
INFORME Nº 2399 (1) CONSIDERACIONES SOBRE LA …ingenieroambiental.com/4014/considera6.pdf ·...
39
2399 (1) - 1 CENTRO NACIONAL DE INVESTIGACIONES METALURGICAS INFORME Nº 2399 (1) CONSIDERACIONES SOBRE LA IMPLANTACIÓN DE LA IPPC (Integrated Pollution Prevention and Control) EN LA METALURGIA PRIMARIA DEL MERCURIO F. A. López, A. López Delgado y J. L. Limpo Solicitante: MINAS DE ALMADEN Y ARRAYANES, S. A
Transcript of INFORME Nº 2399 (1) CONSIDERACIONES SOBRE LA …ingenieroambiental.com/4014/considera6.pdf ·...
2399 (1) - 1
CENTRO NACIONAL DE INVESTIGACIONES METALURGICAS
INFORME Nº 2399 (1)
CONSIDERACIONES SOBRE LA IMPLANTACIÓN DE LA IPPC (Integrated
Pollution Prevention and Control) EN LA METALURGIA PRIMARIA DEL MERCURIO
F. A. López, A. López Delgado y J. L. Limpo
Solicitante:
MINAS DE ALMADEN Y ARRAYANES, S. A
2399 (1) - 2
1.- INTRODUCCION En Noviembre de 1999, representantes de Minas de Almadén y Arrayanes, S.A.(MAYASA) y del Centro Nacional de Investigaciones Metalúrgicas (CENIM) del Consejo Superior de Investigaciones Científicas (CSIC), expusieron, en una reunión del “European IPPC Bureau”, a través del Sr. Framk Farell, las dificultades que existen en la metalurgia del mercurio para conseguir unas emisiones gaseosas con contenidos de mercurio de 0.05 mg/m3. Este contenido, sí se consigue en otras metalurgias primarias, como por ejemplo, en la del cinc. En esta exposición, estuvo también presente el Sr. Enrique Baili- Baillere, en representación del Ministerio Español de Medio Ambiente. Posteriormente, se elaboró un Informe en el que se recogían las razones técnicas que se expusieron en dicha reunión, en la cual, se acordó realizar un trabajo más amplio que describiera además los trabajos y esfuerzos de la Empresa para lograr disminuir el contenido actual de mercurio en sus emisiones gaseosas. En cumplimiento de los Acuerdos alcanzados, el presente Informe recoge el estado actual sobre la evolución del mercurio en las emisiones gaseosas tomando como base la metalurgia del cinc, en la cual, se han desarrollado importantes esfuerzos para minimizar la contaminación gaseosa por mercurio. Se estudia la evolución del mercurio en la Metalurgia Primaria y se discute la viabilidad de la aplicación, a este caso, del procedimiento Boliden, considerado como mejor tecnología disponible. 2.- ANTECEDENTES Un análisis de la evolución histórica de la Metalurgia del Mercurio pone de manifiesto los esfuerzos realizados para lograr alcanzar recuperaciones del metal en los minerales de partida muy altos, del orden del 99.9%, sobre todo cuando su precio y demanda eran altos. En estas condiciones, la emisión de mercurio a la atmósfera, era baja. Si se analiza el proceso de condensación del mercurio una vez ha sido eliminado de los minerales primarios, se pone de manifiesto la dificultad que supone generar unas emisiones con tan solo 0.05 mg/m3 de mercurio. Ello supondría, tener que conseguir recuperaciones de mercurio en los minerales iniciales del orden del 99.9996% lo que industrialmente no parece posible, independientemente de que en el momento actual la demanda del metal y su precio no permiten grandes inversiones en la mejora de los rendimientos operativos del proceso metalúrgico de obtención del metal. Por otra parte, del estudio de la tecnología disponible para la eliminación del mercurio en gases, según lo reflejado en el borrador “Draft Reference Document on Best Available Techniques in Non Ferrous Metals Industries (July 1999)” de la Comisión Europea (Dirección General JRC), el proceso Boliden, considerado como la mejor tecnología disponible, se aplica a gases muy distintos a los obtenidos en la metalurgia primaria del mercurio, con lo cual, la utilización de esta tecnología en este caso concreto exigiría