DISEÑO Y EVALUACIÓN MECÁNICA DE UN EVAPORADOR DE …
74
DISEÑO Y EVALUACIÓN MECÁNICA DE UN EVAPORADOR DE PELÍCULA BARRIDA PARA EL SECADO DE COMPUESTOS DERIVADOS DE ACEITES VEGETALES USADOS EN LA PRODUCCIÓN DE ESPUMAS DE POLIURETANO MARÍA JOSÉ RIBÓN PERRY UNIV ERSIDAD DE LOS ANDES FACULTAD DE INGENIERÍA DEPA RTAMENTO DE INGENIERÍA MECÁNICA BOGOTÁ D.C 2009
Transcript of DISEÑO Y EVALUACIÓN MECÁNICA DE UN EVAPORADOR DE …

DISEÑO Y EVALUACIÓN MECÁNICA DE UN EVAPORADOR DE PELÍCULA
BARRIDA PARA EL SECADO DE COMPUESTOS DERIVADOS DE ACEITES
VEGETALES USADOS EN LA PRODUCCIÓN DE ESPUMAS DE
POLIURETANO
MARÍA JOSÉ RIBÓN PERRY
UNIV ERSIDAD DE LOS ANDES
FACULTAD DE INGENIERÍA
DEPA RTAMENTO DE INGENIERÍA MECÁNICA
BOGOTÁ D.C
2009

DISEÑO Y EVALUACIÓN MECÁNICA DE UN EVAPORADOR DE PELÍCULA
BARRIDA PARA EL SECADO DE COMPUESTOS DERIVADOS DE ACEITES
VEGETALES USADOS EN LA PRODUCCIÓN DE ESPUMAS DE
POLIURETANO
MARÍA JOSÉ RIBÓN PERRY
Ingeniera Química
Proyecto de grado para optar por el título de Ingeniera Mecánica
Asesor: Alejandro Marañon León
Ingeniero Mecánico
Msc Ingeniería Mecánica
PhD Mechanical Engineering
UNIV ERSIDAD DE LOS ANDES
FACULTAD DE INGENIERÍA
DEPA RTAMENTO DE INGENIERÍA MECÁNICA
BOGOTÁ D.C
2009

iii
TABLA DE CONTENIDOS
1. Resumen ....................................................................................................................... 1
2. Introducción.................................................................................................................. 2
3. Objetivos ....................................................................................................................... 4
3.1. Objet ivo general ..................................................................................................... 4
3.2. Objet ivos específ icos ............................................................................................. 4
4. Marco Teórico ............................................................................................................... 5
4.1. Aceite de palma...................................................................................................... 5
4.2. Poliuretano ............................................................................................................. 7
4.2.1 Espumas rígidas............................................................................................... 7
4.3. Síntesis epóxidos y polio les ................................................................................... 8
4.3.1. Epoxidación ...................................................................................................... 8
4.3.2. Hidroxilación ..................................................................................................... 9
4.4. Evaporadores ......................................................................................................... 9
4.5. Evaporador de película barrida ............................................................................ 11
4.5.1. Diseño general ............................................................................................... 11
4.5.2. Diseño de la chaqueta de calentamiento....................................................... 14
4.6. Propiedades y parámetros de interés .................................................................. 15
4.6.1. Difusividad ...................................................................................................... 15
4.7. Simulación del estado de esfuerzos .................................................................... 16
5. Diseño experimental .................................................................................................. 17
6. Resultados .................................................................................................................. 18
6.1. Densidad............................................................................................................... 18
6.2. Viscosidad ............................................................................................................ 19
6.3. Difusividad ............................................................................................................ 19
6.4. Concentración en equilibrio.................................................................................. 20
6.5. Diseño del equipo................................................................................................. 20
6.6. Diseño Mecánico .................................................................................................. 25
6.6.1. Partes estándar .............................................................................................. 25
6.6.1.1. Espesor de pared:................................................................................... 26

iv
6.6.1.2. Tuber ía: ................................................................................................... 26
6.6.1.3. Pernos (sujetadores roscados):.............................................................. 26
6.6.1.4. Sellos ....................................................................................................... 27
6.6.1.4.1. Anillo O............................................................................................. 27
6.6.1.4.2. Sellos mecánicos dinámicos:........................................................... 29
6.6.1.5. Rodamiento: ............................................................................................ 30
6.6.2. Cálculos preliminares ..................................................................................... 35
6.6.3. Simulación Ansys ........................................................................................... 42
6.6.3.1. Simulación Conjunto Presión.................................................................. 43
6.6.3.2. Simulación Conjunto Eje......................................................................... 43
8. Conclusiones .............................................................................................................. 53
Bibliografía.......................................................................................................................... 54
9. Anexos......................................................................................................................... 57
9.1. Anexo 1 (Planos) .................................................................................................. 57
9.2. Hoja de especificación del equipo ....................................................................... 65
9.3. Sello mecánico (31).............................................................................................. 66

v
ÍNDICE DE GRÁFICOS
Figura 1: Fruto de la palma de aceite.(1)............................................................................... 5
Figura 2: Distribución según trig licéridos del aceite de palma(5) ......................................... 6
Figura 3: Monómero espumas r ígidas (10)............................................................................ 8
Figura 4 : Mecanismo de reacción para epoxidación con peroxiácidos (11)........................ 8
Figura 5: Mecanismo de reacción para la hidroxilación, con catalizador ácido y ataque
nucleofílico(11). ...................................................................................................................... 9
Figura 6: Evaporador de tubos horizontales (a) y de tubos verticales (b). (12).................. 10
Figura 7: Esquema de un evaporador de película barrida (16)........................................... 11
Figura 8: Esquema del evaporador, niveles y etapas. (19)................................................. 13
Figura 9 Reactor de 250 ml y montaje de agitación ............................................................ 17
Figura 10: Horno de secado a presión y temperatura graduable. ...................................... 17
Figura 11: Densidades teórica y experimental del agua ..................................................... 18
Figura 12: Densidades de oleína, epóxido y polio l a diferentes temperaturas ................... 18
Figura 13: Viscosidades experimentales. ............................................................................ 19
Figura 14: Evaporador diseñado.......................................................................................... 23
Figura 15: Dimensionamiento de la ranura para el uso de un anillo O, para tanques
verticales a vacio. ................................................................................................................. 28
Figura 16: Disposición del sello mecánico dinámico en el equipo ...................................... 30
Figura 17: Esquema de un rodamiento tipo Y(32)............................................................... 32
Figura 18: Soporte para rodamiento t ipo Y(32) ................................................................... 32
Figura 19: Especificaciones del rodamiento Y elegido (32) ................................................ 32
Figura 20: Cálculos para la escogencia del rodamiento(32). .............................................. 34
Figura 21: Esquema de presiones. ...................................................................................... 35
Figura 22: Círculo de Mohr para la chaqueta ...................................................................... 36
Figura 23: Círculo de Mohr para el tanque interior. ............................................................. 37
Figura 24: Diagrama de cuerpo libre para el eje. ................................................................ 38
Figura 25: Diagrama de par torsor para el eje. .................................................................... 39
Figura 26: Círculo de Mohr para el eje ................................................................................ 39
Figura 27: Diagrama de cuerpo libre para el eje. ................................................................ 40

vi
Figura 28: Diagrama de par torsor para la paleta................................................................ 41
Figura 29: Círculo de Mohr para las paletas ....................................................................... 41
Figura 30: Propiedades del tef lón en función de la temperatura (34) ................................. 44
Figura 31: Malla.................................................................................................................... 45
Figura 32: Restricciones y cargas........................................................................................ 45
Figura 33: Esfuerzos Von Mises .......................................................................................... 45
Figura 34: Factor de seguridad ............................................................................................ 45
Figura 35: Malla.................................................................................................................... 46
Figura 36: Restricciones y cargas........................................................................................ 46
Figura 37: Esfuerzos Von Mises .......................................................................................... 46
Figura 38: Factor de seguridad ............................................................................................ 46
Figura 39: Modelo de Andrade ............................................................................................ 47
Figura 40: Efecto de la difusividad sobre el tiempo de exposición (asumiendo una
velocidad angular de 1 rps).................................................................................................. 48
Figura 41: Efecto de la difusividad sobre la potencia (asumiendo una velocidad angular de
1 rps)..................................................................................................................................... 48
Figura 42: Efecto de la velocidad angular sobre la potencia y el t iempo de exposición
(asumiendo una difusividad de 1x10-11)............................................................................... 49
Figura 43: Curvas tomadas de la referencia [13] (a color los puntos presentados en la
tabla 21) ................................................................................................................................ 51

vii
ÍNDICE DE TABLAS
Tabla 1: Datos de las difusividades aproximadas de las mezclas ...................................... 20
Tabla 2: Resultados del equipo. .......................................................................................... 21
Tabla 3: Datos del equipo para cada mezcla ...................................................................... 22
Tabla 4: Materiales de construcción .................................................................................... 24
Tabla 5: Flujo de vapor necesario para la chaqueta ........................................................... 25
Tabla 6: Dimensiones de la tubería utilizada.(26) ............................................................... 26
Tabla 7: Medidas y criterios establecidos para los pernos. ................................................ 27
Tabla 8: Dimensiones del anillo O a utilizar. ....................................................................... 29
Tabla 9: Características de los rodamientos. ...................................................................... 31
Tabla 10: Peso de las partes. .............................................................................................. 43
Tabla 11: Coef icientes modelo segundo orden para la densidad ....................................... 47
Tabla 12: Coef icientes modelo de Andrade (temperaturas mayores a 30°C) .................... 47
Tabla 13: Datos obtenidos por medio de la hoja de cálculos realizada.............................. 50

1
1. Resumen
Recientemente, se ha alcanzado grandes avances en la producción de polioles der ivados
de aceites, para la producción de espumas de poliuretano. Sin embargo, los estudios han
demostrado que para lograr espumas de propiedades comparables con las espumas de
polio les poliéster (petroquímica), se debe obtener polio les con un contenido cercano al
0.5% en peso de agua. Por medio del desarrollo del presente proyecto de grado, se
diseña un equipo de evaporación de agua para el secado de polioles (derivados del aceite
de palma), materia prima de las espumas de poliuretano. Por las condiciones de proceso
se requiere que dicho equipo sea específ icamente un evaporador de película barrida y por
cuestiones de equilibrio se debe trabajar en vacío. Para un completo diseño del equipo, se
debe estudiar tanto los fenómenos que ocurren en él, como su análisis estructural de sus
diferentes partes, que garantice el correcto funcionamiento del equipo.
A lo largo del documento, se plantea las ecuaciones que caracterizan y se dimensiona
adecuadamente las partes del equipo, cumpliendo simultáneamente los modelos de
evaporación y de integridad estructural. Para lo anterior, se adecúa los modelos
matemáticos de los evaporadores de película barrida al proceso estudiado,
dimensionando con ello las partes del evaporador, posteriormente se realiza un modelo
digita l del equipo y se valida la su integridad estructural por medio de simulaciones de los
esfuerzos presentes en las diferentes partes diseñadas. Con lo anterior el equipo queda
completamente especif icado.

