HERRAMIENTAS MANUALES PARA LIJADO EN MIPYMES DEL …
93
1 HERRAMIENTAS MANUALES PARA LIJADO EN MIPYMES DEL SECTOR DEL MUEBLE EN MADERA ALEJANDRA DOMÍNGUEZ AYALA UNIVERSIDAD CATÓLICA DE PEREIRA FACULTAD DE ARQUITECTURA Y DISEÑO PROGRAMA DE DISEÑO INDUSTRIAL PROYECTO DE GRADO PEREIRA 2012
Transcript of HERRAMIENTAS MANUALES PARA LIJADO EN MIPYMES DEL …

1
HERRAMIENTAS MANUALES PARA LIJADO EN MIPYMES DEL SECTOR DEL
MUEBLE EN MADERA
ALEJANDRA DOMÍNGUEZ AYALA
UNIVERSIDAD CATÓLICA DE PEREIRA
FACULTAD DE ARQUITECTURA Y DISEÑO
PROGRAMA DE DISEÑO INDUSTRIAL
PROYECTO DE GRADO
PEREIRA
2012

2
HERRAMIENTAS PARA LIJADO MANUAL EN MIPYMES DEL SECTOR DEL
MUEBLE EN MADERA
Proyecto de grado para acceder al título de Diseñadora Industrial
ALEJANDRA DOMÍNGUEZ AYALA
ASESOR:
DI. GUSTAVO PEÑA
UNIVERSIDAD CATÓLICA DE PEREIRA
FACULTAD DE ARQUITECTURA Y DISEÑO
PROGRAMA DE DISEÑO INDUSTRIAL
PROYECTO DE GRADO
PEREIRA
2012

3
AGRADECIMIENTOS
El desarrollo de este proyecto ha sido un camino de altibajos en los que estuve
acompañada de mi familia, amigos y profesores, quienes con sus opiniones,
correcciones y constantes incentivos emocionales permitieron que hoy finalizara
con la entrega del proyecto grado, cumpliendo con el último paso de la carrera
profesional de Diseño Industrial.
Agradezco por estos 5 años que se resumen en este documento, por los
conocimientos adquiridos, las fortalezas y virtudes ganadas, los momentos
compartidos, equivocaciones y correcciones, que han hecho que yo logre los
objetivos propuestos en mi vida, y crezca como mujer, como ser humano.
A todas las personas que de una u otra forma se involucraron en mi desarrollo
profesional, especialmente a mis padres y hermanas, mil y mil gracias. Soy feliz,
soy Diseñadora Industrial.

4
RESUMEN
La fuerza de trabajo en cualquier empresa, son los empleados, a quienes se les
debe garantizar un adecuado ambiente laboral, en el que se busque el desarrollo
integral y participativo, donde las actividades se realicen de forma eficiente, segura
y correcta, logrando producción efectiva y satisfacción al cliente. Actualmente la
fabricación de muebles es un sector muy informal, en su gran mayoría conformado
por micro y pequeñas empresas, con la participación de algunas medianas, donde
se evidencia el mal uso de herramientas y la realización de actividades de forma
incorrecta representando riesgos laborales que a través del análisis y la
observación en la industria, se identifican en el lijado manual. Con base en esto y
al conocimiento adquirido durante el proceso académico, se desarrollan
herramientas con el fin de garantizar una mejora en las condiciones laborales y la
calidad de vida del empleado, así mismo, lograr la optimización de la lija, eficiencia
y precisión en el lijado, eliminando el contacto con la lija, disminuyendo esfuerzos
y mejorando las posturas adoptadas por las manos.
Palabras clave: Mipymes, sector mueble en madera, herramientas, lijado, calidad
de vida, salud ocupacional.
ABSTRACT
Employees, mean workforce in any company, that’s why they should be
guaranteed an adequate work environment, that leads a search for integrated and
participatory development, reaching effective production and client satisfaction,
through making work efficient, safe and right. Today, making furniture is a very
informal industry, most of them are micro and small companies, with some other
medium, where wrong use of tools and an incorrect way of doing duties is evident,
representing labor risks. Through analysis and observation on industry, hand
sanding is identified like a risk activity. Based on that and on knowledge acquired
during academic, tools that guarantee improvement in labor conditions and life

5
quality, that also reach sandpaper optimization, efficiency and precision on the task
are developed, with a plus eliminating contact with the sandpaper, reducing efforts
and improving hand positions.
Key words: SME’s, wood furniture industry, tools, sanding, life quality, labor health.

6
INTRODUCCIÓN
En Colombia y el mundo, “las micro, pequeñas y medianas empresas son una
fuente importante de crecimiento y desarrollo económico, pues estas empresas
concentran varios segmentos de la industria y se caracterizan por ser generadoras
de fuerza laboral.” (Ruiz, s.f) Según la encuesta anual manufacturera 2009, las
MIPymes representan más del 92% de los establecimientos existentes,
contribuyen con cerca del 61% de los empleos que se generan en el país y
originan más del 45% de la producción manufacturera. (DANE, 2009)
Por otra parte, y siendo el eje cafetero (Pereira, Manizales y Armenia), la región
con mayor participación de producción industrial en el sector del mueble a nivel
nacional, según la encuesta anual manufacturera 2007, se convierte esta zona en
el mejor escenario para el análisis y desarrollo del proyecto. (DANE, 2007)
Teniendo en cuenta lo anterior, factores de innovación y tecnología, gestión y
desarrollo social, se hacen día a día fundamentales dentro de este tipo de
empresas, pues su capacidad organizacional, capital humano y flexibilidad,
permiten intervenciones constantes de cambio y mejoramiento, de tal forma se
promueve la competitividad, el emprendimiento, el desarrollo integral y sostenible
de la industria. (Pyme La revista, s.f. ed. 25)
Con este orden de ideas, se desarrollan herramientas para el lijado manual donde
se encontraron problemas de postura y riesgos laborales identificados y no
atendidos oportunamente, con el fin de mejorar las condiciones laborales del
empleado desde el aspecto ergonómico y promover la industria con procesos de
calidad.

7
TABLA DE CONTENIDO
RESUMEN .................................................................................................................. 4
ABSTRACT ................................................................................................................ 4
INTRODUCCIÓN ........................................................................................................ 6
TABLA DE CONTENIDO ............................................................................................ 7
TABLA DE IMÁGENES ............................................................................................ 11
TABLA DE GRÁFICOS ............................................................................................ 12
1. PLANTEAMIENTO DEL PROBLEMA ........................................................... 13
1.1 ANTECEDENTES ........................................................................................... 13
1.2 JUSTIFICACIÓN ............................................................................................. 14
2. OBJETIVOS ................................................................................................... 16
2.1 OBJETIVO GENERAL .................................................................................... 16
2.2 OBJETIVOS ESPECÍFICOS ........................................................................... 16
3. MARCO TEÓRICO ......................................................................................... 17
3.1 ERGONOMÍA .................................................................................................. 17
3.1.1 Análisis de puesto de trabajo .......................................................................... 18
3.2 BIOMECÁNICA .............................................................................................. 18
3.3 SALUD OCUPACIONAL ................................................................................ 19
3.4 ENFERMEDAD PROFESIONAL .................................................................... 21
3.4.1 Lesiones por trauma acumulativo (LTA) .......................................................... 22
3.4.2 Prevención de riesgos y enfermedades .......................................................... 23
3.4.3 Consideraciones sobre las herramientas y el lugar de trabajo para minimizar
las lesiones en la muñeca (Velez, 2001) ......................................................... 24

8
3.4.4 Medidas preventivas ....................................................................................... 25
3.5 INNOVACIÓN Y TECNOLOGÍA ..................................................................... 30
3.6 CALIDAD DE VIDA LABORAL (C.V.L) .......................................................... 31
4. MARCO REFERENCIAL ................................................................................ 33
4.1 NORMATIVIDAD ............................................................................................ 33
4.2 GUÍAS, MÉTODOS Y MODELOS .................................................................. 38
4.2.1 Guía de Atención Integral de Salud Ocupacional (GATISO) ........................... 38
4.2.2 Método RULA (Rapid Upper Limb Assessment) ............................................. 39
4.2.3 Método Check List OCRA ............................................................................... 39
4.2.4 Modelo 5S ....................................................................................................... 40
5. TIPOLOGÍAS ................................................................................................. 41
5.1 HERRAMIENTA DE LIJADO MANUAL ......................................................... 41
5.2 HERRAMIENTAS PARA LIJADO DE DETALLES ........................................ 42
5.3 LIJADORA MANUAL DE DETALLES ............................................................ 43
5.4 CONCLUSIONES ........................................................................................... 44
6. ANALOGÍAS .................................................................................................. 46
6.1 PLANCHA DE ROPA ..................................................................................... 46
6.2 ELEMENTOS DE AGARRE ........................................................................... 47
6.3 MOUSE ERGONÓMICO ................................................................................. 48
6.4 CONCLUSIONES ........................................................................................... 49
7. ANTECEDENTES .......................................................................................... 50
7.1 INTERVENCIÓN DEL DISEÑO INDUSTRIAL EN HERRAMIENTAS
MANUALES DE LIJADO Y PELADO PARA LA ELABORACIÓN DE
ARTESANÍAS EN GUADUA .......................................................................... 50

9
7.2 DISEÑO DE UN MODELO DE VINCULACIÓN COOPERATIVA SENA-
SECTOR INDUSTRIAL-GOBIERNO-UNIVERSIDAD. ................................... 51
7.3 CONCLUSIONES ANTECEDENTES ............................................................. 52
8. CASOS DE ESTUDIO .................................................................................... 53
8.1 MUEBLES BL ................................................................................................. 53
8.2 MADERA Y MUEBLES ................................................................................... 54
8.3 EBANISTERÍA DE LA 29 ............................................................................... 55
8.4 CONCLUSIONES CASOS DE ESTUDIO ....................................................... 55
9. METODOLOGÍA DE DISEÑO ........................................................................ 56
9.1 METODOLOGÍA PROYECTUAL DE BRUNO MUNARI (1979) ..................... 56
10. REQUERIMIENTOS DE DISEÑO .................................................................. 58
11. ALTERNATIVAS DE DISEÑO ....................................................................... 60
11.1 ALTERNATIVAS Y ACERCAMIENTO ........................................................... 60
11.2 ALTERNATIVA ESCOGIDA Y EVOLUCIÓN ................................................. 65
11.3 SIMULACIÓN ................................................................................................. 67
11.4 PRODUCTO .................................................................................................... 68
11.4.1 Usabilidad ....................................................................................................... 69
12. PLANOS TÉCNICOS ..................................................................................... 70
12.1 PROPIEDADES FÍSICAS Y CARACTERÍSTICAS MATERIALES ................ 78
13. PRODUCCIÓN ............................................................................................... 80
13.1 COSTOS ......................................................................................................... 82
14. CONCLUSIONES ........................................................................................... 84
15. BIBLIOGRAFÍA .............................................................................................. 85
ANEXO 1. APLICACIÓN MÉTODO DE EVALUACIÓN ERGONÓMICA RULA ...... 86

10
ANEXO 2. APLICACIÓN MÉTODO DE EVALUACIÓN OCRA CHECK LIST ......... 89

11
TABLA DE IMÁGENES
Imágen 1. Lijado manual ....................................................................................................................................................... 13
Imágen 2. Observación lijado manual ................................................................................................................................... 14
Imágen 3. Posición cuerpo, brazos, manos, muñecas y dedos. ............................................................................................ 19
Imágen 4. Sindrome del túnel carpiano ................................................................................................................................. 23
Imágen 5. Ángulo ideal entre brazo y mango ........................................................................................................................ 26
Imágen 6. 3M SandBlaster .................................................................................................................................................... 41
Imágen 7. Accesorios para lijado de detalles ........................................................................................................................ 42
Imágen 8. Festoll LS 130 EQ ................................................................................................................................................ 43
Imágen 9. Planchas con diseño ergonómico ......................................................................................................................... 46
Imágen 10. Mangos ergonómicos ......................................................................................................................................... 47
Imágen 11. Wow pen Joy mouse .......................................................................................................................................... 48
Imágen 12. Caso de estudio Muebles BL .............................................................................................................................. 53
Imágen 13. Caso de estudio madera y muebles ................................................................................................................... 54
Imágen 14. Caso de estudio Ebanistería la 29 ...................................................................................................................... 55
Imágen 15. Esquema método Munari ................................................................................................................................... 56
Imágen 16. Alternativa No.1 .................................................................................................................................................. 60
Imágen 17. Alternativa No. 2 ................................................................................................................................................. 62
Imágen 18. Alternativa No. 3 ................................................................................................................................................. 63
Imágen 19. Alternativa No.4 .................................................................................................................................................. 64
Imágen 20. Evolución alternativa .......................................................................................................................................... 66
Imágen 21. Lijado de superficies ........................................................................................................................................... 67
Imágen 22. Desarrollo nombre del producto.......................................................................................................................... 68
Imágen 23. Instrucciones de uso .......................................................................................................................................... 69
Imágen 24. Explosión de las herramientas ............................................................................................................................ 79
Imágen 25. Desarrollo del prototipo ...................................................................................................................................... 80
Imágen 26. Propuesta proceso productivo ............................................................................................................................ 81

12
TABLA DE GRÁFICOS
Tabla 1. Distribución de enfermedades profesionales por actividad económica .................................................................... 20
Tabla 2. Estadística para la Presidencia de la República ...................................................................................................... 20
Tabla 3. Riesgos relacionados con la ergonomía .................................................................................................................. 21
Tabla 4. Factores determinantes tipologías ........................................................................................................................... 44
Tabla 5. Factores determinantes analogías........................................................................................................................... 49
Tabla 6. Costos ..................................................................................................................................................................... 82

13
1. PLANTEAMIENTO DEL PROBLEMA
1.1 ANTECEDENTES
El lijado manual se puede realizar de dos formas, con herramienta eléctrica o
directamente con la mano, siendo esta última donde se encuentran adaptaciones,
y un sin número de formas diferentes de realizar la actividad según el tipo de pieza
a lijar y la recursividad de quien lo hace, pues se observan lijas con tacos de
madera, pedazos de espuma, lijadoras manuales con mal uso del mango, hasta la
lija suelta, presentando cada uno dificultades en el lijado óptimo y seguro.
Imágen 1. Lijado manual
Fuente: Elaboración propia
Por ende, se enumeran a continuación los problemas encontrados en Muebles BL
y en Madera y muebles, empresas medianas con un volumen de producción alto y
medio, respectivamente, junto a otros talleres de menor producción, donde se
realizó la observación y análisis identificando los factores de riesgo en los
miembros superiores a los que está expuesto el trabajador así como malas
practicas en el desarrollo de la actividad:
Se adoptan posturas inadecuadas y mantenidas en manos, dedos y
muñecas durante periodos de tiempo prolongados.
Ampollas y quemaduras en los dedos a causa del contacto con la lija y la
fricción.
La mano y la muñeca realizan esfuerzos durante periodos prolongados de
tiempo.

