
ESTADO DEL ARTE SOBRE EL PROCESO DE PRODUCCIÓN DE ...
35
1 ESTADO DEL ARTE SOBRE EL PROCESO DE PRODUCCIÓN DE HIDRÓGENO EN UN HORNO REFORMADOR A PARTIR DE GAS NATURAL Y VAPOR (2010 – 2017) Jorge Luis Espinosa Martinez 1 1 Ingeniero químico; Ecopetrol S.A., [email protected], 304 3826153 Trabajo de grado presentado como requisito para optar al título de “Especialista en Ingeniería de Procesos de Refinación de Petróleo y Petroquímicos Básicos”. Facultad de Ingeniería, Arquitectura, Artes y Diseño. Universidad de San Buenaventura, Cartagena. Recibido: 4 de agosto de 2017. Aceptado: 4 de agosto de 2017. Received: August 4, 2017. Accepted: August 4, 2017. RESUMEN El hidrogeno se ha presentado en los últimos años como una alternativa de combustible limpio, que puede ser usado en motores y celdas de generación eléctrica sin ocasionar emisión de gases de invernadero como el CO2; motivo por el cual la producción de hidrogeno de alta pureza se encuentra en crecimiento, y de igual manera las mejoras en las tecnologías de producción con mira a optimización de los procesos. En este artículo se hace un recorrido por los métodos convencionales de producción de hidrogeno, que convencionalmente se hace a gran escala por Reformado catalítico de metano proveniente de gas natural; clasificando y organizando las investigaciones en mejora de estos procesos, tanto en el diseño de sus reactores, como el mejoramiento en el catalizador utilizado para que ocurran las reacciones. Incluyendo estudios que produzcan hidrogeno a pequeña escala para acoplarlo a sistemas de generación eléctrico in situ, como los reactores de micro canales (o microreactores), que marcan la tendencia a futuro en la producción de hidrogeno. Para finalizar, se hace un recorrido sobre el proceso de producción de hidrogeno existente en la Refinería de Cartagena, Ecopetrol S.A., proponiendo una futura investigación en modelamiento de un proceso con miras a mejoramiento energético y ambiental. Palabras Claves: Hidrógeno, Metano, Reformado, Vapor, Microreactores.
Transcript of ESTADO DEL ARTE SOBRE EL PROCESO DE PRODUCCIÓN DE ...

1
ESTADO DEL ARTE SOBRE EL PROCESO DE PRODUCCIÓN DE HIDRÓGENO EN UN HORNO REFORMADOR A PARTIR DE GAS
NATURAL Y VAPOR (2010 – 2017)
Jorge Luis Espinosa Martinez1
1 Ingeniero químico; Ecopetrol S.A., [email protected], 304 3826153
Trabajo de grado presentado como requisito para optar al título de “Especialista en Ingeniería de Procesos de Refinación de Petróleo y Petroquímicos Básicos”.
Facultad de Ingeniería, Arquitectura, Artes y Diseño.
Universidad de San Buenaventura, Cartagena.
Recibido: 4 de agosto de 2017. Aceptado: 4 de agosto de 2017.
Received: August 4, 2017. Accepted: August 4, 2017.
RESUMEN
El hidrogeno se ha presentado en los últimos años como una alternativa de combustible limpio, que puede ser usado en motores y celdas de generación eléctrica sin ocasionar emisión de gases de invernadero como el CO2; motivo por el cual la producción de hidrogeno de alta pureza se encuentra en crecimiento, y de igual manera las mejoras en las tecnologías de producción con mira a optimización de los procesos. En este artículo se hace un recorrido por los métodos convencionales de producción de hidrogeno, que convencionalmente se hace a gran escala por Reformado catalítico de metano proveniente de gas natural; clasificando y organizando las investigaciones en mejora de estos procesos, tanto en el diseño de sus reactores, como el mejoramiento en el catalizador utilizado para que ocurran las reacciones. Incluyendo estudios que produzcan hidrogeno a pequeña escala para acoplarlo a sistemas de generación eléctrico in situ, como los reactores de micro canales (o microreactores), que marcan la tendencia a futuro en la producción de hidrogeno. Para finalizar, se hace un recorrido sobre el proceso de producción de hidrogeno existente en la Refinería de Cartagena, Ecopetrol S.A., proponiendo una futura investigación en modelamiento de un proceso con miras a mejoramiento energético y ambiental.
Palabras Claves: Hidrógeno, Metano, Reformado, Vapor, Microreactores.

2
ABSTRACT
Hydrogen has appeared in recent years as a clean fuel alternative, which can be used in electric generation engines and cells without causing emissions of greenhouse gases such as CO2; A cause of this, the production of high purity hydrogen is growing, and improvements in production technologies with a view to optimization of processes. In this paper, had made a review of conventional hydrogen production methods, which are conventionally done on a large scale by catalytic reforming of methane from natural gas; classifying and organizing the research in improvement of these processes, involving the design of their reactors, and the improvement in the catalyst used for the reactions to occur. Including studies that produce hydrogen on a small scale to couple it to in situ systems of generation, such as the microchannel reactors (or microreactors), that mark the future tendency in the production of hydrogen. Finally, is made a path on the hydrogen production process in the Cartagena Refinery, Ecopetrol S.A., proposing a future research in modeling a process for energy and environmental improvement.
Keywords: Hydrogen, Methane, Reformed, Steam, Microreactors.
1. INTRODUCCIÓN
El hidrogeno se considera como una fuente de energía inagotable, ya que puede obtenerse a partir de diversos recursos en la naturaleza como la biomasa, agua, gas natural, biogás y petróleo, entre otros; siendo el gas natural la fuente más utilizada a nivel industrial para la producción de hidrogeno. [1]. Actualmente, es utilizado como materia prima en la industria química, de alimentos y refinación; así como la industria del acero y de electrónica; presenta un amplio espectro de aplicación.
Siendo así el hidrogeno una fuente de energía alternativa por la tendencia que muestran los combustibles fósiles al agotamiento, y el incremento en los gases de invernadero que estos producen por su combustión, aumentando el calentamiento global; mientras que el hidrogeno se considera un combustible amigable con el ambiente. [2]
El interés en la producción de hidrogeno puro ha incrementado en los últimos años, debido a la meta que se ha establecido con la economía del hidrogeno, la cual lo presenta como una atractiva fuente de energía en un futuro cercano. [1] Se puede observar que la producción de hidrogeno ha crecido en los últimos años aproximadamente en un 3,5% anual, ya que en 2008 se produjeron 402 billones de m3, y a 2013 la demanda fue de 478 billones de m3; de los cuales aproximadamente el 60% es producido en Norteamérica. [3]
El hidrogeno puede obtenerse por diferentes procesos, como reformado de hidrocarburos y de gas natural, gasificación de biomasa, separación termoquímica

3
de agua, fotoelectrólisis, electrolisis de agua, entre otros; donde cerca del 49% del hidrogeno producido, se obtiene a partir de gas natural mediante la reformado con vapor; que bien no es el proceso con mejor desempeño energético, si ofrece mejores rendimientos en hidrogeno. [4]
A nivel mundial el proceso de obtención de hidrogeno con vapor en hornos de reformado catalítico es el método más utilizado, por lo cual se vuelve el objeto principal de este artículo, ya que se exploran en diversos estudios las mejoras realizadas en los reactores para su producción a gran escalas, así como el desarrollo de nuevos catalizadores y modificaciones en los catalizadores convencionales, obteniendo así mejores rendimientos en la reacción y selectividad hacia productos. [5]
La producción de hidrogeno a gran escala por Reformado catalítico de metano proveniente de gas natural, puede hacerse con vapor (SMR), dióxido de carbono (DMR), por oxidación parcial (OMR) y autotérmico (ATR), presentando cada tecnología sus ventajas y desventajas [6], que serán descritas a lo largo de este trabajo.
Se pretende entonces, hacer una exploración entre las diversas tecnologías que existen para obtener hidrogeno, enfatizando la investigación en la producción por reformado con vapor, y las diferentes mejoras en las cuales se está incursionando en esta última con el fin de sobrellevar los inconvenientes que presenta este proceso, que están relacionados directamente con la emisión de gases de invernadero y gasto energético en separación de producto.
2. METODOLOGÍA
En la realización de este artículo de revisión, se hizo el estudio y análisis de documentos técnicos del área de reformado de gas natural para la producción de hidrogeno, y artículos afines, de fuentes indexadas entre los años 2010 y 2017; los cuales fueron consultados en bases de datos especializadas en artículos científicos de ingeniería, como lo son Scopus y Scient Direct.
En el estudio de estos artículos, se buscó la identificación de aspectos relevantes en el tema de interés, tales como tecnologías empleadas para la producción de hidrogeno, implementación de modificaciones en los procesos con el fin de mejorar el rendimiento en la producción de hidrogeno y conversión de metano; así como el análisis de los catalizadores usados para el proceso, y, sus modificaciones en material activo y soporte con el fin de obtener un mejor desempeño catalítico en la reacción.
Se realizó especial énfasis en la revisión de los resultados obtenidos en los estudios revisados, observando cuidadosamente las conclusiones y recomendaciones para futuros trabajo de dichos artículos.

