Festo1
98
UNIVERSIDAD VERACRUZANA FACULTAD DE INGENIERÍA MECÁNICA ELÉCTRICA “MANUAL DE PRÁCTICAS PARA LA EXPERIENCIA EDUCATIVA DE AUTOMATIZACIÓN” TRABAJO PRÁCTICO EDUCATIVO Que para obtener el título de: INGENIERO MECÁNICO ELECTRICISTA PRESENTA: LUCERO BONILLA CÓRDOBA DIRECTOR: MTRO. SIMÓN LEAL ORTIZ XALAPA, VER. Febrero 2013
Transcript of Festo1
-
UNIVERSIDAD VERACRUZANA FACULTAD DE INGENIERA MECNICA ELCTRICA
MANUAL DE PRCTICAS PARA LA
EXPERIENCIA EDUCATIVA DE
AUTOMATIZACIN
TRABAJO PRCTICO EDUCATIVO
Que para obtener el ttulo de: INGENIERO MECNICO ELECTRICISTA
PRESENTA: LUCERO BONILLA CRDOBA
DIRECTOR: MTRO. SIMN LEAL ORTIZ
XALAPA, VER. Febrero 2013
-
DEDICATORIA
A la mujer
Que con la sangre de su vida
Me ha alimentado
A ti mam
-
NDICE
INTRODUCCION ................................................ 1
CAPITULO I Generalidades de los PLCs ....................... 3
1.1 Definicin ................................................. 3
1.2 Campos de aplicacin ....................................... 4
1.3 Ventajas y desventajas del PLC ............................. 6
1.4 Estructura de los PLCS .................................... 7
1.5 Componentes de hardware del PLC ............................ 9
1.6 Modo de funcionamiento de un PLC .......................... 15
1.7 Neumtica ................................................. 19
1.7.1 Componentes de un sistema neumtico .................. 21
CAPTULO II Manejo del PLC FC-440 de Festo ................ 23
2.1 Entradas .................................................. 23
2.2 Salidas ................................................... 23
2.3 Banderas .................................................. 23
2.4 Temporizadores ............................................ 24
2.5 Contadores ................................................ 25
CAPITULO III Estructura de programacin .................... 27
3.1 ... Diagrama en escalera (Ladder-diagram LDR Kantakt Plan
KOP) ......................................................... 227
3.1.1 Funciones lgicas bsicas ......................... 30
3.2 Lista de instrucciones (StatementList o Anweisungs Liste AWL)
.............................................................. 31
3.3 Manejo del software Win FST 4.10.50 ....................... 34
CAPITULO IV Prcticas de Automatizacin ................... 46
PRACTICA N 1 Funciones lgicas basicas ....................... 47
PRACTICA N 2 Dispositivo estampador .......................... 54
PRACTICA N 3 Mando bimanual ................................. 57
PRACTICA N 4 Fresadora ....................................... 60
PRACTICA N 5 Dispositivo de llenado de piedras de ignicin ... 64
PRACTICA N 6 Relieve de piezas ............................... 68
-
PRACTICA N 7 Dispositivo estampador .......................... 71
PRACTICA N 8 Unidad de montaje ............................... 75
PRACTICA N 9 Arranque a tensin completa de un motor trifsico
de induccin jaula de ardilla ................................. 79
PRACTICA N 10 Arranque a tensin reducida de un motor trifsico
de induccin jaula de ardilla ................................. 83
PRACTICA N 11 Inversin de giro de un motor trifsico ........ 87
Anexos ..................................................... 91
A.1 Normas para el uso del equipo neumtico ................... 91
A.2 Normas en el uso del equipo electro-neumtico ............. 92
Bibliografa ............................................... 93
-
1
INTRODUCCIN
Los controladores lgicos programables PLCs nacieron a
finales de la dcada de los 60s y principios de los 70s
como respuesta al deseo de la industria del automvil de
contar con cadenas de produccin automatizadas que pudieran
seguir la evolucin de las tcnicas de produccin y
permitieran reducir el tiempo de entrada en produccin de
nuevos modelos de vehculos. Ellas usaban sistemas
industriales basadas en relevadores (rels), en sus sistemas
de manufactura.
Buscando reducir los costos de los sistemas de control, la
General Motors preparo ciertas especificaciones, definan un
sistema de control por relevadores que podan ser asociados
no solamente a la industria automotriz, sino prcticamente a
cualquier industria de manufactura.
As surgen equipos electrnicos sustitutos de los sistemas de
control basados en relevadores, que se hacan ms complejos
los que arrojaban ciertas dificultades en cuanto a la
instalacin de los mismos. Los altos costos de operacin y
mantenimiento y la poca flexibilidad y confiabilidad de los
equipos impulsaron el desarrollo del mismo. Poco a poco se
fue mejorando la idea inicial convirtindose en lo que son
ahora, sistemas electrnicos verstiles y flexibles.
Los actuales no solamente cumplen los requisitos que se
requera anteriormente sino que los superan. Ahora es un
dispositivo especfico que proporciona una alternativa ms
flexible y funcional para los sistemas industriales de
control automticos.
-
2
En el captulo uno del presente trabajo se da una pequea
introduccin al controlador lgico programable abarcando
desde su definicin, campos de aplicacin, ventajas,
componentes, funcionamiento y una explicacin breve sobre la
neumtica.
En el captulo dos se introduce a los identificadores usados
por Festo (por ser la marca de los que se dispone en el
laboratorio) para referirse a los diferentes elementos del
sistema. Estos identificadores (entradas, salidas, conta-
dores, etc.) sern referenciados como operandos que son
elementos contenidos en el controlador y pueden ser
manipulados usando instrucciones de programa.
En captulo tres se aborda la estructura de programacin
mediante el diagrama en escalera (LADDER DIAGRAM KOP)y el
listado de instrucciones(STATEMENT LIST AWL) y el manejo
del software Win FST 4.10.50 con un ejemplo como gua.
El captulo cuatro abarca las aplicaciones del mismo, de
stas once prcticas, ocho son aplicadas a electro-neumtica
y tres al control de motores.
-
3
CAPITULO I
GENERALIDADES DE LOS PLCS
1.1 Definicin
El trmino PLCS cuyo significado del ingls es controlador
lgico programable. Tambin conocidos en Europa como
autmatas programables.
Segn la norma IEC-1131, parte 1 el PLC lo define como:
Un sistema electrnico de funcionamiento digital, diseado
para ser utilizado en un entorno industrial, que utiliza una
memoria programable para el almacenamiento interno de
instrucciones orientadas al usuario, para la realizacin de
funciones de: enlaces lgicos, secuenciacin, temporizacin,
recuento y clculo, para controlar a travs de entradas y
salidas digitales o analgicas, diversos tipos de mquinas o
procesos.
Existen varias marcas comerciales de PLCS como por
ejemplo: Festo, Siemens, Mitsubishi, Philips, Allen Bradley,
Modicn, Omron, etc.
Figura1.- Tipos de plcs
-
4
1.2 Campos de aplicacin
El PLC tiene un campo de aplicacin muy grande, debido a la
constante evolucin del hardware y software que ampla ste,
para satisfacer las necesidades que se presentan en el rango
de sus posibilidades, se utilizan principalmente en la
fabricacin industrial, transformaciones industriales,
control de instalaciones, en edificios inteligentes, casas
habitacin, a sta ultima aplicacin se denomina domtica.
Algunos ejemplos de aplicaciones generales son:
Maniobra de mquinas:
Maquinaria de la industria del plstico
Maquinaria para madera
Maquinaria de procesos de grava, arena y cemento
Maquinaria de herramientas
Maquinaria en procesos textiles y de confeccin
Maquinaria de ensamblaje
Figura 2.- Maquinaria para plsticos
-
5
Maniobra de instalaciones:
Instalaciones de aire acondicionado y calefaccin
Instalaciones de seguridad
Instalaciones de plantas embotelladoras
Instalaciones de tratamientos trmicos
Figura 3.- Maquinaria para embotellado
Sealizacin y control:
Chequeo de programas
Sealizacin del estado de procesos
Figura 4.- Aplicacin a chequeo
-
6
Domtica
Control de iluminacin
Control del clima
Control de diversos dispositivos.
Figura 5.- Aplicacin a domtica
1.3 Ventajas y desventajas del PLC
No todos los controladores ofrecen las mismas ventajas
sobre la lgica cableada debido a la variedad que se
encuentra en el mercado y a la innovacin tecnolgica;
Ventajas:
1. Menor tiempo de elaboracin de proyectos.
2. Se ofrece la posibilidad de realizar modificaciones sin
la necesidad de cambiar cableado ni aadir aparatos.
3. Reducidas dimensiones de ocupacin.
4. Reducir tiempos de produccin.
5. Menor costo de mantenimiento.
6. Oportunidad de gobernar varias maquinas con un mismo
PLC.
-
7
7. Se requiere un menor tiempo para poner en funcionamiento
el proceso.
8. Menor tiempo de puesta en funcionamiento.
Desventajas
1. Se necesita de un programador, por lo que se requiere
que se de capacitacin a una persona
2. Alto costo inicial
3. Rechazo al cambio por parte del personal.
1.4 Estructura de los PLCS
El trmino estructura externa o configuracin externa de un
controlador se refiere al aspecto fsico exterior del mismo,
bloques o elementos en que est dividido, tambin conocida
como parte tangible.
