IMPLEMENTACION DE TECNOLOGIA MEMS
127
i IMPLEMENTACION DE TECNOLOGIA MEMS INFORME TECNICO NUMERO DE CONVENIO 07-30-K662-052 FIRMADO ENTRE ITESI Y CONCYTEG DISEÑO DE UN MICROINDUCTOR PARA DETECION CAMPOS MAGNÉTICOS PRESENTA: M en I. JAVIER GUSTAVO CABAL VELARDE. M. en C. MIGUEL ÁNGEL GUZMÁN ALTAMIRANO. 15 DE ABRIL DEL 2009
Transcript of IMPLEMENTACION DE TECNOLOGIA MEMS
i
IMPLEMENTACION DE TECNOLOGIA MEMS
INFORME TECNICO
NUMERO DE CONVENIO 07-30-K662-052 FIRMADO ENTRE ITESI Y CONCYTEG
DISEÑO DE UN MICROINDUCTOR PARA DETECION CAMPOS MAGNÉTICOS
PRESENTA:
M en I. JAVIER GUSTAVO CABAL VELARDE.
M. en C. MIGUEL ÁNGEL GUZMÁN ALTAMIRANO.
15 DE ABRIL DEL 2009



ii
Contenido Página Capítulo I Datos de la organización .................................. 1
1.1 Datos de la institución. .......................................................................................... 2
1.1.1 Localidad de la institución ................................................................................ 2
1.1.2 Política de la institución. .................................................................................. 2
1.1.3 Descripción de la institución. ........................................................................... 2
1.1.4 Información de la institución ............................................................................ 3
1.2 Información del departamento MEMS ................................................................... 4
1.2.1 Datos generales de los integrantes del departamento MEMS. ........................ 4
1.2.2 Organigrama del departamento MEMS ........................................................... 5
1.3 Diseño, Fabricación, Verificación y Fiabilidad de MEMS....................................... 5
1.4 Funciones del departamento MEMS ..................................................................... 6
1.4.1 Centro de Diseño de MEMS ............................................................................ 6
1.4.2 Verificación o Caracterización Operacional ..................................................... 7
Capítulo II Marco teórico .............................................. 9
2.1 Fundamento Teórico. .......................................................................................... 10
2.1.1 Contaminación en aisladores eléctricos ......................................................... 10
2.1.2 Mecanismos de degradación asociados con la exposición a la intemperie ... 12
2.1.3 Contaminación artificial. ................................................................................. 16
2.1.4 Contaminación Natural. ................................................................................. 16
2.1.5 Contaminación de aisladores en México. ...................................................... 17
2.2 Soluciones contra la contaminación de los aisladores eléctricos ........................ 18
iii
2.2.1 Técnicas más comunes para detectar la contaminación ............................... 19
2.3 Fundamentos de la teoría electromagnética ....................................................... 20
2.3.1 Flujo Magnético. ............................................................................................ 20
2.3.2 Tipos de sensores de campos magnéticos .................................................... 21
2.3.2.1 El sensor de vector. ............................................................................. 21
2.3.2.2 Sensor Escalar. ................................................................................... 21
2.3.3 Magnetómetro de bobina de inducción. ......................................................... 21
2.3.4 Magnetómetro con centro de aire. ................................................................. 22
2.4 Inductores MEMS ................................................................................................ 23
2.4.1 Sistemas microelectromecánicos MEMS ....................................................... 23
2.4.2 MEMS ............................................................................................................ 25
2.4.3 Micro fabricaciones para MEMS .................................................................... 26
2.4.4 Metales y aleaciones metálicas para MEMS ................................................. 26
2.4.5 Materiales MEMS y técnicas de fabricación .................................................. 27
2.4.5.1 Evaporización ...................................................................................... 27
2.4.5.2 Chisporroteo ........................................................................................ 27
2.4.5.3 Micromaquinado en la superficie de Silicio .......................................... 27
2.4.6 Tecnología para sacrificar capas ................................................................... 28
2.4.7 Elementos pasivos de MEMS/micromáquinados: ventajas y desventajas ..... 28
2.5 Tipos de Inductores MEMS ............................................................................... 29
2.5.1 Inductancia e inductancia mutua en inductores MEMS ................................. 30
2.5.2 Tipos de inductores planares MEMS ............................................................. 31
2.6 Red de Centros de Diseño MEMS ...................................................................... 34
iv
Capítulo III Desarrollo ................................................................ 40
3.1 Desarrollo. ........................................................................................................... 41
3.2 Planteamiento del problema. ............................................................................... 41
3.3 Objetivo de la investigación ................................................................................. 43
3.4 Hipótesis. ............................................................................................................. 43
3.5 Justificación ......................................................................................................... 43
3.6 Diferencia entre la bobina normal y un inductor MEMS ...................................... 44
3.7 Elección del inductor MEMS ................................................................................ 45
3.8 Dimensiones del inductor MEMS ........................................................................ 45
3.9 Características generales del flujo del proceso MetalMUMP’S ........................... 48
3.10 Flujo del proceso MetalMUMPS para inductor MEMS cuadrado ....................... 49
3.11 Vistas del inductor MEMS ................................................................................. 54
3.12 Análisis de efectos provocados durante la corriente de fuga ............................ 56
Capítulo IV Resultados y conclusiones ....................................... 58
4.1 Fundamento matemáticos y resultados ............................................................... 59
4.2 Conclusiones. ...................................................................................................... 74
4.3 Referencia bibliográfica ....................................................................................... 76
ANEXOS ................................................................................................................... 78
Anexo A Manual de diseño MetalMUMPS de MEMS ........................................... 78
Anexo B Organigrama del Instituto Tecnológico Superior de Irapuato .................... 115
v
Índice de figuras Página Figura 2.1 Líneas de transmisión de energía ............................................................ 10
Figura 2.2 a) aislador tipo cerámico .......................................................................... 11
Figura 2.2 b) aislador de vidrio .................................................................................. 11
Figura 2.2 c) aislador de silicón ................................................................................. 11
Figura 2.3 Partes de un aislador no cerámico ........................................................... 11
Figura 2.4 corriente de fuga ...................................................................................... 12
Figura 2.5 degradación del aislador .......................................................................... 12
Figura 2.6 Aisladores de silicón en áreas secas y donde no existe contaminación .. 14
Figura 2.7 Lavado de los aisladores .......................................................................... 15
Figura 2.8 Aislador de silicón. Modelo SIBA-38. ....................................................... 15
Figura 2.9 Variación de la conductividad de los contaminantes con respecto al
volumen de los mismos. ..................................................................................... 18
Figura 2.10 Cambios de conductividad de contaminantes con respecto al tiempo. .. 18
Figura 2.11 a) inductancia propia e inductancia mutua debido al cambio en la
corriente. ............................................................................................................ 31
Figura 2.11 b) Las regiones típicas de operación de un inductor. ............................. 31
Figura 2.12 Inductor espiral y efecto del flujo de la corriente .................................... 31
Figura 2.13 Inductores planares comunes ................................................................ 33
Figura 2.14 red de Centros de Diseño MEMS ........................................................... 35
Figura 3.1 Aislador SIBA-15 ...................................................................................... 41
Figura 3.2 Dimensiones del inductor MEMS cuadrado ............................................. 46

vi
Figura 3.3 Aislamiento Óxido depositado .................................................................. 49
Figura 3.4 Óxido 1 depositado .................................................................................. 49
Figura 3.5 Grabado del Óxido 1 ................................................................................ 49
Figura 3.6 Nitrato depositado .................................................................................... 50
Figura 3.7 Poli 1 depositado ...................................................................................... 50
Figura 3.8 Grabado del poli 1 .................................................................................... 50
Figura 3.9 Nitrato 2 depositado ................................................................................. 51
Figura 3.10 Modelado del Nitrato 2 (NITRHOLE) ...................................................... 51
Figura 3.11 Óxido 2 depositado ................................................................................ 51
Figura 3.12 Anclar el Metal........................................................................................ 52
Figura 3.13 METANCH ............................................................................................. 52
Figura 3.14 Grabado del METANCH ......................................................................... 52
Figura 3.15 METAL (Níquel) depositado ................................................................... 52
Figura 3.16 Grabado del Metal .................................................................................. 53
Figura 3.17 Chapado sobre el modelado .................................................................. 53
Figura 3.18 Los Óxidos son sacrificados ................................................................... 53
Figura 3.19 Grabado del chapado ............................................................................. 53
Figura 3.20 Formando la zanja (en el substrato). ...................................................... 54
Figura 3.21 Vista frontal ............................................................................................ 54
Figura 3.22 Corte transversal .................................................................................... 55
Figura 3.23 Vista inferior ........................................................................................... 55
Figura 3.24 Comparación de dimensiones aislador-MEMS ...................................... 56
Figura 3.25 Dispositivo MEMS, proceso PolyMUMPS fabricación 2005 ................... 57
vii
Figura 4.1 Regla me la mano derecha ...................................................................... 60
Figura 4.2 Punto de medición y líneas de flujo del campo magnético ....................... 60
Figura 4.3 Vectores del campo magnético y superficie ............................................. 61
Figura 4.4 Representación de las líneas de flujo y la superficie ................................ 62
Figura 4.5 Posición del inductor MEMS y representación de intensidad de líneas de
flujo del campo magnético .................................................................................. 63
Figura 4.6 Análisis entre el aislador y el inductor MEMS .......................................... 65
Figura 4.7 Designación de letras para los segmentos ............................................... 67

viii
Índice de diagramas y tablas Página Diagrama 1.1 Organigrama del departamento MEMS ................................................ 5
Tabla 2.1 Fallas comunes en los aisladores de suspensión ..................................... 16
Tabla 2.2 Materiales de contaminación más comunes en México. ........................... 17
Tabla 3.1 Dimensiones del aislador SIBA-15 ............................................................ 42
Tabla 3.2 Características electromecánicas del aislador SIBA-15 ............................ 42
Tabla 3.3 Dimensiones del inductor planar MEMS .................................................... 46
Tabla 3.4 Características mínimas de las capas del proceso MetalMUMPS............. 47
Tabla 4.1 Resultados de las inductancias por segmento .......................................... 68
Tabla 4.2 Resultados inductancias mutuas entre los segmentos .............................. 72
Diagrama 4.1 Organigrama del Instituto Tecnológico Superior de Irapuato ............ 115
ix
RESUMEN El presente trabajo consta fundamentalmente de cuatro capítulos, conformado cada
uno de ellos por el siguiente contenido informativo: En el primer capitulo, inicialmente
se refiere a los datos de la institución (como titular del proyecto de investigación),
localidad, políticas, servicios que ofrece la institución, así como información de los
docentes que integran el departamento de MEMS, organigrama del mismo, funciones
que desempeña el departamento MEMS, caracterización operacional.
El segundo capítulo contiene el marco teórico; para luego realizar un enfoque de los
tópicos más resaltantes relacionados el área del sector eléctrico, entre los cuales se
encuentran los aisladores de silicón y los problemas que ocasionan la llamada
corriente de fuga en dichos aisladores (degradación y contaminación), mencionando
los posibles mecanismos de degradación que pueden presentarse en los aisladores
no cerámicos, a fin de identificarlos durante las inspecciones que se realicen en
campo a lo largo de su vida útil, así como la redacción del fundamento teórico y
matemático. Cubriendo una breve explicación del surgimiento de los MEMS, que son
los MEMS y la tecnología que se utilizó para dicho proceso, mencionando los tipos
de inductores MEMS y las asociaciones que integran el centro de diseños MEMS.
El tercer capítulo comienza con la problemática, objetivos, hipótesis y justificación,
así como la elección de dicho inductor, características del mismo y dimensiones, en
este mismo capitulo se presentan el desarrollo del proceso de MetalMUMPS con el
que fue diseñado el inductor, con las imágenes correspondientes a cada uno de los
pasos del proceso de MetalMUMPS.
El capítulo IV esta dedicado hacia los resultados matemáticos obtenidos de las
inductancias propias por alambre y las inductancias mutuas generadas por las
mismas espiras del inductor, también se encontrarán las conclusiones finales de la
investigación y las bibliografías correspondientes.

Capítulo I
Datos de la organización
2
1.1 Datos de la institución.
1.1.1 Localidad de la institución Instituto Tecnológico Superior de Irapuato (ITESI)
Ubicada en: carretera Silao Irapuato Km. 12.5
C.P. 36821/ Irapuato Gto.
Tel.- 01 (462) 6067900
www.itesi.edu.mx
1.1.2 Política de la institución. Proporcionar la educación, capacitación, investigación y desarrollo tecnológico de
vanguardia, manteniendo la mejora continua de los procesos para lograr la
satisfacción del cliente.
1.1.3 Descripción de la institución. Es una institución educativa de nivel superior que cuenta con laboratorios con
tecnología de punta y sus docentes son de calidad, que ofrece las siguientes.
Ingenierías.
• Ingeniería Electromecánica.
• Ingeniería en Materiales.
• Ingeniería Bioquímica.
• Ingeniería Sistemas.
• Ingeniería Electrónica.
• Ingeniería Industrial.
• Ingeniería Mecatrónica.
El organigrama del Instituto Tecnológico Superior de Irapuato puede ser visto en
Anexo B [13].
3
1.1.4 Información de la institución • Planes de Estudio aprobados por la Subsecretaría de Educación Superior
(SES).
• Certificación TOEFL de inglés.
• Centro de auto acceso de idiomas.
• Clases de inglés en sus 6 niveles.
• Programa de Desarrollo humano (Conferencias y Talleres)
• Centro de Cómputo.
• Salas de Internet con enlace satelital por microondas a 512 kb de velocidad
expandible a 2 Mb.
• Programa de VIDEOCONFERENCIAS vía satélite desde San Diego State
University.
• Actividades Deportivas y Culturales.
• Programas especiales para participar en concursos a nivel local, regional y
nacional.
• Certificaciones por Microsoft, Cisco Systems, Sun Microsystems y progress.
• Célula de desarrollo de software
• Laboratorios y talleres.
• Laboratorio de caracterización para Sistemas Microelectromecánico (MEMS).
• Centro de Información Documental e Informático, con biblioteca virtual con
acceso a Bivitec.
• Servicio de Hospedaje de Páginas Web.
• Diseño y desarrollo de Páginas Web de alto impacto.
• Desarrollo Multimedia
• Centro de Investigación y desarrollo Electromecánico MEMS (CIDEMYNT)
• Centro de Diseño Mecánico (CATIA).
• Visitas Industriales.
• Semanas Académicas [13].

4
• Tutorías
• Incubadora Tecnológica.
• Intercambios
• Becas.
• Carreras Acreditadas.
1.2 Información del departamento MEMS
1.2.1 Datos generales de los integrantes del departamento MEMS. M en C Miguel Guzmán Altamirano
• Profesor de proyectos
• E-mail: [email protected]
Ing. Javier Gustavo Cabal Velarde
• Profesor de proyectos
• E-mail: [email protected]
Ing. Nicolás Ortega Miranda
• Profesor de proyectos
• E-mail: [email protected]
Ing. Gabriela Gallardo Gómez
• Profesor de proyectos
• E-mail: [email protected]
Ing. Miguel Ángel Sosa Torres
• Profesor de proyectos
• E-mail: [email protected]
Ing. Akira Torreblanco Ponce • Profesor de proyectos
• Email:[email protected]
Dr. Rafael Vargas Bernal Coordinador del Centro de Investigación y Desarrollo en
Micro y Nano Tecnologías (CIDEMYNT).
• E-mail: [email protected]
Instituto Tecnológico Superior de Irapuato (ITESI), Edificio C, Planta Baja
Carretera Irapuato-Silao Km. 12.5/ C.P. 36821, Apdo. Postal 179 Tel. 01 462.606.7900 Ext. 146/ Fax. 01 462.606.79900 Ext. 105 [13].
5
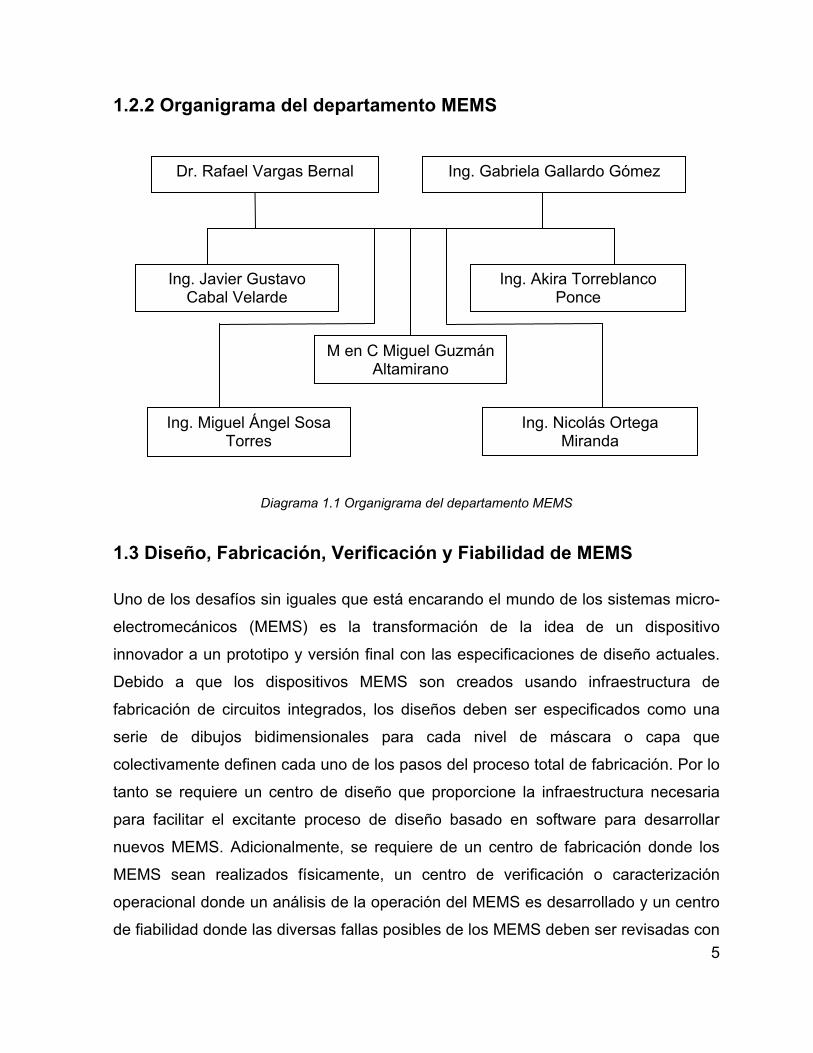
1.2.2 Organigrama del departamento MEMS
Diagrama 1.1 Organigrama del departamento MEMS
1.3 Diseño, Fabricación, Verificación y Fiabilidad de MEMS
Uno de los desafíos sin iguales que está encarando el mundo de los sistemas micro-
electromecánicos (MEMS) es la transformación de la idea de un dispositivo
innovador a un prototipo y versión final con las especificaciones de diseño actuales.
Debido a que los dispositivos MEMS son creados usando infraestructura de
fabricación de circuitos integrados, los diseños deben ser especificados como una
serie de dibujos bidimensionales para cada nivel de máscara o capa que
colectivamente definen cada uno de los pasos del proceso total de fabricación. Por lo
tanto se requiere un centro de diseño que proporcione la infraestructura necesaria
para facilitar el excitante proceso de diseño basado en software para desarrollar
nuevos MEMS. Adicionalmente, se requiere de un centro de fabricación donde los
MEMS sean realizados físicamente, un centro de verificación o caracterización
operacional donde un análisis de la operación del MEMS es desarrollado y un centro
de fiabilidad donde las diversas fallas posibles de los MEMS deben ser revisadas con
Ing. Gabriela Gallardo Gómez
M en C Miguel Guzmán Altamirano
Ing. Akira Torreblanco Ponce
Ing. Miguel Ángel Sosa Torres
Ing. Nicolás Ortega Miranda
Ing. Javier Gustavo Cabal Velarde
Dr. Rafael Vargas Bernal

6
detalle. Por lo tanto, para disponer de un MEMS totalmente fiable se requiere de
cuatro etapas: diseño, fabricación, verificación y fiabilidad; estando cada una
interrelacionada con las otras y las dos últimas deben ser probadas por simulación
durante la etapa de diseño. [13].
1.4 Funciones del departamento MEMS
1.4.1 Centro de Diseño de MEMS El estado del arte de la tecnología de MEMS está basado en la presencia de
múltiples centros de diseño en todo el mundo, los cuales realizan múltiples funciones
críticas desde la conceptualización de un prototipo, la decisión de los materiales de
diseño, las modificaciones operativas, la simulación de la operación y las pruebas de
fiabilidad del sistema a diseñar. Muy importantemente, éste sirve como un lugar
donde los diseñadores pueden llevar sus ideas sobre MEMS para una realidad física.
Tener una localización de diseño central facilita grandemente la interacción y
colaboración no sólo entre los diseñadores, sino con los ingenieros de proceso
también. Esta interacción es una parte importante del proceso de entrenamiento para
los nuevos diseñadores de MEMS y crean un “centro cerebro” dentro del cual los
nuevos diseños revolucionarios y tecnologías surgen.
En el Centro de Diseño son computadoras personales las que ejecutan el software
que sirve como la base para los dibujos bidimensionales para cada nivel de máscara
o capa. Para la fabricación de un MEMS se crean un número de diseños y
disposiciones de estructuras microelectrónicas que faciliten el proceso de diseño.
Para ello, diversas compañías o incluso los mismos centros de diseño desarrollan
librerías de software de componentes lo cual evita al diseñador un proceso tedioso
de “re-inventar” y le permite usar partes previamente diseñadas, las cuales han
probado ser funcionales anteriormente.
La verificación de las reglas de diseño son automatizadas en los programas de
computadora para el diseño lo cual ayuda a asegurar que los dispositivos

7
actualmente diseñados trabajen apropiadamente cuando se procese el prototipo con
la tecnología de fabricación disponible. Esta verificación es auxiliada por medio de la
impresión de cada una de las capas de los prototipos y el análisis de los resultados
obtenidos en la simulación [13].
1.4.2 Verificación o Caracterización Operacional Uno de los desafíos sin iguales que está encarando el mundo de los MEMS es la
caracterización de la operación o verificación de estos dispositivos mecánicos
minúsculos después de su fabricación. Por ejemplo, ¿cómo uno puede cuantificar las
propiedades de fricción de un engrane menor que la sección transversal de un
cabello humano mientras éste está girando a una velocidad de cientos de miles de
revoluciones por minuto? ¿Cómo uno puede evaluar el desempeño de nuevos
diseños de dispositivos que no han sido previamente fabricados en alguna parte del
mundo? Se requiere desarrollar una comprensiva instalación de caracterización
operacional para los diseños realizados que satisfaga este tipo de desafíos tan
extraordinarios. La instalación debe poseer muchas capacidades [13].
La caracterización operacional es desarrollada sobre estaciones de prueba semi-
automáticas encerradas en tres capuchas limpias de flujo laminar individual. Las
señales de control eléctrico requeridas para activar dispositivos MEMS son
proporcionados por generadores de formas de onda arbitrarias, cada uno controlado
por una computadora ejecutando LabView o LabWindows. Estas señales de manejo
típicamente originadas desde modelos electromecánicos de los dispositivos que
están siendo controlados. La habilidad para aplicar las señales de manejo basadas
en modelos es un elemento esencial de la aproximación para la caracterización [13].
Las mediciones precisas de la posición de los elementos actuadores son hechas
como una función del tiempo usando sistemas de análisis y adquisición de imágenes
basadas en estroboscopios comerciales. Las imágenes de un dispositivo dado
iluminado por un estroboscopio de fase apropiada son obtenidas desde la cámara

