Frenos y Embragues
33
PROCESOS DE MANUFACTURA JR/2012 TORNEADO FABRICACIÓN II TECNOLOGÍA DE Elementos Diversos. Frenos y Embragues
Transcript of Frenos y Embragues

PROCESOS DE MANUFACTURA
JR/2012
TORNEADO FABRICACIÓN II
TECNOLOGÍA
DE
Elementos Diversos.
Frenos y Embragues
PROCESOS DE MANUFACTURA
JR/2012
TORNEADO
Objetivos: •Conocer los diferentes tipos de frenos y embragues.
•Determinar los diferentes tipos de cargas sometidos los frenos y embragues.
TECNOLOGÍA DE FABRICACIÓN II

PROCESOS DE MANUFACTURA
TORNEADO
Contenido: •Introducción.
•Tipos de frenos
•Tipos de cargas para frenos.
TECNOLOGÍA DE FABRICACIÓN II
JR/2012
PROCESOS DE MANUFACTURA TECNOLOGÍA DE FABRICACIÓN II
INTRODUCIÓN.
Los frenos y embragues son dispositivos mecánicos sometidos a movimientos rotacionales, utilizados para detener o disminuir el movimiento de algún cuerpo, generalmente, un eje, árbol o tambor.
JR/2012
PROCESOS DE MANUFACTURA TECNOLOGÍA DE FABRICACIÓN II
INTRODUCCIÓN.
En estos se debe tener presente los siguientes aspectos. Variación de la temperatura La fuerza aplicada Momento flector o capacidad de frenado Presión ejercida.
JR/2012

PROCESOS DE MANUFACTURA TECNOLOGÍA DE FABRICACIÓN II
INTRODUCCIÓN.
JR/2012
Fuerza aplicada
Zapata Auto-Energizada (Dado que va en el mismo sentido del tambor)
Zapata Auto-Trabajo
Mt

PROCESOS DE MANUFACTURA TECNOLOGÍA DE FABRICACIÓN II
INTRODUCCIÓN.
JR/2012
La fuente de la fuerza puede ser hidráulica, neumática, mecánica.
PROCESOS DE MANUFACTURA TECNOLOGÍA DE FABRICACIÓN II
TIPOS DE FRENOS
JR/2012
Los frenos que se realizaran los respectivos estudios son los llamados frenos de fricción y son diseñados para actuar mediante fuerzas de fricción, siendo este el medio por el cual se transforma en calor la energía cinética del cuerpo a desacelerar. Siempre constan de un cuerpo fijo sobre el cual se presiona un cuerpo a desacelerar.
PROCESOS DE MANUFACTURA TECNOLOGÍA DE FABRICACIÓN II
TIPOS DE FRENOS
JR/2012
Entre los tipos de frenos de fricción tenemos: Freno de Tambor: El freno de tambor es un tipo de freno en el que la fricción se causa por un par de zapatas o pastillas que presionan contra la superficie interior de un tambor giratorio, el cual está conectado al eje o la rueda.
PROCESOS DE MANUFACTURA TECNOLOGÍA DE FABRICACIÓN II
TIPOS DE FRENOS
JR/2012
Entre los tipos de frenos de fricción tenemos: Existen dos tipos de freno de tambor, las cuales son: a. Freno de tambor de zapata interna. b. Freno de tambor de zapata externa.

PROCESOS DE MANUFACTURA TECNOLOGÍA DE FABRICACIÓN II
TIPOS DE FRENOS
JR/2012
Freno de tambor de zapata externa.
