
Ejercicios resueltos programacion de operaciones
8
Planificación y Control de la Producción II UMSS FCYT Carrera de Ingeniería de Sistemas Mgr. Ing. Alex D. Choque Flores (Sem. I-2012) 1 TEMA 2: PROGRAMACIÒN DE OPERACIONES EJERCICIOS RESUELTOS Asignación de cargas de trabajo mediante gantt: 1. Encuentre un programa factible para los siguientes datos de un taller de producción intermitente: Trabajo Tiempo de procesamiento (días) Ruta (máquina) Fecha de entrega (días) Op1 Op2 Op3 Op1 Op2 Op3 A 5 10 12 M1 M2 M3 27 B 4 3 8 M1 M3 M2 27 C 9 6 7 M3 M2 M1 27 D 7 5 11 M2 M3 M1 27 Considere las secuencias: para la Máquina M1: B-A-C-D, para M2: D-C-A-B y para M3: C-B-D-A. Determinar: a) Lapso b) Tiempo de flujo total c) Tardanza total d) Retraso total e) Número de trabajos tardíos. Solución. A partir de las secuencias entregadas podemos acomodar los bloques de tiempo en un calendario con el diagrama Gantt: Para la máquina M1: B-A-C-D Para la máquina M2: D-C-A-B Para la máquina M3: C-B-D-A Suponemos que no debe existir un trabajo en dos máquinas al mismo tiempo, asimismo se respeta el orden de las operaciones: O1-O2-O3, el diagrama Gantt quedaría: 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 M1 M2 M3 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 B (4) A (5) D (7) C(6) C (9) B (3) C (7) A (10) D (5) D (11) B (8) A (12) Con este diagrama los tiempos de terminación C j son: C A = 37 días C B = 33 días C C = 22 días C D = 33 días. El lapso ó duración de todos los trabajos es: C máx = máx {37, 33, 22, 33} = 37 días. El tiempo de flujo total es igual a la suma de los tiempos de terminación: Σ TFj = Σ Cj = 37+33+22+33 = 125 días.
-
Upload
reddelgruero -
Category
Documents
-
view
417 -
download
31
description
ejercicios relacionados con la secuencia de producción
Transcript of Ejercicios resueltos programacion de operaciones
-
Planificacin y Control de la Produccin II
UMSS FCYT Carrera de Ingeniera de Sistemas
Mgr. Ing. Alex D. Choque Flores (Sem. I-2012)
1
TEMA 2: PROGRAMACIN DE OPERACIONES EJERCICIOS RESUELTOS
Asignacin de cargas de trabajo mediante gantt:
1. Encuentre un programa factible para los siguientes datos de un taller de produccin intermitente:
Trabajo Tiempo de
procesamiento (das) Ruta (mquina) Fecha de entrega (das) Op1 Op2 Op3 Op1 Op2 Op3
A 5 10 12 M1 M2 M3 27 B 4 3 8 M1 M3 M2 27 C 9 6 7 M3 M2 M1 27 D 7 5 11 M2 M3 M1 27
Considere las secuencias: para la Mquina M1: B-A-C-D, para M2: D-C-A-B y para M3: C-B-D-A. Determinar:
a) Lapso b) Tiempo de flujo total c) Tardanza total d) Retraso total e) Nmero de trabajos tardos.
Solucin. A partir de las secuencias entregadas podemos acomodar los bloques de tiempo en un calendario con el diagrama Gantt: Para la mquina M1: B-A-C-D Para la mquina M2: D-C-A-B Para la mquina M3: C-B-D-A
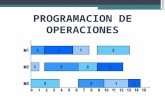
Suponemos que no debe existir un trabajo en dos mquinas al mismo tiempo, asimismo se respeta el orden de las operaciones: O1-O2-O3, el diagrama Gantt quedara:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37
M1
M2
M3
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37
B (4) A (5)
D (7) C(6)
C (9) B (3)
C (7)
A (10)
D (5)
D (11)
B (8)
A (12)
Con este diagrama los tiempos de terminacin Cj son: CA = 37 das CB = 33 das CC = 22 das CD = 33 das.
