
Elementos de maquinas
50
UNIVERSIDAD GRAN MARISCAL DE AYACUCHO FACULTAD DE INGENIERÍA ESCUELA DE INGENIERA DE MANTENIMIENTO INDUSTRIAL NÚCLEO EL TIGRE INTEGRANTES: Víctor Arévalo; C.I. 17.746.191 Cristian Ortega; C.I. 17.871.974
-
Upload
cursostang -
Category
Documents
-
view
516 -
download
3
Transcript of Elementos de maquinas
UNIVERSIDAD GRAN MARISCAL DE AYACUCHOFACULTAD DE INGENIERÍAESCUELA DE INGENIERA DE MANTENIMIENTO INDUSTRIALNÚCLEO EL TIGRE
INTEGRANTES:
Víctor Arévalo; C.I. 17.746.191Cristian Ortega; C.I. 17.871.974
Febrero de 2011

INTRODUCCIÓN
En este trabajo trataremos como un elemento sencillo como un tornillo puede ser un eje de transmisión de potencia no solo de rotación sobre su mismo eje sino también de traslación sobre su eje.
Igualmente estudiaremos como se calcula la sujeción de tornillos en estructuras y las normas que se emplean y finalmente los cálculos de los esfuerzos que deben soportar las juntas soldadas.
TORNILLOS DE POTENCIA
Los tornillos de Potencia son un dispositivo para cambiar movimiento lineal y
usualmente para transmitir potencia. En forma más específica los tornillos de
potencia se usan:
1. Para obtener una ventaja mecánica mayor con objeto de levantar pesos,
como es el caso de los gatos tipo tornillos de los automóviles.
2. Para ejercer fuerzas de gran magnitud, como en los compactadores
caseros o en una prensa.
3. Para obtener un posicionamiento preciso de un movimiento axial, como en
el tornillo de un micrómetro o en el tornillo de avance de un torno.
En cada una de estas aplicaciones se utiliza un par de torsión en los extremos de
los tornillos por medio de conjuntos de engranajes, creando de esta forma una
carga sobre el dispositivo.
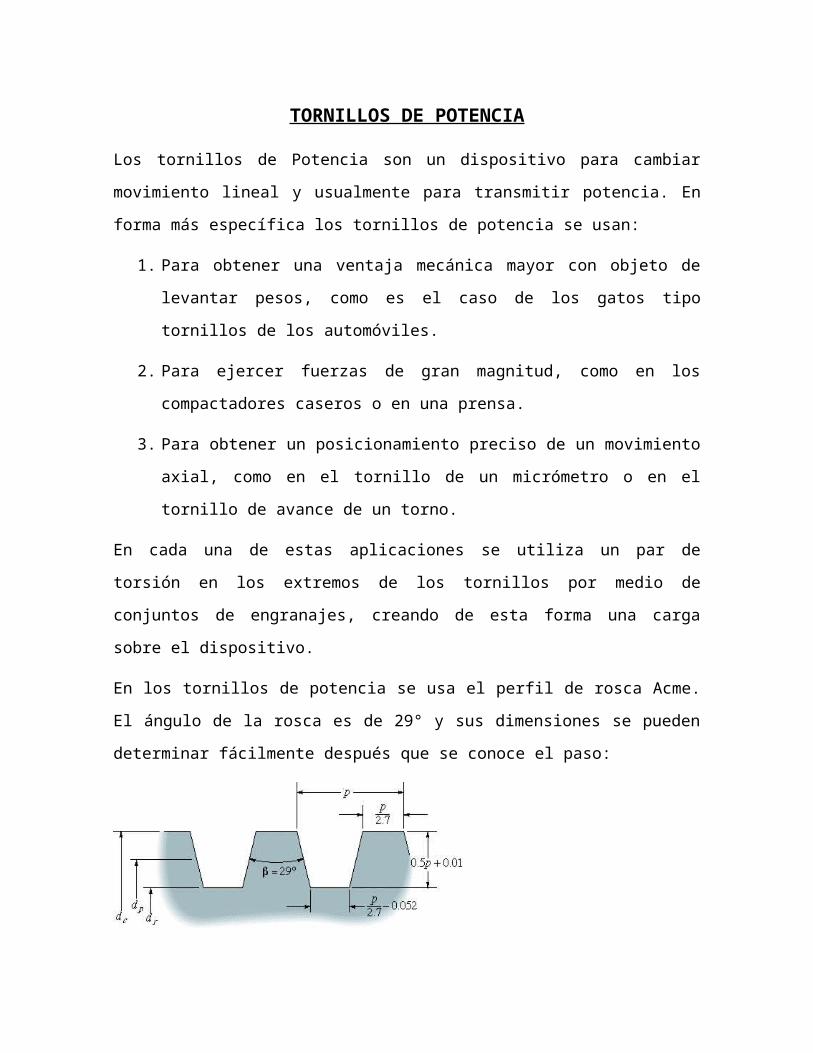
En los tornillos de potencia se usa el perfil de rosca Acme. El ángulo de la rosca
es de 29° y sus dimensiones se pueden determinar fácilmente después que se
conoce el paso:
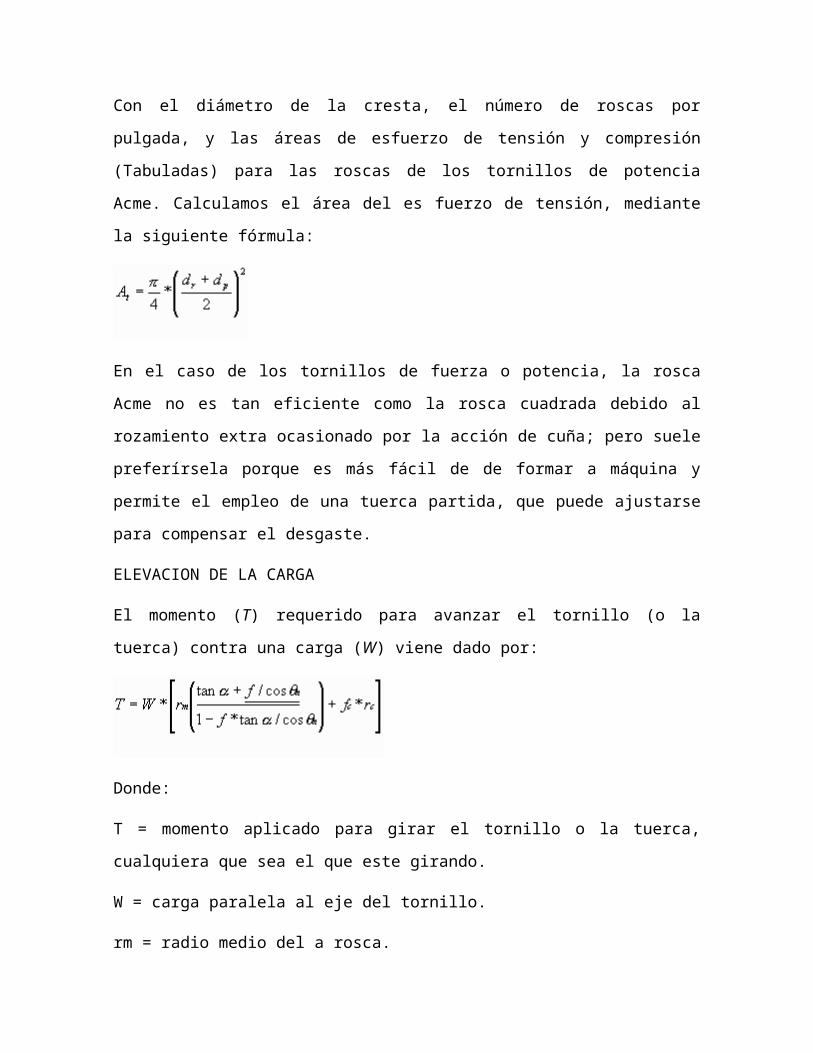
Con el diámetro de la cresta, el número de roscas por pulgada, y las áreas de
esfuerzo de tensión y compresión (Tabuladas) para las roscas de los tornillos de
potencia Acme. Calculamos el área del es fuerzo de tensión, mediante la siguiente
fórmula:
En el caso de los tornillos de fuerza o potencia, la rosca Acme no es tan eficiente
como la rosca cuadrada debido al rozamiento extra ocasionado por la acción de
cuña; pero suele preferírsela porque es más fácil de de formar a máquina y
permite el empleo de una tuerca partida, que puede ajustarse para compensar el
desgaste.
ELEVACION DE LA CARGA
El momento (T) requerido para avanzar el tornillo (o la tuerca) contra una carga
(W) viene dado por:
Donde:
T = momento aplicado para girar el tornillo o la tuerca, cualquiera que sea el que
este girando.
W = carga paralela al eje del tornillo.
rm = radio medio del a rosca.
rc = radio efectivo del a superficie de rozamiento contra la cual sea poya la carga,
llamado también radio del collar.
f = coeficiente de rozamiento entre las roscas del tornillo y la tuerca.
fc = coeficiente de rozamiento en el collar.
α = ángulo del a hélice en la rosca en el radio medio.
θn = ángulo entre la tangente al perfil del diente (sobre el lado cargado) y una
línea radial, medido en un plano norma la hélice del a rosca en un radio medio.
El momento requerido para avanzar el tornillo (o la tuerca) en el sentido de la
carga (o descendiendo la carga) es
Este momento puede ser positivo o negativo. Si es positivo, debe efectuarse
trabajo para avanzar el tornillo. Si es negativo, el significado es que, en equilibrio,
el momento debe retardar la rotación, esto es, la carga axial aisladamente
producirá rotación (situación de taladro de empuje). Se dice en este caso que el
tornillo debe sobrecargarse o sufrirá arrastre.