PROCESOS DE MANUFACTURA TECNOLOGÍA DE FABRICACIÓN II
TIPOS DE FRENOS
JR/2012
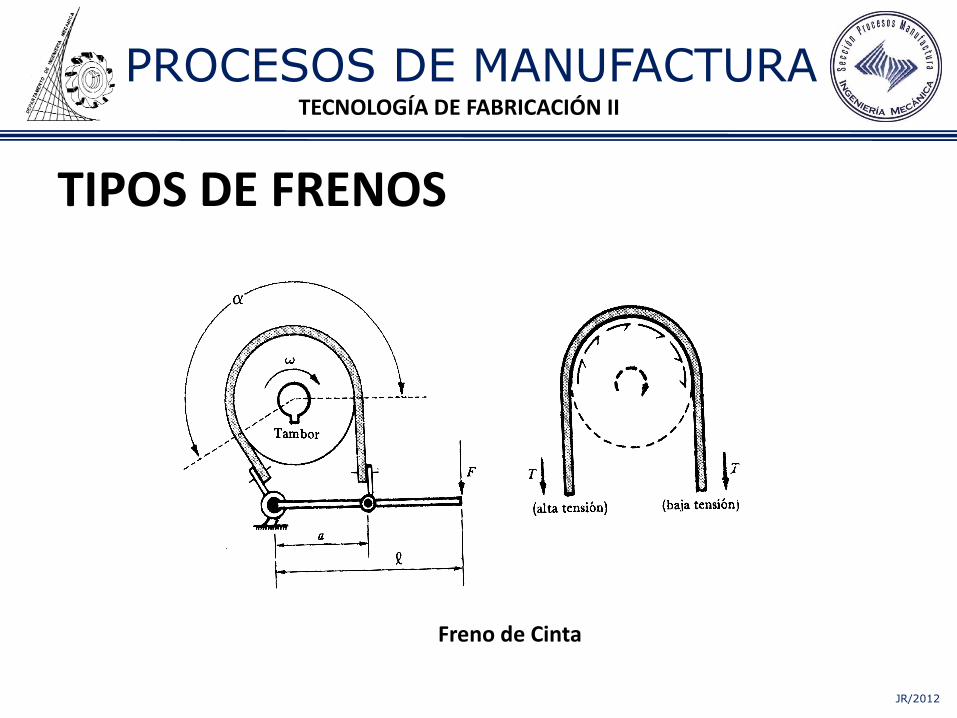
Existen otro tipos de frenos de fricción los cuales son: Freno de Cinta: Utilizan una banda flexible, las mordazas o zapatas se aplican para ejercer tensión sobre un cilindro o tambor giratorio que se encuentra solidario al eje que se pretenda controlar. La banda al ejercer presión, ejerce la fricción con la cual se disipa en calor la energía cinética del cuerpo a regular.
PROCESOS DE MANUFACTURA TECNOLOGÍA DE FABRICACIÓN II
TIPOS DE FRENOS
JR/2012
Freno de Cinta
PROCESOS DE MANUFACTURA TECNOLOGÍA DE FABRICACIÓN II
TIPOS DE FRENOS
JR/2012
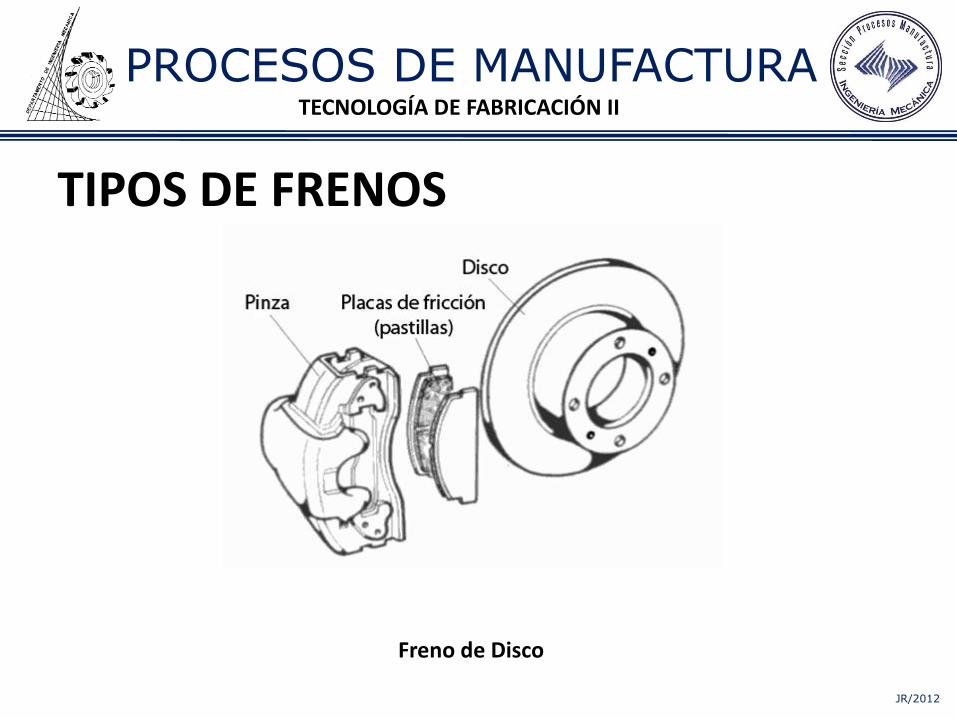
Existen otro tipos de frenos de fricción los cuales son: Freno de disco: Un freno de disco es un dispositivo cuya función es detener o reducir la velocidad de rotación de una rueda. Hecho normalmente de acero, está unido a la rueda o al eje.