2
2. Introducción
En los últimos años, el petróleo ha tenido un alza signif icativa en su precio y se espera
que siga teniendo este comportamiento, debido a que es un recurso no renovable de gran
importancia. Mundialmente se está investigando y desarrollando nuevos sustitutos del
petróleo, de tal forma que las industrias sean independientes de los insumos no
renovables y por lo tanto sus costos de producción disminuyan, y/o no dependan del alza
del petróleo. Dentro de los últimos avances, se ha desarrollado mecanismos para
transformar triglicéridos y ácidos grasos de origen vegetal en biocombustibles,
monómeros para producción de polímeros como espumas, entre otros usos (1).
La palma Africana llego a Colombia en 1932 y desde entonces su cultivo se ha ido
expandiendo por todo Colombia. Esta planta crece en climas cálidos por debajo de los
500 metros sobre el nivel del mar, hoy en día existe más de 270.000 hectáreas
sembradas en 73 municipios; entre los principales departamentos en donde se cult iva la
palma está: Meta, Cundinamarca, Nariño, Bolívar, entre otros (1). La palma de aceite es
una de las plantas de producción de aceite más económicas, con un alto porcentaje de
aceite y por lo tanto una alta extracción. A la vez respecto al sebo, tiene una composición
similar pero requiere menos procesamiento. Otra ventaja de aceite de palma es que se
obtiene a lo largo del año y no por temporadas. En general, el aceite de palma puede
sustituir a la mayor ía de aceites en los diferentes procesos, por lo que es muy deseado
industrialmente.
Colombia es el primer productor de aceite de palma en América Latina y el cuarto a nivel
mundial y cuenta con La Federación Nacional de Cultivadores de Palma de Aceite. En el
2006 se produjeron 710.407 toneladas, teniendo un crecimiento del 5.6% respecto al
2005, para el 2006 las ventas locales fueron de 463.757 toneladas de aceite teniendo un
crecimiento de 9.4% respecto a 2005. Entre el 2005 y el 2006 se abrió cuatro nuevas
plantas de extracción y se aumento en casi 70 toneladas fruto/h la producción con una
capacidad total en el 2007 de 1013 toneladas fruto/h, igualmente para el 2004 se tenía
más de 150 toneladas fruto/h respecto al 2003 (2).

3
Los monómeros para la producción de los plásticos, tienen en general como origen el
petróleo, pero como ya se ha dicho esta materia prima se está agotando y su precio está
aumentando signif icativamente. Con el proceso de epoxidación e hidroxilación de los
triglicéridos presentes en el aceite de palma, es posible obtener los monómeros (polio les),
del poliuretano, con los cuales se ha logrado producir espumas de aceptable calidad, con
una mezcla de hasta 90% polioles derivados del aceite y 10% de polioles petroquímicos
(3). Por todo lo anterior, la transformación del aceite de palma en polioles representa una
alternativa importante en el desarrollo de sustitutos de polio les derivados del petróleo; el
desarrollo de un proceso de pur if icación es por lo tanto fundamental considerando que un
bajo costo de producto implica la utilización ef iciente de solventes de lavado (del
catalizador ácido) y un bajo consumo energético. La mezcla final consta básicamente de:
Compuestos polihidroxilados (70-90% wt), Etilenglicol (5-20%wt), Agua (5-20%wt) y Ácido
sulfúrico (0.2%wt) y Sulfato de Sodio (el producto de la neutralización entre ácido sulfúrico
e hidróxido de sodio) (0.2%w t).
El agua, en la reacción de polimerización genera productos indeseables que pueden
descontrolar el crecimiento de la espuma. Resulta crít ico desarrollar completamente un
equipo que permita controlar el nivel de agua en el poliol f inal, lo que es objetivo principal
del presente estudio.

4
3. Objetivos
3.1. Objetivo general
Diseñar un evaporador de película barrida, para el uso específ ico de secado de
compuestos polihidróxilados derivados de aceite de palma.
3.2. Objetivos específicos
Dimensionar el equipo, teniendo en cuenta las restricciones y condiciones
termodinámicas, másicas y mecánicas. El quipo va a ser diseñado para una planta
piloto con una capacidad de 10 L.
Realizar un diseño del equipo junto con sus planos y dimensiones, de acuerdo a los
cálculos y consideraciones del objetivo anterior.
Realizar una simulación del estado de esfuerzos y deformación en el equipo, teniendo
en cuenta las condiciones de operación para las cuales se diseña. Basado en esto,
realizar una evaluación mecánica del equipo y en caso de ser necesario reevaluar su
diseño

5
4. Marco Teórico
4.1. Aceite de palma
La palma Africana llego a Colombia en 1932 y desde entonces su cultivo se ha ido
expandiendo por todo el país. Esta planta crece en climas cálidos por debajo de los 500
metros sobre el nivel del mar, hoy en día existen más de 270.000 hectáreas sembradas
en 73 municipios; entre los principales departamentos en donde se cultiva la palma está:
Meta, Cundinamarca, Nariño, Bolívar, entre otros.(1)
La extracción del aceite de palma se realiza principalmente por extrusión de la pulpa
leñosa de la fruta (ver Figura 1), mientras que el aceite de palmiste se obtiene de la
almendra o semilla interior. Al fraccionar el producto resultante, se obtiene un producto
líquido a temperatura ambiente, la oleína, y uno sólido la estearina.
Figura 1: Fruto de la palma de aceite.(1)
El aceite de palma contiene ácido palmítico y esteriático que están calificados como
ácidos grasos saturados (45%), ácido oleico calif icado como mono insaturado (40%) y
linoleico calif icado como poli insaturado (10%). (Figura 2) (4)

6
Figura 2: Distribución según trig licéridos del aceite de palma(5)
El aceite de palma es uno de los aceites de cultivo más económicos a nivel mundial,
adicionalmente los cultivos de palma en el mundo y específ icamente en Colombia están
creciendo.
El costo aproximado de producción del aceite de palma crudo (el que más se produce en
Colombia y representa mayores ingresos) es de 336 dólares (6) por tonelada, mientras
que los precios internacionales son de aproximadamente 457 dólares(7). A partir de los
datos anteriores, resulta claro que la producción de aceite de palma crudo representa un
ingreso importante en el sector agropecuario de Colombia
El aceite de palma es usado para f ines aliment icios y no aliment icios. Entre los usos
aliment icios está: f reír y cocinar, producción de margarina y manteca, panader ía,
conf itería, pastelería, snaks, pastas, entre muchos otros. Por otra parte entre los usos no
aliment icios se encuentra: elaboración de jabones y detergentes, surfactantes, ácidos
grasos, alcoholes grasos, polímeros y una serie de oleoquímicos de importancia (1).
Los oleoquímicos son productos derivados de aceites y grasas, se realiza la
transformación mediante procesos de hidrogenación, esterif icación, hidrólisis entre
otros(8). Las ventajas de los oleoquímicos con respecto a los petroquímicos es que los
oleoquímicos al ser naturales pueden ser intercambiables ya que existe una amplia gama
de materias primas que se pueden escoger de acuerdo a las propiedades que se

7
necesiten, de la disponibilidad y del costo y adicionalmente son mater ias primas
renovables(9).
4.2. Poliuretano
El poliuretano es un polímero (sustancia química de cadenas largas, macromoléculas, con
unidades repetit ivas unidas por enlaces covalentes (10)), puede encontrase como
termoplástico o termo estable, tiene una muy buena resistencia química, sin embargo es
susceptible a la luz ultravioleta. Su descubrimiento y desarrollo se debe al profesor Otto
Bayer (10).
Los polímetros termoestables no presentan una temperatura de fusión f ija o
ablandamiento con la temperatura debido a sus fuertes enlaces cruzados permanentes
entre las moléculas, presentan en general mayor resistencia y mayor fragilidad que los
termoplásticos. Por otra parte los termoplásticos no presentan entrecruzamientos entre
sus cadenas, por lo que típ icamente son dúctiles y presentan un comportamiento plástico.
Al ser calentados los termoplásticos se ablandan y presentan un comportamiento viscoso
(10).
Como termoestable, el poliuretano presenta gran número de formulaciones, es usado en
suelas de zapatos, llantas de patines y patinetas entre otros. Su dureza es proporcional al
número de entrecruzamientos presentes. El poliuretano termoplástico presenta una muy
buena resistencia mecánica y química, comúnmente se encuentra como espumas rígidas
o f lexibles de bajo peso. (10)
4.2.1 Espumas rígidas
Las espumas rígidas son usadas en aplicaciones en que es necesario aislamiento y
estabilidad estructural, por su baja conductividad y por su facilidad de reacción “in situ”.
Para este tipo de espumas el monómero está constitu ido por una parte f lexible, el polio l y
por una parte dura, el diisocianato (típicamente se usa el diisocianato de tolueno). Los
polio les mas usados en esta aplicación son los polioles poliéster o polieter. Los polioles

8
derivados del aceite de palma se usan en la producción de espumas rígidas y
semirr ígidos (3).
Figura 3: Monómero espumas rígidas (10).
4.3. Síntesis epóxidos y polioles
Para obtener polioles derivados del aceite de palma se debe llevar a cabo dos reacciones
principales: la epoxidación y la hidroxilación. Cada una de las reacciones debe ser
neutralizada y posteriormente llevar a cabo la separación de las fases acuosas y oleosas.
Al f inal de cada etapa el compuesto debe ser secado hasta alcanzar un contenido de
humedad inferior al 1%.
4.3.1. Epoxidación
En la epoxidación se lleva a cabo la incorporación de un oxigeno (de un peroxiácido) a
una molécula con instauraciones (oleofina), la oxidación de dicho grupo funcional forma
un enlace oxirano en la molécula (11). La reacción llevada a cabo para la obtención de
epóxido de palma se realiza con acido peracético el cual se forma directamente en el
reactor a partir de peróxido de hidrógeno y ácido acético. La reacción presenta dos fases
(catálisis heterogénea) una acuosa y otra oleosa, sin embargo la formación del epóxido
ocurre en la interfase por lo que una muy buena agitación es requerida(11). El epóxido es
la fase oleosa al terminar la reacción.
Figura 4 : Mecanis mo de reacción para epoxidación con peroxiácidos (11).

