
FABRICACIÓN Y CARACTERIZACIÓN DE UN...
97
FABRICACIÓN Y CARACTERIZACIÓN DE UN MATERIAL COMPUESTO DE MATRIZ POLIMÉRICA CON REFUERZO METÁLICO (MALLA DE ALUMINIO) ZORAYA CASTELLANOS LÓPEZ SANDRA JIMENA GONZÁLEZ VARGAS GINA ANDREA VARÓN GARCÍA UNIVERSIDAD DE SAN BUENAVENTURA FACULTAD DE INGENIERÍA INGENIERÍA AERONÁUTICA BOGOTÁ D.C. 2009
Transcript of FABRICACIÓN Y CARACTERIZACIÓN DE UN...

FABRICACIÓN Y CARACTERIZACIÓN DE UN MATERIAL COMPUESTO DE
MATRIZ POLIMÉRICA CON REFUERZO METÁLICO (MALLA DE ALUMINIO)
ZORAYA CASTELLANOS LÓPEZ
SANDRA JIMENA GONZÁLEZ VARGAS
GINA ANDREA VARÓN GARCÍA
UNIVERSIDAD DE SAN BUENAVENTURA
FACULTAD DE INGENIERÍA
INGENIERÍA AERONÁUTICA
BOGOTÁ D.C.
2009
FABRICACIÓN Y CARACTERIZACIÓN DE UN MATERIAL COMPUESTO DE
MATRIZ POLIMÉRICA CON REFUERZO METÁLICO (MALLA DE ALUMINIO)
ZORAYA CASTELLANOS LÓPEZ
SANDRA JIMENA GONZÁLEZ VARGAS
GINA ANDREA VARÓN GARCÍA
Proyecto de Grado para optar el título de Ingeniero Aeronáutico
ING. CARLOS ARTURO BOHORQUEZ AVILA
Tutor
UNIVERSIDAD DE SAN BUENAVENTURA
FACULTAD DE INGENIERÍA
INGENIERÍA AERONÁUTICA
BOGOTÁ
2009
Bogotá, 1 de diciembre de 2008
Nota de Aceptación
____________________________________________________________________________________________________________________________________________________________________________________
Firma del Presidente del Jurado
Firma del Jurado
Firma del Jurado

Con la culminación de este proyecto y lo que representa en la finalización de una etapa en mi vida llena de conocimiento y disciplina con amor, quiero dedicarle mi esfuerzo y dedicación a Dios por permitirme el don de la vida y la gracia del conocimiento, a mis padres Consuelo y Melquisedec, quienes con su amor y apoyo incondicional hicieron posible la constancia en todos mis proyectos emprendidos, a mis hermanos Marcela y Alejandro, por su colaboración y constantes deseos de ánimo en todas las etapas de mi vida y finalmente a Juan por su amor incondicional, apoyo y colaboración.
Sandra Jimena Gonzalez Vargas.

El éxito en la culminación de este proyecto se debió al apoyo de muchas personas, pero hoy quiero dedicar de una manera especial la realización de éste trabajo al único ser que hace todas las cosas posibles…a DIOS; a mis padres Lucia y Manuel, quienes siempre creyeron en mí, y a mis hermanos Jorge Iván y Juan Manuel, por su gran amor y su gran espíritu de ingenieros, a todos ellos mi dedicatoria y mi agradecimiento porque me enseñaron que las limitaciones solo están en la mente. A todos Gracias.
Zoraya Castellanos López.

Hoy al finalizar este proyecto, quiero agradecerle a DIOS por su fidelidad para conmigo, ya que este triunfo vislumbrado desde hace cinco años ha sido posible gracias a su respaldo y ayuda. También, quiero agradecerles a mis padres Hortensia y José por los esfuerzos que encausaron para poder ver y ser parte de esta victoria qué hoy me es entregada. Por último le agradezco a mi hermana Paola por su apoyo incondicional durante todo este tiempo. A todos ellos les quiero dedicar el éxito de este proyecto porque fueron quienes lo hicieron posible.
Gina Andrea Varón García

Agradecimientos
Las autoras de éste proyecto agradecemos a: DIOS, quien nos permitió culminar con éxito la carrera y éste proyecto para convertirnos en personas valiosas para la sociedad en la que nos desenvolvemos día a día. Ing. Carlos Bohórquez, quien hizo posible gracias a su motivación y conocimientos, el desarrollo y cumplimiento de este proyecto. Ing. Juan Manuel Álvarez, quien con sus conocimientos y disposición permitió establecer bases teóricas para la realización del proyecto. Ing. Alejandro García, quien con su apoyo incondicional y disposición, hizo posible la entrega de este proyecto. A todos los miembros de la Facultad de Ingeniería y el Programa de Aeronáutica por su excepcional colaboración durante el desarrollo del proyecto. A la Universidad Nacional de Colombia, que gentilmente colaboró con el desarrollo del proyecto facilitando equipos en sus instalaciones para la realización de las pruebas.

CONTENIDO
Pág.
INTRODUCCIÓN…………………….………………………………………….……….21 1. PLANTEAMIENTO Y FORMULACIÓN DEL PROBLEMA………….………...22
1.1 ANTECEDENTES…………………………………………………………………22 1.2 DESCRIPCIÓN DEL PROBLEMA..……………………………………………..24
1.3 FORMULACIÓN DEL PROBLEMA..……………………………………………24 1.4 JUSTIFICACIÓN…………………………………………………………………..25 1.5 OBJETIVO GENERAL……………………………………………………………26 1.6 OBJETIVOS ESPECÍFICOS……...……………………………………………..26
2. MARCO TEÓRICO Y CONCEPTUAL…………………………………………..27
2.1 MATERIALES COMPUESTOS………….…………………..…………………..27
2.1.1 Clasificación de los Materiales Compuestos …....……………………………..27 2.1.2 Materiales Compuestos de Matriz Polimérica (PMC) ….………...…………..28
3. DISEÑO METODOLÓGICO.……………………………………………………..36 3.1 ENFOQUE DE LA INVESTIGACIÓN…..………………………………………..36
3.2 LÍNEA DE INVESTIGACÍON USB……………………………………………....36

3.2.1 Sublínea de práctica de facultad….……………………………………………..36
3.2.2 Campo temático del problema….………………………………………………..36
3.3 HIPÓTESIS……...…..……………………………………………………………..36
3.4 VARIABLES……..…..……………………………………………………………..36
3.4.1 Variables Independientes….……………………………………………………..36
3.4.2 Variables Dependientes…………………………………………………………..37 3.5 PROCESO METODOLOGICO…………………………………………………..37 3.5.1 Programa en MATLAB..…………………………………………………………..37 3.5.2 Diseño del modelo en Solid Edge………………………………………………37 3.5.3 Simulación en Algor …..…………………………………………………………..37 3.5.4 Fabricación……………..…………………………………………………………..37 3.5.5 Caracterización experimental…...………………………………………………..38 3.6 CARACTERIZACIÓN TEÓRICA.………………………………………………..38
3.6.1 Matlab………………..……………………………………………………………..40
3.7 SIMULACIÓN DEL MATERIAL EN SOFTWARE (SOLID EDGE – ALGOR).43
3.7.1 Diseño en Solid Edge……………………………………………………………..43
3.7.2 Algor………………..……………………………………………………………….45
3.7.3 Análisis de Gráficas...……………………………………………………………..48
3.8 FABRICACIÓN DEL MATERIAL COMPUESTO…..…………………………..53
3.8.1 La Malla………….…..……………………………………………………………..53
3.8.2 La Resina………..…..……………………………………………………………..54
3.8.3 Fabricación del Material…………………………………………………………..54
3.8.4 Probetas……………..……………………………………………………………..57
3.9 PRUEBAS MECÁNICAS…..……………………………………………………..58
3.9.1 Resultados de las Pruebas…..…………………………………………………..59
3.9.2 Medidas de Tendencia….………………………………………………………..61
3.10 ANALISIS DE RESULTADOS….………………………………………………..66
3.10.1 Módulo elástico………..……..…………………………………………………..66
3.10.2 Esfuerzo máximo…..…...………………………………………………………..66
3.10.3 Carga máxima………..…………………………………………………………..66
4. CONCLUSIONES…..……………………………………………………………..68
5. RECOMENDACIONES…….……………………………………………………..70
BIBLIOGRAFÍA………..…..……………………………………………………………..71
ANEXOS……………….…..……………………………………………………………..73

LISTA DE TABLAS
Pág.
Tabla 1 Propiedades de la Típica Resina Termoestable Sin Relleno….……….28 Tabla 2 Tabla de Propiedades Físicas (Refuerzo y Malla)……………………….39 Tabla 3 Propiedades Físicas de las Probetas……………………..……………….59 Tabla 4 Resultados de las Pruebas Mecánicas…………………..………………..59 Tabla 5 Resultados…………………………………………………..………………..66

LISTA DE GRÁFICAS
Pág.
Gráfica 1 Características Físicas de la Malla………………………………………34 Gráfica 2 Diseño de Malla en Solid Edge……………………………..……………43 Gráfica 3 Diseño de Resina en Solid Edge……………………………..………….44 Gráfica 4 Diseño del Compuesto en Solid Edge……………………..……………44 Gráfica 5 Icono ALGOR Mesh[MB1]………………….………………..……………45 Gráfica 6 Modelo Enmallado en Algor…..……………………………..……………45 Gráfica 7 Especificación del Material – Malla..………………………..……………46 Gráfica 8 Especificación del Elemento – Resina……………………..……………47 Gráfica 9 Definición del Elemento……………………………..……………….……47 Gráfica 10 Modelo del Compuesto con Cargas Aplicadas.…………..……………48 Gráfica 11 Condición de Fuerza Nodal Aplicada……………………..……………48 Gráfica 12 Condición de Contorno de Superficie….…………………..……………48 Gráfica 13 Gráfica de Resultados Von Misses………………………..……………49 Gráfica 14 Tensión Principal Máximo N/mm2.………………………..……………50 Gráfica 15 Deformación Unitaria Tensor X-X N/mm2………………..……………51 Gráfica 16 Densidad de Energía de Deformación…..………………..……………52 Gráfica 17 Sección de Malla 1m………………………………………..……………53

Gráfica 18 Resina Epóxica Epibond 1210………...…………………..……………54 Gráfica 19 Dirección de Mezcla………………………….……………..……………55 Gráfica 20 Resina Epibond 1210 Esparcida en el Millar Liso…...…..……………56 Gráfica 21 Malla Embebida de Resina Epibond 1210...……………..……………56 Gráfica 22 Malla Embebida y Cubierta…………….…………………..……………57 Gráfica 23 Máquina Universal de Ensayos UH-500kNI……………..……………58 Gráfica 24 Probeta Posicionada en la Máquina Universal…………..……………58 Gráfica 25 Gráfica de Esfuerzo Vs. Alargamiento..…………………..……………60 Gráfica 26 Probeta Deformada……………………..…………………..……………60

LISTA DE ANEXOS
Pág. Anexo A. Datasheet Resina…………………………………………………………….73
Anexo B. Datasheet Malla ..................................................................................... 81 Anexo C. Especificaciones Maquina Universal de Ensayos .................................. 82 Anexo D. Drawing Malla ........................................................................................ 84 Anexo E. Drawing Resina ...................................................................................... 86 Anexo F. Drawing Conjunto ................................................................................... 88 Anexo G. Resultado de Enmallado ........................................................................ 90 Anexo H. Resultados Análisis Algor ....................................................................... 92 Anexo I. Programa Matlab ..................................................................................... 95 Anexo J. Resultados Caracterizacion Mecánica .................................................... 97
GLOSARIO AMBIENTE: temperatura o condiciones. Se considera temperatura ambiente normal la comprendida entre 20°C y 30ºC aprox. Condiciones de ambiente a 25ºC: seco < del 20% de humedad relativa, normal 40 – 50% de humedad relativa; húmedo > del 70% de humedad relativa. ASTM: abreviación de “American Society for Testing and Materials”, organización estadounidense para la normalización de las especificaciones y de los métodos de ensayo de los productos industriales. BURBUJA: hueco o poro de menos de 1 mm a no más de 2 ½ a 3 mm de diámetro, encerrado en un material plástico. CALOR ESPECÍFICO: la cantidad de calor necesaria para elevar en 1ºC la temperatura de una determinada sustancia, medida en condiciones normales. CAPA: porción de una cosa (tejido, pintura, cera, etc.) de exiguo espesor, dispuesta en forma extendida como de hoja. CARGA: fuerza de tensión, compresión o flexión ha la cual es sometido un material. CATALIZADOR: activador. COEFICIENTE DE DILATACION TERMICA: representa el aumento de longitud que sufre una barra a lo largo por cada grado centígrado de aumento de temperatura. COMPOUND: mezcla compuesta formada por una resina incluyendo fibras cortadas como refuerzo, un relleno inerte y otros aditivos apropiados. COMPRESIÓN: la mínima carga de aplastamiento bajo la cual cede un material, referida a la unidad de superficie (Kg. por cm2 o por mm2). CONDUCTIVIDAD TÉRMICA: cantidad de calor que pasa por conducción, a través de la unidad de superficie de un material por cada grado de diferencia de temperatura; se expresa generalmente en Kg. cal./m/h/ºC.
Nota: Los términos referenciados en éste glosario fueron tomados del texto MIRACLE, Daniel B. and DONALDSON, Steven L. Volume 21 of ASM Handbook. 2001. 2605P
CONSTANTE DIELÉCTRICA: es la relación entre la capacidad de un condensador con el material usado como dieléctrico, y la capacidad del mismo condensador empleando como dieléctrico el aire (valores absolutos) o el vacío (valores relativos). CURADO: proceso que conduce al endurecimiento de una sustancia; se distingue el curado en frío o a temperatura ambiente del curado en caliente, generalmente por encima de los 70ºC. Polimerización. DEFORMACIÓN BAJO CARGA: representa la deformación elástica que sufre una probeta del material en examen, bajo una carga determinada aplicada por un tiempo determinado; se expresa en porcentaje con respecto a las dimensiones originales. DEFORMACIÓN ELÁSTICA: deformación por la cual el cuerpo que la sufre, recobra sus dimensiones y forma originales al desaparecer el esfuerzo deformante. La Deformación permanente, en cambio, es la que sucede a la primera y el material que la sufre no recupera ya sus dimensiones y formas iniciales al cesar la aplicación de la carga. DESLAMINACIÓN: acción de dividir (separarse) los materiales plásticos reforzados, a lo largo de un plano paralelo a sus capas. DIELÉCTRICO: material no conductor de la electricidad. DILUYENTE: producto que se agrega a una solución para disminuir su viscosidad y reducir la concentración. DISOLVENTE: dícese del líquido dentro del cual se disuelve un cuerpo sólido. DISTORSIÓN: cambio de perfil o de forma de una pieza plástica respecto de su forma original de moldeo. DUREZA: además de ser una medida de resistencia al desgaste o a la abrasión, a la penetración y al rayado, indica en los materiales termoendurecentes su correcto curado, puesto que un curado insuficiente se revela en una dureza inferior al valor nomal. Existen varios métodos para determinarla no exactamente comparables
Nota: Los términos referenciados en éste glosario fueron tomados del texto MIRACLE, Daniel B. and DONALDSON, Steven L. Volume 21 of ASM Handbook. 2001. 2605P

