temperature were
measured.
Using the generated data and the operating conditions defined were used to elaborate the mass
and energy balances at each stage. These balances were used to design both kettles and also to
determine the specifications of the remaining equipment: pulper, magnetic membrane pump,
packer, sealer and freezing chamber; the entire design of the equipment was made using
available literature.
The size of the equipment and the amount of supplies to use, both depend on the fruit flow to be
processed; therefore, to process 18,75 (kg/batch) of tomato, is required: an 85,50 (L) kettle and
an 17,50 (L) kettle provided with an agitator.
KEYWORDS: / PILOT PLANTS DEVELOPMENT / FRUIT PULP / TREE TOMATO /
CYPHOMANDRA BETACEA / PROCESSED FOOD /

1
INTRODUCCIÓN
La comercialización de la pulpa de frutas, en los últimos años ha crecido de forma
impresionante en el mercado mundial; obligando a tecnificar los procesos artesanales de
procesamiento de frutas para la obtención de este producto y cubrir la demanda del mercado.
El clima y las características de los suelos hacen del Ecuador un país agrícola productor de
frutas, cereales, legumbres y hortalizas en gran cantidad; capaz de satisfacer la demanda del
mercado nacional e internacional. El problema radica en la exportación de dichos alimentos
únicamente como materia prima sin darle ningún valor agregado por la falta de tecnología.
Nuestro país tiene un futuro prometedor en la tecnificación de procesos artesanales para el
procesamiento de nuestra materia prima y sustituir las importaciones por producto nacional e
incluso pensar en exportar productos nuevos de alta calidad y precios competitivos al mundo.
Es importante contar con tecnología necesaria en los centros de educación superior para la
formación de Ingenieros Químicos capaces de llevar los procesos a gran escala, tecnificarlos y
crear proyectos impulsados por el Gobierno para la industrialización de las procesadoras
artesanales de frutas o la creación de nuevas agroindustrias que generen productos con valor
agregado y de calidad para satisfacer la demanda actual del mercado nacional e internacional.
Particularmente, en la Facultad de Ingeniería Química de la Universidad Central del Ecuador,
no se han hecho trabajos de diseño de equipos que permitan realizar operaciones básicas de
procesamiento, transformación, conservación y almacenamiento de frutas para la producción de
pulpa, por lo que una vez diseñada y a futuro implementada la planta piloto en el Laboratorio
de Biotecnología Industrial, se espera afianzar adecuadamente los conocimientos teóricos de los
estudiantes mediante prácticas a escala semi industrial con procesos tecnificados.
El presente trabajo pretende cubrir todos estos aspectos tomando como referencia el
procesamiento para la obtención de pulpa del tomate de árbol, para conocer las condiciones de
operación de cada etapa y generar los datos necesarios para los balances de materia y energía;
de tal modo que se pueda lograr el diseño de un proceso general útil para procesar varias frutas,
así como el diseño de los equipos necesarios para llevar a cabo dicho proceso.

2
1. MARCO TEÓRICO
1.1. Definición de pulpa
“La pulpa, es la parte blanda y carnosa comestible de las frutas. En la industria alimenticia, se
entiende por pulpa a un producto pulposo sin fermentar, pero fermentable, destinado al consumo
directo; se prepara mezclando toda la parte comestible, tamizada o triturada, o el producto
homogeneizado de frutas en buen estado y maduro, concentrado o sin concentrar; a la pulpa
100% pura, no se le puede agregar agua ni azúcar.” [1]
1.2. Características de las pulpas
“Las pulpas se caracterizan por poseer una variada gama de compuestos nutricionales. Están
compuestas de agua en un 70 a 95%, la importancia desde el punto de vista nutricional es su
aporte a la dieta principalmente de: vitaminas, minerales, enzimas y carbohidratos como la fibra.
La pulpa de cada especie posee compuestos que la hacen diferentes en su composición,
características organolépticas y rendimiento.” [2]
1.2.1. Características organolépticas. “Se refieren a las propiedades detectables por los
órganos de los sentidos, es decir la apariencia, color, aroma, sabor y consistencia. La apariencia
de las pulpas debe estar libre de materias extrañas, admitiéndose una separación en fases y la
mínima presencia de trozos y partículas oscuras propias de la fruta utilizada. La mayor
separación de fases se produce por la presencia de aire ocluido cuando se emplean
despulpadoras que provoquen esta incorporación, el tamaño grueso de las partículas que
componen la pulpa y reacciones enzimáticas en pulpas no pasteurizadas.
En relación con el tamaño de la partícula depende del diámetro del orificio del tamiz que se
empleó para la separación de las semillas durante el despulpado. A mayor diámetro, partículas
más gruesas que menos se sostienen en la columna de fluido, tendiendo a caer por efecto de la
fuerza de gravedad.
3
La separación de fases se presenta al dejar las pulpas en estado crudo, es decir sin aplicar un
tratamiento térmico que inactive las enzimas, causantes de la hidrólisis de pectinas y posterior
formación de sales que las precipitan. Esta precipitación es la que produce un líquido de
apariencia más transparente en la parte superior y opaca en la inferior.
La presencia de partículas oscuras en la pulpa se puede deber a la rotura de semillas de color
oscuro durante el despulpado. También puede ser debido a la presencia de manchas oscuras en
la piel de la fruta que pueden pasar a la pulpa.” [3]
1.2.2. Características fisicoquímicas. Las características fisicoquímicas de mayor interés en
las pulpas son: los sólidos solubles y la acidez, ya que permiten determinar el grado de madurez
de la fruta o si ha sido diluida.
1.2.2.1. Grados Brix. “Miden la cantidad de sólidos solubles presentes en la pulpa expresados
como porcentaje de sacarosa, y es importante en el control de calidad. Los sólidos solubles están
formados por los azúcares, ácidos, sales y demás compuestos solubles en agua presentes en la
pulpa. Se determinan empleando un refractómetro o brixómetro calibrado a 20 °C, si la pulpa
esta a otra temperatura deben ajustarse los °Brix a la temperatura en que se realice la lectura.
Estas características varían entre las frutas de una misma especie y otra, debido a factores
genéticos y agroculturales. Lo mejor es conseguir frutas que con alto rendimiento en pulpa, un
valor elevado de sólidos solubles e intensas características sensoriales propias de la fruta.” [4]
1.2.2.2. Acidez. “La acidez titulable, establece los niveles mínimos de ácido que debe poseer
cada pulpa, expresados en porcentaje masa/masa de ácido cítrico anhidro. Con esta medida se
puede deducir el grado de madurez de la fruta que se empleó o si la pulpa ha sido diluida.” [5]
1.2.2.3. Índice de madurez. “Relación muy utilizada para determinar el estado de madurez en
que se encuentra una pulpa, es el valor que resulta de dividir los °Brix por la acidez.
Este valor incrementa conforme la fruta avanza en su proceso de maduración natural. Los
azúcares aumentan porque llegan de diversas partes de la planta a la fruta y los ácidos
disminuyen porque son gastados en la respiración de la planta. El índice de madurez (IM) es
utilizado para normalizar pulpas y lograr formular néctares también normalizados; de tal forma
que se garantiza tanto el contenido de pulpa como los °Brix y la acidez final del néctar.” [6]

4
Tabla 1. Contenido promedio de ºbrix, acidez, índice de madurez y rendimiento de
diversas frutas
FRUTA °Brix Acidez
(%Ácido cítrico anhidro)
Rendimiento
(%)
Índice de
Madurez
Curuba 9 1,5 50 6,00
Fresa 7 0,7 80 10,00
Guanábana 20 1,0 40 20,00
Guayaba 7 1,0 80 7,00
Lulo 5 4,0 45 1,25
Mango 17 0,5 60 34,00
Manzana 10 0,4 75 25,00
Maracuyá 15 4,5 30 3,33
Mora 6 4,0 75 1,50
Papaya 10 0,5 70 20,00
Pera 10 0,4 75 25,00
Piña 12 1,0 45 12,00
Tomate de árbol 10 1,15 85 8,70
Fuente: RODRÍGUEZ, Sol. Proceso de extracción de pulpas de fruta. [en línea]. Girardot,
Colombia, [2013] [fecha de consulta: 29 de diciembre de 2013] Disponible en:
http://procerproduc.blogspot.com/2013/07/proceso-de-elaboracion-de-pulpas-de.html
1.3. Pre – Proceso de obtención de pulpa
Toda fruta pasa por una serie de operaciones de preparación antes de pasar al proceso de
transformación de la misma para obtener el producto deseado. Aquellas operaciones son las
mismas para todo tipo de fruta y se describen a continuación.
1.3.1. Recepción. La fruta llega generalmente directo del productor a la planta, aquí se verifica
de forma rápida que el fruto se encuentre en buen estado y la mayor parte maduro, se cuenta las
jabas o cajas que se reciben para posteriormente proceder a pesar la materia prima.
1.3.2. Pesado. “Permite conocer con exactitud la cantidad de materia prima que entrega el
proveedor y a partir de esta cantidad se podrán conocer los porcentajes de la calidad de fruta,
esperando que la cantidad de fruta deteriorada o verde que no madure sea mínima. Este dato
inicial nos permitirá determinar el rendimiento de pulpa que esa variedad de fruta posee.” [7]
5
1.3.3. Clasificación. Se realiza para separar las frutas sanas de las descompuestas y las frutas
maduras listas para la obtención de la pulpa de las verdes o aun no maduras (pintonas) que
deben ser almacenadas para completar su proceso de maduración natural. Esta etapa se puede
efectuar sobre mesas o bandas transportadoras; juega un papel muy importante la agilidad y los
sentidos de los operarios como: el tacto, vista y olfato; ya que el color, aroma o dureza de las
frutas permiten elegir las frutas adecuadas. Estas características pueden ser comprobadas a
través de ensayos sencillos como los grados Brix, que responden a un grado de madurez
apropiado para la obtención de pulpas de alta calidad.
1.3.4. Almacenamiento. “Puede aplicarse para acelerar o retardar la maduración de las frutas
en la fábrica, ajustando la temperatura y humedad en una cámara de maduración o congelación.
Se pueden someter a la primera, frutas sanas y pintonas que han llegado a la fábrica para que
maduren; cuando se adquiere materia prima en grandes cantidades, se retarda el proceso de
maduración natural para madurar paulatinamente según el requerimiento de fruta para procesar.
La aceleración de la maduración se efectúa generalmente a condiciones cercanas a los 25 °C y
se eleva al 90 % la humedad relativa. El retardo de la madurez se hace principalmente con
disminución de la temperatura y ajuste de la humedad relativa de la cámara.” [8]
1.3.5. Lavado. Tiene como objetivo, retirar la tierra o arena y reducir la elevada carga
microbiana que traen las frutas, por lo que se utiliza como fluido de lavado agua potable de la
red pública y la operación puede efectuarse por inmersión de las frutas en el agua o por
aspersión, es decir las frutas son lavadas con agua a una cierta presión. De este modo se logra
disminuir la cantidad de desinfectante consumida en la siguiente etapa.
1.3.6. Desinfección. “Se efectúa empleando materiales y sustancias compatibles con las frutas
para disminuir al máximo la carga microbiana que se encuentra en la cáscara del fruto.
Las sustancias desinfectantes que se pueden emplear son a base de cloro, sales de amonio
cuaternario, yodo y otra serie de principios activos del mercado. El hipoclorito de sodio a partir
de solución al 13% es el desinfectante más empleado por su actividad y bajo costo. El
desinfectante utilizado puede ser intercalado para que la flora contaminante no se vuelva
resistente a una sola sustancia. Una vez higienizado todo, se procede a desinfectar las frutas
luego de lavarlas, sumergiéndolas en la solución desinfectante por un tiempo adecuado de 5 a 10
minutos, dependiendo de las características de las frutas y estado de suciedad.

6
La solución de hipoclorito puede tener una concentración de 50 (mg/kg) ó 50 (mg/L). La
efectividad de esta solución disminuye a medida en que se sumergen más cestillos de frutas. La
rotación sugerida es de tres lotes.
Para saber si la solución desinfectante aún sirve es determinar el olor característico de cloro y a
simple vista que no esté muy sucia. Técnicamente, es recomendable medir el cloro residual,
para garantizar que la solución permanezca en 50 ppm de hipoclorito.” [9]
1.4. Proceso de transformación para la obtención de pulpa
Las frutas sufren varias operaciones de transformación que ayudan a conseguir la mayor
cantidad posible de producto con el menor cambio posible de sus características deseables;
varían conjuntamente con su orden de intervención en el proceso, según la fruta y el producto
que se desea obtener. Dichas operaciones más relevantes se describen a continuación.
1.4.1. Escaldado. “También llamado pre cocción. Es una breve cocción en agua o vapor por
un tiempo corto y posterior enfriamiento para ablandar un poco la fruta y aumentar el
rendimiento de la pulpa, reducir la carga microbiana que aún tiene la fruta e inactivar enzimas
que producen cambios indeseables de apariencia, color, aroma y sabor en la pulpa y todo el
proceso de obtención de los diferentes productos en los que se utiliza la pulpa como materia
prima.” [10]
“La pre cocción debe efectuarse a una temperatura y durante un tiempo que asegure la
destrucción de la enzima más termorresistente, difiere de una fruta a otra y por tanto las
condiciones óptimas de pre cocción deben establecerse experimentalmente.” [11]
Las enzimas más comunes asociadas a las frutas son: Lipoxigenasa, peroxidasa, polifenol
oxidasa, pectinasa y pectinesterasa, siendo las más termorresistentes: peroxidasa, polifenol
oxidasa y pectinesterasa.
“Las enzimas, por su carácter proteico, pueden inactivarse por calor entre los 40 °C y 130 °C.
A temperaturas bajas, la velocidad de destrucción enzimática es mayor que la de los
microorganismos, a temperaturas altas se destruyen más rápidamente los microorganismos que

7
las enzimas. Para un determinado producto, hay siempre una temperatura de referencia en la que
se igualan las velocidades de destrucción. Sin embargo, existen algunas temperaturas a las
cuales la velocidad de destrucción para las enzimas resistentes al calor es igual a la de
microorganismos que son usados como base de un proceso térmico; a temperaturas superiores,
la inactivación de la enzima es menor que la de los microorganismos. Si esto no es considerado
en productos con enzimas termoresistentes, la calidad del producto puede deteriorarse durante el
almacenamiento por la actividad enzimática residual.” [12]
Tabla 2. Inactivación de las enzimas peroxidasa y pectinesterasa en pulpas de fruta
ENZIMA MANGO GUAYABA PAPAYA
PEROXIDASA T, °C 80 65 70
t, min 3 7,5 3
PECTINESTERASA T, °C 75 98 90
t, min 5 5 7,5
Fuente: GÓMEZ, Omar. Dependencia en la temperatura de los cambios en atributos
sensoriales, degradación de ácido ascórbico e inactivación enzimática durante el tratamiento
de pasteurización en puré y néctar de tamarindo. [en línea]. Tesis (Maestría en Ciencias de
Alimentos). Puebla, México : Universidad de la Américas Puebla, Departamento de
Ingeniería Química y Alimentos, 2004. [fecha de consulta: 29 de diciembre de 2013].
Capítulo 4. Revisión Bibliográfica. Disponible en:
http://catarina.udlap.mx/u_dl_a/tales/documentos/mca/gomez_p_o/capitulo4.pdf
“Un aumento de la temperatura incrementa la velocidad de una reacción catalizada por una
enzima sólo dentro de límites definidos. Inicialmente la velocidad de reacción aumenta con un
incremento en la temperatura hasta un óptimo, pero a temperaturas superiores disminuye
eventualmente a cero. En general a temperaturas cercanas a 45 °C se produce un aumento en la
velocidad de reacción, pero temperaturas superiores a los 45 °C favorecen la desnaturalización
de la proteína y la actividad de la enzima disminuye gradualmente. La mayoría de las enzimas
son inactivadas casi instantáneamente por exposición a temperaturas cercanas a 100 °C. Por
ejemplo para pulpas destinadas a la congelación, la temperatura de pre cocción generalmente
está comprendida entre 70 °C y 100 °C durante 1 y 10 minutos, según la temperatura y fruta que
se desea escaldar.” [13]
“El escaldado se puede efectuar por inmersión de las frutas en una marmita con agua caliente,
por calentamiento con vapor vivo generado también en la marmita. Esta operación se puede
realizar a presión atmosférica o a sobrepresión en una autoclave. Con el escaldado en agua

8
caliente se pueden perder jugos y componentes nutricionales. Bajo vapor puede ser más costoso
y demorado pero hay menos pérdidas. En autoclave es más rápido pero costoso.
En todos los casos se producen algunos cambios. Baja significativamente la carga microbiana;
el color se hace más vivo, el aroma y sabor puede variar a un ligero cocido y la viscosidad de la
pulpa pude aumentar.
Un escaldado frecuente se hace en marmita agregando mínima cantidad de agua, como para
generar vapor y luego si se coloca la fruta. Se agita con vigor, tratando de desintegrar las frutas
y volver el producto una especie de " sopa ", cuando la mezcla alcanza cerca de 70 a 75 ºC se
suspende el calentamiento.” [14]
1.4.2. Pelado. “Tiene el objetivo de retirar la cáscara de las frutas que tienen incompatibilidad
de color, textura o sabor al mezclarla con la pulpa. Ésta operación puede ser efectuada
manualmente o por métodos físicos, mecánicos o químicos.
El pelado manual se realiza mediante cuchillos comunes de cocina o con otros que presenten
ciertas características que se ajusten al tipo de cáscara de la fruta.” [15]
Los métodos físicos, emplean calor y frío. Por ejemplo, el escaldado mediante la temperatura
provoca el deterioro de la textura de la cáscara de la fruta y con un posterior enfriamiento es
muy sencillo retirarla.
Los métodos mecánicos, utilizan máquinas especiales diseñadas para determinadas geometrías y
texturas de frutas; dentro de éste método, está el provocar la abrasión entre las mismas frutas.
“Los métodos químicos, utilizan sustancias a diferentes temperaturas y concentraciones. Por
ejemplo los melocotones, luego de ser deshuesados mecánicamente, son sumergidos en una
solución de sosa, monoetanolamina o fosfato diamónico a una concentración del 1 al 13 %,
caliente a 90 °C y 100 °C por algunos minutos.”[16]
1.4.3. Separación. Ésta operación, permite retirar de ciertas frutas como el maracuyá, curuba
o lulo, la pulpa de la semilla generalmente de forma manual mediante el uso de cucharas de
tamaños adecuados. Para incrementar el rendimiento evitando las pérdidas de jugos, la
separación debe efectuarse dentro de recipientes plásticos que posteriormente se los tiene que

9
cubrir con tapas o materiales plásticos para prevenir contaminaciones u oxidaciones del
ambiente. Generalmente las frutas que necesitan de ésta operación, deben primero ser cortadas
manualmente con cuchillos o máquinas mecánicas adecuadas.
1.4.4. Maceración. “Con esta operación se busca aumentar los rendimientos en pulpa. Se
logra por la acción de enzimas naturales de la fruta o por adición de enzimas comerciales.
También se emplea para disminuir la viscosidad de algunos jugos o pulpas y lograr su
concentración a niveles superiores a 60 ºBrix, como en el caso de la mora, mango o maracuyá.
En frutas como la guanábana que además de la pulpa, poseen sacos donde se encuentran las
semillas, que son de una textura no fluida llamada "mota" también se usa la maceración. Esta
fracción está compuesta de fibras de celulosa, la cual se va disolviendo a medida que la fruta
madura, con lo que se aumenta la proporción de pulpa fluida. El macerado se logra con mezclas
de enzimas llamadas pectinolasas, amilasas y celulasas. Las funciones de concentración de
enzimas, temperatura, pH y tiempo de acción óptimos varían de una fruta a otra.
Los rendimientos aumentan en valores cercanos al 5-7% o más, dependiendo de las
características de cada fruta. El costo por el empleo de enzimas puede considerarse alto, pero se
recuperan entre mayores sean los volúmenes tratados.” [17]
1.4.5. Despulpado. “Operación en la que se logra separar la pulpa de los residuos como las
semillas, cáscaras y otros. El principio en que se basa, es el de hacer pasar la pulpa – semilla a
través de mallas de diferentes tamices que forman parte una máquina llamada despulpadora.
El despulpado, inicia introduciendo la fruta entera en la despulpadora higienizada. Sólo frutas
como: mora, guayaba y fresa, permiten esta adición directa. Las demás frutas como la
guanábana primero deben ser peladas, el maracuyá exige corte y separación de pulpa – semilla
de la cáscara, otras como el tomate de árbol requieren ablandamiento por escaldado. La máquina
arroja por un orificio los residuos como semillas, cáscaras y otros materiales duros que no
pudieron pasar por entre los orificios de la malla.
Los residuos pueden salir impregnados aún de pulpa, por lo que se acostumbra a repasarlos.
Éstos se pueden mezclar con un poco de agua o de la misma pulpa que ya ha salido, para así
incrementar su rendimiento, lo cual se prueba cuando el nuevo residuo sale más seco y se
aumenta la cantidad de pulpa. Se recomienda exponer lo menos posible la pulpa al ambiente,

10
para lograrlo, inmediatamente se obtiene la pulpa, se cubre, o se envía por tubería desde la
salida de la despulpadora hasta un tanque de almacenamiento.” [18]
1.4.6. Desaireado. “Permite eliminar parte del aire involucrado en las operaciones anteriores.
Existen diferentes técnicas que varían en su eficiencia y costo. La más sencilla es evitar
operaciones que favorezcan el aireado.
Cuando la pulpa se ha aireado, un calentamiento suave disminuye la solubilidad de los gases y
se los puede extraer. Otra forma, es aplicar vacío a una cortina de pulpa cuando se deja caer
poca pulpa en las paredes de una marmita o se hace una lluvia de pulpa dentro de un recipiente
que se halla vacío.
El desaireado debe efectuarse lo más pronto posible para tener los menores efectos negativos del
oxígeno involucrado en la pulpa que causan la oxidación de vitaminas, formación de pigmentos
que pardean algunas pulpas así como de espuma que crea inconvenientes durante las
operaciones de llenado y empacado.” [19]
1.4.7. Pasteurizado. “La pasteurización tiene por objeto destruir los agentes patógenos y por
tanto evitar la descomposición del alimento, además es un método eficaz para la eliminación del
oxígeno del alimento. Es un tratamiento térmico que debe ser seguido por un repentino
enfriamiento, para que todos los microorganismos sean eliminados, no necesariamente se frena
el desarrollo de los gérmenes que siguen presentes. Una vez pasteurizados los alimentos, son
generalmente mantenidos en frío a 4 °C.
En la pasteurización clásica se debe mantener caliente el alimento entre 62 °C y 65 °C por 30
minutos; también hay la pasteurización de corta duración a alta temperatura (HTST – High
Temperature Short Time) que consiste en elevar la temperatura entre los 72 °C y 85 °C de 15
segundos a 5 minutos. Existen también otros tipos de pasteurizaciones, pero cualquiera de ellas
son acompañadas de un enfriamiento repentino hasta los 6 °C y 4 °C.” [20]
El tipo de pasteurización a aplicar está en función del producto a ser sometido a dicho
tratamiento mientras que el equipo a utilizarse puede ser una marmita con chaqueta de
enfriamiento o un intercambiador de placas, según la tecnología con la que se cuente.

11
1.4.8. Empacado. “Las pulpas obtenidas como producto, deben ser aisladas del ambiente a fin
de mantener sus características hasta el momento de su empleo. Esto se logra mediante el
empacado con el mínimo de aire en recipientes adecuados y compatibles con las pulpas. En las
fábricas se emplean diferentes tipos de plásticos en forma de vasos, bolsas, botellas y canecas,
de tal modo que el producto sea vistoso y económico.” [21]
1.4.9. Congelado. “Se basa en el principio de que a menor temperatura más lentas son todas
las reacciones. Esto incluye las reacciones producidas por los microorganismos, los cuales no
son destruidos sino retardada su acción vital.
La congelación mantiene la temperatura de los alimentos hasta -18 °C. Este proceso provoca la
cristalización del agua contenida en los alimentos en hielo. El resultado es un descenso
significativo de la actividad del agua, que frena o detiene la actividad enzimática y microbiana.
Por lo tanto, la conservación de alimentos por congelación puede mantenerse a largo plazo, ya
que al no haber disponible agua como medio líquido, pocas reacciones pueden ocurrir.” [22]
1.5. Proceso general para la obtención de pulpa de frutas
A partir de las operaciones descritas en el pre – proceso y proceso de transformación para la
obtención de pulpa de frutas, a continuación se presenta un diagrama de bloques con los
procesos más básicos y generales para el tratamiento de cualquier tipo de fruta.