9
4.3.2. Hidroxilación
Esta reacción puede ser catalizada por ácidos o bases en presencia de un nucleóf ilo en
este caso etilenglicol. El ataque nucleofílico lleva a cabo la apertura del enlace oxirano ya
que el catalizador genera una carga parcial sobre el oxigeno oxirano (11), lo que permite
la reacción con el nucleófilo como se ve en la Figura 5.
Figura 5: Mecanis mo de reacción para la hidroxilación, con catalizador ácido y ataque
nucleofílico(11).
4.4. Evaporadores
El proceso de evaporación consiste en eliminar el vapor formado por la ebullición, lo que
produce una concentración de la fase liquida(12). La separación se basa en la diferencia
de volatilidades, usualmente se conoce al producto concentrado como licor.
Generalmente se realiza en condiciones de vacío, ya que esto aumenta la velocidad de
evaporación y reduce el punto de ebullición de la solución, lo que permite aumentar la
transferencia de masa y reducir la degradación causada por el calor en algunos
compuestos (13), (14), (12). Entre algunos usos de la evaporación está: la producción de
jugos concentrados, agua destilada, ácido sulfúrico concentrado y en general para
concentrar productos (15).
Existe varios tipos de evaporadores como: evaporadores de marmita abierta, tubos
horizontales, tubos verticales, de caída de presión, de película, entre muchos otros.
Resulta importante tener en cuenta que los polioles de interés en el presente trabajo, son
compuestos sensibles a la temperatura (derivados de trig licéridos de ácidos grasos, en su
mayor ía palmítico, oléico, linoleico y esteárico) por lo que se busca que el evaporador sea
agitado, forme una película de material, trabaje en vacío, tenga t iempos de retención
bajos y coef iciente de transferencia de calor altos. Los evaporadores pueden ser de una

10
sola etapa, o de etapas múltip les en donde se aprovecha de forma más ef iciente el calor
suministrado. (12)
El evaporador de marmita abierta, es el más simple de los evaporadores. El líquido a
evaporar se ubica en un contenedor calentado por vapor en una chaqueta o directamente.
En algunos casos se usa agitadores para favorecer la evaporación. Es una alternativa de
bajo costo sin embargo tiene muchas pérdidas de energía (12).
El evaporador de tubos horizontales es muy similar a un intercambiador de calor en el que
el fluido de interés evapora los compuestos menos volátiles que pasan por un serpentín
sumergido. Generalmente opera en continuo y es de bajo costo, sin embargo, no es apto
para f luidos viscosos. El evaporador de tubos verticales tiene el mismo principio que el
anteriormente descrito, sin embargo los tubos por los que f luye el vapor de calentamiento
tienen una disposición vertical (12) (Figura 6).
Figura 6: Evaporador de tubos horizontales (a) y de tubos verticales (b). (12)
Para aumentar el coeficiente de transferencia de calor, los evaporadores tienen
modif icaciones como recirculación, aumento de las áreas de contacto, formación de
películas, agitación entre otros. Cabe reiterar que para compuestos viscosos y sensibles
al calor la mejor opción es el uso de películas y agitación.

11
Figura 7: Esquema de un evaporador de película barrida (16).
El movimiento de la película en los evaporadores de película barrida permite favorecer la
transferencia de masa en la evaporación (ya que se aumenta el área de transferencia por
unidad de volumen), garantiza uniformidad de la mezcla, mejora la transferencia de calor
y evita puntos calientes (secciones en las que el material aumenta su temperatura por
ausencia de f lujo o movimiento) indeseados en el proceso (17). La destilación molecular,
ocurre a presiones muy bajas “vacío”, mantener dicha condición es uno de los mayores
retos en el diseño de estos evaporadores, por lo que debe dis minuirse al máximo los
accesorios y fuentes de fallas (17), (18). A la vez, resulta importante en estos equipos,
tener en cuenta el equilibrio entre las especies de la solución trabajada, ya que ignorarlo
lleva a subestimar las dimensiones del equipo (ver referencia (19))
4.5. Evaporador de película barrida
4.5.1. Diseño general
La siguiente información está basada en el artículo de Timothy F. Mc kenna (19), el cual
desarrolla el d iseño de un evaporador de película barrida para compuestos poliméricos. El

12
cual relaciona factores asociados a la dinámica del f luido, la transferencia de masa y el
dimensionamiento de un evaporador de película barrida para compuestos poliméricos.
El frente de onda, es la fracción de líquido que está siendo arrastrada por las paletas que
forman la película, en el evaporador. Por lo tanto su velocidad tangencial está dada por:
)1(** wDV eT
Donde VT es la velocidad tangencial de las paletas, De es el diámetro exterior del
evaporador y w es la velocidad angular del eje. De igual forma la velocidad axial (Vd),
depende del ángulo de inclinación (Ф) de las paletas respecto al eje y está dada por:
)2(* TanVV Td
Se recomienda utilizar velocidades angulares (w), menores a 1 revolución por segundo
(19), ya que a mayores velocidades, el aumento en la ef iciencia no es relevante frente al
aumento en los costos en potencia, como se evidencia más adelante.
)3(*
1
wNT
be
La ecuación anterior corresponde al tiempo de exposición de la onda (Te), e l cual depende
de la velocidad angular del evaporador y del número de paletas en un corte horizontal
(Nb). Cada conjunto de paletas a una misma altura, representan una etapa del proceso, su
altura (Hs), longitud (Ls) y área superf icial (Af), están dadas por:
)6(*
)5(*
)4(*
ssf
bs
eds
LHA
N
deL
TVH
Una etapa, también puede ser def inida como el espacio de película líquida entre dos
paletas consecutivas, a un mis mo nivel. Por otra parte un nivel es el espacio vertical en el
evaporador donde sólo es posible ubicar una sola paleta (verticalmente), como se puede
ver en la Figura 8.

13
Figura 8: Esquema del evaporador, niveles y etapas. (19)
Teniendo en cuenta lo anterior, el tiempo de exposición corresponde al tiempo en el que
un volumen específ ico (ola o frente de volumen) de muestra está en una etapa a un nivel
dado (si el evaporador es simétrico Te es igual en todas las etapas) y la altura de la etapa
corresponde al distancia axial que recorre el f rente durante el tiempo de exposición.
A partir de balances y transferencia de masa se obtiene la ecuación 7 y 8 para la
concentración f inal del componente evaporado (Cf), en función de su concentración inicial
(Co), la concentración en equilibrio a las condiciones del proceso (C*), la difusividad del
componente (D) y otros parámetros ya mencionados.
.
)7(111
0
1
*
1
1
ntot
j
ntot
jntotkk
ntot
iiof CCC
)8(**4
***
Tssb VD
Q
LHN
Por últ imo, el número de niveles (ntot), la altura efectiva del evaporador (He) y el factor de
altura ( ) están dados por:

14
)11(
)10(*
)9(*
e
e
stote
s
etot
D
H
HnH
H
dn
Finalmente si se requiere el cálculo de la potencia requerida por el evaporador (Ptot), se
debe tener conocimiento de la viscosidad ( ) y densidad ( ) de la muestra, el espesor
de la paleta (b) y de la película ( )
)12(*2
**
cos*
****** 2
Nb
nQbHNbDwP tote
etot
4.5.2. Diseño de la chaqueta de calentamiento
Para el diseño de la chaqueta se debe partir del concepto principal de transferencia de
calor, en el que el calor transferido (q) es igual al producto del coef iciente global de
transferencia de calor (U), el área de transferencia (A) (área superf icial del cilindro, para el
caso del evaporador) y el gradiente de temperatura (ΔT) (en el caso estudiado la mezcla
entre a temperatura ambiente y sale a 80°C), teniendo en cuenta que el calor se transf iere
de la región de mayor temperatura a la de menor.
)13(TUAq
El coef iciente global de transferencia representa el inverso de la resistencia total a la
transferencia que para el caso estudiado, está representado por 3 resistencias en serie: la
resistencia del vapor de calentamiento, la del material del equipo (acero) y la del f luido
interior. Usualmente se desprecia la resistencia del material del evaporador ya que es
mucho menor a las otras dos, al igual que el espesor de pared (12). Para el vapor de
calentamiento, el cual transf iere su calor latente, el coef iciente de transferencia (h) es de
5700 W/m̂ 2K (según la referencia (12)). Mientras que para la película de mezcla está
dado por la siguiente ecuación (12)(para películas agitadas).
)14(039.0 53.0
55.062.07.0
Bssp n
D
DDNDD
k
C
D
kh

15
Donde k es la conductividad térmica, D es el diámetro interior del evaporador, Cp es la
capacidad caloríf ica, µ la viscosidad, Ds el diámetro del eje que gira, N la velocidad
angular del eje, ρ la densidad del f luido, v la velocidad axial del f lujo y nB el numero de
paletas que tiene el eje.
Para elementos cilíndricos, como es el caso del evaporador, con resistencia de la pared
despreciable, se tiene un coef iciente global de transferencia de calor dado por:
Donde r es el radio del evaporador, L su longitud y h los coef icientes de transferencia para
cada parte. Con lo anterior la ecuación general de calor queda especif icada con
excepción del calor transferido, el cual equivale al calor de vaporización del agua a las
condiciones de la caldera ut ilizada, por el f lujo másico.
4.6. Propiedades y parámetros de interés
Como se vio en la sección anterior, para la total especif icación del equipo hace falta
propiedades y parámetros de las mezclas, como lo son: Densidad, viscosidad, difusividad
del agua en la mezcla y concentración de agua en equilibrio a las condiciones del equipo.
Ya que la mayor ía de las propiedades anteriores son bien conocidas, sólo se presenta a
continuación, el concepto de difusividad usado.
4.6.1. Difusividad
Existen diferentes métodos de determinar la difusión de un líquido en un sólido o líquido
muy viscoso, como es el caso estudiado en el presente documento. El equipo se diseña
para los casos críticos en este caso la difusión a temperatura ambiente. Dentro de las
formas experimentales para determinar la difusividad está: técnicas de secado, cinética
de absorción, métodos de permeación y curvas distancia-concentración (20).
)15(11***2
peliculavapor
total
hh
LrU

16
Existe también correlaciones que permiten el cálculo teórico de la difusividad, para este
caso se aplica la ecuación de Wilke-Chang, válida para líquidos de viscosidad media y
concentraciones altas, la ecuación se encuentra a continuación, donde T es la
temperatura en Kelvin, M es el peso molecular del solvente (mol/g), µ es la viscosidad de
la solución (cP) y Vo es el volumen molar del soluto (cm^3/mol), para obtener la
difusividad en cm 2̂/s (21).
)16(*
**6.2104.7
6.08
oV
TMxD
4.7. Simulación del estado de esfuerzos
La simulación del estado de esfuerzos se va a llevar a cabo en el programa Ansys,
importando el equipo diseñado en Solid Edge. Se va a ut ilizar como criterio de falla Von
Mises y se va a evaluar los factores de seguridad de las piezas (para mayor información
sobre lo anterior, consultar las referencias (22)(23).
Solid Edge es un software utilizado en diseño mecánico principalmente, permite el
modelaje de piezas en 3D, es utilizado para la elaboración de planos, ensambles entre
otros. Por otra parte Ansys es un software de simulación por elementos f initos (método
matemático de solución numérica, basada en la discretización del dominio y el uso de la
formulación variacional de los fenómenos simulados), que permite la solución de
ecuaciones complejas propias de fenómenos tales como elasticidad, f lujos, transferencia
de calor entre otros.
Por medio de la simulación del estado de esfuerzos, se validará la integridad estructural
del equipo diseñado, en caso de no cumplirse el criterio de falla de Von Mises (factores de
seguridad menores a la unidad), debe rediseñarse o modif icarse la parte que presenta tal
falla.