al menos una experimentación a nivel de planta piloto para comprobar que en este caso también sería la mejor tecnología disponible. La instalación de una planta piloto para llevar a cabo estos estudios representaría un elevado costo. Por otra parte, en el momento presente, MAYASA ha presentado, ante las autoridades españolas, concretamente, a la Junta de Comunidades de Castilla La Mancha, un proyecto para la instalación de una planta de tratamiento de residuos de mercurio. Esta instalación, está basada en un proceso novedoso patentado por MAYASA y que se describe en el capítulo tercero de este Informe. La instalación, dispondrá además de un sistema de tratamiento de gases, con una capacidad que representa entre la quinta y la décima parte de la cantidad de gases generados en la metalurgia

2399 (1) - 3
primaria, en el cual se podría experimentar el proceso Boliden, y determinar y acometer las modificaciones necesarias para abordar el tratamiento de los gases generados en la metalurgia primaria del mercurio. 3. EL PROBLEMA DEL MERCURIO EN EL MEDIO AMBIENTE
3.1 Introducción El cinabrio ha sido tradicionalmente el mineral del que se ha obtenido el mercurio. Aunque es fácil la concentración de este mineral, debido a la dispersión en que se encuentra en las menas, normalmente se trata el todo uno con unas leyes en metal comprendidas entre 0'5 y 5 % (equivalente a 5000 - 50000 g/t), tras una trituración para adaptar el material a las exigencias propias del horno. Mediante una tostación a unos 650 �C, el cinabrio se descompone en SO 2 y Hg, que pasan con los gases de calentamiento a la etapa posterior de enfriamiento, en la que condensa la mayor parte del mercurio. Normalmente, el resto de los elementos que acompañan al mercurio, quedan en el residuo, aunque en algunos casos hay que tener en cuenta la presencia de algunos elementos, tales como Cl, Se y As, que pueden considerarse perjudiciales para la obtención del metal. El cloro es, entre ellos, el más perjudicial, ya que se combina fácilmente con el mercurio formando, según las condiciones, HgCl2 o Hg2Cl2
1. El selenio tiene un comportamiento semejante al azufre y, como él, en su mayor parte pasa a SeO2 en el gas (p.e. 337), condensado al enfriar los gases. El SeO2 es soluble en agua así como el SO2; ambos reaccionan según la reacción SeO2(aq) + 2SO2(aq) + 2H2O ⇔ Se + 2SO4
2- + 4H+ ∆G25 = -280,2 kJ El arsénico durante la tostación se oxida a As2O5 y a As406; el primero, de carácter ácido, se combina con los óxidos metálicos y queda fijo como arseniato en el residuo, mientras que el segundo pasa a los gases y condensa, en el enfriamiento, junto al mercurio. En la metalurgia primaria del mercurio, el contenido de azufre en las menas tratadas rara vez pasa del 2 %2. Esto hace que el poder calorífico de la materia prima quede muy por debajo del valor necesario para alcanzar los mencionados 650 �C, siendo por ello necesario un aporte calorífico externo; esto se consigue mediante gases de combustión de propano-butano o de fuel. El consumo de combustible y el volumen de gases producidos dependen del tipo de horno utilizado y del control de aire secundario; este tema será discutido más adelante.
1 El cloro, en el mineral, se encuentra normalmente como calomelano, Hg2Cl2. Durante el proceso de tostación, por encima de los 400 °C se verifica la reacción: Hg2Cl2 ⇔ Hg(g) + HgCl2(g) pero al enfriar, el HgCl2 condensa (p.e. 304 °C) junto con el mercurio y reacciona formando nuevamente calomelanos: Hg2Cl + Hg ⇔ 2Hg2Cl2
2 Aun con los contenidos excepcionalmente altos con que se trabaja en Almadén de un 3,5 % de mercurio el contenido estequiométrico de azufre sería de 32x3,5/200=0,56 %. El resto hasta el 1 ó 2 % corresponde a la pirita que siempre acompaña al mineral.
