
Diseño E Implementación De Un Control PID Discreto Para El Control De Velocidad De Un Motor DC

IM-2005 I-40
“DISEÑO DE SISTEMA DE CONTROL DE VELOCIDAD PARA MOTOR HIDRÁULICO EN TORNILLO ALIMENTADOR PARA UNA MÁQUINA DE
EXTRUSIÓN SOPLADO”
FABIO ANDRES SOTO DUARTE
UNIVERSIDAD DE LOS ANDES FACULTAD DE INGENIERIA
DEPARTAMENTO DE INGENIERIA MECANICA BOGOTA
2005

IM 2005-I-40
2
“DISEÑO DE SISTEMA DE CONTROL DE VELOCIDAD PARA MOTOR HIDRÁULICO EN TORNILLO ALIMENTADOR PARA UNA MÁQUINA DE
EXTRUSIÓN SOPLADO”
FABIO ANDRES SOTO DUARTE
Proyecto de grado para aspirar al titulo de Ingeniero Mecánico
Asesor, Profesor Carlos Francisco Rodríguez Dr. Ingeniero Mecánico
UNIVERSIDAD DE LOS ANDES FACULTAD DE INGENIERIA
DEPARTAMENTO DE INGENIERIA MECANICA BOGOTA
2005

IM 2005-I-40
3
Bogotá, Junio 29 de 2005 Profesor LUIS MARIO MATEUS SANDOVAL Ing. MSC Director de Departamento Facultad de Ingeniería Departamento de Ingeniería Mecánica La Ciudad Estimado profesor: A través de la presente pongo en su consideración el trabajo de proyecto de grado titulado “DISEÑO DE SISTEMA DE CONTROL DE VELOCIDAD PARA MOTOR HIDRÁULICO EN TORNILLO ALIMENTADOR PARA UNA MÁQUINA DE EXTRUSIÓN SOPLADO”, elaborado para optar al título de Ingeniero Mecánico. Agradezco su atención y deseo de colaboración, Atentamente FABIO ANDRÉS SOTO DUARTE Estudiante pregrado Ingeniería Mecánica
IM 2005-I-40
4
Bogotá, Junio 29 de 2005 Profesor CARLOS FRANCISCO RODRÍGUEZ Ing. PhD Asesor proyecto de grado Facultad de Ingeniería Departamento de Ingeniería Mecánica La Ciudad Estimado profesor: A través de la presente pongo en su consideración el trabajo de proyecto de grado titulado “DISEÑO DE SISTEMA DE CONTROL DE VELOCIDAD PARA MOTOR HIDRÁULICO EN TORNILLO ALIMENTADOR PARA UNA MÁQUINA DE EXTRUSIÓN SOPLADO”, elaborado para optar al título de Ingeniero Mecánico. Agradeciendo de antemano su enorme colaboración, y atención prestada durante el desarrollo de este trabajo, Atentamente FABIO ANDRÉS SOTO DUARTE Estudiante pregrado Ingeniería Mecánica

IM 2005-I-40
5
CONTENIDO
Pág.
INTRODUCCIÓN 8 OBJETIVOS 9 1. TEORIA GENERAL DE SISTEMAS HIDRÁULICOS 10 1.1. INTRODUCCIÓN 10 1.1.1. Ventajas de los sistemas hidráulicos 10 1.2. ELEMENTOS DE UN SISTEMA HIDRÁULICO 11 1.2.1. Bombas hidráulicas 11 1.2.1.1. Desplazamiento 11 1.2.1.2. Entrega 11 1.2.1.3. Eficiencia volumétrica 12 1.2.1.4. Clasificación de una bomba Hidráulica 12 1.2.1.5. Tipos de bombas 12
Bombas de desplazamiento positivo 12 Bombas de pistones 13 Bombas de pistones axiales 13 Operación de Compensación 15 Detector de Carga y Control Limitador de Presión 16 1.2.2. Motores Hidráulicos 17 1.2.2.1. Clasificación de los motores hidráulicos 18 Desplazamiento 18

IM 2005-I-40
6
Torque 18 Eficiencia Mecánica 19 Velocidad 19 Presión 19 1.2.2.2. Motores de pistones 20 Motores de pistones en línea 20 Motores de pistones de eje torcido 21 2. PRINCIPIOS BASICOS DE LOS CONTROLADORES LOGICOS PROGRAMABLES (PLC) 22 2.1. INTRODUCCIÓN 22 2.2. ESCALERAS LÓGICAS 23 2.3.PROGRAMACIÓN 25 2.4. CONEXIONES DEL PLC 26 3. ALGUNOS COMENTARIOS SOBRE SENSORES LÓGICOS 28 3.1. SENSORES ÓPTICOS 28 3.2. SENSORES INDUCTIVOS 31 4. ANÁLISIS Y ESPECIFICACIÓN DEL SISTEMA HIDRAULICO EXISTENTE 32 4.1. BOMBA PARKER DE PISTONES DE VOLUMEN VARIABLE 32 4.1.1. Descripción general 33 4.1.2. Control de presión remota 34 4.1.3. Parámetros de la bomba PARKER: 35 4.1.3.1. Desplazamiento 35
IM 2005-I-40
7
4.1.3.2. Entrega 36 4.1.3.3. Eficiencia 36 4.1.3.4. Clasificación 37 4.2. VÁLVULA MANUAL REGULADORA DE FLUJO 38 4.3. MOTOR HIDRÁULICO 40 5. ESTUDIO DEL SISTEMA DE CONTROL DE VELOCIDAD A INSTALAR 41 5.1. VÁLVULAS PROPORCIONALES 41 5.1.1. Válvulas proporcionales solenoides 41 5.1.2. Modulación del ancho de los pulsos 43 5.1.3. Control no realimentado 44 5.1.4. Control Realimentado 44 5.1.5. Potencia de Suministro Requerida 45 5.1.6. Características de la válvula proporcional solenoide seleccionada 46 5.2.PLC S 7200 46 5.3. MODULO ANÁLOGO DEL PLC 47 5.3.1 Características generales y calibración 47 5.4.MÓDULO PWM 49 5.5. TACÓMETRO 50 6. ESQUEMA GENERAL DEL NUEVO SISTEMA DE CONTROL DE VELOCIDAD 52 7. CONCLUSIONES 53 BIBLIOGRAFÍA 54 ANEXOS 55

IM 2005-I-40
8
INTRODUCCION
El uso masivo que día a día encuentran los polímeros en los diferentes campos de la industria, delatan las bondades físicas y mecánicas de un grupo de materiales que han simplificado en muchos aspectos los hábitos de vida del hombre actual. Las nuevas aplicaciones que han sido abiertas para el mercado de estos materiales, han exigido el diseño de procesos que ofrezcan gran confiabilidad en las características físicas y mecánicas de sus productos. Dentro de las tres grandes familias que distinguen a los polímeros, los termoplásticos parecieran haber adquirido mayor suerte con la gran gamma de aplicaciones que han encontrado dentro de la industria de los recipientes; en especial, por el provecho que el proceso de extrusión soplado le ha sacado a sus propiedades. El desarrollo que a lo largo del siglo pasado tuvieron los procesos de conformado con polímeros, evidenció el inmenso potencial que presentaban dentro de la producción a gran escala la aplicación de estos materiales. Al mismo tiempo, los desarrollos que se produjeron dentro de los sistemas de producción en línea, dieron aviso a la necesidad de incluir tareas de automatización en muchas etapas dentro del proceso. En sintonía con esta necesidad, el Centro de Investigación en Procesamiento de Polímeros (CIPP) de la Universidad de los Andes, ha venido adelantando un trabajo de refinamiento asociado con la producción de envases por este proceso, buscando la optimización y un control detallado sobre las variables que definen el proceso, esto con el objetivo de lograr la puesta a punto el funcionamiento de la máquina. En general, la máquina está compuesta de tres sistemas principales que participan en cada una de las etapas de transformación del producto, estos son: Sistema Alimentador, el cual se encarga del suministro de material al dado extrusor. Sistema Hidráulico, que tiene como función darle movimiento a dos motores de alto torque y baja velocidad; y Sistema Neumático, que suministra movimientos de altas velocidades pero a bajos torques. Con relación a estos sistemas vale la pena aclarar que para objetivos de este trabajo, la atención recaerá exclusivamente sobre el sistema Hidráulico, el cual consta básicamente de dos motores hidráulicos y uno de ellos es el encargado de controlar el trabajo del tornillo alimentador. Actualmente este motor es operado en forma manual para variar la velocidad de giro del tornillo, aunque recientemente fue abierta la posibilidad de integrar el funcionamiento de este motor con el resto de sistemas por medio de un controlador central recientemente acondicionado para esta máquina; este hace el trabajo de Cerebro Central y permite obtener un control más detallado sobre cada una de las variables de operación del proceso.

IM 2005-I-40
9
OBJETIVOS 1. Acondicionar un sistema de comunicación entre el PLC y el motor hidráulico para obtener un control sobre el movimiento de este, a través de la instrumentación de varias partes del sistemas hidráulico 2. Diseñar un sistema de control que modifique la velocidad de giro de un motor hidráulico en una máquina de extrusión soplado, el cuál sería manipulado a través del PLC que posee actualmente la máquina.

