Gerardo Alfonso Urbina Peinado - repositorio.udes.edu.co
49
Pasantía Seguimiento al proceso de acondicionamiento de la empresa Procaps de la ciudad de Bogotá Gerardo Alfonso Urbina Peinado Universidad de Santander “Udes” - Campus Cúcuta Facultad de Ingenierías Programa de Ingeniería Industrial San José de Cúcuta 2018
Transcript of Gerardo Alfonso Urbina Peinado - repositorio.udes.edu.co
Pasantía
Seguimiento al proceso de acondicionamiento de la empresa Procaps de la ciudad de
Bogotá
Gerardo Alfonso Urbina Peinado
Universidad de Santander “Udes” - Campus Cúcuta
Facultad de Ingenierías
Programa de Ingeniería Industrial
San José de Cúcuta
2018
Pasantía
Seguimiento al proceso de acondicionamiento de la empresa Procaps de la ciudad de
Bogotá
Gerardo Alfonso Urbina Peinado
Código: 14162021
Tutor de la Universidad
Ing. Paula Marcela Patiño Contreras
Tutor de la Empresa
Laura Marina Márquez
Universidad de Santander - Campus Cúcuta
Facultad de Ingenierías
Programa de Ingeniería Industrial
San José de Cúcuta
2018
iii
Advertencia
El autor, Gerardo Alfonso Urbina Peinado, autoriza a la UNIVERSIDAD DE
SANTANDER la reproducción total o parcial de este documento con la debida cita de
reconocimiento de la autoría y cede a la misma Universidad los derechos patrimoniales con fines
de investigación, docencia e institucionales, consagrado en el artículo 72 de la Ley 23 de 1982 y
las normas que lo instituyan o modifiquen.
(Artículo 4º, Acuerdo 0066 de 2003)
iv
v
vi
vii
viii
ix
Título: Seguimiento al proceso de acondicionamiento de la empresa Procaps de la ciudad de
Bogotá
Autor
Gerardo Alfonso Urbina Peinado
Tutor de la Universidad
Ing. Paula Marcela Patiño Contreras
Tutor de la Empresa
Laura Marina Márquez
Línea de investigación
Procesos y Optimizacion
Palabras clave: Inspección, mejora, seguimiento, plan, procesos
Resumen
En el presente proyecto se le realizo seguimiento al proceso de acondicionamiento de Procaps
Bogotá, En el cual se realizaron las inspecciones tanto en calidad como en producción,
retroalimentando a los operarios mediante capacitaciones, en normas de calidad, y métodos de
optimizacion en las áreas de acondicionamiento, realizando chec list diarios al personal y a las
áreas locativas, reportando condiciones inseguras mediante la app CM&M y pasando las
x
respectivas solicitudes a las áreas pertinentes para poder optimizar las mismas, en el área de
producción, se lograron optimizar los índices de producto terminado por operario, con un nuevo
seguimiento de estándar, con las capacitaciones y motivación al personal, Se programó una
evaluación periódica a las operarias de acondicionamiento; adicional a esto actualmente se hace
un estudio para la posible mejora del proceso de secado de ampolla en el área, queriendo reducir
a 0 el uso de toallas en la misma, y optimizar el tiempo de secado de las ampollas, para realizar
este proyecto y cumplir las funciones en el área, me base en los conceptos de Ciclo PHVA, de las
5 s, y Lean Manufacturing, En el proyecto se utilizaron los formatos establecidos por la empresa
de check list, Seguimiento de estándar, y registros de asistencia, se diseñó un nuevo formato de
compromiso en la optimización de los estándares, se utilizó la aplicación CM&M para los
reportes locativos y de personal en condiciones inseguros o condiciones que no estén de acuerdo
con los estándares de calidad establecidos, además de esto se está implementando un nuevo
programa diseñado por la empresa para evitar cualquier riesgo en temas de seguridad y salud en
el trabajo, Mediante comparendos .
xi
Title: Monitoring the conditioning process of the Procaps company of the city of Bogotá
Author
Gerardo Alfonso Urbina Peinado
University Tutor
Ing. Paula Marcela Patiño Contreras
Company Tutor
Laura Marina Márquez
Research line
Processes and Optimization
Keywords: Inspection, improvement, monitoring, plan, processes.
Abstract
In the present project, the Procaps conditioning process is monitored Bogotá, in which
inspections are carried out both in quality and in production, providing feedback to operators
through training, quality standards, and optimization methods in the areas of conditioning,
making a daily list and personnel of the locative areas, reporting unsafe conditions through the
application CM & M and moving to the respective requests of the areas to be able to optimize
xii
them, in the area of production, optimized the product indexes by operator, with a new tracking
of standard, with the capacities and motivation To the personnel, a periodic evaluation was
scheduled to the conditioning operations; additionally at this time a study is made for the
possibility of improving the process of drying the ampoule in the area, wanting to reduce the use
of the towels in it, and optimize the time of sealing the ampoules, to carry out this project and
fulfill the functions in the area, the basis in the concepts of Cycle, PHVA, Manufacturing, Lean
Manufacturing, In the project were used The formats available in the checklist, Standard
tracking, Attendance record, A new design was designed commitment format in the optimization
of standards, it adapts to the CM & M application for locative and personal reports in unsafe
conditions or conditions that do not agree with quality standards, a new program is implemented
Designed by the company to avoid any risk in occupational health and safety issues, through
subpoenas.
xiii
Contenido
Pág.
Introducción 1
1. Problemática 3
1.1 Planteamiento del problema 3
1.2 Formulación del problema 3
1.3 Justificación 3
1.4 Objetivos 4
1.4.1 Objetivo general. 4
1.4.2 Objetivos específicos. 4
2. Marco de Referencia 5
2.1 Marco teórico 5
2.2 Marco contextual 6
2.3 Marco conceptual 10
2.4 Marco legal 11
3. Diseño Metodológico 12
3.1 Alcance y tipo de investigación 12
3.2 Fuentes de información y técnicas para la recolección de la información 12
3.2.1 Fuentes primarias 12
xiv
3.2.2 Fuentes secundarias 18
3.3 Análisis de la información 18
4. Resultados del seguimiento establecido para el nivel de productividad estándar 20
Conclusiones 22
Recomendaciones 23
Bibliografía 24
Anexos 25

xv
Lista de anexos
Pág.
Anexo 1. Diagrama de gant 26
Anexo 2. Presentación adjunta de mejora en los procesos 27
Anexo 3. Presentación de formato de compromiso estándar 28
Anexo 4. Presentación de mejora en la ubicación de las líneas de acondicionamiento 29
Anexo 5. Carta de Pasantía 30

xvi
Lista de figuras
Pág.
Figura 1. Formato Check List 13
Figura 2. Formato de control de estándar 14
Figura 3. Formato de socialización de estándar 15
Figura 4. 4 Formato de compromiso estándar 16
Figura 5. Registro de asistencia a capacitaciones 17
xvii
Lista de tablas
Pág.
