
DISEÑO DE UN MOLDE INDUSTRIAL PARA LA INYECCIÓN DE …
72
DISEÑO DE UN MOLDE INDUSTRIAL PARA LA INYECCIÓN DE PA66 Y VALIDACIÓN MEDIANTE ANÁLISIS DE FLUJO DE MATERIAL POR ELEMENTOS FINITOS EN SOFTWARE CAD/CAE ANÍBAL HERNÁN GARCÍA DURÁN OSCAR CAMILO BECERRA MARTÍNEZ UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS FACULTAD TECNOLÓGICA PROYECTO CURRICULAR DE INGENIERÍA MECÁNICA BOGOTÁ, 2021
Transcript of DISEÑO DE UN MOLDE INDUSTRIAL PARA LA INYECCIÓN DE …

DISEÑO DE UN MOLDE INDUSTRIAL PARA LA INYECCIÓN DE PA66 Y
VALIDACIÓN MEDIANTE ANÁLISIS DE FLUJO DE MATERIAL POR
ELEMENTOS FINITOS EN SOFTWARE CAD/CAE
ANÍBAL HERNÁN GARCÍA DURÁN
OSCAR CAMILO BECERRA MARTÍNEZ
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
PROYECTO CURRICULAR DE INGENIERÍA MECÁNICA
BOGOTÁ, 2021

DISEÑO DE UN MOLDE INDUSTRIAL PARA LA INYECCIÓN DE PA66 Y
VALIDACIÓN MEDIANTE ANÁLISIS DE FLUJO DE MATERIAL POR
ELEMENTOS FINITOS EN SOFTWARE CAD/CAE
ANÍBAL HERNÁN GARCÍA DURÁN
OSCAR CAMILO BECERRA MARTÍNEZ
Trabajo de grado presentado bajo la modalidad de monografía para optar al título de
Ingenieros Mecánicos
Docente director:
MARCO ANTONIO VELASCO PEÑA
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
PROYECTO CURRICULAR DE INGENIERÍA MECÁNICA
BOGOTÁ, 2021

PÁGINA DE ACEPTACIÓN
NOTA DE ACEPTACIÓN
_______________________________________
_______________________________________
_______________________________________
_______________________________________
_______________________________________
_______________________________________
_______________________________________
_______________________________________
__________________________________________
MARCO ANTONIO VELASCO PEÑA
Tutor de Proyecto
__________________________________________
JURADO

4
TABLA DE CONTENIDO
1. RESUMEN 10
2. INTRODUCCIÓN 11
3. PLANTEAMIENTO DEL PROBLEMA 12
4. OBJETIVOS 13
4.1. OBJETIVO GENERAL 13
4.2. OBJETIVOS ESPECÍFICOS 13
5. MARCO TEÓRICO Y CONCEPTUAL 14
5.1. SILLA APILABLE MODEL-K 14
5.2. PIEZA A FABRICAR: BLOQUEO-K 14
5.3. ACERCA DEL PROCESO DE INYECCIÓN 15
5.3.1. Procesado de plásticos 15
5.3.2. Moldeo por inyección 15
5.4. ACERCA DEL MOLDE 16
5.4.1. El molde y sus partes 16
6. IDENTIFICACIÓN DE LOS REQUERIMIENTOS DEL MOLDE DE INYECCIÓN 17
6.1. REQUERIMIENTOS DEL CLIENTE 17
6.2. MATRIZ QFD Y FACTORES DE DISEÑO 17
6.3. TIPO DE MOLDE 20
6.4. ALTERNATIVAS PARA EL SISTEMA DE ALIMENTACIÓN 20
6.4.1. Propiedades del material de la pieza e influencia en el proceso inyección 20
6.4.2. Disposición del sistema de alimentación 21
6.4.3. Alternativas de sección para los canales de alimentación 22
6.4.4. Alternativas para el tipo de compuerta de alimentación 23
6.5. ALTERNATIVAS PARA EL SISTEMA DE ENFRIAMIENTO 24
6.5.1. Sistema de enfriamiento en serie 24
6.5.2. Sistema de enfriamiento en paralelo 25
6.6. ALTERNATIVAS PARA EL MATERIAL DE FABRICACIÓN DEL MOLDE 25
6.6.1. AISI 1045 25
6.6.2. AISI 4140 26
6.6.3. AISI P20 27
6.7. MATRIZ MORFOLOGICA Y GENERACIÓN DE CONFIGURACIONES 27

5
6.8. MATRIZ DE DECISIÓN 28
6.9. EQUIPOS DISPONIBLES PARA LA INYECCIÓN 29
7. ESPECIFICACIONES DE DISEÑO A PARTIR DE LOS REQUERIMIENTOS 31
7.1. HOJA DE RUTA PARA EL PROCESO DE DISEÑO 31
7.2. DETERMINACIÓN DE LA POSICIÓN DE LA PIEZA DENTRO DEL MOLDE32
7.3. ANÁLISIS GEOMÉTRICO DE LA PIEZA 35
7.3.1. Selección de plano de partición del molde 36
7.3.2. Número de cavidades y cantidad de piezas a inyectar 38
7.4. CÁLCULOS PARA EL SISTEMA DE ALIMENTACIÓN O INYECCIÓN 39
7.4.1. Casquillo del bebedero 39
7.4.2. Canales de Alimentación 40
7.4.3. Compuertas de Alimentación 41
7.5. CÁLCULOS PARA EL SISTEMA DE REFRIGERACIÓN 42
7.5.1. Tiempo de Enfriamiento 42
7.5.2. Capacidad de enfriamiento 43
7.5.3. Flujo de refrigerante 44
7.5.4. Diámetro de la línea de enfriamiento 44
7.5.5. Profundidad de la línea de enfriamiento 46
7.6. CÁLCULOS PARA EL SISTEMA DE EXPULSIÓN 46
7.6.1. Fuerza de Expulsión 46
7.6.2. Perímetro de los expulsores 47
7.7. CÁLCULOS DE ESPESORES DE PLACAS 48
8. MODELAMIENTO A DETALLE DEL MOLDE 50
8.1. CAVIDAD 50
8.2. MACHO 50
8.3. PORTA CAVIDAD 51
8.4. PORTAMACHO 52
8.5. PATINES 53
8.6. GUÍA INCLINADA 55
8.7. EXPULSION 55
9. SIMULACIÓN 57
9.1. FALLAS PREVENIDAS CON LA SIMULACIÓN 57
9.1.1. Oquedades o marcas de rechupe 57

6
9.1.2. Efecto Diesel 58
9.1.3. Tiempo de llenado inadecuado 59
9.1.4. Líneas de soldadura 59
9.2. PARAMETRIZACIÓN USADA EN LA SIMULACIÓN 60
9.3. TIEMPO DE LLENADO 62
9.4. LÍNEA DE SOLDADURA 63
9.5. GASES ATRAPADOS 63
10. ESTIMACIÓN DE COSTOS 66
10.1. COSTOS DE DISEÑO 66
10.1. COSTOS DE FABRICACIÓN 66
10.2. COSTO TOTAL 68
11. CONCLUSIONES 69
12. ANEXOS 71
13. REFERENCIAS BIBLIOGRÁFICAS 72

7
ÍNDICE DE FIGURAS
Figura 1. Silla apilable Model-K ............................................................................................ 14
Figura 2. Modelo CAD de la pieza suministrado por la empresa .......................................... 145
Figura 3. Ubicación de la pieza en la silla ............................................................................... 15
Figura 4. El molde y sus componentes principales .................................................................. 16
Figura 5. Valores de relación y correlación para matriz QFD ................................................. 18
Figura 6. Dirección de optimización en matriz QFD ............................................................... 18
Figura 7. Matriz QFD .............................................................................................................. 19
Figura 8. Alternativas para el trazado de los canales de alimentación .................................... 21
Figura 9. Canal de Alimentación en I para la disposición seleccionada (Espejo Invertido) ... 22
Figura 10. Secciones transversales comunes en canales de alimentación .............................. 22
Figura 11. Compuerta de Borde ............................................................................................... 23
Figura 12. Compuerta de Lengüeta .......................................................................................... 23
Figura 13. Compuerta de abanico ............................................................................................ 24
Figura 14. Flujo de refrigerante en un sistema de enfriamiento en serie ................................. 25
Figura 15. Flujo de refrigerante en un sistema de enfriamiento en paralelo ............................ 25
Figura 16. Ficha técnica AISI 1045 ......................................................................................... 26
Figura 17. Ficha técnica AISI 4140 ......................................................................................... 26
Figura 18. Ficha técnica AISI P20 ........................................................................................... 27
Figura 19. Matriz morfológica y generación de configuraciones ............................................ 28
Figura 20. Máquina disponible para inyección - CHEN HSONG Mini jet MJ35H ................ 30
Figura 21. Flujograma para la fase de diseño .......................................................................... 31
Figura 22. Opción Distribución #1 .......................................................................................... 33
Figura 23. Opción de Distribución #2...................................................................................... 33
Figura 24. Opción de Distribución #3...................................................................................... 33
Figura 25. Modelo CAD suministrado..................................................................................... 36
Figura 26. Línea de partición placa fija ................................................................................... 36
Figura 27. Línea de partición placa móvil ............................................................................... 37
Figura 28. Línea de partición patín o corredera ....................................................................... 37
Figura 29. Dimensionamiento de bebedero ............................................................................. 39
Figura 30. Área de contacto entre la boquilla de la máquina y el bebedero ............................ 39
Figura 31. Sección transversal canales de alimentación .......................................................... 40
Figura 32. Compuerta prediseñada .......................................................................................... 41
Figura 33. Área transversal de la pieza en contacto con el molde ........................................... 47
Figura 34. Modelo CAD de la Cavidad ................................................................................... 50
Figura 35. Modelo CAD del macho ......................................................................................... 51
Figura 36. Espesor de la compuerta modelada ........................................................................ 51
Figura 37. Modelo CAD de la placa porta cavidad ................................................................. 52
Figura 38. Modelo CAD de la placa porta macho ................................................................... 52
Figura 39. Conjunto porta macho y patín ................................................................................ 53
Figura 40. Ubicación y Diámetro del tope de bola para final de carrera del patín .................. 53
Figura 41. Modelo CAD del patín ........................................................................................... 54

8
Figura 42. Modelo CAD del postizo ........................................................................................ 54
Figura 43. Conjunto Patín-postizo ........................................................................................... 54
Figura 44. Modelo CAD de la guía inclinada .......................................................................... 55
Figura 45. Ubicación de las guías inclinadas en el molde ....................................................... 55
Figura 46. Sistema de Expulsión ............................................................................................. 56
Figura 47. Perforaciones en la placa macho para los expulsores ............................................. 56
Figura 48. Oquedades o marcas de rechupe en piezas inyectadas ........................................... 58
Figura 49. Atrapamiento de gases ............................................................................................ 58
Figura 50. Efecto Diesel .......................................................................................................... 59
Figura 51. Llenado insuficiente de pieza ................................................................................. 59
Figura 52. Línea de soldadura en piezas inyectadas ............................................................... 60
Figura 53. Posicionamiento de las piezas para la simulación .................................................. 60
Figura 54. Selección de cavidades para simulación................................................................. 61
Figura 55. Parametrización de compuertas y canales .............................................................. 62
Figura 56. Simulación de Tiempo de Llenado ......................................................................... 62
Figura 57. Simulación de línea de soldadura ........................................................................... 63
Figura 58. Simulación de gases atrapados ............................................................................... 64
Figura 59. Cavidad rediseñada con los canales de desgasificación ......................................... 64
Figura 60. Macho rediseñado con los canales de desgasificación ........................................... 65
Figura 61. Detalle del canal de desgasificación rediseñado .................................................... 65
9
ÍNDICE DE TABLAS
Tabla 1. Condiciones y propiedades para la inyección de PA66. ...................................... 20
Tabla 2. Matriz de Decisión para las configuraciones propuestas ..................................... 29
Tabla 3. Características de la unidad inyectora a utilizar ................................................. 30
Tabla 4. Opciones propuestas para la distribución de la pieza en el molde ......................... 33
Tabla 5. Ponderación de Criterios de Selección .............................................................. 34
Tabla 6. Ponderación de cada opción en relación a la Facilidad de Fabricación.................. 34
Tabla 7. Ponderación de cada opción en relación a la Ubicación del punto Inyección ......... 34
Tabla 8. Ponderación de cada opción en relación a la Dirección de apertura ...................... 34
Tabla 9. Ponderación de cada opción en relación a la Distribución de Cargas .................... 35
Tabla 10. Ponderación de cada opción en relación a la Optimización de espacio ................ 35
Tabla 11 Ponderación de cada opción en relación a la ubicación de los expulsores ............. 35
Tabla 12 Selección Final de la opción más adecuada ...................................................... 35
Tabla 13. Diámetros comerciales de Acoples ................................................................. 45
Tabla 14. Costos de diseño........................................................................................... 66
Tabla 15. Costo de materiales para la fabricación y valores de referencia .......................... 67
Tabla 16. Costos de Elementos normalizados ................................................................. 67
Tabla 17. Costo de Mecanizado .................................................................................... 68
Tabla 18. Costo global para obtención del molde ........................................................... 68
10
1. RESUMEN
En este trabajo se efectúa la fase de diseño de un molde para la fabricación en serie del elemento
de bloqueo de una silla reclinable, el cual comprende el modelado computacional del sistema
a partir de la pieza de trabajo y su posterior análisis mediante software de ingeniería. La
herramienta verifica a través del método de los elementos finitos la geometría de la pieza y
facilita el diseño identificando las regiones correspondientes para cada cara, filos o bordes
vivos, ángulos y direcciones de desmoldeo adecuados, contrasalidas y otras características de
la pieza a considerar para el correcto diseño del molde.
Adicionalmente, se verifica de manera análoga, el funcionamiento del sistema mecánico
mediante la simulación del proceso de inyección en aspectos como la efectividad en el llenado,
gases atrapados en el molde, caracterización de la línea de unión, velocidades y uniformidad,
entre otros. Finalmente, con los resultados obtenidos en la simulación se retroalimenta el diseño
inicial, reduciendo así, la posibilidad de aparición de defectos en el producto durante la
fabricación.

11
2. INTRODUCCIÓN
El moldeo por inyección es uno de los procesos de conformación de piezas más utilizados en
la industria global, sin embargo, es a su vez uno de los más complejos por el gran número de
condiciones y parámetros que se deben controlar para realizarlo de manera eficiente, de lo
contrario las pérdidas pueden ser significativamente altas. Hoy en día, es posible recurrir a
elementos tecnológicos para asistir el proceso antes, durante y después de que se realiza, un
claro ejemplo son los softwares CAE (Computer Aided-Engineering). En este caso específico,
un software CAE puede dar al diseñador del molde de inyección algunos lineamientos y
observaciones a considerar durante su labor mediante la simulación del flujo de inyección,
verificando desde la confianza de llenado de la cavidad del molde hasta la ubicación de los
gases atrapados en ella.
Conociendo este tipo de tecnologías y algunos casos de éxito en su implementación, la empresa
cliente (Series Seating), busca no solamente contactar un experto para contratar el servicio de
diseño del molde de inyección para el elemento de bloqueo de uno de sus nuevos productos,
sino, además, que este le garantice un nivel de confianza mayor en éste mediante la simulación
del flujo de inyección y tome en consideración los resultados para retroalimentar el diseño
inicial.
Este proyecto expone entonces, las consideraciones y procedimientos que se tuvieron en cuenta
para suplir la necesidad de la empresa cliente, partiendo del modelo digital de la pieza a inyectar
y de los requerimientos establecidos por el cliente, se hace el despliegue de la función de
calidad (QFD) para determinar el concepto de diseño más adecuado para el caso, este pasa a la
fase de diseño de detalle donde se calculan las dimensiones funcionales cruciales del molde
para facilitar, posteriormente, el modelamiento de un primer molde que se retroalimenta y
ajusta con los resultados obtenidos en la simulación del ciclo de inyección. Adicionalmente, el
diseñador incluye un apartado donde se estiman los costos de diseño y fabricación del molde
propuesto.
Se busca que el proyecto constituya un elemento útil para la industria de inyección de plástico
que pretende constantemente mejorar el rendimiento del proceso mediante el uso de nuevas
herramientas y técnicas, si bien se emplean solo algunos de los elementos que puede brindar
un software CAE, es un claro ejemplo e incentivo para su implementación activa durante la
fase de diseño, lo que permite identificar posibles fallas antes de la fabricación, donde la
inversión económica, y por tanto las pérdidas que pueden presentarse, son mucho mayores.

12
3. PLANTEAMIENTO DEL PROBLEMA
La empresa Series Seating comenzó sus operaciones comerciales en 1983 y desde entonces se
han convertido en un modelo innovador y exportador. Su planta de producción está ubicada en
Chía, Cundinamarca y en esta laboran alrededor de 200 personas. La empresa destaca
competitivamente en la industria de los asientos al exportar la mayoría de su producción a
Estados Unidos, donde celebra contratos para el aprovisionamiento de sillas, en su mayoría
diseñadas ergonómicamente, en iglesias, teatros e incluso estadios, estos últimos, aunque
conforman áreas que recientemente suple Series Seating, le han brindado a la empresa una
mayor reputación al cumplir satisfactoriamente con los requerimientos del cliente.
La silla Modelo-K es un modelo desarrollado por la empresa con el que pretenden expandir su
oferta en el sector ejecutivo y se tiene proyectado la comercialización de 5.000 unidades de
este modelo durante su primer año en el mercado. Esta silla apilable cuenta con un sistema de
elevación por gravedad que protege el asiento cuando no está en uso y mejora el
aprovechamiento del espacio en el que se ubiquen. El sistema de bloqueo de este modelo es
activado de manera manual gracias a un componente plástico que está ubicado en los costados
laterales de la estructura de la silla, este elemento recibe el nombre de Bloqueo-K y fue
diseñado por el equipo de desarrollo de Series Seating de tal manera que cumpla y se ajuste a
los requerimientos del modelo-K. También se tuvo en cuenta que este elemento debe ser
fabricado mediante moldeo por inyección de PA66.
Debido a que la empresa Series Seating no se especializa en el diseño de sistemas mecánicos,
requiere el desarrollo del diseño de un molde de inyección que cumpla con las necesidades y
especificaciones de la pieza Bloqueo-K y que además minimice el riesgo de reproceso cuando
se pretenda fabricar.

13
4. OBJETIVOS
4.1. OBJETIVO GENERAL
Diseñar un molde de inyección para la fabricación del elemento de Bloqueo-K de la silla
Modelo-K en la empresa SERIES SEATING.
4.2. OBJETIVOS ESPECÍFICOS
● Identificar los requerimientos de inyección del modelo entregado por el cliente
mediante análisis asistido por software.
● Definir las especificaciones de diseño del molde a partir de los requerimientos
identificados.
● Realizar el diseño de detalle del molde mediante el uso de herramientas CAD.
● Analizar el flujo de material dentro de las cavidades del molde mediante
simulación de la inyección en software CAE.
● Determinar el costo de diseño, y estimar el de manufactura y operación para el
molde de inyección de la pieza.