8
microscópica. Las imágenes son digitalmente capturadas y analizadas para
proporcionar la posición como una función del tiempo, incluso durante la operación
de alta velocidad. El control de fase, la captura de imágenes, y los procesos de
análisis de imágenes son totalmente automatizados, habilitando datos tales como el
de un engrane girando siendo adquiridas en menos de un minuto. La habilidad para
hacer mediciones de precisión precisas durante la operación es crucial para analizar
cuantitativamente el desempeño del MEMS [13].
Otro muy relevante aspecto de la caracterización operacional es la habilidad para
documentar y presentar el comportamiento funcional de dispositivos diseñados y
fabricados nuevamente. Para satisfacer esta importante necesidad, se tiene que
desarrollar un almacenamiento digital completo y un sistema de edición.
Una herramienta frecuentemente usada por los ingenieros de tecnología para evaluar
las nuevas tecnologías bajo desarrollo es un microscopio de investigación. El
microscopio, con una etapa x-y que acomoda hasta obleas de 8 pulgadas, incluye luz
Nomarski, y capacidades de campo oscuro, y un interferómetro ínter construido. Un
lector digital de altura z es también proporcionado. Las imágenes pueden ser
simultáneamente vistas a través del ocular, desplegado en un monitor de video
usando una video cámara fija, y almacenadas digitalmente en formato de 24 bits de
color con una cámara de 2000x3000 píxeles montada sobre el sistema [13].
Capítulo II Marco teórico
10
2.1 Fundamento Teórico.
2.1.1 Contaminación en aisladores eléctricos El crecimiento de la población urbana e industrializada donde la energía eléctrica
juega un papel importante en el desarrollo de estas; ha obligado que la
infraestructura necesaria para su distribución tenga el mismo comportamiento.
Básicamente esta infraestructura se divide en 2 áreas: La generación y la
distribución. Para la generación existen diferentes fuentes como las termoeléctricas,
hidroeléctricas, núcleo eléctricas, etc., donde se crean altas cantidades de energía
que es procesada y posteriormente llevada a los hogares e industrias a través de las
líneas de transmisión donde se “tienden” los conductores que transportan la energía.
Las líneas de transmisión, que forman parte del área de distribución, son
susceptibles a los efectos de la contaminación ambiental, ya que esta puede llegar a
crear capas de contaminantes que pueden deteriorar las estructuras o su operación.
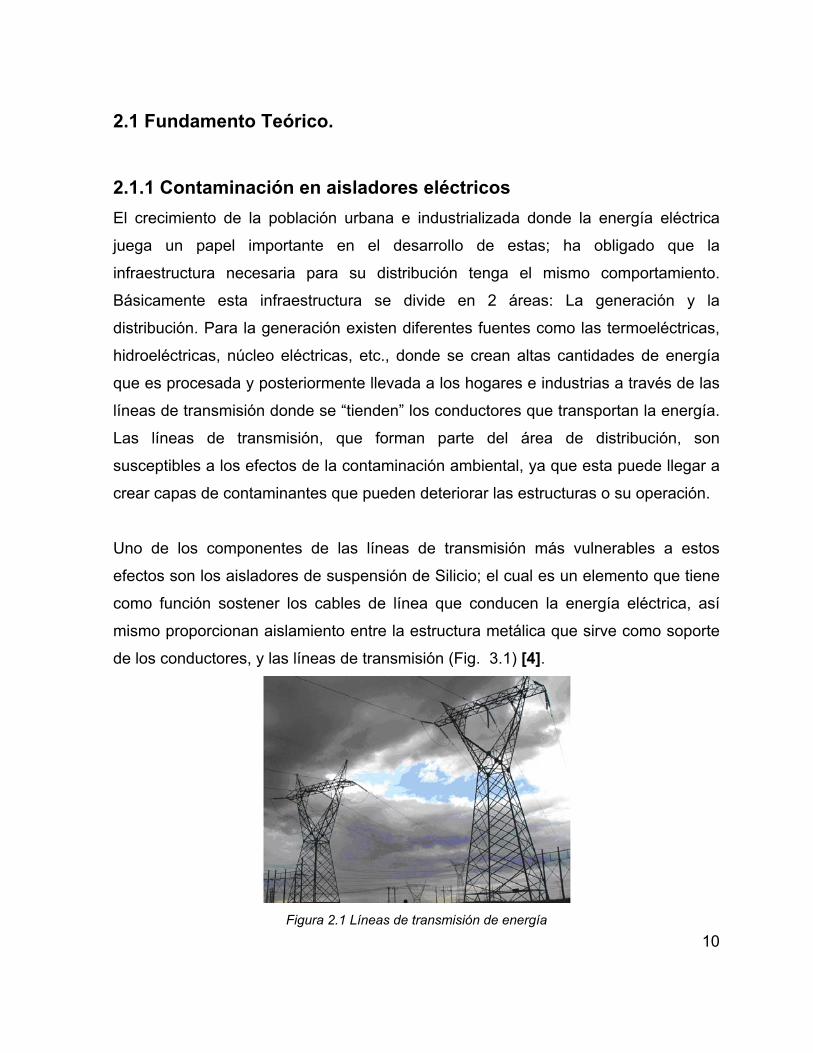
Uno de los componentes de las líneas de transmisión más vulnerables a estos
efectos son los aisladores de suspensión de Silicio; el cual es un elemento que tiene
como función sostener los cables de línea que conducen la energía eléctrica, así
mismo proporcionan aislamiento entre la estructura metálica que sirve como soporte
de los conductores, y las líneas de transmisión (Fig. 3.1) [4].
Figura 2.1 Líneas de transmisión de energía

11
En la actualidad existen 3 tipos básicos de material para los aisladores: cerámicas,
vidrio y silicón (Fig. 2.2). Donde el tercero es el que tiene mejores propiedades para
usarse en esta aplicación: mayor capacidad dieléctrica y menor susceptibilidad a
acumular material contaminante. [4].
Figura 2.2 a) aislador
tipo cerámico
Figura 2.2 b) aislador de vidrio
Figura 2.2 c) aislador de silicón
Dicho lo anterior los aisladores de silicón están sujetos a diferentes condiciones
ambientales y de contaminación, por lo que el material de los faldones y de la
cubierta debe ser capaz de soportar los efectos degradantes de las descargas
superficiales (erosión o tracking) y diversos mecanismos de falla que pueden
presentarse en campo.
En la figura 2.3 se presentan las partes principales de una aislador no cerámico.
Figura 2.3 Partes de un aislador no cerámico
12
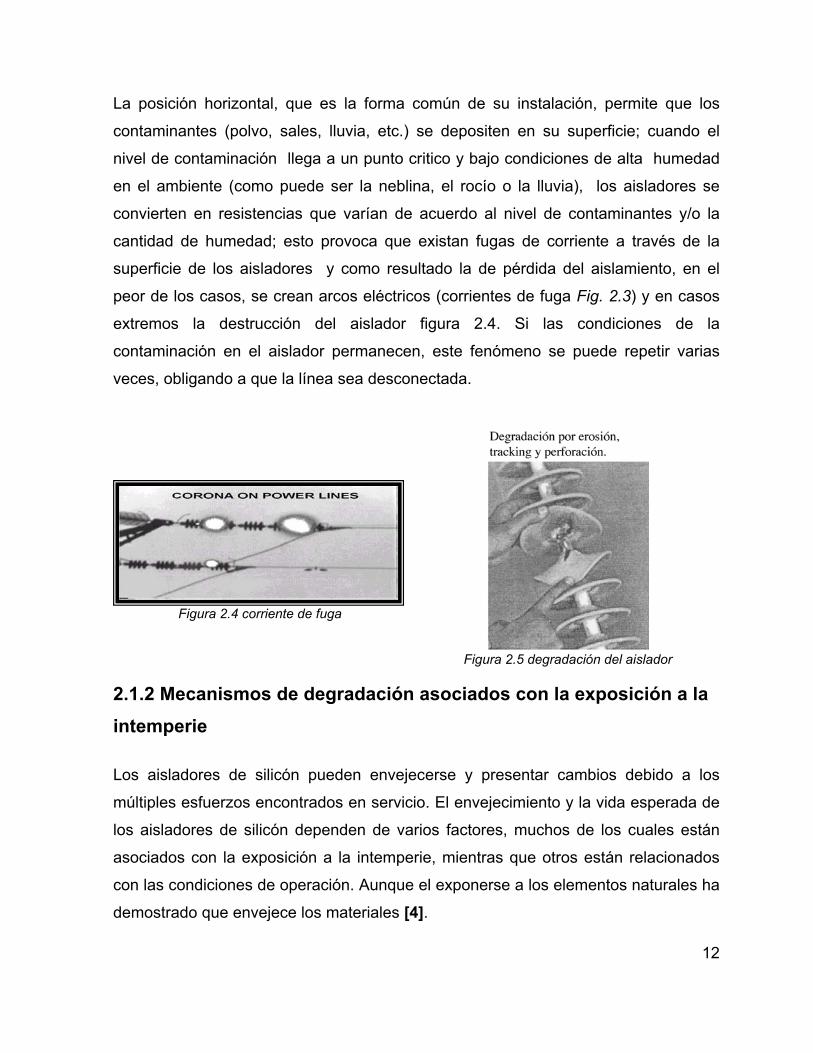
La posición horizontal, que es la forma común de su instalación, permite que los
contaminantes (polvo, sales, lluvia, etc.) se depositen en su superficie; cuando el
nivel de contaminación llega a un punto critico y bajo condiciones de alta humedad
en el ambiente (como puede ser la neblina, el rocío o la lluvia), los aisladores se
convierten en resistencias que varían de acuerdo al nivel de contaminantes y/o la
cantidad de humedad; esto provoca que existan fugas de corriente a través de la
superficie de los aisladores y como resultado la de pérdida del aislamiento, en el
peor de los casos, se crean arcos eléctricos (corrientes de fuga Fig. 2.3) y en casos
extremos la destrucción del aislador figura 2.4. Si las condiciones de la
contaminación en el aislador permanecen, este fenómeno se puede repetir varias
veces, obligando a que la línea sea desconectada.
Figura 2.4 corriente de fuga
Figura 2.5 degradación del aislador
2.1.2 Mecanismos de degradación asociados con la exposición a la intemperie Los aisladores de silicón pueden envejecerse y presentar cambios debido a los
múltiples esfuerzos encontrados en servicio. El envejecimiento y la vida esperada de
los aisladores de silicón dependen de varios factores, muchos de los cuales están
asociados con la exposición a la intemperie, mientras que otros están relacionados
con las condiciones de operación. Aunque el exponerse a los elementos naturales ha
demostrado que envejece los materiales [4].

13
El envejecimiento se refiere al proceso que causa la falla del aislador para poder
cumplir con su función.
Mecanismos de envejecimiento
• Diversas formas de falla mecánica de la barra de fibra de vidrio (brittle
fracture).
• Formación de caminos conductores sobre la superficie del material aislante
(tracking).
• Aparición de partículas del relleno en la superficie aislante (chalking).
• Cambios en el color base del material aislante (colour changes).
• Rompimiento del material no cerámico como resultado de la exposición a altos
niveles de energía UV asociada con la presencia de la corriente de fuga
(corona cutting).
• Corrosión de las partes metálicas debido a la reacción química con el
ambiente.
• Microfracturas superficiales con profundidades entre 0.01 y 0.1 mm (crazing).
• Rompimiento del material adhesivo usado para unir químicamente dos
materiales del aislador (debonding).
• Pérdida significante del material aislante, irreversible y no conductora
(erosion).
• Exposición de la barra de fibra de vidrio al ambiente (exposure of the core).
• Fracturas superficiales con profundidad mayor a 0.1 mm (aligatoring).
• Fuga de grasa de las interfaces faldón-cubierta o faldón-núcleo hacia la
superficie (grease leakage).
• Penetración de agua en forma líquida o vapor, causando el ablandamiento de
cubierta o faldones (hydrolisis).
• Pérdida de hidrofobicidad.
• Pérdida de adhesión del sello de los herrajes (peeling).
• Daños por arco de potencia (power arc damage).
• Daños por perforación (puncture).
14
• Separación o apertura del material aislante (splitting).
• Daños por vandalismo (vandalism) [12].
Aunque muchos factores están involucrados en el envejecimiento de los aisladores
de silicón, la humedad y la contaminación juegan los papeles más importantes. En
condiciones secas y ambientes sin contaminación (Fig. 2.6), los aisladores de silicón
tienen una vida muy larga. La humedad y la contaminación provocan un incremento
en la corriente de fuga sobre la superficie aislante. La experiencia ha mostrado que
existe una apreciable diferencia en el nivel de corriente de fuga entre los aisladores
cerámicos y los no cerámicos. La corriente de fuga en los aisladores no cerámicos
indica la pérdida de la hidrofobicidad (capacidad para repelar el agua y evitar la
formación de caminos a las descargas eléctricas en los aisladores de silicón) de los
faldones y cubierta. Si la corriente de fuga es suficientemente alta puede conducir a
la formación de arqueo de bandas secas. El calor producido por las descargas en
forma localizada causa erosión o carbonización. Por lo anterior, la retención de la
hidrofobicidad es altamente deseada, aunque si esta propiedad se pierde o se
reduce, la formulación del silicón debe tener una alta resistencia a la erosión o a la
carbonización. La corriente de fuga también redistribuye el esfuerzo de voltaje, sobre
esforzando el silicón y la construcción del aislador, lo cual causa la ruptura dieléctrica
de las uniones, exponiendo la barra de fibra de vidrio a la humedad. Cuando esto
ocurre se presenta una falla interna por carbonización [4][12].
Figura 2.6 Aisladores de silicón en áreas secas y donde no existe contaminación
15
La clave para dar mayor tiempo de vida a los aisladores de silicón es asegurar que la
corriente de fuga se mantenga en un nivel bajo. Debido a su hidrofobicidad, los
aisladores de silicón satisfacen este requerimiento esencial. Sin embargo, una
distancia de fuga protegida bien dimensionada también reduce la corriente de fuga.
Asimismo, el mantenimiento por lavado natural o artificial también incrementa su vida
figura 2.7 [4][12].
Figura 2.7 Lavado de los aisladores
Los aisladores de silicón cuando están nuevos son generalmente superior al de los
aisladores de vidrio o porcelana. Sin embargo, los aisladores de silicón son más
susceptibles a cambios en sus propiedades superficiales debido al envejecimiento
ambiental en servicio, lo cual puede llevar a un deterioro significativo de sus
características de aguante en contaminación. La predicción del grado de deterioro,
así como la formulación de un índice de severidad de la contaminación es de
importancia relevante para las compañías usuarias para evaluar la confiabilidad de
las líneas de transmisión [4]. La figura 2.8 se presenta un aislador de silicón modelo SIBA-38 [15].
Figura 2.8 Aislador de silicón. Modelo SIBA-38.

16
En la tabla 2.1 se muestran los resultados de 2 encuestas; cuya finalidad era
obtener información sobre las mayores causas de fallas en las líneas de transmisión.
En ella es posible observar las causadas por los efectos de la contaminación cubren
un porcentaje elevado en la ocurrencia de éstas.
Distribución de causas de Fallas.
Causas de falla Primera encuesta (%) Segunda encuesta (%)
Mecánica 17.25 29.58
Eléctrica. 18.53 20.41
Deterioro 63.50 43.88
Otros 0.61 6.12 Tabla 2.1 Fallas comunes en los aisladores de suspensión
Los estudios y pruebas que se han realizado al fenómeno de descarga por
contaminación, parten sobre la base de delimitar 2 tipos de contaminación:
2.1.3 Contaminación artificial. En este caso la valoración de la severidad de la contaminación se mide en términos
de densidad de deposición de sales (SDD por sus siglas en inglés) y la densidad de
deposición de material no soluble (NSDD por sus siglas en inglés). Los términos de
SDD y NSDD, se tomaron a partir de que no todos los contaminantes provocan la
conductividad en el aislador; si no que el mayoría de los casos se genera por sales
solubles al agua. [1].
2.1.4 Contaminación Natural. Los contaminantes se evalúan en función de densidad equivalente de deposición de
sales (SED por sus siglas en inglés) y NSDD, aunque existen combinaciones mas
complicadas de contaminantes que los que se encuentran en la contaminación
artificial. En este caso la conductividad del material disuelto en el agua se mide
asumiendo que están completamente mezclados y que tienen el mismo coeficiente
de temperatura que la sal (NaCl) [1].

17
2.1.5 Contaminación de aisladores en México. México cuenta con una gran variedad de climas y regiones (zonas de bosque,
regiones selváticas, costas, zonas industriales, etc.) por lo que esta sujeto a que la
contaminación en los aisladores de silicón sea un problema serio en los sistemas de
distribución de energía. En la tabla 2.2 se muestran los diferentes tipos de
contaminantes que existen en nuestro país, así como también los distintos tipos de
contaminación natural. [4].
Tabla 2.2 Materiales de contaminación más comunes en México.
Como resultado de varios estudios realizados, las figuras 2.9 y 2.10 muestran el
comportamiento de la conductividad como respuesta a distintos factores y en ellas
es posible ver que, como se comentó anteriormente, el clima y la región donde se
encuentran los aisladores afecta en mayor o menor grado dependiendo de los tipos
de contaminantes depositados en los aisladores [4].
Localidad
Tipo de Contaminación Tipos de material contaminante
Ca K Mg Na Cl NO3 SO4 HCO3 ESDD
Manzanillo Colima
Industrial 343 5.1 257.8 116.3 100.2 41.1 920.9 0.0 1580
Villa de García Nuevo León
Industrial 105.3 3.7 13.4 9.9 18.8 21.1 108.1 119 400
Juchitán Oaxaca
Industrial 52.7 6.5 98 12.6 28.2 24.6 709 169 991
Aeropuerto Tamaulipas
Rural 9.2 0 1.8 9.5 44.4 15.0 4.3 9.3 80
Veracruz Rural 4.0 1.4 1.9 12.3 26.7 4.8 7 8.5 70
Gómez Palacios Durango
Marina 13.3 2.0 0.7 1.6 3.3 6.8 1 25.1 60
Kukulcan Quintana
Marina 41.6 21.1 19.9 244.3 284.4 125.5 71.3 35 840

18
Figura 2.9 Variación de la conductividad de los contaminantes con respecto al volumen de los mismos.
Figura 2.10 Cambios de conductividad de contaminantes con respecto al tiempo.
2.2 Soluciones contra la contaminación de los aisladores eléctricos
Para el caso de aisladores cerámicos existen varios métodos de inspección para
detectar en campo aisladores con fallas. Para los aisladores de vidrio se requiere de
una simple inspección visual. En el caso de los aisladores de silicón, la degradación
causada por el envejecimiento o ligeros defectos internos introducidos durante la
fabricación puede llevar con el tiempo a una pérdida inaceptable de la integridad
eléctrica o mecánica de los aisladores, resultando en consecuencias potencialmente
perjudiciales.
Conductividad (μS/cm)
Volumen (cm3)
1- Manzanillo. 2- Villa de García. 3- Juchitan. 4- Aeropuerto 5- Veracruz. 6- Gómez Palacios
Conductividad (μS/cm)
Tiempo (min.)

19
2.2.1 Técnicas más comunes para detectar la contaminación
• Inspección visual. Ésta es la técnica más común. El inspector requiere
experiencia en los diseños, materiales y comportamiento de cada tipo de
aislador y estar familiarizado con los mecanismos de falla descritos
anteriormente.
• Equipo de intensificación de imágenes (cámara de visión nocturna). El
examen de los aisladores con este equipo puede indicar la presencia de
actividad de descargas superficiales. En algunos casos, la detección de
pequeñas descargas estables ha mostrado una erosión significativa del
material del faldón con el tiempo. Es importante utilizar un equipo sensible a la
banda de UV en el rango de 300 a 400 nm con lentes de cuarzo.
• Termografía infrarroja. La degradación causada por la acción del campo
eléctrico en materiales dieléctricos está asociada con calor en la mayoría de
los casos. Se han obtenido buenos resultados en pruebas de laboratorio y de
campo utilizando esta técnica para localizar defectos en los aisladores de
silicón.
• Mediciones de campo eléctrico. Con este método se obtienen mediciones
del campo eléctrico a lo largo del aislador. Los defectos causan cambios del
campo eléctrico en forma más o menos abrupta, los cuales pueden
identificarse al compararlos con un aislador en buen estado. Con este método
se han podido identificar aisladores defectuosos,
• Medición de corriente de fuga. Esta técnica se ha utilizado para establecer
el riesgo de flameo de los aisladores en función del nivel de contaminación y
humectación en su superficie. Actualmente se encamina a correlacionar los
niveles de corriente (actividad eléctrica superficial) con el envejecimiento o
daños en el aislador.Como es posible determinar en los párrafos anteriores, la
corriente de fuga en los aisladores proporciona información relevante sobre el
proceso de contaminación en los aisladores, por lo que a continuación
daremos un breve repaso a los conceptos sobre electromagnetismo [12].

20
2.3 Fundamentos de la teoría electromagnética
Desde los tiempo de los griegos se ha tenido el conocimiento sobre materias que
podían mover físicamente pedazos de hierro si que hubiera contacto físico entre
ellos, y estos recibieron el nombre de materiales magnéticos debido a que fueron
descubierto en la región de Magnesia, en Asia menor. Se sabe actualmente, que
esta fuerza “invisible” es generada por campos magnéticos (→
B ), que pueden ser
creados por varios fenómenos como por ejemplo el flujo de corriente a través de un
conductor, conocido como la Ley de Ampere cuya representación matemática es la
siguiente ecuación
(2.1)
Donde →
B es el campo magnético, μ0 es la permitividad magnética al vacío, i es la
corriente a través del conductor y r es la distancia de centro del conductor al punto
donde se evalúa el campo [2]. De aquí se desprenden los siguientes conceptos.
2.3.1 Flujo Magnético. Se define como la integral de superficie sobre la componente normal del campo
magnético
→→
⋅= ∫ dsBφ (2.2)
Donde φ es el flujo magnético, →
ds es la diferencial de superficie [2].
Teniendo como base los fundamentos de la teoría electromagnética, podemos definir
los tipos de sensores de campos magnéticos, nombrados a continuación.
riB o
πμ2
=→
21
2.3.2 Tipos de sensores de campos magnéticos Existen varias técnicas para detectar campos magnéticos, cada una tienen
propiedades únicas que las hacen óptimas para aplicaciones particulares. Dentro de
éstas, podemos requerir detectar la ausencia o presencia del campo magnético, o
medir la fuerza de campo; así como también requerir las propiedades del vector del
mismo [3].
Estos sensores se dividen en 2 tipos:
2.3.2.1 El sensor de vector. Este puede medir el valor de campo magnético y el sentido del mismo. Las bobinas
de inducción, que son un ejemplo de este tipo de sensores, pueden medir campos
débiles menores a 1 mT (militesla) y son llamados magnetómetros. Los sensores de
efecto Hall, el cual es otro ejemplo de sensores de vector, se emplean para detectar
campos mayores a 1 mT [3].
2.3.2.2 Sensor Escalar. Este tipo de sensor mide solamente la magnitud escalar del campo magnético, un
ejemplo de este sensor el magnetómetro de protones; el cual aprovecha las
propiedades de las constantes atómicas de algunos materiales [3].
2.3.3 Magnetómetro de bobina de inducción. Su principio de operación se basa en a ley de Faraday, la cual establece que cuando
un conductor circular se expone a la variación de un campo magnético en el área
encerrada por el conductor, se produce un voltaje en las terminaciones del
componente (fem), inducido por esta variación y es proporcional a dicho cambio,
según lo establece la siguiente relación matemática [3].
(2.3)dtdte φ
−=)(
22
Donde φ representa el flujo del campo magnético.
Lo anterior define que si se presenta una variación de campo magnético, aparecerá
entonces un voltaje en las terminales de la bobina; si en caso contrario el campo es
estático no se produce un voltaje en las terminales [2].
2.3.4 Magnetómetro con centro de aire. Consiste de un conductor enrollado en varias vueltas de forma circular o rectangular,
cuyo centro es el aire. El diámetro de lazo debe de ser más grande que la sección
del área del conductor, para obtener un componente más eficiente. La inductancia de
este tipo de bobina es muy difícil de calcular ya que la dependencia de la geometría
del enrollamiento es alta; pero existe una relación matemática que nos permite tener
valores aproximados de la inductancia [3].
HwkdnL ⎟
⎠⎞
⎜⎝⎛=
22
0 πμ (2.4)
Donde L es la inductancia de la bobina, μo es la permitividad magnética del vació, d
es el diámetro de la bobina, k es la sensibilidad del sensor, w es el grosor del
bobinado y H es intensidad o fuerza de campo magnético presente en la bobina [8].
Cabe mencionar que la eficiencia de estos componentes se mide en términos de la
sensibilidad, eficiencia y el factor de calidad, que son mejorados cuando se
incorporan directamente en el substrato de un circuito integrado, aun cuando el
tamaño de las bobinas se reduzca [8].
Los componentes pasivos desarrollados con la tecnología MEMS, donde las
geometrías son planas, pueden ser clasificados como inductores de espiral. Si la
geometría de la espiral es circular podemos obtener valores de Inductancia
pequeños y de bajo factor Q; caso contrario cuando la geometría es rectangular,
donde se obtienen inductancias mas grandes y un mayor factor Q. [8].
La inductancia (en nH) propia de un componente de 1 espiral esta dada por

23
⎟⎟⎠
⎞⎜⎜⎝
⎛−⎟
⎠⎞
⎜⎝⎛= 28ln4
waaL ππ (2.5)
Donde a es radio de la espira, w es el ancho del conductor (ambos en centímetros) [8]. Si existen varias vueltas la ecuación anterior cambia a:
ca
NaL118
394 22
+= (2.6)
Donde N es el número de vueltas, “a” es la suma del diámetro interior de la espira y
el diámetro exterior y “c” corresponde a la diferencia entre ellos [8].
Para el desarrollo del sensor de campo magnético, se enfocará primordialmente a los
magnetómetros con núcleo de aire, y teniéndose en cuenta su funcionamiento, se
definirá a continuación los sistemas micro-electromecánicos donde aplicación de
estos magnetómetros es muy importante dado que con esta tecnología se logran
disminuir los costos de manera importantes; así como se permite tener la posibilidad
de implementar el sistema en un solo circuito integrado [8].
2.4 Inductores MEMS
2.4.1 Sistemas microelectromecánicos MEMS Durante la década pasada, algunas técnicas de fabricación fueron evolucionando con
la ayuda de los sistemas microelectromecánicos (MEMS, por sus siglas en ingles), y
diferentes dispositivos que están siendo reportados en áreas de ingeniería y ciencia.
Los MEMS tradicionales pueden ser divididos en dos clases: MEMS actuadores y
MEMS sensores. El primero es el rey de los mecanismos móviles activada por una
señal eléctrica de un micromotor. Los microsensores son generalmente disponibles
para un gran número de aplicaciones. Otra razón de los actuadores popularmente no

24
adecuada es el acumulo de energía generada por diminutos sistemas que no causa
mucho impacto en los sistemas asociados [8].
Los mecanismos pasivos incluyendo el volumen del micromaquinado en líneas
transmisoras y filtros. Los mecanismos activos de MEMS incluyen switches,
afinadores y una variedad de capacitores. La fuerza electromotriz usada para mover
las estructuras en la superficie de la oblea de Silicio es típicamente atracción
electrostática, magnética y térmica [8].
Los sistemas microelectromecánicos (MEMS por sus siglas en ingles) son la
integración de elementos mecánicos, sensores, actuadores y electrónica en un
substrato de silicio mediante tecnologías de micro fabricación. Mientras los
dispositivos electrónicos son fabricados usando las secuencias de procesos de los
circuitos integrados (por ejemplo los procesos CMOS, Bipolar o BICMOS por sus
siglas en ingles), los componentes microelectromecánicos son fabricados utilizando
un “micro-maquinado” compatible, estos procesos utilizan un grabado sobre la
superficie de una oblea de silicio, o la adición de nuevas capas estructurales para
formar diversos dispositivos, ya sean mecánicos o electromecánicos [8].
Los sensores son componentes que obtienen información del ambiente de trabajo
mediante la medición de fenómenos mecánicos, térmicos, biológicos, químicos,
ópticos y magnéticos, siguiente la parte electrónica procesa la información obtenida
de los sensores y toma de decisiones. Es posible mandar información en forma
directa a los actuadores, los cuales responden mediante movimientos lineales,
circulares, posicionamiento, regulación de fuerza, bombeo y filtración. Es por ello que
se hace posible el control del ambiente de trabajo a voluntad para obtener los
resultados deseados. Y debido a que los dispositivos MEMS son fabricados en
grandes cantidades al mismo tiempo y con gran precisión porque utilizan técnicas de
fabricación de los circuitos integrados, se obtienen altos niveles de funcionalidad,
rentabilidad y precisión en una pequeña área de silicio a un costo relativamente bajo.