entre sí, siendo los más usados en el sector de los plásticos reforzados el Barcol y Rockwell. DUREZA ROCKWELL: es un método de ensayo para determinar la dureza de los materiales, y se basa en la profundidad de la deformación producida en el material en examen por un penetrador indeformable que actúa durante cierto tiempo cargado con un determinado peso. ELASTICIDAD: la capacidad de un material para recuperar su forma original, después de desaparecer la fuerza deformadora. ESTER: producto de la reacción de un alcohol y ácido. EXOTÉRMICA: reacción que libera calor. FACTOR O COEFICIENTE DE SEGURIDAD: el recíproco de la relación entre la resistencia o rotura de un material y la carga de trabajo prevista. FACTOR DE VOLUMEN (o volumétrico): el volumen de un cuerpo por la unidad de peso (dm3 por Kg). HIBRIDO: dícese de las estructuras cuyos refuerzos están constituidos por unas fibras, junto con otras fibras (amianto, carbono, boro, etc.), en todas sus formas. INERTE: que carece de actividad y no reacciona químicamente. INTERFACE: la superficie límite de contacto entre el vidrio y la resina; teóricamente la superficie de todos los filamentos primario que componen el refuerzo de un laminado. ISO: abreviación de “International Standards Organization” o “Internacional Organization for Standardization”. Organización internacional para la normalización. ISOTROPO: dícese de un refuerzo o enlaminado cuyas características, y en particular su resistencia a la tracción y la flexión, es igual en todas las direcciones; el mat es un refuerzo isótropo y también lo son las piezas obtenidas de mezclas preparadas o premixes.
Nota: Los términos referenciados en éste glosario fueron tomados del texto MIRACLE, Daniel B. and DONALDSON, Steven L. Volume 21 of ASM Handbook. 2001. 2605P
LAMINADO: se dice de cualquier elemento o pieza de plástico reforzado, obtenido por la sobreposición sucesiva de capas de refuerzos (mat, tejidos, etc.) impregnados de resina. Por extensión se aplica a cualquier pieza o elemento particular, fibras de vidrio. LÍMITE DE ELASTICIDAD: el máximo esfuerzo que todavía no produce deformación permanente en un material determinado. MILLED FIBERS (inglés): fibras de vidrio molidas de una longitud variable no mayor de unos 3 mm. MÓDULO DE ELASTICIDAD: es el cociente que se obtiene dividiendo el esfuerzo por cm2 referido a la sección inicial, por la deformación unitaria producida por dicho esfuerzo; se expresa en Kg/cm2 (también se denomina módulo de Young). MOLÉCULA: la unidad más pequeña en que puede dividirse una sustancia conservando aún su identidad química. MONOMERO: compuesto relativamente simple, cuyas moléculas pueden reaccionar con moléculas semejantes para formar macromolécula; representa la estructura más pequeña repetida de un polímero. MULTIDIRECCIONAL: dícese de los fieltros y velos cuyas fibras dispuestas en un plano en todas direcciones, no tienen una orientación preferente. PESO ESPECÍFICO: el peso de la unidad de volumen, expresado en Kg/dm3 o en gr/cm3. El peso específico o densidad aparente, es la que corresponde a la mezcla lista para usar. PESO MOLECULAR: la suma de los pesos de los átomos de una molécula. Los polímeros son sustancias de alto peso molecular (1000 – 100.000 – 1.000.000). POLIMERIZACIÓN: reacción orgánica mediante la cual las distintas moléculas de una resina se unen, enlazan y entrecruzan para constituir moléculas grandes o macromoléculas (en la práctica es sinónimo de endurecimiento). POLÍMERO: sustancia constituida por la reacción de uno o más tipos de moléculas monoméricas que se repiten regularmente formando una cadena cada
Nota: Los términos referenciados en éste glosario fueron tomados del texto MIRACLE, Daniel B. and DONALDSON, Steven L. Volume 21 of ASM Handbook. 2001. 2605P
vez más larga; cuando las moléculas son distintas se tiene la formación de un copolímero. POSCURADO: procedimiento de maduración o estacionamiento posterior al curado, que somete el material a la influencia del calor durante un determinado período de tiempo necesario para que las propiedades de algunas resinas alcancen su valor máximo. PREFORMA: refuerzo de fibras de vidrio cortadas y dispuestas en todas direcciones como en un fieltro, generalmente de una sola pieza; preparado en las dimensiones y formas requeridas para el moldeo. PSI (inglés): Pounds per Square Inch (Libras por pulgada cuadrada). REFUERZO DIRECCIONAL: dícese de un tejido o cinta cuando presenta mayor resistencia mecánica en una dirección determinada, generalmente en el sentido de la urdimbre. RESINA SINTÉTICA: polímeros o copolímeros constituidos por moléculas de cadenas lineales (termoplásticos) o cruzadas tridimensionales (termoendurecentes), generalmente en un estado entre el cristalino y el amorfo, en fase líquida, semisólida o sólida. RESISTENCIA DIRECCIONAL: dícese de un material cualquiera y en particular de un laminado plástico reforzado, cuando ofrece una resistencia mayor en un sentido preferente. RESISTENCIA ESPECÍFICA: la resistencia (a la tracción, a la flexión, etc.) referida a la unidad de peso (o sea resistencia en Kg/cm2 o Kg/mm2 dividida por el peso específico correspondiente). RESISTENCIA A LA FLEXIÓN: la presión en kilogramos aplicada en determinadas condiciones en el centro de una probeta del material en examen, apoyada en sus extremos (kg por cm2 o por mm2). RESISTENCIA A LA TRACCIÓN: la fuerza de tracción en kilogramos necesaria para provocar la rotura de una probeta en condiciones normalizadas de ensayo, referida a la unidad de la sección solicitada (en Kg por cm2 o mm2).
Nota: Los términos referenciados en éste glosario fueron tomados del texto MIRACLE, Daniel B. and DONALDSON, Steven L. Volume 21 of ASM Handbook. 2001. 2605P
Nota: Los términos referenciados en éste glosario fueron tomados del texto MIRACLE, Daniel B. and DONALDSON, Steven L. Volume 21 of ASM Handbook. 2001. 2605P
SISTEMA DE RESINA: el conjunto de los productos químicos, cada uno en su respectiva proporción, que compone una resina constituida por: la resina propiamente dicha, el iniciador, el promotor y los eventuales aditivos especiales (tixotrópicos, retardantes de la combustión, colorantes, etc.). SOLUCIÓN: término que indica un compuesto obtenido por difusión molecular o mezclado espontáneo y homogéneo de una sustancia liquida o sólida, en un líquido. TEMPERATURA DE DISTORSIÓN: es la temperatura que un material puede admitir sin deformación, en condiciones normalizadas de ensayo en función del tiempo y de la carga (generalmente a 18.5 Kg/cm2). TENACIDAD: propiedad de ciertos materiales que se expresa numéricamente en función del área situada por debajo de la curva que relaciona el esfuerzo específico a la tracción con el alargamiento hasta la rotura. TERMOPLÁSTICO: producto que se ablanda por la acción del calor y endurece cuando se enfría, y con nuevos ciclos de calentamiento y enfriamiento puede ser remoldeado muchas veces. TOLERANCIA: variación admisible en el espesor, en una medida, en la dimensiones o en el peso de una pieza o en la proporción de alguna cosa. UNIDIRECCIONAL: dícese de un refuerzo cuando su resistencia a la tracción (y también a la flexión) se manifiesta en un único sentido, siendo prácticamente nula en las otras direcciones como en el caso del Roving. VIDA ÚTIL: es el lapso durante el cual puede permanecer almacenada una resina o un producto cualquiera, antes de volverse inutilizable. VISCOSIDAD resistencia o fricción interna de un líquido a fluir, se expresa en unidades absolutas “poise” (P) y más frecuentemente en “centipoise” (CP) igual a 1/100 de poise, o de acuerdo con la escala del método de medición usado. YOUNG, MÓDULO DE: ver módulo de elasticidad.

INTRODUCCIÓN En la industria aeronáutica se ha visto la necesidad de incrementar la eficiencia estructural de las aeronaves y sus componentes, reduciendo peso y sometiendo a las estructuras a esfuerzos críticos como tensión, compresión, torsión, y flexión entre otros, de esta necesidad surgen los materiales compuestos que están constituidos por dos elementos: una matriz la cual sirve como sustancia de unión, y una estructura de refuerzo que disipa los esfuerzos. Los Materiales Compuestos de Matriz Polimérica (PMC) permiten la cohesión del material, presentan propiedades mecánicas y físicas especiales, ya que combinan las mejores características de sus componentes suprimiendo los defectos e incrementando la relación resistencia-peso, además mejoran los módulos de elasticidad, resistencia a la fatiga y a la corrosión, alta conductividad térmica o eléctrica y un bajo coeficiente de dilatación, entre otros. Los PMC´s han innovado el campo de los materiales gracias a su versatilidad, enriqueciendo las posibilidades de diseño y reduciendo los gastos de mantenimiento, sin dejar a un lado el factor seguridad. Todo ésto permite un enfoque hacia la realización de este proyecto en el que se llevará a cabo el proceso de fabricación de un PMC, caracterizando sus propiedades mecánicas tanto teórica como mecánicamente para poder evidenciar las ventajas y limitaciones del mismo. Este proyecto describe los procesos preliminares para la fabricación y caracterización de un material compuesto de Matriz polimérica y refuerzo metálico, siendo éste último una malla de aluminio.
21
1. PLANTEAMIENTO Y FORMULACION DEL PROBLEMA
1.1 ANTECEDENTES Este proyecto de investigación, conforma las bases para el estudio de nuevos materiales compuestos de matriz polimérica con refuerzo metálico, por lo tanto la información que se pueda encontrar sobre éste tipo de compuestos es escasa, ya que la fabricación de este material es innovadora; hay que tener en cuenta que el refuerzo del compuesto es una malla metálica y en la industria de los materiales compuestos de esta clase, se encuentran investigaciones sobre laminas de aluminio y resinas epoxy siendo éstas las mas similares a el proyecto. En los años 50 se introdujeron las resinas epóxicas, la empresa dinamarquesa Hempel lanzó sus primeros productos epoxy, bajo los nombres de Protección Primer para Tanques y Terminación para Tanques Protect. Desde entonces el epoxy ha crecido y es hoy el producto más importante empleado para la protección de superficie en aplicaciones marinas e industriales, y han sido utilizadas con mucho éxito con los materiales de refuerzo de fibra de vidrio. . Las investigaciones de las resinas poliméricas llevaron a que los compuestos de matriz polimérica se implementaran; recientemente un estudio sobre estos materiales se basa en el “Mejoramiento de la Interfase Aluminio-Resina Epoxica en Materiales Compuestos Laminados Mediante Tratamientos Químico y Físico1”, esta es una investigación que se llevó a cabo entre el Departamento de Ingeniería química y bioquímica de estudios de postgrados e investigación del Instituto Tecnológico de Zacatepec y el Instituto de Investigaciones Eléctricas, Gerencia de Materiales y Procesos Químicos de México, el fin de de esta investigación era evaluar la influencia de tratamientos químicos para mejorar la adherencia entre la
1 Articulo de investigación, “A. Salgado-Mejía1, L. Rejón2, J. Porcayo-Calderón, B. Garza-Montoya, A. Alvarez-Castillo. MEJORAMIENTO DE LA INTERFASE ALUMINIO-RESINA EPOXICA EN MATERIALES COMPUESTOS LAMINADOS MEDIANTE TRATAMIENTOS QUÍMICO Y FÍSICO. . Departamento de Ingeniería Química y Bioquímica y Division de Estudios de Postgrado e Investigación, Instituto Tecnológico de Zacatepec, Calzada Tecnológico 27, Zacatepec, Morelos, México, C.P. 62780. Instituto de Investigaciones Eléctricas, Gerencia de Materiales y Procesos Químicos Av. Reforma 113, Col. Palmira, C.P. 62490 Temixco, Morelos México”.
22
resina epóxica y el aluminio, los resultados arrojados proporcionaron un mejor tratamiento para aumentar la adhesión en la interfase resina epóxica- aluminio, en este caso un tratamiento físico llamado sandblasteado que utiliza un agente que acopla los enlaces químicos en la interfase resina epóxica-aluminio. En 1978, los compuesto de matriz polimerica (resina epoxica) fueron implementados en las superficies de control de las aeronaves, como es el caso del B757 el cual tiene 1.000 libras de ahorro por avión usando componentes compuestos También se encuentran compuestos que se han utilizado para fabricar herramientas de conformado para la industria aeronáutica, añadiendo rellenos metálicos pulverizados, escamas metálicas, o rellenos con recubrimientos metálicos a una resina, de esta manera se obtienen materiales compuestos conductores2. La resina Epóxica Epibond 1210 la cual es ideal para pegar metales, plástico y madera, es fabricada por una empresa líder en el estudio de productos aeronáuticos para su uso en compuestos, metales, plásticos paneles “honeycomb” es Huntsman. Ésta empresa fabrica resinas epóxicas con una alta variedad de densidades que van desde 0.50 gr/cc a 1.80 gr/cc, cuyas características varian con el fin de ofrecer bajo peso, además de tener propiedades como la auto extinción, baja flamabilidad, humo y toxicidad para cumplir con las regulaciones sobre materiales FAR 25.853.
2 SEYMOUR, Raimond B; CARRAHER, Jr Charles E. Introducción a la química de los polímeros; University of Southern Mississippi, Collage of Science Florida Atlantic University. Editorial Reverte S.A.
23
1.2 DESCRIPCIÓN DEL PROBLEMA Los materiales compuestos han trascendido en el ámbito aeronáutico, ya que son sistemas constituidos por la unión de dos o más componentes originando un nuevo material con sus propias características especificas, lo cual permite obtener mayor resistencia, seguridad y disminución de peso. Este proyecto, está basado en los materiales de matriz polimérica, ya que la fabricación de los mismos con refuerzos de malla metálica (aluminio) no ha sido implementados en la industria aeronáutica Colombiana (hasta donde los investigadores del presente documento encontraron); siendo de gran importancia el uso de los mismos para partes estructurales, y permitiendo que proyectos como éste se desarrollen en pro de la obtención de mejores resultados en cuanto a rendimiento, características mecánica y físicas y reducción en cuanto a costos por importaciones, obteniendo así como resultado un avance tecnológico en el sector aeronáutico y aeroespacial. 1.3 FORMULACIÓN DEL PROBLEMA ¿Qué resultados se obtendrán de la Fabricación del Material Compuesto y su caracterización mecánica, comparada con el análisis teórico del mismo?
24
1.4 JUSTIFICACIÓN Los materiales compuestos con matriz polimérica brindan ventajas, que permiten aumentar la vida de los componentes, ofrecen mayor rigidez, resistencia a la fatiga, a los impactos, flexibilidad de diseño, resistencia a la corrosión y estabilidad dimensional. Por tal motivo los materiales compuestos son idóneos para incursionar en nuevos campos, razón por la cual se desarrolla este proyecto en busca de establecer las propiedades mecánicas de un material fabricado con una Matriz Polimérica y un refuerzo Metálico, con el fin de buscar alternativas locales, económicas y de alta calidad para la construcción y/o reparación de partes o componentes aeronáuticos, cuyo costo de fabricación en la actualidad es bastante elevado (el costo de fabricación de los materiales compuestos es más o menos 30% más elevado que la fabricación de los materiales convencionales) además de ser llevado a cabo en su mayoría por empresas internacionales lo cual hace más alto su costo al tener que importar el producto.
25