17
5. Diseño experimental
Para el d iseño del evaporador es necesario establecer la densidad y viscosidad de los
productos de las reacciones de epoxidación e hidroxilación, además de su equilibrio a
condiciones del equipo. Por esta razón se debe llevar a cabo la epoxidación e
hidroxilación a nivel laboratorio y posteriormente de estas muestras se obtener las
propiedades mencionadas.
La epoxidación se lleva a cabo según la referencia (24) utilizando el reactor de 250 ml
disponible en el laboratorio de escalado de procesos del departamento de Ingenier ía
Química de la Universidad de los andes. Finalmente el epóxido obtenido se seca en el
horno a vacío y 80°C. Los equipos mencionados se ven en la Figura 9 Figura 10.
Figura 9 Reactor de 250 ml y montaje
de agitación
Figura 10: Horno de secado a presión
y temperatura graduable.
La hidroxilación se lleva a cabo en el mis mo reactor de la epoxidación (Figura 9) y al igual
según el procedimiento de la referencia(24). Los alcoholes formados a partir del anillo
epóxico forman enlaces con orientaciones opuestas (anti).
El diseño experimental de las mediciones de densidad, viscosidad y concentración de
agua en equilibrio son tomadas de (25).

18
6. Resultados
6.1. Densidad
Los datos de calibración para el agua presentan un error sistemático de aproximadamente
0.0377 g/ml (diferencia entre las curvas). Dicha desviación se evidencia claramente en la
Figura 11. Al realizar una regresión a un polinomio de segundo orden, con un coeficiente
de correlación de 0.99, se obtiene una dependencia a la temperatura igual para ambos
casos, sin embargo la curva obtenida presenta un incremento de su punto de corte
equivalente al error sistemático dicho.
Figura 11: Densidades teórica y experimental del agua
Para promediar y encontrar las densidades con corrección del error sistemático, se halló
un polinomio el cual relaciona las densidades con la temperatura a presión constante
como se ve en la Figura 12.
Figura 12: Densidades de oleína, epóxido y polio l a diferentes temperaturas
0,95
1
1,05
0 20 40 60 80
De
nsid
ad
(g/m
l))
T (°C)
Densidades Agua
Experimental H2O
Perry H2O
0,80
0,85
0,90
0,95
0 50 100 150
Den
sid
ad
(g/m
l)
Temperatura (°C)
Densidades con corrección
OLEINA
EPOXIDO
POLIOL

19
6.2. Viscosidad
Como ya se dijo se tuvo limitaciones en el rango de temperaturas de las pruebas. Para la
oleína la viscosidad a 70°C era mucho más baja a la viscosidad que se podía determinad
con la aguja del montaje, por lo cual no se presenta dato a dicha temperatura. Por otra
parte el epóxido a temperatura ambiente se solid if ica rápidamente por lo que no se obtuvo
viscosidad para ese punto específ ico. A su vez, el epóxido a 30°C presenta una
viscosidad muy alta ya que se encuentra pastosa y no completamente líquida, este dato
se omite en la gráf ica para poder apreciar los cambios a menores viscosidades (escala).
El comportamiento de la viscosidad respecto a la temperatura se evidencia claramente en
la Figura 13.
Figura 13: Viscosidades experimentales.
6.3. Difusividad
Como ya se mencionó, se va a utilizar como aproximación a los valores de difusividad de
las dos mezclas la correlación de Wilke Chang, por lo tanto teniendo en cuenta que tanto
para el epóxido como para el polio l se t iene un peso molecular promedio de 900 Kmol/kg,
se tiene los siguientes resultados.
0
20
40
60
80
100
120
140
160
290 300 310 320 330 340 350
Visco
sidad (cP)
Temperatura (°C)
ViscosidadOleína
Epóxido
Poliol

20
EPÓXIDO POLIOL
T (k) 293.15 293.15
M solvente (mol/g) 900 900
µ solución (cP) 164.0575406 177.864898
Vo soluto (cm^3/m ol) 75.6 75.6
Difusividad (cm ^2/s) 2.96029E-07 2.7305E-07
Difusividad (m ^2/s) 2.96029E-11 2.7305E-11
Tabla 1: Datos de las difusividades aproximadas de las mezclas
6.4. Concentración en equilibrio
Las condiciones para la medición del equilibrio de agua en las mezclas fueron
temperatura de 80°C, 0.5 Psi y tiempo de secado de 24 horas. Para cada muestra se
realizó cuatro mediciones, de donde se obtuvo una fracción (peso) de agua para el
epóxido de 0.005701 y 0.004986 para el polio l.
6.5. Diseño del equipo
Por medio de la teor ía y ecuaciones propuestas en el numeral 4.5 se obtiene y algunas
asunciones descritas a continuación es posible realizar un diseño del equipo.
Se utilizó un Angulo de las paletas de 28°, por limitaciones en la construcción del equipo.
Por facilidad en la construcción se eligió Nb= 4, y de los cálculos se obtiene 11 niveles
(ntot), tiempo de exposición de 0.25 s, altura de etapa de 0.095 m, longitud de etapa de
0.1571m y área superf icial de la etapa de 0.0131m 2̂. Todos los datos anteriores son
propios del evaporador, no importa que mezcla se utilice.
Se utilizó el tiempo de exposición del volumen de la película como variable de control del
proceso, y por medio de una hoja de cálculo se determina el t iempo aproximado en el que
la mezcla alcanza las condiciones deseadas (debe ingresarse las propiedades de la
mezcla) y cumple todas las ecuaciones de equilibrio.

21
De lo anterior y la solución de las ecuaciones 1-12 se obtiene las siguientes
especif icaciones del equipo:
Volumen de trabajo (L) - V 10
Temperatura (°C) -T 90
Presión (Psi) -P 0.5
Espesor de la cuchilla (m ) - b 0.001
Espesor de la película (m ) - δ 0.003
Núm ero total de cuchillas en un corte horizontal - Nb 4
Angulo de las cuchillas (radianes) - θ 0.4887
Longitud de la cuchilla (m) -lb 0.0963
Diám etro interior del evaporador (m) - de 0.2
Razón altura-diámetro del evaporador - ξ 4.5
Núm ero total de niveles de evaporación - ntot 11
Tabla 2: Resultados del equipo.
Para cada mezcla incorporada en el evaporador, si se desea secar a una concentración
f inal del 0.6%, el f lujo está dado por el volumen de la película sobre el tiempo que lleva
secar dicho volumen cumpliendo la ecuación 8. El t iempo total por lo tanto es el tiempo
que lleva secar todo el volumen de trabajo, es decir el tiempo calculado por el cociente
entre el volumen de trabajo y el volumen de la película. Por lo tanto, el tiempo, f lujo,
potencia y torque son característicos de cada mezcla como se ve a continuación, tomando
una velocidad de 1 rps, las difusividades y propiedades de las mezclas ya expuestas.
Epóxido
Flujo Volumétrico (m 3/s) 6.67E-07
Tiempo exposición película (s) 423
Tiempo exposición volumen de trabajo (s) 14994
Potencia media (W) 0.08725
Torque medio (N*m ) 0.01389

22
Poliol
Flujo Volumétrico (m 3/s) 7.22E-07
Tiempo exposición película (s) 391
Tiempo exposición volumen de trabajo (s) 13852
Potencia media (W) 0.08726
Torque medio (N*m ) 0.01389
Tabla 3: Datos del equipo para cada mezcla
Como se ve para los 10 L de epóxido, se toma 4 horas y media mientras que para el polio l
es de 3 horas y 50 minutos aproximadamente.
Para un completo diseño del equipo en el Anexo 1 (Planos) se encuentra los planos del
equipo. Esencial mente el evaporador consta de:
Cuerpo cilíndr ico, el cual presenta una zona de almacenamiento libre de calentamiento
(chaqueta), para evitar la degradación de la mezcla acumulada en el fondo del mis mo,
donde a su vez se encuentra una salida de mater ial el cual se recircula a la parte superior
del evaporador y a su vez dispone de una entrada de material que evita el desensamble
del equipo al cargarlo. Chaqueta con entrada y salida de vapor, aceite térmico o cualquier
otro medio de calentamiento, solo abarca la zona en la que se encuentra las aspas.
Tapa con selle hermético (anillo 0, entre ésta y el cuerpo cilíndrico) que permite manejar
vacío o/y presiones altas. A la vez consta de un selle mecánico dinámico entre la tapa y
el eje, que permite su movimiento y a la vez garantiza la hermeticidad en el interior. En la
parte superior tiene una conexión de vac ío, junto con una trampa de vapor, mientras que
en su parte inferior se encuentra la entrada de mezcla que se recircula desde la parte
inferior del cuerpo cilíndrico, esta conexión presenta en su interior una tubería con
agujeros convenientemente distribuidos para repartir la mezcla por toda la pared del
evaporador.

23
Eje central unido a las aspas por medio de brazos. El eje rota con una velocidad angular
constante, lo que genera un movimiento uniforme de las aspas las cuales forman una
película delgada sobre la superficie interna del evaporador, básicamente la transferencia
de masa ocurre en el f rente de la onda de liquido que se forma en cada una de las aspas.
A su vez en el exterior del evaporador se encuentra un motor con un motorreductor; el
cual a través de un variador de frecuencia permite graduar la velocidad de las aspas, que
como se vio en el desarrollo matemático, es de vital importancia. A la vez se debe tener
una bomba para recircular la mezcla a la tasa adecuada y otra para generar el vacío, se
recomienda utilizar una trampa de vapor exterior, con el f in de evitar el su daño.
Figura 14: Evaporador diseñado

24
En la Tabla 4 se elije y justif ica los materiales necesarios para la elaboración del equipo.
Material Partes Justificación
Acero
Inoxidable
316 o 304
Chaqueta de
calentamiento,
recubrimientos y
partes
exteriores.
Ambos aceros corresponden a la familia de los
aceros inoxidables austeníticos y en general
presentan buena resistencia a la corrosión por la
presencia de cromo en su composición. El acero 304
es resistente a la corrosión en atmósferas naturales y
aguas dulces, a la vez en general es de menor costo,
por lo que se recomienda para la chaqueta de
calentamiento, si se usa vapor como fuente de calor.
Dependiendo del aceita térmico usado, se
recomienda el uso del 316 el cual presenta muy
buena resistencia a la corrosión en ambientes más
corrosivos y bajo condiciones críticas.
Acero
inoxidable
316L
Cuerpo, eje,
brazos del eje,
salidas y
entradas de
mater ial al
evaporador.
Es un acero inoxidable austenítico que presente una
alta resistencia a la corrosión (mucho mayor al 304
en presencia de ácidos), se recomienda 316L en
lugar de 316 ya que el primero presenta muy buena
resistencia a la corrosión al soldarse.
Tef lón
(politetraf lu
oroetileno –
PTFE)
Aspas Es un compuesto prácticamente inerte con un
coef iciente de rozamiento muy bajo. Se caracteriza
por su antiadherencia, impermeabilidad y f lexibilidad,
es adecuado para temperaturas de trabajo de -270°C
hasta 300°C. Con las características anteriores, las
cuchillas de tef lón permiten formar la película
alrededor del área interior del cuerpo del evaporador,
sin que la mezcla se adhiera a las cuchillas, a la vez
que se garantiza que el material no altere el proceso.
Tabla 4: Materiales de construcción

