ESCUELA SUPERIOR DE INGENIER ÍÍÍÍA MEC ÁÁÁÁNICA Y ...
119
ESCUELA SUPERIOR DE INGENIER ESCUELA SUPERIOR DE INGENIER ESCUELA SUPERIOR DE INGENIER ESCUELA SUPERIOR DE INGENIER ESCUELA SUPERIOR DE INGENIER ESCUELA SUPERIOR DE INGENIER ESCUELA SUPERIOR DE INGENIER ESCUELA SUPERIOR DE INGENIER Í Í Í Í Í Í A MEC A MEC A MEC A MEC A MEC A MEC A MEC A MEC Á Á Á Á Á Á NICA Y NICA Y NICA Y NICA Y NICA Y NICA Y NICA Y NICA Y EL EL EL EL EL EL EL EL É É É É É É CTRICA UNIDAD CULHUAC CTRICA UNIDAD CULHUAC CTRICA UNIDAD CULHUAC CTRICA UNIDAD CULHUAC CTRICA UNIDAD CULHUAC CTRICA UNIDAD CULHUAC CTRICA UNIDAD CULHUAC CTRICA UNIDAD CULHUAC Á Á Á Á Á Á N N N N N N “ “ “ “ “ “DOCUMENTO DE FABRICACION DE UNA BALASTRA DOCUMENTO DE FABRICACION DE UNA BALASTRA DOCUMENTO DE FABRICACION DE UNA BALASTRA DOCUMENTO DE FABRICACION DE UNA BALASTRA ELECTRONICA PARA LAMPARA AHORRADORA DE ELECTRONICA PARA LAMPARA AHORRADORA DE ELECTRONICA PARA LAMPARA AHORRADORA DE ELECTRONICA PARA LAMPARA AHORRADORA DE ENERGIA DE 32 WATTS ENERGIA DE 32 WATTS ENERGIA DE 32 WATTS ENERGIA DE 32 WATTS ” ” ” ” ” ” QUE PRESENTA LA C.: QUE PRESENTA LA C.: QUE PRESENTA LA C.: QUE PRESENTA LA C.: QUE PRESENTA LA C.: QUE PRESENTA LA C.: QUE PRESENTA LA C.: QUE PRESENTA LA C.: MARIA LUISA ROMAN HERMIDA. MARIA LUISA ROMAN HERMIDA. MARIA LUISA ROMAN HERMIDA. MARIA LUISA ROMAN HERMIDA. MARIA LUISA ROMAN HERMIDA. MARIA LUISA ROMAN HERMIDA. MARIA LUISA ROMAN HERMIDA. MARIA LUISA ROMAN HERMIDA. NOVIEMBRE, 2007
Transcript of ESCUELA SUPERIOR DE INGENIER ÍÍÍÍA MEC ÁÁÁÁNICA Y ...
ESCUELA SUPERIOR DE INGENIERESCUELA SUPERIOR DE INGENIERESCUELA SUPERIOR DE INGENIERESCUELA SUPERIOR DE INGENIERESCUELA SUPERIOR DE INGENIERESCUELA SUPERIOR DE INGENIERESCUELA SUPERIOR DE INGENIERESCUELA SUPERIOR DE INGENIERÍÍÍÍÍÍÍÍA MECA MECA MECA MECA MECA MECA MECA MECÁÁÁÁÁÁÁÁNICA Y NICA Y NICA Y NICA Y NICA Y NICA Y NICA Y NICA Y ELELELELELELELELÉÉÉÉÉÉÉÉCTRICA UNIDAD CULHUACCTRICA UNIDAD CULHUACCTRICA UNIDAD CULHUACCTRICA UNIDAD CULHUACCTRICA UNIDAD CULHUACCTRICA UNIDAD CULHUACCTRICA UNIDAD CULHUACCTRICA UNIDAD CULHUACÁÁÁÁÁÁÁÁNNNNNNNN
““““““““DOCUMENTO DE FABRICACION DE UNA BALASTRA DOCUMENTO DE FABRICACION DE UNA BALASTRA DOCUMENTO DE FABRICACION DE UNA BALASTRA DOCUMENTO DE FABRICACION DE UNA BALASTRA ELECTRONICA PARA LAMPARA AHORRADORA DE ELECTRONICA PARA LAMPARA AHORRADORA DE ELECTRONICA PARA LAMPARA AHORRADORA DE ELECTRONICA PARA LAMPARA AHORRADORA DE
ENERGIA DE 32 WATTSENERGIA DE 32 WATTSENERGIA DE 32 WATTSENERGIA DE 32 WATTS””””””””
QUE PRESENTA LA C.:QUE PRESENTA LA C.:QUE PRESENTA LA C.:QUE PRESENTA LA C.:QUE PRESENTA LA C.:QUE PRESENTA LA C.:QUE PRESENTA LA C.:QUE PRESENTA LA C.:
MARIA LUISA ROMAN HERMIDA.MARIA LUISA ROMAN HERMIDA.MARIA LUISA ROMAN HERMIDA.MARIA LUISA ROMAN HERMIDA.MARIA LUISA ROMAN HERMIDA.MARIA LUISA ROMAN HERMIDA.MARIA LUISA ROMAN HERMIDA.MARIA LUISA ROMAN HERMIDA.
NOVIEMBRE, 2007

IntroducciIntroducciIntroducciIntroducciIntroducciIntroducciIntroducciIntroduccióóóóóóóónnnnnnnn
El presente proyecto tiene como fin la elaboraciEl presente proyecto tiene como fin la elaboracióón de un n de un documento que servirdocumento que serviráá de base para la fabricacide base para la fabricacióón del balastro n del balastro electrelectróónico facilitando las actividades realizadas por el personal de nico facilitando las actividades realizadas por el personal de cada cada áárea y en conjunto la produccirea y en conjunto la produccióón del mismo.n del mismo.
El balastro es un dispositivo que sirve para mantener un voltajeEl balastro es un dispositivo que sirve para mantener un voltajeestable en lestable en láámparas fluorescentes.mparas fluorescentes.


Planteamiento del problemaPlanteamiento del problemaPlanteamiento del problemaPlanteamiento del problemaPlanteamiento del problemaPlanteamiento del problemaPlanteamiento del problemaPlanteamiento del problema
FOCOS INCANDESCENTES
LAMPARAS FLUORESCENTES CON
BALASTROSFERROMAGNÉTICOS
LAMPARAS FLUORESCENTESCON BALASTROSELECTRÓNICOS

MetaMetaMetaMetaMetaMetaMetaMeta
Fabricar un balastro electrFabricar un balastro electróónico que cumpla con los requerimientos nico que cumpla con los requerimientos de buen funcionamiento y vida de buen funcionamiento y vida úútil de las ltil de las láámparas empleadas con mparas empleadas con normas de seguridad vigentes, ahorro de energnormas de seguridad vigentes, ahorro de energíía, luminosidad de a, luminosidad de acuerdo a su capacidad y que sea de fabricaciacuerdo a su capacidad y que sea de fabricacióón nacional.n nacional.Conseguir la integraciConseguir la integracióón del personal, trabajando en equipo para el n del personal, trabajando en equipo para el desarrollo de cada actividaddesarrollo de cada actividad
MisiMisiMisiMisiMisiMisiMisiMisióóóóóóóónnnnnnnn
Crear un documento de fabricaciCrear un documento de fabricacióón que permita llevar a cabo la n que permita llevar a cabo la coordinacicoordinacióón de todas las n de todas las ááreas involucradas para la elaboracireas involucradas para la elaboracióón del n del producto, dentro del plazo programado en la planeaciproducto, dentro del plazo programado en la planeacióón y n y ejecuciejecucióón.n.

Marco de referenciaMarco de referenciaMarco de referenciaMarco de referenciaMarco de referenciaMarco de referenciaMarco de referenciaMarco de referencia
AAAAÑÑÑÑOOOO INVENTORINVENTORINVENTORINVENTOR DESCRIPCIONDESCRIPCIONDESCRIPCIONDESCRIPCION
1856 Heinrich GeisslerObtuvo luz de brillo azulado a partir de gas argón o neón encerrado en un tubo excitado
con una bobina de inducción
1891 Daniel McFarlane Moore
Obtuvo luz blanca y rosada a partir de un tubo de descarga gaseosa que contenía nitrógeno y dióxido de carbono, creando
lámpara comercial
1901 Peter Cooper HewittObtuvo luz de coloración verde-azulada a
través de lámpara de mercurio
1926Edmund Germer, Friederich
Meyer, Hans Spanner
Obtuvieron luz blanca uniforme al incrementar la presión del gas recubriendo
internamente el tubo con un polvo fluorescente
1938 General ElectricPatenta la idea anterior y comienza la
producción masiva del balastro electrónico.

FuncionamientoFuncionamientoFuncionamientoFuncionamientoFuncionamientoFuncionamientoFuncionamientoFuncionamiento
Estudio de MercadoEstudio de MercadoEstudio de MercadoEstudio de MercadoEstudio de MercadoEstudio de MercadoEstudio de MercadoEstudio de Mercado
De acuerdo al estudio de mercado, podemos concluir que este producto se puede comercializar en el mercado de menudeo, ofreciéndolo al servicio público, que son, como anteriormente los mencionamos, hospitales, escuelas, alumbrado público, en el transporte público ( autobuses , metro, etc.) en el Estado de México y Distrito Federal.

PlaneaciPlaneaciPlaneaciPlaneaciPlaneaciPlaneaciPlaneaciPlaneacióóóóóóóón del proyecton del proyecton del proyecton del proyecton del proyecton del proyecton del proyecton del proyecto
INGENIERIA
Programa general
Especificaciones técnicas
Desarrollo del programa
Fabricación del impreso
Montaje de componentes
Montaje del circuito en el gabinete
Cuantificación de materiales
Programa presupuestal
Inicio

PRODUCCIÓN
Acopio de materiales
Realización del prototipo
Pruebas de recepción al
Fabricación del lote
Empaque y entrega
Fin

$5,000.00$10.00CIRCUITOS IMPRESOS PROFESIONSLES
CIRCUITO IMPRESO500
$10,000.00$10.00INTERTRONINDUCTANCIAS 2.3 MHY CON NUCLEO “E”
1000
$2,000.00$4.00AGCAPACITOR 47 UF /250 V500
$2,000.00$4.00STERENCAPACITOR 0.33 UF /400 V500
$4,200.00$4.20AGCAPACITOR 0.01 UF /630 V1000
$2,000.00$4.00STERENCAPACITOR 0.01 UF/250 V500
$700.00$140.00STERENSOLDADURA 450 GRAMOS5
$5,000.00$5.00STERENTRANSISTOR1000
$200.00$0.20STERENDIODO IN49371000
$500.00$1.00STERENDIAC DB3 / HT30500
$500.00$0.20STERENDIODO IN40072500
$100.00$0.10STERENRESISTENCIA 5.6 OHMS ,1/2 W1000
$50.00$0.10STERENRESISTENCIA 100 KILO-OHM , ½W500
$100.00$0.10STERENRESISTENCIA 470 KILO-OHMS ,1/2 W1000
SUBTOTALPRECIO UNITARIOPROVEEDORDESCRIPCIÓNCANTIDAD
CuantificaciCuantificaciCuantificaciCuantificaciCuantificaciCuantificaciCuantificaciCuantificacióóóóóóóón de materialesn de materialesn de materialesn de materialesn de materialesn de materialesn de materialesn de materiales

COSTO TOTAL DE MATERIALES = $ 46,970.00
$2,000.00VARIOS. TORNILLOS, CINTA CANELA,
$2,000.00$4.00DASTURCAJAS DE CARTON NO.10500
$120.00$6.00DASTURPLASTICO BURBUJA20 M
$12,500.00$25.00GABINETES MAR
GABINETE METALICO500
SUBTOTALP. U.PROVEEDORDESCRIPCIÓNCANTIDAD
AL NIVEL ECONOMICO DE OCTUBRE DEL 2007AL NIVEL ECONOMICO DE OCTUBRE DEL 2007

$154.45PRECIO DE VENTA*
$77,214.00COSTO TOTAL MAS UTILIDAD
$12,869.00UTILIDAD (20% sobre el costo total)
$64,345.00COSTO TOTAL
$500.00GASTOS DE LOGISTICA
$2,250.00GASTOS ADMINISTRATIVOS
$61,595.00COSTO DE PRODUCCION
$9,750.00GASTOS INDIRECTOS
$4,875.00MANO DE OBRA DIRECTA
$46,970.00MATERIALES
* El precio de venta es basado en la fabricaci* El precio de venta es basado en la fabricaci* El precio de venta es basado en la fabricaci* El precio de venta es basado en la fabricacióóóón de 500 unidades. n de 500 unidades. n de 500 unidades. n de 500 unidades. Al incrementar el nAl incrementar el nAl incrementar el nAl incrementar el núúúúmero de unidades fabricadas, el costo de materiales al mayoreo mero de unidades fabricadas, el costo de materiales al mayoreo mero de unidades fabricadas, el costo de materiales al mayoreo mero de unidades fabricadas, el costo de materiales al mayoreo disminuye hasta en un 50% . disminuye hasta en un 50% . disminuye hasta en un 50% . disminuye hasta en un 50% .
ProgramaciProgramaciProgramaciProgramaciProgramaciProgramaciProgramaciProgramacióóóóóóóón presupuestaln presupuestaln presupuestaln presupuestaln presupuestaln presupuestaln presupuestaln presupuestal

PEDIDOS
PREPARACIÓN DE COMPONENTES
COMPRA DE MATERIALES
ACTIVIDADES PARTICULARES
MONTAJE Y SOLDADO DE COMPONENTES
PRUEBAS DE RECEPCIÓN
EMPAQUE
ALMACENAJE
ENTREGA
MODIFICACIÓN
EjecuciEjecuciEjecuciEjecuciEjecuciEjecuciEjecuciEjecucióóóóóóóón y n y n y n y n y n y n y n y control del control del control del control del control del control del control del control del proyecto proyecto proyecto proyecto proyecto proyecto proyecto proyecto

ENTREGA AL CLIENTE
PRUEBAS DE RECEPCIÓN
FABRICACIÓN DE LA SERIE
PRUEBAS AL PROTOTIPO
REALIZACIÓN DEL PROTOTIPO
ACOPIO DE MATERIALES
PROGRAMACIÓN PRESUPUESTAL
ELABORACIÓN PLANOS DEL CIRCUITO IMPRESO
ELABORACIÓN PLANOS DEL GABINETE METÁLICO
DESARROLLO DEL BALASTRO
ESPECIFICACIONES GENERALES
ESPECIFICACIONES PARTICULARES
6º. S5º. S4º. S3er. S2º. S1er. SDESCRIPCIÓN
Programa GeneralPrograma GeneralPrograma GeneralPrograma GeneralPrograma GeneralPrograma GeneralPrograma GeneralPrograma General

Circuito elCircuito elCircuito elCircuito elCircuito elCircuito elCircuito elCircuito elééééééééctricoctricoctricoctricoctricoctricoctricoctrico
CAPACITOR 0.01 Uf/630VC4, C5
RESISTENCIA 5.6 W ½ WR4,R5CAPACITOR 0.33 Uf/400VC3
RESISTENCIA 470 KW ½ WR2, R3 CAPACITOR 0.01 Uf/250VC2
RESISTENCIA 100 K ½ WR1CAPACITOR 47Uf/250VC1
TRANSISTOR MJE12005Q1, Q2DIAC DB3 o HT30D5
TRANSFORMADOR TOROIDALL3, L4DIODO 1N 4937D3, D4
INDUCTOR 2.3 MHYL2, L5DIODO 1N4007D2
INDUCTOR 1 HL1DIODO 1N 4007 D1

Circuito impresoCircuito impresoCircuito impresoCircuito impresoCircuito impresoCircuito impresoCircuito impresoCircuito impreso
SerigrafSerigrafSerigrafSerigrafSerigrafSerigrafSerigrafSerigrafííííííííaaaaaaaa
1. Primer dibujo.
2. Transmitirlo a la placa de cobre
3. Someterlo a la acción del cloruro férrico.
4. Retirar etiquetas.
1. Elaborar positivo.
2. Preparar la malla con la emulsión.
3. Plasmar el positivo en la malla.
4. Aplicar pintura, esperar a que seque.

Perforado de tarjetaPerforado de tarjetaPerforado de tarjetaPerforado de tarjetaPerforado de tarjetaPerforado de tarjetaPerforado de tarjetaPerforado de tarjeta

ANCHO Y GROSOR DE
PISTA
CORTO CIRCUITO
ADHERENCIA DEL COBRE
ASPECTO FISICO
TARJETA No,.
LOTE No.FECHA SUPERVISORCLIENTE
TECNICOPRODUCCIONCONTROL DE CALIDAD
Pruebas al circuito impresoPruebas al circuito impresoPruebas al circuito impresoPruebas al circuito impresoPruebas al circuito impresoPruebas al circuito impresoPruebas al circuito impresoPruebas al circuito impreso
Ensamble y soldaduraEnsamble y soldaduraEnsamble y soldaduraEnsamble y soldaduraEnsamble y soldaduraEnsamble y soldaduraEnsamble y soldaduraEnsamble y soldadura

Pruebas elPruebas elPruebas elPruebas elPruebas elPruebas elPruebas elPruebas elééééééééctricasctricasctricasctricasctricasctricasctricasctricas
TECNICOPRODUCCIONCONTROL DE CALIDAD
SeñalFrecuenciaCalculo de potencia p=V I
CorrienteVoltajeEquipo No.
LOTE No.FECHA SUPERVISORCLIENTE

Gabinete metGabinete metGabinete metGabinete metGabinete metGabinete metGabinete metGabinete metáááááááálicolicolicolicolicolicolicolico
MontajeMontajeMontajeMontajeMontajeMontajeMontajeMontaje

Desarrollo del prototipoDesarrollo del prototipoDesarrollo del prototipoDesarrollo del prototipoDesarrollo del prototipoDesarrollo del prototipoDesarrollo del prototipoDesarrollo del prototipo
Una vez que se tiene la aprobación del documento de fabricación, el siguiente paso es presentar un prototipo hecho según lo estipulado en el documento de fabricación, con las correcciones indicadas por el área de diseño si es que las hubiere. Este prototipo puede ser la cabeza de serie de la fabricación o se puede conservar para un catálogo de productos.