26
1.5 OBJETIVO GENERAL
Realizar la fabricación y caracterización mecánica y teórica un material compuesto de matriz polimérica con refuerzo metálico (malla de aluminio).
1.6 OBJETIVOS ESPECÍFICOS • Caracterizar teóricamente el material compuesto resultante. • Realizar simulaciones del material para obtener características preliminares. • Fabricar probetas del material compuesto de matriz polimétrica con refuerzo de
malla metálica (aluminio). • Realizar pruebas mecánicas en los nuevos modelos. • Caracterizar el material mediante la máquina universal de ensayos UH-500Kni.
2 MARCO TEÓRICO Y CONCEPTUAL 2.1 MATERIALES COMPUESTOS Los materiales compuestos son sistemas conformados por la unión no química de dos o más componentes dando como resultado un nuevo material de propiedades especificas diferentes a las de los materiales involucrados, pero éstos a su vez no pueden ser fusionados o disueltos completamente. Un material compuesto depende de una matriz o fase continua, que en la mayoría de los casos soporta la carga de los elementos, y un refuerzo o fase discontinua, su asociación da lugar a un material con mejor resistencia y rigidez que una aleación metálica, además brindan una disminución en peso y mayor resistencia a la fatiga, y lo que los hace aun mejores, son prácticamente inmunes a la corrosión. 2.1.1 Clasificación de los Materiales Compuestos. Estos materiales se clasifican según su matriz: 2.1.1.1 Materiales compuestos de matriz metálica: Los materiales compuestos de matriz metálica están constituidos por dos materiales que pueden ser: un metal como matriz, y un refuerzo que puede tomar la forma de fibras, o partículas cerámicas o metálicas, las cuales se combinan microscópicamente, formando un material con alta resistencia y bajo peso.
2.1.1.2 Materiales compuestos de matriz cerámica: Estos materiales son más resistentes y aumentan propiedades como tenacidad a los materiales cerámicos tradicionales, además de ser resistentes a altas temperaturas.
2.1.1.3 Materiales compuestos de matriz polimérica: Son materiales altamente resistentes a la corrosión y a agentes químicos, también poseen excelentes propiedades mecánicas y son fácilmente moldeados debido a sus características particulares.
27
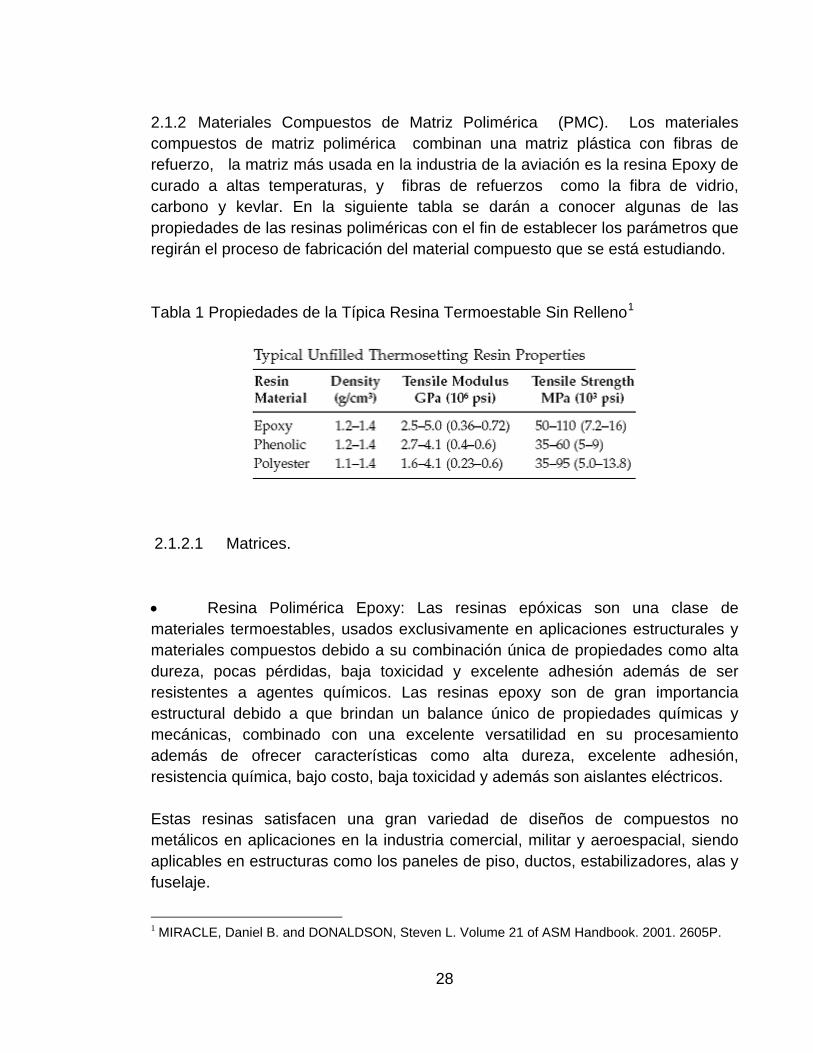
2.1.2 Materiales Compuestos de Matriz Polimérica (PMC). Los materiales compuestos de matriz polimérica combinan una matriz plástica con fibras de refuerzo, la matriz más usada en la industria de la aviación es la resina Epoxy de curado a altas temperaturas, y fibras de refuerzos como la fibra de vidrio, carbono y kevlar. En la siguiente tabla se darán a conocer algunas de las propiedades de las resinas poliméricas con el fin de establecer los parámetros que regirán el proceso de fabricación del material compuesto que se está estudiando. Tabla 1 Propiedades de la Típica Resina Termoestable Sin Relleno1
2.1.2.1 Matrices. • Resina Polimérica Epoxy: Las resinas epóxicas son una clase de materiales termoestables, usados exclusivamente en aplicaciones estructurales y materiales compuestos debido a su combinación única de propiedades como alta dureza, pocas pérdidas, baja toxicidad y excelente adhesión además de ser resistentes a agentes químicos. Las resinas epoxy son de gran importancia estructural debido a que brindan un balance único de propiedades químicas y mecánicas, combinado con una excelente versatilidad en su procesamiento además de ofrecer características como alta dureza, excelente adhesión, resistencia química, bajo costo, baja toxicidad y además son aislantes eléctricos. Estas resinas satisfacen una gran variedad de diseños de compuestos no metálicos en aplicaciones en la industria comercial, militar y aeroespacial, siendo aplicables en estructuras como los paneles de piso, ductos, estabilizadores, alas y fuselaje.
1 MIRACLE, Daniel B. and DONALDSON, Steven L. Volume 21 of ASM Handbook. 2001. 2605P.
28

Las resinas epoxy son formuladas para generar propiedades físicas y mecánicas específicas combinando y limitando algunos materiales: Modificadores: se utilizan principalmente para obtener resistencia o flexibilidad y supresión de flama/humo. Dentro de los Modificadores se pueden mencionar los termoplásticos, retardantes de flama y colorantes entre otros. Rellenos inertes: se utilizan principalmente para el control de flujo y coloración, dentro de los cuales se pueden mencionar el carbón negro, silica, micro balones, fibras entre otros. Catalizador: se utilizan principalmente para capaz de acelerar (catalizador positivo) o retardar (catalizador negativo o inhibidor) una reacción química. Para una termoresina, se tienen en cuenta las consideraciones dadas por el esfuerzo de tensión, el modulo y la torsión, esfuerzo a la compresión, sensibilidad al corte, resistencia a la fatiga, temperatura de flexión o temperatura de transición vítrea (tg), flamabilidad, durabilidad en servicio, disposición del material, facilidad de procesamiento y precio. Dentro de estas termoresinas se encuentran las resinas epoxy las cuales están compuestas fundamentalmente de 3 elementos: la base, el catalizador y los modificadores. Las tres clases principales de Epoxy son; éter fenoglicidilo, glicidol aromático aminos y cicloalifáticos: a Los éter fenoles están formados por la condensación epiclorhidrina y un grupo fenol, dentro de esta estructura, el contenido de la molécula fenol y el número de grupos fenol por molécula distinguen diferentes clases de resinas de éter diglicidilico o Bisfenol-A (DGBEBA): • Modificando la relación epiclorhidrina - bisfenol-A como es el caso de la resina EPIBOND 1210-A, durante la producción se pueden obtener muchas
29

variantes de peso molecular lo cual incrementa la viscosidad (son directamente proporcionales). • Otra clase de resina es Bisfenol-F, la cual tiene una baja viscosidad y se usa comúnmente para reducir la viscosidad de la mezcla mientras limita la reducción de la tg. • Otros aromáticos son Fenol y Cresol novolac que se fabrican en dos etapas: combinando el fenol o el cresol con formaldehído que produce un polifenol que luego reacciona con epiclorhidrina para generar el epoxy. El Fenol novolac es de alta viscosidad siendo un liquido. • Otro importante epoxi novolac, incluye Bisfenol-A novolac el cual tiene un alto rendimiento a altas temperaturas, y el diciclopentadieno novolac, imparte alta resistencia a la resina.
b Los amines glicidol, están formados haciendo reaccionar epicloridrina con un grupo amino; los aminos aromáticos son favorables para altas temperaturas. La resina más importante es el tetragicidol metileno (TGMDA) utilizada para compuestos avanzados, incluye ventajas tales como excelentes propiedades mecánicas, altas temperaturas de Tg. Los amines glicidol son líquidos de alta viscosidad o semisólidos a temperatura ambiente. El amino glicidol, TGPAP tiene una viscosidad excepcionalmente baja a temperatura ambiente lo cual se mezclan con otros epoxies para modificar el flujo o el tack del sistema formulado sin perder el Tg. El amino glicidol tetraglicidoblmetaxileno diamina, tiene como principal ventaja la baja viscosidad a temperatura ambiente. c Los cicloalifáticos son diferentes de otros epoxy por su estructura molecular, posee baja viscosidad y un rendimiento mecánico y térmico relativamente alto y su estructura es más flexible.
30
La Base: La resina epoxica, se puede ver como una molécula que contiene un átomo que está definido por un anillo de tres miembros que son uno de oxigeno y dos de carbono, mientras que la molécula de la base a la cual está atada puede variar produciendo diversas clases de resina epoxy. La base molecular debe contener un carbono insaturado para la producción de resinas epóxicas, y existen dos procesos que pueden convertir esa doble unión en un anillo oxirano: dehidrohalogenacion de un halohidrina intermedio y una epoxidacion peracida directa, siendo más común la primera, la cual también es usada para producir una gran variedad de materiales, y en los cuales la materia prima más importante usada en la producción de resina epoxy es epicloridrina utilizada como precursor. Existen diferencias físicas y químicas entre las resinas epoxy comercialmente disponibles que dictan su último uso y como se procesan: temperatura de servicio, forma del material y viscosidad. Un valor que es de suma importancia cuando se trata de resinas poliméricas es la transición vítrea o tg, la cual es la temperatura bajo la cual un polímero existe en estado vítreo presentándose solo movimiento vibracional. Esta tg en una resina epoxy depende de la estructura molecular que se desarrolla en la matriz durante el curado, por lo que ésta temperatura es directamente relacionada con la temperatura de curado, y tendrá cambios a medida que la temperatura de curado cambia dado que para valores mayores al de Tg, los enlaces secundarios de las moléculas son mucho más débiles que el movimiento térmico lo que hace que el polímero adquiera elasticidad y capacidad de deformación plástica sin fractura. Catalizadores: Los catalizadores son aminos, derivados de aminos, y anhidros, y de su selección dependen características como estabilidad del sistema, curado cinético, forma física, Tg, rendimiento mecánico y resistencia química. El tiempo de curado puede variar de segundos a días o incluso años. La resina formulada puede ser solida, semisólida o liquida, pegajosa o seca. Los agentes de curado a temperatura ambiente incluyen poliamidas, amido amidas y aminos alifáticos, siendo estos últimos los más utilizados.
31