25
2.4.2 MEMS El termino MEMS se refiere a la recopilación de microsensores y actuadores que
pueden sensar el entorno y tienen la capacidad de reaccionar a los cambios del
mismo con el uso de microcircuitos de control. Esto incluye, el empaquetamiento
convencional de la microelectrónica, estructuras de antenas integradas para ordenar
señales en estructuras microelectromecánicas y decidir las funciones de sensado y
actuado. Los sistemas además pueden necesitar un suministro de micropoder,
microrelevadores y una microseñal de procesamiento. Los microcomponentes hacen
a los sistemas más rápidos, más fiables, baratos y capaces de incorporarse en
funciones más complejas.
A principios de 1990, MEMS surgió con la ayuda de circuitos integrados (IC por sus
siglas en ingles) en procesos de fabricación, donde sensores, actuadores y el control
de funciones son pre-fabricadas en Silicio. Desde entonces, la notable búsqueda del
proceso se esta llevando a cabo en MEMS bajo una fuerte capital de promociones
del gobierno e industrias. En adición de la comercialización de algunos mecanismos
integrados de MEMS, como son microacelerómetros, cabezas inyectoras de tinta en
impresoras, microespejos para proyección, etc. El concepto y viabilidad de
mecanismos MEMS mas complejos están siendo propuestos y demostrados para las
aplicaciones tan variadas de campos como eléctrica, microfluidos, aeroespaciales,
biomedicina, análisis químicos, comunicaciones inalámbricas, información de
almacenamiento, pantallas, óptica, etc. [8].
El micromaquinado esta volviéndose la tecnología fundamental para mecanismos
microelectromecánicos y, en particular, la miniaturización de sensores y actuadores.
El micromaquinado de Silicio es el mejor de las tecnologías de micromaquinado
además de permitir la fabricación de MEMS que tienen dimensiones en rangos de
nanometros. Esto se refiere a la parte mecánica microscópica incrustada en el
substrato de Silicio, creando estructuras tridimensionales y brindando nuevos
principios a los diseñadores [8].
26
Empleando materiales como Silicio cristalino, Silicio Policristalino y Nitrato de Silicio,
etc., con una variedad de microestructuras mecánicas incluyendo, diafragmas,
acanalados, orificios, resortes, engranes, inductores, suspensiones y una gran
variedad de otras estructuras mecánicas complejas creadas [8].
2.4.3 Micro fabricaciones para MEMS El micromaquinado de Silicio esta siendo el factor clave para el inmenso progreso de
MEMS. El micromaquinado de Silicio se refiere a la parte mecánica microscópica
incrustada en el substrato de Silicio.
El micromaquinado de Silicio comprende 2 tecnologías:
• El tamaño del micromaquinado, en donde las estructuras son grabadas en el
substrato de Silicio, y un micromaquinado superficial, en donde la capa
micromáquinada es formada de capas y espesores depositados en la
superficie.
• El tamaño del micromaquinado y el micromaquinado superficial son dos de los
mejores procesos de micromaquinado de Silicio; depositar una oblea de Silicio
es usualmente necesario para crear la microfabricación.
2.4.4 Metales y aleaciones metálicas para MEMS Las delgadas capas metálicas están siendo usadas en chips (IC, por sus siglas en
ingles) para tener una mayor durabilidad; las estructuras gruesas de metal son
usadas por algunos mecanismos MEMS, estas gruesas capas de Níquel
proporcionan una mayor conductividad. El microelectroniquelado y fotoformado son
usados para dar el volumen del grosor a las estructuras metálicas de Níquel, Cobre y
Oro, estas estructuras esta siendo electroniqueladas para formar el espesor de la
estructura proporcionando un buen contacto eléctrica [8].
27
2.4.5 Materiales MEMS y técnicas de fabricación Los metales son en general buenos térmicos y conductores de electricidad. Estos
son algo fuertes y dúctiles a temperaturas, mantienen buena fuerza a elevadas
temperaturas.
La metalización es un proceso por medio del cual las capas metálicas son formadas
en la superficie del substrato.
Estas capas metálicas son usadas para crear interconexiones, contactos ohmicos,
etc. Las capas metálicas pueden ser formadas usando varios métodos como el vapor
físico depositado (PVD, por sus siglas en ingles) [8].
2.4.5.1 Evaporización La delgada capa metálica pude ser evaporada por medio de una fuente caliente
sobre el substrato de Silicio. Un sistema de evaporación consiste en una cámara de
vació, bombas, la oblea de Silicio y una ventana. El rango de evaporación es una
función de la presión del vapor del metal [8].
2.4.5.2 Chisporroteo El chisporroteo es un fenómeno físico que envuelve la aceleración de la vía de los
iones en un potencial gradiente y el bombardeo de un cátodo. Por medio del
momento de transferencia, los átomos cercanos a la superficie del cátodo comienzan
a ser volátiles y son transportados como vapor a un substrato [8].
2.4.5.3 Micromaquinado en la superficie de Silicio Las dimensiones de la superficie micromáquinada, puede ser en orden de
magnitudes pequeñas que el volumen de la estructura. La principal ventaja de la
superficie micromáquinada es su fácil integración en componentes de IC, puesto que
la misma superficie de la oblea pude ser procesada para elementos de IC. Sin
embargo la miniaturización es inmensamente incrementada por la superficie
micromáquinada, los tamaños pequeños de masas creadas son a menudo
insuficiente viables para sensores y, particularmente, actuadores.

28
Estos son algunos acercamientos comunes para crear mecanismos MEMS usando el
micromaquinado en la superficie. El primero de estos acercamientos es la tecnología
de sacrificar capas, para la realización de microestructuras mecánicas. [8].
2.4.6 Tecnología para sacrificar capas Usando la tecnología para sacrificar capas, en más ocasiones en el Polisilicio que en
el simple Silicio como la materia estructural de la fabricación de microestructuras. La
deposición baja de vapor químico (LPCVD, por sus siglas en ingles) de Polisilicio es
muy buena en tecnologías estándares de IC y tiene excelentes propiedades
mecánicas. Cuando el Polisilicio es usado como la capa estructural, la tecnología
para sacrificar capas normalmente emplea el Dióxido de Silicio como la materia
sacrificada, que es empleada durante el proceso de fabricación para realizar algunas
microestructuras [8].
Los pasos del proceso de la tecnología para sacrificar capas son:
• Deposición y grabado de una capa sacrificada de Dióxido de Silicio en el
Substrato.
• Deposición y definición de una capa de Polisilicio.
• Remover el Dióxido sacrificado por un grabado lateral en acido hidrofluorídrico
(HF) [8].
2.4.7 Elementos pasivos de MEMS/micromáquinados: ventajas y desventajas Los elementos pasivos como los inductores, capacitores y transformadores, juegan
un papel critico diariamente en inalámbricos y aplicaciones digitales de alta
velocidad.
El fácil ensamble de la miniaturización y compactamiento de la tecnología de
fabricación en IC son los factores que cubren la manera de incrustar estos

29
componentes pasivos directamente en el substrato de Silicio, esto da libertad a un
costo bajo al Silicio en la fabricación.
La operación de componentes magnéticos incrementa la corriente y pérdida de
histéresis en los centros magnéticos para los inductores. El centro magnético y
conductores con espesor y ancho con buen control se pueden realizar usando la
tecnología MEMS [8].
Un alambre en general en un circuito que tiene tres características importantes:
• Resistencia
• Capacitancia
• Inductancia
Que juntos generaran un retraso en la señal, además los cambios de generación de
ruido debido a inductancias así como el acoplamiento de capacitancías de alambres
es alto.
2.5 Tipos de Inductores MEMS Un inductor es un componente (Fig. 2.11 a)) que es capaz de producir voltajes en
sus terminales en respuesta al cambio del flujo de corriente a través de este. Como
en el caso de los capacitores, que guardan energía eléctrica, los inductores guardan
energía magnética [8].
El voltaje es generado como un resultado de una inducción magnética. El tiempo del
campo magnético en el tiempo debido a la corriente en un inductor induce una fuerza
contraelectromotriz (fem). Los inductores son usualmente espirales de alambre, en
forma circular o espiral, en donde los bobinados son necesariamente para el
mejoramiento del flujo y una gran inductancia en una pequeña área. Cualquier
cambio en la corriente de un circuito induce un cambio en el flujo magnético [8].

30
Las leyes de los estados de Faraday dicen que un cambio en el flujo magnético
induce un campo eléctrico y, para las leyes de Lenz, este campo eléctrico inducido
siempre es opuesto a los cambios en la corriente.
Un componente ideal pasivo consta de valores para todas las frecuencias con una
fase constante. A menudo un componente no ideal tiene cambios en su valor de
frecuencia (Fig. 2.11 b)) para un inductor. La región I es la operación útil, mientras
que en la región II el valor de la inductancia comienza a ser negativa cuando la
frecuencia aumenta. Esta es la primera frecuencia de resonancia del inductor.
Evitando la operación de un inductor en esta región es importante, mas allá de este
punto el elemento comienza a ser capacitivo y la calidad del factor el prácticamente
cero [8].
2.5.1 Inductancia e inductancia mutua en inductores MEMS Como se muestra en la figura 2.11 el cambio en la corriente en la figura a) producirá
un cambio en el campo magnético el cual induce un voltaje en la espira B. la fuerza
electromotriz inducida en el circuito B cuando ocurren los cambios de corriente en le
circuito A, el cambio es proporcional al rango de cambio de la unión de flujos por la
corriente en A. la persistente generación de voltajes, que se opone al cambio del
campo magnético, es la operación principal de un transformador.
El cambio en la corriente en una espira hace que afecte la corriente y voltaje en la
segunda espira esto es llamado inductancia mutua. Esta generación de fuerza
electromotriz (fem) es explicada por la leyes de faraday y esta de alguna manera es
opuesta al cambio en el campo magnético producidas por las espiras acopladas ver
figura 2.5.2 [8].

31
a)
b)
Figura 2.11 a) inductancia propia e inductancia mutua debido al cambio en la corriente.
Figura 2.11 b) Las regiones típicas de operación de un inductor. Nota: las corrientes IA e IB son respectivamente de las espiras A y B.
2.5.2 Tipos de inductores planares MEMS
Figura 2.12 Inductor espiral y efecto del flujo de la corriente

32
En le caso de un inductor espiral, la inductancia total es igual a la suma de su propia
inductancia por cada alambre mas la inductancia mutua entre los segmentos. Por
ejemplo en la Figura 2.12 la inductancia mutua entre los segmentos “a” y “e” es
causada por el flujo en los segmentos “a” y “e”, con una frecuencia y fase idéntica.
Existe una relación análoga entre los segmentos “b-f”, “c-g” y “d-h” en donde el flujo
de la corriente tiene la misma dirección. A menudo la inductancia mutua entre los
segmentos “a” y “g” es debida al la dirección opuesta del flujo de la corriente. La
misma relación existe entre los segmentos pares “a-c”, “e-g”, “e-c”, “d-f”, “d-b”, “h-f” y
“h-b”. Por consiguiente la inductancia por alambre de cualquier forma es:
∑+= MLL oT (2.7)
Donde TL es la inductancia total, oL es la suma de las inductancias por cada alambre
y ∑M es la suma de las inductancias mutuas [8].
Las posibles geometrías para inductores planares son mostradas en la figura 2.13 los
inductores son generalmente clasificados como inductores espirales. Los inductores
planares son hechos esencialmente con un diseño de una simple metalización de
una capa que son grabadas en otra conductora que es igualmente grabada en un
Substrato dieléctrico. Una capa de metal con un espesor superficial de 3 o 4 veces
reduce la pérdida de conectividad. Todos los segmentos de un inductor dependen del
acoplamiento mutuo de varios alambres que terminan creando una alta inductancia
en una pequeña área.
Por tal motivo la inductancia de un segmento puede ser escrita por:
⎥⎦
⎤⎢⎣
⎡+⎟⎟
⎠
⎞⎜⎜⎝
⎛ ++⎟
⎠⎞
⎜⎝⎛
+= 19.122.0ln21
b
bb l
twtw
llL (2.8)
Donde: L1 es la inductancia del segmento en nanohenries, lb, w, t son la longitud,
grueso y espesor respectivamente en centímetros [8].

33
Diagrama esquemático de inductores planares comunes:
Figura 2.13 Inductores planares comunes
• Serpenteado.
• Vuelta.
• Espiral circular.
• Espiral cuadrada.
• Espiral simétrica.
• Espiral poligonal [8].

34
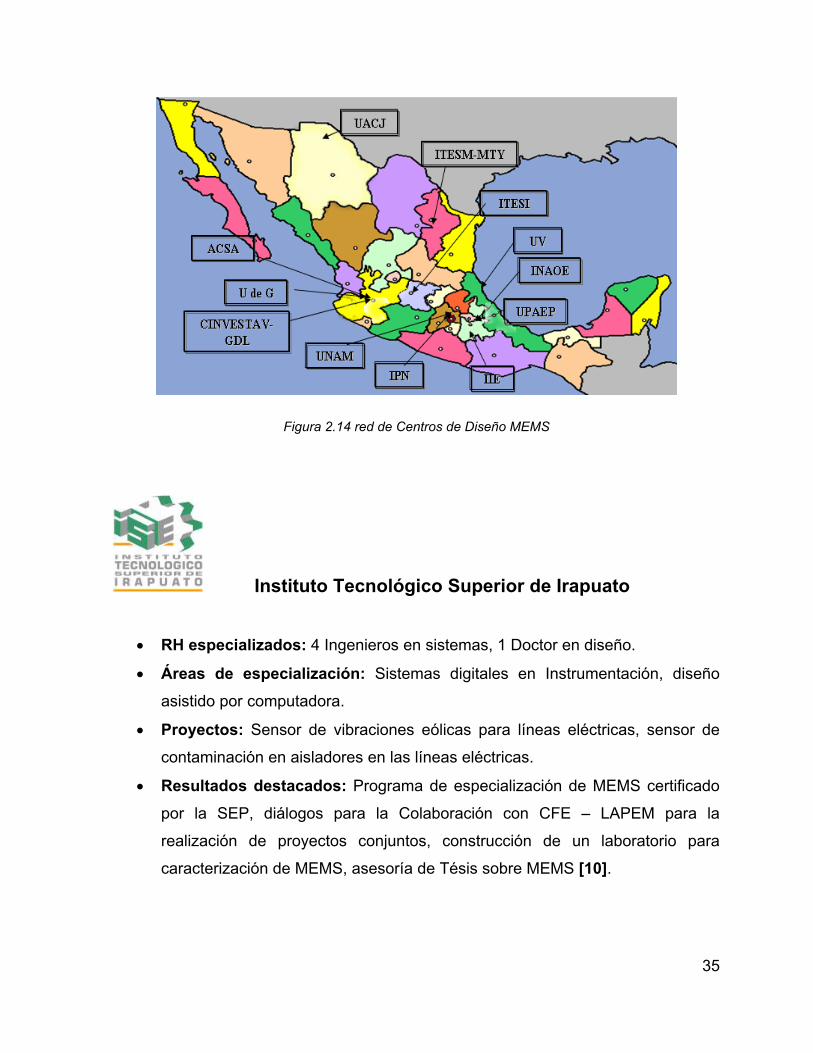
2.6 Red de Centros de Diseño MEMS
Refiriendo a los diseños más actuales dentro de lo que es la tecnología MEMS e
investigaciones realizadas y que en la actualidad se están realizando, tenemos en
cuenta las diversas instituciones y universidades, dentro de la republica mexicana
que cuenta con esta tecnología y que están aportando un gran apoyo hacia el
desarrollo de la misma. [10].
La red de Centros de Diseño MEMS fue integrada gracias a los esfuerzos de FUMEC
con apoyos (fondos económicos) de la Secretaría de Economía de México.
Actualmente, los Centros de Diseño MEMS están trabajando en proyectos de diseño
MEMS, identificando, y en algunos casos, desarrollando productos innovadores
basados en MEMS. [10]. Estos también se encuentran implementando programas de entrenamiento a través
de cursos y estudios de especialidad ó para titulación, en el campo de los MEMS.
• Instituto Tecnológico Superior de Irapuato (ITESI).
• La Universidad Nacional Autónoma de México (UNAM) en la Ciudad de
México.
• La Universidad Autónoma de Juárez (UACJ) en el Estado de Chihuahua.
• Centro de Investigación y de Estudios avanzados del IPN (CINVESTAV).
• .El Instituto Nacional de Astrofísica, Óptica y Electrónica (INAOE) en el Estado
de Puebla.
• Universidad Popular Autónoma de Puebla (UPAEP).
• Instituto de Investigaciones Eléctricas (IIE).
• Universidad Veracruzana (UV).
• Instituto Tecnológico de Estudios Superiores de Monterrey (ITESM). Campus
Monterrey.
• Universidad de Guadalajara (U de G).
35
Figura 2.14 red de Centros de Diseño MEMS
Instituto Tecnológico Superior de Irapuato
• RH especializados: 4 Ingenieros en sistemas, 1 Doctor en diseño.
• Áreas de especialización: Sistemas digitales en Instrumentación, diseño
asistido por computadora.
• Proyectos: Sensor de vibraciones eólicas para líneas eléctricas, sensor de
contaminación en aisladores en las líneas eléctricas.
• Resultados destacados: Programa de especialización de MEMS certificado
por la SEP, diálogos para la Colaboración con CFE – LAPEM para la
realización de proyectos conjuntos, construcción de un laboratorio para
caracterización de MEMS, asesoría de Tésis sobre MEMS [10].

36
Universidad Popular Autónoma del estado de Puebla
• RH especializados: 3 Doctores, 8 M.C, 9 Ingenieros.
• Áreas de especialización: Microelectrónica, modelo de sistemas
electrónicos, materiales, electrónica, mecánica, mecatrónica, automotriz.
• Proyectos: Road Map BioMEMS, rotor impulsado por luz, antena para
comunicaciones inalámbricas entre sistemas electrónicos automotrices,
análisis y diagnóstico de vibraciones.
• Resultados destacados: Participación en proyectos MEMS para industria
automotriz, creación del CAP Automotriz en Puebla, Impartición de cursos de
MEMS, red de alianzas: miembros del comenasa, IMP, INAOE, UTAC,
Universidades en USA, Alemania, España, etc. Laboratorios de investigación
de síntesis de materiales y de instrumentación óptica y electrónica [10].
Universidad Autónoma de Ciudad Juárez
• RH especializados: 7 Doctores, 10 M.C.
• Áreas de especialización: Materiales, procesamiento de señales,
semiconductores, diseño digital, BioMEMS, automotriz, caracterización.
• Proyectos: Sensor de flujo laminar MEMS y fibra óptica, Cluster de
encapsulado de microsistemas en la región del paso del norte.
• Resultados destacados: -Intercambios académicos con Universidad de
Texas en Arlington, creación de un Laboratorio de Innovación para
encapsulado de MEMS, Intensa colaboración con la Universidad de Texas en
el Paso [10].

37
Instituto Nacional de Astrofísica, Óptica y Electrónica • RH especializados: 15 Doctores, 6 M.C, diversas áreas de especialidad.
• Áreas de especialización: RF, Tecnología BlCMOS, críoelectrónica, Grabado
por plasma, diseño VLSI, CMOS, óptica fotodetectores, guía de onda,
microelectrónica.
• Proyectos: Telecomunicaciones, BioMEMS, electrónica de baja potencia,
CLCMOS, microfluidos, sensores químicos, desarrollo de una tecnología de
CMOS en silicio de alto índice cristalino, fabricación de sistemas
manométricos, microsensores para las aplicaciones funcionales.
• Resultados destacados: En construcción primer laboratorio de prototipos de
MEMS único en Latinoamérica, centro con mayor grupo de especialistas en
MEMS, Un promedio de 5 egresados de doctorado se han incorporado al
consorcio de MEMS, desarrollo de un laboratorio de Innovación tecnológica
para la fabricación MEMS [10].
Instituto de Investigaciones Eléctricas • RH especializados: 2 Ingenieros, 3 M.C, 3 Técnicos, 1 Administrativos.
• Áreas de especialización: Mecatrónica, control, electrónica, dibujo,
comunicaciones.
• Proyectos: Diseño de sensores para líneas de alta potencia, transformadores
de potencia, diseño de sensores para detección de corrientes de paso de falla
en alimentadores, diseño de sensores para detección de descargas parciales
en transformadores de potencia.
• Resultados destacados: Elaboración de mapa tecnológico de MEMS para
sector Eléctrico, área especializada en sistemas de control, maquetas
electrónicas [10].
38
Universidad de Guadalajara
• RH especializados: 4 Doctores, 1 M.C., 2 Ingenieros.
• Áreas de especialización: Eléctrica, semiconductores, materiales, Ing. de
proyectos.
• Proyectos: Nanoestructuras de Películas Delgadas ferroeléctricas,
Tratamiento en aceros para aplicaciones tropológicas, corrosión,
microdispositivos.
• Resultados destacados: Proyecto para realizar tecnología propia para
fabricar un engrane impulsor [10].
Universidad Nacional Autónoma de México
• RH especializados: 6 especialistas, 5 en etapa de capacitación, 30 Alumnos
asociados.
• Áreas de especialización: RF, telecomunicaciones, salud, alimentos.
• Proyectos: Acelerómetros, cantilivers, espejo deformable para aplicaciones
de óptica adaptativa.
• Resultados destacados: Asesoría de 30 tesis sobre MEMS, formación de un
laboratorio de innovación para el diseño y la caracterización de MEMS,
formación de red interna con otras facultades [10].

39
Centro de Investigación y Estudios Avanzados del I.P.N. Campus Guadalajara
• RH especializados: 1 Doctor en control, 2 Ingenieros en control, 1 M.C. en
control.
• Áreas de especialización: Control, electrónica aplicada, radio frecuencia,
medidores de presión.
• Proyectos: Acelerómetro, sensor de vibraciones industrial, inductores,
electrónica, chevrones, impulsor, sismógrafos, micromotores, microespejos,
giroscopios, acelerómetros, switches de RF.
• Resultados destacados: Programa oficial de maestrías en MEMS, obtención
de la fabricación de los primeros MEMS en México, actuadores térmicos (3
tipos: chevron, hot arms, elevadores ya caracterizados), microespejos mas de
6 tipos- caracterizados, micromotores 2 tipos para caracterizar los engranes,
microsistemas más de 20 micromáquinas en espera de caracterización,
proyecto industrial: medisist para medir temperatura, presión, alarmas y
asistencia en toma de decisiones, cluster de Guadalajara (Formación de
grupos y recursos humanos) [10].
Universidad Veracruzana
• RH especializados: 4 Doctores, 2 Maestros, 2 Ingenieros, 1 Administrativo.
• Áreas de especialización: Óptica, diseño, materiales, electrónica,
instrumentación y control.
• Proyectos: Diseño e implementación de un sistema de monitoreo en tiempo
real del campo magnético remanente en tubos de acero sin costura.
• Resultados destacados: Formación de grupo de especialistas MEMS,
contratación para la realización del proyecto de monitoreo con TENARIS-
TAMSA [10].