14
Desperdicio de material.
Uso incorrecto de las herramientas al utilizar pega, cinta, cauchos… para
adherir la lija.
Imágen 2. Observación lijado manual
Fuente: Elaboración propia
Por otra parte, el lijado representa el 70% de los acabados finales del mueble,
siendo ésta una de las causas principales en la satisfacción del cliente y causa de
devoluciones de producto en el proceso, pues el lijado junto a la pintura
determinan la calidad de los acabados y la exhibición del mueble.
De allí que, este proyecto pretenda potencializar el valor agregado y las
capacidades de producción de la industria del mueble en madera a través de la
intervención de diseño en el lijado manual, de manera que la actividad se realice
de forma más efectiva, eficiente, segura y promueva el bienestar de los
empleados.
1.2 JUSTIFICACIÓN
El lijado manual es la tarea que se encarga de dar acabados a los muebles,
siendo este el sello de calidad de la empresa. Dentro del proceso productivo son
alrededor de 3 o 4 veces que se realiza, por esto es indispensable tener las
herramientas y ofrecer las mejores condiciones laborales a los trabajadores.

15
Ilustración 1. Proceso de producción muebles
Recepción de madera
Secado Corte Maquinado Ensamblaje Pintura Acabados
Lijado Lijado Lijado
Fuente: Elaboración propia
Sin embargo, y a pesar de su importancia en calidad de producto, el lijado manual
no requiere ningún conocimiento técnico o experiencia alguna para su desarrollo,
por lo que cualquier persona lija, haciendo de esta una razón mayor para el diseño
de una herramienta que logre adaptarse a la cotidianidad de la industria, así como
fomentar la seguridad, el bienestar y la salud de los trabajadores, a través de la
integración de la higiene industrial y la ergonomía, aplicadas a la herramienta.
Teniendo en cuenta lo anterior, el proyecto se fundamenta en el Diseño Industrial
como potencializador de la micro, pequeña y mediana empresa nacional
productora de muebles en madera, a través de unas herramientas de lijado
manual especial, como factor de innovación productiva, que permitirán la
realización del lijado de superficies planas, curvas, molduras,y orificios, de forma
precisa y eficiente, además de brindar al empleado seguridad, y calidad de vida,
logrando mayor competencia en el mercado.
De allí que menciono la siguiente frase extraída del Plan Nacional de Desarrollo
2010-2014
“Un país competitivo es un país con empresas productivas y pujantes que generan
riqueza y empleo de calidad, con condiciones económicas y sociales favorables al
crecimiento sistemático y sostenido de los sectores económicos”.

16
2. OBJETIVOS
2.1 OBJETIVO GENERAL
Diseñar herramientas manuales para lijado de superficies planas, curvas, orificios
y molduras en la fabricación y reparación de muebles de madera en Mipymes
Colombianas.
2.2 OBJETIVOS ESPECÍFICOS
Intervenir el proceso de lijado manual en el sector del mueble a través de
herramientas que permitan realizar la actividad de forma segura y eficiente.
Facilitar el alcance y la homogeneidad en el lijado dentro del proceso
productivo y la reparación del mueble en madera.
Reducir los riesgos de lesiones por trauma acumulativo en los miembros
superiores, manos y muñecas, a los que se encuentra expuesto el
trabajador durante el lijado manual.

17
3. MARCO TEÓRICO
Para el desarrollo de este proyecto, es necesario consultar temas esenciales como
apoyo teórico, en los que se evidencie la pertinencia e importancia del proyecto
dentro de la industria, de forma tal que se logre sustentar y justificar su aplicación.
Por tal motivo, se ampliarán los conceptos de ergonomía en la relación hombre-
máquina-entorno, así como, enfermedades profesionales integradas a los factores
de riesgos y la salud ocupacional, la calidad de vida laboral y el factor tecnológico
e innovador, como fundamentos en el diseño integral.
3.1 ERGONOMÍA
“Disciplina que se interesa por el estudio del trabajo del hombre, siendo éste
ejecutor y constructor del mismo, con el propósito de concebir y/o transformar los
medios de ejecución, en el marco de la protección de la salud, la seguridad y la
efectividad del sistema de trabajo "(SCE, 2000) También conocida como la
“ingeniería humana”, consiste en ayudar al hombre en la interacción con el medio
en los tres campos de la salud, físico, psíquico y social, con el fin de disminuir o
eliminar riesgos a los que puede estar expuesto, permitiendo que la relación
hombre – máquina – entorno, sea integral y sostenible.
Como objetivo, la ergonomía se concentra en planear, refiriéndose al tipo de
actividad que se va a realizar y la forma en que se hace, las herramientas
necesarias y las condiciones del ambiente, así como en las dimensiones del
puesto de trabajo para permitir la adaptación del empleado. Por otra parte, está el
objetivo de corregir, donde el puesto de trabajo ya está ocupado por un trabajador,
y pretende disminuir los errores y riesgos de accidentes y enfermedades a los que
puede estar expuesto el trabajador. (Estrada,2000)

18
3.1.1 Análisis de puesto de trabajo
A partir de la relación hombre-máquina-entorno, el análisis de trabajo divide la
relación de forma tal que se identifique como actúan la máquina y el entorno con el
hombre por separado y entre ellas por sí mismas. Entendiendo el concepto de
“estación de trabajo como el espacio físico donde se ejecuta un conjunto de
actividades del proceso productivo con principio y fin claramente” (Estrada, 2000),
pasando por una serie de elementos convirtiéndolo en un estudio integrador.
Dentro de los elementos que componen la actividad, cabe identificar:
I. El trabajador (elemento principal)
II. Los controles para comandar la operación
III. La forma de realización de trabajo (método)
IV. La tecnología del proceso productivo
V. La organización del espacio de trabajo
VI. El horario y duración del trabajo (ritmo-jornada)
VII. El control de factores de riesgo
Como se puede observar todos estos elementos se relacionan entre ellos mismos,
y son de gran importancia al momento de analizar un puesto de trabajo, ya que se
logran determinar las variables y características del problema, permitiendo
identificar y proponer soluciones desde el diseño.
3.2 BIOMECÁNICA
Se define como el estudio de la acción que ejerce la física sobre el cuerpo, con el
fin de examinar las fuerzas que se producen en los distintos segmentos del cuerpo
y en los puntos de unión. (Estrada, 2000)
Con base en lo anterior, se muestran los movimientos simultáneos que se realizan
en el lijado.

19
Imágen 3. Posición cuerpo, brazos, manos, muñecas y dedos.
Fuente: Elaboración propia.
3.3 SALUD OCUPACIONAL
Es el conjunto de medidas y acciones dirigidas a preservar, mejorar y reparar la
salud de las personas en su vida de trabajo individual y colectiva dentro de las
empresas, por lo que pretende garantizar las condiciones aptas para un trabajo
seguro, y como se mencionaba anteriormente, haciendo de la relación hombre–
máquina–entorno, un sistema de desarrollo social sostenible.
Relacionando ahora el entorno y la máquina, se deben mencionar, las
características que pueden generar riesgos en el área de lijado manual:
Condiciones de seguridad: Características generales de los locales
(espacios, pasillos, suelos, escaleras, etc.) instalaciones (eléctrica, de
gases, de vapor, etc.) equipos de trabajo (máquinas, herramientas,
aparatos a presión, de elevación, de manutención, etc.) almacenamiento y
manipulación de cargas u otros objetos, de materiales y productos.
Existencia o utilización de materiales o productos inflamables, utilización de
productos químicos peligrosos en general.
Cuando estas condiciones puedan originar daños a la salud (accidentes, patología
o enfermedades), o influyan significativamente en la magnitud de los riesgos, se
les denomina factores de riesgo (Grau & Moreno, 2003), entendiéndose como la
existencia de elementos, fenómenos, ambiente y acciones humanas que encierran
una capacidad potencial de producir lesiones o daños materiales.

20
Tabla 1. Distribución de enfermedades profesionales por actividad económica
Fuente: Fasecolda, Federación de Aseguradores Colombianos
Tabla 2. Estadística para la Presidencia de la República
Fuente: Información enviada al Ministerio de Protección Social por la ARP.
Como se evidencia en las tablas anteriores, la industria manufacturera es la que
presenta mayor porcentaje (25%), donde se encuentran enfermedades
profesionales, con un acumulado de 6.795 casos registrados por las Agencias de
Riesgos Profesionales, incidiendo en el bienestar social de los trabajadores, y el
desarrollo de la empresa a nivel económico, productivo y organizacional.

21
3.4 ENFERMEDAD PROFESIONAL
“Todo estado patológico permanente o temporal que sobrevenga como
consecuencia obligada y directa de la clase de trabajo que desempeña el
trabajador o del medio en que se ha visto obligado a trabajar.” (Cámara Técnica
de Riesgos Profesionales), entendida como la condición de incapacidad
permanente o temporal, por causa de una enfermedad generada por la actividad
desarrollada dentro del área laboral.
Tabla 3. Riesgos relacionados con la ergonomía
Fuente: Manual de ergonomía para máquinas del Sector de transformados de madera
Como se puede observar en la tabla, los factores de riesgos relacionados con el
tratamiento de superficies (lijado), así como el mecanizado y el montaje, presentan
posturas inadecuadas y movimientos repetitivos, siendo esta una causa de
enfermedades osteomusculares y lesiones por trauma acumulativo.
En el mecanizado y el montaje se trabaja con herramienta pesada y las
actividades pueden variar ya que la pieza se manipula mejor, existe
desplazamiento, las dimensiones de las piezas hacen que los movimientos y las
posiciones del cuerpo varíen. Contrario al lijado donde la acción es la misma aun
cuando se tienen piezas de formas y tamaños diferentes, los desplazamientos son
mas reducidos, por lo que existe mayor esfuerzo, así mismo, al ser esta una
actividad de tratamiento, requiere hacer los mismos movimientos sobre el mismo
22
pedazo varias veces, siendo esta la razón por la cual, se identifica que el lijado es
la actividad que presenta mayores riesgos por trauma acumulativo.
3.4.1 Lesiones por trauma acumulativo (LTA)
Definidas como lesiones que ocurren cuando un exceso de presión se ejerce
sobre una parte del cuerpo, resultando en inflamación, dolor e hinchazón,
músculos lesionados o daños en los tejidos, estas condiciones se presentan
cuando el trabajo o la actividad exige que se realicen movimientos en la misma
posición, con la misma parte del cuerpo y de forma repetitiva, como es el caso del
lijado.
Por tal motivo, es importante reducir al máximo los riesgos a los que está expuesto
el trabajador, pues en su actividad se vinculan todos los miembros superiores
(manos, muñecas, brazos, hombros, cabeza y tronco), sin dejar de lado, la
participación de los miembros inferiores (piernas, pies) que soportan el peso del
trabajo de pie durante altas jornadas laborales.
Síndrome del túnel carpiano: “Producto de una inflamación y
engrosamiento del túnel carpiano, espacio a través del cual pasa el nervio
medio y nueve tendones desde el antebrazo a la mano, generando un
atrapamiento y compresión del nervio a nivel de la muñeca, lo que produce
adormecimiento, hormigueo, dolor en la mano y los dedos, y pérdida
progresiva de fuerza muscular.” (Hinzpeter, 2009)

23
Imágen 4. Sindrome del túnel carpiano
Fuente: http://www.allinahealth.org/mdex_sp/es2520486.jpg
Tendinitis: Inflamación de un tendón y su inserción en el músculo. Aunque
puede afectar cualquier tendón, es más frecuente en la muñeca, los dedos
de las manos, el codo, el hombro y el talón.
Estas enfermedades hoy identificadas por empleadores y EPSs, aun no son
consideradas como enfermedades profesionales, sin embargo se presentan con
una frecuencia de entre 8 y 10 meses en las empresas, y corresponden a más del
30% de los empleados que se quejan por dolencias de túnel carpiano y tendinitis,
con una tendencia al incremento de este porcentaje, por antigüedad en el oficio,
haciendo que la asistencia al médico sea constante, realizando terapias e incluso
pasando por incapacidades, dado el grado alto de dolor. Por tal motivo es
importante tener en cuenta factores de prevención y el diseño de las herramientas.
3.4.2 Prevención de riesgos y enfermedades
La Organización Mundial de la Salud OMS distingue tres niveles de prevención, a
partir de los cuales el proyecto se enfoca en la fase primaria, como mejor medida
de precaución.