La distancia entre los grupos reactivos y el número, afectan el rendimiento del material: • El grupo amino primario reacciona con el grupo epóxico para generar grupos aminos secundarios. • El grupo amino secundario reacciona con el grupo epóxico para generar el amino terciario. • El grupo amino terciario ejerce un efecto catalítico que causa que el grupo epóxico se polimerice para formar un poliéter. Los aminos primarios más comunes son (OETA) dietilentriamina (TEPA), y N- N-
aminoetilpiperazina (N-AEP), los aminos alifáticos son poliméricos de forma MSDA que son líquidos y se acercan a las propiedades de los aminos aromáticos , estos son más costosos y se usan para alto rendimiento pero su proceso es más complejo. Modificadores: Los modificadores son usados para proveer rendimientos físicos y mecánicos específicos en resinas de curado y no curado, las categorías generales son: • Cauchos: Son usados para incrementar flexibilidad, resistencia a la fatiga, resistencia a la rotura, absorción energética; puede ser reactivo o no reactivo y se puede emplear como líquido, solido o componentes en partículas. • Termoplásticos (TPs): son usados para incrementar la dureza a la fatiga, deben ser disueltos o adheridos como partículas. No todos los TPs son compatibles con epoxies; algunos de los TPs utilizados son: fenoxi, poliéter, block amides, polivinil butiral, polivinil formal, polisulfona, polieter sulfona, plovinilo, polietermida y nylon, su uso es moderado y limitado en formulaciones, porque la viscosidad de la resina aumenta mucho, aumenta la sensitividad del solvente y decae la resistencia a la fatiga y a la rotura. • Diluentes: son epoxy reactivos mono funcionales de muy baja viscosidad son muy pocos los di funcionales disponibles, mientras que las resinas mono
32

funcionales son efectivas bajando la viscosidad y generan una reducción de las propiedades térmicas.
• Retardantes de flama: se puede adherir como relleno, la matriz se puede construir para incorporar características de FR (Generalmente cuanto más carbono e hidrogeno haya en un sistema polimérico mas inflamable es ) . su uso es restringido y a veces prohibido por su impacto ambiental. • Relleno: Son usados como suplementos, refuerzos y para impartir características físicas como baja densidad, baja fluidez y conductividad térmica o eléctrica, pero hay que tener en cuenta que la dureza del relleno aumenta directamente la dureza de la resina. Se pueden categorizar en: minerales, metales, vidrios, fibras, carbono y variedad orgánica. • Pigmentos y Tintes: Son colorantes orgánicos e inorgánicos, los pigmentos son partículas insolubles dispersas en la resina y los tintes son moléculas orgánicas solubles. Otros aditivos que se encuentran brindan flexibilidad, plasticidad, son antioxidantes, suplementos, líquidos, resinosos y estabilizadores. Refuerzos: Se pueden clasificar según su composición química, morfología estructural, y función comercial. Es el refuerzo el que consigue dotar al compuesto de una resistencia idónea. La forma más común de clasificar los refuerzos es: • Fibras: mejoran las propiedades mecánicas reforzando en dirección del refuerzo. Se destacan el carbono, el SiC (nicalon), el aluminio (Dupont), el boro, y el SiC (CVD), también se destacan las fibras continuas de cerámica, debido a que no se disuelven con la matriz, mantienen su alta resistencia a altas temperaturas y tienen alto modulo de elasticidad. Las fibras continuas de metal no son tan utilizadas debido a problemas como deformación estructural por temperatura, corrosión, entre otros.
33

• Partículas: permiten obtener mejor isotropía y menos costos, aunque se debe tener especial cuidado con el tamaño y pureza de las partículas. Los refuerzos de partículas tienden a ser isotrópicos, y la presencia de oxido de metal tiende a reducir la ductilidad y resistencia a la fatiga. • Triquitas: se obtiene una gran isotropía en el material pero la resistencia disminuye, su costo es bastante bajo, y su uso se ha visto restringido debido a que es nocivo para la salud, las propiedades de los CMM (Compuesto de Matriz Metálica) con Triquitas dependen altamente de la orientación del mismo siendo así que orientado aleatoriamente ofrece un material isotrópico, y con un proceso de extrusión se puede orientar el Triquitas originando propiedades no isotrópicas.
Las propiedades que caracterizan estos refuerzos son la transmisión de calor, la conducción de corriente eléctrica o la capacidad de doblarse sin romperse, en el caso del aluminio este proporciona bajo peso, resistencia a la corrosión, resistencia a la fatiga etc. Ya que aprovecha las ventaja que ofrece el metal como es el caso del Aluminio AL 1100 el cual tiene una excelente resistencia eléctrica y no tiene ninguna reacción química a los gases. A continuación se dan a conocer las características físicas de la malla utilizada en el proyecto: Gráfica 1 Características Físicas de la Malla2
2 Ficha técnica Colmallas S.A
34

35
En donde: A: Profundidad B: Troquel No. (IMT). Distancia en mm entre centros de uniones C: Largo de Expansión D: Ancho de la Expansión E: Calibre de la Lamina F: Vena G: Extensión de Unión

3. DISEÑO METODOLÓGICO 3.1 ENFOQUE DE LA INVESTIGACIÓN.
El enfoque de este proyecto es empírico-analítico.
3.2 LÍNEA DE INVESTIGACIÓN USB
Tecnologías actuales y sociedad.
3.2.1 Sublínea De Práctica De Facultad
Instrumentación y control de procesos.
3.1.1 Campo Temático Del Programa.
Diseño y construcción de aeronaves.
3.3 HIPÓTESIS Si la caracterización mecánica del material coincide con la caracterización teórica del mismo se tendrá un material fabricado bajo condiciones ideales, listo para un estudio detallado en pro de su implementación en la industria aeronáutica. 3.4 VARIABLES
3.4.1 Variables Independientes. • Características mecánicas del refuerzo. • Características mecánicas de la resina. • Proceso de fabricación base.
36

3.4.2 Variables Dependientes. • Características mecánicas del material final.
3.5 PROCESO METODOLOGICO El proceso por el cual se llevaron a cabo las caracterizaciones teóricas y experimentales del material descritas en ésta sección están basadas en simulaciones en software y pruebas en maquinas universales de ensayo y cuyos resultados se relacionan al final del capítulo. Las fases y etapas descritas en éste capítulo son las siguientes:
3.5.1 Programa en Matlab. Se diseño un programa en Matlab para calcular la matriz esfuerzo – deformación para materiales isotrópicos, el cual solicita información extraíble de la ficha técnica de cada material (2 materiales: matriz y refuerzo).
3.5.2 Diseño del modelo en Solid Edge. Teniendo como base las especificaciones dimensionales de la malla tomadas con un micrómetro, se diseño un modelo en Solid Edge y se llevo a un conjunto junto con las especificaciones de la matriz para que el programa que hiciera la simulación tomara las características de cada material por separado.
3.5.3 Simulación en Algor. Luego de tener el modelo del material en Solid Edge, este se envió a Algor para ser enmallado y caracterizado por el programa con el fin de obtener resultados de simulación del material como compuesto.
3.5.4 Fabricación. Posterior a la caracterización teórica del material, éste se fabricó teniendo en cuenta las recomendaciones de las fichas técnicas de cada material.
37

3.5.5 Caracterización Experimental. La caracterización experimental se llevo a cabo en la Universidad Nacional con ayuda de una máquina universal de ensayos que arrojó resultados de módulo elástico, carga máxima y esfuerzo máximo.
3.6 CARACTERIZACION TEÓRICA
Basados en la asunción de que el material tiene como definición del elemento la isotropía por practicidad en la obtención de los resultados, se determinaron los valores de Módulo de Elasticidad y Relación de Poisson teniendo en cuenta las dimensiones del refuerzo las cuales se midieron con un micrómetro, y su relación con la resina de acuerdo al volumen necesario para embeber la malla uniformemente como se puede observar en el modelo de Solid Edge en el numeral 3.7, dando como resultado: • Volumen del refuerzo en porcentaje: 20.8% • Volumen de la matriz: 79.2
La siguiente es la ecuación base de la relación entre el Módulo elástico del compuesto con los módulos elásticos del refuerzo y la matriz junto con sus respectivos volúmenes en porcentaje: Módulo de Elasticidad:
EtE1 Vol1 % E2 Vol2 %
Volt %
En donde, Et es el Módulo de Elasticidad final del material compuesto E1 es el Módulo de Elasticidad del refuerzo E2 es el Módulo de Elasticidad de la resina
38

Volt es el volumen total por unidad de material (100%) Vol1 (%) es el Volumen en porcentaje de la malla por unidad de material en porcentaje Vol2 (%) es el Volumen en porcentaje de la resina por unidad de material en porcentaje.
Relación de Poisson
PtP1 Vol1 % P2 Vol2 %
Volt %
En donde, Pt es la Relación de Poisson final del material compuesto P1 es la Relación de Poisson del refuerzo P2 es la Relación de Poisson de la resina Volt es el volumen total por unidad de material (100%) Vol1(%) es el Volumen en porcentaje de la malla por unidad de material en porcentaje Vol2(%) es el Volumen en porcentaje de la resina por unidad de material en porcentaje. A continuación se especifican los valores de cada una de las variables que son las mismas que se mostrarán en el modelamiento para el análisis en el software, numeral 3.7.
Tabla 2 Tabla de Propiedades Físicas (Refuerzo y Malla) Variable Refuerzo Resina Módulo de Elasticidad (N/mm2)
69637 36000
Relación de Poisson 0.36 0.23 Volumen (%) 20.8 79.2
39

Los valores respectivos de las deformaciones se tomaron del programa Algor ya que se estaban trabajando Matlab y Algor simultáneamente y el cual en sus resultados arroja tales valores. Al obtener estos datos se procede a calcular la matriz de relación Esfuerzo - Deformación, basados en las ecuaciones y matrices específicas para el análisis de elementos Isotrópicos, extraídas de libros, las cuales se relacionan a continuación: Relación Esfuerzo - Deformación:
⎪⎪⎪⎪
⎭
⎪⎪⎪⎪
⎬
⎫
⎪⎪⎪⎪
⎩
⎪⎪⎪⎪
⎨
⎧
⎪⎪⎪⎪
⎭
⎪⎪⎪⎪
⎬
⎫
⎪⎪⎪⎪
⎩
⎪⎪⎪⎪
⎨
⎧
++
+−−
−−−−
=
⎪⎪⎪⎪
⎭
⎪⎪⎪⎪
⎬
⎫
⎪⎪⎪⎪
⎩
⎪⎪⎪⎪
⎨
⎧
zxyzxyzyx
PP
PPP
PPPP
E
zxyzxyzyx
γγγεεε
τττσσσ
)1(2000000)1(2000000)1(2000000100010001
En donde, P es la Relación de Poisson E es el Módulo de elasticidad o Módulo de Young σ es el esfuerzo normal τ es el esfuerzo cortante ε es la deformación Normal γ es la deformación Cortante
3.6.1 Matlab: Para desarrollar un análisis especifico de la matriz citada, se llevaron todos los datos a Matlab, en donde se diseño un programa que solicita información base para poder hallar la relación esfuerzo – deformación (el editor de éste programa puede ser evidenciado en el Anexo I).
• Resultados Los resultados que arrojo el programa fueron los siguientes: Modelo de Análisis Mecánicos del Material Compuesto Isotrópico
40