Capítulo III Desarrollo

41
3.1 Desarrollo.
3.2 Planteamiento del problema.
Considerando que el problema real de la fuga de corriente en los aisladores
eléctricos debido a la contaminación que se genera en su superficie, puede ser
considerada como una pérdida de energía debida e este efecto, este tipo de efecto
se presenta en cada aislador, por consecuencia si se realizara una suma toda esta
energía desperdiciada en cada uno de los aisladores de silicón situados alrededor de
toda la República Mexicana es posible mencionar que la pérdida de la misma es alta,
debido a que no siempre la fuga de dicha corriente es igual para cada caso, no es
posible realizar una cuantificación de esta pérdida, mas sin embargo se podría decir
que el índice de desperdicio de la misma es elevado, para poder analizar a fondo
esta investigación, se toma en cuenta un tipo de aislador de suspensión, para así
analizar los efectos físicos que ocurren durante el efecto llamado “corriente de fuga”
en los aisladores de silicón, tomándose mediciones del campo magnético generado
por la misma, mediante un inductor MEMS cuadrado, de diseño MetalMUMPS al cual
se le tomarán mediciones de inductancia, para determinar que tanto es el nivel de
contaminación del mismo.
Para este análisis se toma un modelo de aislador de la empresa MULTICO el cual es
del tipo color arena vidriado, de acuerdo a la especificación CFE L0000-15. El 100%
de ellos es probado eléctrica y mecánicamente para garantizar su calidad, el modelo
del mismo es del tipo SIBA-15. [15].
Figura 3.1 Aislador SIBA-15
42
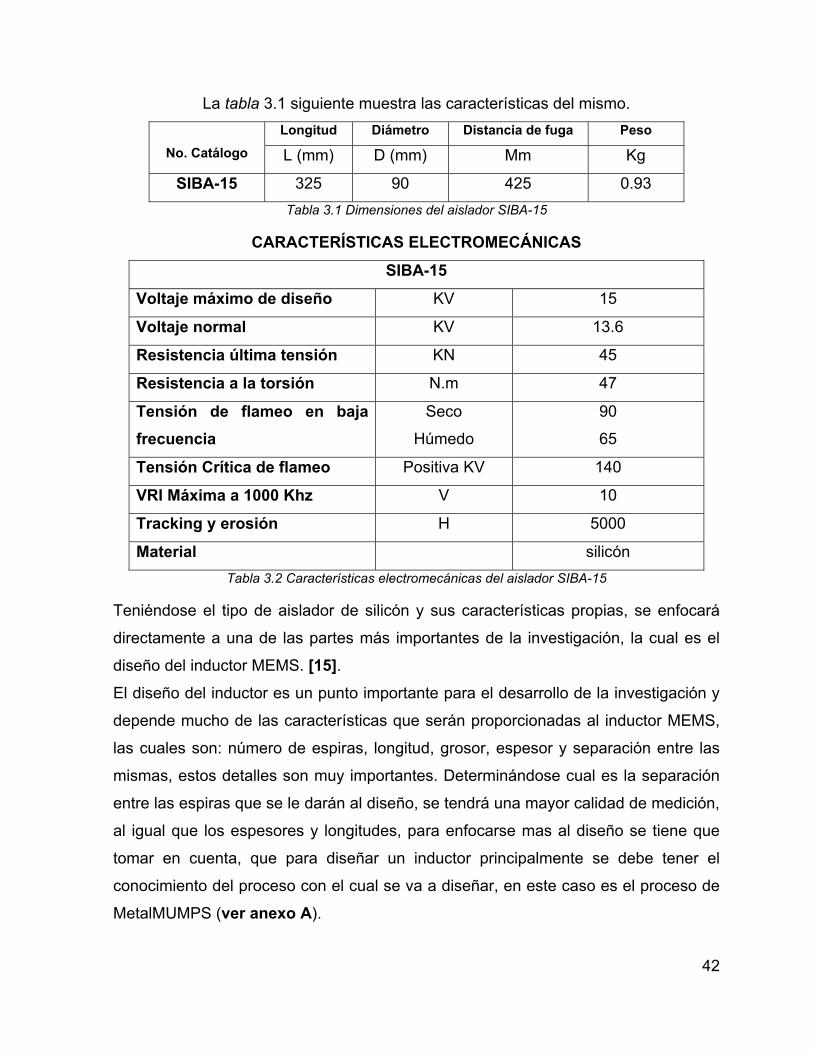
La tabla 3.1 siguiente muestra las características del mismo.
No. Catálogo Longitud Diámetro Distancia de fuga Peso
L (mm) D (mm) Mm Kg
SIBA-15 325 90 425 0.93 Tabla 3.1 Dimensiones del aislador SIBA-15
CARACTERÍSTICAS ELECTROMECÁNICAS
SIBA-15
Voltaje máximo de diseño KV 15
Voltaje normal KV 13.6
Resistencia última tensión KN 45
Resistencia a la torsión N.m 47
Tensión de flameo en baja frecuencia
Seco
Húmedo
90
65
Tensión Crítica de flameo Positiva KV 140
VRI Máxima a 1000 Khz V 10
Tracking y erosión H 5000
Material silicón Tabla 3.2 Características electromecánicas del aislador SIBA-15
Teniéndose el tipo de aislador de silicón y sus características propias, se enfocará
directamente a una de las partes más importantes de la investigación, la cual es el
diseño del inductor MEMS. [15]. El diseño del inductor es un punto importante para el desarrollo de la investigación y
depende mucho de las características que serán proporcionadas al inductor MEMS,
las cuales son: número de espiras, longitud, grosor, espesor y separación entre las
mismas, estos detalles son muy importantes. Determinándose cual es la separación
entre las espiras que se le darán al diseño, se tendrá una mayor calidad de medición,
al igual que los espesores y longitudes, para enfocarse mas al diseño se tiene que
tomar en cuenta, que para diseñar un inductor principalmente se debe tener el
conocimiento del proceso con el cual se va a diseñar, en este caso es el proceso de
MetalMUMPS (ver anexo A).

43
3.3 Objetivo de la investigación
Se desarrollará un diseño de un inductor MEMS para detectar campos magnéticos
generados por las corrientes de fuga en aisladores eléctricos con la reglas de diseño
del proceso MetalMUMPS, que detecte cambio en la intensidad del campo magnético
generado por una corriente alterna de 60 Hz, la cual pasa a través de los aisladores
de suspensión de silicón modelos SIBA-15 y SIBA-38 de la empresa MULTICO,
debido al nivel de contaminación (salinidad, temperatura, humedad, presión, etc.),
que el mismo tenga.
Con este desarrollo se propone implementar programa de mantenimiento preventivo
y predictivo en los aisladores de suspensión de silicón, para reducir el número de
descargas eléctricas que son la causa de las caídas de líneas de transmisión de
energía eléctrica y también reducir las grandes pérdidas de energía eléctrica
provocadas por las nombradas corrientes de fuga.
3.4 Hipótesis.
Dado que la contaminación en los aisladores eléctricos provoca una corriente de fuga
proporcional al nivel de contaminación, y a su vez esta genera un campo magnético;
nuestra hipótesis propone que se emplee una bobina tipo magnetómetro, para
detectar éste campo, y de esta manera determinar el nivel de contaminación en
aisladores de suspensión de aisladores eléctricos.
3.5 Justificación
En la actualidad la tecnología MEMS esta teniendo un gran auge en México; el hecho
de implementar sistemas mecánicos en un circuito integrado (IC) abre la posibilidad
de desarrollar aplicaciones donde antes no era posible realizarlas o el costo de
implementación no era económicamente viable. La miniaturización lograda al
44
desarrollar estos componentes reduce los costos de producción, y puede permitir
que se integren de forma física a los componentes monitoreados (aisladores de
suspensión).
En el aspecto de beneficios hacia lo sociedad, la presente propuesta busca también
que, al reducir el efecto de las descargas eléctricas, se ahorre energía eléctrica al
disminuir la corriente de fuga; que si sumamos de todos los aisladores instalados
sería un valor muy grande de energía desperdiciada. Por último, el usuario final sería
altamente beneficiado al tener continuidad el servicio eléctrico, permitiendo que la
necesidades básica que depende de ello (como el refrigerar los alimentos
perecederos) sean satisfechas, y a nivel industria los costos generados por la
ausencia de energía eléctrica serían impactados directamente al reducir la ausencia
de la misma.
3.6 Diferencia entre la bobina normal y un inductor MEMS
El diseñar un inductor planar es una forma totalmente diferente a un inductor o
comúnmente llamado “bobina”, la diferencia entre estos dos tipos es muy simple pero
a la vez complicada para aquellos que no tienen conocimiento de los procesos de
MEMS, la cual es que en un inductor normal se sabe que en algunos de los casos
llevan un núcleo de metal y en otros no, además de llevar consigo una secuencia de
espira enrolladas sobre el núcleo, también en este tipo de inductores depende mucho
del tipo de número de vueltas y del calibre del mismo, lo complicado de todo y la gran
diferencia son las escalas a trabajar y el método para diseñar, sin embargo un
inductor planar MEMS, principalmente consta de estructuras planares de Metal
(Níquel) que en este caso sustituirían a los comunes alambres enrollados sobre el
núcleo de una bobina normal, otra característica importante es que las leyes actuales
pueden ser aplicadas en algunos de los casos de manera similar hasta ciertas
escalas, la gran diferencia de este inductor MEMS es que no ocupa mucho espacio,
por lo tanto su tamaño es tan reducido que puede llegar a ser encapsulado dentro del

45
mismo aislador para una mayor efectividad y durabilidad, las escalas de medición
con respecto a la inductancia es del rango de exponentes de 1x10-9 henries, y con
respecto a la corriente son de miliamperes (1x10-3 A), este tipo de inductor como ya
se mencionó anteriormente se diseñara con el proceso MetalMUMPS de MEMS, la
ventaja de diseñar este inductor con este proceso es que cuenta con un
micromaquinado de Níquel que se sitúa en la superficie de cualquier mecanismo, en
este caso será sobre la superficie del inductor, además las espira del mismo son
metal (Níquel) para dar una mayor continuidad y resistividad, la capa de de Polisilicio
es usado para crear un puente debajo de las espiras para poder sacar la línea del
extremo del núcleo, esto se realizó con el objeto de situar los pads(conectores)
dirigidos a los extremos del mismo, de tal forma que se logre un buen circuito, en
cuanto a estética se refieren y para conexiones externas podría ser la mejor manera
de que se realicé, evitando dañar el dispositivo de cualquier otro contacto en cada
uno de los segmentos del inductor.
3.7 Elección del inductor MEMS
Una de las principales características del por que se eligió el tipo de inductor es
porque es uno de los modelos mas fáciles de diseñar por su estructura, pero en
general es uno de los que mejor trabajan como inductor por su geometría. Todos los
tipos de inductores son complicados de diseñar y su diseño consta de conocimientos
de electricidad y magnetismo, diseño mecánico, tener una visión en general del
proceso, visión de 3D, etc... Así como todas las reglas del diseño para las diferentes
capas del mismo, tomándose en cuenta los espesores y longitudes.
3.8 Dimensiones del inductor MEMS
El inductor planar a diseñar, tomará muchas variables en cuenta, como ya se
mencionó que depende del tipo del número de espira y otros factores, la figura 3.2
muestra las medidas y longitudes del inductor.

46
A Figura 3.2 Dimensiones del inductor MEMS cuadrado
550μm 820μm= H.
310μm
300μm= U.
1060μm
740μm= J.
40μm
980μm= D.
660μm= L.
40μm
900μm= F.
580μm= N.
200μm= S.
Tabla 3.3 Dimensiones del inductor planar MEMS
Observando la figura 3.2 se observa que dicho inductor consta de 3.5 vueltas y el
espesor de cada una es de 40μm, mientras la separación entre las mismas son de
40μm, el número de espiras es adecuado para el tipo de inductor, refiriéndose hacia
las dimensiones se observara que la estructura donde quedara incrustada en el
Substrato de Silicio será al rededor de 1mm2, cosa que ya es un poco grande para
este tipo de diseños en MEMS, y si aumentamos el número de espiras, por lo tanto
se aumentara su tamaño y se reducirá su factor de calidad, este factor de calidad es
llamado así por que se relaciona con la frecuencia, esto es por si se desea que el
inductor nos sirva como vía RF (radio frecuencia).

47
Las dimensiones dadas no fueron asignadas al azar, el manual de MetalMUMPS
indica las características mínimas y espaciamientos mínimos (Tabla 3.4), por lo cual
tenemos que mientras mas pequeños sean los dispositivos a diseñar mejor son,
siempre y cuando estos no se encuentren en el límite de sus características, porque
en el peor de los casos pueden llegar a fallar y las estructuras tendrán problemas al
momento de que se manden fabricar.
Nombre de nivel
Mnemónico
Nombre de nivel CIF
Número de nivel GDS
Característica mínima
(μm)
Espacio mínimo
(μm)
ÓXIDO1
OX1 10 20 20
POLY
POLY 20 5 5
NITRHOLE
NITR 30 5 5
METANCH
ANCH 40 50 10
METAL
METL 50 8 8
GOLDOVP
OVP 60 50 50
HOLEP
HOLP 21 5 5
HOLEM HOLM 51 8 8
Tabla 3.4 Características mínimas de las capas del proceso MetalMUMPS El siguiente paso, será diseñar el inductor en el software apropiado de MEMSCAP en
este caso es L-edit V4 para diseños de MEMS, este software es especial y es el
indicado para hacer cualquier tipo sistema microelectromecánico para los diferentes
procesos de MEMS.
48
3.9 Características generales del flujo del proceso MetalMUMP’S
A continuación se muestra el proceso MetalMUMPS con todas las capas disponibles,
este desarrollo es basado para el diseño del inductor planar MEMS de tipo cuadrado.
(Para mayor referencia ver anexo A).
Generalmente las capas del proceso MetalMUMPS de MEMS cumplen la siguiente función:
• El electroníquelado se usa como el material primario de la estructura que
interconecta eléctricamente las capas.
• El Polisilicio puede ser usado como resistores, adicionando estructuras
mecánicas, y/o puentes eléctricos.
• El Nitrato de Silicio es usado como una capa eléctrica de aislamiento.
• El Óxido PSG (PhosphoSilicate Glass por sus siglas en ingles), depositado es
usado para sacrificar capas.
• Una capa en la zanja del substrato de silicio puede ser incorporada por adición
térmica y aislamiento eléctrico.
• Una ligera capa de Oro puede ser usado para recubrir las estructuras de
Níquel para darle una baja resistencia de contacto al material.
• Para los nombre de los convenio: niveles de litografía (esto es, nombres por
cada nivel de máscara) son clasificados en un caso superior por las letras
iniciales en mayúsculas, como las capas especificas del material, como es un
Óxido, Polisilicio, o una capa de Metal, son clasificados en minúsculas con las
primeras letras mayúsculas. (ver anexo A)
El flujo del proceso de MetalMUMPs se describe a continuación usando la nombrada
convención de nombres para las diferentes capas.
Las imágenes del tema 3.9 proporcionan una representación grafica de los pasos del
proceso.

49
3.10 Flujo del proceso MetalMUMPS para inductor MEMS cuadrado
Figura 3.3 Aislamiento Óxido depositado
Figura 3.3 Aislamiento Óxido- Una capa de 2 μm de
Óxido de Silicio es puesta en la superficie de la oblea
delgada de Silicio para proporcionar aislamiento
eléctrico para el substrato.
Figura 3.4 Óxido 1 depositado
Figura 3.4 Óxido 1 – esta capa tiene 0.5μm de
espesor que actúa sacrificando las capas. Quitando
de la capa de Óxido 1 en el final de el proceso en la
capa de Nitrato 1. El Óxido es litrograficamente
modelado como el primer nivel de máscara ÓXIDO 1,
Además el Óxido 1 define las regiones donde la zanja
de silicio será formada.
Figura 3.5 Grabado del Óxido 1
Figura 3.5 La oblea de Silicio es cubierta con foto
resistencias sensitivas a los rayos ultravioleta (UV) y
modeladas litográficamente para ser expuestas a
través de la luz UV en el primer nivel de máscara
(ÓXIDO 1) y entonces es creada. Las fotorresistencias
en áreas expuestas ala luz son removidas, dejando
atrás una máscara modelo de fotorresistencias
grabada. Mojando químicamente el grabado es usado
para remover y sacrificar la que no queremos del
(PSG). Después del grabado, la fotorresistencia es
químicamente quitada. Este método de modelado de
la oblea de Silicio con fotorresistencias, grabando y
quitando la fotorresistencia removiéndola es muy
usado en el proceso MetalMUMPS.
Substrato
Aislamiento
Foto resistencia
Óxido 1
Nitrato 1
POLY
Nitrato 2
Óxido 2
Metal anclado
Metal
Contorno
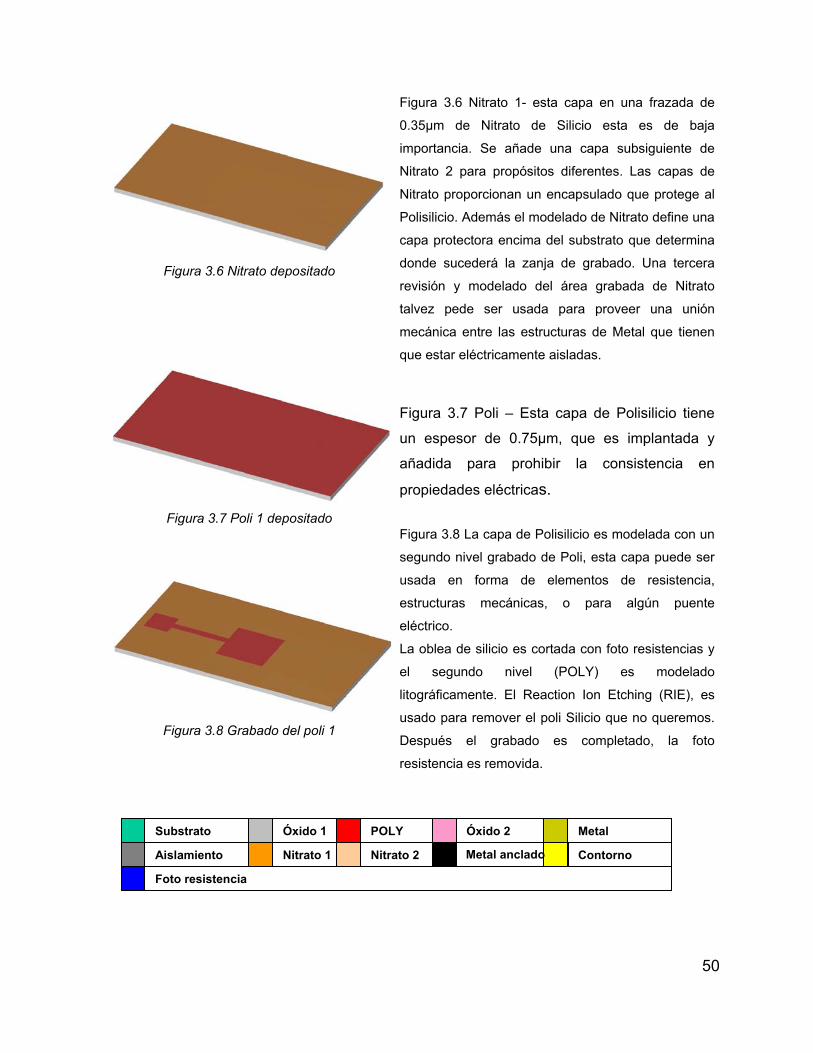
50
Figura 3.6 Nitrato depositado
Figura 3.6 Nitrato 1- esta capa en una frazada de
0.35μm de Nitrato de Silicio esta es de baja
importancia. Se añade una capa subsiguiente de
Nitrato 2 para propósitos diferentes. Las capas de
Nitrato proporcionan un encapsulado que protege al
Polisilicio. Además el modelado de Nitrato define una
capa protectora encima del substrato que determina
donde sucederá la zanja de grabado. Una tercera
revisión y modelado del área grabada de Nitrato
talvez pede ser usada para proveer una unión
mecánica entre las estructuras de Metal que tienen
que estar eléctricamente aisladas.
Figura 3.7 Poli 1 depositado
Figura 3.7 Poli – Esta capa de Polisilicio tiene
un espesor de 0.75μm, que es implantada y
añadida para prohibir la consistencia en
propiedades eléctricas.
Figura 3.8 Grabado del poli 1
Figura 3.8 La capa de Polisilicio es modelada con un
segundo nivel grabado de Poli, esta capa puede ser
usada en forma de elementos de resistencia,
estructuras mecánicas, o para algún puente
eléctrico.
La oblea de silicio es cortada con foto resistencias y
el segundo nivel (POLY) es modelado
litográficamente. El Reaction Ion Etching (RIE), es
usado para remover el poli Silicio que no queremos.
Después el grabado es completado, la foto
resistencia es removida.
Substrato
Aislamiento
Foto resistencia
Óxido 1
Nitrato 1
POLY
Nitrato 2
Óxido 2
Metal anclado
Metal
Contorno

51
Figura 3.9 Nitrato 2 depositado
Figura 3.9 Nitrato 2 – Esta segunda capa tiene de
espesor 0.35μm de Nitrato de Silicio de baja
importancia. La combinación de las capas de
Nitrato 1 y Nitrato 2 son litográficamente
modeladas con el tercer nivel de máscara
NITRHOL y grabada
Figura 3.10 Modelado del Nitrato 2 (NITRHOLE)
Figura 3.10 Las obleas de silicio son cortadas
con foto resistencia y el tercer nivel (NITRHOLE)
es modelado litrograficamente. El grabado RIE
(Ion Reactivo) es creado para remover el Nitrato
1 y Nitrato 2 para modelar las áreas. Después el
grabado es completado, la foto resistencia es
removida.
Nota.-Quedaran residuos del Nitrato 1 en
cualquier parte del NITRHOLE encima del
modelado del Poli 1.
Figura 3.11 Óxido 2 depositado
Figura 3.11 Este segundo sacrificio de capa tiene
1.1μm de espesor. Esto es removido revisando el
paso final para liberar las capas mecánicas de
Metal. El Óxido 2 es modelado en el cuarto nivel
de máscara METANCH, y es una mezcla
grabada. El paso de modelado del Óxido 2
también proporciona el modelado de la estructura
para anclar el Metal. El proceso anterior es usado
para proporcionar capas delgadas de cromo (Cr)
y Platino (Pt), para anclar el Metal solamente en
el fondo del Óxido 2.
Substrato
Aislamiento
Foto resistencia
Óxido 1
Nitrato 1
POLY
Nitrato 2
Óxido 2
Metal anclado
Metal
Contorno

52
Figura 3.12 Anclar el Metal
Figura 3.13 METANCH
Figura 3.12-3.13 La oblea de silicio es cortada
con foto resistencias y el cuarto nivel de máscara
(METANCH) es litrograficamente modelada. El
Óxido 2 es un grabado mojado y es depositada
una delgada capa de metal (Metal anclado)
consistiendo de 10nm de cromo (Cr) + 25nm de
platino (Pt). Un proceso apartado es usado para
remover la foto resistencia y liberar en la parte
superior el Metal anclado únicamente del Óxido 2
abriendo la forma para el nivel de máscara
METANCH.
Figura 3.14 Grabado del METANCH
Figura 3.14 El nivel de máscara METANCH es
grabado.
Figura 3.15 METAL (Níquel) depositado
Figura 3.15 El quinto nivel de máscara, METAL
(Níquel) es depositado en la superficie.
Substrato
Aislamiento
Foto resistencia
Óxido 1
Nitrato 1
POLY
Nitrato 2
Óxido 2
Metal anclado
Metal
Contorno
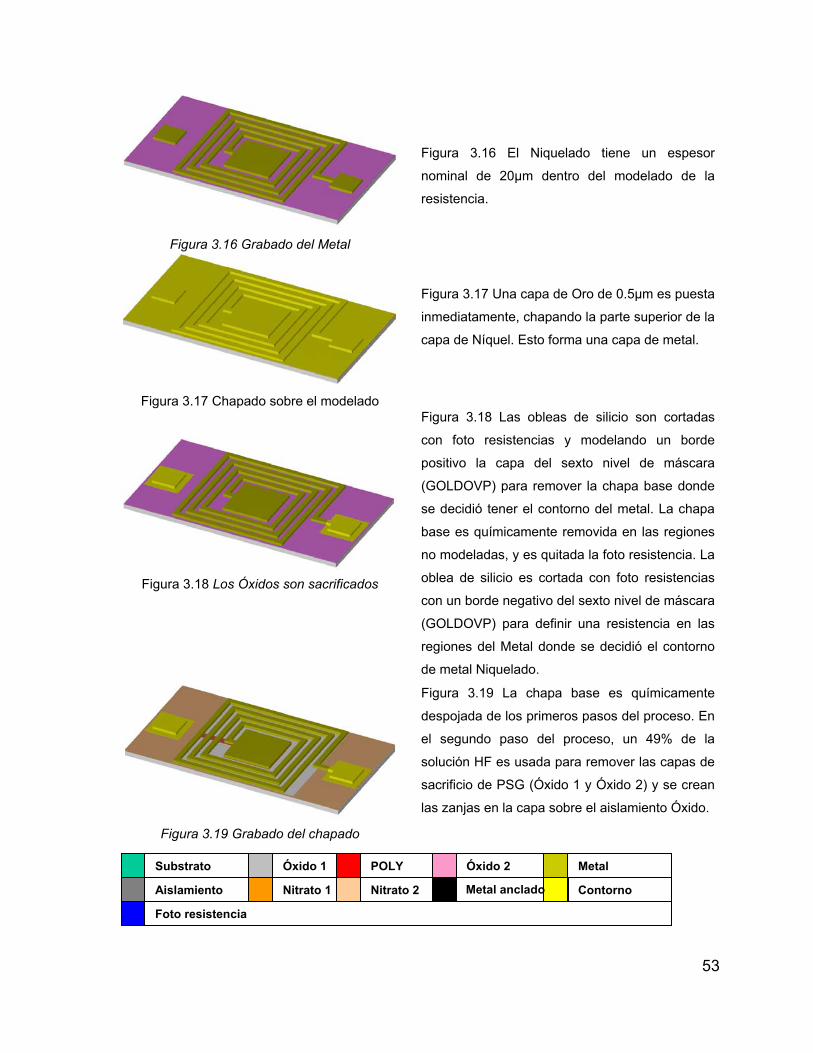
53
Figura 3.16 Grabado del Metal
Figura 3.16 El Niquelado tiene un espesor
nominal de 20μm dentro del modelado de la
resistencia.
Figura 3.17 Chapado sobre el modelado
Figura 3.17 Una capa de Oro de 0.5μm es puesta
inmediatamente, chapando la parte superior de la
capa de Níquel. Esto forma una capa de metal.
Figura 3.18 Los Óxidos son sacrificados
Figura 3.18 Las obleas de silicio son cortadas
con foto resistencias y modelando un borde
positivo la capa del sexto nivel de máscara
(GOLDOVP) para remover la chapa base donde
se decidió tener el contorno del metal. La chapa
base es químicamente removida en las regiones
no modeladas, y es quitada la foto resistencia. La
oblea de silicio es cortada con foto resistencias
con un borde negativo del sexto nivel de máscara
(GOLDOVP) para definir una resistencia en las
regiones del Metal donde se decidió el contorno
de metal Niquelado.
Figura 3.19 Grabado del chapado
Figura 3.19 La chapa base es químicamente
despojada de los primeros pasos del proceso. En
el segundo paso del proceso, un 49% de la
solución HF es usada para remover las capas de
sacrificio de PSG (Óxido 1 y Óxido 2) y se crean
las zanjas en la capa sobre el aislamiento Óxido.
Substrato
Aislamiento
Foto resistencia
Óxido 1
Nitrato 1
POLY
Nitrato 2
Óxido 2
Metal anclado
Metal
Contorno
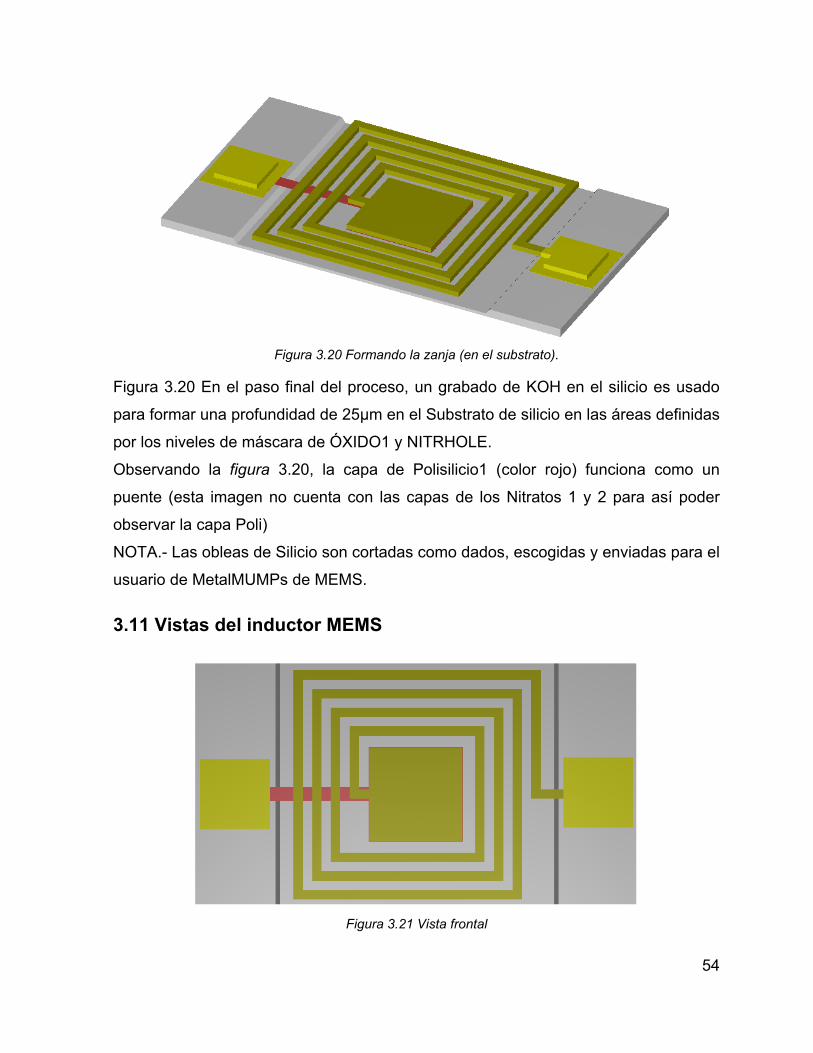
54
Figura 3.20 Formando la zanja (en el substrato).
Figura 3.20 En el paso final del proceso, un grabado de KOH en el silicio es usado
para formar una profundidad de 25μm en el Substrato de silicio en las áreas definidas
por los niveles de máscara de ÓXIDO1 y NITRHOLE.
Observando la figura 3.20, la capa de Polisilicio1 (color rojo) funciona como un
puente (esta imagen no cuenta con las capas de los Nitratos 1 y 2 para así poder
observar la capa Poli)
NOTA.- Las obleas de Silicio son cortadas como dados, escogidas y enviadas para el
usuario de MetalMUMPs de MEMS.
3.11 Vistas del inductor MEMS
Figura 3.21 Vista frontal

55
Figura 3.21 Vista frontal del inductor cuadrado MEMS, se puede apreciar el puente
de Polisilicio1 (esta imagen no cuenta con las capas de los Nitratos 1 y 2 para así
poder observar la capa Polisilicio1).
Figura 3.22 Corte transversal
Figura 3.22 Corte transversal del inductor cuadrado MEMS en donde podemos
apreciar como las espiras están suspendidas por la zanja creada en el Substrato de
Silicio y del Nitrato de Silicio. (Esta imagen no cuenta con las capas de los Nitratos 1
y 2, para así poder observar la capa Polisilicio1).
Figura 3.23 Vista inferior
Figura 3.23 La capa de Polisilicio se puede apreciar como pasa por debajo la capa
grabada de Metal (Níquel), detal forma que su función es hacer un puenteo para
poder tomar la medición en uno de sus extremos.