EvaluaciEvaluaciEvaluaciEvaluaciEvaluaciEvaluaciEvaluaciEvaluacióóóóóóóón de resultadosn de resultadosn de resultadosn de resultadosn de resultadosn de resultadosn de resultadosn de resultados
Para el mercado, los resultados obtenidos fueron considerados como buenos; de manera indicativa citaremos brevemente algunos de ellos:
•Ahorro de energía eléctrica: Con el balastro electrónico y lámparas ahorradoras se obtuvo un ahorro en energía eléctrica del 25 % con respecto al balastro antiguo.
•El costo de la adquisición de los nuevos balastros y lámparas se amortizara en 5 meses aproximadamente por el ahorro de energía alcanzado.
•Mayor disponibilidad de los dispositivos debido al mayor tiempo de vida de la lámpara y menor consumo de corriente.
•Menor intervención en el mantenimiento.

ConclusionesConclusionesConclusionesConclusionesConclusionesConclusionesConclusionesConclusiones
Se puede concluir que el balastro diseñado y elaborado por nosotros, si cumplió con todos los puntos propuestos para mejorar y economizar la energía, y utilizando los productos del mercado nacional, se pueden integrar a las instalaciones existentes sin demérito o riesgo de los objetivos en materia de seguridad y disponibilidad, apoyando así al ahorro de energía.
Otra conclusión igual de importante es que la administración de proyectos debe ser parte fundamental de cualquier proyecto, ya sea que se ejecute actualmente o que se presente a futuro. Si tomamos a la administración de proyectos como parte de nuestro quehacer cotidiano en nuestra empresa, esto traerá muchos beneficios al producto, a los ingresos de la misma y a las relaciones de trabajo tanto internas como externas.

1
IINNSSTTIITTUUTTOO PPOOLLIITTÉÉCCNNIICCOO NNAACCIIOONNAALL
EESSCCUUEELLAA SSUUPPEERRIIOORR DDEE IINNGGEENNIIEERRÍÍAA MMEECCÁÁNNIICCAA YY EELLÉÉCCTTRRIICCAA
UUNNIIDDAADD CCUULLHHUUAACCÁÁNN
““DOCUMENTO DE FABRICACION DE UNA BALASTRA
ELECTRONICA PARA LAMPARA AHORRADORA
DE ENERGIA DE 32 WATTS””
TTEESSIINNAA
QQUUEE PPAARRAA OOBBTTEENNEERR EELL TTÍÍTTUULLOO DDEE::
IINNGGEENNIIEERROO EENN CCOOMMUUNNIICCAACCIIOONNEESS YY EELLEECCTTRROONNIICCAA
PPRREESSEENNTTAA LLAA CC..::
MMAARRIIAA LLUUIISSAA RROOMMAANN HHEERRMMIIDDAA..
MMÉÉXXIICCOO,, DD..FF.. NNOOVVIIEEMMBBRREE DDEELL 22000077

2
IINNSSTTIITTUUTTOO PPOOLLIITTÉÉCCNNIICCOO NNAACCIIOONNAALL EESSCCUUEELLAA SSUUPPEERRIIOORR DDEE IINNGGEENNIIEERRÍÍAA MMEECCÁÁNNIICCAA YY EELLÉÉCCTTRRIICCAA
UUNNIIDDAADD CCUULLHHUUAACCÁÁNN
TTEESSIINNAA
QQuuee ppaarraa oobbtteenneerr eell ttííttuulloo ddee:: IINNGGEENNIIEERROO EENN CCOOMMUUNNIICCAACCIIOONNEESS YY EELLEECCTTRRÓÓNNIICCAA.. PPoorr llaa ooppcciióónn ddee ttiittuullaacciióónn:: SSEEMMIINNAARRIIOO:: ““AADDMMIINNIISSTTRRAACCIIÓÓNN DDEE PPRROOYYEECCTTOOSS””
VVIIGGEENNCCIIAA:: FNS5062005/11/2007
DDEEBBEERRÁÁ DDEESSAARRRROOLLLLAARR LLAA CC..::
RROOMMAANN HHEERRMMIIDDAA MMAARRÍÍAA LLUUIISSAA..
““DOCUMENTO DE FABRICACION DE UNA BALASTRA ELECTRONICA
PARA LAMPARA AHORRADORA DE ENERGIA DE 32 WATTS””
IINNTTRROODDUUCCCCIIÓÓNN CCAAPPÍÍTTUULLOO 11 MMAARRCCOO DDEE RREEFFEERREENNCCIIAA CCAAPPÍÍTTUULLOO 22 EESSTTUUDDIIOO DDEE MMEERRCCAADDOO CCAAPPÍÍTTUULLOO 33 PPLLAANNEEAACCIIÓÓNN DDEELL PPRROOYYEECCTTOO CCAAPPÍÍTTUULLOO 44 EEJJEECCUUCCIIÓÓNN YY CCOONNTTRROOLL DDEELL PPRROOYYEECCTTOO CCAAPPÍÍTTUULLOO 55 EEVVAALLUUAACCIIÓÓNN DDEE RREESSUULLTTAADDOOSS
M. en C. César P. Mora Covarrubias Coordinador del Seminario
Ing. Carlos Guillermo García Spinola Asesor Ing. Ramón Ávila Anaya
Jefe de la Carrera de I.M.
L.A.E. Dalila Viviana Hernández Vasco Asesora

3
AAGGRRAADDEECCIIMMIIEENNTTOOSS
Agradezco a mis padres por su confianza
y por haber esperado con paciencia que
este día llegara.
Agradezco a mi esposo por su apoyo,
comprensión, confianza y paciencia
que me brindo en todo momento
Agradezco a mis hijas por permitirme
robarles el tiempo en el que merecían
estuviera con ellas, por su apoyo y
palabras de aliento.
Agradezco a los asesores
por su ayuda y consejo,
para concluir esta tesina.

1
INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
UNIDAD CULHUACAN
SEMINARIO DE TITULACIÓN
ADMINISTRACIÓN DE PROYECTOS
VIGENCIA FNS5062005/11/2007
“DOCUMENTO DE FABRICACION DE UNA BALASTRA
ELECTRONICA PARA LAMPARA AHORRADORA DE ENERGIA DE 32
WATTS”
QUE PARA OBTENER EL TITULO DE INGENIERO EN
COMUNICACIONES Y ELECTRÓNICA
PRESENTA:
MARIA LUISA ROMAN HERMIDA
ASESORES:
L. A. E. DALILA V. HERNANDEZ VASCO
ING. CARLOS GUILLERMO GARCIA SPINOLA
M. en C. CESAR P. MORA COVARRUBIAS

2
ÍNDICE
PAG
INTRODUCCIÓN 6
A) PRESENTACIÓN DEL PROYECTO O DETECCION DE
NECESIDADES
8
B) JUSTIFICACIÓN 10
C) OBJETIVO GENERAL 11
D) OBJETIVOS ESPECÍFICOS 11
E) ALCANCE 12
F) METAS 13
G) MISIÓN 13
CAPITULO 1.- MARCO DE REFERENCIA 14
1.1- FUNCIONAMIENTO 16
1.2-PROPIEDADES 20
1.3-DESVENTAJAS 20
1.4-USO 21
1.5-CONSUMO DE ENERGIA DE LAMPARAS
FLUORESCENTES VS. LAMPARAS INCANDESCENTES
22
CAPITULO 2.- ESTUDIO DEL MERCADO 24
2.1MERCADO DE APLICACIÓN 25
2.2 MERCADO INDUSTRIAL, PUBLICO Y COMERCIAL 25
2.3 MERCADO POTENCIAL DEL BALASTRO 26
CAPITULO 3.- PLANEACIÓN DEL PROYECTO 27
3.1-OBJETIVO 27
3.2-PRINCIPIOS DE LA PLANEACION 27
3.3-PLANEACIÓN DEL BALASTRO 28
3.4-LISTADO DE ACTIVIDADES PARA LA PLANEACION 29

3
DEL BALASTRO
3.5-DIAGRAMA DE FLUJO 30
3.6-BALASTRO ACTIVIDADES RELEVANTES 31
3.7-ESPECIFICACIONES TECNICAS PARTICULARES Y
GENERALES
31
3.8-ENVIO DEL DOCUMENTO DE FABRICACION AL AREA
RESPONSABLE PARA SU APROBACIÓN
31
3.9-DESARROLLO DEL PROTOTIPO 32
3.10-FABRICACION DEL PROTOTIPO 32
3.11-CUANTIFICACION DE MATERIALES 33
3.12-PROGRAMACION PRESUPUESTAL 34
3.13-PROGRAMACION PRESUPUESTAL DETALLADA 36
3.14-ESPECIFICACIONES PARTICULARES PARA EL
BALASTRO
37
3.15-ASPECTOS FISICOS DEL BALASTRO 38
3.16-CARACTERISTICAS TECNICAS 38
3.17-ESPECIFICACIONES TECNICAS GENERALES 39
3.18-GENERALIDADES 39
3.19-ENERGIA ELECTRICA 39
3.20-GABINETE 40
3.21-RIGIDEZ DIELECTRICA Y AISLAMIENTO 41
3.22-CONDICIONES AMBIENTALES Y PERTURBACIONES 41
3.23-EN LOCALES CERRADOS 42
3.24-PROTECCION A PERTURBACIONES 42
3.25-CABLEADO 43
3.26-TARJETAS ELECTRONICAS 43
3.27-NORMAS 44
3.28-MONTAJE DE LOS COMPONENTES 45
CAPITULO 4.- EJECUCION Y CONTROL DEL PROYECTO 46
4.1-AREA Y PERSONAL UTILIZADO 47

4
4.2-AREA PARA RECEPCION DE MATERIALES 47
4.3-ALMACEN DE PARTES 47
4.4-AREA PARA MONTAJES Y SOLDADO DE
COMPONENTES
48
4.5-AREA PARA ENSAMBLE Y PRUEBAS 48
4.6-AREA DE CONTROL DE CALIDAD 48
4.7-AREA DE EMPAQUE 49
4.8-ENTREGA DE PRODUCTO TERMINADO 49
4.9-PROGRAMA GENERAL 49
4.10-PROGRAMA PARTICULAR DE ACOPIO DE
MATERIALES
50
4.11-PROGRAMA DE FABRICACIÓN DE LOTE DE 500
BALASTROS
53
4.12- MANIPULACION, ALMACENAMIENTO Y ENTREGA 54
4.12.1- MANIPULACION 54
4.12.2- ALMACENAMIENTO 54
4.12.3- EMPAQUE 55
4.12.4- TRANSPORTE Y ENTREGA 55
4.13- DOCUMENTO PARA FABRICACION 56
4.14- NOMENCLATURA 57
4.15- CIRCUITO ELECTRICO DEL BALASTRO 58
4.16- ELABORACION DEL CIRCUITO IMPRESO 59
4.17- ELABORACION DEL CIRCUITO IMPRESO CON
SERIGRAFIA
60
4.17.1- SERIGRAFIA DE COMPONENTES EN EL CIRCUITO
IMPRESO
61
4.18- PERFORADO DE TARJETA 62
4.19- PRUEBAS AL CIRCUITO IMPRESO 63
4.20- SOLDADURA EN COMPONENTES ENSAMBLADOS 64
4.21- PRUEBAS ELECTRICAS 66
4.22- GABINETE METALICO 67

5
4.23- PINTURA 67
4.24- PROCEDIMIENTO PARA EL DOBLADO Y MONTAJE DE
COMPONENTES
68
4.25- PROCEDIMIENTO PARA EL BARNIZADO DEL
CIRCUITO IMPRESO ENSAMBLADO
71
4.26- CIRCUITO IMPRESO LADO COMPONENTES Y
MASCARILLA DEL BALASTRO
72
4.27- CIRCUITO IMPRESO LADO SOLDADURA 72
4.28- GABINETE METALICO 72
4.29- HOJA DE PRUEBAS 73
4.30.- DESARROLLO DEL PROTOTIPO 73
4.31- PRUEBAS AL PROTOTIPO 75
4.32- ENVIÓ DEL RESULTADO DE LAS PRUEBAS AL AREA
DE DISEÑO
75
4.33- PRUEBAS A REALIZAR 75
4.34- DOCUMENTO DE RECEPCION DEL BALASTRO 76
CAPITULO 5.- EVALUACIÓN DE RESULTADOS 78
5.1- MERCADO NACIONAL 78
5.2- EXPERIENCIA EN FABRICACION 79
CONCLUSIONES 80
GLOSARIO 82
BIBLIOGRAFÍA 86
ANEXO 87

6
INTRODUCCIÓN
En la actualidad se ha visto la necesidad de crear nuevos dispositivos
que permitan el ahorro de energía, la adecuada administración de esta nos llevará
a ser más eficientes en su utilización, dando como resultado un ahorro monetario y
menor contaminación.
En el presente proyecto nos enfocaremos en el desarrollo del documento
que servirá de base para la fabricación del dispositivo de alimentación para
lámparas fluorescentes ahorradoras de energía llamados balastros.
La aplicación de los balastros es muy amplia, ya que son utilizados en
alumbrado de casa habitación, servicio público, industrial y comercial.
El documento tiene como finalidad incluir todos los pasos necesarios
para fabricar el balastro electrónico, con componentes de fácil localización que se
encuentren en el mercado nacional, sin necesidad de tener que recurrir a una
exportación por causa de algún componente del circuito electrónico.
Este documento debe de ser lo suficientemente completo para que el
encargado de producción coordine y organice las diferentes áreas involucradas de
la empresa a fin de dirigir los requerimientos necesarios de:
Diseño, revisión y adecuación de documentos de fabricación
Compras de materiales
Recepción de materiales
Almacenamiento de materiales con control de inventario
Área de producción que debe incluir al menos un área para:
Elaboración del circuito impreso
Serigrafía de circuito impreso
Pruebas al circuito impreso

7
Perforación de circuito impreso
Preformado de componentes electrónicos
Montaje de componentes electrónicos
Soldadura de los componentes electrónicos al circuito impreso
Pruebas eléctricas al circuito impreso ensamblado
Control de calidad
Área de metalmecánica que debe incluir al menos un área para:
Preparación de material metálico (gabinete)
Ensamblado del gabinete
Pruebas de resistencia
Pintura y serigrafía del gabinete
Control de calidad.
Ensamblado del circuito electrónico y la parte mecánica.
Pruebas de funcionamiento al producto terminado siguiendo los
procedimientos del documento de pruebas finales.
Control de calidad
Empacado
Almacenamiento
Entrega del producto

8
PRESENTACIÓN DEL PROYECTO
En la actualidad y con las tendencias de detener el calentamiento global y
ahorrar energía, se fabrican varios dispositivos para iluminación siendo los más
adecuados y eficientes las lámparas fluorescentes ahorradoras de energía y que
producen la luminosidad adecuada de acuerdo a cada aplicación, disminuyendo
en un 25% el consumo de energía aproximadamente, al compararlas con los focos
incandescentes.
Para este proyecto, se propone crear un documento que permita realizar la
coordinación de todas las áreas necesarias en una fábrica para así, poder llegar al
objetivo y construir el dispositivo que servirá para alimentar las lámparas
fluorescentes conocidas como ahorradoras de energía.
En este documento se incluirá toda la información necesaria para realizar
desde las compras de materiales, inventario, procedimientos, diagramas eléctricos
y de montaje, también se hará referencia a las normas actuales para los balastros
electrónicos hasta llegar a la entrega del producto pasando por controles de
calidad que harán posible la fabricación.

9
PLANTEAMIENTO DEL PROBLEMA
Desde los primeros equipos de iluminación con focos incandescentes y la
aparición de otras tecnologías o técnicas para producir luz visible, se encontraron
problemas para lo que seria la manera de alimentar las lámparas que utilizaban
gas en su interior, en un primer paso se crearon los balastros ferromagnéticos con
los problemas de mayor peso y mayor consumo de energía con desperdicio de la
misma al transformar parte de esta, en energía calorífica, es por esto que al
desarrollar nuevas tecnologías con componentes de estado sólido de
semiconductores, se encontró la manera de obtener la misma intensidad luminosa
reduciendo el consumo de energía aprovechando así la mayor transferencia de la
misma, logrando también aumentar la vida útil de las lámparas redundando todo
esto en un mejor costo beneficio.
Para lograr esto se propone la creación de un documento que permita
coordinar todas las áreas involucradas en la fabricación del dispositivo de
alimentación de las lámparas, y que además incluya todos los pasos a seguir
dentro de la producción considerando todos los factores de normatividad que
marca la ley para este tipo de productos, incluyendo la localización de los
componentes en el mercado nacional y con la ventaja de que la inversión por el
cambio se recupere a corto plazo debido al ahorro de energía, pues el consumo
de energía de estos dispositivos es mas bajo en comparación con los focos
incandescentes.