COEFICENTES DE ROZAMIENTO EN LOS TORNILLOS DE POTENCIA
Si las superficies de los hilos de rosca son lisas y están bien lubricadas, el
coeficiente de rozamiento puede ser tan bajo como f=0.10, pero con materiales d
emano de obra de calidad promedio, Ham y Ryan (*) recomienda f=0.125. Si la
ejecución es de calidad dudosas e puede tomar f=0.15. Para el aumento en el
arranques e aumentan estos valore sen 30-35%.
(*) Ham y Ryan en base a sus experimentos dedujeron que el coeficiente de
rozamiento es independiente de la carga axial; que está sometido a cambios
despreciables debido a la velocidad para la mayoría de los intervalos de ésta que
se emplean en la práctica; que disminuye algo con lubricantes espesos; que la
variación es pequeña para los diferentes combinaciones de materiales
comerciales , siendo menor la correspondiente al aceros obre bronce, y que las
ecuaciones teóricas dan una buena predicción sobre las ecuaciones reales.
EFICIENCIA DE UN MECANISO DE TORNILLO
Es la relación entre el trabajo de salida y el trabajo de entrada.
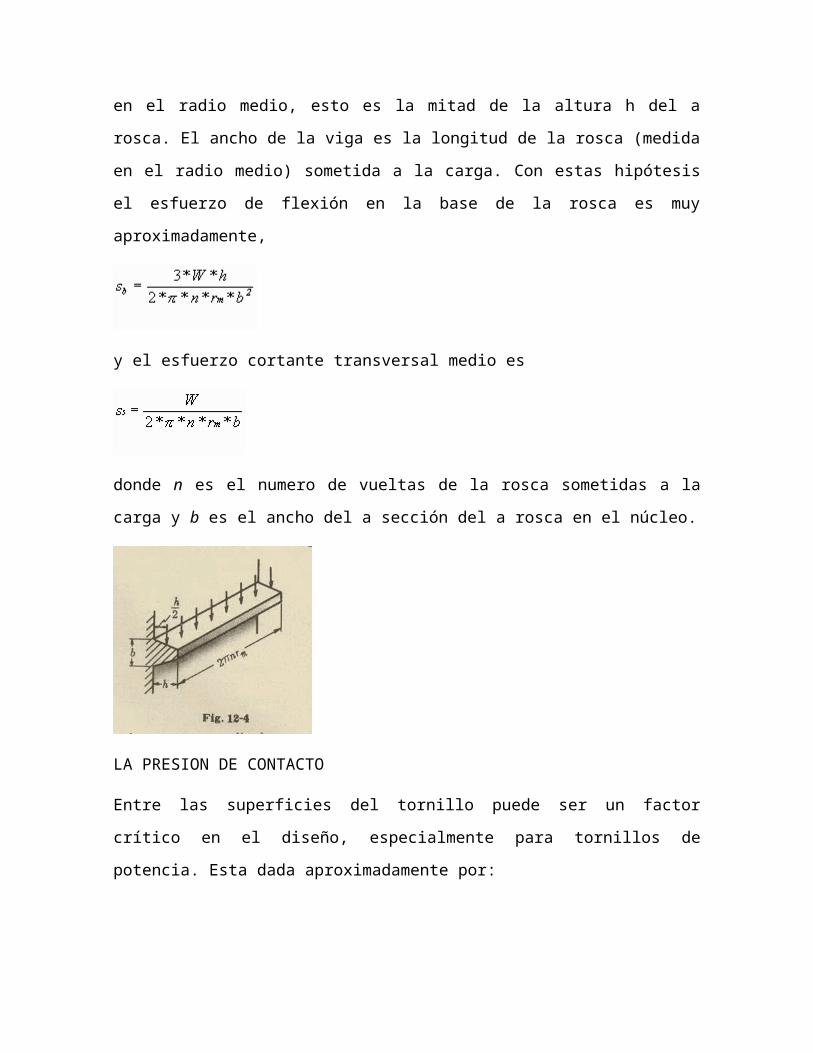
LOS ESFUERZOS EN LA ROSCA
Se calculan considerando que la rosca es una viga corta en voladizo proyectada
desde el núcleo. La carga sobre la viga se toma como la carga axial sobre el
tornillo W, concentrada en el radio medio, esto es la mitad de la altura h del a
rosca. El ancho de la viga es la longitud de la rosca (medida en el radio medio)
sometida a la carga. Con estas hipótesis el esfuerzo de flexión en la base de la
rosca es muy aproximadamente,
y el esfuerzo cortante transversal medio es
donde n es el numero de vueltas de la rosca sometidas a la carga y b es el ancho
del a sección del a rosca en el núcleo.
LA PRESION DE CONTACTO
Entre las superficies del tornillo puede ser un factor crítico en el diseño,
especialmente para tornillos de potencia. Esta dada aproximadamente por:
Este cálculo es bajo porque:
1. Las holguras entre la raíz y las roscas interna y externa significan que la
cargan o es soportadas obre la profundidad total de h.
2. La carga no está distribuida uniformemente sobre la longitud del a rosca.
LOS ESFUERZOS EN EL NÚCLEO DEL TORNILLO
Pueden calcularse considerando que las cargas y los momentos son soportados
por el cilindro desnudo (despreciando el aumento de resistencia por presencia de
la rosca). El esfuerzo cortante torsional es:
Donde ri es el radio de fondo del tornillo. T es el momento apropiado, esto es, el
momento de torsión al cual está sometida la sección considerada. Este puede ser
el momento total aplicado, el momento por fricción en el collar únicamente, o el
momento del tornillo solamente (total menos momento por fricción en el collar).
Cada caso debe examinarse con cuidado para ver cual se aplica.
El esfuerzo directo, puede ser de tracción o compresión, es:
Una modificación de la fórmula anterior se utiliza frecuentemente en los cálculos
de los sujetadores roscados para tener en cuenta, aproximadamente el esfuerzo
del aumento de resistencia producido por la rosca. Básicamente la modificación
consiste en suponer que el cilindro tiene un radio mayor que el real. Entonces:
Tanto lasa reas de esfuerzo como las áreas de la base, se encuentran tabuladas
en muchos textos y manuales.
Se van a usar dos tornillos de potencia para subir una pesada compuerta de
acceso, el peso total de la compuerta es de 25000lb. y se divide por igual entre los
dos tornillos. Seleccione un tornillo de potencia adecuado basándose en la
resistencia a la tensión, limitándola hasta 10000psi. Entonces calcule el espesor
necesario del yugo para que funcione como tuerca sobre el tornillo para limitar el
esfuerzo cortante a 5000psi. Para el tornillo diseñado así, calcule el ángulo de
avance, el par torsional necesario para subir la carga, la eficiencia del tornillo y el
par torsional necesario para bajar la carga. Maneje un coeficiente de fricción igual
a 0,15.
La carga a subir pone a cada tornillo en tensión directa, por consiguiente, el área
requerida para esfuerzo de tensión es:
A1=Fσ 1
= 12500 lb
10000 lb / pulg2=1.25 pulg2
De acuerdo con la tabla un tornillo acme de 1 ½ pulgada de diámetro, con 4
roscas por pulgada tiene un área de al esfuerzo a la tensión de 1.266 pulg2
Para esta rosca, cada pulgada de longitud de una tuerca suministra 2.341
pulgadas cuadradas de área al esfuerzo cortante en sus rocas, entonces el área
requerida al esfuerzo cortante es
A1=Fτ1
= 12500 lb
5000 lb / pulg2=2.5 pulg2
Entonces la longitud necesaria del yugo sería
h=2.5 pulg2[ 1 pulg
2.341 pulg2 ]=1.07 pulgPor conveniencia tomamos h=1.25 pulg
El ángulo de avance es
λ=tan−1 LπD p
=tan−1 0.25π (1.3429 )
=3.39 º
El par torsional necesario para subir la carga
T u≈F D p2 [ cosφtanλ+ fcosφ−ftanλ ]
Es decir
T u≈12500 lb1.3429 pulg
2 [ cos 14.5º tan3.39 º+0.15cos14.5−0.15 tan 3.39 ]=1809 lb . pulgLa eficiencia se puede estimar con:
e= FL2π T u
=12500 lb∗0.25 pulg2∗π∗1809 lb . pulg
=0.275ó27.5%
El par torsional requerido para bajar la carga
T u≈F D p2 [ f−cosφtanλcosφ+ ftanλ ]
Es decir
T u≈12500 lb1.3429 pulg
2 [ 0.15−cos14.5 º tan 3.39 ºcos14.5+0.15 tan 3.39 ]=796 lb . pulg
UNIONES ATORNILLADAS, PERNOS
Cuando se desea que una unión o junta pueda ser desensamblada sin
aplicar métodos destructivos y que sea lo suficientemente fuerte para resistir
cargas externas de tensión, de flexión o de cortante, o una combinación de estas,
entonces la junta atornillada simple con rondanas o arandelas templadas en el
perno es una buena solución.