56
3.12 Análisis de efectos provocados durante la corriente de fuga
Ahora como ya se tiene las dimensiones máximas del inductor planar MEMS, así
como sus características, se enfocará directamente hacia un análisis de los efectos
físicos que ocurren durante las mediciones del campo magnético generado por la
corriente de fuga y esta a su vez por la contaminación en exceso en la superficie del
mismo, sin embargo se hace mención de tomar en cuenta algunas leyes físicas, para
realizar dicho análisis.
Considerando que el aislador no es un elemento geométricamente recto, para poder
lograr hacer el análisis se deduce, que si las dimensiones de los mecanismos de
MEMS (Fig. 3.25 dado MEMS de 10mm2), podemos definir un tramo o segmento del
aislador como un conductor recto figura 3.24, tomando en cuenta las dimensiones de
los MEMS, es posible considéralo de esa manera.
Figura 3.24 Comparación de dimensiones aislador-MEMS
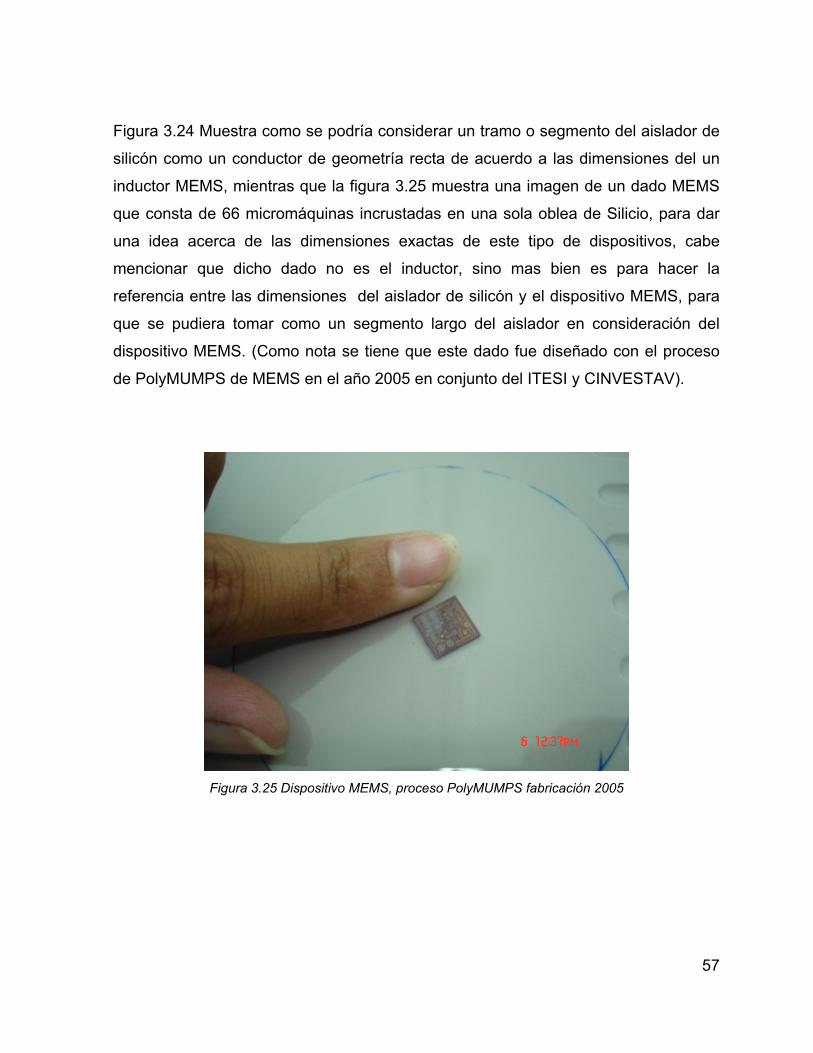
57
Figura 3.24 Muestra como se podría considerar un tramo o segmento del aislador de
silicón como un conductor de geometría recta de acuerdo a las dimensiones del un
inductor MEMS, mientras que la figura 3.25 muestra una imagen de un dado MEMS
que consta de 66 micromáquinas incrustadas en una sola oblea de Silicio, para dar
una idea acerca de las dimensiones exactas de este tipo de dispositivos, cabe
mencionar que dicho dado no es el inductor, sino mas bien es para hacer la
referencia entre las dimensiones del aislador de silicón y el dispositivo MEMS, para
que se pudiera tomar como un segmento largo del aislador en consideración del
dispositivo MEMS. (Como nota se tiene que este dado fue diseñado con el proceso
de PolyMUMPS de MEMS en el año 2005 en conjunto del ITESI y CINVESTAV).
Figura 3.25 Dispositivo MEMS, proceso PolyMUMPS fabricación 2005

Capítulo IV Resultados y conclusiones
59
4.1 Fundamento matemáticos y resultados
Como se sabe que el nivel de contaminación generado en la superficie del aislador
de silicón, es lo que provoca las corrientes de fuga, si se toma dicho segmento y
considerarlo un conductor largo y recto, por lo tanto, la ley de Ampére nos dice que
cuando una corriente pasa a través de un conductor, este a su vez genera un campo
magnético con sus respectivas líneas de flujo, y la intensidad de dichas líneas de
flujo dependen de que tan elevado es el valor de la corriente que pasa a través del
mismo, para determinar la dirección de las líneas del campo magnético es necesario
utilizar la regla de la mano derecha (Fig. 4.1).
Por simetría, la magnitud del campo magnético (Bo) es la misma en todos los puntos
sobre una trayectoria circular centrada en el alambre. Mediante la variación de la
corriente y de la distancia “r” desde el alambre, se encuentra que “Bo” es
proporcional a la corriente e inversamente proporcional a la distancia en el alambre
(Fig. 4.2); por lo tanto la ley de Ampére indica que [7]:
(4.1)
Donde:
µ es la constante de permeabilidad=A
Tmx 7104 −π
I es la corriente (A)
r es el punto donde se desea hacer la medición del campo magnético (m).
Dicha ecuación nos representa la magnitud del campo magnético.

60
Figura 4.1 Regla me la mano derecha
Figura 4.1 El dedo pulgar indica la dirección de la corriente y los dedos la dirección
de las líneas de fuerza del campo magnético.
Figura 4.2 Punto de medición y líneas de flujo del campo magnético
Ahora se tendrá conocimiento para determinar la dirección de las líneas de flujo del
campo magnético “Bo”, siempre y cuando exista una corriente en el conductor.
Por otro lado también se podría determinar la magnitud del campo magnético en
cualquier punto (ecuación 4.1). Las unidades de dichos campo son las T (Teslas) [7].

61
Unos de los detalles importantes que se tendrán que tomar en cuenta es determinar
la distancia y posición donde tiene que estar el inductor MEMS, por que no es lo
mismo situarlo de una manera con cierta inclinación o de alguna otra forma, para
determinar su posición verdadera, se explicara y determinaran otros factores como
son los sig:
Para la distancia “r” (ecuación 4.1) se sabe que entre mas cercano este el punto de
la medición a la superficie del aislador de silicón, mayor será el valor del campo
magnético medido desde dicho punto, por consiguiente proponemos que el inductor
se encuentre lo mas cercano a la superficie del aislador.
Para la posición se toma en cuenta el flujo magnético, ya que de este depende de la
posición que se encuentre el inductor MEMS para determinar el número de la líneas
de flujo que pasan a través de dicho inductor y para obtener la mayor inducción de
corriente, es decir lo que determina la fem inducida es la velocidad de cambio en el
número de líneas de campo que pasan a través del conductor, en este caso es el
inductor MEMS.
El flujo magnético que pasa a través de cualquier superficie se define como:
αφ cosBoAB = (4.2)
Donde: Bo es el campo magnético (T), A es el área de la sección transversal (mm2) y
α es ángulo entre la normal a la superficie y la dirección del campo.
Figura 4.3 Vectores del campo magnético y superficie
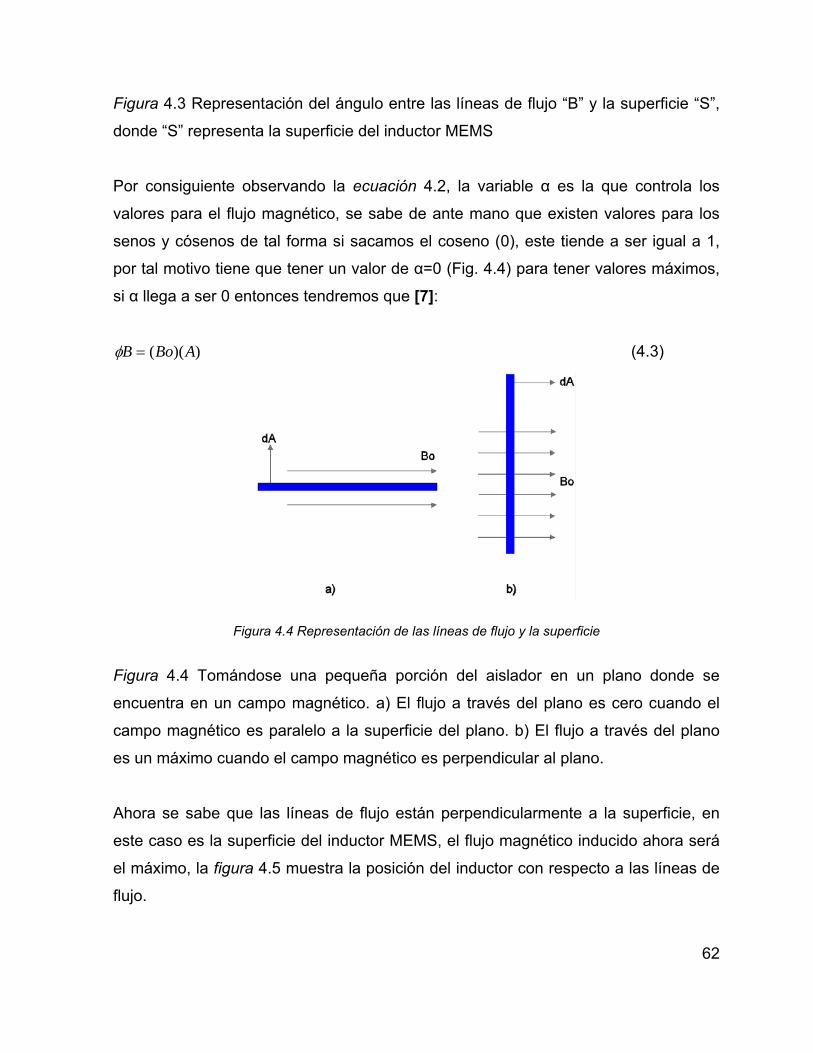
62
Figura 4.3 Representación del ángulo entre las líneas de flujo “B” y la superficie “S”,
donde “S” representa la superficie del inductor MEMS
Por consiguiente observando la ecuación 4.2, la variable α es la que controla los
valores para el flujo magnético, se sabe de ante mano que existen valores para los
senos y cósenos de tal forma si sacamos el coseno (0), este tiende a ser igual a 1,
por tal motivo tiene que tener un valor de α=0 (Fig. 4.4) para tener valores máximos,
si α llega a ser 0 entonces tendremos que [7]:
))(( ABoB =φ (4.3)
Figura 4.4 Representación de las líneas de flujo y la superficie
Figura 4.4 Tomándose una pequeña porción del aislador en un plano donde se
encuentra en un campo magnético. a) El flujo a través del plano es cero cuando el
campo magnético es paralelo a la superficie del plano. b) El flujo a través del plano
es un máximo cuando el campo magnético es perpendicular al plano.
Ahora se sabe que las líneas de flujo están perpendicularmente a la superficie, en
este caso es la superficie del inductor MEMS, el flujo magnético inducido ahora será
el máximo, la figura 4.5 muestra la posición del inductor con respecto a las líneas de
flujo.
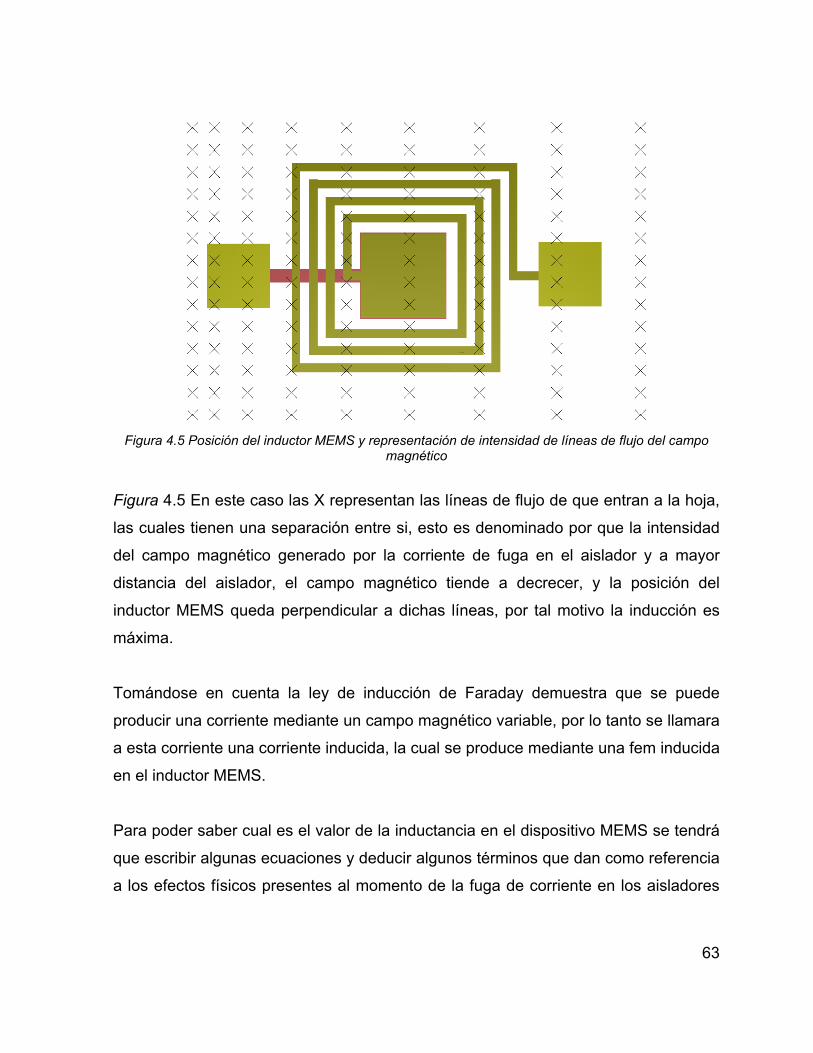
63
Figura 4.5 Posición del inductor MEMS y representación de intensidad de líneas de flujo del campo
magnético
Figura 4.5 En este caso las X representan las líneas de flujo de que entran a la hoja,
las cuales tienen una separación entre si, esto es denominado por que la intensidad
del campo magnético generado por la corriente de fuga en el aislador y a mayor
distancia del aislador, el campo magnético tiende a decrecer, y la posición del
inductor MEMS queda perpendicular a dichas líneas, por tal motivo la inducción es
máxima.
Tomándose en cuenta la ley de inducción de Faraday demuestra que se puede
producir una corriente mediante un campo magnético variable, por lo tanto se llamara
a esta corriente una corriente inducida, la cual se produce mediante una fem inducida
en el inductor MEMS.
Para poder saber cual es el valor de la inductancia en el dispositivo MEMS se tendrá
que escribir algunas ecuaciones y deducir algunos términos que dan como referencia
a los efectos físicos presentes al momento de la fuga de corriente en los aisladores

64
de silicón, dejando claro que el desarrollo matemático propuesto es para un inductor
MEMS cuadrado mencionado anteriormente.
Como dato proporcionado por la PEM tenemos que la corriente de fuga máxima en el
aislador es de 200mA, este valor lo tomaremos como base para el análisis
matemático en el cual observando la ecuación 4.1 tenemos que:
Como se sabe ahora que el inductor es planar y que consta de espiras con un ancho
y una longitud y que su superficie es paralela a las líneas de flujo del campo
magnético, y que se tiene en cuenta que la distancia a medir el campo magnético “r”
también es un dato importante.
Por la ley de Ampere sabemos que la intensidad del campo magnético creado por un
alambre largo que conduce una corriente a una distancia r es:
Datos:
AxI 310200 −=
ATmx 61026.1 −=μ
mxr 3101 −=
Sustituyendo valores
( )( )( ) Tx
mx
AxA
Tmx
rIBo 6
3
36
10107.401012
102001026.1
))((2))(( −
−
−−
=⎟⎠⎞
⎜⎝⎛
==ππ
μ
Por lo tanto el valor para el campo magnético a una distancia de 1mm su superficie
es:
TxBo 610107.40 −=

65
El campo varia sobre el inductor y esta dirigido hacia dentro de la pagina (Fig. 4.5).
Puesto que Bo es paralelo a dA, podemos expresar el flujo magnético a través de un
elemento de área dA como [7]:
( )( )( )( ) ( )∫∫ == dA
rIABoB
πμφ
2))((max (4.4)
Notando que debido a que no es uniforme sino que más bien depende de “r”, no se
puede sacar de la integral.
Para integrarlo, expresamos primero el área del elemento como ))(( dxLdA = . En
vista de que r es la única variable que aparece ahora en la integral, la expresión Bφ ,
se transforma en:
( )( )( ) ( ) dx
XLIB
ca
c∫+
⎟⎠⎞
⎜⎝⎛⋅⎟⎟
⎠
⎞⎜⎜⎝
⎛=
12
maxπ
μφ (4.5)
Donde (L) representa la longitud del segmento del inductor, (a) es el ancho, (x) es la
distancia de separación entre el punto de medición y el aislador (Fig. 4.6) [7].
Figura 4.6 Análisis entre el aislador y el inductor MEMS
(x)

66
Figura 4.6 Campo magnético debido al aislador que conduce una corriente (I) no
uniforme.
Por lo tanto la ecuación 4.5 quedaría como:
Datos: a =1060x10-6m
c =2x10-3m
L =980x10-6m
( )( )( ) ( ) =⎟
⎠⎞
⎜⎝⎛⋅⎟⎟
⎠
⎞⎜⎜⎝
⎛= ∫
+
dxX
LIBca
c
12
maxπ
μφ
( )( ) ( ) ∫
−−
−
+−
−−
⎟⎠⎞
⎜⎝⎛⋅
⎟⎟⎟⎟
⎠
⎞
⎜⎜⎜⎜
⎝
⎛
××⎟
⎠⎞
⎜⎝⎛ ×
=66
6
102101060
102
6
36
1109802
102001026.1max
xx
x
dxx
mA
ATm
Bπ
φ
WbxB 1210715.16max −=∴φ
Ahora calcularemos la Fem inducida en el inductor MEMS, siguiente la corriente
inducida en el mismo:
Datos: t =1s; tiempo estimado
N =Número de espiras
( )( ) ( )( ) vs
WbtBNE 12
12
10218.751
10715.165.4max −−
×=×
==φ
Datos: E= 75.218x10-12v
R= 8x10-6Ω
AREI 6
6-
-12
10402.98x10
v75.218x10 −×=Ω
==

67
Otras de las variables importantes es la inductancia que proporcionar el inductor
MEMS cuadrado a la hora de que el mismo este dentro del campo magnético que es
variante en el tiempo, refiriéndose a una corriente alterna (ca).
Para calcular la inductancia total del inductor primeramente se tendrá que encontrar
la inductancia por sección o tramo del mismo, ahora se designaran algunas letras a
los segmentos del mismo para poder identificarlos.
Figura 4.7 Designación de letras para los segmentos
Como se observa existen algunos segmentos del inductor, los cuales son
idénticamente iguales como (C-D), (E-F), (G-H), (I-J), (K-L), (M-N), mientras que los
segmentos denominados (A) y (O) son diferentes.
Por lo tanto haciendo referencia a la ecuación 2.8 tenemos que:
L es la inductancia del segmento en nanohenries, lb, w, t son la longitud, grueso y
espesor respectivamente en centímetros.

