
Ejercicios Estadistica Inglés Español
21
1.- Une metodología para la resolución del problema es: Planificación avanzada de la calidad del producto. Inspección visual Planear, Hallar, Verificar y actuar. Trazado de peligros. 2.- Muchas de las técnicas de mejora contínua y filosofías se pueden vincular a: 14 puntos de Deming El ciclo de Shewhart Teoría de las restricciones de .Goldratts. Diagrama de espina de pescado Ishikawa. 3.- El conjunto siguiente de datos, es un diseño completamente al azar ( un factor experimental). Operador 1 Operador 2 Operador 3 100 129 120 102 132 124 103 134 136 122 118 111 96 112 109 Cuáles son los grados de libertad para la estimación combinada de la varianza? 4 16 14 12 4.- Un proceso de inspección realizado a 6 unidades, se encontraron 8 defectos en el proceso. Determinar el rendimiento. 0.462 2.64 1.33 0.264 Financial measures
-
Upload
oliver-oliver -
Category
Documents
-
view
290 -
download
17
Transcript of Ejercicios Estadistica Inglés Español
1.- Une metodología para la resolución del problema es: Planificación avanzada de la calidad del producto. Inspección visual Planear, Hallar, Verificar y actuar. Trazado de peligros.
2.- Muchas de las técnicas de mejora contínua y filosofías se pueden vincular a: 14 puntos de Deming El ciclo de Shewhart Teoría de las restricciones de .Goldratts. Diagrama de espina de pescado Ishikawa.
3.- El conjunto siguiente de datos, es un diseño completamente al azar ( un factor experimental).Operador 1 Operador 2 Operador 3
100 129 120102 132 124103 134 136122 118 111
96 112 109Cuáles son los grados de libertad para la estimación combinada de la varianza?
4 16 14 12
4.- Un proceso de inspección realizado a 6 unidades, se encontraron 8 defectos en el proceso. Determinar el rendimiento.
0.462 2.64 1.33 0.264
Financial measures2.- Machine A produces six defective parts for every 1,000 parts produced, and the cost isolate each defective part is $100.00. For every 10 parts produced, there is $1.00 of non recyclable scrap material created. The costs of labor for each batch of 1,000 parts is $500.00. What is the internal failure costs of this 1,000 batch process?
La Máquina A produce seis piezas defectuosas por cada 1.000 piezas producidas, y el costo de aislar cada parte defectuosa es de $ 100.00. Para producir cada 10 partes, se genera un material de desecho cuyo valor es de $ 1.00. Los costos de mano de obra para cada lote de 1000 piezas es de $ 500.00. ¿Cuál es el costo de fallas internas de este proceso de 1.000 lotes?
100 500 600 700
8.- A process made 6 units. Inspection found 8 defects in this process. Determine the throughput yield.Un proceso tiene 6 unidades. Inspección ha encontrado 8 defectos en este proceso. Determinar el rendimiento.
0.462 2.64 1.33 0.264
1.- Process characteristics4.- Calculate the takt from the following data: Average demand for the porduct is 80 assembled units per day. The assembly area works two eight hour shifts per day on a a five day work week schedule.Calcular el ritmo de los siguientes datos: La demanda promedio del producto es de 80 unidades emsambladas por día. La zona de montaje trabaja a dos turnos de ocho horas cada turno, en un programa de cinco días a la semana de trabajo.
6 minutos 18 minutos 12 minutos 2 minutos
8.- A standard has a known value of 15.500 mm and is measured twenty times obtaining an average of 15.401 mm. If the tolerance is +/- 0.25 then what is the percent bias?Un estándar tiene un valor conocido de 15,500 mm y se mide veinte veces, para la obtención de un promedio de 15.401 mm. Si la tolerancia es de + / - 0.25 a continuación, ¿cuál es el sesgo por ciento?