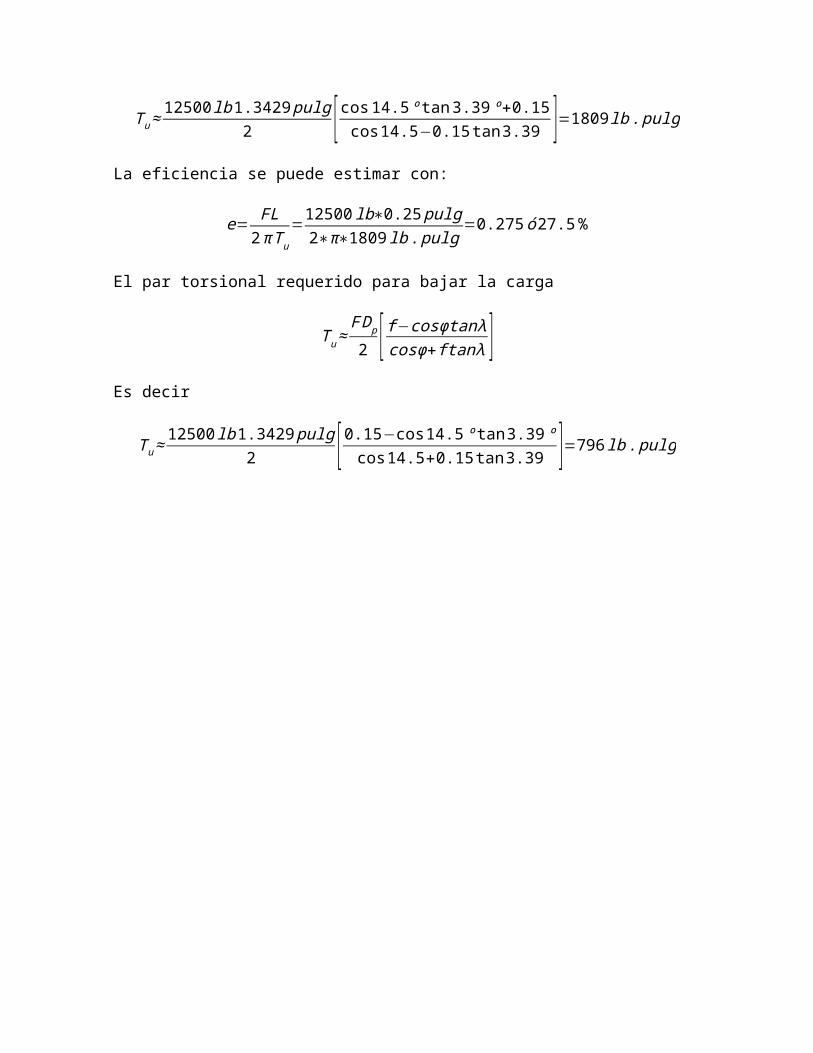
Una vista en corte de una junta atornillada con carga a tensión se muestra
en la figura
Figura
Conexión atornillada cargada a tensión por las fuerzas p .
Obsérvese el uso de dos arandelas. Un método convencional
simplificado se aplica aquí para representar la rosca de un
tornillo. Nótese también como la parte roscada o cuerda se
adentra en el cuerpo de la unión. Esto es usual y deseable.
Obsérvese el espacio libre entre el perno y su agujero de alojamiento,
nótese también como la rosca del tornillo se extiende hacia adentro de una de las
placas de la conexión, el objeto del perno es aplicar y mantener la presión entre
las dos o más piezas unidas. Al apretar la tuerca se tensiona el perno y ejerce así
la fuerza de sujeción. Tal efecto se llama “pretensado o precarga del perno”,

En la figura se muestra otra junta para carga de tensión. Esta junta emplea
tornillos de maquinaria que enroscan o entran en agujeros roscados en uno de los
elementos sujetados, otro tipo de unión atornillada es la que utiliza pernos
prisioneros.
Figura 8-13
Vista en sección de un extremo de un recipiente de presión
cilíndrico. Los tornillos de maquinaria con cabeza hexagonal
se usan para fijar la tapa al cilindro. Obsérvese el uso del sello
o empaque de anillo “o”.
La constante de rigidez (o constante elástica) de un elemento elástico como
un perno es la relación entre la fuerza aplicada al elemento y la deformación
producida por dicha fuerza.
En la siguiente ecuación la rigidez de las porciones no roscada y roscada
del perno en la zona de sujeción son respectivamente:
Donde:
At = área transversal de esfuerzo de tensión
Lt = longitud de la porción roscada de agarre
Ad = área transversal de diámetro mayor del sujetador
Ld = longitud de la porción no roscada del sujetador
Sustituyendo estas rigideces en la constante de rigidez del perno (k= k1 k2 /
k1 + k2 ) se obtiene :
Donde kb es la rigidez efectiva estimada del perno o tornillo de maquinaria
en la zona de sujeción. En el caso de sujetadores cortos (el de la figura 8.13) el
área no roscada es pequeña y se puede usar para obtener kb : y en el caso de
sujetadores largos, el área roscad es relativamente pequeña.
Uniones atornilladas. Elementos sujetados
Ambas rigideces deben ser conocidas para captar lo que sucede cuando el
dispositivo de conexión ensamblado se somete a una carga de tensión externa.
Puede haber más de dos elementos abarcados por el agarre del sujetador.
Todos ellos actúan como resortes de compresión en serie y por lo tanto, la
constante elástica total de los elementos de la unión es:
1/km = 1/k1 + 1/k2 + 1/k3 +…. + 1/ki
La figura muestra la superficie general del cono utilizando el semiangulo α
del cono. Se ha usado un ángulo de α = 45’, pero esto sobreestima la rigidez de
sujeción. Cuando la carga está restringida a una zona anular de la cara de
arandela (de acero templado, hierro fundido o aluminio),
El ángulo apropiado es más pequeño. El investigador osgood informa de
un intervalo de 25 ≤ α ≥ 33° para la mayor parte de las combinaciones. Entonces
se usara α = 30°, excepto en los casos en los que el material es insuficiente.
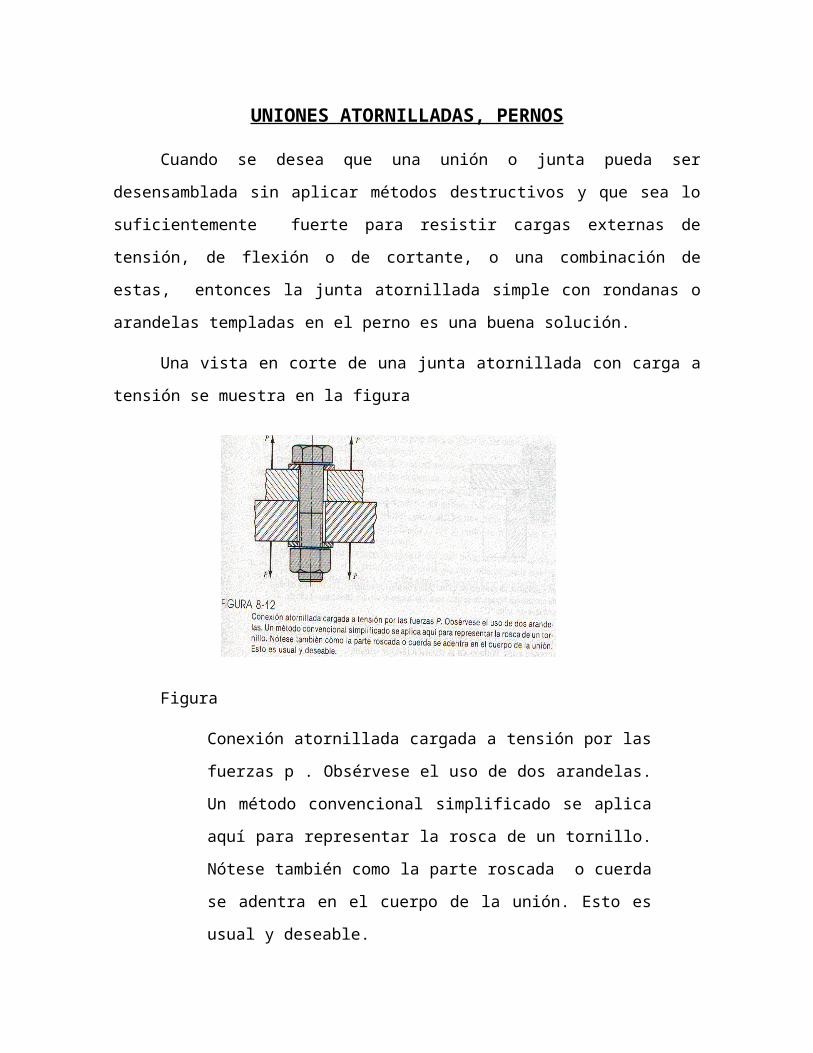
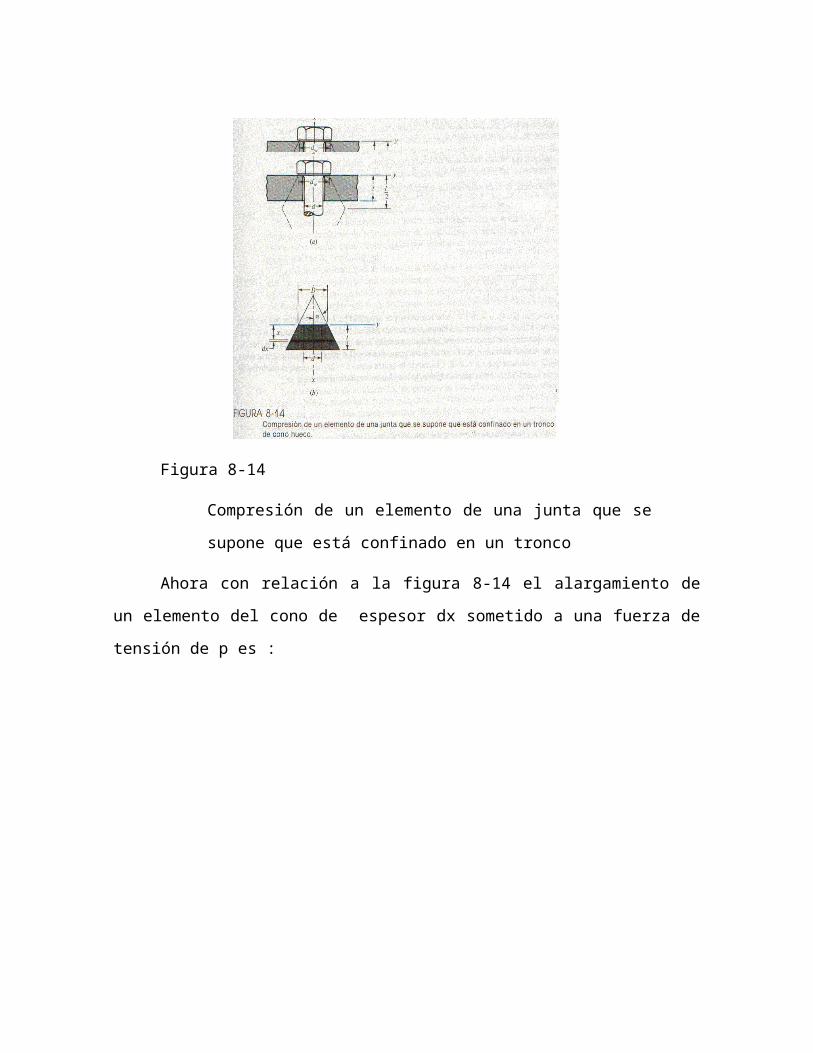
Figura 8-14