Tabla 1.entes y herramientas para la recolección de la información 18
Tabla 2. Seguimiento estándar 20
1
Introducción
En este proyecto realizado en la empresa Procaps Bogotá, se realizó el seguimiento al proceso al
área de embalaje, donde se desarrollaran inspecciones a las líneas de acondicionamiento, tanto en
EPPS, estándares de calidad, y nivel de producción; buscando siempre el mejoramiento continuo,
a través de la capacitación constante a nuestro personal, aplicando acciones de mejora a
cualquier evento presentado en alguno de nuestros procesos.
Para la entidad es sumamente importante contar con un seguimiento a sus procesos de embalaje
y a una optimización de los mismos lo cual evita, re-procesos, y rechazos causadas por operario
en el producto final, así mismo es importante tener un control de sus estándares de calidad, ya
que se cuenta con una certificación ISO 9001 y se trabaja con un producto de consumo, que es
medicamento, y se tienen unas normas establecidas que se cumplen a cabalidad en la entidad.
Para algunos de estos seguimientos, actos inseguros, condiciones locativas se está aplicando un
seguimiento por APP CMYM lo cual permite llevar un registro de no conformes y la gestión de
las mismas en estos casos.
Todo esto con el fin de tener un mejoramiento continuo en cada uno de los procesos del área de
embalaje de Procaps Bogotá, y poder implementar PHVA en los procesos mencionados
anteriormente, además se logró optimizar el nivel de producción por operario con el nuevo
modelo de seguimiento implementado, y mediante la continua capacitación al personal, la
motivación del mismo, y el formato de compromiso diseñado donde se le da a conocer la

2
importancia no solo de su trabajo operacional si no de las ideas que pueda brindar para la
optimización del mismo
3
1. Problemática
1.1 Planteamiento del problema
El área de acondicionamiento de la empresa Procaps se encarga de realizar el empaque y el
estibado de los productos producidos por la empresa, el área cuenta con aproximadamente 76
operarias de acondicionamiento, y maneja diferentes productos como ampollas, jeringas, goteros,
y viales, actualmente el área cuenta con 3 líneas de acondicionamiento.
El área necesita medir su nivel de producción ya que esta medición no se está llevando, para así
poder conocer su nivel de producción por operario y lograr una manera de optimizar esta misma,
además de esto requiere un seguimiento en los procesos, para disminuir el nivel de devoluciones
por falla en el proceso, y requiere un seguimiento constante en las líneas para cumplir con los
estándares de alta calidad
1.2 Formulación del problema
¿Cómo optimizar el nivel de producción en el área de embalaje de Procaps Bogotá?
1.3 Justificación
Este proyecto se desea llevar a cabo, para mantener los estándares de calidad, y optimización de
producción de en el área de acondicionamiento de Procaps Bogotá, para realizar un seguimiento
a los procesos de producción y calidad en el área, y ser un soporte para el coordinador de
proyecto, para alcanzar el mejoramiento continuo en la misma. Y asegurar la trazabilidad del
proceso, además de esto es una gran experiencia para el estudiante, ya que enriquece y fortalece
sus conocimientos en procesos productivos, estándares de calidad, y manejo de personal; además
de ser una oportunidad de desarrollar liderazgo e innovación; a la universidad le da la
4
oportunidad de darse a conocer en Bogotá en una nueva empresa, como institución de alta
calidad, formadora de buenos profesionales, y le da la oportunidad de evaluar el desempeño del
estudiante, desarrollando los conocimientos recibidos por la misma.
1.4 Objetivos
1.4.1 Objetivo general. Realizar seguimientos y acciones de mejora, en los procesos del área
de acondicionamiento de Procaps Bogotá
1.4.2 Objetivos específicos. Desarrollar el proceso de inspección y acciones de mejoras al
proceso de acondicionamiento de la empresa
Realizar plan de Capacitaciones al personal del proceso de acondicionamiento de acuerdo a
las acciones de mejora planteadas
5
2. Marco de Referencia
2.1 Marco teórico
Se manejara el Ciclo PHVA, Planear Hacer Verificar y Actuar, una herramienta de gestión
de la calidad en 4 pasos, siendo el primer paso planear, el segundo hacer, el tercero verificar y el
cuarto actuar, que nos ayudara a encontrar acciones de mejora en cada uno de nuestros procesos,
conociendo que es un ciclo sin fin, pero entendiendo que es parte de los estándares de alta
calidad de los cuales la entidad está comprometida,
También se manejara lean-manufacturing conocida como producción limpia ya que nos
ayudara a reducir el desperdicio en la producción, sobre todo de tiempo y mano de obra, Lean
Manufacturing es un proceso continuo y sistemático de identificación y eliminación de
actividades que no agregan valor en un proceso, pero si implican costo y esfuerzo. La principal
filosofía en la que se sustenta el Lean Manufacturing radica en la premisa de que "todo puede
hacerse mejor"; de tal manera que en una organización debe existir una búsqueda continua de
oportunidades de mejora. (ingenieriaindustrialonline, 2018)
Se hablara de inspecciones y auditoria en cada uno de nuestros procesos, y de seguridad y salud
en el trabajo por medio de inspecciones, y gestionando los no conformes que se puedan
encontrar, por ejemplo no conformes por parte productiva que podrían ser etiqueta torcida, sobre
codificado, sin codificar, maltrato, producto sin inserto, lote o fecha de vencimiento distinta a la
orden, o no conformes de BPM, que podrían ser no uso de EPPS, uñas largas, medicamentos
dentro del área, alimentos dentro del área, celular en línea de producción, uso de maquillaje,
uniforme sucio
6
2.2 Marco contextual
El área de trabajo es el área de Acondicionamiento de Procaps Bogota, trabajo mediante
outsorcing por Contactamos. En la sede de la ciudad de Bogotá, carrera 129 #22-57 Procaps
Bogotá,
Misión ( Contactamos )
Crear alianzas sostenibles con nuestros Clientes a través de servicios especializados de
Outsourcing flexibles y confiables, con un equipo de trabajo seguro y comprometido con la
mejora continua y el bienestar integral de sus familias.
Visión ( Contactamos )
Ser reconocidos a nivel nacional como líderes en la estructuración y ejecución de servicios
especializados de Outsourcing.
Misión ( Procaps )
Encaminamos nuestros esfuerzos al mejoramiento de la salud, ofreciendo medicamentos y
servicios que garantizan estándares de calidad de categoría internacional, innovadores y
accesibles por su relación beneficio-costo, contribuyendo a la creación de ciudadanos saludables
educándolos en mejores hábitos de vida.
Procuramos, para el logro del éxito, superar las expectativas de nuestros clientes y proveedores,
soportándonos en la generación de alianzas que aseguren la construcción de un entorno justo y
equitativo.
7
Trabajamos buscando un crecimiento armónico del negocio con base en un código de gobierno
corporativo y una imagen asociada a un sólido desempeño ético y financiero, una sostenida
generación de valor económico para nuestros accionistas y un aporte concreto al mejoramiento
de las condiciones de vida de nuestros ciudadanos.
Generamos contínuo mejoramiento apoyado en el desarrollo del Talento Humano de nuestros
colaboradores y de nuestra organización a través de procesos continuos de capacitación y
promoción laboral y social.
Estamos comprometidos con el desarrollo y el bienestar de la comunidad, con la construcción de
un entorno más saludable, con la preservación y el desarrollo sostenible del medio ambiente.