IM 2005-I-40
10
1. TEORIA GENERAL DE SISTEMAS HIDRAULICOS 1.1. INTRODUCCION: Como preámbulo a la comprensión del problema a tratar, se hace referencia a la hidráulica; su fin principal comprende el estudio de los líquidos, su caracterización y sus aplicaciones, las cuales se remontan a periodos antiguos de la historia, aunque solo con una apropiada comprensión de sus bondades a partir de los estudios de transmisión de potencia realizados por el científico francés Pascal en el siglo diecisiete, quien dedujo cómo era el comportamiento de los fluidos cuando son confinados en un espacio y sometidos bajo presión: `La presión aplicada sobre un fluido confinado es adimensionalmente transmitida en todas las direcciones, y actúa con la misma fuerza sobre áreas iguales, y a ángulos iguales una de otra”7. Basados en esta característica de los fluidos se hace referencia de los sistemas hidráulicos como medios de transmisión de potencia, compuestos por un elemento de entrada conocido como BOMBA y un componente de salida llamado ACTUADOR. No obstante es importante aclarar que los sistemas hidráulicos no se consideran medios de suministro de potencia, esta es obtenida a través de motores eléctricos o maquinas que mueven a la bomba; además, la versatilidad que esconden estos sistemas sobre otros medios de transmisión de potencia les brindan enormes ventajas en este campo. 1.1.1. Ventajas de los sistemas hidráulicos: Los sistemas hidráulicos en general, presentan tres características fundamentales que justifican la conveniencia de su uso en aplicaciones de transmisión de potencia: *Manejo de velocidades variables en el actuador: La posibilidad de hacer circular fluido dentro del sistema a diferentes velocidades de entrega por parte de la bomba, o el empleo de sistemas reguladores del flujo de aceite que ingresa en el actuador, evita que la velocidad constante que se maneja en los motores eléctricos sea impresa directamente en los actuadores.
*Reversibilidad: Una limitada capacidad de los impulsadores primarios – Motores eléctricos y demás fuentes de suministro de potencia – para efectuar rápidos cambios en el sentido de giro al que trabajan, contrasta con el desempeño de los actuadores hidráulicos capaces de invertir su sentido de giro instantáneamente mientras se encuentran en condiciones de alto desempeño, sin ocasionar daños al sistema. *Protección contra sobrecargas: Las válvulas de alivio de presión, encargadas de proteger al sistema de daños por sobrecargas de presión, ajustan un límite de presión en el sistema que evita a su vez que los actuadores sean trabajados permanentemente por encima de los rangos de carga y torque a los que han sido diseñados.
7 VICKERS, VICKERS INDUSTRIAL HYDRAULICS MANUAL, tercera edición 1993, pp. 1-1
IM 2005-I-40
11
1.2. ELEMENTOS DE UN SISTEMA HIDRAULICO: La trayectoria de un fluido de cualquier sistema hidráulico, sigue ciertas etapas en las que es propio encontrar la mayoría de los componentes que a continuación se explican: 1.2.1. Bombas hidráulicas: En un sistema hidráulico es primordial que exista un componente encargado de ofrecer energía hidráulica; ello se logra con la conversión de energía que se realiza partir de alguna fuente de energía mecánica. Extensamente conocidas como bombas hidráulicas, estos componentes cumplen la tarea de suministrar fluido al sistema. Además, dentro del uso que se hace de ellas se hace necesario definir sus características, cuantificando ciertos parámetros que se han definido. En los sistemas hidráulicos industriales generalmente existe la necesidad de determinar cuanta energía es capaz de suministrar una bomba durante un intervalo de tiempo; para esto se calcula la POTENCIA HIDRÁULICA de la bomba, que usualmente es obtenida con alguna de estas fórmulas: Caballos de Potencia Hidráulica = GPM x PSI x 0.000583 Kilovatios Hidráulicos = LPM x BAR x 0.001667 Por otro lado, siempre es necesario cuantificar la capacidad de suministro de fluido que puede tener una bomba en un sistema; para esto se han definido dos parámetros, el DESPLAZAMIENTO y la ENTREGA, que consiguen este fin. 1.2.1.1. Desplazamiento: Cuando se habla de desplazamiento en una bomba hidráulica, se hace referencia al volumen de líquido que esta transfiere al sistema en una revolución. El desplazamiento se acostumbra calcular determinando el volumen de una de las cámaras de bombeo y multiplicarlo por el número de cámaras que cruzan la región de salida en una revolución. Además, suele expresarse en centímetros (pulgadas) cúbicos por revolución, y para facilitar la selección de una bomba generalmente viene definido por el fabricante. 1.2.1.2. Entrega: Además de identificar el desplazamiento en una bomba, es necesario cuantificar otro parámetro que define la capacidad de suministro de una bomba. LA ENTREGA se define como la cantidad de volumen que una bomba puede ofrecer en un intervalo de tiempo establecido. Generalmente es expresado por los litros (galones) de fluido que se suministran en un minuto. Sin embargo, bajo condiciones de descarga una bomba puede ofrecer más cantidad de aceite, y menos si se encuentra bajo condiciones de operación. Muchos fabricantes de bombas acostumbran suministrar tablas o gráficas donde ofrecen la información de entrega en una bomba, además de los requerimientos de potencia, las velocidades de manejo, y las presiones en las que debe trabajar bajo condiciones específicas.
IM 2005-I-40
12
1.2.1.3. Eficiencia volumétrica: Teóricamente toda bomba entrega una cierta cantidad de fluido igual a su desplazamiento por cada ciclo o revolución. En la realidad, esta entrega se ve reducida por causa de fugas internas o caídas. A medida que la presión se incrementa las perdidas tanto a la salida como a la entrada (comunicación a tanque) se incrementan, causando al mismo tiempo una reducción en la eficiencia volumétrica. En si, la eficiencia volumétrica es definida según una presión y velocidad de operación como: Eficiencia = Salida Actual / Salida Teórica Teniendo como base estos conceptos, a continuación se ofrece una forma de clasificar las bombas hidráulicas: 1.2.1.4. Clasificación de una bomba Hidráulica: Una bomba generalmente entra a ser distinguida de acuerdo a su máxima presión de operación y flujo de salida, para una velocidad de manejo específica. La clasificación de presión de una bomba es determinada por cada fabricante y está basada sobre razonables expectativas de vida de servicio y bajo condiciones de operación especificadas. Es importante anotar que no existen factores de seguridad incluidos en esta clasificación. 1.2.1.5. Tipos de bombas: En general se conocen dos tipos de bombas hidráulicas; bombas centrífugas (de desplazamiento no positivo) y bombas de desplazamiento positivo; a continuación solo se expondrá el segundo grupo, por conveniencia de la comprensión del problema. Bombas de desplazamiento positivo: Su aplicación más común está consolidada dentro de los sistemas hidráulicos industriales. Este tipo de bombas proporcionan al sistema una cantidad específica de fluido por golpe, revolución o ciclo; característica particular que las divide en dos grupos. Bombas de desplazamiento fijo o de desplazamiento variable. Las primeras, como su nombre lo indica, mantienen una entrega constante de fluido al sistema; en el otro grupo de bombas, es posible variar la cantidad de aceite que entregan al sistema, modificando el espacio de la cámara de bombeo (y el desplazamiento) con el uso de controles externos. Además, algunas bombas de este grupo – bombas de paletas y pistones- pueden variar su entrega de un máximo a cero. Por otra parte, la presión es determinada por la carga de trabajo y en ausencia de perdidas por fuga, la entrega de aceite que estas realizan al sistema, es independiente de la presión de salida. Esto hace a las bombas de desplazamiento positivo muy apropiadas en aplicaciones de transmisión de potencia. A su vez, las bombas de desplazamiento positivo poseen una clasificación de acuerdo al mecanismo de bombeo que empleen. Los tres grupos de Bombas de desplazamiento Positivo más conocidos son: *Bombas de Piñones.
IM 2005-I-40
13
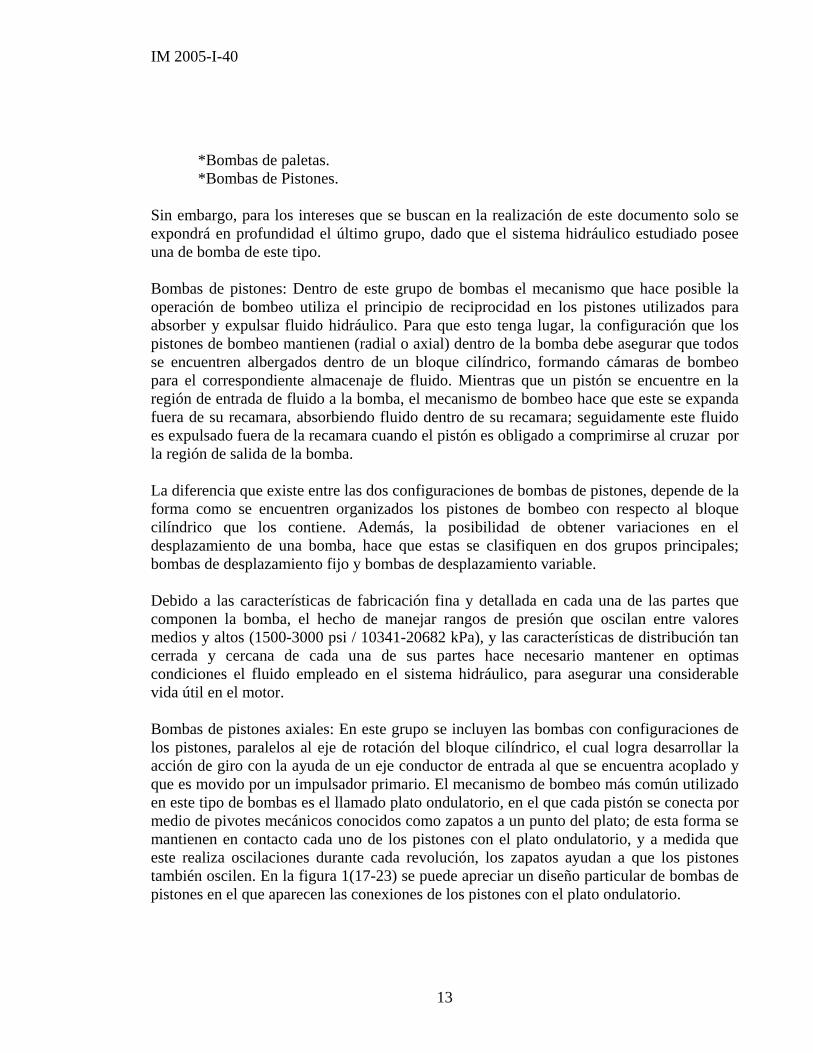
*Bombas de paletas. *Bombas de Pistones. Sin embargo, para los intereses que se buscan en la realización de este documento solo se expondrá en profundidad el último grupo, dado que el sistema hidráulico estudiado posee una de bomba de este tipo. Bombas de pistones: Dentro de este grupo de bombas el mecanismo que hace posible la operación de bombeo utiliza el principio de reciprocidad en los pistones utilizados para absorber y expulsar fluido hidráulico. Para que esto tenga lugar, la configuración que los pistones de bombeo mantienen (radial o axial) dentro de la bomba debe asegurar que todos se encuentren albergados dentro de un bloque cilíndrico, formando cámaras de bombeo para el correspondiente almacenaje de fluido. Mientras que un pistón se encuentre en la región de entrada de fluido a la bomba, el mecanismo de bombeo hace que este se expanda fuera de su recamara, absorbiendo fluido dentro de su recamara; seguidamente este fluido es expulsado fuera de la recamara cuando el pistón es obligado a comprimirse al cruzar por la región de salida de la bomba. La diferencia que existe entre las dos configuraciones de bombas de pistones, depende de la forma como se encuentren organizados los pistones de bombeo con respecto al bloque cilíndrico que los contiene. Además, la posibilidad de obtener variaciones en el desplazamiento de una bomba, hace que estas se clasifiquen en dos grupos principales; bombas de desplazamiento fijo y bombas de desplazamiento variable. Debido a las características de fabricación fina y detallada en cada una de las partes que componen la bomba, el hecho de manejar rangos de presión que oscilan entre valores medios y altos (1500-3000 psi / 10341-20682 kPa), y las características de distribución tan cerrada y cercana de cada una de sus partes hace necesario mantener en optimas condiciones el fluido empleado en el sistema hidráulico, para asegurar una considerable vida útil en el motor. Bombas de pistones axiales: En este grupo se incluyen las bombas con configuraciones de los pistones, paralelos al eje de rotación del bloque cilíndrico, el cual logra desarrollar la acción de giro con la ayuda de un eje conductor de entrada al que se encuentra acoplado y que es movido por un impulsador primario. El mecanismo de bombeo más común utilizado en este tipo de bombas es el llamado plato ondulatorio, en el que cada pistón se conecta por medio de pivotes mecánicos conocidos como zapatos a un punto del plato; de esta forma se mantienen en contacto cada uno de los pistones con el plato ondulatorio, y a medida que este realiza oscilaciones durante cada revolución, los zapatos ayudan a que los pistones también oscilen. En la figura 1(17-23) se puede apreciar un diseño particular de bombas de pistones en el que aparecen las conexiones de los pistones con el plato ondulatorio.
IM 2005-I-40
14
Figura 1.1 Diseño de una Bomba de Pistones en línea
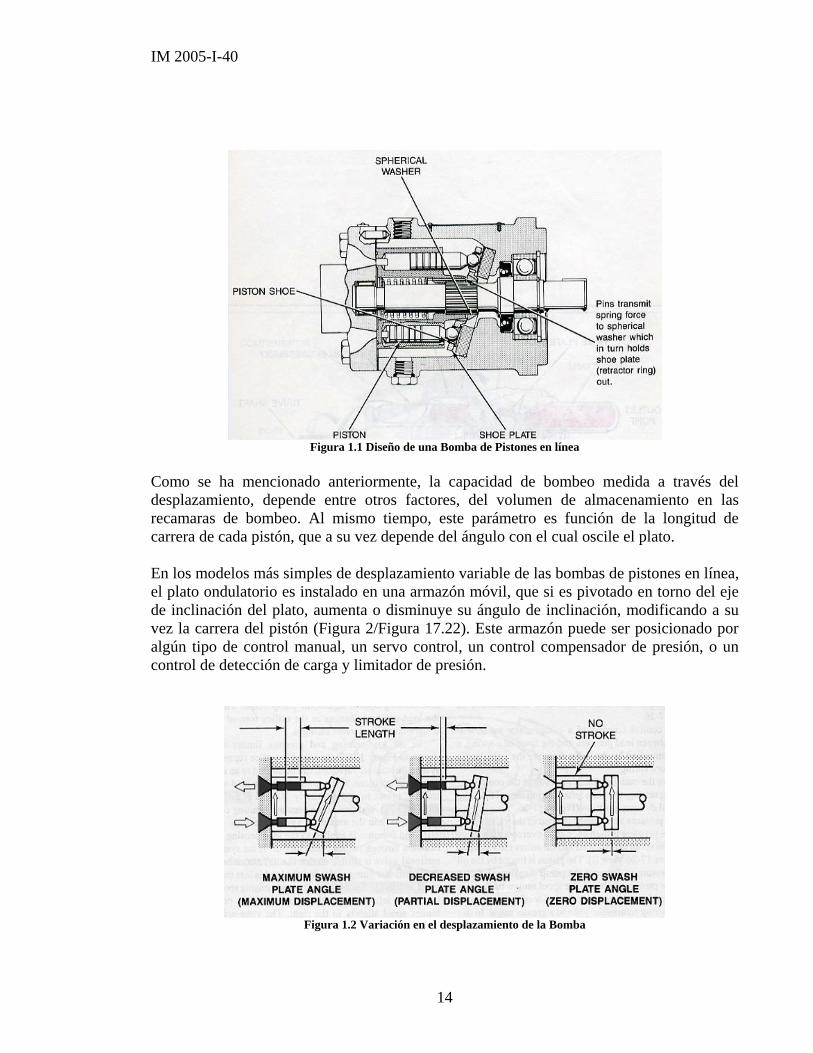
Como se ha mencionado anteriormente, la capacidad de bombeo medida a través del desplazamiento, depende entre otros factores, del volumen de almacenamiento en las recamaras de bombeo. Al mismo tiempo, este parámetro es función de la longitud de carrera de cada pistón, que a su vez depende del ángulo con el cual oscile el plato. En los modelos más simples de desplazamiento variable de las bombas de pistones en línea, el plato ondulatorio es instalado en una armazón móvil, que si es pivotado en torno del eje de inclinación del plato, aumenta o disminuye su ángulo de inclinación, modificando a su vez la carrera del pistón (Figura 2/Figura 17.22). Este armazón puede ser posicionado por algún tipo de control manual, un servo control, un control compensador de presión, o un control de detección de carga y limitador de presión.
Figura 1.2 Variación en el desplazamiento de la Bomba

IM 2005-I-40
15
Operación de Compensación: Uno de los métodos mayormente usados para controlar la cantidad de fluido que una bomba puede suministrar en un sistema hidráulico lo constituye el mecanismo de compensación; en este, el control que se tiene sobre el movimiento oscilatorio del plato ondulatorio y de la coraza, se consigue a través de un mecanismo de control mostrado en la figura 3 (17-26). Este se compone de una válvula compensadora balanceada entre una presión de carga y la fuerza de un resorte, un pistón controlado por la válvula compensadora que a su vez ejerce control en la inclinación del plato ondulatorio y de la coraza, y un resorte de retorno del armazón encargado de garantizar que el suministro en la bomba siempre sea el máximo permitido por el mecanismo de control. Estando en operación la bomba, permanentemente es medida la cantidad de fluido que expulsan los pistones de bombeo cuando cruzan la región de salida; la válvula compensadora posee un spool (componente cilíndrico ubicado en el interior de la válvula, el cual censa la presión de salida de la bomba y compara este valor con una presión preestablecida por el mecanismo de compensación.) comunicado con el puerto de salida de la bomba el cual advierte al sistema de compensación cual es el estado de trabajo en el sistema de bombeo. Mientras la presión en el sistema compensador este por encima del valor censado por el spool (Figura 1.3A), el resorte de retorno de la coraza podrá ejercer un control absoluto en la inclinación de esta y del plato ondulatorio; sin embargo, en el momento en que la presión desarrollada a la salida de la bomba sobrepase un valor máximo preestablecido por el resorte de ajuste del sistema compensador, el spool de la válvula modifica su posición de equilibrio permitiendo que parte del aceite proveniente del puerto de salida ingrese al pistón regulador; este a su vez modifica la inclinación del plato ondulatorio y de su coraza, ejerciendo así un control en el recorrido de los pistones de bombeo. En el instante en que la presión a la salida de la bomba caiga a cero, consecuencia de un posicionamiento total del plato perpendicular a su eje de giro, el spool se moverá de vuelta y el aceite será descargado del pistón de posicionamiento del armazón al interior de la bomba; al mismo tiempo el resorte de retorno del Armazón ubica a este en su ángulo de mayor desplazamiento. De esta forma el compensador ajusta la salida de la bomba a cualquier nivel requerido para desarrollar y mantener la presión preestablecida.

IM 2005-I-40
16
Figura 1.3 Operación compensadora de Presión
Detector de Carga con Control Limitador de Presión: El sistema de detección de carga con control limitador de presión ajusta la entrega en las bombas de desplazamiento variable, cuando la presión en la línea de carga cambia –producto de cambios en las condiciones de trabajo del sistema- o debido a variaciones en el flujo de aceite que recibe el actuador, como consecuencia de la acción del sistema controlador de flujo. Este tipo de control mostrado en la figura 1.4 posee un mecanismo regulador de la presión de salida y del flujo que suministra la bomba al sistema. El detector de carga es responsable de medir la presión en la línea de carga (justo después de que el fluido ha sobrepasado el sistema regulador de flujo que ingresa en el actuador); la tarea primordial del detector de carga es garantizar que la diferencia de presiones entre la salida de la bomba y la línea de entrada de fluido en el actuador, permanezca por encima de un valor preestablecido en el resorte ajustable del mecanismo de detección; esto con el