25
Para la chaqueta de calentamiento, se supone que se ut iliza la caldera disponible en el
laboratorio de Procesos químicos, del departamento de ingenier ía química, de la
Universidad de los Andes, la cual opera a una presión de 50 Psi – 344.7 kPa. A dicha
presión de operación se tiene una temperatura de 138 °C y una entalpia de vaporización
(hvap) de 1964.98 kJ/kg (tablas de vapor saturado). Solucionando las ecuaciones 13, 14 y
15 tomando Si una conductividad térmica de 0.2 W/mK (aceites) y una capacidad
caloríf ica de 2620 kJ/kgK (tomada en trabajos pasados al poliol), se llega a los siguientes
resultados y f lujo de vapor necesario.
Propiedades
K (W/m K) 0.2
D (m ) 0.2 Cálculos
Cp (J/kgK) 2620
h película
(W/m^2K) 1689.66748
µ (Pa s) 0.054 h vapor (W/m ^2K) 5700
Ds (m) 0.02 U (W/m ^2K) 1474.02068
Vaxial (m/s) 0.33408 Δ Temperatura (K) 88
ρ (kg/m ^3) 921.08 A (m^2) 0.5655
Nb 4 flujo Vapor (kg/s) 37.3293556
w (rev/s) 1
hvap (kJ/kg) 1964.98
Tabla 5: Flujo de vapor necesario para la chaqueta
6.6. Diseño Mecánico
6.6.1. Partes estándar
En general, para el d iseño del equipo se busca utilizar medidas y partes estándar y con
las mis mas dimensiones para las partes que se repiten, con el f in de disminuir costos y
facilitar la construcción y ensamble con otras partes.

26
6.6.1.1. Espesor de pared:
Para la construcción del equipo (carcasa) se supone una placa de 1/8 in de acero
inoxidable 316, se busca utilizar el mis mo espesor estándar en las partes que se requiera.
6.6.1.2. Tuber ía:
Las salidas del equipo corresponden a tuber ías estándar de acero inoxidable 316, todas
ellas de diámetro nominal de 1 ½ in y cedula 40, cuyas dimensiones se presentan en la
siguiente tabla.
Diámetro exterior (in) 1.9
Espesor de pared (in) 0.145
Diámetro interior (in) 1.61
Tabla 6: Dimensiones de la tubería utilizada.(26)
6.6.1.3. Pernos (sujetadores roscados):
Ya que se trata de una aplicación en la que la presión externa es mayor a la interna, no se
requiere pernos que soporten altas presiones, ya que la mis ma presión exterior mantiene
unidas las partes, en este caso los pernos actúan más como elementos para alinear y
ensamblar que como elementos sujetadores que requieran soportar una presión. Se
sugiere pernos estándar SAE grado uno de ½ in de diámetro.
Las partes a unir tienen huecos pasantes, en donde todo se ensambla con los pernos,
arandelas y tuercas. Como regla general, los pernos están ubicados a lo largo de un
circulo de radio f ijo (círculo de pernos), en donde los pernos no deben estar a más de 6
diámetros nominales del adyacente ya que no garantizaría la uniformidad de la presión, y

27
a la vez no puede estar a menos de 3 diámetros nominales de su adyacente, con el f in de
tener el espacio necesario para la llave, lo anterior se ve a continuación.(22)
)17(63 fNd
Db
Donde Db es el diámetro del c írculo de pernos, d es el diámetro nominal de los pernos y N
el número de pernos. Por lo tanto para el equipo que se está diseñando se obtiene las
siguientes dimensiones, cumpliendo lo establecido anteriormente.
Diám etro del circulo de pernos- Db (m ) 0.276
Diám etro nom inal de los pernos - d (m) 0.0127
Núm ero de pernos - N 12
F 5.68949851
Tabla 7: Medidas y criterios establecidos para los pernos.
6.6.1.4. Sellos
En general los sellos se utilizan para unir dos partes y evitar el escape de fluido a través
de la unión. Existe dos t ipos de sellos: el estático y el dinámico. El primero de los sellos se
utiliza en como unión entre dos partes estáticas (como puede ser el anillo O), mientras
que el sello dinámico se utiliza en aplicaciones en la que una de las partes esta en
movimiento, como es el caso de un eje en un tanque.(27)
6.6.1.4.1. Anillo O
Un anillo O (O-ring), es una junta mecánica estática en forma de toroide, la cual se utiliza
como sello entre dos partes, al ubicarlo entre la interface de las superf icies y ejercer una
compresión.
Por medio de una correcta escogencia y dimensionamiento de un anillo O, se puede
alcanzar una presión vacío en tanques de hasta 10^-8 Torr lo que equivale a 0.0000133
Pa (menor a lo requerido en el evaporador diseñado). En general los anillos diseñados
28
para estas aplicaciones deben tener una presión de vapor baja y no tener componentes
volátiles, baja permeabilidad a gases todo en las condiciones de temperatura y presión de
operación. En general para lograr las condiciones anteriores, se utiliza Butil, Buna-N y
Viton® A (f luorocarbon) (28), sus propiedades y las de algunas otros materiales se
encuentra en la referencia (29).
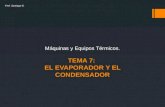
Para lograr la debida compresión del anillo y por lo tanto el selle del tanque, se utiliza el
siguiente dimensionamiento de la ranura, donde w corresponde al tamaño de la sección
transversal del anillo. La compresión del anillo debe ser de 25-35% (28)
Figura 15: Dimensionamiento de la ranura para el uso de un anillo O, para tanques
verticales a vacio.1
Para garantizar el buen funcionamiento, se debe garantizar una temperatura de operación
menor a los 120 ° C, un buen terminado superf icial de la ranura y en general de las
superf icies, a la vez se puede utilizar grasa para vac ío la cual sella las pequeñas
imperfecciones evitando fugas.
El diámetro interior del anillo debe ser 2%(tramo) (nunca mayor al 5%) menor al
establecido en la ranura del tanque de tal forma que el anillo quede solo un poco estirado
(29). La sección transversal del anillo, es arbitraria siempre y cuando se garantice lo
establecido en la Figura 15.
)18(%
int)(int
tramo
ranuraeriorDiametroDIeriorDiametro
1 Tomado de: http://www.nasa.gov/offices/oce/l lis/0674.html

29
El diámetro interior del anillo Con lo anterior se establece las siguientes especif icaciones
para el anillo y ranura utilizados en el equipo diseñado (se utiliza en la superf icie plana
que une las diferentes partes estáticas del equipo).
Diám etro interior - DI (m) (*) 220
Diám etro Exterior - DE (m ) 224
Sección transversal - w (m) (*) 2
65%w (m) 1.3
50%w (m) 1
Diám etro interior ranura 224.4
(*) Medidas tomadas del catalogo de Apple Rubber Products
Tabla 8: Dimensiones del anillo O a utilizar.
6.6.1.4.2. Sellos mecánicos dinámicos:
Los sellos mecánicos dinámicos, actualmente han ido reemplazando las juntas, ya que no
requieren liquido externo de sellado, genera menor fricción y desgaste al e je, t iene menor
pérdidas por goteo, admite mayores presiones y velocidades, generalmente son de mas
fácil operación, mantenimiento y menor costo (27)(30).
Los sellos mecánicos dinámicos constan de dos partes principales, una estática la cual se
ancla a la “carcasa” del equipo y una parte dinámica unida al eje giratorio del mis mo. El
principio básico de funcionamiento de esta pieza, consta en un acabado liso entre las dos
partes, lubricado con un f luido que disminuye la fricción (evita desgaste), el cierre que se
logra con las superf icies evita que los f luidos escapen del equipo(27).
Para el caso estudiado se eligió el sello mecánico EF1C (31) para un eje de 24 mm de
diámetro (debe maquinarse un hombro en el eje), cuyas características se encuentran en
el Anexo 9.3. El anterior es un sello dinámico externo, utilizado para aplicaciones con

30
productos corrosivos, muy utilizado en la industria química. A la vez el sello cumple con la
temperatura, presión y velocidad de operación del equipo. La disposición del sello se
realiza entre la tapa superior estática del equipo y el eje giratorio como se ve en la
siguiente f igura.
Figura 16: Disposición del sello mecánico dinámico en el equipo
6.6.1.5. Rodamiento:
Para el diseño del equipo es necesario especificar el rodamiento interno el cual soporta y
permite el movimiento del eje. Para ello debe tenerse en cuenta que se tiene un
componente de fuerza axial dado por el peso del eje que no supera los 12 Kg, es decir
117.72 N. A la vez se tiene un componente radial dado por la fuerza (F) que se ejerce al
mover las paletas, este se toma a partir de la potencia máxima (P) que utilizaría el equipo
(operando a una velocidad (w ) de 5 rps, con las propiedades del polio l) y teniendo en
cuenta que el equipo t iene un diámetro de eje (d) de una pulgada, lo que tomando el caso
crítico corresponde a una fuerza máxima de 2,21 N , utilizando la ecuación que se
presenta a continuación.
)19(dw
PF
Como se ve a partir de lo anterior, se tiene una aplicación de cargas bajas combinadas.
Para estos casos los rodamientos de bolas con contacto angular y los de rodillos cónicos,

31
son los más adecuados, sin embargo para cargas bajas, los rodamientos de bolas rígidos
pueden ser muy adecuados (32). En la siguiente tabla se evidencia los t ipos de
rodamientos, y las características que cumplen.
Tabla 9: Características de los rodamientos.
Los rodamientos tipo Y, son rodamientos de bolas rígidos, cuyo diámetro circular exterior
presenta una geometr ía convexa. Presentan diferentes métodos de f ijación entre el
rodamiento y el eje, como manguitos de contención, prisioneros, interferencia y anillos.
Generalmente los rodamientos Y se montan en diferente soportes y son una opción
sencilla y económica, en general son utilizados en maquinaria agrícola, textil, de
construcción, de procesamiento y empaque de alimentos y bebidas, entre otros(32).