Conocemos, respetamos y aprendemos de nuestros competidores y buscamos superarlos, dentro
de un marco de sólidos principios éticos.
Visión ( Procaps )
PROCAPS, será reconocida como compañía líder en el mercado farmacéutico y empresa
socialmente responsable, a través del cumplimiento de los mejores estándares de desempeño y la
generación de valor en colaboradores, médicos, pacientes, clientes, inversionistas, aliados de
negocios, proveedores, las comunidades donde trabajaremos y todos los públicos con los que
interactuemos.
8
Sedes
Barranquilla
Calle 80 No. 78B - 201
Tel: (+575) 371 90 00
Bogotá
Carrera 15 No. 106 – 65 Piso 6 y 7
Edificio Colpatria
Tel: (+571) 658 39 00
Alinova
AV Boyaca 20-92
Pharmayect
Carrera 129 22B-57
San Carlos
Km 1.2 Vía Fontibón Fusa. Parque Industrial San Carlos 2.
Medellín
Carrera 48 No. 10 – 45 Oficina 1023
Centro Comercial Monterrey
Telefax: (+574) 354 17 10 – 354 10 82 - 354 24 99
9
Bucaramanga
Carrera 32 No 49 - 28
Antiguo Campestre - Cabecera
Tel : 6472198 - 6570733
Cel : 313-5063712
Cali
Calle 19 Norte No. 2N – 29 Oficina 501A
Edificio Torre de Cali
Tel: (+572)486 00 95-96
Pereira
Calle 23 No. 6 – 59 Oficina 505
Edificio Centro Ejecutivo
Tel: (+576) 334 12 13
(Procaps)
10
2.3 Marco conceptual
Embalaje: El embalaje o empaque es un recipiente o envoltura que contiene productos de
manera temporal principalmente para agrupar unidades de un producto pensando en su
manipulación, transporte y almacenaje.
Ciclo PHVA: Herramienta de gestión de la calidad que consta de 4 pasos, planear, hacer,
verificar y actuar, es un ciclo sin fin, en búsqueda del mejoramiento continuo
Estándar: El estándar es el promedio de productos empacados por operario en una hora
manejado por la entidad, de acuerdo a este se medirá el nivel de producción de los empleados
Línea de Acondicionamiento: La línea de acondicionamiento, es la línea o área de producción
donde los operarios embalan el producto.
Check-List: Formato diseñado para realizar inspección de operarios
Evento: Novedad presentada con producto embalado o por embalar, generalmente por fallo de
proveedor.
Adicionales: es el producto que se pide por orden de trabajo cuando hay faltantes causados por
cualquier evento
APP CM&M: App de seguimiento de no conformes de seguridad y salud en el trabajo, e actos
inseguros
No conformes: actos inseguros, o inconsistencias en algún proceso o área de trabajo
Inserto: Descripción del producto que tiene que ir codificado con lote y fecha de vencimiento