4
Al utilizar esta metodología, se logró clasificar y organizar la información, de tal manera que se encontró relación entre los artículos y categorías lógicas que permiten realizar comparaciones entre los diversos procesos de obtención de hidrogeno a partir de reformado de gas natural, y poderlas presentar de forma ordenada y coherente en este artículo de revisión.
Se establecieron categorías lógicas, teniendo en cuenta el tipo de tecnología existente de forma general y los mecanismos de purificación del producto final; así como las tecnologías convencionales empleadas para la producción de hidrogeno por reformado de vapor, surgiendo divisiones para cada uno de los cuatro tipos de reformado de metano: con vapor, seco, por oxidación y autotérmico. Por último, se estableció una categoría para las investigaciones sobre producción de hidrogeno a pequeña escala como tendencia actual que son los microreactores. Realizando un estudio profundo y comparativo de cada una de estas categorías.
3. RESULTADOS Y DISCUSIÓN
3.1. PRODUCCIÓN DE HIDROGENO
El hidrogeno puede ser producido por diferentes tecnologías y a partir de diversas
fuentes, entre las cuales se pueden mencionar el gas natural, hidrocarburos de bajo
peso molecular, etanol, biomasa, biogás y agua, entre otros. [7]
Estos procesos pueden clasificarse por su naturaleza, en procesos térmicos
catalíticos, en los cuales se utilizan fuentes como carbón, gas natural y biomasa;
procesos fotolíticos y electrolíticos, en los cuales se obtiene el hidrogeno por
separación de la molécula de agua, con energía solar o a través de una corriente
eléctrica. [8]
En los procesos térmicos existentes para la producción de hidrogeno, se pueden
mencionar el reformado catalítico de gas natural; que, dependiendo de la naturaleza
del proceso, puede ser reformado seco (DMR), reformado con vapor (SMR),
reformado por oxidación parcial (OMR) y reformado autotérmico (ATR); que son los
más estudiados por su amplitud en utilización. [4]
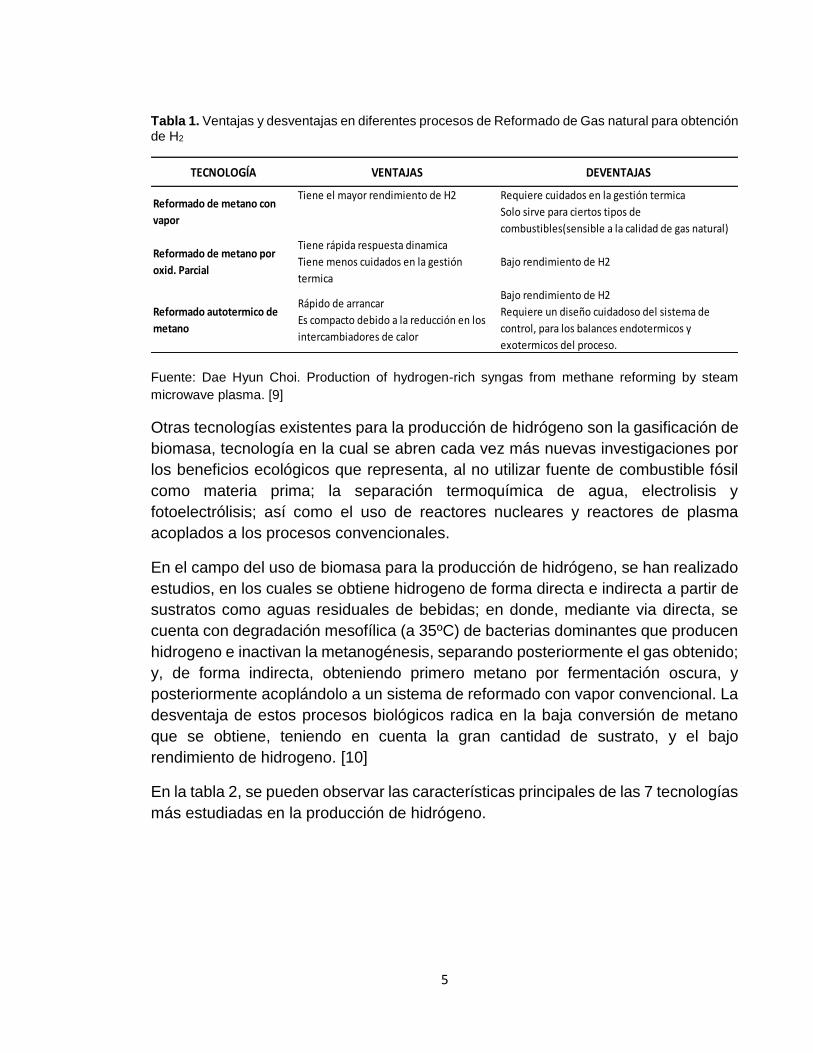
Estos procesos, presenta ventajas y desventajas, que, dependiendo de la
disponibilidad de materia prima, o separación del gas de alimento, resulta más
conveniente de utilizar, uno, respecto al otro. Estas diferencias, se pueden observar
en la tabla 1.
5
Tabla 1. Ventajas y desventajas en diferentes procesos de Reformado de Gas natural para obtención de H2
Fuente: Dae Hyun Choi. Production of hydrogen-rich syngas from methane reforming by steam
microwave plasma. [9]
Otras tecnologías existentes para la producción de hidrógeno son la gasificación de
biomasa, tecnología en la cual se abren cada vez más nuevas investigaciones por
los beneficios ecológicos que representa, al no utilizar fuente de combustible fósil
como materia prima; la separación termoquímica de agua, electrolisis y
fotoelectrólisis; así como el uso de reactores nucleares y reactores de plasma
acoplados a los procesos convencionales.
En el campo del uso de biomasa para la producción de hidrógeno, se han realizado
estudios, en los cuales se obtiene hidrogeno de forma directa e indirecta a partir de
sustratos como aguas residuales de bebidas; en donde, mediante via directa, se
cuenta con degradación mesofílica (a 35ºC) de bacterias dominantes que producen
hidrogeno e inactivan la metanogénesis, separando posteriormente el gas obtenido;
y, de forma indirecta, obteniendo primero metano por fermentación oscura, y
posteriormente acoplándolo a un sistema de reformado con vapor convencional. La
desventaja de estos procesos biológicos radica en la baja conversión de metano
que se obtiene, teniendo en cuenta la gran cantidad de sustrato, y el bajo
rendimiento de hidrogeno. [10]
En la tabla 2, se pueden observar las características principales de las 7 tecnologías
más estudiadas en la producción de hidrógeno.
TECNOLOGÍA VENTAJAS DEVENTAJAS
Reformado de metano con
vapor
Tiene el mayor rendimiento de H2 Requiere cuidados en la gestión termica
Solo sirve para ciertos tipos de
combustibles(sensible a la calidad de gas natural)
Reformado de metano por
oxid. Parcial
Tiene rápida respuesta dinamica
Tiene menos cuidados en la gestión
termica
Bajo rendimiento de H2
Reformado autotermico de
metano
Rápido de arrancar
Es compacto debido a la reducción en los
intercambiadores de calor
Bajo rendimiento de H2
Requiere un diseño cuidadoso del sistema de
control, para los balances endotermicos y
exotermicos del proceso.

6
Tabla 2. Generalidades de las 7 tecnologías principales en la obtención de hidrogeno.
Fuente: Jung-Il Yang. Development of a stand-alone steam methane reformer for on-site hydrogen
production [8]
3.2. SISTEMAS DE SEPARACIÓN DE HIDROGENO
En la producción de hidrogeno, se obtiene un gas de síntesis (CO y H2), el cual no es apto para el uso como combustible en los motores de hidrogeno, ni para los procesos de refinación de petróleo en los cuales se utiliza el hidrogeno; por lo cual se hace necesario tener que separarlo de la corriente saliente del reformador.
Para esto, es necesario someter la corriente de gas de síntesis a un proceso de conversión de CO en CO2, mediante la reacción de shift, para posteriormente retirar ese CO2 mediante absorción con aminas, y/o uso de un sistema de purificación conocido como PSA (Pressure Swing Adsoption). [7]
El sistema PSA es la etapa final de purificación del hidrogeno, y ha sido patentada por Toyo Ingeniería y Union Carbide, en donde se puede recuperar hasta el 86% de hidrógeno dependiendo del adsorbente empleado; en el cual se da la separación del hidrogeno al someterlo a alta presión (30 psig) y un medio adsorbente afín a este, el cual permite el máximo aprovechamiento del producto. [7]
Para optimizar este proceso, se ha propuesto una integración energética que permita el ahorro de energía así: en la parte del reformado de metano se recupera el calor residual del reformador y los reactores convertidores donde ocurre la reacción de shift para precalentar el gas de alimentación (CH4) y el vapor. [11]
En donde, desde el punto de vista energético, se usa un compresor para aprovechar el calor sensible y latente presente en las corrientes frías y calientes; y así, en la
TECNOLOGÍA MATERIA PRIMA FUERNTE DE ENERGIA TIPO DE PRODUCCIÓN DE HIDROGENO
Reformado de gas natural
(SMR; DMR; OMR; ATR)Gas natural Gas natural Proceso térmico
Reformado de liquidos bioderivados Biomasa Biomasa Proceso térmico
Gasificaión de Carbon y biomasaCarbón
BiomasaCarbón y biomasa Proceso térmico
Electrolisis de agua Agua Decarga de arco y solar Proceso electrolítico
Producción termoquimica Agua Nuclear y solar Proceso térmico
Producción fotoelectroquimica Agua Nuclear y solar Proceso fotolítico
Producción biológica* Biomasa Solar y Biomasa Proceso fotolítico
* La producción biológica incluye otras técnicas no fotoliticas como fermentación oscura y electrolisis micrologicamente ayudada
7
parte de PSA se recupera el calor generado en la adsorción mediante una bomba, y se reutiliza para la regeneración del sorbente. En general, lo que se busca con esta integración es acoplar todas las corrientes frías y calientes del proceso con el objeto de minimizar el consumo de energía externa en la planta.
Mediante en este tipo de integración energética se puede reducir hasta en un 40% el consumo, comparado con el gasto en un proceso de reformado convencional. [11]
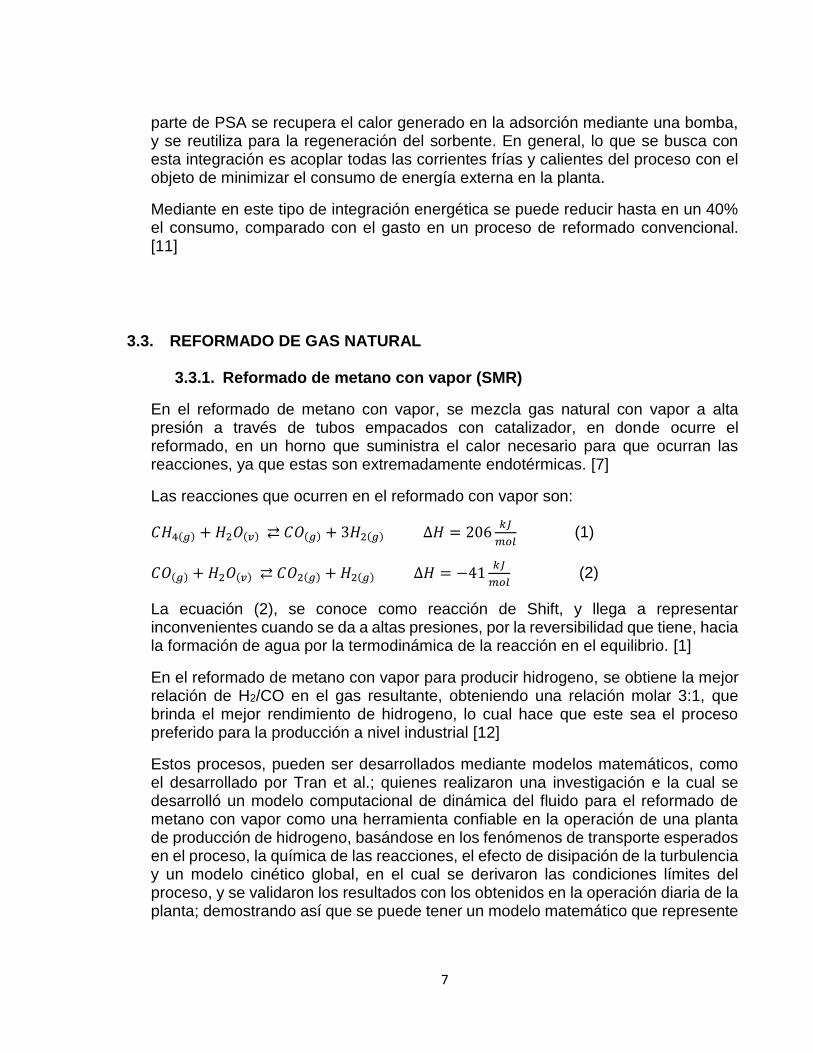
3.3. REFORMADO DE GAS NATURAL 3.3.1. Reformado de metano con vapor (SMR)
En el reformado de metano con vapor, se mezcla gas natural con vapor a alta presión a través de tubos empacados con catalizador, en donde ocurre el reformado, en un horno que suministra el calor necesario para que ocurran las reacciones, ya que estas son extremadamente endotérmicas. [7]
Las reacciones que ocurren en el reformado con vapor son:
𝐶𝐻4(𝑔) + 𝐻2𝑂(𝑣) ⇄ 𝐶𝑂(𝑔) + 3𝐻2(𝑔) ∆𝐻 = 206𝑘𝐽
𝑚𝑜𝑙 (1)
𝐶𝑂(𝑔) + 𝐻2𝑂(𝑣) ⇄ 𝐶𝑂2(𝑔) + 𝐻2(𝑔) ∆𝐻 = −41𝑘𝐽
𝑚𝑜𝑙 (2)
La ecuación (2), se conoce como reacción de Shift, y llega a representar inconvenientes cuando se da a altas presiones, por la reversibilidad que tiene, hacia la formación de agua por la termodinámica de la reacción en el equilibrio. [1]
En el reformado de metano con vapor para producir hidrogeno, se obtiene la mejor relación de H2/CO en el gas resultante, obteniendo una relación molar 3:1, que brinda el mejor rendimiento de hidrogeno, lo cual hace que este sea el proceso preferido para la producción a nivel industrial [12]
Estos procesos, pueden ser desarrollados mediante modelos matemáticos, como el desarrollado por Tran et al.; quienes realizaron una investigación e la cual se desarrolló un modelo computacional de dinámica del fluido para el reformado de metano con vapor como una herramienta confiable en la operación de una planta de producción de hidrogeno, basándose en los fenómenos de transporte esperados en el proceso, la química de las reacciones, el efecto de disipación de la turbulencia y un modelo cinético global, en el cual se derivaron las condiciones límites del proceso, y se validaron los resultados con los obtenidos en la operación diaria de la planta; demostrando así que se puede tener un modelo matemático que represente