0.198 0.396 0.0505 0.0253
Graphical methodsConstruct and interpret diagrams and charts, including box-and-whisker plots, run charts, scatter diagrams, histograms, normal probability plots, etc. (Evalue).Valid statistical conclusionsDefine and distinguish between enumerative (descriptive) and analytic (inferential) statical studies and evaluate their results to draw valid conclusions (Evaluate).
5.- What is the mode for the following data set?Cuál es moda para el siguiente grupo de datos?3, 5, 6, 9, 11,13, 45
9 13.14
There is no mode (No hay moda) 42
9.- What is the mean for the following data set?¿Cuál es la media para el siguiente conjunto de datos?1, 1.5, 2.5, 3, 4, 5, 7, 9, 11.5, 11.5
4.5 3.94 5.6 11.5
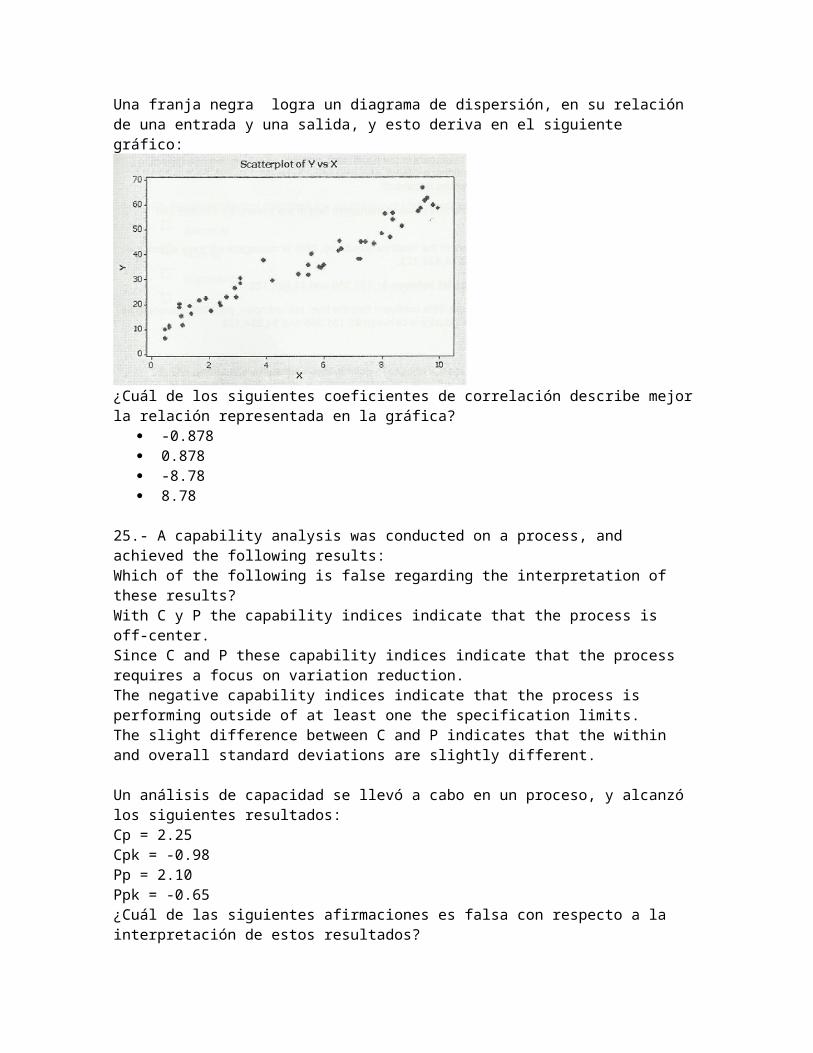
24.- A black Belt accomplished a scatter diagram on an input as it relates to an output, and derived the following graph:Which of the following correlation coefficients best describes the relationship depicted in the graph?
Una franja negra logra un diagrama de dispersión, en su relación de una entrada y una salida, y esto deriva en el siguiente gráfico:
¿Cuál de los siguientes coeficientes de correlación describe mejor la relación representada en la gráfica?