IM 2005-I-40
17
objetivo de garantizar que la entrega de la bomba se encuentre por encima de un mínimo. Al mismo tiempo este mecanismo de control asegura que la entrega de fluido de la bomba, disminuya cuando la presión a la salida de esta sobrepase las presiones de la línea de carga junto con la preestablecida en el resorte del sistema de detección. Esto suele ocurrir al ser restringido considerablemente el paso de fluido al actuador, poniendo en peligro el desempeño de la bomba.
Figura 1.4 Detector de Carga con el control limitador de presión
Es importante anotar que estas bombas operan a desplazamientos reducidos, y a una presión igual a la presión de la carga más la del resorte detector de carga. Como contraste, un control compensador de presión también puede reducir el desplazamiento de la bomba para igualar los requerimientos de flujo de la carga. Sin embargo, este control solo es realizado cuando el sistema alcanza los valores de presión ajustados en el resorte del compensador (máxima presión del sistema), independiente de la presión de la carga. Como última anotación, cuando la presión a la salida de la bomba alcanza la presión de ajuste del limitador, el flujo de salida de la bomba es reducido de la misma manera que como en el control de compensación de presión, limitando la presión máxima del sistema. 1.2.2. Motores Hidráulicos: En un sistema hidráulico los motores constituyen la fase de salida del sistema, siendo estos un tipo especial de actuadores rotativos. Similar a las bombas hidráulicas, conservan una configuración cerrada y muy próxima entre sus componentes. Sin embargo por tratarse de elementos de salida del sistema, cumplen una labor contraria a la realizada por una bomba hidráulica; en lugar de suministrar fluido al
IM 2005-I-40
18
sistema, ellos reciben una fuerza de empuje por parte del fluido para desarrollar torques y movimiento rotativo continuo. La superficie en contacto, permanentemente esta sometida a un diferencial de presión y según el tipo de motor, la forma de la superficie se modifica siendo rectangular en los motores de piñones y de paletas, mientras que circular en los motores de pistones (axiales y radiales). A su vez, esta superficie es conectada mecánicamente a un eje de salida, para transferir la energía mecánica proveniente del motor al equipo acoplado y controlado por este. 1.2.2.1. Clasificación de los motores hidráulicos: Los motores hidráulicos se clasifican de acuerdo al desplazamiento (tamaño), capacidad de torque, velocidad, y su máxima presión. Desplazamiento: Al igual que las bombas, el desplazamiento indica la cantidad de fluido necesario para girar el eje de salida del motor una revolución, siendo igual a la capacidad de almacenamiento de una recamara del motor, multiplicada por el numero de recamaras que posee este; así mismo, el desplazamiento en un motor es expresado en centímetros cúbicos por revolución, cm3 / rev (in3 / rev). Similar a los sistemas de bombeo hidráulico, los motores pueden poseer un desplazamiento fijo o variable, que bajo condiciones de flujo de entrada y presión de operación constantes, harán que el torque y la velocidad angular suministrado por cada tipo de motor sea constante o variable, respectivamente. Torque: Es la componente fuerza de la salida del motor. El movimiento no es necesario para que exista torque, pero el movimiento resultará si el torque es lo suficiente para que supere la fricción y la resistencia de la carga. El torque de salida es expresado en newton-metro (pulgada-libra fuerza), y es una función de la presión del sistema y del desplazamiento del motor. Los valores de torque de un motor generalmente son dados para una caída de presión específica y en la teoría se presentan asumiendo que la eficiencia del motor es del ciento por ciento. Generalmente se identifican tres valores de torque para un motor; torque de escape, torque de funcionamiento y torque de inicio.
*Torque de escape: Hace referencia al torque que se le debe imprimir a una carga para que inicie su movimiento, el cual es mucho mayor que el torque aplicado a la carga para mantenerla girando.
*Torque de funcionamiento: Existen dos formas de determinar el torque de funcionamiento en un motor, de acuerdo al punto de referencia sobre el cual se determine. Si se hace referencia de este torque con respecto a la carga, este valor indica la fuerza necesaria para mantener la carga en movimiento. Por su parte el torque de funcionamiento referido al motor mismo, indica cual es la fuerza que un motor puede desarrollar para mantener a una carga girando. El torque de

IM 2005-I-40
19
funcionamiento toma en consideración la ineficiencia del motor, que generalmente se expresa como un porcentaje del torque teórico del motor. Para motores de piñones, paletas y pistones este torque es aproximadamente el 90 por ciento del torque teórico. *Torque de arranque: Este torque indica la capacidad que un motor hidráulico tiene para iniciar el giro de una carga. En algunos casos este torque resulta ser inferior al torque de funcionamiento del motor y al igual que el torque de funcionamiento, este es expresado como un porcentaje del valor teórico. Los valores comunes de torque de arranque para motores de piñones, paletas y pistones oscilan entre el 60 y el 90 por ciento del valor teórico.
Eficiencia Mecánica: Expresa la razón relación entre el torque entregado por un motor durante su funcionamiento y el torque teórico. Velocidad: En todo motor hidráulico, este valor es función del desplazamiento del motor y del volumen de fluido entregado a este. Usualmente se establecen dos valores de velocidad, la velocidad máxima que expresa la velocidad que a una presión de entrada puede mantener el motor por un tiempo limitado sin que ocurran danos; por su parte la velocidad mínima es la velocidad rotacional más baja y continua que se puede desarrollar en el eje de salida de un motor. Presión: La presión requerida en un motor hidráulico depende del torque y del desplazamiento, hecho que provoca que los motores de gran desplazamiento desarrollen un torque dado con menos presión que la requerida por una unidad más pequeña. El tamaño y el torque de un motor suelen expresarse en newton-metros / bar (libra fuerza-pulgada / 100 psi). A continuación se resumen en la tabla 1, el efecto de cada una de las variables que miden el nivel de desempeño en un motor, sobre sus variables de operación.
CAMBIO VELOCIDAD EFECTO SOBRE PRESION DE OPERACIÓN
TORQUE DISPONIBLE
Incremento en el ajuste de presión
Ningún efecto Ningún efecto Incremento
Disminución en el ajuste de presión
Ningún efecto Ningún efecto Disminución
Incremento del caudal GPM (LPM)
Incremento Ningún efecto Ningún efecto
Disminución del caudal GPM (LPM)
Disminución Ningún efecto Ningún efecto
Incremento desplazamiento (Tamaño)
Disminución Disminución Incremento
Disminución desplazamiento (Tamaño)
Incremento Incremento Disminución
Tabla 1.1 Resumen de los efectos de las variables de desempeño sobre la operación del motor

IM 2005-I-40
20
1.2.2.2. Motores de pistones: Existe una variedad de diseños de motores de este tipo corrientemente disponibles, que según la demanda que posean en una determinada aplicación industrial, determinara la correcta selección de una clase de motor de este tipo. Siendo esta clase de motores, probablemente la más eficiente dentro de los motores que se conocen. Motores de pistones en línea: Los motores de pistones generan torque a través de la presión que se ejerce en los extremos de los pistones reciprocantes que operan dentro del bloque cilíndrico. En el diseño en línea de la figura 5(Figura 7-29), el eje del motor y el bloque cilíndrico están centrados en torno al mismo eje de rotación. La presión en el extremo del pistón causa una reacción en contra de un plato ondulatorio, poniendo al bloque cilíndrico y al eje del motor en rotación. El torque es proporcional al área de los pistones y resulta ser una función del ángulo al que el plato ondulatorio este posicionado.
Figura 1.5 Operación de un motor de pistones en línea Similar a lo que ocurre con las bombas hidráulicas, estos motores se construyen en diseños de desplazamiento fijo y variable, el cual se determina por la inclinación que tenga el plato ondulatorio. En los modelos de desplazamiento variable el plato ondulatorio es montado en un acople giratorio, y el ángulo puede ser cambiado por diferentes mecanismos que van desde un timón manual hasta un sofisticado servo control. Como lo muestra la figura 6

IM 2005-I-40
21
(figura 7-32) incrementando el ángulo del plato se incrementa la capacidad de torque pero se reduce la velocidad del eje del motor; de la misma manera si se reduce el ángulo del plato disminuye la capacidad de torque pero aumenta la velocidad del eje
Figura 1.6 Variación del desplazamiento con la inclinación del plato ondulatorio
Motores de pistones de eje torcido: Como es indicado en la figura 7 (7-37), estos motores presentan una variación en la configuración del bloque cilíndrico y sus pistones de bombeo, al encontrarse el eje de rotación de estos, inclinado un cierto ángulo con respecto al eje de rotación del eje de salida.
Figura 1.7 Motores de pistones de eje torcido

IM 2005-I-40
22
2. PRINCIPIOS BASICOS DE LOS CONTROLADORES LOGICOS PROGRAMABLES (PLC)
2.1. INTRODUCCION: Las técnicas de control recientemente desarrolladas en los sistemas de producción industrial han aprovechado los avances en el campo de la electricidad y la computación. Inicialmente aparecieron en escena, técnicas de control elaboradas con componentes que regulaban el paso de la potencia eléctrica en un sistema. Conocidos como relevos, estos dispositivos permiten que la potencia eléctrica absorbida por un sistema cambie de un estado on (con potencia) a un estado off (sin potencia), sin el empleo de interruptores mecánicos; este hecho permitió desarrollar operaciones lógicas que eran aprovechadas en tareas básicas de control. No obstante, las características de estos controles por su diseño rígido y robusto limito considerablemente sus aplicaciones en la industria, la cual reclamaba la introducción de nuevos sistemas de control capaces de responder a cambios inesperados en las tareas de producción, con una mayor capacidad en el número de operaciones que pudieran efectuar. El turno fue concedido entonces a los controladores lógicos programables, que desde sus inicios en la industria automotriz, supieron sacar provecho con la aplicación de la computación en el campo de la industria. Popularmente conocidos como PLC -por sus siglas en ingles (Programmable Logic Controller)- estos dispositivos hacen uso de las técnicas de programación para construir operaciones lógicas de control de uso general, lo que les ha permitido mayor capacidad de adaptación en las tareas de producción que exige la industria; esto sin desaprovechar los logros alcanzados por la lógica de control en los arreglos de relevos. Las ventajas que ha traído la aplicación de estos componentes en todos los campos de la industria, se resumen en los siguientes puntos:
• Costos competitivos para el control de sistemas complejos. • Son flexibles en el hecho de que pueden ser acondicionados para controlar
diferentes sistemas, rápida y fácilmente. • Controles mas sofisticados respecto a las funciones lógicas inicialmente
programadas con relevos, debido a las habilidades computacionales que estos ofrecen.
• La confiabilidad de los componentes permite operarlos por años antes de que ocurra fallas.
IM 2005-I-40
23
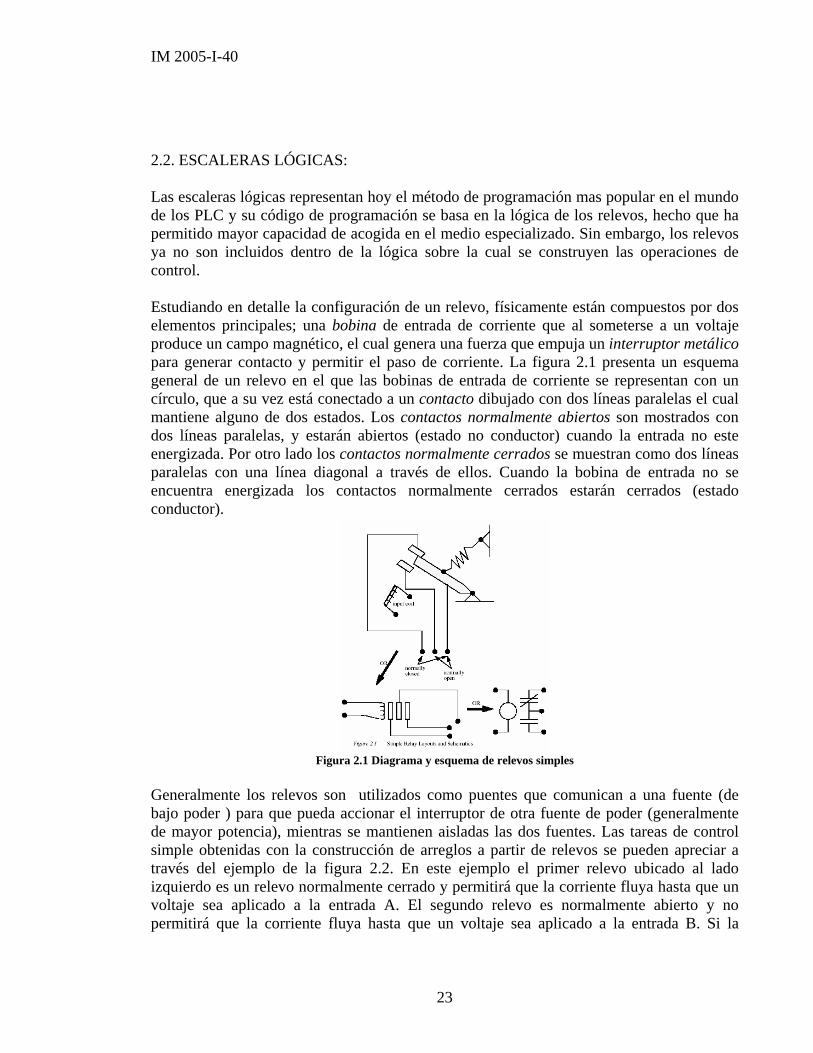
2.2. ESCALERAS LÓGICAS: Las escaleras lógicas representan hoy el método de programación mas popular en el mundo de los PLC y su código de programación se basa en la lógica de los relevos, hecho que ha permitido mayor capacidad de acogida en el medio especializado. Sin embargo, los relevos ya no son incluidos dentro de la lógica sobre la cual se construyen las operaciones de control. Estudiando en detalle la configuración de un relevo, físicamente están compuestos por dos elementos principales; una bobina de entrada de corriente que al someterse a un voltaje produce un campo magnético, el cual genera una fuerza que empuja un interruptor metálico para generar contacto y permitir el paso de corriente. La figura 2.1 presenta un esquema general de un relevo en el que las bobinas de entrada de corriente se representan con un círculo, que a su vez está conectado a un contacto dibujado con dos líneas paralelas el cual mantiene alguno de dos estados. Los contactos normalmente abiertos son mostrados con dos líneas paralelas, y estarán abiertos (estado no conductor) cuando la entrada no este energizada. Por otro lado los contactos normalmente cerrados se muestran como dos líneas paralelas con una línea diagonal a través de ellos. Cuando la bobina de entrada no se encuentra energizada los contactos normalmente cerrados estarán cerrados (estado conductor).
Figura 2.1 Diagrama y esquema de relevos simples
Generalmente los relevos son utilizados como puentes que comunican a una fuente (de bajo poder ) para que pueda accionar el interruptor de otra fuente de poder (generalmente de mayor potencia), mientras se mantienen aisladas las dos fuentes. Las tareas de control simple obtenidas con la construcción de arreglos a partir de relevos se pueden apreciar a través del ejemplo de la figura 2.2. En este ejemplo el primer relevo ubicado al lado izquierdo es un relevo normalmente cerrado y permitirá que la corriente fluya hasta que un voltaje sea aplicado a la entrada A. El segundo relevo es normalmente abierto y no permitirá que la corriente fluya hasta que un voltaje sea aplicado a la entrada B. Si la