PROCESOS DE MANUFACTURA TECNOLOGÍA DE FABRICACIÓN II
TIPOS DE FRENOS
JR/2012
Freno de Disco

PROCESOS DE MANUFACTURA TECNOLOGÍA DE FABRICACIÓN II
JR/2012
FRENO DE TAMBOR DE ZAPATA INTERNA
y
x
F
Rotación del tambor
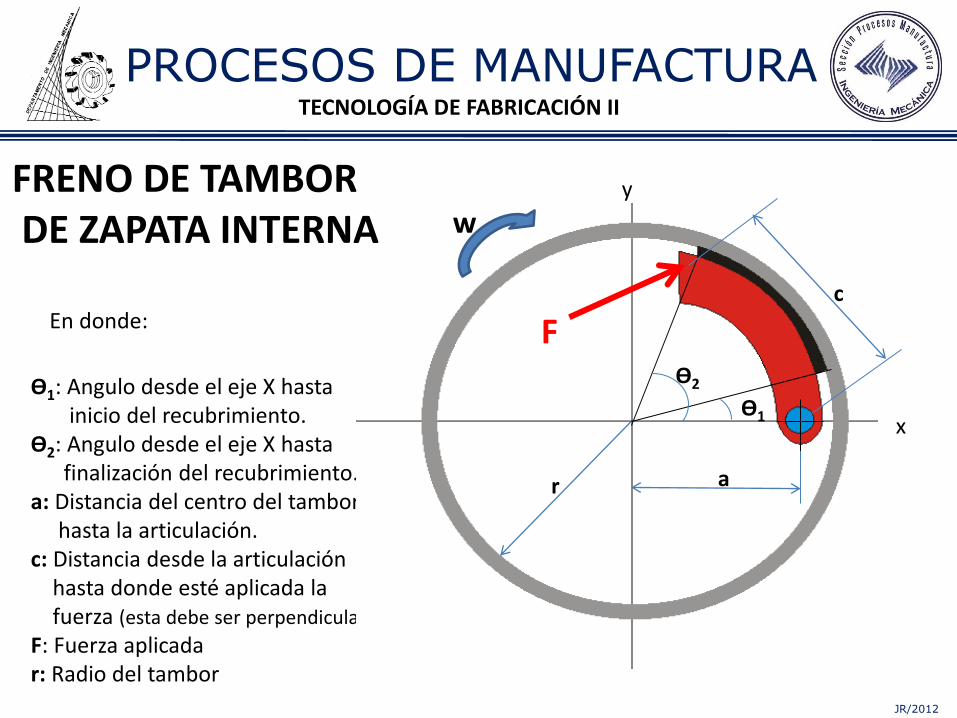
Para iniciar el estudio de la fuerza aplicada en un tambor con zapata interna, se debe visualizar la zapata auto-energizada y coincidir el eje X con la articulación de esta última.
Articulación
Recubrimiento
PROCESOS DE MANUFACTURA TECNOLOGÍA DE FABRICACIÓN II
ϴ1: Angulo desde el eje X hasta inicio del recubrimiento.