Compresión de un elemento de una junta que se supone que
está confinado en un tronco
Ahora con relación a la figura 8-14 el alargamiento de un elemento del cono
de espesor dx sometido a una fuerza de tensión de p es :
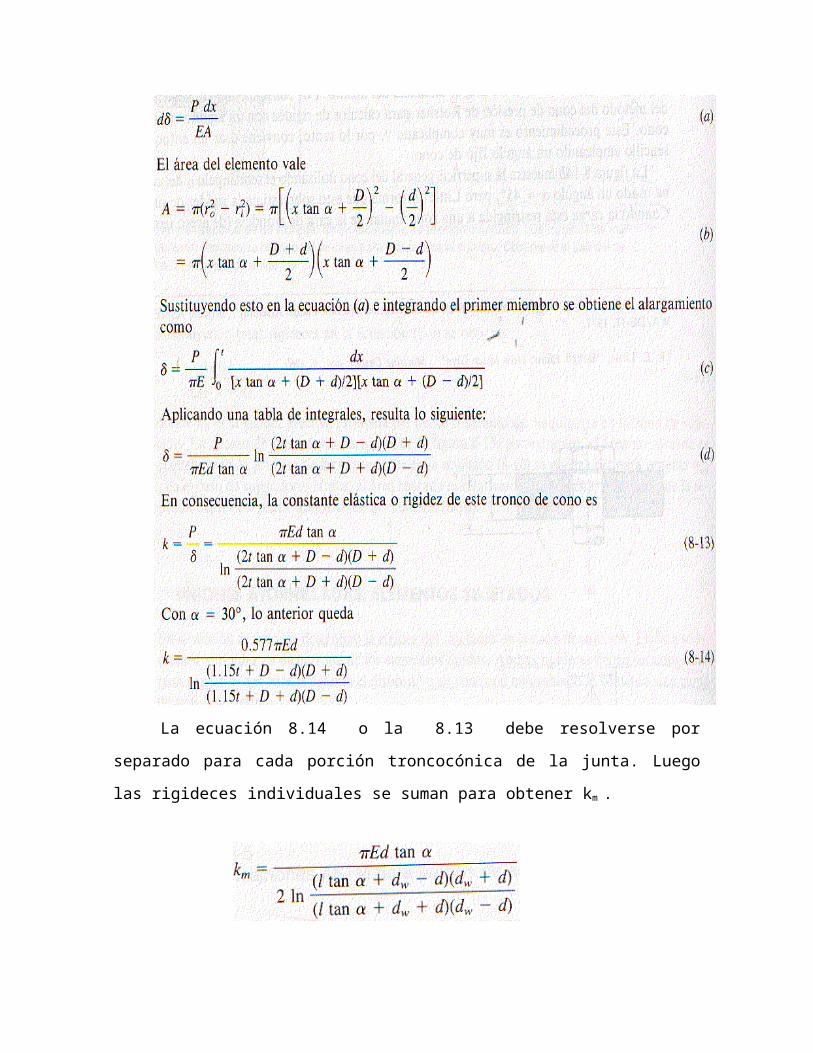
La ecuación 8.14 o la 8.13 debe resolverse por separado para cada
porción troncocónica de la junta. Luego las rigideces individuales se suman para
obtener km .

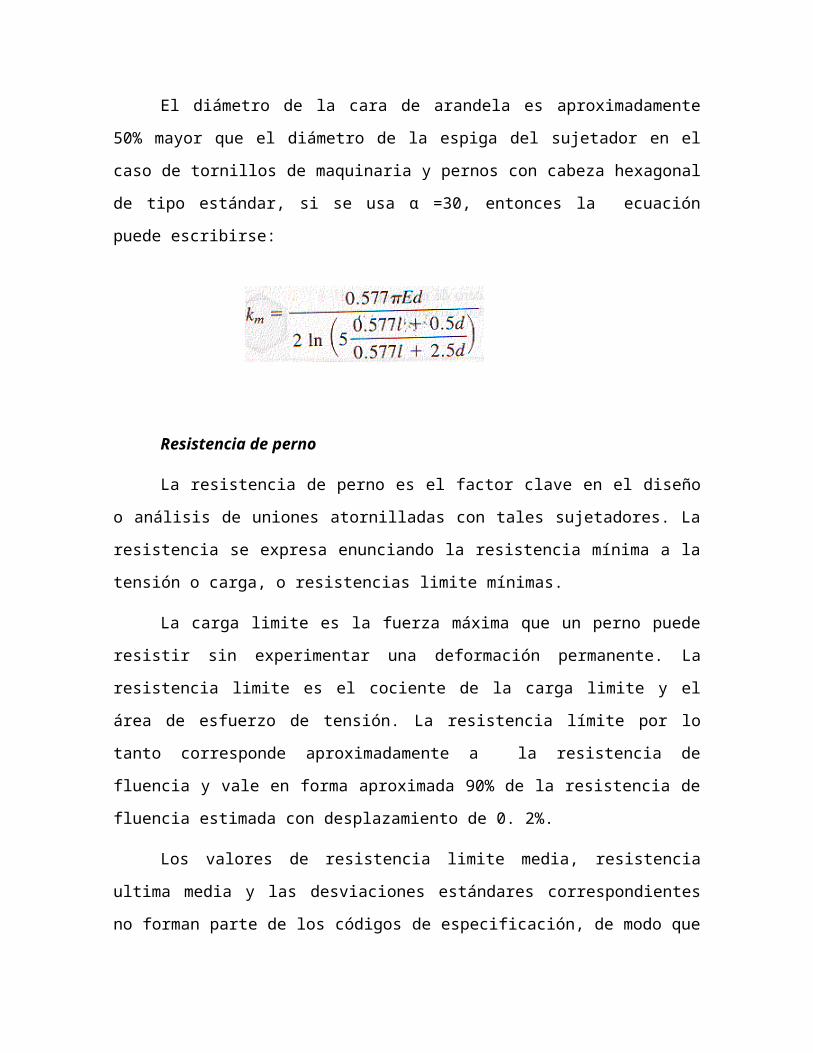
El diámetro de la cara de arandela es aproximadamente 50% mayor que el
diámetro de la espiga del sujetador en el caso de tornillos de maquinaria y pernos
con cabeza hexagonal de tipo estándar, si se usa α =30, entonces la ecuación
puede escribirse:
Resistencia de perno
La resistencia de perno es el factor clave en el diseño o análisis de uniones
atornilladas con tales sujetadores. La resistencia se expresa enunciando la
resistencia mínima a la tensión o carga, o resistencias limite mínimas.
La carga limite es la fuerza máxima que un perno puede resistir sin
experimentar una deformación permanente. La resistencia limite es el cociente de
la carga limite y el área de esfuerzo de tensión. La resistencia límite por lo tanto
corresponde aproximadamente a la resistencia de fluencia y vale en forma
aproximada 90% de la resistencia de fluencia estimada con desplazamiento de 0.
2%.
Los valores de resistencia limite media, resistencia ultima media y las
desviaciones estándares correspondientes no forman parte de los códigos de
especificación, de modo que el dise3ño debe obtener estos valores, quizá por
pruebas de laboratorio, antes de diseñar según una especificación de
confiabilidad.
Las especificaciones sae se tienen en la tabla 8.4 y 8.6 . Las clases o
grados de los pernos se enumeran con enteros de acuerdo con las resistencias
últimas a la tensión y con decimales para evaluar las variaciones al mismo nivel de
resistencia. Se dispone de pernos y tornillos en todos los grados en listados. Los
espárragos o pernos prisioneros pueden obtenerse en los grados 1, 2,4,5,8 y 8.1
el grado 8.1 no aparece en la tabla.
Las especificaciones astm se tienen en la tabla 8.5. Las roscas astm son
más cortas debido a que la astm considera básicamente estructuras; las
conexiones estructurales por lo general trabajan al cortante, y una mejor longitud
de cuerda proporciona un área de espiga mayor en los pernos,
Las especificaciones para sujetadores métricos se dan en la tabla 8.6, todos
los pernos con especificación de grado manufacturados en e.u., muestran la
marca o logotipo del fabricante, marca de grado, en la cabeza del perno. Estas
marcas señalan que el perno cumple o excede las especificaciones, si dichas
marcas no aparecen en un perno, es posible que sean de importación.
Uniones atornilladas. Carga externa
Ahora consideremos lo que sucede cuando una carga de tensión externa p
, como en la figura 8.12 se aplica a una junta atornillada. Se supone, desde luego
que la fuerza de sujeción que se denomina precarga f i , ha sido establecida
correctamente en el apriete de la tuerca antes de que se aplique p . La
nomenclatura es:
Fi = precarga o fuerza de sujeción
P = carga de tensión externa
Pb = parte de p tomada del perno
Pm = parte de p tomada por los elementos de la junta
Fb = pb + fi = carga total en el perno.
