Gases
10
“NUEVAS TECNICAS EN SOLDADURA” M.I.G. – M.A.G., T.I.G., CORTE PLASMA, OXICORTE MISION MONOTECNICA N° 47 INSTRUCTOR: JIMENEZ, JUAN CARLOS 1 GASES INDICE: INTRODUCCION CLASES DE GASES GASES INERTES CARACTERISTICAS GASES ACTIVOS CARACTERISTICAS CILINDRO PARA GASES COLORES CONVENCIONALES NORMAS DE SEGURIDAD COMPATIBILIDAD DE GASES – MATERIALES TABLAS UTILES INSTRUCTORES: Prof. Jimenez Juan Carlos
Transcript of Gases

“NUEVAS TECNICAS EN SOLDADURA” M.I.G. – M.A.G., T.I.G., CORTE PLASMA, OXICORTE
MISION MONOTECNICA N° 47 INSTRUCTOR: JIMENEZ, JUAN CARLOS 1
GASES
INDICE:
INTRODUCCION
CLASES DE GASES
GASES INERTES
CARACTERISTICAS
GASES ACTIVOS
CARACTERISTICAS
CILINDRO PARA GASES
COLORES CONVENCIONALES
NORMAS DE SEGURIDAD
COMPATIBILIDAD DE GASES – MATERIALES
TABLAS UTILES
INSTRUCTORES:
Prof. Jimenez Juan Carlos

“NUEVAS TECNICAS EN SOLDADURA” M.I.G. – M.A.G., T.I.G., CORTE PLASMA, OXICORTE
MISION MONOTECNICA N° 47 INSTRUCTOR: JIMENEZ, JUAN CARLOS 2
INTRODUCCIÓN
Soldadura es un termino de uso muy común. Su significado inmediato es unión,
pero en la Industria de las construcciones metálicas tiene una definición mas limitada:
Soldadura es la unión de partes metálicas llevadas a cabo por la influencia de calor ,
presión localizada o por ambas ala vez.
Para conocer bien un oficio, hoy en día es muy raro que baste con su lado practico
y aun que en el caso de trabajos manuales la practica tenga una parte muy importante,
no es menos cierto que resulta esencial el agregado de cierta parte de Tecnología,
muchas veces antes incluso que la propia practica.
Naturalmente la tecnología de la Soldadura por Arco (en este caso con protección
gaseosa) no es una excepción: hasta podríamos asegurar que en la soldadura la teoría
tiene que apoyar activamente a la practica.
Es imposible soldar bien si el soldador carece de los principios fundamentales de la
soldadura y de otros temas tales como: Electrotecnia , Metalúrgica, composición
química, tipos de juntas, gases, materiales de aporte, etc..
Se observará que éstos procesos de soldadura se han hecho semiautomáticos y
automáticos. Seria un error que el futuro técnico creyese que el manejo de las máquinas
de soldadura exige menos conocimientos Técnicos. Nada más lejos de la verdad; la
práctica nos ha demostrado que para conseguir un buen trabajo en una máquina de
éste tipo, el soldador requiere de mucha experiencia y conocimiento Teórico-Práctico de
estas Tecnologías.
Por tal motivo las personas que busquen su perfeccionamiento no se deberán
conformar con cumplir con este curso sino, que éste sea el comienzo de su
perfeccionamiento que deberá incrementarse en forma constante; acompañando de
éste modo a los avances de la tecnología por venir.