ϴ2: Angulo desde el eje X hasta finalización del recubrimiento. a: Distancia del centro del tambor hasta la articulación. c: Distancia desde la articulación hasta donde esté aplicada la fuerza (esta debe ser perpendicular)
F: Fuerza aplicada r: Radio del tambor
JR/2012
ϴ1
ϴ2
r a
c
x
y
F
w
En donde:
FRENO DE TAMBOR DE ZAPATA INTERNA
PROCESOS DE MANUFACTURA TECNOLOGÍA DE FABRICACIÓN II
Cuando la zapata choca o toca el tambor o aro se producen dos fuerzas que son: • Fuerza de fricción. • Fuerza Normal Estas fuerzas producen un momento, las cuales se obtienen a través de:
FRENO DE TAMBOR DE ZAPATA INTERNA
JR/2012
PROCESOS DE MANUFACTURA TECNOLOGÍA DE FABRICACIÓN II
FRENO DE TAMBOR DE ZAPATA INTERNA
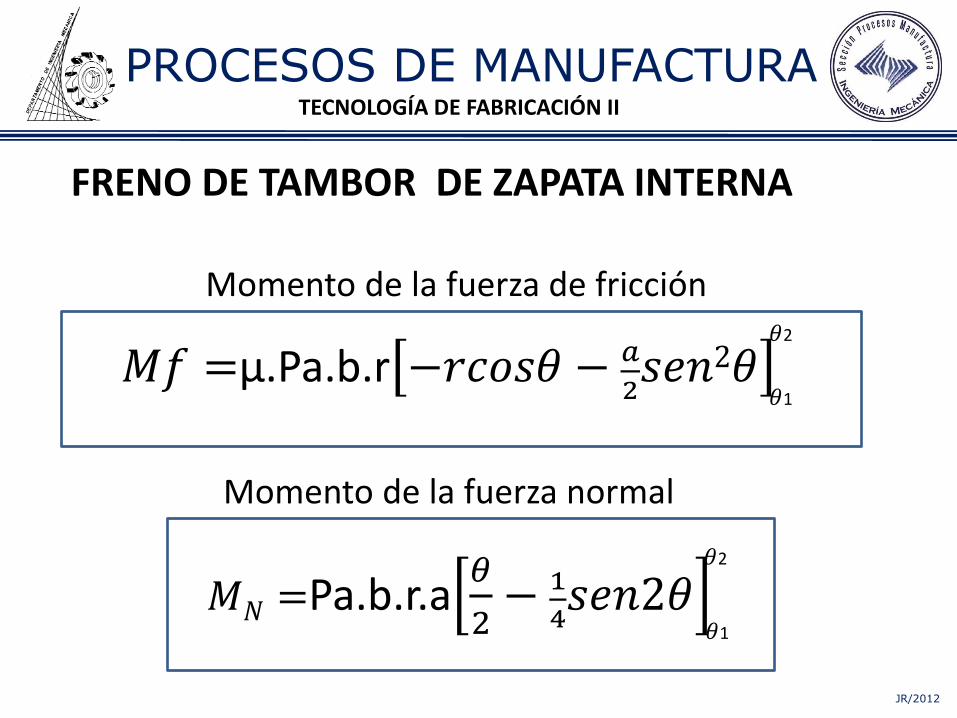
𝑀𝑓 =μ.Pa.b.r −𝑟𝑐𝑜𝑠𝜃 − 𝑎
2𝑠𝑒𝑛2𝜃
𝜃2
𝜃1
Momento de la fuerza de fricción
𝑀𝑁 =Pa.b.r.a𝜃
2− 1
4𝑠𝑒𝑛2𝜃
𝜃2
𝜃1
Momento de la fuerza normal
JR/2012

PROCESOS DE MANUFACTURA TECNOLOGÍA DE FABRICACIÓN II
FRENO DE TAMBOR DE ZAPATA INTERNA
La fuerza total de frenado en la zapata auto-energizada es:
𝐹 = 𝑀𝑓 − 𝑀𝑁
𝑐
JR/2012
Donde: Pa: Presión Máxima b: Ancho de la zapata μ: Coeficiente de fricción. r: Radio del tambor.

PROCESOS DE MANUFACTURA TECNOLOGÍA DE FABRICACIÓN II
FRENO DE TAMBOR DE ZAPATA INTERNA La fuerza de frenado en la zapata auto-trabajo es:
𝐹 = 𝑀𝑓 + 𝑀𝑁
𝑐
JR/2012
El momento o capacidad de frenado:
𝑇 =μ.Pa.b.r 2 𝑐𝑜𝑠𝜃1 − 𝑐𝑜𝑠𝜃2

PROCESOS DE MANUFACTURA TECNOLOGÍA DE FABRICACIÓN II
FRENO DE TAMBOR DE ZAPATA EXTERNA
Esta se calculan utilizando las mismas expresiones que la anterior, lo único que debemos tener presente es que las distancias son mayores ya que estas se encuentran por fuera del tambor.