Fm = pm - fi = carga total en los elementos
En consecuencia la carga del perno resultante es :
Fb = pb + fi = (kb p / kb + km) + fi fm< 0
Y la carga resultante en los elementos unidos o conectados es:
Fm= pb - fi = ( km p / kb + km ) – fi fm < 0
En todos los casos, las piezas conectadas toman 80% de dicha carga
externa. Considérese la importancia de esto cuando se considera carga por fatiga.
Obsérvese también que con agarre mas largo se origina que los elementos
absorban un mayor porcentaje de la carga externa
Momento de torsión y de apriete
Después de haber considerado que una precarga elevada es muy deseable
en uniones con pernos, que son de importancia, se consideraran ahora los medios
que sirven para asegurar que se desarrolle eficazmente tal precarga cuando se
ensamblan o unen las piezas. Puede utilizarse una llave torciométrica , un
dispositivo neumático de impacto o el método simple de giro de tuerca.
La llave torciométrica tiene un indicador que señala el momento de torsión
correspondiente. En las llaves de impacto, se ajusta la presión del aire de modo
que la llave se detenga cuando se llega al efecto
EJEMPLO DE CONEXIONES ATORNILLADAS.
El recipiente a presión de la figura debe sellado utilizando un empaque de asbesto
que tenga las dimensiones que se muestran y con una presión mínima de 11MPa.
La tapa debe sujetarse empleando tornillos de maquinaria con cabeza caja de
diámetro nominal de 14mm. Puesto que los tornillos entran en el cilindro, solo la
mitad de la profundidad del agujero roscado debe incluirse en el agarre del tornillo.
El cilindro ha de ser diseñado para una presión inferior de 2000 KPa. y un factor
de seguridad de 1,5.
a) ¿Cuántos tornillos de maquinaria ASTM A325 tipo 2 deben utilizarse para
impedir una falla por fatiga con base en una confiabilidad del 90%?
Medidas en mm
El agarre efectivo del tornillo es l=15+3+7.5=25.5mm, por lo consiguiente, la
rigidez de los tornillos es
k b=π d2 E4 l
=π (14 )2 (207 )4 (25.5 )
=1250MN /m
Para obtener el modulo del resorte del empaque obsérvese que l=3mm y
E=480Mpa se tiene:
Km=πEd
2 ln [ 5(l+05d )l+2.5d ]=
π (480 )(0.014)
2 ln [ 5(3+05 (0.014))3+2.5(0.014) ]=38.5MN /m
Considere que en una junta empaquetada muchas veces el tornillo es más rígido
que el empaque. La relación de rigidez es:
C=kbkb+km
= 12501250+38.5
=0.97
La fuerza total P de la separación es
P=Ap=π (100 )2 (2000 )4 (10 )6
=15.7kN
Se obtiene At=115mm2 y Sut=120Kpsipor consiguiente Sut=120 (6.89 )=827MPa
S´e=19.2+0.314 Sut=19.2+0.314 (120 )=56.88Kpsi
Por lo tanto S’=56.88(6.89)=392Mpa empleando Kc=0,897 para 90% de
confiabilidad y Ke=0.333 para roscas laminadas tenemos :
Se=0.897 (0.333 ) (392 )=117Mpa
Si utilizamos P/n para la carga por tornillo se tiene:
F i=A t Sut−Cn2N ( SutSe +1)=115 (0827 )−0.970 (1.5 ) (15.7 )
2N ( 0.8270.117+1)=95.1−92.2N kN
Resolviendo esta ecuación para evaluar Fi por tornillo y para diversos valores de N
resulta
N 8 6 4 3 2
F, kN 83.6 79.7 72.1 64.4 49.0
Sp=85(6.89)=586 MPa en consecuencia la carga de prueba es
Fp=AtSp=115(0.586)=67.4kN aplicando la ecuación del intervalo de precargas
aceptables es
40,4<=Fi<=60.7kN
Por consiguiente si aplicamos este intervalo a la tabla anterior resulta que se
requiere 2 pernos.
Esta respuesta no satisface la norma donde los sujetadores no pueden estar
espaciados más de 10 diámetros de tornillos uno a otro así que el diámetro de los
círculos de posición de los pernos es de 160π=503mm seis pernos de 14mm dan
un espaciamiento igual a 503/(6*14)=5.99 lo cual es completamente coherente con
la norma y al aplicarle una precarga de 50kN a los pernos.
ENSAMBLE SOLDADOS
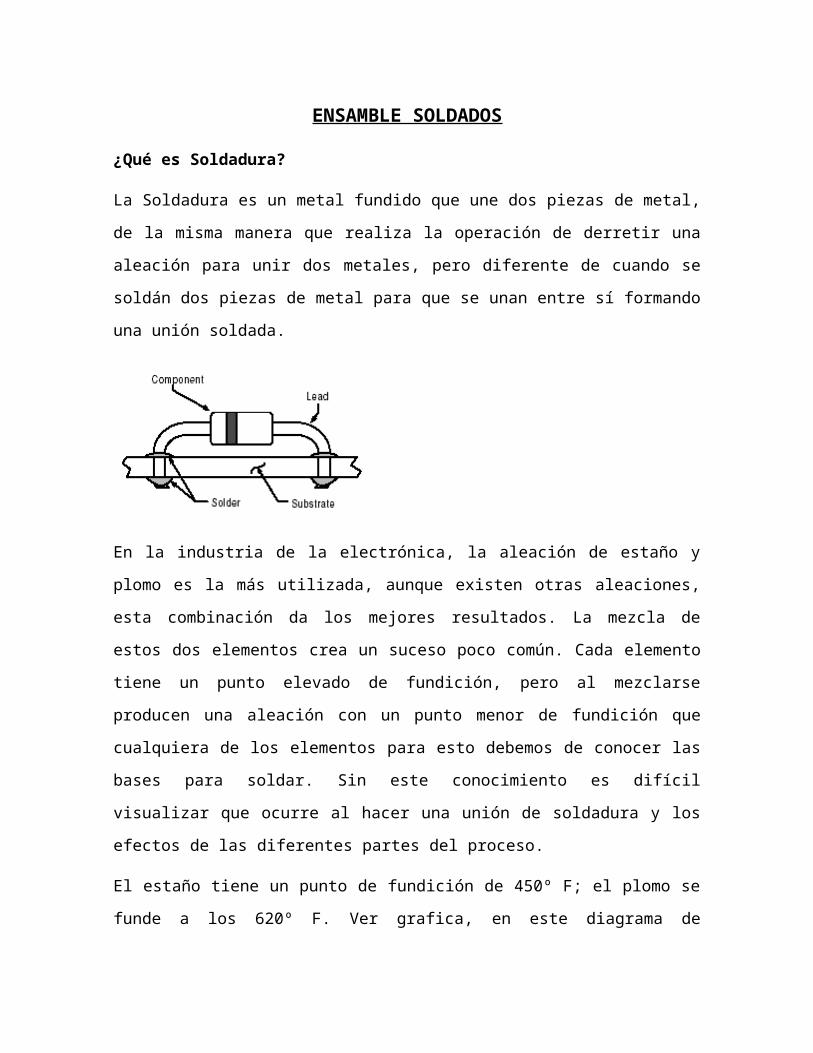
¿Qué es Soldadura?
La Soldadura es un metal fundido que une dos piezas de metal, de la misma
manera que realiza la operación de derretir una aleación para unir dos metales,
pero diferente de cuando se soldán dos piezas de metal para que se unan entre sí
formando una unión soldada.
En la industria de la electrónica, la aleación de estaño y plomo es la más utilizada,
aunque existen otras aleaciones, esta combinación da los mejores resultados. La
mezcla de estos dos elementos crea un suceso poco común. Cada elemento tiene
un punto elevado de fundición, pero al mezclarse producen una aleación con un
punto menor de fundición que cualquiera de los elementos para esto debemos de
conocer las bases para soldar. Sin este conocimiento es difícil visualizar que
ocurre al hacer una unión de soldadura y los efectos de las diferentes partes del
proceso.
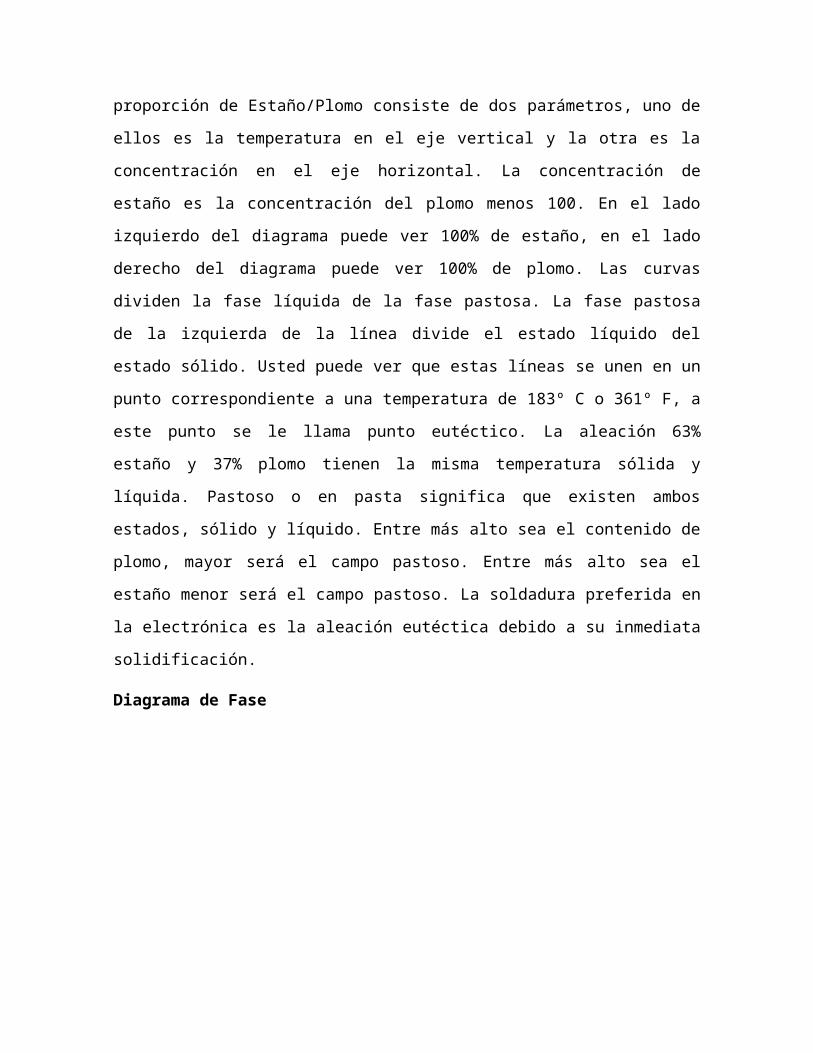
El estaño tiene un punto de fundición de 450º F; el plomo se funde a los 620º F.