Desde su inicio hasta la actualidad se han tenido varias
condiciones no solo por el fabricante si no tambin por el
lugar geogrfico, como es el caso de Amrica o Europa.
Dependiendo de cmo se encuentre conectada la unidad central
a los mdulos de entrada y salida, se pueden distinguir
entre:
Estructura compacta
Figura 6.- Tipo compacto
-
8
Estructura modular
Figura 7.- Tipo modular
Estructura compacta
Se distingue por presentar en un mismo bloque todos sus
elementos que son: fuente de alimentacin, unidad central de
procesos o CPU, memorias, entradas y salidas, etc.
Existen tres versiones de su unidad de programacin: unidad
fija o conectada directamente con el PLC, conectada mediante
cable y conector y la posibilidad de las dos conexiones.
Este tipo se utiliza cuando el proceso a controlar no es
demasiado complejo y no se requieren de un gran nmero de
entradas y/o salidas o de algn modulo especial.
Estructura modular
Tal como su nombre lo indica se divide en mdulos o partes
del mismo que realizan funciones especficas.
Se puede realizar una divisin entre las que se denominan
estructura americana y estructura europea.
Estructura americana: se caracteriza por separar las entradas
y salidas (E/S) del resto del mismo, de forma que en un
-
9
bloque compacto estn reunidas las CPU, memoria de usuario y
fuente de alimentacin y separadas las unidades de E/S en los
bloques o tarjetas necesarias ya sean de tipo digital
analgico.
Estructura europea: su caracterstica principal es que existe
un mdulo para cada funcin, fuente de alimentacin, CPU,
entradas/salidas, etc. La unidad de programacin se une
mediante cable y conector.
1.5 Componentes de hardware del PLC
Unidad central de proceso.
Consiste en un microordenador. El sistema operativo del
fabricante hace que est optimizado especficamente para
tareas de control.
Figura 8.- Unidad central de proceso
Memorias de trabajo
Los programas desarrollados para determinadas aplicaciones
requieren una memoria de programa, de la cual puedan ser
ledos por la unidad central.
Figura 9.- Memorias digitales
Actualmente, se utilizan tres tipos de memoria:
-
10
RAM
EPROM
EEPROM
RAM
Es una memoria rpida y econmica. Las RAMs son memorias de
lectura/escritura y pueden programarse y modificarse
fcilmente.
La desventaja de una RAM es que es voltil, es decir, el
programa almacenado en la RAM se pierde en el caso de un
fallo de tensin. Esta es la razn por la cual deben ser
respaldadas por una batera pila.
EPROM
Es una memoria rpida y de bajo costo, en comparacin con la
RAM tiene la ventaja aadida de que no es voltil, es decir,
es remanente. Por ello el contenido de la memoria permanece
constante e inalterable incluso ante un fallo de tensin.
A efectos de modificar un programa, debe borrarse primero
toda la memoria y tras un tiempo, reprogramarse completa-
mente. El borrado requiere de un mtodo especial y para su
programacin se utiliza un dispositivo similar.
EEPROM
La EEPROM es especial, es ampliamente utilizada como memoria
de aplicacin en PLCs. La EEPROM es una memoria borrable
elctricamente, que puede reescribirse de manera parecida a
la de la EPROM.
-
11
Modulo de entradas.
El modulo de entradas del PLC es mediante el cual estn
conectados los elementos sensores del proceso. Las seales
de los sensores deben pasar a la unidad central. Las
funciones importantes de un mdulo de entradas son las
siguientes:
Deteccin fiable de la seal
Ajuste de la tensin, desde la tensin de control a la
tensin lgica
Proteccin de la electrnica sensible de los voltajes
externos
Filtrado de las entradas
El principal componente de los actuales mdulos de entrada,
que cumple con los requerimientos de aislamiento elctrico
es el opto-acoplador u optoaislador.
Figura 10.- Opto-acopladores
ste transmite la informacin del sensor por medio de la luz,
creando as un aislamiento elctrico entre el control y los
circuitos lgicos, protegiendo con ello a la sensible
electrnica de las tensiones indeseables externas.
El ajuste de la tensin de control y de lgica, en el caso
usual de una tensin de mando de 24 V, puede realizarse con
la ayuda de un circuito diodo/resistencia. En el caso de 220
V AC, se conecta un rectificador en serie.
-
12
El filtrado de la seal emitida por el sensor es crtica en
automatizacin industrial. En la industria, las lneas
elctricas estn generalmente muy cargadas debido a tensiones
de inducidas, que producen mucha interferencia en las
seales.
Las lneas de las seales pueden protegerse con
apantallamientos, canaletas metlicas o alternativamente el
modulo de entradas realiza un filtrado por medio de un
retardo en la entrada.
Esto necesita que la seal de entrada sea aplicada un periodo
de tiempo suficientemente largo, antes de que sea reconocida
como una entrada.
Dado que, debido a su naturaleza inductiva, los impulsos de
interferencia son principalmente seales transitorias, es
suficiente un retardo de la seal de entrada relativamente
corto, del orden de milisegundos, para filtrar la mayor parte
de los impulsos parsitos.
El retardo de la entrada se realiza principalmente por
hardware, es decir, a travs de un circuito RC. Sin embargo,
en casos aislados, tambin es posible producir un retardo por
software.
La duracin de un retardo es de aproximadamente entre 1 y 20
milisegundos, dependiendo del fabricante y del tipo.
Cuando se conectan sensores a las entradas del PLC, debe
distinguirse entre conexiones de conmutacin positiva y de
conmutacin negativa, es decir, hay que distinguir entre
entradas que representan un consumo una fuente de
corriente.
Conmutacin positiva significa que la entrada del PLC
representa un drenaje de corriente. El sensor suministra la
tensin de funcionamiento o tensin de control a la entrada
en forma de seal 1 lgico.
Si se utiliza tierra de proteccin, la tensin de salida del
sensor es cortocircuitada hacia los 0 voltios o se funde el
fusible en caso de cortocircuito en la lnea de seal. Esto
significa que se aplica un0lgica en la entrada del PLC.
-
13
Ejemplos de sensores:
Figura 11.- Tipos de sensores
Mdulo de salida
Los mdulos de salida llevan las seales de la unidad central
a los elementos finales de control, que son activados segn
la tarea. Principalmente, la funcin de salida vista desde la
aplicacin del controlador incluye lo siguiente:
Ajuste del voltaje respectivo desde la tensin lgica a
la de control
Proteccin de la electrnica sensible de tensiones
indeseables hacia el control
Amplificacin de potencia suficiente para el
accionamiento de elementos finales de control
Proteccin de cortocircuito y sobrecarga de los mdulos
de salida
-
14
En el caso de la salida, hay disponibles dos mtodos
fundamentales para conseguir lo indicado: el uso de rels o
de electrnica de potencia.
El opto-acoplador, forma de nuevo la base para la electrnica
de potencia y asegura la proteccin de la misma y posibilita
tambin el ajuste de la tensin.
Un circuito de proteccin formado por diodos debe proteger el
transistor de potencia de los picos de tensin.
Actualmente, contra cortocircuito, sobrecarga y amplificacin
de potencia, se ofrecen a menudo como mdulos completamente
integrados. Las medidas estndar de proteccin ante
cortocircuito miden el flujo de corriente a travs de una
resistencia para desconectar en caso de ocurrir, un sensor de
temperatura proporciona proteccin a sobrecargas.
La potencia admisible de salida se utiliza especficamente de
forma que permita una distincin entre la suministrada y la
acumulada permisible de un mdulo.
Si se utilizan rels para las salidas, entonces el rel puede
asumir prcticamente las funciones de un mdulo.
Las salidas por rel, tienen ventaja de que pueden utilizarse
para diferentes tensiones de salida. En contraste las
tensiones electrnicas tienen velocidades de conmutacin
considerablemente ms elevadas y una vida til ms larga que
la de los rels. En muchos casos la potencia de rels muy
pequeos utilizados en los PLC, corresponden a las de la
potencia de las salidas electrnicas.
En el caso de un cortocircuito de la lnea de seal de
salida a tierra, la salida se cortocircuita si se utilizan
medidas normales de puesta a tierra de proteccin. La
electrnica conmuta a proteccin de cortocircuito o se funde
el fusible, es decir, el dispositivo consumidor no puede
drenar corriente por lo que se desconecta y queda en estado
seguro.
Si se utilizan salidas de conmutacin negativa, es decir, la
salida representa un drenaje de corriente, deben adoptarse
medidas de proteccin de tal forma que el dispositivo
-
15
consumidor quede en estado seguro en el caso de cortocircuito
en la lnea de seal. De nuevo una tierra de proteccin con
supervisin del aislamiento o la neutralizacin de la tensin
de control positiva son prcticas estndar en este caso.
1.6 Modo de funcionamiento de un PLC
Los programas para el procesamiento convencional de datos,
generalmente se procesan una sola vez. A diferencia de estos,
el programa de un PLC se procesa continua y cclicamente.
Un PLC una vez conectado a la red elctrica tiene dos modos
de funcionamiento:
RUN. En este tipo de funcionamiento el programa de
control se esta ejecutando de manera indefinida o bien
el PLC pasa a modo de stop o se desconecta de la
alimentacin.