68
Datos: w=40μm= 4x10-9cm; ancho de los segmentos.
t=9μm= 0.9x10-9cm; grueso de los segmentos.
Los datos anteriores son utilizados para cada segmento del inductor sin importar la
longitud, siendo estos datos en general para todos, los cuales se utilizaran para
calcular la inductancia de los mismos.
PARA EL SEGMENTO (A)= 550μm= 55x10-9cm
( )
( ) ( )( )
henriesxL
cmxcmxcm
cmxcmcmxcmxL
Atw
twAAL
9
9
99-
99-
99
10047.3991
19.11055
109.04x1022.0109.04x10
1055ln105521
19.122.0ln21
−
−
−
−
−−
=
⎥⎦
⎤⎢⎣
⎡+⎟⎟
⎠
⎞⎜⎜⎝
⎛ ++⎟⎟
⎠
⎞⎜⎜⎝
⎛+
=
⎥⎦
⎤⎢⎣
⎡+⎟
⎠⎞
⎜⎝⎛ +
+⎟⎠⎞
⎜⎝⎛
+=
La siguiente tabla 4.1 muestra los resultados obtenidos por los cálculos para las
inductancias por alambre.
Segmento Longitud (1x10-9cm)
Inductancias (1x10-9henries)
Variable (Li)
A 55 399.047 L1
B 106 906.167 L2
C=D 98 822.560 L3
E=F 90 740.259 L4
G=H 82 659.383 L5
I=J 74 580.071 L6
K=L 66 502.491 L7
M=N 58 426.856 L8
O 31 190.311 L9 Tabla 4.1 Resultados de las inductancias por segmento

69
Por lo tanto la inductancia total 1 (L1) es la suma de todas las inductancias propias, y
en el caso en el que los segmentos que se repiten la inductancia se multiplicaran al
doble.
henriesxLhenriesxhx
hxhxhxhx
hxhxhxhxL
LLLLLLLLLL
T
T
T
6
69
9999
9999
10959.8110959.810311.190
)10856.426(2)10491.502(2)10071.580(2)10383.659(2
)10259.740(2)10560.822(210167.90610047.3991
9)8(2)7(2)6(2)5(2)4(2)3(2211
−
−−
−−−−
−−−−
=
=+
+++++
++++=
++++++++=
Por otro lado también se generara una inductancia mutua entre los segmentos del
inductor, por tal motivo para encontrar el valor real de la inductancia total, hay que
obtener el valor de la inductancia mutua y establecer las ecuaciones
correspondientes al inductor MEMS cuadrado.
El valor de la inductancia total (LT) es la suma de las inductancias propias (L1T) de
cada segmento y la inductancia mutua ijM entre los ith y los jth elementos.
En donde:
∑∑∑∑∑= == ==
+=+=N
i
N
jijT
N
i
N
jij
N
iT MLMLL
1 11 11
11 (4.6)
Por lo tanto el valor total de la inductancia es:
ijTTT MLL += 1 (4.7)
En donde:
∑∑∑∑= == =
+++=N
i
N
j
N
i
N
jijT MijMijM
1 11 1...21
(4.8)

70
Para cada segmento del inductor, así encontraremos la inductancia mutua total.
El valor de ijM (inductancia mutua) depende de la longitud de los segmentos (s) y la
separación entre los mismos (d) y puede ser escrito como:
( )( ) 21
221
2
11ln2 ⎥
⎥⎦
⎤
⎢⎢⎣
⎡+⎟
⎠⎞
⎜⎝⎛+−
⎪⎭
⎪⎬⎫
⎪⎩
⎪⎨⎧
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎠⎞
⎜⎝⎛++⎟
⎠⎞
⎜⎝⎛=
sD
Ds
Ds
DssMij
πμ (4.9)
Donde:
( ) ( )⎥⎥⎦
⎤
⎢⎢⎣
⎡+⎟
⎠⎞
⎜⎝⎛+⎟
⎠⎞
⎜⎝⎛+⎟
⎠⎞
⎜⎝⎛−= ....
1681
601
121lnln
642
dw
dw
dwdD (4.10)
Por consiguiente hay que tomar el valor real de la variable (D) para sustituirla en la
ecuación 4.10, pero como esta seguida de un logaritmo natural (ln (D)), hay que
establecer otra variable llamada (x) para que tome el valor siguiente:
( )⎥⎥⎦
⎤
⎢⎢⎣
⎡+⎟
⎠⎞
⎜⎝⎛+⎟
⎠⎞
⎜⎝⎛+⎟
⎠⎞
⎜⎝⎛−= ....
1681
601
121ln
642
dw
dw
dwdx (4.11)
De esta manera podemos despejar la variable (D) aplicando un exponencial y como
resultado tenemos que:
xeDxD =∴=)ln( (4.12)
xeD = (4.13)

71
Haciendo referencia a la ecuación 4.11 y sustituyendo los valores de las variables (d,
w), tenemos que:
Datos: d= 40μm= 4x10-9cm; separación entre los segmentos del inductor.
w= 40μm= 4x10-9cm; es el ancho de los segmentos del inductor.
( )
443.19
101102
1681
101102
601
101102
121)101ln(
1681
601
121ln
6
9
94
9
92
9
99
642
−=
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛+⎟⎟
⎠
⎞⎜⎜⎝
⎛+⎟⎟
⎠
⎞⎜⎜⎝
⎛−=
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎠⎞
⎜⎝⎛+⎟
⎠⎞
⎜⎝⎛+⎟
⎠⎞
⎜⎝⎛−=
−
−
−
−
−
−−
x
cmxcmx
cmxcmx
cmxcmxcmxx
dw
dw
dwdx
Sustituyendo (x) en ecuación 4.13 tenemos:
9
9443.19
10598.310598.3
−
−−
=
===
xDxeeD x
El valor (D) es válido para todos los cálculos para las inductancias mutuas,
sustituyendo el valor de (D) en ecuación 4.9 para el primer segmento A (ver tabla
4.2) tenemos:
DATOS A= 550μm= 55x10-9cm
ATmx 61026.1 −=μ
910598.3 −= xD
( )( ) 21
221
2
11ln2 ⎥
⎥⎦
⎤
⎢⎢⎣
⎡+⎟
⎠⎞
⎜⎝⎛+−
⎪⎭
⎪⎬⎫
⎪⎩
⎪⎨⎧
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎠⎞
⎜⎝⎛++⎟
⎠⎞
⎜⎝⎛=
AD
DA
DA
DAAMij
πμ
Para los valores de las inductancias mutuas ijM de los elementos ith , jth hay que
designar los valores correspondientes a cada segmento mutuo, para este análisis

72
designaremos una tabla (tabla 4.2) en donde se apreciaran los valores
correspondientes para cada uno.
( )
henriesxMij
cmxx
xcmx
xcmx
xcmx
cmxAmpTmx
15
21
9
92
9
921
2
9
9
9
9
96
10254986.131
105510598.3
10598.310551
10598.310551
10598.31055ln
2
10551026.1
−
−
−
−
−
−
−
−
−
−−
−=
⎥⎥⎦
⎤
⎢⎢⎣
⎡+⎟⎟
⎠
⎞⎜⎜⎝
⎛+−
⎪⎭
⎪⎬
⎫
⎪⎩
⎪⎨
⎧
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛++×
×
⎟⎟⎟⎟⎟
⎠
⎞
⎜⎜⎜⎜⎜
⎝
⎛⎟⎟⎠
⎞⎜⎜⎝
⎛
=π
Segmento Longitud (1x10-9cm)
Inductancias mutuas ijM
(1x10-15henries)
Variable (si)
A 55 -131.254986 Mij1
B 106 -539.982405 Mij2
C=D 98 -457.101365 Mij3
E=F 90 -381.223664 Mij4
G=H 82 -312.337641 Mij5
I=J 74 -250.429357 Mij6
K=L 66 -195.481851 Mij7
M=N 58 -147.474036 Mij8
O 31 -36.246398 Mij9
Tabla 4.2 Resultados inductancias mutuas entre los segmentos
( ) ( )
( ) ( ) ( )∑ ∑ ∑ ∑ ∑ ∑∑ ∑
∑ ∑∑ ∑ ∑ ∑ ∑ ∑
= = = = = == =
= == = = = = =
++++
++++=
N
i
N
j
N
i
N
j
N
i
N
j
N
i
N
j
N
i
N
j
N
i
N
j
N
i
N
j
N
i
N
jijT
MijMijMijMij
MijMijMijMijM
1 1 1 1 1 11 1
1 11 1 1 1 1 1
8726252
423221

73
Para el primer segmento A mutuo tenemos:
( ) ( )
( ) ( ) ( ) ( )
( ) ( ) ( ) ( )
( ) ( ) ( ) ( )
( ) henriesXhx
hxhx
hxhx
hxhx
hxhxM
i j
i ji j
i i jj
i ji j
i ji jijT
1215
1
15
1
15
15
1
15
1
1515
1
15
1
15
15
1
15
1
15
1
1515
1
15
15
1
15
1
1515
1
15
1
15
15
1
15
1
1515
1
15
1
15
10005414.94410-36.246398
10147.474036210195.4818512
10429357.250210337641.3122
10223664.381210101365.4572
10982405.53910254986.131
−
= =
−
= =
−
= =
−
= = =
−
=
−
= =
−
= =
−
= =
−
= =
−
−=−+
+−+−+
+−+−+
+−+−+
+−+−=
∑∑
∑∑∑∑
∑ ∑∑∑
∑∑∑∑
∑∑∑∑
Por lo tanto el valor de las inductancias mutas totales es:
henriesXM ijT1210005414.944 −−=
Sustituyendo el valor de ijTM y L1T en la ecuación 4.7, para encontrar el resultado
total de la inductancia.
DATOS
henriesXM ijT1210005414.944 −−=
henriesxL T610959.81 −=
henriesxL
hxhxMLL
T
ijTTT
6
126
10957822.8
10005414.94410959.81−
−−
=
=−=+=
Inductancia total
henriesxLT610957822.8 −=

74
4.2 Conclusiones.
El desarrollo de este proyecto fue basado en un problema real (corriente de fuga en
los aisladores eléctricos) que enfrentan las diferentes asociaciones que se encargan
de distribuir la energía eléctrica a los hogares y empresas, ya que este problema
representa una gran pérdida de la misma y en el mayor de los casos la caída de la
línea de transmisión de energía.
Debido a las escalas de estos sistemas microelectromecánicos (MEMS), en el
desarrollo no se incluye un análisis de las capacitancías parasitas que de alguna
forman podrían presentarse y ocasionar una variación en la medición de la
inductancia durante el fenómeno de la corriente de fuga provocada por la
contaminación (sales, neblina, polvo, el rocío o la lluvia) en los aisladores de silicón y
causar variaciones a la hora de la medición, ya que el valor de la variable física de
salida (inductancia) trabaja en escalas de los nanohenries (nH), podría existir una
complicación en cuanto al control de la variable física de salida (inductancia), por tal
motivo talvez sería recomendable aumentar el número de espiras en el Inductor para
así poder elevar mas el valor de la misma.
Se concluye que el diseño del inductor planar MEMS, podría ser útil para detectar los
campos magnéticos generados por las corrientes de fuga en aisladores eléctricos, ya
que como muestra en el análisis existe una variación de la inductancia, al variar la
intensidad del campo magnético que se genera al pasar la corriente por el aislador
de silicón debido al nivel de contaminación que se genera en su superficie, así
mismo, el tamaño de este dispositivo abre la gran posibilidad de que el diseño del
encapsulado final podría ser parte del mismo aislador abatiendo los costos del
mercado, hablando en términos de una producción en masa de los MEMS, si se
considerara la gran cantidad de aisladores de silicón instalados alrededor de la
republica mexicana, ya que estos aisladores son mejores cuando son nuevos y el
nivel de contaminación es bajo, en comparación con los aisladores cerámicos y de
75
vidrio, si se considerara este detalle, podría disminuir los costos de fabricación de los
dispositivos MEMS hasta unos 5dls, si el dispositivo MEMS se fabrica en conjunto
con el aislador, y las pérdidas de energía eléctrica provocadas por las corrientes de
fuga se podrían disminuir si el proyecto final resultara aceptado.
El desarrollo del diseño del inductor planar MEMS, se realizó con el proceso
MetalMUMPS de MEMSCAP, creado paso a paso, siguiendo las reglas de diseño del
mismo, de tal forma que el resultado del diseño para el inductor, podría cumplir con
los tamaños especificados y dimensiones, además el proceso elegido podría ser el
apropiado, este proceso cuenta con un nivel de máscara llamada Metal (Níquel), que
proporciona una gran variedad de características mecánicas y eléctrica, para lograr
que el funcionamiento del inductor sea bueno.
Dada la complejidad del mismo, en el presente documento no se enlistan los
resultados del prototipo final, así como tampoco se presenta el efecto físico propio de
la naturaleza de la técnica de fabricación.
Se delimita el desarrollo del proyecto específicamente al diseño del inductor MEMS
por su complejidad, y se tiene en cuenta que faltaría por desarrollase otras etapas
mas para concluir el proyecto, y se aclara que estas etapas de igual manera son
complejas y de investigación, como es: el control de la señal física (inductancia),
encapsulado del dispositivo y el análisis de la estructura (mecánico, térmico y
electromagnético), como base al diseño de dicho inductor se tiene el fundamento
teórico, el proceso de fabricación (MetalMUMPS) y el desarrollo matemático que
podría sustentar este proyecto.

76
4.3 Referencia bibliográfica
[1] A.S Ahmad, Hussein Ahmad, et al. “Prediction of salt contamination on high
Voltage Insulators in Rainy Season Using Regression Technique”.
Año 2002. Ed. CECSA. pp 58-83, 110-145, 152-171.
[2] Halliday Resnick Krane. et al. “Física cuarta edición Vol. 2, versión ampliada”.
Año.1994. Ed. CECSA. pp. 159-176, 187-197, 211-218, 237-247, 255.
[3] John G. Webster, “The Measurement, Instrumentation, and Sensors
Handbook”, Año.1999. Ed. IEEE PRESS, Estados Unidos. Chapter 48
[4] J. L. Fierro, “Aisladores no cerámicos para líneas de transmisión.
Parte I: experiencias de una tecnología prometedora”, Boletín IIE
MARZO-ABRIL, 1999.
[5] Luís L. Cantu “Electricidad y magnetismo para estudiantes de ciencias de
Ingeniería” Año. 1992. Ed. LIMUSA. Mexico. pp. 139-154, 167-179, 193-
206, 219-224.
[6] Mohamed Gad-el-Hak. “The MEMS handBook”,. Ed. CRC PRESS. Año. 2002
pp 1-35, Chapter 27.
[7] Raymond A. Serway “Física Tomo 2 Cuarta edición” Año. 1997. Ed. Mc-Graw
Hill. Mexico D.F. pp. 834-854, 965-889, 905-923.
[8] Vijay. k. Varadan. et al, “RF MEMS and Their Applications”, Año. 2003.
Ed.Wiley. Pennsylvania State University USA, pp 1-5, 42-44, 51, 91-93,
183- 235.
77
[9] William H. Hayt Jr. “Teoría electromagnética Quinta Edición” Año. 1991.
Ed. Mc-Graw Hill. Mexico. pp. 241-282, 297-332, 347-355.
[10] CAPMEMS Centro de Articulación Productiva/Red de Centro de diseños
<http://www.capmems.org.mx/centros_diseno.htm>, mayo/24/2006
[11] CFE Comisión Federal de electricidad/banco de imágenes/líneas de
transmisión/ pagina 2 y 3
<http://saladeprensa.cfe.gob.mx/banco/index.alia?banco=9&>
[12] iie Instituto de Investigaciones Eléctricas/ versión en español, acceso directo/
Difusión institucional/ Boletín iie/ Sistemas Eléctricos (marzo-abril)
/Aisladores no cerámicos para líneas de transmisión. Parte I.
Experiencias de una tecnología prometedora
<http://www.iie.org.mx/sitio/pub/bolse99.htm >,
<http://www.iie.org.mx/elec99/art1.pdf>
[13] ITESI Instituto Tecnológico Superior de Irapuato/ Nuestro instituto/, directorio,
correo electrónico de docentes, organigrama/ MEMS, introducción,
centro de diseño, contacto
<http://www.itesi.edu.mx/deflash.asp?liga=intro.asp?cve=introfoto.htm>
[14] IUSA Industrias Unidas Sociedad Anónima/ tienda/ catalogo
<http://www.grupo-iusa.com/tienda/ Catálogo/alta/Contenido2.asp>
[15] MULTICO Empresa proveedora de aisladores de silicón/ español/ SIBA,
aisladores, características electromecánicas, dimensiones
<http://www.multico.com.mx/siba3.htm>
78
ANEXOS
Anexo A Manual de diseño MetalMUMPS de MEMS
Proceso de MUMPS®
Allen Cowen, Bruce Dudley, Ed Hill, Mark Walters, Robert Word, Stafford Johnson, Henry Wynands, and Busbee Hardy
MEMSCAP.
Manual de diseño de
MetalMUMPs
79
Revisión 1.0 Derechos de propiedad literaria ©2002 por MEMSCAP. Todos los derechos
reservados.
Permiso de uso, copia, y modificación interna, dado que la presente no es para
propósitos comerciales. Cualquier distribución de este manual o asociación de
distribuciones de cualquier parte de este, esta estrictamente prohibido sin un
consentimiento previo de MEMSCAP Inc.
GDSII es una marca de fábrica de Calma, Valid, Cadence. Las bases de datos L-EDIT y TANNER son marcas de fabrica de estudio Tanner Inc.

80
Proceso de micromaquinado con Níquel
81
A.1.1 Introducción
El proceso de multiuso de MEMS, ó MUMPS®, es un programa comercial que
proporciona un costo eficaz, prueba de conceptos MEMS para la fabricación para la
industria, universidades, y el gobierno mundial. MEMSCAP ofrece tres procesos
estándar como parte de el programa MUMPS®: PolyMUMPs, un proceso de micro-
maquinado de tres capas de Polisilicio en la superficie: MetalMUMPs un proceso de
electro Niquelado; y SOIMUMPs, un proceso de micromaquinado aislador de silicio.
El proceso siguiente es una descripción general y guía para el usuario de
MetalMUMPs, que es designado para propósitos de micromaquinado con Níquel de
MEMS. El documento en el capitulo 1 explica paso por paso el proceso, mientras el
perfil del capitulo 2 delinea de reglas del proceso.
No obstante este documento es destinado hacia diseñadores que no tienen un fondo
fuerte en microfabricación, este contiene información que es útil para todos los
usuarios de MetalMUMPs. Indiferentemente de su nivel de cada diseñador, nosotros
recomendamos fuertemente a todos los usuarios de PolyMUMPs revisar este
documento previo antes de someterse a diseñar.

82
Figura A.1.1.- Observando la sección transversal de un microrelevador usando todas las capas del proceso de MetalMUMPs (La figura no esta en escala). Figura A.1.1.- Muestra una sección transversal de un microrelevador fabricado con el
proceso de MetalMUMPS.
Este proceso tiene en general las siguientes características:
• El electroníquelado se usa como el material primario de la estructura que
interconecta eléctricamente las capas.
• El Polisilicio puede ser usado para resistores, adicionando estructuras
mecánicas, y/o puentes eléctricos.
• El Nitrato de Silicio es usado como una capa eléctrica de aislamiento.
• El Óxido depositado (PSG) es usado para sacrificar capas.
• Una capa en la zanja del substrato de silicio puede ser incorporada por adición
térmica y aislamiento eléctrico.
• Una ligera capa de Oro puede ser usado para recubrir las estructuras de
Níquel para darle una baja resistencia de contacto al material.
El proceso es designado para ser lo mas general posible, y capaz de estar soportar
muchos diseños diferentes en una sola oblea de Silicio. Puesto que el proceso no fue
optimizado con el propósito de fabricar algunos dispositivos en específico, el espesor
83
de la estructura y sacarificación de capas pueden ser cambiadas para satisfacer a
más usuario.
A.1.2 Visión global del proceso
MetalMUMPS es un proceso de micro maquinado con Níquel derivado del trabajo
realizado de MEMSCAP (JDSU, Cronos, MCNC) a través de los 1990. Este flujo del
proceso fue originalmente desarrollado por la fabricación de MEMS como son piezas
de microrelevadores basados en una tecnología de un actuador térmico. El flujo del
proceso descrito a continuación esta diseñado para usuarios inexpertos en este
proceso de micromaquinado. El texto es complementado con dibujos que muestran
el flujo del proceso en el contexto de la construcción un modelo de un
microrelevador.
Nombre del convenio: niveles de litografía (esto es, nombres por cada nivel de
máscara) son clasificados en un caso superior. Capas especificas del material, como
es un Óxido, Polisilicio, o una capa de Metal (Níquel), son clasificados en minúsculas
con las primeras letras mayúscula Por ejemplo POLY se refiere a un nivel de
máscara para el patrón de capa del Polisilicio, Poly. Dentro de la Tabla 2.1 se
muestran los nombres de materiales por capa, el espesor de cada capa, y los niveles
de litografía asociados con cada capa.
Sin embargo, este consiente que no cada palabra en mayúsculas necesariamente es
un nivel de litografía. Comúnmente usamos siglas como PSG (fosfo silicato de
vidrio), LPCVD( Low Pressure Chemical Vapor Deposition) que son en mayúsculas.
Como son algunos símbolos químicos como KOH (Hidróxido de Potasio).
84
El flujo del proceso de MetalMUMPS se describe a continuación usando la nombrada convención de nombres para las diferentes capas.
1. Base delgada de Silicio: N-tipo (100) Silicio.
2. Aislamiento Óxido- Una capa de 2μm de Silicio Óxido es puesta en la
superficie de la oblea delgada de Silicio para proporcionar aislamiento
eléctrico para el Substrato.
3. Óxido 1 – esta capa tiene 0.5μm de espesor que actúa sacrificando las capas.
Quitando de la capa de Óxido1 en el final de el proceso en la capa de Nitrato 1
(descrito en No.4). El Óxido es litrograficamente modelado como el primer
nivel de máscara Óxido1, Además el Óxido1 define las regiones donde la
zanja de silicio será formada.
4. Nitrato 1- esta capa en una frazada de o.35μm de Nitrato de Silicio esta es de
baja importancia. Se añade una capa subsiguiente de Nitrato2 para propósitos
diferentes. Las capas de Nitrato proporcionan un encapsulado que protege al
Polisilicio. Además el modelado de Nitrato define una capa protectora encima
del Substrato que determina donde sucederá la zanja de grabado (paso 12).
Una tercera revisión y modelado del área grabada de Nitrato talvez pede ser
usada para proveer una unión mecánica entre las estructuras de Metal
(Níquel) que tienen que estar eléctricamente aisladas.
5. Poli – Esta capa de Polisilicio tiene un espesor de 0.75μm, que es implantada
y añadida para prohibir la consistencia en propiedades eléctricas. La capa de
Poli es modelada con un segundo nivel grabado de Poli, esta capa puede ser
usada en forma de elementos de resistencia, estructuras mecánicas, o para
algún puente eléctrico.

85
6. Nitrato 2 – Esta segunda capa tiene de espesor 0.35μm de Nitrato de Silicio
de baja importancia. La combinación de las capas de Nitrato1 y Nitrato2 son
litográficamente modeladas con el tercer nivel de máscara NITRHOLE y
grabada.
7. Óxido 2 – Este segundo sacrificio de capa tiene 1.1μm de espesor. Esto es
removido revisando el paso final para liberar las capas mecánicas de Metal
(paso 10). El Óxido2 es modelado en el cuarto nivel de máscara METANCH, y
es una mezcla grabada.
8. Anclar el Metal – El paso de modelado del Óxido2 también proporciona el
modelado de la estructura para anclar el Metal (Níquel). El proceso anterior es
usado para proporcionar capas delgadas de Cr y Pt (anclar el Metal)
solamente en el fondo para anclar el Óxido2.
9. Base Niquelada – esta capa es una frazada de una capa de Metal de 500nm
de Cu y Pt protegido con una delgada capa de Ti. La capa base Niquelada
proporciona continuidad eléctrica a través de la oblea de Silicio para el
subsiguiente paso del Metal Niquelado.
10. Metal – El quinto nivel de máscara, METAL, es grabado usando un espesor
resistente para la capa del Metal Niquelado. 20μm del Níquel es Niquelado
dentro de la resistencia modelada. Siguiendo una capa de Oro de 0.5μm, es
dorada la parte superior de este Níquel para proporcionar un satisfactorio
relleno del material para unir alambres de conexiones eléctricas externas. Esta
combinación de 20μm de Níquel y 0.5μm de Oro forman la capa de Metal. La
capa de Metal sirve como la primera capa mecánica y la capa eléctrica
interconectada.

86
11. Contorno de Metal – finalizando con una capa de chapado, la selección de
áreas para el chapado es de 1μm a 3μm de espesor, esto provee una elevada
fiabilidad que lleva una baja resistencia al contacto eléctrico de la capa de
contorno de metal y tiene el efecto de disminución de grietas adyacente a
estructuras de Niqueladas. Esta secuencia del proceso es la primera usada en
el sexto nivel de máscara, GOLDOVP- clasificando el tamaño de área por
espesor de capa de fotorresistencias en donde se desea estar el contorno de
metal. La base del chapado es removido químicamente para exponer
cualquier región que se vaya a usar para el grabado.
El modelado de la resistencia deseada para el contorno de metal es entonces
procesada como un tamaño estándar, versión de GOLDOVP. El espesor de
1μm a 3μm de Oro de la capa de contorno de Metal es entonces chapada.
12. Los pasos finales son el liberado y la zanja grabada de Silicio. La liberación es
una serie de grabados químicos para que primero remueva la base Niquelada
y después el sacrificio de capas y la capa de aislamiento Óxido termina en el
área de la zanja. Finalmente, un grabado químico del Silicio, KOH, es usado
para formar un espesor de grabado de 25μm en el Substrato de Silicio. Esto
ocurre en las áreas definidas por las máscaras de Óxido1 y NITRHOLE. Este
grabado provee adición térmica y aislamiento eléctrico.
13. Las obleas de Silicio son cortadas como dados, escogidas y enviadas para el
usuario de MetalMUMPS.
Las siguientes páginas proporcionan una representación grafica de los pasos del
proceso.