8
de forma muy cercana a la realidad el comportamiento de un proceso de producción de hidrogeno. [13]
El catalizador usado convencionalmente en el reformado de metano con vapor es el níquel, soportado en alúmina, puesto que presenta alta actividad catalítica, tiene bajos costos, y es resistente para las condiciones del proceso por las características cerámicas del soporte. [1] El cual puede ser preparado por diferentes métodos, como el expuesto en la investigación de Lim et al., donde se preparó un catalizador de níquel/aluminio por combustión para mejorar sus propiedades catalíticas al formarse polvos metálicos ultra finos que presentan mayor área de superficie que los soportados en alúmina. [14]
Los catalizadores de níquel sufren efectos devastadores ante la presencia de azufre en la corriente de alimentación, sobre todo en la actividad catalítica y en las partículas metálicas impregnadas en el soporte, disminuyendo drásticamente la conversión de metano; por lo que se han desarrollado estudios específicos para evaluar el comportamiento de este veneno para el catalizador, presente en cantidades muy pequeñas (trazas), hasta del orden de los 160 ppm, observando la disminución en la conversión ocasionada, el efecto de oclusión de los sitios activos y el efecto que tiene en el perfil de temperatura del reactor por desactivación del catalizador. Esto debido a que existen proceso en los cuales el gas natural de alimentación no es purificado antes de entrar al reformador, ocasionando pérdidas considerables en el proceso. [15]
En el tema del catalizador, se ha buscado implementar mejoras en la presentación, o utilizar otros metales que sean atractivos para el reformado, que tengan funciones activas en la catálisis de gasificación del coque que se forme, y así mitigar el proceso de desactivación del catalizador. Dentro de estas, se ha demostrado que los metales nobles como el Pt, Rh, Ru y Pd, tienen menos deposición de coque, estudiados sobre diferentes soportes. [1]
Los metales nobles, son costosos, y en ocasiones difíciles de conseguir, por lo que se han realizado exploraciones en catalizadores a base de níquel, en los cuales se impregna otro metal que brinde beneficios similares a los metales nobles; tal es el caso de los catalizadores:
• Mo/Ni: Aumenta el efecto sinergético por la alta densidad de electrones, y gran cantidad de sitios catalíticos, como resultado de la trasferencia de electrones del Mo hacia el Ni.
• Ce/Ni: Mejora el desempeño catalítico por la formación de especies de oxigeno móviles en el soporte.
• La/Ni. Mejora la actividad catalítica, porque el lantano aumenta la disponibilidad de Ni en los soportes de alúmina.
• B/Ni: Incrementa la reacción presente entre el níquel y el soporte, y reduce a energía de activación del metano, lo cual incrementa la reacción de este. [16]

9
Una manera innovadora de catalizador e es propuesta en las investigaciones de Ricca et al, y Palma et al, que emplean un catalizador soportado en carburo de silicio monolítico (SiC), con el fin de aprovechar las paredes porosas en forma de panal de abeja, que posee excelentes características de conductividad térmica y resistencia mecánica. Estas características representan mejoras en el desempeño catalítico del catalizador; la conductividad térmica permite minimizar la resistencia de la transferencia de calor en la reacción optimizando la gestión térmica, y el efecto de pared fluida garantiza una mejor distribución radial y axial de los reactivos. Dando como resultado el requerimiento de una menor temperatura que los catalizadores convencionales, operando en SMR con temperaturas por debajo del os 750ºC. [17] [18]
Tratándose del soporte de alúmina, se han realizado estudios en los cuales se ha utilizado la fase porosa del alúmina (α-Al2O3), así como las formas aerogel y xerogel del alúmina, preparado por diferentes métodos: gelación epoxi iniciada con posterior mecanismo de secado supercrítico con CO2, para el caso del aerogel; y gelación epoxi iniciada sin método de secado supercrítico con CO2, para el caso del xerogel de alúmina; observando en los resultados que el catalizador de alúmina aerogel, presenta más área superficial, y mayor volumen de poro, lo cual hace que tenga mayor dispersión del metal activo (Ni en este caso) y mayor adsorción de metano, ocasionando un mayor rendimientos de hidrogeno y mayor conversión de metano en el reformado con vapor; dando en general un mejor desempeño catalítico que el convencional. [2]
Otro soporte que ha sido estudiado ampliamente es la zirconia (ZrO2), como la investigación de Silveira et al. En dónde se analizaron las diferentes formas que presenta la zirconia: monoclínica, tetragonal y cúbica, usando como metal activo Níquel, de tal forma que se pudiera evidenciar el efecto que tiene la densidad de puntos ácidos y el grado de hidratación del catalizador. [19] En este estudio se pudo observar que entre menor densidad de puntos ácidos en el catalizador y mayor grado de hidratación; se presenta menor formación de carbón en la superficie durante la reacción; por lo tanto, se presenta menor desactivación del catalizador. Encontrando que el soporte de fase monoclínica tuvo mejor desempeño que las otras fases.
Sobre el soporte de zirconia también se realizaron estudios modificando el metal activo, como en Jang et al., que evaluaron el comportamiento de catalizadores de óxidos de Cerio y tungsteno a diferentes composiciones (Ce/W= 2/3, 1, 2, 4 y 6), en los cuales se analizó el rendimiento de gas de síntesis (H2/(CO+CO2)), con resultados cercanos una relación de 2 en dicho gas para el catalizador de Ce/W=1. Adicionalmente, se obtuvo una disminución en la temperatura de reducción del metano; y que todo el oxígeno presente en el WO3, se puede aprovechar para producir gas de síntesis, ya que al reducirse, puede producir más molécula de CO que los otros óxidos. [20]

10
Un soporte de níquel en zirconia mesoporosa estabilizada con itrio (Ni/YZS), fue estudiado por Moon Lee et al., con adición de una membrana de paladio, investigando las características morfológicas de la superficie y las propiedades de deposición de carbón trabajando a una temperatura de 650ºC en el reformado de metano con vapor; obteniendo como resultado una mejora en la actividad catalítica y la tolerancia a la deposición de carbón en la estructura mesoporosa. [21]
Los inconvenientes que presenta esta tecnología radican en la alta demanda energética que requiere debido a la endotermicidad de la reacción principal; la deposición de coque en el catalizador, lo cual produce desactivación de este al bloquearse los poros, evitando el acceso de los reactivos a los sitios activos del catalizador, como la adsorción disociativa de metano en la superficie; la producción de CO2 causante del calentamiento global, y, altos costos para la separación del hidrogeno del gas de síntesis. [5] Desventajas sobre las cuales se han venido realizando investigaciones con el fin de sobrellevarlas, las cuales incluyen, desde integraciones energéticas en los procesos convencionales, como el usos de materiales sorbentes de CO2, membranas selectivas e hidrógeno que permitan obtener un producto más puro y cámaras de combustión química; que serán descritas en los avances de estudios sobre microreactores que se han desarrollado en los últimos años.
De igual manera, con el objetivo de mejorar el desempeño del reformado catalítico convencional, se ha incursionado también en mejoras de los reformadores tipo horno; como los estudios realizados por Butcher et al. En donde se realizó un prototipo a escala banco de un reactor radial microcanal anular para el SMR, en el cual, un tubo interior abierto hasta el final, anidado con un tubo de salida cerrado hasta el fin, se acoplan de forma radial, con un espacio anular, el cual permite la formación de un microcanal; combinando las ventajas de los reactores de microcanales con los reactores anulares tradicionales macro, específicamente en el aspecto de precalentar in situ la corriente de alimentación, brindando gran control en la temperatura de reacción, garantizando uniformidad y ventajas en la operación; de tal manera que se pueda pensar en este tipo de reactores para la implementación industrial. En la figura 1, se puede observar un esquema del reactor anular planteado en esta investigación. [22]

11
Figura 1. Esquema conceptual del diseño del reactor radial de microcanales anular (AMR)
Fuente: Holly Butcher. Design of an annular microchannel reactor (AMR) for hydrogen and/or syngas production via methane steam reforming. [22]
Otro estudio realizado con el fin de mejorar el desempeño del reformado de metano con vapor (SMR), es la incursión en la implementación de un reactor de dos zonas de lecho fluidizado realizado por Pérez-Moreno et al. [23]; con el fin de tener un regeneración de catalizador (Ni/Al2O3) integrada, para estudiar el efecto producido por el modo de contacto, comparándolo con los métodos convencionales de reacción en lecho fijo y lecho móvil, con regeneración de catalizador separado; teniendo como resultado, la disminución de gasto energético al aprovechar el calor producido en la regeneración para compensar la reacción endotérmica, disminución de puntos calientes y minimización de las pérdidas de catalizador entre reactores.
Otras formas de mejorar el reformado de metano con vapor, incluyen el apoyo de la tecnología con fuentes de suministro de energía adicionales a fuentes fósiles, como es el caso de estudios realizados por Czylkowski et al, que combina el SMR con una fuente de plasma microondas, mediante suministro de un un cilindro metálico, cuyo parámetro de operación es la frecuencia de onda a 2.54Ghz, ya que de acuerdo con la comisión europea en energía, al término del 2020, el principal foco de atebción estará encaminado a la implementación de sistemas de producción de hidrogeno a partir de energía renovable, y materias primas renovables como la biomasa. [24]