12
RECEPCIÓNFruta en mal
estado
PESADO
Frutas verdes o
aun no maduras
Almacenamiento hasta alcanzar
grado de madurez
DESINFECCIÓN
DESPULPADO
PASTEURIZADO
ENVASADO
CONGELACIÓN
Según la fruta que se vaya a
tratar
FRUTA
CLASIFICACIÓN
Análisis sensorial:
madurez, aroma
Base de cálculo para
cantidades y rendimientos
Separación de frutas no sanas.
Criterio de aceptación o rechazo
y grado de madurez
DESPULPADORA: Mallas de
0,06 y 0,045 pulgadas
Cámara de refrigeración y
congelaciónT= -4 a -5 °C
¿Cumple con el criterio de
aceptación?
PRE-TRATAMIENTO
ESCALDADO
PELADO
Temperatura: 70 a 75 °C
MARMITA
Corteza o cáscara
SI
NO
De acuerdo a un mismo tamaño y
grado de madurez
¿Necesita Pre-Tratamiento?
NO
SI
LAVADO Con agua
¿Tiene cáscara la fruta?
SI
NO
PULPA
Concentración de cloro: 50ppm
Tiempo de contacto: 5 a 10 minutos
Temperatura: 80- 85°C
Tiempo=5minutos
Enfriamiento brusco=6°C
Marmita con chaqueta de
enfriamiento
Envasador aséptico
Figura 1. Diagrama de bloques con el proceso general para obtención de pulpa de frutas

13
1.6. Equipos para el proceso de obtención de la pulpa
Para la ejecución de las diferentes operaciones de pre – proceso y transformación de las frutas
para la obtención de la pulpa, es indispensable contar con equipos adecuados y que algunos de
ellos pueden ser utilizados para más de una operación, ya que son multifunción. Estos equipos
se describen a continuación.
1.6.1. Plataforma de pesaje. Son balanzas industriales electrónicas a manera de plataformas,
existen de diferentes capacidades y generalmente están compuestas por un puente de pesado de
chapa de acero acanalada antideslizante, cuatro células de pesado móviles y un terminal de
manejo a demás de la pantalla electrónica que permite visualizar las lecturas del peso en
diferentes unidades. Existen componentes adicionales como la rampa de acceso, la sujeción para
la pared, las placas para el suelo, un cable de longitud especial, entre otros, que son utilizados de
acuerdo a la necesidad.
Figura 2. Plataforma de pesaje
1.6.2. Despulpadora. Es una máquina diseñada para extraer la pulpa de diversas frutas como
mangos, fresas, chirimoya, guanaba, maracuyá, entre otras frutas; que pueden procesarse
enteras. Este equipo, simultáneamente separa las semillas y cáscara e impide que se mezclen
con la pulpa al evacuarlas de forma separada.
“La despulpadora está compuesta por un tamiz cilíndrico inclinado con perforaciones de
determinado tamaño, generalmente de 0,8 a 2 mm, que posee en su interior paletas, cepillos ó
paletas y cepillos rotatorios, que presionan la fruta contra el tamiz, logrando que la fruta pase
por los orificios de éste y eliminando por la parte central del equipo las semillas o huesos,
cáscaras, material muy fibroso, entre otros.” [23]

14
Figura 3. Despulpadora
1.6.3. Marmita. “Es un recipiente cilíndrico con asas laterales provista de una tapa y cuya
altura es más o menos igual a su diámetro. Sirve para transferir calor a los alimentos,
realizar procesos de choques térmicos y para evitar que los alimentos se adhieran a sus paredes.
Una marmita a vapor, utiliza un sistema de calentamiento muy común en la industria
alimentaria, en especial para el procesamiento de frutas y hortalizas. Consiste básicamente en
una cámara de calentamiento conocida como camisa o chaqueta de vapor, que rodea el
recipiente donde se coloca el material que se desea calentar.
El calentamiento se realiza haciendo circular el vapor a cierta presión por la cámara de
calefacción, en cuyo caso el vapor es suministrado por la caldera.
Se pueden encontrar marmitas abiertas, en donde el producto es calentado a presión atmosférica
y marmitas cerradas que emplean vacío para extraer el aire del producto a procesar y disminuir
el punto de ebullición, esto evita o reduce la degradación de aquellos componentes del
alimento que son sensibles al calor, favoreciendo la conservación de las características
organolépticas y el valor nutritivo de la materia prima, con lo que se obtienen productos de
mejor calidad.
Este equipo se emplea para el mezclado y calentamiento del puré, azúcar y benzoato, así como
de la pectina y azúcar, la cual se efectúa en dos marmitas por separado.” [24]

15
Figura 4. Marmita autogeneradora de vapor
1.6.4. Envasadora del producto. “Las máquinas de envasado tienen la función principal de
combinar el material de envase y el producto a envasar en una unidad simple. El motivo
principal por el cual se usa una máquina de envasado es para evitar desperdiciar el producto y,
sobre todo, para que el producto envasado este protegido y tenga una buena presentación.
Actualmente existen muchas variables de las máquinas de envasado, una de ellas es la
envasadora vertical. Cuando se hace referencia al término vertical, significa la dirección
principal de avance del material durante la elaboración del envase.” [25]
Figura 5. Envasadora vertical
1.6.5. Cámara de congelación. “Es un sistema capaz de generar temperaturas negativas, hasta
niveles térmicos tales que permitan la congelación de sustancias diversas y masas determinadas

16
de productos. Se utilizan para tratamientos frigoríficos, conservación y congelación de
productos, ensayos de control de calidad e investigación multidisciplinar.
Toda cámara de congelación, debe tener aislamiento térmico optimizado, programación
automática de temperatura, mantenimiento de la tolerancia térmica, control de temperatura de
precisión con apreciación de 0,1 ºC y alarma de averías.” [26]
Figura 6. Cámara de congelación

17
2. DISEÑO EXPERIMENTAL
2.1. Procedimiento experimental seleccionado para la obtención de pulpa de tomate de
árbol en el laboratorio
a) Seleccionar los tomates de árbol en buen estado y maduros.
b) Pesar un lote de 8 tomates de árbol y registrar las lecturas en una tabla.
Figura 7. Pesado de la materia prima
c) Lavar la materia prima en agua potable con un caudal moderado, medir el tiempo de lavado
y recolectar el agua residual en un recipiente de plástico graduado para posteriormente
registrar el consumo de agua.
Figura 8. Lavado de la fruta
18
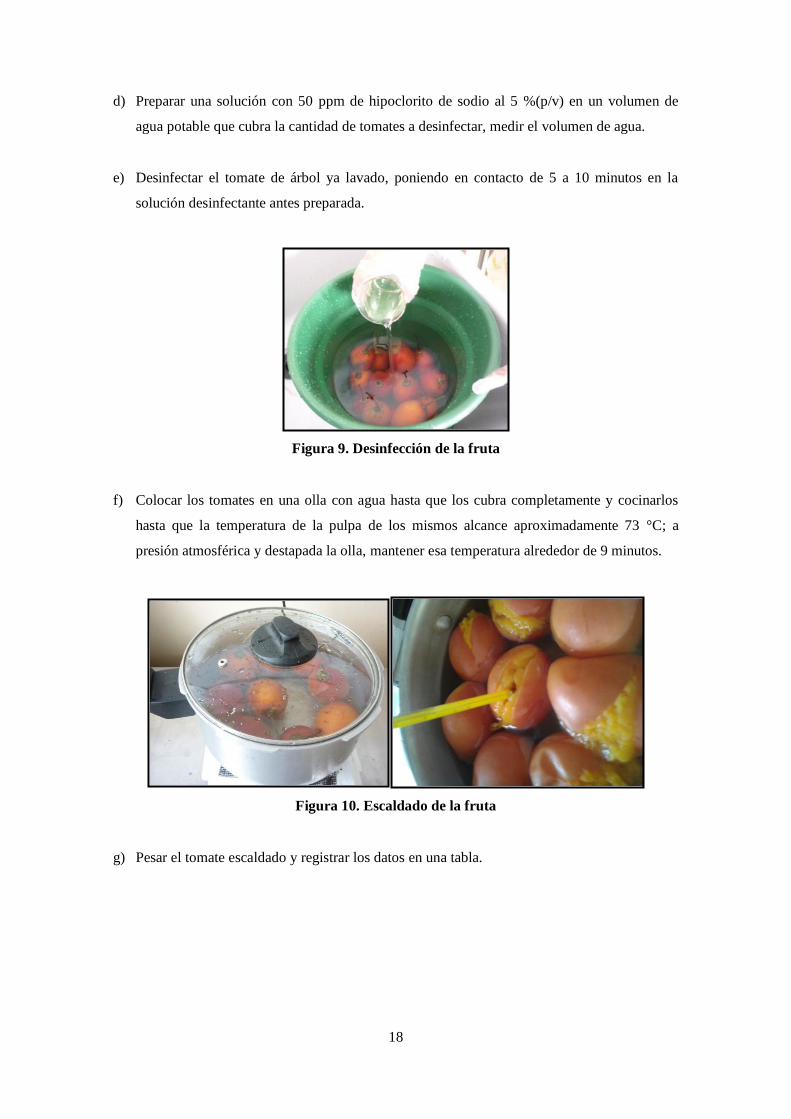
d) Preparar una solución con 50 ppm de hipoclorito de sodio al 5 %(p/v) en un volumen de
agua potable que cubra la cantidad de tomates a desinfectar, medir el volumen de agua.
e) Desinfectar el tomate de árbol ya lavado, poniendo en contacto de 5 a 10 minutos en la
solución desinfectante antes preparada.
Figura 9. Desinfección de la fruta
f) Colocar los tomates en una olla con agua hasta que los cubra completamente y cocinarlos
hasta que la temperatura de la pulpa de los mismos alcance aproximadamente 73 °C; a
presión atmosférica y destapada la olla, mantener esa temperatura alrededor de 9 minutos.
Figura 10. Escaldado de la fruta
g) Pesar el tomate escaldado y registrar los datos en una tabla.

19
Figura 11. Pesado de la fruta escaldada
h) Pelar los tomates de árbol y pesar las cáscaras y rabillos.
Figura 12. Pesado de la cáscara y rabillos de la fruta
i) Licuar los tomates pelados midiendo la temperatura de la pulpa y registrar los datos.
Figura 13. Licuado de la fruta
j) Cernir la pulpa para separar las semillas.

20
Figura 14. Cernido de la fruta licuada
k) Pesar la pulpa y las semillas por separado y registrar los datos en una tabla.
Figura 15. Pesado de semillas y de pulpa
l) Colocar la pulpa obtenida en un vaso de precipitación y proceder a calentar hasta
aproximadamente 80 °C a 85 °C para la pasteurización manteniendo la temperatura por 5
minutos mediante la regulación del flujo de calor suministrado.
Figura 16. Pasteurización de la pulpa

21
m) Enfriar lo más rápido posible la pulpa pasteurizada hasta 40 °C, midiendo el flujo
volumétrico de agua consumida, la temperatura de entrada del agua, así como el tiempo de
enfriamiento.
Figura 17. Enfriamiento de la pulpa pasteurizada, con agua
n) Enfriar la pulpa hasta los 6 °C colocándola en el congelador del refrigerador.
o) Empacar la pulpa en fundas ziploc evitando la menor aireación posible.
Figura 18. Empacado de la pulpa
p) Medir la concentración de sólidos disueltos en la pulpa con el brixómetro y registrar los
datos en una tabla.
Figura 19. Medición la concentración de los sólidos en la pulpa

22
q) Medir el pH de la pulpa y registrar los datos en una tabla.
Figura 20. Medición del pH de la pulpa
r) Pesar el remanente de pulpa adherido al vaso y por diferencia obtener el peso de la pulpa.
Registrar los datos en una tabla.
Figura 21. Pesado de los residuos de pulpa pasteurizada
s) Congelar la pulpa envasada en el refrigerador.

23
2.2. Diagrama de bloques para el proceso experimental seleccionado
RECEPCIÓN
Tomate de árbol
PESADO CLASIFICACIÓN
Tomate de árbol
en mal estado
Tomate de árbol
no maduro
LAVADO
Agua
H2O
Agua Residual
H2O
DESINFECCIÓN
Agua
H2O
Hipoclorito de sodio al 5%
Conc. NaClO = 50 ppm
Solución desinfectante
tmedio contacto=9,5 min
ESCALDADO
Agua
H2O
Agua Residual
H2O
T=73 °C
t=9 min
Δ
PELADO
Cáscara y
rabillos
DESPULPADO
Semillas
ΔTmedia=81 °C
t=5 min
PRIMER
ENFRIAMIENTO
Agua
H2O
T=40 °C
Agua
H2O
ENVASADO
Remanente de pulpa
adherido al vaso
PULPA ENVASADA
LISTA PARA
CONGELAR A -4°C
CALENTAMIENTOSEGUNDO
ENFRIAMIENTO
T=6 °C
PROCESO DE
PASTEURIZADO
Figura 22. Diagrama de bloques del proceso de obtención de pulpa de tomate de árbol

24
2.3. Equipos y Materiales
Balanza electrónica (1) Rg: (0 – 600) g Ap= ± 0,1 g
Brixómetro (1) Rg: (0 – 32) % Ap= ± 0,2 %
pH – metro (1) Rg: (0-14) Ap= ± 0,01
Termómetro (1) Rg: (-20 – 250) °C Ap= ± 1 °C
Cronómetro (1) Ap= ± 0,01 s
Reverbero (1)
Licuadora (1)
Olla de acero inoxidable (1) Cap: 3 Litros
Recipientes plásticos (4)
Balde plástico graduado (1) Rg: (0-6) Litros Ap= ± 0,1 L
Fundas Ziploc (15)
Cuchara de acero inoxidable (2)
Colador (1)
Rollo de toallas absorbentes (1)
Vaso de Precipitación (2) Rg: (0-1000) mL Ap= ± 50 mL
Guantes de manejo (20)
Gorra para el cabello (3)
Mandil (1)
Mascarilla (3)
Refrigerador (1)
2.4. Sustancias y reactivos
Tomate de árbol
Agua destilada H2O(l)
Agua potable H2O(l)
Hipoclorito de sodio NaClO(sol.) Conc.= 5 %(p/v)
2.5. Diseño experimental
En la presente tesis de grado se trabaja con 4 réplicas que dan un total de 4 experimentaciones
para posteriormente obtener una experimentación promedio.
25
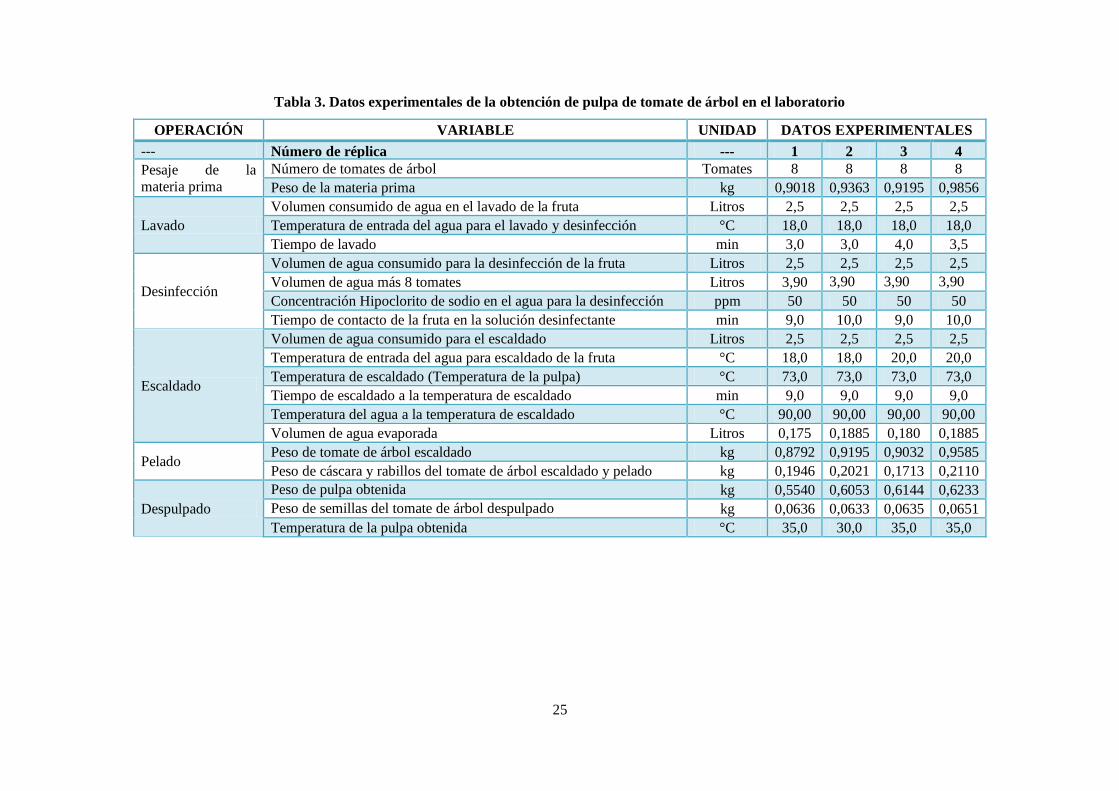
Tabla 3. Datos experimentales de la obtención de pulpa de tomate de árbol en el laboratorio
OPERACIÓN VARIABLE UNIDAD DATOS EXPERIMENTALES
--- Número de réplica ---
1 2 3 4
Pesaje de la
materia prima
Número de tomates de árbol Tomates 8 8 8 8
Peso de la materia prima kg 0,9018 0,9363 0,9195 0,9856
Lavado
Volumen consumido de agua en el lavado de la fruta Litros 2,5 2,5 2,5 2,5
Temperatura de entrada del agua para el lavado y desinfección °C 18,0 18,0 18,0 18,0
Tiempo de lavado min 3,0 3,0 4,0 3,5
Desinfección
Volumen de agua consumido para la desinfección de la fruta Litros 2,5 2,5 2,5 2,5
Volumen de agua más 8 tomates Litros 3,90 3,90 3,90 3,90
Concentración Hipoclorito de sodio en el agua para la desinfección ppm 50 50 50 50
Tiempo de contacto de la fruta en la solución desinfectante min 9,0 10,0 9,0 10,0
Escaldado
Volumen de agua consumido para el escaldado Litros 2,5 2,5 2,5 2,5
Temperatura de entrada del agua para escaldado de la fruta °C 18,0 18,0 20,0 20,0
Temperatura de escaldado (Temperatura de la pulpa) °C 73,0 73,0 73,0 73,0
Tiempo de escaldado a la temperatura de escaldado min 9,0 9,0 9,0 9,0
Temperatura del agua a la temperatura de escaldado °C 90,00 90,00 90,00 90,00
Volumen de agua evaporada Litros 0,175 0,1885 0,180 0,1885
Pelado Peso de tomate de árbol escaldado kg 0,8792 0,9195 0,9032 0,9585
Peso de cáscara y rabillos del tomate de árbol escaldado y pelado kg 0,1946 0,2021 0,1713 0,2110
Despulpado
Peso de pulpa obtenida kg 0,5540 0,6053 0,6144 0,6233
Peso de semillas del tomate de árbol despulpado kg 0,0636 0,0633 0,0635 0,0651
Temperatura de la pulpa obtenida °C 35,0 30,0 35,0 35,0

26
Continuación Tabla 3
OPERACIÓN VARIABLE UNIDAD DATOS EXPERIMENTALES
--- Número de réplica ---
1 2 3 4
PA
ST
EU
RIZ
AD
O
Calentamiento Temperatura de pasteurización de la pulpa °C 81,0 82,0 80,0 81,0
Tiempo de calentamiento a la temperatura de pasteurización min 5,0 5,0 5,0 5,0
Primer enfriamiento de
la pulpa a pasteurizar
Temperatura de entrada del agua para enfriamiento de la pulpa °C 20,0 20,0 20,0 20,0
Flujo volumétrico de agua consumida en el 1er enfriamiento de
pulpa L/min
3,37 3,37 3,43 3,37
Temperatura del 1er enfriamiento de la pulpa a pasteurizar °C 40,0 40,0 40,0 40,0
Tiempo del 1er enfriamiento de la pulpa a pasteurizar Horas 0,60 0,60 0,60 0,63
Segundo enfriamiento
de la pulpa a pasteurizar
Temperatura del 2do enfriamiento de la pulpa a pasteurizar °C 6,0 6,0 6,0 6,0
Temperatura del congelador del refrigerador °C -5,00 -5,00 -5,00 -5,00
Tiempo del 2do enfriamiento de la pulpa pasteurizada h 0,92 0,88 0,83 0,72
Envasado
Peso de pulpa envasada lista para congelar a -4°C kg 0,4824 0,5349 0,5445 0,5536
Sólidos disueltos presentes en la pulpa obtenida medidos a 20°C % (°Brix) 12,0 11,0 11,0 11,0
Potencial de hidrógeno de la pulpa obtenida medido a 20°C --- 3,83 3,91 3,87 3,87

27
3. CÁLCULOS Y RESULTADOS
3.1. Cálculo promedio de las réplicas experimentales
A continuación se muestra la ecuación general para calcular el valor promedio de cada variable
de las operaciones del proceso para obtener datos experimentales promedio y luego proceder a
realizar el escalamiento para procesar 150 (kg/día) de materia prima y el posterior balance de
masa, de energía y diseño de los equipos para el proceso de obtención de pulpa de frutas.
3.1.1. Ecuación general para el cálculo promedio de las variables de cada etapa del proceso
(1)
Donde:
Xm, representa cualquier variable promedio de cualquier etapa del proceso.
Xi, representa cualquier variable de cualquier etapa del proceso en cada réplica experimental.
i, es el número de réplicas experimentales, 4 réplicas experimentales.
Reemplazando cada uno de los valores de la tabla 3 en la ecuación (1), se obtiene la tabla de
datos experimentales promedio.

28
Tabla 4. Datos experimentales promedio de la obtención de pulpa de tomate de árbol en el laboratorio
OPERACIÓN DEFINICIÓN VARIABLE
DATOS
EXPERIMENTALES
PROMEDIO
UNIDAD
Pesaje de la
materia prima
Número promedio de tomates de árbol que ingresan al proceso Nm 8 Tomates
Peso promedio de los 8 tomates de árbol que ingresan al proceso Bm 0,9358 kg
Lavado
Volumen promedio de agua consumida en el lavado de la fruta Lm 2,50 Litros
Temperatura promedio de entrada del agua para el lavado TLm 18,00 °C
Tiempo promedio de lavado θLm 3,38 Minutos
Desinfección
Volumen promedio de agua consumida en la desinfección de la fruta Fm 2,50 Litros
Volumen promedio de agua más 8 tomates V(agua+8tomates)m 3,90 Litros
Concentración promedio de Hipoclorito de sodio en el agua de
desinfección [K]m 50,00 ppm
Tiempo promedio de contacto de la fruta en la solución desinfectante θFm 9,50 Minutos
Temperatura promedio de entrada del agua para desinfección TFm 18,00 °C
Escaldado
Volumen promedio de agua consumida para el escaldado de la fruta Em 2,50 Litros
Temperatura promedio de entrada del agua para el escaldado de la fruta TAm 19,00 °C
Temperatura promedio de escaldado (Temperatura de la pulpa) TRm 73,00 °C
Tiempo promedio de escaldado a la temperatura de escaldado θEm 9,00 Minutos
Temperatura promedio del agua a la temperatura de escaldado TEm 90,00 °C
Volumen promedio de agua evaporada Evm 0,1850 Litros
Pelado Peso promedio de la fruta escaldada Qm 0,9151 kg
Peso promedio de cáscara y rabillos de la fruta pelada y escaldada Um 0,1948 kg
Despulpado
Peso promedio de pulpa obtenida Dm 0,5993 kg
Peso promedio de semillas del tomate de árbol Sm 0,0639 kg
Temperatura promedio de la pulpa obtenida TDm 33,75 °C

29
Continuación Tabla 4
OPERACIÓN DEFINICIÓN VARIABLE
DATOS
EXPERIMENTALES
PROMEDIO
UNIDAD
PA
ST
EU
RIZ
AD
O
Calentamiento Temperatura promedio de pasteurización de la pulpa TPm 81,00 °C
Tiempo promedio de calentamiento a la temperatura de pasteurización θPm 5,00 Minutos
Primer
enfriamiento
de la pulpa a
pasteurizar
Temperatura promedio de entrada del agua de enfriamiento de pulpa TMm 20,00 °C
Flujo volumétrico promedio de agua consumida en el 1er enfriamiento de
la pulpa Wm 3,38 L/min
Temperatura promedio del 1er enfriamiento de la pulpa a pasteurizar TWm 40,00 °C
Tiempo promedio del 1er enfriamiento de la pulpa a pasteurizar θWm 0,61 Horas
Segundo
enfriamiento
de la pulpa a
pasteurizar
Temperatura promedio del 2do enfriamiento de la pulpa a pasteurizar TZm 6,00 °C
Temperatura promedio del congelador del refrigerador TGm -5,00 °C
Tiempo promedio del 2do enfriamiento de la pulpa pasteurizada θZm 0,84 Horas
Envasado
Peso promedio de la pulpa envasada lista para congelar a -4°C Vm 0,5289 kg
Cantidad promedio de los sólidos disueltos presentes en la pulpa medidos
a 20 °C
°Bxm 11,25 %
Potencial de hidrógeno promedio de la pulpa medidos a 20 °C pHm 3,87 ---

30
3.2. Cálculo modelo para las relaciones de flujo de corrientes respecto a la materia
prima que ingresa
(2)
Donde:
RQ, es la relación de flujo de la fruta escaldada respecto al ingreso de materia prima,
(adimensional)
Qm, es el peso promedio de la fruta escaldada, 0,9151 (kg)
Bm, es el peso promedio de los 8 tomates de árbol que ingresan al proceso, 0,9358 (kg)
Reemplazando los valores de la tabla 4 en la ecuación (2), se tiene que:
Tabla 5. Relaciones de flujo de corrientes respecto a la materia prima que ingresa
DEFINICIÓN VARIABLE (%)
Tomate de árbol escaldado RQ 0,9779
Cáscara y rabillos de tomate de árbol escaldado y pelado RU 0,2081
Pulpa obtenida RD 0,6404
Semillas de tomate de árbol despulpado RS 0,0683
Pulpa envasada lista para congelar a -4°C RV 0,5651
3.3. Cálculos de escalamiento
A continuación se detallan los cálculos necesarios para el balance de masa en base a los datos
experimentales promedio y a las relaciones de flujo de corrientes de las tablas 4 y 5
respectivamente, para tratar 150 kg de materia prima por día en equipos que operan por lotes.
31
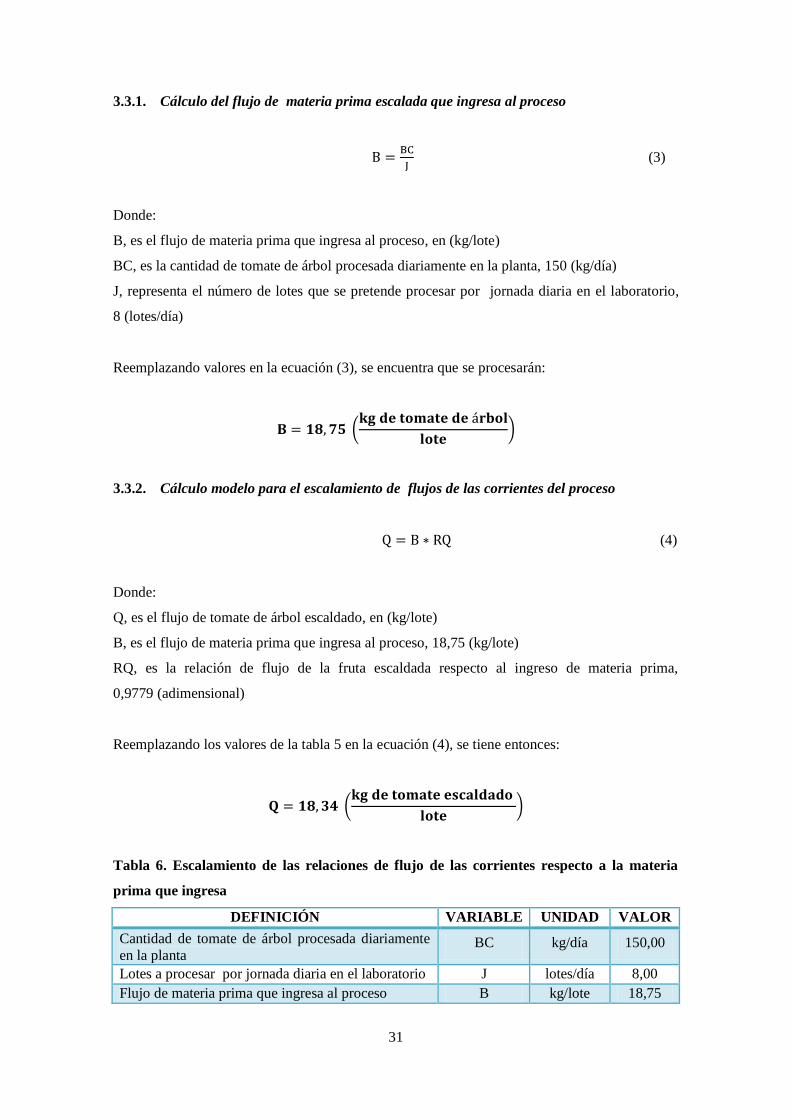
3.3.1. Cálculo del flujo de materia prima escalada que ingresa al proceso
(3)
Donde:
B, es el flujo de materia prima que ingresa al proceso, en (kg/lote)
BC, es la cantidad de tomate de árbol procesada diariamente en la planta, 150 (kg/día)
J, representa el número de lotes que se pretende procesar por jornada diaria en el laboratorio,
8 (lotes/día)
Reemplazando valores en la ecuación (3), se encuentra que se procesarán:
3.3.2. Cálculo modelo para el escalamiento de flujos de las corrientes del proceso
(4)
Donde:
Q, es el flujo de tomate de árbol escaldado, en (kg/lote)
B, es el flujo de materia prima que ingresa al proceso, 18,75 (kg/lote)
RQ, es la relación de flujo de la fruta escaldada respecto al ingreso de materia prima,
0,9779 (adimensional)
Reemplazando los valores de la tabla 5 en la ecuación (4), se tiene entonces:
Tabla 6. Escalamiento de las relaciones de flujo de las corrientes respecto a la materia
prima que ingresa
DEFINICIÓN VARIABLE UNIDAD VALOR
Cantidad de tomate de árbol procesada diariamente
en la planta BC kg/día 150,00
Lotes a procesar por jornada diaria en el laboratorio J lotes/día 8,00
Flujo de materia prima que ingresa al proceso B kg/lote 18,75