Ver grafica, en este diagrama de proporción de Estaño/Plomo consiste de dos
parámetros, uno de ellos es la temperatura en el eje vertical y la otra es la
concentración en el eje horizontal. La concentración de estaño es la concentración
del plomo menos 100. En el lado izquierdo del diagrama puede ver 100% de
estaño, en el lado derecho del diagrama puede ver 100% de plomo. Las curvas
dividen la fase líquida de la fase pastosa. La fase pastosa de la izquierda de la
línea divide el estado líquido del estado sólido. Usted puede ver que estas líneas
se unen en un punto correspondiente a una temperatura de 183º C o 361º F, a
este punto se le llama punto eutéctico. La aleación 63% estaño y 37% plomo
tienen la misma temperatura sólida y líquida. Pastoso o en pasta significa que
existen ambos estados, sólido y líquido. Entre más alto sea el contenido de plomo,
mayor será el campo pastoso. Entre más alto sea el estaño menor será el campo
pastoso. La soldadura preferida en la electrónica es la aleación eutéctica debido a
su inmediata solidificación.
Diagrama de Fase
Para ver el gráfico seleccione la opción "Descargar" del menú superior
Teoría de Soldadura
Antes de hacer una unión, es necesario que la soldadura "moje" los metales
básicos o metales base que formaran la unión. Este es el factor más importante al
soldar. Al soldar se forma una unión intermolecular entre la soldadura y el metal.
Las moléculas de soldadura penetran la estructura del metal base para formar una
estructura sólida, totalmente metálica.
Si la soldadura se limpia mientras esta aun derretida, será imposible retirarla
completamente. Se ha vuelto una parte integral de la base. Si un metal graso se
sumerge en agua no se "mojara" no importa que tan delgado sea el aceite, se
formarán bolitas de agua que se pueden sacudir de la superficie. Si el metal se
lava en agua caliente utilizando detergente y se seca con cuidado, sumergiéndolo
de Nuevo en agua, el líquido se extenderá completamente sobre la superficie y
formara una pequeña capa. Esta capa de agua no se puede quitar a menos que
se seque. El material esta entonces "mojado". Cuando el agua moje el metal
entonces está perfectamente limpio, de tal forma la soldadura mojara el metal
cuando las superficies de la soldadura y del metal están completamente limpias. El
nivel de limpieza que se requiere es mucho mayor que con el agua sobre el metal.
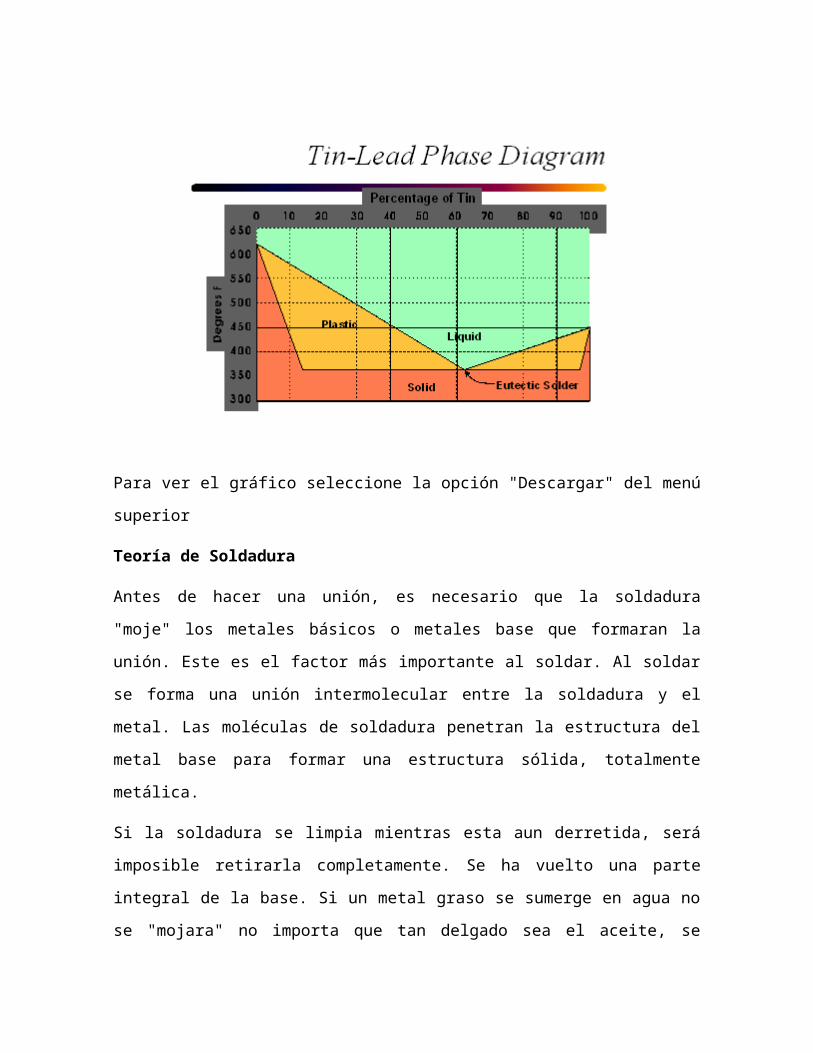
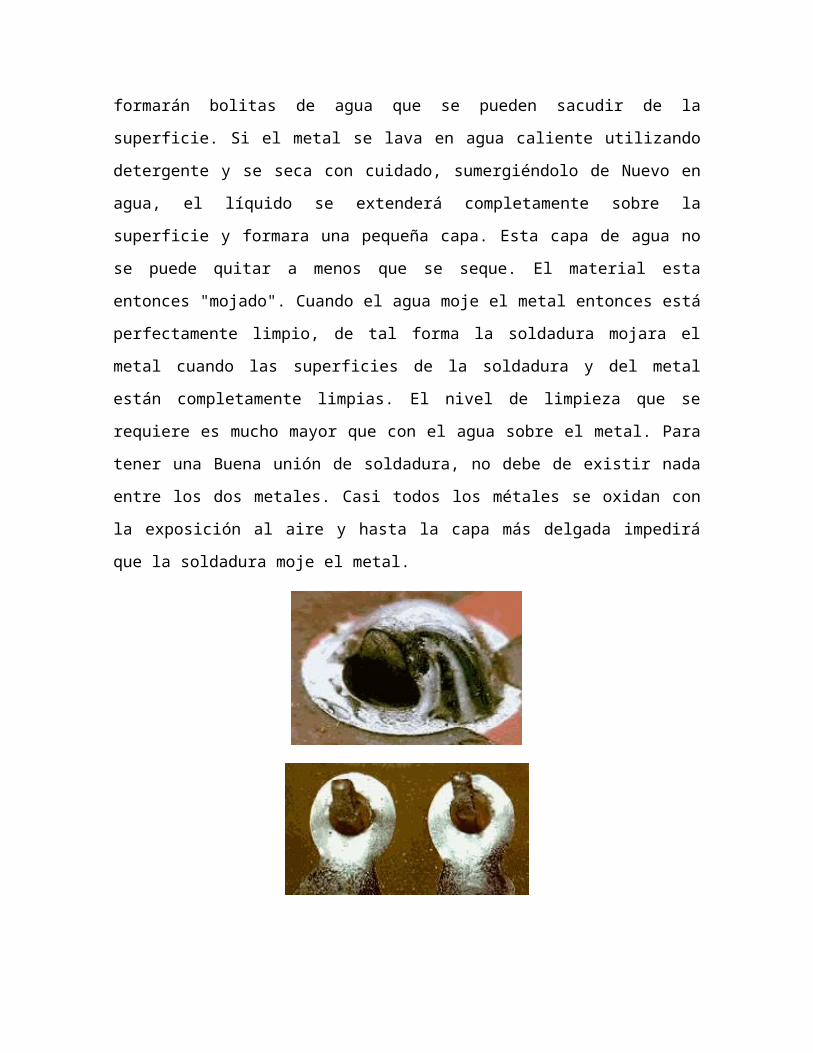
Para tener una Buena unión de soldadura, no debe de existir nada entre los dos
metales. Casi todos los métales se oxidan con la exposición al aire y hasta la capa
más delgada impedirá que la soldadura moje el metal.
El flux o desoxidante sobrepasa la mayor parte de este problema, como se verá
más adelante.
Cuando se unen dos superficies limpias de metal y se sumergen en soldadura
fundida, la soldadura mojara el metal y subirá hasta llenar los espacios entre las
superficies contiguas. A esto se le conoce como la acción capilar. Si las
superficies no están limpias, no ocurrirá la operación de mojado y la soldadura no
llenara la unión. Cuando las tablillas con orificios cromados por una ola de

soldadura, es esta fuerza la que llena los orificios y produce un llenado en la
superficie superior. La presión de la ola no es lo que produce, esto si no la acción
capilar de la soldadura.