-0.878 0.878 -8.78 8.78
25.- A capability analysis was conducted on a process, and achieved the following results:Which of the following is false regarding the interpretation of these results?With C y P the capability indices indicate that the process is off-center.Since C and P these capability indices indicate that the process requires a focus on variation reduction.The negative capability indices indicate that the process is performing outside of at least one the specification limits.The slight difference between C and P indicates that the within and overall standard deviations are slightly different.
Un análisis de capacidad se llevó a cabo en un proceso, y alcanzó los siguientes resultados:Cp = 2.25Cpk = -0.98Pp = 2.10Ppk = -0.65¿Cuál de las siguientes afirmaciones es falsa con respecto a la interpretación de estos resultados?
Con CpCpk y PpPpk los índices de capacidad indican que el proceso esta fuera del centro. Desde Cp = 2.25 y Pp = 2.10 estos índices de capacidad indican que el proceso requiere un
enfoque en la reducción de la variación. Los índices de capacidad negativos indican que el proceso está funcionando fuera de al
menos uno de límites de especificación. La ligera diferencia entre Cp y Pp indican que las desviaciones estándar están dentro y son
ligeramente diferentes.27.- Twenty-one randomly selected managers in the healthcare industry were sampled with regard to their average bonus. A 95% confidence interval was calculated to be ($1, 131, 356, $4,824,123). Which of the following interpretations is correct?
There is a 95% probability that the true mean of managers falls in the interval $1,131,356 and $4,824,123
Within the population of Managers in the healthcare industry, 95% of managers will have a bonus that fall in the interval $1,131,356 and $4,824,123.
95% of the sampled bonus values fell between $1,131,356 and $4,824,123. Based on sample evidence, we are 95% confident that the true, but unknown, population
average for Managers bonuses in the healthcare industry is between $1,131,356 and $4,824,123.
Veintiún gerentes seleccionados al azar en la industria de la salud se muestrearon con respecto a su bono promedio. Un intervalo de confianza del 95% se calculó que era ($ 1, 131, 356, 4.824.123 dólares). ¿Cuál de las siguientes interpretaciones es la correcta?• Hay un 95% de probabilidad de que la media real de los directivos cae en el intervalo de 1.131.356 dólares y $ 4.824123 millones• Dentro de la población de los Gerentes en la industria de la salud, el 95% de los directivos tendrán una bonificación que caen en el intervalo de $ 1, 131,356 y $ 4,824,123.• El 95% de los valores de bonos incluidos en la muestra disminuyó entre $ 1131356 y $ 4.824.123.• Con base en la evidencia muestral, estamos con el 95% seguros de que, la media de la población de Gerentes, en cuanto a sus bonificaciones en la industria de la salud, esta comprendida entre $ 1131356 y $ 4.824.123.
5.- ProbabilityBasic conceptsDescribe and apply probability concepts as Independence, mutually exclusive events, multiplication rules, complementary probability, join occurrence of events, etc. (Apply)Commonly used distributionsDescribe, apply and interpret the following distribution: normal, Poisson, binomial, chi square, Student’s and F distribution (Evaluate)Other distributionsDescribe when and how to use the following: Hyper geometric, bivariate, exponential.
1.- If A and B are two independent events, then the probability of both A & B jointly occurring is:
P(A and B = P(A)P(B) P(A and B) = P(A)P(B/A) P(A or B) = P(A) + P(B) – P(A and B) P(A or B) = P(A) + P(B)
Si A y B son dos sucesos independientes, entonces la probabilidad de ambos A y B se producen de forma conjunta es:
P(A and B = P(A)P(B) P(A and B) = P(A)P(B/A) P(A or B) = P(A) + P(B) – P(A and B) P(A or B) = P(A) + P(B)
2.- If events A and B are mutually exclusive, then how does this impact the occurrence of A & B? Event A must occur before B. The outcome of A is dependent on the outcome of B. A & B cannot occur simultaneously The outcome of B is dependent on the outcome of A.