24
Prevención primaria, dirigida a evitar los riesgos o la aparición de los daños
(materialización de los riesgos) mediante el control eficaz de los riesgos que no
pueden evitarse.
Prevención en el diseño. Absolutamente lo más eficaz. A la hora de la
concepción y diseño de instalaciones, equipos, herramientas, centros y
puestos de trabajo, procesos, métodos, organización del trabajo, etc.
3.4.3 Consideraciones sobre las herramientas y el lugar de trabajo para minimizar
las lesiones en la muñeca (Velez, 2001)
Mantener la muñeca en la posición adecuada: Al mantener la muñeca en
posición neutral durante las acciones repetitivas de trabajo, reduce por
definición la cantidad de flexiones, extensiones y desviaciones del cubital y
radial de la muñeca, mientras que estas acciones repetitivas tienden a
dañar el nervio mediano, si una muñeca permanece en posición neutral es
menos probable que sufra de estas lesiones.
Mantenga corta distancia en los radios de alcance: los límites aceptables de
alcance, deben considerar la frecuencia de dichos movimientos, el tamaño
corporal de los operarios, la distancia y la fuerza necesaria durante cada
alcance, las estaciones de trabajo y los métodos deben diseñarse de modo
que los trabajadores no tengan que realizar alcances excesivos de una
manera repetitiva.
Seleccione las herramientas adecuadas: se debe asegurar que el ajuste
entre el operario y la herramienta sea bueno y que la herramienta sea
adecuada al trabajo a realizar, los factores que deben considerarse en la
selección de una herramienta manual incluye, el peso, el tamaño, la forma,
facilidad de control y la textura superficial.
Evalúe la ventaja mecánica de la herramienta: cuando sea posible, hay que
dejar que la herramienta haga el trabajo en vez del usuario, esto se puede
realizar mediante la semi automatización o seleccionando una herramienta

25
que brinde la superficie, ventaja mecánica para que el operario disminuya
los esfuerzos y las lesiones.
Evalué las superficies de asimiento: para asegurar altos coeficientes de
fricción y vértices suaves, es muy importante que los agarres de la
herramienta tengan la forma en la cual posean la misma geometría a la
hora de sujetar el elemento, esta mejora la seguridad al momento de
realizar la actividad, además si se trabaja su textura aumenta la posibilidad
de que se realice con mayor precisión la tarea.
Incline la herramienta no la muñeca: las tareas que exijan las desviaciones
frecuentes y parecidas a la muñeca, se adaptan mejor a las herramientas
que se mueven en la dirección que la mano o la muñeca se desvían de
manera natural.
Estos factores son fundamentales para el desarrollo de herramientas manuales
ergonómicas, de forma tal que es importante realizar pruebas con el usuario,
buscar materiales antideslizantes y flexibles, así como resistentes y soluciones de
diseño que integren el sistema ergonómico hombre-máquina-entorno.
3.4.4 Medidas preventivas
Las medidas preventivas se pueden dividir en cuatro grupos que empiezan en la
fase de diseño de la herramienta, las prácticas de seguridad asociadas a su uso,
las medidas preventivas específicas para cada herramienta en particular y
finalmente la implantación de un adecuado programa de seguridad que gestione la
herramienta en su adquisición, utilización, mantenimiento y control,
almacenamiento y eliminación.
Diseño ergonómico de la herramienta
Desde un punto de vista ergonómico las herramientas manuales deben cumplir
una serie de requisitos básicos para que sean eficaces, a saber:

26
● Desempeñar con eficacia la función que se pretende de ella.
● Proporcionada a las dimensiones del usuario.
● Apropiada a la fuerza y resistencia del usuario.
● Reducir al mínimo la fatiga del usuario.
Criterios de diseño
Al diseñar una herramienta, hay que asegurarse de que se adapte a la mayoría de
la población. En cualquier caso el diseño será tal que permita a la muñeca
permanecer recta durante la realización del trabajo.
Es, sin embargo, el mango la parte más importante de la interacción con el ser
humano y por ello hacemos hincapié de forma particular en esta parte de toda
herramienta manual.
Forma del mango
Debe adaptarse a la postura natural de asimiento de la mano. Debe tener forma
de un cilindro o un cono truncado e invertido, o eventualmente una sección de una
esfera. La transmisión de esfuerzos y la comodidad en la sujeción del mango
mejora si se obtiene una alineación óptima entre el brazo y la herramienta. Para
ello el ángulo entre el eje longitudinal del brazo y el del mango debe estar
comprendido entre 100º y 110º.
Imágen 5. Ángulo ideal entre brazo y mango
Fuente:http://www.insht.es/InshtWeb/Contenidos/Documentacion/FichasTecnicas/NTP/Ficheros/301a400/ntp_
391.pdf

27
Las formas más adecuadas son los sectores de esferas, cilindros aplanados,
curvas de perfil largo y planos simples.
Diámetro y longitud del mango
Para una prensión de fuerza el diámetro debe oscilar entre 25 y 40 mm. La
longitud más adecuada es de unos 100 mm.
Textura
Las superficies más adecuadas son las ásperas pero romas. Todos los bordes
externos de una herramienta que no intervengan en la función y que tengan un
ángulo de 135º o menos deben ser redondeados con un radio de, al menos 1 mm.
Prácticas de seguridad
El empleo inadecuado de herramientas de mano son origen de una cantidad
importante de lesiones partiendo de la base de que se supone que todo el mundo
sabe como utilizar las herramientas manuales más corrientes.
A nivel general se pueden resumir en seis las prácticas de seguridad asociadas al
buen uso de las herramientas de mano:
● Selección de la herramienta correcta para el trabajo a realizar.
● Mantenimiento de las herramientas en buen estado.
● Uso correcto de las herramientas.
● Evitar un entorno que dificulte su uso correcto.
● Guardar las herramientas en lugar seguro.
● Asignación personalizada de las herramientas siempre que sea posible.
Gestión de las herramientas
La disminución a un nivel aceptable de los accidentes producidos por las
herramientas manuales requieren además de un correcto diseño y una adecuada

28
utilización, una gestión apropiada de las mismas que incluya una actuación
conjunta sobre todas las causasque los originan mediante la implantación de un
programa de seguridad completo que abarque las siguientes fases:
Adquisición
El objetivo de esta fase es el de adquirir herramientas de calidad acordes al tipo
de trabajo a realizar. Para ello se deberán contemplar los siguientes aspectos:
● Conocimiento del trabajo a realizar con las herramientas.
● Adquisición de las herramientas a empresas de reconocida calidad y diseño
ergonómico.
Además para adquirir herramientas de calidad se deben seguir unas pautas
básicas que ayudarán a realizar una buena compra; las más relevantes son:
● Las herramientas que para trabajar deben ser golpeadas deben tener la cabeza
achaflanada, llevar una banda de bronce soldada a la cabeza o acoplamiento de
manguitos de goma, para evitar en lo posible la formación de rebabas.
● Los mangos deben ser de madera (nogal o fresno) u otros materiales duros, no
debiendo presentar bordes astillados debiendo estar perfectamente acoplados y
sólidamente fijados a la herramienta.
Adiestramiento-Utilización
Es la fase más importante pues en ella es donde se producen los accidentes.
Según esto el operario que vaya a manipular una herramienta manual deberá
conocer los siguientes aspectos:
● Los trabajadores deberán seguir un plan de adiestramiento en el correcto uso de
cada herramienta que deba emplear en su trabajo.
● No se deben utilizar las herramientas con otros fines que los suyos específicos,
ni sobrepasar las prestaciones para las que técnicamente han sido concebidas.
29
● Utilizar la herramienta adecuada para cada tipo de operación.
● No trabajar con herramientas estropeadas.
● Utilizar elementos auxiliares o accesorios que cada operación exija para
realizarla en las mejores condiciones de seguridad.
Observaciones planeadas del trabajo
Periódicamente se observarán como se efectúan las operaciones con las distintas
herramientas manuales por parte de los mandos intermedios y las deficiencias
detectadas durante las observaciones se comunicarán a cada operario para su
corrección, explicando de forma práctica en cada caso cual es el problema y cual
la solución asociada.
Control y almacenamiento
Esta fase es muy importante para llevar a cabo un buen programa de seguridad,
ya que contribuirá a que todas las herramientas se encuentren en perfecto estado.
Las fases que comprende son:
● Estudio de las necesidades de herramientas y nivel de existencias.
● Control centralizado de herramientas mediante asignación de responsabilidades.
Las misiones que debe cumplir son:
● Asignación a los operarios de las herramientas adecuadas a las operaciones
que deban realizar.
● Montaje de almacenamientos ordenados en estantes adecuados mediante la
instalación de paneles u otros sistemas. Al inicio de la jornada laboral las
herramientas necesarias serán recogidas por cada uno de los operarios debiendo
retornarlas a su lugar de almacenamiento al final de la misma.

30
● Periódicamente se deben inspeccionar el estado de las herramientas y las que
se encuentren deterioradas enviarlas al servicio de mantenimiento para su
reparación o su eliminación definitiva.
3.5 INNOVACIÓN Y TECNOLOGÍA
“La tecnología es un medio de innovar, de acercar y de hacer más ágiles las
empresas tanto del sector privado como del público; Por ésta razón quienes
innovan y utilizan de manera optima recursos tecnológicos, están asegurando un
éxito futuro de su empresa.” (Solutek colombia, s.f.) De forma tal, que acciones de
cambio en procesos, productos e implementaciones estructurales a nivel de la
organización pueden dar valor al sector productivo, además de incentivar la
continuidad en el desarrollo económico y social.
“Al interior de la economía del conocimiento, se considera que la innovación juega
un papel central en los distintos procesos económicos. A nivel macro, existe
evidencia de que la innovación es el factor dominante no sólo en el crecimiento
económico nacional sino en cuestiones como la determinación de los patrones
internacionales del comercio. A nivel micro (al interior de las firmas) la I&D1 (junto
a otras formas de innovación) es considerada como factor que mejora la
capacidad de una firma para absorber y aprovechar nuevos conocimientos de todo
tipo, no sólo de tipo tecnológico; sino a la vez de mejoramiento y mantenimiento
de la posición competitiva.” (SENA, 2007)
Cabe resaltar la importancia del tema, por motivo de trabajar dentro de MIPymes,
que buscan competir en mercados nacionales e internacionales, dado que ya está
1 Abreviación de Investigación y Desarrollo, hace referencia a la aplicación a nivel empresarial,
estratégico, institucional y organizacional, de ambos conceptos. Fuente:
http://es.wikipedia.org/wiki/Investigaci%C3%B3n_y_desarrollo

31
vigente el Tratado de Libre Comercio con los Estados Unidos, TLC2, el
aprovechamiento de valor agregado que el sector tenga, dará ventajas de
competitividad a la empresa.
Como conclusión podríamos decir que la higiene industrial, la ergonomía, y el
factor tecnológico, hasta ahora se han visto como elementos individuales, que en
realidad funcionan de forma integral y colectiva fortaleciendo a las personas, las
empresas y a la misma sociedad en sus relaciones humanas, sociales y
económicas.
De forma tal, que la calidad de vida se garantice, el trabajo sea sostenible y
seguro, la salud y la educación estén al alcance de todos, ajustándose al Plan
Nacional de Desarrollo, este proyecto logra proyectar la relación hombre-objeto-
entorno en su máxima expresión.
Así mismo, la vida de los individuos se incrementa, logrando aspiraciones de vida
prolongada, productiva y satisfactoria, que se demuestra en resultados óptimos de
producción y competencia.
3.6 CALIDAD DE VIDA LABORAL (C.V.L)
Referente a las acciones en aras de crear condiciones laborales favorables de una
forma participativa y permanente, que puedan ser relevantes para la satisfacción,
la motivación y el rendimiento laboral del trabajador (Depto. Administrativo de la
función Pública, 2004)
2 TLC es el acuerdo de promoción comercial entre Estados Unidos y Colombia, el cual se
implementó a partir del 15 de mayo de 2012 otorgando beneficios arancelarios en procesos de
importación y exportación, entre otros.

32
De allí que, el estado, junto a las organizaciones planteen programas de desarrollo
y protección social, puesto que el bienestar de los empleados incide en el
crecimiento de las empresas y el desempeño de los trabajadores influye altamente
en la economía, logrando resultados satisfactorios para empresarios y empleados.

33
4. MARCO REFERENCIAL
4.1 NORMATIVIDAD
NACIONAL
Ley 789 de 2002 Artículo 1. Sistema de protección social se constituye
como el conjunto de políticas públicas orientadas a disminuir la
vulnerabilidad y a mejorar la calidad de vida de los colombianos. Para
obtener como mínimo el derecho a: la salud, la pensión y al trabajo.
Ley 100/1993 Sistema de seguridad social integral y prevención de riesgos
laborales (LPRL)
Decreto 3039 de 2007, por el cual se adopta el Plan Nacional de Salud
Pública 2007-2010… de la población colombiana, prolongando la vida,
promoviendo las condiciones de salud, bienestar y calidad de vida…
Artículo 139. Facultades extraordinarias.
Numeral 11. Dictar las normas necesarias para organizar la administración
del Sistema General de Riesgos Profesionales como un conjunto de
entidades públicas y privadas, normas y procedimientos, destinados a
prevenir, proteger y atender a los trabajadores de los efectos de las
enfermedades y los accidentes, que puedan ocurrirles con ocasión o como
consecuencia del trabajo que desarrollan.
Artículo 161. Deberes de los Empleadores
Numeral 4. Garantizar un medio ambiente laboral sano, que permita
prevenir los riesgos de trabajo y enfermedad profesional, mediante la
adopción de los sistemas de seguridad industrial y la observancia de las
normas de salud ocupacional y seguridad.