“NUEVAS TECNICAS EN SOLDADURA” M.I.G. – M.A.G., T.I.G., CORTE PLASMA, OXICORTE
MISION MONOTECNICA N° 47 INSTRUCTOR: JIMENEZ, JUAN CARLOS 3
GASES
Los gases cumplen un rol fundamental en los procesos de soldadura, ya que son los
responsables de la protección del aire ambiente, entre arco eléctrico y el metal fundido en la pileta
líquida.
No obstante, incluso un gas químicamente neutro, actúa en la estabilidad del arco y en la
calidad de la soldadura . Por ello es de gran importancia el elegir correctamente el gas a utilizar.
Los gases utilizados como protectores en los sistema de soldadura se los puede identificar en
dos grupos.
A) GASES INERTES.-
B) GASES ACTIVOS.-
GASES INERTES
Conocidos químicamente como gases nobles o raros. Estos se encuentran al final de la tabla
periódica. La particularidad que poseen estos gases es que no se combinan con ningún otro
elemento
Su aplicación esta dada fundamentalmente en soldaduras de Aluminio y Acero Inoxidable,
para lo cual la presencia del Oxigeno, en el proceso de soldadura modifica notablemente las
propiedades metalúrgica de los metales.
Se pueden citar como gases Inertes más usados en el mundo al ARGÓN (Ar) y HELIO ( He),
en nuestro país por razones económicas y de obtención el más usado es el Ar.. El mismo se obtiene
del aire atmosférico en proporciones del orden del 0,943 %, en el caso del He. este porcentaje es
mucho menor, el mismo se importa de U.S.A..
CARACTERÍSTICAS DE LOS GASES INERTES:
ARGÓN: Ar
Punto de ebullición - 185 °C a 1 atm.
Densidad 1,69Kg/m3 a 15 °C y a 1 atm.
Densidad del aire 1,38 Kg/m3
1 litro líquido libera 0,83 m3 de gas a
15 °C 1 atm.
Peso molecular 39948 gr.
Peso específico 1,69 Kg/m3
Gas inerte - Inflamable - No tóxico
Cap.: 10 m3
No respirable - Atmósfera neutra
Ojiva y cuerpo : NARANJA.
APLICACIONES: Soldadura con
flujo gaseoso. Atmósfera neutra para
tratamiento térmico, desgacificación,
atmósfera para lamparas y tubos
fluorecentes

“NUEVAS TECNICAS EN SOLDADURA” M.I.G. – M.A.G., T.I.G., CORTE PLASMA, OXICORTE
MISION MONOTECNICA N° 47 INSTRUCTOR: JIMENEZ, JUAN CARLOS 4
INARC 6 : Ar + He
Incoloro - inodoro - insípido
No tóxico - no mantiene la respiración.
Gas comprimido 150/200 Kg/cm2
Capacidad : 6 - 7,5 -10 m3 15ºC - 1 Atm.
Ojiva y cuerpo NARANJA
1 Banda : CASTAÑO
INARC 9 : Ar + He
Incoloro - inodoro - insípido
No tóxico - no mantiene la respiración.
Gas comprimido 125 Kg/cm2
Capacidad : 5 m3 15ºC - 1 atm.
Ojiva y cuerpo : CASTAÑO
1 Banda : Naranja
NOXAL 2: Ar + H2
Incoloro - inodoro - insípido
No tóxico - No mantiene la respiración.
Gas comprimido 125 / 150 Kg. / cm2
Cap.:5 a 6 m3 15º C 1 atm.
Ojiva y cuerpo : NARANJA+
1 Banda : BERMELLÓN.
GASES ACTIVOS
Se denominan activos, debido a que no solamente forman una atmósfera protectora, sino que
también actúan en el proceso de soldadura dando para cada caso distintas características , tales
como : incremento de la temperatura, estabilidad del arco, soldadura con escasas salpicaduras y
proyecciones; los gases activos son utilizados en soldaduras de aceros al carbono de baja aleación
permitiendo según el tipo de mezclas mejorar los aspectos químicos del metal soldado, las
propiedades mecánicas y los valores de impacto a los que puede estar sometido la unión.
Otorgan mayor calidad velocidad y parámetros de regulación de voltaje y amperaje, dando un
excelente control de la sobremonta, ancho y mojado de la soldadura, permitiendo de esta forma una
buena penetración con un alta velocidad de soldadura. Reducen humos y salpicaduras y eliminan
excesivos esfuerzos de soldadura. Otorgan un buen acabado superficial reduciendo la tarea de
limpieza. Reducen las porosidades dando como resultado calidad radiográficas.
APLICACIÓN: Soldadura de aleaciones
livianas y de cobre en proceso MIG-
MAG. Soldadura de aceros al carbono
y de baja aleación, inoxidable, aleaciones
livianas y de cobre en proceso TIG.
Para espesores livianos.
APLICACIÓN: Soldadura de aleaciones
livianas y de cobre en proceso MIG-
MAG. Soldadura de aceros al carbono y
de baja aleación, inoxidable, aleaciones
livianas y de cobre en proceso TIG.
Para espesores gruesos
APLICACIONES: Soldaduras de aceros al
carbono de baja aleación e inoxidables en
proceso TIG. Soldadura plasma