10
JUSTIFICACIÓN
Los sistemas de iluminación consumen alrededor del 25% de energía en
el mundo. Debido a esto se han creado los sistemas de iluminación fluorescente
que son de gran popularidad en la actualidad, debido a su gran eficiencia, lumen
por watt, lo que se traduce en una considerable reducción del costo-operación
aproximadamente un 35% con respecto a las lámparas incandescentes
tradicionales, mejorando así la eficiencia, el costo de los productos y ocasionando
una menor contaminación.
Los elementos mecánicos, eléctricos y electrónicos que constituyen
cualquier equipo, tienen un tiempo normal de vida definido por el fabricante,
después del cual estos empiezan a presentar anormalidades en su funcionamiento
con el paso del tiempo
Para los balastros que utilizan las propiedades ferromagnéticas (primeros
balastros) el consumo de energía es mayor así como con la utilización de
lámparas o focos incandescentes pero al utilizar las lámparas fluorescentes hay un
ahorro en varios aspectos es por esto que este proyecto incluirá todo lo necesario
para fabricar el balastro que alimentara una lámpara fluorescente de 32 watts y
que es el equivalente al usar una lámpara incandescente de 100 watts , además
se realizara con componentes que se encuentran en el mercado nacional.
Sabemos que con este balastro no podemos competir con las grandes
empresas como son: General Electric, Sola Basic, Philips, etc.
Pero se pretende crear un producto que sea intermediario entre los
balastros de marcas reconocidas y los balastros electromagnéticos, ofreciéndolo al
mercado de menudeo.

11
OBJETIVO GENERAL
“Crear un documento que incluya todos los pasos necesarios: Para el diseño, la
realización de planos, diagramas eléctricos y mecánicos, ordenes de compra de
materiales, documentos de preparación de componentes hasta el ensamblado
final, pruebas, empaque y entrega del producto final.”
OBJETIVOS ESPECÍFICOS
Marcar los lineamientos para:
•••• El estudio; desarrollo de la especificación técnica y el diseño
•••• La fabricación; desarrollo de los diagramas electrónicos y planos
mecánicos y de montaje de componentes así como los del
ensamblado total
•••• Programas de adquisición de materiales y de producción
•••• Las pruebas de control de calidad dentro del proceso de fabricación
Todo lo anterior con el fin de poder realizar un balastro de calidad, que
brinde un adecuado funcionamiento de las lámparas ahorradoras de energía

12
ALCANCE
Presentar la documentación técnica y administrativa necesaria para
fabricar y realizar las pruebas necesarias o controles para verificar el adecuado
funcionamiento del balastro, el cual pueda ser utilizado satisfactoriamente en
cualquier sitio o lugar que se desee iluminar con lámparas fluorescentes
ahorradoras de energía.
Se incluye todo lo necesario para que cualquier persona involucrada en la
producción pueda leer, comprender y llevar a cabo los pasos necesarios para
lograr la fabricación del producto satisfactoriamente.

13
METAS
Crear un documento de fabricación que permita llevar a cabo la
coordinación de todas las áreas involucradas para la fabricación del producto,
facilitando la localización de todos los componentes y que además sea la base
para adecuar los componentes de nueva generación permitiendo utilizar en la
fabricación la tecnología de punta, dentro del plazo programado en la planeación y
fabricación.
MISIÓN
Fabricar un balastro electrónico que cumpla con los requerimientos de
buen funcionamiento y vida útil de las lámparas empleadas, con normas de
seguridad vigentes, ahorro de energía, luminosidad de acuerdo a su capacidad y
que sea de fabricación nacional con el precio adecuado al mercado, tomando
como base el documento de fabricación para conseguir la integración del personal
en grupos de trabajo efectivos y coordinados, de acuerdo al plan elaborado en el
proyecto para el desarrollo de cada actividad.

14
CAPITULO 1 MARCO DE REFERENCIA
El más antiguo antecedente de la iluminación fluorescente posiblemente
sea un dispositivo construido por el físico alemán Heinrich Geissler en 1856,
mediante el cual obtuvo una luz de brillo azulado a partir de un gas noble (como
argón o neón) encerrado en un tubo excitado con una bobina de inducción. Debido
a su forma, este dispositivo pasó a llamarse “Tubo de Geissler”. En la Feria
Mundial de 1893, fueron mostrados dispositivos fluorescentes desarrollados por
Nikola Tesla.
En 1891, el inventor estadounidense Daniel McFarlane Moore comenzó a
realizar experimentos con tubos de descarga gaseosa, creando así en 1894 la
Lámpara Moore, que era una lámpara comercial que competía con las bombillas
de luz incandescentes creadas por su antiguo jefe Thomas Alva Edison. Estas
lámparas que contenían nitrógeno y dióxido de carbono emitían luz blanca y
rosada, respectivamente y tuvieron un éxito moderado. Sería en 1904, cuando las
primeras de estas lámparas fueron instaladas en unos almacenes de la ciudad
estadounidense de Newark. Como las labores de instalación, mantenimiento y
reparación de estas lámparas eran dificultosas, no tuvieron éxito.
En 1901, Peter Cooper Hewitt presentó su lámpara de vapor de mercurio, la
cual emitía luz de coloración verde-azulada, que era inapropiada para la mayoría
de los usos prácticos. Sin embargo, su diseño fue muy cercano al de las lámparas
actuales, además de tener mayor eficiencia que sus similares incandescentes.
En 1926, Edmund Germer, Friedrich Meyer y Hans Spanner propusieron
incrementar la presión del gas dentro del tubo y recubrirlo internamente con un
polvo fluorescente que convirtiera la radiación ultravioleta emitida por un gas, en
estado de plasma, en una luz blanca más uniforme. La idea fue patentada al año
siguiente y posteriormente la patente fue adquirida por la empresa estadounidense
15
General Electric y bajo la dirección de George E. Inman la hizo disponible para el
uso comercial en 1938. Los conocidos tubos rectos y de encendido por
precalentamiento, se mostraron por primera vez al público en la Feria Mundial de
New York, en el año 1939. Desde entonces, los principios de funcionamiento se
habían mantenido inalterables salvo, las tecnologías de manufactura y materias
primas usadas, lo que ha redundado en la disminución de precios y han
contribuido a popularizar estas lámparas en todo el mundo.
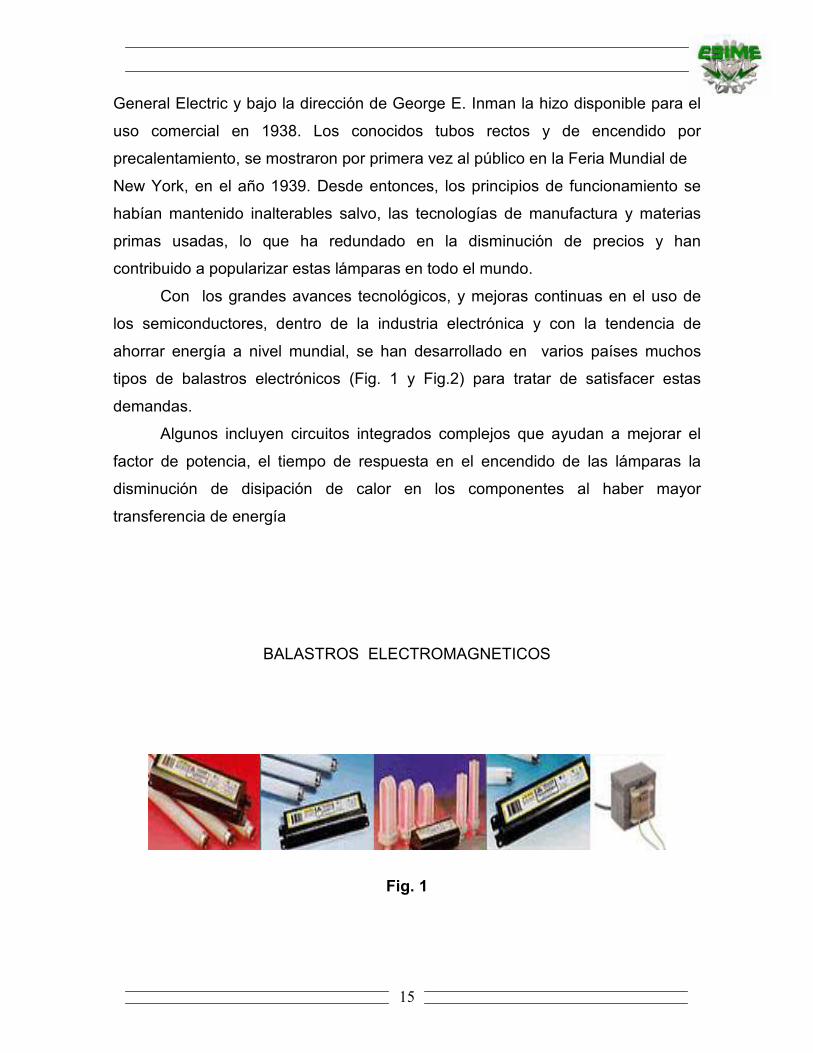
Con los grandes avances tecnológicos, y mejoras continuas en el uso de
los semiconductores, dentro de la industria electrónica y con la tendencia de
ahorrar energía a nivel mundial, se han desarrollado en varios países muchos
tipos de balastros electrónicos (Fig. 1 y Fig.2) para tratar de satisfacer estas
demandas.
Algunos incluyen circuitos integrados complejos que ayudan a mejorar el
factor de potencia, el tiempo de respuesta en el encendido de las lámparas la
disminución de disipación de calor en los componentes al haber mayor
transferencia de energía
BALASTROS ELECTROMAGNETICOS
Fig. 1

16
BALASTROS ELECTRONICOS
Fig.2
1.1 –FUNCIONAMIENTO
Al aplicar la tensión de alimentación, el gas contenido en la ampolleta de
cristal del arrancador se ioniza, con lo que aumenta su temperatura lo suficiente
para que la lámina bimetálica se deforme cerrando el circuito, lo que hará que los
filamentos de los extremos del tubo se enciendan. Al cerrarse el contacto el
arrancador se apaga y el gas vuelve a enfriarse, con lo que los contactos se abren

17
nuevamente y se repite el proceso. De este modo la corriente aplicada a los
filamentos es pulsatoria.
La función del condensador, contenido en el arrancador, es absorber los
picos de tensión que se producen al abrir y cerrar el contacto, evitando su
deterioro por las chispas que, en otro caso, se producirían.
Los filamentos, al calentarse, desprenden electrones que ionizan el gas
que llena el tubo, formando un plasma que conduce la electricidad. Este plasma
excita los átomos del vapor de mercurio que, como consecuencia, emiten luz
visible y ultravioleta.
El revestimiento interior de la lámpara tiene la función de filtrar y convertir la
luz ultravioleta en visible. La coloración de la luz emitida por la lámpara depende
del material de dicho recubrimiento interno.
Las lámparas fluorescentes son dispositivos con pendiente negativa de la
resistencia eléctrica respecto de la tensión eléctrica. Esto significa que cuanto
mayor sea la corriente que las atraviesa, mayor es el grado de ionización del gas
y, por tanto, menor la resistencia que opone al paso de dicha corriente. Así, si se
conecta la lámpara a una fuente de tensión prácticamente constante, como la
suministrada por la red eléctrica, la lámpara se destruiría en pocos segundos. Para
evitar esto, siempre se conectan a través de un elemento limitador de corriente
para mantenerla dentro de límites tolerables. Este elemento limitador, en el caso
de la instalación ( Fig. 3), es la reactancia inductiva.
Finalmente, la disminución de la resistencia interna del tubo una vez
encendido, hace que la tensión entre los terminales del arrancador sea insuficiente
para ionizar el gas contenido en su ampolla y por tanto el contacto bimetálico
queda inactivo cuando el tubo está encendido.

18
FUNCIONAMIENTO DE UNA LAMPARA FLUORESCENTE
Fig.3
== Compensación en lámparas fluorescentes == El conjunto tubo fluorescente-
balastro-arrancador posee elementos reactivos (bobina y condensadores) que
consumen y ceden potencia reactiva respectivamente (la bobina la consume los
condensadores la ceden). A menudo se intercala entre las terminales de entrada
un condensador que tiene la finalidad de permitir que el factor de potencia del
dispositivo sea cercano a 1.
A este tipo de compensación se le denomina compensación en paralelo debido a
este arreglo.
19
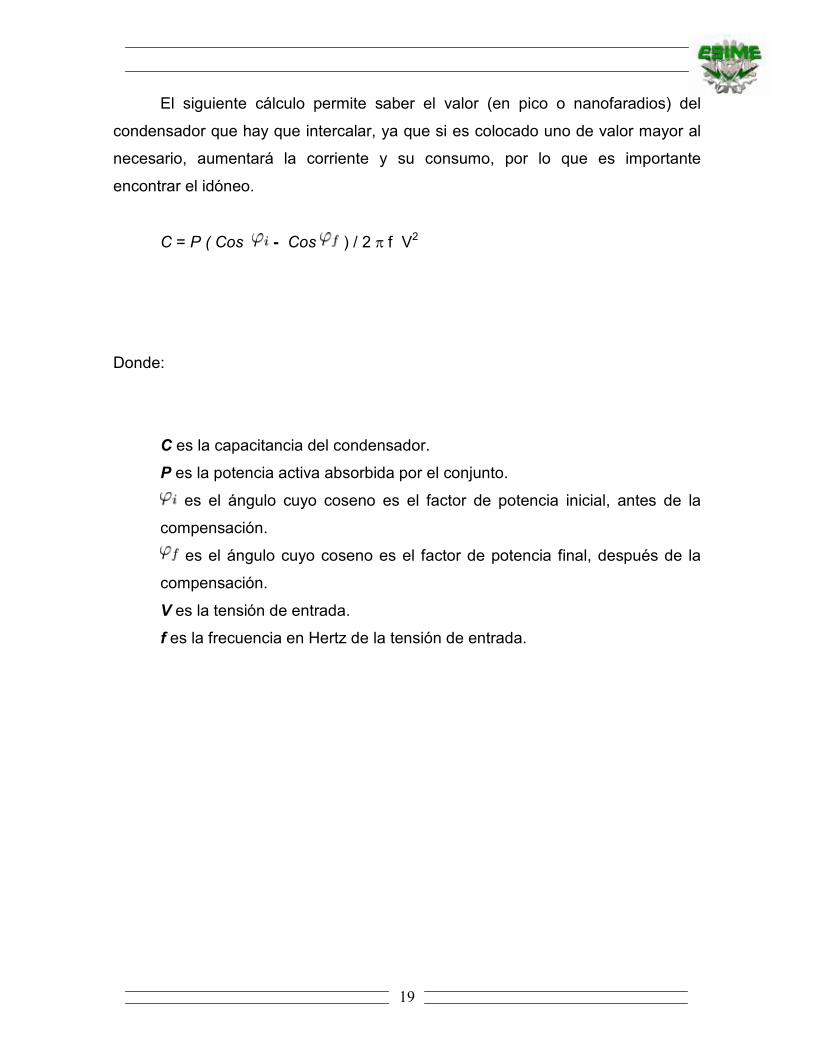
El siguiente cálculo permite saber el valor (en pico o nanofaradios) del
condensador que hay que intercalar, ya que si es colocado uno de valor mayor al
necesario, aumentará la corriente y su consumo, por lo que es importante
encontrar el idóneo.
C = P ( Cos - Cos ) / 2 π f V2
Donde:
C es la capacitancia del condensador.
P es la potencia activa absorbida por el conjunto.
es el ángulo cuyo coseno es el factor de potencia inicial, antes de la
compensación.
es el ángulo cuyo coseno es el factor de potencia final, después de la
compensación.
V es la tensión de entrada.
f es la frecuencia en Hertz de la tensión de entrada.