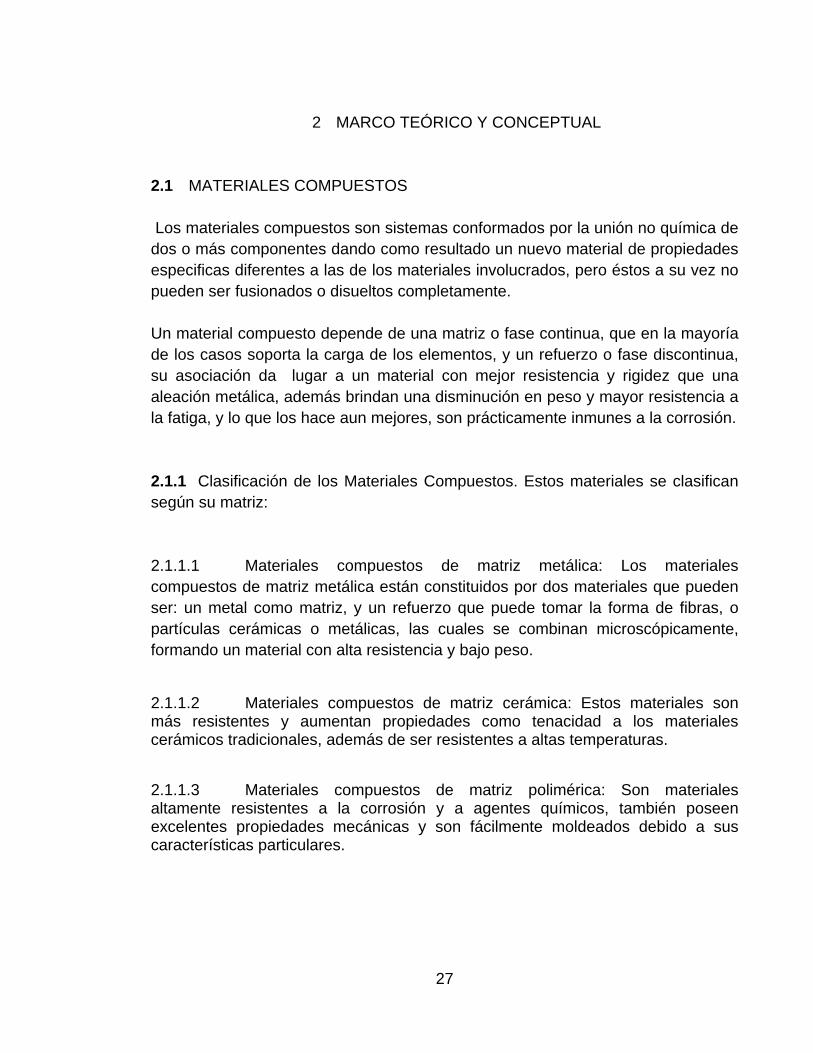
Digite los valores que se solicitan a continuación para el refuerzo M. Young(N/mm2):_69637 Coeficiente de Poisson:_>> 0.36 Volumen del refuerzo (%):_20.8 Digite los valores que se solicitan a continuación para la resina M. Young(N/mm2):_36000 Coeficiente de Poisson:_0.23 Volumen del refuerzo (%):_79.2 Tensión unitaria Tensor X-X:_0.0035 Tensión unitaria Tensor Y-Y:_0.0038 Tensión unitaria Tensor Z-Z:_0.0046 Tensión unitaria Tensor X-Y:_0.002 Tensión unitaria Tensor Y-Z:_0.0018 Tensión unitaria Tensor X-Z:_0.0037 Módulo Elástico Et = 4.2996e+004 Relación de Poisson Pt = 0.2570 Matriz de Strain-Stress Relations M1 = 1.0000 -0.2570 -0.2570 0 0 0 -0.2570 1.0000 -0.2570 0 0 0 -0.2570 -0.2570 1.0000 0 0 0 0 0 0 2.5141 0 0
41
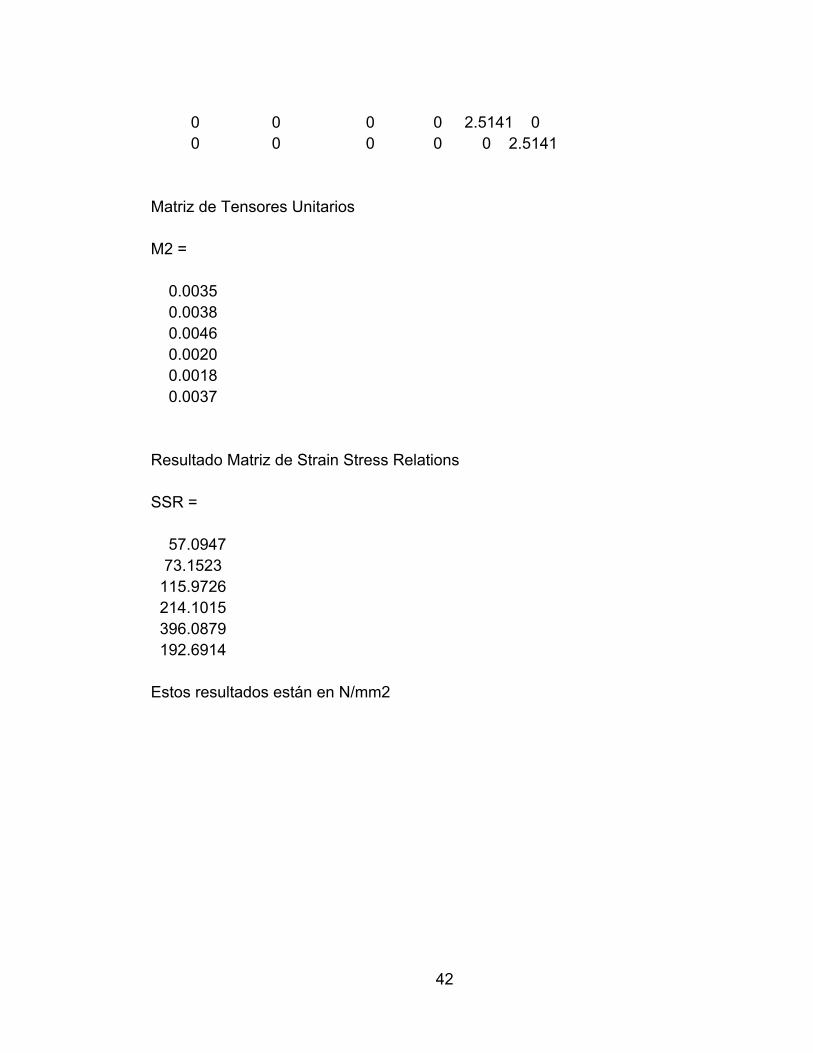
0 0 0 0 2.5141 0 0 0 0 0 0 2.5141 Matriz de Tensores Unitarios M2 = 0.0035 0.0038 0.0046 0.0020 0.0018 0.0037 Resultado Matriz de Strain Stress Relations SSR = 57.0947 73.1523 115.9726 214.1015 396.0879 192.6914 Estos resultados están en N/mm2
42
3.7 SIMULACIÓN DEL MATERIAL EN SOFTWARE (SOLID EDGE - ALGOR) Con el fin de realizar un análisis detallado del compuesto, se decidió simular el material en un programa que emule las propiedades, cargas y deformaciones del mismo y permita obtener datos que corroboren el análisis teórico y práctico que se desarrollo posteriormente. Los siguientes son los pasos de simulación del material:
3.7.1 Diseño en Solid Edge.
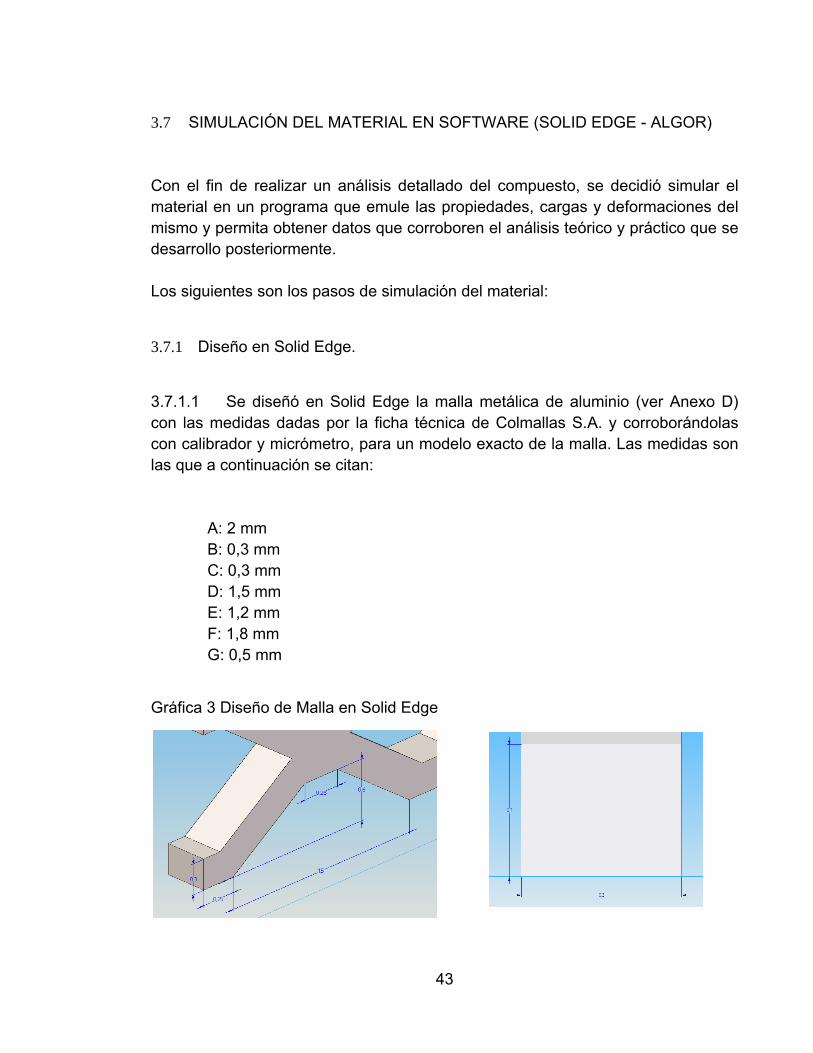
3.7.1.1 Se diseñó en Solid Edge la malla metálica de aluminio (ver Anexo D) con las medidas dadas por la ficha técnica de Colmallas S.A. y corroborándolas con calibrador y micrómetro, para un modelo exacto de la malla. Las medidas son las que a continuación se citan:
A: 2 mm B: 0,3 mm C: 0,3 mm D: 1,5 mm E: 1,2 mm F: 1,8 mm G: 0,5 mm
Gráfica 3 Diseño de Malla en Solid Edge
43

3.7.1.2 Se diseñó la resina teniendo como base el contorno de la malla para crear el molde interno de la placa del compuesto resultante y teniendo en cuenta que la resina cubriera en promedio un valor igual en su contorno. (Ver Anexo E)
Gráfica 4 Diseño de Resina en Solid Edge
3.7.1.3 Se formó el conjunto con la malla y la resina para poder hacer la exportación del documento a Algor. Este modelo tiene unas dimensiones de 2cm por 2cm con un espesor de 0.6 mm lo cual facilita su exportación y análisis. (Ver Anexo F) Gráfica 5 Diseño del Compuesto en Solid Edge
44

3.7.2 Algor. El siguiente paso fue exportar el conjunto a Algor para poder caracterizar el material y realizar la simulación del mismo, lo cual se realizó desde Solid Edge con el icono de ALGOR Mesh [MB1]. Gráfica 6 Icono ALGOR Mesh [MB1]
3.7.2.1 Ya estando el modelo en Algor, el siguiente paso fue enmallarlo para su posterior análisis y el resultado se ve en la siguiente imagen. Gráfica 7 Modelo Enmallado en ALGOR
El resultado se puede apreciar en el Anexo H.
3.7.2.2 Luego de haber enmallado, se caracterizan los materiales en el programa teniendo en cuenta las siguientes propiedades de cada uno.
45

• Malla de Aluminio: Aluminium Alloy 1100-H14, cuyas característica están adjuntas al material, y además son proporcionadas por el programa Algor el cual contiene una biblioteca de materiales con las respectivas características (Gráfica 5-6), son: Densidad de masa 0,0000000027145 Ns2/mm/mm3 Módulo elástico: 69637 N/mm2 Coeficiente de Poisson: 0,36 Coeficiente de dilatación térmica: 0,00002358 1/°C Módulo elástico a cortante: 25510 N/mm2
Gráfica 8 Especificación del Material - Malla
• Epoxy Epibond 1210, cuyas características se obtuvieron de la ficha técnica del material y de materiales equivalentes dentro de la biblioteca de materiales del programa:
Densidad de masa 0,00000000135 Ns2/mm/mm3 Módulo elástico: 36000 N/mm2 Coeficiente de Poisson: 0,23 Coeficiente de dilatación térmica: 0,0000169 1/°C Módulo elástico a cortante: 0
46

Gráfica 9 Especificación del Elemento - Resina
3.7.2.3 Estando el material definido se verifica las características del elemento que debe ser isotrópico. Los demás ítems los proporciona el programa. Gráfica 5-1 Definición del Elemento
3.7.2.4 Ya caracterizado el material y definido el elemento, se adicionan las cargas que soportara el materia para poder realizar el análisis. La carga principal es una carga nodal aplicada al centro del modelo, el cual esta fijo por los extremos.
47
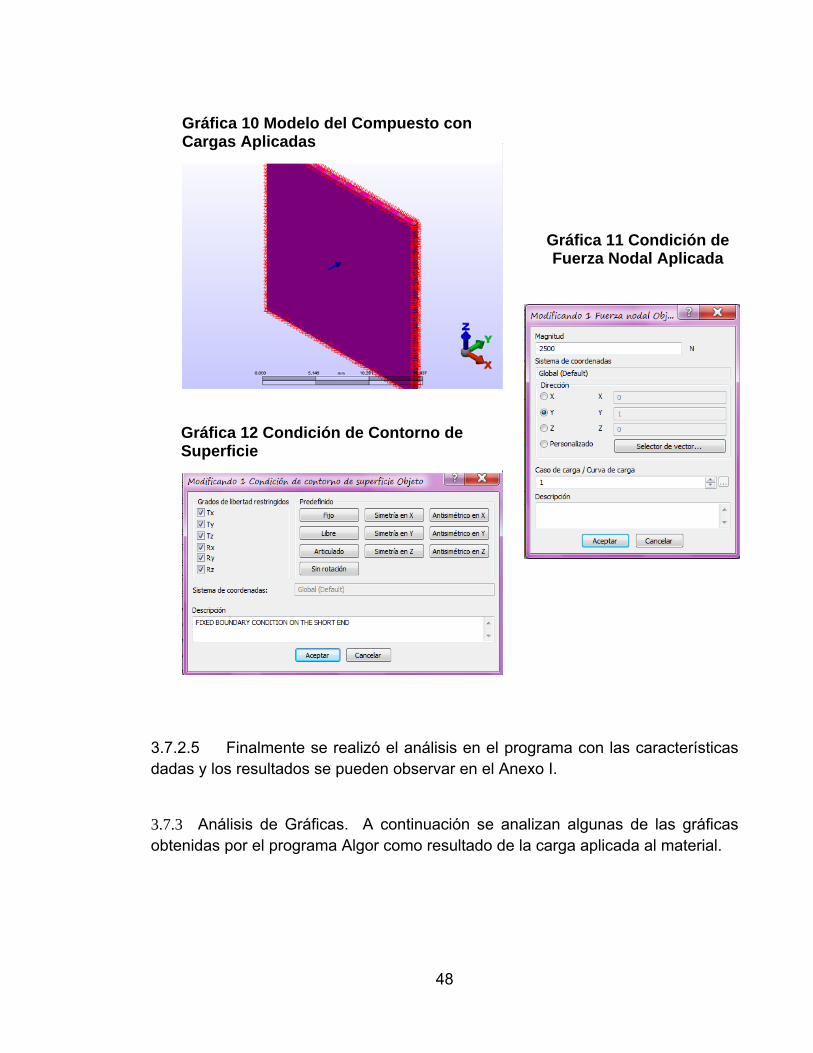
Gráfica 12 Condición de Contorno de Superficie
Gráfica 10 Modelo del Compuesto con Cargas Aplicadas
Gráfica 11 Condición de Fuerza Nodal Aplicada
3.7.2.5 Finalmente se realizó el análisis en el programa con las características dadas y los resultados se pueden observar en el Anexo I.
3.7.3 Análisis de Gráficas. A continuación se analizan algunas de las gráficas obtenidas por el programa Algor como resultado de la carga aplicada al material.
48