Si los eventos A y B son mutuamente excluyentes, entonces, ¿cómo afecta esto a la ocurrencia de A & B? • Evento A debe ocurrir antes de B. • El resultado de A depende de los resultados de B. • A y B no pueden ocurrir simultáneamente • El resultado de B depende del resultado de A.
3.- The cycle time of a machining operation is said to be normally distributed with a mean of 46.23 seconds and a standard deviation of 3 seconds. What is the probability that this opration will take less than 52.81 seconds?
0.4857 1.00 0.0143 0.9857
El tiempo de un ciclo de mecanizado se dice que se distribuye normalmente con una media de 46,23 segundos y una desviación estándar de 3 segundos. ¿Cuál es la probabilidad de que esta operación se llevará a menos de 52,81 segundos?
0.4857 1.00 0.0143 0.9857
9.- A stamping operation creates a hole that has historically had a mean diameter of 13.75 cm. Fifteen samples were chosen randomly from a recent run: the sample average diameter was 14.18, and the sample standard deviation was 0.20 cm. What is the associated static for this sample?2.158.32-8.32-2.15
Una operación de estampado crea un agujero que ha tenido históricamente un diámetro medio de 13,75 cm. Quince muestras fueron escogidas al azar de una reciente serie: el diámetro promedio de la muestra fue de 14,18 y la desviación estándar de la muestra fue de 0,20 cm. ¿Cuál es la estádistica asociada para esta muestra?2.158.32-8.32-2.15
Porcess capability for non-normal dataIdentify non-normal data and determine when it is appropriate te use Box-Cox or other transformation technoques (Apply).
1.- Calculate the Cp of the following:USL = 6.32LSL = 2.42Std dev = 0.145
4.483 44.83 448.3 4483
Calcular el Cp (variación en la capacidad del proceso) de los siguientesUSL = 6.32 límite superiorLSL = 2.42 límite inferiorStd dev = 0.145 desviación estándar
4.483 44.83 448.3 4483
6.- Given a single limit specification for surface finish of 32 micro in, and the following measurement readings: 12, 14, 16, 10, 10, 12, 10, 16, 14, and 9 micro in: what is the capability indice Ppk?
2.54 8.04 1.27 7.64
Dada una sola especificación de límites para el acabado superficial de 32 micro pulgadas, y las siguientes lecturas de medición: 12, 14, 16, 10, 10, 12, 10, 16, 14 y 9 en micro pulgadas: ¿cuál es la capacidad de índice Ppk?
2.54 8.04 1.27 7.64
7.- Given the following measurements: 1.63, 1.64, 1.57, 1.61, 1.61, 1.63, 1.62, 1.61, 1.64, and 1.61: and a total specification tolerance of 0.15, calculate the process capability ratio Pp.
1.0 1.4 1.2 2.0
Teniendo en cuenta las siguientes medidas: 1,63, 1,64, 1,57, 1,61, 1,61, 1,63, 1,62, 1,61, 1,64, y 1,61, y una especificación total de tolerancia de 0,15, calcular la relación de la capacidad del proceso Pp.
1.0 1.4 1.2 2.0
8.- Find Cpk given a process average of 1.22, a value of 3σ equal to 0.09, and an overall tolerance of 1.15 to 1.30.
0.89 0.63 0.26 0.78
Encuentra el Cpk dado un proceso con promedio de 1,22, un valor de 3σ igual a 0,09, y una tolerancia total de 1.15 a 1.30.
0.89 0.63 0.26 0.78
9.- Given an overall process average of 44.9965 mm, an engineering tolerance of 45 ± 0.03 mm, and a calculated value of Cpk of 0.95, what is the value of 6σ?