34
Decreto 1295/1994 de la organización y administración del Sistema General
de Riesgos Profesionales. Expuesto en (SGRP)
Art.56. Responsables de la prevención de riesgos profesionales. La
Prevención de Riesgos Profesionales es responsabilidad de los
empleadores. Corresponde al gobierno Nacional expedir las normas
reglamentarias técnicas tendientes a garantizar la seguridad de los
trabajadores y de la población en general, en la prevención de accidentes
de trabajo y enfermedades profesionales. Igualmente le corresponde ejercer
la vigilancia y control de todas las actividades, para la prevención de los
riesgos profesionales. Los empleadores, además de la obligación de
establecer y ejecutar en forma permanente el programa de salud
ocupacional según lo establecido en las normas vigentes, son responsables
de los riesgos originados en su ambiente de trabajo. Las entidades
administradoras de riesgos profesionales, por delegación del estado,
ejercen la vigilancia y control en la prevención de los riesgos profesionales
de las empresas que tengan afiliadas, a las cuales deberán asesorar en el
diseño del programa permanente de salud ocupacional.
Resolución Conjunta sobre las Enfermedades profesionales. RES. 1016 de
1989 (Marzo 31).
Por la que se reglamenta la organización, funcionamiento y forma de los
Programas de Salud Ocupacional que deben desarrollar los patronos o
empleadores en el país. Que por Decreto 614 de 1984, en sus artículos 28,
29 y 30 se establece la obligación de adelantar Programas de Salud
Ocupacional, por parte de patronos y empleadores. Que es obligación de
los patronos o empleadores velar por la salud y seguridad de los
trabajadores a su cargo. Que los patronos o empleadores deben responder
por la ejecución del programa permanente de Salud Ocupacional en los
lugares de trabajo. Esto como fundamento a la implementación de

35
panoramas de riesgos eficientes, viables y organizados, así mismo afirmar y
hacer cumplir los criterios establecidos.
Ministerio Protección Social en Colombia.
Tiene como objetivos primordiales la formulación, adopción, dirección,
coordinación, ejecución, control y seguimiento del Sistema de la Protección
Social, destinados a prevenir, mitigar y superar los riesgos que afectan la
calidad de vida de la población.
Dentro del marco de investigación, es necesario conocer el manejo de
normas a nivel nacional e internacional relacionadas con la empresa
(PYMes)
Ley 590 del 10 de julio de 2000 “Por la cual se dictan disposiciones para
promover el desarrollo integral de las micro, pequeñas y medianas
empresas”
Decreto 525 del 23 de febrero de 2009 “Por medio del cual se reglamenta el
artículo 43 de la Ley 590 de 2000 y demás normas concordantes”
Plan Nacional de desarrollo
Capítulo 3, “Reducción de la pobreza y promoción del empleo y la equidad”,
plantea un Estado comunitario: Desarrollo para todos.
Teniendo en cuenta lo anterior, se puede concluir que el proyecto tiene gran
impacto en el país y en el mundo, validando la justificación y desarrollo del
mencionado trabajo, pues las Mipymes son hoy en día el principal productor a
nivel nacional, de igual forma, el Tratado de Libre Comercio y el Plan Nacional de
desarrollo 2010-2014, pretenden que las leyes expuestas previamente, se
cumplan y que la calidad de vida de los Colombianos, junto con la salud y la
igualdad sean integradores de productividad y bienestar social.

36
FASECOLDA. Federación de aseguradores en Colombia
Desde 1994, en línea con lo dispuesto por la Ley 100 de 1993, (Seguridad
Social Integral), se abrió la posibilidad de que las Administradoras de
Riesgos Profesionales ARP, asumieran el seguro de riesgos profesionales,
a lo largo de los años la cobertura del seguro sigue expandiéndose en todas
las regiones del país. En este escenario, la Cámara Técnica de Riesgos
Profesionales de FASECOLDA lucha por el crecimiento, desarrollo y
sostenibilidad de este renglón asegurador. También representa a las ARP
afiliadas y busca diseñar e impulsar políticas y proyectos que estimulan el
fortalecimiento y la productividad de las Administradoras de Riesgos
Profesionales, proteger y prevenir a los trabajadores de riesgos en su salud
como el accidente o la enfermedad profesional.
Régimen Laboral Colombiano.
El Derecho Laboral en Colombia está regulado por la Constitución Política
de 1991, los tratados y convenios internacionales suscritos por Colombia y
el Código Sustantivo del Trabajo.
El Derecho Laboral se divide en dos áreas: el Derecho Laboral Individual,
que regula las relaciones entre el empleador y sus trabajadores, y el
Derecho Laboral Colectivo, que regula las relaciones entre el empleador y
los trabajadores reunidos en asociaciones, sean éstas sindicales o no.
INTERNACIONAL
INSHT (Instituto Nacional de Seguridad e Higiene en el trabajo)
NTP 391 Las herramientas manuales son unos utensilios de trabajo
utilizados generalmente de forma individual que únicamente requieren para
su accionamiento la fuerza motriz humana; su utilización en una infinidad de
actividades laborales les dan una gran importancia. Además los accidentes

37
producidos por las herramientas manuales constituyen una parte importante
del número total de accidentes de trabajo y en particular los de carácter
leve. El objetivo de esta NTP es dar a conocer los principales riesgos
derivados de las herramientas de uso común, causas que los motivan y
medidas preventivas básicas.
Directiva 89/391/ CEE del Consejo, de 12 de junio de 1989, relativa a la
aplicación de medidas para promover la mejora de la seguridad y de la
salud de los empleados en el trabajo.
Directiva 2002/44/CE del Parlamento Europeo y del Consejo, de 25 de junio
de 2002, sobra las disposiciones mínimas de seguridad y de salud relativas
a la exposición de los trabajadores a los riesgos derivados de los agentes
físicos (vibraciones, ruido)
OIT Organización internacional del trabajo.(Normas de seguridad y salud
en el (trabajo)
Según el informe publicado durante el año 2011 por la (OIT), cada día
mueren mas de 5.000 personas como resultado de enfermedades o
dolencias relacionadas con el trabajo. La OIT estima que esta cifra es de
2,0 a 2,3 millones de hombres y mujeres al año, mencionando, que de las
diez causas más frecuentes de enfermedad profesional, cuatro afectan
miembro superior: principalmente por movimientos repetitivos. De este
modo se afirman los planteamientos anteriores que conllevan a resaltar la
importancia de las lesiones nombradas.
OMS Organización Mundial de la Salud
Es el organismo de la Organización de las Naciones Unidas (ONU)
responsable de desempeñar una función de liderazgo en los asuntos
sanitarios mundiales, configurar la agenda de la investigaciones en salud,
establecer normas, articular opciones de política basadas en la evidencia,

38
prestar apoyo técnico a los países y vigilar las tendencias sanitarias
mundiales.
ALASETH, Asociación Latinoamericana de Seguridad e Higiene del
Trabajo.
Tiene como objeto procurar por el conocimiento, intercambio y ejecución
regular de acciones que faciliten el fomento y desarrollo de la seguridad a
través de la prevención de riesgos de accidentes, seguridad e higiene en el
trabajo, la salud ocupacional, la protección del ambiente para mantener y
mejorar la calidad de vida en los países latinoamericanos, así como para el
mejoramiento de su productividad, competitividad y desarrollo sostenible.
A partir de lo anterior podemos resaltar la preocupación de muchos entes
no solo internacionales sino nacionales y como a partir de sus aportes, en
algunos casos ya reglamentados, la higiene postural, seguridad y salud del
trabajador se establece en conjunto y con un mismo objetivo, lograr un
mejoramiento continuo de la calidad de vida del trabajador y velar por su
integridad en la actividad que desarrolla.
4.2 GUÍAS, MÉTODOS Y MODELOS
4.2.1 Guía de Atención Integral de Salud Ocupacional (GATISO)
“Es una herramienta que permitirá unificar y abordar la atención integral de la
morbilidad profesional que se registra en el país generando un impacto positivo
tanto en la salud de los trabajadores como en el personal de salud que previene,
diagnostica y trata.” Ministerio de Protección Social (2007)
Con esto en mente, estas guías se dividen en varias clases, de la siguiente forma:
GATISO para desórdenes músculo esqueléticos relacionados con
movimientos repetitivos de miembros superiores.

39
La metodología utilizada para la elaboración de estas guías, está basada en las
guías de práctica clínica, que involucran el rigor científico de la medicina basada
en la evidencia, por tal motivo, involucran diferentes disciplinas de la salud
ocupacional, donde se ubican la ergonomía y la higiene industrial, así como desde
la medicina del trabajo.
De allí que el uso de las Guías de Atención Integral de Salud Ocupacional sirvan
como referente obligatorio según la Resolución 2844 de 16 de agosto de 2007
para el Sistema General de Riesgos Profesionales, y se utilice en este proyecto
como modelo base de sustento al marco legal previamente expuesto.
4.2.2 Método RULA (Rapid Upper Limb Assessment)
RULA fue desarrollado para entregar una evaluación rápida de los esfuerzos a los
que son sometidos los miembros superiores del aparato musculoesquelético de
los trabajadores debido a postura, función muscular y las fuerzas que ellos
ejercen.
Este método se basa en la observación directa de las posturas adoptadas durante
la tarea por las extremidades superiores, cuello, espalda y piernas, convirtiéndose
en una herramienta útil de análisis postural en el lugar de trabajo, de forma que se
logren prevenir riesgos sobre las condiciones laborales. (Ver anexo 1.)
4.2.3 Método Check List OCRA
El Check List OCRA para la evaluación rápida del riesgo asociado a movimientos
repetitivos de los miembros superiores, siendo este el resultado de la
simplificación del método OCRA “Occupational Repetitive Action”.
El método Check List OCRA tiene como objetivo alertar sobre posibles trastornos,
principalmente de tipo músculo-esquelético (TME), derivados de una actividad
repetitiva, centrando su estudio en los miembros superiores del cuerpo,
permitiendo prevenir los problemas mencionados en el proyecto. (Ver anexo 2.)

40
4.2.4 Modelo 5S
Principio de orden y limpieza, originado en Japón, orientado al mejoramiento
continuo o gemba kaizen en las empresas. Este método, tiene como objetivo
eliminar obstáculos que impidan una producción eficiente, promoviendo una mejor
higiene y seguridad durante los procesos productivos.
Las 5s, representan acciones o principios con palabras japonesas:
Seiri = Clasificar
Seiton = Orden
Seiso = Limpieza
Seiketsu = Limpieza estandarizada
Shitsuke = Disciplina
Con lo anterior en mente, los gerentes, los dueños y los jefes de producción dentro
de las empresas del sector del mueble en madera al ser los responsables en
mayor porcentaje de la prevención y de las condiciones óptimas en el trabajo, se
deben apoyar en las guías y modelos previamente expuestos, ya que estos
reflejan de forma clara los problemas mas latentes en la actividad que se analiza,
y proveen información para realizar mejoras en el ambiente laboral, los puestos de
trabajo y herramientas que representan riesgos de salud a los empleados.
De igual forma, y como directos afectados por las enfermedades y accidentes
ocupacionales, los trabajadores del lijado, deben tomar todas las medidas de
precaución y mejoras que la empresa disponga, para el desarrollo productivo
eficiente, los procesos se optimicen y se promueva una buena calidad de vida.

41
5. TIPOLOGÍAS
5.1 HERRAMIENTA DE LIJADO MANUAL
Imágen 6. 3M SandBlaster
Fuente: https://inspireddomesticity.files.wordpress.com/2012/04/hand-sander.jpg
Herramienta de lijado, con mango rotatorio y ergonómico, con características de
alta durabilidad y confort. La herramienta presenta sujeción de la lija a los
extremos para facilitar la actividad y evitar el contacto del usuario con la lija, de
igual forma, trabaja con 1/8 de la hoja, conservando el tamaño que manejan las
empresas. Las superficies de contacto con el hombre son suaves y blandas,
haciendo que el lijado se facilite y los acabados finales sean de mejor calidad
Simbólico comunicativa Práctico funcional Formal estética
VE
NT
AJA
S
El contraste de colores, ayuda a percibir
el uso y la función de la herramienta.
La persona no tiene contacto con la
lija, mientras realiza la actividad.
El peso lo hace un elemento
estético, funcional y eficiente.
La información gráfica en relieves y con
delineados logra cumplir su función de
comunicar acciones.
Se ajusta a la antropometría de los
usuarios.
La forma está sujeta a su
función y logra la
contextualización industrial
suficiente. Se realiza el lijado de forma uniforme.
Tiene en cuenta factores ergonómicos
de liviandad y movilidad.
DE
SV
EN
TA
JA
S
La mano (derecha/izquierda) contraria a
la que está haciendo la actividad no
tiene ningún funcionamiento.
El alcance se reduce a superficies
planas y de gran formato.
El diseño formal no se aisla de
lo común.
El desgaste de la lija no es uniforme,
pues la parte que sujeta no se
consume, siendo esta equivalente al
El hecho de que haya un color
cálido (femenino), puede influir
en la no adquisición del
42
Simbólico comunicativa Práctico funcional Formal estética
20% de la parte utilizada. producto por las personas
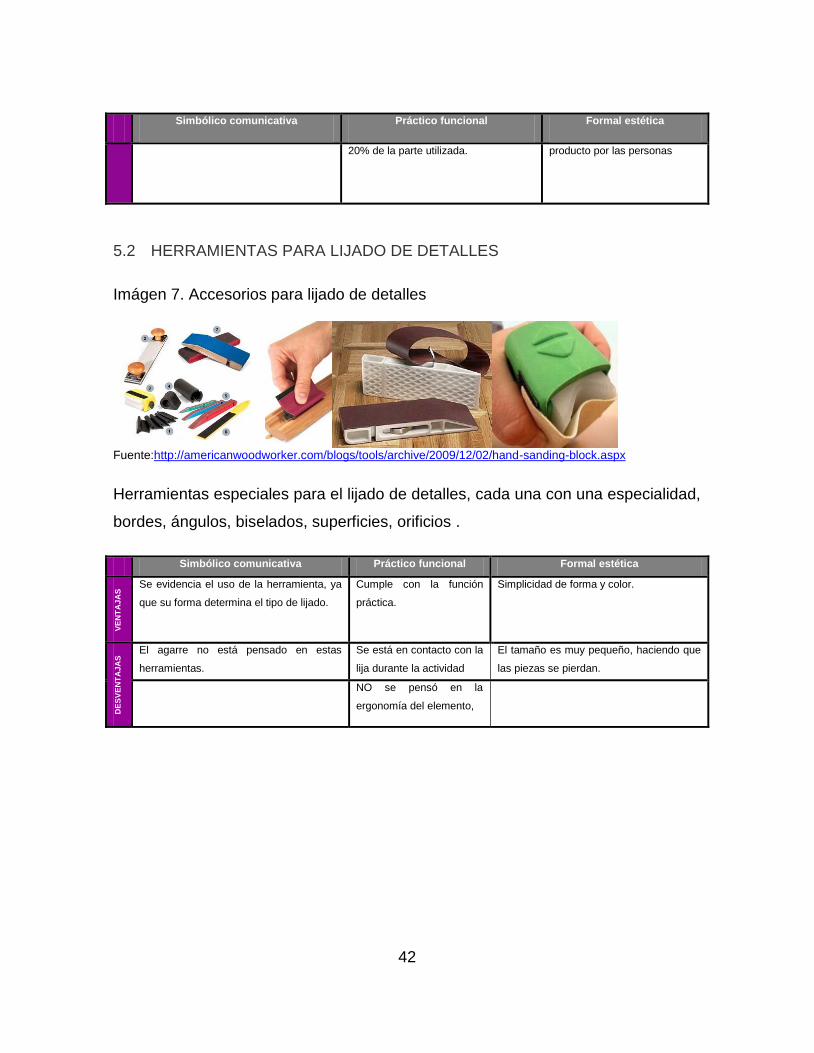
5.2 HERRAMIENTAS PARA LIJADO DE DETALLES
Imágen 7. Accesorios para lijado de detalles
Fuente:http://americanwoodworker.com/blogs/tools/archive/2009/12/02/hand-sanding-block.aspx
Herramientas especiales para el lijado de detalles, cada una con una especialidad,
bordes, ángulos, biselados, superficies, orificios .
Simbólico comunicativa Práctico funcional Formal estética
VE
NT
AJA
S Se evidencia el uso de la herramienta, ya
que su forma determina el tipo de lijado.
Cumple con la función
práctica.
Simplicidad de forma y color.
DE
SV
EN
TA
JA
S El agarre no está pensado en estas
herramientas.
Se está en contacto con la
lija durante la actividad
El tamaño es muy pequeño, haciendo que
las piezas se pierdan.
NO se pensó en la
ergonomía del elemento,