12
Las tecnologías de plasma pueden ser térmica, en las cuales las especies cargadas son neutras y casi siempre en equilibrio, como en los reactores de arco-descarga; y no térmicas en donde no se encuentran en equilibrio termodinámico las especies cargadas, como el caso de los reactores con descarga-corona. [24]
En el caso de reactores con arco-descarga; Shengyong Lu et al, han desarrollado investigaciones orientadas a la implementación de sistemas para reformado de vapor seco, con descarga de arco mediante una boquilla de descarga Laval (LNAD); que resulta novedoso por su alta energía y capacidad selectiva de distribución de esta a las especies electrónicas, que inducen la reacción. Como resultado de esta investigación, se obtuvo un incremento gradual en la conversión de metano, y selectividad de la reacción a hidrogeno, en la media que se variaba el voltaje de la descarga, de tal manera, que en la media que se aumentaba el voltaje, se obtenía mayor conversión. [25]
Dentro de estas energías alternativas, se incluye también la energía solar, que acoplada a un reformado de metano con vapor puede aumentar considerablemente el poder calorífico del gas de síntesis obtenido por el aumento en la relación H2/CO, al orientar el proceso a producción de hidrogeno; adicionalmente, se reduce el consumo de combustible fósil y las emisiones atmosféricas, así como el efecto de deposición de coque sobre el catalizador. En la investigación realizada por Wang et al, se utilizó una membrana porosa de carburo de silicio (SiC) impregnada con el catalizador (Ni/Al2O3), como medio de absorción de la energía solar (similar a un panel solar) mostrando que la concentración de la irradiación solar en la superficie del reactor presentaba desigualdad en la distribución de temperatura, factor a corregir en futuras investigaciones respecto al tema; y que este efecto tiene un factor determínate en la producción de hidrógeno esperada. [26]
3.3.2. Reformado seco (DMR)
En el reformado catalítico seco de gas natural (DMR), se obtiene hidrógeno a partir de metano y CO2; mediante una reacción altamente endotérmica, que requiere de grandes cantidades de energía para que se lleve a cabo, como se puede observar en la ecuación 3. Usando como catalizador, convencionalmente níquel por su viabilidad económica; y otros metales nobles tales como Rh, Ru, Pt, Ir y Co; variando el soporte, que puede ser Al2O3, SiO2, MgO, La2O3 y CaO, de acuerdo a los estudios realizados. [27]
𝐶𝐻4(𝑔) + 𝐶𝑂2(𝑔) ⇄ 2𝐶𝑂(𝑔) + 2𝐻2(𝑔) ∆𝐻 = 247𝑘𝐽
𝑚𝑜𝑙 (3)
El reformado en seco presenta importancia como proceso, por la ventaja que tiene al usar CO2 y metano como materia prima, ya que estos son los mayores gases de invernadero que hay, mostrándose como una alternativa amigable con el ambiente;
13
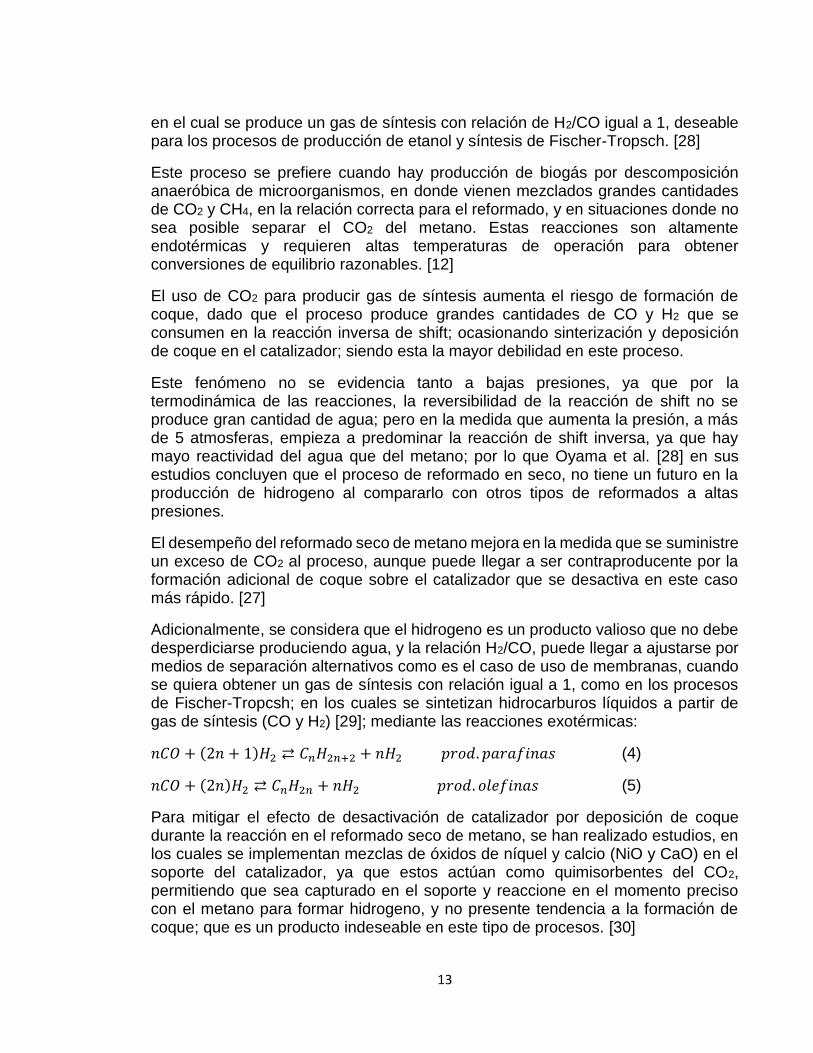
en el cual se produce un gas de síntesis con relación de H2/CO igual a 1, deseable para los procesos de producción de etanol y síntesis de Fischer-Tropsch. [28]
Este proceso se prefiere cuando hay producción de biogás por descomposición anaeróbica de microorganismos, en donde vienen mezclados grandes cantidades de CO2 y CH4, en la relación correcta para el reformado, y en situaciones donde no sea posible separar el CO2 del metano. Estas reacciones son altamente endotérmicas y requieren altas temperaturas de operación para obtener conversiones de equilibrio razonables. [12]
El uso de CO2 para producir gas de síntesis aumenta el riesgo de formación de coque, dado que el proceso produce grandes cantidades de CO y H2 que se consumen en la reacción inversa de shift; ocasionando sinterización y deposición de coque en el catalizador; siendo esta la mayor debilidad en este proceso.
Este fenómeno no se evidencia tanto a bajas presiones, ya que por la termodinámica de las reacciones, la reversibilidad de la reacción de shift no se produce gran cantidad de agua; pero en la medida que aumenta la presión, a más de 5 atmosferas, empieza a predominar la reacción de shift inversa, ya que hay mayo reactividad del agua que del metano; por lo que Oyama et al. [28] en sus estudios concluyen que el proceso de reformado en seco, no tiene un futuro en la producción de hidrogeno al compararlo con otros tipos de reformados a altas presiones.
El desempeño del reformado seco de metano mejora en la medida que se suministre un exceso de CO2 al proceso, aunque puede llegar a ser contraproducente por la formación adicional de coque sobre el catalizador que se desactiva en este caso más rápido. [27]
Adicionalmente, se considera que el hidrogeno es un producto valioso que no debe desperdiciarse produciendo agua, y la relación H2/CO, puede llegar a ajustarse por medios de separación alternativos como es el caso de uso de membranas, cuando se quiera obtener un gas de síntesis con relación igual a 1, como en los procesos de Fischer-Tropcsh; en los cuales se sintetizan hidrocarburos líquidos a partir de gas de síntesis (CO y H2) [29]; mediante las reacciones exotérmicas:
𝑛𝐶𝑂 + (2𝑛 + 1)𝐻2 ⇄ 𝐶𝑛𝐻2𝑛+2 + 𝑛𝐻2 𝑝𝑟𝑜𝑑. 𝑝𝑎𝑟𝑎𝑓𝑖𝑛𝑎𝑠 (4)
𝑛𝐶𝑂 + (2𝑛)𝐻2 ⇄ 𝐶𝑛𝐻2𝑛 + 𝑛𝐻2 𝑝𝑟𝑜𝑑. 𝑜𝑙𝑒𝑓𝑖𝑛𝑎𝑠 (5)
Para mitigar el efecto de desactivación de catalizador por deposición de coque durante la reacción en el reformado seco de metano, se han realizado estudios, en los cuales se implementan mezclas de óxidos de níquel y calcio (NiO y CaO) en el soporte del catalizador, ya que estos actúan como quimisorbentes del CO2, permitiendo que sea capturado en el soporte y reaccione en el momento preciso con el metano para formar hidrogeno, y no presente tendencia a la formación de coque; que es un producto indeseable en este tipo de procesos. [30]
14
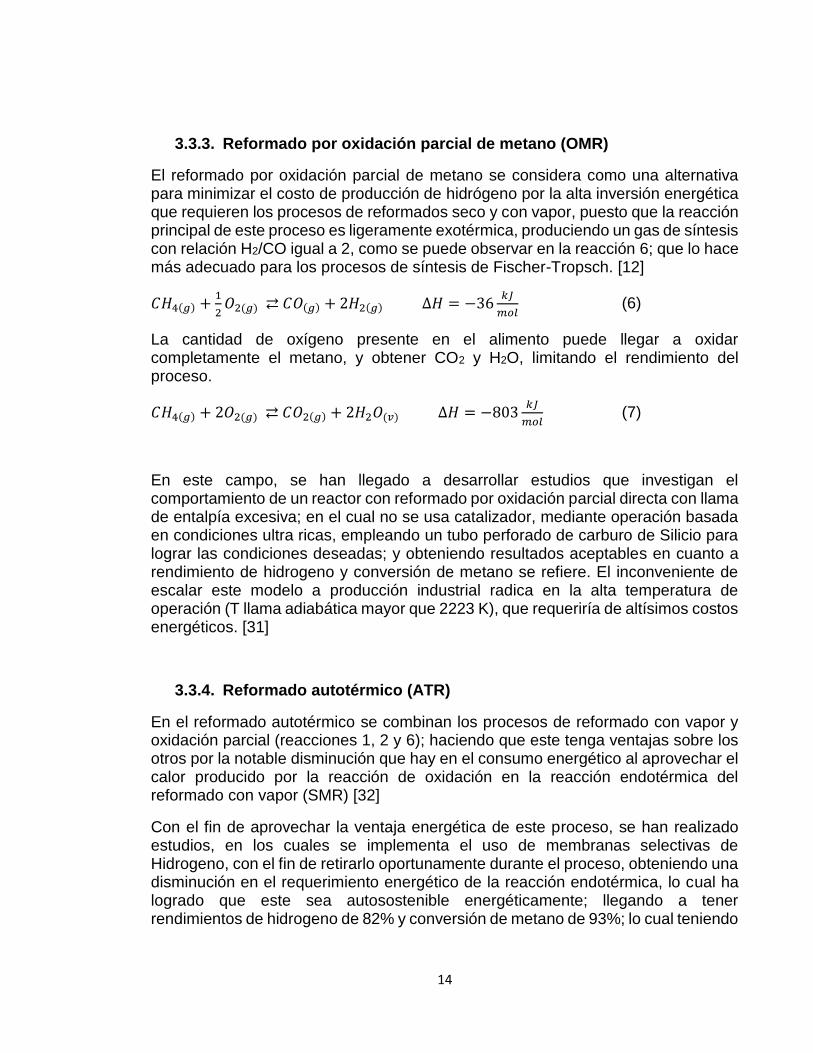
3.3.3. Reformado por oxidación parcial de metano (OMR)
El reformado por oxidación parcial de metano se considera como una alternativa para minimizar el costo de producción de hidrógeno por la alta inversión energética que requieren los procesos de reformados seco y con vapor, puesto que la reacción principal de este proceso es ligeramente exotérmica, produciendo un gas de síntesis con relación H2/CO igual a 2, como se puede observar en la reacción 6; que lo hace más adecuado para los procesos de síntesis de Fischer-Tropsch. [12]
𝐶𝐻4(𝑔) +1
2𝑂2(𝑔) ⇄ 𝐶𝑂(𝑔) + 2𝐻2(𝑔) ∆𝐻 = −36
𝑘𝐽
𝑚𝑜𝑙 (6)
La cantidad de oxígeno presente en el alimento puede llegar a oxidar completamente el metano, y obtener CO2 y H2O, limitando el rendimiento del proceso.
𝐶𝐻4(𝑔) + 2𝑂2(𝑔) ⇄ 𝐶𝑂2(𝑔) + 2𝐻2𝑂(𝑣) ∆𝐻 = −803𝑘𝐽
𝑚𝑜𝑙 (7)
En este campo, se han llegado a desarrollar estudios que investigan el comportamiento de un reactor con reformado por oxidación parcial directa con llama de entalpía excesiva; en el cual no se usa catalizador, mediante operación basada en condiciones ultra ricas, empleando un tubo perforado de carburo de Silicio para lograr las condiciones deseadas; y obteniendo resultados aceptables en cuanto a rendimiento de hidrogeno y conversión de metano se refiere. El inconveniente de escalar este modelo a producción industrial radica en la alta temperatura de operación (T llama adiabática mayor que 2223 K), que requeriría de altísimos costos energéticos. [31]
3.3.4. Reformado autotérmico (ATR)
En el reformado autotérmico se combinan los procesos de reformado con vapor y oxidación parcial (reacciones 1, 2 y 6); haciendo que este tenga ventajas sobre los otros por la notable disminución que hay en el consumo energético al aprovechar el calor producido por la reacción de oxidación en la reacción endotérmica del reformado con vapor (SMR) [32]
Con el fin de aprovechar la ventaja energética de este proceso, se han realizado estudios, en los cuales se implementa el uso de membranas selectivas de Hidrogeno, con el fin de retirarlo oportunamente durante el proceso, obteniendo una disminución en el requerimiento energético de la reacción endotérmica, lo cual ha logrado que este sea autosostenible energéticamente; llegando a tener rendimientos de hidrogeno de 82% y conversión de metano de 93%; lo cual teniendo