32
Continuación Tabla 6
DEFINICIÓN VARIABLE UNIDAD VALOR
Flujo de tomate de árbol escaldado Q kg/lote 18,34
Flujo de cáscara y rabillos de tomate escaldado y
pelado U kg/lote 3,90
Flujo de pulpa obtenida D kg/lote 12,01
Flujo de semillas del tomate despulpado S kg/lote 1,28
Flujo de pulpa envasada lista para congelar a -4°C V kg/lote 10,60
3.3.3. Escalamiento de requerimientos de agua y solución desinfectante para el proceso
3.3.3.1. Ecuaciones para el escalamiento de requerimiento de agua para el proceso
(5)
Donde:
ω, es el flujo másico de cualquier corriente de agua requerida para el proceso, en (kg/lote)
ω m, es el volumen experimental promedio de cualquier corriente de agua del proceso, en (litros)
ρH2O, es densidad del agua a la temperatura de entrada de cualquier corriente de ésta, en (kg/m3)
(6)
Donde:
ω, es el flujo másico de cualquier corriente de agua requerida para el proceso, en (kg/ lote)
, es el flujo volumétrico experimental promedio de cualquier corriente de agua del proceso,
en (litros/min)
, es el tiempo promedio que se mantiene el chorro de cualquier corriente de agua del
proceso, en (min)
ρH2O, es densidad del agua a la temperatura de entrada de cualquier corriente de ésta, en (kg/m3)

33
Tabla 7. Densidades del agua a diferentes temperaturas
Temperatura, °C Densidad, kg/m3
18
998,595
19 998,405
Fuente: PERRY, Robert y GREEN, Don. Perry’s Chemical Engineers’ Handbook.
7a. ed. Estados Unidos de América : McGraw – Hill Companies, 1997. p. 2 – 91
3.3.3.2. Ecuaciones para el escalamiento de requerimiento de solución desinfectante para
el proceso
(7)
Donde:
K, flujo másico de NaClO al 5%(p/v) requerida para la desinfección de la fruta, en (kg/ lote)
ρNaClO, es densidad de la solución desinfectante a la temperatura ambiente, en (kg/m3)
Reemplazando valores de las tablas 4, 6 y 7 en las ecuaciones (5) a la (7), se determina que:
Tabla 8. Escalamiento de requerimientos de agua y solución desinfectante para el proceso
DEFINICIÓN VARIABLE UNIDAD VALOR
Flujo másico de agua requerido para lavar la
materia prima L kg/lote 50,02
Flujo másico de agua requerido para
desinfección de materia prima F kg/lote 50,02
Flujo másico de agua requerido para escaldar la
fruta E kg/lote 50,01
Flujo másico de agua requerido en el 1er
enfriamiento de pulpa a pasteurizar W kg/lote 2466,99
Flujo másico de NaClO al 5%(p/v) requerido para
la desinfección de la fruta K kg/lote 2,50E-03
3.3.4. Escalamiento del agua evaporada en el proceso de escaldado
(8)

34
Donde:
Ev, es el flujo másico de agua evaporada en el proceso de escaldado, en (kg/ lote)
E, Flujo másico de agua requerido para escaldar la fruta, 50,01 (kg/lote)
(Ev)m, es el volumen promedio de agua evaporada, 0,1850 (Litros)
Em, es el volumen promedio de agua consumida para el escaldado de la fruta, 2,50 (Litros)
3.4. Balance de masa para el proceso de obtención de pulpa de tomate de árbol
Tener en cuenta las variables definidas en las tablas 6 y 8, y las variables que se definen a
continuación en la tabla 9, necesarias para el balance de masa.
Tabla 9. Definición de otras variables para el balance de masa del proceso
VARIABLE DEFINICIÓN UNIDAD
B’ Flujo de fruta lavada kg/lote ARL Flujo másico de agua residual de lavado kg/lote
B” Flujo de fruta desinfectada kg/lote
ARF Flujo másico de agua residual de la desinfección kg/lote
EV Flujo másico de agua evaporada en el proceso de escaldado kg/lote
ARE Flujo másico de agua residual del proceso de escaldado kg/lote
T Flujo de fruta pelada kg/lote
RD Flujo de residuos de pulpa en el despulpado kg/lote
D’ Flujo de pulpa calentada kg/lote
D* Flujo de pulpa a pasteurizar y enfriada por 1ra vez kg/lote
ARW
Flujo másico de agua residual del 1er enfriamiento de la pulpa a
pasteurizar kg/lote
D’’ Flujo de pulpa a pasteurizar y enfriada por 2da vez lista para
envasado kg/lote
RD” Flujo de residuos de pulpa adherido al equipo kg/lote
3.4.1. Balance de masa para el proceso de lavado. Para frutas relativamente limpias como el
tomate de árbol, el flujo de materia prima que ingresa, es igual al flujo de fruta que sale lavada.

35
LAVADO B B’
L
ARL
Figura 23. Balance de masa para el lavado de la materia prima
Balance General de masa: (9)
Balance de masa para agua residual: (10)
Se conoce que:
(11)
3.4.2. Balance de masa para el proceso de desinfección. El flujo de fruta lavada que entra al
proceso de desinfección, es igual al flujo de fruta que sale desinfectada.
DESINFECCIÓNB’ B’’
FK
ARF
Figura 24. Balance de masa para la desinfección de la materia prima
Balance General de masa: (12)
Balance de masa para agua residual: (13)
Se conoce que:
(14)

36
3.4.3. Balance de masa para el proceso de escaldado. En el agua residual del proceso de
escaldado, se incorporan residuos de pulpa, jugos y semillas que pierde la fruta, razón por la
cual existe una disminución de peso de la misma a pesar de su hidratación, representada por
(B”– Q). Durante el proceso también hay evaporación del agua de escaldado.
ESCALDADOB’’ Q
E
ARE
EV
Figura 25. Balance de masa para el escaldado de la fruta
Balance General de masa: (15)
Balance de masa para agua residual: (16)
Se conoce que la pérdida de pulpa, jugos y semillas en el proceso de escaldado es:
(17)
3.4.4. Balance de masa para el proceso de pelado
PELADO
U
Q T
Figura 26. Balance de masa para el pelado de la fruta escaldada
Balance General de masa: (18)
Despejando de la ecuación (18), se tiene la ecuación para calcular el flujo de tomate de árbol
pelado:
(19)

37
3.4.5. Balance de masa para el proceso de despulpado
DESPULPADOT D
S RD
Figura 27. Balance de masa para el despulpado de fruta
Balance General de masa: (20)
Despejando de la ecuación (20), se tiene:
(21)
3.4.6. Balance de masa para el proceso de calentamiento de la pulpa a pasteurizar. La
evaporación del agua contenida en la pulpa es mínima en el proceso de pasteurizado, por lo que
se considera que el flujo de pulpa que ingresa al proceso es igual al flujo de pulpa pasteurizada.
CALENTAMIENTOD D’
Figura 28. Balance de masa para el calentamiento de la pulpa a pasteurizar
Balance General de masa: (22)
3.4.7. Balance de masa para el proceso del primer enfriamiento de la pulpa a pasteurizar
PRIMER ENFRIAMIENTO
D’ D*
ARW
W
Figura 29. Balance de masa para el primer enfriamiento de la pulpa a pasteurizar
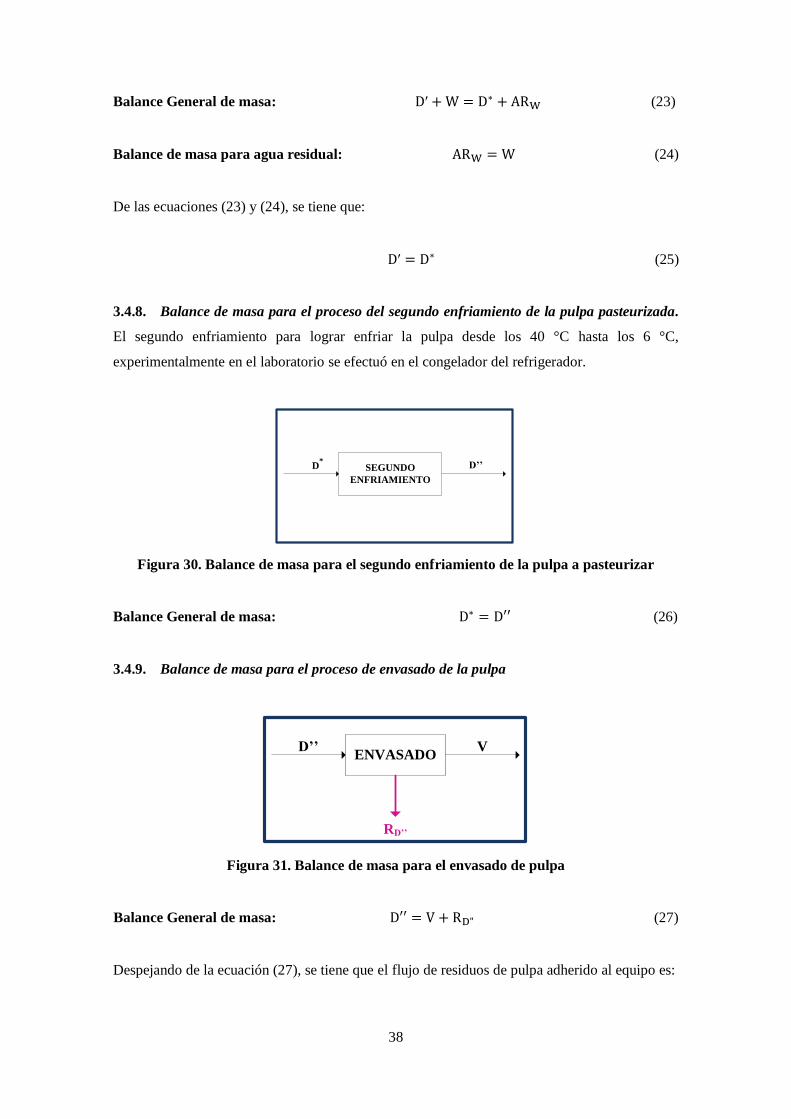
38
Balance General de masa: (23)
Balance de masa para agua residual: (24)
De las ecuaciones (23) y (24), se tiene que:
(25)
3.4.8. Balance de masa para el proceso del segundo enfriamiento de la pulpa pasteurizada.
El segundo enfriamiento para lograr enfriar la pulpa desde los 40 °C hasta los 6 °C,
experimentalmente en el laboratorio se efectuó en el congelador del refrigerador.
SEGUNDO
ENFRIAMIENTO
D*
D’’
Figura 30. Balance de masa para el segundo enfriamiento de la pulpa a pasteurizar
Balance General de masa: (26)
3.4.9. Balance de masa para el proceso de envasado de la pulpa
ENVASADO
RD’’
D’’ V
Figura 31. Balance de masa para el envasado de pulpa
Balance General de masa: (27)
Despejando de la ecuación (27), se tiene que el flujo de residuos de pulpa adherido al equipo es:

39
(28)
Reemplazando valores de las tablas 8 y 6 en cada una de las ecuaciones de balances de masa
para cada operación del proceso, se obtiene entonces el siguiente cuadro de balance general de
masa, presentado en la tabla 10.

40
Tabla 10. Balance general de masa para procesar un flujo de 18,75 (kg/lote) de tomate de árbol
PROCESO ENTRADAS SALIDAS
LAVADO
Flujo de materia prima que ingresa
al proceso 18,75 (kg/lote) Flujo de materia prima lavada 18,75 (kg/ lote)
Flujo másico de agua para lavar la
materia prima 50,02 (kg/ lote)
Flujo másico de agua residual de
lavado 50,02 (kg/ lote)
TOTAL 68,77 (kg/lote) TOTAL 68,77 (kg/lote)
DESINFECCIÓN
Flujo de materia prima lavada a
desinfectar 18,75 (kg/ lote)
Flujo de materia prima desinfectada 18,75 (kg/ lote)
Flujo másico de agua para la
desinfección de materia prima 50,02 (kg/ lote)
Flujo másico de agua residual de la
desinfección 50,02 (kg/ lote) Flujo másico de NaClO al 5%(p/v)
para la desinfección de la fruta 2,50E-3 (kg/ lote)
TOTAL 68,77 (kg/lote) TOTAL 68,77 (kg/lote)
ESCALDADO
Flujo de fruta a escaldar 18,75 (kg/ lote) Flujo de fruta escaldada 18,34 (kg/ lote)
Flujo másico de agua para escaldar
la fruta 50,01 (kg/ lote)
Flujo másico de agua evaporada en
el escaldado 3,70 (kg/ lote)
Flujo másico de agua residual del
escaldado de la fruta 46,72 (kg/ lote)
TOTAL 68,76 (kg/lote) TOTAL 68,76 (kg/lote)
PELADO Flujo de fruta escaldada para pelar 18,34 (kg/ lote)
Flujo de cáscara y rabillos de tomate
escaldado y pelado 3,90 (kg/ lote)
Flujo de fruta pelada 14,43 (kg/ lote)
TOTAL 18,34 (kg/lote) TOTAL 18,34 (kg/lote)
DESPULPADO Flujo de fruta pelada a despulpar 14,43 (kg/ lote)
Flujo de pulpa obtenida 12,01 (kg/ lote)
Flujo de semillas del tomate
despulpado 1,28 (kg/ lote)
Flujo de residuos de pulpa en el
despulpado 1,15 (kg/lote)
TOTAL 14,43 (kg/lote) TOTAL 14,43 (kg/lote)

41
Continuación Tabla 10
PROCESO ENTRADAS SALIDAS P
AS
TE
UR
IZA
DO
CALENTAMIENTO Flujo de pulpa a pasteurizar 12,01 (kg/ lote) Flujo de pulpa calentada 12,01 (kg/ lote)
TOTAL 12,01 (kg/lote) TOTAL 12,01 (kg/lote)
PRIMER
ENFRIAMIENTO DE
PULPA A
PASTEURIZAR
Flujo de pulpa calentada a enfriar 12,01 (kg/ lote) Flujo de pulpa a pasteurizar y
enfriada por 1ra vez 12,01 (kg/ lote)
Flujo másico de agua para el 1er
enfriamiento de pulpa a
pasteurizar
2466,99 (kg/ lote)
Flujo másico de agua residual del
1er enfriamiento de la pulpa a
pasteurizar
2466,99 (kg/ lote)
TOTAL 2479,00 (kg/lote) TOTAL 2479,00 (kg/lote)
SEGUNDO
ENFRIAMIENTO DE
PULPA A
PASTEURIZAR
Flujo de pulpa a pasteurizar, a
2do enfriamiento 12,01 (kg/ lote) Flujo de pulpa pasteurizada 12,01 (kg/ lote)
TOTAL 12,01 (kg/lote) TOTAL 12,01 (kg/lote)
ENVASADO
Flujo de pulpa pasteurizada a
envasar 12,01 (kg/ lote)
Flujo de pulpa envasada lista para
congelar a -4°C 10,60 (kg/ lote)
Flujo de residuos de pulpa
adherido al equipo 1,41 (kg/lote)
TOTAL 12,01 (kg/lote) TOTAL 12,01 (kg/lote)

42
3.5. Balance de energía para el proceso de obtención de pulpa de tomate de árbol
Tabla 11. Definición de variables para el balance de energía del proceso
VARIABLE DEFINICIÓN UNIDAD
Hi Entalpía de la corriente i kJ/lote
Ti Temperatura de la corriente i °C
Tr Temperatura de referencia para evaluación de entalpías
en todas las corrientes 0 °C
Cpi Calor específico de la corriente i kJ/kg*°C
qe, qs Flujo de calor de entrada (procesos con calentamiento)
o de salida (procesos de enfriamiento) kJ/lote
Tabla 12. Calor específico del tomate árbol y el agua
SUSTANCIA Agua,
(%peso)
Cp,
(kJ/kg*°C)
Intervalo de temperatura,
(°C)
*Tomate de árbol 89,70 3,55 Por encima del punto de congelación
(valores promedio)
**Agua 100 4,186 0 a 100 °C
Fuente: *ÁLVAREZ, G. & ORREGO, C. Diseño de congelador rápido para lulo y tomate de
árbol. [en línea]. Manizales, Colombia: Universidad de Nacional de Colombia, sede
Manizales, [2003?] [fecha de consulta: 14 de septiembre de 2014] disponible en:
http://corpomail.corpoica.org.co/BACFILES/BACDIGITAL/26596/26596.pdf
**GEANKOPLIS, Christie. Procesos de Transporte y Operaciones Unitarias. 3a. ed.
México: Continental, S.A. de C.V., 1998, p. 979
Tabla 13. Calor latente de vaporización del agua a 540mmHg
SUSTANCIA Temperatura, (°C) Hv, (kJ/kg)
Agua 90,505 2278,3552
Fuente: GEANKOPLIS, Christie. Procesos de Transporte y Operaciones
Unitarias. 3a. ed. México: Continental, S.A. de C.V., 1998, p. 945
3.5.1. Balance de energía para el proceso de lavado. La temperatura del agua residual del
proceso de lavado es igual a la temperatura de entrada del agua para lavar la fruta; así como
también la temperatura de salida del tomate lavado es igual a la temperatura del tomate a la
entrada del proceso de lavado; esto es debido a que el tiempo de contacto de la fruta con el agua
es mínimo y por tanto la transferencia de calor es ínfima.

43
LAVADO
HB
TB
HL
TLL
B
HB’
TB’
B’
ARL
HARL
TARL
Figura 32. Balance de energía para el lavado de la materia prima
Balance General de Energía: (29)
Definición entalpía corriente B: (30)
Definición entalpía corriente L: (31)
Definición entalpía corriente B’: (32)
Definición entalpía corriente ARL:
(33)
Se conoce que:
(34)
3.5.2. Balance de energía para el proceso de desinfección. Las temperaturas de entrada del
NaClO y del agua de desinfección son iguales; se asumió que entre la temperatura del agua
residual de la desinfección y la temperatura de entrada del agua, así como entre la temperatura
de entrada y salida de la fruta desinfectada existe una diferencia de temperatura de 0,50 °C
debido al tiempo de contacto de la fruta con el agua y la solución desinfectante y
considerándose que el calor se transfiere desde el punto más caliente hacia el más frío.

44
DESINFECCIÓNHB’
TB’
HF
TFF
B’
HB”
TB”
B”
ARF
HARF
TARF
HK
TKK
qs
Figura 33. Balance de energía para la desinfección de la materia prima
Balance General de Energía: (35)
Definición entalpía corriente B”: (36)
Definición entalpía corriente F: (37)
Definición entalpía corriente K: (38)
Definición entalpía corriente ARF: (39)
De la ecuación (35), se tiene que el flujo de calor perdido en proceso de desinfección es:
(40)
3.5.3. Balance de energía para el proceso de escaldado. La temperatura de salida del agua
residual del escaldado de la fruta, es igual a la temperatura del agua a la temperatura de
escaldado (TARE = TEm = 90 °C).

45
ESCALDADO
HB”
TB”
HQ
TQ
HE
TE
HEV
TEV
EEV
B” Q
HARE
TARE
P-199AREqe
Figura 34. Balance de energía para el escaldado de la fruta
Balance General de Energía:
(41)
Definición entalpía corriente E: (42)
Definición entalpía corriente Q: (43)
Definición entalpía corriente EV:
(44)
Definición entalpía corriente ARE’:
(45)
De la ecuación (41) una vez calculadas las entalpías de las corrientes, se tiene el calor
suministrado para calentar el agua hasta TRm = 90 °C y la pulpa de la fruta hasta la temperatura
promedio de escaldado TEm = 73 °C.
(46)
3.5.4. Balance de energía para el proceso de pelado. Se asumió que las cáscaras y rabillos del
tomate tienen la misma capacidad calorífica que el tomate de árbol; así como las temperaturas
de salida de las corrientes de fruta pelada y de cáscara y rabillos de la fruta, son iguales a la
temperatura TEm = 73 °C debido a que se consideró despreciable la variación de temperatura ya
que en la mayoría de los casos no se pela la fruta.

46
PELADO
HQ
TQ
HT
TT
U
HU
TU
Q T
Figura 35. Balance de energía para el pelado de la fruta escaldada
Balance General de Energía: (47)
Definición entalpía corriente T: (48)
Definición entalpía corriente U: (49)
3.5.5. Balance de energía para el proceso de despulpado. Se consideró que tanto la pulpa
como las semillas de la fruta y sus residuos, presentaron un descenso de la temperatura hasta
aproximadamente 33,75 °C, debido al tiempo de residencia de dichas corrientes en la
despulpadora y por la aireación que demanda el proceso en el interior del equipo.
DESPULPADO
HT
TT
HD
TDT D
S
HS
TS
RD
HRD
TRD
qs
Figura 36. Balance de energía para el despulpado de fruta
Balance General de Energía: (50)
Definición entalpía corriente D: (51)
Definición entalpía corriente S: (52)

47
Definición entalpía corriente RD:
(53)
Se sabe que:
(54)
De la ecuación (50) una vez calculadas las entalpías de las corrientes, se puede obtener el flujo
de calor perdido por convección desde el proceso de pelado de la fruta hasta su despulpado.
(55)
3.5.6. Balance de energía para el proceso de calentamiento de la pulpa a pasteurizar. Se
tuvo en cuenta que los flujos másicos de pulpa son iguales tanto a la entrada como a la salida del
proceso de calentamiento, pero que las temperaturas eran diferentes ya que hubo adición de
calor.
CALENTAMIENTO
HD
TD
HD’
TD’D D’
qe
Figura 37. Balance de energía para el calentamiento de la pulpa a pasteurizar
Balance General de Energía: (56)
Definición de entalpía corriente D’: (57)
De la ecuación (56) una vez calculadas las entalpías de las corrientes, se puede obtener el flujo
de calor suministrado a la pulpa para calentar hasta la TPm.
(58)

48
3.5.7. Balance de energía para el proceso del primer enfriamiento de la pulpa a
pasteurizar. Se consideró que el agua residual del primer enfriamiento de la pulpa a pasteurizar
salió a una temperatura de aproximadamente 30 °C, además se tuvo en cuenta que los flujos
másicos de la corriente de pulpa es igual a la entrada y salida del enfriamiento así como las
corrientes de agua de enfriamiento y agua residual son iguales pero cada corriente tiene
diferente temperatura porque hubo un enfriamiento.
PRIMER ENFRIAMIENTO
HD’
TD’
HD*
TD*
HW
TW
W
ARW
D’ D*
HARW
TARW
qs
Figura 38. Balance de energía para el primer enfriamiento de la pulpa a pasteurizar
Balance General de Energía: (59)
Definición de entalpía corriente W: (60)
Definición de entalpía corriente D*: (61)
Definición de entalpía corriente ARW: (62)
Se sabe que:
(63)
De la ecuación (59) una vez calculadas las entalpías de las diferentes corrientes, se obtiene:
(64)

49
3.5.8. Balance de energía para el proceso del segundo enfriamiento de la pulpa a
pasteurizar. Se tuvo en cuenta que el segundo enfriamiento de la pulpa se efectuó en el
congelador del refrigerador.
SEGUNDO
ENFRIAMIENTO
HD*
TD*
HD’’
TD’’D
*D’’
qs
Figura 39. Balance de energía para el segundo enfriamiento de pulpa a pasteurizar
Balance General de Energía: (65)
Definición de entalpía corriente D’’: (66)
De la ecuación (65) una vez calculadas las entalpías de las diferentes corrientes, se obtiene:
(67)
3.5.9. Balance de energía para el proceso envasado de la pulpa. En la práctica experimental,
la temperatura de la corriente de residuos de pulpa adheridos al equipo RD’’, resultó igual a la
temperatura de la pulpa pasteurizada lista para envasar D”.
ENVASADO
HD”
TD”
HV
TV
D” V
RD”
HRD’’
TRD’’
Figura 40. Balance de energía para el envasado de pulpa

50
Balance General de Energía: (68)
Definición de entalpía corriente V: (69)
Definición de entalpía corriente RD’’:
(70)
Reemplazando los valores de las tablas 10, 12 y 13 en cada ecuación de balance de energía para
las operaciones del proceso, obtiene el cuadro del balance general de energía en la tabla 14.