3.7.3.1 Gráfica de Tensión Von Misses. La tensión Von Misses es la Máxima energía de deformación. Gráfica 13 Gráfica de Resultados Von Misses
Análisis: Aplicando una carga puntual nodal, se pueden observar los diferentes grados de energía que causan una distorsión a la forma del material (Teoría Von Misses), dando como resultado máximo un valor de 16845 N/mm2 para el material en condiciones ideales. También se puede observar la flexibilidad del material al ser sometido a tal carga, propiedad que se obtuvo solo con la mezcla de las características mecánicas de ambos componentes.
49

3.7.3.2 Gráfica de Tensión Principal Máximo. La tensión principal máxima es el esfuerzo máximo que soportará el material en el punto analizado antes de llegar a la tensión admisible. Gráfica 14 Tensión Principal Máximo N/mm2
Análisis: Al aplicar la carga nodal al material simulado, se observó que el material en condiciones ideales puede soportar una tensión máxima de 11689,9 N/mm2. Sin embargo la carga aplicada no compromete el material al punto de fracturas o fisuras.
50

3.7.3.3 Gráfica de Tensión Tensor X-X. Es la deformación longitudinal por unidad de longitud. Gráfica 15 Deformación Unitaria Tensor X-X N/mm2
Análisis: En esta gráfica se puede observar el resultado de esfuerzos tensores en XX, en condiciones de material ideal comprometiendo la integridad del mismo en los bordes, ya que están fijos en todas las direcciones.
51

3.7.3.4 Gráfica de Densidad de Energía de Deformación. Es la suma de la energía necesaria para provocar una variación en el volumen del elemento sin variar su forma Gráfica 16 Densidad de Energía de Deformación N/mm2
Análisis: En condiciones ideales de material se obtuvo un valor de densidad de energía de deformación de máximo 3461,25 N/mm2, la cual está localizada en el punto de carga aplicada y su expansión no se propaga a lo largo y ancho del material.
52

3.8 FABRICACIÓN DEL MATERIAL COMPUESTO La construcción del material compuesto de matriz polimérica y refuerzo metálico se llevó a cabo en un lugar despejado y limpio, y utilizando para tal fin millar liso, recipientes para realizar la mezcla, mezcladores y el vestuario de protección necesario para tal fin (overol y guantes).
3.8.1 La Malla. La malla es fabricada por Colmallas S.A., y tiene un ancho de 0,37 cm por 2 metros de largo, por lo cual fue necesario dividirla en dos secciones cada una de 1 metro para mayor comodidad al momento de embeberla en resina (Ver Datasheet en el Anexo B) Gráfica 17 Sección de malla 1m
53

3.8.2 La Resina. La resina epóxica Epibond 1210 (Bisfenol A), es un adhesivo de consistencia semi-pastosa con excelentes propiedades y especial para aplicaciones aeronáuticas cuyo tiempo de curado es de 48 hrs. a temperatura ambiente según la ficha técnica. Esta resina se puede aplicar con espátula o con un equipo de dispersión automático, y puede adherirse al metal, la madera, el vidrio, la cerámica, la mayoría de los plásticos entre otros materiales. Se compone de: • Epibond 1210-A, resina (Ver ficha técnica en el Anexo A)
• Epibond 1210-B, catalizador (Ver ficha técnica Anexo A) Gráfica 182 Resina Epóxica Epibond 1210
3.8.3 Fabricación del Material. Para la fabricación de éste compuesto se tomó en cuenta la versatilidad a la hora de manipular la resina, razón por la cual no se optó por un método de fabricación estándar como se muestra a continuación.
El primer paso para la fabricación del material es realizar la mezcla de la resina con el catalizador según las indicaciones del fabricante Huntsman en la ficha
54

técnica (Anexo A), con lo cual se vierten en un recipiente que puede ser plástico, por cada 100 partes por peso de la resina Epibond 1210-A, 65 partes por peso del catalizador Epibond 1210-B, y se mezclan por varios minutos hasta estar seguro de que la mezcla está completamente uniforme. Por la consistencia, las resinas son propensas a burbujas durante el proceso de la mezcla, si ésta no es realizada cuidadosamente sin levantar la espátula y siguiendo una dirección determinada (como se indica en la Gráfica 5) la resina puede adquirir muchas burbujas que dificultarían la obtención de resultados óptimos del compuesto. Gráfica 19 Direccion de Mezcla
El siguiente paso es ubicar en una posición plana lo suficientemente extensa, una sección de papel Millar liso bastante amplia que permita el posicionamiento de la malla más un borde ancho y largo que impida que la resina se salga y se disperse sobre el área de trabajo.
55
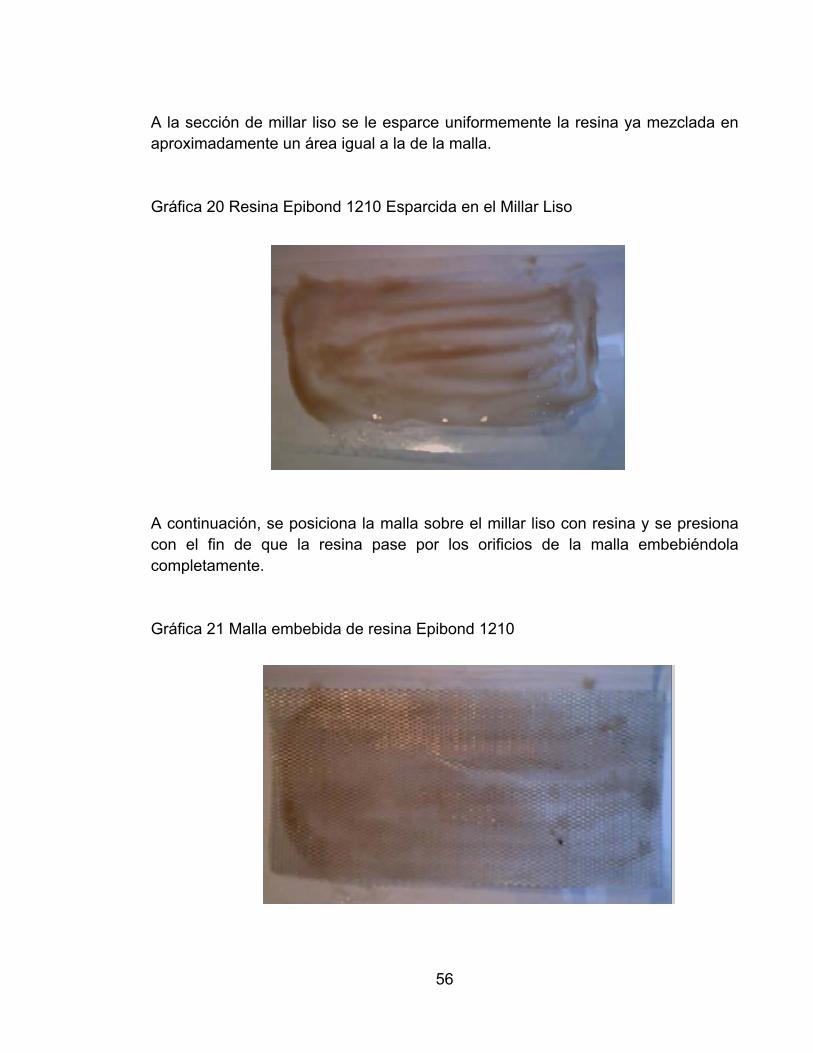
A la sección de millar liso se le esparce uniformemente la resina ya mezclada en aproximadamente un área igual a la de la malla. Gráfica 20 Resina Epibond 1210 Esparcida en el Millar Liso
A continuación, se posiciona la malla sobre el millar liso con resina y se presiona con el fin de que la resina pase por los orificios de la malla embebiéndola completamente. Gráfica 21 Malla embebida de resina Epibond 1210
56

Finalmente se cubre el material con otra sección de Millar liso teniendo cuidado con burbujas atrapadas entre el compuesto y el millar liso, y se deja endurecer por un periodo de tiempo equivalente a 48 horas a temperatura ambiente para lograr un compuesto con las propiedades finales deseadas.
Gráfica 22 Malla embebida y cubierta
3.8.4 Probetas. Para realizar las pruebas de tensión, se cortó el material compuesto resultante en secciones iguales de 25 cm por 2,5 cm según los requerimientos de La Maquina Universal de Ensayos UH-500kNI cuyas especificaciones se pueden observar en la ficha técnica, Anexo C.
57

3.9 PRUEBAS MECÁNICAS Las pruebas mecánicas de tensión se realizaron en la Universidad Nacional de Colombia con una Maquina Universal de Ensayos UH-500kNI (ver ficha técnica en el Anexo C). Gráfica 23 Máquina Universal de Ensayos UH-500kNI
Las probetas se posicionaron en la Maquina como se indica en las siguientes gráficas:
Gráfica 24 Probeta posicionada en la Maquina Universal
58

3.9.1 Resultados de las Pruebas. Durante las pruebas se obtuvieron resultados que se relacionan a continuación
Tabla 3 Propiedades Físicas de las Probetas
Tabla 4 Resultados de las Pruebas Mecánicas
El detalle de los resultados se puede observar en el Anexo J (Ver complementación en el documento anexo en CD). En la siguiente Gráfica se pueden observar los resultados promediados de Esfuerzo y Alargamiento de las probetas
59

Gráfica 25 Gráfica de Esfuerzo Vs. Alargamiento
Las probetas físicamente se deformaron tal como se puede evidenciar en la gráfica siguiente: Gráfica 26 Probeta deformada
60

3.9.2 Medidas de Tendencia Las Medidas de Tendencia se realizaron con los resultados que arrojaron las pruebas cuyos valores se indicaron anteriormente en la Sección de Resultados de las Pruebas
• Medidas de Tendencia (Carga Máxima) Los datos recolectados de los resultados para la variable de Carga Máxima, son los siguientes: Probeta 1: 101,812 Kgf Probeta 2: 113,045 Kgf Probeta 3: 133,758 Kgf
Media. La media para datos no agrupados se saca de la división del valor obtenido por la sumatoria de los resultados entre el número de resultados como se indica a continuación:
x ∑ , E x es la media
n donde,
xi son los datos o resultados n es el numero de datos obtenidos Resultados:
61
x101,812Kgf 113,045Kgf 133,758Kgf
3
x 116,205 Kgf
Mediana. La mediana se calcula tomando el número de datos y dividirlo entre dos si el número es par, y si es impar, al número de datos se le suma uno y se divide igualmente en dos.
MeXn 12
Resultados
Me3 12
Me 2
• Medidas de Tendencia (Esfuerzo Máximo). Los datos recolectados de los resultados para la variable de Esfuerzo Máximo, son los siguientes: Probeta 1: 2,67224 Kgf/mm2 Probeta 2: 2,96706 Kgf/mm2 Probeta 3: 3,51071 Kgf/mm2
Media. La media para datos no agrupados se saca de la división del valor obtenido por la sumatoria de los resultados entre el número de resultados como se indica a continuación:
62

x ∑ , En donde, x es la media xi son los datos o resultados n es el numero de datos obtenidos Resultados:
x2,67224Kgf/mm2 2,96706Kgf/mm2 3,51071Kgf/mm2
3
x 3,05 Kgf/mm2
Mediana. La mediana se calcula tomando el número de datos y dividirlo entre dos si el número es par, y si es impar, al número de datos se le suma uno y se divide igualmente en dos.
MeXn 12
Resultados
Me3 12
Me 2
63

• Medidas de Tendencia (Módulo Elástico ) Los datos recolectados de los resultados para la variable de Esfuerzo Máximo, son los siguientes: Probeta 1: 102,852 Kgf/mm2 Probeta 2: 78,9014 Kgf/mm2 Probeta 3: 124,673 Kgf/mm2
Media. La media para datos no agrupados se saca de la división del valor obtenido por la sumatoria de los resultados entre el número de resultados como se indica a continuación:
x ∑ , En donde, x es la media xi son los datos o resultados n es el numero de datos obtenidos Resultados:
x102,852Kgf/mm2 78,9014Kgf/mm2 124,673Kgf/mm2
3
x 102,1421 Kgf/mm2
64