15
en cuenta la obtención de hidrogeno puro por la absorción de la membrana, constituye una ventaja más para el proceso. [33]
En estudios realizados por De Souza et al. Se plantea un análisis termodinámico del ATR, usando cálculos mediante maximización de entropía, en el cual el proceso es considerado completamente adiabático y autosostenible térmicamente; realizando simulación en el software GAMS para un rango considerable de relaciones H2O/CH4 y O2/CH4; donde se observa que para las relaciones de 5 y 0,18 respectivamente ( a T= 100ºC y P= 1 bar) se obtienen los mejores resultados, llegando a producir 3 moles de hidrogeno, igual que en el SMR; sin necesidad de gasto energético en la reacción. [32]
Al igual que en los otros procesos de reformado, el catalizador por excelencia ha sido el níquel soportado en alúmina; sin embargo, hay estudios en los cuales se realizan mejoras tanto en el metal activo del catalizador, como en el soporte utilizado.
Una de las mejoras realizadas en el soporte del catalizador en el proceso de reformado autotérmico, incluye el uso de óxidos peroskitas, puesto que por ser ricos en oxígeno, disminuyen la estabilidad del enrejado de su estructura bajo condiciones reducidas, disminuyendo la desactivación por aglomeración de la especie metálica en el soporte, aumentando así la actividad catalítica del catalizador. [34] La preferencia por este tipo de materiales, radica en la facilidad que tiene para sustituir diferentes metales en su estructura, modificando sus características, y por lo tanto su actividad en el reformado. [6]
Se han realizado estudios sobre cromitas de lantano (LaCrO3), que presenta gran estabilidad y actividad en el reformado de hidrocarburos, sustituyendo el lantano por estroncio y rutenio, en proporciones diferentes, mostrando una excelente actividad en la medida que aumentaba la concentración de Sr en el catalizador, y presentando thiotolerancia hasta de 50 ppm, para la cromita con contenido de Sr=0.02% p/p. [6]
También se ha estudiado la peroskita alúmina-Cerio (CeAl2O3), ya que esta peroskita en particular cuenta con un metal noble incorporado que le proporciona propiedades redox interesante en el mismo soporte; se realizó adición de platino y rodio en diferentes proporciones, observando mejor desempeño catalítico que la peroskita sin adición de Rh y Pt, y conversiones de metano del 99% para el caso de la peroskita sustituida. [34]
3.4. MICROREACTORES
Apartándose un poco del sector industrial, se observa que, a nivel residencial, se está buscando fuentes de energía libres de emisión de CO2, por lo que se torna

16
interesante el estudio de fuente generadoras a pequeña escala, enfocándose al uso de celdas combustible que se caractericen por tener alta eficiencia térmica, bajas emisiones de alquitrán y muy buen rendimiento de hidrogeno; lo cual las hace deseables para el área urbana. [35]
La tecnología de microreactores ha sido estudiada en los últimos años como un medio que permita la comercialización de producción de hidrogeno por reformado de metano con vapor (SMR) ampliando su utilización al campo de la portabilidad, mediante la implementación de reactores pequeños que permitan ser transportados y manipulados de forma fácil; además, de incorporar prácticas de intensificación tecnológica para la industria. [36]
La implementación de microreactores para la producción de hidrogeno permite aumentar la transferencia de calor y tener mayores velocidades de transferencia de masa que la existente en los reactores de reformado convencionales a gran escala; dando así, a la producción portátil de hidrogeno mayor eficiencia térmica y rendimiento en la producción. [36]
Existen diversos tipos de microreactores, tales como los de pared recubierta, que presentan un diferencial de presión insignificante; microreactores de lecho empacado, de catalizador estructurado y microreactores de membranas; que han sido ampliamente estudiados para la producción de hidrogeno. [37]
3.4.1. Reformado de metano con vapor mejorado por sorción (SE-SMR)
El reformado de metano con vapor mejorado por sorción emplea un catalizador con propiedades quimisorbentes, que permite retirar el CO2 in situ mediante sorbentes sólidos, mediante una reacción exotérmica que favorece el rendimiento energético del proceso; para posteriormente ser desorbido en un reactor regenerador y aprovechar nuevamente el catalizador.
La elección adecuada del sorbente es la clave del proceso; se debe seleccionar un material que sea estable para la operación cíclica de regeneración, es decir que sea resistente al choque y la sinterización térmica, además debe ser compatible con el catalizador, para que estos puedan mezclarse adecuadamente. [38]
Uno de sorbentes que cumplen con las características anteriores es el óxido de calcio (CaO), por su cinética y capacidad moderada de sorción; donde su debilidad radica en la pérdida de capacidad absorbente después de varios ciclos de utilización.
𝐶𝑎𝑂 + 𝐶𝑂2 ⇄ 𝐶𝑎𝐶𝑂3 ∆𝐻 = −178 𝑘𝐽7𝑚𝑜𝑙 (8)
El inconveniente que presenta este proceso radica en la calcinación de carbonato de calcio para la regeneración del sorbente; la cual requiere gran demanda

17
energética, desfavoreciendo el balance general ganado en el reformado con sorción. [5]
Abbas et al. Realizaron estudios de reformado con vapor mejorado por sorción de CO2 con CaO, en un reactor de lecho empacado adiabático, mediante la realización de un modelo de transferencia de masa y de calor gas-solido axial (atravesando el reactor longitudinalmente), en los cuales se obtuvieron resultados aceptables para conversión de metano, y rendimiento y pureza de hidrogeno bajo diferentes condiciones de operación, de tal manera que a 30 bar y 923 K, con una relación de Vapor/metano= 3; se obtuvo una conversión del 65% y una pureza de hidrogeno del 89%; que comparados con el reformado convencional se obtiene valores cercanos al 24% de conversión y 49% de rendimiento de hidrogeno. [39]
Las mejoras en la implementación de reactores para reformado de metano con vapor con mejoramiento por sorción incluyen diversas alternativas, como los estudios realizados por Anderson et al., en donde se implementó un reactor de volumen variable por cochada con membrana, que opera por ciclos de forma similar a la parte interna de un motor de combustión; el cual tiene incorporado un adsorbente de CO2 y una membrana permeoselectiva para remover H2 in situ. En esta investigación se hizo un análisis termodinámico completo en el cual se logró definir un modelo de reactor de desempeño ideal, y explorar la compensación entre la energía térmica y el rendimiento de hidrogeno respecto a los parámetros críticos de operación, incluyendo la relación vapor/metano, masa del sorbente, fracción de gas de reciclo/gas producido. Los resultados obtenidos apuntan a que el reactor propuesto es una opción viable para producir hidrogeno a una menor temperatura de distribución, respecto a los costos que pueda generar un SMR convencional con convertidores de CO2 y sistema de separación PSA. El costo extra que puede generar este modelo propuesto radica en la implementación de la membrana de Pd/Ag. [40]
3.4.2. Reformado de metano con vapor acoplado a combustión catalítica (CLC-SMR)
En el reformado de metano con vapor, implementando un circuito catalítico de combustión se acopla un circuito de combustión catalítica al reformado convencional, que consiste en dos reactores interconectados: el reactor de aire (AR), en donde ocurre la reoxidación del portador de oxigeno; y el reactor de combustible (FR), donde ocurre la reacción de oxidación parcial de metano (reducción del portador de oxigeno), con el oxígeno presente en un portador. [41]

18
Figura 2. Esquema de un reactor CLC-SMR. Reactores de aire y de combustible
.
Fuente: M. Meshksar. Synthesis and characterization of cerium promoted Ni/SBA-16 oxygen carrier in cyclic chemical looping steam methane reforming [41]
El CLC se presenta como una tecnología novedosa en el campo de los microreactores que plantea la conversión de combustibles carbonaceos en productos como calor/electricidad, o hidrogeno promoviendo la captura de carbón sin costos significativos de energía. [4]
Mediante este sistema se logra proveer la energía necesaria para que se dé la reacción endotérmica de reformado mediante combustión catalítica de metano, siendo efectivo por la intensificación de la reacción con el calor producido en el reactor de aire (AR). Adicionalmente, se produce un gas de síntesis que no está diluido con nitrógeno, lo cual disminuye costos en la separación, así como una mayor pureza en el hidrogeno producido. [42]
En estos reactores es factible obtener conversiones elevadas en término de milisegundos, pero el diseño cuidadoso del microreactor es esencial para lograr estos resultados. Y es usual tomar las variables de diseño como la altura del canal, relación de entrada de vapor/Carbono, conductividad térmica de la pared, catalizador y velocidad de flujo para llegar a tener el mejor diseño. [36]
El reformado de metano con vapor acoplado con combustión catalítica, en el circuito de CLC, tiene dos pasos:

19
1. La oxidación parcial de metano, la cual necesita un portador de oxígeno, que por lo general es un oxido metálico, ocurre mediante la reacción:
𝑀𝑒𝑥𝑂𝑦 + 𝛿𝐶𝐻4 → 𝑀𝑒𝑥𝑂𝑦−𝛿 + 𝛿(2𝐻2 + 𝐶𝑂) (9)
Donde adicionalmente ocurren las reacciones de shift, oxidación de CO y descomposición de metano. [4]
2. Reoxidación del portador de oxígeno a la forma inicial:
𝑀𝑒𝑥𝑂𝑦−𝛿 + 𝑂2 → 𝑀𝑒𝑥𝑂𝑦 (10)
El éxito del CLC es encontrar el portador de oxigeno adecuado; que no solo debe presentar una velocidad de conversión aceptable, sino que también debe contar con resistencia al aglomeración y trituración; además de cumplir con aspectos favorables para el ambiente. Los metales como Ni, Cu, Fe, Co y Mn son buenos candidatos para este propósito y los óxidos complejos tipo peroskita, también proporcionan buena fuente de especies de oxígeno, así como alta estabilidad térmica por su característica cerámica. [4]
El acoplamiento térmico entre las reacciones endotérmica y exotérmicas puede ser aprovechado en las siguientes configuraciones de reactores:
• Acoplamiento directo
• Reactor adiabático directamente acoplado
• Acoplamiento regenerativo (reactor de flujo en reversa)
• Acoplamiento recuperativo
• Reactor intercambiador de flujo cruzado
• Reactor intercambiador de flujo paralelo. [36]
En estudios realizados por Alam et al., se evalúa el desempeño de un reactor para reformado con vapor, en el cual se acopla un circuito de combustión catalítica con oxido de Níquel circulante entre los AR y FR y un sistema de mejoramiento por sorción con CaO; en donde el flujo de gases del reactor de combustible del CLC, se conecta directamente al SMR, y el calor desprendido del reactor de aire se envía al regenerador del sorbente para incrementar la productividad de hidrogeno, reduciendo emisiones de CO2 y conservando el calor del proceso; haciendo que este logre ser autosostenible térmicamente. [43]
En acoplamiento de CLC en intercambiadores de flujo paralelo y contracorriente, Mundhwa et al., realizaron investigaciones, en donde no solo se observa el efecto que tiene modificar el flujo de las corrientes gaseosas del CLC y del SMR, sino que también se estudia el efecto que tiene utilizar capas de catalizador continuas recubriendo la pared del intercambiador , o en capas segmentadas de catalizador, aumentando el área de superficie en contacto del catalizador y disminuyendo el gradiente de temperatura en el caso de usar catalizador segmentado sobre la pared