51
Tabla 14. Balance general de energía para procesar un flujo de 18,75 (kg/lote) de tomate de árbol a una temperatura de referencia de 0°C
PROCESO CORRIENTE DE ENTRADA Te
(°C)
Flujo de
calor de
entrada
(kJ/lote)
CORRIENTE DE SALIDA Ts
(°C)
Flujo de
calor de
salida
(kJ/lote)
LAVADO
Flujo de calor de la materia prima que
ingresa al proceso 20,00 1331,25
Flujo de calor de la materia
prima lavada 20,00 1331,25
Flujo de calor del agua para lavar la
materia prima 18,00 3768,94
Flujo de calor del agua
residual de lavado 18,00 3768,94
BALANCE GENERAL ENTRADA 5100,19
BALANCE GENERAL SALIDA 5100,19
DESINFECCIÓN
Flujo de calor de la materia prima
lavada a desinfectar 20,00 1331,25 Flujo de calor de la materia
prima desinfectada 19,50 1297,97
Flujo de calor del agua para la
desinfección de materia prima 18,00 3768,94
Flujo de calor del agua
residual de la desinfección 18,50 3873,80
Flujo de calor del NaClO al 5%(p/v)
para la desinfección de la fruta 18,00 0,16
Flujo de calor perdido -71,42
BALANCE GENERAL ENTRADA 5100,35
BALANCE GENERAL SALIDA 5100,35
ESCALDADO DE LA
FRUTA
Flujo de calor de la fruta a escaldar 20,00 1331,25 Flujo de calor de la fruta
escaldada 73,00 4751,58
Flujo de calor del agua para escaldar
la fruta 19,00 3977,57
Flujo de calor del agua
evaporada en el escaldado 90,00 9562,64
Flujo de calor suministrado para calentar el
agua hasta TEm 27846,52
Flujo de calor del agua
residual del escaldado de la
fruta
90,00 18841,12
BALANCE GENERAL ENTRADA 33155,34 BALANCE GENERAL SALIDA 33155,34
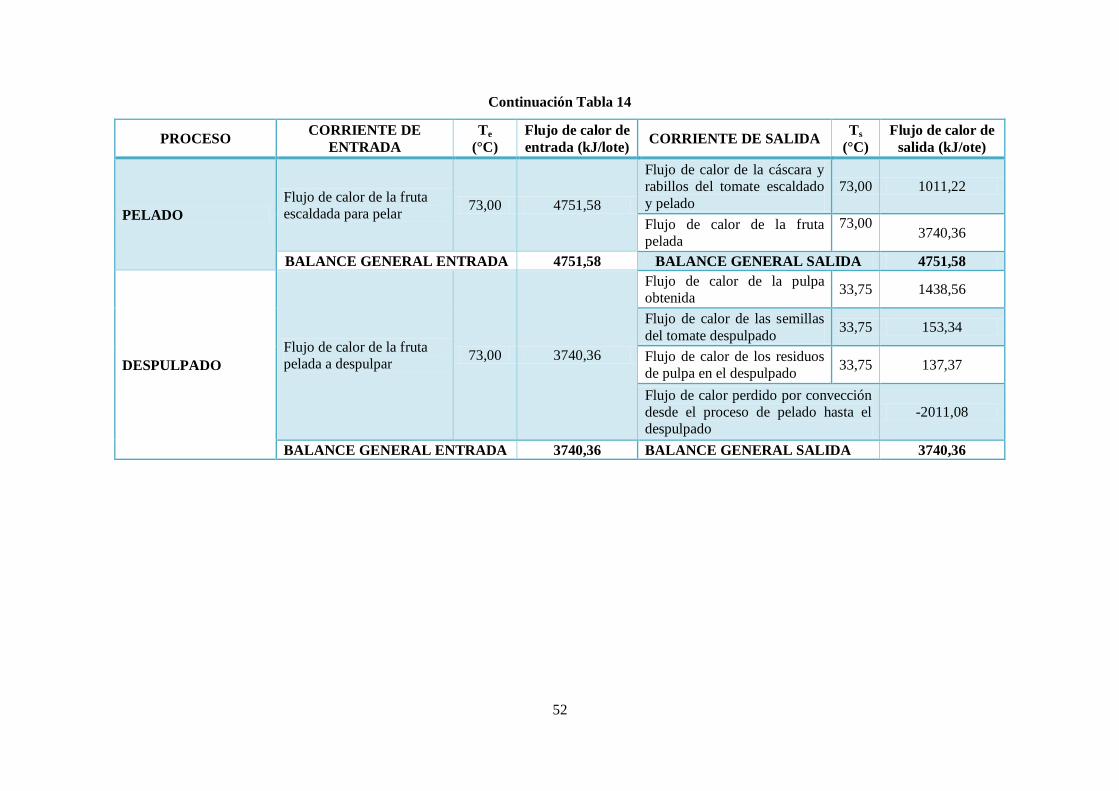
52
Continuación Tabla 14
PROCESO CORRIENTE DE
ENTRADA
Te
(°C)
Flujo de calor de
entrada (kJ/lote) CORRIENTE DE SALIDA
Ts
(°C)
Flujo de calor de
salida (kJ/ote)
PELADO
Flujo de calor de la fruta
escaldada para pelar 73,00 4751,58
Flujo de calor de la cáscara y
rabillos del tomate escaldado
y pelado
73,00 1011,22
Flujo de calor de la fruta
pelada
73,00 3740,36
BALANCE GENERAL ENTRADA 4751,58 BALANCE GENERAL SALIDA 4751,58
DESPULPADO
Flujo de calor de la fruta
pelada a despulpar 73,00 3740,36
Flujo de calor de la pulpa
obtenida 33,75 1438,56
Flujo de calor de las semillas
del tomate despulpado 33,75 153,34
Flujo de calor de los residuos
de pulpa en el despulpado 33,75 137,37
Flujo de calor perdido por convección
desde el proceso de pelado hasta el
despulpado
-2011,08
BALANCE GENERAL ENTRADA 3740,36 BALANCE GENERAL SALIDA 3740,36

53
Continuación Tabla 14
PROCESO CORRIENTE DE
ENTRADA
Te
(°C)
Flujo de calor
de entrada
(kJ/lote)
CORRIENTE DE SALIDA Ts
(°C)
Flujo de
calor de
salida
(kJ/lote)
PA
ST
EU
RIZ
AD
O
CALENTAMIENTO
Flujo de calor de la pulpa a
pasteurizar 33,75 1438,56
Flujo de calor de la pulpa
calentada 81,00 3452,55
Flujo de calor suministrado para calentar
la pulpa hasta la TPm 2013,99
BALANCE GENERAL ENTRADA 3452,55 BALANCE GENERAL SALIDA 3452,55
PRIMER
ENFRIAMIENTO
DE LA PULPA
A PASTEURIZAR
Flujo de calor de la pulpa
calentada a enfriar 81,00 3452,55
Flujo de calor de la pulpa a
pasteurizar y enfriada por 1ra vez 40,00 1704,96
Flujo de calor del agua para el
1er enfriamiento de pulpa a
pasteurizar
20,00 206536,36
Flujo de calor del agua residual
del 1er enfriamiento de la pulpa a
pasteurizar
30,00 309804,54
Flujo de calor perdido -101520,59
BALANCE GENERAL ENTRADA 209988,91
BALANCE GENERAL SALIDA 209988,91
SEGUNDO
ENFRIAMIENTO
DE LA PULPA
A PASTEURIZAR
Flujo de calor de la pulpa a
pasteurizar, a 2do enfriamiento 40,00 1704,96
Flujo de calor de la pulpa
pasteurizada 6,00 255,74
Flujo de calor perdido -1449,22
BALANCE GENERAL ENTRADA 1704,96
BALANCE GENERAL SALIDA 1704,96
ENVASADO
Flujo de calor de la pulpa
pasteurizada a envasar 6,00 255,74
Flujo de calor de la pulpa
envasada lista para congelar a
-4°C
6,00 225,70
Flujo de calor de los residuos de
pulpa adherido al equipo 6,00 30,04
BALANCE GENERAL ENTRADA 255,74 BALANCE GENERAL SALIDA 255,74
54
3.6. Cálculos para el diseño de los equipos involucrados en el proceso de obtención de
pulpa de tomate de árbol
En el presente trabajo de grado, los equipos involucrados en el proceso de obtención de pulpa de
tomate de árbol, se diseñaran según los balances de masa y energía realizados anteriormente
para que operen por lotes, procesando 18,75 (kg) de materia prima. Los criterios para el diseño
de dichos equipos se efectuarán en base a las ecuaciones de diseño de cada uno de ellos.
3.6.1. Diseño de la marmita T – 100 para lavado, desinfección y escaldado de la fruta. La
marmita T – 100, consiste en un tanque con chaqueta de calentamiento y se diseñará para
multifunción, en el cual se podrá lavar, desinfectar y posteriormente escaldar la materia prima
mediante la inyección de vapor saturado en la chaqueta de calentamiento. Para ello se tiene en
cuenta las siguientes consideraciones:
Una vez lavada y desinfectada la materia prima, la tierra contenida en la misma, se deposita
en el fondo del tanque de la marmita, por lo q deberá tener un drenaje en el fondo de la
misma, como se observa en la figura 41.
Como la fruta una vez lavada y desinfectada, se escalda con vapor saturado a una
determinada presión, el tanque será diseñado con una chaqueta de calentamiento hasta el
nivel de los tomates con agua para inyectar el vapor, quedando diseñada la marmita
T – 100.
La geometría de la marmita será cilíndrica con fondo semiesférico, como se muestra en la
figura 41.
El material con que se recomienda la fabricación de la marmita T – 100, es en acero
inoxidable 304, no es necesario otro tipo de acero inoxidable, ya que la solución
desinfectante tiene muy baja concentración de hipoclorito de sodio.
Tener en cuenta que el modo de operación de la marmita es por lotes.

55
Figura 41. Geometría marmita T – 100 para lavado, desinfección y escaldado
3.6.1.1. Número de tomates de árbol a introducir en la marmita
(71)
Donde:
NT, es el número total de tomates de árbol que ingresan en la marmita, en (tomates/lote)
Nm, es el número promedio de tomates de árbol que ingresan al proceso, 8 (tomates)
B, es el flujo de materia prima que ingresa al proceso, 18,75 (kg/lote)
Bm, es el peso promedio de 8 tomates de árbol que ingresan al proceso, 0,94 (kg)
3.6.1.2. Volumen a ocupar por los 160 tomates con agua en la marmita
(72)
Donde:
V160tomates+agua, es el volumen a ocupar por los 160 tomates con agua en la marmita, en
(Litros/ lote)
V8tomates+agua, es el volumen ocupado por 8 tomates con agua, 3,9 (Litros)
NT, es el número total de tomates de árbol que ingresan en la marmita, 160 (tomates/lote)
Nm, es el número promedio de tomates de árbol que ingresan al proceso, 8 (tomates)

56
3.6.1.3. Volumen del tanque de la marmita
(73)
Donde:
VT-100, es el volumen del tanque de la marmita, en (Litros)
f, es el factor de seguridad considerado para evitar derrames, 0,10 (adimensional)
V160tomates+agua, es el volumen a ocupar por los 160 tomates con agua en la marmita,
78,00 (Litros)
α, es el número de lotes que podrá procesar la marmita, 1 (lote)
3.6.1.4. Diámetro del tanque de la marmita
(74)
Donde:
VT-100, es el volumen del tanque de la marmita, 85,80 (Litros)
ØT-100, es el diámetro interno del tanque de la marmita, en (metros)
hT-100, es la altura del tanque de la marmita, en (metros)
Según Mario Calle (2014), el factor de forma para un tanque cilíndrico es:
(75)
Reemplazando (75) en (74), y despejando el diámetro se tiene entonces:
(76)
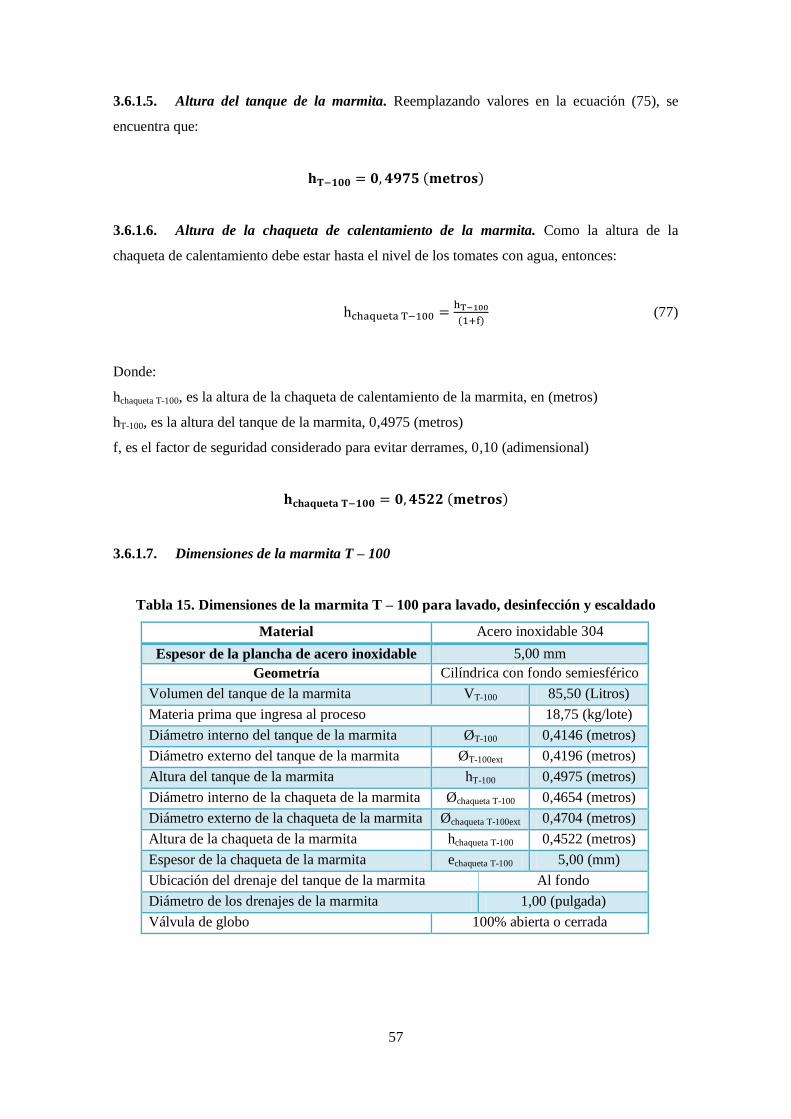
57
3.6.1.5. Altura del tanque de la marmita. Reemplazando valores en la ecuación (75), se
encuentra que:
3.6.1.6. Altura de la chaqueta de calentamiento de la marmita. Como la altura de la
chaqueta de calentamiento debe estar hasta el nivel de los tomates con agua, entonces:
(77)
Donde:
hchaqueta T-100, es la altura de la chaqueta de calentamiento de la marmita, en (metros)
hT-100, es la altura del tanque de la marmita, 0,4975 (metros)
f, es el factor de seguridad considerado para evitar derrames, 0,10 (adimensional)
3.6.1.7. Dimensiones de la marmita T – 100
Tabla 15. Dimensiones de la marmita T – 100 para lavado, desinfección y escaldado
Material Acero inoxidable 304
Espesor de la plancha de acero inoxidable 5,00 mm
Geometría Cilíndrica con fondo semiesférico
Volumen del tanque de la marmita VT-100 85,50 (Litros)
Materia prima que ingresa al proceso 18,75 (kg/lote)
Diámetro interno del tanque de la marmita ØT-100 0,4146 (metros)
Diámetro externo del tanque de la marmita ØT-100ext 0,4196 (metros)
Altura del tanque de la marmita hT-100 0,4975 (metros)
Diámetro interno de la chaqueta de la marmita Øchaqueta T-100 0,4654 (metros)
Diámetro externo de la chaqueta de la marmita Øchaqueta T-100ext 0,4704 (metros)
Altura de la chaqueta de la marmita hchaqueta T-100 0,4522 (metros)
Espesor de la chaqueta de la marmita echaqueta T-100 5,00 (mm)
Ubicación del drenaje del tanque de la marmita Al fondo
Diámetro de los drenajes de la marmita 1,00 (pulgada)
Válvula de globo 100% abierta o cerrada

58
Figura 42. Especificaciones de la marmita T - 100
La marmita T – 100, debe ser fijada al piso mediante una estructura rígida, estable y segura,
que funcione como soporte, tal como se indica en la figura 43.
Figura 43. Marmita T – 100 con estructura de soporte
3.6.1.8. Transporte masa y energía en la marmita T – 100
Tabla 16. Condiciones de operación de marmita T – 100
DEFINICIÓN VARIABLE VALOR UNIDAD
Presión atmosférica de la planta Patm 540 mmHg
Temperatura de entrada del agua te 19 °C
Temperatura de salida del agua Tsat 90 °C
Temperatura de entrada de los tomates Te 19 °C

59
Continuación Tabla 16
DEFINICIÓN VARIABLE VALOR UNIDAD
Temperatura de salida de los tomates
(Temperatura de la pulpa) Ts 73 °C
Presión del vapor saturado Psat 15 PSIabs
3.6.2.1. Coeficiente de convección por condensación de vapor en el interior de la chaqueta.
Las propiedades del vapor se obtuvieron del programa ChemicalLoogic SteamTab Companion,
para mayor facilidad en lugar de utilizar las tablas de vapor del agua. A continuación se
presenta la ecuación para el coeficiente de convección por condensación de vapor en el interior
de la chaqueta, obtenida de las Notas de clase de Fenómenos de Transporte II, del Ingeniero
Químico Jorge Medina:
(78)
Donde:
hinterno chaqueta, es el coeficiente de convección por condensación de vapor en el interior de la
chaqueta, en (kcal/h*m2*°C)
kL, es la conductividad térmica del vapor en fase líquida, evaluada a t’, en (kcal/h*m*°C)
ρL, es la densidad del vapor en fase líquida, evaluada a t’, en (kg/m3)
ρv, es la densidad del vapor en fase gaseosa, evaluada a t’ y Psat como gas ideal, en (kg/m3)
g, es la aceleración por la gravedad, 1,27*108 (m/h
2)
ʎ, es la entalpía de vaporización evaluada a t’, en (kcal/kg)
CpL, es el calor específico del vapor en fase líquida, evaluada a t’, en (kcal/kg*°C)
Tsat, es la temperatura de saturación del vapor en el interior de la chaqueta de la marmita a la
presión de saturación, 373,70 (°K)
To, es la temperatura de la pared del tanque de la marmita, en (°K)
L, es la longitud que recorre el vapor, 2,37 (metros)
µL, es la viscosidad del vapor en fase líquida, evaluada a t’, en (kg/m*h)
3.6.2.2. Temperatura de evaluación de las propiedades del vapor, (t’). La temperatura de la
pared del tanque de la marmita, se iteró hasta que se obtuvo un valor igual o similar al valor
calculado. La temperatura a la cual se evaluaron de las propiedades del vapor, se calculó con la
ecuación obtenida de las Notas de clase de Fenómenos de Transporte II del Ingeniero Químico
Jorge Medina:
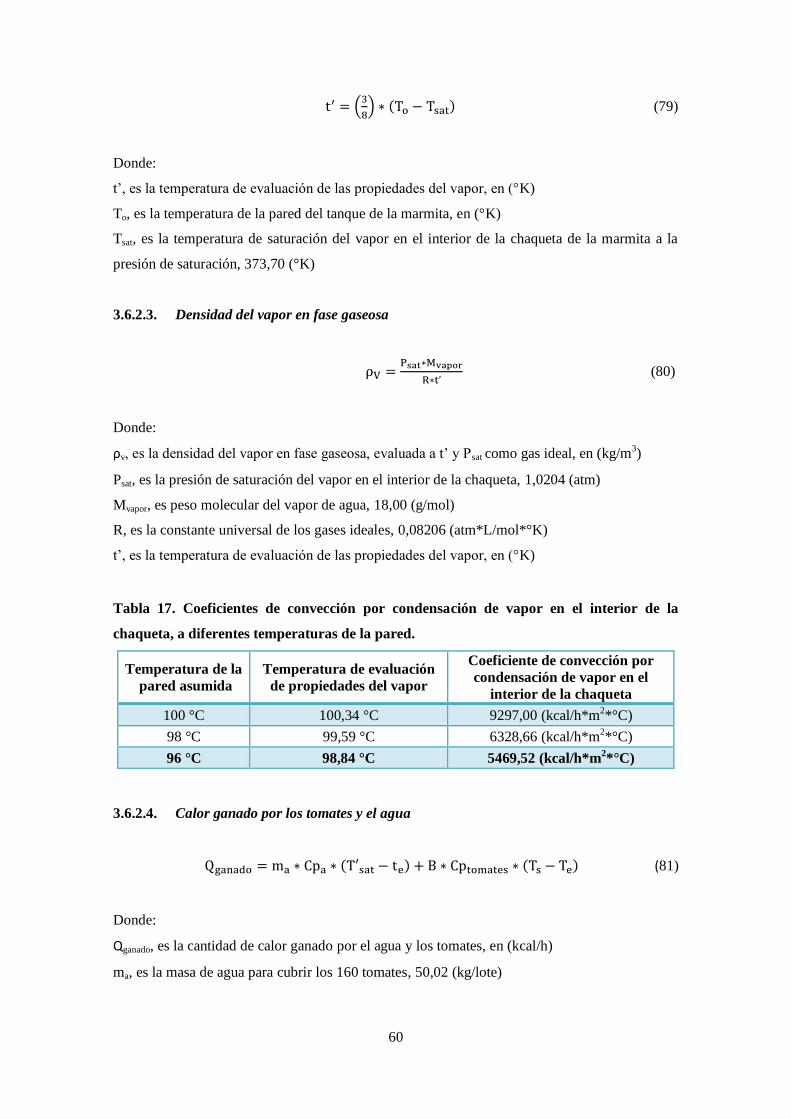
60
(79)
Donde:
t’, es la temperatura de evaluación de las propiedades del vapor, en (°K)
To, es la temperatura de la pared del tanque de la marmita, en (°K)
Tsat, es la temperatura de saturación del vapor en el interior de la chaqueta de la marmita a la
presión de saturación, 373,70 (°K)
3.6.2.3. Densidad del vapor en fase gaseosa
(80)
Donde:
ρv, es la densidad del vapor en fase gaseosa, evaluada a t’ y Psat como gas ideal, en (kg/m3)
Psat, es la presión de saturación del vapor en el interior de la chaqueta, 1,0204 (atm)
Mvapor, es peso molecular del vapor de agua, 18,00 (g/mol)
R, es la constante universal de los gases ideales, 0,08206 (atm*L/mol*°K)
t’, es la temperatura de evaluación de las propiedades del vapor, en (°K)
Tabla 17. Coeficientes de convección por condensación de vapor en el interior de la
chaqueta, a diferentes temperaturas de la pared.
Temperatura de la
pared asumida
Temperatura de evaluación
de propiedades del vapor
Coeficiente de convección por
condensación de vapor en el
interior de la chaqueta
100 °C 100,34 °C 9297,00 (kcal/h*m2*°C)
98 °C 99,59 °C 6328,66 (kcal/h*m2*°C)
96 °C 98,84 °C 5469,52 (kcal/h*m2*°C)
3.6.2.4. Calor ganado por los tomates y el agua
(81)
Donde:
Qganado, es la cantidad de calor ganado por el agua y los tomates, en (kcal/h)
ma, es la masa de agua para cubrir los 160 tomates, 50,02 (kg/lote)

61
Cpa, es el calor específico del agua, 1,00 (kcal/kg*°C)
B, es el flujo de materia prima que ingresa al proceso, 18,75 (kg/lote)
Cptomates, es el calor específico de los tomates de árbol, 0,8481 (kcal/kg*°C)
T’sat, es la temperatura de saturación del agua en el interior del tanque de la marmita a presión
atmosférica, en 90,00 (°C)
te, temperatura de entrada del agua, 19,00 (°C)
Te, temperatura de entrada de los tomates, 19,00 (°C)
Ts, temperatura de salida de los tomates escaldados (Temperatura de la pulpa), 73,00 (°C)
3.6.2.5. Área de transferencia de calor
(82)
Donde:
Atransferencia, es el área total de transferencia de calor, en (m2)
ØT-100, es el diámetro interno del tanque de la marmita, 0,4146 (metros)
hT-100, es la altura del tanque de la marmita, 0,4975 (metros)
3.6.2.6. Flujo de calor ganado por unidad de área de transferencia
3.6.2.7. Coeficiente de convección por ebullición en el interior del tanque de la marmita. Se
asume que el proceso de escaldado tarda 25 minutos aproximadamente, por lo que los
4797,07 (kcal/lote*m2), son aproximadamente 13,39 (kW/m
2); a partir de las ecuaciones para
calcular el coeficiente de convección por ebullición obtenidas de GEANKOPLIS, Christie.
Procesos de Transporte y Operaciones Unitarias, se tiene que:
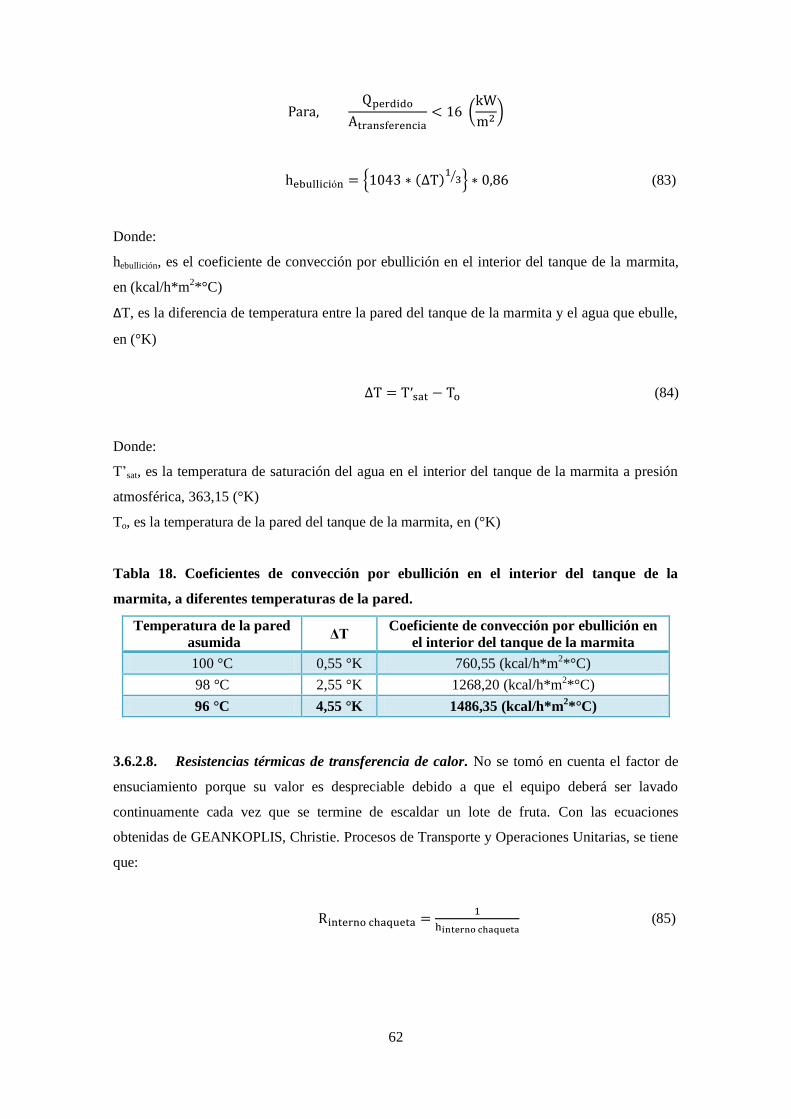
62
ó (83)
Donde:
hebullición, es el coeficiente de convección por ebullición en el interior del tanque de la marmita,
en (kcal/h*m2*°C)
ΔT, es la diferencia de temperatura entre la pared del tanque de la marmita y el agua que ebulle,
en (°K)
(84)
Donde:
T’sat, es la temperatura de saturación del agua en el interior del tanque de la marmita a presión
atmosférica, 363,15 (°K)
To, es la temperatura de la pared del tanque de la marmita, en (°K)
Tabla 18. Coeficientes de convección por ebullición en el interior del tanque de la
marmita, a diferentes temperaturas de la pared.
Temperatura de la pared
asumida ΔT
Coeficiente de convección por ebullición en
el interior del tanque de la marmita
100 °C 0,55 °K 760,55 (kcal/h*m2*°C)
98 °C 2,55 °K 1268,20 (kcal/h*m2*°C)
96 °C 4,55 °K 1486,35 (kcal/h*m2*°C)
3.6.2.8. Resistencias térmicas de transferencia de calor. No se tomó en cuenta el factor de
ensuciamiento porque su valor es despreciable debido a que el equipo deberá ser lavado
continuamente cada vez que se termine de escaldar un lote de fruta. Con las ecuaciones
obtenidas de GEANKOPLIS, Christie. Procesos de Transporte y Operaciones Unitarias, se tiene
que:
(85)