32
Figura 17: Esquema de un rodamiento
tipo Y(32)
Figura 18: Soporte para rodamiento
tipo Y(32)
Los soportes para rodamientos tipo Y, son fabricados en acero laminado en frío y tienen
un recubrimiento en cromo amarillo para evitar la corrosión, la Figura 18 corresponde a
un tipo de soporte para los rodamientos de interés(32).
Para el equipo en necesario un rodamiento interior el cual soporte y de movimiento al e je,
para ello se eligió el rodamiento de SKF YAT 204, con un soporte PF 47, como se ve en
la siguiente f igura (debe tenerse en cuenta que sobre el e je debe maquinarse un hombro).
Figura 19: Especif icaciones del rodamiento Y elegido (32)

33
Como se ve en la Figura 19 la carga dinámica (C) equivale a 12.7 kN y la estática (Co) de
6.55 kN, para este tipo de rodamientos, ut ilizando prisioneros, la carga axial (peso del eje,
0.11772 kN) no debe sobrepasar el 20% de la carga dinámica, y el 25% de la estática, lo
cual se cumple como se ve a continuación (32):
Carga axial maxima permitida (por dinámica)= 12.7*0.2 = 2.54 KN > 0.11772 kN
Carga axial maxima permitida (por estática)= 6.55*025 = 1.6375 KN > 0.11772 KN
Existe dos tipos de cargas que se utilizan como criterios de selección de rodamientos, la
carga estática equivalente y la dinámica equivalente. La carga dinámica equivalente (P)
es “la carga hipotética constante en magnitud y dirección que si actuara radialmente sobre
un rodamiento radial o axialmente y centrada sobre un rodamiento axial, tendr ía el mis mo
efecto sobre la vida del rodamiento que las cargas reales a las cuales está sometido dicho
rodamiento”(32) y se toma como criterio cuando el rodamiento, gira con carga.
Por otra la carga estática (Po) es “carga hipotética (radial para los rodamientos radiales y
axial para los rodamientos axiales) que, de ser aplicada, causaría en el rodamiento la
misma carga máxima sobre los elementos rodantes que las cargas reales”(32), y se utiliza
como criterio cuando las velocidades son muy bajas o el equipo permanece en estado
estacionario por periodos largos.
Ya que el rodamiento del equipo puede estar girando bajo cargas o en periodos
estacionarios, vale la pena tomar ambos criterios. Para ello se utilizó la herramienta de
cálculo de la referencia (32), para mayor profundidad en las formulas y los cálculos se
recomienda consultar dicha referencia o la referencia (23) capítulo 15. Los resultados se
muestran a continuación.

34
Figura 20: Cálculos para la escogencia del rodamiento(32).
Donde:
P = carga dinámica equivalente, kN
P0 = carga estática equivalente, kN
C = capacidad de carga dinámica, kN
C0 = capacidad de carga estática, kN
Fr = carga radial, kN
Fa = carga axial, kN
X = factor de cálculo de la carga radial (dinámica)
X0 = factor de cálculo de la carga radial (estática)
Y = factor de cálculo de la carga axial (dinámica)
Y0 = factor de cálculo de la carga axial (estática)
e = factor limitador para la relación de la carga del rodamiento
L10 = vida nominal, millones de revoluciones
Como se puede ver, las cargas equivalentes son mucho menores a las cargas estáticas y
dinámicas correspondientes, por lo que el rodamiento elegido es el adecuado. A la vez, se
tiene una vida de 208000 millones de revoluciones, lo cual si se opera a 1 rps continuo
corresponde a 6596 años aproximadamente.

35
El último calculo que debe hacerse, es el de la carga dinámica mínima, en este caso la
carga dinámica equivalente debe ser mayor al 1% de la carga dinámica para rodamientos
rígidos de bolas (32).
Carga dinámica mínima requerida= 0.01*C=0.01*12.7=0.127 kN< P=0.214kN
Como se puede ver, el rodamiento escogido cumple todos los criterios y parámetros, por
lo cual resulta adecuado para la aplicación estudiada.
6.6.2. Cálculos preliminares
Se va a llevar a cabo diferentes cálculos para hacer una primera evaluación del estado de
esfuerzos para las diferentes partes, como se ve a continuación.
6.6.2.1. Tanque
Para el diseño de los tanques se tiene el siguiente esquema de presiones, tanto para la
chaqueta, como para el interior.
Figura 21: Esquema de presiones.

36
De donde se puede asumir que la chaqueta corresponde a un tanque de 0,25 m de radio
interno (r) y 3,175 mm de espesor (t), con una presión interna (P) equivalente a (344,7-
101,3)=243,4 kPa. Siguiendo con los cálculos para los tanques, se tiene los esfuerzos
principales para un elemento en la superf icie interior que se ven a continuación:
σ1=σtangencial = Pr/t = (243.40 kPa)(250.00 mm)/(3.18 mm) = 19 135.22 kPa
σ2=σaxial = Pr/2t = (243.40 kPa)(250.00 mm)/(2 × 3.18 mm) = 9 567.61 kPa.
σ3=σradial =-P= -243.4 kPa
Para los esfuerzos anteriores se tiene el siguiente c írculo de Mohr:
Figura 22: Círculo de Mohr para la chaqueta
Donde, si se toma la teoría de máximo esfuerzo cortante y Von Mises, se obtiene los
siguientes factores de seguridad (n), donde Sy es la resistencia a la cedencia.
ncortante max = 276000 kPa /2*9689 kPa= 14.2

37
nVon Mises=276000 kPa /(((19135.22-9 567.61)2+(9 567.61+243.4)2+(-243.4-
19135.22)2)/2)0,5=16,5
Por otra parte, si se asume que el tanque interior corresponde a un tanque de 0,2 m de
radio interno (r) y 3,175 mm de espesor (t), con una presión interna (P) equivalente a (0-
344,7)=-344.7 kPa. Para este caso, se tiene los esfuerzos principales para un elemento
en la superf icie exterior que se ven a continuación:
σ1=σradial= 344.7 kPa
σ2=σaxial = Pr/2t = (344.70 kPa)(200.00 mm)/(2 × 3.18 mm) = -10839.62 kPa.
σ3=σtangencial = Pr/t = = (344.70 kPa)(200.00 mm)/(3.18 mm) =- 21679.25 kPa.
Para los esfuerzos anteriores se tiene el siguiente c írculo de Mohr:
Figura 23: Círculo de Mohr para el tanque interior.
Donde, si se toma la teoría de máximo esfuerzo cortante y Von Mises, se obtiene los
siguientes factores de seguridad (n):
ncortante max = 276000 kPa /2*11011.975 kPa= 12.5

38
nVon Mises =276000 /(((344.7--10839.62)2+(-10839.62 – 21679.25)2+(- 21679.25-344.7) 2)/2)
0,5= 9.5
Como se puede ver los factores de seguridad son mayores a la unidad, lo que indica que
se cuenta con un espesor de pared adecuado y que son una primera aproximación, ya
que los cálculos y modelos utilizados tienen varias simplif icaciones (para mayor detalle se
va a simular el estado de esfuerzos por medio de Ansys). Por medio de dicho espesor, se
puede utilizar la misma lámina (estándar) de acero para las diferentes partes.
6.6.2.2. Eje
Para la evaluación del eje se tiene las dimensiones anexas en los planos y el siguiente
diagrama de cuerpo libre y su diagrama de torque correspondiente.
Figura 24: Diagrama de cuerpo libre para el eje.

39
Figura 25: Diagrama de par torsor para el eje.
De la f igura anterior se observa que el máximo par torsor (T) es de 0.004846 Nm.
Teniendo en cuenta que el eje es redondo y solido, con un diámetro (d) de 0.02 m
(hombro), se tendría el esfuerzo máximo cortante (τxy) que se ven a continuación.
Τxy=16T/πd3=16*0.004846/ π0.02543=3085.05 Pa
Por las características del caso estudiado, no se tiene esfuerzos normales, por lo tanto el
estado de esfuerzos máximos está dado por el siguiente c írculo de Morh.
Figura 26: Círculo de Mohr para el eje

40
De donde los factores de seguridad por los criterios de esfuerzo cortante máximo y por
Von Mises corresponden a:
ncortante max = 276000 kPa /2*3.1 kPa= 44516.1
nVon Mises = 276000 kPa /(((3.1-0)2+(0+3.1)2+(-3.1-3.1) 2)/2) 0,5= 51402.7
Resulta evidente que el factor de seguridad es muy alto y que el e je podía ser de diámetro
signif icativamente menor, sin embargo se elig ió dicho diámetro con el f in de poder utilizar
el sello mecánico dinámico (menor diámetro posible). De igual forma, se puede tener la
certeza que el eje no va a fallar si se utiliza mezclas más viscosas.
Debe tenerse en cuenta que el eje t iene dos disminuciones de diámetro, uno en cada
extremo (como se puede ver en los planos anexos), en donde se ensambla el rodamiento
y el sello mecánico dinámico. Para estas partes debe usarse un ajuste H7/n6 “Ajuste de
transición localizada: para una ubicación más precisa, donde es permisible una mayor
interferencia”. (22)
6.6.2.3. Paletas:
Las patetas están hechas de tef lón y se ensamblan al eje por medio de las cruces (las
cuales se sueldan al eje), cuentan con un eje principal cuyos extremos se acoplan a las
cruces por un ajuste H7/h6 “Proporciona un ajuste f irme para la ubicación de las partes
estacionarias, pero se puede ensamblar y desensamblar libremente” (22)
Figura 27: Diagrama de cuerpo libre para el eje.

41
Para el esquema anterior se tiene las siguientes ecuaciones:
Por equilibrio: TA+TD-(0.00104)(0.115)=0
Ya que el cuerpo es simétrico se tiene que: TA=TD
Por lo tanto: TA=TD=5.9964x10-5 Nm
Con lo cual, e l máximo esfuerzo cortante corresponde a: τ=Tc/J=1192.72 Pa
El diagrama de par torsor a lo largo de la paleta se ve a continuación:
Figura 28: Diagrama de par torsor para la paleta
Teniendo en cuenta que sólo se cuenta con el anterior esfuerzo cortante y no se tiene
esfuerzos normales se tiene el siguiente c írculo de Mohr.
Figura 29: Círculo de Mohr para las paletas

42
De donde los factores de seguridad por los criterios de esfuerzo cortante máximo y por
Von Mises, teniendo en cuenta que son de tef lón (Sy=4 MPa, a condiciones de
operación), corresponden a:
ncortante max = 4000kPa /2*1.19 kPa= 1677.8
nVon Mises = 4000kPa /(((1.19-0)2+(0+1.19)2+(-1.19-1.19) 2)/2) 0,5= 1937.4
Con los cálculos anteriores, se evidencia que las piezas diseñadas soportan los esfuerzos
a los que están sometidas durante la operación, e incluso soportan esfuerzos mayores
generados por sustancias más viscosos.
Con el f in de obtener mayor detalle, exactitud en los cálculos y verif icar nuevamente los
esfuerzos presentes en el equipo, se va a realizar la simulación en Ansys como se ve a
continuación.
6.6.3. Simulación Ansys
La simulación se llevó a cabo en Ansys Workbench 11, teniendo en cuenta los materiales
de las partes ya especificados, temperatura de 90 °C, una presión de 50 Ps i para la
chaqueta, 0.5 Psi para el interior y 1 Atm para el exterior. Las piezas fueron previamente
diseñadas en Solid Edge ST, para posteriormente importarlas a Ansys en donde se aplicó
las cargas, restricciones, y demás características del sistema. Una vez se tiene todo lo
anterior, se encuentra el análisis de esfuerzos sobre las piezas para determinar si las
piezas soportan las condiciones modeladas.

