
ESCUELA SUPERIOR POLITECNICA DEL LITORALblog.espol.edu.ec/econde/files/2013/02/PROYECTO... · Por...
32
ESCUELA SUPERIOR POLITECNICA DEL LITORAL FACULTAD DE INGENIERÍA ELÉCTRICA Y COMPUTACIÓN LABORATORIO DE CONTROLES INDUSTRIALES ELÉCTRICOS “PROYECTO LAVADORA AUTOMÁTICA” INTEGRANTES: Erick Conde Milton Cuenca PROFESOR: MSc. Otto Alvarado Moreno FECHA: 16 de Enero del 2013 GRUPO: 2 PARALELO: 04 2DO TÉRMINO 2012-2013
Transcript of ESCUELA SUPERIOR POLITECNICA DEL LITORALblog.espol.edu.ec/econde/files/2013/02/PROYECTO... · Por...
ESCUELA SUPERIOR POLITECNICA DEL LITORAL
FACULTAD DE INGENIERÍA ELÉCTRICA Y COMPUTACIÓN
LABORATORIO DE CONTROLES INDUSTRIALES ELÉCTRICOS
“PROYECTO LAVADORA AUTOMÁTICA”
INTEGRANTES:
Erick Conde
Milton Cuenca
PROFESOR:
MSc. Otto Alvarado Moreno
FECHA:
16 de Enero del 2013
GRUPO: 2
PARALELO: 04
2DO TÉRMINO
2012-2013
pág. 1
Contenido 1. INTRODUCCION ........................................................................................................................ 2
2. OBJETIVOS ................................................................................................................................. 3
3. DESCRIPCION DEL PROYECTO ................................................................................................. 3
4. EQUIPOS Y MATERIALES DEL LABORATORIO ........................................................................ 3
5. EQUIPOS Y MATERIALES PARA LA MAQUETA ....................................................................... 3
6. FUNDAMENTOS TEÓRICOS ...................................................................................................... 4
7. DIAGRAMAS ESQUEMÁTICOS ................................................................................................. 11
7.1 CIRCUITO DE FUERZA ........................................................................................................... 11
7.2 CIRCUITO DE CONTROL (LÓGICA DE RELÉS) ........................................................................ 12
7.3 CIRCUITO DE CONTROL (P.L.C) ............................................................................................ 15
7.4 DIAGRAMA DE CABLEADO FISICO ....................................................................................... 16
7.5 CONFIGURACIÓN DE LA PANTALLA TÁCTIL (Simatic Wincc Flexible) ............................... 17
8. EVALUACIÓN DE COSTOS ........................................................................................................ 23
9. CONCLUSIONES ........................................................................................................................ 23
10. RECOMENDACIONES ........................................................................................................... 24
11. ANEXOS ................................................................................................................................ 24
11.1 Datos de interés ................................................................................................................... 24
11.2 Curvas de interés ................................................................................................................. 25
11.3 Datos de placa ..................................................................................................................... 27
11.4 Fotos de la simulación de la maqueta ................................................................................ 27
11.5 Fotos del proyecto terminado ............................................................................................. 30
pág. 2
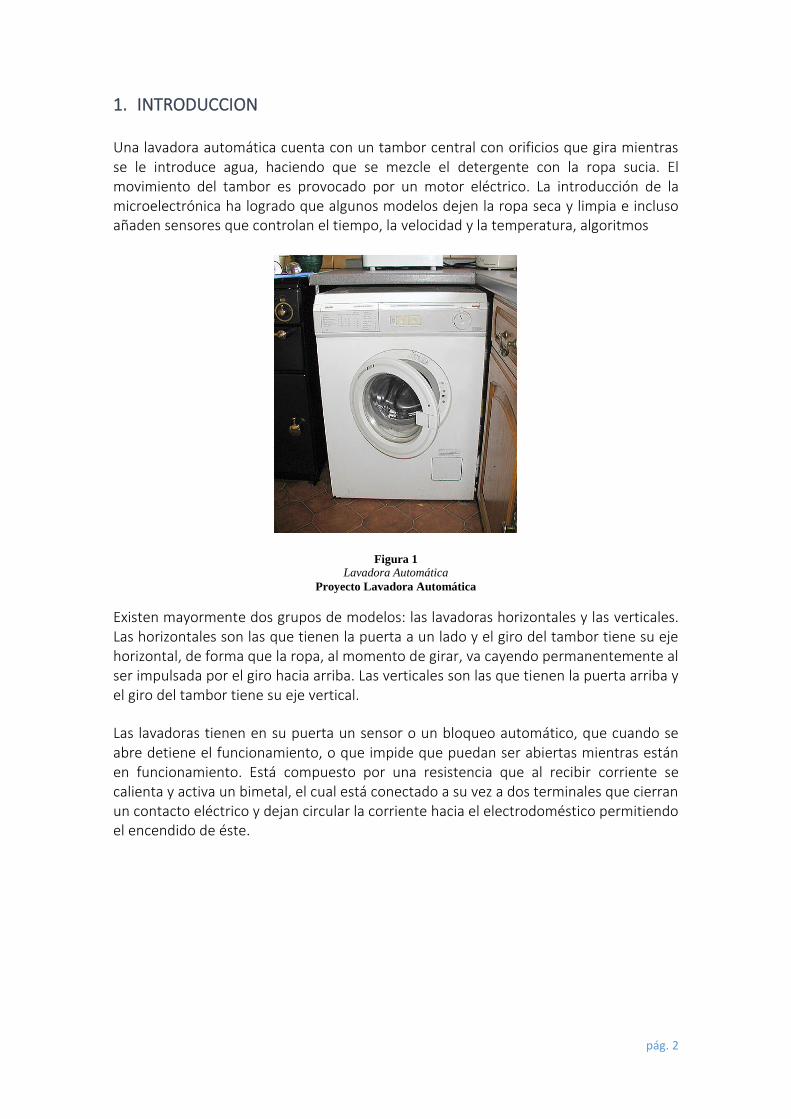
1. INTRODUCCION
Una lavadora automática cuenta con un tambor central con orificios que gira mientras se le introduce agua, haciendo que se mezcle el detergente con la ropa sucia. El movimiento del tambor es provocado por un motor eléctrico. La introducción de la microelectrónica ha logrado que algunos modelos dejen la ropa seca y limpia e incluso añaden sensores que controlan el tiempo, la velocidad y la temperatura, algoritmos
Figura 1
Lavadora Automática
Proyecto Lavadora Automática
Existen mayormente dos grupos de modelos: las lavadoras horizontales y las verticales. Las horizontales son las que tienen la puerta a un lado y el giro del tambor tiene su eje horizontal, de forma que la ropa, al momento de girar, va cayendo permanentemente al ser impulsada por el giro hacia arriba. Las verticales son las que tienen la puerta arriba y el giro del tambor tiene su eje vertical.
Las lavadoras tienen en su puerta un sensor o un bloqueo automático, que cuando se abre detiene el funcionamiento, o que impide que puedan ser abiertas mientras están en funcionamiento. Está compuesto por una resistencia que al recibir corriente se calienta y activa un bimetal, el cual está conectado a su vez a dos terminales que cierran un contacto eléctrico y dejan circular la corriente hacia el electrodoméstico permitiendo el encendido de éste.
pág. 3
2. OBJETIVOS
– Aplicar los conocimientos adquiridos en las materias Controles Industriales Eléctricos y Laboratorio de Controles Industriales Eléctricos.
– Diseñar e implementar el circuito de fuerza y control para la simulación del proceso de una lavadora automática
– Uso de tablero Tablero Didáctico de Automatismo Simatic y el panel de control Hampden H-REM-ACDC-MC Motor Controller
– Programar en el PLC Simatic S7-200 con el STEP 7 Microwin SP6. – Realizar la implementación física de una lavadora automatica
3. DESCRIPCION DEL PROYECTO Este proyecto consiste en la simulación del proceso de lavado y secado que realiza una
lavadora automática el cual se indicara mediante luces de señalización, además simular
la parte dinámica que realiza durante todo el proceso para ello se utilizará motores
dahlander.
Todo el proceso será controlado a través de la pantalla táctil del tablero TDAS, también
se podrá hacer un control de velocidad en los motores con la ayuda del variador de
frecuencia de este tablero, esto permitirá elegir para que tipo de ropa se va a realizar el
lavado y secado
4. EQUIPOS Y MATERIALES DEL LABORATORIO
– 1 Panel de control Hampden modelo H-REM-ACDC-MC Motor Controller – 1 Tablero Didáctico de Automatismo Simatic, PLC Simatic S7200 – 1 Interfase hombre máquina (HMI) o pantalla táctil. – 1 Computador con software Microwin Step 7 para PLC y WinCC Flexible para
Pantalla táctil – 1 Motor Dahlander 20839 (Polos consecuentes 3.5/4.75 Amp. - 1680/3390 rpm). – Cables para control y fuerza. – 1 Variador de velocidad SINAMICS G110.
5. EQUIPOS Y MATERIALES PARA LA MAQUETA
– 1 balde de plástico – Tablas de playwood – Ruedas
pág. 4
6. FUNDAMENTOS TEÓRICOS
CONTROL Y COMPONENTES DE CONTROL
Como sabemos en todo proceso industrial la máquina constituye una parte vital. Con
los requerimientos de que la producción sea más rápida posible, y además hacer que las
funciones que desempeñan las máquinas también sean diversas, realizando por ende
los motores varias operaciones. Es necesario realizar un sistema de control con el
objetivo de regular dicho proceso.
Se debe tener presente, que un sistema de control esta supeditado a los
requerimientos de funcionamiento del motor o motores controlados.
CONTROL: Por control se entiende el proceso de gobierno, mando, regulación de las
diversas funciones del motor o máquina. Entre las funciones de control de motor
tenemos: controlar la energización del motor, la desconexión, la dirección de rotación
(derecha – izquierda), la velocidad.
COMPONENTES DE CONTROL: Comprende todos los elementos que se utilizan para
gobernar las funciones que rigen a los motores o máquinas.