acorde a la orden y se embala junto al producto
Plegadiza: La caja donde se encartona el producto
11
Orden: Es la documentación donde se especifica las restricción y descripciones de un producto a
trabajar, cantidad y materiales que lo acompañan
2.4 Marco legal
.
“Las presentes Normas Técnicas, Científicas y Administrativas tienen campo de aplicación para
todos los laboratorios clínicos en cualquier grado de complejidad en todos los establecimientos o
dependencias del sector público o privado. Son de cumplimiento obligatorio todas aquellas
disposiciones dentro del presente manual a que haga referencia el Decreto No 77 de 1997
-El Decreto No 77 de 1997, establece las normas que regulan los laboratorios clínicos y
autoriza al Ministerio de Salud para establecer la reglamentación de las normas técnicas.
- En la Ley 10 de 1990 y dentro de la organización del Sistema de Salud se le otorga atribuciones
al Estado por intermedio del Ministerio de Salud para organizar y establecer las normas técnicas
y administrativas para la prestación de los servicios de Salud. El artículo octavo (8) literal b)
determina los regímenes o conjunto de normas que regulan los recursos.” (colombia)
12
3. Diseño Metodológico
3.1 Alcance y tipo de investigación
El proyecto de prácticas se llevara a cabo en el área de acondicionamiento, se trabajará en un
área de diseño y aplicación del mismo, su tiempo de desarrollo será en 6 meses establecidos por
la empresa y 4 meses por la universidad, entregando a cada uno los resultados pertinentes
El tipo de investigación y metodología que se usará en el proyecto será el de selltiz ya que
además de escoger el tema a trabajar, todo se formula a través de un problema identificado en el
área “la formulación del mismo en forma de problema de investigación es el primer peldaño a
subir en la investigación científica y, como tal debe estar influenciado primordialmente por las
condiciones del procedimiento científico. No hay, sin embargo, una regla sencilla que oriente al
investigador en la formulación de preguntas significativas acerca de una determinada área de
investigación”. (Selltiz)
3.2 Fuentes de información y técnicas para la recolección de la información
3.2.1 Fuentes primarias
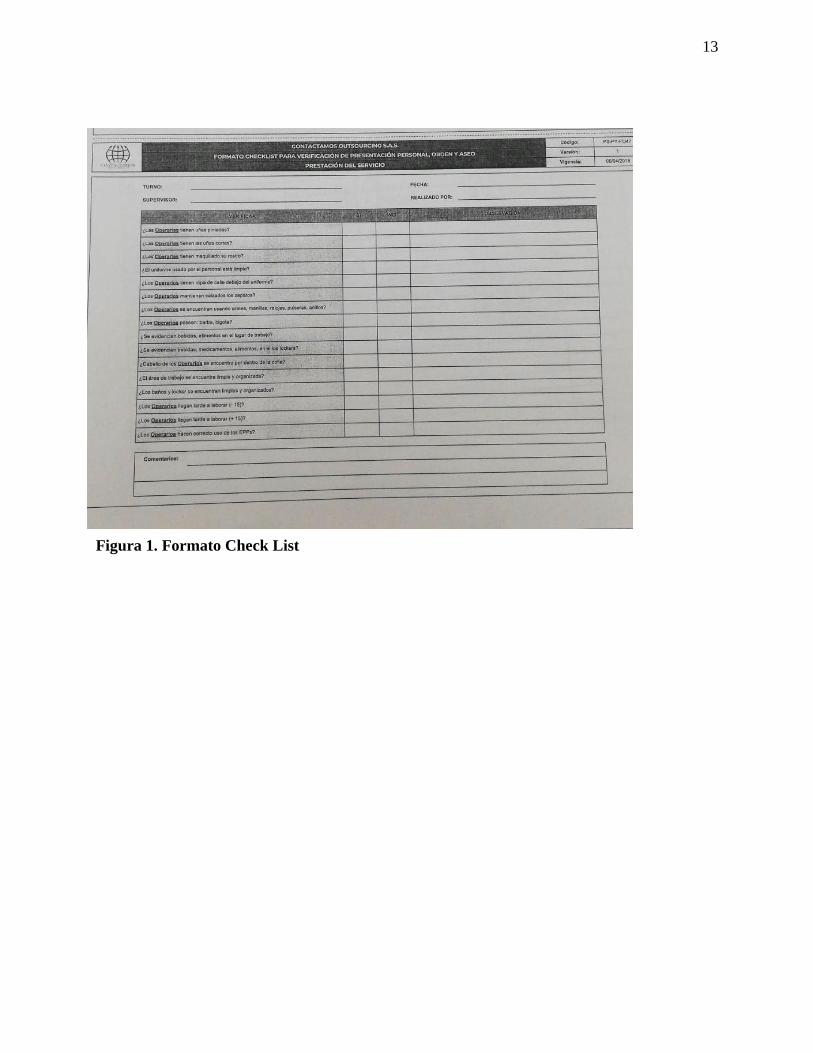
El formato check list, se usa para la inspección diaria del personal y reportar los no conformes en
Línea de acondicionamiento, este se usa para los no conforme por BPM o buenas prácticas de
manufactura
13