14
5. MARCO TEÓRICO Y CONCEPTUAL
5.1. SILLA APILABLE MODEL-K
Consiste en un modelo de silla apilable con mecanismo de asiento de elevación por gravedad
(Figura 1. Silla apilable Model-K), diseñado para reuniones ejecutivas, la silla soporta hasta
600 libras en el borde delantero del asiento y hasta 900 libras en el medio del asiento.
Figura 1. Silla apilable Model-K. (Series Seating, 2019)
El sistema patentado de elevación por gravedad de asiento silencioso totalmente cerrado no
requiere ningún mantenimiento y funcionará perfectamente siempre que exista la ayuda de la
gravedad, asegurando que el asiento siempre regrese a una posición constante sin que los dedos
o la ropa queden atrapados.
5.2. PIEZA A FABRICAR: BLOQUEO-K
Este componente de la silla bloquea y libera el sistema de elevación, además tiene que soportar
parte de las cargas sobre el asiento como se muestra en la Figura 3. Ubicación de la pieza en la
silla. (Series Seating, el diseño de la pieza a inyectar fue desarrollado por la empresa cliente y
este cuenta con las especificaciones dimensionales necesarias para que cumpla con las
necesidades de carga y la geometría apropiada para el ensamble con los demás componentes
de la silla, el modelo CAD (Figura 2. Modelo CAD de la pieza suministrado por la empresa.
(Autor de este elemento fue suministrado por la empresa y a partir de este se debe generar el
diseño del molde de inyección.
Figura 2. Modelo CAD de la pieza suministrado por la empresa. (Autor)

15
Figura 3. Ubicación de la pieza en la silla. (Series Seating)
5.3. ACERCA DEL PROCESO DE INYECCIÓN
5.3.1. Procesado de plásticos
Una de las técnicas que más se utilizan para el procesado del plástico es el moldeo por
inyección, este proceso es uno de los más comúnmente utilizados en la industria para la
transformación del plástico y obtención de productos de plástico. Para el moldeo por inyección
de plásticos requieren presiones y temperaturas más elevadas que en cualquier otro proceso de
transformación, pero este proceso garantiza que se obtendrá un producto final con
características idóneas.
5.3.2. Moldeo por inyección
La descripción puntual del moldeo por inyección es inyectar un polímero fundido en un molde
cerrado y frío, donde se solidifica para generar el producto final. La pieza moldeada se obtiene
al enfriarse y abrirse el molde para retirarla. El ciclo de producción consta de las siguientes
fases:
● Cierre del molde
● Avance del grupo de inyección
● Inyección del material en el molde cerrado y frío
● Refrigeración y solidificación del objeto (comienza al terminar la inyección y
dura hasta que empieza la apertura del molde)
● Retroceso del grupo de inyección
● Plastificación del material para el ciclo siguiente
● Apertura del molde y expulsión de la pieza

16
5.4. ACERCA DEL MOLDE
5.4.1. El molde y sus partes
El molde está compuesto por una serie de elementos importantes, como la cavidad para la
colada (canal de plástico que se forma al llenar la cavidad de la pieza), los pines expulsores de
las piezas, la colada y el bebedero (parte de plástico que se forma posterior a la nariz de la
unidad de inyección, a la entrada del molde), así como partes de sujeción y otras de expulsión,
La Figura 4 muestra un diagrama para mayor claridad acerca de su composición:
Figura 4. El molde y sus componentes principales. (Ríos et al., 1999)
El sistema de expulsión puede catalogarse como un subconjunto de partes móviles necesario
para retirar la pieza del molde. Está compuesto por elementos normalizados como los
denominados botadores o expulsores, estos cuentan con tratamientos térmicos que evitan
deformaciones por desgaste o rayado. Además de los botadores, el molde en general cuenta
con diferentes elementos normalizados como tornillos, cáncamo, resortes, racores que deben
ser tenidos en cuenta en el desarrollo del diseño del molde.

17
6. IDENTIFICACIÓN DE LOS REQUERIMIENTOS DEL MOLDE DE
INYECCIÓN
En términos de diseño, y más específicamente, en términos de la calidad de un producto, es de
suma importancia garantizar que el producto propuesto a través del proceso de diseño garantiza
los requerimientos más importantes para el cliente. Teniendo esto en mente, se parte de la
metodología de despliegue de la función calidad, o por sus siglas en inglés QFD (Quality
Function Deployment), para relacionar lo que es importante para el cliente con los factores que
afectan el diseño en sí. Mediante la matriz QFD se identifican entonces aquellos factores
primordiales, los más relevantes durante esta fase y a su vez los que no son tan necesarios e
implicarían solamente un sobrecosto.
Una vez identificados, tanto los requerimientos como los factores de diseño más relevantes, se
revisan las diferentes alternativas que se tienen para cada subsistema del molde. Se selecciona
uno de cada uno en una matriz morfológica para generar posibles configuraciones que cumplan
con los requerimientos y se evalúan mediante una matriz de decisión para determinar cuál de
ellas es la más viable. Se concluye entonces, la fase de diseño conceptual para desarrollar
posteriormente la configuración seleccionada en la fase de diseño de detalle.
6.1. REQUERIMIENTOS DEL CLIENTE
El cliente, como se indicó anteriormente, no solo establece la pieza a fabricar en el molde, sino
que además se encargará de la operación del mismo, determinó los siguientes requerimientos
como los más importantes a garantizar durante la fase diseño del molde, además de asignarle
un puntaje del 1 al 10 para destacar su peso relativo en el producto final:
Fabricación en serie: 7
Inyectado en PA66: 6
Inyección de un par por cierre: 7
Precio de fabricación del molde: 8
Vida útil del molde: 9
Fiabilidad de inyección: 10
Se entiende, entonces, que lo más importante para el cliente es la fiabilidad de inyección, es
decir que al inyectar la pieza esta cuente con un alto nivel de calidad y ajuste a las medidas
requeridas. También es importante para él, que el molde cuente con una vida útil elevada para
garantizar la rentabilidad en su operación, aspecto que también tiene relación con el precio de
fabricación del molde.
6.2. MATRIZ QFD Y FACTORES DE DISEÑO
Como ya se conocen los requerimientos explícitos o las expectativas del cliente en cuanto al
diseño del molde, se establecen ahora las características en el molde que tiene relación en la
consecución de dichos requerimientos. Algunas de estas características, específicamente para
un molde de inyección, son las siguientes:
18
Tamaño
Peso
Materiales
Resistencia
Capacidad
Forma
Precio
Disponibilidad de elementos para fabricación
Facilidad de operación
Rentabilidad
Distribución de canales de alimentación
Disposición de las piezas en el molde
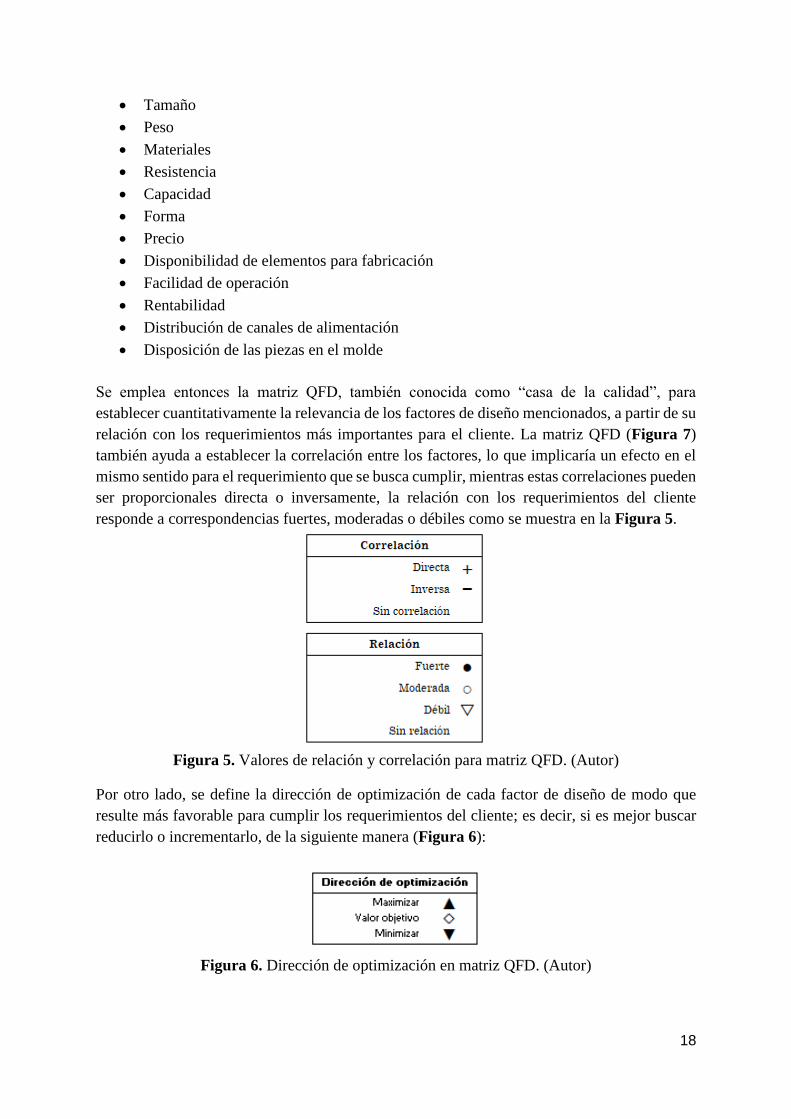
Se emplea entonces la matriz QFD, también conocida como “casa de la calidad”, para
establecer cuantitativamente la relevancia de los factores de diseño mencionados, a partir de su
relación con los requerimientos más importantes para el cliente. La matriz QFD (Figura 7)
también ayuda a establecer la correlación entre los factores, lo que implicaría un efecto en el
mismo sentido para el requerimiento que se busca cumplir, mientras estas correlaciones pueden
ser proporcionales directa o inversamente, la relación con los requerimientos del cliente
responde a correspondencias fuertes, moderadas o débiles como se muestra en la Figura 5.
Figura 5. Valores de relación y correlación para matriz QFD. (Autor)
Por otro lado, se define la dirección de optimización de cada factor de diseño de modo que
resulte más favorable para cumplir los requerimientos del cliente; es decir, si es mejor buscar
reducirlo o incrementarlo, de la siguiente manera (Figura 6):
Figura 6. Dirección de optimización en matriz QFD. (Autor)
19
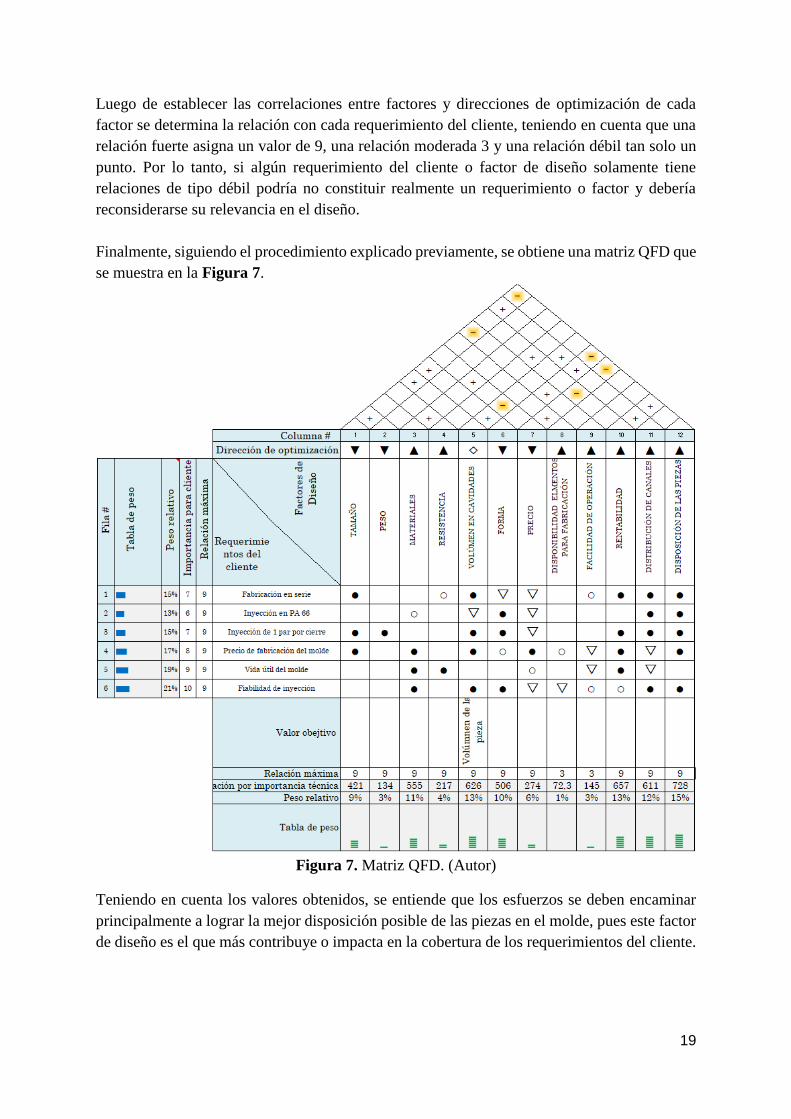
Luego de establecer las correlaciones entre factores y direcciones de optimización de cada
factor se determina la relación con cada requerimiento del cliente, teniendo en cuenta que una
relación fuerte asigna un valor de 9, una relación moderada 3 y una relación débil tan solo un
punto. Por lo tanto, si algún requerimiento del cliente o factor de diseño solamente tiene
relaciones de tipo débil podría no constituir realmente un requerimiento o factor y debería
reconsiderarse su relevancia en el diseño.
Finalmente, siguiendo el procedimiento explicado previamente, se obtiene una matriz QFD que
se muestra en la Figura 7.
Figura 7. Matriz QFD. (Autor)
Teniendo en cuenta los valores obtenidos, se entiende que los esfuerzos se deben encaminar
principalmente a lograr la mejor disposición posible de las piezas en el molde, pues este factor
de diseño es el que más contribuye o impacta en la cobertura de los requerimientos del cliente.

20
6.3. TIPO DE MOLDE
Debido a que la pieza a fabricar cuenta con relieve en todas sus caras un molde convencional
de dos placas no generará la geometría requerida por el cliente es necesario entonces
implementar un molde con correderas (o de 3 placas) que permita generar la geometría lateral
deseada. Un molde de correderas se caracteriza principalmente porque además de las dos placas
principales (macho y hembra) presenta elementos móviles que complementan la línea de cierre
de molde. Dichos elementos se conocen como patines y su movimiento de apertura y cierre se
lleva de manera simultánea con las placas fija y móvil.
6.4. ALTERNATIVAS PARA EL SISTEMA DE ALIMENTACIÓN
En este punto se presentan las alternativas de diseño del sistema de alimentación del molde que
garantizará un flujo adecuado de material dentro de las cavidades y una correcta conformación
de la pieza.
6.4.1. Propiedades del material de la pieza e influencia en el proceso inyección
Para el diseño de un molde, se deben tener en cuenta las propiedades plásticas del material que
se inyectara, su comportamiento y propiedades de flujo. Es necesario además considerar,
durante la selección del material, las propiedades mecánicas del polímero a inyectar, para este
caso, el “nylon 66”.
Propiedades Mecánicas Condiciones y propiedades para la inyección de PA66
Propiedad Valor Unidad Característica Valor Unidad
Densidad 1,14 g/cm3 Secado (12 horas)
Elongación en punto de fluencia 90 MPa Material sellado antes del moldeado No es necesario
Resistencia a rotura por
alargamiento 40 %
Material almacenado en contenedor
abierto* 85 oC
Módulo de elasticidad a la tracción 3300 MPa Material con contenido de humedad >0,2%
** 105 oC
Dureza Brinell 170 MPa *Secado en horno de aire caliente **Secado al vacío
Resistencia al impacto No aplica Temperatura
Propiedades Térmicas Fundido de PA66 Estándar 260-290 oC
Propiedad Valor Unidad Fundido de PA66 en grados reforzados con
vidrio 275-280 oC
Temperatura de Fusión 255 oC Temperatura del molde 80 oC
Temperatura de vitrificación
dinámica 50 oC Evitar temperaturas del fundido superiores a 300 OC
Resistencia a la deformación 100-200 oC Presión de inyección 75-125 Mpa
Temperatura de uso durante poco
tiempo 170-100 oC Velocidad de Inyección Alta
Conductividad calorífica específica 0,23 W/mK Contracción Volumétrica
Capacidad Calorífica 1,7 J/gK PA66 Estándar 1 a 2 %
Coeficiente de dilatación longitud 7 10-5/K PA66 en grados reforzado con vidrio 0,2 a 1 %
Tabla 1. Condiciones y propiedades para la inyección de PA66. (Autor con información de
Autodesk, 2018 y ACP Materials, 2018)