“NUEVAS TECNICAS EN SOLDADURA” M.I.G. – M.A.G., T.I.G., CORTE PLASMA, OXICORTE
MISION MONOTECNICA N° 47 INSTRUCTOR: JIMENEZ, JUAN CARLOS 5
Por lo ante expuesto queda demostrado la importancia de elegir el gas apropiado para el
trabajo a realizar.
Estos gases son mezclas binarias y ternarias, los mismos tienen una unión química covalentes,
lo que indica que en su última órbita esta completa. Los gases mas usado para ello son: Argón -
Helio - Oxigeno - Anhídrido carbónico CO2 - Hidrogeno .
CARACTERÍSTICAS DE GASES ACTIVOS
ANHÍDRIDO CARBONICO: CO2
Incoloro - sabor picante - no inflamable
Tóxico en concentraciones mayores del 8%.
Peso molecular 44,01 Kg.
Peso especifico 1,69 Kg/m3 a 15°C con 1 Atm
1L. Sólido libera 840 L de gas a 15°C y 1 Atm.
Densidad en estado liq. A 20 Atm y –20° C 1,032Kg/L
Densidad en estado sólido 1,562 Kg/L
Gas licuado presión 50,4 Kg/cm2
Ojiva y cuerpo: Gris.
ATAL: Ar 80% + CO2 20%
Inodoro-incoloro-sabor ligeramente picante
No tóxico
Peso especifico 1,726 Kg/m3 15°C a 1 Atm.
Densidad relativa 1,4
Capacidad 10 m3
184 Kg/cm2
Ojiva y cuerpo: Naranja
1 Banda GRIS.
APLICACIÓN: Soldadura de
aceros al carbono de baja
aleación, en procesos MIG-
MAG y TIG.
APLICACIÓN: Soldadura de
aceros al carbono de baja
aleación, en procesos MIG-
MAG y TIG.

“NUEVAS TECNICAS EN SOLDADURA” M.I.G. – M.A.G., T.I.G., CORTE PLASMA, OXICORTE
MISION MONOTECNICA N° 47 INSTRUCTOR: JIMENEZ, JUAN CARLOS 6
NUEVOS GASES COMERCIALES
GAS APLICACION
ARCAL 21: Ar + CO2
Soldadura MAG de los de los aceros al carbono, cordón con buena
penetración, reducción de proyecciones y humos. Excelente
compatibilidad, características mecánicas optimas. Conforme a
normas internacionales.
ARCAL 14 : Ar + CO2 + O2 Soldadura MAG de los de los aceros al carbono, cordón con buena
penetración, pocos cilicatos, sin proyecciones, pocos humos.
Optimizado para soldadura pulsada. Débil oxidación, bello aspecto
del cordón.
Conforme a normas internacionales.
ARCAL 12: Ar + CO2 Soldadura MIG de aceros inoxidables. Mezcla polivalente, bello
aspecto del cordón, mojado correcto. Utilizado en todo los
regímenes de soldadura, buena estabilidad del arco.
Conforme a normas internacionales
ARCAL 11: Ar +He + H2 Soldadura TIG de los aceros inoxidables austeníticos, aumento de
penetración y velocidad de soldadura. Reducción de los efluentes
gaseosos nocivos.
Conforme a normas internacionales.
ARCAL 1: Ar Soldadura TIG en todo los metales, bello aspecto del cordón, bajo
contenido en N2, O2 y H2O.
Conforme a normas internacionales.
ARCAL 31: Ar +He Soldadura TIG en todo los metales, mezcla polivalente que permite
soldar sin riesgos metalúrgicos, bello aspecto del cordón,
reducción de los efluentes gaseosos nocivos: oxido de nitrógeno,
ozono.
Conforme a normas internacionales.
ARCAL 121: Ar +He + CO2 Soldadura MIG de los aceros inoxidables, poco oxidante, buen
mojado, utilizado en todo régimen de soldadura, reducción de los
efluentes gaseosos nocivos.
Conforme a normas internacionales.
ARCAL 112: Ar +He + CO2 Soldadura MIG de los aceros inoxidables austeníticos, aumento de
la penetración y velocidad de soldadura.
Conforme a normas internacionales.