STOP. En este tipo de funcionamiento no se ejecuta el
programa de control.
Cuando el PLC se encuentra en modo RUN el programa de control
que est grabado en su memoria se ejecuta cclicamente
describiendo lo que se llama ciclo de scan
Un ciclo scan consiste en cuatro pasos:
Lectura de las entradas del PLC
Ejecucin del programa de control
Escritura de las salidas del PLC
Tareas internas del PLC
-
16
Figura 12.- ciclo scan
Lectura de entradas
Al comienzo de cada ciclo, el sistema operativo comprueba el
estado en el que se encuentran todos y cada uno de los
elementos de entrada que estn conectados a los distintos
mdulos. Si un sensor est activado, el controlador pondr un
1 lgico en una posicin determinada de una zona de memoria
especial llamada memoria de entradas o imagen del proceso
de entradas
Si por el contrario ese sensor no est activado, entonces
pondr un 0 lgico en la posicin de memoria de entradas
asignada para tal. Si es de tipo analgico en vez de escribir
un 1 o un 0, se convertira el valor de la magnitud
fsica a un valor numrico que tambin se depositara en una
zona de la memoria de entradas analgicas.
-
17
Esta operacin de lectura de las entradas conlleva un cierto
tiempo para ejecutarse totalmente, el cul debe ser tenido en
cuenta a la hora de calcular la duracin del ciclo. En
cualquier caso, este tiempo suele ser despreciable con
respecto a la duracin de la ejecucin del programa de
control.
El requerido por el PLC para una simple ejecucin de un
programa, incluyendo la actualizacin de las salidas y la
imagen del proceso, se denomina tiempo de ciclo o tiempo de
scan. Los tiempos reales del ciclo varan aproximadamente
entre 1 y 100 milisegundos.
Ejecucin del programa de control
Una vez que la memoria de entradas ha sido totalmente
actualizada el sistema operativo, comenzar a ejecutar las
instrucciones del programa almacenado en su memoria del
mismo. Lo har secuencialmente comenzando por la primera
instruccin del mdulo de programa que se considere el
principal.
La ejecucin secuencial no implica ejecucin lineal, es
decir, que un programa puede contener instrucciones
especiales que permitan hacer saltos hacia delante y hacia
atrs, e incluso es posible que haya subrutinas, mdulos de
programa de funciones e interrupciones.
Pero en cualquier caso, la ejecucin seguir siendo
secuencial siendo posible alterar esa secuencia de forma
dinmica. Esa misma acabar teniendo una ltima instruccin
que tras ser ejecutada pondr fin a este paso del ciclo de
scan.
Escritura de salidas
Cuando el sistema operativo del PLC detecta que se ha
ejecutado la ltima instruccin del programa de control, ste
comienza a revisar una por una todas las posiciones de su
memoria de salidas. Si en una posicin lee un 1 lgico, el
-
18
PLC activar la salida correspondiente en el mdulo de
salidas.
Al ser activada una salida se lleva a cabo la accin
correspondiente sobre algn elemento del proceso.
Si el programa de control tras su ejecucin genera seales
analgicas en forma de valores digitalizados en la memoria de
salidas analgicas, en esta fase son convertidas en valores
determinados de corriente y tensin por medio de los mdulos
de salidas analgicas correspondientes. Estos valores de
corriente y tensin provocarn una accin proporcional sobre
algn componente del proceso.
Tareas internas
Antes de comenzar un nuevo ciclo de scan, necesita realizar
ciertas tareas internas como por ejemplo comprobar si se han
producido errores, almacenar la duracin del ciclo, actualiza
valores internos de sus tablas de datos, etc.
Una vez que sta fase ha terminado el sistema operativo
comenzar a ejecutar uno nuevo.
Perro guardin (Watchdog)
La suma de la duracin de las cuatro fases de un ciclo de
scan determina su duracin. Es de destacarse que para el
correcto funcionamiento de un sistema automatizado, la
duracin de un ciclo deba ser la adecuada.
Lo ideal sera que esta duracin fuese la menor posible, pero
a medida que se vayan aadiendo instrucciones al programa de
control su duracin se ver incrementada pudiendo llegar a
provocar el desfase del equipo de control con respecto al
proceso.
Este mecanismo de control cclico funciona correctamente
siempre y cuando la velocidad de evolucin del PLC sea
superior a la del proceso. Si esto no fuese as podra llegar
-
19
a suceder que una variable del proceso por ejemplo un sensor,
se activase y desactivase en el mismo ciclo de scan.
Teniendo en cuenta cmo funciona el controlador, esto
provocara que esa seal se perdera es decir, el mismo no
sera consciente de que ese sensor ha cambiado dos veces de
estado (porque la fase de lectura de entradas ya se habra
ejecutado) por lo que el programa de control no dara una
respuesta adecuada a esa nueva situacin y el proceso se
descontrolara.
El sistema operativo proporciona una herramienta para tratar
de disminuir esta situacin denominada perro guardin o
watchdog. ste se puede configura con un valor de tiempo
dado.
Si un ciclo cualquiera dura ms que el tiempo para el que el
perro guardin est configurado, entonces el controlador lo
detecta y da una seal de error que el programador deber
tratar adecuadamente.
1.7 Neumtica
Es la parte de la mecnica que se encarga del estudio de los
gases sometidos a presin para la realizacin de un trabajo.
sta juega un papel importante en la mecnica, por lo tanto
est presente cada vez ms en el desarrollo de aplicaciones
automatizadas. En este sentido la neumtica es utilizada para
llevar a cabo las siguientes funciones:
a) Deteccin de estados mediante sensores
b) Procesamiento de informacin mediante procesadores
c) Accionamiento de actuadores mediante elementos de
control
d) Ejecucin de trabajo mediante actuadores
-
20
La neumtica cuenta con ventajas las cuales inician desde el
momento en que se utiliza al aire como transmisor de energa,
ste se encuentra en cantidades ilimitadas en cualquier
lugar, e igualmente es muy fcil de transportar a travs de
grandes distancias.
Los cambios de temperatura ya sean a travs de las tuberas
por las cuales viaja el aire comprimido, o en los lugares
donde ste es almacenado no lo afectan.
En cuanto a la seguridad que es una parte muy importante, el
aire no presenta riesgo alguno, ya que no alberga riesgos en
relacin con fuego o alguna explosin.
La sencillez de los elementos con los cuales se trabaja ayuda
a que tengan un precio relativamente bajo. El aire comprimido
no contamina al medio ambiente lo cual es de suma
importancia.
Hablando de la velocidad y sobrecarga de los elementos de
trabajo, se pueden obtener grandes velocidades y tiempos de
conmutacin cortos y funcionar hasta que stos estn
completamente detenidos, es decir, que no sern
sobrecargados.
No obstante, para evaluar correctamente los campos de
aplicacin de la neumtica es necesario conocer tambin sus
desventajas, las cuales van desde que el aire utilizado tiene
que ser previamente acondicionado para evitar un desgaste
anticipado de los elementos de trabajo, pasando por la falta
de homogeneidad en las velocidades de los mbolos.
Incluyendo que slo se puede llegar hasta ciertos niveles de
fuerza y que el aire de escape produce mucho ruido, el cual
es el menor de los problemas pues puede ser resuelto
satisfactoriamente utilizando materiales que lo atenan.
-
21
1.7.1 Componentes de un sistema neumtico
Los sistemas neumticos estn conformados de diversos grupos
de elementos, los cuales conforman una va para la
transmisin de seales, desde el lado de emisin (entrada)
hasta el lado de realizacin de trabajo (salida).
Los elementos de maniobra se encargan de controlar a los de
trabajo en funcin de las seales recibidas por los de
procesamiento (Croser P, 1991).
Un sistema de control neumtico est compuesto de los
siguientes grupos de elementos:
1. Grupo de abastecimiento de energa
2. Elementos de entrada (sensores)
3. Elementos de procesamiento (procesadores)
4. rganos de maniobra y accionamiento (actuadores)
Dentro del grupo de abastecimiento de energa tenemos a los
compresores, acumuladores, reguladores de presin y a la
unidad de mantenimiento.
Figura 13.- Compresor
-
22
Los elementos de entrada son las vlvulas de vas con
accionamiento mecnico, vlvulas de vas con accionamiento
manual, detectores de proximidad y las vlvulas que funcionan
como barreras de aire.
Figura 14.- Vlvula neumtica
Los elementos de procesamiento son vlvulas de vas, vlvulas
de presin, temporizadores, contadores, vlvulas de
estrangulamiento y las vlvulas de estrangulamiento y anti
retorno.
Figura 15.- Regulador de caudal
En el grupo de rganos de maniobra y accionamiento se
encuentran los cilindros neumticos, bombas giratorias y
motores neumticos.
Figura 16.- Actuador neumtico
-
23
CAPTULO II
MANEJO DEL PLC FC-440 DE FESTO
2.1 Entradas
sta modelo de PLC de Festo poseen 16 entradas (0 a 15), cada
una agrupadas en grupos de 16 bits, pueden ser direccionados
como bits o como palabras. Las entradas son el medio por el
cual recibe las seales del sistema, dichas seales pueden
ser sensores, retro avisos de elementos magneto-trmicos,
botoneras, etc.