20
1.2-PROPIEDADES
Las lámparas fluorescentes tienen un rendimiento luminoso que puede
estimarse entre 50 y 80 lúmenes por vatio (lm/W).
Su vida útil es también mejor, del orden de 5000 h.
Su rendimiento de color puede llegar a ser muy alto (5500 K, es decir luz de
día), pero como si no se tienen altos niveles de iluminación, esa luz es fría, hay en
el mercado distintos modelos de luz corregida.
En la actualidad se pueden conseguir tubos con una amplia gama de
temperatura de color, existiendo modelos exclusivos que llegan a los 10.000 K
1.3-DESVENTAJAS
Las lámparas fluorescentes con balastro electromagnético no dan una luz
continua, sino que muestran un parpadeo que depende de la frecuencia de la
tensión aplicada (por ejemplo: 100 Hz, en México, 60Hz CA). Esto no se nota
mucho a simple vista, pero una exposición continua a esta luz puede provocar
dolor de cabeza. El efecto es el mismo que si se configura una pantalla de
computadora a 60 Hz.
Este parpadeo puede causar el efecto estroboscópico, de forma que un
objeto que gire a cierta velocidad podría verse estático bajo una luz fluorescente.
Por tanto, en algunos lugares (como talleres con maquinaria) puede no ser
recomendable esta luz.
Una solución para evitar estos inconvenientes, es la introducción de los
balastros electrónicos a mediados de la década de los 80, y que tomaron gran
importancia a partir de mediados de los 90. En estos sistemas se intenta hacer
funcionar al tubo de la misma manera que en la forma tradicional pero esta vez en
una frecuencia de más de 10 kHz con lo que se evita mucho el efecto

21
estroboscópico, produce que el parpadeo sea invisible para el ojo humano, y
como una ventaja extra el rendimiento del tubo es 10% más efectivo.
Las lámparas fluorescentes no pueden conectarse a un atenuador normal
(un regulador para controlar el brillo). Hay lámparas especiales (de 4 contactos) y
controladores especiales que permiten usar un interruptor con regulador de
intensidad.
1.4-USO
Las lámparas fluorescentes necesitan de unos momentos de calentamiento
antes de alcanzar su flujo luminoso normal, por lo que es aconsejable utilizarlas en
lugares donde no se están encendiendo y apagando continuamente (como pasillos
y escaleras). Por otro lado, los encendidos y apagados constantes acortan
notablemente su vida útil.
De hecho, casi se considera que su vida útil se puede medir en número de
encendidos. Por ejemplo, una lámpara que tenga una vida útil de 3000 h en un
uso de 8 h diarias ininterrumpidas, puede tener una vida útil de 6000 h con un uso
de 16 h diarias ininterrumpidas.
Puede ponerse a las lámparas un balastro o reactancia electrónica, la cual
sustituye a la reactancia tradicional y al arrancador, y realizara el encendido
instantáneo del tubo alargando de esta manera la vida útil.
22
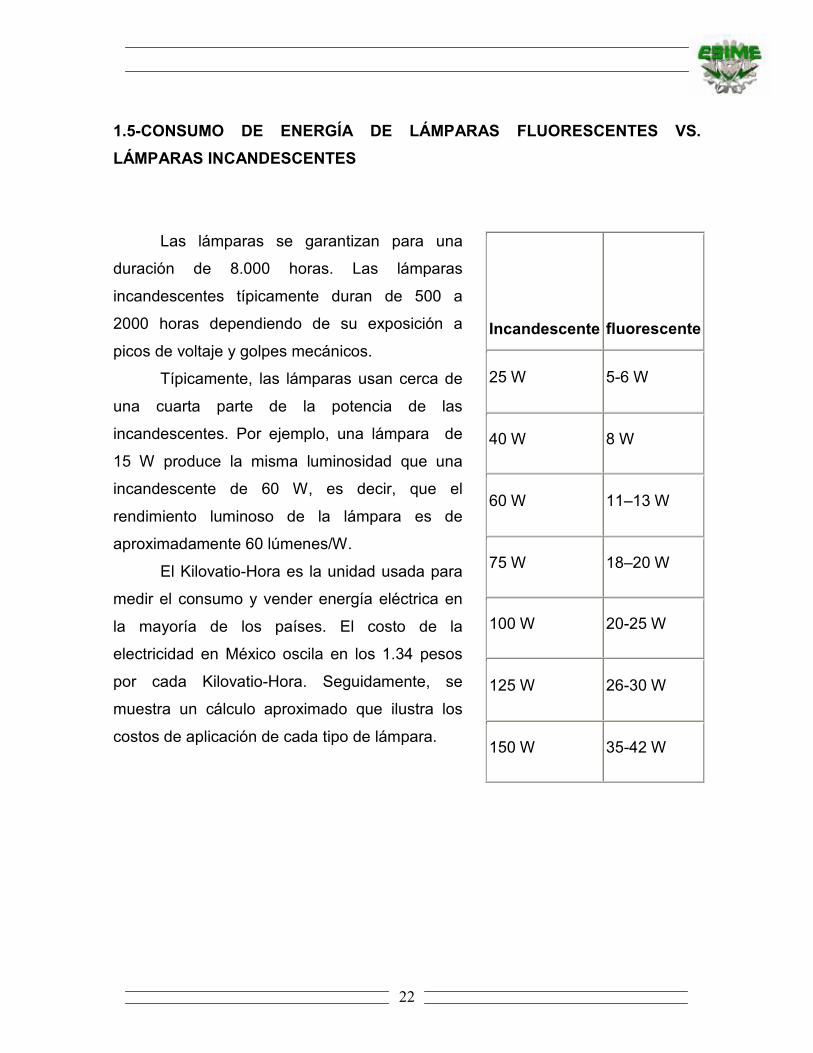
1.5-CONSUMO DE ENERGÍA DE LÁMPARAS FLUORESCENTES VS.
LÁMPARAS INCANDESCENTES
Las lámparas se garantizan para una
duración de 8.000 horas. Las lámparas
incandescentes típicamente duran de 500 a
2000 horas dependiendo de su exposición a
picos de voltaje y golpes mecánicos.
Típicamente, las lámparas usan cerca de
una cuarta parte de la potencia de las
incandescentes. Por ejemplo, una lámpara de
15 W produce la misma luminosidad que una
incandescente de 60 W, es decir, que el
rendimiento luminoso de la lámpara es de
aproximadamente 60 lúmenes/W.
El Kilovatio-Hora es la unidad usada para
medir el consumo y vender energía eléctrica en
la mayoría de los países. El costo de la
electricidad en México oscila en los 1.34 pesos
por cada Kilovatio-Hora. Seguidamente, se
muestra un cálculo aproximado que ilustra los
costos de aplicación de cada tipo de lámpara.
Incandescente
fluorescente
25 W 5-6 W
40 W 8 W
60 W 11–13 W
75 W 18–20 W
100 W 20-25 W
125 W 26-30 W
150 W 35-42 W

23
Lámpara
incandescente (75 W) x (8000h) x (1.34/1000 W.h) = $ 804 pesos
Lámpara fluorescente (20 W) x (8000h) x (1.34/1000 W.h) = $ 214.40 pesos
Los cálculos anteriores no toman en cuenta la influencia del calentamiento
de la lámpara sobre los costos de energía. La energía que no se usa en la
generación de luz, se convierte en energía calorífica. Por tanto, las lámparas
incandescentes producen sustancialmente más calor que las lámparas
fluorescentes para una determinada potencia luminosa. Durante los meses fríos,
las lámparas incandescentes pueden ayudar a calentar las habitaciones y oficinas;
pero en los meses cálidos, estas lámparas hacen que los sistemas de aire
acondicionado tengan que gastar más energía eléctrica para el enfriamiento en
algunos países.
24
CAPITULO 2 ESTUDIO DE MERCADO
Los dispositivos de alimentación para lámparas fluorescentes se ofrecen en
varias marcas de fabricantes y varios precios desde económicos hasta
considerablemente caros es por esta razón que al seleccionar componentes del
mercado nacional se reducen considerablemente los precios de los componentes
así como del costo final del producto al no haber gastos de aduana o de transporte
de un país al nuestro , algunos de los dispositivos tienen componentes discretos
mas complejos que ayudan a corregir el factor de potencia pero elevan el costo
considerablemente con relación al producto que ofreceremos, también los
dispositivos de importación están utilizando ferritas de diseño extranjero con una
mayor compactación y que no se encuentran en el mercado nacional también
incluyen circuitos de protección contra corto circuitos que los hacen más
complejos aumentando así el riesgo de fallas del dispositivo.
Diferentes marcas de balastro y precios
Sola Basic 32 watts $ 158.00
Lumicom 32 watts $ 177.00
Osram 32 watts $ 180.00
Precios cotizados el mes de octubre del 2007
25
2.1-MERCADO DE APLICACIÓN
El campo de aplicación de este dispositivo es muy amplio su utilización
puede ser de uso domestico, industrial, decorativo, transporte y público; logrando
así una reducción considerable en el consumo de energía obteniendo las mismas
intensidades luminosas de las lámparas incandescentes
2.2-MERCADO INDUSTRIAL , PUBLICO y COMERCIAL
Las grandes industrias utilizan este dispositivo en sus sistemas de
iluminación, debido a la necesidad de economizar en el rubro de energía.
En el servicio público, sus aplicaciones son mayores ya que puede se
utilizado en escuelas, hospitales, alumbrado público y en el área del transporte,
como son: autobuses, el metro, letreros en aeropuertos, en terminales de
autobuses, etc.
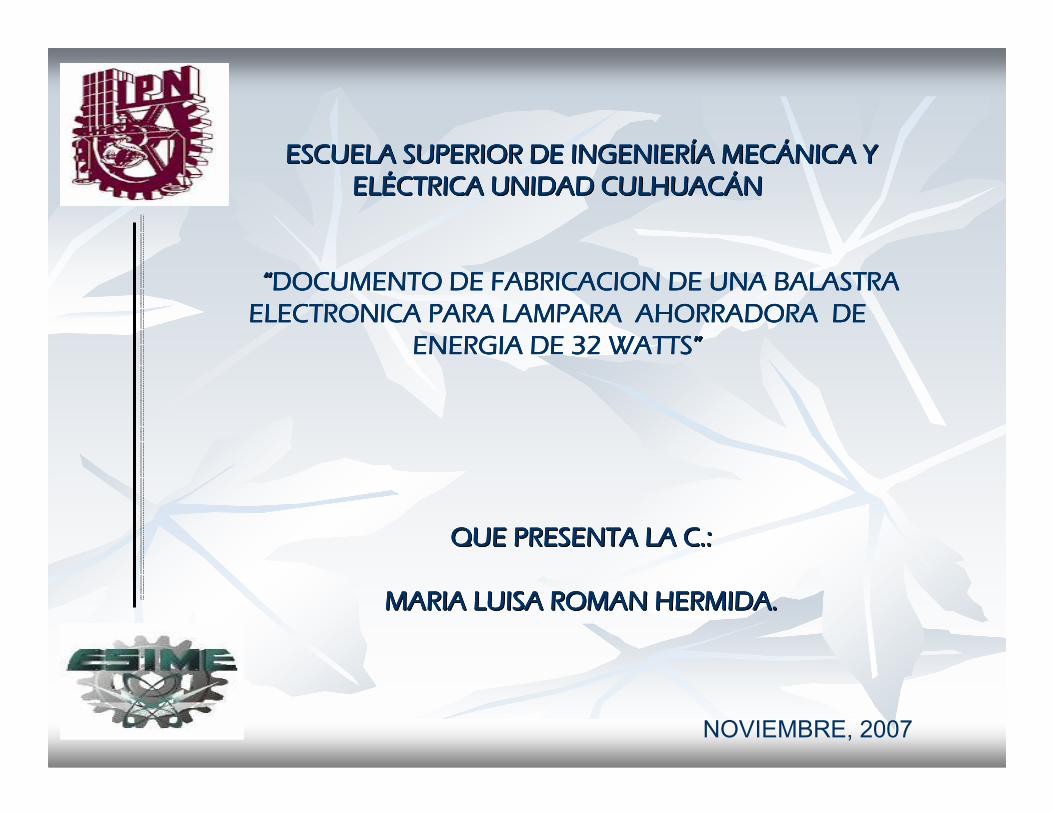
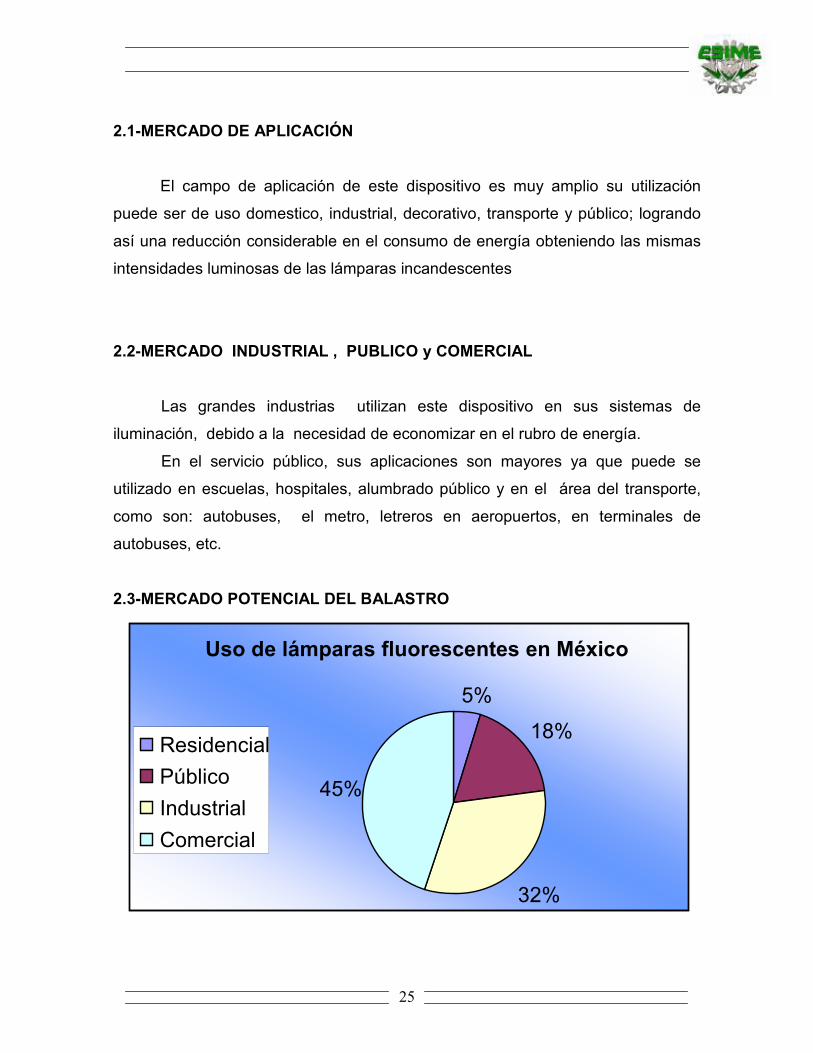
2.3-MERCADO POTENCIAL DEL BALASTRO
Uso de lámparas fluorescentes en México
5%
18%
32%
45%
Residencial
Público
Industrial
Comercial

26
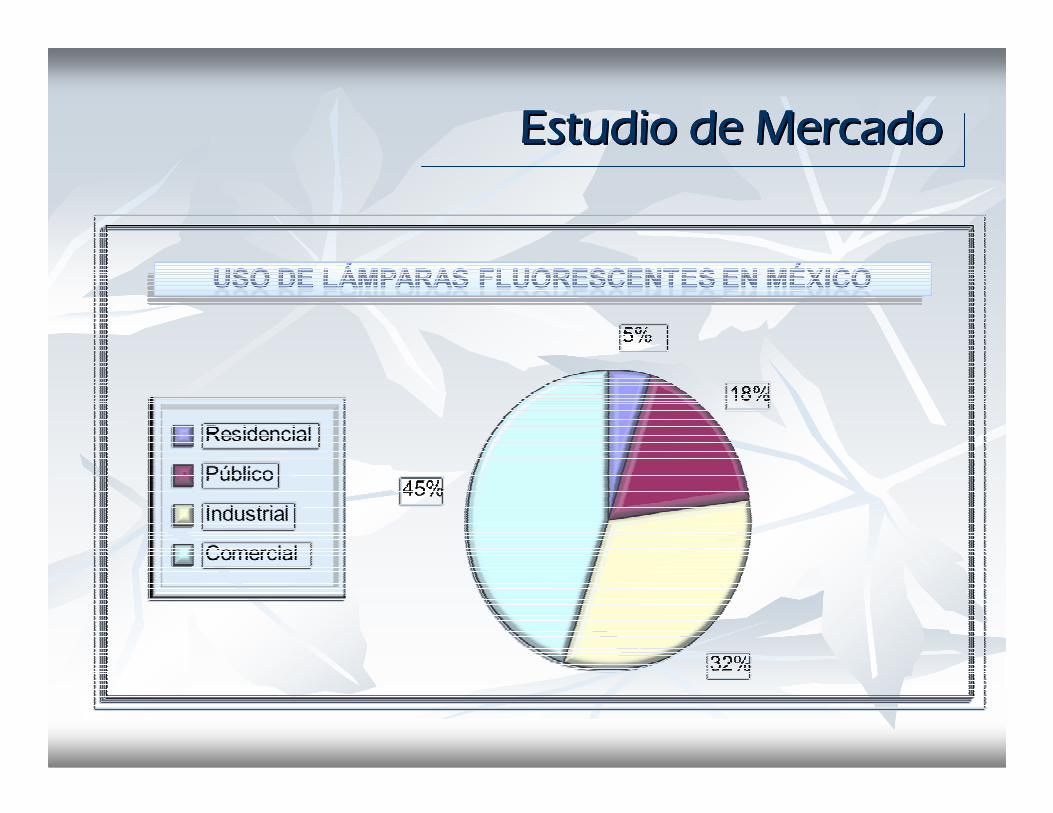
Según datos del INEGI, el 50 % de la demanda Nacional de lámparas
fluorescentes esta en tan sólo siete estados de la República donde el Distrito
Federal participa con un 11 % de la demanda.
De acuerdo al estudio de mercado, podemos concluir que este producto se
puede comercializar en el mercado de menudeo, ofreciéndolo al servicio público,
que son, como anteriormente los mencionamos, hospitales, escuelas, alumbrado
público, en el transporte público ( autobuses , metro, etc.) en el Estado de México
y Distrito Federal.
Distribución de la demanda de lámparas en México
5%11%
12%
8%
7%4%4%
49%
Puebla
D.F.
Edo de México
Veracruz
Jalisco
Guanajuato
Michoacan
Otros