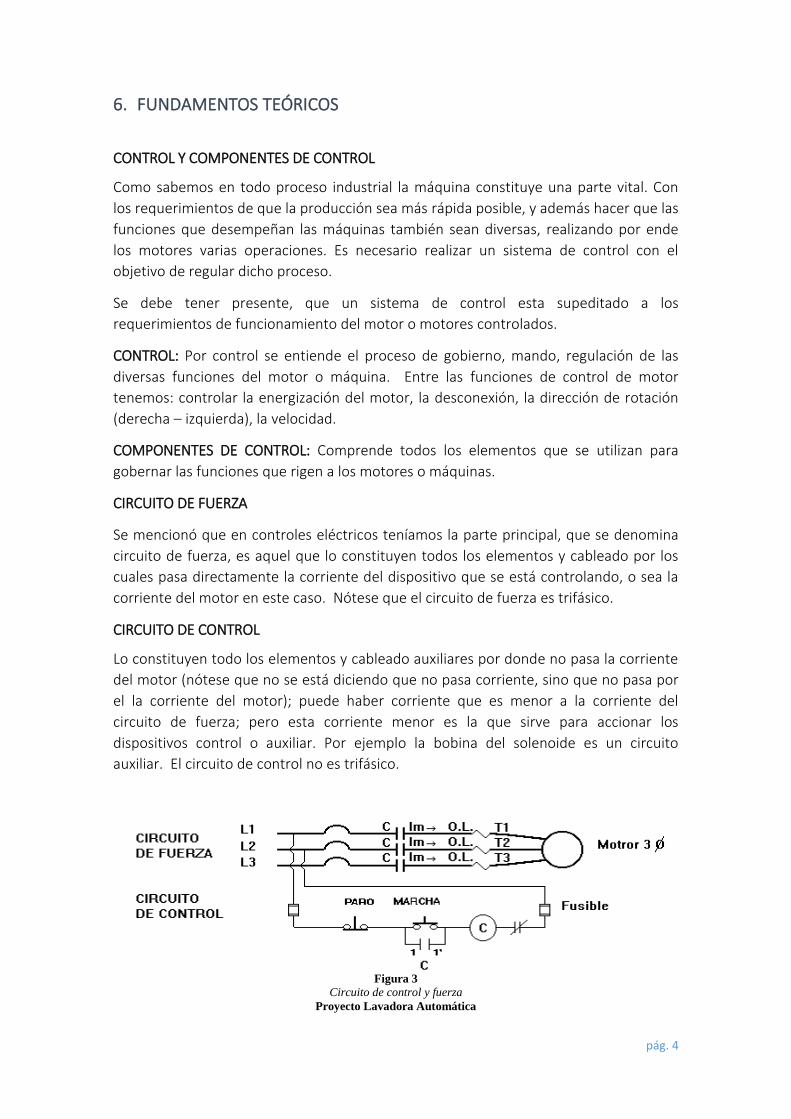
CIRCUITO DE FUERZA
Se mencionó que en controles eléctricos teníamos la parte principal, que se denomina
circuito de fuerza, es aquel que lo constituyen todos los elementos y cableado por los
cuales pasa directamente la corriente del dispositivo que se está controlando, o sea la
corriente del motor en este caso. Nótese que el circuito de fuerza es trifásico.
CIRCUITO DE CONTROL
Lo constituyen todo los elementos y cableado auxiliares por donde no pasa la corriente
del motor (nótese que no se está diciendo que no pasa corriente, sino que no pasa por
el la corriente del motor); puede haber corriente que es menor a la corriente del
circuito de fuerza; pero esta corriente menor es la que sirve para accionar los
dispositivos control o auxiliar. Por ejemplo la bobina del solenoide es un circuito
auxiliar. El circuito de control no es trifásico.
Figura 3
Circuito de control y fuerza
Proyecto Lavadora Automática

pág. 5
C
Se puede tener un sistema de control eléctrico muy complejo, se debe ubicar dos
grandes subsistemas: el sistema principal que serán todos los elementos y cableados
por donde pasa la una corriente grande, el resto del sistema de control sería el sistema
auxiliar, por allí no pasa ninguna corriente del motor. En otras palabras desde el punto
de vista de funcionalidad la parte de fuerza es la que va ser controlada o gobernada, y la
parte auxiliar de control es la que va encargar de gobernar a la parte del circuito de
fuerza.
CONTACTOR
Es un componente o dispositivo que tiene por objetivo establecer o interrumpir el paso
de corriente, ya sea en el circuito de potencia o en el circuito de mando, tan pronto se
energice la bobina (en el caso de ser contactores instantáneos). Un contactor está
diseñado para un elevado número de maniobras.
Figura 4
Contactores
Proyecto Lavadora Automática
RELÉ DE TIEMPO
Se lo denomina también temporizador, es un aparato mediante el cual, se puede
regular la conexión ó desconexión de un circuito eléctrico pasado un tiempo desde que
se le dio dicha orden, es decir se lo utiliza frecuentemente cuando se requiere controlar
un sistema eléctrico que tiene que cumplir una secuencia con tiempos.
Es importante mencionar que los dos últimos elementos mencionados no estarán
presentes físicamente en el proyecto, sino de forma vitual.
Figura 5
Relé de tiempo
Proyecto Lavadora Automática

pág. 6
CONTROL DE VELOCIDAD DE LOS MOTORES C.A
Hasta la llegada de los controladores en estado sólido modernos, los motores de
inducción en general no eran máquinas adecuadas para aplicaciones que requieran un
considerable control de velocidad. El intervalo de operación normal de un motor de
inducción regular (clase A, B y C) está confinado a un deslizamiento de menos de 5% y
la variación de velocidad en este intervalo es más o menos directamente proporcional a
la carga en el eje del motor. Incluso si se pudiera aumentar el deslizamiento, la
eficiencia del motor se vería afectada, puesto que las pérdidas en el cobre del rotor son
directamente proporcionales al deslizamiento del motor.
El control de velocidad de un motor de corriente alterna se lo puede realizar:
-Cambiando la Frecuencia eléctrica
-Cambiando Voltaje
-Cambiando el número de polos de la máquina
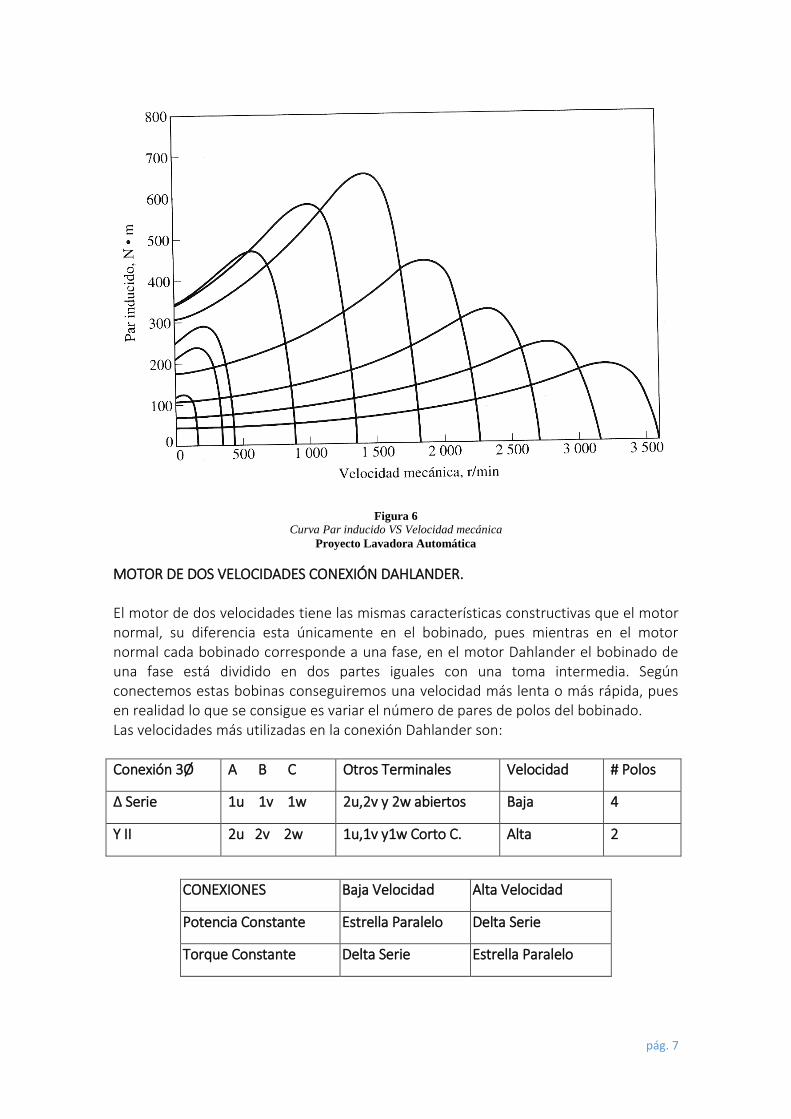
CONTROL DE VELOCIDAD MEDIANTE EL CAMBIO DE LA FRECUENCIA DE LA LÍNEA
Si se cambia la frecuencia eléctrica aplicada al estator de un motor de inducción, la tasa
de rotación de sus campos magnéticos 𝐧𝐬𝐢𝐧𝐜cambiará en proporción directa en la
frecuencia eléctrica y el punto de vacío sobre la curva de la característica par-velocidad
cambiará con ella.
La velocidad síncrona del motor en condiciones nominales se conoce como velocidad
base. Si se utiliza el control de frecuencia variable, se puede ajustar la velocidad del
motor por arriba o por debajo de la velocidad base.
De esta manera:
Si aumentamos la frecuencia aumenta la velocidad síncrona y por lo tanto la velocidad
de operación.