IM 2005-I-40
24
corriente esta fluyendo a través de los dos primeros relevos entonces también fluirá por la bobina en el tercer relevo, y cierra el interruptor para la salida C. La representación de este arreglo en forma esquemática de relevos es lo que se cono ce como el código de programación de escalera lógica. Este puede ser leído lógicamente como C estará on si A está off y B está on.
Figura 2.2 Controlador de Relevos Simple
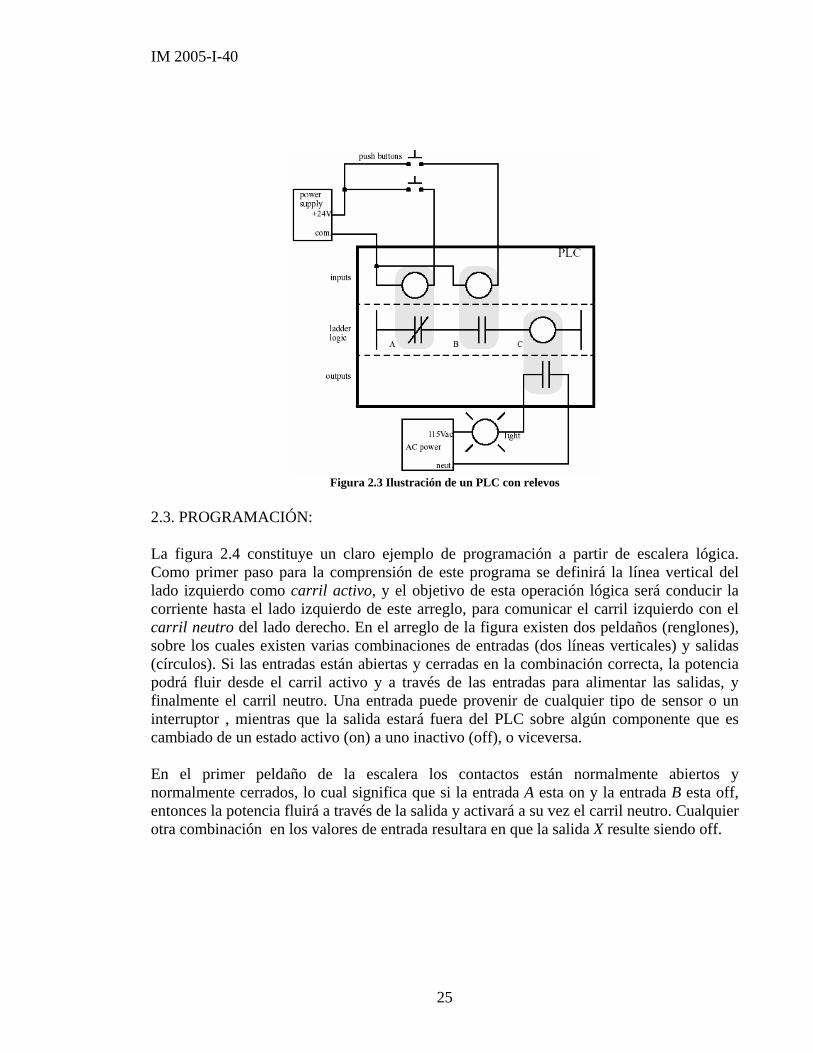
El ejemplo de la figura 2.2, sin embargo, no presenta el sistema de control completo, solamente la lógica en relevos. Cuando consideramos un PLC en su totalidad existen entradas, salidas, y la lógica. La Figura 2.3 tiene una representación mas completa de un PLC. Allí existen dos entradas de botones de oprimir comunicadas con dos bobinas de entrada ubicadas en el PLC que activan 24V DC. Estas a su vez controlan un relevo de salida que activa una señal AC de 115 V, la cual encenderá una luz. Cabe la pena anotar que en los PLC actuales las entradas nunca son relevos, pero las salidas por lo general si; además, las operaciones de control construidas a partir del lenguaje de escalera lógica son en los PLC actuales programas que el usuario puede modificar con relativa facilidad.
IM 2005-I-40
25
Figura 2.3 Ilustración de un PLC con relevos
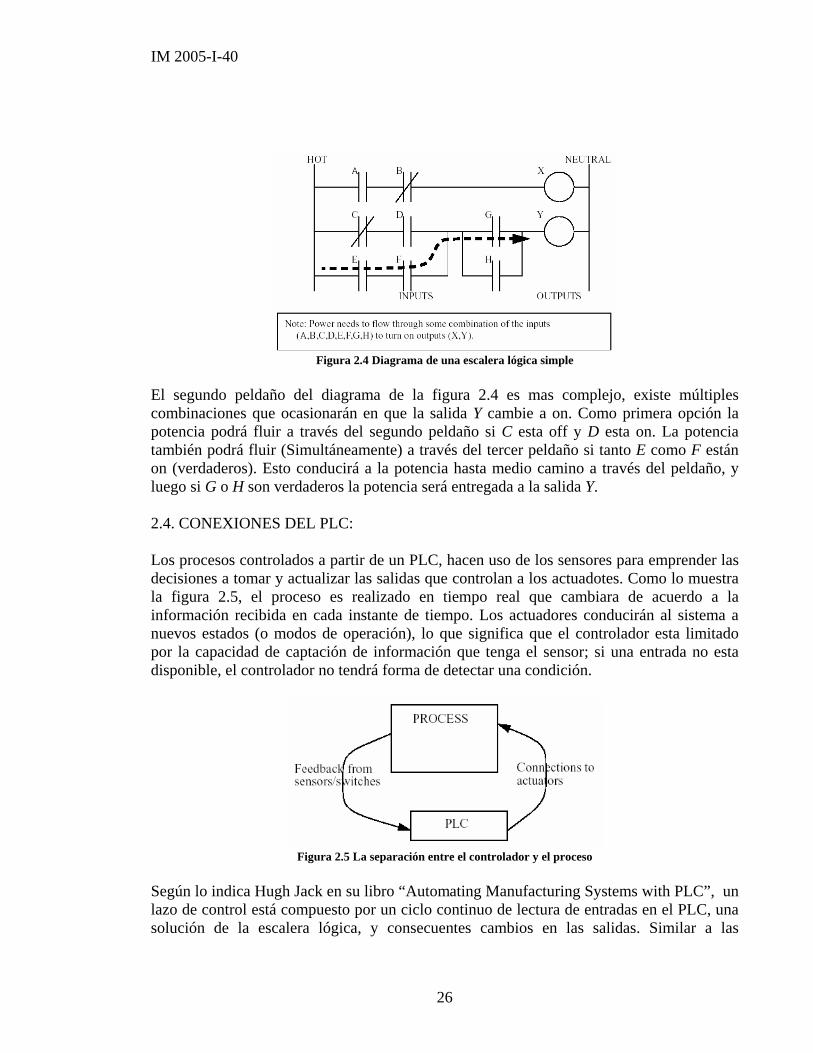
2.3. PROGRAMACIÓN: La figura 2.4 constituye un claro ejemplo de programación a partir de escalera lógica. Como primer paso para la comprensión de este programa se definirá la línea vertical del lado izquierdo como carril activo, y el objetivo de esta operación lógica será conducir la corriente hasta el lado izquierdo de este arreglo, para comunicar el carril izquierdo con el carril neutro del lado derecho. En el arreglo de la figura existen dos peldaños (renglones), sobre los cuales existen varias combinaciones de entradas (dos líneas verticales) y salidas (círculos). Si las entradas están abiertas y cerradas en la combinación correcta, la potencia podrá fluir desde el carril activo y a través de las entradas para alimentar las salidas, y finalmente el carril neutro. Una entrada puede provenir de cualquier tipo de sensor o un interruptor , mientras que la salida estará fuera del PLC sobre algún componente que es cambiado de un estado activo (on) a uno inactivo (off), o viceversa. En el primer peldaño de la escalera los contactos están normalmente abiertos y normalmente cerrados, lo cual significa que si la entrada A esta on y la entrada B esta off, entonces la potencia fluirá a través de la salida y activará a su vez el carril neutro. Cualquier otra combinación en los valores de entrada resultara en que la salida X resulte siendo off.
IM 2005-I-40
26
Figura 2.4 Diagrama de una escalera lógica simple
El segundo peldaño del diagrama de la figura 2.4 es mas complejo, existe múltiples combinaciones que ocasionarán en que la salida Y cambie a on. Como primera opción la potencia podrá fluir a través del segundo peldaño si C esta off y D esta on. La potencia también podrá fluir (Simultáneamente) a través del tercer peldaño si tanto E como F están on (verdaderos). Esto conducirá a la potencia hasta medio camino a través del peldaño, y luego si G o H son verdaderos la potencia será entregada a la salida Y. 2.4. CONEXIONES DEL PLC: Los procesos controlados a partir de un PLC, hacen uso de los sensores para emprender las decisiones a tomar y actualizar las salidas que controlan a los actuadotes. Como lo muestra la figura 2.5, el proceso es realizado en tiempo real que cambiara de acuerdo a la información recibida en cada instante de tiempo. Los actuadores conducirán al sistema a nuevos estados (o modos de operación), lo que significa que el controlador esta limitado por la capacidad de captación de información que tenga el sensor; si una entrada no esta disponible, el controlador no tendrá forma de detectar una condición.
Figura 2.5 La separación entre el controlador y el proceso
Según lo indica Hugh Jack en su libro “Automating Manufacturing Systems with PLC”, un lazo de control está compuesto por un ciclo continuo de lectura de entradas en el PLC, una solución de la escalera lógica, y consecuentes cambios en las salidas. Similar a las

IM 2005-I-40
27
operaciones que se efectúan dentro de un computador, el ciclo de control no es un proceso que ocurra instantáneamente. La figura 2.6 muestra un ciclo de operación básica en un PLC. Cuando la potencia es absorbida en un PLC, este efectúa un rápido chequeo de sanidad para asegurarse que el hardware esta funcionando apropiadamente. En el evento de que ocurra algún problema, el PLC se detendrá e indicara que existe un error; si el PLC pasa el chequeo de sanidad este leerá (escaneará) todas las entradas, para que todos los valores de las entradas sean guardados en memoria y el programa de escalera lógica pueda resolverse usando los valores guardados –no los valores corrientes-. Esto se hace para prevenir problemas lógicos cuando las entradas cambien durante la solución del programa de control. Cuando la escalera lógica es completada los valores de salida serán cambiados, para que seguidamente el sistema realice un nuevo chequeo de sanidad, y el lazo continúe su ciclo indefinidamente hasta que alguna condición externa al PLC interrumpa el ciclo. Contrario a los computadores normales, el programa entero será corrido en cada escaneo, con tiempos típicos para cada tarea del orden de los milisegundos.
Figura 2.6 Ciclo de escaneo en un PLC
En capítulos posteriores se explicará con mayor detalle las características de operación que posee el PLC incorporado dentro de la operación de la máquina extrusora. Por ahora se aclarará este PLC pertenece a la familia de los micro PLCs, por la capacidad de módulos de entrada y salida que este posee.

IM 2005-I-40
28
3. ALGUNOS COMENTARIOS SOBRE SENSORES LOGICOS 3.1. SENSORES OPTICOS: 3.1.1. Sensores Ópticos: El fin principal de los sensores ópticos es detectar la presencia o no de cualquier objeto. Para esto existen dos componentes encargados de desarrollar tareas complementarias; por un lado existe un generador de luz conocido como emisor, encargado de producir bandas de luz en el espectro visible e invisible haciendo uso de LEDs o de diodos láser. Por su parte esta señal de luz es recibida por un segundo componente conocido típicamente conocido como receptor, el cual es construido con fotodiodos o fototransistores. Tanto el emisor como el receptor son posicionados de tal forma, que al cruzar un objeto la banda de luz que comunica a ambos componentes esta se bloqueará o reflejará. Una esquema general de uno de estos sensores es mostrada en la figura 3.1
Figura 3.1 Sensor Óptico Básico
En la figura 3.1 la columna de luz es generada en el lado izquierdo y enfocada a través de los lentes hacia el lado derecho donde nuevamente es enfocada en el detector a través de un segundo lente, y si la columna es rota el detector indicará que un objeto está presente. La naturaleza oscilante de esta onda de luz ayuda al sensor a filtrar la luz normal, además de permitir que sea trabajada como una señal on-off de una frecuencia determinada –generalmente del orden de los kHz -. La señal que recibe el detector permanentemente es revisada para confirmar si esta se encuentra a la misma frecuencia, en caso de que la frecuencia de la señal recibida sea efectivamente la esperada, la columna de luz no es rota. Un beneficio adicional en el empleo de ondas oscilantes dentro de los sensores ópticos, es que estos pueden ser trabajados a bajas potencias sobre distancias relativamente largas. Existen diferentes configuraciones para organizar los componentes de un sensor óptico. En el modo opuesto, el emisor y el receptor son instalados separadamente apuntando uno directamente al otro, permitiendo que un objeto sea detectado en el evento en que la columna de luz sea rota.
IM 2005-I-40
29
Figura 3.2 Sensores Ópticos del modo opuesto
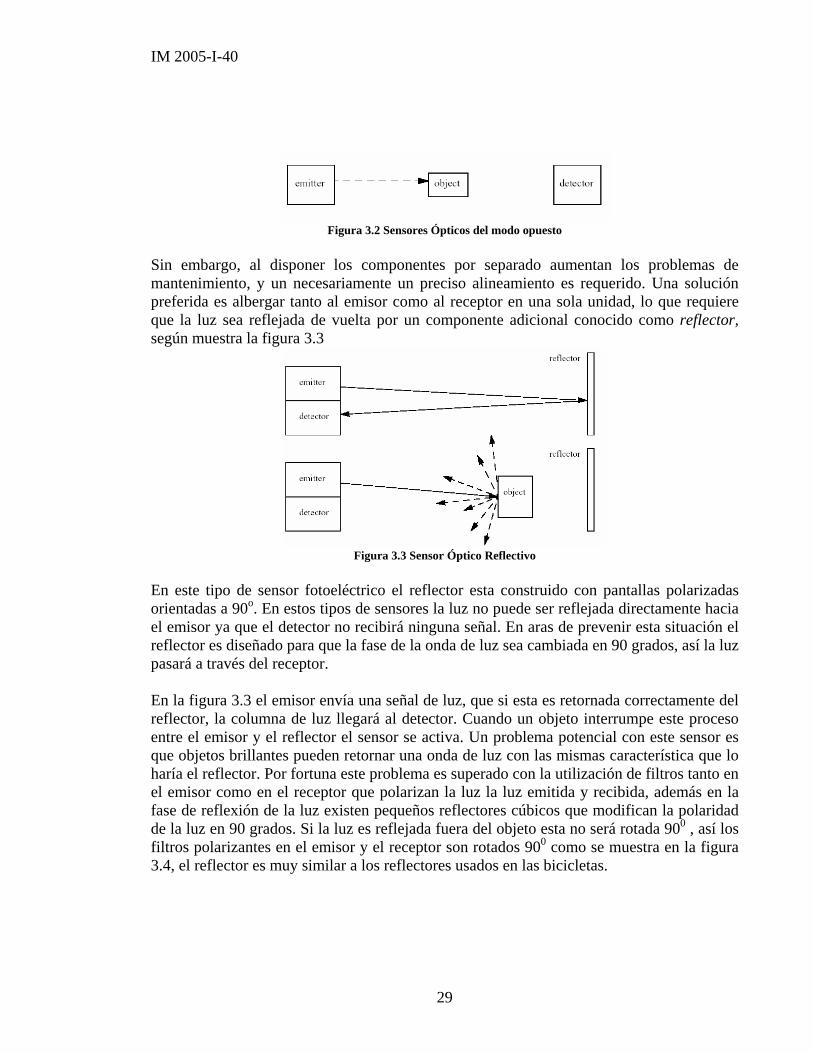
Sin embargo, al disponer los componentes por separado aumentan los problemas de mantenimiento, y un necesariamente un preciso alineamiento es requerido. Una solución preferida es albergar tanto al emisor como al receptor en una sola unidad, lo que requiere que la luz sea reflejada de vuelta por un componente adicional conocido como reflector, según muestra la figura 3.3
Figura 3.3 Sensor Óptico Reflectivo
En este tipo de sensor fotoeléctrico el reflector esta construido con pantallas polarizadas orientadas a 90o. En estos tipos de sensores la luz no puede ser reflejada directamente hacia el emisor ya que el detector no recibirá ninguna señal. En aras de prevenir esta situación el reflector es diseñado para que la fase de la onda de luz sea cambiada en 90 grados, así la luz pasará a través del receptor. En la figura 3.3 el emisor envía una señal de luz, que si esta es retornada correctamente del reflector, la columna de luz llegará al detector. Cuando un objeto interrumpe este proceso entre el emisor y el reflector el sensor se activa. Un problema potencial con este sensor es que objetos brillantes pueden retornar una onda de luz con las mismas característica que lo haría el reflector. Por fortuna este problema es superado con la utilización de filtros tanto en el emisor como en el receptor que polarizan la luz la luz emitida y recibida, además en la fase de reflexión de la luz existen pequeños reflectores cúbicos que modifican la polaridad de la luz en 90 grados. Si la luz es reflejada fuera del objeto esta no será rotada 900 , así los filtros polarizantes en el emisor y el receptor son rotados 900 como se muestra en la figura 3.4, el reflector es muy similar a los reflectores usados en las bicicletas.