27
CAPITULO 3 PLANEACIÓN DEL PROYECTO
3.1-OBJETIVO
Describir de manera clara, las actividades que forman el proyecto, desde su
concepción hasta la recepción por parte del cliente, incluyendo los tiempos que
cada etapa requiere en su realización.
3.2-PRINCIPIOS DE LA PLANEACIÓN.
− La planeación debe hacerse con afirmaciones precisas, porque debe
resultar en acciones concretas.
− Será de tal manera que pueda decirse que existe una planeación por etapa
ó actividad y todas las que forman el proyecto deben estar coordinadas,
formando así un plan general.
Toda planeación debe dar margen a cambios que surjan, debido a
circunstancias imprevisibles o situaciones anormales.
Cuando se siguen los principios anteriores se presentan las siguientes
ventajas:
− Definir hoy lo que hay que hacer mañana
− Alcanzar los resultados deseados.
− Reducción del trabajo improductivo.
− Supervisión adecuada.
− Distribución correcta de los recursos económicos .etc.
28
3.3-PLANEACIÓN DEL BALASTRO
Desde que se pensó el proyecto del balastro, surge la necesidad de cómo
realizarlo en el menor tiempo posible, con un óptimo aprovechamiento de los
recursos y con un mínimo de contratiempos.
La respuesta es la planeación, pues con ayuda de diagramas de flujo y
gráficas de Gantt ( gráfica de barras en la que se señalan la duración de cada una
de las etapas del proceso de producción), donde se enlisten todas las actividades
que están involucradas en la fabricación del balastro, aún por pequeñas que
parezcan, habrán de permitirnos un plan donde se obtenga los resultados
deseados, además de conocer:
− Inicio y fin de cada actividad
− La elaboración o recopilación de la documentación de las actividades
especiales
− Personal necesario para las mismas
− Material involucrado en cada actividad
− Herramientas necesarias
− Materiales y equipos especiales donde y cuando se requieren
− Áreas adecuadas para cada actividad particular
− Programación de los recursos financieros. Etc.
Así pues la lista de actividades involucradas en el desarrollo y fabricación
del balastro debe ser lo mas exhaustiva posible.
29
3.4-LISTADO DE ACTIVIDADES PARA LA PRODUCCION DEL BALASTRO
1. Elaboración del programa general
2. Elaboración de especificaciones particulares del balastro
3. Elaboración de especificaciones técnicas generales
4. Desarrollo del balastro
5. Pruebas al prototipo del balastro
6. Elaboración de los planos para la fabricación del gabinete metálico
7. Elaboración de los planos para la fabricación del circuito impreso
8. Cuantificación de materiales
9. Programa presupuestal
10. Acopio de materiales
11. Desarrollo del prototipo
12. Pruebas de recepción del prototipo
13. Fabricación de la serie
A) Doblado de componentes
B) Inserción de componentes
C) Soldado de componentes
D) Instalación de tarjeta electrónica en gabinete metálico
E) Pruebas de recepción de la serie
F) Empaque y entrega al cliente

30
INGENIERIA
PRODUCCIÓN
Programa general
Especificaciones técnicas
Desarrollo del programa
Fabricación del impreso
Montaje de componentes
Montaje del circuito en el gabinete
Cuantificación de materiales
Programa presupuestal
Acopio de materiales
Realización del prototipo
Pruebas de recepción al
Fabricación del lote
Empaque y entrega
Inicio
Fin
3.5-DIAGRAMA DE FLUJO
La planeación del balastro, según el siguiente diagrama de flujo

31
3.6-BALASTRO.-ACTIVIDADES RELEVANTES
Las actividades en su totalidad son importantes, sin embargo algunas son
relevantes, pues son parte fundamental en la fabricación del balastro.
Por ejemplo el embobinado de los núcleos de las inductancias que es una
actividad adicional para comprobar las inductancias antes de su montaje.
3.7-ESPECIFICACIONES TÉCNICAS PARTICULARES Y GENERALES
La actividad es importante porque se definen claramente los lineamientos
técnicos que debe cumplir el balastro por fabricar; Por ejemplo; Voltaje de trabajo,
variaciones permitidas, corriente máxima por cumplir, condiciones de operación,
dimensiones. Etc.
3.8-ENVÍO DEL DOCUMENTO DE FABRICACIÓN AL AREA RESPONSABLE
PARA SU APROBACIÓN.
Después que se definió técnica y funcionalmente las características del
balastro, se deberá enviar el documento de fabricación al supervisor para que
verifique los puntos siguientes:
1. La implantación de los componentes en el circuito impreso respetando las
reglas de espacio entre componentes la ubicación de ciertos componentes
especiales así como el diseño del circuito impreso.
2. La selección de los componentes y las listas de reemplazo verificando el
dimensionamiento y la potencia disipada especificada.

32
3. La calidad y propiedades de los componentes y materiales propuestos.
4. Los ensambles mecánicos.
Una vez que se ha verificado el documento y en caso de ser necesario
hacerle modificaciones, estas las anotara en una copia del documento y se deberá
reenviar al área de diseño conservando una copia para su archivo en este
momento se puede empezar la fabricación.
3.9-DESARROLLO DEL PROTOTIPO
Es la actividad más importante, porque se aplica la ingeniería electrónica
para pasar de un producto plasmado en papel (en las especificaciones) al
dispositivo terminado con partes electrónicas, resistencias, elementos
semiconductores, bobinas etc…
3.10-FABRICACIÓN DEL PROTOTIPO
El prototipo también conocido como cabeza de serie se fabrica con el
circuito impreso, el gabinete metálico y todos los componentes definidos en el
desarrollo del prototipo. Esta actividad es importante porque cualquier defecto por
pequeño que sea debe corregirse para que la serie salga libre de defectos.
Las otras actividades requieren igual atención sin considerar su relevancia.

33
3.11-CUANTIFICACIÓN DE MATERIALES
Se pretende realizar una fabricación de 500 balastros. El material
necesario es el siguiente:
CANTIDAD DESCRIPCIÓN PROVEEDOR
PRECIO
UNITARIO SUBTOTAL
1000 RESISTENCIA 470 KILO-OHMS ,1/2 W STEREN $0.10 $100.00
500 RESISTENCIA 100 KILO-OHM , ½ W STEREN $0.10 $50.00
1000 RESISTENCIA 5.6 OHMS ,1/2 W STEREN $0.10 $100.00
2500 DIODO IN4007 STEREN $0.20 $500.00
500 DIAC DB3 / HT30 STEREN $1.00 $500.00
1000 DIODO IN4937 STEREN $0.20 $200.00
1000 TRANSISTOR STEREN $5.00 $5,000.00
5 SOLDADURA 450 GRAMOS STEREN $140.00 $700.00
500 CAPACITOR 0.01 UF/250 V STEREN $4.00 $2,000.00
1000 CAPACITOR 0.01 UF /630 V AG $4.20 $4,200.00
500 CAPACITOR 0.33 UF /400 V STEREN $4.00 $2,000.00
500 CAPACITOR 47 UF /250 V AG $4.00 $2,000.00
1000 INDUCTANCIAS 2.3 MHY CON NUCLEO “E” INTERTRON $10.00 $10,000.00
500 CIRCUITO IMPRESO CIRCUITOS
IMPRESOS
PROFESIONALES
$10.00 $5,000.00
500 GABINETE METALICO GABINETES MAR $25.00 $12,500.00
20 M PLASTICO BURBUJA DASTUR $6.00 $120.00
500 CAJAS DE CARTON NO.10 DASTUR $4.00 $2,000.00
VARIOS. TORNILLOS, CINTA CANELA, $2,000.00
COSTO TOTAL DE MATERIALES = $ 46,970.00
AL NIVEL ECONOMICO DE OCTUBRE DEL 2007

34
3.12-PROGRAMACIÓN PRESUPUESTAL
PARTIDA CONCEPTO CANTIDAD COSTO TOTAL
01 SUMINISTRO DE MATERIALES 500 $46,970.00 $46,970.00
02 MANO DE OBRA PARA LA
FABRICACION
8 salarios $9,750.00* $ 14,625.00
03 GASTOS DE LOGISTICA 1
transporte
$500.00 $500.00
04 GASTOS ADMINISTRATIVOS % de
gastos de
Odmón..
**
$ 1,500.00 $2,250.00
TOTAL $64,345.00
4 Los gastos de mano de obra para la fabricación del balastro son
proporcionales al número de proyectos en los que participan cada persona
excepto el ingeniero.
** Los gastos de administración para este proyecto corresponden al 21.42% del
total de gastos administrativos mensuales de la empresa.
El tiempo de fabricación programada es de 6 SEMANAS.

35
PROGRAMACION PRESUPUESTAL
MATERIALES $46,970.00
MANO DE OBRA DIRECTA $4,875.00
GASTOS INDIRECTOS $9,750.00
COSTO DE PRODUCCION $61,595.00
GASTOS ADMINISTRATIVOS $2,250.00
GASTOS DE LOGISTICA $500.00
COSTO TOTAL $64,345.00
UTILIDAD (20% sobre el costo total) $12,869.00
COSTO TOTAL MAS UTILIDAD $77,214.00
PRECIO DE VENTA* $154.45
* El precio de venta es basado en la fabricación de 500 unidades.
Al incrementar el número de unidades fabricadas, el costo de los materiales al
mayoreo disminuye hasta en un 50% .

36
3.13-PROGRAMACIÓN PRESUPUESTAL DETALLADA
DESCRIPCIÓN CANTIDAD
TOTAL
POR
PAGAR PROVEEDOR 1º. S
2º. S
RESISTENCIA 470
KILO-OHMS ,1/2 W
1000 $100.00 STEREN
CONTADO
$ 100.00
RESISTENCIA 100
KILO-OHM , ½ W
500 $50.00 STEREN
CONTADO
$ 50.00
RESISTENCIA 5.6
OHMS ,1/2 W
1000 $100.00 STEREN
CONTADO
$ 100.00
DIODO IN4007 2500 $500.00 STEREN
CONTADO
$ 500.00
DIAC DB3 / HT30 500 $500.00 STEREN
CONTADO
$ 500.00
DIODO IN4937 1000 $200.00 STEREN
CONTADO
$ 200.00
TRANSISTOR 1000 $5,000.00 STEREN
CONTADO
$ 5,000.00
SOLDADURA 450
GRAMOS
5 $700.00 STEREN
CONTADO
$700.00
CAPACITOR
0.01UF/250 V
500 $2,000.00 STEREN
CONTADO
$ 2,000.00
CAPACITOR 0.01 UF
/630 V
1000 $4,200.00 STEREN
CONTADO
$ 4,200.00
CAPACITOR 0.33 UF
/400 V
500 $2,000.00 STEREN
CONTADO
$2,000.00

37
PROGRAMACIÓN PRESUPUESTAL DETALLADA
3.14-ESPECIFICACIONES PARTICULARES PARA EL BALASTRO
Se definen las características técnicas necesarias para fabricar el balastro
tomando en cuenta los parámetros indicados en las normas y siguiendo el diseño
realizado
DESCRIPCIÓN CANTIDAD
TOTAL
POR
PAGAR PROVEEDOR 1º. S 2º. S
CAPACITOR 47 UF
/250 V
500 $2,000.00
AG
CONTADO
$2,000.00
INDUCTANCIAS 2.3
MHY CON NUCLEO
“E”
1000 $10,000.00
INTERTRON
ANTICIPO
$4,000.00
RESTO
$6,000.00
CIRCUITO IMPRESO 500 $5,000.00 CIRCUITOS
IMPRESOS
PROFESIONALES
ANTICIPO
$2,000.00
RESTO
$3,000.00
GABINETE METALICO 500 $12,500.00 GABINETES MAR
ANTICIPO
$5,000.00
RESTO
$7,500.00
PLASTICO BURBUJA 20 M $120.00 DASTUR
CONTADO
$120.00
CAJAS DE CARTON 500 $2,000.00 DASTUR
CONTADO
$2,000.00
VARIOS, TORNILLOS,
CINTA CANELA
CONTADO
$2,000.00
38
3.15-ASPECTOS FISICOS DEL BALASTRO
En la parte exterior se deberá indicar la tensión de alimentación del
dispositivo el consumo total y la configuración para conectarlo numerando los
bornes representado esto con un dibujo que incluya los tubos fluorescentes
3.16-CARACTERÍSTICAS TÉCNICAS
El balastro se fabricara con los siguientes parámetros
Características eléctricas generales:
Voltaje de alimentación 127 Volts AC a 60 Hz
Corriente máxima – 0.55 A
Potencia máxima de disipación.- 70 Watts
Frecuencia de operación de 33 kiloHertz
El circuito impreso será a base de fibra de vidrio del tipo de placa para el
circuito impreso a una cara y con las siguientes dimensiones:
Ancho: 5 cm , largo: 11.5 cm , altura: 1.6 mm
El acabado del circuito impreso será de color verde y la serigrafía indicando
los componentes numerados será de color blanco.
El tamaño de las letras y números será de 1.0 mm
Se deberá respetar los símbolos internacionales para todos los
componentes
Nota: una vez ensamblados todos los componentes se deberá aplicar una capa
de barniz aislante del tipo secado al aire sobre todo el circuito impreso excepto en
las terminales

39
El gabinete metálico será de acero al carbón con las dimensiones
adecuadas al circuito impreso.
3.17-ESPECIFICACIONES TÉCNICAS GENERALES
La presente especificación tiene por objeto establecer las bases para los
estudios, fabricación, suministro, instalación, pruebas del dispositivo.
Los equipos desarrollados en base a este documento, deberán ser
compatibles con los que actualmente existen, en sus aspectos funcional y
operativo.
3.18-GENERALIDADES.
Los dispositivos tendrán las dimensiones y las características adecuadas
que permitan adaptarse a los requerimientos de las instalaciones existentes y
podrán sustituir a los balastros instalados de diferentes marcas
Los dispositivos deberán seguir las normas y parámetros establecidos
internacionalmente para la fabricación de los balastros que sirven en la
alimentación de lámparas fluorescentes
3.19-ENERGÍA ELÉCTRICA
La alimentación eléctrica prevista es la siguiente:
127 V.C.A. ± 10%, 60 Hz. ± 1 Hz.

40
La alimentación de 127 V.C.A., se proporcionará por medio de un cable de
una fase. Preferentemente se deberá de incluir el neutro y la tierra física,
también por medio de cables.
Dichas alimentaciones dependerán de tableros eléctricos (o centros de
carga), secundarios (denominados: Q 1, Q 2, Q 3,… Q N),
3.20-GABINETES
Los gabinetes del dispositivo, serán de acero al carbón con un acabado de
pintura previo a una base de primer, el acabado será pintura horneada.
Estarán ensamblados con dos piezas por medio de remaches tipo pop, (de
aluminio donde sea necesario).
En la parte superior y exterior se colocara un calcomanía que incluirá la
tensión de alimentación así como la conexión a los tubos.
Por otra parte, para evitar daños al personal de mantenimiento o instalador,
así como, a los materiales y cables, el acabado en los gabinetes deberá carecer
de limaduras, rebabas y filos cortantes.
Todos los ángulos que presenten los gabinetes, deberán estar redondeados
con un radio mínimo de 5 ± 1 mm.

41
3.21-RIGIDEZ DIELÉCTRICA Y AISLAMIENTO
La rigidez dieléctrica entre los circuitos y la masa del chasis, será tal que
soporte durante un minuto 1000 VCA sin que el dispositivo sufra daño alguno. El
aislamiento entre el conjunto de bornes de alimentación y la masa del chasis será
como mínimo de 10 Mega-ohms, debiéndose probar aplicando una tensión de
500 VCC entre dichos bornes y la masa.
3.22-CONDICIONES AMBIENTALES Y PERTURBACIONES
Las características ambientales son:
I.- EN LA CIUDAD DE MEXICO D.F. (en intemperie).
Altitud: 2240 metros s.n.m.
Temperatura: -5º C a + 40º C, medida a la sombra.
Humedad relativa: de 10% a 90%
Sismisidad: Según el Reglamento vigente de Construcciones
para el D.D.F. para zona III ( lago ) y estructura
Tipo A.
Calidad del Aire: Aire contaminado.
-Con partículas en suspensión de tamaño 0.1 micras
a 20 micras.
Contaminantes -hasta 300 grados imeca según norma vigente
* Ozono.
• Monóxido de carbono.
• Oxido de azufre.
• Oxido de nitrógeno.
Lluvia: Caída anual promedio 1500 mm. Repartida en 5
meses del año principalmente.
Viento: Velocidad máxima 80 Km /h.
Nivel ceraunico: Promedio 80 descargas atmosféricas por año.

42
3.23-EN LOCALES CERRADOS
Temperatura de operación: 0 º C a + 45º C
Humedad relativa ambiente: 20% a 70%
.
3.24-PROTECCIÓN A PERTURBACIONES
Es de considerar que la mayoría de los balastros podrán ser instalados en
lugares cerrados, sin embargo se deberá considerar condiciones extremas de
polvo y temperatura, igualmente deberá preverse las perturbaciones posibles
hacia el interior del dispositivo y hacia fuera de el
Los equipos estarán instalados en diferentes ambientes, de tal manera que
deberán estar protegidos por diseño de las siguientes perturbaciones:
a) – Eléctricas (sobre voltaje por descargas, inducciones parásitas y otras).
b) – Electromagnéticas (motores, Telefonía de Alta Frecuencia y
similares).
c) – Vibraciones mecánicas.
De igual manera, la operación del balastro no deberá afectar el
funcionamiento de otros equipos en donde se instalen.
El aislamiento entre los equipos y las partes que lo componen, será capaz
de soportar tensiones instantáneas, las cuales se pueden originar por imprevistos.
Asimismo, no debe existir el riesgo de un choque eléctrico para los usuarios.
Por seguridad del usuario, la parte superior del gabinete o superficie en
contacto con el instalador, evitará rebasar la temperatura de 45 °C.