Si disminuimos la frecuencia disminuye la velocidad síncrona y por lo tanto la velocidad
de operación
pág. 7
Figura 6
Curva Par inducido VS Velocidad mecánica
Proyecto Lavadora Automática
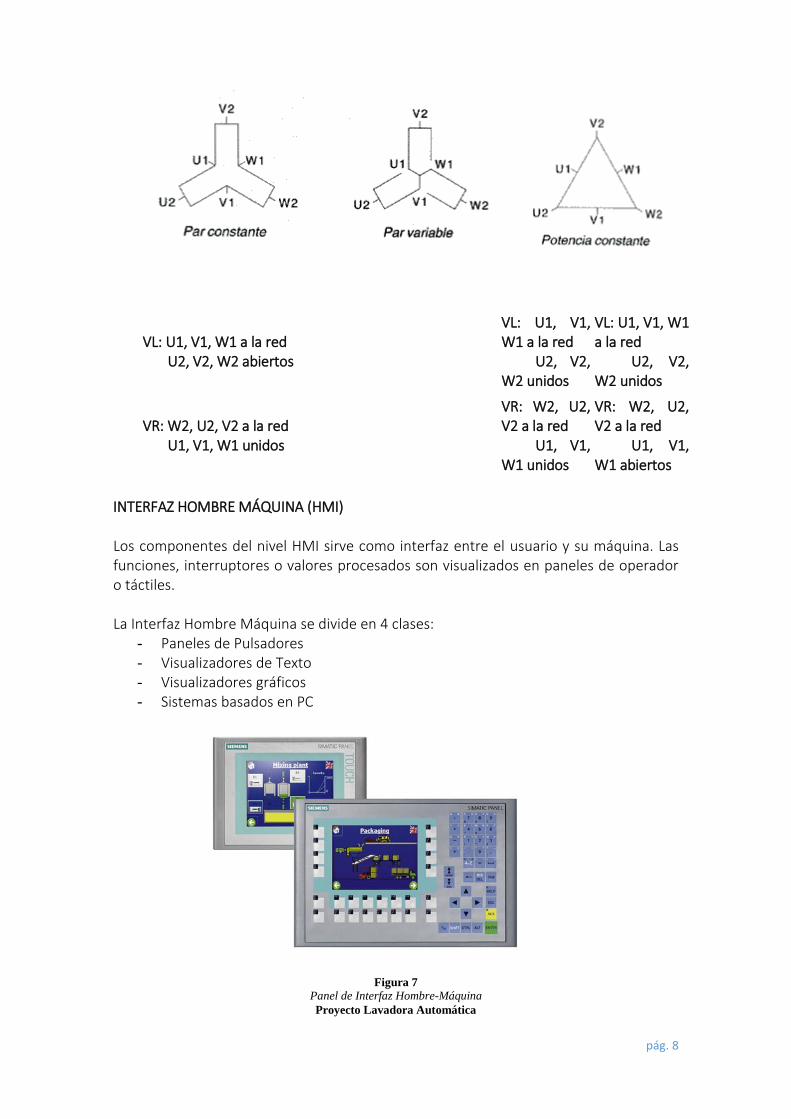
MOTOR DE DOS VELOCIDADES CONEXIÓN DAHLANDER. El motor de dos velocidades tiene las mismas características constructivas que el motor normal, su diferencia esta únicamente en el bobinado, pues mientras en el motor normal cada bobinado corresponde a una fase, en el motor Dahlander el bobinado de una fase está dividido en dos partes iguales con una toma intermedia. Según conectemos estas bobinas conseguiremos una velocidad más lenta o más rápida, pues en realidad lo que se consigue es variar el número de pares de polos del bobinado. Las velocidades más utilizadas en la conexión Dahlander son: Conexión 3Ø A B C Otros Terminales Velocidad # Polos
∆ Serie 1u 1v 1w 2u,2v y 2w abiertos Baja 4
Y II 2u 2v 2w 1u,1v y1w Corto C. Alta 2
CONEXIONES Baja Velocidad Alta Velocidad
Potencia Constante Estrella Paralelo Delta Serie
Torque Constante Delta Serie Estrella Paralelo
pág. 8
INTERFAZ HOMBRE MÁQUINA (HMI) Los componentes del nivel HMI sirve como interfaz entre el usuario y su máquina. Las funciones, interruptores o valores procesados son visualizados en paneles de operador o táctiles. La Interfaz Hombre Máquina se divide en 4 clases:
- Paneles de Pulsadores - Visualizadores de Texto - Visualizadores gráficos - Sistemas basados en PC
Figura 7
Panel de Interfaz Hombre-Máquina
Proyecto Lavadora Automática
VL: U1, V1, W1 a la red U2, V2, W2 abiertos
VL: U1, V1, W1 a la red U2, V2, W2 unidos
VL: U1, V1, W1 a la red U2, V2, W2 unidos
VR: W2, U2, V2 a la red U1, V1, W1 unidos
VR: W2, U2, V2 a la red U1, V1, W1 unidos
VR: W2, U2, V2 a la red U1, V1, W1 abiertos
pág. 9
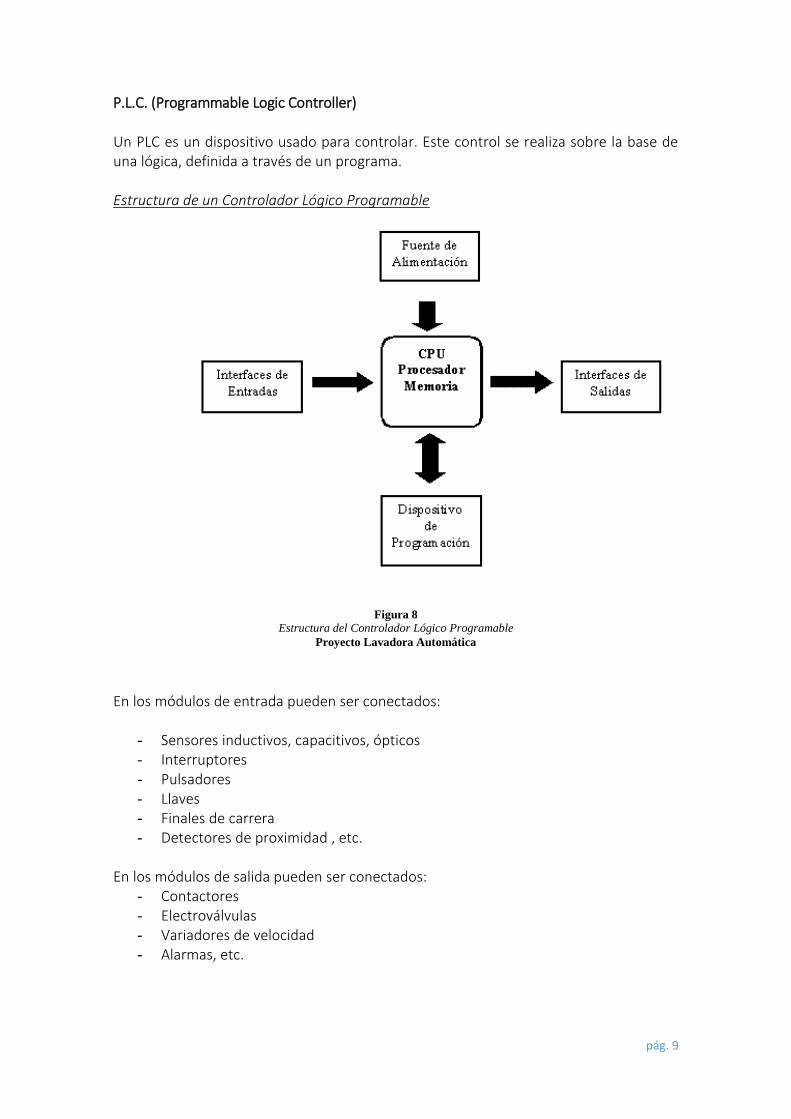
P.L.C. (Programmable Logic Controller) Un PLC es un dispositivo usado para controlar. Este control se realiza sobre la base de una lógica, definida a través de un programa. Estructura de un Controlador Lógico Programable
Figura 8
Estructura del Controlador Lógico Programable
Proyecto Lavadora Automática
En los módulos de entrada pueden ser conectados:
- Sensores inductivos, capacitivos, ópticos - Interruptores - Pulsadores - Llaves - Finales de carrera - Detectores de proximidad , etc.
En los módulos de salida pueden ser conectados:
- Contactores - Electroválvulas - Variadores de velocidad - Alarmas, etc.
pág. 10
El sistema se controla mediante entradas y salidas (E/S). Las entradas vigilan las señales de los dispositivos de campo (p.ej. sensores e interruptores), mientras que las salidas supervisan las bombas, motores u otros aparatos del proceso. Se dispone de entradas y salidas integradas (en la CPU), así como de E/S adicionales (en los módulos de ampliación). Las CPUs S7-200 disponen de un número determinado de entradas y salidas digitales. STEP 7 MICROWIN SP6 Es un lenguaje de programación simple y fácil de aprender para el sistema de automatización SIMATIC S7-200. Es una herramienta necesaria para la programación del controlador lógico programable elegido. Para toda la familia de autómatas Simatic S7 se emplean los siguientes lenguajes de programación:
- Lista de instrucciones (AWL). - Esquema de contactos (KOP) (Ladder). - FPU. Bloques de funciones.
En la materia actualmente tomada y para el proyecto propuesto se ha utilizado la programación en KOP.
Figura 9
Programa STEP 7-Micro/WIN 32
Proyecto Lavadora Automática
pág. 11
7. DIAGRAMAS ESQUEMÁTICOS
7.1 CIRCUITO DE FUERZA
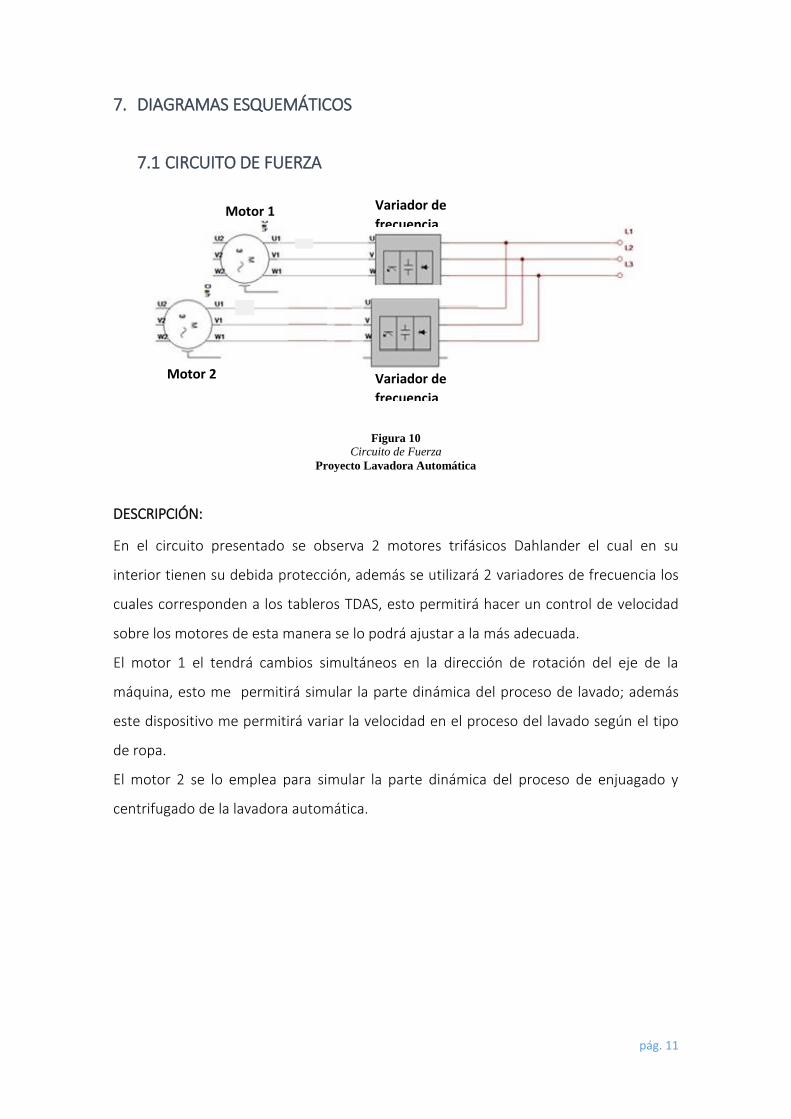
Figura 10
Circuito de Fuerza
Proyecto Lavadora Automática
DESCRIPCIÓN:
En el circuito presentado se observa 2 motores trifásicos Dahlander el cual en su
interior tienen su debida protección, además se utilizará 2 variadores de frecuencia los
cuales corresponden a los tableros TDAS, esto permitirá hacer un control de velocidad
sobre los motores de esta manera se lo podrá ajustar a la más adecuada.