2399 (1) - 4
3.2. El problema del mercurio en la metalurgia no férrea Simultáneamente a la aparición, alrededor de 1970, de medidas restrictivas en la utilización del mercurio y de su contenido en los efluentes industriales, se pone en evidencia la presencia de este elemento, en mayor o menor concentración, en los concentrados de sulfuros metálicos, especialmente en las blendas, en las que sustituye isomórficamente al cinc en su red. En el proceso convencional de beneficio de éstos minerales, en la etapa de tostación, el mercurio también pasa al gas, pero con la diferencia de que aquí, debido a su bajo contenido en la materia prima (normalmente de 10 a 50 g/t), tras el enfriamiento, continúa en el gas, prácticamente en su totalidad en estado vapor. Salvo el caso excepcional de algunas fundiciones de cobre, en las que por el bajo contenido de SO2 los gases de tostación se lanzaban directamente a la atmósfera, lo habitual es que este SO2 se transforme en ácido sulfúrico. En este caso, como vamos a ver más adelante, el mercurio se fija en el ácido, con lo que el contenido de mercurio en el ácido producido alcanza valores entre 10 y 60 ppm e incluso, en algunos casos, se superan con mucho las 100 ppm (3), con lo que el problema medioambiental del mercurio se traslada a la industria consumidora del ácido. 3.3. Los procesos de eliminación de mercurio de gases, implantados industrialmente. Tras el agotamiento de las calaminas y su sustitución por blendas como materia prima del cinc, los productores de este metal han tenido que enfrentarse con el problema de deshacerse del SO2, que se produce en la transformación del sulfuro en óxido. Hasta ahora, la única solución viable es su transformación en ácido sulfúrico, primero por el método de las cámaras de plomo y actualmente por el método de contacto (oxidación catalítica). Este ácido sulfúrico, por su dificultad de almacenamiento y su tonelaje (equivalente al de cinc producido), debe ser vendido a cualquier precio y en las condiciones de pureza que impone el comprador. Dentro de estas condiciones, últimamente se admite un contenido máximo de mercurio en el ácido que suele cifrarse en 1 ppm. Hasta ahora, los procesos industriales de eliminación de mercurio de gases se han llevado a cabo pensando en resolver el problema de la contaminación por mercurio del ácido sulfúrico producido en las plantas de tratamiento de concentrados de cinc. Pero cuando se ha empezado a proponer para diversas industrias un máximo en las emisiones de mercurio de 0,05 mg/Nm3, las empresas (especialmente Boliden y su ingeniería Lurgi) que tenían, como vamos a ver, resuelto el problema de producir gases con menos de aquella cifra, empiezan a presionar para que la metalurgia primaria de mercurio alcance dicho nivel de emisión. Sin embargo, como vamos a ver a continuación, la problemática es bien diferente: a grandes rasgos, podemos decir que en la metalurgia del cinc se parte de un concentrado con un contenido de mercurio de unas 100 ppm para obtener el mismo peso de ácido con algo menos de 1 ppm. Es decir se trata de captar aproximadamente el 99 % del mercurio. En la metalurgia primaria se obtienen unos gases que pueden alcanzar, como veremos, 17 g/Nm3 y en la condensación quedan unos gases con unos 0,02 g/Nm3, con lo que ya se alcanza una recuperación del 99,88 %. Pretender bajar los 0,02 g/Nm3 (20 mg/Nm3) a 0,05 mg/Nm3 es pedir un rendimiento global del 99.9997%.