El lapso duracin de todos los trabajos es: Cmx = mx {37, 33, 22, 33} = 37 das.
El tiempo de flujo total es igual a la suma de los tiempos de terminacin: TFj = Cj = 37+33+22+33 = 125 das.
-
Planificacin y Control de la Produccin II
UMSS FCYT Carrera de Ingeniera de Sistemas
Mgr. Ing. Alex D. Choque Flores (Sem. I-2012)
2
Los retrasos son: Las tardanzas son: Los trabajos tardos son:
LA = CA feA = 37 27 = +10 TA = mx {0, +10} = 10 A = 1 LB = CB feB = 33 27 = +6 TB = mx {0, +6} = 6 B = 1 LC = CC feC = 22 27 = 5 TC = mx {0, -5} = 0 C = 0 LD = CD feD = 33 27 = +6 TD = mx {0, +6} = 6 D = 1
El retraso total es: L j = 17 das La tardanza total es Tj = 22 das El nmero de trabajos tardos es: = 3
Asignacin de cargas de trabajo mediante el mtodo del ndice:
Un programador de produccin tiene 5 trabajos que pueden ser realizados en cualquiera de las 4 mquinas siguientes, con los tiempos respectivos en horas que se muestran. Determine aquella asignacin de trabajos que dar por resultado horas dentro de la capacidad disponible:
TRABAJO M1 M2 M3 M4 A 50 60 80 70 B 100 120 110 70 C 100 80 130 60 D 80 70 40 30 E 75 100 70 120
Capacidad disponible
70 130 70 120
Solucin. Probemos la primera asignacin con los tiempos mnimos por cada trabajo:
TRABAJO M1 M2 M3 M4 A 50 60 80 70 B 100 120 110 70 C 100 80 130 60 D 80 70 40 30 E 75 100 70 120
Capacidad asignada 50 0 70 160 Capacidad disponible 70 130 70 120
Hrs disponibles +20 +130 0 40
Como se ve, no es posible asignar los tiempos mnimos por los excesos y defectos en horas disponibles, veamos los ndices dividiendo cada fila (duracin de cada trabajo) entre el mnimo de se trabajo, obteniendo los ndices:
ndice TRABAJO M1 M2 M3 M4 Mnimo M1 M2 M3 M4
A 50 60 80 70 50 1,00 1,20 1,60 1,40 B 100 120 110 70 70 1,43 1,71 1,57 1,00 C 100 80 130 60 60 1,67 1,33 2,17 1,00 D 80 70 40 30 30 2,67 2,33 1,33 1,00 E 75 100 70 120 70 1,07 1,43 1,00 1,71
Veamos si los saltos pequeos de ndices son factibles:
-
Planificacin y Control de la Produccin II
UMSS FCYT Carrera de Ingeniera de Sistemas
Mgr. Ing. Alex D. Choque Flores (Sem. I-2012)
3
En el trabajo A se puede ir de 1,00 a 1,20. En el trabajo B no se puede ir de 1,00 a 1,43 debido a que se asignara 100 Hrs. a M1 y solo estn
disponibles 70 Hrs. En el trabajo C se puede ir de 1,00 a 1,33. En el trabajo D no se puede ir de 1,00 a 1,33 sin mover el trabajo E que ya tiene las 70 hrs. En el trabajo E no se puede ir de 1,00 a 1,07 debido a que se asignara 75 Hrs en M1 y slo estn
disponibles 70 hrs. Como E se mantiene entonces D tambin se mantiene quedando los movimientos de A y C, pero no se
pueden hacer ambos ya que sumara 140 hrs en la M2 y slo estn disponibles 130 hrs; adems mover A implica dejar sin asignacin a M1; slo se puede mover C, de M4 con 60 hrs a M2 con 80 hrs:
TRABAJO M1 M2 M3 M4 A 50 60 80 70 B 100 120 110 70 C 100 80 130 60 D 80 70 40 30 E 75 100 70 120
Capacidad asignada 50 80 70 100 Capacidad disponible 70 130 70 120
Hrs disponibles +20 +50 0 +20
Las asignaciones seran: M1: A, M2: C; M3: E y M4: B y D.