87
A.1.3 flujo del proceso MetalMUMPs Figura A.1.2 Óxido 1 depositado
FIGURA A.1.2.- Un Espesor de 2μm de Óxido (aislamiento Óxido) es puesto en la
superficie desde el comienzo del Substrato de Silicio n-tipo (100). Esto es seguido
para depositar un espesor de 0.5μm de phosphosilicate (PSG) que será una capa
sacrificada (Óxido1).
Figura A.1.3 Óxido 1 grabado- nivel de máscara.- Óxido 1 FIGURA A.1.3.- La oblea de Silicio es cubierta con foto resistencias sensitivas a los
rayos ultravioleta (UV) y modeladas litográficamente para ser expuestas a través de
la luz UV en el primer nivel de máscara (Óxido1) y entonces es creada. Las
fotorresistencias en áreas expuestas ala luz son removidas, dejando atrás una
máscara modelo de fotorresistencias grabada. Mojando químicamente el grabado es
usado para remover y sacrificar la que no queremos del PSG. Después del grabado,
la fotorresistencia es químicamente quitada. Este método de modelado de la oblea
de Silicio con fotorresistencias, grabando y quitando la fotorresistencia removida,
esto usado repetidamente en el proceso de MetalMUMPs.
Substrato
Aislamiento
Foto resistencia
Óxido 1
Nitrato 1
POLY
Nitrato 2
Óxido 2
Metal anclado
Metal
Contorno
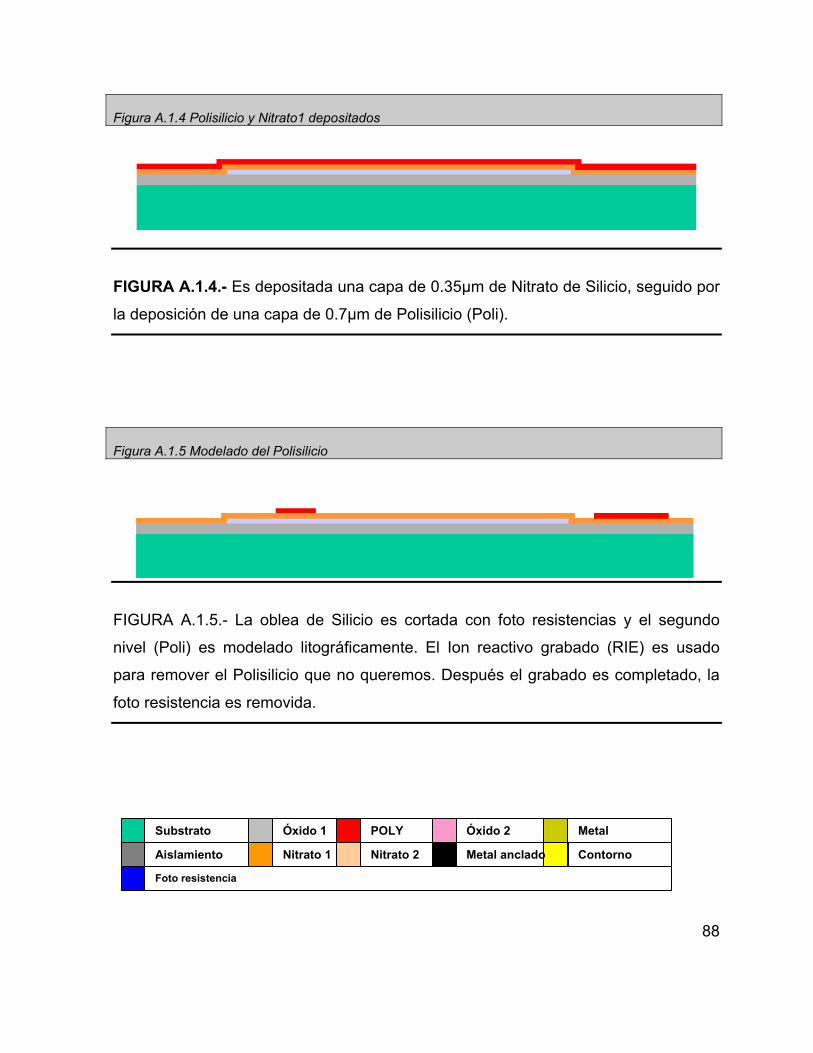
88
Figura A.1.4 Polisilicio y Nitrato1 depositados
FIGURA A.1.4.- Es depositada una capa de 0.35μm de Nitrato de Silicio, seguido por
la deposición de una capa de 0.7μm de Polisilicio (Poli).
Figura A.1.5 Modelado del Polisilicio
FIGURA A.1.5.- La oblea de Silicio es cortada con foto resistencias y el segundo
nivel (Poli) es modelado litográficamente. El Ion reactivo grabado (RIE) es usado
para remover el Polisilicio que no queremos. Después el grabado es completado, la
foto resistencia es removida.
Substrato
Aislamiento
Foto resistencia
Óxido 1
Nitrato 1
POLY
Nitrato 2
Óxido 2
Metal anclado
Metal
Contorno

89
Figura A.1.6 Nitrato 2 depositado
FIGURA A.1.6.- Una segunda capa de 0.35μm de Nitrato de Silicio es depositada
(Nitrato2).
Figura A.1. 7 Modelados de los Nitratos
FIGURA A.1.7.- Las obleas de Silicio son cortadas con foto resistencia y el tercer
nivel (NITRHOLE) es modelado litrograficamente. El grabado RIE es creado para
remover el Nitrato1 y Nitrato2 para modelar las áreas. Después el grabado es
completado, la foto resistencia es removida.
NOTE.- Quedaran residuos del Nitrato1 en cualquier parte del NITRHOLE encima del
modelado del Polisilicio.
Substrato
Aislamiento
Foto resistencia
Óxido 1
Nitrato 1
POLY
Nitrato 2
Óxido 2
Metal anclado
Metal
Contorno

90
Figura A.1.8 Modelado del Óxido 2 y anclar el metal depositado-nivel de máscara.-METANCH
____________________________________________________________________ FIGURA A.1.8.-La oblea de silicio es cortada con foto resistencias y el cuarto nivel
de máscara (METANCH) es litrograficamente modelada. El Óxido 2 es un grabado
mojado y es depositada una delgada capa de Metal (Metal anclado) consistiendo de
10nm de Cr + 25nm de Pt. Un proceso apartado es usado para remover la foto
resistencia y liberar en la parte superior el Metal anclado únicamente del Óxido 2
abriendo la forma para el nivel de máscara METANCH.
Figura A.1.9 Chapando la base depositada y dispersando el chapado en el modelo nivel de máscara.-METAL
Figura A.1.9.- Chapando la placa base, consiste en depositar 500nm de Cu +50nm
de Ti (no es mostrada). Las obleas de Silicio son cubiertas con una capa de foto
resistencia y modelando el quinto nivel de máscara (METAL). Formando este
proceso un modelado para el Niquelado.
Substrato
Aislamiento
Foto resistencia
Óxido 1
Nitrato 1
POLY
Nitrato 2
Óxido 2
Metal anclado
Metal
Contorno

91
Figura A.1.10 Niquelado
FIGURA A.1.10.- El Niquelado tiene un espesor nominal de 20μm dentro del
modelado de la resistencia. Una capa de Oro de 0.5μm es puesta inmediatamente,
chapando la parte superior de la capa de Níquel. Esto forma una capa de metal. Figura A.1.11 Niquelado removiendo la foto resistencia
FIGURA A.1.11.- La foto resistencia es químicamente removida.
Substrato
Aislamiento
Foto resistencia
Óxido 1
Nitrato 1
POLY
Nitrato 2
Óxido 2
Metal anclado
Metal
Contorno

92
Figura A.1.12 Chapado sobre del modelado-Nivel de máscara: GOLDOVP
Figura A.1.12.- Las obleas de Silicio son cortadas con foto resistencias y modelando
un borde positivo la capa del sexto nivel de máscara (GOLDOVP) para remover la
chapa base donde se decidió tener el contorno del Metal. La chapa base es
químicamente removida en las regiones no modeladas, y es quitada la foto
resistencia. La oblea de silicio es cortada con foto resistencias con un borde negativo
del sexto nivel de máscara (GOLDOVP) para definir una resistencia en las regiones
del Metal donde se decidió el contorno de Metal Niquelado.
Figura A.1.13 Chapado terminado
FIGURA A.1.13.- La capa de Oro es de 1μm-3μm de espesor (contorno de Metal) es
Niquelado usando la máscara de foto resistencias GOLDOVP.
Substrato
Aislamiento
Foto resistencia
Óxido 1
Nitrato 1
POLY
Nitrato 2
Óxido 2
Metal anclado
Metal
Contorno

93
Figura A.1.14 Chapado terminado removiendo lo dispersado
FIGURA A.1.14.- La resistencia dispersada del GOLDOVP es quitada.
Figura A.1.15 Sacrificando las capas de Óxido del chapado
FIGURA A.1.16.- La chapa base es químicamente despojada de los primeros pasos del proceso. En el segundo paso del proceso, un 49% de la solución HF es usada para remover las capas de sacrificio de PSG (Óxido 1 y Óxido 2) y se crean las zanjas en la capa sobre el aislamiento Óxido.
Substrato
Aislamiento
Foto resistencia
Óxido 1
Nitrato 1
POLY
Nitrato 2
Óxido 2
Metal anclado
Metal
Contorno
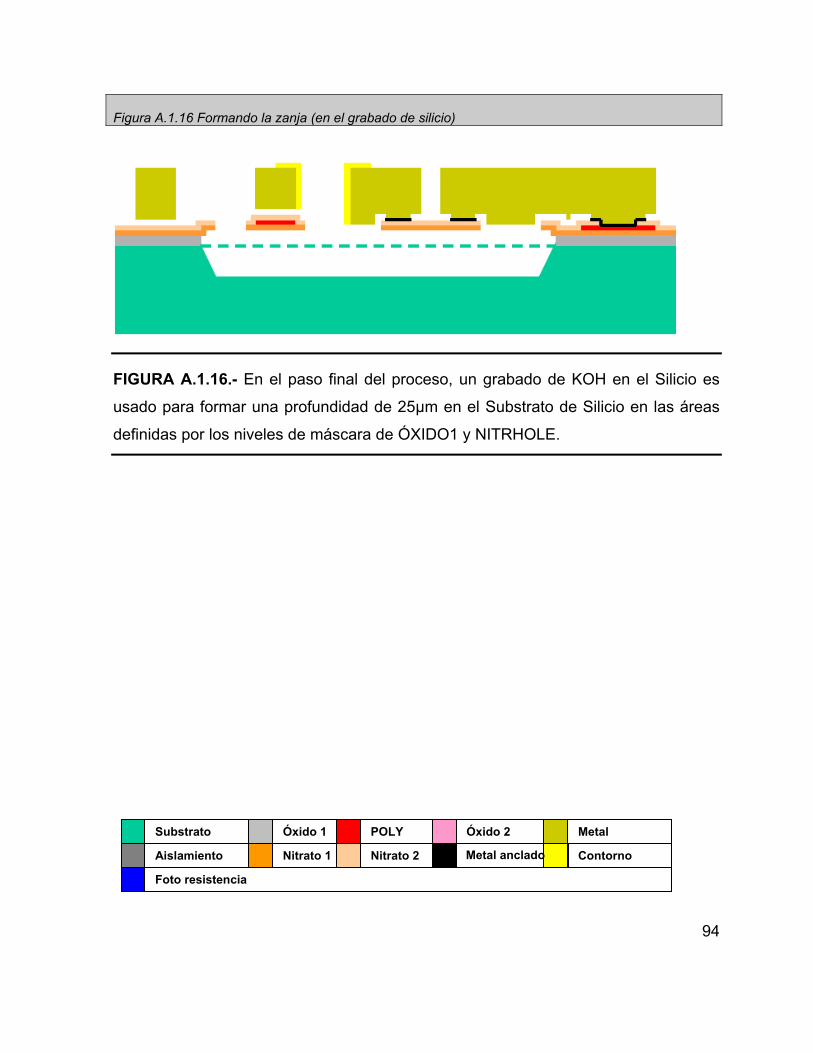
94
Figura A.1.16 Formando la zanja (en el grabado de silicio)
FIGURA A.1.16.- En el paso final del proceso, un grabado de KOH en el Silicio es
usado para formar una profundidad de 25μm en el Substrato de Silicio en las áreas
definidas por los niveles de máscara de ÓXIDO1 y NITRHOLE.
Substrato
Aislamiento
Foto resistencia
Óxido 1
Nitrato 1
POLY
Nitrato 2
Óxido 2
Metal anclado
Metal
Contorno
95
Principios de diseño y consideraciones de
MetalMUMPS
96
A.2.1.- introducción El propósito de diseñar las reglas es para asegurar la gran posibilidad de una
fabricación exitosa. Las reglas se tienen que desenvolver durante el desarrollo del
proceso y la seguridad de experiencia de MEMSCAP. El diseño de las reglas son
requerimientos fijos y consideraciones que son definidas por los límites de los
procesos que se estén manejando, es definido por la capacidad de los pasos
individuales del proceso. Esta sección del documento describe el diseño de las
reglas para el proceso de micromaquinado con Níquel de MEMSCAP.
El diseño de las reglas en este documento define las características de talla mínima,
espesores para todos los niveles, recubrimientos mínimos y espacios entre niveles
importantes. Los mínimos espesores son reglas obligatorias. Las reglas obligatorias
son dadas para asegurarse que todas las capas quedaran compatibles con las
tolerancias litográficas de MEMSCAP. La violación mínima de una regla de espesor
resultara una pérdida, fuera de tamaño o con características no compatibles.
El requerimiento mínimo de recubrimiento (incluye dentro y fuera de las reglas)
reduce el efecto de largas litografías y prevenir grabados innecesariamente en capas
fundamentales. El espacio mínimo entre los niveles garantiza esa característica de 2
diferentes niveles que pueden ser grabados y trazados litográficamente.
Nota.-La geometría mínima autorizada no podrá ser confundida con la geometría
nominal diseñada para el uso. Las geometrías mínimas podrían ser únicamente
usadas donde sea absolutamente necesario. Cuando el espesor no sea emitido, la
característica podría estar en un gran diseño que el valor mínimo permitido.

97
Finalmente, estas son unas pequeñas cosas que tener en cuenta con respecto a
convenciones nombradas. Los niveles de litografía (ejemplo.-Los nombres de niveles
grabados de máscara) se escribirán en un caso superior. Cuando nos refiramos a
una capa de material en especifico, este puede ser Óxido, Polisilicio, o Metal. El
material podrá ser clasificado en minúscula con la primera letra capitalizada. Por
ejemplo POLY se refiere a que el nivel de macara para un modelado de la capa de
Polisilicio, Poli. El perfil de la tabla A.2.1 nombra las capas de material, espesores y
niveles litográficos asociados con esas capas.
Material por Capa
Espesores (μm)
Nombre del Nivel litográfico
Propósito del nivel litográfico Comentarios
Aislamiento Óxido
2.0 2.0μm de Óxido térmico
Óxido 1 0.5 ÓXIDO 1 Define la zanja: descarga de Nitrato
0.5μm de PSG
Nitrato 1 0.35 0.35μm Nitrato de Silito a baja presión
POLY 0.7 POLY (HOLP) POLY modelado 0.7μm dopando silicio Nitrato 2 0.35 NITRHOLE Define áreas donde el nitrato es
removido. Define grabados. Hace agujeros para contacto eléctrico
entre Metal y POLY.
Modelos para Nitrato 1 y Nitrato 2
Óxido 2
1.1 METANCH Hace agujeros para anclar el Metal, Nitrato o POLY. Hace
agujeros para delgados trazos de Metal del Metal anclado
1.1μm de PSG
Anclar el Metal 0.035 METANCH 10nm Cr + 25nm Pt
Chapado
0.55 500nm Cu + 50nm Ti
Metal
20.5 METAL(HOLM) Modelo de metal 20μm Ni + 0.5μm Au
Contorno de Metal
1.0-3.0 GOLDOVP Define el área para el contorno de metal y modelar el mismo.
Tabla A.2.1.- Espesores, nombres de capas y niveles de litografía.
Nota.- La designación del “Substrato” en la tabla A.2.1 y la tabla A.2.2 se refieren a
una unión mecánica para la capa de aislamiento Óxido que es puesta en la
superficie de la oblea de Silicio. No es una conexión eléctrica para la subyacente
oblea de Silicio. 2.2.- Combinaciones de capas aceptables El perfil de la tabla A.2.2 muestra las combinaciones de capas aceptables, estas son
disponibles en el proceso de MetalMUMPS.
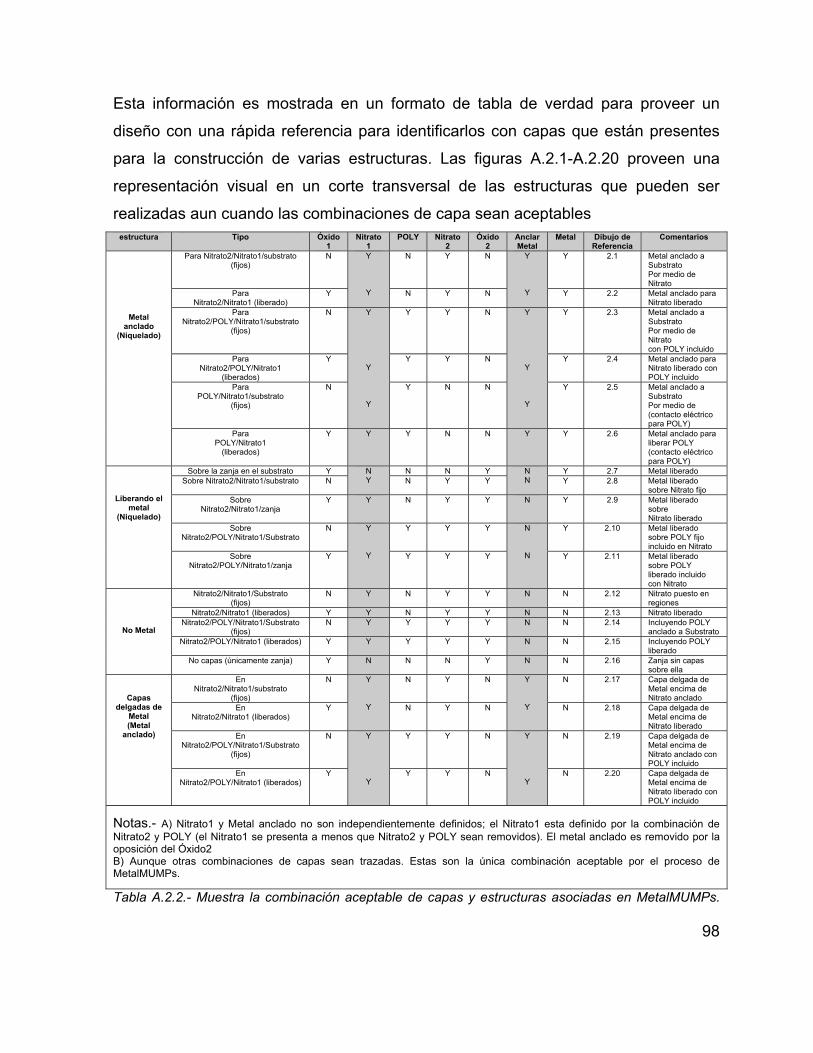
98
Esta información es mostrada en un formato de tabla de verdad para proveer un
diseño con una rápida referencia para identificarlos con capas que están presentes
para la construcción de varias estructuras. Las figuras A.2.1-A.2.20 proveen una
representación visual en un corte transversal de las estructuras que pueden ser
realizadas aun cuando las combinaciones de capa sean aceptables estructura Tipo Óxido
1 Nitrato
1 POLY Nitrato
2 Óxido
2 AnclarMetal
Metal Dibujo de Referencia
Comentarios
Metal anclado
(Niquelado)
Para Nitrato2/Nitrato1/substrato (fijos)
N Y
Y
N Y N Y
Y
Y 2.1 Metal anclado a Substrato Por medio de Nitrato
Para Nitrato2/Nitrato1 (liberado)
Y N Y N Y 2.2 Metal anclado para Nitrato liberado
Para Nitrato2/POLY/Nitrato1/substrato
(fijos)
N Y
Y
Y
Y Y N Y
Y
Y
Y 2.3 Metal anclado a Substrato Por medio de Nitrato con POLY incluido
Para Nitrato2/POLY/Nitrato1
(liberados)
Y Y Y N Y 2.4 Metal anclado para Nitrato liberado con POLY incluido
Para POLY/Nitrato1/substrato
(fijos)
N Y N N Y 2.5 Metal anclado a Substrato Por medio de (contacto eléctrico para POLY)
Para POLY/Nitrato1
(liberados)
Y Y Y N N Y Y 2.6 Metal anclado para liberar POLY (contacto eléctrico para POLY)
Liberando el metal
(Niquelado)
Sobre la zanja en el substrato Y N Y
N N Y N N
Y 2.7 Metal liberado Sobre Nitrato2/Nitrato1/substrato N N Y Y Y 2.8 Metal liberado
sobre Nitrato fijo Sobre
Nitrato2/Nitrato1/zanja Y Y N Y Y N Y 2.9 Metal liberado
sobre Nitrato liberado
Sobre Nitrato2/POLY/Nitrato1/Substrato
N Y
Y
Y Y Y N
N
Y 2.10 Metal liberado sobre POLY fijo incluido en Nitrato
Sobre Nitrato2/POLY/Nitrato1/zanja
Y Y Y Y Y 2.11 Metal liberado sobre POLY liberado incluido con Nitrato
No Metal
Nitrato2/Nitrato1/Substrato (fijos)
N Y N Y Y N N 2.12 Nitrato puesto en regiones
Nitrato2/Nitrato1 (liberados) Y Y N Y Y N N 2.13 Nitrato liberado Nitrato2/POLY/Nitrato1/Substrato
(fijos) N Y Y Y Y N N 2.14 Incluyendo POLY
anclado a Substrato Nitrato2/POLY/Nitrato1 (liberados) Y Y Y Y Y N N 2.15 Incluyendo POLY
liberado No capas (únicamente zanja) Y N N N Y N N 2.16 Zanja sin capas
sobre ella
Capas delgadas de
Metal (Metal
anclado)
En Nitrato2/Nitrato1/substrato
(fijos)
N Y
Y
N Y N Y
Y
N 2.17 Capa delgada de Metal encima de Nitrato anclado
En Nitrato2/Nitrato1 (liberados)
Y N Y N N 2.18 Capa delgada de Metal encima de Nitrato liberado
En Nitrato2/POLY/Nitrato1/Substrato
(fijos)
N Y
Y
Y Y N Y
Y
N 2.19 Capa delgada de Metal encima de Nitrato anclado con POLY incluido
En Nitrato2/POLY/Nitrato1 (liberados)
Y Y Y N N 2.20 Capa delgada de Metal encima de Nitrato liberado con POLY incluido
Notas.- A) Nitrato1 y Metal anclado no son independientemente definidos; el Nitrato1 esta definido por la combinación de Nitrato2 y POLY (el Nitrato1 se presenta a menos que Nitrato2 y POLY sean removidos). El metal anclado es removido por la oposición del Óxido2 B) Aunque otras combinaciones de capas sean trazadas. Estas son la única combinación aceptable por el proceso de MetalMUMPs.
Tabla A.2.2.- Muestra la combinación aceptable de capas y estructuras asociadas en MetalMUMPs.

99
Figuras A.2.1-A.2.6.-Representan las secciones transversales de las estructuras del Metal anclado (Níquel), (Tabla A.2.2).
Substrato
Aislamiento
Foto resistencia
Óxido 1
Nitrato 1
POLY
Nitrato 2
Óxido 2
Metal anclado
Metal
Contorno
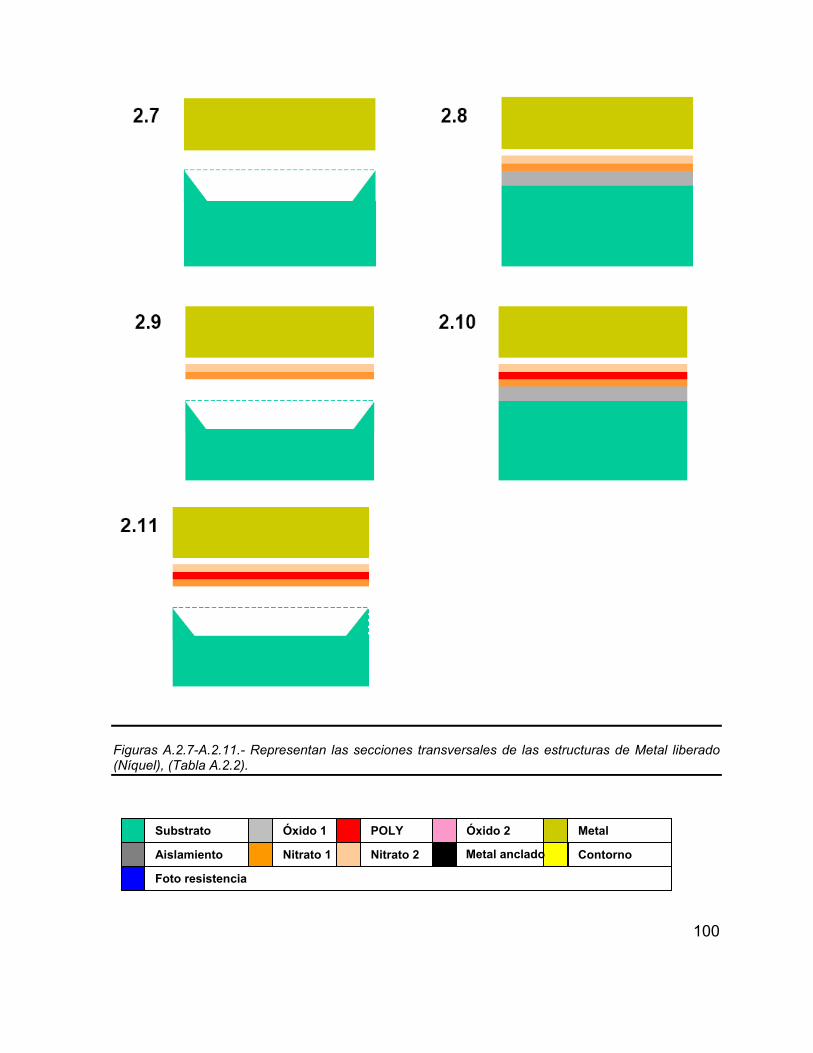
100
Figuras A.2.7-A.2.11.- Representan las secciones transversales de las estructuras de Metal liberado (Níquel), (Tabla A.2.2).
Substrato
Aislamiento
Foto resistencia
Óxido 1
Nitrato 1
POLY
Nitrato 2
Óxido 2
Metal anclado
Metal
Contorno
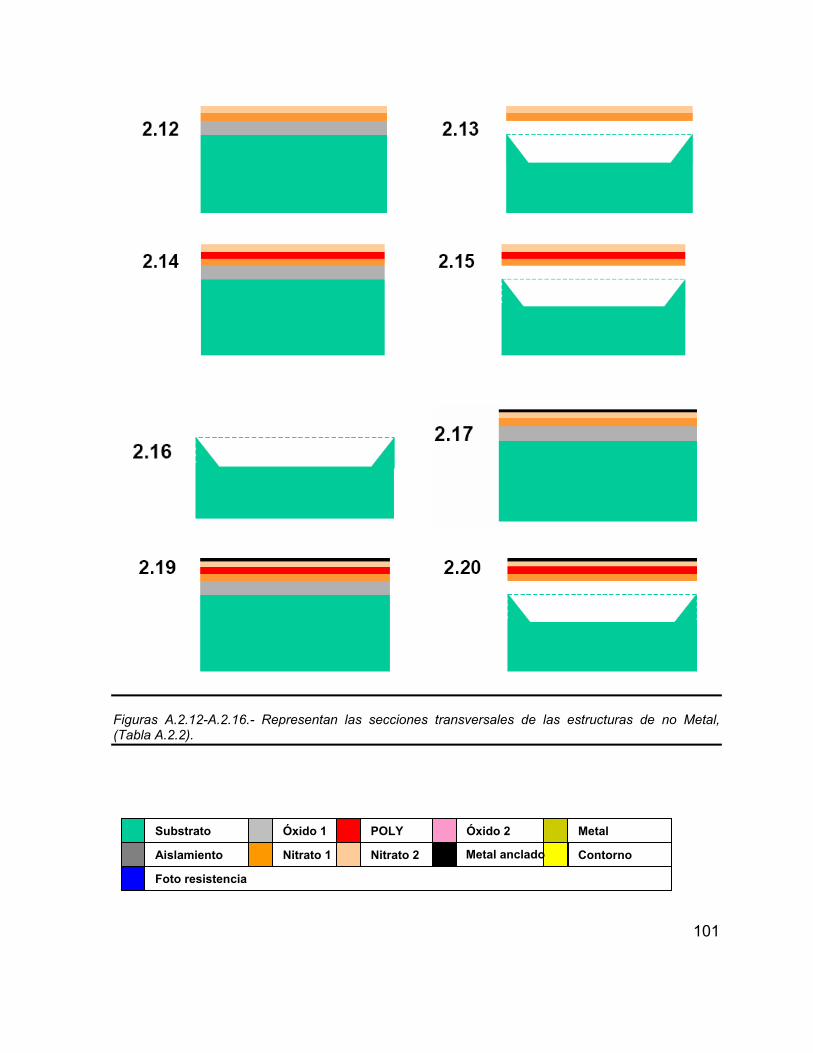
101
Figuras A.2.12-A.2.16.- Representan las secciones transversales de las estructuras de no Metal, (Tabla A.2.2).
Substrato
Aislamiento
Foto resistencia
Óxido 1
Nitrato 1
POLY
Nitrato 2
Óxido 2
Metal anclado
Metal
Contorno