2.2 Salidas
Poseen 8 salidas (0 a 7), pueden ser direccionados como bits
o como palabras. Las salidas son el medio por el cual comanda
a los diferentes elementos que van a realizar un trabajo en
la mquina, por ejemplo, la bobina de un contactor
relevador, la bobina de una electrovlvula neumtica o
hidrulica o un indicador luminoso, una alarma, etc.
2.3 Banderas
Tienen 10,000 banderas (0 a 9999), cada una de un bit
mediante palabra de bandera (FLAG WORD) de 16 bits (0 a 15),
stas pueden ser direccionados como F0.0 FW0. Dichas son
localidades de memoria del controlador en las cuales se
pueden almacenar informacin.
-
24
2.4 Temporizadores
Los temporizadores se realizan en forma de mdulos de
software y estn basados en la generacin digital de un
tiempo.
Son parte esencial de un programa, ya que con ellos logramos
poner en sincrona los diferentes movimientos que ejecuta una
mquina, bien es cierto que se puede prescindir de su uso,
pero esto incrementa el uso de sensores.
La norma IEC 1131-3 define tres tipos de bloques de funcin
para temporizador:
TP timing-pulse - Temporizador de impulso
TON on-delaytiming - Temporizador de retardo a la
conexin
TOF Off-delaytiming - Temporizador de retardo a la
desconexin
ste modelo puede manejar hasta 256 temporizadores (T0 a
T255) de cualquiera de los tres tipos mencionados.
Temporizador de impulso
El bloque de funcin TP es un temporizador, que se pone en
marcha por una seal -1 larga o corta en la entrada. En la
salida aparece una seal -1 por un tiempo especificado en su
entrada PT (tiempo preestablecido). Por ello, la salida
tiene una duracin fija, que es especificada en PT.
El temporizador no puede activarse nuevamente mientras este
activo el tiempo de pulso. El valor actual del temporizador
de pulso est disponible en la salida ET (tiempo estimado).
-
25
Temporizador de retraso a la conexin
Un bloque de funcin TON se utiliza para seales retardadas
respecto al momento de la aparicin de una seal.
Cuando se aplica una seal 1 a la entrada, la salida no asume
el valor 1 lgico hasta que no haya transcurrido el tiempo
especificado en la entrada TP (timer preselector), y mantiene
ese estado hasta que la seal de entrada pase de nuevo a 0.
Si la duracin de la seal de entrada es mas corta que el
tiempo especificado TP, el valor de salida permanece en 0.
Temporizador de retraso a la desconexin
Un bloque de funcin TOF se utiliza para generar seales
retardadas respecto al momento de la ausencia de una seal.
El temporizador se pone en marcha al aplicar una seal que
cambia de 1 a 0 lgico en la entrada.
Al mismo tiempo, la seal se salida ha vuelto a pasar a 0, la
seal de salida permanece en 1 durante un tiempo especificado
por TP y no pasa a 0 hasta que no haya expirado este tiempo.
2.5 Contadores
Los contadores se utilizan para regular cantidades nmero
de eventos.
De acuerdo con la norma IEC 1131-3 se distingue entre tres
diferentes mdulos de contador:
CTU - Contador incremental
CTD Contador decremental
CTUD Contador incrementa/decremental
-
26
Estos mdulos de funcin se utilizan para detectar conteos
estndar, no crticos en el tiempo.
Contador incremental
El contador incremental se conoce como CTU. En l se
establece al valor inicial 0 por una seal de reset en la
entrada R.
El estado actual del mismo esta disponible en la salida CV
(valor actual). El valor se incrementa en una unidad a cada
flanco positivo en la entrada CU del contador.
Al mismo tiempo el valor actual se compara en el bloque de
funcin con el valor preseleccionado PV.
En el momento en que el valor actual de CV es igual o mayor
que el valor preseleccionado, la seal de salida asume el
valor 1. Antes de alcanzar este valor, la salida tiene seal
0.
Contador decremental
Un bloque de funcin CTD representa lo opuesto del contador
incremental.
El decremental con valor de preseleccin PV se activa con una
seal -1 en la entrada LD. Durante el funcionamiento normal,
cada flanco positivo en la entrada CD reduce el valor.
El actual est tambin disponible en la salida CV en este
caso. La salida del bloque de funcin CTD es 0, hasta que la
magnitud CV del mismo es igual o menor que 0.
Contador incremental/decremental
El bloque de funcin CTUD, combina las caractersticas del
incremental y el decremental.
-
27
CAPITULO III
ESTRUCTURA DE PROGRAMACIN
3.1 Diagrama en escalera (Ladder-diagram LDR
Kantakt Plan KOP)
El diagrama en escalera es un lenguaje de programacin
grfico derivado de los esquemas de circuitos de los mandos
por rels directamente cableados.
Tiene dos lneas verticales, la de la izquierda puesta a una
fuente de tensin y la de la derecha puesta a tierra.
Entre estas se tienen lneas de alimentacin de derecha a
izquierda, entre ellas estn conectados los renglones
conocidos como escalones peldaos que son la parte ms
simple del esquema.
Se leen siempre de izquierda a derecha, se componen de
contactos, bloques de comparacin, elementos de bobina,
temporizadores, contadores, bloques o mdulos de funcin y de
programa.
Las entradas se representan con los siguientes smbolos:
Figura 17.- Contacto normalmente abierto
-
28
Figura 18.- Contacto normalmente cerrado
Las salidas son representadas por el smbolo de bobina en el
extremo derecho de la lnea respectiva.
Figura 19.- Salida memorizada
Bobinas
Son utilizadas para modificar el estado de los operandos del
bit en la parte ejecutiva del escaln.
Ejemplo:
Al accionar un pulsador, que se ilumine una lmpara, al
soltarlo se apaga.
Figura 20.- Programa en escalera
-
29
Existen cuatro instrucciones de bobina:
SET
RESET
Asignacin
Asignacin negada
SET
Energiza retentivamente a una bobina (salida), en el momento
en que en el escaln se cumplen las condiciones la
instruccin SET coloca en valor 1 activa la salida, y
aunque posteriormente se deje de cumplir alguna de las
condicionantes sta queda memorizada con el valor de 1. La
manera de colocar 0es utilizando la instruccin RESET.
RESET
Cuando previamente una bobina fue puesta en valor 1 mediante
la instruccin SET, la funcin de RESET se hace necesaria
para lograr desactivarla. Si no se utiliza la instruccin de
RESET quedar siempre con el valor de1, por que sta se
memoriza.
Las funciones SET y RESET son utilizados cuando es necesario
memorizar el estado momentneo del escaln, como cuando se
utiliza una electrovlvula monoestable.
Asignacin
A diferencia de SET que memoriza el estado del escaln cuando
este se hizo verdadero. Si las condiciones se cumplen la
salida asignada toma valor de 1, por el contrario si no el
valor es 0.
Solo debe existir una asignacin por bobina (SET y RESET
simultneo para un mismo operando absoluto), no se permite
dos al mismo tiempo.
-
30
Asignacin negada
La negada es similar a la anterior, con la diferencia de que
si las condiciones de entrada se cumplen la salida toma el
valor de 0, caso opuesto se asigna 1. Al igual que en la
asignacin solo se permite una simultnea.
3.1.1 Funciones lgicas bsicas
Funcin NOT (negacin)
Son asignadas para seales de entrada, la funcin NOT es
similar a utilizar un contacto normalmente cerrado de un
relevador elctrico. Cuando el valor del operando es 1 el
controlador cambia la condicin asociada, si es 0 ste no
conmuta al contacto.
Funcin AND (conjuncin)
sta se obtiene mediante la colocacin de contactos en serie,
se deben de cumplir las condiciones de todos para que pueda
ejecutar una accin de salida. Si una de ellas es invlida no
se podr llevar a cabo lo programado para la tal.
Funcin OR (disyuncin)
No es ms que tener contactos en paralelo, en sta con que
uno de los operandos sea igual a 1, se ejecuta la salida
programada. Para que la funcin sea igual a 0, todos los
operandos no debern cumplirse ser igual a 0.
-
31
3.2 Lista de instrucciones (StatementList o
Anweisungs Liste AWL)
El listado de instrucciones es un lenguaje textual tipo
assembler, caracterizado por un modelo de maquina simple,
no es una representacin grafica, describe literalmente el
programa.
sta se formula a partir de instrucciones de control
consistentes en un operador y un operando.
Consta de lneas y en cada una de stas figura una
instruccin individual. Cada una puede llevar, a la derecha,
un comentario textual en lenguaje normal en el que se
especifiquen exactamente los elementos de conmutacin.
Comienza por un nmero de orden.
El conjunto engloba diversas instrucciones de operacin y
ejecucin, son anotadas con abreviaturas.
Elementos utilizados en el listado de instrucciones:
Step (paso)
Frase -Parte condicional
-Parte ejecutiva
Step
1. Es opcional, la mayora de los programadores la utiliza.
2. Se usa para marcar el comienzo de un bloque lgico de
cdigo de programa.
3. Cada programa puede tener un mximo de 255 pasos.
4. Cada paso puede tener una o varias frases.
5. Se le puede asignar un nombre o una etiqueta (mximo 8
caracteres)
-
32
Frases
1. La frase forma el nivel ms bsico dentro de la
organizacin del programa.