21
El PA66 (también conocido como nylon 66), es un tipo de poliamida que presenta un excelente
balance de propiedades tales como rigidez, resistencia a la temperatura, impacto y abrasión. Es
un material apropiado para sustituir metales debido a su resistencia mecánica elevada, bajo
peso y facilidad de procesamiento. Estas propiedades que se muestran en la Tabla 1 llevaron al
cliente a seleccionar este material para la fabricación de la pieza y solicitar a los ejecutores del
proyecto tomarlo en cuenta en el momento de la simulación, pues a partir de las condiciones
reológicas del producto se obtendrán resultados más exactos y el diseño del herramental será
más preciso.
Otras características que se debe considerar acerca del material de la pieza, en el diseño del
molde, y más específicamente, en la selección de los elementos del sistema de inyección, son
las condiciones que debe cumplir el material para ser inyectado satisfactoriamente. En la Tabla
1, se muestran las propiedades y valores considerados a lo largo de la fase de diseño del
proyecto.
6.4.2. Disposición del sistema de alimentación
La disposición o trazado de los canales de alimentación se relaciona estrictamente con la
cantidad de boquillas con las que cuente la unidad de inyección. En este caso solo se cuenta
con una, por lo que las opciones posibles para la disposición de los canales se muestran en la
Figura 8.
Figura 8. Alternativas para el trazado de los canales de alimentación. (a) Disposición en X,
(b) Disposición en H, (c) Disposición en S, (d) Disposición en I. (Kazmer, 2007)
En la Figura 8 se observa las disposiciones de canales en X (a), en H (b), en S (c) y en I (d).
Considerando la cantidad de piezas a inyectar por cierre (2), la geometría y simetría que poseen
las mismas, el canal de alimentación de equilibrio en I es el que mejor se adapta a la distribución
de las cavidades seleccionadas. Este tipo de disposición presenta un solo canal de alimentación
para cada cavidad, a diferencia de las distribuciones en H y en X, evitando así compuertas
extras que aumentan el trabajo de mecanizado y por consiguiente el precio del molde, además
este tipo de disposición presenta los canales de alimentación más cortos y una alimentación
uniforme que en la disposición en S, por ejemplo. Sin embargo, cabe resaltar que este tipo de
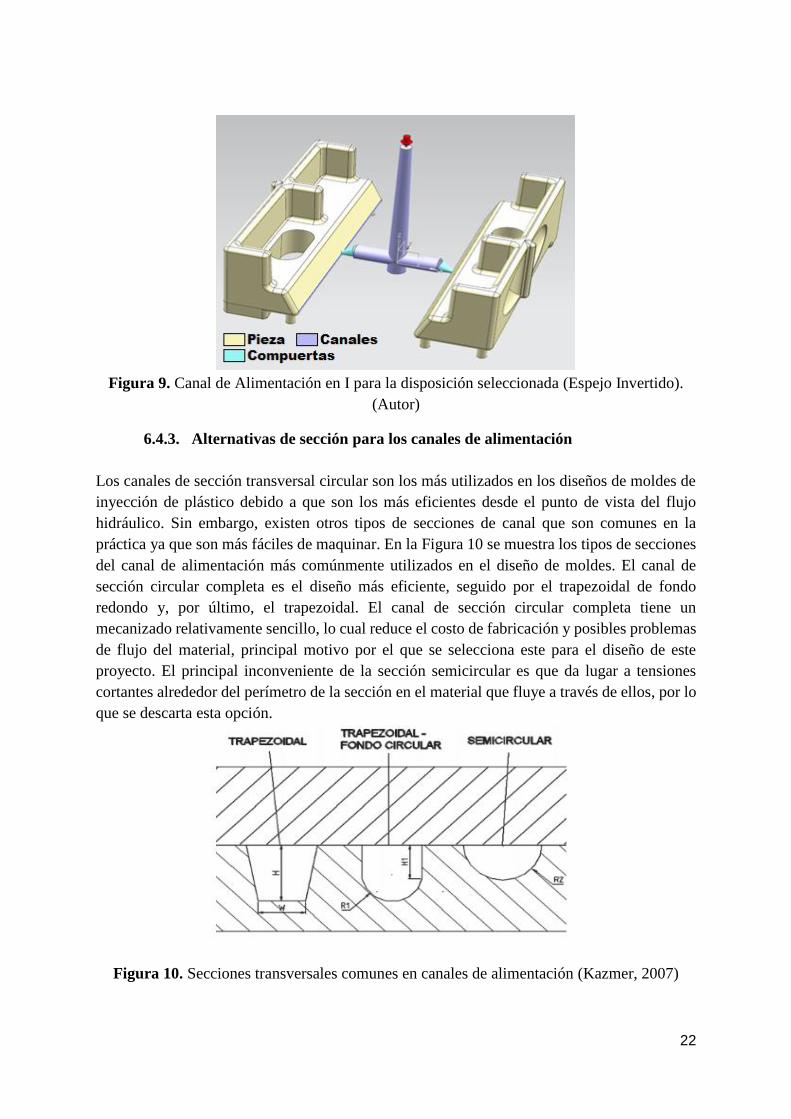
configuración aumenta el tiempo de llenado y disminuye la productividad del sistema. En la
Figura 9 se presenta el canal de alimentación de equilibrio en I aplicado al modelo CAD.
22
Figura 9. Canal de Alimentación en I para la disposición seleccionada (Espejo Invertido).
(Autor)
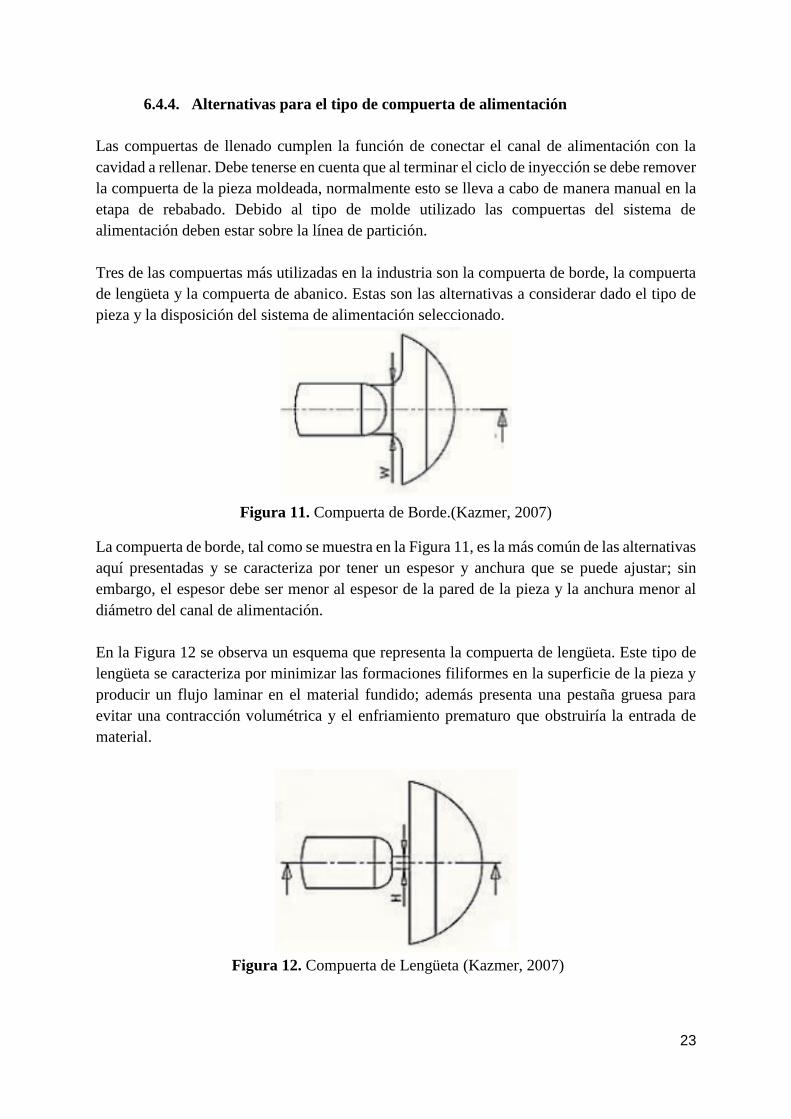
6.4.3. Alternativas de sección para los canales de alimentación
Los canales de sección transversal circular son los más utilizados en los diseños de moldes de
inyección de plástico debido a que son los más eficientes desde el punto de vista del flujo
hidráulico. Sin embargo, existen otros tipos de secciones de canal que son comunes en la
práctica ya que son más fáciles de maquinar. En la Figura 10 se muestra los tipos de secciones
del canal de alimentación más comúnmente utilizados en el diseño de moldes. El canal de
sección circular completa es el diseño más eficiente, seguido por el trapezoidal de fondo
redondo y, por último, el trapezoidal. El canal de sección circular completa tiene un
mecanizado relativamente sencillo, lo cual reduce el costo de fabricación y posibles problemas
de flujo del material, principal motivo por el que se selecciona este para el diseño de este
proyecto. El principal inconveniente de la sección semicircular es que da lugar a tensiones
cortantes alrededor del perímetro de la sección en el material que fluye a través de ellos, por lo
que se descarta esta opción.
Figura 10. Secciones transversales comunes en canales de alimentación (Kazmer, 2007)
23
6.4.4. Alternativas para el tipo de compuerta de alimentación
Las compuertas de llenado cumplen la función de conectar el canal de alimentación con la
cavidad a rellenar. Debe tenerse en cuenta que al terminar el ciclo de inyección se debe remover
la compuerta de la pieza moldeada, normalmente esto se lleva a cabo de manera manual en la
etapa de rebabado. Debido al tipo de molde utilizado las compuertas del sistema de
alimentación deben estar sobre la línea de partición.
Tres de las compuertas más utilizadas en la industria son la compuerta de borde, la compuerta
de lengüeta y la compuerta de abanico. Estas son las alternativas a considerar dado el tipo de
pieza y la disposición del sistema de alimentación seleccionado.
Figura 11. Compuerta de Borde.(Kazmer, 2007)
La compuerta de borde, tal como se muestra en la Figura 11, es la más común de las alternativas
aquí presentadas y se caracteriza por tener un espesor y anchura que se puede ajustar; sin
embargo, el espesor debe ser menor al espesor de la pared de la pieza y la anchura menor al
diámetro del canal de alimentación.
En la Figura 12 se observa un esquema que representa la compuerta de lengüeta. Este tipo de
lengüeta se caracteriza por minimizar las formaciones filiformes en la superficie de la pieza y
producir un flujo laminar en el material fundido; además presenta una pestaña gruesa para
evitar una contracción volumétrica y el enfriamiento prematuro que obstruiría la entrada de
material.
Figura 12. Compuerta de Lengüeta (Kazmer, 2007)

24
Figura 13. Compuerta de abanico (Kazmer, 2007)
De manera opuesta a la compuerta de borde, la compuerta de abanico (Figura 13) posee una
anchura mayor al diámetro del canal con una reducción en su espesor conforme se acerca a la
cavidad de la pieza, es la que mejor reduce tensiones en el flujo de material y usualmente es
fácil de remover de la pieza final dada la delgadez de la rebaba resultante.
En aras de conservar las medidas propuestas por la empresa cliente para la pieza, se selecciona
la compuerta de lengüeta para el diseño de este proyecto, pues además de evitar la obstrucción
de material en la pieza el flujo laminar producido previene la contracción volumétrica, y como
consecuencia diferencia en las medidas de la pieza terminada.
6.5. ALTERNATIVAS PARA EL SISTEMA DE ENFRIAMIENTO
Aunque las dimensiones de los canales de refrigeración, el tiempo de refrigeración y el flujo
de refrigerante se determinaran en la sección 7.5, para el diseño conceptual del molde es posible
seleccionar entre un sistema de enfriamiento en serie o en paralelo, a continuación, se explican
brevemente en qué consiste cada uno y sus principales ventajas o inconvenientes.
6.5.1. Sistema de enfriamiento en serie
Con un sistema de enfriamiento en serie, cada núcleo o cavidad recibe el flujo de refrigerante
una tras otra. Considerando el incremento en la temperatura del refrigerante conforme refrigera
cada cavidad, el diferencial de temperatura (refrigerante-pieza) disminuye a lo largo del ciclo
de enfriamiento, por lo que el enfriamiento no se realiza de una manera uniforme en las
cavidades y cuando la cantidad de piezas por ciclo de inyección es alta, la calidad de las piezas
podría no ser la misma. En la Figura 14 se muestra la sección de un molde refrigerado en serie
y un esquema del flujo de refrigerante en él. Considerando que la cantidad de piezas a refrigerar
es baja, y la facilidad de fabricación que brinda este sistema, se selecciona para la fabricación
del molde.

25
Figura 14. Flujo de refrigerante en un sistema de enfriamiento en serie (Menges, 2001)
6.5.2. Sistema de enfriamiento en paralelo
Por otro lado, en un sistema de enfriamiento en paralelo, las cavidades son refrigeradas a través
de un circuito individual, realizando el intercambio de calor con un flujo de refrigerante
proveniente de un canal principal mientras otro canal recolecta el refrigerante ya utilizado.
Aunque todas las cavidades se refrigeran con el mismo refrigerante a la misma temperatura, a
diferencia del sistema de enfriamiento en serie, esta disposición permite una refrigeración
uniforme en las cavidades, además el volumen de refrigerante se divide equitativamente como
se muestra en la Figura 15.
Figura 15. Flujo de refrigerante en un sistema de enfriamiento en paralelo (Menges, 2001)
6.6. ALTERNATIVAS PARA EL MATERIAL DE FABRICACIÓN DEL MOLDE
Entendiendo que la cavidad y el macho deben ser mecanizados en maquinaria CNC (Control
Numérico Computarizado), y que el tiempo de mecanizado de cada parte dependerá del
material a utilizar, al igual que la vida útil del molde (requerimientos del cliente, numeral 6.1),
se hace necesario seleccionar el material desde la fase de diseño, para estimar los costos de
fabricación de manera más precisa, al igual que para calcular el calor a retirar a través del
sistema de enfriamiento. A continuación, se presentan algunos de los materiales más comunes
en la industria para la fabricación de este tipo de moldes y que constituyen las posibles
alternativas para este diseño.
6.6.1. AISI 1045
El AISI 1045 es un acero grado ingeniería de aplicación universal que proporciona un nivel
medio de resistencia mecánica y tenacidad a bajo costo con respecto a los aceros de baja

26
aleación. En comparación con las otras alternativas es la que tendría el costo de fabricación del
molde más económico sin afectar el rendimiento del sistema mecánico, y su obtención en el
mercado es la más sencilla de las opciones. Aunque su vida útil no es la mejor, no se afecta la
rentabilidad en caso de seleccionarse considerando el precio de compra del material como
además de que su maquinabilidad es mayor reduciendo las horas máquina requeridas para la
fabricación. Sus principales propiedades y composición química son como se observa en la
Figura 16.
Figura 16. Ficha técnica AISI 1045 (Compañia General de Aceros, 2020)
6.6.2. AISI 4140
El Acero de denominación AISI 4140 es otra alternativa comúnmente usada en fabricación de
moldes de inyección, aunque menos que el 1045. Este tipo de acero se caracteriza por una alta
resistencia superficial y la estabilidad de sus propiedades cuando se opera a altas temperaturas,
esto gracias al tratamiento térmico al que se somete durante su fabricación, conocido como
temple en aceite. Aunque su costo de obtención es más alto que el 1045, al garantizar una mejor
vida útil en altas temperaturas se convierte en una opción bastante viable también, sin embargo,
la temperatura del molde no es tan alta para la inyección de PA 66, como vimos anteriormente,
se sugiere una temperatura de 80°C, en la que la mayoría de aceros conservan sus propiedades
sin ninguna alteración. En la Figura 17 se indican sus principales propiedades y composición.
Figura 17. Ficha técnica AISI 4140 (Compañia General de Aceros, 2020)

27
6.6.3. AISI P20
A diferencia de los anteriores, el AISI P20 es un acero de grado herramientas especializado en
fabricación de moldes de inyección de plásticos, esto considerando que además de contar con
la resistencia necesaria para garantizar una vida útil apropiada, brinda una pulibilidad
destacable. Consecuentemente, su precio de obtención y procesamiento es el más elevado de
todos, sus propiedades y características corresponden principalmente, a los indicados en la
Figura 18.
Figura 18. Ficha técnica AISI P20 (Aceros SISA, 2012)
Aunque las 3 son buenas opciones, por cuestiones de acabado, copiado y vida útil del molde,
se decide fabricar el molde en Acero AISI P20.
6.7. MATRIZ MORFOLOGICA Y GENERACIÓN DE CONFIGURACIONES
A continuación, se seleccionan combinaciones posibles de cada una de las alternativas
planteadas como posible solución para los puntos críticos durante la fase de diseño, así es
posible seleccionar combinaciones de los mismos y posteriormente evaluar estas
configuraciones en una matriz de decisión y llevar la de mejor rendimiento a la fase de diseño
de detalle.
Las posibles configuraciones del molde, considerando estas funciones, son, como se muestra
en la Figura 19. Matriz morfológica y generación de configuraciones:
Configuración 1: Molde de 3 placas con canales trapezoidales y compuertas de borde
y sistema de enfriamiento en serie fabricado en AISI 4140
Configuración 2: Molde de 3 placas con canales circulares y compuertas de lengüeta
y sistema de enfriamiento en serie fabricado en AISI P20
Configuración 3: Molde de 3 placas con canales trapezoidales de fondo semicircular
y compuertas de abanico y sistema de enfriamiento en paralelo fabricado en AISI 1045

28
Figura 19. Matriz morfológica y generación de configuraciones. (Autor)
6.8. MATRIZ DE DECISIÓN
En una matriz de decisión se comparan las distintas configuraciones generadas en la matriz
morfológica, evaluándolos individualmente por su rendimiento en la consecución de los
requerimientos del cliente, obteniendo así, una matriz como la que se muestra en la Tabla 2.
Los puntajes asignados para cada configuración en la matriz de decisión, dependen
principalmente de las correlaciones establecidas en la matriz QFD y como los subsistemas para
cada configuración los garantizaban a forma de comparación, asignando una puntuación de 1
a 100 para luego multiplicar dicho valor por el peso relativo de cada requerimiento en el diseño
y obtener una calificación general para cada configuración y seleccionar el de mayor valor. Por
ejemplo, el menor precio de fabricación del molde, que depende principalmente del material,
se logra con la configuración 3 (Acero 1045), al buscar reducirlo al mínimo posible, en este
requerimiento es el que mejor cumple la necesidad, sin embargo, es el que menor vida útil
garantiza por lo que es al que menor puntaje se le otorga en relación a los otros 2.
29
MATRIZ DE DECISIÓN
Configuración 1:
Molde de 3 placas con
canales trapezoidales,
compuertas de borde y
sistema de enfriamiento
en serie fabricado en
AISI 4140
Configuración 2:
Molde de 3 placas con
canales semicirculares,
compuertas de lengüeta
y sistema de
enfriamiento en serie
fabricado en AISI P20
Configuración 3:
Molde de 3 placas con canales
trapezoidales de fondo
semicircular, compuertas de
abanico y sistema de
enfriamiento en paralelo
fabricado en AISI 1045
Fabricación en serie 15% 80 80 80
Inyectado en PA 66 13% 60 70 50
Inyección de un par
por cierre 15% 80 80 70
Precio de fabricación
del molde 17% 70 60 90
Vida útil del molde 19% 80 95 70
Fiabilidad de
inyección 21% 60 80 70
Total 430 495 390
Pond. 71,50 78,15 72,30
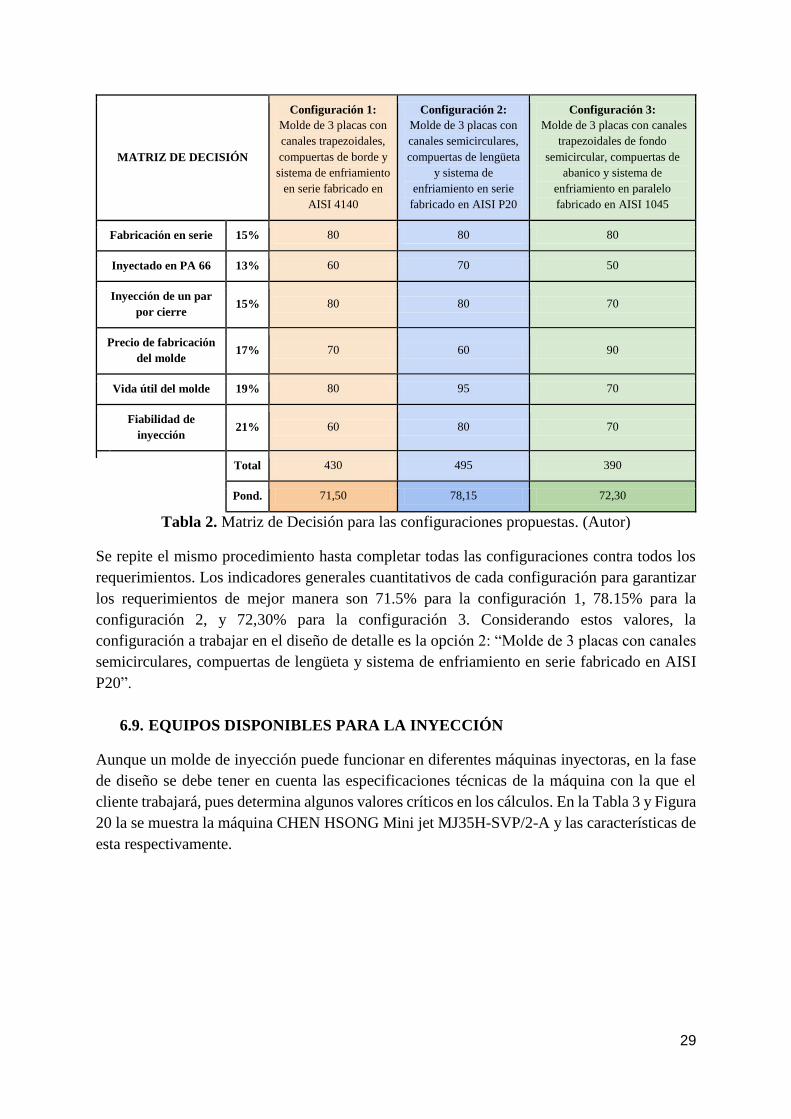
Tabla 2. Matriz de Decisión para las configuraciones propuestas. (Autor)
Se repite el mismo procedimiento hasta completar todas las configuraciones contra todos los
requerimientos. Los indicadores generales cuantitativos de cada configuración para garantizar
los requerimientos de mejor manera son 71.5% para la configuración 1, 78.15% para la
configuración 2, y 72,30% para la configuración 3. Considerando estos valores, la
configuración a trabajar en el diseño de detalle es la opción 2: “Molde de 3 placas con canales
semicirculares, compuertas de lengüeta y sistema de enfriamiento en serie fabricado en AISI
P20”.
6.9. EQUIPOS DISPONIBLES PARA LA INYECCIÓN
Aunque un molde de inyección puede funcionar en diferentes máquinas inyectoras, en la fase
de diseño se debe tener en cuenta las especificaciones técnicas de la máquina con la que el
cliente trabajará, pues determina algunos valores críticos en los cálculos. En la Tabla 3 y Figura
20 la se muestra la máquina CHEN HSONG Mini jet MJ35H-SVP/2-A y las características de
esta respectivamente.