Secuenciamiento esttico.
Los siguientes trabajos estn esperando ser procesados en el mismo centro de maquinado. Hoy es el da 130.
Trabajo Fecha de
recepcin de la orden
Das de produccin necesarios
tW
Fecha de entrega del
trabajo fe
Costo total del retraso en $us
C
Fecha de entrega en das
fe (*) A 110 20 180 $ 500 50 B 120 30 200 $ 1000 70 C 122 10 175 $ 300 45 D 125 16 230 $ 500 100 E 130 18 210 $ 800 80
(*) La fecha de entrega en das es igual a la fecha de entrega del trabajo menos la fecha actual (hoy).
En qu secuencia se clasificaran los trabajos segn las siguientes reglas: PEPS, EDD, SPT, LPT, LS y COVERT?
Solucin. Comencemos simulando las secuencias y midiendo cuatro medidas de desempeo: tiempo de flujo promedio ( F), porcentaje de utilizacin del taller (), nmero promedio de trabajos en el sistema ( ) y tiempo de retraso promedio ( ).
a) PEPS, primero en entrar primero en salir.
En esta secuencia se inicia con aquel trabajo que se recibi primero en el taller para ir atendiendo segn el orden de llegada, en nuestro caso el trabajo A se recibi el da 110 y as sucesivamente. La secuencia es A-B-C-D-E:
-
Planificacin y Control de la Produccin II
UMSS FCYT Carrera de Ingeniera de Sistemas
Mgr. Ing. Alex D. Choque Flores (Sem. I-2012)
4
secuencia tW tF fe r A 20 20 50 - B 30 50 70 - C 10 60 45 15 D 16 76 100 - E 18 94 80 14
Total 94 300 29
b) EDD, fecha de vencimiento ms prxima.
En esta secuencia se ordena primero el trabajo ms pronto a entregarse, en nuestro caso el trabajo C debe entregarse en 45 das seguido de A (en 50 das) y as sucesivamente. La secuencia es C-A-B-E-D:
secuencia tW tF fe r C 10 10 45 - A 20 30 50 - B 30 60 70 - E 18 78 80 - D 16 94 100 -
Total 94 272 0
c) SPT, tiempo de procesamiento ms corto.
En esta secuencia se inicia con aquel trabajo con el tiempo ms pequeo de procesamiento, C dura 10 das y los dems le siguen. La secuencia es C-D-E-A-B:
secuencia tW tF fe r C 10 10 45 - D 16 26 100 - E 18 44 80 - A 20 64 50 14 B 30 94 70 24
Total 94 238 38
d) LPT, tiempo de procesamiento ms largo.
En esta secuencia se ordena primero el trabajo ms largo para ser atendido, al ser inverso del SPT se inicia con el trabajo B que dura 30 das. La secuencia es B-A-E-D-C:
secuencia tW tF fe r B 30 30 70 - A 20 50 50 - E 18 68 80 - D 16 84 100 - C 10 94 45 49
Total 94 326 49
e) LS, menor holgura.
La holgura se define como la diferencia entre la fecha de vencimiento del pedido ajustada a la fecha actual (das requeridos) menos el tiempo de procesamiento de cada trabajo, es decir:
LS = {das requeridos tiempo de procesamiento} = { fe tW}
F = 300/5 = 60 das.
= 94/300= 31,33%
= 1/ = 3,2 trabajos = 29/5 = 5,8 das de retraso.
F = 272/5 = 54,4 das.
= 94/272= 34,56%
= 1/ = 2,9 trabajos = 0/5 = 0 das de retraso.
F = 238/5 = 47,6 das.
= 94/238= 39,5%
= 1/ = 2,5 trabajos = 38/5 = 7,6 das de retraso.
F = 326/5 = 65,2 das.
= 94/326= 28,83%
= 1/ = 3,5 trabajos = 49/5 = 9,8 das de retraso.