2. Cada una esta compuesta de una parte condicional y una
ejecutiva.
a) Parte condicional
Para listar una o ms condiciones que tienen que
evaluarse al momento de la ejecucin, ya sean
verdaderas o falsas.
Comienza regularmente con la palabra IF y continua
con una o varias frases las cuales describen las
condiciones que sern evaluadas.
Si las condiciones son cumplidas entonces sern
llevadas a cabo todas las acciones programadas en
la parte ejecutiva.
b) Parte ejecutiva
Esta es la seccin de la frase donde se ejecutan
las salidas programadas siempre que la parte
condicional haya sido cumplida.
Comandos estndar utilizados en AWL
Los siguientes comandos son los ms utilizados en la lista de
instrucciones:
-
33
STEP IF THEN OTHRW
SET RESET LOAD TO
AND OR EXOR N
CMP CFM WITH JMP TO
INC DEC SWAP SHIFT
SHL SHR ROL ROR
INV CPL BID DEB
NOP --- ---- OPERAND
Lista de comandos ms comunes:
STEP
Se utiliza para marcar el comienzo de un bloque lgico
de un cdigo de programa.
IF
Instruccin que marca el inicio de la parte condicional
de la frase
THEN
Marca el inicio de la parte ejecutiva de la frase.
SET
Se utiliza para cambiar al estado lgico a 1 de los
operandos uni-bit de salida.
RESET
Se utiliza para cambiar al estado lgico 0 de los
operandos uni-bit de salida.
JMP TO
Hace que la ejecucin del programa contine al paso cuya
etiqueta se ha especificado.
NOP
Una instruccin especial, la cual es siempre verdadera
en la parte condicional de la frase. En la parte
ejecutiva es equivalente a no hagas nada.
-
34
OTHRW
Permite continuar con la ejecucin del programa cuando
la parte condicional de la frase sea falsa equivale a
que las condicionantes no se cumplieron.
3.3 Manejo del software Win FST 4.10.50
Actividades:
1. Nombre del proyecto
2. Descripcin del programa
3. Configuracin E/S digitales
4. Declaracin de variables
5. Programa
6. Cargar el proyecto
7. Monitoreo en lnea
1.- Nombre del proyecto
Se crea un nuevo proyecto, de la barra de men Project
opcin new:
Figura 21.- Seleccionar project
-
35
Se le asigna un nombre no mayor a 8 caracteres
Figura 22.- Escribir un nombre
En la ventana de Project Settings, seleccionar el
controlador FEC Standard que es el tipo a utilizar, a
continuacin se oprime en OK.
Figura 23.- Escribir comentario
-
36
2.- Descripcin del programa
Esto se basa en la documentacin del programa, sin embargo no
es necesario.
En la ventana Project Tree (rbol de proyecto) en la
opcin Project Documentation dar doble clic.
Figura 24.- rbol de proyecto
En la ventana emergente se escribe la descripcin del
programa
Figura 25.- Documentar proyecto
-
37
3. - Configuracin de entradas y salidas E/S
Mediante un doble clic en la opcin I/O Configuration
dentro de la ventana FST Project.
Figura 26.- Configuracin de I/O
En la misma ventana se despliega (I/O Configuration)
mediante un clic derecho se elige la opcin Insert I/O
Module
Figura 27.- Insertar mdulo de I/O
-
38
En la ventana IO Module Entry se elige el PLC que se
est utilizando en este caso es FC 440 y configuramos
las dems, se acepta la operacin y se cierra la ventana
de IO Configuration.
Figura 28.- Seleccin de tipo de PLC
4.- Declaracin de variables
En la ventana Project Tree damos doble clic en la opcin
Allocation List y luego con un clic derecho elegimos la
opcin Insert Operand y se insertan las variables
necesarias.
Figura 29.- Alta de asignaciones
-
39
En la opcin Absolute Operand se debe utilizar Ix.x para
entradas:
Figura 30.- Alta de entradas
Y Ox.x para salidas.
Figura 31.- Alta de salidas
El valor de x va del 0 al 7
-
40
5.- Programa
Para generar los programas dentro del software en la
ventana FST Project damos clic derecho opcin Programs y
en la ventana New Program
Figura 32.- Alta de programas
Se escoje el programa a realizar en la ventana emergente
New Program
Figura 33.- Seleccin de tipo
-
41
Se puede utilizar programa mediante listado de
instrucciones (statement list) diagrama de contactos
(ladder diagram):
Statementlist (listado de instrucciones)
Junto con la ventana de programacin aparece una barra
llamada STL Shortcuts que puede auxiliarnos en la
escritura del programa.
Se pueden introducir los comandos por teclado o utilizar
la barra de STL Shorcuts.
Figura 34.- Programa en STL
-
42
Ladder Diagram
Utilizando la barra de LDR Shorcuts se dibujan los
peldaos, se insertan las condicionantes y las salidas
respectivas; quedando como sigue:
Figura 35.- Programa en escalera
-
43
Cargar proyecto
Para cargar el proyecto es necesario haber compilado el
programa y que no tenga errores de sintaxis, esto se
hace dando clic en el icono de Compile (Ctrl) + (F7)
Figura 36.- Compilacin del programa
Posteriormente se carga el proyecto ejecutando el
comando Make Project (F7) es diferente a compilar ya que
construye todo el programa con todos los drivers etc.
Figura 37.- Haciendo el proyecto
-
44
Finalmente se descarga el proyecto al PLC ejecutando
Download Project pulsando F5
Figura 38.- Descargando al PLC
Monitoreo en lnea
Puede ir a la opcin Online para monitorear el programa
que se est ejecutando o para monitorear los operandos.
Para ir a modo en lnea y ver los operandos dar clic en
el icono Online Display
En la ventana desplegada dentro de la pestaa inputs se
puede observar el estado de los sensores u operandos de
entrada conectados a la tarjeta, en la pestaa outputs
-
45
las seales generadas, las cuales pueden ser forzadas
directamente desde el software en la tabla obtenida.
Figura 39.- Visualizacin de operandos en lnea
-
46
CAPITULO IV
PRCTICAS
DE
AUTOMATIZACIN
-
47
UNIVERSIDAD VERACRUZANA FACULTAD DE INGENIERIA MECANICA ELECTRICA
XALAPA, VER.
LABORATORIO DE AUTOMATIZACION INDUSTRIAL
NOMBRE: MATRICULA: .
MATERIA: GRUPO:.
BRIGADA No. SEMESTRE: FECHA: .
PRACTICA N 1
NOMBRE DE LA PRCTICA:
FUNCIONES LGICAS BSICAS
OBJETIVO:
Ser capaz de realizar las funciones lgicas de:
asignacin, NOT, AND y la OR con un PLC.
EXPOSICIN:
Las funciones son parte de las unidades de
organizacin del programa y por lo tanto representan
un medio para configurar programas de PLC.
La funcin de asignacin permite que el estado de
una seal de entrada sea transmitido directamente al
estado de una salida del PLC.
-
48
La funcin NOT se utiliza para convertir seales
binarias a su valor opuesto.
Cuando todas las seales conectadas en AND estn en
1, el resultado es 1. Si una sola de las seales
conectadas es 0, entonces el resultado tambin es 0.
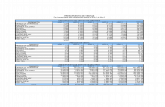
MATERIAL A UTILIZAR:
Descripcin Ejercicio 1 Ejercicio 2 Ejercicio 3 Ejercicio 4
Controlador lgico programable
1 1 1 1
Unidad de conexin
1 1 1 1
Unidad de mantenimiento
1 1 1 1
Distribuidor
1 - - 1
Cilindro de doble efecto
- - - 1
Electrovlvula 5/2 vas de una bobina
- - - 1
Entrada de seales elctricas
1 1 1 1
Interruptor de proximidad inductivo
- - - 1
Dispositivo indicador
1 1 1 -
-
49
EJERCICIO # 1
Circuito de una lmpara
La funcin asignacin
Descripcin del proyecto:
Al accionar un botn pulsador (S1), se encienda una
lmpara (H1). La lmpara debe permanecer iluminada
mientras el pulsador est accionado.
Plano de situacin:
Diagrama de pulsos:
-
50
EJERCICIO # 2
Alarma antirrobo
La funcin NOT
Descripcin del proyecto:
Detrs del cristal de un escaparate se ha
incorporado un hilo de cable muy fino; este se parte
al romper el cristal e interrumpe el circuito
cerrado.
En este caso deber activarse una alarma sonora
(zumbador) y un indicador visual (lmpara), estas se
desactivarn al colocar el vidrio nuevo.
Plano de situacin
Diagrama de pulsos
-
51
EJERCICIO #3
Prensa con barra protectora
La funcin AND
Descripcin del proyecto:
Una prensa de estampacin 1.0 debe avanzar solamente
si se presiona el pulsador S1 y la barrera
protectora se halla cerrada. Si una de estas
condiciones no se cumple, la prensa debe retroceder
inmediatamente. La posicin de la barrera protectora
cerrada B1 es detectada por un sensor de proximidad
B1. La herramienta de la prensa avanza o retrocede
por medio de una electrovlvula con retorno por
muelle.