102
2.3 Diseñando las reglas El diseño de las reglas para los procesos del MetalMUMPS es descrito en forma de
tabla y dibujos esquemáticos. La tabla enlista las reglas y da las referencias para las
figuras en específico en la cual la regla es descrita.
La tabla 2.3 enlista las referencias de las secciones transversales entre los nombres
descritos por MEMSCAP, el nombre CIF y el número de nivel GDS son los nombres
de los niveles y números referidos para la guía en el proceso y en cualquier
comunicación que tu talvez tengas con el soporte de capas de MEMSCAP. Por favor
adopta este nombramiento de diseño en tu propio sistema de capas para disminuir
confusiones cuando tú transfieras tus archivos para fabricación a MEMSCAP. La
tabla además enlista las características nominales/espacios, la característica máxima
y los espacios aceptables para cada nivel. Estas características mínimas y espacios
son reglas obligatorias.
Nombre de
nivel Mnemónico
Nombre de nivel CIF
Número de nivelGDS
Característica mínima (μm)
Espacio mínimo(μm)
ÓXIDO1 OX1 10 20 20 POLY POLY 20 5 5
NITRHOLE NITR 30 5 5 METANCH ANCH 40 50 10
METAL METL 50 8 8 GOLDOVP OVP 60 50 50
HOLEP HOLP 21 5 5 HOLEM HOLM 51 8 8
Tabla A.2.3.- Se observan los nombres de los niveles MEMSCAP, CIF y la designación de nivel nominal, característica y espacios mínimos para cada nivel Los agujeros en las capas (HOLE y HOLEM) para POLY y METAL, respectivamente
son mostrados en orden como niveles separados, para crear capas de POLY y
METAL fácilmente. El propósito general de estos agujeros es para proveer en
modelo de grabado debajo del POLY y las características del METAL. El segundo
propósito es para proveer una simple manera de “extraer” los agujeros para un nivel
de campo claro. Los dibujos de agujeros en un nivel largo digitalizado pueden ser
103
difíciles o a menudo imposibles con algunos sistemas de capa. MEMSCAP ha
escogido un único nivel para dibujar agujeros para simplificar el proceso. Dibujando
físicamente en el POLY o las estructuras fuera de los agujeros del METAL. Entonces
se dibuja el modelo del agujero decidido en el nivel HOLE correspondiente Y
MEMSCAP sobre pondrá el segundo nivel. Las tablas A.2.1 y A.2.3 indican la propia
correspondencia entre capas. Los niveles de agujeros son actualmente parte de este
correspondiente nivel de campo claro (ejemplo HOLE es parte de METAL), todos los
agujeros son sujetos por la misma dimensión y alineación de reglas estando
correspondiendo al nivel, no usar las capas de agujeros para definir otras geometrías
que modelan agujeros.
Esto podría ser conocido por el proceso de foto en mascarado usado por MEMSCAP,
es capaz de administrar arcos y polígonos no rectangulares. Tú eres bienvenido y
alentado para incluir geometrías como parte de tu misión. Teniendo a menudo
presente que las máscaras son impresas con una talla fija de 0.25μm y todas las
características son limitadas por este registro. Para disminuir los errores de vértices
es sacar una imagen en los datos rotos. Por favor usar en la rejilla un 0.25 de micra
en la capa y evitar rotar celdas.
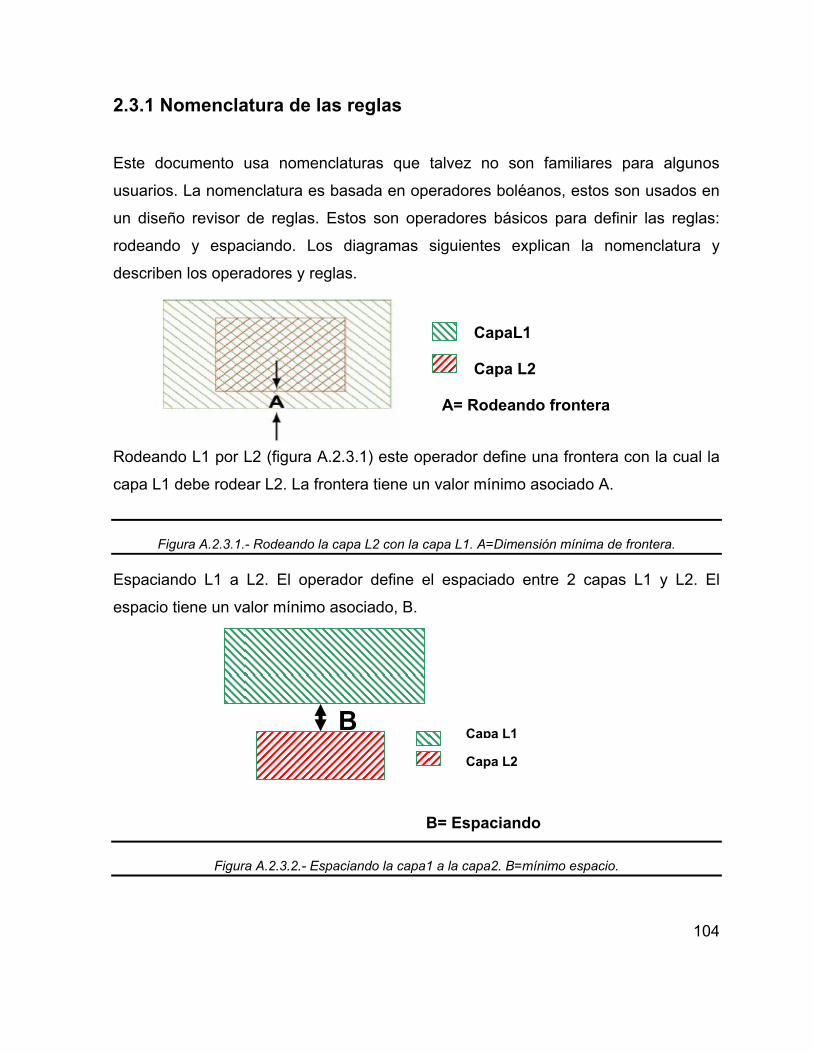
104
2.3.1 Nomenclatura de las reglas
Este documento usa nomenclaturas que talvez no son familiares para algunos
usuarios. La nomenclatura es basada en operadores boléanos, estos son usados en
un diseño revisor de reglas. Estos son operadores básicos para definir las reglas:
rodeando y espaciando. Los diagramas siguientes explican la nomenclatura y
describen los operadores y reglas.
Rodeando L1 por L2 (figura A.2.3.1) este operador define una frontera con la cual la
capa L1 debe rodear L2. La frontera tiene un valor mínimo asociado A.
Figura A.2.3.1.- Rodeando la capa L2 con la capa L1. A=Dimensión mínima de frontera. Espaciando L1 a L2. El operador define el espaciado entre 2 capas L1 y L2. El
espacio tiene un valor mínimo asociado, B.
Figura A.2.3.2.- Espaciando la capa1 a la capa2. B=mínimo espacio.
B Capa L1
Capa L2
B= Espaciando
CapaL1
Capa L2
A= Rodeando frontera
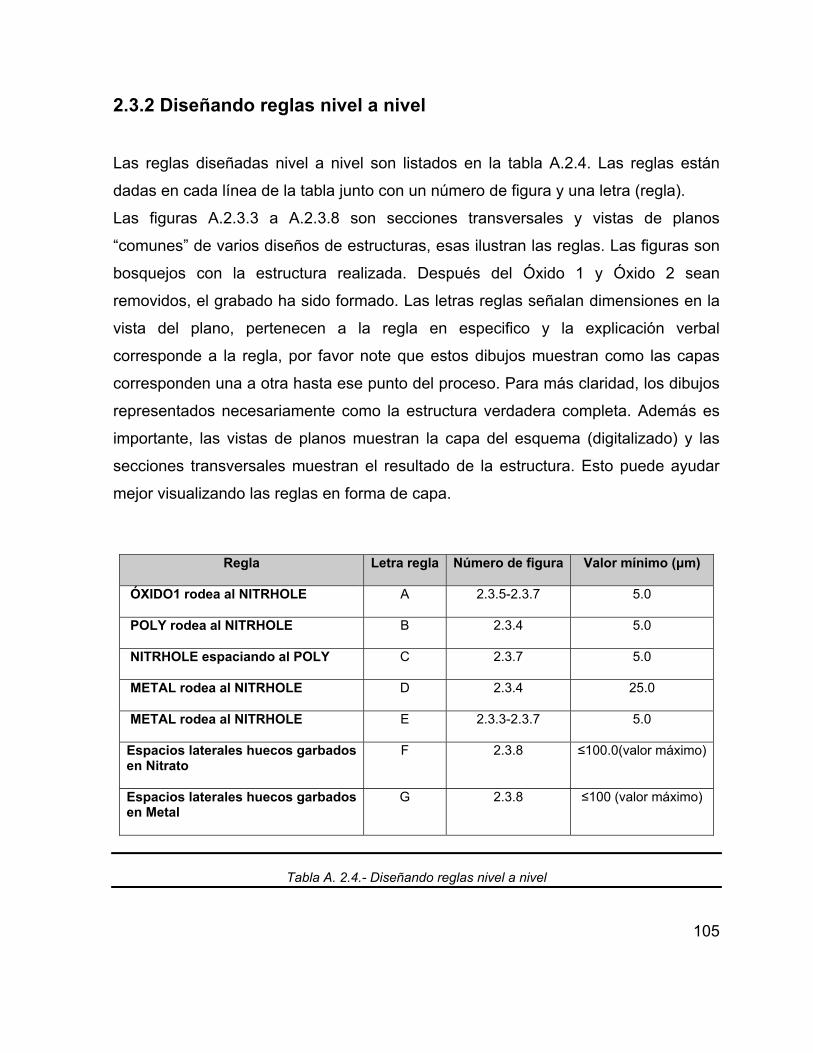
105
2.3.2 Diseñando reglas nivel a nivel
Las reglas diseñadas nivel a nivel son listados en la tabla A.2.4. Las reglas están
dadas en cada línea de la tabla junto con un número de figura y una letra (regla).
Las figuras A.2.3.3 a A.2.3.8 son secciones transversales y vistas de planos
“comunes” de varios diseños de estructuras, esas ilustran las reglas. Las figuras son
bosquejos con la estructura realizada. Después del Óxido 1 y Óxido 2 sean
removidos, el grabado ha sido formado. Las letras reglas señalan dimensiones en la
vista del plano, pertenecen a la regla en especifico y la explicación verbal
corresponde a la regla, por favor note que estos dibujos muestran como las capas
corresponden una a otra hasta ese punto del proceso. Para más claridad, los dibujos
representados necesariamente como la estructura verdadera completa. Además es
importante, las vistas de planos muestran la capa del esquema (digitalizado) y las
secciones transversales muestran el resultado de la estructura. Esto puede ayudar
mejor visualizando las reglas en forma de capa.
Regla
Letra regla Número de figura Valor mínimo (μm)
ÓXIDO1 rodea al NITRHOLE
A 2.3.5-2.3.7 5.0
POLY rodea al NITRHOLE
B 2.3.4 5.0
NITRHOLE espaciando al POLY
C 2.3.7 5.0
METAL rodea al NITRHOLE
D 2.3.4 25.0
METAL rodea al NITRHOLE
E 2.3.3-2.3.7 5.0
Espacios laterales huecos garbadosen Nitrato
F 2.3.8 ≤100.0(valor máximo)
Espacios laterales huecos garbadosen Metal
G 2.3.8 ≤100 (valor máximo)
Tabla A. 2.4.- Diseñando reglas nivel a nivel

106
• REGLA “A”.- Asegura el propio espacio de la capa de NITRHOLE con
respecto al ÓXIDO1 para formar el grabado
• REGLA “B, C Y D”.- Define el propio rodeo de la capa de Poly para asegurar
que el Polisilicio es protegido durante el grabado KOH, esa forma el grabado
en el Substrato de Silicio.
• REGLA “D”.- Además asegura que el Metal (Ni) sea anclado durante el
removimiento de la capa base Niquelada.
• (Es suficientemente permitido para cortar por debajo durante la grabación de
cobre, es usada para quitar la base Niquelada).
• REGLA “E”.- Asegura fijar propiamente el recubrimiento del metal y la guía de
agujeros.
• REGLA “F”.- Asegura el libramiento de las grandes características del Nitrato
(Cuando es decidido).
• REGLA “G”.- Asegura el libramiento de las grandes características del
METAL (Níquel), (Cuando es decidido).
NOTA.- El diseño de reglas gobernadas por el chapado (GOLDOVP) será descrita separadamente en la sección A.2.3.3.
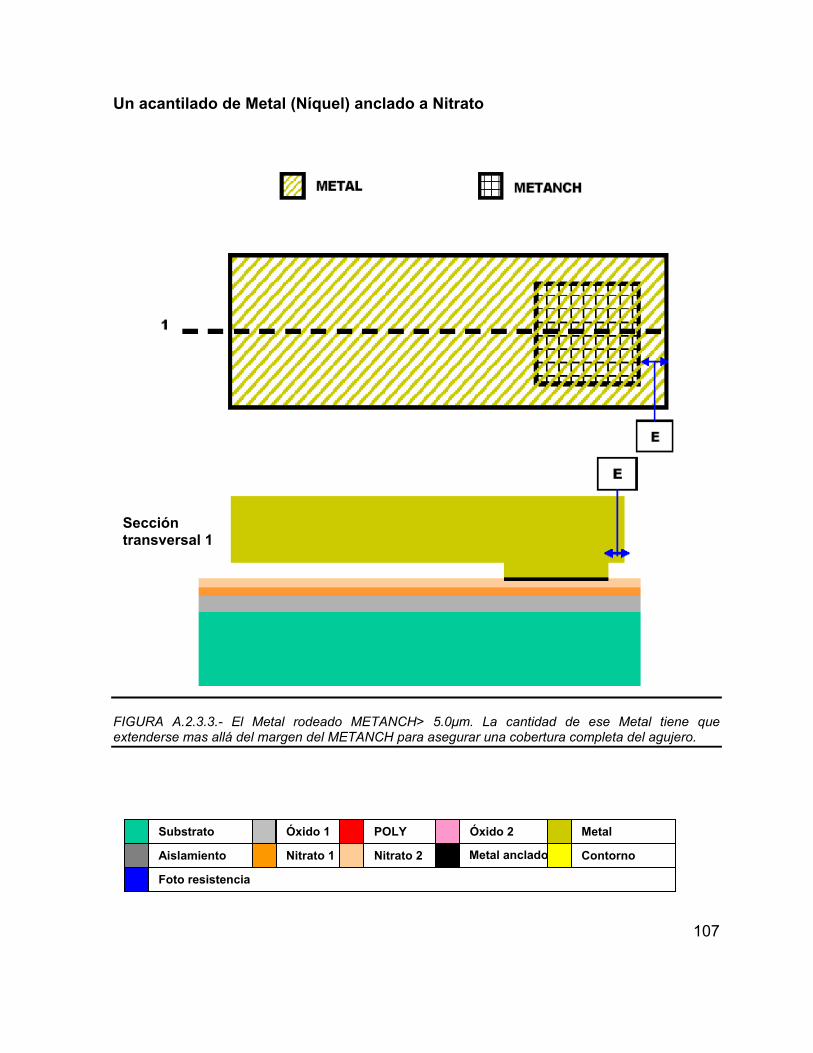
107
Un acantilado de Metal (Níquel) anclado a Nitrato
FIGURA A.2.3.3.- El Metal rodeado METANCH> 5.0μm. La cantidad de ese Metal tiene que extenderse mas allá del margen del METANCH para asegurar una cobertura completa del agujero.
Substrato
Aislamiento
Foto resistencia
Óxido 1
Nitrato 1
POLY
Nitrato 2
Óxido 2
Metal anclado
Metal
Contorno
Sección transversal 1
108
2.4 Más allá de las reglas de diseño La sección A.2.4 es altamente recomendada para leer, para todos aquellos usuarios
de MetalMUMPS, novato ó experto. Este incluye información que puede optimizar tu
diseño en MetalMUMPS y podría prevenir algunos errores de diseño.
A.2.4.1 Convenio de capas La siguiente convención de capas es usada por el proceso de MetalMUMPS en
definir los niveles de máscara para el ÓXIDO 1, POLY Y METAL, los niveles de
máscara son campos claros para estos niveles, dibujando la característica que se
desee ocupar. Los niveles como el NITROHOLE, GOLDOVP, HOLEP Y HOLEM son
campos obscuros. Para estos niveles, solo se necesita dibujar el orificio en donde se
desee crear. Esto es imperativo que estas convenciones sean seguidas para que tu
mecanismo sea fabricado correctamente.
A.2.4.2 Uniformidad del electroníquelado El espesor del electroníquelado es fuertemente dependiente del área dada que será
cubierta con Níquel. Para minimizar la no uniformidad y grabado para el diseño del
chip no tiene influencia del espesor del Metal, requerimos que el área del
electroníquelado sea considerado como sigue.
30% del área del chip < área del electroníquelado < 40% del área del chip.
Esto es el total del área electroniquelada podría estar entre el 30% y 40% del total
del área del chip.
Cuando la capa esta fuera de un mecanismo de un chip, esto es mejor para distribuir
uniformemente las estructuras de Níquel. Abriendo áreas que podrían estar llenas
con estructuras vacías, si fuera necesario. ESTA ES UNA REGLA OBLIGARTORIA.

109
A.2.4.3 Encerrando vías de Poly adyacentes en Nitrato Encerrando vías de Poly adyacentes en Nitrato, es mejor hacerlo con una simple
capa de Nitrato como si estuviera opuesta a romper la capa grabada de Nitrato.
La simple capa de Nitrato ofrece mejor estabilidad mecánica y protección a la capa
de Poly durante el grabado de la zanja en el Substrato.
A.2.4.4 Removiendo el Nitrato de las regiones sembradas Removiendo las capas de Nitrato de las regiones sembradas del chip pueden ser
evitadas.
A.2.4.5 Liberando y grabando la zanja bajo las reglas de diseño En cualquier lugar es un NITROHOLE que no esta sobre del Poly, una zanja en el
Substrato de Silicio será formada a menos que esta área este cubierta con Metal
Todos los NITROHOLE sobre del Poly deben tener Níquel con el mínimo a cubrir.
El Oxide 1 tiene que estar presente (nivel de máscara OXIDE 1) en cualquier lugar
donde se decidió poner el Nitrato 1 y Nitrato 2)
Las zanjas son formadas con un KOH en el proceso de grabado de Silicio. Este tipo
de grabado es anisotropico y el cristal grabado <111> tiene que estar debajo de los
otros planos. Para el Substrato de Silicio que es usado en este proceso, el plano
<111> es paralelo a los bordes del dado y con un ángulo de inclinación de 54.7° con
respecto a la cara de la oblea.
A.2.4.6 Diseños indicados para mantener la integridad del Nitrato durante la liberación, (Anclas temporales).
Teniendo nuestra experiencia mostrada de anclar el Metal (Níquel) para liberar el
Nitrato de las estructuras puede resultar un rompimiento del Nitrato. El potencial del
rompimiento es debido al balance de las fuerzas temporales experimentadas durante
la liberación. Para minimizar el balance de las fuerzas, esto es para mejorar el
libramiento de las estructuras de Nitrato durante el grabado de la zanja durante el

110
libramiento del grabado del Óxido. Las “anclas temporales” son fabricadas para
remover la membrana de Nitrato en el libramiento de la zanja.
Figura A.2.4.1 Provee un ejemplo de un diseño utilizado “anclas temporales” que
serán eliminadas para minimizar el rompimiento del Nitrato durante el libramiento.
FIGURA A.2.4.1 Un ejemplo de un ancla temporal: Los hoyos en el Óxido 2 prevén a las estructuras
de Nitrato/Metal de estar libradas durante el grabado de las estructuras libradas durante el grabado de la zanja.
Substrato
Aislamiento
Foto resistencia
Óxido 1
Nitrato 1
POLY
Nitrato 2
Óxido 2
Metal anclado
Metal
Contorno

111
A.2.4.7 Chapado encerrando las estructuras Si una estructura completa de Metal es encerrada con el nivel de GOLDOVP, no se
depositara oro en el contorno de la estructura. La base plateada provee el contacto
eléctrico necesario para el proceso del chapado. Primeramente el proceso del
chapado, la base plateada es removida para introducir en el área correspondiente el
GOLDOVP, si el Metal esta Niquelado es completamente encerrado, la estructura
tendrá aislamiento eléctrico para el resto del Metal, y no se podrá chapar.
Refiriéndose ala figura A.2.4.2
FIGURA A.2.4.2 La estructura de metal en el centro, tendrá aislamiento eléctrico del resto de la oblea
y no será chapada. A.2.4.8 Etiquetado del diseño de un dado El etiquetado de las estructuras tiene que seguir el diseño de las reglas en orden,
Para asegurarse de que será legible y quedarse intacto durante el proceso. Las
etiquetas se pueden realizar con Poly, Anchor Metal o Metal. Todos los Óxidos tienen
que estar removidos debajo de las etiquetas. Las etiquetas de Metal podrían estar
propiamente ancladas al Substrato (Aislamiento Óxido). Las etiquetas de Poly
podrían estar completamente cubiertas de Nitrato con su apropiado recubrimiento
como es definido por las reglas de diseño. Para las etiquetas de Metal, es posible
crear hoyos en un bloque largo de Metal, es bueno practicar y asegurar que esta
etiqueta quedara intacta a lo largo del proceso como se muestra en la figura 2.4.3,
112
alternativamente la etiqueta de Metal podría estar junto a una estructura grande de
Metal.
FIGURA A.2.4.3 Haciendo etiquetas con Metal.
a) Para practicar mejor; este diseño de etiquetas minimiza el tamaño requerido para asegurar que será intacto alrededor del proceso. b) Para que se queden intactas estas etiquetas alrededor del proceso, todas letras deben tener el mínimo de espesor >50ųm. A.2.5 Parámetros Los espesores, fuerzas y resistividad de las capas relevantes en el proceso de
MetalMUMPS son enlistadas en la tabla 2.6.
Los datos son basados en mediciones de corridas hechas. Membrana Espesores (nm) Tensión (MPa) Resistencia (ohm/ sq)
Min. Tipo Máx.
Min. Tipo Máx. Min. Tipo Máx.
Aislamiento Óxido
1900 2000 2100 N/A N/A
Óxido 1
450 500 550 N/A N/A
Nitrato 1
315 350 365 0 90 180 N/A
Poly 1
630 700 770 N/A 19 22 25
Nitrato 2
315 350 365 0 90 180 N/A
Óxido 2
990 1100 1210 N/A N/A
Metal anclado
32 35 38 N/A - 7 -
Base plateada
495 550 605 N/A N/A
Metal 17000 20000 23000 - 100 - - 8 ųohm*cm
-
Contorno de Metal
1000 2000 3000 N/A N/A
Zanja
N/A 25000 N/A N/A N/A
Tabla A.2.6 Parámetros mecánicos y eléctricos de las capas del proceso de MetalMUMPS

113
A.2.6 Requerimientos de las capas A.2.6.1 Área utilizable El diseño de área mínimo permitido para el MetalMUMPS es 1cm x 1cm. Se debe
tener cuidado de poder estructuras pequeñas a 100ųm en la orilla del dado, esto
puede causar daño en los bordes del chip. A.2.6.2 Nombres restrictivos de las celdas Algunos de los errores cometidos son debido a que no entienden los nombres de las
celdas. Para reducir en orden estos errores y el tiempo que tarda para diseñar,
algunas líneas guías son comentadas en este lugar. Estas son algunas.
• Para nombrar una celda debe tener menos de 28 caracteres.
• Para nombrar una celda debe contener únicamente los siguientes caracteres y
números [a-zA-Z0-9] y el carácter “_”.
A.2.6.3 Nombres de capas Los nombres de las capas más usadas son nombradas en la tabla 2.3por
sometimiento CIF el nombre indicado podría ser usado (ejemplo: para NITROHOLE
usar NITR) y para sometimiento GDS el número correcto puede ser usado. Otras
capas talvez pueden ser diseñadas, pero no podrán ser ignoradas. MEMSCAP no es
responsable de las capas omitidas debido ala falla de la convención de cumplimiento
con el nombramiento.
A.2.6.4 Diseño de las reglas de chequeo POR FAVOR NOTE NO TENER NINGUN ERROR DE CHEQUEO QUE PODRIA ESTAR EN SU DISEÑO. Nosotros tenemos la versión del archivo DRC para el
software mencionado. Para conseguir este archivo manda un mail a [email protected]

114
A.2.7 Sometimiento del esquema Se someten planes en GDSIITM (preferidos) o estructuras CIF. Los archivos de la
tecnología L-editTM, CadenceTM, MagicTM y Mentor´s, el esquema de la herramienta
puede ser requerida vía email en [email protected].
Antes de subir su diseño, debes completar los sometimientos de diseño en nuestro
sitio http://www.memsrus.com/cronos/svcsdes.html una vez que recibimos tu forma completa
de diseño, tu recibirás un email con instrucciones e información para que tu puedas
subir tu archivo.

115
Anexo B Organigrama del Instituto Tecnológico Superior de Irapuato.
Diagrama 4.1 Organigrama del Instituto Tecnológico Superior de Irapuato