“NUEVAS TECNICAS EN SOLDADURA” M.I.G. – M.A.G., T.I.G., CORTE PLASMA, OXICORTE
MISION MONOTECNICA N° 47 INSTRUCTOR: JIMENEZ, JUAN CARLOS 7
CILINDRO PARA GASES
Cant.
Envasada
m3
Presión
max.
Kg/cm2
Diámetro
Aprox. mm.
Altura
Aprox.
mm.
Peso
Kg.
Capacidad en
agua Litros
Material del cilindro
1,5 a 2 120 140 920 14,5 10 Acero
1,5 a2 200 183 750 10,5 10 Aleac. ligera
3 a 4 150 176 945 27 20 Acero
3 a 4 200 225 820 19 20 Aleac. ligera
5 a 6 125 219 1490 58 40 Acero
5 a 6 150 219 1490 58 40 Acero
10 200 230 1640 68 50 Acero
10 200 244 1345 70 50 Acero
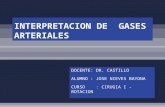
Fig. 1: Cada cilindro se pinta con el color asignado por norma a cada gas. La banda blanca
horizontal en su ojiva representa un nivel de humedad < 20 ppm.
Fig 2: El cuerpo y la ojiva del cilindro se pintan con el gas predominante en la mezcla. En su ojiva
se pintan bandas con el color correspondiente a los gases constituyentes de la mezcla .

“NUEVAS TECNICAS EN SOLDADURA” M.I.G. – M.A.G., T.I.G., CORTE PLASMA, OXICORTE
MISION MONOTECNICA N° 47 INSTRUCTOR: JIMENEZ, JUAN CARLOS 8
COLORES CONVENCIONALES DE LOS TUBOS DE GASES

“NUEVAS TECNICAS EN SOLDADURA” M.I.G. – M.A.G., T.I.G., CORTE PLASMA, OXICORTE
MISION MONOTECNICA N° 47 INSTRUCTOR: JIMENEZ, JUAN CARLOS 9
NORMAS DE SEGURIDAD
Los cilindro de gases deben almacenarse en lugares previstos para tal fin, bien aireados,
secos, sin riesgos de incendio.
No debe existir ninguna fuente de calor próxima.
Es recomendable cercarlos con una verja metálica y restringir el acceso
Separar los cilindros en función de la naturaleza de los gases.
Las marcas y o etiqueta de los cilindros no deben ser quitadas bajo ningún concepto.
Los cilindros nunca debe arrastrarse o hacer que ruede horizontalmente sobre el suelo
Su manipulación debe efectuare pivoteándolo, en posición ligeramente inclinada, o
transportarlo en su carro correspondiente.
Para evitar caídas accidentales, los cilindros deben estar sujetos con cadenas u otro
dispositivo que garantice su estabilidad.
Todo los cilindros llenos o vacíos deben tener puesto el sombrerete, el cual garantiza la
protección de la válvula. Los cilindros no devén sufrir golpes violentos .
Si como consecuencia de un golpe accidental , un cilindro presentara un peligro, se debe
sacar de funcionamiento e informar al proveedor del mismo.
La válvulas deben purgarse para arrastra toda materia extrañas que puedan dañar el
reductor
No dejar con presión las mangueras cuando los equipos están fuera de funcionamiento.
Nunca aceite ni engrase el equipo oxiacetilénico de soldadura, el Oxigeno tiene afinidad
con los hidrocarburos (es un comburente de gran poder).
Nunca intercambie las mangueras de aire comprimido con las de Oxigeno.
Evite que las mangueras sean aplastadas por objetos pesados o quemadas por escorias
calientes.
Usar los elementos de protección libres de grasas y aceites.
Las áreas de soldadura y corte deben estar aireadas, para evitar la acumulación de
emanaciones de gases.
Colocar bandejas de arena debajo de zona a cortar y/o soldar.
No tener encendedores en los bolsillos cuando se este trabajando y usar chispero para el
encendido del oxiacetileno.
Nunca dejar el soplete encendido.
Tener extinguidores de fuego de clase “B” que tienen que ser sofocados con CO2 o polvo
químico y cuando se inflamen las prendas del operario tómese como un incendio clase
“A” el cual puede ser apagado con agua.
Ubicación visible de planos con válvulas de sierre y elementos contra incendios.
Mantenimiento constante de la limpieza del lugar de trabajo.
Nunca utilice un cilindro sin identificación.