IM 2005-I-40
30
Figura 3.4 Luz polarizada en los sensores reflectivos
En los sensores del modo opuesto, tanto la señal del emisor como la región de detección del emisor poseen una forma cónica que obliga a que la alineación no solamente exista para apuntar al emisor directamente hacia el detector, si no también el detector hacia el emisor. Otro factor adicional a considerar no solo en este tipo de sensores es que la intensidad de la luz decrece con la distancia, por lo que cualquier sensor fotoeléctrico tendrá un límite en la distancia de separación entre el emisor y el receptor.
Figura 3.5 Divergencia y Alineación en la columna
En un sensor del modo opuesto, cuando existen diferencias de tamaño entre el ancho de la columna de luz con respecto a la del objeto, se presentarán dificultades en la detección del objeto, si el tamaño de este no sobrepasa al de la columna de luz. Soluciones a este problema son el uso de columnas de luz más estrechas, u objetos más anchos.
Figura 3.6 Relación entre el ancho de la columna y el tamaño del objeto

IM 2005-I-40
31
3.2. SENSORES INDUCTIVOS: Los sensores inductivos integran la familia de sensores de proximidad, y hacen uso de campos magnéticos para establecer cuando un objeto metálico se encuentra en su cercanía. La motivación principal para exponer estos sensores en esta sección, radica en que las válvulas proporcionales solenoides emplean estos sensores para ejercer control sobre el estado de operación de las válvulas. Los sensores inductivos utilizan corriente inducida por campos magnéticos para detectar la cercanía de objetos metálicos, haciendo uso de una bobina que genera campos magnéticos cambiantes de alta frecuencia. Si existe un objeto metálico en la cercanía al campo magnético cambiante, la corriente fluye en el objeto, haciendo que el flujo de corriente resultante produzca un nuevo campo magnético que se opone al campo magnético original. El efecto neto es que este nuevo campo cambia la inductancia de la bobina en el sensor inductivo, y con la medición de la inductancia el sensor puede determinar cuando un metal ha sido traído a su cercanía. Estos sensores pueden detectar objetos a pocos centímetros de lejanía de sus extremos. Pero la dirección del objeto puede ser arbitraria como se muestra en la figura 3.7. El campo magnético desprotegido cubre un amplio volumen alrededor de la punta de la bobina. Con la adición de una placa (una chaqueta metálica alrededor de la bobina) el campo magnético se vuelve más pequeño, pero también más dirigido. Estas chaquetas generalmente son usadas en los censores inductivos para mejorar su direccionabilidad y su exactitud.
Figura 3.7 Sensores con chaquetas y sin chaquetas
IM 2005-I-40
32
4. ANALISIS Y ESPECIFICACION DEL SISTEMA HIDRAULICO EXISTENTE PARA EL MOTOR HIDRAULICO DE LA MAQUINA DE EXTRUSION SOPLADO
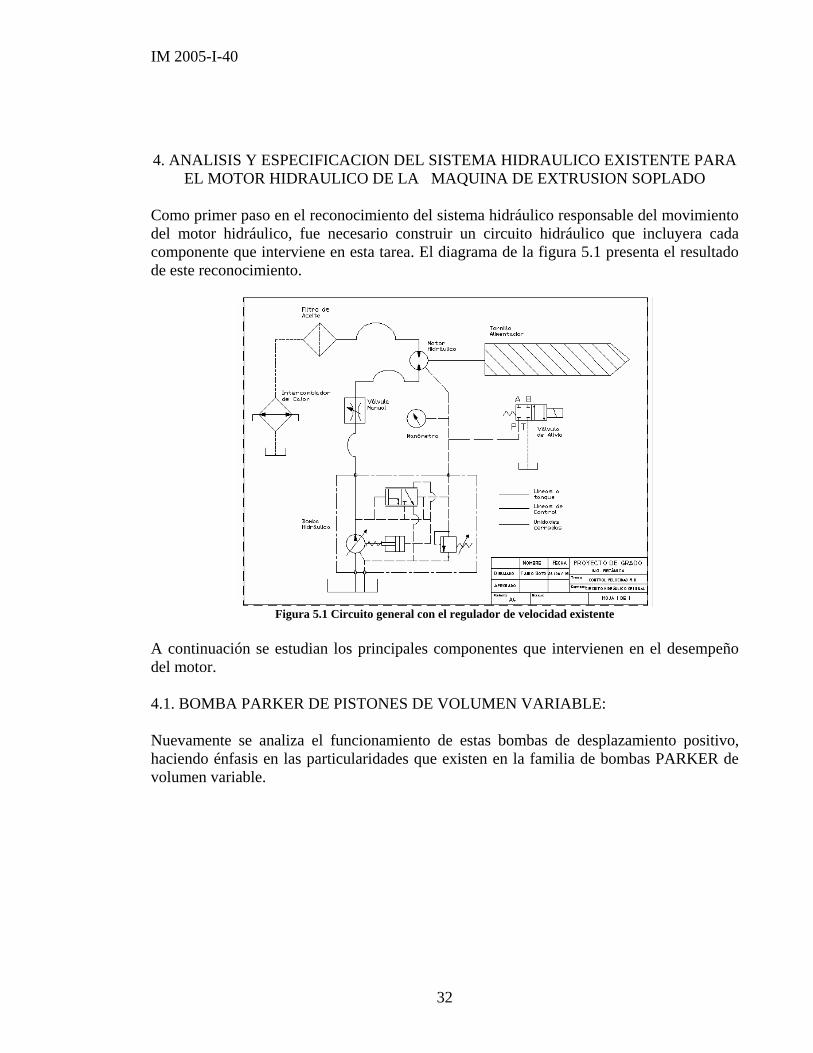
Como primer paso en el reconocimiento del sistema hidráulico responsable del movimiento del motor hidráulico, fue necesario construir un circuito hidráulico que incluyera cada componente que interviene en esta tarea. El diagrama de la figura 5.1 presenta el resultado de este reconocimiento.
Figura 5.1 Circuito general con el regulador de velocidad existente
A continuación se estudian los principales componentes que intervienen en el desempeño del motor. 4.1. BOMBA PARKER DE PISTONES DE VOLUMEN VARIABLE: Nuevamente se analiza el funcionamiento de estas bombas de desplazamiento positivo, haciendo énfasis en las particularidades que existen en la familia de bombas PARKER de volumen variable.

IM 2005-I-40
33
Figura 4.1 Componentes de una bomba de desplazamiento Variable PARKER
4.1.1. Descripción general: Todo el control de flujo es conseguido en estas bombas por una posición adecuada del plato ondulatorio – swash plate -, este posicionamiento del plato está a cargo de un pistón posicionador –servo piston- que actúa sobre uno de los extremos del plato ondulatorio, trabajando en contra del efecto combinado de las fuerzas desajustables de los pistones y la de un resorte de ajuste de posicionamiento – bias spring - ubicado en el otro extremo del plato. El spool del sistema de control – compensator spool- actúa como una válvula, la cual varía la presión justo detrás del servo pistón. Como muestra la figura 4.2, la cantidad de flujo producido por una bomba de pistones PARKER es dependiente de la longitud de carrera de los pistones de bombeo. Esta longitud de carrera, a su vez es determinada por la posición que tenga en ese instante el plato ondulatorio, siendo el máximo flujo de entrega cuando el plato está ubicado a un ángulo de 15 – 17 grados. El bloque cilíndrico giratorio –cylinder barrel- manejado por el impulsador principal, mueve los pistones dentro de una trayectoria circular y los zapatos de los pistones son soportados hidrostáticamente contra la cara del plato ondulatorio. Cuando el plato se encuentra en posición vertical, perpendicular al centro de rotación del bloque cilíndrico, no se produce carrera en los pistones y consecuentemente ninguna entrega de fluido. Por otro lado, cuando el plato ondulatorio es posicionado en un ángulo, los pistones son forzados hacia adentro y fuera del bloque y la entrega de fluido tiene lugar. El aumento del ángulo del plato se traduce en un aumento de carrera en los pistones.

IM 2005-I-40
34
Figura 4.2 Mecanismo general de Control de desplazamiento en las bombas PARKER
Tal y como se había comentado en la sección de motores de desplazamiento positivo, existen diferentes mecanismos de control que varían la inclinación del plato ondulatorio; el sistema hidráulico de la maquina extrusora posee uno conocido como Compensación de Presión Remota, muy similar al sistema de detección de carga con limitador de presión estudiado en el capítulo 1. 4.1.2. Control de presión remota: “La operación del plato de olas de la bomba en este control es idéntica al compensador estándar de presión estudiado en el capítulo 1, aunque en este caso es controlado por un mecanismo de control de presión remota (Figura 4.3). El control remoto de la presión de salida en la bomba se consigue controlando la presión en el puerto A. La presión de salida de la bomba se mide en la recámara del resorte conectado al spool con el puerto de salida. La presión en la recámara del resorte es limitada por una conexión que tiene esta con el puerto A. La presión controlada de este puerto es medida en la recámara del resorte diferencial. El spool compensador se desplazará a la derecha cuando la presión de salida de la bomba alcance un valor equivalente a la fuerza ajustada en el resorte diferencial más la presión ajustada en el puerto de presión controlada A. Cuando el spool se desplaza a la derecha, la presión de salida de la bomba es censada dentro del mecanismo de posicionamiento del plato y el servo pistón modifica la inclinación del plato ondulatorio para disminuir la entrega de la bomba. Con esta opción la presión de salida de la bomba puede ser controlada y variada desde una localización remota. Este control también incorpora una característica especial de limitación de presión establecida desde la fábrica. Cuando la presión en la cámara del resorte diferencial alcanza la presión máxima para el alivio, el tope cónico cambia su posición de equilibrio

IM 2005-I-40
35
permitiendo que el aceite de la cámara del resorte sea descargado al puerto de drenaje de la bomba, limitando así la presión máxima posible.”8
Figura 4.3 Mecanismo de Control de presión remota
4.1.3. Parámetros de la bomba PARKER: 4.1.3.1. Desplazamiento: Para el sistema hidráulico que se esta manejando, la bomba posee un desplazamiento de 33 centímetros cúbicos por revolución; que si es comparado dentro de un grupo de la misma familia de bombas PARKER de volumen variable, se advierte que se trata de un valor típico de desplazamiento. A continuación se presenta la tabla de un grupo de esta familia de bombas con capacidades medias de bombeo, ya que dentro de esta marca es posible encontrar bombas con desplazamientos hasta de 140 centímetros cúbicos por revolución:
8 Manual de las Bombas de Volumen Variable, PARKER Hydraulics

IM 2005-I-40
36
Tabla 4.1 Valores Desplazamiento y Entrega típicos de bombas hidráulicas PARKER
4.1.3.2. Entrega: El gráfico de la figura 4.4 muestra la relación entre entrega y velocidad de operación para una bomba PARKER PVP33. En especial, a una velocidad de manejo de la bomba de 1720 RPM, su entrega teórica es de aproximadamente 56.7 LPM.
Figura 4.4 Relación entre la entrega y la velocidad de manejo para la bomba en cuestión.
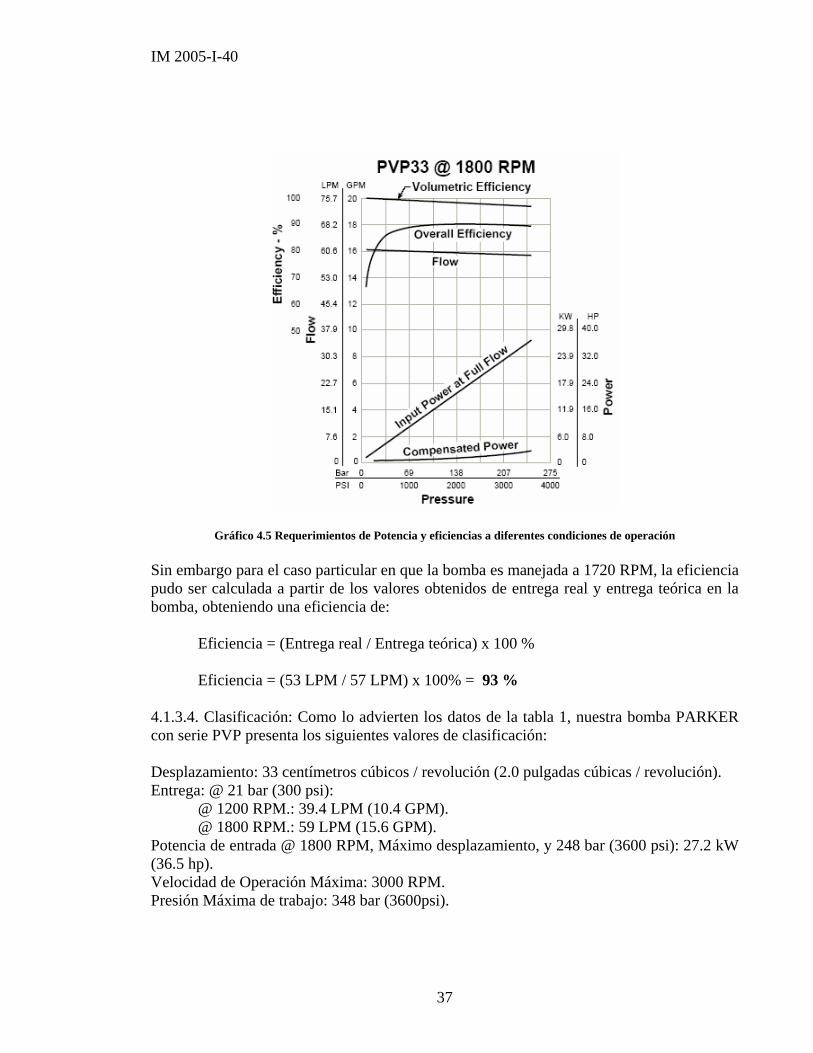
Sin embargo, para poder determinar la entrega real de la bomba fue necesario medir las revoluciones a la salida de la caja de reducción del motor hidráulico; siendo esta del orden de 90 RPM. A partir de este valor y en base a la relación de reducción 1 / 21 que posee la caja, se pudo deducir que la velocidad a la salida del eje del motor hidráulico debía ser de 1890 RPM, que traducido en términos del caudal que recibe el motor (es decir la entrega real de la bomba a estas revoluciones) y con base a la relación de desplazamiento del motor (28 centímetros cúbicos por revolución) la bomba PARKER PVP 33 debería tener una entrega real de 53 LPM aproximadamente. 4.1.3.3. Eficiencia: El gráfico de la figura 4.5 ofrece datos de eficiencias y requerimientos de potencia para diferentes presiones de operación, cuando la bomba es trabajada a una velocidad nominal de 1800 RPM.
IM 2005-I-40
37
Gráfico 4.5 Requerimientos de Potencia y eficiencias a diferentes condiciones de operación Sin embargo para el caso particular en que la bomba es manejada a 1720 RPM, la eficiencia pudo ser calculada a partir de los valores obtenidos de entrega real y entrega teórica en la bomba, obteniendo una eficiencia de: Eficiencia = (Entrega real / Entrega teórica) x 100 % Eficiencia = (53 LPM / 57 LPM) x 100% = 93 % 4.1.3.4. Clasificación: Como lo advierten los datos de la tabla 1, nuestra bomba PARKER con serie PVP presenta los siguientes valores de clasificación: Desplazamiento: 33 centímetros cúbicos / revolución (2.0 pulgadas cúbicas / revolución). Entrega: @ 21 bar (300 psi): @ 1200 RPM.: 39.4 LPM (10.4 GPM). @ 1800 RPM.: 59 LPM (15.6 GPM). Potencia de entrada @ 1800 RPM, Máximo desplazamiento, y 248 bar (3600 psi): 27.2 kW (36.5 hp). Velocidad de Operación Máxima: 3000 RPM. Presión Máxima de trabajo: 348 bar (3600psi).
IM 2005-I-40
38
4.2. VÁLVULA MANUAL REGULADORA DE FLUJO:
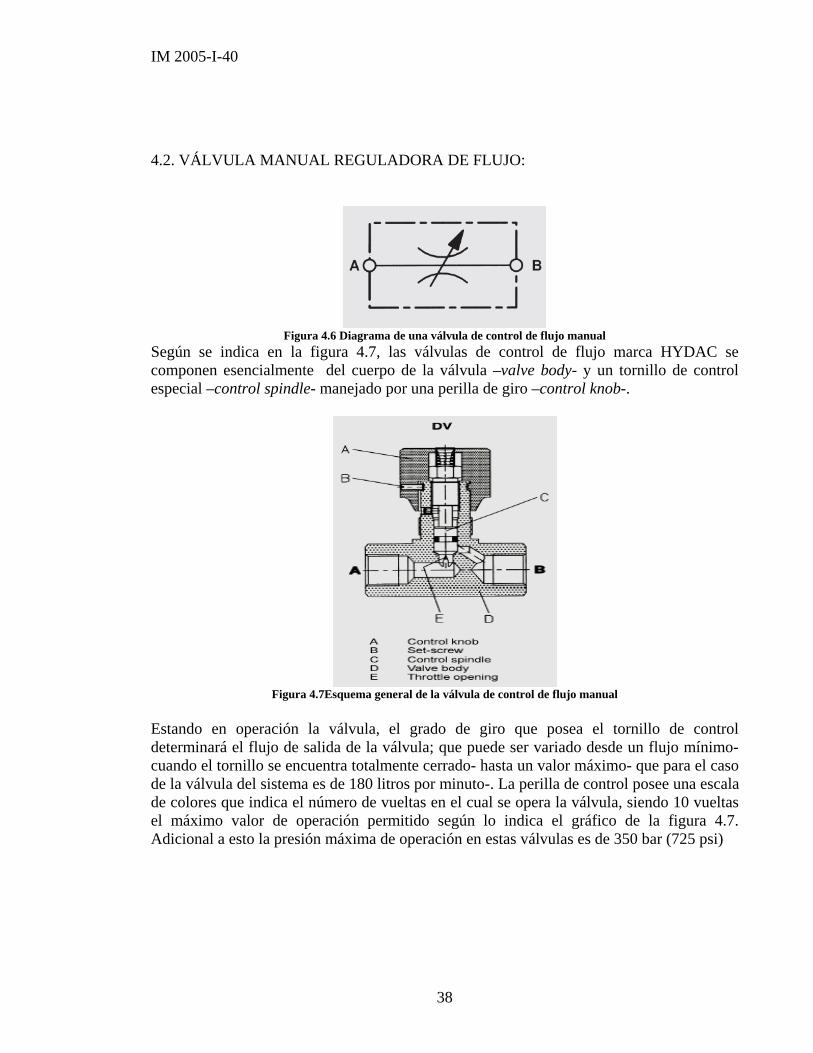
Figura 4.6 Diagrama de una válvula de control de flujo manual
Según se indica en la figura 4.7, las válvulas de control de flujo marca HYDAC se componen esencialmente del cuerpo de la válvula –valve body- y un tornillo de control especial –control spindle- manejado por una perilla de giro –control knob-.
Figura 4.7Esquema general de la válvula de control de flujo manual
Estando en operación la válvula, el grado de giro que posea el tornillo de control determinará el flujo de salida de la válvula; que puede ser variado desde un flujo mínimo- cuando el tornillo se encuentra totalmente cerrado- hasta un valor máximo- que para el caso de la válvula del sistema es de 180 litros por minuto-. La perilla de control posee una escala de colores que indica el número de vueltas en el cual se opera la válvula, siendo 10 vueltas el máximo valor de operación permitido según lo indica el gráfico de la figura 4.7. Adicional a esto la presión máxima de operación en estas válvulas es de 350 bar (725 psi)