Figura 1. Formato Check List
14
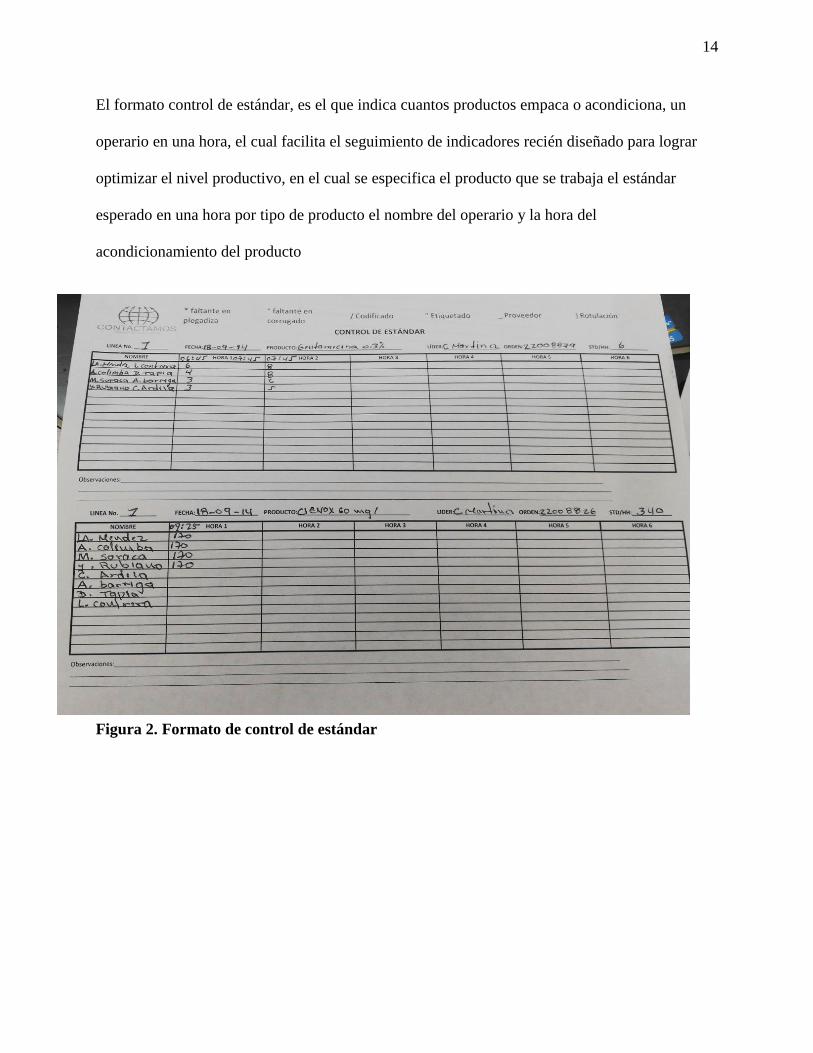
El formato control de estándar, es el que indica cuantos productos empaca o acondiciona, un
operario en una hora, el cual facilita el seguimiento de indicadores recién diseñado para lograr
optimizar el nivel productivo, en el cual se especifica el producto que se trabaja el estándar
esperado en una hora por tipo de producto el nombre del operario y la hora del
acondicionamiento del producto
Figura 2. Formato de control de estándar
15
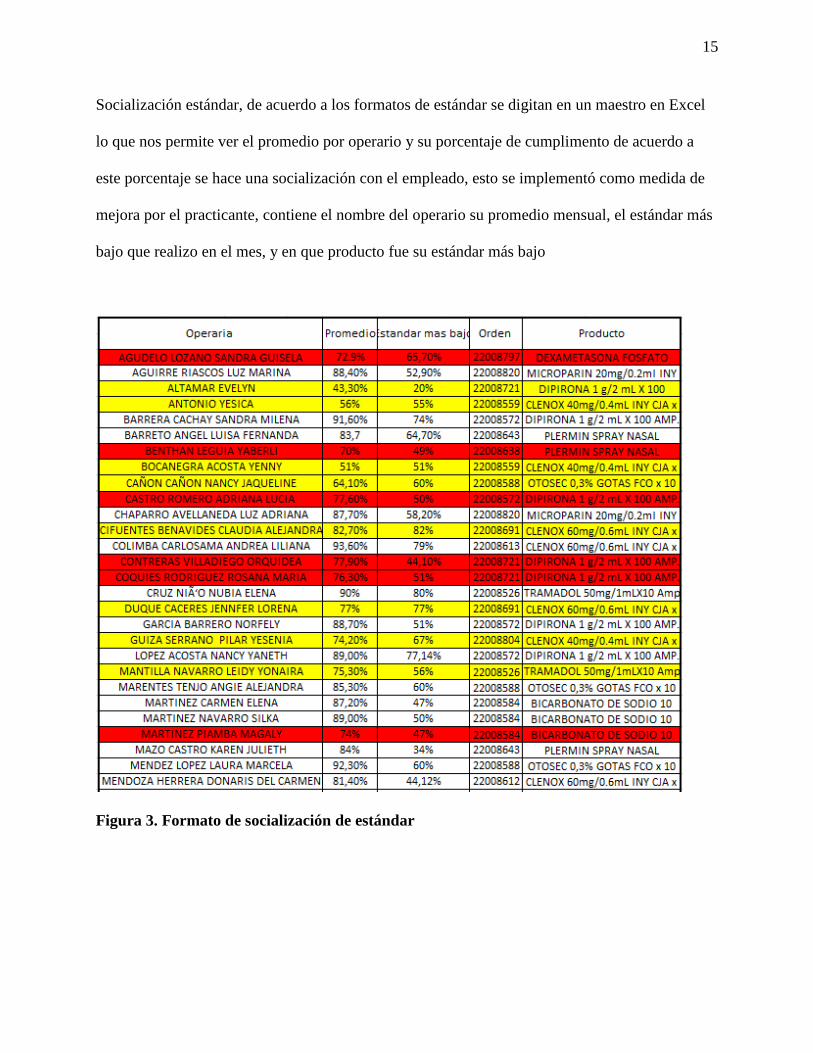
Socialización estándar, de acuerdo a los formatos de estándar se digitan en un maestro en Excel
lo que nos permite ver el promedio por operario y su porcentaje de cumplimento de acuerdo a
este porcentaje se hace una socialización con el empleado, esto se implementó como medida de
mejora por el practicante, contiene el nombre del operario su promedio mensual, el estándar más
bajo que realizo en el mes, y en que producto fue su estándar más bajo
Figura 3. Formato de socialización de estándar
16
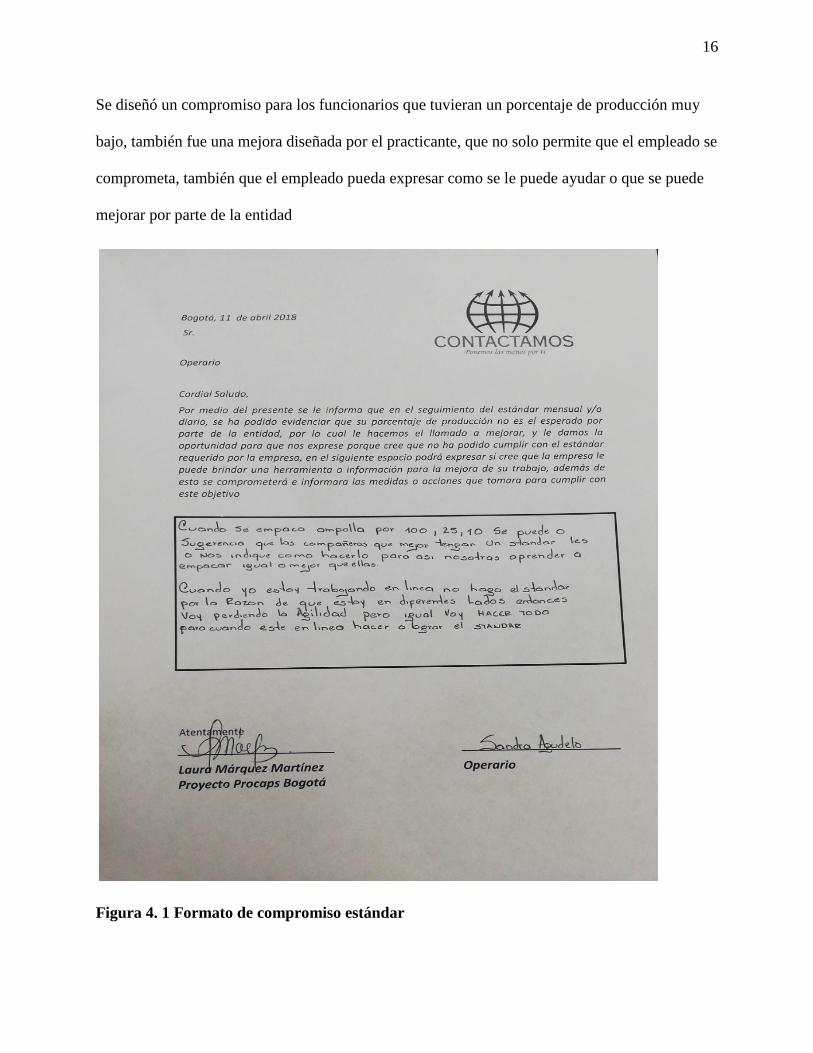
Se diseñó un compromiso para los funcionarios que tuvieran un porcentaje de producción muy
bajo, también fue una mejora diseñada por el practicante, que no solo permite que el empleado se
comprometa, también que el empleado pueda expresar como se le puede ayudar o que se puede
mejorar por parte de la entidad
Figura 4. 1 Formato de compromiso estándar
17
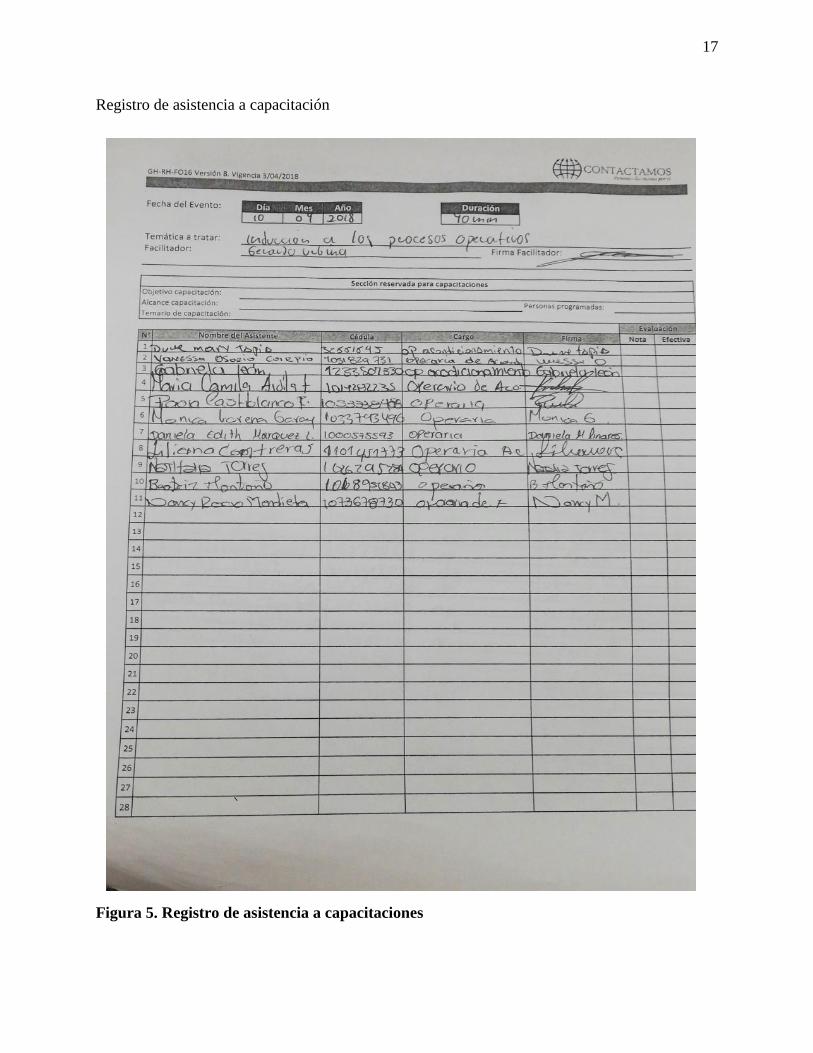
Registro de asistencia a capacitación
Figura 5. Registro de asistencia a capacitaciones
18
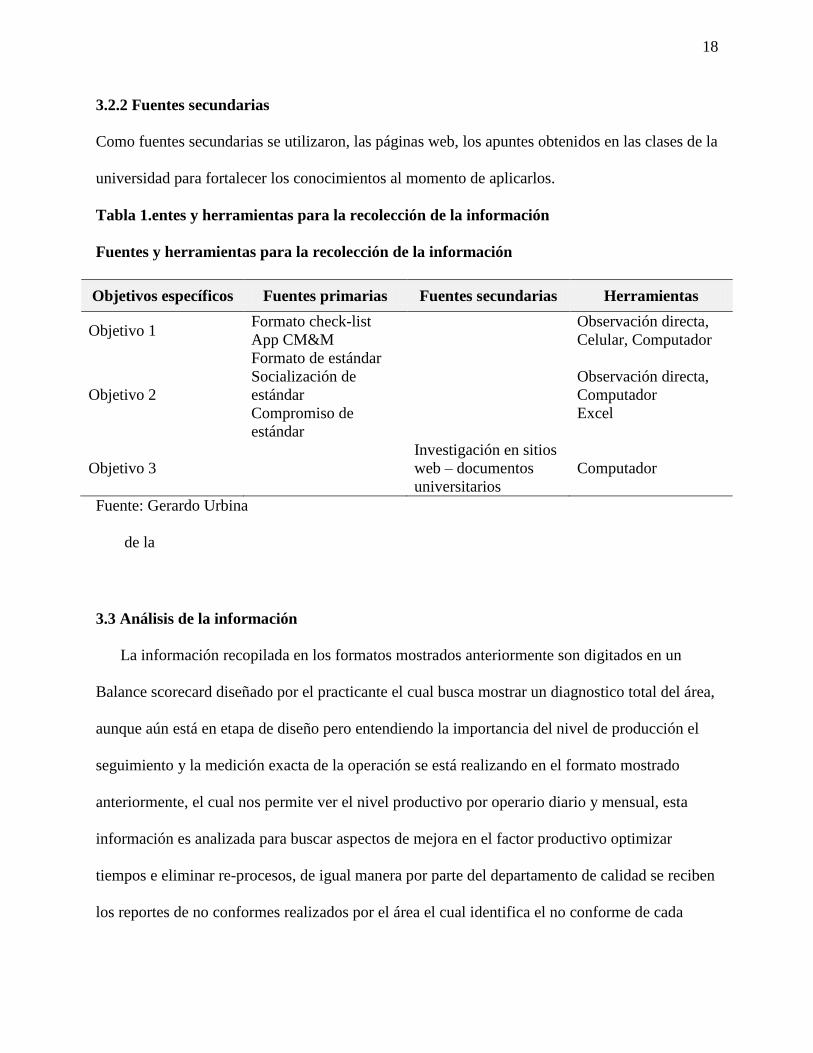
3.2.2 Fuentes secundarias
Como fuentes secundarias se utilizaron, las páginas web, los apuntes obtenidos en las clases de la
universidad para fortalecer los conocimientos al momento de aplicarlos.
Tabla 1.entes y herramientas para la recolección de la información
Fuentes y herramientas para la recolección de la información
Objetivos específicos Fuentes primarias Fuentes secundarias Herramientas
Objetivo 1 Formato check-list
App CM&M
Observación directa,
Celular, Computador
Objetivo 2
Formato de estándar
Socialización de
estándar
Compromiso de
estándar
Observación directa,
Computador
Excel
Objetivo 3
Investigación en sitios
web – documentos
universitarios
Computador
Fuente: Gerardo Urbina
de la
3.3 Análisis de la información
La información recopilada en los formatos mostrados anteriormente son digitados en un
Balance scorecard diseñado por el practicante el cual busca mostrar un diagnostico total del área,