“NUEVAS TECNICAS EN SOLDADURA” M.I.G. – M.A.G., T.I.G., CORTE PLASMA, OXICORTE
MISION MONOTECNICA N° 47 INSTRUCTOR: JIMENEZ, JUAN CARLOS 10
COMPATIBILIDAD DE GASES - MATERIALES
Gas a utilizar Form.
química
Características principales Cu Laton Al Acero Acero Inox.
Acetileno C2 H2 Gas disuelto - inflamable *** ** * * * Aire comprimido Gas comprimido-comburente * * * * *
Amoníaco N H3 Gas licuado-corrosivo-toxico-
combustible ** ** ** * *
Argón Ar Gas comprimido-inerte * * * * * Arsina As H3 Gas licuado-inflamable-muy tóxico *** ** ** *
Nitrógeno N2 Gas comprimido-inerte * * * * * Butano C4 H10 Gas licuado * * * * * Cloro Cl2 Gas licuado-corrosivo-tóxico-
comburente *** *** *** *** **
Cloruro de
hidrógeno Cl H Gas licuado -corrosivo- tóxico *** *** *** *** **
Diborato B2 H6 Gas licuado-inflamable-muy tóxico *** *** *** *
Dióxido de
nitrógeno N O2 Gas licuado-comburente-corrosivo-
tóxico *** *** *** *
Dióxido de carbono C O2 Gas licuado-ligeramente corrosivo
en presencia de humedad ** ** * ** *
Dióxido de asufre S O2 Gas licuado-corrosivo-tóxico *** *** * ** * Etano C2 H6 Gas licuado-inflamable * * * * * Etileno C2 H4 Gas comprimido-inflamable * * * *
Helio He Gas comprimido-inerte * * * * * Hidrógeno H2 Gas comprimido-inflamable * * * * * Kriptón Kr Gas comprimido-inerte * * * * * Metano C H4 Gas comprimido-inflamable * * * * * Monóxido de
nitrógeno NO Gas comprimido-comburente-
corrosivo-tóxico *** *** *** *
Monóxido de
carbono C O Gas comprimido-inflamable-tóxico * * * * *
Neón Ne Gas comprimido-inerte * * * ** * Oxígeno O2 Gas comprimido-comburente * * ** * ** Fosfina P H3 Gas licuado-inflamable-muy tóxico *** ** *** *
Propano C3 H8 Gas licuado-inflamable * * * * * Protóxido nitrógeno N2 O Gas licuado-comburente * * * * *
Silano Si H4 Gas licuado-espontáneamente
inflamable al contacto con el aire-
tóxico
* * * * *
Sulfuro de
hidrógeno S H2 Gas licuado-corrosivo-tóxico *** *** * *
Xenón S H2 Gas comprimido-inerte * * * * *
* Compatible
** Compatible en ciertas condiciones
*** No compatible