El motor 1 el tendrá cambios simultáneos en la dirección de rotación del eje de la
máquina, esto me permitirá simular la parte dinámica del proceso de lavado; además
este dispositivo me permitirá variar la velocidad en el proceso del lavado según el tipo
de ropa.
El motor 2 se lo emplea para simular la parte dinámica del proceso de enjuagado y
centrifugado de la lavadora automática.
Motor 1
Motor 2
Variador de
frecuencia
Variador de
frecuencia
pág. 12
7.2 CIRCUITO DE CONTROL (LÓGICA DE RELÉS)
DESCRIPCIÓN:
El circuito a implementar tendrá botoneras digitales de paro y marcha, al presionar
marcha se debe permitir el ingreso de agua, después de 5 segundos el proceso de
lavado se iniciará, en el cual, el motor 1 deberá actuar durante 5 segundos,
inmediatamente después el motor 2 actuará girando en una dirección contraria al
motor 1; este ciclo de operación de los motores 1 y 2 tendrá una duración de 50
segundos.
Una vez concluido el proceso de lavado, comenzará el de centrifugado, para ello el
motor 2 deberá actuar durante 5 segundos, después se debe permitir el ingreso de
agua, luego de 5 segundos actuará el motor 1, después dará paso al motor 2, actuando
durante 5 segundos girando en una dirección contraria al motor 2; este ciclo de marcha
y reversa de los motores 1 y 2 durará 50 segundos
La simulación del lavado y centrifugado, se indicará mediante luces de señalización así
como, cuando concluye todo el proceso de lavado. Se podrá detener la simulación en
cualquier instante.
El circuito descrito obedece la siguiente secuencia de operación
SECUENCIA DE OPERACIÓN:
1) RC1, L1, RT1 ,RC4, RT6 ON
2) RT1, L1 OFF ; RT2, L2 , RC3 ON
a) F , RT3 ON ; R, RT4 OFF
b) R, RT4 ON ; F, RT3 ON
3) RT2, L2, OFF ; C1, L3, RT5 ON
4) L4 ON
5) L4 OFF
ΔT1
ΔT
ΔT2
X2 todo el proceso
pág. 13
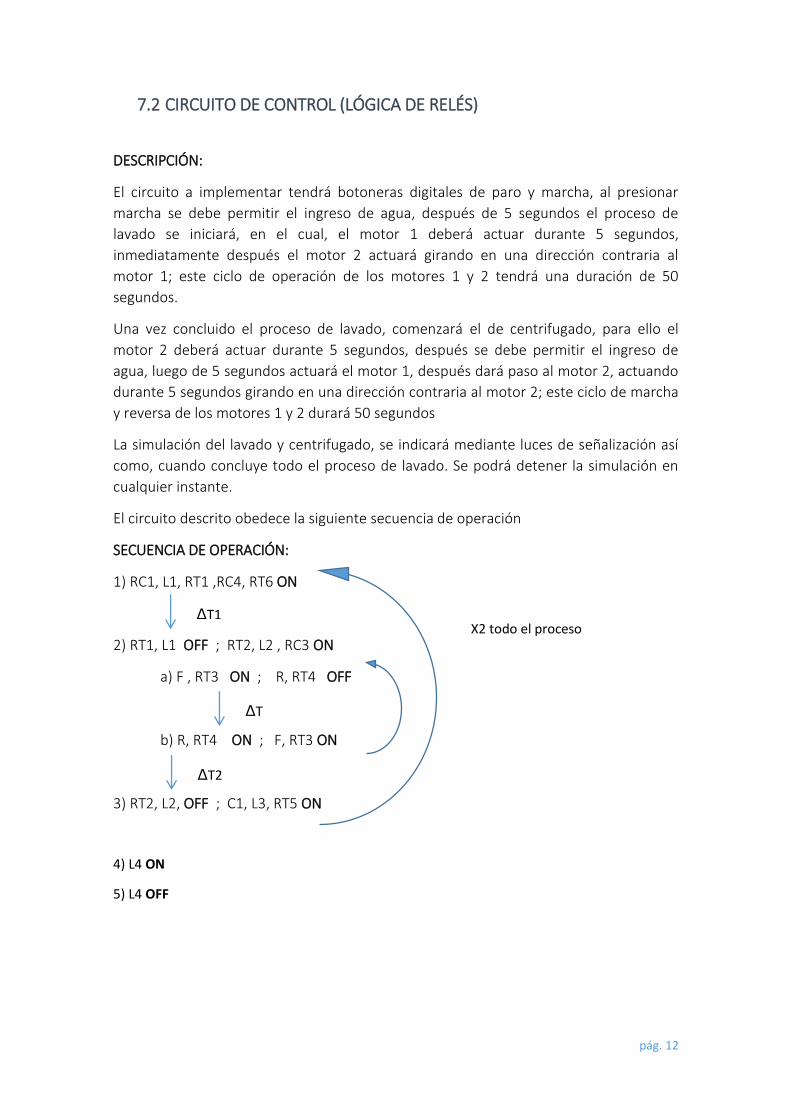
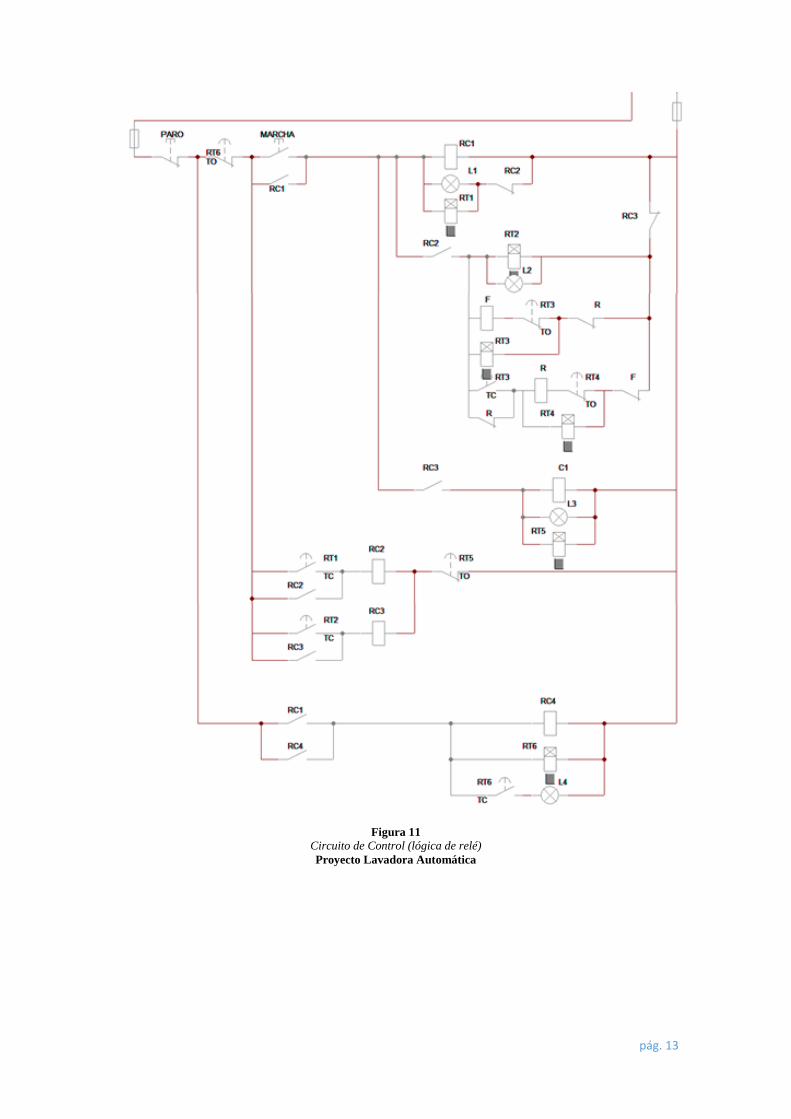
Figura 11
Circuito de Control (lógica de relé)
Proyecto Lavadora Automática

pág. 14
FUNCIONAMIENTO:
Al momento de presionar la botonera de marcha se energiza el relé RC1, la luz de
señalización L1 y el temporizador RT1 comienza a contar, esta primera parte es el
proceso de entrada de agua y después de un cierto tiempo los contactos de RT1 me
energizan las bobinas RC2 y esta a la vez energiza el temporizador RT2 y me desenergiza
la bobina RT1 y la luz de señalización L1, ahora viene la segunda parte que es el proceso
de la lavada y las bobina F y R son las encargadas de hacer la inversión de giro actuando
cada una en un periodo de tiempo t2, y así hasta que el RT2 termine de contar y haga
que entre RC3, el cual me va a desenergizar toda la parte de lavada y va a hacer que
funcione la parte del secado ya que me energiza el contactor C1 el cual va a hacer que
el motor de centrifugado gire cumpliendo su función.
Todo el proceso va a estar dado por dos veces, por el motivo de que la lavadora
automática realiza como procesos la lavada y el enjuague de la ropa.
Al finalizar todo el proceso, la lavadora me avisa por medio de una luz de señalización
L4 que ya está lista la ropa y poderla sacar.