Plano de situacin
Diagrama espacio-fase
-
52
Ecuacin de movimientos:
EJERCICIO #4
Sistema de timbre
La funcin OR
Descripcin del proyecto:
El timbre debe sonar tanto si se presiona el
pulsador S1 como si se presiona el pulsador S2.
Plano de situacin
Diagrama de pulsos:
-
53
AUTOEVALUACIN
1. Cul es el comportamiento de una salida
programada como no-memorizada, si deja de
aplicarse la seal de entrada?
2. En el ejercicio nmero dos la salida se activa
como no-memorizada. Cul es el efecto en la
seal de salida, si el cable se rompe y debe ser
reparado?
3. En el ejercicio nmero tres la salida Y1 Debe
activarse como memorizada o como no memorizada?
-
54
UNIVERSIDAD VERACRUZANA FACULTAD DE INGENIERIA MECANICA ELECTRICA
XALAPA, VER.
LABORATORIO DE AUTOMATIZACION INDUSTRIAL
NOMBRE: MATRICULA: .
MATERIA: GRUPO:.
BRIGADA No. SEMESTRE: FECHA: .
PRACTICA N2
NOMBRE DE LA PRCTICA:
DISPOSITIVO ESTAMPADOR
(FUNCIONES LGICAS: AND/OR/NOT)
OBJETIVO:
Ser capaz de realizar combinaciones de conexiones
lgicas con un PLC.
Comprender las prioridades de los operadores
elementales en cada uno de los lenguajes de
programacin.
EXPOSICIN:
Casi todas las tareas de control requieren la
programacin de una combinacin de conexiones
lgicas. Para disear una solucin es necesario
hacer lo siguiente:
-
55
Establecer una ecuacin booleana que describa la
lgica de la tarea de control.
Tener en consideracin las prioridades de los
operandos utilizados para la programacin.
MATERIAL A UTILIZAR:
Descripcin Cantidad
Controlador lgico programable 1
Unidad de mantenimiento 1
Cilindro de doble efecto 1
Electrovlvula 5/2 vas de una bobina 1
Interruptor de proximidad inductivo 1
Interruptor de proximidad capacitivo 1
Interruptor de proximidad ptico 1
EJERCICIO
Descripcin del proyecto:
Un dispositivo estampador puede hacerse funcionar
desde tres lugares. Se inserta una pieza a travs de
una gua, con lo que se activan dos de los tres
sensores de proximidad B1, B2 y B3. Esto hace
avanzar el cilindro 1.0 por medio de la
electrovlvula y se corta un rebaje en la pieza. El
ciclo de estampado solo debe dispararse si existen
dos de las seales. Por razones de seguridad, debe
evitarse que el cilindro avance si estn activados
los tres sensores de proximidad.
-
56
1 2 3=1
A
Plano de situacin
Diagrama espacio-fase
Ecuacin de movimientos:
Diagrama de potencia neumtico:
Autoevaluacin
1. Por qu el elemento negado tiene que intervenir
en cada parntesis?
-
57
UNIVERSIDAD VERACRUZANA FACULTAD DE INGENIERIA MECANICA ELECTRICA
XALAPA, VER.
LABORATORIO DE AUTOMATIZACION INDUSTRIAL
NOMBRE: MATRICULA: .
MATERIA: GRUPO:.
BRIGADA No. SEMESTRE: FECHA: .
PRACTICA N3
NOMBRE DE LA PRCTICA:
MANDO BIMANUAL DE SEGURIDAD
(SISTEMAS DE SEGURIDAD POR MANDO BIMANUAL)
OBJETIVO:
Operar dispositivos utilizando el mando bimanual
EXPOSICIN:
El sistema de mando bimanual es un modulo de
seguridad que permite generar una seal neumtica
S siempre que las seales de entrada A y B
aparezcan simultneamente o con un desfase en tiempo
de pocos segundos.
-
58
MATERIAL A UTILIZAR:
Descripcin Cantidad
Controlador lgico programable 1
Unidad de mantenimiento 1
Cilindro de doble efecto 1
Electrovlvula 5/2 vas de una bobina 1
Interruptor de proximidad inductivo 1
Interruptor de proximidad capacitivo 1
Botonera 1
EJERCICIO
Descripcin del proyecto:
En una mquina se van a estampar piezas, se colocan
manualmente; por seguridad el cilindro neumtico
deber salir solo si se oprimen dos botones
simultneamente o con una diferencia de tiempo de
0.5 segundos y est activado el sensor de cilindro
retrado. Si el operador trata de dejar activado uno
de los dos por alguna forma, deber desbloquearlo y
presionarlos simultneamente para que pueda actuar
el cilindro.
El cilindro regresa si se suelta uno los dos
botones se detecta sensor de final de carrera.
Plano de situacin
-
59
Diagrama espacio-fase
Ecuacin de movimientos:
Diagrama de potencia neumtico:
AUTOEVALUACIN
1. Por qu se utiliza el mando bimanual?
-
60
UNIVERSIDAD VERACRUZANA FACULTAD DE INGENIERIA MECANICA ELECTRICA
XALAPA, VER.
LABORATORIO DE AUTOMATIZACION INDUSTRIAL
NOMBRE: MATRICULA: .
MATERIA: GRUPO:.
BRIGADA No. SEMESTRE: FECHA: .
PRACTICA N 4
NOMBRE DE LA PRCTICA:
FRESADORA
(METODOLOGA DE BANDERA)
OBJETIVO:
Realizar programas con superposicin de seales
usando la metodologa de bandera.
EXPOSICIN:
Las banderas, tambin llamadas memorias,
recordadores, marcas o relevadores internos, son
esenciales sobre todo cuando deseamos hacer ligar
-
61
diferentes programas cuando utilizamos la
multitarea.
Metodologa:
1. Identificar los peldaos que tienen condiciones similares.
2. Al primer escaln se le llama peldao base, colocar un contacto normalmente cerrado de una
bandera.
3. Encender la bandera un peldao despus del paso anterior.
4. Colocar un contacto normalmente abierto en el peldao que se parece.
5. Apagar la bandera un peldao despus del paso cuatro.
MATERIAL A UTILIZAR:
Descripcin Cantidad
Controlador lgico programable 1
Unidad de mantenimiento 1
Cilindros de doble efecto 2
Electrovlvulas 5/2 vas de una bobina 1
Electrovlvulas 5/2 vas de dos bobinas 2
Entrada de seales elctricas 1
Sensor de proximidad inductivo 1
Botonera 1
EJERCICIO
Descripcin del proyecto:
Mediante sta mquina se realiza el fresado de
ranuras en marcos de madera, ste es sujetado
mediante el cilindro A; el avance de la mesa de
fresado se hace con una unidad neumtica-hidrulica
B.
-
62
Plano de situacin
Diagrama espacio-fase
Ecuacin de movimientos:
Diagrama de potencia neumtico:
-
63
AUTOEVALUACIN
1. Cundo es necesario usar la metodologa de bandera?
2. Describa los pasos de la metodologa banderas
-
64
UNIVERSIDAD VERACRUZANA FACULTAD DE INGENIERIA MECANICA ELECTRICA
XALAPA, VER.
LABORATORIO DE AUTOMATIZACION INDUSTRIAL
NOMBRE: MATRICULA: .
MATERIA: GRUPO:.
BRIGADA No. SEMESTRE: FECHA: .
PRACTICA N 5
NOMBRE DE LA PRCTICA:
DISPOSITIVO DE LLENADO DE PIEDRAS DE IGNICIN
(SEAL CON RETARDO A LA CONEXIN)
OBJETIVO:
Ser capaz de realizar un retardo a la conexin de
una seal utilizando el bloque de funcin estndar
TON.
EXPOSICIN:
El bloque de funcin estndar TON se utiliza para
generar un retardo a la conexin.
-
65
MATERIAL A UTILIZAR:
Descripcin Cantidad
Controlador lgico programable 1
Unidad de mantenimiento 1
Cilindro de simple efecto 1
Cilindro de doble efecto 1
Electrovlvula de 5/2 vas de una bobina 1
Electrovlvula de 5/2 vas de dos bobinas 1
Entrada de seales elctricas 1
Sensor de proximidad inductivo 2
Sensor de proximidad capacitivo 2
Botonera 1
EJERCICIO
Descripcin del proyecto:
En una tolva hay piedras de ignicin, que deben ser
distribuidas en dos puestos de montaje a un ritmo
determinado.
El cilindro A abre y cierra la compuerta del
depsito. Al accionar el pulsador marcha, abre el
cilindro A, el cierre. Las piedras de ignicin caen
al depsito de la cinta 1. Al cerrar la tolva, el
cilindro B lleva el depsito de la cinta 2 debajo de
la tolva. Nuevamente se realiza la apertura y cierre
de la compuerta. Mientras tanto el depsito de la
cinta 1 pasa al primer lugar del montaje conducido
por la cinta transportadora. En la mesa corredora se
ha colocado ya, otro depsito vaco. Despus de ser
cerrada la compuerta por el cilindro A retrocede el
vstago del cilindro B a la posicin inicial. El
depsito de la cinta 2 se transporta al segundo
lugar del montaje conducido por la cinta
transportadora. Al accionar nuevamente el pulsador
marcha, se realiza un nuevo proceso.