aunque aún está en etapa de diseño pero entendiendo la importancia del nivel de producción el
seguimiento y la medición exacta de la operación se está realizando en el formato mostrado
anteriormente, el cual nos permite ver el nivel productivo por operario diario y mensual, esta
información es analizada para buscar aspectos de mejora en el factor productivo optimizar
tiempos e eliminar re-procesos, de igual manera por parte del departamento de calidad se reciben
los reportes de no conformes realizados por el área el cual identifica el no conforme de cada
19
operario, dado que en los últimos reportes se encontró un porcentaje de nivel de no conformes
muy alto se decide realizar una re-inducción de todos los procesos realizados por el área al
personal , incluyendo las teorías de PHVA y Lean Manufacturing, para así aplicar un nuevo
proceso de compromiso y disciplinario que nos ayude a obtener un mayor compromiso por parte
del operario .
20
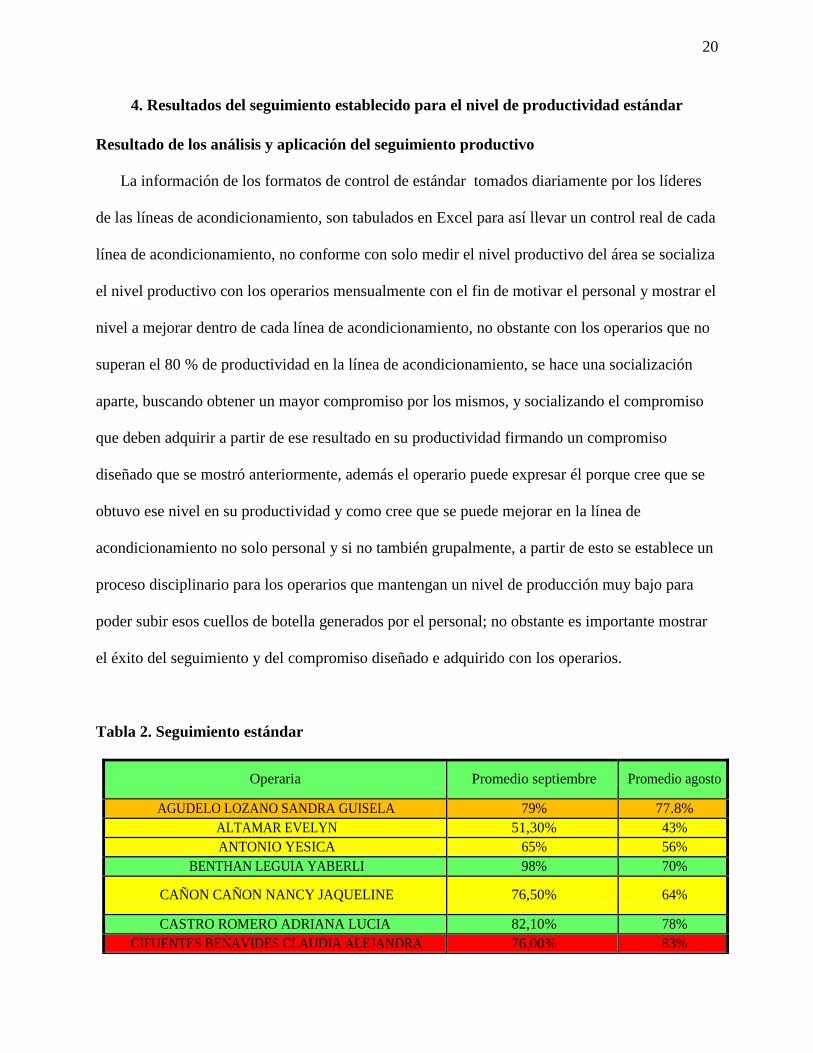
4. Resultados del seguimiento establecido para el nivel de productividad estándar
Resultado de los análisis y aplicación del seguimiento productivo
La información de los formatos de control de estándar tomados diariamente por los líderes
de las líneas de acondicionamiento, son tabulados en Excel para así llevar un control real de cada
línea de acondicionamiento, no conforme con solo medir el nivel productivo del área se socializa
el nivel productivo con los operarios mensualmente con el fin de motivar el personal y mostrar el
nivel a mejorar dentro de cada línea de acondicionamiento, no obstante con los operarios que no
superan el 80 % de productividad en la línea de acondicionamiento, se hace una socialización
aparte, buscando obtener un mayor compromiso por los mismos, y socializando el compromiso
que deben adquirir a partir de ese resultado en su productividad firmando un compromiso
diseñado que se mostró anteriormente, además el operario puede expresar él porque cree que se
obtuvo ese nivel en su productividad y como cree que se puede mejorar en la línea de
acondicionamiento no solo personal y si no también grupalmente, a partir de esto se establece un
proceso disciplinario para los operarios que mantengan un nivel de producción muy bajo para
poder subir esos cuellos de botella generados por el personal; no obstante es importante mostrar
el éxito del seguimiento y del compromiso diseñado e adquirido con los operarios.