63
Donde:
Rinterno chaqueta, es la resistencia térmica de transferencia de calor por convección en el interior de
la chaqueta de la marmita, en (°C*h*m2 /kcal)
hinterno chaqueta, es el coeficiente de convección por condensación de vapor en el interior de la
chaqueta, en (kcal/h*m2*°C)
(86)
Donde:
Ro, es la resistencia térmica de transferencia de calor por conducción en la chaqueta de la
marmita, en (°C*h*m2 /kcal)
echaqueta-T-100, es el espesor de la chaqueta de la marmita, 5*10-3
(metros)
kinoxidable, es la conductividad térmica del acero inoxidable 304; 14,018 (kcal/h*m*°C)
ó
ó (87)
Donde:
Rebullición, es la resistencia térmica de transferencia de calor por convección en el interior del
tanque de la marmita, en (°C*h*m2 /kcal)
hebullición, es el coeficiente de convección por ebullición en el interior del tanque de la marmita,
en (kcal/h*m2*°C)
3.6.2.9. Caída de la temperatura en la película de ebullición. Con la ecuación obtenida de
GEANKOPLIS, Christie. Procesos de Transporte y Operaciones Unitarias, se tiene que:
ó
ó (88)
Donde:
ΔTcalculado, es la caída de temperatura en la película de ebullición, en (°C)
Rebullición, es la resistencia térmica de transferencia de calor por convección en el interior del
tanque de la marmita, en (°C*h*m2 /kcal)
ΣR, es la sumatoria de las resistencias térmicas por transmisión de calor por convección y
conducción, en (°C*h*m2 /kcal)

64
Tcondensación, es la temperatura de condensación del vapor saturado a la presión de saturación
(15PSIabs), 100,55 (°C)
T’sat, es la temperatura de saturación del agua en el interior del tanque de la marmita a presión
atmosférica, 90,00 (°C)
3.6.2.10. Comprobación de la temperatura de pared calculada con la asumida. Con la
ecuación obtenida de GEANKOPLIS, Christie. Procesos de Transporte y Operaciones Unitarias,
se tiene que:
(89)
Donde:
To calculada, es la temperatura de la pared calculada del tanque de la marmita, en (°C)
T’sat, es la temperatura de saturación del agua en el interior del tanque de la marmita a presión
atmosférica, 90,00 (°C)
ΔTcalculado, es la caída de temperatura en la película de ebullición, en (°C)
Tabla 19. Comprobación de la temperatura de la pared del tanque de la marmita
calculada con la asumida
Temperatura
de la pared
asumida
(°C)
Rinterno chaqueta,
Ro
Rebullición,
ΔT
calculado
(°C)
To
calculada
(°C)
100 1,25E-04 3,57E-04 1,36E-04 7,79 97,79
98 1,84E-04 3,57E-04 8,16E-04 6,35 96,35
96 1,83E-04 3,57E-04 6,73E-04 5,85 95,85
CONCLUSIÓN: De la tabla 19, se puede concluir que la temperatura de la pared del tanque de
la marmita es de 96 °C, por lo tanto el calor de transferencia de calor así como el flujo de vapor
requerido, se efectúa con los resultados correspondientes a dicha temperatura.
3.6.2.11. Flujo de calor de transferencia. Como anteriormente se dijo, el factor de
ensuciamiento es despreciable porque el equipo va a ser lavado constantemente.
ó (90)

65
Donde:
Qtransferencia, es el flujo de calor que se puede transferir en la marmita, en (kcal/h)
Rinterno chaqueta, es la resistencia térmica de transferencia de calor por convección en el interior de
la chaqueta de la marmita, 1,83*10-4
(°C*h*m2 /kcal)
Rebullición, es la resistencia térmica de transferencia de calor por convección en el interior del
tanque de la marmita, 6,73*10-4
(°C*h*m2 /kcal)
Atransferencia, es el área total de transferencia de calor, 0,9179 (m2)
ΔTcalculado, es la caída de temperatura en la película de ebullición, 95,85 (°C)
3.6.2.12. Flujo de vapor requerido por hora
ʎ (91)
Donde:
mv, es el flujo de vapor requerido para el proceso de escaldado, en (kg/h)
Qtransferencia, es el flujo de calor que se puede transferir en la marmita, 37380,42 (kcal/h)
ʎ, es la entalpía de vaporización evaluada a t’ (temperatura a la que se evaluó las propiedades
del vapor = 98,84 °C), 539,76 (kcal/kg)
3.6.2.13. Tiempo total del proceso de escaldado
(92)
Donde:
θescaldado, es el tiempo total que se demora el proceso de escaldado, en (horas/lote)
Qtransferencia, es el flujo de calor que se puede transferir en la marmita, 37380,42 (kcal/h)
Qganado, es la cantidad de calor ganado por el agua y los tomates, 4403,00 (kcal/h)
θEc, es el tiempo que tarda en transferirse el calor desde el vapor hacia los tomates para
calentarlos y ebullir el agua a 90 °C, en (horas)
θEm, es el tiempo promedio de escaldado a la temperatura promedio de escaldado (73 °C),
cuando el agua se encuentra a 90 °C, 0,15 (horas)

66
(93)
Donde:
Qtransferencia, es el flujo de calor que se puede transferir en la marmita, 37380,42 (kcal/h)
Qganado, es la cantidad de calor ganado por el agua y los tomates, 4403,00 (kcal/h)
θEc, es el tiempo que tarda en transferirse el calor desde el vapor hacia los tomates para
calentarlos y ebullir el agua a 90 °C, en (horas)
Reemplazando valores en la ecuación (92), se tiene que todo el proceso de escaldado tarda:
3.6.2.14. Flujo de vapor requerido para cada lote a procesar
(94)
Donde:
mv-lote, es el flujo de vapor requerido para cada lote de tomate a escaldar, manteniendo por
9 minutos la temperatura una vez alcanzados los 73 °C de la pulpa de la fruta, en (kg/lote)
mv, es el flujo de vapor requerido para el proceso de escaldado, 69,25 (kg/h)
θescaldado, es el tiempo total que se demora el proceso de escaldado, 0,2678 (horas/lote)
Tabla 20. Resultados del transporte masa y energía en la marmita T – 100
DEFINICIÓN VARIABLE VALOR UNIDAD
Presión atmosférica de la planta Patm 540 mmHg
Volumen de 160tomates con agua V160tomates+agua 78 Litros/lote
Temperatura de entrada del agua te 19 °C
Temperatura de salida del agua líquida saturada T’sat 90 °C
Temperatura de entrada de los tomates Te 19 °C
Temperatura de salida de los tomates
(Temperatura de la pulpa) Ts 73 °C
Presión del vapor saturado Psat 15 PSIabs
Temperatura del vapor saturado Tsat 100,55 °C

67
Continuación Tabla 20
DEFINICIÓN VARIABLE VALOR UNIDAD
Temperatura de la pared del tanque de la
marmita To 96,00 °C
Coeficiente de convección por condensación de
vapor en el interior de la chaqueta hinterno chaqueta 5469,52 kcal/h*m
2*°C
Coeficiente de convección por ebullición en el
interior del tanque de la marmita hebullición 1486,35 kcal/h*m
2*°C
Flujo de calor de ganado por los tomates y el
agua Qganado 4403,00 kcal/lote
Área de transferencia de calor Atranferencia 0,9179 m2
Flujo de calor que se puede transferir en la
marmita Qtransferencia 37380,42 kcal/h
Flujo de vapor requerido para el proceso de
escaldado mv 69,25 kg/h
Tiempo total que se demora el proceso de
escaldado θescaldado 0,2678 horas/lote
Flujo de vapor requerido para cada lote de
tomate a escaldar, manteniendo por 9 minutos
la temperatura una vez alcanzados los 73 °C de
la pulpa de la fruta
mv-lote 18,55 kg/lote
3.6.2. Especificación de la despulpadora de fruta D – 300. En el mercado mundial y
nacional existen despulpadoras que procesan desde 100 (kg/h) de frutas como: naranjilla, tomate
de árbol, frutilla, mora, taxo, piña troceada, tamarindo y guanábana sin semillas, entre otras.
Para tener mayor facilidad de limpieza del equipo, se eligió especificar una despulpadora de
paletas con la información proporcionada por el fabricante del equipo, el señor Jaime Sosa,
Ingeniero Mecánico de la Escuela Politécnica Nacional.
Tabla 21. Especificaciones de la despulpadora D – 300
Capacidad de procesamiento 100 a 200 (kg/h)
Tambor giratorio De paletas
Material de construcción Acero inoxidable 304
Motor Monofásico brasilero marca WEG
Potencia del motor 2Hp (Tiene protector para las sobrecargas)
Velocidad del motor 1750 (rev/min)
Alimentación 110 ó 220 Voltios
Aspas (Paletas) Regulables
Capacidad de la tolva 5 kg
Tamices Diámetro del agujero = 1 mm y espesor = 1 mm
Diámetro del agujero = 0,6 mm y espesor = 1 mm
El equipo es desarmable y tiene transmisión por doble banda
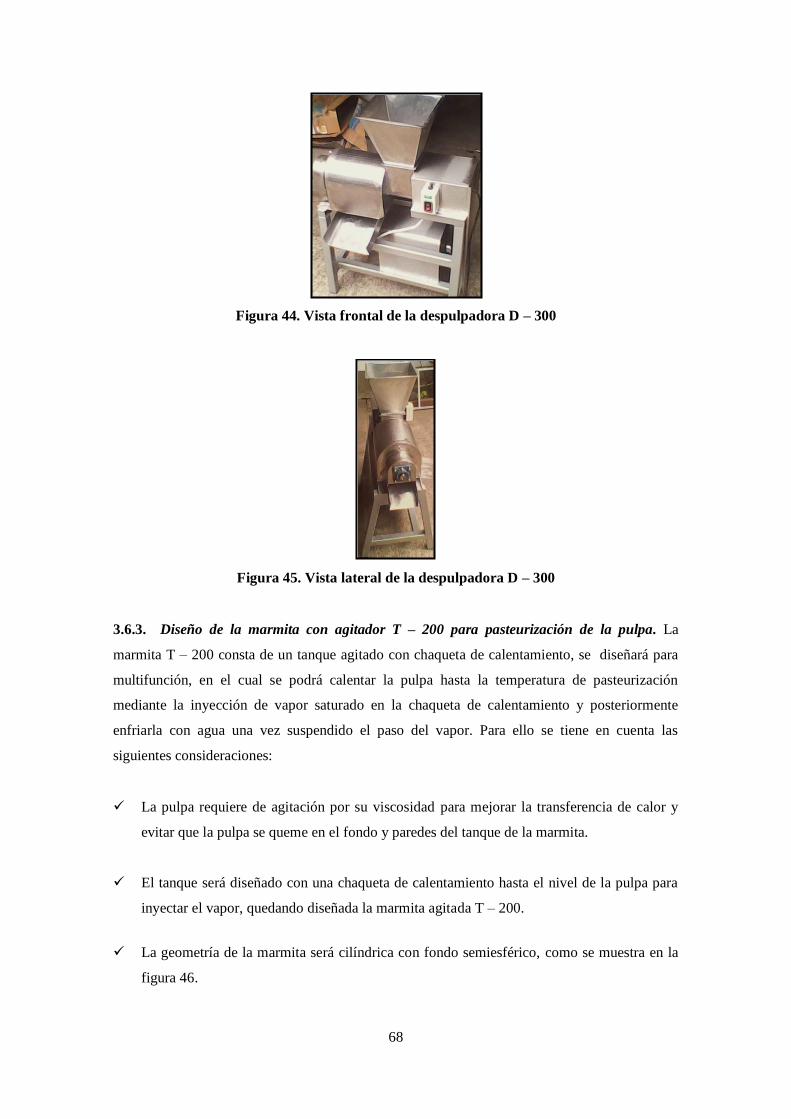
68
Figura 44. Vista frontal de la despulpadora D – 300
Figura 45. Vista lateral de la despulpadora D – 300
3.6.3. Diseño de la marmita con agitador T – 200 para pasteurización de la pulpa. La
marmita T – 200 consta de un tanque agitado con chaqueta de calentamiento, se diseñará para
multifunción, en el cual se podrá calentar la pulpa hasta la temperatura de pasteurización
mediante la inyección de vapor saturado en la chaqueta de calentamiento y posteriormente
enfriarla con agua una vez suspendido el paso del vapor. Para ello se tiene en cuenta las
siguientes consideraciones:
La pulpa requiere de agitación por su viscosidad para mejorar la transferencia de calor y
evitar que la pulpa se queme en el fondo y paredes del tanque de la marmita.
El tanque será diseñado con una chaqueta de calentamiento hasta el nivel de la pulpa para
inyectar el vapor, quedando diseñada la marmita agitada T – 200.
La geometría de la marmita será cilíndrica con fondo semiesférico, como se muestra en la
figura 46.
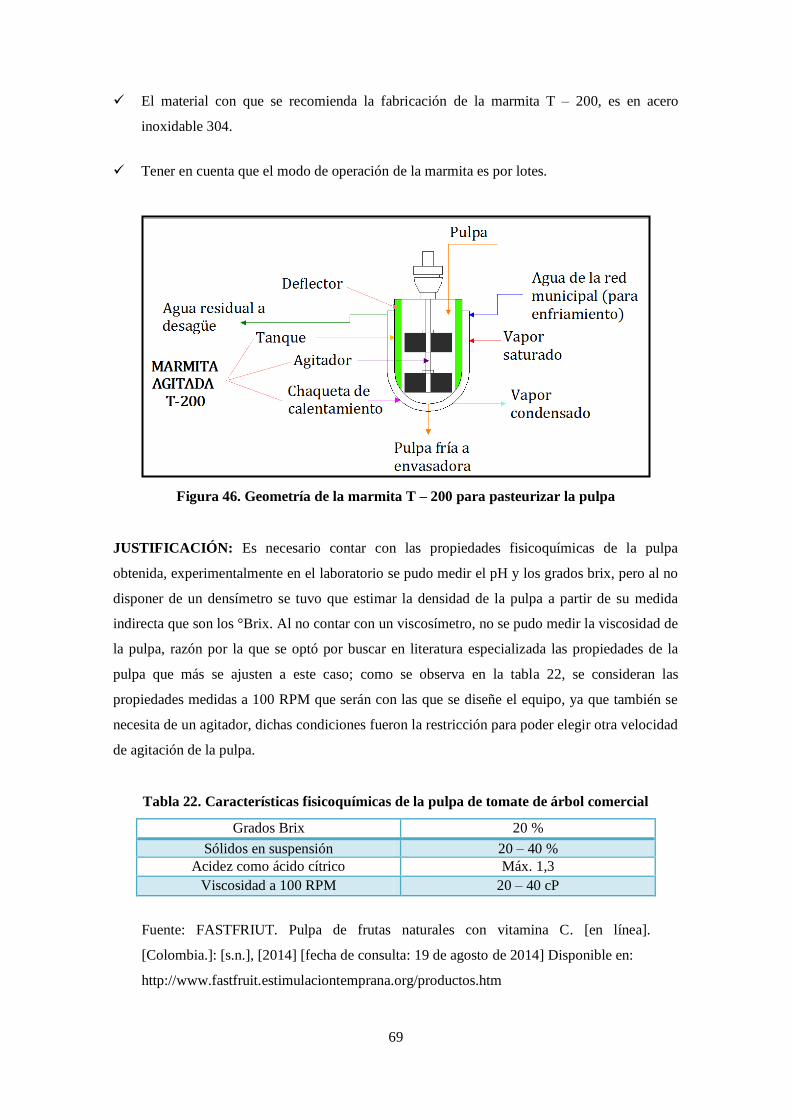
69
El material con que se recomienda la fabricación de la marmita T – 200, es en acero
inoxidable 304.
Tener en cuenta que el modo de operación de la marmita es por lotes.
Figura 46. Geometría de la marmita T – 200 para pasteurizar la pulpa
JUSTIFICACIÓN: Es necesario contar con las propiedades fisicoquímicas de la pulpa
obtenida, experimentalmente en el laboratorio se pudo medir el pH y los grados brix, pero al no
disponer de un densímetro se tuvo que estimar la densidad de la pulpa a partir de su medida
indirecta que son los °Brix. Al no contar con un viscosímetro, no se pudo medir la viscosidad de
la pulpa, razón por la que se optó por buscar en literatura especializada las propiedades de la
pulpa que más se ajusten a este caso; como se observa en la tabla 22, se consideran las
propiedades medidas a 100 RPM que serán con las que se diseñe el equipo, ya que también se
necesita de un agitador, dichas condiciones fueron la restricción para poder elegir otra velocidad
de agitación de la pulpa.
Tabla 22. Características fisicoquímicas de la pulpa de tomate de árbol comercial
Grados Brix 20 %
Sólidos en suspensión 20 – 40 %
Acidez como ácido cítrico Máx. 1,3
Viscosidad a 100 RPM 20 – 40 cP
Fuente: FASTFRIUT. Pulpa de frutas naturales con vitamina C. [en línea].
[Colombia.]: [s.n.], [2014] [fecha de consulta: 19 de agosto de 2014] Disponible en:
http://www.fastfruit.estimulaciontemprana.org/productos.htm

70
3.6.3.1. Cálculo de la densidad de la pulpa
° (95)
Donde:
ρpulpa, es la densidad de la pulpa, en (kg/m3)
ρr, es la densidad relativa de la pulpa, (adimensional)
° , es la densidad del agua medida a 20°C, 998,405 (kg/m
3)
° (96)
Donde:
ρr, es la densidad relativa de la pulpa, (adimensional)
°Brix, son los sólidos solubles presentes en la pulpa, 20,00 (%)
Reemplazando valores en la ecuación (96), se tiene:
3.6.3.2. Flujo másico de pulpa a pasteurizar. Experimentalmente, se obtuvo pulpa a partir de
tomate escaldado y posteriormente pelado, en la industria también obtienen pulpa a partir de
tomate de árbol escaldado sin perlar, aduciendo que hay un rendimiento de pulpa desde el 10
hasta el 30 % más según el estado de maduración de la fruta. Por esta razón, se procederá a
calcular el volumen de pulpa con un incremento del 30 % y posteriormente con dicho volumen
se diseñará la marmita agitada T – 200.
(97)
Donde:
D tomate sin pelar, es el flujo másico de pulpa que se obtendría sin pelar el tomate de árbol, en
(kg/lote)
D, es el flujo de pulpa obtenido a partir del tomate de árbol pelado, 12,01 (kg/lote)

71
3.6.3.3. Flujo volumétrico de pulpa a pasteurizar
(98)
Donde:
Vpulpa, es el volumen a ocupar la pulpa, en (Litros/lote)
D tomate sin pelar, es el flujo de pulpa que se obtendría sin pelar el tomate de árbol, 15,61 (kg/lote)
ρpulpa, es la densidad de la pulpa, 1081,16 (kg/m3)
3.6.3.4. Volumen del tanque de la marmita agitada
(99)
Donde:
VT-200, es el volumen del tanque de la marmita agitada, en (Litros)
f, es el factor de seguridad considerado para evitar derrames, 0,20 (adimensional)
Vpulpa, es el volumen a ocupar por la pulpa, 14,44 (Litros)
α, es el número de lotes que podrá procesar la marmita, 1 (lote)
3.6.3.5. Diámetro del tanque de la marmita
(100)
Donde:
VT-200, es el volumen del tanque de la marmita, 17,50 (Litros)
ØT-200, es el diámetro interno del tanque de la marmita, en (metros)
hT-200, es la altura del tanque de la marmita, en (metros)

72
Según Mario Calle (2014), el factor de forma para un tanque cilíndrico es:
(101)
Reemplazando (100) en (101), y despejando el diámetro se tiene entonces:
(102)
3.6.3.6. Altura del tanque de la marmita
Reemplazando valores en la ecuación (101), se encuentra que:
3.6.3.7. Altura de la chaqueta de calentamiento de la marmita agitada. Como la altura de la
chaqueta de calentamiento debe estar hasta el nivel de la pulpa, el cual debe ser igual al
diámetro del tanque agitado, entonces:
(103)
Donde:
Hchaqueta T-200, es la altura de la chaqueta de la marmita y la altura de la pulpa, en (metros)
hT-200, es la altura del tanque de la marmita, 0,2928 (metros)
f, es el factor de seguridad considerado para evitar derrames, 0,20 (adimensional)
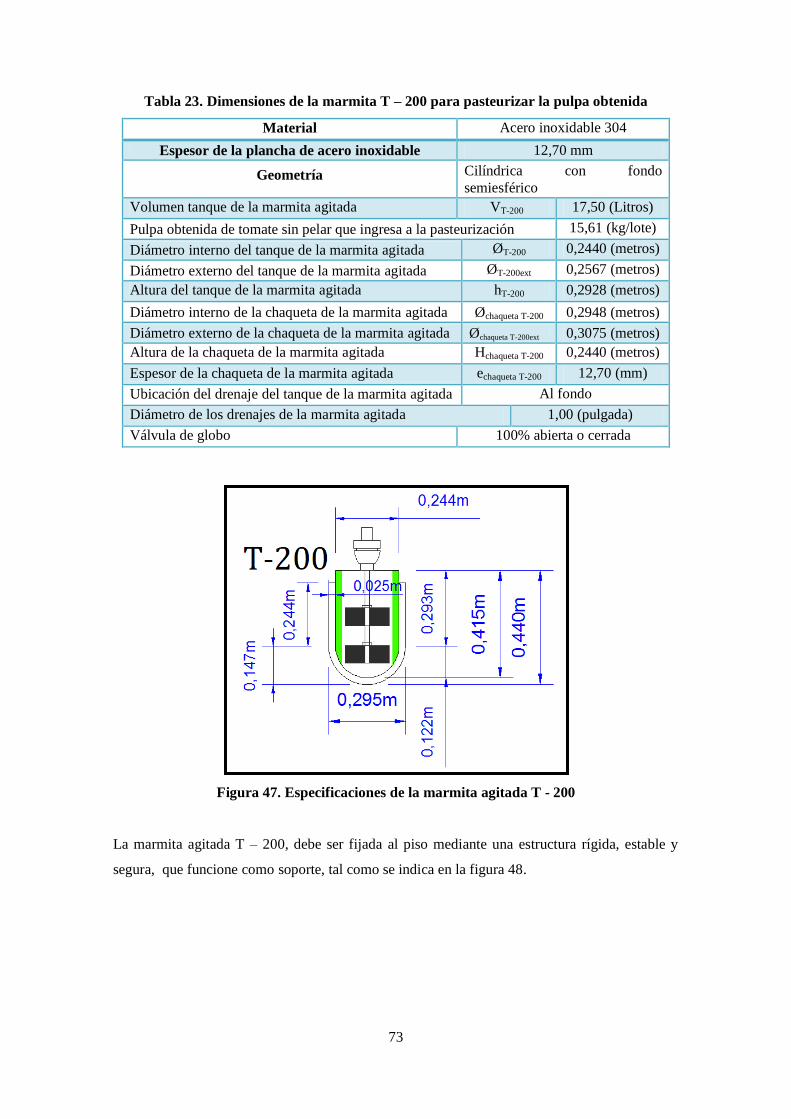
73
Tabla 23. Dimensiones de la marmita T – 200 para pasteurizar la pulpa obtenida
Material Acero inoxidable 304
Espesor de la plancha de acero inoxidable 12,70 mm
Geometría Cilíndrica con fondo
semiesférico
Volumen tanque de la marmita agitada VT-200 17,50 (Litros)
Pulpa obtenida de tomate sin pelar que ingresa a la pasteurización 15,61 (kg/lote)
Diámetro interno del tanque de la marmita agitada ØT-200 0,2440 (metros)
Diámetro externo del tanque de la marmita agitada ØT-200ext 0,2567 (metros)
Altura del tanque de la marmita agitada hT-200 0,2928 (metros)
Diámetro interno de la chaqueta de la marmita agitada Øchaqueta T-200 0,2948 (metros)
Diámetro externo de la chaqueta de la marmita agitada Øchaqueta T-200ext 0,3075 (metros)
Altura de la chaqueta de la marmita agitada Hchaqueta T-200 0,2440 (metros)
Espesor de la chaqueta de la marmita agitada echaqueta T-200 12,70 (mm)
Ubicación del drenaje del tanque de la marmita agitada Al fondo
Diámetro de los drenajes de la marmita agitada 1,00 (pulgada)
Válvula de globo 100% abierta o cerrada
Figura 47. Especificaciones de la marmita agitada T - 200
La marmita agitada T – 200, debe ser fijada al piso mediante una estructura rígida, estable y
segura, que funcione como soporte, tal como se indica en la figura 48.
74
Figura 48. Marmita Agitada T – 200 con estructura de soporte
3.6.3.8. Dimensionamiento del agitador de la marmita. Por la viscosidad de la pulpa, con el
objetivo de mantener una transferencia homogénea en todo el nivel de la pulpa, es necesario
colocar un agitador mecánico en el tanque de la marmita T – 200, para este caso se escogió
diseñar una turbina de seis hojas planas con dos impulsores montados sobre el mismo eje, como
se muestra en la figura 49; los factores de forma del agitador se asumieron partiendo de que la
paleta debe cubrir aproximadamente el 70 % del diámetro del tanque.
Figura 49. Nomenclatura para el agitador
a) Longitud de la paleta de la turbina
(104)

75
Donde:
Øpaleta, es la longitud de la paleta de extremo a extremo, en (metros)
ØT-200, es el diámetro interno del tanque de la marmita agitada, 0,2440 (metros)
b) Ancho de cada paleta de la turbina
(105)
Donde:
Wpaleta, es la ancho de cada paleta de la turbina, en (metros)
ØT-200, es el diámetro interno del tanque de la marmita agitada, 0,2440 (metros)
c) Largo de cada paleta de la turbina
(106)
Donde:
Lpaleta, es el largo de cada paleta de la turbina, en (metros)
ØT-200, es el diámetro interno del tanque de la marmita agitada, 0,2440 (metros)
Figura 50. Especificaciones del agitador de la marmita T – 200