pág. 15
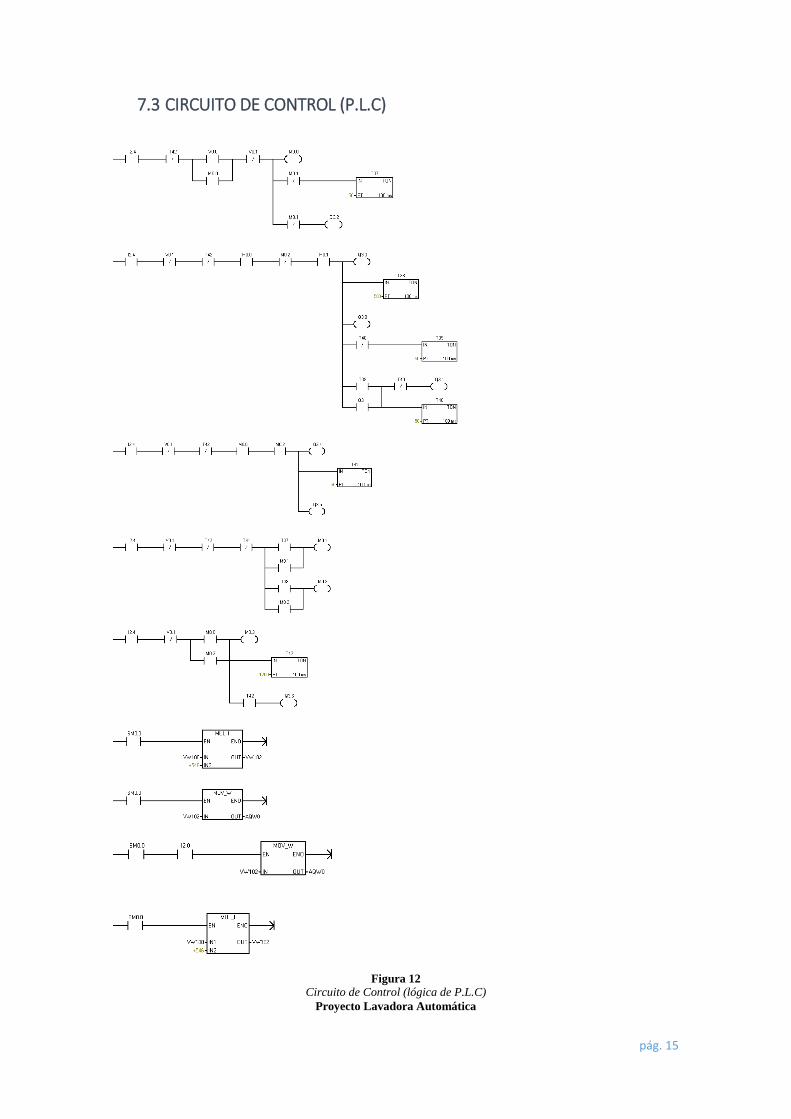
7.3 CIRCUITO DE CONTROL (P.L.C)
Figura 12
Circuito de Control (lógica de P.L.C)
Proyecto Lavadora Automática
pág. 16
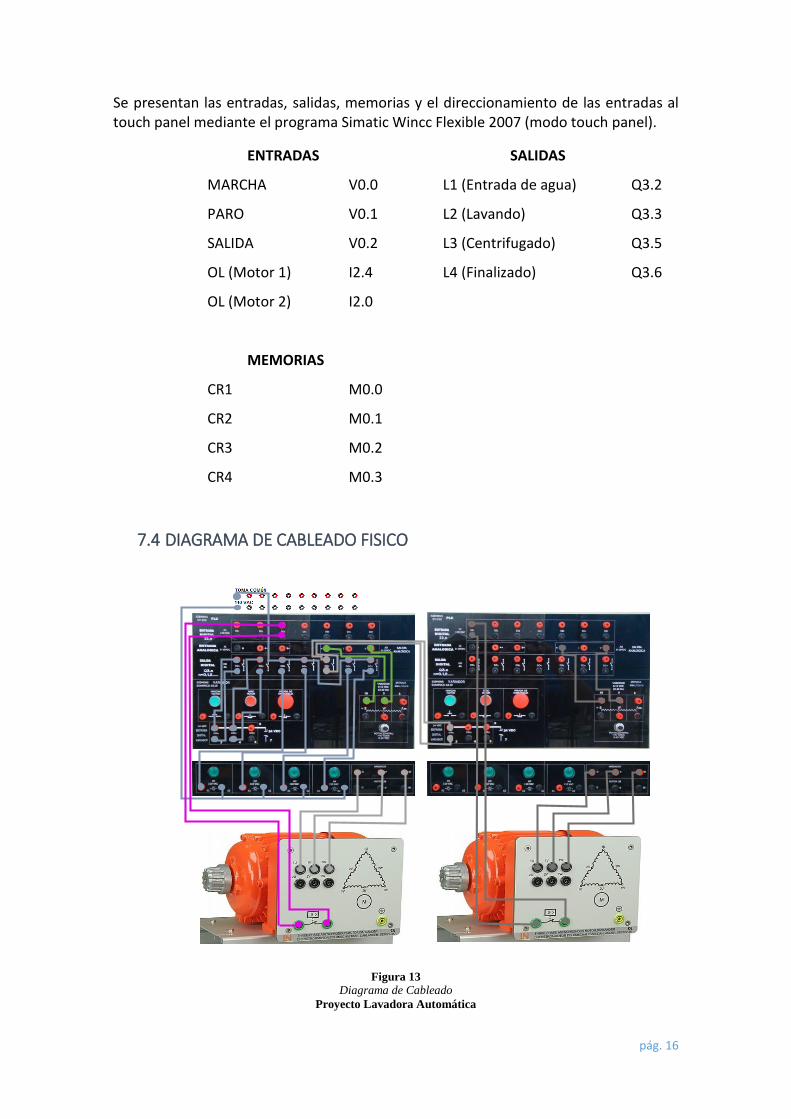
Se presentan las entradas, salidas, memorias y el direccionamiento de las entradas al touch panel mediante el programa Simatic Wincc Flexible 2007 (modo touch panel).
ENTRADAS SALIDAS
MARCHA V0.0 L1 (Entrada de agua) Q3.2
PARO V0.1 L2 (Lavando) Q3.3
SALIDA V0.2 L3 (Centrifugado) Q3.5
OL (Motor 1) I2.4 L4 (Finalizado) Q3.6
OL (Motor 2) I2.0
MEMORIAS
CR1 M0.0
CR2 M0.1
CR3 M0.2
CR4 M0.3
7.4 DIAGRAMA DE CABLEADO FISICO
Figura 13
Diagrama de Cableado
Proyecto Lavadora Automática
pág. 17
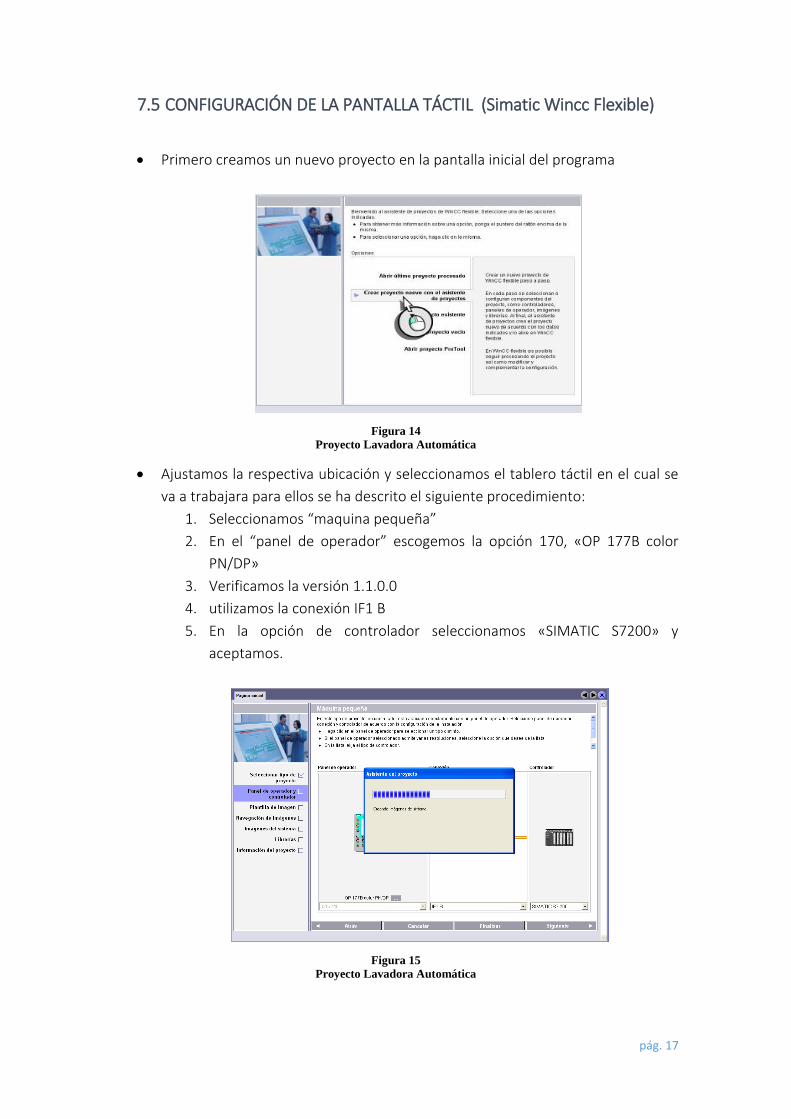
7.5 CONFIGURACIÓN DE LA PANTALLA TÁCTIL (Simatic Wincc Flexible)
Primero creamos un nuevo proyecto en la pantalla inicial del programa
Figura 14
Proyecto Lavadora Automática
Ajustamos la respectiva ubicación y seleccionamos el tablero táctil en el cual se
va a trabajara para ellos se ha descrito el siguiente procedimiento:
1. Seleccionamos “maquina pequeña”
2. En el “panel de operador” escogemos la opción 170, «OP 177B color
PN/DP»
3. Verificamos la versión 1.1.0.0
4. utilizamos la conexión IF1 B
5. En la opción de controlador seleccionamos «SIMATIC S7200» y
aceptamos.
Figura 15
Proyecto Lavadora Automática

pág. 18
Se abrirá una nueva ventana la cual nos mostrara el área de trabajo
Figura 16
Proyecto Lavadora Automática
Luego se procederá a crear los respectivos botones, para ello tenemos que irnos
a la opción de conexiones en el lado izquierdo de la pantalla de trabajo; ahí
crearemos un nuevo botón dando doble clic en el espacio mostrado
Figura 17
Proyecto Lavadora Automática

pág. 19
A cada botón se le deberá asignar un nombre, tipo de conexión, tipo de datos, y la dirección en la que se encuentra, los cuales se han descrito a continuación:
Figura 18
Proyecto Lavadora Automática
Una vez creados todos los botones y asignados su respectiva dirección
volvemos a la pantalla del área de trabajo, en la cual nos dirigimos a la ventana
de HERRAMIENTA haciendo clic en objetos básicos y escogemos de la lista
, dando clic sostenido lo arrastramos al área de trabajo
Figura 19
Proyecto Lavadora Automática
Una vez creada la imagen procedemos a modificar sus parametros asignando el
nombre, dependiendo del boton que se haya selecionado (ejm. Boton “Paro”)
Figura 20
Proyecto Lavadora Automática

pág. 20
Seguido a esto procedemos a ir a la parte izquierda de la ventana y damos clic
donde dice eventos seleccionamos “pulsar” y donde dice ninguna función
damos clic nos vamos hasta procesamiento de bits y seleccionamos la función
“activar bit”
Figura 21
Proyecto Lavadora Automática
Nos vamos hasta donde dice variable entrada/salida y seleccionamos la
respectiva variable para cada boton (para este ejm.sería “Paro”)
Luego de esto nos vamos a la parte izquierda de la ventana y seleccionamos
”Soltar” siguiendo el mismo procedimiento anterior y seleccionamos en
ninguna función desactivar bit y en variable entrada/salida seleccionamos la
respectiva variable para cada boton (para este ejm. sería “Paro”)
Y realizamos esto para cada uno de los siguientes botones: Marcha, Paro, Salida,
Deslizador de frecuencia
Para el caso del boton de salida seleccionamos él mismo y nos vamos a la parte
izquierda de la ventana y damos clic donde dice “eventos” seleccionamos “hacer
clic” y donde dice “ninguna función” damos clic nos vamos hasta “otras
funciones” y seleccionamos “parar runtime”.