0.0279 0.0558 0.0595 0.0705
Teniendo en cuenta un promedio global del proceso de 44,9965 mm, una tolerancia de ingeniería de 45 ± 0,03 mm y un valor calculado de Cpk de 0.95, ¿cuál es el valor de 6σ?
0.0279 0.0558 0.0595 0.0705
10.- Given a process capability ratio (Cp) of 1.30 and tolerance width of 8 cm, what is the standard deviation for the process?
6.15cm 0.1625cm
1.03cm 2.05cm
Dada una relación de la capacidad del proceso (Cp) de 1,30 y el ancho de tolerancia de 8 cm, ¿cuál es la desviación estándar para el proceso?
6.15cm 0.1625cm 1.03cm 2.05cm
11.- Given a runout tolerance of 0.003in max, a process average of 0.0025in, and a calculated standard deviation (σ) OF 0.0002in, what can be said about this process?
The process is capable The process is not capable The process is not in control The process is not stable
Dada una tolerancia de desviación de 0.003in máximo, un promedio del proceso de 0.0025in, y una desviación estándar calculada (σ) DE 0.0002in, ¿qué se puede decir sobre este proceso?
• El proceso es capaz • El proceso no es capaz • El proceso no está bajo control • El proceso no es estable
12.- If two processes have the same value of Cp but process one has a Cpk value of 1.33 and process two has a Cpk value of 0.67, what can be said about these processes?
• The first is in control, the second isn’t• The first is not capable, the second is• The first is centered, the second isn’t• Both processes are capable and centered
Si dos procesos tienen el mismo valor de Cp pero el proceso uno tiene un valor de Cpk de 1.33 y el proceso dos tiene un valor de Cpk de 0.67, ¿qué se puede decir de estos procesos?
• La primera es el control, la segunda no es • La primera no es capaz, el segundo es • El primero se centra, el segundo no es • Ambos procesos son capaces y centrados
13.- Given the following & R chart data,; average range equal to 4.53in, overall process average of 25.60in, sample size equal to 5, and lower specification limits equal to 32 in and 18in; what is the value of Cpk?
• 0.9• 1.1• 1.3• 0.6
Dada la siguiente & R de datos cartográficos,; rango promedio igual a 4.53in, promedio general proceso de 25.60in, tamaño de la muestra igual a 5, y los límites de especificación inferiores iguales a 32 y 18 pulgadas; ¿cuál es el valor de Cpk?
• 0.9• 1.1• 1.3• 0.6
20.- Given a process average of 38mm, long term standard deviation of 9.56mm, and Upper and Lower specification limits of 61mm and 21mm, what is the value of Ppk?
0.59 0.81 1.46 1.10
Dado un proceso promedio de 38 mm, la desviación estándar a largo plazo de 9.56mm, y los límites superior e inferior de especificación de 61mm y 21mm, ¿cuál es el valor de Ppk?
0.59 0.81 1.46 1.10
21.- An engineer reviews a control chart and finds the pattern to show an indication of a mixture. An explanation for this pattern may be a(n):
Indication of common cause variation. Indication of special cause variation. Failure to make rational subgroups when the control chart was originally created. Both B and C
Un ingeniero revisa un gráfico de control y encuentra el modelo para mostrar una indicación de una mezcla. Una explicación para este patrón puede ser un (n): • Indicación de la variación de causa común. • Indicación de la variación de causa especial. • Si no se realiza subgrupos racionales cuando el gráfico de control fue creado originalmente. • Tanto B y C
27.- If a company produces 100 compressors, 5 compressors have 2 defects each, what is the defects/unit (DPU) produced?
95 5 0.10 0.01
Si una empresa produce 100 compresores, 5 compresores tienen 2 defectos cada uno, ¿cuál es el defecto / unidad (DPU) producido?
95 5 0.10
0.01
28.- A total closures were manufacture on machine #7,200 closures had one defect each. A total of 3800 closures were packed. What are the defects per unit (DPU) and throughput yield?