Mediana. La mediana se calcula tomando el número de datos y dividirlo entre dos si el número es par, y si es impar, al número de datos se le suma uno y se divide igualmente en dos.
MeXn 12
Resultados
Me3 12
Me 2
65
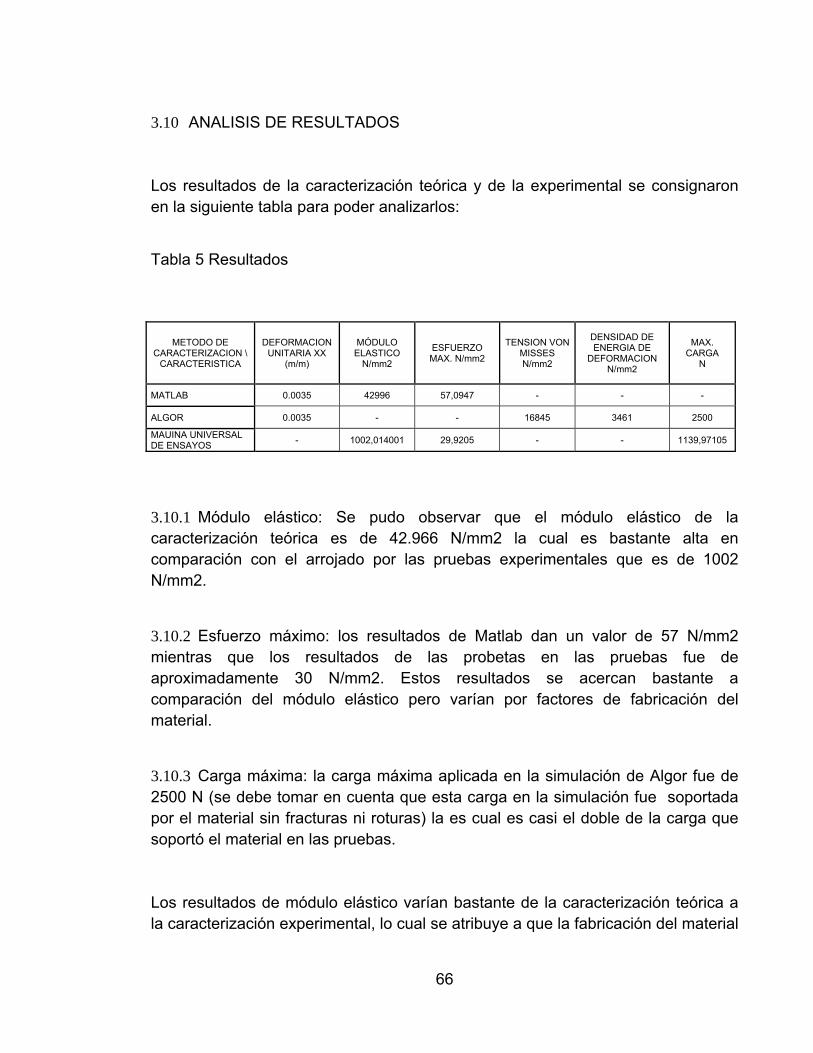
3.10 ANALISIS DE RESULTADOS Los resultados de la caracterización teórica y de la experimental se consignaron en la siguiente tabla para poder analizarlos:
Tabla 5 Resultados
METODO DE CARACTERIZACION \
CARACTERISTICA
DEFORMACION UNITARIA XX
(m/m)
MÓDULO ELASTICO
N/mm2
ESFUERZO MAX. N/mm2
TENSION VON MISSES N/mm2
DENSIDAD DE ENERGIA DE
DEFORMACION N/mm2
MAX. CARGA
N
MATLAB 0.0035 42996 57,0947 - - -
ALGOR 0.0035 - - 16845 3461 2500
MAUINA UNIVERSAL DE ENSAYOS - 1002,014001 29,9205 - - 1139,97105
3.10.1 Módulo elástico: Se pudo observar que el módulo elástico de la caracterización teórica es de 42.966 N/mm2 la cual es bastante alta en comparación con el arrojado por las pruebas experimentales que es de 1002 N/mm2.
3.10.2 Esfuerzo máximo: los resultados de Matlab dan un valor de 57 N/mm2 mientras que los resultados de las probetas en las pruebas fue de aproximadamente 30 N/mm2. Estos resultados se acercan bastante a comparación del módulo elástico pero varían por factores de fabricación del material.
3.10.3 Carga máxima: la carga máxima aplicada en la simulación de Algor fue de 2500 N (se debe tomar en cuenta que esta carga en la simulación fue soportada por el material sin fracturas ni roturas) la es cual es casi el doble de la carga que soportó el material en las pruebas.
Los resultados de módulo elástico varían bastante de la caracterización teórica a la caracterización experimental, lo cual se atribuye a que la fabricación del material
66

67
no se hizo siguiendo un método específico o guiándonos por métodos y pasos y con ayuda de maquinaria especializada para tal fin, lo que finalmente no permite que el compuesto se haya comportado idealmente durante las pruebas por variables como suciedad, burbujas en la mezcla de la resina y variación del volumen por unidad de longitud. Los resultados de carga máxima son cercanos en juntas caracterizaciones teniendo en cuenta lo dicho anteriormente sobre el proceso de fabricación y permiten tener una idea de la carga máxima la cual debe ser superior en juntos procesos ya que en Algor la carga aplicada se tomó de promedios de cargas aplicadas a materiales metálicos.

68
4. CONCLUSIONES 1. Gracias a los resultados obtenidos de las pruebas mecánicas en la Máquina Universal de Ensayos, se puede concluir que el material resultante es Frágil debido a su resistencia a la tensión, la cual fue baja por los efectos de la resina sobre la malla. 2. Con la ayuda de la caracterización mecánica, se evidenció que a mayor porcentaje de resina (Epibond 1210), el compuesto desarrollado en el documento presenta mayor fragilidad, lo que se observó durante las pruebas al comparar los volúmenes de cada probeta (el cual para el resultado del software de la máquina universal se promedió. Ver tabla 5.3) con el resultado de modulo de elasticidad. 3. La adherencia entre la malla y la resina fue un factor determinante en las propiedades que arrojó el material lo cual se evidenció al observar las probetas caracterizadas por la máquina universal de ensayos, las cuales presentaban desprendimiento de la matriz con el refuerzo. 4. La comparación de los valores obtenidos en la simulación con los obtenidos en la caracterización teórica es: • La carga aplicada al compuesto en la simulación es prácticamente el doble de la que soportó el material en las pruebas mecánicas, debido a que la simulación es ideal y las probetas, durante su fabricación quedaron con exceso de resina en diferentes áreas, lo cual hace que las propiedades del material fluctúen. • Los esfuerzos cortantes para la simulación del material cuya carga fue de 2500 N y la cual fue obtenida de un promedio de cargas aplicadas a compuestos de características similares, se acerca a los obtenidos por la caracterización teórica realizada con base en las características individuales de la resina y la malla.
69
• El resultado del módulo elástico de la caracterización teórica es bastante alto en comparación con el resultado de la caracterización mecánica por razones de volumen del material y la fluctuación de sus propiedades. También se debe esta diferencia a que durante el análisis teórico se calculó la pendiente en su valor total y con las características individuales de cada material, y en las pruebas, la maquina universal, calculó éste valor tomando directamente la deformación obtenida por esfuerzo aplicado. 5. Los cambios de volumen en el compuesto se deben a que durante la fabricación no se tuvo acceso a herramientas o maquinaria especializada para tal fin lo que dificultó la obtención de resultados ideales. 6. Gracias a la elaboración de las probetas se pudo evidenciar que el material es bastante flexible aún cuando la resina no quedó distribuida uniformemente.
5. RECOMENDACIONES
Por ser este un proyecto preliminar y de investigación, los resultados obtenidos durante la caracterización teórica difieren de los obtenidos durante las pruebas, debido a que durante la fabricación del material no se llevó a cabo un procedimiento tecnificado que unifique el volumen del compuesto por área y que regule la adherencia de la resina a la malla. Por ésta razón se recomienda un estudio detallado de la fabricación del compuesto para llegar así a condiciones ideales del material y poder realizar una comparación con otros materiales para definir su uso final.
70
BIBLIOGRAFÍA BUDYNAS, Richard G. Advance Strength and Applied Stress Analysis. Second Edition. United States of America: Rochester Institute of Technology. Mc Graw Hill, 1999. 936 p. Disponible en internet: www.aavidthermalloy.com/technical/papers/matrix.shtml, 23 de Julio de 2008; 16:24.
Disponible en internet: www.composites-by-design.com/metal-matrix.htm, 17 de Febrero de 2008; 08:43. Disponible en internet: www.tms.org/pubs/journals/JOM/0104/Rawal-0104.html, 15 de Agosto de 2008; 12:01. GIBSON, Ronald F. Principles of Composite Material Mechanics. Detroit, Michigan: Wayne State University. Mc Graw Hill, 1999. 426 p. GRABOWSKI Grzegorz, PEDZICH Zbigniew. Residual stresses in particulate composites with alumina and zirconia matrices; AGH-University of Science and Technology, Faculty of Materials Science and Ceramics, al. Mickiewicza 30, 30-059 Cracow, Poland; Journal of the European Ceramic Society 27 (2007) 1287–1292. (Artículo de investigación). INSTITUTO COLOMBIANO DE NORMAS TÉCNICAS. Normas Colombianas para la presentación de trabajos de investigación. Segunda actualización. Santafé de Bogotá D.C.: ICONTEC, 1996. 126p. NTC 1307 Materiales compuestos. Procesos de fabricación de embarcaciones. Los autores, 2005; Edición UPC, 2005.
71

72
MIRACLE, Daniel B. and DONALDSON, Steven L. Volume 21 of ASM Handbook. 2001. 2605P. SALGADO, Mejía A., REJÓN L., PORCAYO, Calderón J., GARZA, Montoya B, ALVAREZ Castillo A.. Mejoramiento De La Interfase Aluminio-Resina Epoxica En Materiales Compuestos Laminados Mediante Tratamientos Químico Y Físico. Departamento de Ingeniería Química y Bioquímica y División de Estudios de Postgrado e Investigación, Instituto Tecnológico de Zacatepec, Calzada Tecnológico 27, Zacatepec, Morelos, México, C.P. 62780. (Artículo de Investigación).

ANEXO A. Datasheet Resina
73

74

75
76

77

78
79

80
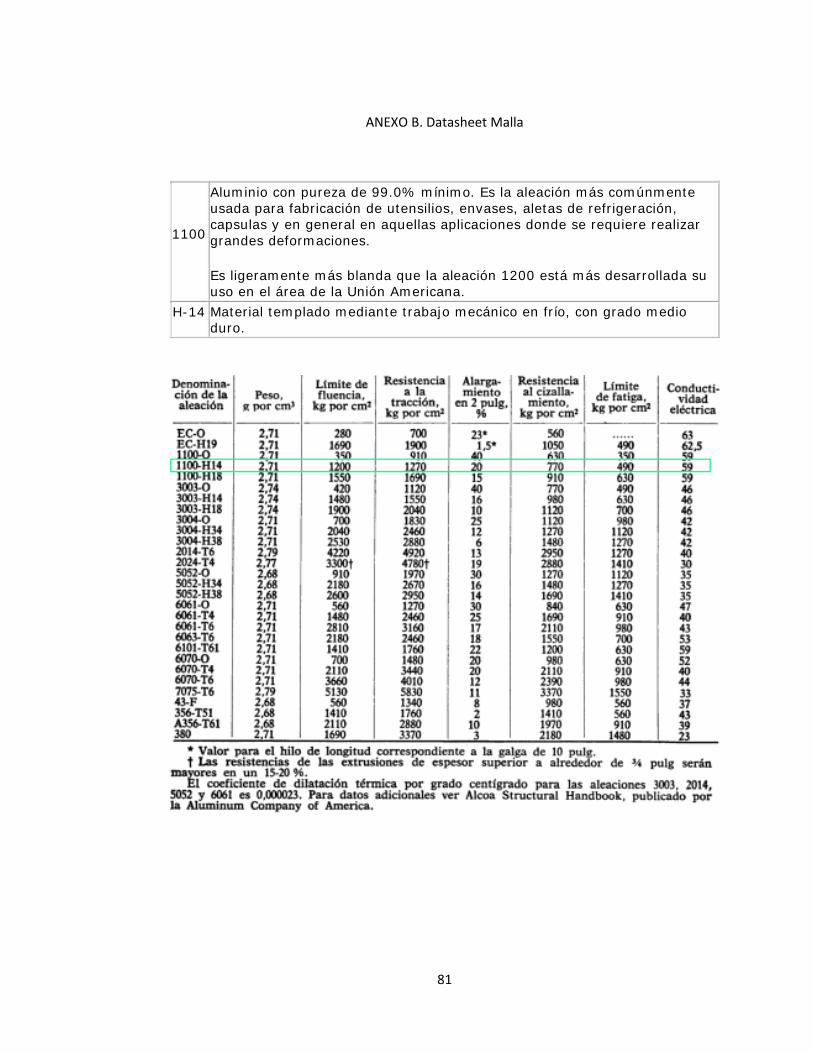
ANEXO B. Datasheet Malla
1100
Aluminio con pureza de 99.0% mínimo. Es la aleación más comúnmente usada para fabricación de utensilios, envases, aletas de refrigeración, capsulas y en general en aquellas aplicaciones donde se requiere realizar grandes deformaciones.
Es ligeramente más blanda que la aleación 1200 está más desarrollada su uso en el área de la Unión Americana.
H-14 Material templado mediante trabajo mecánico en frío, con grado medio duro.
81

ANEXO C. Especificaciones Maquina Universal de Ensayos
Universal máquina de ensayo (de Shimadzu Corporation)
Instalaciones del Laboratorio de Ingeniería evaluación de la seguridad de los detalles
Volver al índice de servicios
Comienzo de la página
de Laboratorio
Medio Ambiente e Ingeniería Oceánica
Especificaciones Modelo: UH-500kNI vale la pena Prueba de tasa de 0,5 ~ 80 (mm / min): (60 Hz) Eficaz gama de prueba Entre puntal: 650 tabla de dimensiones: W650 × D650 (mm)
Especificaciones de Prueba
Ensayo de tracción
掴MI distancia entre Koo 900mm (Max)
掴MI equipo para Rod
Φ12 ~ 50mm (con forro)
掴MI equipo para la placa
Ancho: 60mm de espesor: 0 ~ 45 mm
Prueba de compresión
Distancia entre圧盘 800mm
El tamaño de圧盘 Φ120mm
Ram Carrera 250mm
Tamaño Consejo de Administración de carga W960 × D650 × H2400 (mm)
82

Sistema de control de medición W700 × D800 × H1670 (mm)
Sistema de carga Programa de operación eléctrica por servo-hidráulica servo válvula del sistema
Fuerza de medición de prueba
Precisión
Forma normal El orden valor ± 1% (aumento × 1 ~ 50)
Alta precisión en forma
El orden valor ± 0,5% (aumento × 1 ~ 50)
Veces la tasa de 1,2,5,10,20,50 veces (6 etapas) Potencia de prueba de calibración Calibración automática del sistema
Ram Carrera Total de medición ENKO óptico - Medida da
Table View Visualizador digital (Resolución de pantalla: 0,1 mm)
Funciones de control de carga
Único de control de prueba de tensión de control del ciclo de control (metal ensayo de tracción de control) Alto ensayo de tracción controlado manualmente controlado derrame cerebral prueba en tres etapas de control de carga
Incluido Características
Auto-cero las pruebas de función fuerza, el poder OTOKYARIBURESHON las pruebas de la función, rompiendo de detección Auto / gama completa de auto-poder cambiar las pruebas de la función, la función de retorno automático, Velocidad arbitraria conjunto de características de tiempos de ciclo-contando función PICO / PAUSA del valor de la función, las características de estrés valor, la salida del valor de las pruebas de función Véase el accidente cerebrovascular valor funciones, las características de los desplazamientos valor total de desplazamiento, condiciones de ensayo dispone de un archivo, Japonés / Inglés funciones de visualización, SS curva de la función de visualización de RS-232C interfaz, grabadora analógica de salida y de entrada / salida para cada uno de dos canales
[Prueba] Varios estático prueba de resistencia (acero, CFRP, etc)
83