-
Planificacin y Control de la Produccin II
UMSS FCYT Carrera de Ingeniera de Sistemas
Mgr. Ing. Alex D. Choque Flores (Sem. I-2012)
5
En ese caso los trabajos A, B, C, D y E tienen holguras de 30, 40, 35, 84 y 62 das respectivamente. El menor valor es A seguido de C y as sucesivamente. La secuencia es A-C-B-E-D:
secuencia tW tF fe r A 20 20 50 - C 10 30 45 - B 30 60 70 - E 18 78 80 - D 16 94 100 -
Total 94 282 0
f) COVERT, cost over time
Para secuenciar con el COVERT se requiere la secuencia del PEPS para observar aquellas actividades retrasadas, tras ser ubicadas se colocan sus costos totales y se calcula el ratio C/r; la secuencia tiene dos segmentos:
Primeramente, los trabajos con C/r ordenados de mayor a menor. Seguido de los trabajos que estaban ordenado por el PEPS original.
Veamos el PEPS y sus retrasos:
Veamos los indicadores:
secuencia tW tF fe E 18 18 78 - C 10 28 45 - A 20 48 50 - B 30 78 70 8 D 16 94 100 -
Total 94 266 8
Para definir una sola secuencia para aplicar debe priorizarse la medida de desempeo ms importante, si para el taller es ms importante no tener retrasos entonces las opciones EDD y LS son candidatas. En cambio si se desea contar con el nmero menor de trabajos en el sistema o con menor tiempo de flujo, la secuencia SPT es la apropiada. La siguiente matriz presenta todos los resultados:
Regla Secuencia F (das) (%) promedio de
trabajos en el sistema
retraso promedio
PEPS A-B-C-D-E 60 31,3% 3,2 5,8 EDD C-A-B-E-D 54,4 34,56% 2,9 0 SPT C-D-E-A-B 47,6 39,5% 2,5 7,6 LPT B-A-E-D-C 65,2 28,8% 3,5 9,8 LS A-C-B-E-D 56,4 33,3% 3 0
COVERT E-C-A-B-D 53,2 35,34% 2,8 1,6
Secuencia PEPS
rrrr
retraso en das
Costo total de
retraso $ C/rrrr
A - B - C 15 $ 300 $20/da D - E 14 $ 800 $57,1/da
En el primer segmento estaran E y C, luego A, B y D
F = 266/5 = 53,2 das.
= 94/266= 35,34%
= 1/ = 2,8 trabajos = 8/5 = 1,6 das de retraso.
F = 282/5 = 56,4 das.
= 94/282= 33,33%
= 1/ = 3 trabajos = 0/5 = 0 das de retraso.
-
Planificacin y Control de la Produccin II
UMSS FCYT Carrera de Ingeniera de Sistemas
Mgr. Ing. Alex D. Choque Flores (Sem. I-2012)
6
Secuenciamiento dinmico
Aprovechamos el anterior ejercicio. Suponga que hoy es el da 150 en el calendario de planeacin y todava no hemos comenzado ningn trabajo del anterior problema. En qu secuencia programara los trabajos segn el ndice crtico?
Solucin. La frmula del ndice es:
Aplicando en los trabajos tenemos:
trabajo Fecha de vencimiento
Fecha actual (hoy)
Tiempo de trabajo restante IC
A 180 150 20 1,50 B 200 150 30 1,67 C 175 150 10 2,50 D 230 150 16 5,00 E 210 150 18 3,33
En la regla del ndice crtico el valor de IC puede variar en cualquier escala, especialmente desde 0 hacia un valor superior, si se encuentra entre 0 y 1 significar retraso y valores superiores a 1 representan que se tiene tiempo para cumplir con el trabajo restante. En cualquier caso se inicia la secuencia con el trabajo con menor valor de IC.
En este caso la secuencia sera A-B-C-E-D.
Secuenciamiento N2: Regla de Johnson
Deben procesarse 6 trabajos en una operacin que tiene dos pasos O1 y O2. Determine una secuencia que minimice el tiempo total de terminacin para estos trabajos y con una grfica de Gantt encuentre el tiempo de fabricacin.