Todos hemos visto insectos que caminan sobre la superficie de un estanque sin
mojarse las patas. Ellos se apoyan sobre una capa o fuerza invisible llamada
tensión de la superficie. Esta es la misma que hace que el agua se conserve en
bolitas sobre el metal aceitoso. La tensión de la superficie es la capa delgada que
se ve sobre la superficie de la soldadura derretida. Los contaminantes de la
soldadura pueden incrementar la tensión de la superficie y la mayoría pueden
controlarse cuidadosamente. La temperatura de la soldadura también afectara la
tensión de la superficie, reduciéndola al incrementar su temperatura. Este efecto
es pequeño comparado al de la oxidación.
Flux
El propósito del flux
Reduce óxidos en todas las superficies involucrados en la unión de
soldadura.
Reduce la tensión superficial de la soldadura fundida.
Ayuda aprevenir la re oxidación de la superficie durante la soldadura.
Ayuda a transferir calor a las superficies a soldar.
Para ver el gráfico seleccione la opción "Descargar" del menú superior
Tipos de Flux
R – Resina, fue el primer flux utilizado en la electrónica y aun es empleado.
Esta hecho de savia que emana de algunos árboles (no haluros/no ácidos
orgánicos). Adecuado para limpieza con solvente/saponificador. Este flux
debe de ser lavado.
RMA – Resina Media Activada (haluros limitados, ácidos orgánicos débiles
limiados)Adecuado para limpieza con solvente/saponificador

RA – Resina Activada (haluros/ácidos orgánicos débiles). Usado por
algunos como no-clean, usualmente con solvente/saponificador.
RSA – Resina Super Activada (alto nivel de haluros y ácidos orgánicos).
Limpiado con solvente/saponificador.
OA – Orgánico Activado (alto nivel de haluros, alto nivel de ácidos
orgánicos fuertes). Debe de ser lavado con agua o saponificador
NO-CLEAN – Los residuos no se lavan, no degradan la Resistencia al
Aislamiento de Superficie (SIR).
NO-CLEAN
RESINA NATURAL Y SINTETICA – Ácidos Orgánicos débiles y haluros.
RESINA NATURAL Y SINTETICA – Ácidos orgánicos débiles solamente (sin
haluros).
VOC-FREE – Ácidos orgánicos débiles usualmente libres de resinas. El alcohol es
reemplazado por agua.
Soldadura por Ola
Para ver el gráfico seleccione la opción "Descargar" del menú superior
FLUX
Para ver el gráfico seleccione la opción "Descargar" del menú superior
--- Control de Contenido de Sólidos
1. Gravedad Específica
fluxes de altos sólidos (> 10%).
1. Titulación
Fluxes bajos a medios en sólidos (< 10%).
Los fluxes utilizados en los sistemas sellados no pierden solvente y por lo tanto no
requieren de este control.
--- Métodos de Aplicación
1. Espuma
2. Ola
Utilizados para fluxes tipo OA, RMA y RA
Requieren control estricto del contenido de sólidos.
1. Spray
o Utilizado para fluxes No-Clean.
SOLDADURAS
Aleación Estándar: 63% de Estaño y 37% de Plomo
La aleación eutéctica 63% de Sn y 37% de Pb es una aleación especial donde la
fusión ocurre a una sola temperatura que es de 183º C (361º F).
Impurezas Metálicas: Pueden:
Causar defectos severos de cortos (particularmente cuando el hierro
excede 0.005% y el Zinc excede 0.003%).
Debilitar la resistencia de la unión de la soldadura.
Incrementar la razón de formación de escoria.
Causar uniones opacas o granulosas.
Reducir la capacidad de mojado (particularmente el azufre).
Impurezas No Metálicas: (Óxidos Incluidos).
o Las impurezas no metálicas u óxidos incluidos se mojan muy bien en
la soldadura fundida y no se separan de la soldadura de la escoria.
o Los óxidos incluidos incrementan la viscosidad de la soldadura
fundida, causando cortos y picos (icicles).
o Los óxidos incluidos pueden ser medidos mediante la Prueba de
Inclusión de Escoria (Dross Inclusion Test).
PRECALENTADORES Y OLAS
Función del Precalentamiento
Evapora los solventes del flux (IPA, Agua)
Previene choque térmico de los PCB y de los componentes.
Activa el Flux.
Permite que la soldadura fluya atreves del PCB.
Para ver el gráfico seleccione la opción "Descargar"
Tipos de Precalentadores
1. Radiante
Habilidad pobre para evaporar el agua de los fluxes (VOC Free),
pudiéndose generar bolas de soldadura.
Transparencia de calor selectiva.
1. Convección Forzada
Alta eficiencia en transparencia de calor.
Volatiza el agua de los fluxes (VOC Free).
Minimiza el incremento de temperatura entre las áreas del PCB.
Tipos de Ola
1. Ola laminar usada en PCB de Throuh – Hole.
2. Simple (Laminar)
3. Doble (Laminar/Turbulenta).
Ola turbulenta seguida de ola laminar usada en PCB con componentes de SMT en
el lado de la soldadura. La ola turbulenta previene el efecto de sombra en los
componentes.
SISTEMAS INERTES (Nitrógeno)
Beneficios
1. Previene oxidación.
Facilita el uso de fluxes No-Clean.
1. No decoloración en los PCB.
2. Reduce la formación de escorias
Menos mantenimiento requerido.
Menos soldadura utilizada.
Menos escoria que disponer.
Tipos de Sistemas Inertes (con Nitrógeno).
1. Sistema de Túnel Inerte
Ambiente inerte en precalentadores y ola.
Consumo de nitrógeno: 1400 – 2400 CFH.
1. Sistema Inerte Limitado.
o Ambiente inerte solo en la ola
o Consumo de nitrógeno: 300 CFH.
PARAMETROS DEL PROCESO
Orientación de la Tarjeta.
Los conectores e IC’s deben viajar perpendicularmente a la ola. Los chips
deben de viajar paralelamente a la ola.
Flux.
Verifique que el flux sea aplicado uniformemente en el PCB.
Seleccione un flux adecuado al proceso. Si se requiere el uso de la ola
turbulenta el flux debe sobrevivir mayor tiempo en contacto con la ola de
soldadura.
Velocidad del Coveyor.
El tiempo de contacto con la ola es función de la velocidad del conveyor y el
área de contacto con la ola.
Ajustar la velocidad del conveyor de acuerdo al tiempo de contacto
especificado (Típico: 1.5 – 3.5 seg.)
El tiempo de contacto es el acumulado entre las olas turbulentas y laminar.
Precalentamiento.
1. Precalentar tan rápido como séa posible pero sin exceder 2ºC/Segundo,
medido en el lado superior de la tarjeta. Exceder 2ºC/Segundo
(3.5ºF/Segundo) puede causar daño a los componentes debido a choque
térmico.
2. Fluxes VOC Free.
Es optimo llevar la mayoría de los fluxes VOC Free hasta los 105-120º C
(220º- 250º F).
Temperaturas inferiores pueden resultar salpicaduras.
Temperaturas superiores pueden volatilizar prematuramente los activadores
causando defectos de cortos de soldadura.
Temperatura del Crisol.
El rango recomendado es de 460 – 500º F (235 – 260º C).
El uso de dos olas limita la actividad del flux. Use la ola turbulenta solo si
tiene componentes de SMT en el lado de abajo del PCB.
Contaminación y Controles
La pureza de la soldadura tiene una gran efecto en la parte terminada y el número
de rechazos. Por consiguiente entender los efectos de la contaminación de la
soldadura obviamente nos puede llevar a mejorar la calidad de las partes
producidas a un costo reducido. Se recomienda no ignorar los efectos
perjudiciales de las impurezas de la soldadura en la calidad y el índice de
producción del equipo de soldadura por inmersión o de onda. Algunos de los
problemas que prevalecen a causa de soldadura contaminada son uniones opacas
o ásperas, puentes y no poderse "mojar". Cambiar la soldadura no es
necesariamente la solución. Las soldaduras se pueden dividir en tres grupos
básicos:
1).- Soldadura Reciclada
2).- Virgen.
3).- Alto Grado de Pureza.
Soldadura reciclada es desperdicio de Estaño y Plomo que se puede comprar y
refinar por medio de procedimientos metalúrgicos regulares. Los altos niveles de
impureza pueden provocar problemas en las líneas de producción en masa.
Soldadura Virgen este término se refiere a la soldadura que está compuesto de
Estaño y Plomo extraídos del mineral. El nivel de pureza del Estaño y Plomo de
esta materias primas es alto y excede, en muchos aspectos de la magnitud y las
normas (ASTM & QQS-571). Soldadura de alto grado de pureza se selecciona
Estaño y Plomo con bajo nivel de impurezas y se produce soldadura con bajo nivel
de impurezas.
Antes de discutir problemas y soluciones considere la fuente de la contaminación
metálica en un crisol u onda durante la manufactura. Obviamente en una parte del
equipo bien fabricada, las paredes del recipiente para el metal fundido, al igual que
la bomba y todas las demás superficies que llegan a estar en contacto con la
soldadura están hechas con un metal como el acero inoxidable. La contaminación
del baño, por consiguiente, puede resultar únicamente por el contacto con el
trabajo mismo.
Esto significa que un número limitado de elementos se adquieren, dependiendo de
la línea de producción. En el crisol de inmersión, esto significa que se podrá
encontrar cobre y zinc, al soldar con ola ensambles electrónicos y tablillas de
circuitos impresos, significa que se podrá encontrar cobre y oro. En otras palabras,
un baño de soldadura solo se puede contaminar con aquellos metales con los que
está en contacto y los cuales son solubles en la soldadura.
Al ir subiendo el nivel de contaminación, la calidad de la soldadura se deteriora.