30
Figura 20. Máquina disponible para inyección - CHEN HSONG Mini jet MJ35H (Maquitec
Andina SAS, 2005)
Tabla 3. Características de la unidad inyectora a utilizar (CHEN HSONG, 2005)

31
7. ESPECIFICACIONES DE DISEÑO A PARTIR DE LOS REQUERIMIENTOS
Si bien se identificaron los requerimientos del cliente en el numeral anterior, se hace necesario
definir las especificaciones para el molde que mejor satisfacen dichas necesidades, basados en
las alternativas con las que el diseñador cuenta para garantizar el correcto funcionamiento del
sistema mecánico y que se seleccionaran bajo el estricto criterio y experiencia del diseñador.
7.1. HOJA DE RUTA PARA EL PROCESO DE DISEÑO
El proceso de diseño de detalle del molde será el más importante durante el desarrollo de este
proyecto, por lo cual se hace necesario establecer una ruta de trabajo clara y específica.
Teniendo en cuenta las actividades propuestas para el proyecto y apoyados en la teoría, se
establece el siguiente flujograma (Figura 21) que resume los procesos llevados a cabo en la
fase de diseño del sistema mecánico.
Figura 21. Flujograma para la fase de diseño. (Autor)

32
7.2. DETERMINACIÓN DE LA POSICIÓN DE LA PIEZA DENTRO DEL
MOLDE
Una vez se ha identificado el tipo de molde requerido, la correspondencia entre caras y
cavidades, y las respectivas líneas de partición en el molde se debe determinar en qué posición
se ubicará la pieza inyectada dentro del molde, esto es imperativo teniendo en cuenta que la
orientación influye directamente en la cara por donde se empezará a constituir la pieza durante
el ciclo de inyección, además las dimensiones del molde como tal también se verán afectadas
y a su vez el costo de fabricación por la cantidad de material requerido. Otro aspecto a tener en
cuenta al momento de seleccionar la orientación de la pieza en el molde es la disposición del
bebedero para el llenado considerando que este siempre debe ubicarse sobre la línea de
partición entre las dos placas principales, lo que a su vez influye en las dimensiones y
orientación de las correderas complementando así el sistema de inyección en el molde.
Si el sistema de alimentación aporta el material en estado fluido, la primera cara en conformarse
será la que se ubique en el costado inferior del molde por efecto de la gravedad, adicionalmente
la orientación de la pieza influye en el proceso de apertura del molde y de expulsión de la
misma. Cuando se seleccionen los elementos móviles (macho, cavidad o postizos) se
establecerá a su vez la guía inclinada que permitirá el desplazamiento relativo simultáneo de
las piezas que se seleccionen como móviles durante la apertura. Se plantean entonces 3
opciones para la orientación dentro del molde y se evalúa cada una considerando las ventajas
y desventajas que garantizará cada orientación durante el proceso de inyección Tabla 4, lo que
permite seleccionar la más adecuada de una manera más objetiva. Así entonces los criterios de
selección serán los siguientes:
● Facilidad de mecanizado.
● Ubicación del sistema de inyección
● Facilidad y dirección de apertura para los elementos móviles
● Distribución de cargas
● Optimización de espacio en el molde
● Ubicación de expulsores
Una vez establecidos los criterios de selección es necesario ponderarlos teniendo en cuenta que
no todos tienen el mismo peso relativo durante la fase de diseño, por lo que se comparan entre
sí, uno por uno, asignando un valor de 1 en caso de que sea más importante que su competidor,
0 si es menos importante o 0.5 si ambos importan en igual medida (Tabla 5). El mismo
procedimiento y puntuación se utiliza posteriormente para evaluar cada una de las 3 opciones
planteadas en relación a cada criterio de selección como se muestra desde la Tabla 6 hasta la
Tabla 11, de esta manera si el cumplimiento de ese criterio es mejor con una opción que con la
otra obtendrá una puntuación de 1. Finalmente, el puntaje de cada opción se multiplica por el
porcentaje ponderado para ese criterio hasta agotar criterios y opciones. En la Tabla 12 se
promedian estos puntajes para obtener un valor general para cada opción.

33
Opción 1 Opción 2 Opción 3
Figura 22. Opción
Distribución #1
Figura 23. Opción de
Distribución #2
Figura 24. Opción de
Distribución #3
Ventajas:
● Disposición
Simétrica que
facilita la
ubicación del
Sistema de
inyección.
● Cargas
relativamente bien
distribuidas.
Ventajas:
● Ubicación del sistema
de alimentación
favorable
● Facilidad para la
fabricación del molde
● Se evita un
sobredimensionamiento
de las placas.
● Mejor distribución de
elementos móviles en
el molde.
Ventajas:
● Cargas
relativamente bien
distribuidas
● Refrigeración
adecuada de la pieza
inyectada
● Fácil expulsión.
Desventajas:
● Apertura de
Elementos móviles
desfavorable.
● Dimensiones de
Placas para moldes
poco prácticos.
● El espacio del
molde no es
aprovechado de la
mejor manera.
● Mecanizado
complejo.
Desventajas:
● La distribución de los
expulsores no es
simétrica
● Mayor cantidad de
material sobre los
elementos móviles que
no favorece la
refrigeración
Desventajas:
● Sistema de
alimentación
compleja.
● Ubicación de
elementos móviles
desfavorables.
● Para poder ubicar
los elementos
móviles pocas
piezas deberían
inyectarse.
Tabla 4. Opciones propuestas para la distribución de la pieza en el molde. (Autor)

34
Criterios de
Evaluación
Facilidad de
Fabricación
Ubicación
Sistema
Inyección
Facilidad y
Dirección
Apertura
Distribución
de Cargas
Optimización
de Espacio en
el molde
Ubicación
de
Expulsores
Sumatoria Ponderación
Facilidad de
Fabricación 1 1 1 1 1 6 28.6%
Ubicación
Sistema
Inyección
0 0.5 1 0 1 3.5 16.7%
Facilidad y
Dirección
Apertura
0 0.5 0 0 1 2.5 11.9%
Distribución
de Cargas 0 0 1 0 1 3 14.3%
Optimización
de Espacio en
el molde
0 1 1 1 1 5 23.8%
Ubicación de
Expulsores 0 0 0 0 0 1 4.8%
Total: 21 100.0%
Tabla 5. Ponderación de Criterios de Selección. (Autor)
Facilidad de Fabricación Opción 1 Opción 2 Opción 3 Sumatoria Ponderación
Opción 1 0 0 1 16.7%
Opción 2 1 1 3 50.0%
Opción 3 1 0 2 33.3%
Total 6 100.0%
Tabla 6. Ponderación de cada opción en relación a la Facilidad de Fabricación. (Autor)
Ubicación Sistema de Inyección Opción 1 Opción 2 Opción 3 Sumatoria Ponderación
Opción 1 0.5 1 2.5 41.7%
Opción 2 0.5 1 2.5 41.7%
Opción 3 0 0 1 16.7%
Total 6 100.0%
Tabla 7. Ponderación de cada opción en relación a la Ubicación del punto Inyección. (Autor)
Facilidad de Apertura Opción 1 Opción 2 Opción 3 Sumatoria Ponderación
Opción 1 0 1 2 33.3%
Opción 2 1 1 3 50.0%
Opción 3 0 0 1 16.7%
Total 6 100.0%
Tabla 8. Ponderación de cada opción en relación a la Dirección de apertura. (Autor)
35
Distribución de Cargas Opción 1 Opción 2 Opción 3 Sumatoria Ponderación
Opción 1 0.5 1 2.5 41.7%
Opción 2 0.5 1 2.5 41.7%
Opción 3 0 0 1 16.7%
Total 6 100.0%
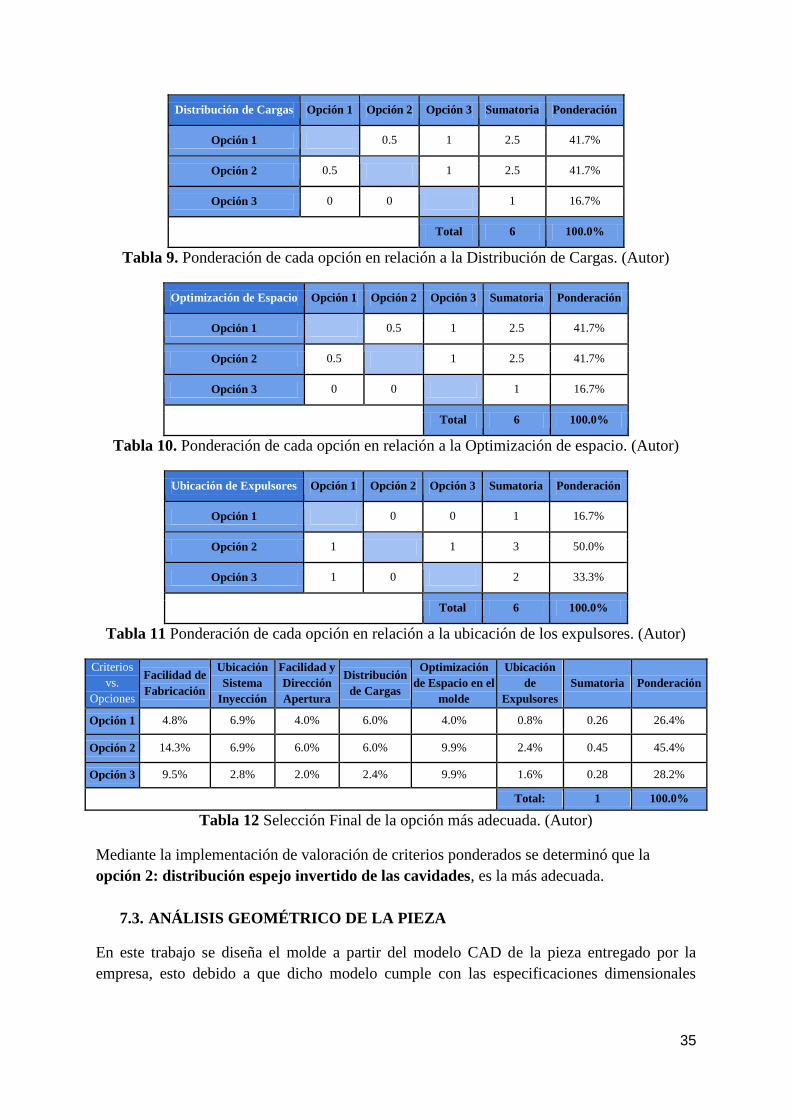
Tabla 9. Ponderación de cada opción en relación a la Distribución de Cargas. (Autor)
Optimización de Espacio Opción 1 Opción 2 Opción 3 Sumatoria Ponderación
Opción 1 0.5 1 2.5 41.7%
Opción 2 0.5 1 2.5 41.7%
Opción 3 0 0 1 16.7%
Total 6 100.0%
Tabla 10. Ponderación de cada opción en relación a la Optimización de espacio. (Autor)
Ubicación de Expulsores Opción 1 Opción 2 Opción 3 Sumatoria Ponderación
Opción 1 0 0 1 16.7%
Opción 2 1 1 3 50.0%
Opción 3 1 0 2 33.3%
Total 6 100.0%
Tabla 11 Ponderación de cada opción en relación a la ubicación de los expulsores. (Autor)
Criterios
vs.
Opciones
Facilidad de
Fabricación
Ubicación
Sistema
Inyección
Facilidad y
Dirección
Apertura
Distribución
de Cargas
Optimización
de Espacio en el
molde
Ubicación
de
Expulsores
Sumatoria Ponderación
Opción 1 4.8% 6.9% 4.0% 6.0% 4.0% 0.8% 0.26 26.4%
Opción 2 14.3% 6.9% 6.0% 6.0% 9.9% 2.4% 0.45 45.4%
Opción 3 9.5% 2.8% 2.0% 2.4% 9.9% 1.6% 0.28 28.2%
Total: 1 100.0%
Tabla 12 Selección Final de la opción más adecuada. (Autor)
Mediante la implementación de valoración de criterios ponderados se determinó que la
opción 2: distribución espejo invertido de las cavidades, es la más adecuada.
7.3. ANÁLISIS GEOMÉTRICO DE LA PIEZA
En este trabajo se diseña el molde a partir del modelo CAD de la pieza entregado por la
empresa, esto debido a que dicho modelo cumple con las especificaciones dimensionales

36
apropiadas para que se ensamble y funciona correctamente con los demás componentes de la
silla.
Figura 25. Modelo CAD suministrado. (Series Seating)
La geometría de la pieza juega un papel importante en la fase de diseño de detalle, al determinar
las dimensiones, morfología y volumen de las cavidades, siendo la selección del plano de
partición en el molde y la estimación del número de cavidades en él, los primeros pasos para
esta fase. En los numerales 7.3.1 y 7.3.2 se atienden de manera más detallada estos procesos.
7.3.1. Selección de plano de partición del molde
El plano de partición es la superficie de contacto entre las partes fija y móvil del molde. Su
función principal es generar el sello de la cavidad del molde y de prevenir fugas de material, la
dirección de la apertura del molde es normal al plano de partición. Para determinar la dirección
de apertura del molde hay dos factores a considerar: la mayor cantidad de superficies debe ser
paralelas al plano de partición y la dirección de apertura debe ser tal que permita extraer las
piezas.
Figura 26. Línea de partición placa fija. (Autor)
En la Figura 26. Línea de partición placa fija. (Autor) se observa en color amarillo el área de
la pieza que se generará a partir de la placa fija, adicionalmente se evidencia la línea de cierre
entre la placa fija y móvil

37
Figura 27. Línea de partición placa móvil. (Autor)
el área de color rojo en la Figura 27. Línea de partición placa móvil. (Autor) corresponde a la
superficie que se generará a partir de la placa móvil. Esta placa junto a la fija tendrá un
movimiento de apertura normal opuesto, pero el conjunto de estas dos placas no será suficiente
para generar la geometría total de la pieza según lo indica el color naranja presente en la Figura
28. En esta figura se presenta este color debido a que el software CAE utilizado determina que
la geometría de esta cara de la pieza no puede conseguirse solo con las dos placas anteriormente
mencionadas por lo tanto es necesario la implementación de un patín o corredera que logre
generar la geometría deseada.
Figura 28. Línea de partición patín o corredera. (Autor)
Para evitar el desgarre de la pieza el patín que generará la geometría de la cara lateral (color
naranja) debe abrir y cerrar de manera simultánea con las placas fija y móvil, pero este tendrá
una dirección de movimiento perpendicular a ellas.
En resumen, el molde requerido considerando la geometría de la pieza a inyectar, contará con
dos líneas de partición y dos direcciones de apertura, constando así de una cavidad, un núcleo,
y un elemento postizo en su lado lateral. Una vez considerado esto se procede a calcular el

38
número de cavidades que se recomienda emplear en el molde, lo que determinará la cantidad
de piezas que se fabricará en el molde por cada ciclo de inyección.
7.3.2. Número de cavidades y cantidad de piezas a inyectar
Cada una de las sillas fabricadas por la empresa requiere de dos bloqueos ubicados en los
costados de la estructura. El número máximo de cavidades que teóricamente el molde podría
contener depende del volumen máximo de inyección en cada cierre de la máquina y del
volumen de las cavidades, es decir:
𝑁1 =𝑆𝑣
𝑀𝑣 Ecuación 1
Dónde:
Sv: Es el volumen de inyección máquina, 43 cm3
Mv: Es el volumen de la cavidad de una sola pieza junto con su canal de alimentación, 10.78
cm3 (cálculo en base al modelo de CAD).
Entonces:
N1 = 3,98
La capacidad de plastificación de la máquina inyectora es otro factor que limita el número
máximo de cavidades, así que:
𝑁2 =(𝑉𝑖/𝜌)
(𝑍∗𝑀𝑣) Ecuación 2
Dónde:
Vi: Capacidad de plastificación de la máquina 55 g/s
ᕵ: Densidad del material a la temperatura de fusión, nylon 66 (PA66).
1,14 g/cm3.
Z: Número de inyecciones que la máquina puede realizar en una unidad de
tiempo, para este caso 1 inyección/s
Mv: Volumen de una sola cavidad, 10.4268 cm3 (cálculo en base al modelo de CAD).
Entonces
N2= 4,63
Ya que el número de piezas que el cliente requiere moldear es de 2, se cumple que:
2 < N1 < N2
Se comprueba que la máquina inyectora es capaz de inyectar dos juegos de piezas
cómo se requiere.

39
7.4. CÁLCULOS PARA EL SISTEMA DE ALIMENTACIÓN O INYECCIÓN
A continuación, se lleva a cabo el dimensionamiento y la comprobación de las alternativas de
diseño seleccionadas anteriormente, utilizando para ello conceptos teóricos y prácticas estándar
en la industria.
7.4.1. Casquillo del bebedero
En la Figura 29 se muestran las dimensiones recomendadas para el casquillo del bebedero. En
la Figura 30 se muestra un esquema representativo del área de contacto entre la boquilla y el
casquillo de bebedero.
Figura 29. Dimensionamiento de bebedero (Menges, 2001)
Figura 30. Área de contacto entre la boquilla de la máquina y el bebedero. (Menges, 2001)
El diámetro del orificio de la boquilla (dN) debe ser 1.5 mm menor que el diámetro del orificio
del casquillo de bebedero (ds)
𝑑𝑆 = 𝑑𝑁 + 1,5 𝑚𝑚 Ecuación 3
Donde:
dS: Es el diámetro del orificio del casquillo de bebedero.
dN : Es el diámetro del orificio de la boquilla de la inyectora, en este caso 3 mm
Entonces:
𝑑𝑠 = 3𝑚𝑚 + 1.5𝑚𝑚 = 4.5 𝑚𝑚

40
El radio de la concavidad esférica del casquillo del bebedero (Rs) debe ser 1mm mayor que el
radio de la superficie esférica correspondiente a la boquilla (RN).
𝑅𝑆 = 𝑅𝑁 + 1 Ecuación 4
Donde:
𝑅𝑠: Radio de la punta de la boquilla de la máquina, 12.5 mm
Entonces:
𝑅𝑠 = 12.5 𝑚𝑚 + 1 = 13.5 𝑚𝑚
El conducto del casquillo de bebedero debe ser cónico con una inclinación de 1 a 4 grados. El
diámetro del orificio de salida a los canales de alimentación (𝑑𝑓) debe ser 1 mm mayor que la
dimensión mayor de la sección transversal del canal de alimentación.
𝑑𝑓 = 𝑆𝑀𝑎𝑥 + 1.0 𝑚𝑚 Ecuación 5
Dónde:
𝑆𝑚𝑎𝑥: Dimensión máxima de la sección del canal (5 mm valor estándar).
Entonces:
𝑑𝑓 = 5𝑚𝑚 + 1.0 𝑚𝑚 = 6 𝑚𝑚
La longitud del casquillo de bebedero depende del espesor de las placas que componen la
estructura del molde.
7.4.2. Canales de Alimentación
Debido a que en numerales anteriores ya se escogió el tipo de geometría para el canal de
alimentación ahora se procede a calcular sus dimensiones. Para esto, se deben considerar tres
aspectos fundamentales de como que el canal debe evitar la pérdida de presión de inyección,
garantizar un desperdicio mínimo de material y un correcto flujo del mismo.
En la Figura 31 se presenta un esquema de la sección transversal circular escogida
anteriormente para los canales de alimentación con sus respectivas dimensiones.
Figura 31. Sección transversal canales de alimentación. (Menges, 2001)