IM 2005-I-40
39
Figura 4.8 Gráfico para el caudal de salida de la válvula a diferentes ∆P y posiciones del tornillo
Sin embargo, realizando un análisis del desempeño de la válvula bajo condiciones de descarga en el sistema hidráulico se pudo establecer la variación del diferencial de presión a medida de que esta es abierta; entendiendo que el flujo máximo que puede entregar esta válvula al sistema es de 70 litros por minuto. La tabla 4.1 y la figura 4.8 presentan los resultados de esta experiencia.
4 Vueltas Tornillo Válvula Control B.H. No. Vueltas V. M. P. B.H.(Kg/cm2) P. B.H.(bar.) P. V.M.(psi.) P. V.M.(bar.) ∆P(bar)
1 50 49 700 48.26 12 81.25 79.69 1100 75.84 44 96.25 94.39 1200 82.73 126 103.75 101.74 1280 88.25 138 110 107.87 1290 88.94 1910 103.75 101.74 1280 88.25 13
Tabla 4.1 Diferenciales de presión en la válvula bajo condiciones específicas de trabajo
Figura 4.9 Gráfico con los resultados de la tabla 4.1

IM 2005-I-40
40
4.3. MOTOR HIDRÁULICO: Infortunadamente dentro del proceso de reconocimiento de la maquina, no fue mucha la información que se logro obtener por parte de los fabricantes de estos motores. Sin embargo se logro establecer, a través de una empresa italiana especializada en la reparación de este tipo de motores, que el desplazamiento de estos es de 28 centímetros cúbicos por revolución. Con base en el valor de desplazamiento se estableció cual era el rango de entrega de fluido que el motor recibe del sistema, así como la entrega real de la bomba. A continuación se resume en el gráfico de la figura 4.8, el comportamiento de la velocidad en el eje del motor, al haber sido medidas las velocidades en la salida de la caja de reducción acoplado a este y establecida al mismo tiempo su relación de reducción.
R.P.M. Caja Reducción a Dif erent es Condiciones
0
10
20
30
40
50
60
1 2 3 4 5 6 7 8 9 10 11 12 13 14No. Vuel tas Vál vul a Manual
0 Vueltas
4 Vueltas
6 Vueltas
10 Vueltas
N. Vueltas tornillo Bomba
Figura 4.8 Revoluciones en la Caja de reducción para diferentes condiciones de operación
De acuerdo a este gráfico, se concluyo que el sistema hidráulico puede ser trabajado en un rango completo de velocidades si el tornillo de ajuste que se encuentra en la recámara de medición de la presión de salida de la bomba se encuentra en una posición de seis vueltas. Además se pudo establecer que la entrega máxima de aceite que recibe el motor de la válvula reguladora de flujo manual ocurre en 50 RPM y es igual a: Entrega máxima en el motor= (50 RPM x 21 x (28 l / min)) / 1000 rev / min Entrega máxima en el motor= 29.4 litros /min. Este resultado aunque se contradice con el establecido para el flujo máximo que podría suministrar la válvula (de 70 litros por minuto), nos ayuda a concluir que el diferencial de presión máxima al que se ve sometido la válvula es de 20 bar. (290 psi); dato de mucha utilidad dentro del proceso de selección de la nueva válvula que se piensa a instalar, ya que se capacidad máxima de presión de operación es menor que la que actualmente existe.
IM 2005-I-40
41
5. ESTUDIO DEL SISTEMA DE CONTROL DE VELOCIDAD A INSTALAR
5.1. VÁLVULAS PROPORCIONALES 5.1.1. Válvulas proporcionales solenoides: Este tipo de válvulas están diseñadas para controlar y variar la presión, el flujo, la dirección, la aceleración y desaceleración de cualquier tipo de actuador hidráulico. Su mecanismo de accionamiento permite ajustarlas a través de una señal eléctrica que varía la posición de un solenoide proporcional. En la práctica es usual encontrar tres tipos de válvulas proporcionales:
• Válvulas de Control de Presión Proporcional, incluyendo válvulas de alivio y reductoras con limites de presión ajustados eléctricamente.
• Válvulas de Control de Flujo Proporcional, que son válvulas proporcionales que controlan electrónicamente la razón de flujo a través de la válvula.
• Válvulas de Control de dirección Proporcional, las cuales tienen controles electrónicos para variar la razón de flujo, además de la dirección de este.
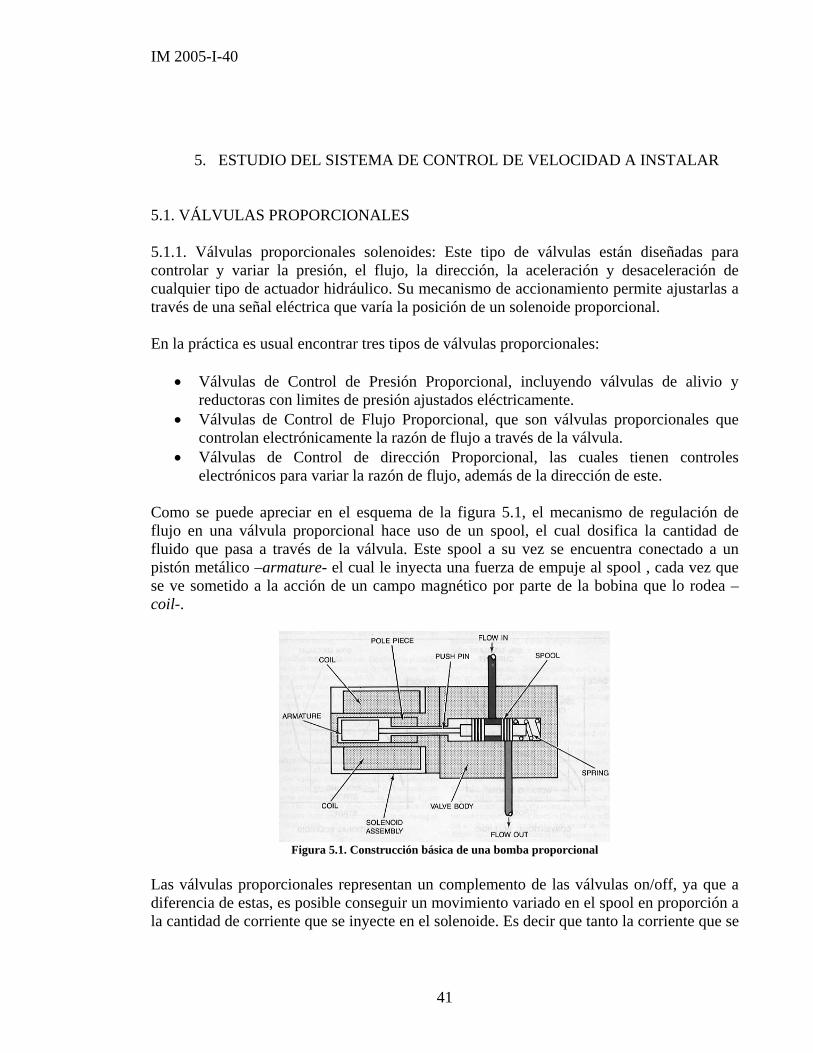
Como se puede apreciar en el esquema de la figura 5.1, el mecanismo de regulación de flujo en una válvula proporcional hace uso de un spool, el cual dosifica la cantidad de fluido que pasa a través de la válvula. Este spool a su vez se encuentra conectado a un pistón metálico –armature- el cual le inyecta una fuerza de empuje al spool , cada vez que se ve sometido a la acción de un campo magnético por parte de la bobina que lo rodea –coil-.
Figura 5.1. Construcción básica de una bomba proporcional
Las válvulas proporcionales representan un complemento de las válvulas on/off, ya que a diferencia de estas, es posible conseguir un movimiento variado en el spool en proporción a la cantidad de corriente que se inyecte en el solenoide. Es decir que tanto la corriente que se