43
3.25-CABLEADO
En la instalación de los equipos se presentarán dos tipos de cableado, uno,
el interno del balastro (para enlazar sus distintos componentes) y el otro, para la
unión entre el dispositivo y las lámparas
• Para la alimentación eléctrica, los conductores serán de una sola pieza
estarán sujetos al gabinete y en un lugar accesible para el personal de
mantenimiento.
• Cable tipo THW-LS, con aislamiento termoplástico, 600 volts, para 90°C de
operación que cumpla con las normas oficiales mexicanas ( NOM ) aplicables
y vigentes a la fecha o equivalentes.
3.26-TARJETAS ELECTRÓNICAS
La tarjeta electrónica estará protegida en caso de que colinde con alguna
placa metálica u otro subconjunto con propiedades conductoras, ésta deberá
poseer una protección aislante.
La tarjeta electrónica deberá contener la serigrafía de los componentes y en
los casos necesarios su polaridad. La identificación de los componentes será de
acuerdo a los diagramas de montaje y electrónicos.
Las tarjetas electrónicas contarán con guías de polarización, para evitar
manipulaciones equivocadas.
Todas las tarjetas de un mismo modelo, una vez ajustadas podrán ser
montadas en cualquier equipo sin necesidad de un ajuste complementario o
particular.
La fuente de alimentación estará localizada en un lugar en el que el calor
generado por ésta, no eleve la temperatura de los componentes de las tarjetas
electrónicas. Se podrá considerar un dispositivo enfriador para evitar que la
temperatura se eleve fuera de los rangos permisibles.
Se deberá respetar las Normas citadas en la Tabla siguiente referentes a
concepción y construcción de tarjetas electrónicas.

44
3.27-NORMAS
CEI-249-1 Tarjetas impresas- Materiales de base para las tarjetas
impresas – Métodos de prueba (equiv. NFC-93-750).
CEI-326-2 Componentes electrónicos- Tarjetas impresas – métodos
de prueba (equiv. NFC-93-702)
UTEC-90-510 U Componentes electrónicos- Identificación codificada.
UTEC-93-703 U Circuitos impresos- Tarjetas impresas – Prescripciones
dimensionales (equiv. NFC-93-703).
UTEC-93-751 U Componentes electrónicos- Materiales de base para las
tarjetas impresas – Compilación de especificaciones
particulares.
NF C -90.-550 Componentes electrónicos- Generalidades – Aleaciones,
flujos y pastas utilizadas para soldadura blanda – Definición
de los productos.
NF C -93-706 Componentes electrónicos bajo aseguramiento de la calidad
– Tarjetas impresas multicapas – Compilación de
especificaciones particulares de aprobación de habilidad.
NF C -93-713 Componentes electrónicos- Tarjetas impresas -
Prescripciones Generales.
NF C -93-751 Componentes electrónicos- Materiales de base para las
tarjetas impresas – Prescripciones Generales.
Nomenclatura
CEI- Comisión Electrotécnica Internacional.
UTE- Unión Técnica de Electricidad.
NF- Norma Francesa.

45
3.28-MONTAJE DE LOS COMPONENTES
El montaje de los componentes sobre el circuito impreso de la tarjeta
deberá cumplir las siguientes condiciones:
• Las reglas y recomendaciones del fabricante del componente.
• Los componentes pesados o voluminosos deberán estar montados sobre
soportes adecuados que garanticen su correcta fijación.
• Se preverán disipadores de calor en aquellos componentes que así lo
requieran.
46
PEDIDOS
PREPARACIÓN DE COMPONENTES
COMPRA DE MATERIALES
ACTIVIDADES PARTICULARES
MONTAJE Y SOLDADO DE COMPONENTES
PRUEBAS DE RECEPCIÓN
EMPAQUE
ALMACENAJE
ENTREGA
MODIFICACIÓN
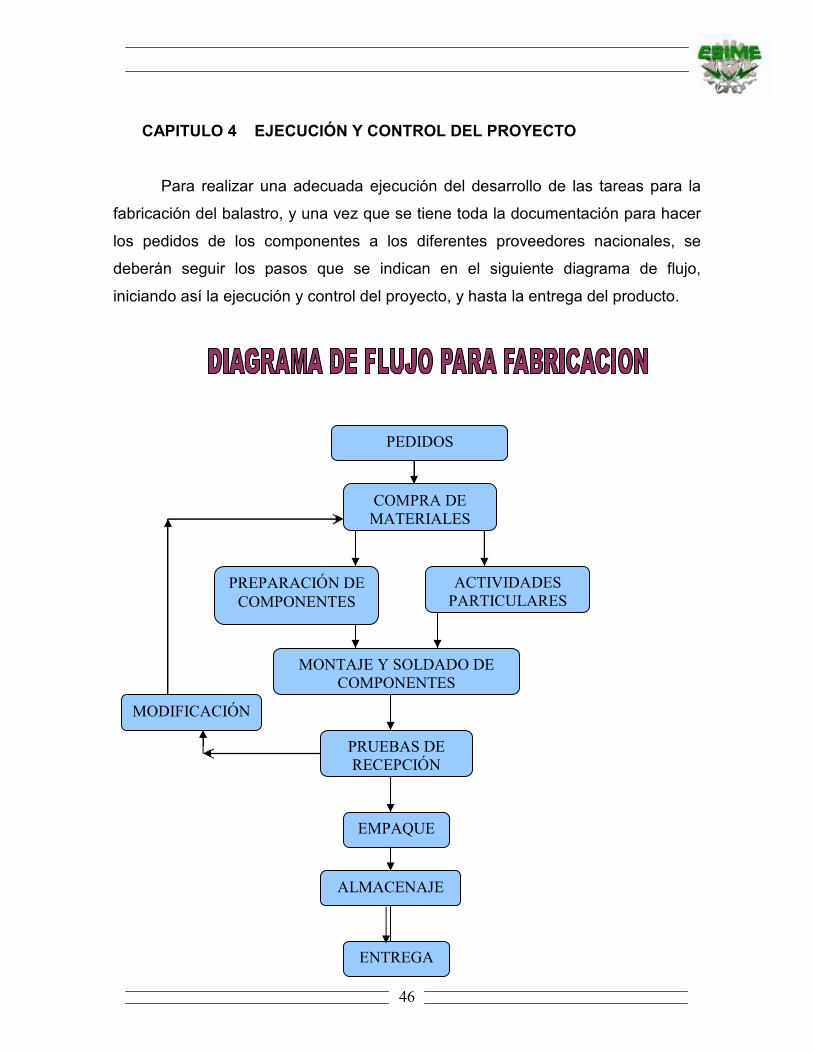
CAPITULO 4 EJECUCIÓN Y CONTROL DEL PROYECTO
Para realizar una adecuada ejecución del desarrollo de las tareas para la
fabricación del balastro, y una vez que se tiene toda la documentación para hacer
los pedidos de los componentes a los diferentes proveedores nacionales, se
deberán seguir los pasos que se indican en el siguiente diagrama de flujo,
iniciando así la ejecución y control del proyecto, y hasta la entrega del producto.
47
4.1-ÁREA Y PERSONAL UTILIZADO
En las oficinas se tiene un área de 200 m² totales y se distribuyen de la
siguiente manera para poder realizar las actividades programadas, y así poder
cumplir con los tiempos de entrega previstos.
4.2-ÁREA PARA RECEPCION DE MATERIALES
Se cuenta con un área de aproximadamente 10 m², en esta área es donde
se recibe el material para su verificación, y que la cantidad entregada corresponda
con el pedido. De igual forma se debe verificar el estado físico para que no haya
material dañado.
Personal asignado: 1 ayudante general
4.3-ALMACÉN DE PARTES
Se destina un área de 8 m² para guardar el material una vez que se registro
identificando el anaquel y la ubicación en el de los componentes.
Personal asignado: 1 ayudante general
Es la misma persona que recibe el material y lo entrega a las diferentes
Áreas que lo solicitan.

48
4.4-ÁREA PARA MONTAJE Y SOLDADO DE COMPONENTES
Se cuenta con un área de 30 m² con mesas de trabajo para efectuar el
montaje y soldado de los componentes siguiendo un orden determinado por el
responsable de producción tomando como base las hojas para este fin de las
cuales se repartirán a los empleados involucrados.
Personal asignado:
Tres técnicos
Un ayudante
4.5-ÁREA PARA ENSAMBLE Y PRUEBAS
Se cuenta con un área de 19 m² para la realización del ensamble mecánico con la
tarjeta electrónica, así como para las pruebas de funcionamiento.
Personal asignado: 1 ingeniero
4.6-ÁREA DE CONTROL DE CALIDAD
El control de calidad se debe realizar durante las diferentes etapas de
montaje, ensamble y pruebas, se deberá hacer ya sea por muestreo o a todo el
lote según lo especifique el responsable de la calidad.
Personal asignado: 1 ingeniero, el mismo de las pruebas de recepción

49
4.7-ÁREA DE EMPAQUE
Se cuenta con un área de 16 m² para empacar el producto envolviéndolo
con plástico burbuja y colocándolo en cajas de cartón a fin de evitar daños,
también se debe indicar la cantidad de piezas por caja.
Personal asignado: 1 ayudante
4.8-ENTREGA DE PRODUCTO TERMINADO
Se cuenta con una camioneta para la entrega del producto terminado en
la dirección del cliente.
Personal asignado: 2 (chofer y ayudante)
Resumen de personal involucrado en la fabricación del lote
1 Ayudantes generales
3 Técnicos
1 Ingeniero en electrónica
1 Chofer
4.9-PROGRAMA GENERAL
El programa general es definido de común acuerdo entre todas las partes
involucradas, donde se plasma de forma global y se indican los tiempos
necesarios para cada etapa del proyecto desde su concepción hasta su recepción.
Los tiempos involucrados en la planeación se sujetaron fundamentalmente
a la necesidad del cliente o del mercado.
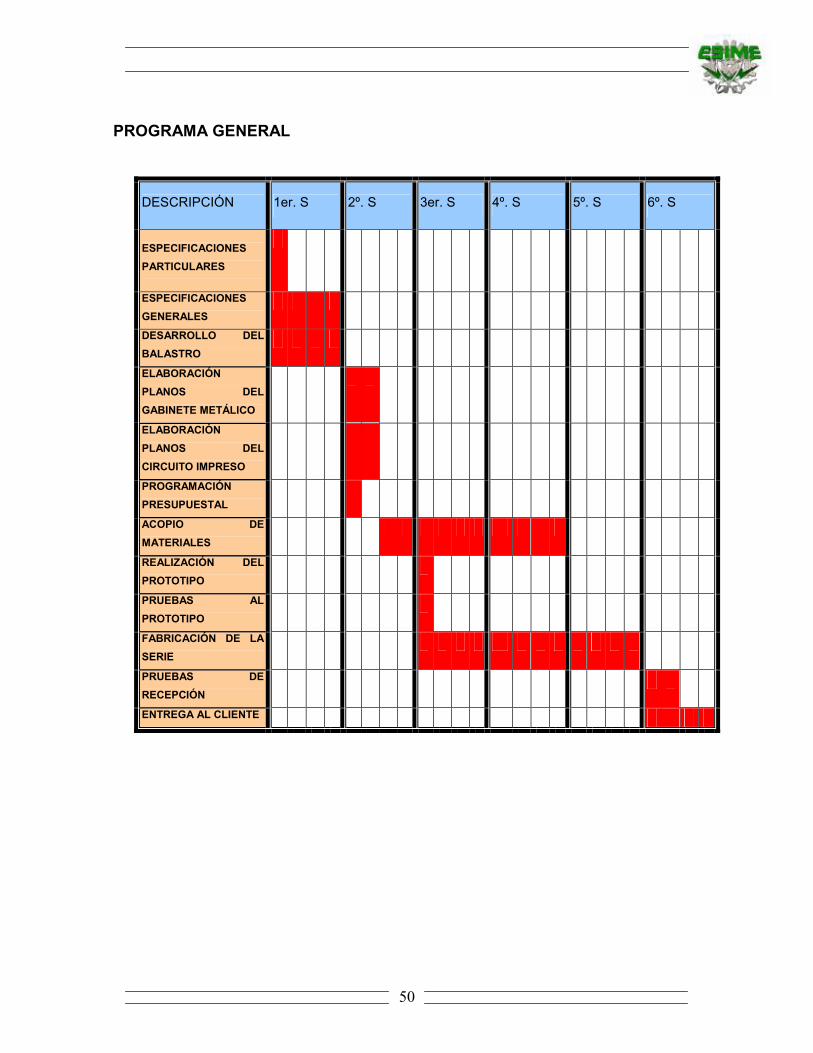
50
PROGRAMA GENERAL
DESCRIPCIÓN 1er. S 2º. S 3er. S 4º. S 5º. S 6º. S
ESPECIFICACIONES
PARTICULARES
ESPECIFICACIONES
GENERALES
DESARROLLO DEL
BALASTRO
ELABORACIÓN
PLANOS DEL
GABINETE METÁLICO
ELABORACIÓN
PLANOS DEL
CIRCUITO IMPRESO
PROGRAMACIÓN
PRESUPUESTAL
ACOPIO DE
MATERIALES
REALIZACIÓN DEL
PROTOTIPO
PRUEBAS AL
PROTOTIPO
FABRICACIÓN DE LA
SERIE
PRUEBAS DE
RECEPCIÓN
ENTREGA AL CLIENTE

51
4.10-PROGRAMA PARTICULAR DE ACOPIO DE MATERIALES
ADQUISICION
DE
MATERIALES
PROVEEDOR 1er.
SEMANA
2º.
SEMANA
3er.
SEMANA
4º.
SEMANA
5º.
SEMANA
6º.
SEMANA
RESISTENCIAS
470 OHMS ½ W STEREN
RESISTENCIAS
100 KILO-OHM ½
W
STEREN
RESISTENCIAS
5.6 KILO OHM ½
WATT
STEREN
DIODOS 1N4007 STEREN
DIODO 1N4937 STEREN
DIAC 30V DBT
/HT30 STEREN
TRANSISTOR
MJE13005 STEREN
SOLDADURA STEREN
CAPACITOR
0.01 UF
250V/630V
STEREN
CAPACITOR
0.33 UF 400V STEREN
CAPACITOR 47
UF 250V AG
INDUCTANCIA
2.3 MHY INTERTRON

52
PROGRAMA PARTICULAR DE ACOPIO DE MATERIALES
ADQUISICION
DE
MATERIALES
PROVEEDOR 1er. S 2º. S 3er. S 4º. S 5º. S 6º. S
NUCLEOS
TOROIDAL INTERTRON
FABRICACIÓN
CIRCUITO
IMPRESO
CTOS. IMPRESOS
PROFESIONALES
GABINETE GABINETES MAR
PLÁSTICO
BURBUJA DASTUR
CAJAS DE
CARTÓN DASTUR

53
4.11-PROGRAMA DE FABRICACIÓN DEL LOTE DE 500 BALASTROS
DESCRIPCIÓN 1er. S 2º. S 3er. S 4º. S 5º. S 6º. S
DOBLEZ DE
RESISTENCIAS
DOBLEZ DE DIODOS
INSERCION DE
RESISTENCIAS
SOLDADO Y CORTE
DE RESISTENCIAS
INSERCION DE
DIODOS
SOLDADO Y CORTE
DE DIODOS
INSERCION DE
CAPACITORES
INSERCION DE
INDUCTANCIAS
SOLDADO Y CORTE
DE CAPACITORES E
INDUCTANCIAS
LAVADO DE
TARJETA
PRUEBAS DE
TARJETAS
INSTALACIÓN EN
GABINETE
PRUEBAS DE
RECEPCIÓN
EMPAQUE Y
ENTREGA

54
4.12-MANIPULACIÓN, ALMACENAMIENTO Y ENTREGA
El plan elaborado para asegurar la calidad deberá incluir, para una
adecuada inspección control y ejecución, instrucciones para la manipulación, el
almacenamiento, la preservación, el empaque y el transporte para proteger la
calidad de los productos y evitar daños, pérdidas, deterioro, degradación o
sustitución.
4.12.1-MANIPULACION
El plan para asegurar la calidad requerirá y vigilará el uso de
procedimientos para prevenir daños en el manejo de los materiales. Los
procedimientos de manipulación incluirán el uso de empaques especiales, cajas,
vehículos de transporte y facilidades para la manipulación de materiales.
4.12.2-ALMACENAMIENTO.
Se deberá prever los medios necesarios para la protección contra el
deterioro o daño de los productos almacenados, así como de realizar inspecciones
periódicas para la prevención y corrección de tales deterioros o daños si es que
hubiere.
Los productos sujetos a deterioro o corrosión durante la fabricación o en el
almacenamiento intermedio, serán limpiados y preservados por métodos que los
protejan contra el deterioro o corrosión.

55
4.12.3-EMPAQUE
Se deberá tener el control de las condiciones de empaque, de conservación
y de identificación así como de las cantidades suministradas de los equipos, tanto
como sea necesario para asegurar el cumplimiento de los requerimientos del
cliente.
Donde sea necesario, los empaques incluirán medios para adecuar y
soportar condiciones ambientales críticas tales como niveles de humedad, u otras.
En el plan de aseguramiento de la calidad se indicarán las precauciones
que deberán tomarse debido a las condiciones a las que el empaque será
sometido por el cliente.
4.12.4-TRANSPORTE Y ENTREGA
El plan para asegurar la calidad incluirá la vigilancia hasta la expedición, y
asegurará que los productos a ser transportados vayan acompañados de los
documentos técnicos y de transporte requeridos.
Se deberán de tomar las precauciones y medidas de seguridad necesarias
para la protección de los equipos hasta el momento de la entrega.