41
Los requerimientos dimensionales mínimos para la sección son los siguientes:
𝐷 = 𝑆𝑚𝑎𝑥 + 1.5 𝑚𝑚 Ecuación 6
Dónde:
𝑆𝑚𝑎𝑥:Espesor máximo de pieza (𝑆𝑚𝑎𝑥 = 4. 054 𝑚𝑚)
Entonces:
𝐷𝑚𝑖𝑛 = 5.554 𝑚𝑚
7.4.3. Compuertas de Alimentación
Esta sección del sistema de alimentación es la que presenta menores dimensiones debido a que
el testigo que produce la misma debe ser removido de la pieza conformada. Este canal debe ser
lo suficientemente pequeño para garantizar el aumento de la temperatura por estrangulamiento
del material al cambiar de sección el material fundido, pero lo suficientemente grande para
evitar alcanzar la velocidad de cizallamiento del material que ocasionarían imperfecciones en
la conformación de la pieza.
Figura 32. Compuerta prediseñada. (Autor)
A continuación, se compara la velocidad de cizallamiento del flujo de material al pasar por el
canal tipo lengüeta diseñado frente a la velocidad de cizallamiento del nylon 66.
𝛾 =2(2+
1
𝑛)𝑉
𝑊ℎ2 Ecuación 7
Dónde:
Ɣ = velocidad de cizallamiento, nylon 66 (PA66) = 35,000 1
𝑠
n: valor característico del material, 𝑛 = 0,346

42
V: volumen del total del material que atravesara la compuerta, 𝑉 = 9,948 𝑐𝑚3
W y h: Son las dimensiones de la sección de la compuerta (Ancho y alto respectivamente)
𝛾=2(2+
1
0,346) 9,948 𝑐𝑚3
3𝑚𝑚 ∗ 1𝑚𝑚2= 32.431
1
𝑠
Se comprueba que la velocidad que alcanza el material por la compuerta es apropiada ya que
está por debajo de la velocidad de cizallamiento admisible del nylon 66.
7.5. CÁLCULOS PARA EL SISTEMA DE REFRIGERACIÓN
Para el diseño de los canales de alimentación se tuvieron los parámetros desarrollados a
continuación.
7.5.1. Tiempo de Enfriamiento
Inicialmente se debe calcular el tiempo de enfriamiento de la pieza y del canal de alimentación,
teniendo en cuenta la ecuación de conducción para poder determinar estos valores se utilizan
las siguientes ecuaciones:
𝑇𝑒𝑝𝑖𝑒𝑧𝑎 =ℎ2
𝜋2𝛼𝑙𝑛 (
4
𝜋
𝑇𝑓𝑢𝑠𝑖𝑜𝑛−𝑇𝑟𝑒𝑓𝑟𝑖𝑔𝑒𝑟𝑎𝑛𝑡𝑒
𝑇𝑒𝑥𝑝𝑢𝑙𝑠𝑖ó𝑛−𝑇𝑟𝑒𝑓𝑟𝑖𝑔𝑒𝑟𝑎𝑛𝑡𝑒) Ecuación 8
𝑇𝑒𝑐𝑎𝑛𝑎𝑙𝑒𝑠 =𝐷2
23,1∗𝛼𝑙𝑛 (1,60 ∗
𝑇𝑓𝑢𝑠𝑖𝑜𝑛−𝑇𝑟𝑒𝑓𝑟𝑖𝑔𝑒𝑟𝑎𝑛𝑡𝑒
𝑇𝑒𝑥𝑝𝑢𝑙𝑠𝑖ó𝑛−𝑇𝑟𝑒𝑓𝑟𝑖𝑔𝑒𝑟𝑎𝑛𝑡𝑒) Ecuación 9
Dónde:
𝑇𝑒𝑝𝑖𝑒𝑧𝑎 y 𝑇𝑒𝑐𝑎𝑛𝑎𝑙𝑒𝑠: tiempo de plastificación en segundos
ℎ: Espesor máximo de la pieza, ℎ = 3,978 𝑚𝑚
𝐷: Diámetro del canal de alimentación, 𝐷 = 5.5 𝑚𝑚
𝛼: difusividad térmica del material, PA66 𝛼 = 8,63𝑥10−8 𝑚2
𝑠
𝑇𝐹𝑢𝑠𝑖𝑜𝑛: Temperatura de fusión del material, PA66 𝛼 = 250 °𝐶
𝑇𝑅𝑒𝑓𝑟𝑖𝑔𝑒𝑟𝑎𝑛𝑡𝑒: temperatura recomendada del refrigerante, PA66 𝑇𝑅𝑒𝑓𝑟𝑖𝑔𝑒𝑟𝑎𝑛𝑡𝑒 = 50 °𝐶
𝑇𝐸𝑥𝑝𝑢𝑙𝑠𝑖ó𝑛: temperatura de deflexión bajo carga, PA 66 𝑇𝐸𝑥𝑝𝑢𝑙𝑠𝑖ó𝑛 = 77°𝐶
Entonces:
𝑇𝑒𝑝𝑖𝑒𝑧𝑎 =(0.003978 𝑚)2
𝜋2 𝑥 8,63𝑥10−8 𝑚2
𝑠 𝑙𝑛 (
4
𝜋
250 °𝐶 − 50°𝐶
77𝐶° − 50°𝐶)
𝑇𝑒𝑝𝑖𝑒𝑧𝑎 = 29,691 𝑠
𝑇𝑒𝑐𝑎𝑛𝑎𝑙𝑒𝑠 =(0.0055 𝑚𝑚)2
23,1 𝑥 8,63𝑥10−8 𝑚2
𝑠 𝑙𝑛 (1.60 ∗
250 °𝐶 − 50°𝐶
77𝐶° − 50°𝐶))

43
𝑇𝐶𝑎𝑛𝑎𝑙𝑒𝑠 = 30,385 𝑠
𝑇𝐶𝑎𝑛𝑎𝑙𝑒𝑠 = 30 𝑠
7.5.2. Capacidad de enfriamiento
Conociendo el tiempo de enfriamiento de la pieza se puede calcular la cantidad de calor que
debe ser removida durante cada ciclo de inyección.
𝑄𝑚𝑜𝑙𝑑𝑢𝑟𝑎𝑠 = 𝑚𝑚𝑜𝑙𝑑𝑢𝑟𝑎𝑠 ∗ 𝐶𝑝 ∗ (𝑇𝑓𝑢𝑠𝑖ó𝑛 − 𝑇𝑒𝑥𝑝𝑢𝑙𝑠𝑖ó𝑛) Ecuación 10
Dónde :
𝑄𝑚𝑜𝑙𝑑𝑢𝑟𝑎𝑠: Cantidad de calor que debe ser removido
𝑀𝑚𝑜𝑙𝑑𝑢𝑟𝑎𝑠: masa cada pieza junto con su canal de alimentación, 15,032 𝑔
𝐶𝑝:calor específico del material, PA66 𝐶𝑝 = 1,5𝐽
𝐾𝑔∗°𝐶
Entonces:
𝑄𝑚𝑜𝑙𝑑𝑢𝑟𝑎𝑠 = 15,032 𝑔 𝑥 1,5𝐽
𝐾𝑔∗°𝐶 𝑥 (250 °𝐶- 77°𝐶)
𝑄𝑚𝑜𝑙𝑑𝑢𝑟𝑎𝑠 = 3900,8 𝑊
la potencia de enfriamiento se define como:
�̇�𝑒𝑛𝑓𝑟𝑖𝑎𝑚𝑖𝑒𝑛𝑡𝑜 =𝑄𝑚𝑜𝑙𝑑𝑢𝑟𝑎𝑠
𝑡𝑒𝑛𝑓𝑟𝑖𝑎𝑚𝑖𝑒𝑛𝑡𝑜 Ecuación 11
Entonces:
𝑄𝐸𝑛𝑓𝑟𝑖𝑎𝑚𝑖𝑒𝑛𝑡𝑜 =3900,8 𝑊
4= 975.2 𝐽
Normalmente el circuito del sistema de refrigeración está compuesto por varias líneas que se
intersecan entre sí. Para evaluar la transferencia de calor de cada línea se aplica la siguiente
fórmula
�̇�𝑙𝑖𝑛𝑒𝑎 =�̇�𝑒𝑛𝑓𝑟𝑖𝑎𝑚𝑖𝑒𝑛𝑡𝑜
𝑛𝑙𝑖𝑛𝑒𝑎𝑠 Ecuación 12
Donde:
nlineas: número de líneas que conforman el circuito, en este caso 4 en cada placa
Entonces:
�̇�𝑙í𝑛𝑒𝑎 =975.2𝑊
4= 243,8
44
7.5.3. Flujo de refrigerante
Mientras el refrigerante transita el circuito de refrigeración este aumenta su temperatura debido
a la transferencia de calor desde el molde hacia el refrigerante, este es un fenómeno indeseable
debido a que reduce la capacidad de disipar el calor. El flujo de refrigerante requerido se calcula
asumiendo un aumento de temperatura adecuado. El aumento de temperatura típico permitido
para el refrigerante es de 1°C. el flujo de refrigerante se puede calcular mediante la siguiente
ecuación:
�̇�𝑟𝑒𝑓𝑟𝑖𝑔𝑒𝑟𝑎𝑛𝑡𝑒 =�̇�𝑙𝑖𝑛𝑒𝑎
𝜌𝑟𝑒𝑓𝑟𝑖𝑔𝑒𝑟𝑎𝑛𝑡𝑒∗𝐶𝑃𝑟𝑒𝑓𝑟𝑖𝑔𝑒𝑟𝑎𝑛𝑡𝑒∗𝛥𝑇𝑟𝑒𝑓𝑟𝑖𝑔𝑒𝑟𝑎𝑛𝑡𝑒
Ecuación 13
Dónde:
𝑉𝑟𝑒𝑓𝑟𝑖𝑔𝑒𝑟𝑎𝑛𝑡𝑒: Flujo volumétrico del refrigerante
𝑃𝑟𝑒𝑓𝑟𝑖𝑔𝑒𝑟𝑎𝑛𝑡𝑒: Densidad de refrigerante, 𝑃𝑟𝑒𝑓𝑟𝑖𝑔𝑒𝑟𝑎𝑛𝑡𝑒 = 1000𝐾𝑔
𝑚3
𝐶𝑃𝑟𝑒𝑓𝑟𝑖𝑔𝑒𝑟𝑎𝑛𝑡𝑒:Calor específico de refrigerante, 𝐶𝑃𝑟𝑒𝑓𝑟𝑖𝑔𝑒𝑟𝑎𝑛𝑡𝑒 = 4200𝐽
𝐾𝑔.°𝐶
𝛥𝑇𝑟𝑒𝑓𝑟𝑖𝑔𝑒𝑟𝑎𝑛𝑡𝑒:variación de la temperatura del refrigerante al pasar por la línea
de enfriamiento, 𝛥𝑇𝑟𝑒𝑓𝑟𝑖𝑔𝑒𝑟𝑎𝑛𝑡𝑒 = 1°𝐶
Entonces:
𝑉𝑟𝑒𝑓𝑟𝑖𝑔𝑒𝑟𝑎𝑛𝑡𝑒 =243,8
𝑗𝑠
1000𝐾𝑔 𝑚3 . 4200
𝐽𝐾𝑔. °𝐶 . 1°𝐶
𝑉𝑟𝑒𝑓𝑟𝑖𝑔𝑒𝑟𝑎𝑛𝑡𝑒 = 5,8047 𝑥10−4 𝑚3
𝑠= 0,58047
𝑙
𝑠
7.5.4. Diámetro de la línea de enfriamiento
El diámetro de la línea de enfriamiento es un parámetro crucial a la hora de diseñar un sistema
de refrigeración eficiente ya que se busca que el refrigerante presente un flujo turbulento. Por
esto, es importante evitar diámetros sobredimensionados que reduzcan la velocidad del
refrigerante y la conformación de un flujo laminar. Para asegurar este tipo de flujo, el número
de Reynolds debe ser mayor a 4,000
Entonces:
𝐷𝑚𝑎𝑥 =4
𝜋∗
𝜌𝑟𝑒𝑓𝑟𝑖𝑔𝑒𝑟𝑎𝑛𝑡𝑒∗𝑉𝑟𝑒𝑓𝑟𝑖𝑔𝑒𝑟𝑎𝑛𝑡𝑒
𝜇𝑟𝑒𝑓𝑟𝑖𝑔𝑒𝑟𝑎𝑛𝑡𝑒∗𝑅𝑒𝑚𝑖𝑛 Ecuación 14
Donde:
𝐷𝑚𝑎𝑥: Diámetro máximo recomendado
𝜇𝑟𝑒𝑓𝑟𝑖𝑔𝑒𝑟𝑎𝑛𝑡𝑒: viscosidad de refrigerante,𝜇𝑟𝑒𝑓𝑟𝑖𝑔𝑒𝑟𝑎𝑛𝑡𝑒 = 0,0010 𝑃𝑎 ⋅ 𝑠
𝑅𝑒𝑚𝑖𝑛: Número de reynolds mínimo para garantizar flujo turbulento, 𝑅𝑒𝑚𝑖𝑛 = 4000

45
Entonces:
𝐷𝑚𝑎𝑥 =4
𝜋⋅
1000𝐾𝑔𝑚3 ⋅ 5,8047 𝑥10−4
𝑚3
𝑠0,0010 𝑃𝑎 ⋅ 𝑠 ⋅ 4000
= 0,03604 𝑚
𝐷𝑚𝑎𝑥 = 36 𝑚𝑚
El límite inferior para el diámetro de la línea de enfriamiento está limitado por el requerimiento
de una caída de presión máxima. Una caída de presión máxima de 100 KPa es aceptable.
Entonces:
𝐷𝑚𝑖𝑛 = √𝜌𝑟𝑒𝑓𝑟𝑖𝑔𝑒𝑟𝑎𝑛𝑡𝑒∗𝐿𝑙𝑖𝑛𝑒𝑎∗�̇�𝑟𝑒𝑓𝑟𝑖𝑔𝑒𝑟𝑎𝑛𝑡𝑒
2
10∗𝜋∗𝛥𝑃𝑙𝑖𝑛𝑒𝑎
5
Ecuación 15
Donde:
𝐿𝐿í𝑛𝑒𝑎: Longitud de la línea de refrigeración, 𝐿𝐿í𝑛𝑒𝑎 = 1𝑚
𝛥𝑃𝐿í𝑛𝑒𝑎:Caída de presión permitida en la línea, 𝛥𝑃𝐿í𝑛𝑒𝑎 = 100 𝑘𝑃𝑎
Entonces:
𝐷𝑚𝑖𝑛 =√1000
𝐾𝑔𝑚3 ⋅ 1 𝑚 ⋅ (5,8047 𝑥10−4
𝑚3
𝑠 )2
10𝜋 ⋅ 100 𝑘𝑃𝑎
5
= 4,0372 𝑥10−3 𝑚
𝐷𝑚𝑖𝑛 = 4 𝑚𝑚
El diámetro de la línea de enfriamiento se determina teniendo en cuenta los dos diámetros
mínimo y máximo calculados anteriormente, además se debe tener en cuenta el diámetro
comercial disponible de los racores que se instalarán en la entrada y salida del sistema de
refrigeración.
𝐷𝑚𝑖𝑛 < 𝐷𝐿í𝑛𝑒𝑎 < 𝐷𝑚𝑎𝑥
4 𝑚𝑚 < 𝐷𝐿í𝑛𝑒𝑎 < 36 𝑚𝑚
Tabla 13. Diámetros comerciales de Acoples (Herpon herrajes, 2020)

46
𝑫𝑳í𝒏𝒆𝒂 = 6,35𝑚𝑚 = 1/4”
7.5.5. Profundidad de la línea de enfriamiento
Para la determinación de la profundidad del circuito de refrigeración se debe tener en cuenta
que este debe ubicarse lo suficientemente lejos de para evitar la concentración de esfuerzos en
la superficie de las placas, pero lo suficientemente cerca de las cavidades para generar una
mayor transferencia de calor. Según esto, la profundidad de la línea de refrigeración se
recomienda que se encuentre entre:
2𝐷𝑙𝑖𝑛𝑒𝑎 < 𝐻𝑙𝑖𝑛𝑒𝑎 < 5𝐷𝑙𝑖𝑛𝑒𝑎 Ecuación 16
Entonces:
𝐻𝐿í𝑛𝑒𝑎 = 15 𝑚𝑚
7.6. CÁLCULOS PARA EL SISTEMA DE EXPULSIÓN
A continuación, se desarrollan los cálculos correspondientes a la definición de los expulsores
que conforman el sistema.
7.6.1. Fuerza de Expulsión
La fuerza necesaria para expulsar la pieza a través del golpe de los expulsores dependerá de la
fuerza normal entre la pieza y la cavidad la cual se genera debido a esfuerzos internos que
existen en la pieza luego de solidificarse y del área efectiva de contacto entre la pieza y la
cavidad. La fuerza de expulsión para una pieza moldeada se calcula utilizando la fórmula
presentada a continuación:
𝐹𝑒𝑥𝑝 = 𝑢𝑠 ∗ 𝑐𝑜𝑠 𝜑 ∗ 𝐸 ∗ 𝐶𝑇𝐸 ∗ (𝑇𝑠𝑜𝑙𝑖𝑑𝑖𝑓𝑖𝑐𝑎𝑐𝑖ó𝑛 − 𝑇𝑒𝑥𝑝𝑢𝑙𝑠𝑖ó𝑛) ∗ 𝐴𝑒𝑓𝑒𝑐𝑡𝑖𝑣𝑎 Ecuación 17
Donde:
𝐹𝑒𝑥𝑝: Fuerza de Expulsión
𝑢𝑠:coeficiente de rozamiento entre el molde y la pieza, 𝑢𝑠 = 0.35
𝜑: Ángulo de desmoldeo de la pieza, 𝜑 = 1°
𝐸: Módulo de elasticidad del material, 𝐸 = 3300 MPa
𝐶𝑇𝐸: Coeficiente de expansión térmica del material, 𝐶𝑇𝐸 = 0.35 𝑥10−5 𝑚
𝑚∗°𝐶
𝑇𝑠𝑜𝑙𝑖𝑑𝑖𝑓𝑖𝑐𝑎𝑐𝑖ó𝑛: 120 °𝐶 𝑇𝑒𝑥𝑝𝑢𝑙𝑠𝑖ó𝑛: 80 °𝐶
𝐴𝑒𝑓𝑒𝑐𝑡𝑖𝑣𝑎: Se considera el área transversal correspondiente a las zonas de contacto de la pieza
con el molde, 𝐴𝑒𝑓𝑒𝑐𝑡𝑖𝑣𝑎 = 0.00272 𝑚2

47
Figura 33. Área transversal de la pieza en contacto con el molde (Autor)
Entonces teniendo en cuenta la ecuación 17:
𝐹𝑒𝑥𝑝 = 0.35 ∗ 𝐶𝑜𝑠 (1°) ∗ 3300 𝑥 106 𝑁
𝑚2 ∗ 0.35 𝑥10−5 𝑚
𝑚∗°𝐶∗ (120°𝐶 − 80°𝐶) ∗
0.00272 𝑚2
𝐹𝑒𝑥𝑝 = 439,75 𝑁
7.6.2. Perímetro de los expulsores
Una vez que se han calculado las fuerzas en el molde, el siguiente paso es determinar el área
total en la que dicha fuerza será aplicada en las piezas moldeadas. Existe una mínima área que
se requiere para evitar un excesivo esfuerzo de compresión en los componentes de expulsión,
así como un excesivo esfuerzo de corte en las piezas moldeadas.
𝐴𝑒𝑥𝑝𝑢𝑙𝑠𝑜𝑟𝑒𝑠 >𝐹𝑒𝑥𝑝
𝜎𝑙í𝑚𝑖𝑡𝑒 𝑎 𝑙𝑎 𝑓𝑎𝑡𝑖𝑔𝑎 Ecuación 18
Donde:
𝐴𝑒𝑥𝑝𝑢𝑙𝑠𝑜𝑟𝑒𝑠: Área total de expulsores para una pieza
𝐹𝑒𝑥𝑝: Fuerza de expulsión, 𝐹𝑒𝑥𝑝 = 439,75 𝑁
𝜎𝑙í𝑚𝑖𝑡𝑒 𝑎 𝑙𝑎 𝑓𝑎𝑡𝑖𝑔𝑎: límite de resistencia a la fatiga de los expulsores, 𝜎𝑙í𝑚𝑖𝑡𝑒 𝑎 𝑙𝑎 𝑓𝑎𝑡𝑖𝑔𝑎 =
291 𝑀𝑃𝑎
Entonces:
𝐴𝑒𝑥𝑝𝑢𝑙𝑠𝑜𝑟𝑒𝑠 >439,75 𝑁
291𝑥106 𝑁
𝑚2
= 1,511𝑥10−6 = 1,51 𝑚𝑚2
Si para efectos de cálculo mínimo se asume un solo expulsor por pieza, entonces se tiene que:
𝐷𝑚𝑖𝑛𝑒𝑥𝑝𝑢𝑙𝑠𝑜𝑟𝑒𝑠 = √
4
𝜋∗
𝐴𝑒𝑥𝑝𝑢𝑙𝑠𝑜𝑟𝑒𝑠
𝑛 Ecuación 19