JR/2012
PROCESOS DE MANUFACTURA TECNOLOGÍA DE FABRICACIÓN II
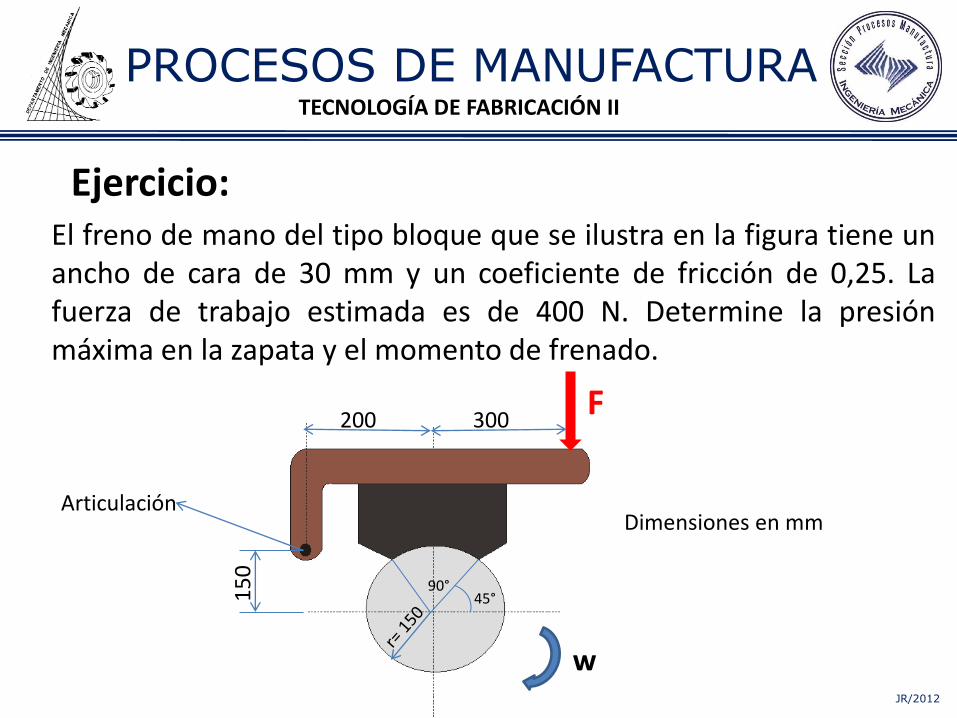
Ejercicio: El freno de mano del tipo bloque que se ilustra en la figura tiene un
ancho de cara de 30 mm y un coeficiente de fricción de 0,25. La fuerza de trabajo estimada es de 400 N. Determine la presión máxima en la zapata y el momento de frenado.
JR/2012
F 200 300
15
0
Dimensiones en mm
45° 90°
w
Articulación
PROCESOS DE MANUFACTURA TECNOLOGÍA DE FABRICACIÓN II
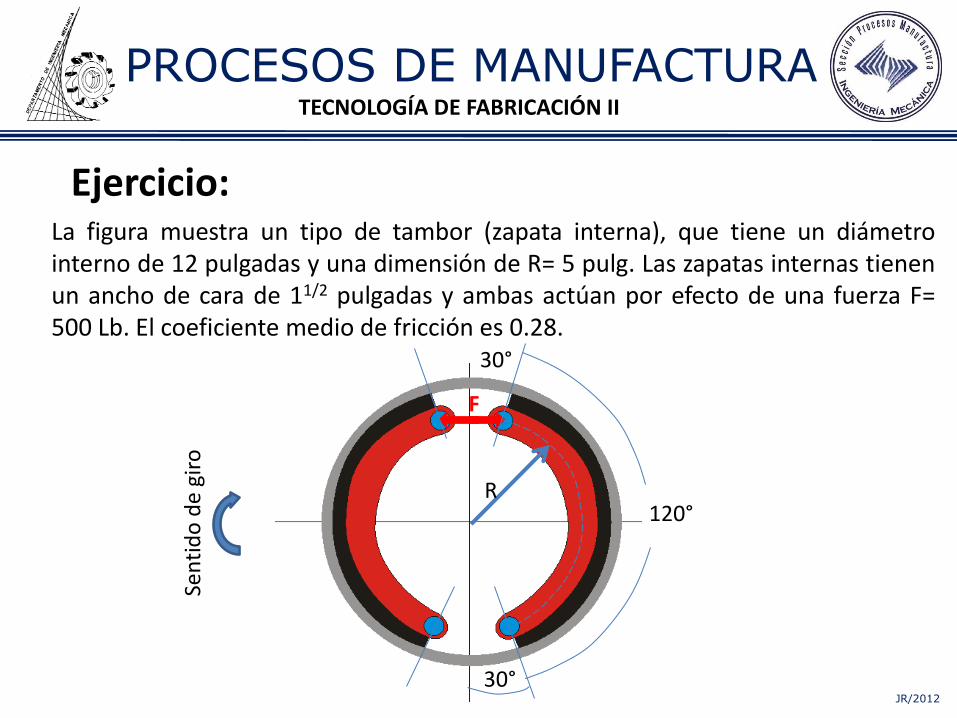
Ejercicio: La figura muestra un tipo de tambor (zapata interna), que tiene un diámetro
interno de 12 pulgadas y una dimensión de R= 5 pulg. Las zapatas internas tienen un ancho de cara de 11/2 pulgadas y ambas actúan por efecto de una fuerza F= 500 Lb. El coeficiente medio de fricción es 0.28.