43
5.3 LIJADORA MANUAL DE DETALLES
Imágen 8. Festoll LS 130 EQ
Fuente: http://www.feldercanada.com/html/festool/festool_ls130.html
La herramienta festool LS 130 EQ, es una lijadora eléctrica con accesorios para
lijado de detalles, los cuales realiza a una velocidad mayor que al hacerlos con las
manos, además de la no emisión de aserrín ya que cuenta con conducto de
extracción de polvo a través de una aspiradora industrial. Con esta herramienta se
facilita la actividad, pues no se hacen movimientos de forma tan repetitiva y
además remplaza la mano por los accesorios, haciendo que el lijado sea hasta 3
veces más rápido.
Simbólico comunicativa Práctico funcional Formal estética
VE
NT
AJA
S
La forma de los accesorios determina
el tipo de pieza a lijar.
Al contar con la tecnología
más actualizada y ser la
solución a un problema
evidente del sector la
herramienta es 100% práctica
Los colores que maneja, no se
hacen incómodos dentro del
ambiente. Así mismo, no
resaltan el contacto con polvo,
tierra, grasa…
El color y las formas son las
encargadas de comunicarle al
usuario, el uso y las funciones de
cada parte que compone la
herramienta.
Logra el alcance de la mano
a través de la herramienta,
reduciendo esfuerzos y
trabajo por parte del usuario.
Su forma se adapata al
contexto y la antropometría
humana.
44
Simbólico comunicativa Práctico funcional Formal estética
Los botones de control se identifican
ya que cuentan con un color, textura
y relieve que los hacen diferenciar.
Protege adémas al trabajador
de la emisión de polvo,
convirtiéndose este en un
plus de la herramienta y un
factor diferenciador.
Los materiales utilizados,
plástico, espuma de
poliuretano, fibra de vidrio y los
acabados son de larga
durabilidad.
DE
SV
EN
TA
JA
S
Alto costo de adquisición. Por contar con tantos
elementos, el producto se
puede volver aparatoso, y la
actividad compleja, ya que
requiere de cambios
constantes entre accesorios.
Al tener una aspiradora
adjunta, el elemento limita los
movimientos y alcances de la
herramienta y del usuario.
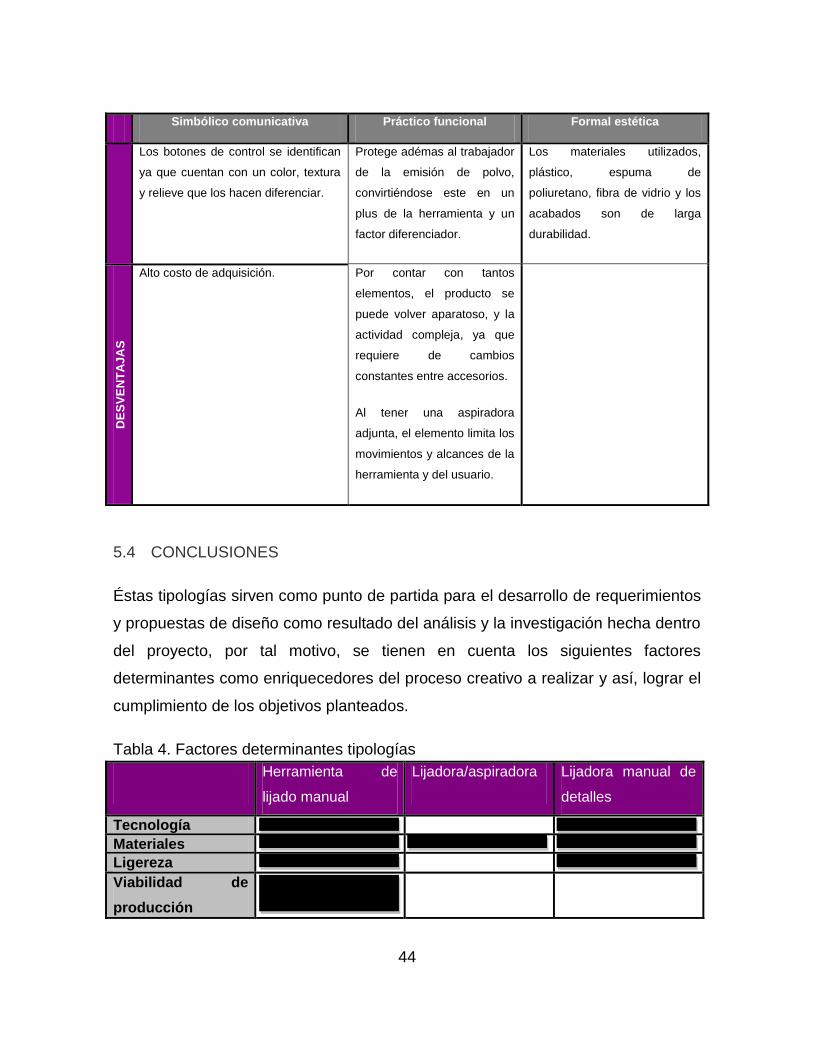
5.4 CONCLUSIONES
Éstas tipologías sirven como punto de partida para el desarrollo de requerimientos
y propuestas de diseño como resultado del análisis y la investigación hecha dentro
del proyecto, por tal motivo, se tienen en cuenta los siguientes factores
determinantes como enriquecedores del proceso creativo a realizar y así, lograr el
cumplimiento de los objetivos planteados.
Tabla 4. Factores determinantes tipologías
Herramienta de
lijado manual
Lijadora/aspiradora Lijadora manual de
detalles
Tecnología
Materiales
Ligereza
Viabilidad de
producción

45
Cantidad de
elementos
Usabilidad
Sociocultural
Reparabilidad
Fuente: Elaboración propia con base en el análisis de las tipologías.

46
6. ANALOGÍAS
6.1 PLANCHA DE ROPA
Imágen 9. Planchas con diseño ergonómico
Fuente: http://www.decoesfera.com/electrodomesticos/ahora-el-diseno-tambien-llega-a-las-planchas-ya-era-
hora, http://www.mercaocasion.com/imagenes/mercaocasion1676.jpg, http://1.bp.blogspot.com/-
WU94aPn9VG4/Tq8db6ugtKI/AAAAAAAAFIs/KJlhcMPu7GA/s1600/Planchas+Panasonic+Serie+E.jpg
Las planchas son un producto de uso doméstico, que en función realiza
movimientos similares al lijado, por tal motivo se ponen diferentes diseño de
planchas para analizar los sistemas de agarre y controles que utilizan estos
productos.
Simbólico comunicativa Práctico funcional Formal estética
VE
NT
AJA
S
Es un producto a nivel
formal altamente
explorado, sus
características son muy
similares.
El agarre ergonómico varía pues en unas se
agarra como un mango de bicicleta y en otras, la
posición de la mano es diferente, la superficie de
contacto es mas amplia. Ambos con beneficios
para la posición de la mano y mayor generación de
presión.
Diseño libre de ornamentos,
con manejo de líneas simples
y formas geométricas.
Los botones de accionamiento están al alcance de
la mano, logrando aumentar niveles de
temperatura sin interrumpir el planchado.
La superficie de contacto es
amplia para mayor alcance.
DE
SV
EN
TA
JA
S El peso de la plancha y el tiempo de duración de la
actividad pueden causar fatiga
La mano al tener contacto
constante con el plástico del
mango se desliza. Se
requieren superficies
antideslizantes

47
6.2 ELEMENTOS DE AGARRE
Imágen 10. Mangos ergonómicos
Fuente: http://www.1800wheelchair.ca/product/3802/quest-cane, http://www.cakitches.com/health-personal-
care/ergonomic-handles.html,
http://www.otstores.co.uk/p/rebotec_ergonomic_handle_full_cuff_crutches/category/123
Los mangos son quizás la principal característica práctica de muchos elementos,
externa a la verdadera función del producto, pues el sistema de agarre determina
la efectividad de la actividad que el utensilio o herramienta realiza.
Simbólico comunicativa Práctico funcional Formal estética
VE
NT
AJA
S
Estos elementos indican claramente, a través
de curvaturas, colores y texturas, su uso, y
determinan la posición de las manos en él.
Los mangos ergonómicos logran
mejor agarre, mas comodidad y
seguridad para las personas.
Diseño singenomorfo, 100%
orgánico, que cumple con altas
características de simpleza.
Los colores, por ser una variedad tan amplia
de mangos, no son determinantes, sin
embargo la combinación y los contrastes
tonales, logran alto impacto y efectividad en el
uso y la comercialización.
En muchos casos, los mangos
limitan su uso, al acomodarse
únicamente a diestros o zurdos,
por lo que es importante, tener
en cuenta esto al momento de
diseñar.
Las líneas curvas, y formas
orgánicas de los mangos,
permiten realizar analogías con
varios elementos de la
naturaleza, reflejando fluidez en
sus diseños
Son elementos livianos, que
reducen la presión y la fatiga. De
igual forma, previenen el
síndrome de túnel carpiano.
Combinación atractiva e
inteligente de colores
contrastantes que logran la
atención de las personas.

48
6.3 MOUSE ERGONÓMICO
Imágen 11. Wow pen Joy mouse
Fuente:http://www.slipperybrick.com/category/ergonomic/,http://www.mousearena.com/wp-
content/uploads/2010/01/tests-and-reviews-of-wow-pen-joy-ergonomic-mouse.png,
http://www.mousearena.com/evoluent-ergonomic-mouse/
Wowpen, es un mouse ergonómico que ayuda a reducir el impacto en la mano y
previene el sindrome de túnel carpiano. Con un diseño vertical y una estructura de
uso horizontal, brinda mayor confort en el usuario. La posición de la muñeca, la
mano y el codo evita agotamiento, al tener un peso de 130 gramos, y al ofrecer un
bajo costo, se hace accequible a todo tipo de usuario. Este diseño fue premiado
en el concurso red dot design en el 2008 en la categoría de accesorios de oficina.
Simbólico comunicativa Práctico funcional Formal estética
VE
NT
AJA
S
Las depresiones en la forma del
elemento indican su uso.
Los botones y controles se ubican al alcance
de la mano sin necesidad de cambiar de
posición por tal motivo no se interrumpe la
actividad.
Diseño libre de ornamentos,
con manejo de líneas simples
y formas geométricas.
El color oscuro, el material
acolchado, y opaco, representan
el lugar de la mano.
La ergonomía del producto ayuda a mejorar la
postura de la mano, permitiendo el trabajo de
forma cómodo y segura.
La superficie de contacto es
amplia para mayor alcance.
Al ser un producto liviano no altera su
funcionalidad.
Contraste de colores y
texturas hacen que el
elemento tenga mayor
atracción al usuario.
DE
SV
EN
TA
JA
S El diseño está hecho únicamente para
diestros, limitando el mercado y haciendo que
el diseño no sea incluyente.
Se aleja del diseño común,
pues su uso es vertical.

49
6.4 CONCLUSIONES
Los productos analizados previamente, no tienen una relación muy cercana con el
problema planteado en el proyecto, sin embargo, su funcionamiento, cumple con
características y pautas que se buscan dentro de este trabajo, por tal motivo es
importante mencionar los factores a tener en cuenta para el desarrollo exitoso del
diseño.
Tabla 5. Factores determinantes analogías
Planchas para ropa Elementos de
agarre
Mouse
ergonómico Func. simb. comunicativa
Función Práctico funcional Factor tecnológico
Factor ergonómico
Ligereza
Usabilidad
Factor sociocultural Reparabilidad Fuente: Elaboración propia con base en el análisis de las analogías.

50
7. ANTECEDENTES
7.1 INTERVENCIÓN DEL DISEÑO INDUSTRIAL EN HERRAMIENTAS
MANUALES DE LIJADO Y PELADO PARA LA ELABORACIÓN DE
ARTESANÍAS EN GUADUA
Por: DI. Julieth Cristina Londoño Sánchez
Universidad Católica de Pereira (2011)
Objetivo: Diseñar herramientas manuales que posean agarres
ergonómicos, ayudando así a facilitar el proceso de pelado y lijado de la
guadua, para la elaboración de productos artesanales, sin atentar contra la
seguridad corporal del artesano.
Problema: Carencia de elementos de agarre ergonómico, generando
dolencias y molestias en las manos de los trabajadores, obligándolos a
utilizar elementos externos para su comodidad como lo son pedazos de
neumático e icopor, calmando las dolencias, sin llegar a resultados óptimos.
Desarrollo metodológico: Identificación del problema, marco teórico,
metodología de Diseño Centrado en el Usuario, análisis de tipologías,
requerimientos, alternativas y solución.
Resultados: Bambusa, familia de herramientas para el lijado y pelado de la
guadua, diseño ergonómico, práctico y estético, que mejora las posiciones
de las manos (biomecánica) en la que se realiza la actividad, brindando
bienestar al operario y la realización de una tarea de forma sana.