76
d) Altura del primer impulsor sobre el fondo del tanque de la marmita. El agitador no debe
encontrarse muy separado del fondo del tanque para tener mayor efectividad en la agitación
y transferir mejor el calor evitando que la pulpa se pegue en las paredes de la marmita
agitada.
(107)
Donde:
E, es la altura del primer impulsor sobre el fondo del tanque de la marmita, en (metros)
Øpaleta, es la longitud de la paleta de extremo a extremo, 0,1708 (metros)
e) Distancia entre impulsores de cada turbina montados en el mismo eje
(108)
Donde:
a, es la distancia que existe entre los impulsores de cada turbina montados en el mismo eje,
en (metros)
Lpaleta, es el ancho de cada paleta, 0,0769 (metros)
f) Ancho de las placas deflectoras. Se colocarán 4 deflectores alrededor del perímetro del
tanque para mejorar la eficiencia de la agitación disminuyendo los vórtices, tal como
recomienda Mc Cabe y Smith.
(109)
Donde:
J, es el ancho de cada placa deflectora, en (metros)
ØT-200, es el diámetro interno del tanque de la marmita agitada, 0,2440 (metros)
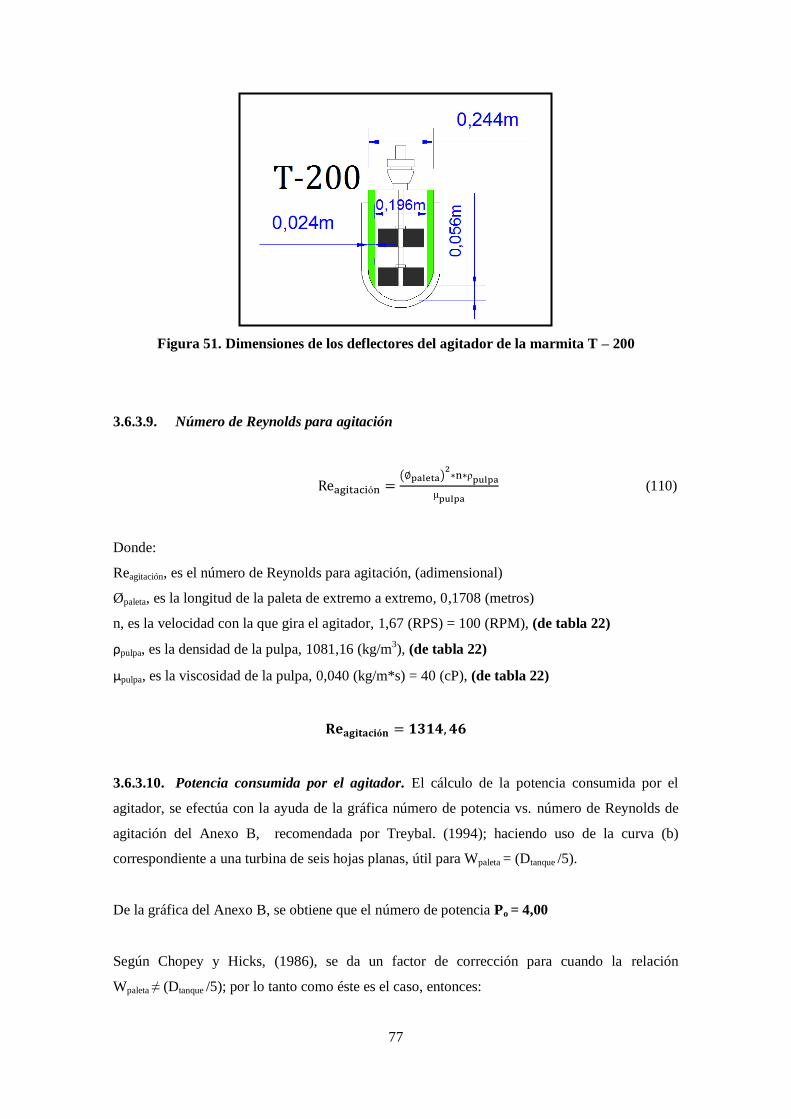
77
Figura 51. Dimensiones de los deflectores del agitador de la marmita T – 200
3.6.3.9. Número de Reynolds para agitación
ó
(110)
Donde:
Reagitación, es el número de Reynolds para agitación, (adimensional)
Øpaleta, es la longitud de la paleta de extremo a extremo, 0,1708 (metros)
n, es la velocidad con la que gira el agitador, 1,67 (RPS) = 100 (RPM), (de tabla 22)
ρpulpa, es la densidad de la pulpa, 1081,16 (kg/m3), (de tabla 22)
µpulpa, es la viscosidad de la pulpa, 0,040 (kg/m*s) = 40 (cP), (de tabla 22)
ó
3.6.3.10. Potencia consumida por el agitador. El cálculo de la potencia consumida por el
agitador, se efectúa con la ayuda de la gráfica número de potencia vs. número de Reynolds de
agitación del Anexo B, recomendada por Treybal. (1994); haciendo uso de la curva (b)
correspondiente a una turbina de seis hojas planas, útil para Wpaleta = (Dtanque /5).
De la gráfica del Anexo B, se obtiene que el número de potencia Po = 4,00
Según Chopey y Hicks, (1986), se da un factor de corrección para cuando la relación
Wpaleta ≠ (Dtanque /5); por lo tanto como éste es el caso, entonces:

78
(111)
Donde:
Po corregido, es el número de potencia corregido, (adimensional)
Po, es el número de potencia para cuando Wpaleta = (Dtanque /5); 4,00 (adimensional)
Wpaleta, es el ancho de cada paleta de la turbina, 0,0683 (metros)
Øpaleta, es la longitud de la paleta de extremo a extremo, 0,1708 (metros)
Según Treybal (1994), el número de potencia está definido como:
(112)
Donde:
P, es la potencia impartida al líquido por cada impulsor, en (Watts)
Po, es el número de potencia para cuando Wpaleta = (Dtanque /5), (adimensional)
ρpulpa, es la densidad de la pulpa, 1081,16 (kg/m3), (de tabla 22)
ØT-200, es el diámetro interno del tanque de la marmita agitada, 0,2440 (metros)
Reemplazando valores en la ecuación (112) y despejando la potencia impartida por cada
impulsor al líquido (P), se obtiene que:
Treybal (1994), menciona que la potencia P, solo es la impartida al líquido por cada impulsor,
NO es la ocasionada por el motor, que incluye en forma adicional pérdidas en el motor y
engranaje que reduce la velocidad. Estas pueden totalizar en un 30 a 40 % de P. De ahí que la
potencia consumida por el motor de cada impulsor sería:
(113)

79
Donde:
Pmotor, es la potencia consumida por el motor de cada impulsor, en (Watts)
P, es la potencia impartida al líquido por cada impulsor, 5,82 (Watts)
Según Mc Cabe y Smith (1991), cuando un agitador está compuesto por más de un impulsor
montado en el mismo eje, cada impulsor funciona como un agitador individual, por lo tanto el
consumo total de potencia es igual a la sumatoria del consumo de potencia del motor de cada
uno de los impulsores colocados. Para este caso, se ha diseñado un agitador con dos impulsores
del mismo tamaño, por lo tanto se suman dos veces la potencia del motor de cada impulsor.
Tabla 24. Especificaciones del agitador tipo turbina de seis hojas planas
DEFINICIÓN VARIABLE VALOR UNIDAD
Longitud de la paleta de extremo a extremo Øpaleta 0,1708 metros
Ancho de cada paleta de la turbina Wpaleta 0,0683 metros
Largo de cada paleta de la turbina Lpaleta 0,0769 metros
Altura del 1er impulsor sobre el fondo del tanque
de la marmita agitada E 0,0564 metros
Ancho de cada placa deflectora J 0,0244 metros
Número de placas deflectoras alrededor del
tanque de la marmita --- 4 Placas
Velocidad con la que gira el agitador n 100 RPM
Número de impulsores montados en el mismo eje --- 2,00 Impulsores
Distancia entre cada impulsor montado a 0,0769 metros
Potencia total consumida por el agitador Pconsumida 38,82 Watts
3.6.3.11. Transporte masa y energía en la marmita agitada T – 200 para calentar la pulpa
Tabla 25. Condiciones de operación de marmita T – 200 para calentamiento
DEFINICIÓN VARIABLE VALOR UNIDAD
Presión atmosférica de la planta Patm 540 mmHg
Temperatura de entrada de la pulpa a calentar Te 33,75 °C
Temperatura final de la pulpa caliente Ts 81 °C
Velocidad de agitación de la pulpa n 100 RPM
Presión del vapor saturado Psat 15 PSIabs

80
Tabla 26. Propiedades térmicas promedio del tomate de árbol
SUSTANCIA Agua,
%peso
Cp,
kJ/kg*°C
k,
W/m*°C Intervalo de temperatura,
(°C)
Tomate de árbol 89,70 3,55 0,5967 Por encima del punto de congelación
Fuente: ÁLVAREZ, G. & ORREGO, C. Diseño de congelador rápido para lulo y tomate de
árbol. [en línea]. Manizales, Colombia: Universidad de Nacional de Colombia, sede
Manizales, [2003?] [fecha de consulta: 14 de septiembre de 2014] disponible en:
http://corpomail.corpoica.org.co/BACFILES/BACDIGITAL/26596/26596.pdf
a) Coeficiente de convección por agitación en el interior del tanque de la marmita. Según
Donald Kern (1999), el coeficiente de convección por agitación en el interior de tanques
con chaqueta, se puede calcular de forma gráfica mediante la curva de la chaqueta de la
gráfica del Anexo C, o de forma analítica con la ecuación a la que se ajusta dicha curva
como sugieren Chilton, Drew y Jebens, válida solo para agitadores de aspas (turbinas)
localizadas centralmente.
(114)
Donde:
hagitación, es el coeficiente de convección por agitación en el interior del tanque de la
marmita, en (kcal/h*m2*°C)
kpulpa, es la conductividad térmica de la pulpa, 0,5132 (kcal/h*m*°C), (de tabla 26)
Øpaleta, es la longitud de la paleta de extremo a extremo, 0,1708 (metros)
n, es la velocidad con la que gira el agitador, 1,67 (RPS) = 100 (RPM), (de tabla 22)
ρpulpa, es la densidad de la pulpa, 1081,16 (kg/m3), (de tabla 22)
µpulpa, es la viscosidad de la pulpa, 0,040 (kg/m*s) = 40 (cP), (de tabla 22)
Cppulpa, es el calor específico de la pulpa, 0,8481 (kcal/kg*°C), (de tabla 26)
µw, es la viscosidad de la pulpa a la temperatura de la pared del tanque de la marmita,
0,040 (kg/m*s) = 40 (cP) (se asume)

81
b) Coeficiente de convección por condensación de vapor en el interior de la chaqueta. Las
propiedades del vapor se obtuvieron del programa ChemicalLoogic SteamTab Companion
para mayor facilidad en lugar de utilizar las tablas de vapor. A continuación se presenta la
ecuación para el coeficiente de convección por condensación de vapor en el interior de la
chaqueta, obtenida de las Notas de clase de Fenómenos de Transporte II, del Ingeniero
Químico Jorge Medina:
(115)
Donde:
hi chaqueta T-200, es el coeficiente de convección por condensación de vapor en el interior de la
chaqueta, en (kcal/h*m2*°C)
kL, es la conductividad térmica del vapor en fase líquida, evaluada a t’, en (kcal/h*m*°C)
ρL, es la densidad del vapor en fase líquida, evaluada a t’, en (kg/m3)
ρv, es la densidad del vapor en fase gaseosa, evaluada a t’ y Psat como gas ideal, en (kg/m3)
g, es la aceleración por la gravedad, 1,27*108 (m/h
2)
ʎ, es la entalpía de vaporización evaluada a t’, en (kcal/kg)
CpL, es el calor específico del vapor en fase líquida, evaluada a t’, en (kcal/kg*°C)
Tsat, es la temperatura de saturación del vapor en el interior de la chaqueta de la marmita
agitada a la presión de saturación, 373,70 (°K)
To, es la temperatura de la pared del tanque de la marmita agitada, en (°K)
L, es la longitud que recorre el vapor, 1,41 (metros)
µL, es la viscosidad del vapor en fase líquida, evaluada a t’, en (kg/m*h)
c) Temperatura de evaluación de las propiedades del vapor, (t’). La temperatura de la pared
del tanque de la marmita, se iteró hasta que se obtuvo que el flujo de calor total que puede
transferirse en la marmita agitada T – 200, es igual o ligeramente mayor al flujo de calor
requerido para calentar la pulpa.
(116)
Donde:
t’, es la temperatura de evaluación de las propiedades del vapor, en (°K)
82
Tsat, es la temperatura de saturación del vapor en el interior de la chaqueta de la marmita
agitada a la presión de saturación, 373,70 (°K)
To, es la temperatura de la pared del tanque de la marmita agitada, en (°K)
d) Densidad del vapor en fase gaseosa
(117)
Donde:
ρv, es la densidad del vapor en fase gaseosa, evaluada a t’ y Psat como gas ideal, en (kg/m3)
Psat, es la presión de saturación del vapor en el interior de la chaqueta, 1,0204 (atm)
Mvapor, es peso molecular del vapor de agua, 18,00 (g/mol)
R, es la constante universal de los gases ideales, 0,08206 (atm*L/mol*°K)
t’, es la temperatura de evaluación de las propiedades del vapor, en (°K)
Tabla 27. Coeficientes de convección por condensación de vapor en el interior de la
chaqueta de la marmita agitada, a diferentes temperaturas de la pared
Temperatura
de la pared
asumida
Temperatura de evaluación
de propiedades del vapor
Coeficiente de convección por
condensación de vapor en el
interior de la chaqueta
97,50 °C 99,41 °C 6890,92 (kcal/h*m2*°C)
88,5 °C 96,03 °C 4855,68 (kcal/h*m2*°C)
85 °C 94,72 °C 4543,61 (kcal/h*m2*°C)
e) Calor ganado por la pulpa
(118)
Donde:
Qganado, es la cantidad de calor ganado por la pulpa caliente, en (kcal/lote)
D tomate sin pelar, es el flujo másico de pulpa que se obtendría sin pelar el tomate de árbol,
15,61 (kg/lote)
Cppulpa, es el calor específico de la pulpa, 0,8481 (kcal/kg*°C), (de tabla 26)
Ts, es la temperatura final de la pulpa caliente, 81,00 (°C)
Te, temperatura de entrada de la pulpa a calentar, 33,75 (°C)

83
f) Flujo de calor requerido para calentar la pulpa. Se asumió que el proceso de
calentamiento de la pulpa tarda aproximadamente 7 (minutos/lote), se tiene entonces que:
(119)
Donde:
Qcalentamiento, es el flujo de calor requerido para calentar la pulpa, en (kcal/h)
Qganado, es la cantidad de calor ganado por la pulpa, 625,63 (kcal/lote)
θ calentamiento, es el tiempo que tarda el calentamiento de la pulpa, 0,1167(horas/lote), (se
asume)
g) Área de transferencia de calor
(120)
Donde:
Atransferencia, es el área total de transferencia de calor, en (m2)
ØT-200, es el diámetro interno del tanque de la marmita, 0,2440 (metros)
hT-200, es la altura del tanque de la marmita, 0,2928 (metros)
h) Resistencias térmicas de transferencia de calor
ó
ó (121)
Donde:
Ragitación, es la resistencia térmica de transferencia de calor por agitación en el interior del
tanque de la marmita, en (°C*h*m2 /kcal)
84
hagitación, es el coeficiente de convección por agitación en el interior del tanque de la
marmita, 562,94 (kcal/h*m2*°C)
(122)
Donde:
Ri chaqueta T-200, es la resistencia térmica de transferencia de calor por convección en el interior
de la chaqueta de la marmita, en (°C*h*m2 /kcal)
hi chaqueta T-200, es el coeficiente de convección por condensación de vapor en el interior de la
chaqueta, en (kcal/h*m2*°C)
(123)
Donde:
Ro, es la resistencia térmica de transferencia de calor por conducción en la chaqueta de la
marmita, en (°C*h*m2 /kcal)
echaqueta-T-200, es el espesor de la chaqueta de la marmita, 12,70*10-3
(metros)
kinoxidable, es la conductividad térmica del acero inoxidable 304; 14,018 (kcal/h*m*°C)
Tabla 28. Resistencias térmicas de transferencia de calor, a diferentes temperaturas de la
pared
Temperatura de la
pared asumida Ragitación,
Ri chaqueta T-200,
Ro,
97,5 °C 1,78E-03 1,45E-04 9,06E-04
88,5 °C 1,78E-03 2,06E-04 9,06E-04
85 °C 1,78E-03 2,20E-04 9,06E-04
i) Coeficiente de transferencia de calor en el interior del tanque de la marmita agitada para
el calentamiento de la pulpa. No se considera el factor de ensuciamiento, debido a que el
equipo debe ser lavado constantemente una vez finalizado el calentamiento y enfriamiento
de cada lote de pulpa a pasteurizar.
(124)

85
Donde:
Ui T-200, es el coeficiente de transferencia de calor en el interior de la marmita agitada, en
(kcal/h*m2*°C)
Ragitación, es la resistencia térmica de transferencia de calor por agitación en el interior del
tanque de la marmita, 1,78*10-3
(°C*h*m2 /kcal)
j) Coeficiente de transferencia de calor en el interior de la chaqueta de calentamiento de la
marmita agitada para el calentamiento de la pulpa. No se considera el factor de
ensuciamiento, debido a que el equipo debe der lavado constantemente una vez finalizado el
calentamiento y enfriamiento de cada lote de pulpa pasteurizada.
(125)
Donde:
Uch T-200, es el coeficiente de transferencia de calor en el interior de la chaqueta de
calentamiento de la marmita agitada, en (kcal/h*m2*°C)
Ri chaqueta T-200, es la resistencia térmica de transferencia de calor por convección en el interior
de la chaqueta de la marmita, en (°C*h*m2 /kcal)
Ro, es la resistencia térmica de transferencia de calor por conducción en la chaqueta de la
marmita, 9,06*10-4
(°C*h*m2 /kcal)
k) Cálculo del flujo de calor que se puede transferir en la marmita T – 200, para comprobar
la temperatura de la pared. A partir de la definición del coeficiente de transferencia de
calor, se comprueba cuál temperatura de la pared asumida es correcta, cuando se obtiene un
valor igual o ligeramente mayor que el calor ganado por la pulpa caliente.
(126)
Donde:
Qtransferencia, es el flujo de calor total que se puede transferir en la marmita agitada, en (kcal/h)
Uch T-200, es el coeficiente de transferencia de calor en el interior de la chaqueta de
calentamiento de la marmita agitada, en (kcal/h*m2*°C)

86
Atransferencia, es el área total de transferencia de calor, 0,3180 (m2)
ΔTc, es la diferencia de temperatura del proceso de calentamiento de la pulpa, en (°C)
Ui T-200, es el coeficiente de transferencia de calor en el interior de la marmita agitada,
562,94 (kcal/h*m2*°C)
Qcalentamiento, es el flujo de calor requerido para calentar la pulpa, 5362,54 (kcal/h)
(127)
Donde:
ΔTc, es la diferencia de temperatura del proceso de calentamiento de la pulpa, en (°C)
Tsat, es la temperatura de saturación del vapor en el interior de la chaqueta de la marmita
agitada a la presión de saturación, 100,55 (°K)
Ts, es la temperatura final de la pulpa caliente, 81,00 (°C)
Tabla 29. Coeficientes de transferencia de calor a diferentes temperaturas, flujo de calor
de transferencia en la marmita T – 200 y comprobación de la temperatura de la pared
Temperatura de
la pared asumida
Ui T-200
kcal/h*m2*°C
Uch T-200
kcal/h*m2*°C
ΔTc,
°C
Qtransferencia,
kcal/h
Qcalentamiento,
kcal/h
97,5 °C 562,94 951,39 19,55 5915,31 5362,94
88,5 °C 562,94 889,34 19,55 5591,72 5362,94
85 °C 562,94 888,05 19,55 5521,48 5362,54
CONCLUSIÓN: De la tabla 29, se puede concluir que la temperatura de la pared del tanque
de la marmita al inyectar vapor saturado de 15 (PSIabs) en el interior de su chaqueta de
12,70 mm de espesor, es de 85 °C, por lo tanto los siguientes cálculos hasta obtener el flujo
de vapor requerido, se efectúan con los valores correspondientes a esa temperatura.
l) Flujo de vapor requerido por hora
ʎ (128)
Donde:
mv T-200, es el flujo de vapor requerido para el proceso de calentamiento de la pulpa a
pasteurizar, en (kg/h)

87
Qtransferencia, es el flujo de calor total que se puede transferir en la marmita agitada,
5521,48 (kcal/h)
ʎ, es la entalpía de vaporización evaluada a t’ (temperatura a la que se evaluó las
propiedades del vapor = 94,72 °C), 542,34 (kcal/kg)
m) Cálculo del tiempo total del proceso de calentamiento de la pulpa
(129)
Donde:
θtotal calentamiento, es el tiempo total de calentamiento de la pulpa hasta los 81 °C, en
(horas/lote)
θc-calculado, es el tiempo calculado que se tarda en transferirse el calor desde el vapor hacia la
pulpa, en (horas/lote)
θPm, es el tiempo promedio de pasteurizado a la temperatura de pasteurización (81 °C),
0,0833 (horas/lote) (tiempo que se mantiene la temperatura de la pulpa por 5 minutos una
vez alcanzados los 81°C)
θ
(130)
Donde:
Qtransferencia, es el flujo de calor total que se puede transferir en la marmita agitada,
5521,48 (kcal/h)
Qganado, es la cantidad de calor ganado por la pulpa caliente, 625,63 (kcal/lote)
Reemplazando valores en la ecuación (129), se tiene que el tiempo total que tarda el
proceso de calentamiento de la pulpa a pasteurizar es:

88
n) Flujo de vapor total requerido para cada lote de pulpa a calentar
(131)
Donde:
mv-lote pulpa, es el flujo total de vapor requerido para cada lote de pulpa a calentar y mantener
la temperatura por 5 minutos una vez alcanzados los 81 °C, en (kg/lote)
mv T-200, es el flujo de vapor total requerido para el proceso de calentamiento de la pulpa a
pasteurizar, 10,18 (kg/h)
θtotal calentamiento, es el tiempo total de calentamiento de la pulpa hasta los 81 °C,
0,1966 (horas/lote)
Tabla 30. Resultados del transporte masa y energía en la marmita agitada T – 200 para
calentar la pulpa a pasteurizar
DEFINICIÓN VARIABLE VALOR UNIDAD
Presión atmosférica de la planta Patm 540 mmHg
Flujo de pulpa a pasteurizar Dtomate sin pelar 15,61 kg/lote
Velocidad de agitación de la pulpa n 100 RPM
Temperatura de entrada de la pulpa a pasteurizar Te 33,75 °C
Temperatura final de la pulpa caliente Ts 81 °C
Presión del vapor saturado Psat 15 PSIabs
Temperatura del vapor saturado Tsat 100,55 °C
Temperatura de la pared del tanque de la
marmita agitada To 85,00 °C
Coeficiente de convección por agitación en el
interior del tanque de la marmita hagitación 562,94
Espesor de la chaqueta de calentamiento echaqueta-T-200 12,70 mm
Coeficiente de convección por condensación de
vapor en el interior de la chaqueta hi chaqueta T-200 4543,61
Flujo de calor de ganado por la pulpa caliente Qganado 625,63 kcal/lote
Área de transferencia de calor Atranferencia 0,3180 m2
Flujo de calor total que se puede transferir en la
marmita Qtransferencia 5521,48 kcal/lote
Flujo de vapor total requerido para el proceso de
calentamiento de la pulpa a pasteurizar mv T-200 10,18 kg/lote
Tiempo total de calentamiento de la pulpa hasta
los 81 °C θtotal calentamiento 0,1966 horas/lote
Flujo total de vapor requerido para cada lote de
pulpa a calentar y mantener la temperatura por 5
minutos una vez alcanzados los 81 °C
mv-lote pulpa 2,00 kg/lote

89
3.6.3.12. Transporte masa y energía en la marmita agitada T – 200 para enfriar la pulpa
Tabla 31. Condiciones de operación de marmita T – 200 para enfriamiento
DEFINICIÓN VARIABLE VALOR UNIDAD
Presión atmosférica de la planta Patm 540 mmHg
Temperatura de entrada de la pulpa Te 81 °C
Temperatura de salida de la pulpa Tf 40 °C
Temperatura de entrada del agua te 20 °C
Temperatura de salida del agua ts 30 °C
Velocidad de agitación de la pulpa n 100 RPM
Tabla 32. Propiedades fisicoquímicas del agua a 20°C
Calor específico 0,9998 (kcal/kg*°C)
Viscosidad 1,005*10-3
(kg/m*s)
Conductividad térmica 0,5162 (kcal/h*m*°C)
Densidad 998,23 (kg/m3)
Fuente: GEANKOPLIS, Christie. Procesos de Transporte y Operaciones
Unitarias. 3a. ed. México: Continental, S.A. de C.V., 1998, pp. 974 - 979
a) Diámetro del espacio anular de la marmita agitada. La ecuación que se presenta a
continuación, se obtuvo de las notas de clase de Fenómenos de Transporte II, dictados por
el Ingeniero Químico Jorge Medina.
(132)
Donde:
Øeq, es el diámetro del espacio anular por donde fluye el agua de enfriamiento, en (metros)
Øchaqueta T-200, es el diámetro interno de la chaqueta de la marmita agitada, 0,2948 (metros)
ØT-200ext , es el diámetro externo del tanque de la marmita agitada, 0,2567 (metros)

90
b) Número de Reynolds para el agua de enfriamiento
(133)
Donde:
Reenfriamiento, es el número de Reynolds para el agua de enfriamiento de la pulpa,
(adimensional)
Øeq, es el diámetro del espacio anular por donde fluye el agua de enfriamiento,
0,0381 (metros)
vagua, es la velocidad con que fluye el agua de enfriamiento, 0,85 (m/s) (se asume)
ρpulpa, es la densidad de la pulpa, 1081,16 (kg/m3), (de tabla 22)
µpulpa, es la viscosidad de la pulpa, 0,040 (kg/m*s) = 40 (cP), (de tabla 22)
c) Coeficiente de convección externo para enfriamiento en espacio anular. Se calcula con
la siguiente ecuación obtenida del trabajo de grado para Ingeniero Químico, titulado como:
Evaluación de alternativas para la recuperación de calor en un reactor de surfactante en la
industria de agroquímicos, elaborado por Pablo Arturo Godoy.
(134)
Donde:
hextch, es el coeficiente de convección externo para la chaqueta de enfriamiento en el espacio
anular, en (kcal/h*m2*°C)
kpulpa, es la conductividad térmica del agua de enfriamiento, 0,5162 (kcal/h*m*°C), (de
tabla 32)
ØT-200ext , es el diámetro externo del tanque de la marmita agitada, 0,2567 (metros)
Øeq, es el diámetro del espacio anular por donde fluye el agua de enfriamiento,
0,0381 (metros)
ρagua, es la densidad del agua de enfriamiento, 998,23 (kg/m3), (de tabla 32)
µagua, es la viscosidad del agua de enfriamiento, 1,005*10-3
(kg/m*s), (de tabla 32)
Cpagua, es el calor específico del agua de enfriamiento, 0,9998 (kcal/kg*°C), (de tabla 32)
ØT-200 , es el diámetro interno del tanque de la marmita agitada, 0,2440 (metros)