JR/2012
R
F
120°
30°
30°
Sen
tid
o d
e gi
ro
PROCESOS DE MANUFACTURA TECNOLOGÍA DE FABRICACIÓN II
Ejercicio: Determine: • Presión máxima e indique la zapata en la cual
ocurre. • Momento de frenado que produce cada zapata
y obtenga el momento de frenado total. • Calcule las reacciones resultantes en la
articulación.
JR/2012

PROCESOS DE MANUFACTURA TECNOLOGÍA DE FABRICACIÓN II
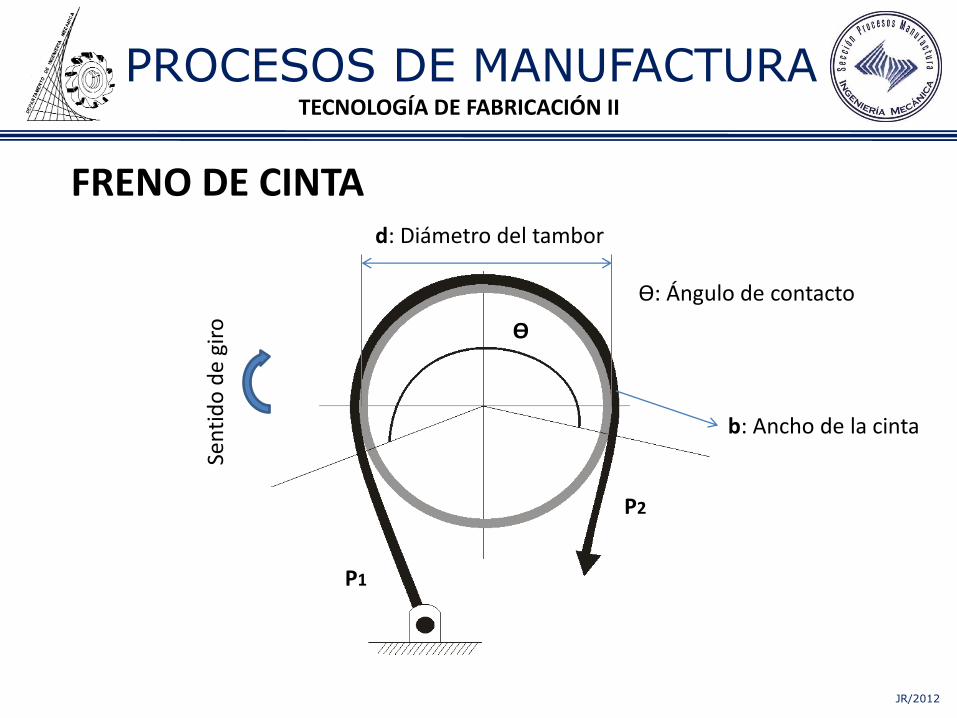
FRENO DE CINTA
Esta se utilizan en máquinas excavadoras y montacargas, donde las velocidades son bajas. Esta tienen una parte fija y una móvil. La tensión de la parte fija se denotará P1 y la móvil o floja como P2 . Tal como se muestra en la figura:
JR/2012
PROCESOS DE MANUFACTURA TECNOLOGÍA DE FABRICACIÓN II
FRENO DE CINTA
JR/2012
P1
P2
ϴ
Sen
tid
o d
e gi
ro
ϴ: Ángulo de contacto
d: Diámetro del tambor
b: Ancho de la cinta

PROCESOS DE MANUFACTURA TECNOLOGÍA DE FABRICACIÓN II
FRENO DE CINTA
La relación entre P1 y P2 esta dada por una ecuación exponencial de la manera siguiente:
JR/2012
P1
P2 = 𝑒𝜇𝜃
Donde: 𝜇: Coeficiente de fricción. 𝜃: Ángulo de contacto. P1: Tensión lado fijo P2: Tensión lado flojo.