IM 2005-I-40
42
le inyecte al solenoide de la válvula, como el movimiento que se consiga en el spool son variables; así, la cantidad de flujo que suministre la válvula será proporcional a la señal eléctrica de entrada. El diseño especial de este tipo de válvulas permite que ellas logren desarrollar una fuerza más constante a lo lago de toda su intervalo de trabajo. La figura 5.2 ilustra este hecho, en donde se aprecia cómo la válvula proporcional solenoide desarrolla una fuerza constante independiente de la posición del spool. Únicamente la cantidad de corriente que se le aplique a la bobina, determinará la cantidad de fuerza que se transmita al spool, la cual llegará a su límite cuando exista un balance entre esta fuerza y la fuerza del resorte de la válvula. Esta forma de operar la válvula es conocida como realimentación por resorte, debido a que el resorte de la válvula es el único mecanismo que controla la fuerza del solenoide. Sin embargo, esta forma de operar las válvulas proporcionales descarta fuerzas adicionales que pueden llegar a afectar la posición del spool – tales como la fricción y las fuerzas del flujo-.
Figura 5.2. Graficas de fuerza de un solenoide convencional versus uno proporcional
Las válvulas proporcionales solenoides siempre hacen uso de circuitos de control electrónicos, los cuales suministran la potencia necesaria para poder operar la válvula y desarrollar funciones adicionales que facilitan su desempeño. Además, estas válvulas pueden ser usadas en sistemas de control tanto de lazo abierto como cerrado. La señal de entrada inicial que controla la válvula proporcional, suele provenir de diferentes tipos de fuentes, entre las que se incluyen:
*Potenciómetros.
*Sensores de Temperatura. *Transductores de presión. *Taco generadores. *Microprocesadores. Entre otros.
IM 2005-I-40
43
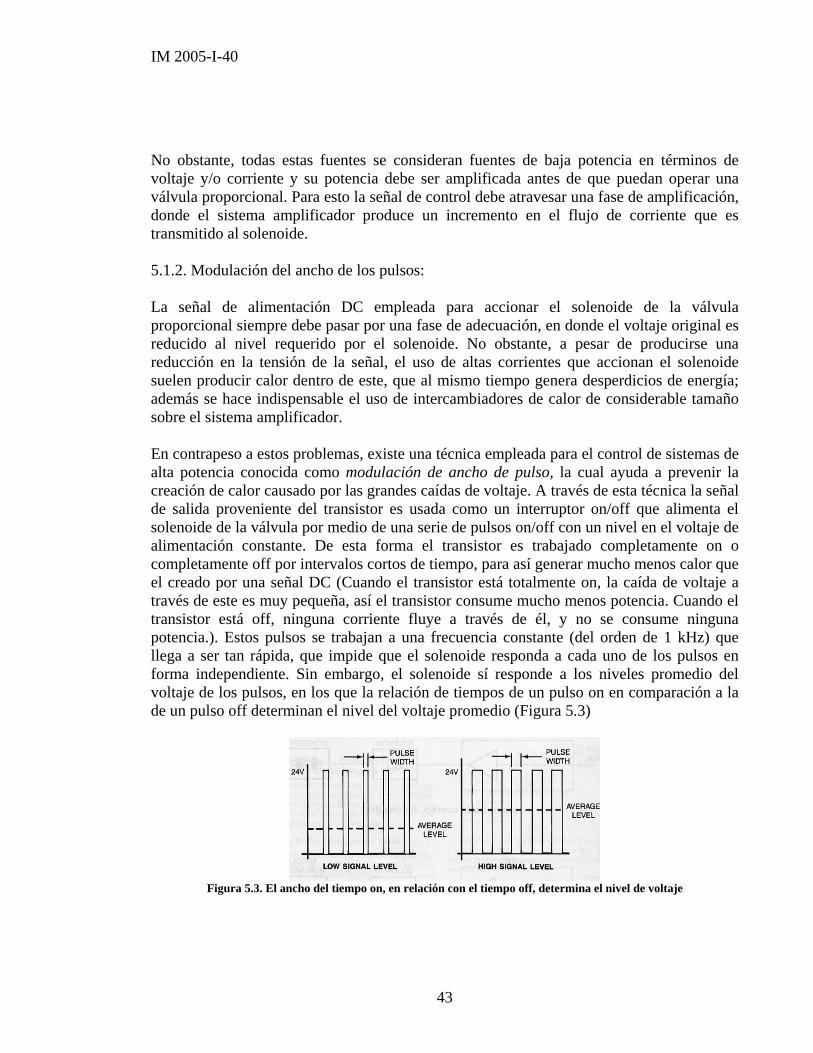
No obstante, todas estas fuentes se consideran fuentes de baja potencia en términos de voltaje y/o corriente y su potencia debe ser amplificada antes de que puedan operar una válvula proporcional. Para esto la señal de control debe atravesar una fase de amplificación, donde el sistema amplificador produce un incremento en el flujo de corriente que es transmitido al solenoide. 5.1.2. Modulación del ancho de los pulsos: La señal de alimentación DC empleada para accionar el solenoide de la válvula proporcional siempre debe pasar por una fase de adecuación, en donde el voltaje original es reducido al nivel requerido por el solenoide. No obstante, a pesar de producirse una reducción en la tensión de la señal, el uso de altas corrientes que accionan el solenoide suelen producir calor dentro de este, que al mismo tiempo genera desperdicios de energía; además se hace indispensable el uso de intercambiadores de calor de considerable tamaño sobre el sistema amplificador. En contrapeso a estos problemas, existe una técnica empleada para el control de sistemas de alta potencia conocida como modulación de ancho de pulso, la cual ayuda a prevenir la creación de calor causado por las grandes caídas de voltaje. A través de esta técnica la señal de salida proveniente del transistor es usada como un interruptor on/off que alimenta el solenoide de la válvula por medio de una serie de pulsos on/off con un nivel en el voltaje de alimentación constante. De esta forma el transistor es trabajado completamente on o completamente off por intervalos cortos de tiempo, para así generar mucho menos calor que el creado por una señal DC (Cuando el transistor está totalmente on, la caída de voltaje a través de este es muy pequeña, así el transistor consume mucho menos potencia. Cuando el transistor está off, ninguna corriente fluye a través de él, y no se consume ninguna potencia.). Estos pulsos se trabajan a una frecuencia constante (del orden de 1 kHz) que llega a ser tan rápida, que impide que el solenoide responda a cada uno de los pulsos en forma independiente. Sin embargo, el solenoide sí responde a los niveles promedio del voltaje de los pulsos, en los que la relación de tiempos de un pulso on en comparación a la de un pulso off determinan el nivel del voltaje promedio (Figura 5.3)
Figura 5.3. El ancho del tiempo on, en relación con el tiempo off, determina el nivel de voltaje
IM 2005-I-40
44
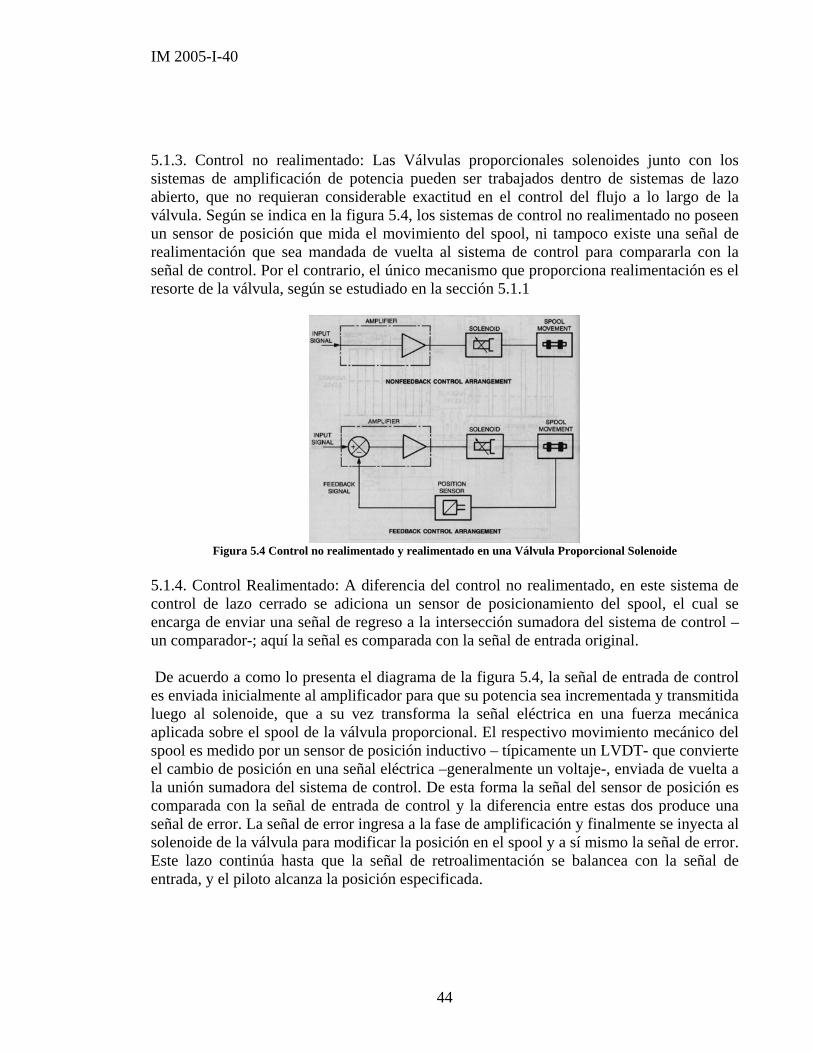
5.1.3. Control no realimentado: Las Válvulas proporcionales solenoides junto con los sistemas de amplificación de potencia pueden ser trabajados dentro de sistemas de lazo abierto, que no requieran considerable exactitud en el control del flujo a lo largo de la válvula. Según se indica en la figura 5.4, los sistemas de control no realimentado no poseen un sensor de posición que mida el movimiento del spool, ni tampoco existe una señal de realimentación que sea mandada de vuelta al sistema de control para compararla con la señal de control. Por el contrario, el único mecanismo que proporciona realimentación es el resorte de la válvula, según se estudiado en la sección 5.1.1
Figura 5.4 Control no realimentado y realimentado en una Válvula Proporcional Solenoide
5.1.4. Control Realimentado: A diferencia del control no realimentado, en este sistema de control de lazo cerrado se adiciona un sensor de posicionamiento del spool, el cual se encarga de enviar una señal de regreso a la intersección sumadora del sistema de control –un comparador-; aquí la señal es comparada con la señal de entrada original. De acuerdo a como lo presenta el diagrama de la figura 5.4, la señal de entrada de control es enviada inicialmente al amplificador para que su potencia sea incrementada y transmitida luego al solenoide, que a su vez transforma la señal eléctrica en una fuerza mecánica aplicada sobre el spool de la válvula proporcional. El respectivo movimiento mecánico del spool es medido por un sensor de posición inductivo – típicamente un LVDT- que convierte el cambio de posición en una señal eléctrica –generalmente un voltaje-, enviada de vuelta a la unión sumadora del sistema de control. De esta forma la señal del sensor de posición es comparada con la señal de entrada de control y la diferencia entre estas dos produce una señal de error. La señal de error ingresa a la fase de amplificación y finalmente se inyecta al solenoide de la válvula para modificar la posición en el spool y a sí mismo la señal de error. Este lazo continúa hasta que la señal de retroalimentación se balancea con la señal de entrada, y el piloto alcanza la posición especificada.
IM 2005-I-40
45
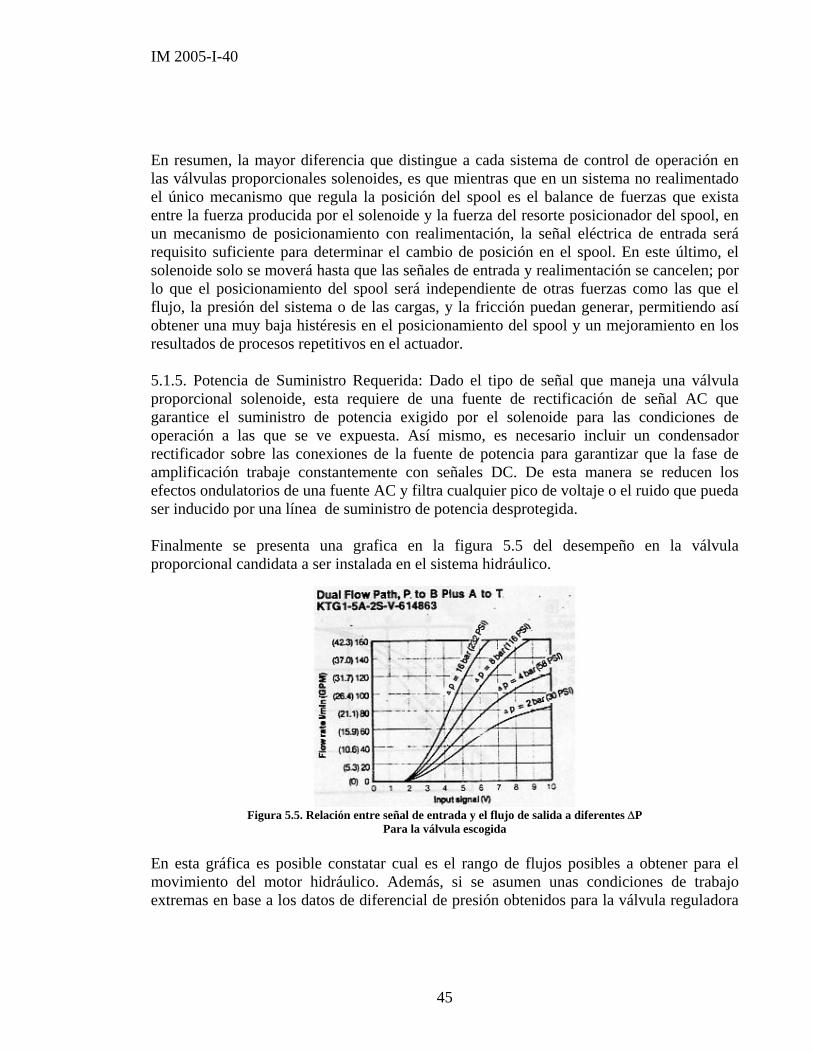
En resumen, la mayor diferencia que distingue a cada sistema de control de operación en las válvulas proporcionales solenoides, es que mientras que en un sistema no realimentado el único mecanismo que regula la posición del spool es el balance de fuerzas que exista entre la fuerza producida por el solenoide y la fuerza del resorte posicionador del spool, en un mecanismo de posicionamiento con realimentación, la señal eléctrica de entrada será requisito suficiente para determinar el cambio de posición en el spool. En este último, el solenoide solo se moverá hasta que las señales de entrada y realimentación se cancelen; por lo que el posicionamiento del spool será independiente de otras fuerzas como las que el flujo, la presión del sistema o de las cargas, y la fricción puedan generar, permitiendo así obtener una muy baja histéresis en el posicionamiento del spool y un mejoramiento en los resultados de procesos repetitivos en el actuador. 5.1.5. Potencia de Suministro Requerida: Dado el tipo de señal que maneja una válvula proporcional solenoide, esta requiere de una fuente de rectificación de señal AC que garantice el suministro de potencia exigido por el solenoide para las condiciones de operación a las que se ve expuesta. Así mismo, es necesario incluir un condensador rectificador sobre las conexiones de la fuente de potencia para garantizar que la fase de amplificación trabaje constantemente con señales DC. De esta manera se reducen los efectos ondulatorios de una fuente AC y filtra cualquier pico de voltaje o el ruido que pueda ser inducido por una línea de suministro de potencia desprotegida. Finalmente se presenta una grafica en la figura 5.5 del desempeño en la válvula proporcional candidata a ser instalada en el sistema hidráulico.
Figura 5.5. Relación entre señal de entrada y el flujo de salida a diferentes ∆P
Para la válvula escogida En esta gráfica es posible constatar cual es el rango de flujos posibles a obtener para el movimiento del motor hidráulico. Además, si se asumen unas condiciones de trabajo extremas en base a los datos de diferencial de presión obtenidos para la válvula reguladora