48
Donde:
𝑛: número de expulsores
Entonces:
𝐷𝑚𝑖𝑛𝑒𝑥𝑝𝑢𝑙𝑠𝑜𝑟𝑒𝑠 = √
4
𝜋∗
1,51 𝑚𝑚2
1= 1,38 𝑚𝑚
7.7. CÁLCULOS DE ESPESORES DE PLACAS
Durante el ciclo de inyección se generan esfuerzos cortantes o de flexión sobre la placa inferior
principalmente, por lo que se emplea una placa adicional que soporte dichas cargas denominada
contra placa o sufridera. El espesor mínimo para esta placa se puede determinar mediante la
expresión 21:
𝐻 = √𝑛∗𝐹𝑐𝑖𝑒𝑟𝑟𝑒∗𝐿𝑣𝑖𝑔𝑎
𝑊∗𝑆𝑦 Ecuación 20
Dónde:
𝑛: Factor de seguridad de la viga, para este análisis, en este caso n=1.5
𝐿𝑣𝑖𝑔𝑎: Es la longitud total de la viga entre apoyos, en este caso 𝐿𝑣𝑖𝑔𝑎= 0,13 m
𝑊: Ancho de la viga, en este caso la distancia entre guías en el plano opuesto al de los
apoyos; 𝑊 =0,135 m
𝑆𝑦:Límite de fluencia del material, para el acero AISI 1045, 𝑆𝑦 =647 MPa
Como se desconoce la fuerza experimentada en las cavidades durante la inyección del material
se proyectan las áreas de las cavidades sobre la placa inferior, y conociendo la presión a la que
se inyecta normalmente el PA66 (ver sección 6.4.1) es posible establecer la siguiente relación:
𝐹𝑐𝑖𝑒𝑟𝑟𝑒 = 𝑃𝑖𝑛𝑦𝑒𝑐𝑐𝑖ó𝑛 ∗ 𝐴𝑝𝑟𝑜𝑦𝑒𝑐𝑡𝑎𝑑𝑎 Ecuación 21
𝐴𝑝𝑟𝑜𝑦𝑒𝑐𝑡𝑎𝑑𝑎 = 𝐴𝑐𝑎𝑣𝑖𝑑𝑎𝑑𝑒𝑠 + 𝐴𝑐𝑎𝑛𝑎𝑙𝑒𝑠 Ecuación 22
A su vez:
𝐴𝑐𝑎𝑣𝑖𝑑𝑎𝑑𝑒𝑠 = 2 ∗ 𝐴𝑐𝑎𝑣𝑖𝑑𝑎𝑑
Si por el software es posible proyectar la curva que genera cada cavidad y se obtiene:
𝐴𝑐𝑎𝑣𝑖𝑑𝑎𝑑 = 1278.822 𝑚𝑚2, entonces:
𝐴𝑐𝑎𝑣𝑖𝑑𝑎𝑑𝑒𝑠 = 2557.644 𝑚𝑚2
Por otro lado, el área proyectada por los canales se puede determinar mediante:
𝐴𝑐𝑎𝑛𝑎𝑙𝑒𝑠 = 𝐷𝑐𝑎𝑛𝑎𝑙 ∗ 𝐿𝑐𝑎𝑛𝑎𝑙
49
Si se sabe que el canal es de 6 mm de diámetro y de 27 mm de longitud, se obtiene:
Acanales = 6 mm ∗ 27mm = 162 mm2
Con esto el área proyectada total, desde la ecuación 22 es:
Aproyectada = 2557.644mm2 + 162mm2 = 2719.644mm2
Llevándolo a metros:
Aproyectada = 0.00272 m2
Reemplazando en la ecuación 22:
Fcierre = 125000000 N
m2∗ 0.00272m2 = 340000 N
Se conoce así, que la fuerza de cierre está alrededor de 34.7 Toneladas, sin embargo, por
motivos prácticos se usa su equivalente en Newtons para sustituirlo en la ecuación 21:
H = √1.5 ∗ 340000N ∗ 0.13m
0.135m ∗ 647000000N
m2
= 0.02755 m
Es decir, el espesor calculado y mínimo para operar satisfactoriamente es de 27.55 mm, por
motivos de disponibilidad en el mercado, se usará una placa de 30mm de espesor para la contra
placa o sufridera.

50
8. MODELAMIENTO A DETALLE DEL MOLDE
Teniendo en cuenta los valores calculados en el capítulo anterior y los requerimientos de diseño
identificados en el capítulo 6, se puede proceder con el modelamiento de los elementos que
conforman el molde en el software CAD. El diseño de cada uno de los elementos debe hacerse
teniendo en cuenta la facilidad de fabricación y que todas las piezas diseñadas formaran parte
de un conjunto de componentes que deben ensamblarse de manera precisa.
8.1. CAVIDAD
Para desarrollar el diseño a detalle fue necesario la utilización de la pieza en formato CAD,
luego de establecer la ubicación de la pieza y la línea de partición se estableció la geometría
que correspondería a la placa cavidad, las caras internas se desarrollaron teniendo en cuenta el
ángulo de desmoldeo de 1°. Como se evidencia en la Figura 34 para esta placa también se tuvo
en cuenta diseñar el agujero por donde se introducirá el casquillo del bebedero y el respectivo
circuito de refrigeración el cual según los cálculos del numeral 7.5 está compuesto por
conductos de diámetro 6.35 mm por cuestiones ccomerciales y se ubican a una distancia de por
lo menos 15 mm de distancia medidos desde las caras anexas a la de la perforación.
Se seleccionó tornillería M6 x 25 mm mediante la cual se sujetará la placa cavidad a la tapa del
molde.
Figura 34. Modelo CAD de la Cavidad (Autor en SolidEdge 2020)
8.2. MACHO
Para el diseño de la superficie de la placa macho nuevamente se utiliza la geometría de la pieza
para establecer las respectivas caras. Al igual que la cavidad esta placa requiere la
implementación de una línea de refrigeración con las características definidas en el numeral
7.5, como se observa en Figura 35 el circuito de refrigeración consta de varios conductos que
se intersecan entre sí, es importante aclarar que los agujeros no necesarios que se producirán
para hacer algunas de las perforaciones serán confinados con tapones de aluminio que forzarán
al refrigerante a seguir el circuito de disipación.
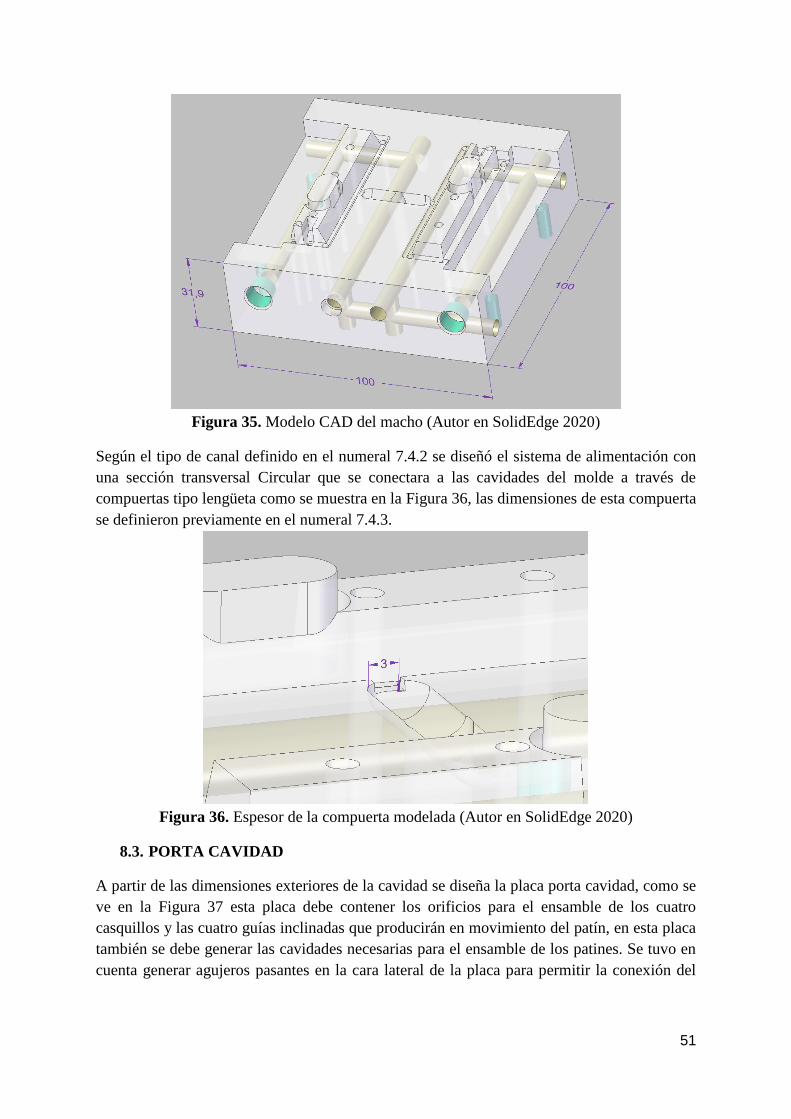
51
Figura 35. Modelo CAD del macho (Autor en SolidEdge 2020)
Según el tipo de canal definido en el numeral 7.4.2 se diseñó el sistema de alimentación con
una sección transversal Circular que se conectara a las cavidades del molde a través de
compuertas tipo lengüeta como se muestra en la Figura 36, las dimensiones de esta compuerta
se definieron previamente en el numeral 7.4.3.
Figura 36. Espesor de la compuerta modelada (Autor en SolidEdge 2020)
8.3. PORTA CAVIDAD
A partir de las dimensiones exteriores de la cavidad se diseña la placa porta cavidad, como se
ve en la Figura 37 esta placa debe contener los orificios para el ensamble de los cuatro
casquillos y las cuatro guías inclinadas que producirán en movimiento del patín, en esta placa
también se debe generar las cavidades necesarias para el ensamble de los patines. Se tuvo en
cuenta generar agujeros pasantes en la cara lateral de la placa para permitir la conexión del
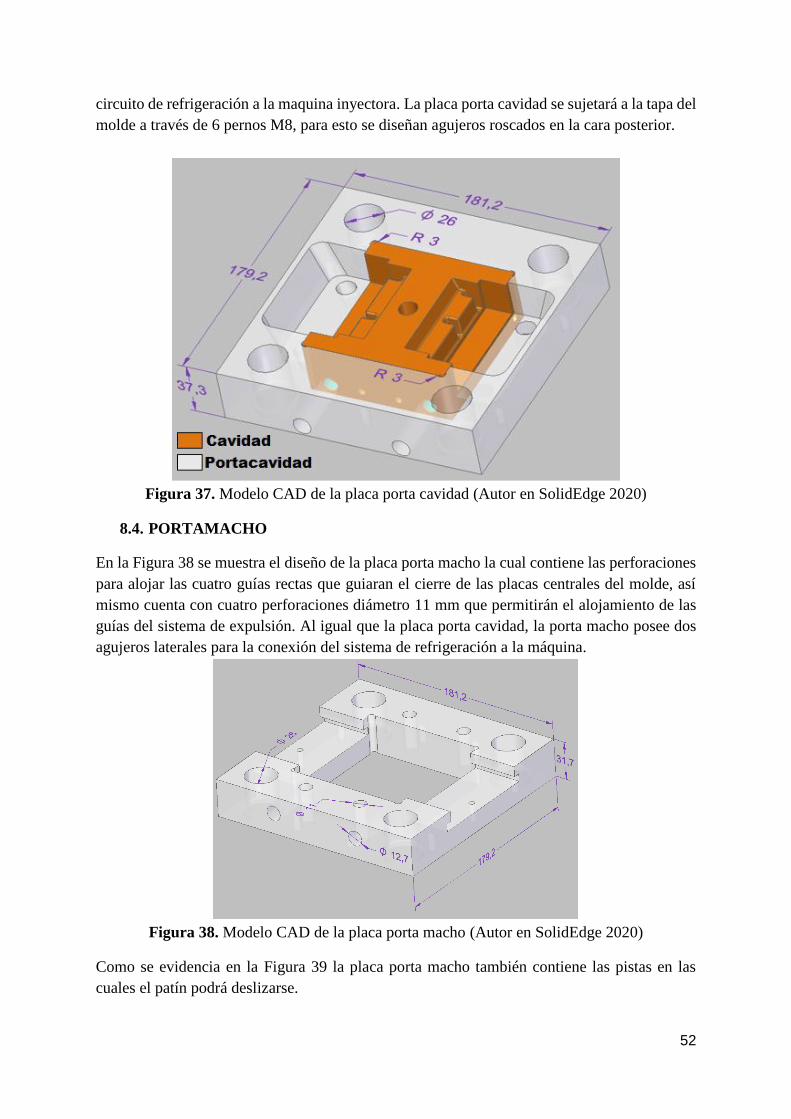
52
circuito de refrigeración a la maquina inyectora. La placa porta cavidad se sujetará a la tapa del
molde a través de 6 pernos M8, para esto se diseñan agujeros roscados en la cara posterior.
Figura 37. Modelo CAD de la placa porta cavidad (Autor en SolidEdge 2020)
8.4. PORTAMACHO
En la Figura 38 se muestra el diseño de la placa porta macho la cual contiene las perforaciones
para alojar las cuatro guías rectas que guiaran el cierre de las placas centrales del molde, así
mismo cuenta con cuatro perforaciones diámetro 11 mm que permitirán el alojamiento de las
guías del sistema de expulsión. Al igual que la placa porta cavidad, la porta macho posee dos
agujeros laterales para la conexión del sistema de refrigeración a la máquina.
Figura 38. Modelo CAD de la placa porta macho (Autor en SolidEdge 2020)
Como se evidencia en la Figura 39 la placa porta macho también contiene las pistas en las
cuales el patín podrá deslizarse.

53
Figura 39. Conjunto porta macho y patín (Autor en SolidEdge 2020)
Para controlar el deslizamiento del patin en el movimiento de apertura del molde se diseña un
agujero en el final del recorrido para el ensable de un tope de bola como se muestra en la Figura
40.
Figura 40. Ubicación y Diámetro del tope de bola para final de carrera del patín (Autor en
SolidEdge 2020)
8.5. PATINES
En la Figura 41 se observa el patín diseñado, este será un elemento móvil que ayudaran a
generar las caras laterales de la pieza, para esto se incorporan en su diseño dos pestañas que
servirán para guiar movimiento del patín en la pista de la placa porta macho. El patín también
contiene una cavidad rectangular que alojara el postizo.
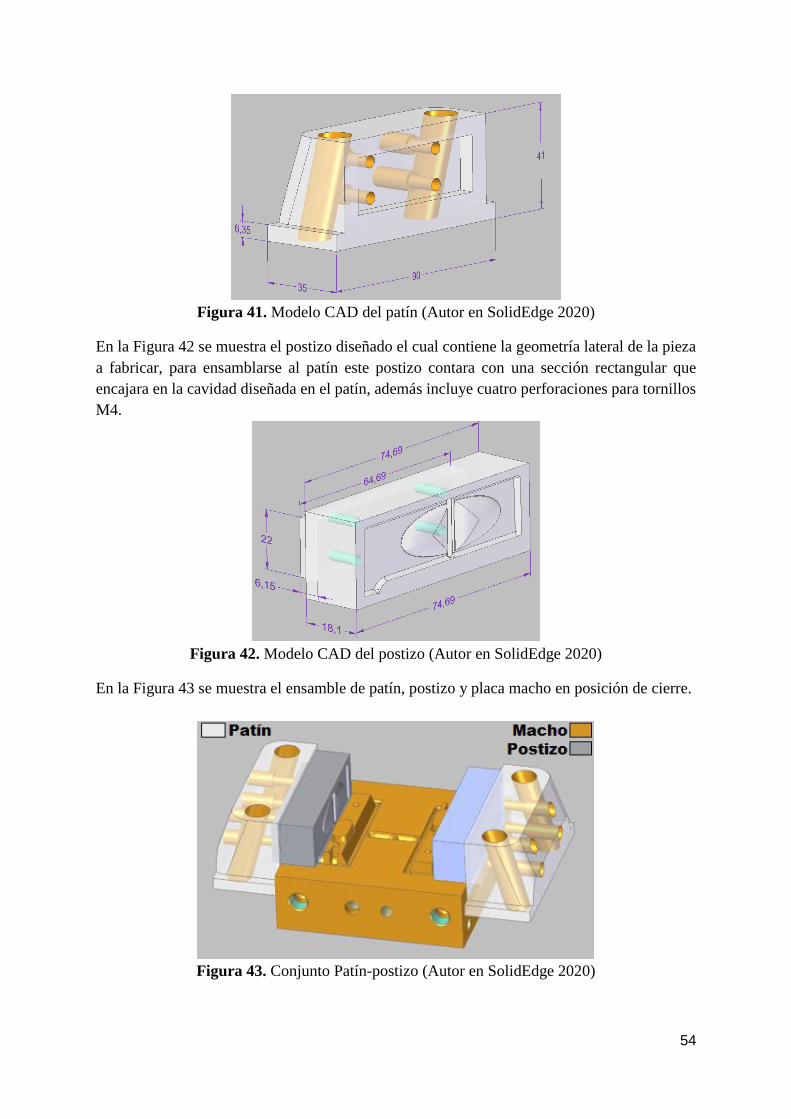
54
Figura 41. Modelo CAD del patín (Autor en SolidEdge 2020)
En la Figura 42 se muestra el postizo diseñado el cual contiene la geometría lateral de la pieza
a fabricar, para ensamblarse al patín este postizo contara con una sección rectangular que
encajara en la cavidad diseñada en el patín, además incluye cuatro perforaciones para tornillos
M4.
Figura 42. Modelo CAD del postizo (Autor en SolidEdge 2020)
En la Figura 43 se muestra el ensamble de patín, postizo y placa macho en posición de cierre.
Figura 43. Conjunto Patín-postizo (Autor en SolidEdge 2020)
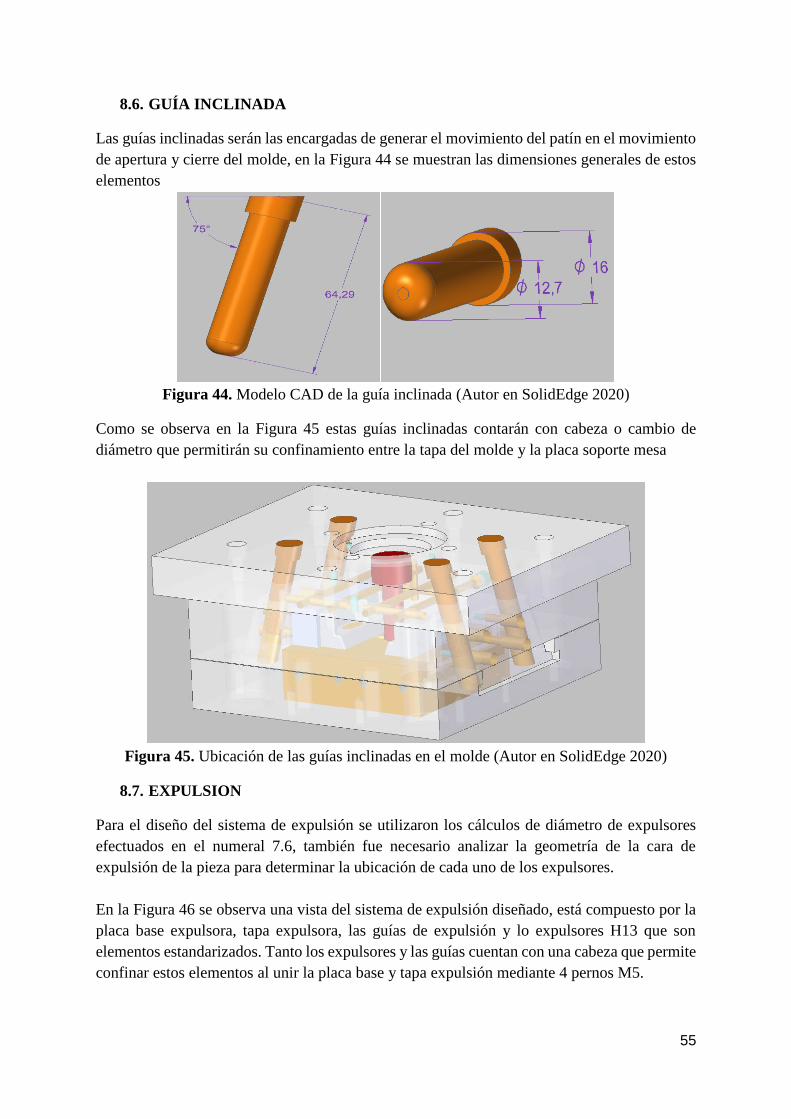
55
8.6. GUÍA INCLINADA
Las guías inclinadas serán las encargadas de generar el movimiento del patín en el movimiento
de apertura y cierre del molde, en la Figura 44 se muestran las dimensiones generales de estos
elementos
Figura 44. Modelo CAD de la guía inclinada (Autor en SolidEdge 2020)
Como se observa en la Figura 45 estas guías inclinadas contarán con cabeza o cambio de
diámetro que permitirán su confinamiento entre la tapa del molde y la placa soporte mesa
Figura 45. Ubicación de las guías inclinadas en el molde (Autor en SolidEdge 2020)
8.7. EXPULSION
Para el diseño del sistema de expulsión se utilizaron los cálculos de diámetro de expulsores
efectuados en el numeral 7.6, también fue necesario analizar la geometría de la cara de
expulsión de la pieza para determinar la ubicación de cada uno de los expulsores.
En la Figura 46 se observa una vista del sistema de expulsión diseñado, está compuesto por la
placa base expulsora, tapa expulsora, las guías de expulsión y lo expulsores H13 que son
elementos estandarizados. Tanto los expulsores y las guías cuentan con una cabeza que permite
confinar estos elementos al unir la placa base y tapa expulsión mediante 4 pernos M5.