-
66
Plano de situacin
Diagrama espacio-fase
Ecuacin de movimientos:
Diagrama neumtico de potencia:
-
67
AUTOEVALUACIN
1. Por qu no se puede utilizar en ladder diagram un timer ON DELAY?
2. Por qu en AWL si se puede programar con un instantneo?
-
68
UNIVERSIDAD VERACRUZANA FACULTAD DE INGENIERIA MECANICA ELECTRICA
XALAPA, VER.
LABORATORIO DE AUTOMATIZACION INDUSTRIAL
NOMBRE: MATRICULA: .
MATERIA: GRUPO: .
BRIGADA No. SEMESTRE: FECHA: .
PRACTICA N 6
NOMBRE DE LA PRCTICA:
RELIEVE DE PIEZAS
(SEAL CON RETARDO A LA DESCONEXIN)
OBJETIVO:
Ser capaz de realizar una temporizacin a la
desconexin utilizando el bloque de funcin estndar
TOF.
EXPOSICIN:
El bloque de funcin estndar TOF, se utiliza para
generar retardos de seales a la desconexin.
-
69
MATERIAL A UTILIZAR:
Descripcin Cantidad
Controlador lgico programable 1
Unidad de mantenimiento 1
Cilindro de simple efecto 1
Cilindro de doble efecto 1
Electrovlvulas de 5/2 vas de una bobina 1
Electrovlvulas de 5/2 vas de dos bobinas 1
Entrada de seales elctricas 1
Sensor de proximidad inductivo 4
EJERCICIO
Descripcin del proyecto:
Una pieza de trabajo se sujeta mediante la
activacin del botn de arranque S1 por medio del
cilindro A, cuando se encuentra sujetada el cilindro
B se extiende y hace el relieve a la pieza de
trabajo. La pieza de trabajo requiere tiempo para
enfriarse, se mantiene sujeta por medio de un
periodo de tres segundos. Este tiempo es iniciado
con el avance del cilindro A.
Se utiliza cilindro A de doble efecto controlado por
electrovlvula monoestable y B de doble efecto
controlado por biestable.
Plano de situacin
-
70
Diagrama espacio-fase
Ecuacin de movimientos:
Diagrama neumtico de potencia:
AUTOEVALUACIN
1. A travs de que seal empieza a contar el temporizador con retardo a la desconexin?
2. Cmo se lleva a cabo la operacin del contacto asociado al temporizador?
-
71
UNIVERSIDAD VERACRUZANA FACULTAD DE INGENIERIA MECANICA ELECTRICA
XALAPA, VER.
LABORATORIO DE AUTOMATIZACION INDUSTRIAL
NOMBRE: MATRICULA: .
MATERIA: GRUPO:.
BRIGADA No. SEMESTRE: FECHA: .
PRACTICA N7
NOMBRE DE LA PRCTICA:
DISPOSITIVO DE ESTAMPADO DE N PIEZAS
(CICLOS DE CONTEO)
OBJETIVO:
Poder realizar ciclos de conteo por medio de la
utilizacin de los mdulos de funcin estndar CTU o
CTD.
EXPOSICIN:
Los ciclos de conteo forman parte de las operaciones
bsicas de un PLC. IDE 1131-3 define tres bloques de
funcin estndar: CTU y CTD para la realizacin de
estas tareas.
-
72
Bloque de funcin CTU realiza un contador
incremental. Su interface esta definido por medio de
tres parmetros de entrada y dos de salida.
Bloque de funcin CTD siendo un contador decremental
funciona de forma opuesta al bloque de funcin CTU.
MATERIAL A UTILIZAR:
Descripcin Cantidad
Controlador lgico programable 1
Unidad de mantenimiento 1
Cilindro de simple efecto 1
Cilindro de doble efecto 2
Electrovlvula 5/2 vas de una bobina 2
Electrovlvula 5/2 vas de dos bobinas 1
Entrada de seales elctricas 1
Sensor de proximidad inductivo 2
Sensor de proximidad capacitivo 2
Sensor de proximidad ptico 2
Sensor de proximidad 1
Botonera 1
EJERCICIO
Descripcin del proyecto:
En una maquina se estampan piezas en ciclos de 10
piezas. El ciclo del programa es iniciado por medio
de un botn pulsador S1. La seal de un detector de
proximidad S2 en el almacn indica si todava hay
piezas a procesar, si no hay piezas se detienen el
proceso. La pieza se alimenta hacia la maquina por
medio de un cilindro A y se sujeta. A continuacin
se estampa a travs del cilindro B y posteriormente
es expulsada por medio del cilindro C.
-
73
Plano de situacin
Diagrama espacio-fase
Ecuacin de movimientos:
Diagrama neumtico de potencia:
-
74
AUTOEVALUACIN
1. Cundo cambia el estado del contador?
2. Qu pasa si se mantiene oprimido el botn de inicio?
3. Cmo se bloquea la accin del botn de inicio en el contador?
-
75
UNIVERSIDAD VERACRUZANA FACULTAD DE INGENIERIA MECANICA ELECTRICA
XALAPA, VER.
LABORATORIO DE AUTOMATIZACION INDUSTRIAL
NOMBRE: MATRICULA: .
MATERIA: GRUPO:.
BRIGADA No. SEMESTRE: FECHA: .
PRACTICA N 8
NOMBRE DE LA PRCTICA:
UNIDAD DE MONTAJE
(PROGRAMACIN EN MODO MULTIBIT)
OBJETIVO:
Aplicacin de la programacin en modo multibit.
EXPOSICIN:
Tanto en las entradas como en las salidas tienen el
valor que esta dado de la forma base 2 elevado a la
potencia de la posicin que ocupa, en donde la
posicin empieza 0, 1,2,3, n.
Puede ser 2n donde n puede ir desde 0 hasta 15.
-
76
Dependiendo de las condiciones de entrada se hace
una sumatoria.
El PLC hace una sumatoria de las condiciones para
que se ejecute la accin.
MATERIAL A UTILIZAR:
Descripcin Cantidad
Controlador lgico programable 1
Unidad de conexin 1
Unidad de mantenimiento 1
Distribuidor 1
Cilindros de doble efecto 2
Electrovlvulas de 5/2 vas ,monoestable 1
Electrovlvulas de 5/2 vas ,biestable 2
Sensor de proximidad inductivo 2
Sensor de proximidad capacitivo 2
Botonera 1
EJERCICIO
Descripcin del proyecto:
Los bloques alimentados el contenedor, son provistos
de casquillos que son alimentados por otros dos
contenedores respectivos.
Al oprimir botn de inicio el cilindro A desplaza el
bloque y lo mantiene sujetado, a continuacin, sale
el cilindro B y coloca a presin un casquillo,
seguido el cilindro C sale para colocar el segundo
casquillo. Una vez realizado esto los cilindros A y
C regresan simultneamente a la posicin retrados,
y luego el cilindro B se retrae y el bloque
terminado pasa a una banda transportadora.
-
77
Plano de situacin
Diagrama espacio-fase
Ecuacin de movimientos:
Diagrama de potencia neumtico:
-
78
AUTOEVALUACIN
1. Qu sucede si hay repeticin de valores del input Word?
2. Qu valores se le pueden asignar al output Word?
-
79
UNIVERSIDAD VERACRUZANA FACULTAD DE INGENIERIA MECANICA ELECTRICA
XALAPA, VER.
LABORATORIO DE AUTOMATIZACION INDUSTRIAL
NOMBRE: MATRICULA: .
MATERIA: GRUPO:.
BRIGADA No. SEMESTRE: FECHA: .
PRACTICA N9
NOMBRE DE LA PRCTICA:
ARRANQUE A TENSIN COMPLETA
DE UN MOTOR TRIFSICO DE INDUCCIN JAULA DE
ARDILLA
(CONTROL DE MOTORES)
OBJETIVO:
Conocer las funciones de los diferentes dispositivos
de control que se utilizan en el desarrollo de los
diferentes circuitos de control de motores.
Aprender la conexin y arreglo de los diferentes
dispositivos de control para el arranque de un motor
de induccin jaula de ardilla.
EXPOSICIN:
El concepto de control es extraordinariamente
amplio, abarcado desde un simple interruptor que
-
80
gobierna el encendido de una bombilla o el grifo que
regula el paso del agua en una tubera, o el piloto
automtico de un avin.
Control de motores
El control de motores se puede dar de la siguiente
forma:
Control manual. Cuando el operador realiza todas las operaciones como pulsar el botn de
arranque, el paro de emergencia, para efectuar
cambios en el funcionamiento de la maquina.
Control semi-automtico. Utilizan un arrancador electromagntico y pilotos manuales como
pulsadores. Se emplea para tener mayor
flexibilidad.
Control automtico. Esta controlado por un arrancador electromagntico que controla todas
sus funciones de manera automtica.
En el control de motores se cambia la parte
tradicional de funcionamiento por un programa que
controla el arranque y paro de un motor. La parte de
potencia no cambia. El programa gobernado por el PLC
controla todo el funcionamiento del motor.