20
del reactor. [44] En la figura 3 se observa el esquema del reactor utilizado para esta investigación.
Figura 3. Esquema de reactores CLC-SMR: Recubierto (CLCC) y por placas segementadas (SCLC)
Fuente: Mayur Mundhwa. A comparative parametric study of a catalytic plate methane reformer coated with segmented and continuous layers of combustion catalyst for hydrogen production. [44]
En esta investigación los mejores resultados se presentaron en el caso del reactor con catalizador segmentado en capas delgadas, con flujo en paralelo, mostrando no solo mejor desempeño en la producción de hidrogeno, sino también en la minimización de la temperatura máxima de operación, y de puntos calientes en la pared del reactor. [44]
3.4.3. Reformado de metano con vapor con membranas permeoselectivas de Hidrogeno
Para purificar el hidrogeno producido se usan unidades PSA, en donde por selectividad de membranas porosas(zeolitas)a alta presión se logra recuperar el hidrogeno; estos equipos son costosos en inversión, operación y mantenimiento; por lo que con el fin de implementar mejoras en la purificación del producto deseado, ya que así se requiere para usarlo como combustible en los motores de hidrogeno y celdas combustibles se emplean membranas permeoselectivas que retiren el hidrogeno del proceso, proporcionando la pureza deseada. [45]
A futuro se espera que el hidrogeno en celdas combustibles sea la tendencia principal en el tema de combustibles, por lo que los reactores catalíticos con membranas tanto densas como porosas, es una estrategia atractiva para superar las limitaciones de rendimiento de hidrogeno asociado al equilibrio químico. [46]
Las ventajas de esta innovación son económicas, pues se tiene conversión y separación en un mismo lugar, sin necesidad de procesos adicionales; y termodinámicas, ya que la producción y la separación se dan minimizando la temperatura oscilando entre la energía y la exergía del sistema. [35]

21
El uso de membranas de paladio (Pd), y paladio y plata (Pd/Ag), en los procesos de reformado se ha propuesto como alternativa para sobrellevar los inconvenientes del desarrollo de modelos compactos de un paso en cuanto a costos y tiempo de operación, pues, al retirar el hidrogeno disminuyen las condiciones de proceso, como la temperatura, que hace que se requieran tamaños menores en los reactores. [47]
Incluso se han desarrollado estudios, en los cuales se compara el comportamiento de reformado con vapor y por oxidación parcial, con el uso de membranas de Pd/Ag, y catalizador de platino soportado en alúmina (Pt/Al2O3), concluyendo que en el SMR se obtiene 50% más hidrogeno que en el OMR a las mismas condiciones de operación, esto, debido a que al retirar el hidrogeno, la relación vapor/metano aumenta en el reactor, y se puede llegar a producir más que en el caso de oxidación. [48]
También se han realizado estudios en los cuales se usan sistemas multimembranas, como el propuesto por Hwang et al. que implementa un sistema con dos módulos individuales con catalizador de níquel metálico en forma de monedas y membrana de Pd, trabajando a altas presiones: 20 bares) sin barrido de gas, para no tener que hacer un proceso adicional de separación de hidrogeno, en el cual se obtienen dos ventajas principalmente: mejora de la conversión de la reacción en el límite de equilibrio y separación de hidrogeno con un solo paso sencillo sin necesidad de diseñar reactor de conversión de CO2 y PSA. En este estudio, se logró obtener una pureza de hidrogeno saliente del reactor del 75%. [49]
Vigneault et al, evaluaron la capacidad de producir experimentalmente hidrógeno ultra puro bajo condiciones de operación de reformado con vapor, acoplado con un circuito químico de combustión (CLC), en el cual se produce el calor necesario para la reacción endotérmica de reformado; en un reactor de micro canales, en el cual se contaba con una membrana de Pd/Ag en los canales de reformado y de conversión de CO2, alcanzando con esta configuración conversión de metano del 91% y pureza de 99,99% operando a 570ºC y 15 bares. [50]
En este campo, Rahnama et al, investigaron el uso de membranas de Pd/Ag en un reactor de tri-reformado (reactor que combina SMR, OMR y DMR con el fin de obtener mayor eficiencia energética, buen rendimiento de hidrogeno y bajas emisiones atmosféricas), en un reactor térmico acoplado con dos membranas que remueven el hidrogeno producido, y así logran superar el límite del equilibrio termodinámico alcanzando una mayo conversión de metano a la salida del reactor, disminuyendo la temperatura de operación del SMR, logrando trabajar en un rango de 300-600ºC con buenas propiedades. [51]

22
3.5. PODUCCIÓN DE HIDROGENO EN LA REFINERIA DE CARTAGENA
En la planta de refinación de la Refinería de Cartagena (Ecopetrol S.A.), se produce hidrogeno en las unidades de proceso U-115 y U116, con el objeto de emplearlo como materia prima en las unidades de hidrotratamiento de Diesel y Nafta, para mejorar las propiedades de estos combustibles, minimizando su contenido de azufre, cumpliendo así con lo establecido en la legislación, y produciendo barriles más limpios de acuerdo a la política ambiental de la empresa.
Este proceso de obtención de hidrogeno, en la refinería, se realiza por reformado de gas natural con vapor, con reactores de conversión de CO2 y sistema de separación PSA; mediante una integración energética, donde, no solo se produce hidrogeno al 99,5% de pureza, sino que se hace sostenible energéticamente.
3.5.1. Descripción del proceso de reformado
El gas natural proveniente de la sección del gas de combustión de refinería, se hace pasar por compresores hasta regular la presión a 145 psig antes de entrar al proceso, el gas natural entra al proceso a 90°F y a 145 psig, luego entra a un separador de contaminantes del cual se desprende una corriente de aguas aceitosas, teniendo el gas limpio de impurezas sólidas o líquidas se le da el nombre de “gas de carga”, y se lleva a un compresor para aumentar la carga hasta 430 psig y a una temperatura de 288 °F. Al flujo se añade una corriente de hidrógeno a 100°F y 412 psig para luego precalentarla en un intercambiador de calor que la lleva a una temperatura de 750°F, todo como pretratamiento para la alimentación del hidrotratador D-008, donde se extrae una pequeña porción de azufre entre unas 4 a 5 ppm, el catalizador utilizado por este reactor es de Ni-Mo “Níquel-Molibdeno” y no existe una caída de presión considerable, ya que se encuentra alrededor de unos 3 o 4 psig.
El flujo saliente del hidrotratador D-008 va directo al desulfurizador D-009A, que de paso le sigue al desulfurizador D-009B, los cuales utilizan un catalizador de óxido de zinc y reducen la cantidad de azufre de 4 ppm a 0,1 ppm aproximadamente.
El gas de carga resultante se mezcla con una corriente de vapor con 5965 lbmol/h lo que produce la solución de gases que llega como alimento de reactantes al reformador F-001, ésta línea es llamada “gas de proceso”, la cual opera a 1600° F. El reformador consta de 184 tubos y 70 quemadores, en los tubos posee un empaque de catalizador de Ni “Níquel” suficiente para permitir la reacción de reformado de gas natural. En la parte inferior de los tubos de catalizador se desprende una corriente de gas de síntesis, un gas rico en hidrógeno con residuos

23
de los gases de proceso, estos se encuentran a una temperatura de 1600°F. Esta temperatura es aprovechada en un intercambiador de calor de tubos concéntricos cuya carcaza se encuentra inundada con agua, el gas de hidrógeno pasa por el intercambiador para generar vapor, esta parte del proceso es conocida como “Recuperación de Calor y Generación de vapor”, todo el vapor generado en esta unidad es el mismo que se suministra a la línea de gas de proceso pasando también por un tren de calentamiento en el que se usa el gas de combustión aprovechando la energía de los quemadores para aumentar la temperatura de los reactivos y reducir la energía utilizada en el horno.
El horno del reformador trabaja a una presión de vacío de 1.4 mmH2O, de éste se extraen los gases de combustión los cuales se hacen pasar por las vías de un sistema de recuperación de calor y generación de vapor en el cual se aprovecha el calor para aumentar la temperatura de los gases de carga desde 689°F hasta 1050°F, el vapor que se mezcla con el gas de carga lo lleva a 695°F, y el aire de combustión se hace pasar en la parte más fría de los gases de chimenea para aumentar su temperatura desde 80°F hasta 452°F y luego llevarlo a una zona más caliente del sistema para llevarlo desde 452°F hasta 900°F y culminar con los gases de combustión saliendo por chimenea impulsados por la bomba generadora de vacío en el reformador.
El llamado “Gas de síntesis” llega directamente al convertidor D-010 que utiliza un catalizador de diésel y el vapor restante para realizar la reacción:
𝐶𝑂 + 𝐻2𝑂 ↔ 𝐶𝑂2 + 𝐻2 (11)
El aumento de temperatura de la corriente, debido a la reacción exotérmica es de 675°F hasta 804°F y a una presión de 332 psig, pasando de un flujo de hidrógeno de 5573,3 lbmol/h a 6285,4 lbmol/h.
Ésta última corriente pasa por dos intercambiadores de calor que llevan la temperatura desde 804°F hasta 309°F, para ingresarla al secador de condensado caliente D-002 del cual se desprende el gas de síntesis a 309°F y es enfriada hasta 130°F, luego se pasa por un intercambiador de calor que la lleva a 100°F para entrar al separador de condensado frio. Tanto el condensado caliente como el frío tomarán lugar en la zona de recuperación de calor y generación de vapor, mientras que una corriente rica en CH4 se lleva al tren de purificación o PSA.
El sistema de PSA consta de una serie de adsorbedores de par en par, que, utilizando variaciones en la presión en diferentes puntos del sistema, logra realizar una purificación exitosa, usando también filtros llamados los H1, H2, H3 hasta el H10 donde las impurezas quedan atrapadas. El sistema consta de 5 ciclos, uno de adsorción, de presurización, despresurización a contracorriente, de purga, de represurización.

24
Luego los gases residuales se llevan al “tambor de gas residual” D-007 para su posterior quema en el reformador. El hidrógeno producto posee una concentración del 99,9%, pudiendo verla eficacia del proceso. [52]
3.5.2. Descripción operacional del reformador T-001
El reformador consta de 184 tubos empacados con un catalizador de Ni “Níquel” y 70 quemadores, los cuales producen una flama que se encuentra a pocos metros de los tubos de catalizador sin hacer contacto directo. Todo este empaque está forrado por una capa de 4 in de fibra de vidrio formando un gran horno necesario para soportar los 1600°F aproximadamente a los que se encuentra el interior del mismo.
En la parte superior del reformador encontramos la sala de alimentación a los tubos del reformador y los quemadores, en esta sala se encuentran los tubos de alimentación y se puede observar los ganchos a los cuales están sujetos los tubos de catalizador, se usa un sistema anti vibraciones que protege a los tubos de llegar a caer. Cada tubo tiene 3 alimentadores de gas, uno de gas de combustión de refinería, otro de gases residuales y otro de aire de combustión. Estos flujos están controlados con una válvula manual que, por lo general, cuando la planta está funcionando al 50% de su capacidad, ellas se encuentran abiertas al 60%.
En la parte más alta del horno existen portones de seguridad en todo el contorno del mismo, que se abren cuando existen mediciones de presión por encima de 4 mmH2O y por debajo de -4 mmH2O, esto como medida de seguridad ante posibles catástrofes. Además, se encuentra un botón de seguridad con el que se hace un paro de planta de emergencia.
El reformador, los quemadores y la mayoría de las líneas operan a temperaturas muy altas, los equipos están diseñados sobre pilares que tienen la capacidad de permitir la expansión de todos los equipos, incluido el reformador, el cual sufre una gran expansión volumétrica, sin este tipo de seguridad se destruiría la base y todos los soportes del reformador. [52]

25
Figura 4. Proceso de producción de hidrógeno de ECOPETROL S.A de 2014
Fuente: Ecopetrol S.A. Manual de descripción de procesos de la unidad U-115/U-116. [52]
4. DISCUSIÓN DE RESULTADOS
En los procesos de reformado de metano con vapor (SMR), se encontraron investigaciones en las cuales se mejoraban los catalizadores empleados en los procesos, tanto en el usos de metales activos diferentes al níquel, como modificaciones en las estructuras de soporte, observando mejores resultados en los catalizadores que usaron combinaciones bimetálicas de nique con metales nobles, mostrando un futuro prometedor en la industria de catalizadores para producción de hidrogeno por reformado de metano.
En la tabla 3, se puede observar una comparación entre los diferentes catalizadores utilizados para el reformado catalítico con vapor, y los beneficios obtenidos con estos:

26
Tabla 3. Comparación entre los diferentes catalizadores para el reformado con vapor
Fuente: Autor
En el reformado autotérmico (ATR) se ha tenido preferencia por sustituir el soporte del catalizador con óxidos tipo peroskita, ya que presentan facilidad para sustituir diferentes metales en su estructura, modificando sus características, y por lo tanto su actividad en el reformado, como se puede observar en la tabla 4. Y que de acuerdo a los estudios, proporcionan un mejor desempeño que los catalizadores convencionales.
Tabla 4. Comparación entre los diferentes catalizadores para el reformado autotérmico.
Fuente: Autor
BENEFICIOS
Mo/Ni
(soporte Al2O3)
Aumenta el efecto sinergético por la alta densidad de electrones, y gran cantidad de sitios
catalíticos, como resultado de la trasferencia de electrones del Mo hacia el Ni
Ce/Ni
(soporte Al2O3)Mejora el desempeño catalítico por la formación de especies de oxigeno móviles en el soporte
La/Ni
(soporte Al2O3)
Mejora la actividad catalítica, porque el lantano aumenta la disponibilidad de Ni en los soportes
de alúmina
B/Ni
(soporte Al2O3)
Incrementa la reacción presente entre el níquel y el soporte, y reduce a energía de activación del
metano, lo cual incrementa la reacción de este
Ni
(Soportado en SiC)
Mejor conductividad térmica y resistencia mecánica. Minimiza la resistencia de la transferencia
de calor en la reacción optimizando la gestión térmica, y el efecto de pared fluida garantiza una
mejor distribución radial y axial de los reactivos
Ni
alúmina porosa (α-
Al2O3)
Presenta más área superficial, y mayor volumen de poro, lo cual hace que tenga mayor
dispersión del metal activo y mayor adsorción de metano, ocasionando un mayor rendimiento
de hidrogeno y mayor conversión de metano
Ni
soportado en zirconia
(ZrO2)
Entre menor densidad de puntos ácidos en el catalizador y mayor grado de hidratación; se
presenta menor formación de carbón en la superficie durante la reacción; por lo tanto, se
presenta menor desactivación del catalizador
Ni
zirconia mesoporosa
estabilizada con itrio
Mejora en la actividad catalítica y la tolerancia a la deposición de carbón en la estructura
mesoporosa
Ni/Al
(metalico)
Mejora sus propiedades catalíticas al formarse polvos metálicos ultra finos que presentan mayor
área de superficie que los soportados en alúmina, por lo tanto aumenta la actividad catalitica y
rendimiento de hidrogeno.
Mej
ora
co
n u
tiliz
ació
n d
e
met
ales
ad
icio
nal
es
Mej
ora
del
so
po
rte
del
cat
aliz
ado
r xo
n N
i co
mo
met
al a
ctiv
o
CATALIZADOR
CATALIZADOR BENEFICIOS
Ni
Soportado en
cromitas de lantano
(LaCrO3)
Presenta gran estabilidad y actividad en el reformado de hidrocarburos,
sustituyendo el lantano por estroncio y rutenio, mostrando una
excelente actividad, y thiotolerancia hasta de 50 ppm
Ni
soportado en
peroskita alúmina-
Cerio (CeAl2O3)
Cuenta con un metal noble incorporado que le proporciona propiedades
redox interesante en el mismo soporte; se realizó adición de platino y
rodio en diferentes proporciones, observando mejor desempeño
catalítico que la peroskita sin adición de Rh y Pt, y conversiones de
metano del 99% para el caso de la peroskita sustituida

27
En cuanto el desarrollo de tecnología de microreactores se encontró una tendencia
para la producción de hidrogeno in situ, como una fuente segura y limpia de energía;
utilizando diferentes tecnologías, como lo son sorción mejorada, acoplamiento de
ciclo de combustión catalítica y uso de membranas permeoselectivas, como se
puede observar en la tabla 5.
Tabla 5. Comparación entre los diferentes tipos de microreactores para reformado metano.
Fuente: autor
5. CONCLUSIONES
En el desarrollo de este artículo de revisión, se realizó una investigación profunda y
detallada de los procesos tecnológicos existentes para la producción de hidrogeno
a nivel industrial y de laboratorio, enfatizando en el proceso de reformado de metano
con vapor, puesto que es la tecnología que presenta mayor aplicación a nivel
industrial por motivos inherentes a la reacción como lo es el rendimiento de
hidrogeno por cantidad de metano suministrado al proceso, por las facilidades de
operación, por la disponibilidad abundante de la fuente de energía y de materia
BENEFICIOS
Reformado de
metano con vapor
mejorado por
sorción (SE-SMR)
sorción de CO2
con CaO
Presenta resultados aceptables para conversión de metano, y rendimiento y pureza
de hidrogeno bajo diferentes condiciones de operación, de tal manera que a 30 bar y
923 K, con una relación de Vapor/metano= 3; se obtuvo una conversión del 65% y una
pureza de hidrogeno del 89%; que comparados con el reformado convencional se
obtiene valores cercanos al 24% de conversión y 49% de rendimiento de hidrogeno
Oxido de Ni
como portador
de Oxigeno
El flujo de gases del reactor de combustible del CLC, se conecta directamente al
SMR, y el calor desprendido del reactor de aire se envía al regenerador del sorbente
para incrementar la productividad de hidrogeno, reduciendo emisiones de CO2 y
conservando el calor del proceso; haciendo que este logre ser autosostenible
térmicamente
Reactor con
placas
segmentadas de
catalizador
Aumenta el área de superficie en contacto del catalizador y disminuye el gradiente
de temperatura en el caso de usar catalizador segmentado sobre la pared del
reactor. Tiene unn mejor desempeño en la producción de hidrogeno,y en la
minimización de la temperatura máxima de operación, y de puntos calientes en la
pared del reactor
Reformado de
metano con vapor
con membranas
permeoselectivas
de Hidrogeno
Membranas de
paladio (Pd), y
paladio y plata
(Pd/Ag)
Al retirar el hidrogeno disminuyen las condiciones de proceso, como la temperatura,
que hace que se requieran tamaños menores en los reactores. se logró obtener una
pureza de hidrogeno saliente del reactor del 75%
Reformado de
metano con vapor
acoplado a
combustión
catalítica (CLC-
SMR)
MICROREACTOR

28
prima: el gas natural; y por la diversidad de modificaciones que pueden
implementarse en esta tecnología para mejorar su desempeño.
En los procesos de reformado de metano con vapor (SMR), se encontraron
investigaciones en las cuales se mejoraban los catalizadores empleados en los
procesos, tanto en el uso de metales activos diferentes al níquel, como
modificaciones en las estructuras de soporte mostrando favorecimiento en el
desarrollo de catalizadores novedosos para la industria.
De igual manera, se observa la implementación de energías alternativas como solar
y plasma en el reformado de metano con vapor como fuente de energía, ya que por
compromiso ambiental, la búsqueda de nuevas fuentes de energía renovables, nos
llevan a desarrollar estas tecnologías, disminuyendo así el impacto ocasionado por
el consumo de combustibles fósiles y la emisión de gases de invernadero que cada
vez más están incrementando la temperatura atmosférica cuando desastres
naturales como consecuencia de estos.
Se encontró una marcada tendencia al uso de microreactores para la producción de
hidrogeno in situ, con fines de aplicaciones no solo industriales, sino como una
fuente segura y limpia de energía para uso residencial, observando investigaciones
en mejoras del proceso de reformado en microreactores, como el mejoramiento por
sorción de CO2, acoplamiento de circuito quimo de combustión y el uso de
membranas permeoselectivas de hidrogeno, cuyos objetivos están encaminados a
aumento en la obtención de hidrogeno puro, procesos autosostenibles
energéticamente, y que tengan menores descargas de gases de invernadero al
ambiente. Marcando un hito en el compromiso ambiental que tiene la ingeniería con
el desarrollo tecnológico de proceso para a la obtención de energías alternativas.
A nivel de producción industrial de hidrogeno en la ciudad de Cartagena, en la
Refinería de Ecopetrol, se cuenta con un proceso de reformado de vapor con
metano, que cuenta con tecnología de integración energética, que minimiza la
demanda de combustible fósil para la producción, favoreciendo así no solo
económicamente al proceso, sino, ambientalmente al disminuir la emisión de CO2
por consumo de este.
Como recomendación y propuesta de investigación del resultado de esta
investigación, se plantea el desarrollo de un modelo alternativo que se pueda
implementar en la refinería de Cartagena, bien sea usando energías alternativas
como fuente de energía, o acoplando un sistema de membranas o circuito químico
de combustión que coadyuven con la intención de producción amigable con el

29
ambiente que hay en la Refinería; todo esto en la medida de las posibilidades que
tenga la administración de la empresa en mención.
AGRADECIMIENTOS
Agradecimientos especiales a la Refinería de Cartagena, por brindar la oportunidad
de desarrollar este artículo de revisión en tecnología desarrolladas para reformado
de metano con vapor basado en la información suministrada del proceso de
obtención de hidrogeno que poseen en las unidades de proceso U-115/U-116.
A la universidad de San Buenaventura por proporcionar las bases técnicas
necesarias para el desarrollo de este articulo; así como las bases de datos
especializadas en tecnología con que cuentan en su biblioteca.
REFERENCIAS BIBLIOGRAFICAS
[1] A. R. Martins, L. S. Carvalho, P. Reyes, J. M. Grau y M. d. C. Rangel,
«Hydrogen production on alumina-supported platinum catalysts,» Journal of
Molecular Catalysis A: Chemical, vol. 429, pp. 1-9, 2017.
[2] J. Yoo, Y. Bang, S. J. Han, S. Park, J. H. Song y I. K. Song, «Hydrogen
production by tri-reforming of methane over nickel–alumina aerogel catalyst,»
Journal of Molecular Catalysis A: Chemical, vol. 410, pp. 78-80, 2015.
[3] K. C. Mondal y S. R. Chandran, «Evaluation of the economic impact of
hydrogen production by methane decomposition with steam reforming of
methane process,» International journal of hydrogen energy, vol. 39, pp.
9670-9674, 2014.
[4] A. Hafizi, M. Rahimpour y S. Hassanajili, «Hydrogen production by chemical
looping steam reforming of methane over Mg promoted iron oxygen carrier:
Optimization using design of experiments,» Journal of the Taiwan Institute of
Chemical Engineers, vol. 62, pp. 140-149, 2016.

30
[5] L. Zhu, L. Li y J. Fan, «A modified process for overcoming the drawbacks of
conventional steam methane reforming for hydrogen production:
Thermodynamic investigation,» chemical engineering research and design,
vol. 104, pp. 792-806, 2015.
[6] N. Mota, I. Ismagilov, E. Matus, V. Kuznetsov, M. Kerzhentsev y Z. Ismagilov,
«Hydrogen production by autothermal reforming of methane over lanthanum
chromites modified with Ru and Sr,» International journal of hydrogen energy,
vol. 41, pp. 19373-19381, 2016.
[7] Y. K. Salkuyeh, B. A. Saville y H. L. MacLean, «Techno-economic analysis
and life cycle assessment of hydrogen production from natural gas using
current and emerging technologies,» international journal of hydrogen energy,
pp. 1-6, 2017.
[8] J.-I. Yang, T. W. Kim, J. C. Park, T.-H. Lim, H. Jung y D. H. Chun,
«Development of a stand-alone steam methane reformer for on-site hydrogen
production,» international journal of hydrogen energy, vol. 41, pp. 8176-8183,
2016.
[9] D. H. Choi, S. M. Chun, S. M. Chun y Y. C. Hong, «Production of hydrogen-
rich syngas from methane reforming by steam microwave plasma,» Journal of
Industrial and Engineering Chemistry, vol. 34, pp. 286-291, 2016.
[10] C.-Y. Lin, H.-J. Leu y K.-H. Lee, «Hydrogen production from beverage
wastewater via dark fermentation and room-temperature methane reforming,»
International journal of hydrogen energy, vol. 41, pp. 21736-21746, 2016.
[11] C. Song, Q. Liu, N. Ji, Y. Kansha y A. Tsutsumi, «Optimization of steam
methane reforming coupled with pressure swing adsorption hydrogen
production process by heat integration,» Applied Energy, vol. 154, pp. 392-
401, 2015.
[12] C. A. Avila-Neto, S. Dantas, F. Silva, T. Franco, L. Romanielo, C. Hori y A.
Assis, «Hydrogen production from methane reforming: Thermodynamic
assessment and autothermal reactor design,» Journal of Natural Gas Science
and Engineering, vol. 1, pp. 205-215, 2009.