56
4.13-DOCUMENTO PARA FABRICACIÓN
En este documento se indicara el procedimiento para la fabricación y
recepción de un dispositivo electrónico llamado balastro.
Este documento se debe presentar como un proyecto de fabricación y
deberá contener lo siguiente:
El diagrama eléctrico del dispositivo conteniendo las características de los
componentes sobre el cual estos son referenciados con un número de
nomenclatura.
Una nomenclatura de los diversos componentes que deberán contener en
particular:
a) El conjunto de las características eléctricas o mecánicas de los
componentes.
b) El diagrama del circuito impreso de una cara o varias según sea el
caso así mismo el diseño de las diferentes capas de superposición.
c) El diagrama de implantación de los componentes sobre el circuito
impreso.
d) El diagrama de perforaciones en el circuito impreso.
e) Una ficha técnica o nota describiendo los procedimientos de montaje y
de soldadura de los componentes sobre los circuitos impresos.
f) Los planos de los diferentes componentes mecánicos incluyendo una
nota técnica sobre la fabricación y las características de los materiales
empleados.
g) Los diagramas de cableado si se incluye en este.
Una lista de los componentes electrónicos propuestos para ser
reemplazados o sustituidos en lugar de los originalmente usados, por ejemplo
diodos, resistencias especiales, etc.

57
4.14-NOMENCLATURA
DESCRIPCION CANTIDAD ESPECIFICACION CLIENTE
DIODO 5 1N4007 STEREN
DIODO 2 1N4937 STEREN
DIAC 1 DB3 o´ HT30 STEREN
TRANSISTOR 2 MJE13005 STEREN
CAPACITOR 1 0.01UF/250V STEREN
CAPACITOR 1 0.33UF/400V STEREN
CAPACITOR 2 0.01UF/630V AG
CAPACITOR 1 47UF/250V AG
INDUCTOR 2 2.3 MHY INTERTRON
TRANSFORMADOR
TOROIDAL
2 INTERTRON
RESISTENCIA 2 5.6 OHM ½ W STEREN
RESISTENCIA 2 470 KILO-OHM
½W
STEREN
RESISTENCIA 1 100 KILO-OHM ½
W
STEREN
GABINETE 1 ML.-57 GABINETES MAR
CABLES 0.5M CAL 22 CONDUMEX
REMACHES POP 4 No. S/M
CALCOMANIA 1 HE-01 S/M
CIRCUITO IMPRESO 1 RO/23 CIRCUITO
IMPRESOS
PROFESIONALES

58
4.15-CIRCUITO ELECTRICO DEL BALASTRO
CIRCUITO ELECTRICO
Fig.4
D1 DIODO 1N 4007 L1 INDUCTOR 1 H
D2 DIODO 1N4007 L2, L5 INDUCTOR 2.3 MHY
D3, D4 DIODO 1N 4937 L3, L4 TRANSFORMADOR
D5 DIAC DB3 o HT30 TOROIDAL
C1 CAPACITOR 47Uf/250V Q1, Q2 TRANSISTOR MJE12005
C2 CAPACITOR 0.01 Uf/250V R1 RESISTENCIA 100 kΩ ½ W
C3 CAPACITOR 0.33 Uf/400V R2, R3 RESISTENCIA 470 kΩ ½ W
C4, C5 CAPACITOR 0.01 Uf/630V R4,R5 RESISTENCIA 5.6 Ω ½ W
El principio básico de un balasto electrónico consiste en alimentar la lámpara en
alta frecuencia ( 33 kHz) lo que permite reducir el tamaño de la inductancia hasta
incluirla en el mismo dispositivo electrónico de hecho, a igualdad de efecto sobre
la lámpara, el valor de la inductancia (relación entre la fem y la corriente) es
inversamente proporcional a la frecuencia. Al imaginar un diagrama con tres
bloques: el primer bloque, está constituido por un filtro que impide que las

59
perturbaciones de alta frecuencia del dispositivo se introduzcan en la red de
alimentación. El segundo bloque, convierte la corriente alterna de 60 hz de la red,
en una corriente continua. El tercer bloque, está constituido por un circuito
oscilador amplificador de frecuencia, que permite alimentar la lámpara en alta
frecuencia y a una tensión apropiada.
4.16-ELABORACION DEL CIRCUITO IMPRESO
Elaboración del circuito impreso: una vez que se ha desarrollado el diseño del
circuito eléctrico, se realiza la unión entre componentes por medio de lo que
serán las pistas de cobre (Fig 5), en este proceso en particular recurrimos a la
serigrafía pues el circuito no es muy complejo, en lugar de hacerlo por método
fotográfico, el procedimiento es el siguiente:
Se elabora un primer dibujo con un programa informático, el cual se transmitirá
a la placa de cobre por medio de un proceso fotográfico o utilizando unas tiras de
película con círculos especiales para circuitos electrónicos conocido como
letraset, las cuales se implantan en la placa de fibra de vidrio que por un lado
contiene una capa de cobre.
CIRCUITO IMPRESO
Fig 5

60
4.17-ELABORACION DEL CIRCUITO IMPRESO CON SERIGRAFIA
1.- Se elabora un positivo de dicho dibujo.
2.-Se pasa este dibujo a una malla con un marco de madera que es
especial para serigrafía, en el cual se trata con una emulsión que dejara
solo libre el dibujo a través de la malla, de tal forma que al aplicar la
pintura en pasta solo se transmita a la placa las áreas donde queremos
conservar el cobre que formaran las pistas del circuito.
3.- Una vez que se ha secado la pintura se limpia la placa con alcohol
Isopropílico y se somete a la acción de una mezcla de cloruro férrico y
agua tibia, moviendo constantemente para que al reaccionar el cloruro con
el cobre que no tiene pintura, lo ataque dejando solo sobre la placa de
fibra de vidrio y el cobre cubierto por pintura; de esta forma se obtienen
las pistas que nos servirán para unir los componentes ( Fig7).
4.- Ya que se ha retirado todo el cobre de las áreas donde no se requiere,
se limpia la placa con solvente xilol, para la tinta de serigrafía y por ultimo
se vuelve a limpiar la placa con alcohol isopropílico para proceder a la
implantación de los componentes.
61
4.17.1-SERIGRAFIA DE COMPONENTES EN EL CIRCUITO IMPRESO
1.- Se elabora un positivo de dicho dibujo.
2.-Se pasa este dibujo a una malla con un marco de madera que es
especial para serigrafía, en el cual se trata con una emulsión que dejara
solo libre el dibujo a través de la malla, de tal forma que al aplicar la
pintura en pasta solo se transmita a la placa las áreas donde queremos
conservar dicho dibujo y se deja secar.
SERIGRAFIA DE COMPONENTES EN EL CIRCUITO IMPRESO
Fig.6
SERIGRAFIA DE COMPONENTES EN EL CIRCUITO IMPRESO
Fig.7
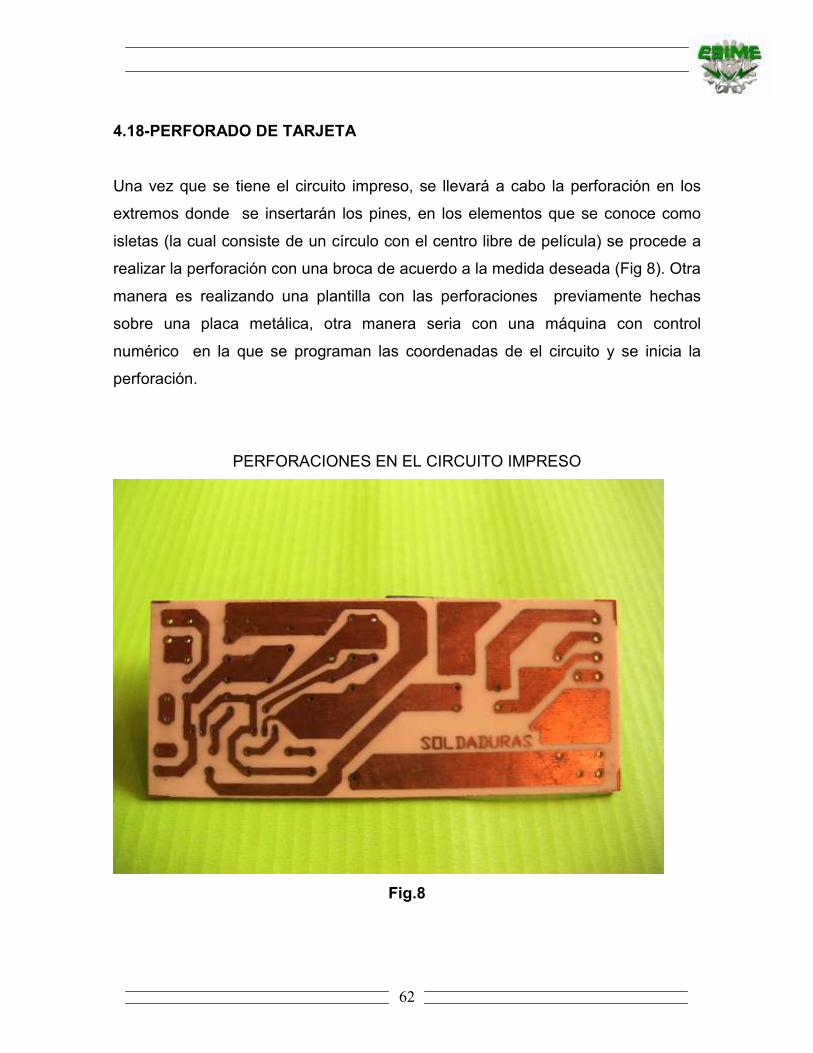
62
4.18-PERFORADO DE TARJETA
Una vez que se tiene el circuito impreso, se llevará a cabo la perforación en los
extremos donde se insertarán los pines, en los elementos que se conoce como
isletas (la cual consiste de un círculo con el centro libre de película) se procede a
realizar la perforación con una broca de acuerdo a la medida deseada (Fig 8). Otra
manera es realizando una plantilla con las perforaciones previamente hechas
sobre una placa metálica, otra manera seria con una máquina con control
numérico en la que se programan las coordenadas de el circuito y se inicia la
perforación.
PERFORACIONES EN EL CIRCUITO IMPRESO
Fig.8

63
4.19-PRUEBAS AL CIRCUITO IMPRESO
- Comprobar el aspecto físico.
- Verificar la adherencia del cobre realizando un cuadriculado con una
navaja o cuchilla, con cinta adhesiva o similar, pegar y jalar de manera
que el cobre no debe desprenderse en ningún cuadro de los
realizados con la navaja
- El grosor de las pistas
- Que no existan pistas en corto circuito
HOJA DE RESULTADO DE PRUEBAS AL CIRCUITO IMPRESO
CLIENTE SUPERVISOR FECHA LOTE No.
TARJETA
No,.
ASPECTO
FISICO
ADHERENCIA DEL COBRE CORTO
CIRCUITO
ANCHO Y
GROSOR DE
PISTA
CONTROL DE CALIDAD PRODUCCION TECNICO
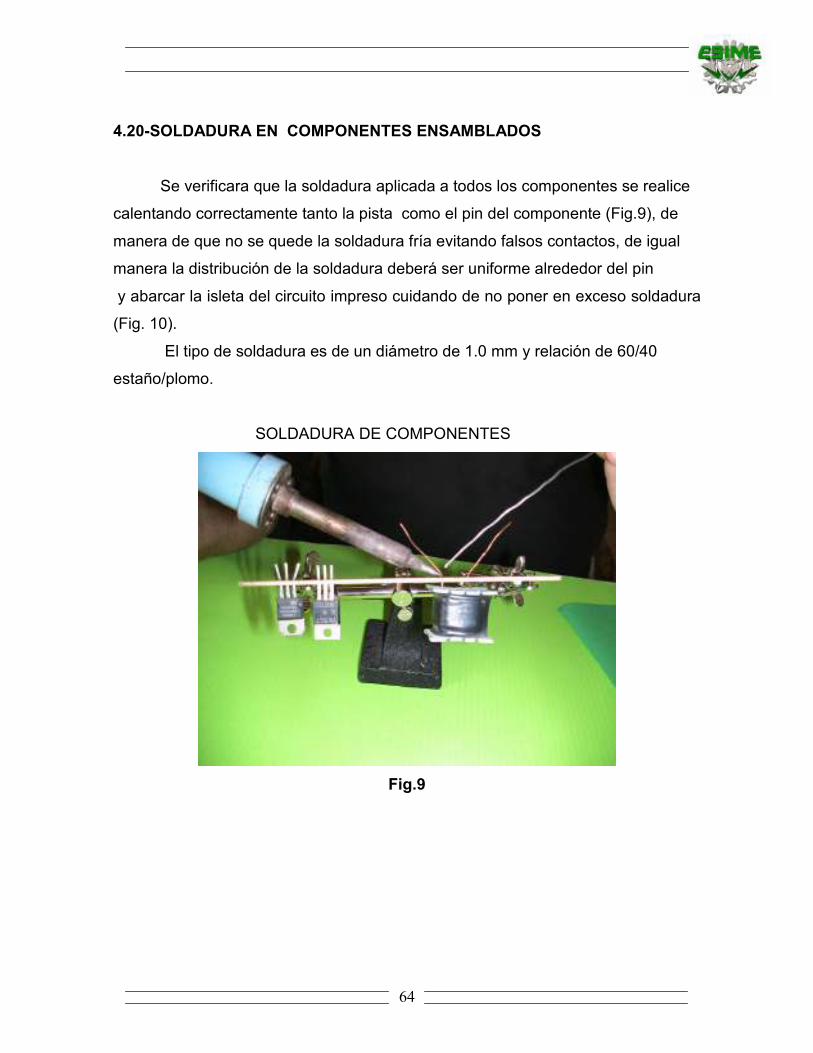
64
4.20-SOLDADURA EN COMPONENTES ENSAMBLADOS
Se verificara que la soldadura aplicada a todos los componentes se realice
calentando correctamente tanto la pista como el pin del componente (Fig.9), de
manera de que no se quede la soldadura fría evitando falsos contactos, de igual
manera la distribución de la soldadura deberá ser uniforme alrededor del pin
y abarcar la isleta del circuito impreso cuidando de no poner en exceso soldadura
(Fig. 10).
El tipo de soldadura es de un diámetro de 1.0 mm y relación de 60/40
estaño/plomo.
SOLDADURA DE COMPONENTES
Fig.9

65
SOLDADURA UNIFORME EN CADA PIN
Fig. 10

66
4.21-PRUEBAS ELECTRICAS
Verificar el consumo total de potencia en watts.
Si el balastro es de 2 x 32 watts serian 64 watts de potencia en las lámparas más
un 10% de energía calorífica aproximadamente.
Verificar a la salida del puente rectificador, la rectificación adecuada de la señal
de entrada y valores de voltaje y el tipo de señal.
Comprobar a la salida del circuito convertidor valores de voltaje y el tipo de señal.
Comprobar en la salida del circuito oscilador los valores de voltaje y tipo de señal.
Comprobar el encendido de las lámparas de prueba.
CLIENTE SUPERVISOR FECHA LOTE No.
EQUIPO
No.
voltaje corriente Cálculo de potencia p=V I Frecuencia señal
CONTROL DE
CALIDAD
PRODUCCION TÈCNICO

67
4.22-GABINETE METALICO
Verificar que los dobleces estén a escuadra
Que las soldaduras estén rebajadas con esmeril o lima, para que no queden
partes filosas, también se deben redondear las esquinas (Fig.11)
Verificar las medidas ancho, largo y alto.
GABINETE METALICO PARA EL BALASTRO
Fig. 11
4.23-PINTURA
Verificar el decapado del metal y limpieza antes de aplicar la base.
Verificar que se haya realizado la aplicación de la base primer.