MATERIAL A UTILIZAR:
Descripcin Cantidad
Modulo de motor de induccin jaula de ardilla 1
Modulo de fuentes de alimentacin 1
Relevador de sobrecarga 1
Interruptor de circuito 1
Lmpara roja 1
Lmpara verde 1
Botn start 1
Botn stop 1
Botn paro de emergencia 1
-
81
EJERCICIO
Descripcin del proyecto:
Arranque de un motor trifsico jaula de ardilla a
tensin completa, al oprimir botn de arranque se
enciende un motor de induccin a tensin completa,
se apaga una lmpara roja y se enciende una lmpara
verde. Si se detecta una sobrecarga del motor este
se deber detener y se enciende una lmpara roja y
se apaga la lmpara verde o si se activa el botn de
paro de emergencia por alguna causa.
Diagrama de fuerza Diagrama en escalera
-
82
AUTOEVALUACIN
1. Qu es y para qu sirve un relevador de
sobrecarga (OL)?
2. Explique brevemente el funcionamiento de un
relevador de sobrecarga (OL)
3. Cmo interacciona el paro de emergencia?
4. Por qu se dibujan los contactos de los OL del
botn de stop y paro de emergencia en la lnea
de contactos normalmente cerrados?
-
83
UNIVERSIDAD VERACRUZANA FACULTAD DE INGENIERIA MECANICA ELECTRICA
XALAPA, VER.
LABORATORIO DE AUTOMATIZACION INDUSTRIAL
NOMBRE: MATRICULA: .
MATERIA: GRUPO:.
BRIGADA No. SEMESTRE: FECHA: .
PRACTICA N10
NOMBRE DE LA PRCTICA:
ARRANQUE A TENSIN REDUCIDA
DE UN MOTOR TRIFSICO DE INDUCCIN JAULA DE
ARDILLA
(CONTROL DE MOTORES)
OBJETIVO:
Conocer las ventajas y aplicacin de un motor de
arranque a tensin reducida.
EXPOSICIN:
Arranque a tensin reducida es reducir la corriente
que demanda un motor en el momento de arranque ya
que su valor puede aumentarla varias veces su
corriente nominal.
-
84
En el arranque con resistencias se intercalan
resistencias en serie con la alimentacin durante el
arranque. A medida que el motor aumenta la
velocidad, se disminuye el valor de las resistencias
y finalmente se cortocircuitan.
MATERIAL A UTILIZAR:
Descripcin Cantidad
Modulo de motor de induccin jaula de ardilla 1
Modulo de fuentes de alimentacin 1
Modulo de resistencias 1
Relevador de sobrecarga 1
Interruptor de circuito 1
Lmpara roja 1
Lmpara verde 1
Botn start 1
Botn stop 1
Botn paro de emergencia 1
EJERCICIO
Descripcin del proyecto:
Al oprimir botn de arranque se pone en marcha un
motor de induccin a tensin reducida durante esta
forma de operacin se mantiene encendida una lmpara
verde, transcurrido un tiempo determinado el modo de
operacin cambia a tensin completa, de esta forma
se enciende una lmpara roja y se apaga la lmpara
verde, si se detecta sobrecarga se activa paro de
emergencia o se oprime botn de paro, se detiene la
marcha del motor.
-
85
Diagrama de fuerza Diagrama en escalera
-
86
AUTOEVALUACIN
1. Qu sucede si se presenta una sobrecarga en el
motor y se dispara el OL?
2. Qu cuidados se debe tener en el programa para
el freno magntico?
3. Qu funcin tienen las resistencias en el
diagrama de fuerza?
4. Qu tipo de temporizador se utiliza en el
arranque a tensin reducida?
-
87
UNIVERSIDAD VERACRUZANA FACULTAD DE INGENIERIA MECANICA ELECTRICA
XALAPA, VER.
LABORATORIO DE AUTOMATIZACION INDUSTRIAL
NOMBRE: MATRICULA: .
MATERIA: GRUPO:.
BRIGADA No. SEMESTRE: FECHA: .
PRACTICA N11
NOMBRE DE LA PRCTICA:
INVERSIN DE SENTIDO DE GIRO
DE UN MOTOR TRIFSICO JA
(CONTROL DE MOTORES)
OBJETIVO:
Aprender el control de la inversin de sentido de
giro de un motor trifsico.
EXPOSICIN:
Para invertir el sentido de rotacin de un motor de
induccin se debe invertir el sentido del campo
magntico giratorio generado por sus bobinas.
Al invertir dos fases de alimentacin lo que se hace
en realidad es invertir la secuencia de fases de la
lnea trifsica de alimentacin.
-
88
MATERIAL A UTILIZAR:
Descripcin Cantidad
Modulo de motor de induccin jaula de ardilla 1
Modulo de fuentes de alimentacin 1
Relevador de sobrecarga 1
Interruptor de circuito 1
Lmpara roja 1
Lmpara verde 1
Botn start 1
Botn stop 1
Botn paro de emergencia 1
Freno magntico 1
EJERCICIO
Descripcin del proyecto:
Se tienen dos botones para seleccionar giro a la
derecha o a la izquierda de un motor de corriente
alterna trifsico, jaula de ardilla, una lmpara
verde indica giro a la izquierda una lmpara roja
indica giro a la derecha. Deber detenerse el
motor girando en cualquier sentido antes de hacer la
inversin. Si se detecta sobrecarga o paro de
emergencia el motor se detiene sin importar el
sentido del giro.
Se agrega un freno magntico acoplado al motor para
detenerlo en menor tiempo.
-
89
Diagrama de fuerza Diagrama en escalera
-
90
AUTOEVALUACIN
1. Qu se necesita para invertir el giro de un motor?
2. Qu pasa si se energiza al mismo tiempo la
bobina A y la bobina B?
3. Qu sucede si se invierten las tres fases de
alimentacin del motor?
-
91
Anexos
A.1 Normas para el uso del equipo neumtico
El objeto de estas normas es evitar situaciones de riesgo y/o
dao del equipo. Para garantizar la seguridad, atenerse a las
normas ISO 4414, y JIS B 8370 y otros reglamentos de
seguridad. Tambin puede obtener informacin ms detallada de
las normas de seguridad de los manuales de FESTO DIDACTIC de
neumtica y electro-neumtica TP101, TP102, TP201 y TP202.
Peridicamente
I. Purgar el depsito de aire del compresor.
II. Purgar la trampa de agua de la unidad de mantenimiento.
III. Revisar el nivel de aceite del depsito en el
lubricador del aire y suministrarle ms si as lo
requiere.
En cada prctica
I. Cerciorarse que la unidad de mantenimiento tiene la
presin requerida para el funcionamiento del equipo, y
que sta presin est dentro del rango de operacin de
los elementos neumticos que se utilizarn en la
prctica.
II. Sacar de los cajones nicamente el equipo necesario para
la prctica.
III. Quitar la alimentacin de aire en el cabezal para hacer
cualquier conexin o desconexin en el circuito. La
energa de la presin en las mangueras el liberada
velozmente. La presin es tal, que las tuberas se
mueven incontroladamente poniendo en peligro a los
practicantes.
IV. Asegurarse de insertar bien las mangueras, hasta el
fondo y escuchar un clic al conectar cada una de stas.
-
92
V. Poner el seguro a cada una de las conexiones de las
mangueras.
VI. No colocar elementos donde stos puedan ser alcanzados
por algn cilindro.
VII. No tratar de detener con la mano el recorrido de los
cilindros.
A.2 Normas en el uso del equipo electro-neumtico
I. Asegurarse de cumplir con las normas del equipo
neumtico.
II. Cerciorarse que el contacto, donde est conectado el
equipo, suministra el voltaje requerido (24 Volts) para
el funcionamiento del regulador.
III. Sacar de los cajones nicamente el equipo necesario para
la prctica.
IV. Asegurarse que los cables utilizados no tengan falsos
contactos ni partes sin aislamiento.
V. Para desconectar los cables, hacerlo tomndolo de la
parte aislada de la conexin, nunca hacerlo jalando de
los cables.
VI. Apagar el regulador, o preferentemente desconectarlo,
para realizar cualquier conexin o desconexin en el
circuito, jams realizar conexiones o desconexiones con
el circuito energizado.
VII. Asegurarse que la polaridad es correcta para cualquier
conexin que realicemos.
VIII. Antes de energizar el circuito, revisar que las
conexiones de bobinas y sensores sean correctas.
IX. Por ltimo, pedirle al instructor que revise el circuito
-
93
Bibliografa
Automatizacin y control Prcticas de laboratorio
Autores: Dante Jorge Dorantes Gonzales, Moiss Manzano
Herrera, Guillermo Sandoval Bentez, Virgilio Vsquez
Lpez
2. Ed., McGraw-Hill, 2004
Controles lgicos programables Diplomado en automatizacin industrial nivel bsico
FestoDidacticGmbH& Co.,2000
Autmatas programables Josep Balcells, Jos Luis Romeral, Jos Luis Romeral
Martnez
2. Ed., MARCOMBO, S.A., 1997
Autmatas programables Fundamentos, manejo, instalacin y prcticas
A. Porras, A.P Montero
El lenguaje de programacin Win FST 4.10 para PLCs
Edward Gasper
FestoDidacticGmbH& Co., 2004
www.wisegeek.com/what-is-ladder-logic-programming.htm
www.allaboutcircuits.com/vol_4/chpt_6/6.html
www.grupo-maser.com/PAG_Cursos/auto2/PAGINA PRINCIPAL/PLC/plc.htm
www.plcmanual.com