Figura 22
Proyecto Lavadora Automática
pág. 21
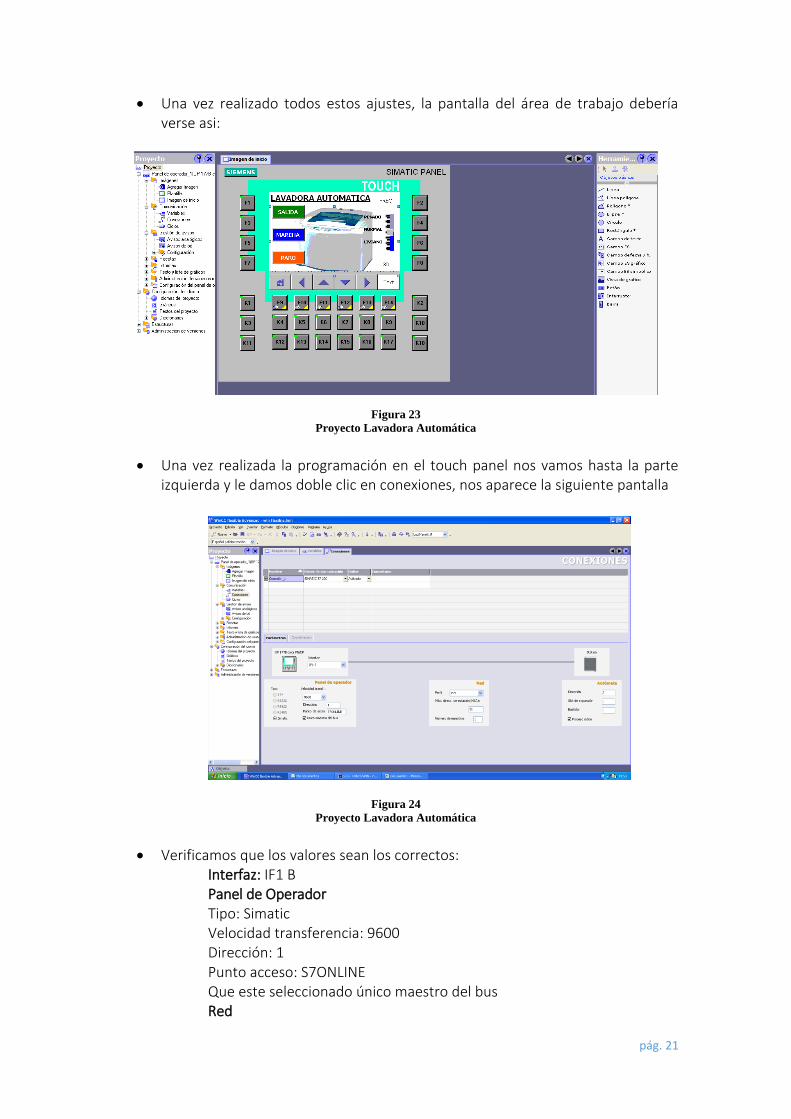
Una vez realizado todos estos ajustes, la pantalla del área de trabajo debería verse asi:
Figura 23
Proyecto Lavadora Automática
Una vez realizada la programación en el touch panel nos vamos hasta la parte izquierda y le damos doble clic en conexiones, nos aparece la siguiente pantalla
Figura 24
Proyecto Lavadora Automática
Verificamos que los valores sean los correctos: Interfaz: IF1 B Panel de Operador Tipo: Simatic Velocidad transferencia: 9600 Dirección: 1 Punto acceso: S7ONLINE Que este seleccionado único maestro del bus Red
pág. 22
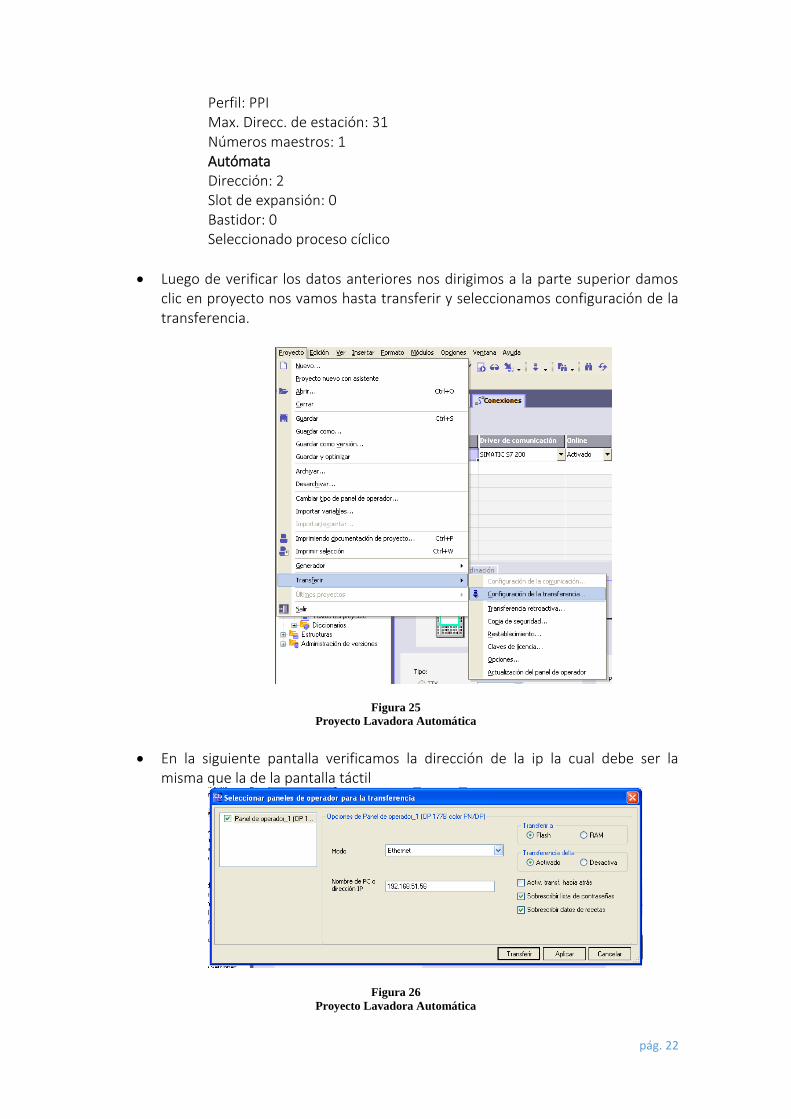
Perfil: PPI Max. Direcc. de estación: 31 Números maestros: 1 Autómata Dirección: 2 Slot de expansión: 0 Bastidor: 0 Seleccionado proceso cíclico
Luego de verificar los datos anteriores nos dirigimos a la parte superior damos clic en proyecto nos vamos hasta transferir y seleccionamos configuración de la transferencia.
Figura 25
Proyecto Lavadora Automática
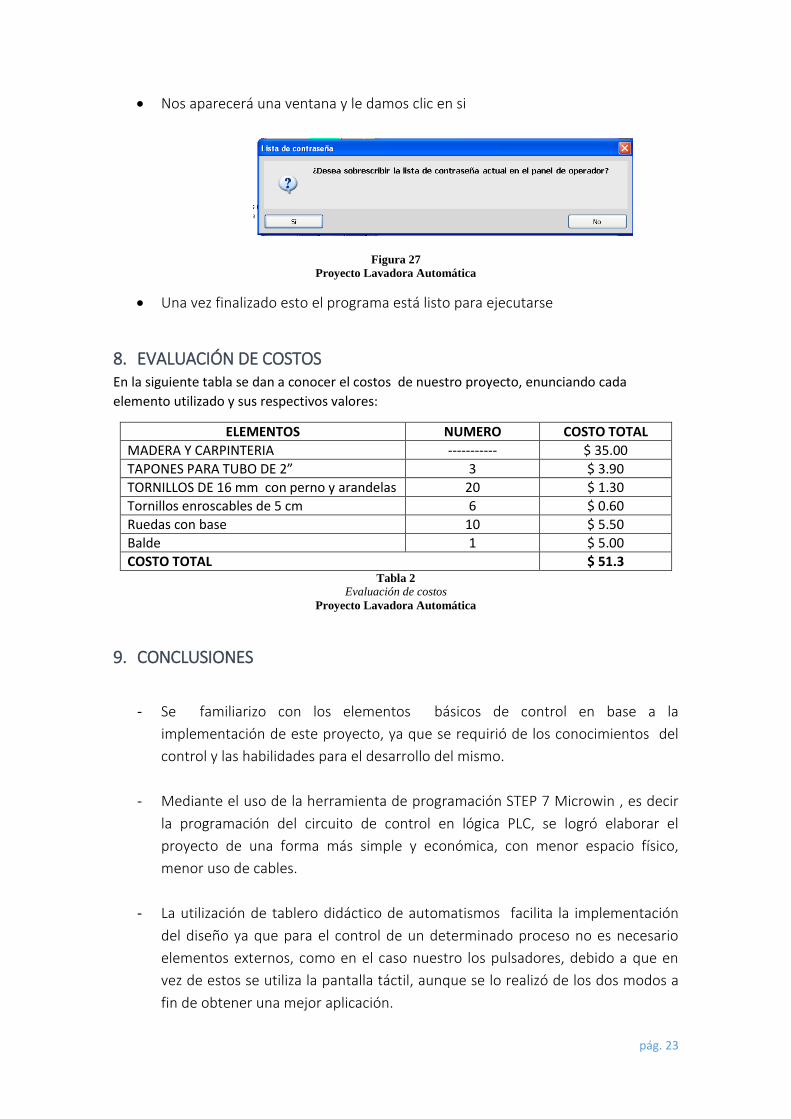
En la siguiente pantalla verificamos la dirección de la ip la cual debe ser la misma que la de la pantalla táctil
Figura 26
Proyecto Lavadora Automática
pág. 23
Nos aparecerá una ventana y le damos clic en si
Figura 27
Proyecto Lavadora Automática
Una vez finalizado esto el programa está listo para ejecutarse
8. EVALUACIÓN DE COSTOS En la siguiente tabla se dan a conocer el costos de nuestro proyecto, enunciando cada
elemento utilizado y sus respectivos valores:
ELEMENTOS NUMERO COSTO TOTAL
MADERA Y CARPINTERIA ----------- $ 35.00
TAPONES PARA TUBO DE 2” 3 $ 3.90
TORNILLOS DE 16 mm con perno y arandelas 20 $ 1.30
Tornillos enroscables de 5 cm 6 $ 0.60
Ruedas con base 10 $ 5.50
Balde 1 $ 5.00
COSTO TOTAL $ 51.3 Tabla 2
Evaluación de costos
Proyecto Lavadora Automática
9. CONCLUSIONES
- Se familiarizo con los elementos básicos de control en base a la
implementación de este proyecto, ya que se requirió de los conocimientos del
control y las habilidades para el desarrollo del mismo.