ANEXO D. Drawing Malla
84

85

ANEXO E. Drawing Resina
86
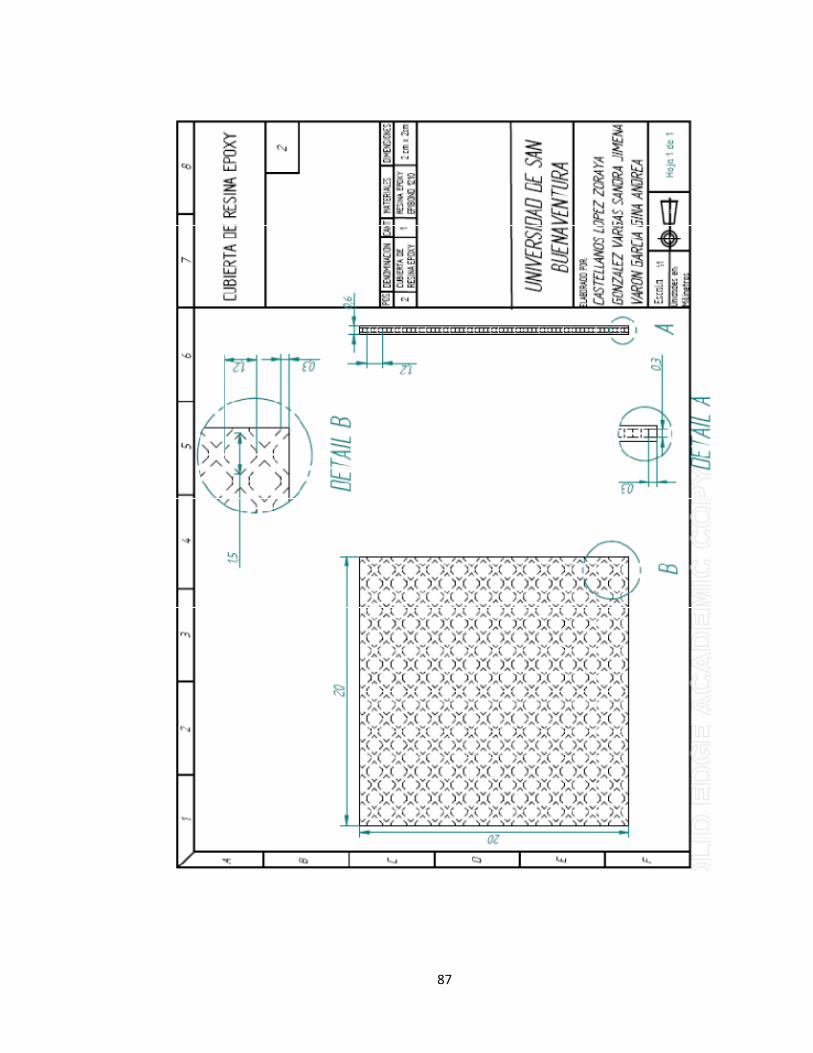
87

ANEXO F. Drawing Conjunto
88

89

ANEXO G. Resultados Enmallado
90

91

ANEXO H. Resultados Análisis Algor
Datos de salida del procesador
Resumen del procesador ALGOR (R) Static Stress with Linear Material Models Version 20.00.00.0463-WIN 21-MAR-2007 Copyright (c) 2007, ALGOR, Inc. All rights reserved. **** Memory Dynamically Allocated = 1567390 KB ------------------------------------------------- DATE: NOVEMBER 23, 2008 TIME: 03:01 PM INPUT MODEL: C:\Users\Sandra J. González V\Desktop\ORTO - copia\Conjunto.ds_data\1\ds PROGRAM VERSION: 2000000463 alg.dll VERSION: 2000000463 agsdb_ar.dll VERSION: 1800000000 algconfig.dll VERSION: 2000000463 algsolve.exe VERSION: 2000000463 amgsolve.exe VERSION: 330000000 ------------------------------------------------- Structural 1**** CONTROL INFORMATION number of node points (NUMNP) = 12935 number of element types (NELTYP) = 2 number of load cases (LL) = 1 number of frequencies (NF) = 0 analysis type code (NDYN) = 0 equations per block (KEQB) = 0 bandwidth minimization flag (MINBND) = 0 gravitational constant (GRAV) = 9.8146E+03 number of equations (NEQ) = 35751 **** PRINT OF NODAL DATA SUPPRESSED **** PRINT OF EQUATION NUMBERS SUPPRESSED **** Hard disk file size information for processor: Available hard disk space on current drive = 118481.609 megabytes Gravity direction vector = 0.0000E+00 0.0000E+00 -1.0000E+00 1**** NODAL LOADS (STATIC) OR MASSES (DYNAMIC) NODE LOAD X-AXIS Y-AXIS Z-AXIS X-AXIS Y-AXIS Z-AXIS NUMBER CASE FORCE FORCE FORCE MOMENT MOMENT MOMENT
92

10172 1 0.000E+00 6.000E+01 0.000E+00 0.000E+00 0.000E+00 0.000E+00 1**** ELEMENT LOAD MULTIPLIERS load case case A case B case C case D case E @ --------- ---------- ---------- ---------- ---------- ---------- 1 1.000E+00 0.000E+00 0.000E+00 0.000E+00 0.000E+00 **** Invoking Parallel BCSLIB-EXT Sparse Solver ... **** Symbolic Assembling Using the Row-Hits Matrix Profile ... **** Assembled in One Block. **** Real Sparse Matrix Assembly ... 1**** STIFFNESS MATRIX PARAMETERS minimum non-zero diagonal element = 9.4813E+03 maximum diagonal element = 5.0319E+05 maximum/minimum = 5.3072E+01 average diagonal element = 4.0673E+04 the minimum is found at equation 13021: node=5318 Tx the maximum is found at equation 35210: node=12755 Ty in the upper off-diagonal matrix: number of entries in the profile = 8654607 number of symbolic nonzero entries= 919608 number of real nonzero entries = 919593 **** Sparse Matrix Assembled in One Block **** Load case 1 **** 50.9% of available memory is allocated for the sparse solver memory required for the in-core solving: 100414 kbs memory required for the out-of-core solving: 17925 kbs memory currently allocated: 704492 kbs **** End Sparse Solver Solution Reaction Sums and Maxima for Load Case 1 Sum of applied forces X-Force Y-Force Z-Force X-Moment Y-Moment Z-Moment 0.0000E+00 6.0000E+01 0.0000E+00 0.0000E+00 0.0000E+00 0.0000E+00 Sum of reactions X-Force Y-Force Z-Force X-Moment Y-Moment Z-Moment 4.8203E-11 2.3260E-11 9.8848E-12 0.0000E+00 0.0000E+00 0.0000E+00 Sum of residuals X-Force Y-Force Z-Force X-Moment Y-Moment Z-Moment 4.8203E-11 6.0000E+01 9.8848E-12 0.0000E+00 0.0000E+00 0.0000E+00 Sum of unfixed direction residuals X-Force Y-Force Z-Force X-Moment Y-Moment Z-Moment 1.3271E-11 -1.9599E-11 -4.3631E-12 0.0000E+00 0.0000E+00 0.0000E+00 Largest applied forces and moments Node Node Node Node Node Node X-Force Y-Force Z-Force X-Moment Y-Moment Z-Moment 0 10172 0 0 0 0
93
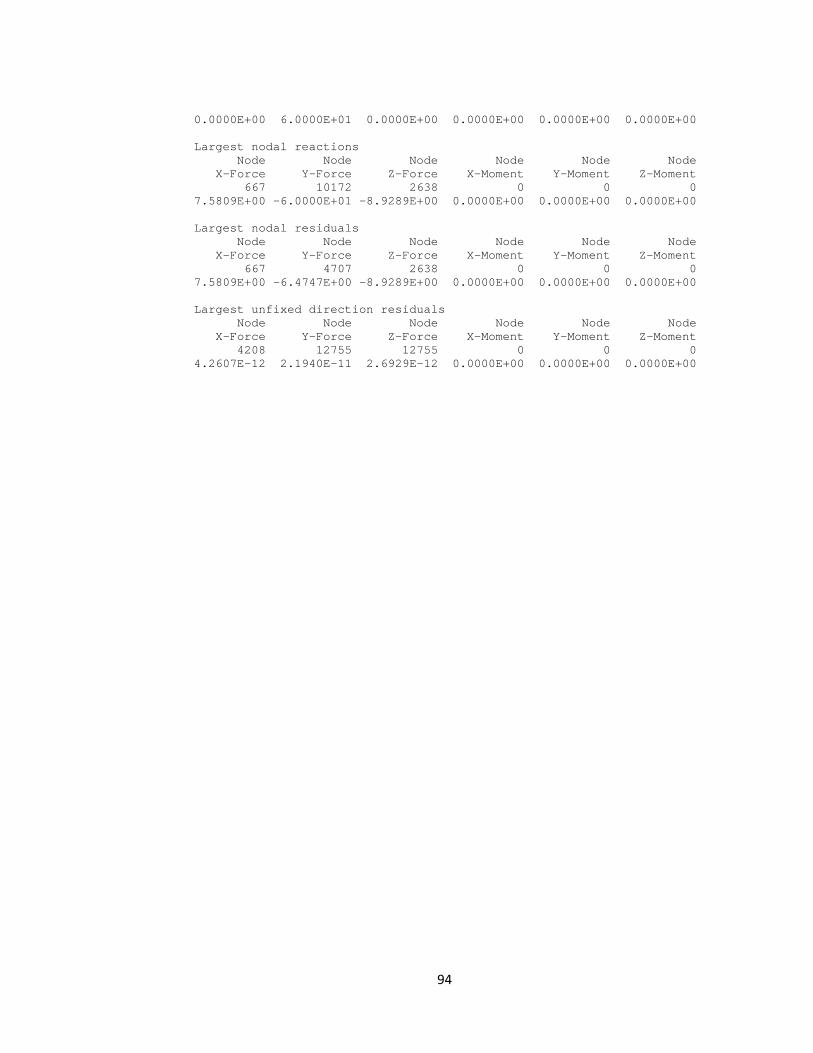
0.0000E+00 6.0000E+01 0.0000E+00 0.0000E+00 0.0000E+00 0.0000E+00 Largest nodal reactions Node Node Node Node Node Node X-Force Y-Force Z-Force X-Moment Y-Moment Z-Moment 667 10172 2638 0 0 0 7.5809E+00 -6.0000E+01 -8.9289E+00 0.0000E+00 0.0000E+00 0.0000E+00 Largest nodal residuals Node Node Node Node Node Node X-Force Y-Force Z-Force X-Moment Y-Moment Z-Moment 667 4707 2638 0 0 0 7.5809E+00 -6.4747E+00 -8.9289E+00 0.0000E+00 0.0000E+00 0.0000E+00 Largest unfixed direction residuals Node Node Node Node Node Node X-Force Y-Force Z-Force X-Moment Y-Moment Z-Moment 4208 12755 12755 0 0 0 4.2607E-12 2.1940E-11 2.6929E-12 0.0000E+00 0.0000E+00 0.0000E+00
94

ANEXO I. Programa Matlab
clc %Modelo de Análisis Mecánicos del Material Compuesto Isotrópico disp('Modelo de Análisis Mecánicos del Material Compuesto Isotrópico') disp('Digite los valores que se solicitan a continuación para el refuerzo'); for i=1:1 E1(i)=input('M. Young(N/mm2):_'); end for i=1:1 P1(i)=input('Coeficiente de Poisson:_'); end for i=1:1 Vol1(i)=input('Volumen del refuerzo (%):_'); end disp('Digite los valores que se solicitan a continuación para la resina'); for i=1:1 E2(i)=input('M. Young(N/mm2):_'); end for i=1:1 P2(i)=input('Coeficiente de Poisson:_'); end for i=1:1 Vol2(i)=input('Volumen del refuerzo (%):_'); end for i=1:1 Sxx(i)=input('Tensión unitaria Tensor X-X:_'); end for i=1:1 Syy(i)=input('Tensión unitaria Tensor Y-Y:_'); end for i=1:1 Szz(i)=input('Tensión unitaria Tensor Z-Z:_'); end for i=1:1 Txy(i)=input('Tensión unitaria Tensor X-Y:_'); end for i=1:1
95

Tyz(i)=input('Tensión unitaria Tensor Y-Z:_'); end for i=1:1 Tzx(i)=input('Tensión unitaria Tensor X-Z:_'); end %fin Et=((E1*Vol1)+(E2*Vol2))/100; disp('Módulo Elástico'); Et Pt=((P1*Vol1)+(P2*Vol2))/100; disp('Relación de Poisson'); Pt disp('Matriz de Strai-Stress Relations'); M1=[1 -Pt -Pt 0 0 0; -Pt 1 -Pt 0 0 0; -Pt -Pt 1 0 0 0; 0 0 0 (2*(1+Pt)) 0 0; 0 0 0 0 (2*(1+Pt)) 0; 0 0 0 0 0 (2*(1+Pt))] disp('Matriz de Tensores Unitarios'); M2=[Sxx; Syy; Szz; Txy; Tyz; Tzx] disp('Resultado Matriz de Strain Stress Relations'); SSR=[(1/Et)*(M1*M2)]
96

ANEXO J. Resultados Caracterización Mecánica
97


