IM 2005-I-40
46
manual, entonces a un ∆P de 16 bar el rango de flujos que podrá suministrar la válvula oscilará entre 20 l/ min. y 160 l / min., suficiente para el desempeño del motor hidráulico. 5.1.6. Características de la válvula proporcional solenoide seleccionada: A Continuación se presenta la tabla 5.1 con las características más importantes del funcionamiento de la familias de válvulas proporcionales reguladas con serie KTG1 – 5A:
CARACTERÍSTICAS Flujo a un ∆P = 8 bar (116 psi) 40, 80, 160 l / min. Máxima presión de Operación 315 bar (4500 psi)
Voltaje máximo en el Solenoide 12 V dc Corriente máxima de alimentación 3.7 A @ 12 V dc
Tabla 5.1 Características principales de funcionamiento en la familia de válvulas KTG1- 5 A a utilizar
5.2. PLC S 7200: El controlador central de la máquina pertenece a la familia de los micro PLCs, clasificación realizada en base a la capacidad de módulos de entrada y salida que este posee, la cual es inferior a 64 –24 entradas/16 salidas lógicas-. Así mismo el fabricante del PLC –SIEMENS- ha definido a este grupo de micro PLCs como la familia SIMATIC. En la figura 5.8 se presenta un diagrama general de cableado del PLC actualmente instalado, en el que los puertos de conexión M de la parte inferior integran los módulos de entrada, mientras que los 16 puertos de salida L conforman los módulos de salida.
Figura 5.8 Diagrama de Cableado del PLC instalado
IM 2005-I-40
47
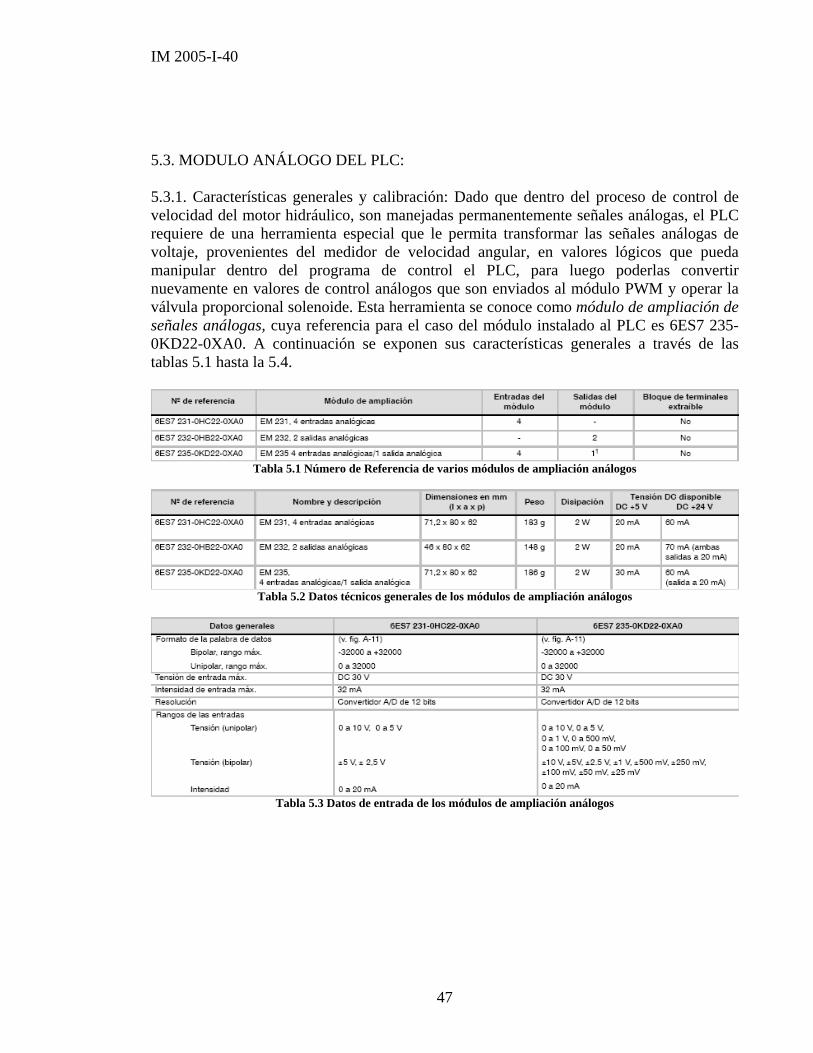
5.3. MODULO ANÁLOGO DEL PLC: 5.3.1. Características generales y calibración: Dado que dentro del proceso de control de velocidad del motor hidráulico, son manejadas permanentemente señales análogas, el PLC requiere de una herramienta especial que le permita transformar las señales análogas de voltaje, provenientes del medidor de velocidad angular, en valores lógicos que pueda manipular dentro del programa de control el PLC, para luego poderlas convertir nuevamente en valores de control análogos que son enviados al módulo PWM y operar la válvula proporcional solenoide. Esta herramienta se conoce como módulo de ampliación de señales análogas, cuya referencia para el caso del módulo instalado al PLC es 6ES7 235-0KD22-0XA0. A continuación se exponen sus características generales a través de las tablas 5.1 hasta la 5.4.
Tabla 5.1 Número de Referencia de varios módulos de ampliación análogos
Tabla 5.2 Datos técnicos generales de los módulos de ampliación análogos
Tabla 5.3 Datos de entrada de los módulos de ampliación análogos
IM 2005-I-40
48
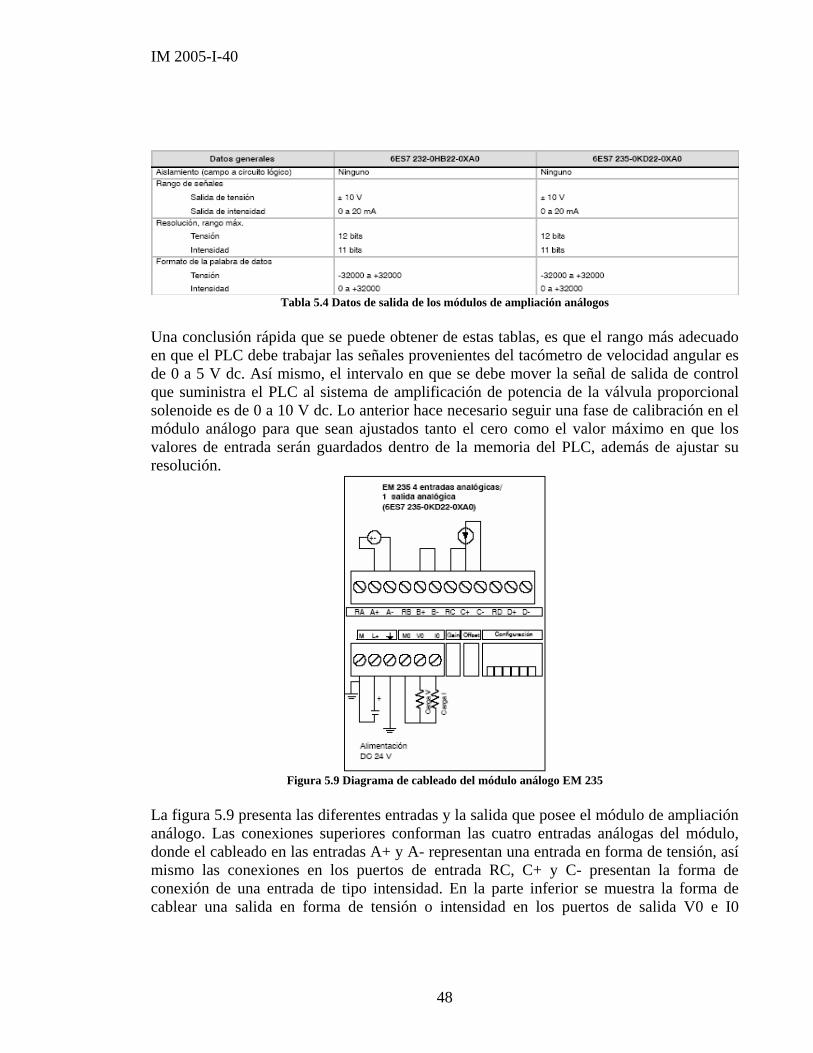
Tabla 5.4 Datos de salida de los módulos de ampliación análogos
Una conclusión rápida que se puede obtener de estas tablas, es que el rango más adecuado en que el PLC debe trabajar las señales provenientes del tacómetro de velocidad angular es de 0 a 5 V dc. Así mismo, el intervalo en que se debe mover la señal de salida de control que suministra el PLC al sistema de amplificación de potencia de la válvula proporcional solenoide es de 0 a 10 V dc. Lo anterior hace necesario seguir una fase de calibración en el módulo análogo para que sean ajustados tanto el cero como el valor máximo en que los valores de entrada serán guardados dentro de la memoria del PLC, además de ajustar su resolución.
Figura 5.9 Diagrama de cableado del módulo análogo EM 235
La figura 5.9 presenta las diferentes entradas y la salida que posee el módulo de ampliación análogo. Las conexiones superiores conforman las cuatro entradas análogas del módulo, donde el cableado en las entradas A+ y A- representan una entrada en forma de tensión, así mismo las conexiones en los puertos de entrada RC, C+ y C- presentan la forma de conexión de una entrada de tipo intensidad. En la parte inferior se muestra la forma de cablear una salida en forma de tensión o intensidad en los puertos de salida V0 e I0

IM 2005-I-40
49
respectivamente, el tercer puerto M0 viene conectado al grupo de tierras común que deben ser comunicadas en un solo punto al PLC. Los ajustes de cero y valor máximo que serán manejados para los datos de entrada en la memoria del PLC son definidos a través de dos potenciómetros – offset y gain- ubicados junto al puerto de salida análogo. Así mismo la configuración de la resolución para los datos de entrada es establecida a través de un combinación on/off que se efectúa sobre los interruptores DIP ubicados en la parte inferior derecha del módulo. La taba 5.5 presenta la configuración de estos interruptores para trabajar la señal de entrada en un rango y una resolución adecuadas.
Tabla 5.5 Disposición de los interruptores de configuración para seleccionar rango resolución de la entrada
5.4.MÓDULO PWM: Para desarrollar la operación de ancho de pulsos, antes de ingresar a la fase de amplificación fue necesario construir un modulo PWM similar al mostrado en la figura 5.6, que permite variar la señal de entrada de control proveniente del sistema de control y adaptarla a la fase de amplificación sin poner en peligro el desempeño del solenoide por posibles sobrecalentamientos .
3
2
0
R315k
2
0
R171k
16
1
R9180k
+10V
R11510
0
15
2
0
LM7805
Entrada de 15Vdc14
3
0
R122k
R1056
0
13
Q1
Q2N3904
10
R14270k
R1810k
R4150
Entrada del PWM
12
R13510
Q5
Q2N3904
C110n
3
11 9
TL494
R15330
R1150
R5150
R75.1k
8
0
0
R1610k
1
R2150
R8270
Q2
Q2N3904
Q3
Q2N3904
7
+5V
Q4
Q2N3904
00
R615k
6
0
Salida PWM
5
LM317
4
0
1
Figura 5.6 Circuito del Módulo PWM

IM 2005-I-40
50
El corazón del circuito del modulo PWM es el integrado TL 494; la función de este ship es generar una señal de PWM (Pulse-Width-Modulation) con un ancho de pulso variable. La frecuencia de trabajo es de 10 kHz y el ancho de pulso se puede variar desde cero hasta el 100 por ciento. La frecuencia de 10 kHz es establecida por los componentes C1 y R3 y la variación del ancho del pulso se obtiene introduciéndole un voltaje en el pin 4 de 0 a 2.5 voltios (la mitad del voltaje de alimentación). A continuación la salida del PWM se obtiene en los pines 10 y 9, los cuales están conectados a la base del transistor Q3, el cual hace una amplificación de potencia. Experimentalmente se notó que la válvula proporcional KTG1 5A-2S que se pretende instalar en el sistema hidráulico solamente opera para un rango del ciclo útil 80% < δ < 100%, donde δ es la relación Th / T ( Th es el tiempo que demora el pulso alto del PWM y T es el periodo total de la señal ). Con este propósito el voltaje de entrada a la base del transistor Q2 varía solamente desde los 9 Voltios hasta los 10 Voltios, para ello el transistor Q3 y Q4 toman como alimentación la fuente de 10 Voltios proveniente del LM317 y la hacen variar hasta los 9 voltios requeridos según sea la entrada a la base del transistor Q4 proveniente del PLC. Esto significa que cuando el PLC envíe cero Voltios a la base de Q4 el ciclo útil estará en el 80 por ciento y la base estará cerrada, mientras que cuando el PLC envíe 10 voltios a la base del transistor el ciclo útil estará en el 100 % y la válvula estará completamente abierta. 5.5.TACÓMETRO: Como mecanismo sensor fue diseñado un circuito (Figura 5.7) capaz de medir la velocidad a la salida de la caja de reducción con la ayuda de un encoder instalado sobre un piñón de ajuste tal y como se indica en el plano 2 de la sección de anexos. A continuación se ofrece una explicación del circuito que es accionado por la misma fuente de alimentación del Modulo PWM a un voltaje DC de 5V, el cual traduce la información de velocidades rotacionales recogida en el encoder, en un rango de voltajes de 0 a 5 V; para luego ser enviada al modulo de manejo de señales análogas del PLC.

IM 2005-I-40
51
U1
A4N25
0
R251k
Salida tacometro
R261k
+5V
C20.01u
R23100k
R21270
7
U2A
LM358/NS
3
2
84
1+
-
V+
V-
OUT
0
9
U2B
LM358/NS
5
6
84
7+
-
V+
V-
OUT
0
C31u
R22270
12
+5V
1011
0
+5V
R281k
1 6
0
0
R27
10k0
13
3
R19330 0
0
2
+5VR2010k
4
R2410k
5
LM2907N
0
+5V
14
+5V
0
0
8
Figura 5.7 Circuito del Tacómetro
El circuito mostrado en la figura 5.7 representa el sistema de medición de velocidades angulares que se registran a la salida de la caja reductora en el motor hidráulico. Básicamente el optoacloplador envía una señal cuadrada al pin 3 del LM 324 cuya frecuencia es proporcional a la velocidad del motor. Dado que esta señal porta ruido proveniente del entorno en el que se encuentra el sensor – generada por vibraciones mecánicas, variaciones térmicas, etc. – esta señal debe ser comparada con un voltaje de referencia que se obtiene del pin 2 proveniente del divisor resistivo R21 y R22; Seguidamente dicha señal filtrada entra al conversor frecuencia-voltaje el pin 1. C3 y R23 se ajustan para obtener un voltaje óptimo a la salida del LM 2907 y esta señal de salida ingresa a uno de los pines del LM 358, el cual amplifica la señal y se la entrega al PLC.

IM 2005-I-40
52
6. ESQUEMA GENERAL DEL NUEVO SISTEMA DE CONTROL DE VELOCIDAD
Finalmente el esquema general de la figura 6.1, resume el sistema de control no realimentado que controlará el movimiento en el spool de la válvula proporcional solenoide. Este está conformado por el sistema de adecuación de señales ac/dc (con su respectivo transformador, puente de diodos y condensador), cuya señal de salida es introducida al módulo generador de señales on/off (módulo PWM) para suministrar la potencia necesaria a la señal de control proveniente del PLC y de esta forma efectuar la modulación del ancho de pulsos a la señal dc garantizando que el solenoide la válvula sea trabajado apropiadamente. En este mismo esquema se incluye el sensor de velocidad acoplado a la salida del motor hidráulico junto con su encoger, que a través del circuito del tacómetro envía una señal en forma de voltaje para informar al PLC, sobre el estado de funcionamiento de la máquina.
Figura 6.1 Esquema general del sistema de control de velocidad
A partir de esta configuración, el siguiente paso incluirá la respectiva calibración de la máquina para ajustar los parámetros en el control PI que controlará el desempeño del motor para las diferentes condiciones de velocidad, torque y presión a los que sea trabajado. Sin embargo este análisis se escapa de los objetivos hasta ahora alcanzados en el diseño este sistema de control, la mayoría de componentes ya han sido instalados a la máquina.

IM 2005-I-40
53
7. CONCLUSIONES
A pesar de haberse presentado varias complicaciones tanto en la comprensión y diseño del sistema de control, como en la instalación de los diferentes componentes que lo integran, las practicas de instrumentación y diseño de sistemas de control no resultan descabelladas sobre máquinas de procesos continuos y discretos que requieran de esta herramienta. Gracias a la compatibilidad que se pudo obtener entre los diferentes componentes electrónicos que integran el sistema de potencia y de control, los costos del proyecto pudieron ser manejados dentro de un rango considerable que justifican operaciones de control similares en otras máquinas del mismo tipo. Para que la operación de control en el giro del motor hidráulico pueda ser acoplada apropiadamente al resto de la operación de la máquina, es necesario calibrar correctamente las lecturas de velocidades provenientes del tacómetro y mantener un control especial en el mantenimiento del sensor. La tecnología especial de manejo de señales análogas dentro del PLC, también contribuyeron a una reducción considerable en los costos del sistema de control; además la confiabilidad de sus componentes garantiza que las fallas que se puedan presentar en el sistema de control sean ocasionadas por sus componentes externos. La utilización de acoples rápidos en la adecuación de la válvula proporcional solenoide a su respectiva placa de acople, permitió reducir considerablemente los tiempos de montaje de la válvula, así como las pérdidas de fluido hidráulico en el sistema. Esto justifica la razón de su uso frente a su considerable costo.

IM 2005-I-40
54
BIBLIOGRAFIA
BECKWITH, Thomas G., Mechanical Measurements, USA, 1993 5ta Ed. VICKERS, VICKERS INDUSTRIAL HYDRAULICS MANUAL, USA, 1993, 3ra Ed. PESSEN, David W., INDUSTRIAL AUTOMATION Circuit Design and Components, Wiley Interscience, USA, 1976 JACK, HUGH, AUTOMATING MANUFACTURING SYSTEMS with PLcs, Abril 3 2003, Version 4.2 PARKER, Parker Hanifin Corporation – Hydraulic Pump/ Motor Division, Catalog HY13-11553-002/US

IM 2005-I-40
55
ANEXOS
IM 2005-I-40
56

IM 2005-I-40
57

IM 2005-I-40
58

IM 2005-I-40
59

IM 2005-I-40
60

