1 DPU and 99% throughput yield. 0.05 DPU and 95% throughput yield. 0.0526 DPU and 94.7% throughput yield. 1.05 DPU and 95% throughput yield.
Un total de cierres fueron la fabricación en la máquina # 7.200 cierres tenían un defecto cada uno. Un total de 3.800 cierres fueron embalados. ¿Cuáles son los defectos por unidad (DPU) y rendimiento de rendimiento? • 1 DPU y el 99% de rendimiento rendimiento. • 0,05 DPU y 95% de rendimiento rendimiento. • 0,0526 DPU y el 94,7% de rendimiento rendimiento. • 1,05 DPU y 95% de rendimiento rendimiento.29.- A total of 5,000 pins were manufactured on the machine. 200 pins had a total of 600 defects. 4,800 pins were packed at the end of the line. What are defects per unit (DPU) and throughput yield for this process?
0.04 DPU and 96% throughput yield. 0.12 and 89% throughput yield. 1 DPU and 96% throughput ¿yield. 1.2 DPU and 88% throughput yield.
Un total de 5000 los pins(broches) se fabricaron en la máquina. 200 pins tenían un total de 600 defectos. 4800 pins estaban llenas al final de la línea. ¿Cuáles son los defectos por unidad (DPU) y rendimiento de rendimiento para este proceso? • 0,04 DPU y el 96% de rendimiento. • 0,12 y el 89% de rendimiento. • 1 DPU y el 96% de rendimiento. • 1.2 DPU y el 88% de rendimiento.
30.- A population of 12,000 units has 58 defects. What is the DPMO? 58 206,896,552 4,833 48.33
Una población de 12.000 unidades tiene 58 defectos. ¿Cuál es el DPMO? 58 206,896,552 4,833 48.33
32.- If the variation in a process is normally distributed, stable, centered within the specification limits and has the same width as the specification limits, what is the expected percent defective that will be produced?
0.27% 3.3% 0.13% 0.67%
Si la variación en un proceso tiene una distribución normal, estable, centrado dentro de los límites de especificación y tiene la misma anchura que los límites de especificación, ¿cuál es el porcentaje de defectos de esperar que se producirán?
• 0,27% • 3,3% • 0,13% • 0,67%
33.- Given that a process’ natural variation is ±3σ and the process is centered within the specification limits, what would be the defects, in parts per million, if the specification limits were set at ±4σ?
• 135ppm• 32ppm• 64ppm• 1350ppm
Teniendo en cuenta que la variación natural de un proceso 'es ± 3σ y el proceso está centrado dentro de los límites de especificación, ¿cuáles serían los defectos, en partes por millón, si los límites de especificación se fijaron en ± 4σ?
• 135ppm• 32ppm• 64ppm• 1350ppm
34.- If the spread for a process is equal to six and the process average is equal to sixteen, what should the lower specification limit be set a to ensure less than 0.135% of the process output is rejected?
• 12• 15• 13• 20
Si la propagación de un proceso es igual a seis y el promedio del proceso es igual a dieciséis años, lo que se debe establecer el límite inferior de especificación para asegurar un menor de 0,135% de la salida del proceso es rechazado?
• 12• 15• 13• 20
35.- Given an upper spec limit of 15.5mg, a process average of 10.35mg, and a standard deviation of 1.291mg, which of the following statements is true?
• The specification limit is the same as the process limit.• The process will produce 0.26% of its output the spec limit.• The process will produce 0.135% defective outside of the specification limit.• The Cpk is 1.33
Teniendo en cuenta un límite superior de especificación 15.5mg, un promedio del proceso de 10.35mg, y una desviación estándar de 1.291mg, ¿cuál de las siguientes afirmaciones es cierta?