P1 > P2
PROCESOS DE MANUFACTURA TECNOLOGÍA DE FABRICACIÓN II
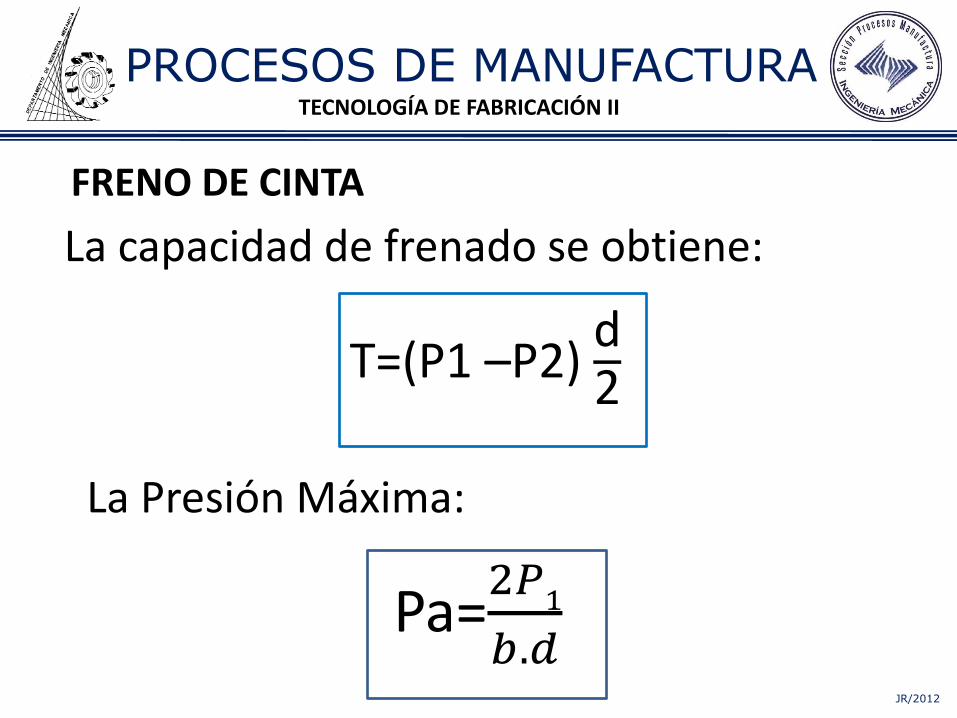
FRENO DE CINTA
La capacidad de frenado se obtiene:
JR/2012
T=(P1 –P2) d2
La Presión Máxima:
Pa=2𝑃
1
𝑏.𝑑
PROCESOS DE MANUFACTURA TECNOLOGÍA DE FABRICACIÓN II
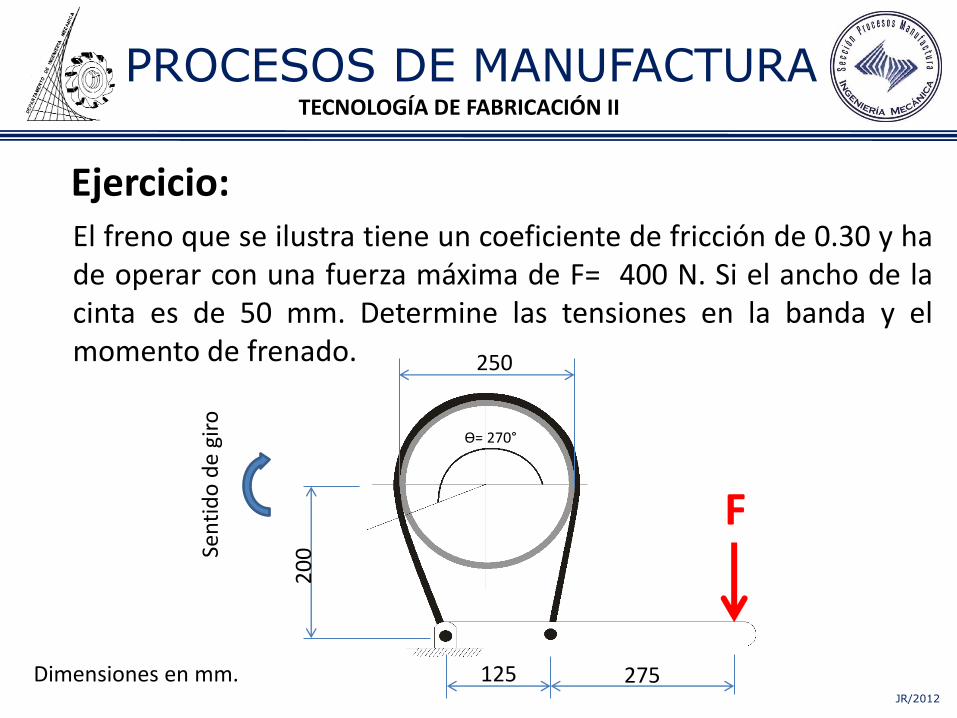
Ejercicio: El freno que se ilustra tiene un coeficiente de fricción de 0.30 y ha de operar con una fuerza máxima de F= 400 N. Si el ancho de la cinta es de 50 mm. Determine las tensiones en la banda y el momento de frenado.