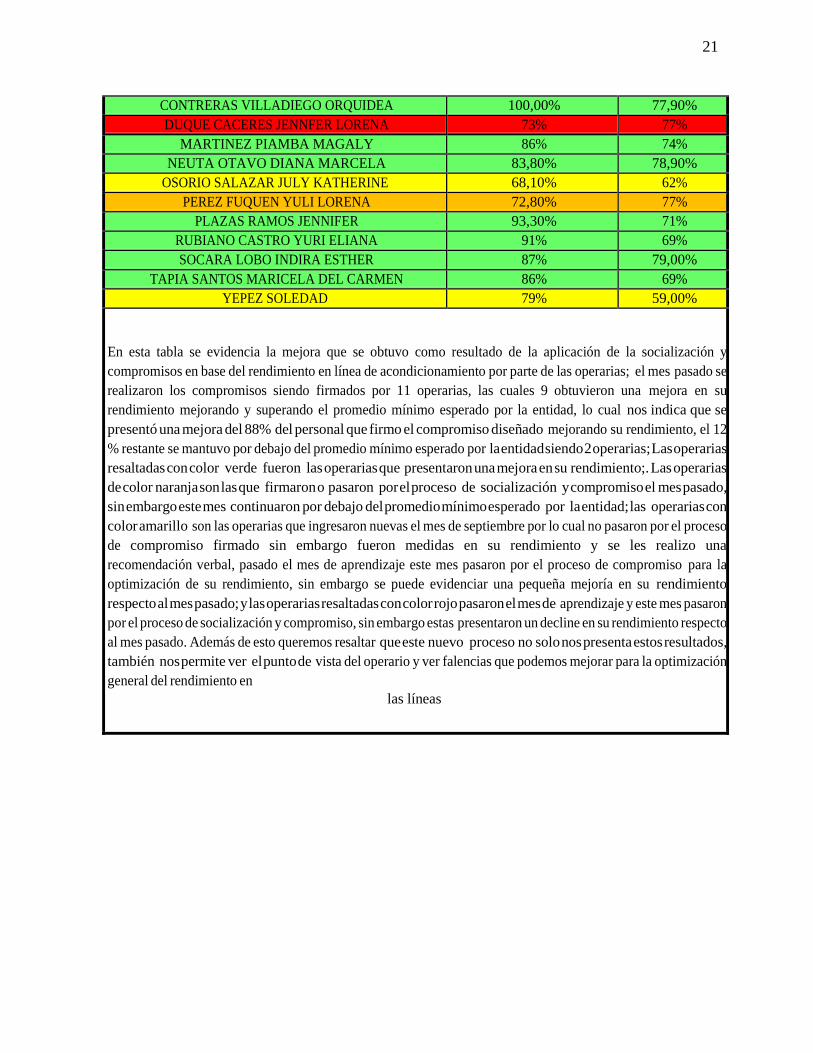
Tabla 2. Seguimiento estándar
Operaria Promedio septiembre Promedio agosto
AGUDELO LOZANO SANDRA GUISELA 79% 77.8%
ALTAMAR EVELYN 51,30% 43%
ANTONIO YESICA 65% 56%
BENTHAN LEGUIA YABERLI 98% 70%
CAÑON CAÑON NANCY JAQUELINE 76,50% 64%
CASTRO ROMERO ADRIANA LUCIA 82,10% 78%
CIFUENTES BENAVIDES CLAUDIA ALEJANDRA 76,00% 83%
21
CONTRERAS VILLADIEGO ORQUIDEA 100,00% 77,90%
DUQUE CACERES JENNFER LORENA 73% 77%
MARTINEZ PIAMBA MAGALY 86% 74%
NEUTA OTAVO DIANA MARCELA 83,80% 78,90%
OSORIO SALAZAR JULY KATHERINE 68,10% 62%
PEREZ FUQUEN YULI LORENA 72,80% 77%
PLAZAS RAMOS JENNIFER 93,30% 71%
RUBIANO CASTRO YURI ELIANA 91% 69%
SOCARA LOBO INDIRA ESTHER 87% 79,00%
TAPIA SANTOS MARICELA DEL CARMEN 86% 69%
YEPEZ SOLEDAD 79% 59,00%
En esta tabla se evidencia la mejora que se obtuvo como resultado de la aplicación de la socialización y
compromisos en base del rendimiento en línea de acondicionamiento por parte de las operarias; el mes pasado se
realizaron los compromisos siendo firmados por 11 operarias, las cuales 9 obtuvieron una mejora en su
rendimiento mejorando y superando el promedio mínimo esperado por la entidad, lo cual nos indica que se
presentó una mejora del 88% del personal que firmo el compromiso diseñado mejorando su rendimiento, el 12
% restante se mantuvo por debajo del promedio mínimo esperado por la entidad siendo 2 operarias; Las operarias
resaltadas con color verde fueron las operarias que presentaron una mejora en su rendimiento;. Las operarias
de color naranja son las que firmaron o pasaron por el proceso de socialización y compromiso el mes pasado,
sin embargo este mes continuaron por debajo del promedio mínimo esperado por la entidad; las operarias con
color amarillo son las operarias que ingresaron nuevas el mes de septiembre por lo cual no pasaron por el proceso
de compromiso firmado sin embargo fueron medidas en su rendimiento y se les realizo una
recomendación verbal, pasado el mes de aprendizaje este mes pasaron por el proceso de compromiso para la
optimización de su rendimiento, sin embargo se puede evidenciar una pequeña mejoría en su rendimiento
respecto al mes pasado; y las operarias resaltadas con color rojo pasaron el mes de aprendizaje y este mes pasaron
por el proceso de socialización y compromiso, sin embargo estas presentaron un decline en su rendimiento respecto
al mes pasado. Además de esto queremos resaltar que este nuevo proceso no solo nos presenta estos resultados,
también nos permite ver el punto de vista del operario y ver falencias que podemos mejorar para la optimización
general del rendimiento en
las líneas
22
Conclusiones
Las conclusiones buscan recopilar brevemente los resultados logrados por cada objetivo
específico desarrollado. Al final, se da una conclusión general sobre los resultados de todo el
proyecto.