- Mediante el uso de la herramienta de programación STEP 7 Microwin , es decir
la programación del circuito de control en lógica PLC, se logró elaborar el
proyecto de una forma más simple y económica, con menor espacio físico,
menor uso de cables.
- La utilización de tablero didáctico de automatismos facilita la implementación
del diseño ya que para el control de un determinado proceso no es necesario
elementos externos, como en el caso nuestro los pulsadores, debido a que en
vez de estos se utiliza la pantalla táctil, aunque se lo realizó de los dos modos a
fin de obtener una mejor aplicación.
pág. 24
10. RECOMENDACIONES
– Al realizar la respectivas conexiones entre la caja de control y el tablero TDAS
hay que tener en cuenta el orden especificado en los esquemas, ya que una
incorrecta conexión (polaridad en el motor) va a ocasionar una mala operación
en base al diseño planteado.
– Se recomienda que el voltaje de la fuente dc sea tal que garantice la operación
lo más uniforme posible en el motor, para así evitar daños en elementos
eléctricos como mecánicos.
– Como se realizó el circuito de control del ascensor en el Tablero Didáctico de
Automatismo Simatic hay que medir la corriente constantemente para que no
sobrepase el límite de los micro-reles que son de 6A.
11. ANEXOS
11.1 Datos de interés
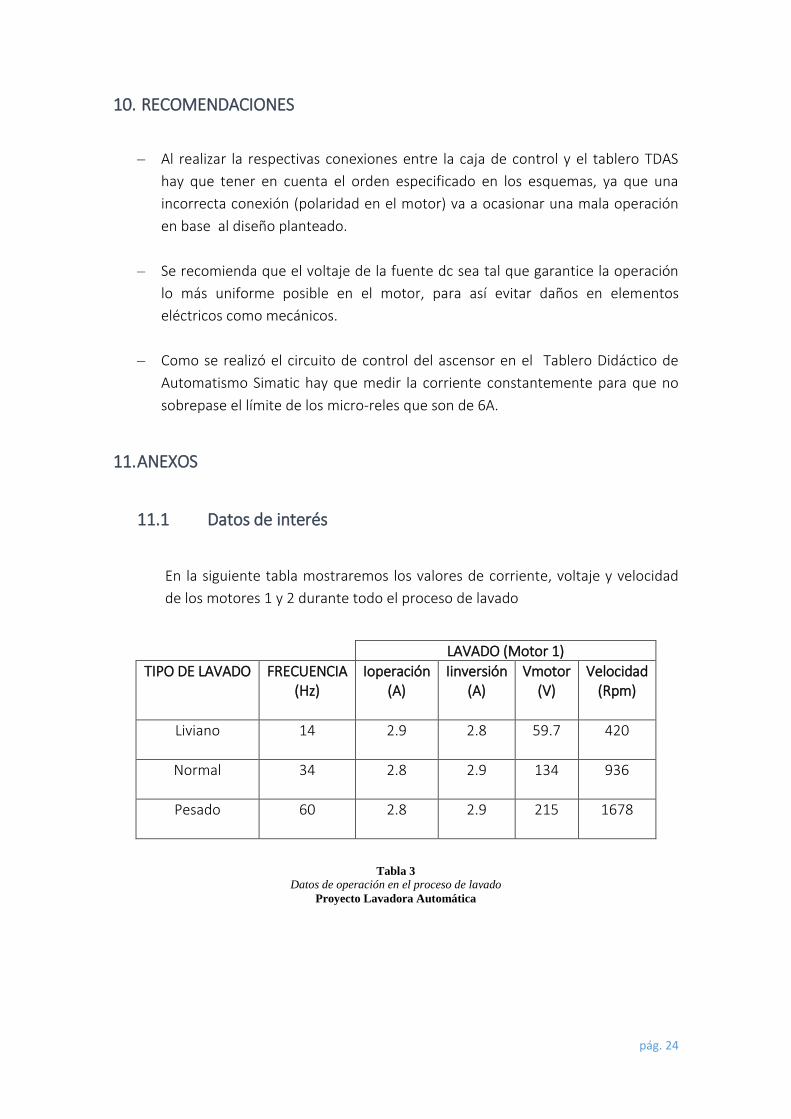
En la siguiente tabla mostraremos los valores de corriente, voltaje y velocidad
de los motores 1 y 2 durante todo el proceso de lavado
LAVADO (Motor 1)
TIPO DE LAVADO FRECUENCIA (Hz)
Ioperación (A)
Iinversión (A)
Vmotor (V)
Velocidad (Rpm)
Liviano
14 2.9 2.8 59.7 420
Normal
34 2.8 2.9 134 936
Pesado
60 2.8 2.9 215 1678
Tabla 3
Datos de operación en el proceso de lavado
Proyecto Lavadora Automática
pág. 25
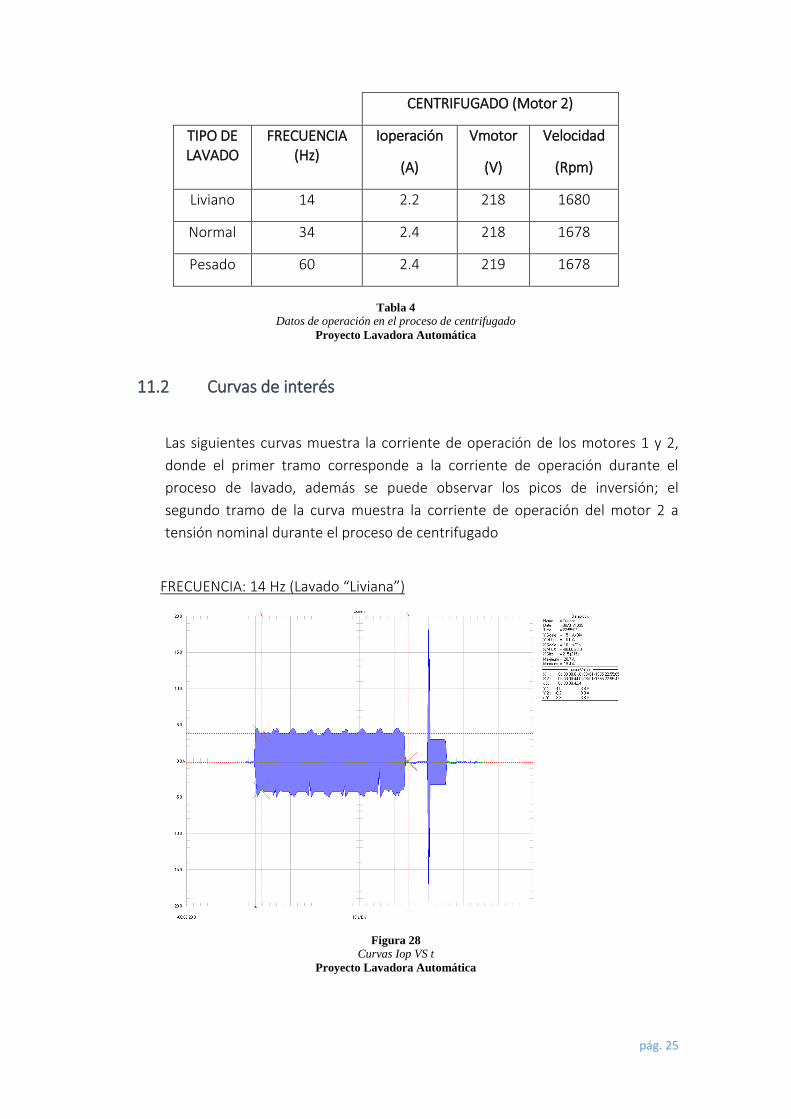