51
7.2 DISEÑO DE UN MODELO DE VINCULACIÓN COOPERATIVA SENA-
SECTOR INDUSTRIAL-GOBIERNO-UNIVERSIDAD.
Validación en MIPYMES del Sector madera y mueble del Área
Metropolitana de Barranquilla
Por: Ing. Danilo Junco Colina
Fundación Universidad del Norte (2008)
Objetivo: Diseñar un modelo de vinculación cooperativa SENA-Sector
Industrial-Universidad-Gobierno, que con su aplicación en el sector madera
y muebles, sirva de apoyo a programas de mejora de productividad y
competitividad de las Mipymes de ese sector establecidas en el área
metropolitana de Barranquilla con el fin de que sus productos puedan
desarrollar un mercado exitoso.
Problema: Debido a que las micro, pequeñas y medianas empresas
(mipymes), cuentan con personal poco calificado, muchas son de tipo
familiar y los puestos de trabajo, especialmente los de alta gerencia, son
asignados mas por el parentesco que por la formación administrativa de los
responsables, tienen poca visión estratégica y capacidad para planear a
largo plazo, cuentan con poca información acerca del entorno y el mercado,
les falta innovación tecnológica, políticas de capacitación y actualizar los
métodos y organización del trabajo, estas empresas denominadas
Mipymes, se encuentran en desventaja competitiva con respecto a
empresas de mayor organización.
Desarrollo metodológico: Investigación, marco teórico y legal, hipótesis,
diseño de modelo Cessiug, trabajo de campo.
Resultado: Modelo CESSIUG, Centro de enlace o interfaz mediante la
cual, se desarrollan estrategias de asociatividad mediante la vinculación
cooperativa de empresas.

52
7.3 CONCLUSIONES ANTECEDENTES
Desde los antecedentes previamente expuestos, en el primer caso se evidencia la
intervención del diseño industrial en herramientas y puestos de trabajo, a nivel
ergonómico y estético con alto grado de innovación, así como con gran impacto en
las organizaciones con relación en producción y bienestar social.
Por otra parte, en el segundo se realiza una intervención en un grado mas
ingenieril y tecnológico con el fin de vincular las Mipymes del sector del mueble en
madera a la educación integral, de allí que, se tome como un antecedente para
este proyecto, pues este caso busca potencializar la industria desde la educación,
el buen desempeño productivo, y la integralidad de diferentes entes.

53
8. CASOS DE ESTUDIO
8.1 MUEBLES BL
Empresa mediana del sector, ubicada en Dosquebradas, con
17 personas trabajando constantemente en el área de lijado.
Esta empresa es un buen escenario para el análisis de organización del espacio,
herramientas, materiales, posturas y niveles de producción. En esta empresa fue
donde se identificaron los primeros problemas, muchas adaptaciones con formas
cilíndricas, y delgadas, cinta en los dedos y uso de guantes como forma de aislar y
protegerse. Sin embargo, en cuanto a seguridad industrial, es una empresa muy
consciente de la salud de los operarios por eso desde que se ingresa se ven
portando tapabocas y tapaoídos.
La observación permite reconocer el flujo en el proceso de producción, ya que
cuenta con 3 áreas de lijado, en blanco (lija 150-180), de base (lija 220-240) y final
(lija 280-320), siguiendo el proceso adecuado al realizar el lijado gradualmente.
Imágen 12. Caso de estudio Muebles BL
Fuente: Elaboración propia
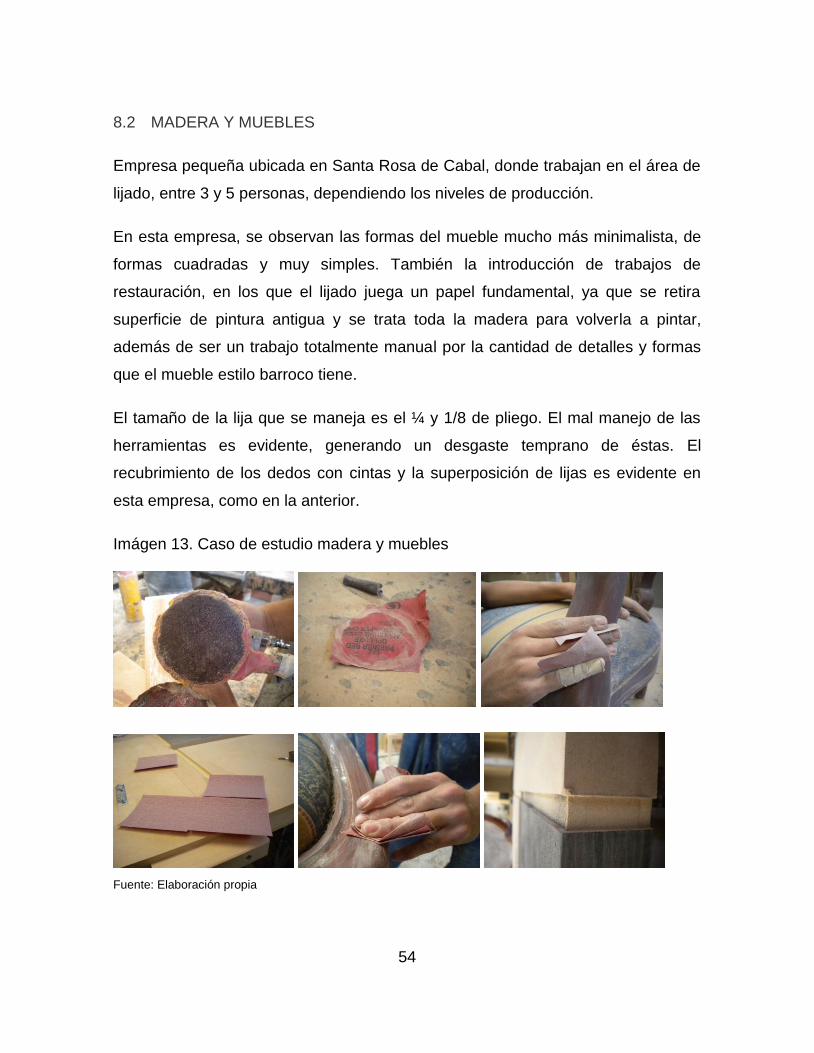
54
8.2 MADERA Y MUEBLES
Empresa pequeña ubicada en Santa Rosa de Cabal, donde trabajan en el área de
lijado, entre 3 y 5 personas, dependiendo los niveles de producción.
En esta empresa, se observan las formas del mueble mucho más minimalista, de
formas cuadradas y muy simples. También la introducción de trabajos de
restauración, en los que el lijado juega un papel fundamental, ya que se retira
superficie de pintura antigua y se trata toda la madera para volverla a pintar,
además de ser un trabajo totalmente manual por la cantidad de detalles y formas
que el mueble estilo barroco tiene.
El tamaño de la lija que se maneja es el ¼ y 1/8 de pliego. El mal manejo de las
herramientas es evidente, generando un desgaste temprano de éstas. El
recubrimiento de los dedos con cintas y la superposición de lijas es evidente en
esta empresa, como en la anterior.
Imágen 13. Caso de estudio madera y muebles
Fuente: Elaboración propia

55
8.3 EBANISTERÍA DE LA 29
Empresa micro en la que trabajan dos personas, una constantemente lijando, sin
embargo cuando hay mucho volumen de producción, todos lijan. La secuencia
gradual del lijado no se sigue siempre. La lija de mayor uso es la 150.
En este tipo de negocios se ve mayor número de piezas con molduras, ya que
tienen un sentido artesanal y de tradición mayor a las otras empresas, por este
motivo, el nivel de experiencia de “mañas” y conocimiento es mayor.
Imágen 14. Caso de estudio Ebanistería la 29
Fuente: Elaboración propia
8.4 CONCLUSIONES CASOS DE ESTUDIO
Como se evidencia en las fotografías y a lo largo de este documento, los
problemas del lijado en Mipymes tienen unas características similares y radican en
los efectos de riesgo que ejercen sobre las manos y el mal uso de las
herramientas. Ya que las ampollas, adaptaciones de elementos y pegas con lija en
tacos no es ajeno a ninguna de las anteriores empresas, a pesar de los diferencias
entre ellas. De aquí, que este análisis permite justificar de forma más verás lo
propuesto en el proyecto, buscando disminuir los riesgos a los que están
expuestos hoy, además de hacer de la actividad un proceso más seguro y preciso.

56
9. METODOLOGÍA DE DISEÑO
9.1 METODOLOGÍA PROYECTUAL DE BRUNO MUNARI (1979)
El proceso de diseño se extiende desde la definición del problema, hasta la
aparición del producto final en el mercado, con el fin de sistematizar la resolución
de problemas. Para Munari, el método proyectual consistirá en la realización de
una serie de operaciones necesarias, dispuestas en un orden lógico dictado por la
experiencia. Relaciona la proyectación con la solución de pequeños problemas.
Imágen 15. Esquema método Munari
Fuente: http://departamentos.unican.es/digteg/ingegraf/cd/ponencias/251.pdf
De forma tal que son 11 puntos los que se relacionan en la metodología proyectual
propuesta por Bruno Munari sin embargo, se pueden distinguir con claridad cuatro
constantes metodológicas de diseño.
I. Información e investigación: Relacionada con la búsqueda, clasificación y
ordenamiento del material relativo al problema. Primeros dos puntos del
método Munari.
57
II. Análisis: Descomposición del sistema contextual en requerimientos. Los
llamados límites de Munari.
III. Síntesis: Propuesta de criterios que conllevan a una respuesta formal del
problema. Conjugación de los puntos de 4 a 8, destacados en Munari, por
estar relacionados con materiales, tecnologías, y desarrollo creativo.
IV. Evaluación: Contrastación con la realidad de la propuesta formal
desarrollada. En este último se refiere, la verificación, los dibujos
constructivos y la solución de la que habla Munari en su metodología
proyectual.
Teniendo en cuenta las tipologías y las analogías estudiadas, así como la
investigación y el análisis realizado, se determinan los siguientes
requerimientos de diseño, los cuales van a permitir la continuación del proceso
metodológico de diseño, con el fin de lograr un producto satisfactorio para los
usuarios, que mejoren su calidad de vida en el trabajo.

58
10. REQUERIMIENTOS DE DISEÑO
Factores de uso
Se debe lograr un equilibrio eficiente
con el sistema ergonómico hombre-
objeto-contexto a través del diseño y
la comunicación del producto.
El diseño se plantea desde el contexto (sector mueble
en madera, industria)
El nivel de comunicación del elemento es muy alta, ya
que no cuenta con manuales de uso, ni secuencias
complejas.
La estética del producto tiene un impacto positivo a la
vista y exhibición en tiendas y almacenes.
La herramienta brinda una mejor calidad de vida al
usuario.
Tomar en cuenta la seguridad de la
persona que va a utilizar la
herramienta.
No se hará uso de ningún material tóxico, así como
piezas cortopunzantes, ni formas filosas que puedan
afectar el bienestar del usuario.
El diseño se plantea dentro de las normas de salud
ocupacional vigentes en Mipymes.
Se debe aplicar la biomecánica y la
antropometría como base de diseño
para la reducción en los problemas
osteomusculares, lumbares y en las
manos y muñecas causados por el
lijado.
La herramienta tendrá superficies flexibles que
permiten mejor agarre de la mano, y ayudan a la buena
postura de la muñeca, la mano y los dedos.
Factor funcional
Debe considerarse la sujeción de la
lija a la herramienta
Las lijas se pueden pegar con adhesivos, pegas o
velcro, así como el sistema de sujeción de clip y
presión, al ser este un material primordial en
producción, se trabaja con el pliego de lija
convencional que venden en el mercado por tal motivo
se consideran los adhesivos para el diseño de la
herramienta.
El elemento no debe interrumpir las
actividades del trabajador durante su
uso.
Aprovechamiento de la tridimensionalidad del elemento
con el fin de lograr mayor alcance.
Los elementos de agarre y sujeción,
deben estar diseñados eficientemente
y que permitan realizar la actividad
con facilidad y con el uso de las dos
manos.
Diseño de herramienta con base en análisis
ergonómico RULA y OCRA.
Apoyo y mejor agarre de la mano (derecha-izquierda)
para el usuario.
Diseño simétrico.
Factor estético formal
Se debe considerar el peso y
materiales de la herramienta.
Dado a que el lijado funciona por fricción la herramienta
debe pesar entre 220-250 grs.
El plástico ABS por inyección, junto al PVC flexible
complementan el cuerpo de la herramienta, de forma
tal que se integran texturas flexibles y rígidas.
Los colores mas reconocidos en la industria son el:
Amarillo, naranja, rojo, gris y verde.

59
Factor técnico-productivo
Se deben aprovechar las tecnologías
en la región y a nivel nacional para el
desarrollo del producto.
Apropiación de tecnologías y mecanismos encontrados
en otros productos.
El factor tecnológico debe ser innovador y
potencializador de valor para las empresas donde se
va a utilizar el elemento.
Factor estructural
El concepto de reparabilidad debe
estar presente en el producto, por lo
que el diseño se debe realizar de
forma tal que las piezas faltantes o
que se dañen se puedan remplazar
con facilidad.
Prolongación de tiempo de vida de la herramienta y del
operario.
El ensamblaje y el transporte deben
de garantizar un consumo óptimo y
eficiente del espacio.
Diseño de piezas que por separado se puedan apilar.
El elemento en su totalidad no supera los 250 grs.
Factor social
El diseño debe generar un impacto
positivo en las empresas donde se
vaya a utilizar, de forma tal que la
higiene y seguridad industrial se
conviertan en fundamento de cada
organización.
Con base en las necesidades encontradas se diseñan
herramientas seguras y eficientes para el lijado de
molduras en madera.
Fuente: Elaboración propia

60
11. ALTERNATIVAS DE DISEÑO
11.1 ALTERNATIVAS Y ACERCAMIENTO
Imágen 16. Alternativa No.1
Bocetos iniciales con el fin de definir formas y funciones. A partir de estos y otros
bocetos, se realiza el primer acercamiento en el contexto con maquetas, para
observar agarre de mangos, comunicación y uso, así como dimensiones.