43
Pesos aproximados de las partes
No. Parte Material Cantidad Peso unidad (kg) Peso (kg)
1 Rodamiento Estandar 1 0.29 0.29
2 Sello Estandar 1 0.688 0.688
3 O-Ring Viton A 2 0.003 0.006
12 Eje Acerio Inox 316 1 5.596 5.596
11 Cruz eje Acerio Inox 316 12 0.376 4.512
9 Paletas Tef lon 44 0.026 1.144
4 Cono inferior Acerio Inox 316 1 6.999 6.999
5 Tapa superior Acerio Inox 316 1 8.493 8.493
7 Camisa Acerio Inox 316 1 43.418 43.418
10 Soporte Acerio Inox 316 1 3.108 3.108
74.254
Tabla 10: Peso de las partes.
Se va a llevar a cabo dos simulaciones de dos subconjuntos, el primero que se llama
“conjunto presión” el cual incluye el cuerpo y tapa del equipo y el rodamiento (se simula
sin los diferentes sellos para hacer más sencilla la simulación) y el Segundo que se llama
“conjunto eje” el cual incluye el eje, las paletas y las cruces. Para el primer conjunto se
lleva a cabo la simulación de medio conjunto, esto es posible por simetría del conjunto y
disminuye los costos computacionales.
6.6.3.1. Simulación Conjunto Presión
En la Figura 31 y Figura 32, presentan las entradas y parámetros iniciales de la
simulación, mientras que la Figura 33 y la Figura 34, presentan los resultados a la
simulación del conjunto presión.
6.6.3.2. Simulación Conjunto Eje

44
En la Figura 35 y Figura 36, se presenta las entradas y parámetros iniciales de la
simulación, mientras que la Figura 37 y Figura 38 presentan los resultados a la simulación
del conjunto eje. Debe tenerse en cuenta que para el tef lón es necesario introducir las
propiedades del material como un nuevo material en Ansys, el modulo de Poisson (0.46)
fue tomado de la referencia (33), mientras que la densidad, el módulo de elasticidad y la
resistencia a la tensión de la referencia (34), donde se tomo el valor aproximado para las
últimas dos propiedades de su gráf ica en función de la temperatura como se ve a
continuación.
Figura 30: Propiedades del tef lón en función de la temperatura (34)
La fuerza B de la Figura 36, se repite en todas las paletas (por claridad en la f igura se
omiten)

45
CONJUNTO PRESIÓN
Figura 31: Malla
Figura 32: Restricciones y cargas
Figura 33: Esfuerzos Von Mises
Figura 34: Factor de seguridad

46
CONJUNTO EJE
Figura 35: Malla
Figura 36: Restricciones y cargas
Figura 37: Esfuerzos Von Mises
Figura 38: Factor de seguridad

47
7. Análisis
Para la densidad y la viscosidad resulta útil a justar los modelos en función de la
temperatura, teniendo en cuenta que en ambos casos los datos experimentales se
obtuvieron a presión constante atmosférica. Por lo tanto los coef icientes para los cálculos
de las ecuaciones se presentan en la Tabla 11 y la Tabla 12. En ambos casos se obtiene
coef icientes de correlación mayores a 0.99, por lo que las ecuaciones modelan
conf iablemente los datos experimentales.
Coef. Densidad ρ(g/m l)=A*T(°C)^2+B*T(°C)+C A B C Coef. Correlación
Oleína 5.60E-07 -7.13E-04 0.9227 0.9944 Epóxido -2.18E-06 -2.62E-04 0.9338 0.9901
Poliol 2.01E-06 -9.17E-04 0.9609 0.992 Tabla 11: Coef icientes modelo segundo orden para la densidad
Coeficientes ec. Andrade para viscosidad µ(cP)=Aexp(B/T(K))
Com puesto A B Coef correlación Oleína 5.5478 E-4 3498.47 0.9987
Epóxido 1.1953E-03 3467.84 0.9984
Poliol 4.9757E-04 3748.45 0.9992
Tabla 12: Coef icientes modelo de Andrade (temperaturas mayores a 30°C)
Figura 39: Modelo de Andrade
0
50
100
150
0,0028 0,003 0,0032 0,0034
Viscosidad (cP)
Inverso temperatura (1/K)
Viscosidad ‐Modelo de Andrade
Oleína
Epoxido
poliol

48
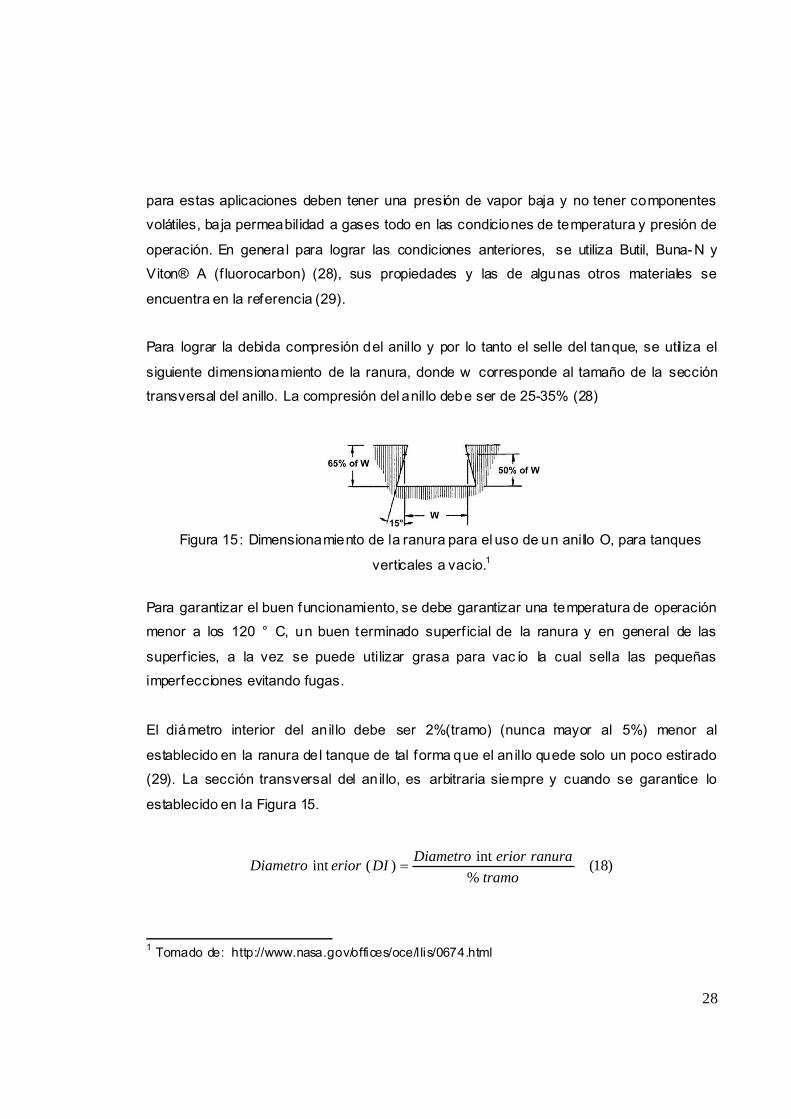
Con el f in de tener un completo análisis de las principales variables que afectan en mayor
medida el proceso, se realizo las siguientes curvas del equipo que lo caracterizan. Se
evidencia, por ejemplo el efecto de la difusividad inversamente proporcional al tiempo
necesario de uso del equipo y directamente proporcional a la potencia consumida. Cabe
destacar que para el peor de los casos (difusividad y velocidad angular muy baja) el
tiempo de residencia de la muestra en el equipo es mucho menor al requerido por otros
equipos como lo es el rotoevaporador.
Figura 40: Efecto de la difusividad sobre el tiempo de exposición (asumiendo una
velocidad angular de 1 rps)
Figura 41: Efecto de la difusividad sobre la potencia (asumiendo una velocidad angular
de 1 rps)
0
500
1000
1500
2000
2500
1,E‐12 1,E‐11 1,E‐10 1,E‐09 1,E‐08 Tiempo exposición película
(s)
Difusividad (m 2̂/s)
Efecto de la difusividad sobre el tiempo de exposición
Epóxido
Poliol
0,086
0,0870,0880,0890,090
0,0910,0920,093
0,094
1,E‐12 1,E‐11 1,E‐10 1,E‐09 1,E‐08
Potencia (W)
Difusividad (m^2/s)
Efecto de la difusividad sobre la potencia
Epóxido
Poliol

49
Figura 42: Efecto de la velocidad angular sobre la potencia y el t iempo de exposición
(asumiendo una difusividad de 1x10-11).
Respecto al efecto de la velocidad angular, es necesario encontrar un equilibrio entre la
potencia consumida y el t iempo de exposición, ya que t iempos de exposición bajos
requieren potencias muy altas y ambas curvas presentan un comportamiento exponencial.
Por lo anterior el evaporador debe tener una potencia de 1 a 2 revoluciones por segundo.
Dependiendo del t ipo de bomba de vacío elegida, el sistema puede llegar a verse
afectado ya que si el f lujo de la bomba es menor al f lujo de vapor generado durante la
evaporación, el sistema tomaría un mayor tiempo respecto al calculado. Vale la pena
notar que el caudal manejado por el equipo es muy pequeño y que por ejemplo al ut ilizar
una bomba de vacío t ipo Roots código 1034, se tiene un caudal de la bomba de 13000
m3/h, el cual es signif icativamente mayor al f lujo del equipo. Este factor debe ser
estudiado en evaporadores de mayor escala.
Debe tenerse en cuenta que el flujo de vapor de la chaqueta es un primer estimativo, que
puede tener errores en la estimación de las propiedades y los coeficientes, perdidas de
presión, ensuciamiento entre otros, y que se puede tomar como variable de control de
temperatura del equipo.
Respecto a la potencia del equipo, es importante resaltar sus bajos resultados. Esto se
debe a que los parámetros que tienen mayor inf luencia son el d iámetro del equipo y su
0,0
0,5
1,0
1,5
2,0
2,5
0
200
400
600
800
0 1 2 3 4 5 6
Potencia (W
)
Tiempo expocición película
(s)
Velocidad angular (1/s)
Efecto Velocidad Angular
Epóxido tiempo Poliol tiempo