Sin embargo, no existe una regla clara en cuanto al nivel de contaminación
metálica donde la soldadura ya no se puede emplear.
No podemos prevenir que los materiales de los PCB toquen el baño e
inevitablemente contaminaran la soldadura hasta cierto grado. No existen valores
absolutos para todas las condiciones. El límite depende de los requisitos de
especificación, diseño del PCB, solderabilidad, espaciado de los circuitos, tamaño
de los conectores y otros parámetros. Establezca sus propios niveles de
contaminación.
Los Efectos de Contaminantes Comunes
Cobre Uniones con apariencia arenosa, la capacidad de mojarse se
ve reducida.
Aluminio Uniones arenosas, aumenta la escoria en el crisol.
Cadmio
Reduce la capacidad de mojado de la soldadura, causa que la
unión se vea muy opaca.
Zinc
Provoca que el índice de escoria aumente, las uniones se ven
escarchadas.
Antimonio
En cantidades arriba de 0.5% puede reducir la capacidad de
mojarse de la soldadura. En pequeñas cantidades mejora la
capacidad de baja temperatura de la unión de la soldadura.
Hierro Produce niveles excesivos de escoria.
Plata
Puede provocar uniones opacas, en concentraciones muy
altas hara que la soldadura sea menos móviles. No es un
contaminante malo. Se añade a algunas aleaciones en forma
deliberada.
Nickel
En pequeñas concentraciones, provoca pequeñas burbujas o
ampollas en la superficie de la unión.
Nota: La unión de la soldadura tiene apariencia opaca. El antimonio elimina este
efecto.
OTROS CONTAMINANTES
Fosforo, Bismuto, Indio, Sulfuro, arsénico, etc. Algunos de estos pueden
considerarse contaminantes, sin embargo, unos de ellos se añaden a la soldadura
en forma deliberada para fines especiales. Para soldar las tablillas a máquinas, se
consideran materiales que pueden provocar contaminación de las uniones.
La escoria es el óxido que se forma en la superficie de la soldadura. El índice de la
generación de escoria depende de la temperatura y la agitación. Mucho de lo que
aparenta ser escoria es, en realidad, pequeños glóbulos de soldadura contenidos
en una pequeña película de óxido. Entre más turbulenta sea la superficie de la
soldadura, mas escoria se produce. Los contaminantes también juegan un papel
importante en la formación de escoria. Los elementos que oxidan contribuyen a
esta formación. Aunque se cree que la escoria es perjudicial en los procesos de
soldadura de ola, el óxido de la superficie protege contra oxidación futura. No es
necesario quitarla escoria con frecuencia, únicamente si interfiere con la acción de
la ola o si la ola consiste en escoria.
Quitar la escoria una vez al día es, por lo general suficiente. Las áreas donde se
puede controlar la escoria son la temperatura y la agitación. Se ha encontrado que
lo que se considera escoria es una mezcla de compuestos intermetalicos y
escoria. Es importante quitar la acumulación superficial del crisol con herramientas
que permitan que el metal se vuelva al crisol y solamente se quite la escoria. Se
han empleado muchas cosas para reducir la escoria, pero mientras haya
exposición al oxigeno, se generara escoria.
PERFILES TERMICOS
Este asegura que el proceso por soldadura de ola este en control. El analizador
térmico es una herramienta de medición (Temperatura VS Tiempo) y detecta los
cambios que presenta en proceso de soldadura en la máquina.
PERFIL
Está definido como el traza un gradiente térmico por unidad de tiempo.
Los perfiles térmicos analizan:
Cuantifican los Parámetros de los Precalentadores
La Temperatura de la Ola.
El Paralelismo.
Tiempo de Contacto (Tiempo de Contacto como la Velocidad del
Conveyor).
Tabla de Diagnóstico
Cortos
Flux insuficiente.
Precalentamiento fuera de especificación.
Orientación de PCB Incorrecta.
Soldadura contaminada.
Temperatura del crisol baja.
Altura de la ola incorrecta.
Escoria de la ola.
Ola desnivelada.
Insuficiencias
Relación alta de hoyo a terminal.

Altura de ola incorrecta.
Ola desnivelada.
Soldabilidad PCB/Componentes.
Bolas de Soldadura
Precalentamiento fuera de especificación.
Tipo de mascarilla.
Flux insuficiente.
Tiempo de contacto excesivo.
Uso de ola turbulenta.
Pobre calidad de PTH (Fractura en Pared).
UNIONES POR SOLDADURA
GENERALIDADES
Las estructuras se forman mediante conjuntos de chapas o perfiles unidos entre sí
con enlaces capaces de soportar los esfuerzos que se transmiten entre las piezas.
El objeto principal de la unión es el de asegurar la mejor continuidad de las piezas,
continuidad que será más perfecta cuanto más uniforme sea la transmisión del
esfuerzo.
La transmisión de esfuerzos en las uniones se hace en muchas ocasiones de
modo indirecto, ya que para pasar el esfuerzo de una pieza a otra se la obliga
previamente a desviarse de su trayectoria normal. En el caso de soldadura a tope,
la transmisión es directa.
DIFERENTES TIPOS DE UNIONES POR SOLDADURA
Se llama soldadura a la unión de dos piezas metálicas de igual o parecida
composición, de forma que la unión quede rígida y estanca.
Esto se consigue bien por el efecto de fusión que proporciona la aportación de
calor, bien por la aportación de otro metal de enlace o por la combinación de
ambos efectos.
Existen cerca de cuarenta sistemas de soldar, pero el más importante para las
estructuras metálicas es el sistema de soldadura por fusión.
En las soldaduras por fusión el calor proporcionado funde los extremos de las
piezas y al solidificar se produce la unión.
Existen diferentes tipos de soldadura por fusión, pero los más utilizados son dos:
· Soldadura autógena
· Soldadura por arco eléctrico, que es la que se utiliza en estructuras metálicas.
EL CORDON DE SOLDADURA
El cordón de soldadura tiene tres partes bien diferenciadas
a). Zona de soldadura: Es la zona central, que está formada fundamentalmente
por el metal de aportación.
b). Zona de penetración. Es la parte de las piezas que ha sido fundida por los
electrodos.
La mayor o menor profundidad de esta zona define la penetración de la soldadura.
Una soldadura de poca penetración es una soldadura generalmente defectuosa.
c). Zona de transición. Es la más próxima a la zona de penetración.
Esta zona, aunque no ha sufrido la fusión, sí ha soportado altas temperaturas, que
la han proporcionado un tratamiento térmico con posibles consecuencias
desfavorables, provocando tensiones internas.
Las dimensiones fundamentales que sirven para determinar un cordón de
soldadura son la garganta y la longitud.
La garganta (a) es la altura del máximo triángulo isósceles cuyos lados iguales
están contenidos en las caras de las dos piezas a unir y es inscribible en la
sección transversal de la soldadura.
EJEMPLO DE JUNTAS SOLDADAS
Se trasmite una carga de 50kN de una pieza soldada a un perfil de canal de acero
de 200mm calcúlese el esfuerzo máximo en la soldadura.
Medidas en milímetros
Como se indica en la figura cada placa esta soldada al cana mediante tres
soldaduras de filete 6mm.para el análisis se tomara la mitad de la carga y una sola
placa dos de las tres juntas son de 56 mm de largo y la tercera es de 190 mm.
Primero se busca el centroide del grupo de juntas:
y= b2
2b+d=
(56 )2
2 (56 )+190=10.4mm
x=d2=1902
=95mm
Estas dimensiones se indican en el diagrama de cuerpo libre, debe notarse que
estas dimensiones localizan también el origen O del sistema de referencia XY. El
momento torsional de reacción es :
M=25 (110.4 )=2760Nm
Por placa, luego hallamos el momento polar inercial unitario:
Ju=8b3+6 bd2+d2
12− b4
2b+d=8 (56 )3+6 (56 ) (190 )2+(190 )2
12−
(56 )4
2 (56 )+190=1.67 (10 )6mm3
Luego:
J=0.707h ju=0.707 (1.67 )(10)6=7.07(10)6mm4
Area de garganta para las juntas de una placa es:
A=0.707h (2b+d )=0.707 (6 ) [2 (56 )+190 ]=1280mm2
El esfuerzo cortante primario es
τ x=VA
=25 (10 )3
1280=19.5MPa
Se puede hallar el esfuerzo cortante secundario por sus componentes paralelas a
los ejes x y y. la componente y es:
τ y' '=MtxJ
=2760 (10 )3 (95 )7.07 (10 )6
=37.1MPa
Y la componente x:
τ x' '=Mt yJ
=2760 (10 )3 (45.6 )7.07 (10 )3
=17.8MPa
Estas componentes de esfuerzo deben combinarse para obtener los esfuerzos
máximos que se producen en las esquinas A y B por lo tanto:
τ=√τ y2+τ x2=√ (37.1 )2+(19.5+17.58 )2=52.6MPa
CONCLUSIÓN
Los tornillos de potencia son una de las formas de materializar un par cinemático
helicoidal o de tornillo, constando de dos piezas, un tornillo o husillo y una tuerca,
entre las cuales existe un movimiento relativo de traslación y rotación simultáneas
respecto al mismo eje. Los movimientos de rotación y traslación están
relacionados por el paso de rosca del tornillo. Gracias a ello los tornillos de
potencia son mecanismos de transmisión capaces de transformar un movimiento
de rotación en otro rectilíneo y transmitir potencia. En las imágenes siguientes se
muestra un tornillo de potencia con tuerca de poliuretano y un detalle de una
tuerca con la parte externa de acero y la interna de bronce, para un menor
rozamiento.
Durante muchos años el método aceptado era el de remachar los miembros de
una estructura, pero actualmente la tendencia es hacer juntas soldadas y más
recientemente la utilización de tornillos de alta resistencia.


