CENTRIFUGADO (Motor 2)
TIPO DE LAVADO
FRECUENCIA (Hz)
Ioperación
(A)
Vmotor
(V)
Velocidad
(Rpm)
Liviano 14 2.2 218 1680
Normal 34 2.4 218 1678
Pesado 60 2.4 219 1678
Tabla 4
Datos de operación en el proceso de centrifugado
Proyecto Lavadora Automática
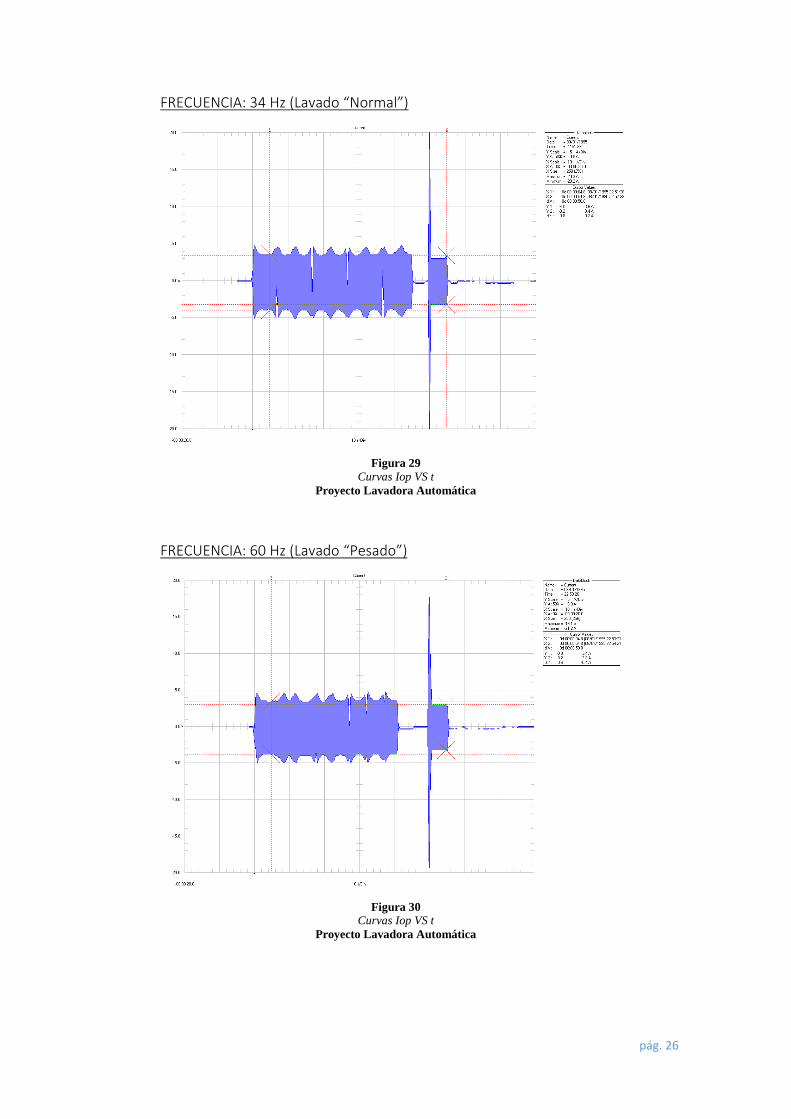
11.2 Curvas de interés
Las siguientes curvas muestra la corriente de operación de los motores 1 y 2,
donde el primer tramo corresponde a la corriente de operación durante el
proceso de lavado, además se puede observar los picos de inversión; el
segundo tramo de la curva muestra la corriente de operación del motor 2 a
tensión nominal durante el proceso de centrifugado
FRECUENCIA: 14 Hz (Lavado “Liviana”)
Figura 28
Curvas Iop VS t
Proyecto Lavadora Automática
pág. 26
FRECUENCIA: 34 Hz (Lavado “Normal”)
Figura 29
Curvas Iop VS t
Proyecto Lavadora Automática
FRECUENCIA: 60 Hz (Lavado “Pesado”)
Figura 30
Curvas Iop VS t
Proyecto Lavadora Automática

pág. 27
11.3 Datos de placa
Dos motores dahlander 20839 con las siguientes características de placa:
Polos consecuentes
3.5/4.75 Amp
1680/3390 rpm
0.7 Hp
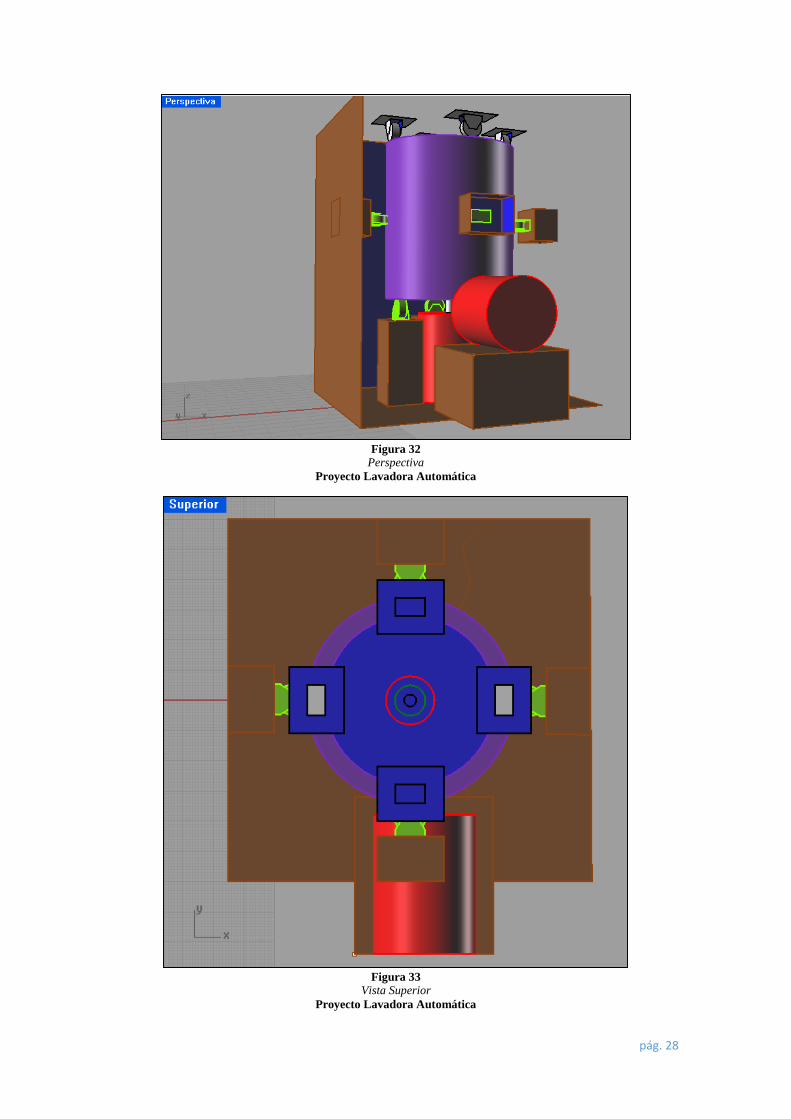
11.4 Fotos de la simulación de la maqueta
Figura 31
Perspectiva
Proyecto Lavadora Automática
pág. 28
Figura 32
Perspectiva
Proyecto Lavadora Automática
Figura 33
Vista Superior
Proyecto Lavadora Automática
pág. 29
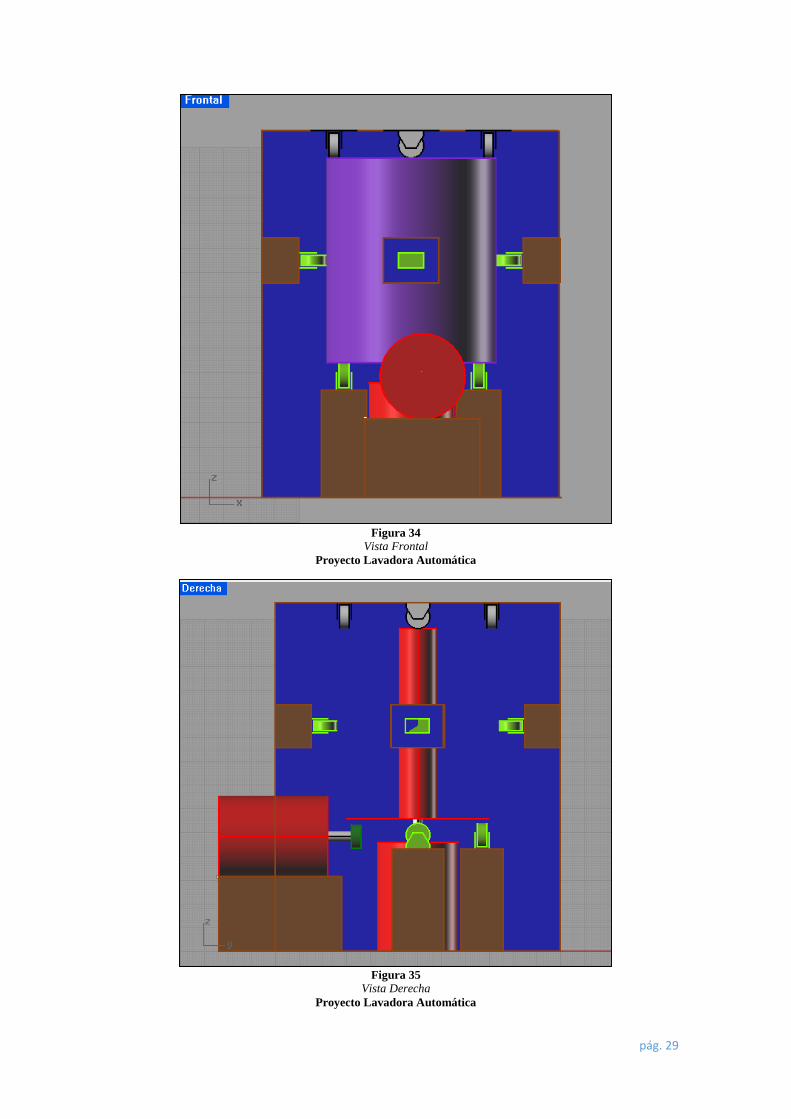
Figura 34
Vista Frontal
Proyecto Lavadora Automática
Figura 35
Vista Derecha
Proyecto Lavadora Automática
pág. 30
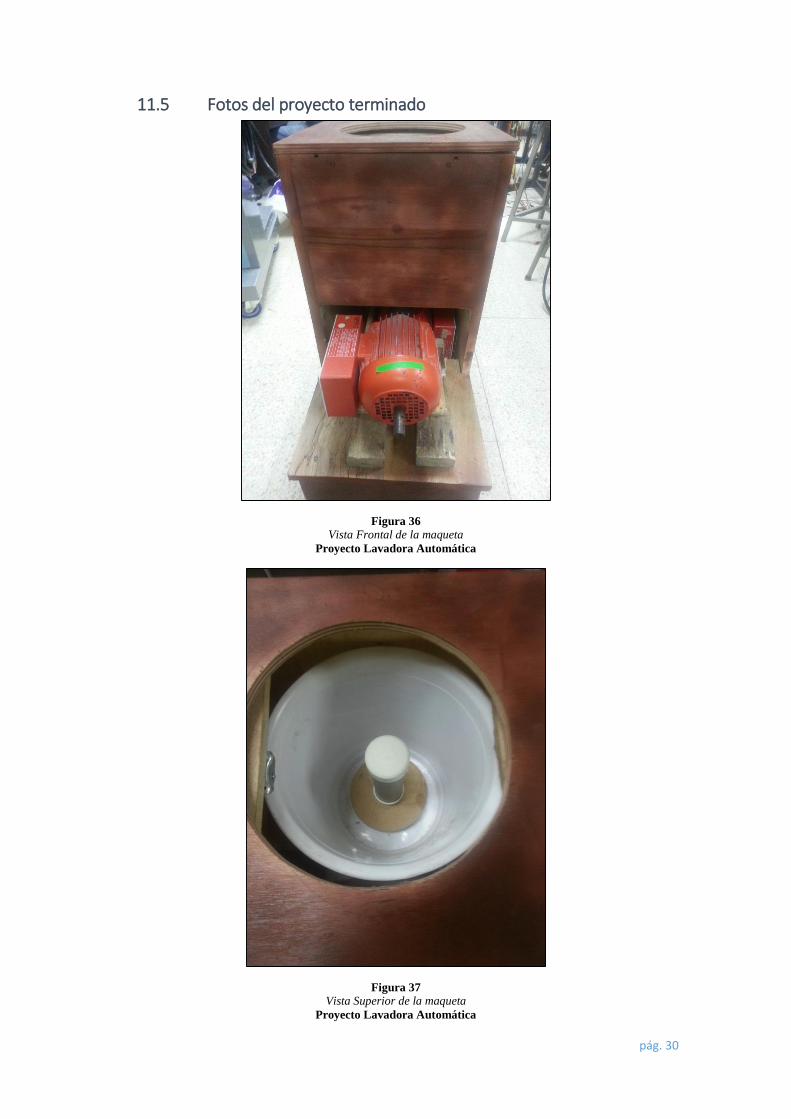
11.5 Fotos del proyecto terminado
Figura 36
Vista Frontal de la maqueta
Proyecto Lavadora Automática
Figura 37
Vista Superior de la maqueta
Proyecto Lavadora Automática
pág. 31
Figura 38
Vista Lateral de la maqueta
Proyecto Lavadora Automática


