68
Verificar la aplicación de la pintura realizando una prueba de cuadriculado
similar a la aplicada en el cobre.
Una vez fabricado el lote pasarán por el área de control de calidad para su
Identificación y para que se realicen las pruebas necesarias, las cuales pueden
ser por muestro aleatorio marcando el porcentaje de rechazo, definiendo el
Universo del lote a probar.
4.24-PROCEDIMIENTO PARA EL DOBLADO Y MONTAJE DE
COMPONENTES
• COMPONENTE: DIODO RECTIFICADOR Y RESISTENCIAS
NOTA IMPORTANTE 1. Como estos componentes están dimensionados en el
circuito impreso del mismo tamaño, se doblaran por esta única vez a la misma
distancia (1.2cm). ( Fig 12)
PINZA PARA DOBLAR COMPONENTES
Fig.12
NOTA IMPORTANTE 2. Todas las resistencias tendrán la franja del color de la
tolerancia para un mismo lado, igualmente los diodos con la franja de identificación

69
para respetar la polaridad cuando se introduzcan en los orificios del circuito
impreso.
PRIMER PASO:
Se identifican los dos tipos de resistencias de acuerdo a su valor y se
procede a doblarlas a la distancia indicada de 1.2 cm. una vez que están
centradas en las pinzas para este fin (Fig. 13).
RESISTENCIA
Fig.13
SEGUNDO PASO:
Los diodos rectificadores se doblan a la misma distancia con las mismas
pinzas (Fig. 14), una vez colocado el componente en el circuito impreso del lado
de componentes se separan los pines aproximadamente medio centímetro para
evitar que se salgan de las perforaciones.
DIODO
Fig. 14

70
TERCER PASO:
Después de colocar los componentes, se voltea el circuito para exponer hacia arriba
el lado de soldadura y se procede a soldar cada uno de los componentes respetando el
procedimiento para soldar.
COMPONENTE: INDUCTANCIA
Fig.15
PRIMER PASO:
Identifica el inductor, después se introduce en las perforaciones de la placa
de fibra de vidrio, del lado de los componentes, respetando la polaridad del
diagrama eléctrico, una vez colocado el componente se separan los pines ( puntos
de contacto de los componentes) del mismo aproximadamente medio centímetro,
para evitar que se salgan de las perforaciones o pierdan su posición, tratando de
cuidar que siempre tengan las mismas distancias de separación entre el impreso y
la parte inferior del diodo. 1 Al pie de pagina
1 Fig. 15 Muestra los componentes inductores

71
SEGUNDO PASO:
Una vez que se colocan los componentes, se voltea el circuito para exponer
hacia arriba el lado de soldadura y se procede a soldar cada uno de los
componentes respetando el procedimiento de soldado evitando soldaduras frías o
abultamiento de soldadura por exceso de la misma.
TERCER PASO:
Se instala el seguro o se fija el componente con silicón.
4.25-PROCEDIMIENTO PARA EL BARNIZADO DEL CIRCUITO IMPRESO
ENSAMBLADO
COMPONENTE: CIRCUITO IMPRESO ENSAMBLADO
PRIMER PASO:
Ya que se encuentren todos los componentes montados, se procede a
cubrir los pines de contacto con un poco de cinta adhesiva (masking tape) para
evitar que haya falsos contacto
SEGUNDO PASO:
Cuando se tiene el circuito impreso cubierto se procede a aplicar una capa
de barniz uniformemente por el lado de la soldadura, dejando secar al aire

72
4.26-CIRCUITO IMPRESO LADO COMPONENTES Y MASCARILLA
DEL BALASTRO
Circuito impreso con agujeros para la implantación de los componentes del
balastro por un lado y por el otro la mascarilla con la identificación de los
componentes.
4.27-CIRCUITO IMPRESO LADO SOLDADURA
Circuito impreso de una cara con agujeros para la implantación de los
componentes y preferentemente estañado.
4.28-GABINETE METALICO
Gabinete metálico (Fig.16) de acero al carbón con las dimensiones
siguientes: Largo 13.5 cm, ancho 5.5 cm, alto 3.5 cm.
GABINETE
Fig.16
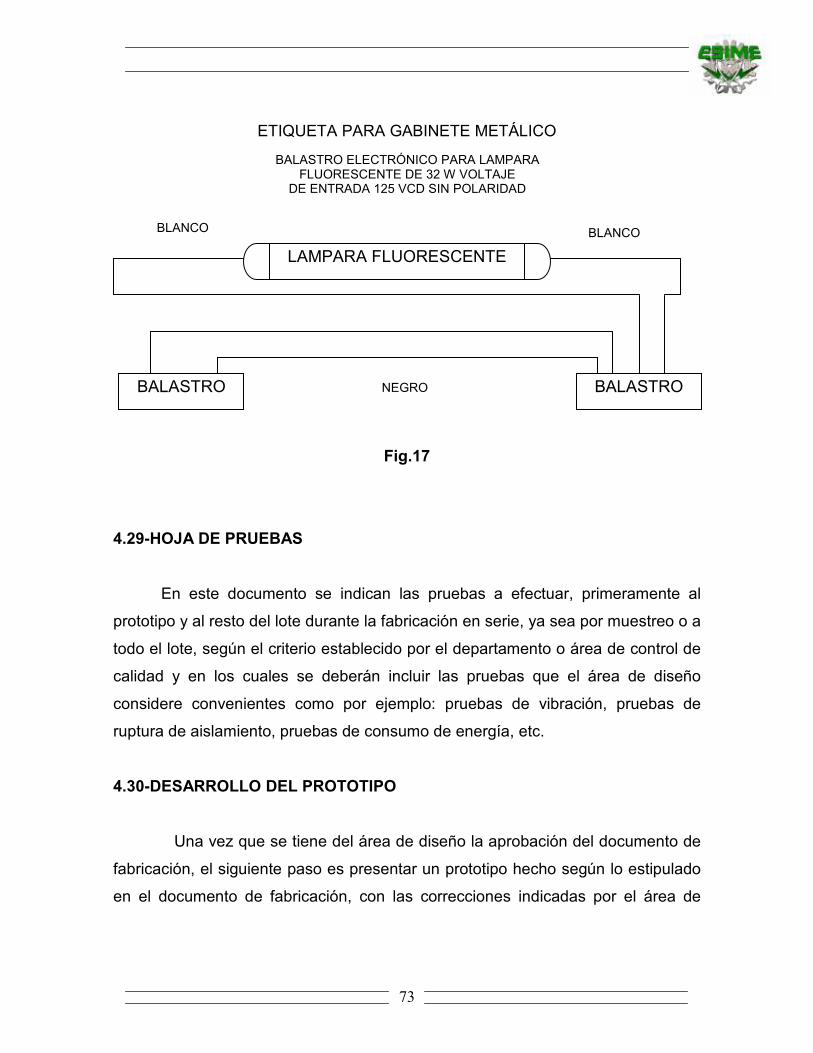
73
ETIQUETA PARA GABINETE METÁLICO
Fig.17
4.29-HOJA DE PRUEBAS
En este documento se indican las pruebas a efectuar, primeramente al
prototipo y al resto del lote durante la fabricación en serie, ya sea por muestreo o a
todo el lote, según el criterio establecido por el departamento o área de control de
calidad y en los cuales se deberán incluir las pruebas que el área de diseño
considere convenientes como por ejemplo: pruebas de vibración, pruebas de
ruptura de aislamiento, pruebas de consumo de energía, etc.
4.30-DESARROLLO DEL PROTOTIPO
Una vez que se tiene del área de diseño la aprobación del documento de
fabricación, el siguiente paso es presentar un prototipo hecho según lo estipulado
en el documento de fabricación, con las correcciones indicadas por el área de
BALASTRO ELECTRÓNICO PARA LAMPARA FLUORESCENTE DE 32 W VOLTAJE
DE ENTRADA 125 VCD SIN POLARIDAD
LAMPARA FLUORESCENTE
BLANCO BLANCO
BALASTRO BALASTRO NEGRO

74
diseño si es que las hubiera, en este prototipo se deberán seguir al pie de la letra
todas las indicaciones y características que se incluirán en la fabricación en serie.
Este prototipo (Fig.18) puede ser la cabeza de serie de la fabricación o se
puede conservar para un catálogo de productos.
PROTOTIPO
Fig.18
75
4.31-PRUEBAS AL PROTOTIPO
Las pruebas a realizar al prototipo serán en principio las siguientes:
• Pruebas de funcionamiento en condiciones normales.
• Pruebas de funcionamiento dentro de los rangos de temperatura
definidos en la especificación técnica.
• Verificación del efecto de corto circuito franco entre pistas
conductoras vecinas.
• Estudio de efectos de capacidades parásitas entre pistas conductoras
vecinas.
• Pruebas específicas relacionadas con el entorno de la ubicación del
dispositivo, por ejemplo, de vibración, humedad, choque térmico. Etc.
Si durante las pruebas al prototipo surgen problemas debidas a ellas, esto
podrá tener como consecuencia una nueva solicitud para la fabricación de otro u
otros prototipos suplementarios.
4.32-ENVIÓ DEL RESULTADO DE LAS PRUEBAS AL AREA DE DISEÑO
4.33-PRUEBAS A REALIZAR
a) prueba de luminosidad.
b) prueba de consumo de energía.
c) pruebas mecánicas de montaje.
Una vez que se tienen los resultados de las pruebas el área de diseño, las
deberá retransmitir a producción, en el mejor plazo para que este realice las
modificaciones necesarias, si existieran; y así poder comenzar la fabricación de

76
lote, en el caso de que las correcciones sean demasiadas se deberá analizar y de
ser necesario cambiar la concepción misma del dispositivo a suministrar.
4.34-DOCUMENTO DE RECEPCION DEL BALASTRO.
Pruebas eléctricas
1.-Medición de corriente
Con fuente de alimentación de 127 vac. Energizar y medir la corriente consumida
por el balastro, esta no debe ser mayor a 0.55A.con una frecuencia de operación
de 33khz
2.-Potencia consumida
Del valor de corriente obtenida en la prueba anterior, el cálculo de la potencia
deberá ser inferior a 70 watts.
3.-Variación de la alimentación
Con una fuente variable, variar la alimentación en el rango de -15 a +10 % del
voltaje de alimentación.

77
HOJA DE RESULTADOS PARA EL CONTROL DE CALIDAD FECHA: _________________________ TÉCNICO: ______________________
PRUEBAS______________________________________________________________________
PIEZA
No_____ PIEZA
No_____ PIEZA
No_____ PIEZA
No_____ PIEZA
No_____ MEDICIÓN DE CORRIENTE DEL BALASTRO
MEDICIÓN DE VOLTAJE A LA SALIDA
MEDICION Y CALCULO DE LA POTENCIA
MEDICION DE LA INTENSIDAD LUIMNOSA
OBSERVACIONES
_______________________________________________________________________________
_______________________________________________________________________________
_______________________________________________________________________________

78
CAPITULO 5 EVALUACIÓN DE RESULTADOS
Al finalizar la fabricación y la recepción de la totalidad de los balastros por parte
del área responsable, los resultados podrían agruparse en las siguientes
categorías.
5.1-MERCADO NACIONAL
Para el mercado, los resultados obtenidos fueron considerados como
buenos; de manera indicativa citaremos brevemente algunos de ellos:
• Ahorro de energía eléctrica
Los balastros antiguos están fabricados para alimentar lámparas
fluorescentes normales que consumían mayor cantidad de energía y
de watts.
• Con el balastro electrónico y lámparas ahorradoras se obtuvo un
ahorro en energía eléctrica del 25 % con respecto al balastro
antiguo. El costo de la adquisición de los nuevos balastros y
lámparas se amortizara en 5 meses aproximadamente por el ahorro
de energía alcanzado.
• Mayor disponibilidad de los dispositivos debido al mayor tiempo de
vida de la lámpara y menor consumo de corriente.
• Menor intervención en el mantenimiento.

79
5.2-EXPERIENCIA EN FABRICACION
Por parte del personal de producción, encargado de la fabricación, estos
aprendieron a elaborar un producto con las normas y las exigencias de una
empresa de primer nivel, lo cual causa que el personal se sienta capaz y seguro
para cualquier proyecto de fabricación utilizando componentes electrónicos.
A nivel curricular una vez finiquitado este proyecto, la Empresa puede
colocarse como proveedor del mercado nacional para balastros electrónicos.

80
CONCLUSIONES
Después de realizar este trabajo de Proyecto, desarrollo y fabricación, con
la experiencia obtenida al ir desarrollando, los procedimientos así como las
actividades podemos concluir lo siguiente:
Al comparar los balastros ferromagnéticos con lámparas normales,
originalmente instalados en diferentes inmuebles contra los balastros de nuestro
diseño, y después de haber hecho una evaluación de los resultados obtenidos, se
puede concluir que el balastro diseñado y elaborado por nosotros, si cumplió con
todos los puntos propuestos para mejorar y economizar la energía, y utilizando los
productos del mercado nacional, se pueden integrar a las instalaciones existentes
sin demérito o riesgo de los objetivos en materia de seguridad y disponibilidad,
apoyando así al ahorro de energía.
El balastro electrónico es un poco más caro que el estándar, pero tiene
ventajas:
• Es más pequeño y ligero, con lo que es más fácil de ocultar.
• Apenas se calienta, con lo que puede ir en un lugar sin ventilación.
• Consume un 25% menos de energía que el balastro electromagnético.
• Las lámparas duran un 50% más.
• Carece del efecto estroboscópico normalmente asociado a los
fluorescentes.
• Protege a los fluorescentes contra sobrecargas de la red.
• Mantiene la iluminación en las variaciones de tensión.
Otra conclusión igual de importante es que la administración de proyectos
debe ser parte fundamental de cualquier proyecto, ya sea que se ejecute
actualmente o que se presente a futuro. Si tomamos a la administración de
proyectos como parte de nuestro quehacer cotidiano en nuestra empresa, esto
traerá muchos beneficios, citaremos algunos.

81
Para el propietario de una empresa el desarrollo y la fabricación de
BUENOS PRODUCTOS significa, buenos ingresos económicos a su planta,
presencia sostenida en el mercado, buena relación de trabajo con sus clientes,
además para el empresario es de vital importancia mantener la fuente de trabajo
de los empleados, desarrollando el trabajo en equipo encontrando entre el
personal el puesto donde se desempeñan mejor, desarrollando así en cada
trabajador el perfil idóneo de acuerdo a su capacidad y conocimiento, garantizar
los salarios quincenales, cubrir puntualmente las cuotas patronales de los
trabajadores en tiempo y evitar recargos innecesarios.
De ahí que debe valorarse en su real dimensión a la administración de
proyectos, y hacerla parte de nuestra actividad diaria, para beneficio propio y de la
empresa.
82
GLOSARIO
Aislante
Cuerpos malos conductores de la electricidad
Ánodo Electrodo positivo
Bobina
Componente de un circuito eléctrico formado por un
alambre aislado que se enrolla en forma de hélice con un
paso igual al diámetro del alambre.
Candela
Unidad de intensidad luminosa en una dirección
determinada, de una abertura cuya superficie tenga 1/60
centímetros cuadrados y sea perpendicular a dicha
dirección difundiéndose como un radiador integral a la
temperatura de solidificación del platino.
Cátodo Electrodo negativo
Condensador o
capacitor
Sistema de dos conductores separados por una lámina
dieléctrica, que sirve para almacenar cargas eléctricas.
Dieléctrico
Material poco conductor a través del cual se ejerce la
inducción eléctrica.
Diodo
Válvula electrónica empleada como rectificador, que consta
de un ánodo y un cátodo.
Disponibilidad
Relación de tiempo en funcionamiento con respecto al
tiempo de falla
83
Electrodo
Extremo de un conductor en contacto con un medio, al que
lleva o recibe una corriente eléctrica.
Electromagnética
Producción de una fuerza electromotriz en un conductor por
influencia de un campo magnético.
Espectro luminoso
Banda matizada de los colores del iris, que resulta de la
descomposición de la luz blanca a través de un prisma o de
otro cuerpo de refracción
Estroboscopio
Efecto producido por la frecuencia de trabajo en la luz en
forma de destellos regularmente espaciados.
Fotón
Cada una de las partículas que constituyen la luz y, en
general, la radiación electromagnética en aquellos
fenómenos en que se manifiesta su naturaleza corpuscular.
Impedancia Relación entre la tensión alterna aplicada a un circuito y la
intensidad de la corriente producida se mide en ohms.
Incandescente
Dicho generalmente de un metal: enrojecido o blanqueado
por la acción del calor
Inducción
Producir a distancia en otros cuerpos fenómenos eléctricos
o magnéticos.
Inductancia
Relación entre la fuerza electromotriz producida en una
bobina y la variación de la corriente, se mide en henrios
Ion
Átomo o grupo de átomos con una carga eléctrica positiva
o negativa.

84
Ionizante
Flujo de partículas o fotones con suficiente energía para
producir iones que atraviesan una sustancia.
Longitud de onda
Distancia entre dos puntos correspondientes a una misma
fase en dos ondas consecutivas
Lumen
Unidad de flujo luminoso del Sistema Internacional, que
equivale al flujo luminoso emitido por una fuente puntual
uniforme situada en el vértice de un ángulo sólido de
estereorradián y cuya intensidad en una candela
Luminiscencia Propiedad de despedir luz sin elevación de temperatura.
Perturbaciones
electromagnéticas
Trastorno de las acciones mutuas entre corrientes y los
imanes
Pines Puntos de contacto de cualquier elemento o componente
Radiación
Energía ondulatoria o partículas materiales entre corrientes
y los imanes que se propagan a través del espacio.
Reactancia
Impedancia ofrecida por un circuito eléctrico en el que
existe inducción o capacidad, sin resistencia, se mide en
ohms.
Rectificar Convertir la corriente alterna en corriente continua.
Refracción
Propiedad que tienen algunos cristales de duplicar las
imágenes de los objetos.

85
Resistencia
Elemento que se intercala en un circuito eléctrico para
dificultar el paso de la corriente o para hacer que esta se
transforme en calor.
Semiconductor Se dice de las sustancias aislantes, como el germanio y el
silicio, que se transforman en conductores por la adición de
determinadas impurezas. Se usan en la fabricación de
transistores, chips, etc.
Transformador
Aparato eléctrico para convertir corriente alterna de alta
tensión y débil intensidad en otra de baja tensión y gran
intensidad, o viceversa.
Transistor
Semiconductor provisto de tres o más electrodos que sirven
para rectificar y amplificar los impulsos eléctricos.
Vatio ( Watt)
Unidad de potencia eléctrica del Sistema Internacional, que
equivale a un julio por segundo.

86
BIBLIOGRAFÍA
℘℘℘℘ Edminister, Serie Schaum’s. Circuitos Eléctricos, Ed. McGraw Hill, Inc. 1995, ISBN 0-07-018999-4
℘℘℘℘ www.es.wikipedia.org
℘℘℘℘ www.inegi.gob.mx
℘℘℘℘ www.te.ipn.mx
℘℘℘℘ www.ul.argentina.com
℘℘℘℘ http://usuarios,lycos.es/vrkb3kou/hobbies.14.html

87
ANEXO
COMPONENTES INDUCTORES

88
COMPONENTES
CIRCUITO IMPRESO

89
MONTAJE Y SOLDADURA DE COMPONENTES
CIRCUITO ARMADO

90
MONTAJE EN EL GABINETE