JR/2012
250
20
0
125 275
F
ϴ= 270°
Dimensiones en mm.
Sen
tid
o d
e g
iro

PROCESOS DE MANUFACTURA TECNOLOGÍA DE FABRICACIÓN II
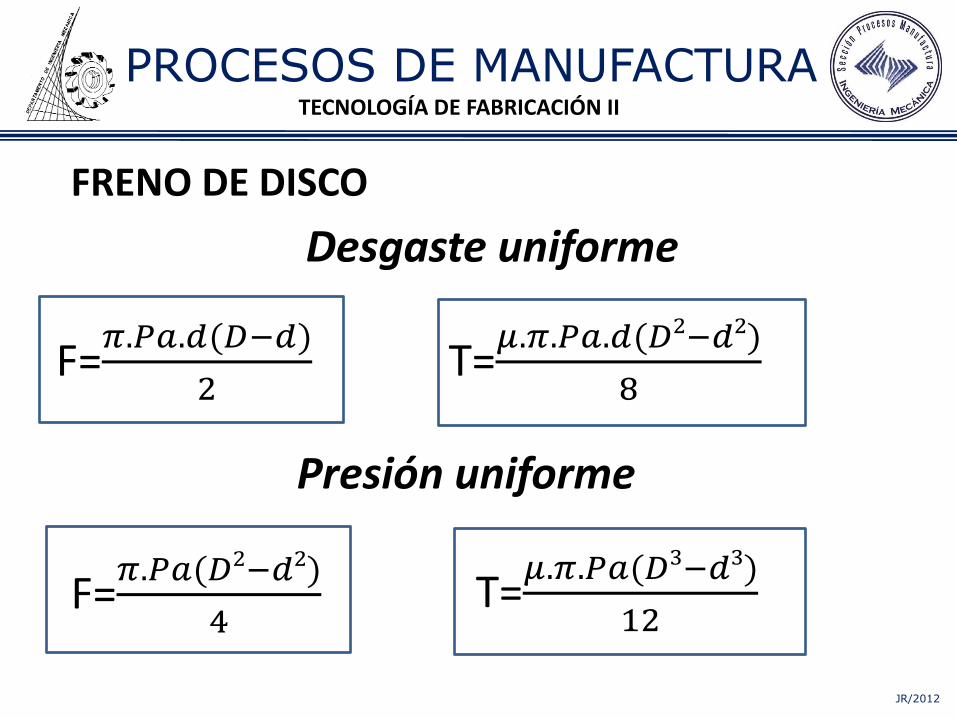
FRENO DE DISCO
En este tipo de dispositivo, se obtiene a través de dos teorías que son: por desgaste uniforme y por presión uniforme, que a través de estos se puede obtener la fuerza de frenado y la capacidad de frenado.
JR/2012
D d F
PROCESOS DE MANUFACTURA TECNOLOGÍA DE FABRICACIÓN II
FRENO DE DISCO
Desgaste uniforme
JR/2012
F=𝜋.𝑃𝑎.𝑑(𝐷−𝑑)
2 T=
𝜇.𝜋.𝑃𝑎.𝑑(𝐷2−𝑑2)
8
Presión uniforme
F=𝜋.𝑃𝑎(𝐷2−𝑑2)
4 T=
𝜇.𝜋.𝑃𝑎(𝐷3−𝑑3)
12

PROCESOS DE MANUFACTURA TECNOLOGÍA DE FABRICACIÓN II
FRENO DE DISCO
Estas expresiones son válidas para un solo para de superficie de contacto, se debe multiplicar por el número de superficie cuando son mayores a uno.
JR/2012