• El límite de especificación es el mismo que el límite de proceso. • El proceso producirá 0,26% de su producción el límite de especificación. • El proceso producirá 0.135% defectuosas fuera del límite de especificación. • El Cpk es de 1.33
36.- What is the estimated percent defective for the upper specification area of a normal distribution that has two-sided limits and a Cp = 1 and Cpk = 1?
• 35ppm• 2650ppm• 1350ppm• 135ppm
¿Cuál es el porcentaje estimado defectuoso para la zona superior de especificación de una distribución normal que tiene límites de dos caras y un CP = 1 y CPK = 1?
• 35ppm• 2650ppm• 1350ppm• 135ppm
37.- If Cp & Cpk both equal 0.70, standard deviation equals 0.057cm, and the process average is 1.23cm, what percent of the process will be outside the specification limit?
• 2.3%• 0.016%• 3.6%• 1.6%
Si Cp y Cpk tanto equivalen 0.70, la desviación estándar es igual a 0.057cm, y el promedio del proceso es 1.23cm, ¿qué porcentaje del proceso estará fuera del límite de la especificación?
• 2.3%• 0.016%• 3.6%• 1.6%
38.- Given a specified lower limit tensile strength of 78psi, a process average of 84.35psi, and a process capability index (Cpk) of 1.2, what is the estimated percentage defective rate for this process?
• 0.016%• 0.006%
• 0.300%• 0.003%
Dado un límite de resistencia a la tracción especificada más baja de 78psi, un promedio del proceso de 84.35psi, y un índice de capacidad del proceso (Cpk) de 1.2, ¿cuál es la tasa de defectos porcentaje estimado para este proceso?
• 0.016%• 0.006%• 0.300%• 0.003%
Measure (26 questions)
5.- What is the estimated percent defective for the upper specification area of a normal distribution that has two-sided limits and a Cp = 1 and Cpk = 1?
35ppm 2650ppm 1350ppm 135ppm
¿Cuál es el porcentaje estimado defectuoso para la zona superior de especificación de una distribución normal que tiene límites de dos caras y un CP = 1 y CPK = 1?
35ppm 2650ppm 1350ppm 135ppm
6.- If the natural variation in a normally distributed, stable, centered within the specification limits and has the same width as the specification limits, what is the expected percent defective that will be produced?
0.27% 303% 0.13% 0.67%
Si la variación natural en una distribución normal, estable, centrado dentro de los límites de especificación y tiene la misma anchura que los límites de especificación, ¿cuál es el porcentaje de defectos de esperar que se producirá?
0.27% 303% 0.13% 0.67%
7.- A total of 4000 closures were manufacture on machine #7. 200 closures had one defect each. A total of 3800 closures were packed. What are the defects per unit (DPU) and throughput yield?
1 DPU and 99% throughput yield. 0.05 DPU and 95% throughput yield. 0.0526 DPU and 94.7% throughput yield. 1.05 DPU and 95% throughput yield.
Un total de 4.000 cierres fueron la fabricación en la máquina # 7. 200 cierres tenían un defecto cada uno. Un total de 3.800 cierres fueron embalados. ¿Cuáles son los defectos por unidad (DPU) y rendimiento de rendimiento? • 1 DPU y el 99% de rendimiento rendimiento. • 0,05 DPU y 95% de rendimiento rendimiento. • 0,0526 DPU y el 94,7% de rendimiento rendimiento. • 1,05 DPU y 95% de rendimiento rendimiento.
9.- Which of the following tools are initiated in the Measure phase of the DMAIC process?1. SIPOC2. Value stream mapping3. Control plan4. FMEA5. Measurements system studies6. Capability studies
1, 2, 4 & 5 only 2, 3, 4 & 5 only 2, 4, 5 & 6 only 3, 4, 5 & 6 only
¿Cuál de las siguientes herramientas se inician en la fase de la medida del proceso DMAIC? 1. SIPOC 2. Value Stream Mapping 3. Plan de control 4. FMEA 5. Medidas de estudios del sistema 6. Los estudios de capacidad
• 1, 2, 4 y 5 sólo • 2, 3, 4 y 5 sólo • 2, 4, 5 y 6 sólo • 3, 4, 5 y 6 sólo
12.- The cycle time of a machining operation is said be normally distributed with a mean of 46.23 seconds and a standard deviation of 3 seconds. What is the probability that this operation will take less than 52.81 seconds?