50
velocidad angular y para ambos casos se tiene valores bajos, en especial el diámetro por
tratarse de un equipo a escala piloto.
Si se remite a hojas de especif icaciones de polioles petroquímicos e incluso de soya, se
encuentra que para todos ellos su contenido mínimo de agua es del 0.4%, esto se debe
(como se presentó en los resultados) a la concentración en equilibrio. No se recomienda
aumentar la temperatura para las mezclas descritas.
Para corroborar las ecuaciones realizadas y los resultados obtenidos, se introdujo en la
hoja de cálculos, los parámetros expuestos en la referencia (19). De lo anterior se obtuvo
valores muy ajustados (no es posible dar un error exacto ya que son datos de graf icas) a
los resultados dados por su autor, lo que valida la hoja de cálculo y sus resultados. A
continuación se presenta los resultados obtenidos por medio de la hoja de cálculos y la
Figura 43 de la referencia (19) para los mis mos valores de la tabla, con el f in de poder
comparar los resultados y validar la hoja de cálculos.
Curva Velocidad angular (1/s) Valor calculado potencia (kW)
Pitch= 45° 1 26.87
H/d=6 2.5 136.76
Base case 2 137.2
Shear viscosity =50 Pa.s 1.5 191.38
Tabla 13: Datos obtenidos por medio de la hoja de cálculos realizada.
En caso de ut ilizar el evaporador en una aplicación una mezcla diferente es necesario
estimar nuevamente el f lujo, tiempo y potencia del equipo, teniendo en cuenta que podría
encontrarse limitado su uso a potencias mayores a la entregada por el motor elegido y el
caudal de la bomba.
51
Figura 43: Curvas tomadas de la referencia [13] (a color los puntos presentados en la
tabla 21)
En general las especificaciones del equipo dependen de las propiedades de los
compuestos involucrados, ya sea para el cálculo de t iempo de residencia, la potencia
entre otros. A lo largo del trabajo se documenta alternativas para la toma de datos de las
propiedades experimentales, sin embargo dichas propiedades pueden ser estimadas por
correlaciones, simulaciones, estimaciones, entre otros. En cualquier caso, para equipos
construidos se recomienda realizar corridas de ajuste y calibración del equipo con el f in de
obtener el producto con las características deseadas.
Por medio de los resultados a los cálculos de las partes estándar y de las simulaciones,
(con las cuales se lleva a cabo la evaluación mecánica de las partes que forman el
equipo) se evidencia que las dimensiones evaporador permiten soportar las cargas a las
cuales se encuentra cada una de las partes durante la operación a 90°C. Las
simulaciones en Ansys, permiten obtener el estado de esfuerzo de las partes incluyendo
cargas, geometrías y restricciones que asemejan la realidad. A la vez, es importante
recalcar la importancia de las partes y dimensiones estándar, ya que con ellas se puede

52
utilizar partes elaboradas comercialmente, se dis minuye costos y se tiene una posibilidad
de reemplazar las piezas fácilmente.
Por medio del presente trabajo, también es posible adaptar el proceso a un evaporador de
película barrida ya construido o comercial, redef iniendo principalmente el tempo de
residencia.
Con el diseño del equipo se evidencia una disminución considerable del t iempo de
secado, con un consumo bajo de energía. Es posible reemplazar con él, equipos cuyo
tiempo de residencia es mucho mayor y generalmente están limitados a escala
laboratorio, como es el caso del horno a vacío y el rotoevaporador. Todo esto lleva a
considerar el evaporador como una alternativa rentable, ya que a pesar de llegar a tener
costos elevados de construcción (inversión inicial), se t iene menor t iempo de residencia,
mayor volumen de trabajo a bajos consumos de potencia. Todo esto se logra por los
métodos explicados en los que se favorece la transferencia de calor y masa.

53
8. Conclusiones
A lo largo del documento se evaluó y analizó las propiedades de los polio les y epóxidos
derivados del aceite de palma. A partir de los cuales se llevo a cabo el diseño del
evaporador de película barrida para una planta piloto de 10 L, con tiempos cortos de
secado y concentración final del 0.6%.
Se llevo a cabo los diferentes balances de masa, calor y momento y a partir de ellos se
obtuvo las dimensiones características del evaporador, mostrados en los planos y figuras
anexas elaboradas en con ayuda del softw are Solid Edge.
Se realizó una simulación del estado de esfuerzos y deformación en el equipo, teniendo
en cuenta las condiciones de operación para las cuales se diseñó. Con lo anterior se
obtuvo un diseño totalmente especif icado y se validó el d iseño estructural de las partes.

54
Bibliografía
1. Fedepalm a. La Palma de aceite, Historia. [En línea] [Citado el: 21 de 01 de 2008.]
http://www.fedepalma.org/palma.htm..
2. —. Federación Nacional de Cult ivadores de Palma de Aceite, Balance Económico.
Desempeño del Sector Palmero Colombiano en 2006. [En línea] [Citado el: 21 de 01 de
2008.] http://www.fedepalma.org/documen/Docnoticias/Boletin_Economico_2006.pdf..
3. New raw materials. Potter, Steven. s.l. : Internat ional Palm Oil Congress, 2001.
4. Cenipalm a. Centro de Investigación en Palma de Aceite, Aceites y salud. [En línea]
[Citado el: 07 de 01 de 2008.] http://www.cenipalma.org/aceysal.htm#v.
5. tesis maestria Ingeniería Mecánica. R, Gom ez J. s.l. : Universidad de los Andes.
6. Fedesarrollo. Desarrollo del aceite de palma. [En línea] [Citado el: 28 de 10 de 2007.]
f tp://f tp.fedesarrollo.org.co/pub/eventos/19042005/MESA.pdf.
7. Fedepalm a. El aceite de Palma. [En línea] [Citado el: 07 de 01 de 2008.]
http://www.fedepalma.org..
8. The Chemical And Physical Characteristics Of Oleochemicals Produced In Malaysia.
Yusof, Mohtar.
9. The future of palm oil in oleochemicals. J AppalasamI, DE Vries R. 2006.
10. VA. Encyclopedia of Physical Science and Technology. Polymers. s.l. : Academic
Press 3rd.
11. Heterogeneously Catalyzed Reactions with Vegetable Oils, Epoxidation. A, Rios L.
Alemania : s.n., Vols. Tesis de doctorado. University of technology RWTH-Aachen.
12. C, J Geankoplis. Procesos de Transporte y Operaciones Unitarias. s.l. : Ed Cecsa,
1998.
13. Sharma SK, Mulvaney SJ, Rizvi S. Ingeniería de Alimentos, Operaciones Unitarias y
prácticas de laboratorio. s.l. : Ed. Limusa Wiley, 2003.
14. McCabe W, Sm ith J, Harriott P. Operaciones Unitarias en Ingeniería Química. s.l. :
Ed McGraw Hill, 1998.
15. Evaporation end Evaporators. Kessler D P, West Lafayette. Estados Unidos : s.n.

55
16. Kim ble, Ken. Wiped Film Distillation. [En línea] [Citado el: 14 de 05 de 2008.]
http://www.kenkimble.co.uk/Products/High_Vacuum_Distillat ion/Wiped_Film_Distillation/w i
ped_f ilm_distillat ion.shtml.
17. Continuous Processes in Wiped Films. 1. MultiStage Molecular Distillation in
Arrangement with a Single Convex-Shaped Evaporator Body. Tkác A, Cvengros J. 3,
s.l. : Ind.Eng. Chem. Process Des. Dev, 1978, Vol. 17.
18. Continuous Processes in Wiped Films. 2. Distilling Capacity and Separating Efficinecy
of a Molecular Evaporator with a Convex Evaporating Surface. Tkác A, Cvengros J. 3,
s.l. : Ind.Eng. Chem. Process Des. Dev, 1978, Vol. 17.
19. Design Model of a wiped Film Evaporator Applications To The Devolatilisation Of
Polimer Melts. Mckenna, Timothy F. 3, s.l. : Chemical Engineering Science, 1995, Vol.
50.
20. Xarxa, Tesis Doctorals en. Universidad Politecnica de Cataluña. Josep
Comaposada. Sorption Isotherms and Water Dif fusitivity in Muscles of Pork Ham at
Dif ferent NaCl Contents. [En línea] [Citado el: 14 de 05 de 2008.]
http://www.tdx.cesca.es/TESIS_UPC/AVAILABLE/TDX-0430101-
81810//16Difusivitat Introduccio.PDF.
21. Reid, Prausnitz, Sherw ood. The Properties of Gases and Liquids. Estados Unidos :
Mc Graw Hill, 3 edición.
22. Shigley J.E, Mischke C.R. Diseño en Ingeniería Mecánica. Mexico : Mc Graw Hill,
2002.
23. L., Mott R. Machine Elements in Mechanical Design. Estados Unidos : Prent ice Hall,
1992.
24. Desarrollo de una formulación para espuma flexible de poliuretano basada en polioles
sintetizados a partir de aceite de palma crudo. Correa, N Osorio. Bogotá : Universidad de
los Andes, tesis, 2007.
25. Diseño del Sistema de Purificación Para la Planta Piloto de Producción de Polioles
Derivados de Aceite de Palma. J, Ribón M. Bogotá : Tesis Pregrado Ingeniería química,
Universidad de los Andes, 2008.

56
26. Toolbox, The Engineering. Carbon, Alloy and Stainless Steel Pipes - ASME/A NSI
B36.10/19 . [En línea] [Citado el: 3 de 01 de 2009.]
http://www.engineeringtoolbox.com/steel-pipes-dimensions-d_43.html.
27. SETI. Bombas centrifugas, juntas. [En línea] [Citado el: 21 de 01 de 2009.]
http://www.fortunecity.es/imaginar io/secreto/163/Juntas.htm.
28. NETWOK, NASA ENGINEERING. Public Lessons Learned Entry: 0674. [En línea]
[Citado el: 13 de 01 de 2009.] http://www.nasa.gov/off ices/oce/llis/0674.html.
29. Inc, Apple Rubber Products. Seal Design guide. [En línea] [Citado el: 13 de 01 de
2009.] http://www.applerubber.com/sdg/.
30. SULZER. Dynamic Seal in the Sugar Industry:Enhanced Operat ional Reliability and
Lowest Total Costs. [En línea] [Citado el: 21 de 01 de 2009.]
http://www.sulzerpumps.com/PortalData/9/Resources/technical/fmf/food/Artikkeli_Dynamic
_Seal_in_the_Sugar_Industry.pdf.
31. Fluiten. Mechanical Seals. [En línea] [Citado el: 21 de 01 de 2009.]
http://www.f luiten.it/documents/PIL002_ENG.pdf.
32. SKF. Pr incipios para la selección y la aplicación de los rodamientos. [En línea] [Citado
el: 22 de 01 de 2009.]
http://www.skf.com/portal/skf/home/products?maincatalogue=1&lang=es&newlink=1_0_1.
33. PTFE-faced centre pivot thrust pad bearings: Factors affecting. M. Fillon, S.B.
Glavatskih. Vols. Tribology International 41 (2008) 1219– 1225.
34. The properties of poly(tetrafluoroethylene) (PTFE) in tension. P.J. Rae, E.N. Brown.
Vols. Poly mer 46 (2005) 8128–8140.
35. Uva. Síntesis del Poliuretano. [En línea] [Citado el: 14 de 05 de 2008.]
http://www.eis.uva.es/~macromol/curso05-06/pu/sintesispoliuretano.htm.
36. Sm ith J M, Van Ness H C, Abbott M M. Introducción a la Termodinámica en
Ingeniería Química. s.l. : Editorial McGraw Hill, 5ª edición, 1996.
37. Epoxidación De Aceite De Palma Con Ácido Peracético, Utilizando Como Catalizador
Resinas De Intercambio Catiónico Para La Obtención De Esteres Metílicos Epoxidados.
Y, Torres Guzmán L. Bogotá : Universidad de los Andes, tesis 2007., 2007.

57
9. Anexos
9.1. Anexo 1 (Planos)

58

59

60

61

62

63

64

65
9.2. Hoja de especificación del equipo

66
9.3. Sello mecánico (31)

67