61
El acercamiento inicial permite identificar: El lijado es una actividad proximal, que
requiere dominio de la herramienta. Tamaño muy pequeño de las piezas, que no
permite el buen agarre, formas aún muy toscas. Posición de las manos incómoda.
Diversidad de los elementos y sus funciones. Aprovechamiento de los volúmenes
para diferentes usos.
Fuente: Elaboración propia.

62
Imágen 17. Alternativa No. 2
Definición del tipo de lijado. Morfología ergonómica, mecanismo de riel para lograr
mayor alcance, e intercambio de piezas para los diferentes lijados a través de
encaje en riel. Combinación de texturas que permite mejor agarre. Sin embargo, al
ser una actividad de fuerza y movimientos repetitivos, el mecanismo le brinda poco
tiempo de vida útil. La posición en manos y dedos es correcta, pero las muñecas
estarían constantemente en movimiento incrementando los riesgos. Construcción
compleja.
Fuente: Elaboración propia

63
Imágen 18. Alternativa No. 3
Mayor proximidad y dominio de la lija por parte de la persona. Flexibilidad y
multifuncionalidad, ya que esta herramienta tiene la posibilidad de graduarse de
acuerdo a lo que se va a lijar, logra 3 tipos de lijado en una sola herramienta.
Presenta el mismo problema del mecanismo complejo. Posición incorrecta de los
miembros superiores (mano, dedos y muñeca). Gran número de detalles, partes
delgadas y pequeñas que muestran fragilidad, se descontextualiza la herramienta.
Acercamiento funcional, en el que se logra identificar la falta de superficie en el
medio.
Fuente: Elaboración propia

64
Imágen 19. Alternativa No.4
3 mangos para 3 funciones diferentes. Superficies planas, orificios y curvas.
Posición correcta de las manos y la muñeca. Buena aplicación de la función del
lijado para cada una. Se considera la reparabilidad a través de ensambles
sencillos. Materiales resistentes y formas que se contextualizan en el ambiente
industrial.
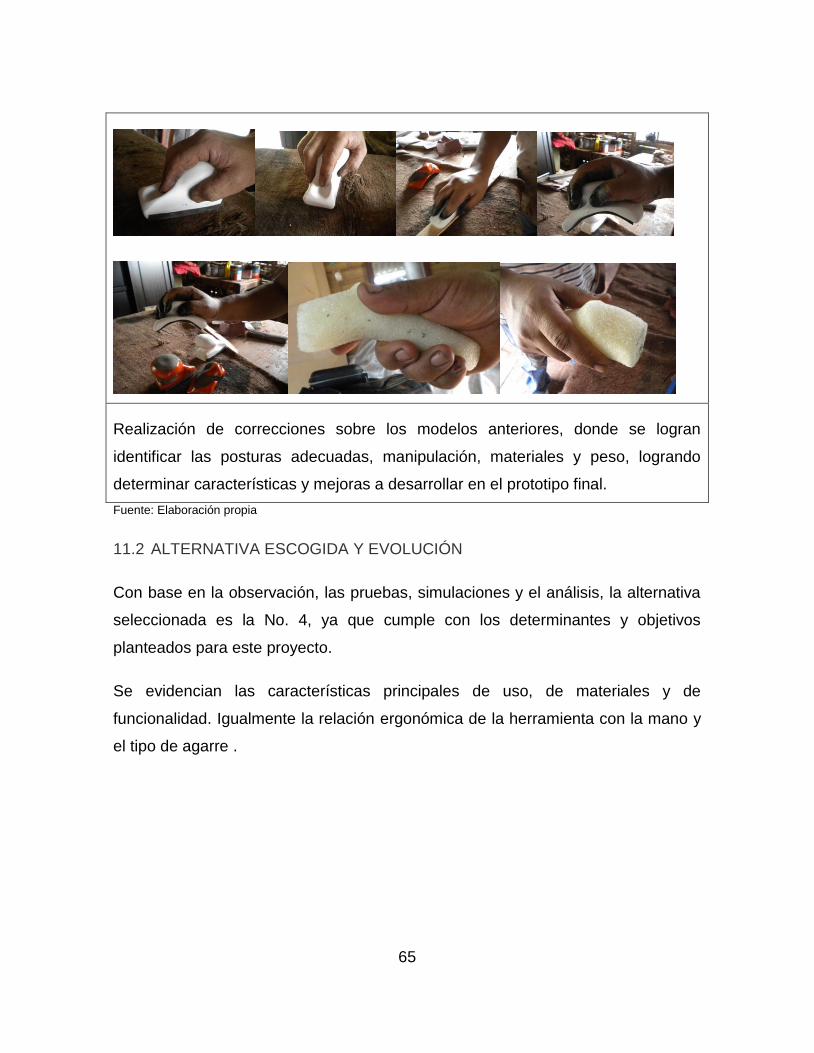
65
Realización de correcciones sobre los modelos anteriores, donde se logran
identificar las posturas adecuadas, manipulación, materiales y peso, logrando
determinar características y mejoras a desarrollar en el prototipo final.
Fuente: Elaboración propia
11.2 ALTERNATIVA ESCOGIDA Y EVOLUCIÓN
Con base en la observación, las pruebas, simulaciones y el análisis, la alternativa
seleccionada es la No. 4, ya que cumple con los determinantes y objetivos
planteados para este proyecto.
Se evidencian las características principales de uso, de materiales y de
funcionalidad. Igualmente la relación ergonómica de la herramienta con la mano y
el tipo de agarre .
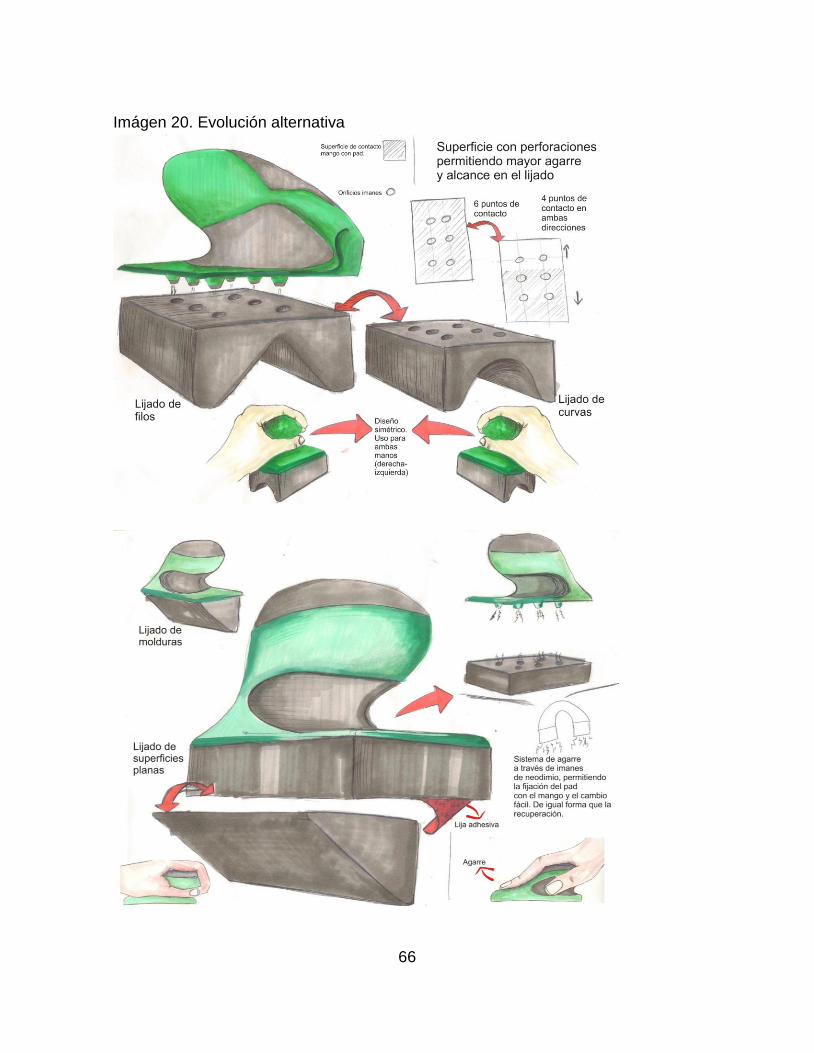
66
Imágen 20. Evolución alternativa

67
Fuente: Elaboración propia.
11.3 SIMULACIÓN
Comprobación de postura, ergonomía y funcionalidad con modelo para vaciado de
resina y elaboración del prototipo final.
Imágen 21. Lijado de superficies
Superficies planas y molduras

68
Superficies curvas y filos
Orificios y molduras
Fuente: Elaboración propia
11.4 PRODUCTO
Imágen 22. Desarrollo nombre del producto Se define el nombre por
dos razones: 1. La
importancia del lijado en los
acabados finales del
mueble. 2. La jerga popular
cuando algo está bueno, se
dice “eso le quedó fino”. El
complemento tool,
significado de herramienta
en inglés. El nombre es
fácil de pronunciar y genera
recordación. Colores pdto. Fuente: Elaboración propia

69
11.4.1 Usabilidad
Al ser 3 mangos, cada uno adaptable a otras piezas, se cuenta con un manual de
uso sencillo, en el que se explica de forma gráfica, la forma en la que se debe
utilizar cada herramienta, las posibilidades de agarre y alcances, ensamble y
desensamble, entre otras.
Imágen 23. Instrucciones de uso
Fuente: Elaboración propia
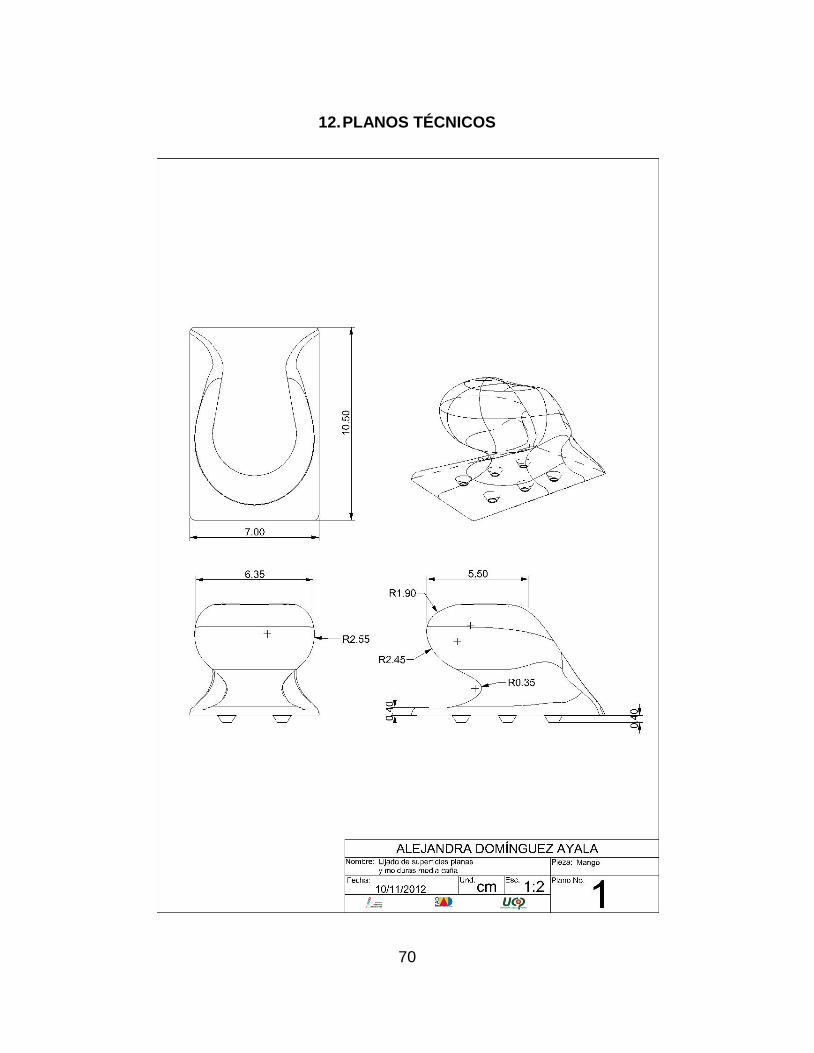
70
12. PLANOS TÉCNICOS
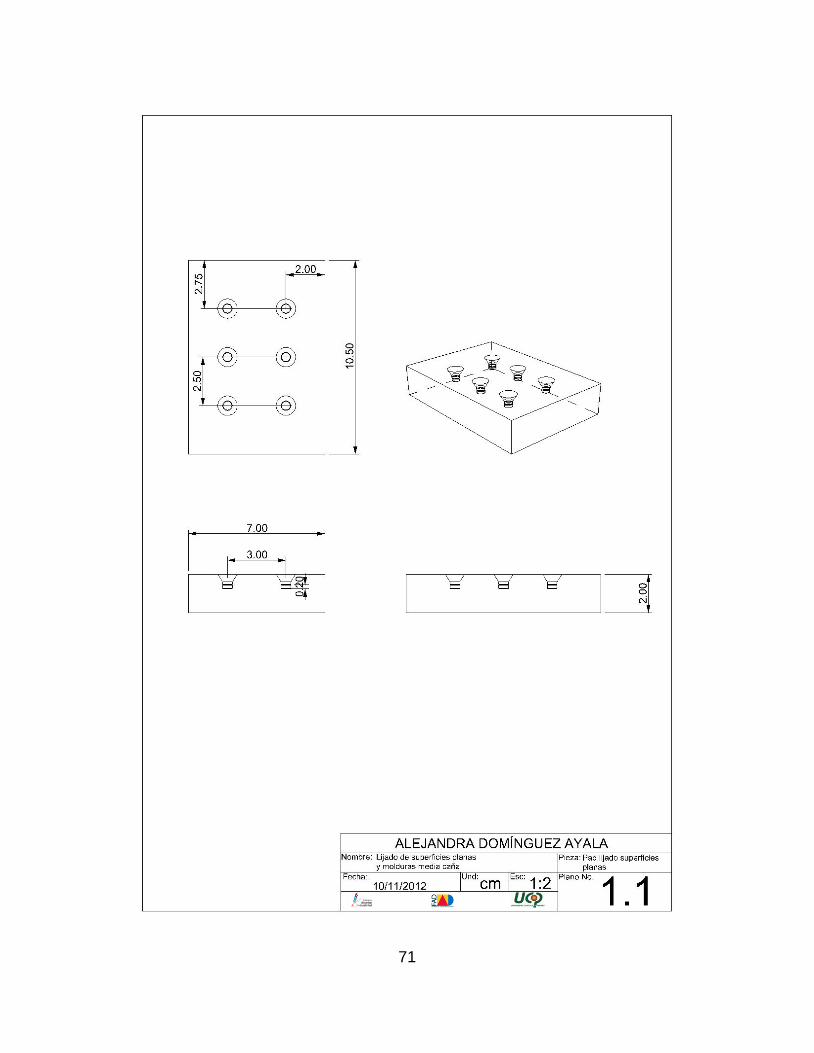
71
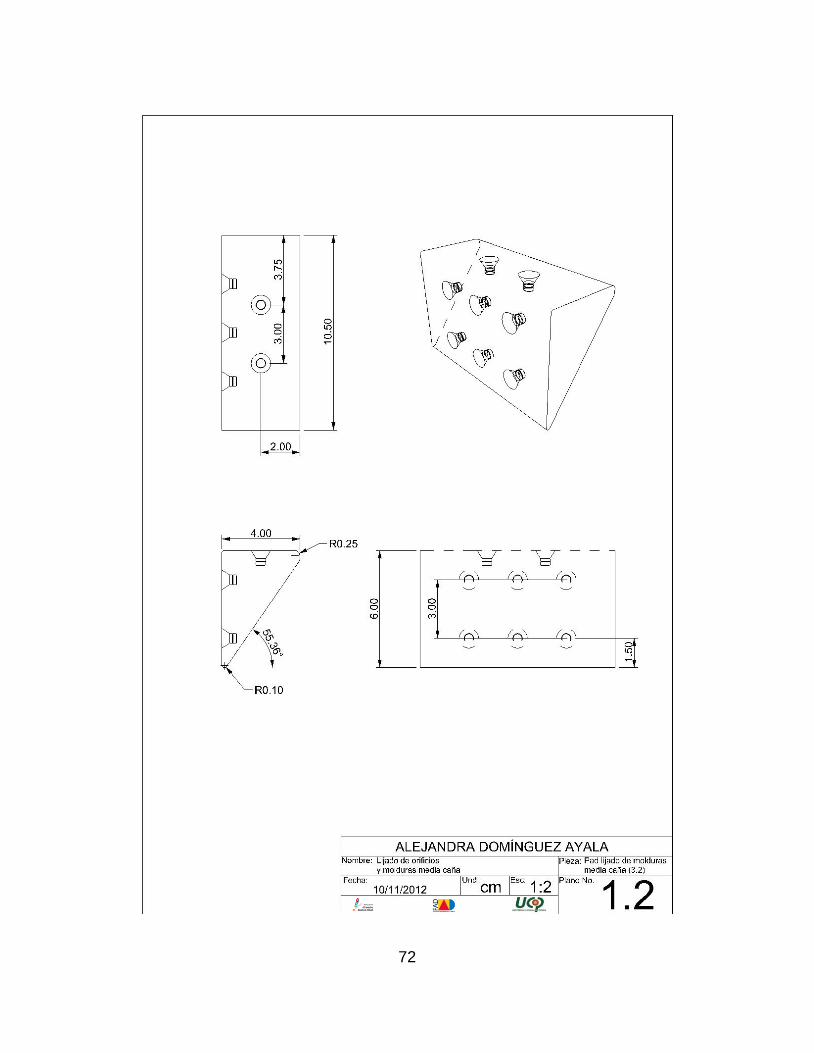
72