El tiempo de ciclo de mecanizado se dice se distribuye normalmente con una media de 46,23 segundos y una desviación estándar de 3 segundos. ¿Cuál es la probabilidad de que esta operación se llevará a menos de 52,81 segundos?
22.- If a company produces 100 compressors, 5 compressors have 2 defects each, what is the defects / unit (DPU) produced?
95 5 0.10 0.01
Si una empresa produce 100 compresores, 5 compresores tienen 2 defectos cada uno, lo que es el defecto / unidad (DPU) produce?
95 5 0.10 0.01
24.- Given an overall process average of 44.9965 mm, an engineering tolerance of 45±0.03, and a calculated value of Cpk of 0.95, what is the value of 6σ?
0.0279 mm 0.0558 mm 0.0595 mm 0.0705 mm
Teniendo en cuenta un promedio global del proceso de 44,9965 mm, una tolerancia de ingeniería de 45 ± 0.03 y un valor calculado de Cpk de 0.95, ¿cuál es el valor de 6σ?
0.0279 mm 0.0558 mm 0.0595 mm 0.0705 mm
25.- Given the following &R Chart data; average range equal to 4.53 in, overall process average of 25.60 in, sample size equal to 5, and upper and lower specification limits equal to 32 in and 18 in; what is the value of Cpk?
0.9 1.1 1.3 0.6
Dada la siguiente & R de datos del gráfico; gama media igual a 4,53 en, promedio del proceso global de 25,60 en, tamaño de la muestra igual a 5, y superior e inferior límites de especificación iguales a 32 y 18 en; ¿cuál es el valor de Cpk?
0.9 1.1 1.3 0.6
26.- A sampling plan where each item is treated as a simple of one in determining to accept, reject, or continue is called a:
Stratified Plan Variable Plan Double Sampling Plan Sequential Plan
Un plan de muestreo, donde cada elemento se trata como un simple uno en la determinación de aceptar, rechazar, o seguir recibe el nombre de:
• Plan de estratificado • Plan de Variable • Plan de muestreo doble • Plan de Sequential
Correlation coefficientCalculate and interpret the correlation coefficient and its confidence interval, and describe the difference between correlation and causation. (Analyze)
1.- All values below are potentially valid for coefficient of linear correlation (r) except:• -0.9• 0• 0.9• 1.9
Todos los valores se muestran a continuación son potencialmente válidas para el coeficiente de correlación lineal (r), excepto:
• -0.9• 0• 0.9• 1.9
2.- n x y x^2 xy y^21 8 1 64 8 12 16 3 256 48 93 32 9 1024 288 814 64 27 4096 1728 7295 24 5 576 120 25
Total 144 45 6016 2192 845
For the Linear Regression data show above to support Least Squares methods, the Sxx is equal to:• 896• 1868.8
• 440• 0.48
Para los datos de regresión lineal muestran arriba para apoyar métodos de mínimos cuadrados, el Sxx es igual a:
• 896• 1868.8• 440• 0.48
3.- n x y x^2 xy y^21 8 1 64 8 12 16 3 256 48 93 32 9 1024 288 814 64 27 4096 1728 7295 24 5 576 120 25
Total 144 45 6016 2192 845
Fort the Linear Regression data shown above to support Least Squares methods, the Sxy is equal to:
• 896• 1868.8• 440• 0.48
Para los datos de regresión lineal se muestran arriba para apoyar métodos de mínimos cuadrados, el Sxy es igual a:
• 896• 1868.8• 440• 0.48


