91
Øchaqueta T-200, es el diámetro interno de la chaqueta de la marmita agitada, 0,2948 (metros)
d) Coeficiente total de transferencia de calor para enfriamiento de la pulpa. No se considera
el coeficiente de obstrucción, ya que el equipo debe lavarse constantemente cada vez que se
termine de enfriar un lote de pulpa.
(135)
Donde:
Uenfriamiento, es el coeficiente total limpio de transferencia de calor para enfriamiento de la
pulpa, en (kcal/h*m2*°C)
hagitación, es el coeficiente de convección por agitación en el interior del tanque de la
marmita, 562,94 (kcal/h*m2*°C)
hextch, es el coeficiente de convección externo para la chaqueta de enfriamiento en el espacio
anular, en 1227,87 (kcal/h*m2*°C)
Ro, es la resistencia térmica de transferencia de calor por conducción en la chaqueta de la
marmita, 9,06*10-4
(°C*h*m2 /kcal), (de tabla 28)
e) Flujo de calor perdido por la pulpa al enfriarse
(136)
Donde:
Qperdido, es la cantidad de calor perdido por la pulpa al enfriarse, en (kcal/lote)
D tomate sin pelar, es el flujo másico de pulpa que se obtendría sin pelar el tomate de árbol,
15,61 (kg/lote)
Cppulpa, es el calor específico de la pulpa, 0,8481 (kcal/kg*°C), (de tabla 26)
Te, es la temperatura de entrada de la pulpa al enfriamiento, 81,00 (°C )
Tf, temperatura de salida de la pulpa enfriada, 40,00 (°C)
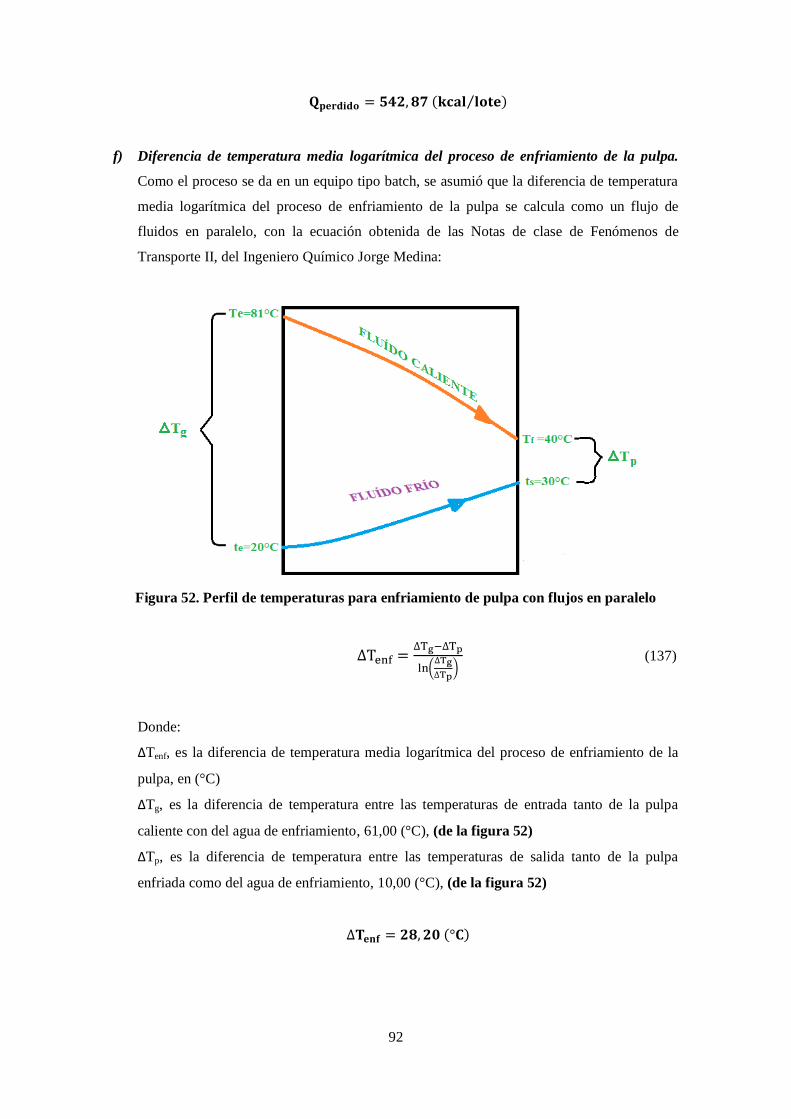
92
f) Diferencia de temperatura media logarítmica del proceso de enfriamiento de la pulpa.
Como el proceso se da en un equipo tipo batch, se asumió que la diferencia de temperatura
media logarítmica del proceso de enfriamiento de la pulpa se calcula como un flujo de
fluidos en paralelo, con la ecuación obtenida de las Notas de clase de Fenómenos de
Transporte II, del Ingeniero Químico Jorge Medina:
Figura 52. Perfil de temperaturas para enfriamiento de pulpa con flujos en paralelo
(137)
Donde:
ΔTenf, es la diferencia de temperatura media logarítmica del proceso de enfriamiento de la
pulpa, en (°C)
ΔTg, es la diferencia de temperatura entre las temperaturas de entrada tanto de la pulpa
caliente con del agua de enfriamiento, 61,00 (°C), (de la figura 52)
ΔTp, es la diferencia de temperatura entre las temperaturas de salida tanto de la pulpa
enfriada como del agua de enfriamiento, 10,00 (°C), (de la figura 52)

93
g) Flujo de calor total de transferencia para el enfriamiento de la pulpa
(138)
Donde:
Qtransferencia, es la cantidad de calor total que se puede transferir en la marmita agitada para
enfriar la pulpa, en (kcal/h)
Atransferencia, es el área total de transferencia de calor, 0,3180 (m2)
ΔTenf, es la diferencia de temperatura media logarítmica del proceso de enfriamiento de la
pulpa, 28,20 (°C)
h) Flujo de agua de enfriamiento requerido por hora
(139)
Donde:
magua enfriamiento, es el flujo de agua requerido para el enfriamiento de la pulpa, en (kg/h)
Qtransferencia, es la cantidad de calor total que se puede transferir en la marmita agitada para
enfriar la pulpa, 2565,12 (kcal/h)
Cpagua, es el calor específico del agua de enfriamiento, 0,9998 (kcal/kg*°C), (de tabla 32)
ts, es la temperatura de salida del agua de enfriamiento, 30,00 (°C)
te, es la temperatura de entrada del agua de enfriamiento, 20,00 (°C)
i) Tiempo del proceso de enfriamiento de la pulpa
(140)
Donde:
θenfriamiento, es el tiempo que se tarda en transferirse el calor desde la pulpa hacia el agua de
enfriamiento (tiempo de enfriamiento), en (horas/lote)
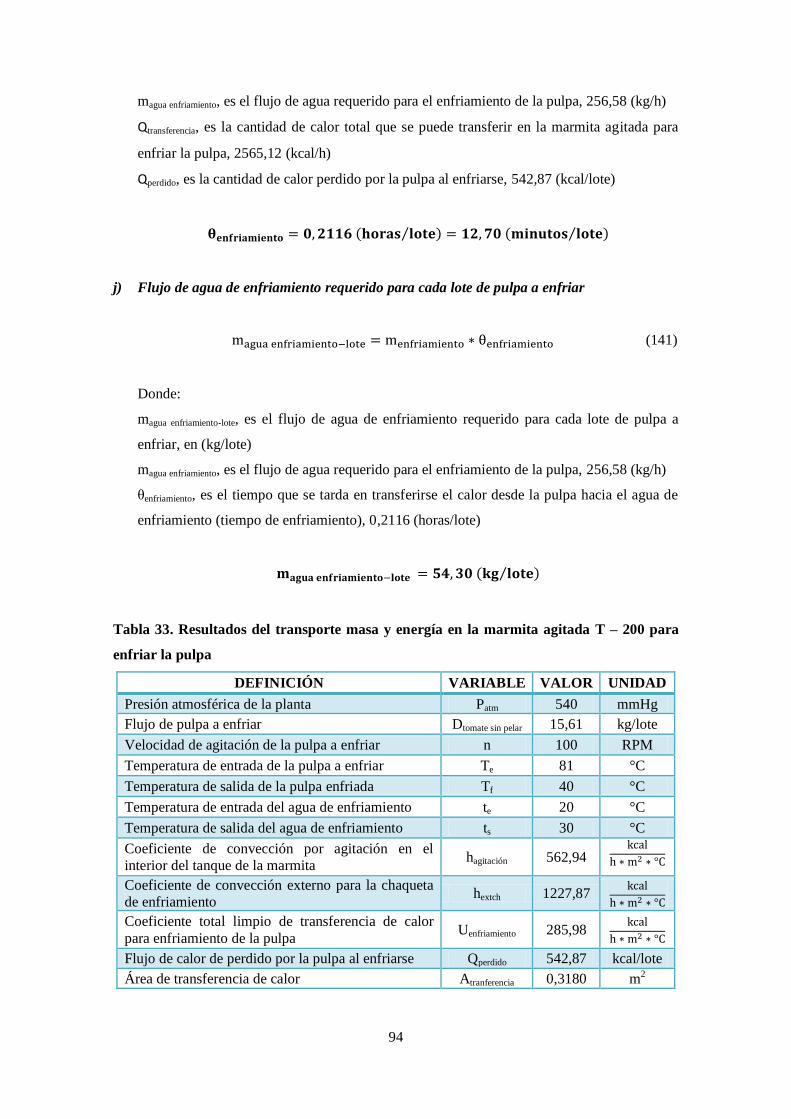
94
magua enfriamiento, es el flujo de agua requerido para el enfriamiento de la pulpa, 256,58 (kg/h)
Qtransferencia, es la cantidad de calor total que se puede transferir en la marmita agitada para
enfriar la pulpa, 2565,12 (kcal/h)
Qperdido, es la cantidad de calor perdido por la pulpa al enfriarse, 542,87 (kcal/lote)
j) Flujo de agua de enfriamiento requerido para cada lote de pulpa a enfriar
(141)
Donde:
magua enfriamiento-lote, es el flujo de agua de enfriamiento requerido para cada lote de pulpa a
enfriar, en (kg/lote)
magua enfriamiento, es el flujo de agua requerido para el enfriamiento de la pulpa, 256,58 (kg/h)
θenfriamiento, es el tiempo que se tarda en transferirse el calor desde la pulpa hacia el agua de
enfriamiento (tiempo de enfriamiento), 0,2116 (horas/lote)
Tabla 33. Resultados del transporte masa y energía en la marmita agitada T – 200 para
enfriar la pulpa
DEFINICIÓN VARIABLE VALOR UNIDAD
Presión atmosférica de la planta Patm 540 mmHg
Flujo de pulpa a enfriar Dtomate sin pelar 15,61 kg/lote
Velocidad de agitación de la pulpa a enfriar n 100 RPM
Temperatura de entrada de la pulpa a enfriar Te 81 °C
Temperatura de salida de la pulpa enfriada Tf 40 °C
Temperatura de entrada del agua de enfriamiento te 20 °C
Temperatura de salida del agua de enfriamiento ts 30 °C
Coeficiente de convección por agitación en el
interior del tanque de la marmita hagitación 562,94
Coeficiente de convección externo para la chaqueta
de enfriamiento hextch 1227,87
Coeficiente total limpio de transferencia de calor
para enfriamiento de la pulpa Uenfriamiento 285,98
Flujo de calor de perdido por la pulpa al enfriarse Qperdido 542,87 kcal/lote
Área de transferencia de calor Atranferencia 0,3180 m2
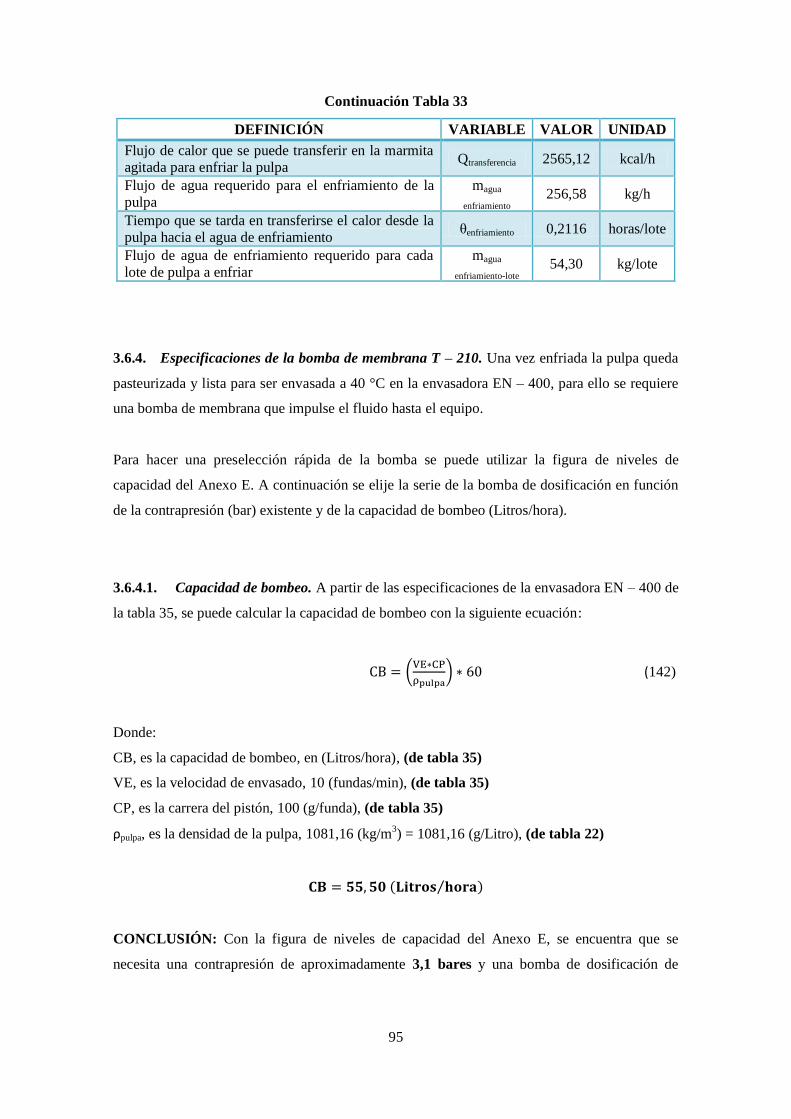
95
Continuación Tabla 33
DEFINICIÓN VARIABLE VALOR UNIDAD
Flujo de calor que se puede transferir en la marmita
agitada para enfriar la pulpa Qtransferencia 2565,12 kcal/h
Flujo de agua requerido para el enfriamiento de la
pulpa
magua
enfriamiento 256,58 kg/h
Tiempo que se tarda en transferirse el calor desde la
pulpa hacia el agua de enfriamiento θenfriamiento 0,2116 horas/lote
Flujo de agua de enfriamiento requerido para cada
lote de pulpa a enfriar
magua
enfriamiento-lote 54,30 kg/lote
3.6.4. Especificaciones de la bomba de membrana T – 210. Una vez enfriada la pulpa queda
pasteurizada y lista para ser envasada a 40 °C en la envasadora EN – 400, para ello se requiere
una bomba de membrana que impulse el fluido hasta el equipo.
Para hacer una preselección rápida de la bomba se puede utilizar la figura de niveles de
capacidad del Anexo E. A continuación se elije la serie de la bomba de dosificación en función
de la contrapresión (bar) existente y de la capacidad de bombeo (Litros/hora).
3.6.4.1. Capacidad de bombeo. A partir de las especificaciones de la envasadora EN – 400 de
la tabla 35, se puede calcular la capacidad de bombeo con la siguiente ecuación:
(142)
Donde:
CB, es la capacidad de bombeo, en (Litros/hora), (de tabla 35)
VE, es la velocidad de envasado, 10 (fundas/min), (de tabla 35)
CP, es la carrera del pistón, 100 (g/funda), (de tabla 35)
ρpulpa, es la densidad de la pulpa, 1081,16 (kg/m3) = 1081,16 (g/Litro), (de tabla 22)
CONCLUSIÓN: Con la figura de niveles de capacidad del Anexo E, se encuentra que se
necesita una contrapresión de aproximadamente 3,1 bares y una bomba de dosificación de

96
membrana magnética tipo delta, cuyo catálogo se encuentra en el Anexo F. Por la capacidad de
bombeo requerido se elige la bomba DLTa 0280
Tabla 34. Especificaciones de la bomba de membrana magnética T – 210
Tipo de bomba DLTa 0280
Presión máxima 2 (bar)
Capacidad de la bomba 75 (Litros/hora)
Versión SST (DN 10) Cabezal del dosificador y Conexión de
aspiración/impulsión: Acero Inoxidable
Membrana de dosificación Con revestimiento PTFE
Temperatura -10 °C a 45 °C
Consumo de potencia medio 78 Watts
Fuente: PROMINET. Bombas de dosificación, componentes y sistemas de dosificación. [en
línea]. [S.l.], [2014] [fecha de consulta: 17 de agosto de 2014] Disponible en:
http://share.prominent.com/Product-Catalogues/Catalogo-De-Productos/bombas-sistemas-
dosificacion-componentes-catalogo-de-productos-ProMinent-folio-1.pdf
3.6.5. Especificaciones de la envasadora EN – 400. En el mercado mundial y nacional
existen envasadoras que elaboran el empaque para envasar y otras que trabajan con fundas
preformadas. Por el factor económico, se escogió especificar una envasadora que trabaja con
fundas preformadas, las cuales deben ser selladas posteriormente; por lo que se debe especificar
también una selladora de fundas.
Las especificaciones de la envasadora EN – 400, se indican en la tabla 35 en base a la
información proporcionada por su fabricante, el señor Jaime Sosa, Ingeniero Mecánico de la
Escuela Politécnica Nacional.
Tabla 35. Especificaciones de la envasadora EN – 400
Material de construcción Acero inoxidable 304
Material que utiliza para el envase Fundas preformadas
Máquina Electroneumática
Válvula Neumática 4/2 (4 posiciones / 2 vías)
Cilindro (pistón) Neumático de 25 mm (1 pulg) de diámetro
Carrera del pistón Regulable al volumen a envasar desde 100 g a 1 kg
Velocidad de envase 10 a 12 (fundas/min)
Tiempo de envasado Regulable con Relés electrónicos ondelay
Compresor de aire 2,5 (Hp)

97
Figura 53. Envasadora de pistón
Las especificaciones de la selladora de fundas BT – 410, se encuentran en la tabla 36 de acuerdo
a la información proporcionada por el señor Alexander Arango, ofertante de equipos
industriales.
Tabla 36. Especificaciones de la selladora de fundas BT – 410
*Medidas de la máquina selladora 30 cm x 15 cm x 60 cm
*Medidas de la banda transportadora 15 cm x 15 cm x Largo = 80 cm
Medidas máximas de la funda Ancho = cualquier medida
Largo = 30 cm
Ancho de sellado Regulable de 6 a 12 mm
Velocidad del transportador Regulable de 0 a 12 (m/min)
Capacidad de carga Productos de hasta 20 libras de peso máximo
Temperatura de sellado Regulable de 0 a 300 °C
Energía 220 AC, 60 Hz
Consumo de potencia 500 W
*Dimensiones totales de máquina 40 cm x 55 cm x 90 cm
Peso del equipo Aproximado de 35 kg
NOTA: * Las dimensiones y medidas se especifican (ancho x alto x largo)
Figura 54. Selladora de fundas BT – 410

98
3.6.6. Especificaciones de la cámara de congelación CF – 500. En el mercado nacional e
internacional, existen cuartos fríos de diferentes capacidades, de acuerdo a la cantidad de
producto o materia prima a conservar y la temperatura de entrada y de conservación del mismo.
Las especificaciones de la cámara de congelación CF – 500, se detallan en la tabla 37 de
acuerdo a la información facilitada por el señor Nicolás Ortíz de la empresa
CORAREFRIGERACIÓN.
Tabla 37. Especificaciones de la cámara de congelación CF – 500
Medidas externas 2,30 m x 2,30 m x 2,40 m de altura
Medidas internas 2,10 m x 2,10 m x 2,10 m de altura
Volumen interno 9,26 m3
Temperatura de cámara -5 °C
Tipo de producto Pulpa de fruta
Temperatura de ingreso del producto 40 °C
Temperatura de salida del producto -18 °C
Rotación del producto 15 % (190,50 kg)
Duración del proceso 24 horas
Capacidad máxima de congelación 1270 kg
Equipo (ver detalles en ANEXO G) Equipo Marca Zanotti MGM21302F de 1,5 Hp
con refrigerante R404A.
Aislamiento de pared y techo : Fabricados con poliuretano de 100 mm de espesor,
forrados con planchas prepintadas de 0,5 mm de espesor y protegidas por una película
plástica, las esquinas son con perfil sanitario de PVC y de igual manera los paneles son
instalados sobre perfiles sanitarios. Externamente los terminados son en perfilería de
aluminio.
Puerta: De bisagra de 0,80 m x 1,90 m de altura, con cierre hermético marca Caffsa, y
sistema de apertura interna. El agujero de la puerta con perfil sanitario para evitar el
puente térmico. Incluye cortina térmica de PVC traslapada 50 %.
Aislamiento para el piso: Para el efecto suministramos e instalamos un aislante con
barrera anti vapor en poliuretano, marca INSTAPANEL de 100 mm de espesor.
Equipos: Los equipos son tipo compactos marca ZANOTTI de procedencia Italiana.
Vienen ensamblados completamente desde Italia, a tal punto que ya están cargados de
refrigerante R404A, adicionalmente vienen con controladores electrónicos con múltiples
funciones como: termómetro, termostato, timer de descarchamiento, temporizador,
alarmas visuales de alta y baja temperatura, terminales de salida para poder instalar
alarmas sonoras y visuales, entre otros.

99
Figura 55. Cámara de congelación CORA REFRIGERACIÓN
3.6.7. Requerimiento de suministros. Toda planta debe contar al menos con la cantidad
mínima de agua, vapor y energía eléctrica para que sus equipos funcionen adecuadamente sin
problemas por su déficit.
Para la cuantificación de la cantidad consumida de cada suministro, se debe tener en cuenta cada
uno de los equipos y el número de los mismos a emplearse en cada etapa del proceso de
obtención de pulpa así como su tiempo de funcionamiento por cada lote.
Tabla 38. Requerimiento total de agua para cada lote de procesamiento
EQUIPO DEFINICIÓN VARIABLE VALOR UNIDAD
T – 100 Flujo másico de agua requerido para
lavar la materia prima L 50,02 kg/lote
T – 100 Flujo másico de agua requerido para
desinfección de materia prima F 50,02 kg/lote
T – 100 Flujo másico de agua requerido para
escaldar la fruta E 50,01 kg/lote
T – 200 Flujo de agua requerido para el
enfriamiento de cada lote de pulpa
magua enfriamiento-
lote 54,30 kg/lote
REQUERIMIENTO TOTAL DE AGUA 204,35 kg/lote
204,68 Litros/lote

100
Tabla 39. Requerimiento total de vapor de agua para cada lote de procesamiento
EQUIPO DEFINICIÓN VARIABLE VALOR UNIDAD
T – 100
Flujo de vapor requerido para cada lote
de tomate a escaldar, manteniendo por 9
minutos la temperatura una vez
alcanzados los 73 °C de la pulpa de la
fruta (a15PSIabs)
mv-lote 18,55 kg/lote
T – 200
Flujo total de vapor requerido para cada
lote de pulpa a calentar y mantener la
temperatura por 5 minutos una
vez alcanzados los 81 °C (a 15PSIabs)
mv-lote pulpa 2,00 kg/lote
REQUERIMIENTO TOTAL DE VAPOR A 15 (PSIabs) 20,55 kg/lote
(143)
Donde:
Consumoenergía, es el requerimiento de energía para el buen funcionamiento de cada equipo, en
Potencia requerida, es la potencia requerida por cada equipo, en (kW)
θfuncionamiento, es el tiempo que permanece en funcionamiento cada equipo, en (h/lote)
(144)
Donde:
θBES, es el tiempo que permanecen en funcionamiento la bomba T – 210, envasadora y selladora,
en (h/lote)
Denvasar, es el flujo de pulpa que se envasaría, 15,61 (kg/lote)
VE, es la velocidad de envasado, 10 (fundas/min)
CP, es la carrera del pistón, 100 (g/funda)
(145)
Donde:
θdespulpadora, es el tiempo que permanece en funcionamiento la despulpadora, en (h/lote)
B, es el flujo de materia prima que ingresa al proceso, 18,75 (kg/lote)

101
CD, capacidad de procesamiento de la despulpadora, 100 (kg/h) (de tabla 21)
Reemplazando en la ecuación (143), los tiempos que permanecen en funcionamiento los
diferentes equipos y la potencia requerida por cada uno de ellos, se presentan los resultados del
requerimiento de energía para su buen funcionamiento en la tabla 40.
Tabla 40. Requerimiento de energía para el funcionamiento de los equipos de la planta
piloto por cada lote procesado
PROCESO EQUIPO θoperación
Potencia
requerida
Consumo
de Potencia
Despulpado Despulpadora
D – 300 0,1875
1,498 (kW) 28,09*10
-2
Calentamiento Agitador de
T – 200 0,1966
0,0388 (kW) 7,63*10
-3
Enfriamiento Agitador de
T – 200 0,2116
0,0388 (kW) 8,21*10
-3
Envasado
Bomba
de membrana
magnética
P – 210
0,26
0,078 (kW) 2,03*10
-2
Envasadora
EN – 400 0,26
1,865 (kW) 0,48
Selladora
BT – 410 0,26
0,50 (kW) 0,13
Congelación
Cámara
de congelación
CF – 500
24,00
1,119 (kW) 26,86
CONSUMO TOTAL DE ENERGÍA 27,79

102
4. DISCUSIÓN
4.1. Discusiones de la parte experimental
Una vez efectuada la primera experimentación, fue necesario realizar 4 réplicas para
verificar que los datos que se obtuvieron en primera instancia se repitan o aproximen en
las siguientes experimentaciones, de esta forma se pudo trabajar con datos experimentales
promedio cercanos a la realidad.
Se escogió mantener una temperatura de 73 °C durante 9 minutos para el tomate de árbol
(esto referido a la temperatura que tiene la pulpa cuando se calienta con agua a 90 °C), ya
que según Ramírez Nelly y Tene Ángel (2010) a estas condiciones existe la mayor
retención de ácido ascórbico, antioxidante natural de la fruta.
La pulpa pasteurizada se enfrió inicialmente con hielo, pero al no tener buenos resultados
por tiempos excesivos del proceso, ésta se efectuó en 2 partes, para el primer
enfriamiento se decidió simular un intercambiador de calor con ingreso constante de agua
de la red municipal a temperatura ambiente como el de la figura 17 hasta lograr los 40 °C,
para posteriormente enfriar en el congelador y de este modo se pudo disminuir el tiempo
total de enfriamiento.
No se realizaron como etapas individuales las operaciones de homogeneizado y
desaireado por no contar con un molino helicoidal multifunción, razón por la que estas
operaciones fueron sustituidas directamente con el calentamiento de la pulpa para
disminuir el aire incorporado principalmente en el proceso de despulpado ya que los
gases disminuyen su solubilidad con el incremento de la temperatura.
Los tiempos estimados para cada operación, especialmente para calentamientos y
enfriamientos, son demasiado extensos ya que se utilizó un reverbero y en ocasiones hielo
según la operación, razón por la que no se utilizaron dichos valores, ya que
industrialmente se efectúan calentamientos con inyección de vapor y enfriamientos
suministrando fluidos refrigerantes. En este caso se utilizó agua a temperatura ambiente
para este fin.
103
Es necesario contar con las propiedades fisicoquímicas de la pulpa obtenida,
experimentalmente en el laboratorio se pudo medir el pH y los grados brix, pero al no
disponer de un densímetro se tuvo que estimar la densidad de la pulpa a partir de su
medida indirecta que son los °Brix. Al no contar con un viscosímetro, no se pudo medir la
viscosidad de la pulpa, razón por la que se optó por buscar en literatura especializada las
propiedades de la pulpa que más se ajusten a este caso; como se observa en la tabla 22, se
consideran las propiedades medidas a 100 RPM que serán con las que se diseñe el equipo,
ya que también se necesita de un agitador, dichas condiciones fueron la restricción para
poder elegir otra velocidad de agitación de la pulpa.
4.2. Discusiones del diseño de equipos
Los equipos se diseñaron para funcionamiento por lotes y una capacidad máxima de
18,75 (kg/lote) de procesamiento de materia prima.
El diseño de los equipos se efectuó de acuerdo al respectivo escalamiento de flujo de
materia prima y volúmenes de agua utilizados para cada operación y a los rendimientos
de pulpa y desperdicios del tomate de árbol.
Los largos tiempos de calentamiento o enfriamiento se ven afectados por el volumen de
agua utilizado así como las temperaturas de entrada y salida y la cantidad de fruta o pulpa
a tratar en cada etapa, valores que en un proceso industrial no son reales, por lo que
dichos tiempos y volúmenes de agua no se utilizaron para el diseño de los equipos, se
calcularon por balance de energía de cada uno de los equipos.
Para los calentamientos tanto para el escaldado como para la pasteurización, se diseñaron
tanques con chaquetas de calentamiento que permitan la inyección de vapor.
Los equipos diseñados, no cuentan con detalles mecánicos y están representados en un
gráfico en el que se señalan sus dimensiones, ya que el presente trabajo no cubre el
aspecto mecánico ni la ingeniería de detalle de los mismos.
Debido a la viscosidad de la pulpa y para tener una transferencia de calor homogénea y
además para evitar que la pulpa se queme en las paredes del tanque de la marmita, se
diseñó una marmita con un agitador mecánico tipo turbina de seis hojas planas, con dos
impulsores montados en el mismo eje.