Trabajo O1 (hrs) preparacin O2 (hrs) Pintura
A 10 5 B 7 4 C 5 7 D 3 8 E 2 6 F 4 3
La regla de Johnson indica: 1) Obtener los datos: tiempos de procesamiento de los trabajos en dos centros mquinas. 2) Ubicar el tiempo de procesamiento ms pequeo:
Si pertenece a la primera mquina se asigna al inicio de la secuencia Si pertenece a la segunda mquina se asigna al final de la secuencia.
3) Eliminar el trabajo asignado y repetir el paso 2 hasta terminar asignado desde fuera hacia adentro. 4) Graficar la secuencia en un diagrama Gantt.
Aplicando la regla tendremos:
-
Planificacin y Control de la Produccin II
UMSS FCYT Carrera de Ingeniera de Sistemas
Mgr. Ing. Alex D. Choque Flores (Sem. I-2012)
7
Primero el tiempo: 2 del trabajo E y por pertenecer a O1 se asigna al principio. Luego tenemos 3 tanto en O1 como O2, elegimos cualquiera: digamos el trabajo F y por pertenecer a O2 se programa al final. Se asigna el tiempo 3 de D, de O1 al principio. Se asigna el tiempo 4 de B, de O2 al final Finalmente se asigna A.
2
E
6
3
D
8
5
C
7
10
A
5
7
B
4
4
F
3
Graficamos el diagrama Gantt para esta secuencia:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35
O1
O2
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35
F (3)
F (4)
E (6) D (8) C (7) A (5) B (4)
E (2) D (3) C (5) A (10) B (7)
El tiempo de terminacin total (lapso) es de 35 das, con 6 das de tiempo ocioso.
Secuenciamiento N3: Regla de Johnson modificada
Considere los siguientes trabajos y sus tiempos de procesamiento en horas en las 3 mquinas, no se permite pasar los trabajos:
Trabajo M1 M2 M3 A 6 4 7 B 5 2 4 C 9 3 10 D 7 4 5 E 11 5 2
La regla de Johnson modificada indica:
1) Obtener los datos: tiempos de procesamiento de los trabajos en tres centros mquinas. 2) Verificar si cumple por lo menos alguna de las siguientes condiciones:
El tiempo de procesamiento ms pequeo de la M1 debe ser igual o mayor que el tiempo de procesamiento ms grande de la M2.
El tiempo de procesamiento ms pequeo de la M3 debe ser igual o mayor que el tiempo de procesamiento ms grande de la M2.
3) Si cumple con una o ambas condiciones, se procede a preparar dos mquinas virtuales con los siguientes tiempos:
trabajo tw 1+2 tw 2+3
Y realizar la regla de Johnson N2. 4) Graficar el diagrama Gantt con los tiempos originales.
Solucin. Como se puede verificar con los datos se cumple la condicin 1, el tW ms pequeo de M1 es 5, igual al tW ms grande de M2 que es 5. No cumple con la condicin 2.
-
Planificacin y Control de la Produccin II
UMSS FCYT Carrera de Ingeniera de Sistemas
Mgr. Ing. Alex D. Choque Flores (Sem. I-2012)
8
Las mquinas virtuales son:
trabajo tw 1+2 tw 2+3 A 10 11 B 7 6 C 12 13 D 11 9 E 16 7
Y aplicando la regla de Johnson se obtiene la secuencia:
6 4 A 7
9 3 C 10
7 4 D 5
11 5 E 2
5 2 B 4
Graficando el diagrama Gantt tenemos:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44
M1
M2
M3
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44
E (2)
B (5)
B (2)
B (4)
A (6)
A (4)
A (7)
C (9)
C (3)
C (10)
D (7)
D(4)
D (5)
E (11)
E (5)
El lapso (tiempo de terminacin total) de los 5 trabajos es 44 horas.




![Ejercicios Resueltos C++ [Programacion Estructurada]](https://static.fdocumento.com/doc/165x107/55cf9dd8550346d033af7fe4/ejercicios-resueltos-c-programacion-estructurada-568956af41052.jpg)