-Se lograron identificar los eventos más recurrentes en el área, se crearon procesos
disciplinarios y de capacitaciones para reducir estos eventos generados por errores en el personal,
se estableció el seguimiento diario de BPM, respetando las buenas prácticas de manufactura en el
área de acondicionamiento, adicionalmente se reportaron todos los eventos o defectos de calidad
por proveedor al área correspondiente
-En el desarrollo del seguimiento al proceso se mejoró el seguimiento al proceso productivo, se
lograron mejorar los indicadores de estándar por operario, mediante la socialización de estos
mismos y la creación del formato de estándar, además de esto también se creó un proceso de
compromiso y disciplinario para los operarios que mantienen un bajo porcentaje en su nivel
productivo teniendo en cuenta todas las variables
- Se realizaron y se seguirán realizando capacitaciones mensuales de acuerdo a la necesidad del
área, contando con registro de asistencia y registro fotográfico no obstante, algunas
capacitaciones contaran con evaluación de captación por parte del personal, en estas
capacitaciones no solo se le brinda un conocimiento al personal también se escucha al mismo
Para obtener mejoras en el mismo
Actualmente se está diseñando un sistema de indicadores en el área y se está planteando una
mejora en el proceso de secado de ampollas del área, no obstante también se diseñó y se aplicó
una gran mejora en la distribución y ubicación de las líneas de acondicionamiento, mejorando el
movimiento del personal y producto, evitando re-procesos
23
Recomendaciones
El área de acondicionamiento de Procaps Bogotá, hace parte de una línea de producción de la
empresa por lo tanto depende totalmente de ellas, adicionando que el área no cuenta con ningún
tipo de automatización todo el trabajo es manual lo cual dificulta el seguimiento exacto de
indicadores, se realizan propuestas de automatización las cuales la empresa no las ve viables
debido al alto costo que esto conlleva, omitiendo esto actualmente se está diseñando una
propuesta de automatización en el encartonado y lavado de ampollas, que aún está en etapa de
diseño, teniendo en cuenta que para la universidad las practicas tienen un tiempo de 4 meses no
se presentan los resultados de esta propuesta; otro factor limitante en la mejora de los procesos es
alto nivel de rotación en el personal, lo cual obliga a tener en cuenta que siempre va ver una parte
del personal en curva de aprendizaje

24
Bibliografía
colombia, M. d. (s.f.). Manual tecnico para laboratorios en colombia. Bogota: Ministerio de salud.
ingenieriaindustrialonline. (9 de 6 de 2018). ingenieriaindustrialonline. Recuperado el 9 de 11 de 2018, de
ingenieriaindustrialonline: https://www.ingenieriaindustrialonline.com/herramientas-para-el-
ingeniero-industrial/lean-manufacturing/
Procaps. (s.f.). Laboratorios Procaps. Recuperado el 11 de 9 de 2018, de
https://www.procapslaboratorios.com/Contactenos
Selltiz. (s.f.). Metodologia de investigacion. Recuperado el 15 de 09 de 2018, de
file:///C:/Users/usuario/Downloads/Anexo%2008%20Selltiz%20-
%20Seleccion%20y%20formulacion%20.pdf
25
Anexos
26
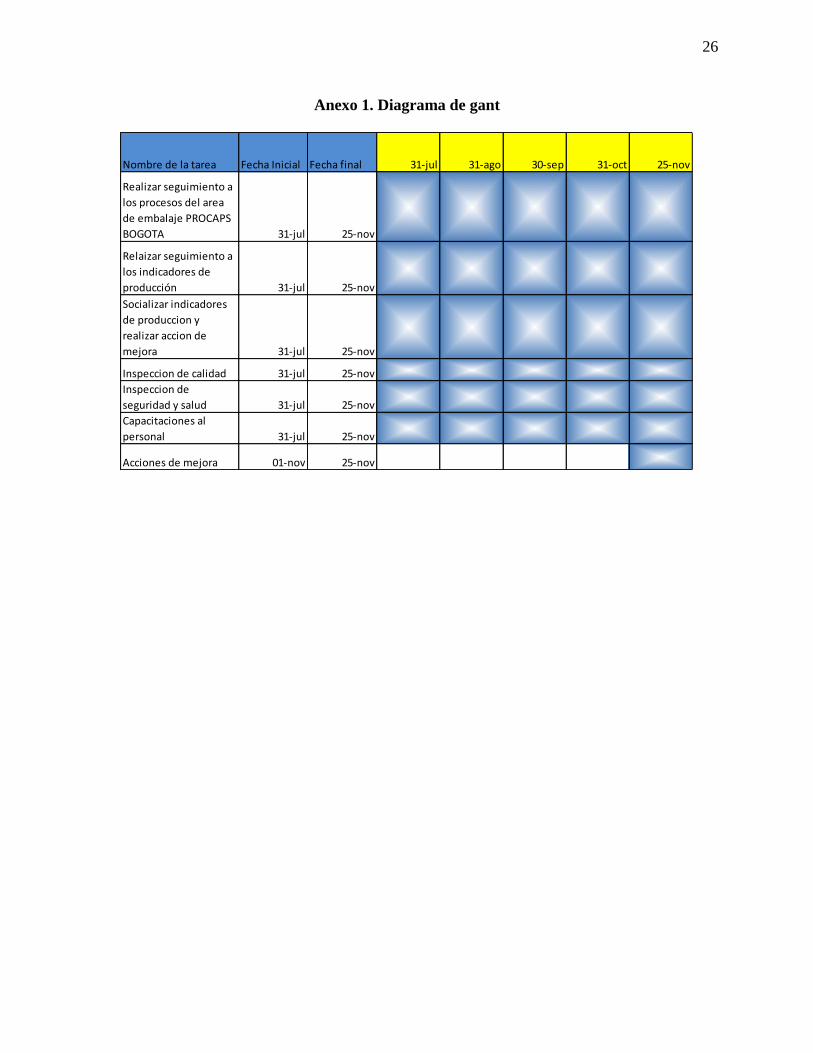
Anexo 1. Diagrama de gant
Nombre de la tarea Fecha Inicial Fecha final 31-jul 31-ago 30-sep 31-oct 25-nov
Realizar seguimiento a
los procesos del area
de embalaje PROCAPS
BOGOTA 31-jul 25-nov
Relaizar seguimiento a
los indicadores de
producción 31-jul 25-nov
Socializar indicadores
de produccion y
realizar accion de
mejora 31-jul 25-nov
Inspeccion de calidad 31-jul 25-nov
Inspeccion de
seguridad y salud 31-jul 25-nov
Capacitaciones al
personal 31-jul 25-nov
Acciones de mejora 01-nov 25-nov

27
Anexo 2. Presentación adjunta de mejora en los procesos
Presentación para mejora en los procesos

28
Anexo 3. Presentación de formato de compromiso estándar
MEJORAS EN LA RELACION Y/O PARCTICIPACION CON EL OPERARIO Y EL SEGUIMIENTO DEL
ESTANDAR

29
Anexo 4. Presentación de mejora en la ubicación de las líneas de acondicionamiento
MEJORAS EN LINEA DE ACONDICIONAMIENTO PROCAPS BOGOTAAGOSTO DE 2018

30
Anexo 5. Carta de Pasantía
31
32