104
5. CONCLUSIONES Y RECOMENDACIONES
5.1. Conclusiones de la parte experimental
Se concluye que la temperatura de la pulpa de los tomates escaldados es de 73 °C, cuando
el agua alcanza los 90 °C y se mantiene a esta temperatura por 9 minutos
aproximadamente, en este tiempo se observó que la cáscara de los tomates de árbol
empiezan a partirse, tal como se observa en la figura 10.
Experimentalmente se puede concluir que los enfriamientos efectuados, son relativamente
más rápidos al simular un intercambiador de calor con entrada permanente de agua fría,
por lo tanto esta operación puede realizarse en una marmita con chaqueta de enfriamiento
para la inyección de agua de enfriamiento, logrando disminuir aproximadamente de 80
minutos a 37 minutos el primer enfriamiento.
Los largos tiempos de calentamiento tienen relación directa con el volumen de agua a
calentar y la temperatura que se debe alcanzar, por lo tanto se puede disminuir dichos
tiempos utilizando vapor de calentamiento que se puede inyectar en una marmita con
chaqueta de calentamiento.
La homogenización y desaireado de la pulpa se puede sustituir con la pasteurización de la
pulpa en una marmita con chaqueta de calentamiento, por tanto al elevar la temperatura se
logra eliminar gran cantidad del oxígeno contenido en el producto con la evaporación de
pequeñas cantidades del agua contenidas en la pulpa y por la disminución de la
solubilidad del oxígeno con el aumento de la temperatura que requiere el proceso, por
tanto la aireación que ocasiona la agitación que se le da a la pulpa es ínfima, de tal modo
que se reducen las reacciones de oxidación y la contaminación microbiana.

105
5.2. Conclusiones del diseño de equipos
Se concluye que el tamaño de los equipos en cada etapa del proceso y el flujo de
suministros a utilizar, son función del flujo de fruta a procesar, de las relaciones de flujo
de las corrientes de agua para el lavado, desinfección y escaldado, así como de pulpa a
calentar y enfriar en el proceso de pasteurizado, respecto a la materia prima que ingresa y
de las temperaturas de entrada y salida en cada etapa.
De acuerdo a los datos obtenidos en la tabla 5, se concluye que el rendimiento del proceso
es del 64 % respecto al tomate de árbol que ingresa, por lo tanto por cada 18,75 (kg/lote)
de tomate que ingresa se obtienen aproximadamente 12 (kg/lote) de pulpa a partir de
tomate despulpado sin cáscara.
Para escaldar los 18,75 (kg/lote) de tomate de árbol con 50 (Litros) de agua, según las
tablas 15y 20 se requiere de una marmita de acero inoxidable 304 de 5mm de espesor,
con chaqueta de calentamiento de 5 mm de espesor, de un volumen de 85,80 (Litros), con
diámetros internos de 0,4146 (metros) y 0,4654 (metros) para el tanque y la chaqueta de
calentamiento de la marmita respectivamente y con una altura de 0,4975 (metros) y
0,4522 (metros) para el tanque y la chaqueta respectivamente. Además se requiere de
18,55 (kg de vapor/lote) a 15 (PSIabs) para el calentamiento del agua hasta los 90 °C y
mantener dicha temperatura por 9 minutos aproximadamente.
Para calentar los 15,61 (kg/lote) de pulpa de tomate de árbol que se pasteurizaría hasta
los 81 °C, según las tablas 23 y 30 se requiere de una marmita de acero inoxidable 304
de 12,70 mm de espesor, con chaqueta de calentamiento de 12,70 mm de espesor, de un
volumen de 18,00 (Litros), con diámetros internos de 0,2440 (metros) y 0,2570 (metros)
para el tanque y la chaqueta de calentamiento de la marmita respectivamente y una altura
de 0,2928 (metros) y 0,2440 (metros) para el tanque y la chaqueta respectivamente.
Además se requiere de un agitador mecánico con 2 impulsores montados en el mismo eje,
tipo turbina de 6 hojas planas cada uno de 0,1708 (metros) de longitud para agitación de
la pulpa a 100 (RPM) que consume una potencia total de 38,83 watts y una inyección de
vapor saturado de 2,00 (kg de vapor/lote) a 15 (PSIabs) para el calentamiento de la pulpa
y conservación de la temperatura por 5 minutos una vez alcanzados los 81 °C.

106
Para completar el proceso de pasteurización de la pulpa, se necesita enfriar los
15,61 (kg/lote) de pulpa de tomate de árbol hasta los 40 °C, según la tabla 33 se necesita
el ingreso de 54,30 (kg /lote) de agua de enfriamiento a 20 °C con una agitación de la
pulpa a 100 (RPM) y se puede utilizar la misma marmita agitada con la que se calentó la
pulpa.
Se puede concluir que para que los equipos de la planta piloto tengan un buen
funcionamiento por cada lote procesado, de acuerdo a las tablas 38, 39 y 40, se requieren
disponer mínimo de 204,68 (Litros/lote) de agua de la red municipal para los procesos de
lavado, desinfección y escaldado del tomate y enfriamiento de la pulpa; 20,55 (kg/lote) de
vapor saturado de agua a 15 (PSIabs) para los procesos de escaldado en la marmita T – 100
y de calentamiento de la pulpa a pasteurizar en la marmita agitada T – 200; así como se
debe disponer mínimo de 27,79 (kW-h/lote) de energía, para el funcionamiento de la
despulpadora D – 300, el agitador de la marmita T – 200 en el calentamiento y
enfriamiento de la pulpa, de la bomba de membrana magnética P – 210, la envasadora
EN – 400, la selladora BT – 410 y la cámara de congelación CF – 500.
5.3. Recomendaciones
Cuando se va a efectuar los enfriamientos simulando un intercambiador de calor como el
de la figura 17, es recomendable primero regular el flujo de agua de la red pública a
suministrar para cuantificar el volumen en por lo menos 3 mediciones del volumen y
tiempo y posteriormente poder estimar el flujo de agua consumido en el proceso.
Estar siempre al pendiente de la temperatura de la pulpa de la fruta a escaldar, teniendo en
cuenta que en el caso del tomate de árbol esta temperatura se encuentra más o menos en
73 °C y se alcanza cuando su corteza empieza a partirse, de ahí en adelante hay que
mantenerla constante por el tiempo de escaldado que para este caso en particular fue de
9 minutos, que es lo recomendado por estudios realizados de optimización del proceso de
obtención de pulpa de tomate de árbol en la Universidad Técnica Particular de Loja por
Ramírez Nelly y Tene Ángel (2010).
Tener en cuenta que para diseñar los equipos se debe considerar primero el número de
lotes a procesar por jornada de trabajo para imponerse la base de cálculo, luego proceder
a escalar los resultados experimentales y finalmente efectuar los balances de masa.

107
Para el diseño de los equipos, se debe tener muy claro la función que cada uno de ellos
tendrá en el proceso, para poder aplicar bien las ecuaciones y criterios de diseño.
Para diseñar los equipos, se debe diseñar primero el proceso, debiendo ser el más sencillo
posible para no complicar los cálculos y requerir el menor número de equipos.
Para poder efectuar un mejor diseño de los equipos, es importante contar con las
características fisicoquímicas de las frutas a procesar, por lo que se recomienda realizar la
caracterización de las frutas y determinación de las propiedades fisicoquímicas de las
mismas, para este caso particular del tomate de árbol como fruta y de su pulpa obtenida,
dichas propiedades básicas serían: viscosidad, densidad, conductividad térmica y calor
específico a diferentes temperaturas.
A partir del presente trabajo de grado, pueden continuarse con las etapas para la
obtención del jugo a partir de la pulpa de fruta y posteriormente sus respectivas bebidas
alcohólicas, además es recomendable que se efectúe el diseño mecánico de los dos tipos
de marmitas diseñadas para su posterior construcción así como el análisis económico del
costo total de la planta piloto para su posterior implementación en el Laboratorio de
Biotecnología de la Facultad de Ingeniería Química.

108
CITAS BIBLIOGRÁFICAS
[1] CHACÓN, Silvia. Manual de procesamiento de frutas tropicales a escala artesanal, en El
Salvador. [en línea]. La Libertad, El Salvador: Ministerio de Agricultura y ganadería de
El Salvador, [2006] [fecha de consulta: 2 de diciembre de 2013]. Disponible en:
http://repiica.iica.int/docs/b0635e/b0635e.pdf
[2] DIAS, María y DURÁN, Felipe. Manual del Ingeniero de Alimentos. Colombia: Grupo
Latino Ltda., 2007. p. 199
[3] Ibid [2]. pp. 200 – 201
[4] Ibid [2]. pp. 200, 210
[5] Ibid [2]. p. 201
[6] Ibid [2]. p. 200
[7] Ibid [2]. p. 204
[8] Ibid [2]. p. 205
[9] Ibid [2]. pp. 205 – 206
[10] Ibid [2]. p. 206
[11] CHEFTEL, Jean y CHEFTEL, Henri. Introducción a la Bioquímica y Tecnología de
Alimentos. Volumen I. España: Acribia, S.A., 1992. p. 174
[12] GÓMEZ, Omar. Dependencia en la temperatura de los cambios en atributos sensoriales,
degradación de ácido ascórbico e inactivación enzimática durante el tratamiento de
pasteurización en puré y néctar de tamarindo. [en línea]. Tesis (Maestría en Ciencias de
Alimentos). Puebla, México: Universidad de la Américas Puebla, Departamento de
Ingeniería Química y Alimentos, 2004. [fecha de consulta: 29 de diciembre de 2013].
Capítulo 4. Revisión Bibliográfica. Disponible en:
http://catarina.udlap.mx/u_dl_a/tales/documentos/mca/gomez_p_o/capitulo4.pdf
[13] Ibid [12]
[14] Ibid [2]. p. 206
[15] Ibid [12]
[16] Ibid [11]. p. 172
[17] Ibid [2]. p. 208
[18] Ibid [11]. p. 209
[19] Ibid [11]. p. 210

109
[20] SÚAREZ, Diana. Guía de procesos para la elaboración de néctares, mermeladas, uvas
pasas y vinos. [en línea]. Bogotá, Colombia: Convenio Andrés Bello, [2003] [fecha de
consulta: 3 de diciembre 2013] Disponible en:
http://books.google.com.ec/books/about/Gu%C3%ADa_de_procesos_para_la_elaboraci%
C3%B3n_d.html?id=oKRjngEACAAJ&redir_esc=y
[21] Ibid [2]. p. 210
[22] CAMACHO, G. Procesamiento y conservación de frutas. [en línea]. Bogotá, Colombia:
Universidad Nacional de Colombia, Instituto de Ciencia y Tecnología de alimentos,
ICTA, [2002] [fecha de consulta: 29 de diciembre de 2013] Disponible en:
http://www.virtual.unal.edu.co/cursos/agronomia/2006228/html/profesor.html
[23] OPERACIONES preliminares [en línea]. [S.l.], [1995?] [fecha de consulta: 14 de
noviembre de 2013] Disponible en:
http://app.ute.edu.ec/content/3460-124-20-1-6-16/LECTURA1_SESION50001.pdf
[24] DELIA. Marmita. [en línea]. [S.l.], [2011] [fecha de consulta: 4 de enero de 2014]
disponible en:
http://mainfruver.blogspot.com/2011/03/marmita.html
[25] QUIMINET. Los diferentes tipos de envasadoras verticales. [en línea]. [S.l.], [2011]
[fecha de consulta: 9 de abril de 2014] Disponible en:
http://www.quiminet.com/articulos/los-diferentes-tipos-de-envasadoras-verticales-
62789.htm
[26] MAESTRO, CCI. Cámaras de congelación. [en línea]. [S.l.], [2008] [fecha de consulta: 4
de enero de 2014] Disponible en:
http://cci-calidad.blogspot.com/2008/11/camaras-de-congelacion.html

110
BIBLIOGRAFÍA
CENGEL, Yunes y BOLES Michael. Termodinámica. 7a. ed. México: México: McGraw
– Hill Companies, 2011.
GEANKOPLIS, Christie. Procesos de Transporte y Operaciones Unitarias. 3a. ed.
México : Continental, S.A. de C.V., 1998.
HOLMAN, J. Transferencia de Calor. 8a. ed. México: Compañía Editorial Continental,
S.A. de C.V., 1990.
KERN, Donald. Procesos de Transferencia de Calor. 1a. ed. México: Compañía
Editorial Continental, S.A. de C.V., 1965.
McCABE, Warren. SMITH, Julian y HARRIOTT, Peter. Operaciones Unitarias en
Ingeniería Química. 4a. ed. España: McGraw – Hill Interamericana, 1991.
MEDINA, Jorge. Notas de clase de Fenómenos de Transporte II. Quito, Ecuador:
Universidad Central del Ecuador, Facultad de Ingeniería Química, 2011.
TREYBAL, Robert. Operaciones de Transferencia de Masa. 2a. ed. España: McGraw –
Hill Interamericana, 1994.

111
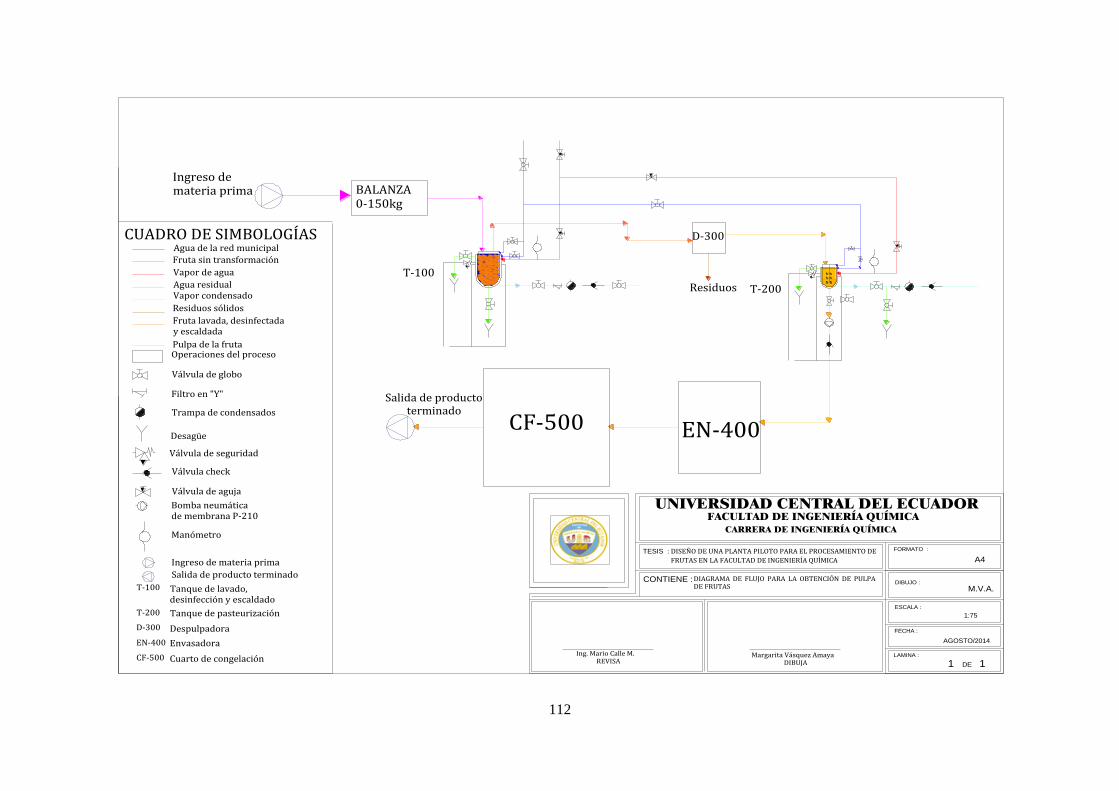
112
Ingreso demateria prima BALANZA
0-150kg
D-300
EN-400CF-500Salida de producto
terminado
T-100
T-200
UNIVERSIDAD CENTRAL DEL ECUADOR
CONTIENE :
FECHA :
LAMINA :
DE
AGOSTO/2014
11
DIBUJO :
FORMATO :
ESCALA :
1:75
M.V.A.
TESIS :
A4
FACULTAD DE INGENIERÍA QUÍMICA
CARRERA DE INGENIERÍA QUÍMICA
DISEÑO DE UNA PLANTA PILOTO PARA EL PROCESAMIENTO DE
FRUTAS EN LA FACULTAD DE INGENIERÍA QUÍMICA
DIAGRAMA DE FLUJO PARA LA OBTENCIÓN DE PULPADE FRUTAS
Margarita Vásquez AmayaDIBUJA
Ing. Mario Calle M. REVISA
CUADRO DE SIMBOLOGÍASAgua de la red municipal
Fruta sin transformación
Agua residualVapor condensado
Residuos sólidos
Fruta lavada, desinfectaday escaldada
Vapor de agua
Pulpa de la fruta
Ingreso de materia prima
Salida de producto terminado
Operaciones del proceso
Tanque de pasteurización
Tanque de lavado,desinfección y escaldado
T-100
T-200
DespulpadoraD-300
EnvasadoraEN-400
Cuarto de congelaciónCF-500
Válvula de globo
Filtro en "Y"
Trampa de condensados
Válvula check
Válvula de aguja
Bomba neumáticade membrana P-210
Desagüe
Válvula de seguridad
Manómetro
Residuos

113
ANEXO B. Carta para el cálculo de la potencia consumida por impulsor de un agitador
Fuente: TREYBAL, Robert. Operaciones de Transferencia de Masa. 2a. ed.
España: McGraw – Hill Interamericana, 1994. p. 172

114
ANEXO C. Coeficientes de transferencia de calor para chaquetas y serpentines
Fuente: KERN, Donald. Procesos de Transferencia de Calor. 1a. ed. México:
Compañía Editorial Continental, S.A. de C.V., 1965. p. 816

115
AGITADOR
UNIVERSIDAD CENTRAL DEL ECUADOR
CONTIENE :
FECHA :
LAMINA :
DE
AGOSTO/2014
11
DIBUJO :
FORMATO :
ESCALA :
1:25
M.V.A.
TESIS :
A4
FACULTAD DE INGENIERÍA QUÍMICA
CARRERA DE INGENIERÍA QUÍMICA
DISEÑO DE UNA PLANTA PILOTO PARA EL PROCESAMIENTO
DE FRUTAS EN LA FACULTAD DE INGENIERÍA QUÍMICA
DIMENSIONES DE LAS MARMITAS PARA LAVADO,
DESINFECCIÓN, ESCALDADO Y PASTEURIZACIÓN
Margarita Vásquez Amaya DIBUJA
Ing. Mario Calle M. REVISA
ANEXO D. DIMENSIONES DE LAS MARMITAS DE LAVADO,
DESINFECCIÓN, ESCALDADO Y PASTEURIZADO
0,415m
0,4
98
m0
,207m
0,7
30
m
0,7
05
m
0,465m
0,4
52
m0
,23
3m
0,6
85
m
0,025m
T-100
0,0
68m
0,0
77m
0,171m
0,025m
0,244m
0,2
93m
0,1
22m
0,4
15
m
0,4
40
m
0,1
47m
0,2
44m
T-200
0,0
56m
T-200
0,244m
0,196m
0,024m
0,295m
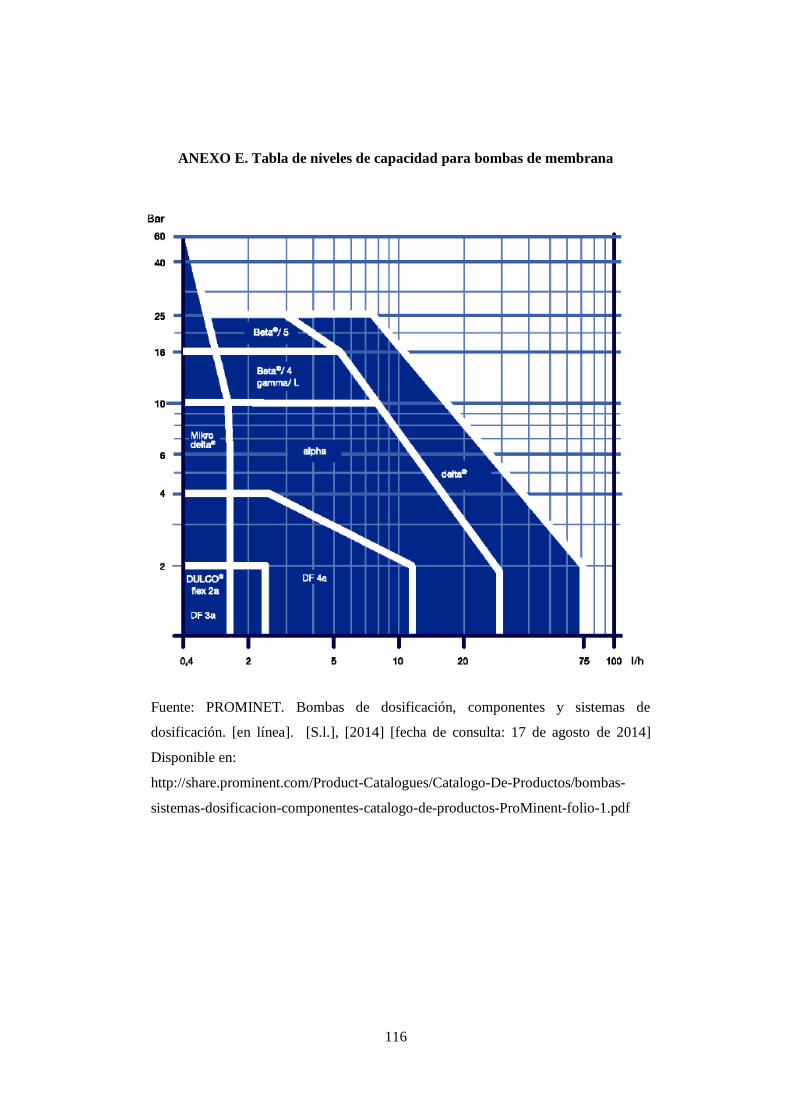
116
ANEXO E. Tabla de niveles de capacidad para bombas de membrana
Fuente: PROMINET. Bombas de dosificación, componentes y sistemas de
dosificación. [en línea]. [S.l.], [2014] [fecha de consulta: 17 de agosto de 2014]
Disponible en:
http://share.prominent.com/Product-Catalogues/Catalogo-De-Productos/bombas-
sistemas-dosificacion-componentes-catalogo-de-productos-ProMinent-folio-1.pdf

117
ANEXO F. Catálogo para especificar la bomba de membrana P – 210

118
Continuación ANEXO F
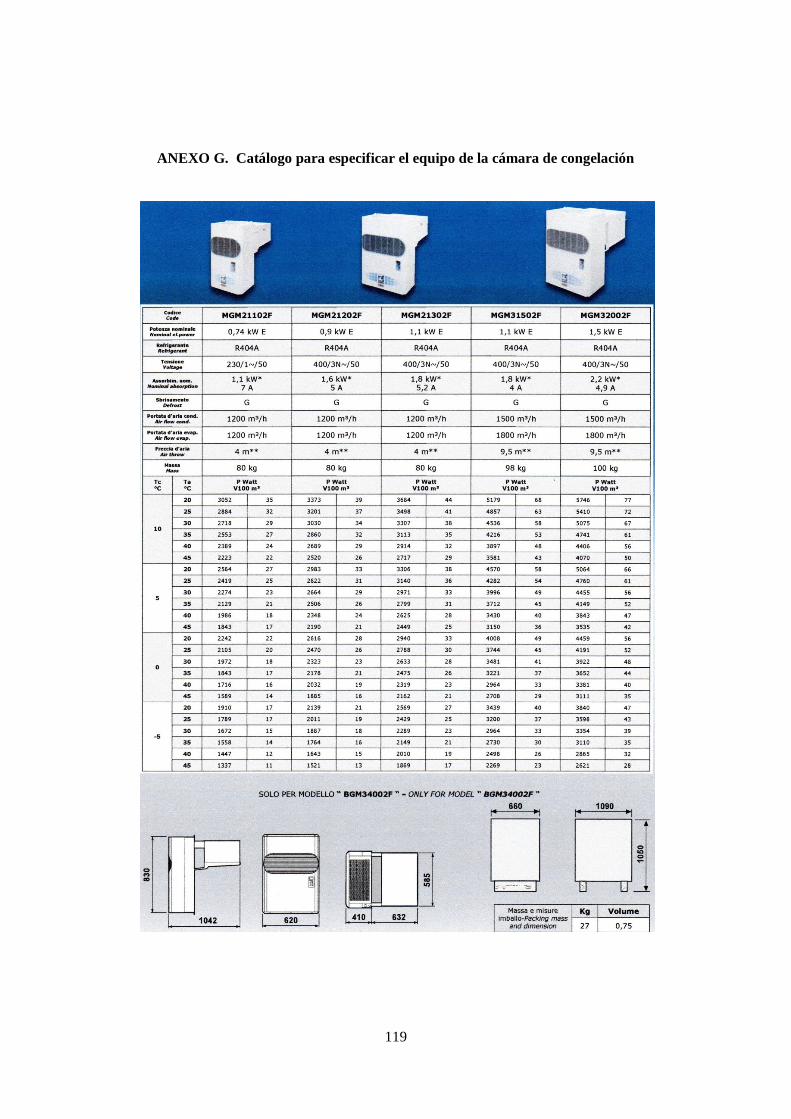
119
ANEXO G. Catálogo para especificar el equipo de la cámara de congelación


