56
Figura 46. Sistema de Expulsión (Autor en SolidEdge 2020)
Es importante tener en cuenta que tal como se muestra en la Figura 47 la placa macho debe
contener los agujeros pasantes que permitirán el golpe directo de los expulsores a la pieza.
Figura 47. Perforaciones en la placa macho para los expulsores (Autor en SolidEdge 2020)

57
9. SIMULACIÓN
Una vez caracterizado el sistema de inyección a emplear en el molde es posible llevar a cabo
una simulación del flujo de inyección para validar que la geometría se logra con la disposición
y especificaciones de diseño establecidas en esta ocasión. El software CAE empleado en este
proyecto es EasyFill Advance, una extensión especial del software PLM Siemens NX 11.0 para
moldes de inyección que considera las características reológicas del material a partir de una
librería precargada, y posteriormente, cargando la geometría de la pieza a fabricar, e indicando
la ubicación, dimensión y disposición de los canales y compuertas de alimentación (ver
numerales 6 y 7), simula a través del método de los elementos finitos el ciclo de inyección.
Los resultados de la simulación estudiadas en este proyecto son las de tiempo de llenado, línea
de soldadura y gases atrapados. Estas 3 simulaciones son las más comunes porque permiten
identificar los factores más críticos y brindan el mejor soporte al diseñador para retroalimentar
el diseño inicial.
9.1. FALLAS PREVENIDAS CON LA SIMULACIÓN
La importancia de la simulación del flujo de inyección radica en prevenir o mitigar reprocesos
de ingeniería o diseño en el molde o en el proceso, principalmente por fallas estéticas o
dimensionales que se pueden generar en el producto impactando la calidad y la rentabilidad del
proceso. A continuación, se muestran las principales fallas, cuya posibilidad se reduce a través
de la simulación por software CAE.
9.1.1. Oquedades o marcas de rechupe
Una de las principales fallas en la inyección de plásticos son las deformaciones estéticas
causadas por una deficiencia durante el proceso como insuficiente materia prima o un elevado
gradiente térmico y aunque también puede ser atribuido a un mecanizado erróneo en el molde,
la causa que se puede prevenir o mitigar desde la simulación es el atrapamiento de aire. En la
cavidad se almacena aire luego del cierre del molde para la inyección del material, en caso de
no tener las ranuras de ventilación adecuadas, y considerando la velocidad y presión de
inyección del material, este puede alojarse principalmente en las esquinas de la pieza, evitando
un copiado adecuado de la cavidad, e incluso, en piezas de un espesor bajo podría resultar en
agujeros u oquedades como se muestra en la Figura 48.
Si bien el software no asegura completamente que estas deformaciones existan o no, si permite
predecir las zonas donde existe mayor probabilidad de que se alojen los gases y brinda algunas
recomendaciones basados en la geometría de la pieza para identificar las zonas donde deberían
ubicarse los agujeros desgasificadores y las condiciones de inyección que se pueden controlar
para mitigar su aparición. Los gases se alojan como se muestra en la Figura 49 y además se
observan otras posibles soluciones otorgadas por el software como aumentar el tiempo de
llenado o reducir la velocidad de inyección.

58
Figura 48. Oquedades o marcas de rechupe en piezas inyectadas (Molina, 2016)
Figura 49. Atrapamiento de gases (Autor en Siemens NX 11-EasyFill Advance)
9.1.2. Efecto Diesel
Al igual que las marcas de rechupe, el efecto Diesel se genera principalmente por gases
atrapados en la cavidad, sin embargo, este consiste en quemaduras o marcas negras en la pieza
moldeada dada la presión y temperatura en el material fundido y a que no llena completamente
algunas zonas, comprimiendo el aire e incrementando su temperatura hasta quemar la pieza. El
efecto Diesel se ve como se muestra en la Figura 50, y se soluciona principalmente limitando
las velocidades de inyección y colocando ventilas en los lugares donde aparecen estas
quemaduras.
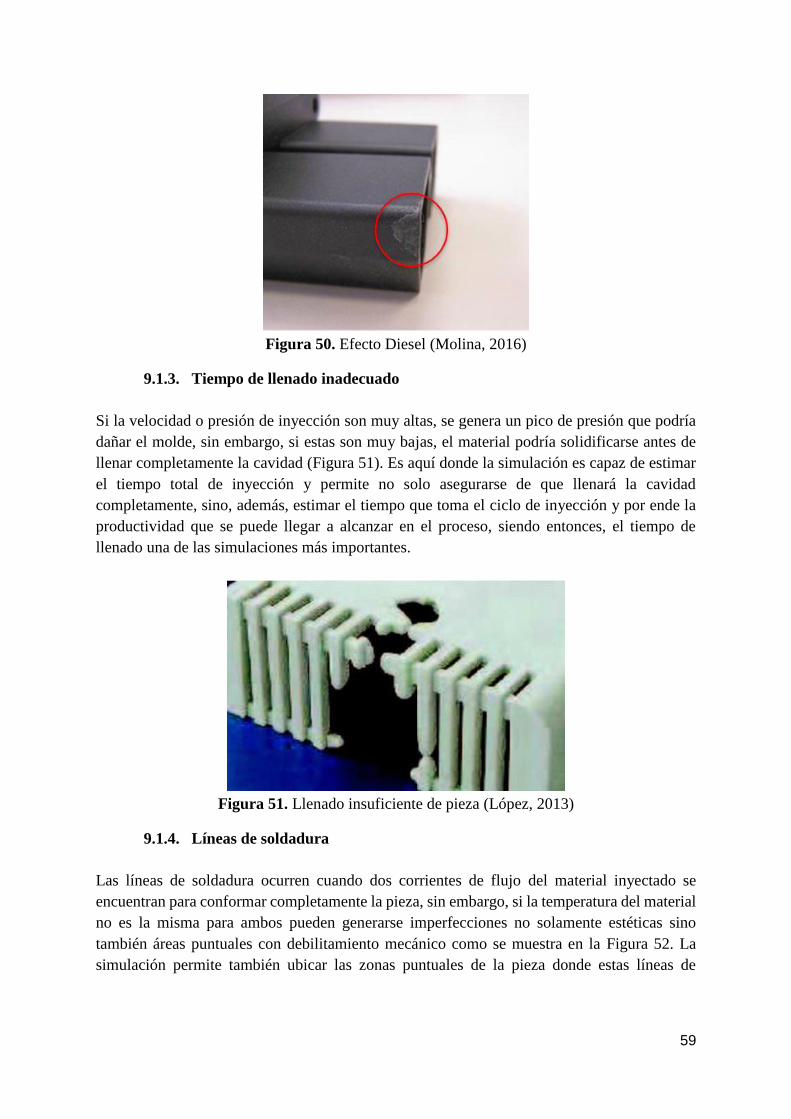
59
Figura 50. Efecto Diesel (Molina, 2016)
9.1.3. Tiempo de llenado inadecuado
Si la velocidad o presión de inyección son muy altas, se genera un pico de presión que podría
dañar el molde, sin embargo, si estas son muy bajas, el material podría solidificarse antes de
llenar completamente la cavidad (Figura 51). Es aquí donde la simulación es capaz de estimar
el tiempo total de inyección y permite no solo asegurarse de que llenará la cavidad
completamente, sino, además, estimar el tiempo que toma el ciclo de inyección y por ende la
productividad que se puede llegar a alcanzar en el proceso, siendo entonces, el tiempo de
llenado una de las simulaciones más importantes.
Figura 51. Llenado insuficiente de pieza (López, 2013)
9.1.4. Líneas de soldadura
Las líneas de soldadura ocurren cuando dos corrientes de flujo del material inyectado se
encuentran para conformar completamente la pieza, sin embargo, si la temperatura del material
no es la misma para ambos pueden generarse imperfecciones no solamente estéticas sino
también áreas puntuales con debilitamiento mecánico como se muestra en la Figura 52. La
simulación permite también ubicar las zonas puntuales de la pieza donde estas líneas de
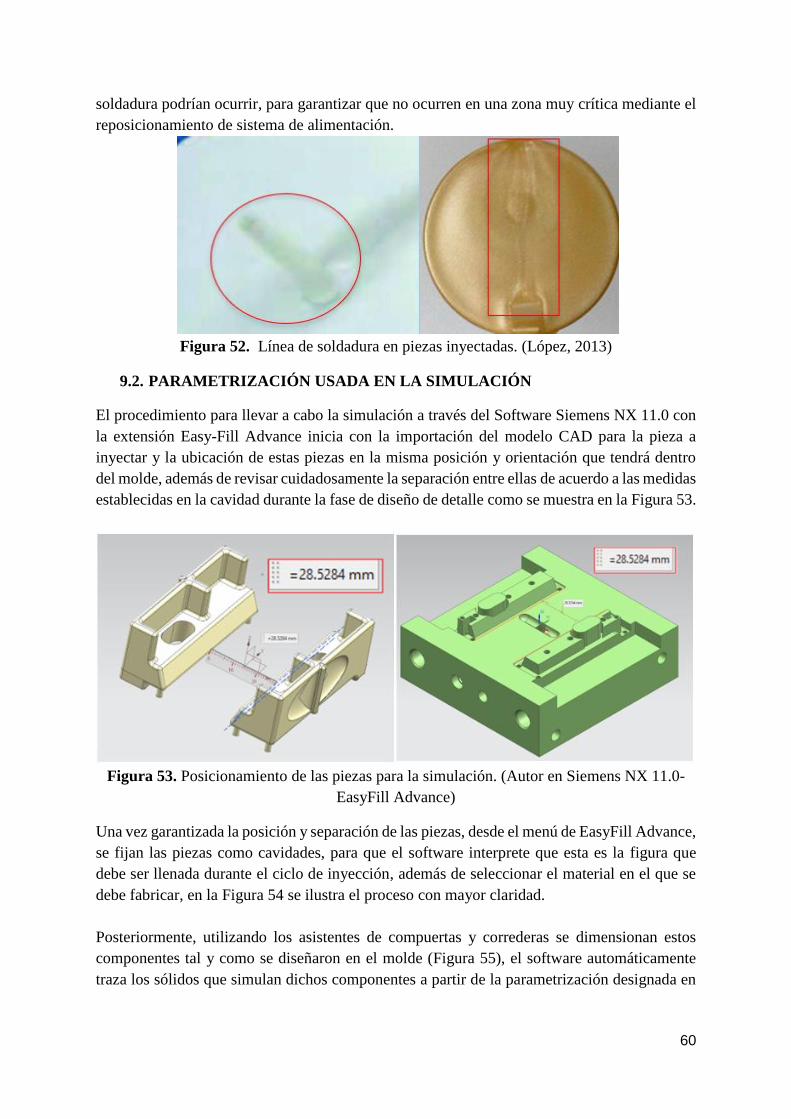
60
soldadura podrían ocurrir, para garantizar que no ocurren en una zona muy crítica mediante el
reposicionamiento de sistema de alimentación.
Figura 52. Línea de soldadura en piezas inyectadas. (López, 2013)
9.2. PARAMETRIZACIÓN USADA EN LA SIMULACIÓN
El procedimiento para llevar a cabo la simulación a través del Software Siemens NX 11.0 con
la extensión Easy-Fill Advance inicia con la importación del modelo CAD para la pieza a
inyectar y la ubicación de estas piezas en la misma posición y orientación que tendrá dentro
del molde, además de revisar cuidadosamente la separación entre ellas de acuerdo a las medidas
establecidas en la cavidad durante la fase de diseño de detalle como se muestra en la Figura 53.
Figura 53. Posicionamiento de las piezas para la simulación. (Autor en Siemens NX 11.0-
EasyFill Advance)
Una vez garantizada la posición y separación de las piezas, desde el menú de EasyFill Advance,
se fijan las piezas como cavidades, para que el software interprete que esta es la figura que
debe ser llenada durante el ciclo de inyección, además de seleccionar el material en el que se
debe fabricar, en la Figura 54 se ilustra el proceso con mayor claridad.
Posteriormente, utilizando los asistentes de compuertas y correderas se dimensionan estos
componentes tal y como se diseñaron en el molde (Figura 55), el software automáticamente
traza los sólidos que simulan dichos componentes a partir de la parametrización designada en

61
la ventana de los asistentes, obteniendo entonces un resultado como el que se muestra en la
Figura 9.
Figura 54. Selección de cavidades para simulación. (Autor en Siemens NX 11.0-EasyFill
Advance)
Luego de definir los principales componentes del sistema de alimentación se inicia el análisis,
seleccionando el nivel de mallado que se desea utilizar, en nuestro caso se usó un mallado de
4, siendo 5 el más alto posible, esto determina el nivel de detalle y la proximidad de la
simulación con el flujo real de inyección, sin embargo, incrementa el tiempo de ejecución del
análisis a requerir mayor número de iteraciones para resolver el modelo por elementos finitos.
Además, para iniciar el análisis el software solicita detalles de las condiciones de inyección
como temperaturas de la colada y del molde y atributos específicos de la unidad inyectora a
utilizar.
Una vez el software completa la simulación los resultados se pueden observar en “Mostrar
resultados”, en la ventana que emerge es posible seleccionar los resultados para el análisis de
nuestra preferencia. En las secciones 9.3, 9.4 y 9.5 se muestran y analizan los más relevantes.
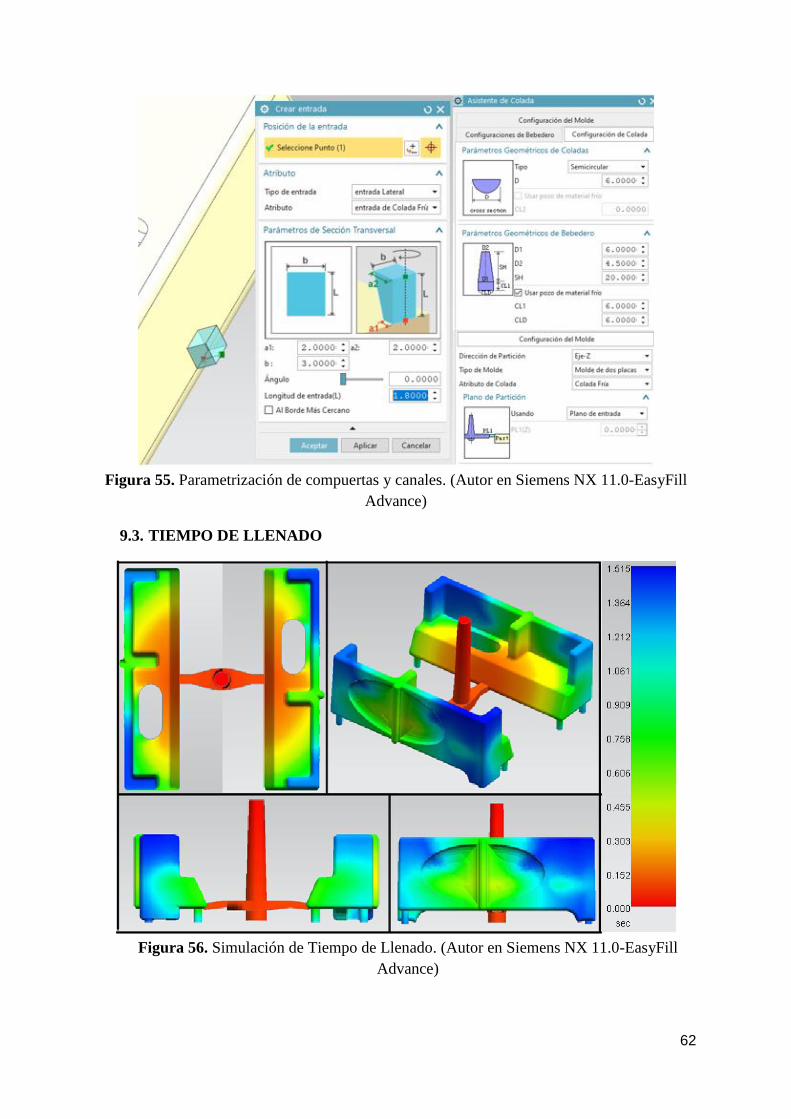
62
Figura 55. Parametrización de compuertas y canales. (Autor en Siemens NX 11.0-EasyFill
Advance)
9.3. TIEMPO DE LLENADO
Figura 56. Simulación de Tiempo de Llenado. (Autor en Siemens NX 11.0-EasyFill
Advance)

63
Se observa en la Figura 56, los resultados obtenidos para la simulación de tiempo de llenado,
es posible, a partir de ella, concluir que toda la cavidad será llenada en su totalidad en un tiempo
de 1.515 segundos, además se evidencia como se conformará la pieza en función del tiempo, a
la derecha de la figura en la escala de color, se denota el tiempo en segundos que le ha tomado
el material para llegar hasta esa zona. Teniendo esto en cuenta, se muestra en color azul oscuro
la última zona que alcanzará el material, con lo que, en caso de no controlarse adecuadamente
la presión, velocidad y temperatura de inyección, esta podría no conformarse
satisfactoriamente. Lo ideal sería desplazar el canal de alimentación hacia ese costado de la
pieza para reducir el tiempo de llenado, sin embargo, debido a la disposición de espejo invertido
de la pieza no es posible realizar esta modificación.
9.4. LÍNEA DE SOLDADURA
Figura 57. Simulación de línea de soldadura. (Autor en Siemens NX 11.0-EasyFill Advance)
En la Figura 57 se observa en color rojo, las líneas sobre las que los flujos de material fundido
se encontrarán completando la geometría de la pieza. Como se mencionó anteriormente, allí se
puede presentar debilitamiento mecánico si el diferencial de temperaturas de los flujos de
material que allí concurren es muy alto, sin embargo, la ubicación de las líneas en este caso no
representa un área sometida a esfuerzos mecánicos muy elevados, por lo que su impacto no es
significativo como para modificar el diseño hasta aquí desarrollado.
9.5. GASES ATRAPADOS
Por último, el atrapamiento de los gases o del aire que prevé el software se muestra en cian en
la Figura 58. Se hace énfasis en las consecuencias que esto puede dejar sobre el proceso y el
producto en las secciones 9.1.1 y 9.1.2, causando desde marcas de rechupe en la pieza hasta
Efecto Diesel en las zonas indicadas, y como se mencionó también en dichas secciones, una de
las posibles soluciones es el diseño de un sistema de desgasificación consistente de canales
para la expulsión del aire atrapado durante el ciclo de cierre previo a la inyección.