73

74

75

76

77

78
12.1 PROPIEDADES FÍSICAS Y CARACTERÍSTICAS MATERIALES
Plástico ABS:
o Alta resistencia a la abrasión
o Buena permeabilidad
o Estabilidad dimensional
o Facilidad de unión entre sí y con materiales plásticos de otros grupos
mediante cementos y adhesivos.
o Se adaptan bien a las operaciones secundarias de formado.
o Facilidad de maquinado.
PVC blando:
o Alta resistencia a la abrasión
o Versatilidad gracias al uso de aditivos puede transformarse en un
material rígido o flexible.
o Es un material muy resistente, longevo.
Imanes de neodimio:
o Gran coercitividad
o Gran permanencia magnética
o Recubiertos por una capa de níquel o cromo para evitar la corrosión.
Caucho eva:
o No es tóxico.
o Baja absorción de agua.
o Fácil de moldear al pegar.
o Facilidad de maquinado.
o Material flexible
Lija adhesiva PSA (Pressure Sensitive Adhesive):
o Larga duración.
o Respaldo adhesivo para cambio rápido.
o Excelente terminado.

79
Imágen 24. Explosión de las herramientas
Fuente: Elaboración propia.

80
13. PRODUCCIÓN
Imágen 25. Desarrollo del prototipo
Fuente: Elaboración propia

81
Imágen 26. Propuesta proceso productivo
Fuente: Elaboración propia

82
13.1 COSTOS
Tabla 6. Costos
COSTOS FIJOS
ITEM CANTIDAD UNIDAD VALOR UNIT. VALOR TOTAL
Arrendamiento 1 Mes/persona $ 250.000,00 $ 250.000,00
Luz 1 Mes/persona $ 52.000,00 $ 52.000,00
Agua 1 Mes/persona $ 38.000,00 $ 38.000,00
Internet 1 Mes/persona $ 42.000,00 $ 42.000,00
Honorario de diseñador 180 Horas $ 14.000,00 $ 2.520.000,00
Simulador y maqueta 3 $ 12.000,00 $ 36.000,00
TOTAL COSTOS FIJOS (CF) $ 2.938.000,00
COSTOS VARIABLES
MATERIA PRIMA
ITEM CANTIDAD VALOR UNIT. VALOR TOTAL
Imanes de neodimio Diametro 5*2 6750
$ 78,00 $ 526.500,00
Pegante Loctite para imanes 12
$ 57.000,00 $
684.000,00
TOTAL MATERIA PRIMA (MP) $ 1.210.500,00
PROCESOS INDUSTRIALES DE PRODUCCIÓN
ITEM CANTIDAD VALOR UNIT. VALOR TOTAL
Escaneo 3D sobre modelos de comprobación 8 $ 130.000,00 $ 1.040.000,00
Construcción molde en hierro con capacidad para 50000 inyecciones 3 $ 3.450.000,00 $ 10.350.000,00
Costrucción molde en acero para termoformado de caucho eva 1 $ 5.200.000 $ 5.200.000,00
Inyección de plástico 1500 $ 70,00 $ 105.000,00
Termoformado 1500 $ 130,00
$ 195.000,00
TOTAL PROCESOS INDUSTRIALES DE PRODUCCIÓN $ 16.890.000,00
OTROS
ITEM CANTIDAD VALOR UNIT. VALOR TOTAL
Transporte 14 $ 1.700,00 $ 23.800,00
Llamadas 3 $ 10.000,00 $ 30.000,00
Imprevisto 1 $ 50.000,00 $ 50.000,00
Gastos de representación 5 $ 3.000,00 $ 15.000,00
TOTAL OTROS $ 118.800,00
TOTAL COSTOS VARIABLES (CV) $ 18.219.300,00
COSTO TOTAL (CT) = COSTO FIJO + COSTO VARIABLE
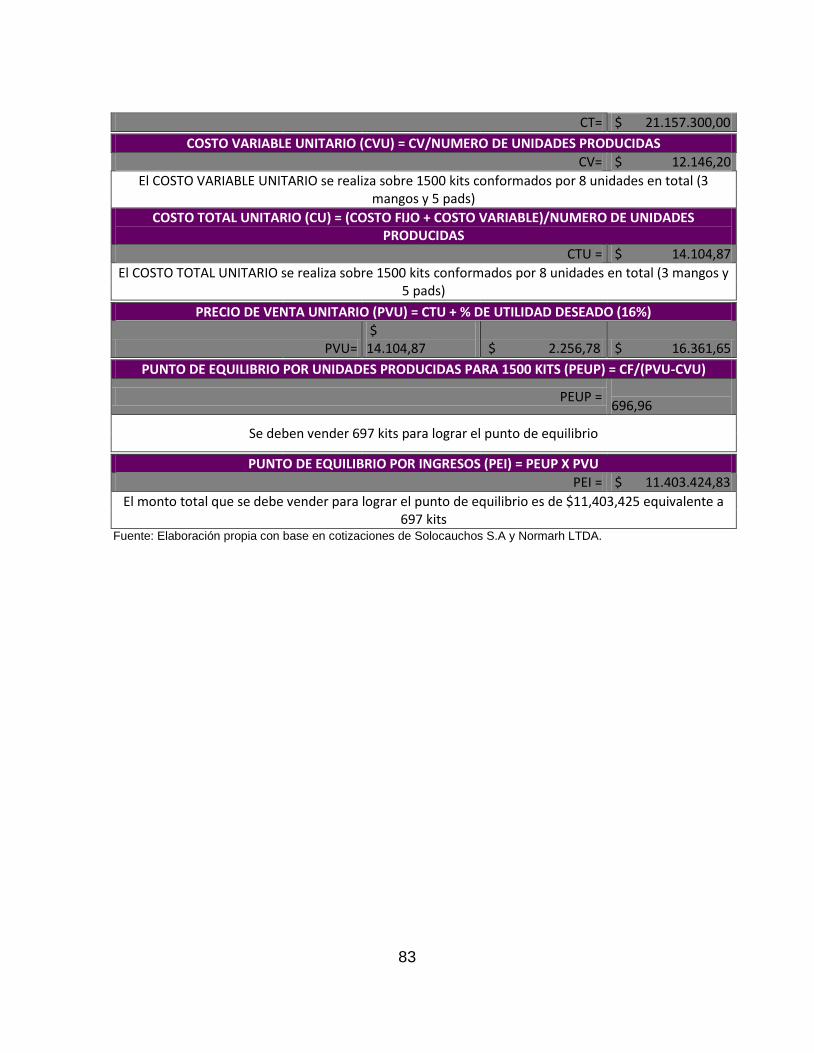
83
CT= $ 21.157.300,00
COSTO VARIABLE UNITARIO (CVU) = CV/NUMERO DE UNIDADES PRODUCIDAS
CV= $ 12.146,20
El COSTO VARIABLE UNITARIO se realiza sobre 1500 kits conformados por 8 unidades en total (3 mangos y 5 pads)
COSTO TOTAL UNITARIO (CU) = (COSTO FIJO + COSTO VARIABLE)/NUMERO DE UNIDADES PRODUCIDAS
CTU = $ 14.104,87
El COSTO TOTAL UNITARIO se realiza sobre 1500 kits conformados por 8 unidades en total (3 mangos y 5 pads)
PRECIO DE VENTA UNITARIO (PVU) = CTU + % DE UTILIDAD DESEADO (16%)
PVU= $ 14.104,87 $ 2.256,78 $ 16.361,65
PUNTO DE EQUILIBRIO POR UNIDADES PRODUCIDAS PARA 1500 KITS (PEUP) = CF/(PVU-CVU)
PEUP = 696,96
Se deben vender 697 kits para lograr el punto de equilibrio
PUNTO DE EQUILIBRIO POR INGRESOS (PEI) = PEUP X PVU
PEI = $ 11.403.424,83
El monto total que se debe vender para lograr el punto de equilibrio es de $11,403,425 equivalente a 697 kits
Fuente: Elaboración propia con base en cotizaciones de Solocauchos S.A y Normarh LTDA.

84
14. CONCLUSIONES
El proyecto se aborda desde una perspectiva del diseño industrial, en el que los
factores de ergonomía, socio-económicos, y funcionalidad se integran al realizar
mejoras en el proceso de lijado de madera, reduciendo riesgos encontrados en el
análisis y la observación, así como optimizando tiempos y uso de la lija adhesiva.
El buen uso de estas herramientas, así como el desarrollo eficiente de la actividad,
debe ser acompañado por un proceso de capacitación y aceptación en el
ambiente laboral, desde los empresarios hasta los empleados, garantizando un
buen uso de las herramientas, y satisfacción del cliente. A su vez, promoviendo la
higiene industrial en el sector, para lograr la prevención de enfermedades, reducir
los riesgos y asegurar la calidad de vida.

85
15. BIBLIOGRAFÍA
Ferrari Goelzer, Berenice I. (2008) Enciclopedia de Salud y Seguridad en el trabajo, Cáp. Higiene Industrial, herramientas y enfoques, pág. 30.3
Estrada Muñoz, Jairo (2000) Ergonomía, Editorial Universidad de Antioquia. Segunda edición
Administración de empresas, Facultad de Ciencias Económicas, Universidad Nacional de Colombia, Bogotá (Colombia)
La salud y la Seguridad en Trabajo. Módulo Ergonomía. Oficina internacional del Trabajo.
Ruiz, Paola Andrea, s.f., Revista M&M, ed. 71, sección administración
Londoño Sánchez, Julieth Cristina (2011) Intervención del diseño industrial en herramientas manuales de lijado y pelado para la elaboración de artesanías en guadua.
Junco Colina, Danilo (2008) Diseño de un modelo de vinculación cooperativa Sena-Sector Industrial-Gobierno-Universidad. Aplicación y validación en mipymes del sector madera y muebles del área metropolitana de Barranquilla.
Pérez, Fernando Julián, Verdaguer Pujades, Narcís, Tresseras Picas, Josep, Espicah Orus, Xavier (2002) Recorrido Histórico en la metodología del diseño, Universidad de Girona.
Daniel Hinzpeter Departamento de Ortopedia y Traumatología. Artículo publicado en la revista Vivir Más en mayo 2009 ttps://www.clinicalascondes.com/ver_articulo.cgi?cod=1241708152 (consultado agosto 08/2012)
(consultado mayo 12/2012)http://www.revistaestudiosregionales.com/pdfs/pdf644.pdf

86
Anexo 1. Aplicación método de evaluación ergonómica RULA
Evaluación realizada al puesto de trabajo en Muebles BL

87

88

89
Anexo 2. Aplicación método de evaluación Ocra Check list
Evaluación realizada al puesto de trabajo en Muebles BL

90

91

92

93