31
[13] A. Tran, A. Aguirre, H. Durand, M. Crose y P. D. Christofides, «CFD modeling
of a industrial-scale steam methane reforming furnace,» Chemical
Engineering Science, vol. 171, pp. 576-598, 2017.
[14] M.-W. Lim, S.-T. Yong y S.-P. Chai, «Combustion-synthesized nickel-based
catalysts for the production of hydrogen from steam reforming of methane,»
Energy Procedia , vol. 61, pp. 910-913, 2014.
[15] P. Sadooghi y R. Rauch, «Experimental and modeling study of hydrogen
production from catalytic steam reforming of methane mixture with hydrogen
sulfide,» International journal of hydrogen energy, vol. 40, pp. 10418-10426,
2015.
[16] S. Park, J. Yoo, S. J. Han, J. H. Song, E. J. Lee y I. K. Song, «Steam
reforming of liquefied natural gas (LNG) for hydrogen production over
nickeleboronealumina xerogel catalyst,» international journal of hydrogen
energy, vol. 42, pp. 15096-15106, 2017.
[17] V. Palma, M. Martino, E. Meloni y A. Ricca, «Novel structured catalysts
configuration for intensification of steam reforming of methane,» International
journal of hydrogen energy , vol. 42, pp. 1629-1638, 2017.
[18] A. Ricca, V. Palma, M. Martino y E. Meloni, «Innovative catalyst design for
methane steam reforming intensification,» Fuel, vol. 98, pp. 175-182, 2017.
[19] E. Silveira, R. Rabelo-Neto y F. Noronha, «Steam reforming of toluene,
methane and mixtures over Ni/ZrO2 catalysts,» Catalysis Today, vol. 289, pp.
289-301, 2017.
[20] J. T. Jang, J. H. Kwak, G. Y. Han, J. W. Bae, K. H. Cho y K. J. Yoon,
«Methane reforming and water splitting by zirconia-supported cerium-
tungsten composite oxides for cyclic production of syngas and hydrogen,»
International journal of hydrogen energy, vol. 41, pp. 6220-6229, 2016.
[21] S. M. Lee, J. M. Won, G. J. Kim, S. H. Lee, S. S. Kim y S. C. Hong,
«Improving carbon tolerance of Ni-YSZ catalytic porous membrane by
palladium addition for low temperature steam methane reforming,» Applied
Surface Science, vol. 419, pp. 788-794, 2017.

32
[22] H. Butcher, C. J. Quenzel, L. Breziner, J. Mettes, B. A. Wilhite y P. Bossard,
«Design of an annular microchannel reactor (AMR) for hydrogen and/or
syngas production via methane steam reforming,» International journal of
hydrogen energy, vol. 39, pp. 18046-18057, 2014.
[23] L. Pérez-Moreno, J. Soler, J. Herguido y M. Menéndez, «Stable hydrogen
production by methane steam reforming in a two zone fluidized bed reactor:
Experimental assessment,» Journal of Power Sources, vol. 243, pp. 233-241,
2013.
[24] D. Czylkowski, B. Hrycak, M. Jasinsk, M. Dors y J. Mizeraczyk, «Microwave
plasma-based method of hydrogen production via combined steam reforming
of methane,» Energy, vol. 113, pp. 653-661, 2016.
[25] S. Lu, L. Chen, C. Du, X. Sun, X. Li y J. Yan, «Experimental study of
hydrogen production from reforming of methane and ammonia assisted by
Laval nozzle arc discharge,» International journal of hydrogen energy, vol. 39,
pp. 19990-19999, 2014.
[26] F. Wang, J. Tan, Y. Shuai, L. Gong y H. Tan, «Numerical analysis of
hydrogen production via methane steam reforming in porous media solar
thermochemical reactor using concentrated solar irradiation as heat source,»
Energy Conversion and Management , vol. 87, pp. 956-964, 2014.
[27] R. Chein, W. Hsu y C. Yu, «Parametric study of catalytic dry reforming of
methane for syngas production at elevated pressures,» International journal
of hydrogen energy, vol. 42, pp. 14485-14500, 2017.
[28] S. T. Oyama, P. Hacarlioglu, Y. Gu y D. L. , «Dry reforming of methane has
no future for hydrogen production: Comparison with steam reforming at high
pressure in standard and membrane reactors,» international journal of
hydrogen energy, vol. 37, pp. 100444-100450, 2012.
[29] B. V. Ayodele, M. R. Khan, S. S. Lam y C. K. Cheng, «Production of CO-rich
hydrogen from methane dry reforming over lanthania-supported cobalt
catalyst: Kinetic and mechanistic studies,» international journal of hydrogen
energy, vol. 41, pp. 4603-4615, 2016.
[30] A. Cruz-Hernández, J. A. Mendoza-Nieto y H. Pfeiffer, «NiO–CaO materials
as promising catalysts for hydrogen production through carbon dioxide

33
capture and subsequent dry methane reforming,» Journal of Energy
Chemistry, pp. 1-6, 2017.
[31] P. H. Lee y S. S. Hwang, «Numerical simulation on non-catalytic thermal
process of methane reformation for hydrogen productions,» International
journal of hydrogen energy, pp. 1-10, 2017.
[32] T. L. d. Souza, C. d. C. R. d. S. Rossi, C. G. Alonso, R. Guirardello, V. F.
Cabral y S. Specchia, «Thermodynamic analysis of autothermal reforming of
methane via entropy maximization: Hydrogen production,» International
journal of hydrogen energy, vol. 39, pp. 8257-8270, 2014.
[33] Y. Yan, Y. Cui, L. Zhang, L. Li, J. Zhang, Y. Chen, Q. Tang y C. Lin,
«Experimental investigation of methane auto-thermal reforming in hydrogen-
permeable membrane reactor for pure hydrogen production,» International
journal of hydrogen energy, vol. 41, pp. 13069-13076, 2016.
[34] L. Chen y S. Pradhan, «Low temperature synthesis of metal doped
perovskites catalyst for hydrogen production by autothermal reforming of
methane,» International journal of hydrogen energy, vol. 41, pp. 14605-
14614, 2016.
[35] G. D. Marcoberardino, F. Sosio, G. Manzolini y S. Campanari, «Fixed bed
membrane reactor for hydrogen production from steam methane reforming:
Experimental and modeling approach,» international journal of hydrogen
energy, vol. 40, pp. 7559-7567, 2015.
[36] J. Chen, L. Yan, W. Song y D. Xu, «Methane steam reforming thermally
coupled with catalytic combustion in catalytic microreactors for hydrogen
production,» international journal of hydrogen energy, vol. 42, pp. 664-680,
2017.
[37] N. Zhang, X. Chen, B. Chu, C. Cao, Y. Jin y Y. Cheng, «Catalytic
performance of Ni catalyst for steam methane reforming in a micro-channel
reactor at high pressure,» Chemical Engineering & Processing: Process
Intensification, vol. 118, pp. 19-25, 2017.

34
[38] H. R. Radfarnia y M. C. Iliuta, «Hydrogen production by sorption-enhanced
steam methane reforming process using CaO-Zr/Ni bifunctional sorbent–
catalyst,» Chemical Engineering and Processing, vol. 86, pp. 96-103, 2014.
[39] S. Abbas, V. Dupont y T. Mahmud, «Modelling of H2 production in a packed
bed reactor via sorption enhanced steam methane reforming process,»
International journal of hydrogen energy, pp. 1-12, 2017.
[40] D. M. Anderson, P. A. Kottke y A. G. Fedorov, «Thermodynamic analysis of
hydrogen production via sorption-enhanced steam methane reforming in a
new class of variable volume batch-membrane reactor,» International journal
of hydrogen energy, vol. 39, pp. 17985-17997, 2014.
[41] M. Meshksar, S. Daneshmand-Jahromi y M. Rahimpour, «Synthesis and
characterization of cerium promoted Ni/SBA-16 oxygen carrier in cyclic
chemical looping steam methane reforming,» Journal of the Taiwan Institute
of Chemical Engineers, vol. 76, pp. 73-82, 2017.
[42] F. Wang, J. Zhou y G. Wang, «Transport characteristic study of methane
steam reforming coupling methane catalytic combustion for hydrogen
production,» International journal of hydrogen energy, vol. 37, pp. 13013-
13021, 2012.
[43] S. Alam, J. P. Kumar, K. Y. Rani y C. Sumana, «Self-Sustained Process
Scheme for High Purity Hydrogen Production using Sorption Enhanced
Steam Methane Reforming coupled with Chemical Looping Combustion,»
Journal of Cleaner Production, p. mnuscrito aceptado, 2017.
[44] M. Mundhwa, R. D. Parmar y C. P. Thurgood, «A comparative parametric
study of a catalytic plate methane reformer coated with segmented and
continuous layers of combustion catalyst for hydrogen production,» Journal of
Power Sources, vol. 344, pp. 85-102, 2017.
[45] F. Borgognoni, S. Tosti, M. Vadrucci y A. Santucci, «Combined methane and
ethanol reforming for pure hydrogen production through Pd-based
membranes,» International journal of hydrogen energy, vol. 38, pp. 1430-
1438, 2013.
[46] M. Murmura, S. Cerbelli y M. Annesini, «Transport-reaction-permeation
regimes in catalytic membrane reactors for hydrogen production. The steam

35
reforming of methane as a case study,» Chemical Engineering Science, vol.
162, pp. 88-103, 2017.
[47] A. Shigarov, V. Кirillov, Y. Аmosov, A. Brayko, V. Avakov y I. Landgraf,
«Membrane reformer module with Ni-foam catalyst for pure hydrogen
production from methane: Experimental demonstration and modeling,»
International journal of hydrogen energy, vol. 42, pp. 6713-6726, 2017.
[48] F. Borgognoni y S. Tosti, «Multi-tube PdeAg membrane module for pure
hydrogen production: Comparison of methane steam and oxidative
reforming,» International journal of hydrogen energy, vol. 38, pp. 8276-8284,
2013.
[49] K.-R. Hwang, C.-B. Lee, S.-K. Ryi, S.-W. Lee y J.-S. Park, «A multi-
membrane reformer for the direct production of hydrogen via a steam-
reforming reaction of methane,» International journal of hydrogen energy, vol.
37, pp. 6601-6607, 2012.
[50] A. Vigneault y J. R. Grace, «Hydrogen production in Multi-Channel Membrane
Reactor via Steam Methane Reforming and Methane Catalytic Combustion,»
International journal of hydrogen energy, vol. 40, pp. 233-243, 2015.
[51] H. Rahnama, M. Farniaei, M. A. y M. R. Rahimpour, «Modeling of synthesis
gas and hydrogen production in a thermally coupling of steam and tri-
reforming of methane with membranes,» Journal of Industrial and Engineering
Chemistry, vol. 20, pp. 1779-1792, 2014.
[52] S. Ecopetrol, «Manual de Descripción de unidad de generación de Hidrogeno
U-115/116,» Cartagena, 2014.


