64
Figura 58. Simulación de gases atrapados. (Autor en Siemens NX 11.0-EasyFill Advance)
Los resultados de la simulación permiten al diseñador, establecer la ubicación apropiada para
las salidas de gases a implementar como retroalimentación al diseño. En la Figura 59 y la
Figura 60 se muestran respectivamente las placas cavidad y macho con la distribución de
canales de salida de gases diseñado.
Figura 59. Cavidad rediseñada con los canales de desgasificación (Autor en SolidEdge 2020)

65
Figura 60. Macho rediseñado con los canales de desgasificación (Autor en SolidEdge 2020)
Los canales deben permitir salida de los gases atrapados sin generar fugas de material, para
evitar esto la profundidad del canal debe de estar entre 0,01 mm y 0,05 mm. Teniendo en cuenta
la densidad relativamente alta del PA66 para este molde se define una profundidad de canales
de 0,03 mm como se muestra en la Figura 61.
Figura 61. Detalle del canal de desgasificación rediseñado (Autor en SolidEdge 2020)

66
10. ESTIMACIÓN DE COSTOS
Si bien este proyecto se realizó con fines académicos en una aplicación comercial, a
continuación, se hace una proyección de los costos alrededor del diseño y la fabricación del
molde, considerando desde los costos de mano de obra hasta la materia prima, y estimando los
costos de hora máquina cuya contratación tercerizada pueda ser requerida.
Los precios aquí estipulados están basados en cotizaciones realizadas en el sector
metalmecánico a nivel nacional, los mismos pueden variar dependiendo del proveedor para el
caso de los materiales y del contratista para los servicios de mecanizado.
10.1. COSTOS DE DISEÑO
Basados en el tiempo que tomó a los ejecutores el diseño del molde y en un promedio del
salario para un diseñador en el país, en la Tabla 14. Costos de diseño (Autor) se relaciona el
cobro que podría ser efectuado de manera razonable solamente por el diseño y modelamiento
de los componentes del molde. Adicionalmente, se consideran los insumos que el diseñador
podría llegar a requerir para la realización de su trabajo.
Ítem Precio Unitario Cantidad Subtotal
Hora diseñador $10,000 120 $1,200,000
Licencia Software $500,000 1 $500,000
Impresiones $100 500 $50,000
Cartuchos de tinta $30,000 4 $120,000
Total $1,870,000
Tabla 14. Costos de diseño (Autor)
10.1. COSTOS DE FABRICACIÓN
Para un mejor ejercicio de la estimación de costos de fabricación, se evalúan por separado los
costos en materiales inicialmente en la Tabla 15, considerando precios comerciales por
Kilogramo de material y a partir de un peso estimado del material bruto requerido para
mecanizar cada pieza. Si bien no todos los componentes están fabricados en los mismos
materiales se específica tanto el material de fabricación de cada uno, como el precio de cada
material utilizado en la tabla de valores de referencia.
Posteriormente, conociendo el proceso de mecanizado para generar la geometría en las piezas,
es posible determinar la maquinaria requerida al igual que la cantidad de horas de trabajo que
en ellas se requiere como se muestra en la Tabla 17. Es importante resaltar que los costos por
hora mencionados en esta tabla incluyen el salario del operario de la máquina, con lo que es
posible obtener un valor muy cercano del costo total de mecanizado al establecer el tiempo que
se requiere para una correcta conformación de los componentes.

67
Componente Dimensiones del bruto (mm) Material Cantidad Peso (Kg) Costo ($/Kg) Subtotal
Tapa 235x182x25,4 AISI 1045 1 8.53 $4,000 $34,112
Disco centrador Φ72x12 AISI 1045 1 0.38 $4,000 $1,534
Boquilla Φ25,4x54 AISI 4140 1 0.21 $7,500 $1,603
Porta cavidad 183x182x38 AISI 1045 1 9.94 $4,000 $39,741
Cavidad 102x102x38 AISI P20 1 3.08 $18,000 $55,507
Porta macho 183x182x38 AISI 1045 1 9.94 $4,000 $39,741
Macho 102x102x38 AISI P20 1 3.08 $18,000 $55,507
Patín 92x43x37 AISI 4140 2 1.14 $7,500 $17,147
Postizo 77x34x25,4 AISI 1045 2 0.52 $4,000 $4,176
Contra placa 183x182x25,4 AISI 1045 1 6.64 $4,000 $26,564
Paralelas 182x39x52 AISI 1045 2 2.90 $4,000 $23,179
Tapa Expulsora 182x107x12,7 AISI 1045 1 1.94 $4,000 $7,766
Base Expulsora 182x107x12,7 AISI 1045 1 1.94 $4,000 $7,766
Guía Inclinada Φ18x68 AISI 4140 4 0.14 $7,500 $4,054
Guía Φ33x63 AISI 4140 4 0.42 $7,500 $12,625
Buje Φ33x42 AISI 4140 4 0.28 $7,500 $8,417
Base 234x182x25,4 AISI 1045 1 8.49 $4,000 $33,966
TOTAL $373,405
Material Precio comercial ($/Kg) Densidad (Kg/m3)
AISI 1045 4000 7850
AISI 4140 7500 7810
AISI P20 18000 7800
Tabla 15. Costo de materiales para la fabricación y valores de referencia (Autor)
Elemento Cantidad Costo Unitario Subtotal
Racor bronce ¼ NPT 4 $2,000 $8,000
Tornillo Avellan M8 2 $1,000 $2,000
Tornillo Allen M4 L8 2 $500 $1,000
Tornillo Allen M8 L30 14 $1,000 $14,000
Tornillo Allen M6 L25 4 $800 $3,200
Tornillo Allen M10 L90 4 $1,500 $6,000
Tornillo Allen M5 L16 4 $800 $3,200
Tornillo Allen M4 L20 8 $800 $6,400
Tornillo Allen M6 L30 4 $900 $3,600
Expulsor H13 ¼” 1 $15,000 $15,000
Expulsor H13 1/8” 6 $12,000 $72,000
Expulsor H13 3/32” 10 $10,000 $100,000
Total $234,400
Tabla 16. Costos de Elementos normalizados (Autor)

68
Torno Fresadora Rectificadora Ajuste Manual CNC Subtotal
$50.000/hora $50000/hora $40000/hora $20000/hora $120000/hora
Componente Cant. Horas Costo Horas Costo Horas Costo Horas Costo Horas Costo Costo
Tapa 1 1 $50,000 1 $40,000 $90,000
Disco
centrador 1 1 $50,000 $50,000
Boquilla 1 1 $50,000 1 $20,000 $70,000
Porta cavidad 1 1 $50,000 1 $40,000 1 $120,000 $210,000
Cavidad 1 0.5 $25,000 0.5 $20,000 1 $20,000 2 $240,000 $305,000
Porta macho 1 1 $50,000 1 $40,000 1 $120,000 $210,000
Macho 1 0.5 $25,000 0.5 $20,000 1 $20,000 2 $240,000 $305,000
Patín 2 2 $100,000 1 $20,000 4 $480,000 $600,000
Postizo 2 1 $50,000 1 $20,000 2 $240,000 $310,000
Contra placa 1 1.5 $75,000 0.5 $20,000 $95,000
Paralelas 2 2 $100,000 2 $80,000 $180,000
Tapa
Expulsora 1 1 $50,000 $50,000
Base
Expulsora 1 1 $50,000 $50,000
Guía Inclinada 4 2 $100,000 2 $40,000 $140,000
Guía 4 2 $100,000 2 $40,000 $140,000
Buje 4 2 $100,000 2 $40,000 $140,000
Base 1 1 $50,000 1 $40,000 $90,000
TOTAL $3,035,000
Tabla 17. Costo de Mecanizado (Autor)
Por último, en costos de fabricación, es importante considerar los elementos normalizados que
se seleccionaron para asegurar el correcto funcionamiento del sistema mecánico y la cantidad
requerida de cada uno de ellos tal y como se muestra en la Tabla 16.
10.2. COSTO TOTAL
Finalmente, el costo total de diseño y fabricación del molde se obtiene mediante la suma de los
costos estimados en los numerales anteriores y se resumen en la Tabla 18.
Concepto Costo supuesto
Costos de Diseño $1,870,000
Costos de Materiales $373,405
Costos de Mecanizado $3,035,000
Costos de Elementos Normalizados $234,400
Total $5,512,805
Tabla 18. Costo global para obtención del molde (Autor)

69
11. CONCLUSIONES
Para obtener mejores resultados durante la fase de diseño conceptual es recomendable
emplear herramientas como las matrices QFD y morfológica, que permiten no solo
revisar todas las alternativas para cada subsistema sino, además, evaluarlas de manera
objetiva con base en los requerimientos específicos del cliente y los factores de diseño
clave para garantizarlos cabalmente.
Además de los requerimientos del cliente, durante la fase de diseño conceptual, existen
otros factores determinantes relacionados con las condiciones de inyección, estos
factores podrían descartar algunas de las alternativas propuestas o reafirmar su
idoneidad, por ejemplo, las características de la unidad de inyección o el material de
fabricación de la pieza.
No existe una configuración de molde universal que funcione en toda ocasión o para
todo producto, cada uno de los subsistemas (alimentación, refrigeración, expulsión,
etc.) deben ser cuidadosamente seleccionados a partir de los requerimientos puntuales
de cada pieza, de las expectativas del cliente y de las condiciones en que se inyectará,
por lo que la experiencia y conocimiento del diseñador del molde juegan un papel
distintivo en la fase de diseño, al reducir la posibilidad de errores no previstos que
conduzcan a grandes pérdidas para la empresa cliente.
Teniendo en cuenta las características volumétricas de la pieza, capacidad de inyección
y plastificación de la máquina se determina que se diseñaron dos cavidades en el molde
lo cual coincide con uno de los requerimientos del cliente.
Se determinó que el diámetro de salida que estará en contacto con el canal de
alimentación será de 6 mm, en cuanto a la longitud total del casquillo dependerá del
espesor de las placas que se encuentran entre la tapa del molde y el canal de
alimentación.
Teniendo en cuenta que se debe generar el mejor acabado posible de pieza y las
características técnicas del PA66 se selección compuertas tipo lengüeta las cuales
conectarán a el canal de alimentación con las cavidades.
En el diseño del sistema de refrigeración se definió un diámetro de ¼“ para los canales
que estarán conectados en serie, este diámetro se seleccionó teniendo en cuenta las
características del refrigerante, material de la pieza y diámetros comerciales de racores.
En esta etapa se calcula el diámetro mínimo de los expulsores el cual no debe ser
inferior a 1.38 mm, el diámetro y ubicación de cada expulsor se determinarán en el
diseño a detalle.
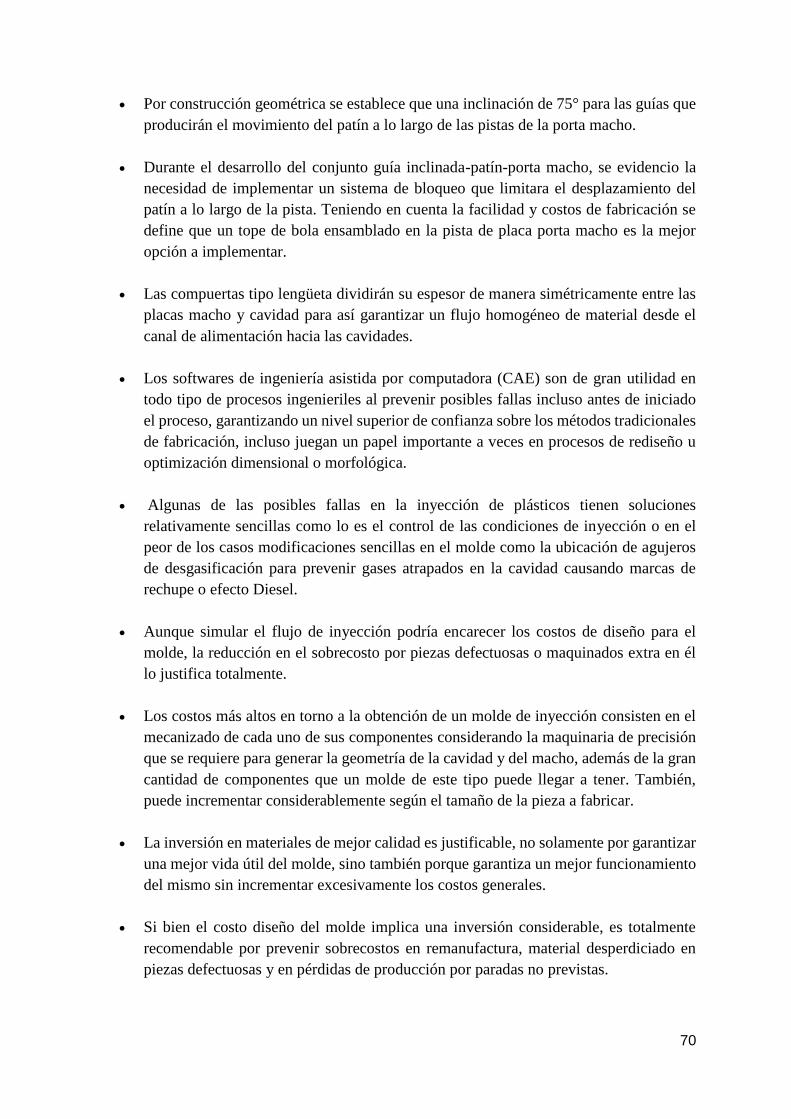
70
Por construcción geométrica se establece que una inclinación de 75° para las guías que
producirán el movimiento del patín a lo largo de las pistas de la porta macho.
Durante el desarrollo del conjunto guía inclinada-patín-porta macho, se evidencio la
necesidad de implementar un sistema de bloqueo que limitara el desplazamiento del
patín a lo largo de la pista. Teniendo en cuenta la facilidad y costos de fabricación se
define que un tope de bola ensamblado en la pista de placa porta macho es la mejor
opción a implementar.
Las compuertas tipo lengüeta dividirán su espesor de manera simétricamente entre las
placas macho y cavidad para así garantizar un flujo homogéneo de material desde el
canal de alimentación hacia las cavidades.
Los softwares de ingeniería asistida por computadora (CAE) son de gran utilidad en
todo tipo de procesos ingenieriles al prevenir posibles fallas incluso antes de iniciado
el proceso, garantizando un nivel superior de confianza sobre los métodos tradicionales
de fabricación, incluso juegan un papel importante a veces en procesos de rediseño u
optimización dimensional o morfológica.
Algunas de las posibles fallas en la inyección de plásticos tienen soluciones
relativamente sencillas como lo es el control de las condiciones de inyección o en el
peor de los casos modificaciones sencillas en el molde como la ubicación de agujeros
de desgasificación para prevenir gases atrapados en la cavidad causando marcas de
rechupe o efecto Diesel.
Aunque simular el flujo de inyección podría encarecer los costos de diseño para el
molde, la reducción en el sobrecosto por piezas defectuosas o maquinados extra en él
lo justifica totalmente.
Los costos más altos en torno a la obtención de un molde de inyección consisten en el
mecanizado de cada uno de sus componentes considerando la maquinaria de precisión
que se requiere para generar la geometría de la cavidad y del macho, además de la gran
cantidad de componentes que un molde de este tipo puede llegar a tener. También,
puede incrementar considerablemente según el tamaño de la pieza a fabricar.
La inversión en materiales de mejor calidad es justificable, no solamente por garantizar
una mejor vida útil del molde, sino también porque garantiza un mejor funcionamiento
del mismo sin incrementar excesivamente los costos generales.
Si bien el costo diseño del molde implica una inversión considerable, es totalmente
recomendable por prevenir sobrecostos en remanufactura, material desperdiciado en
piezas defectuosas y en pérdidas de producción por paradas no previstas.

71
12. ANEXOS
ANEXO A: Planos de Fabricación
ANEXO B: Manual de Ensamble

72
13. REFERENCIAS BIBLIOGRÁFICAS
Aceros SISA. (2012). Acero SISA P20 para moldes de plástico. Productos/Catálogo.
http://sisa1.com.mx/pdf/Acero SISA P20.pdf
ACP Materials. (2018). Ficha técnica PA-66. Plásticos/Poliamidas.
http://acpmaterials.es/images/valenciana/fichas_tecnicas/plasticos/Ficha Tecnica PA66-
acp.pdf
Autodesk. (2018). Material PA66. Autodesk Help.
https://knowledge.autodesk.com/es/support/moldflow-adviser/learn-
explore/caas/CloudHelp/cloudhelp/2019/ESP/MoldflowAdviser-Materials/files/GUID-
FCE58D9E-EB34-448E-860E-1157618EA9CC-htm.html
Compañia General de Aceros. (2020). Ficha técnica AISI-SAE 1045. Aceros de Ingenieria.
https://www.cga.com.co/producto/acero-aisi-sae-1045/
Herpon herrajes. (2020). Racor Instantaneo Rosca Macho.
https://herrajesdelponiente.es/producto/conector-racor-instantaneo-rosca-macho-aire-
comprimido-accesorios-4/
Kazmer, D. O. (2007). Injection mold design engineering. In C. Hanser (Ed.), Injection Mold
Design Engineering (Única). https://doi.org/10.3139/9783446434196
López, P. (2013). Defectos en piezas inyectadas y su solución. Inyección Eficiente de
Plásticos. http://inyeccion-eficiente-de-plasticos.blogspot.com/2013/01/defectos-en-
piezas-inyectadas-y-su.html
Maquitec Andina SAS. (2005). Inyectora Chen Hsong. Inyectoras de Plastico.
https://www.catalogodelempaque.com/documenta/contenido/114638/1-Inyectoras-de-
Plastico.pdf
Menges, G. (2001). How to make injection molds (C. Hanser (ed.); Tercera).
Molina, A. (2016). 10 Problemas comunes en tu planta de inyección. Privarsa.
https://www.privarsa.com.mx/inyeccion-plastico-10-problemas-comunes/
Ríos, J., Vizán, A., Pérez, J., Marquez Sevillano, J., Barreiro, J., Labarga, J. E., Pastor, X., &
Montano, M. (1999). INGENIERIA CONCURRENTE EN EL DISEÑO DE MOLDES
DE INYECCION.
Series Seating. (2019). Model-K. Worship Products.
https://seriesseating.com/gallery/view/model-k


