3 Es posible establecer una correlación aproximada entre el contenido de mercurio en el gas y su concentración en el ácido producido. En efecto, puesto que la concentración de SO2 en el gas que llega a la planta de contacto está comprendida entre un 5 y un 7 %, esto supone que cada Nm3 de gas lleva 0,05 (ó 0,07) Nm3 de SO2; como la densidad del SO2 es 2,927 kg/Nm3, cada Nm3 de gas lleva 0,146 (ó 0,205) kg de SO2, que a su vez producirán 0,146x98,073/64,059 = 0,223 (ó 0,314) Kg de ácido. Por tanto, cada mg de Hg por Nm3 de gas da lugar 1/0,223=4,5 (ó 1/0,314=3,2) mg de mercurio por kg de ácido producido; es decir, un contenido de mercurio en el gas de 1 mg/Nm3 da lugar a un ácido con aproximadamente 4 ppm de mercurio.
2399 (1) - 5
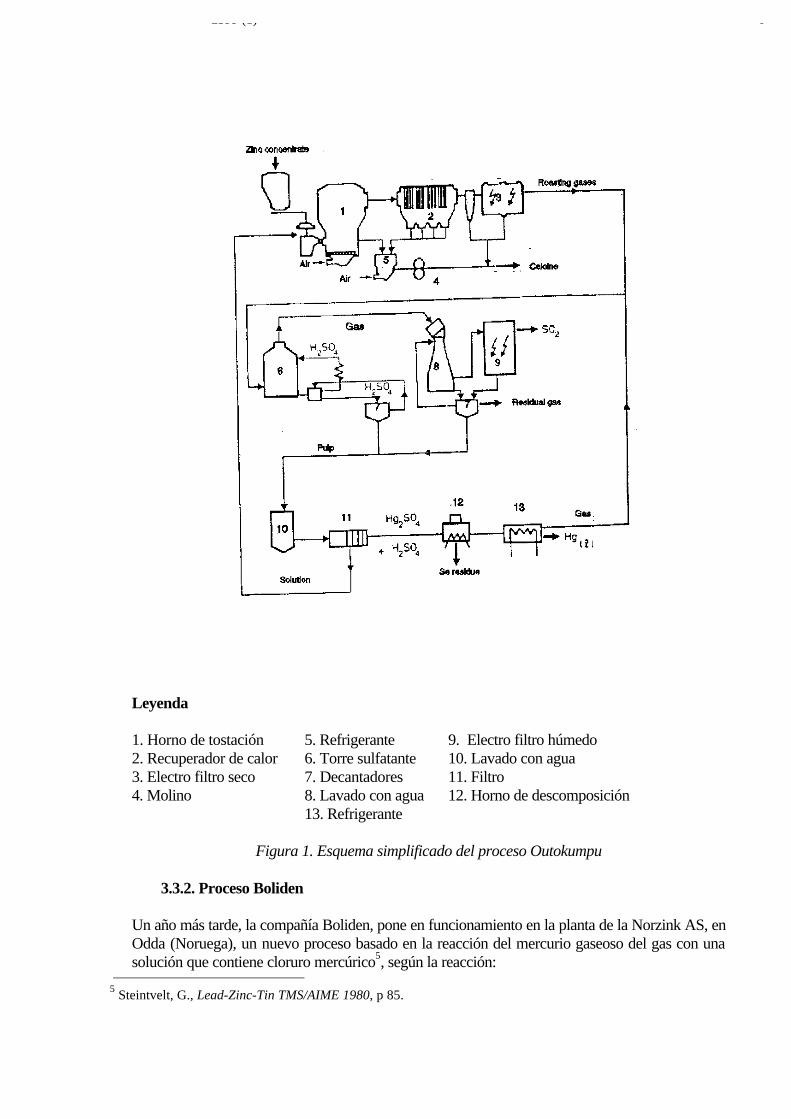
3.3.1. Proceso Outokumpu Cronológicamente, el primer proceso de eliminación de mercurio de gases, fue puesto a punto por Outokumpu Oy en 1970 en su planta de Kokola, al objeto de tratar unas blendas que contenía un 0,01 % de mercurio, que al tostarlas daban un ácido sulfúrico con 110 ppm de mercurio. En la figura 1 se muestra el esquema de la planta4. En este proceso, los gases de tostación se tratan con ácido sulfúrico del 90 % a una temperatura de 180 °C o superior. La reacción que tiene lugar es 2Hg(g) + 2H2SO4 ⇔ SO2 + Hg2SO4 + 2H2O. Reacción que está tanto más desplazada a la derecha cuanto mayor sea la temperatura (ÄG = -85,4 kJ a 150 °C y ∆G = -102,4 kJ a 300 °C). El sulfato mercurioso queda en el ácido en forma de suspensión y se separa de él por decantación con otras impurezas captadas del gas. La pulpa espesa se trata con agua y se filtra, para separar las sales solubles (especialmente sulfato de cinc) que se reciclan al proceso. El sulfato de mercurio, finalmente, se trata en un pequeño horno en el que se destila y, tras el enfriamiento de los gases, se condensa un mercurio del 99,99 % de pureza.
4 A. de la Cuadra. Rev. Metal CENIM, 5(7), 37 (1971).
2399 (1) - 6
Leyenda 1. Horno de tostación 5. Refrigerante 9. Electro filtro húmedo 2. Recuperador de calor 6. Torre sulfatante 10. Lavado con agua 3. Electro filtro seco 7. Decantadores 11. Filtro 4. Molino 8. Lavado con agua 12. Horno de descomposición 13. Refrigerante
Figura 1. Esquema simplificado del proceso Outokumpu
3.3.2. Proceso Boliden Un año más tarde, la compañía Boliden, pone en funcionamiento en la planta de la Norzink AS, en Odda (Noruega), un nuevo proceso basado en la reacción del mercurio gaseoso del gas con una solución que contiene cloruro mercúrico5, según la reacción:
5 Steintvelt, G., Lead-Zinc-Tin TMS/AIME 1980, p 85.

2399 (1) - 7
Hg(g) + Hg2+ + 2Cl- → Hg2Cl2 dando cloruro mercurioso (calomelanos) insoluble. Una parte de los calomelanos formado se separa de la solución6, y el resto se oxida con cloro para regenerar el cloruro mercúrico: Hg2Cl2 + Cl2(g) → 2Hg2+ + 4Cl-. En la figura 2 se muestra el esquema del proceso Boliden y su integración en la planta de tostación / ácido. El proceso realmente es más complejo químicamente que lo que expresan las reacciones que se han escrito más arriba. Esto es consecuencia de la presencia de SO2 en el gas, el cual actúa como reductor frente al cloruro mercúrico: SO2 + 2Hg2+ + 2Cl- + 2H2O → Hg2Cl2 + SO4
2-- + 4H+ termodinámicamente posible, ya que ∆G25 = -246,9 kJ. Esta reacción, aparte de un incremento continuo de acidez, supondría una producción desproporcionada de calomelanos. El procedimiento Boliden resuelve este problema reduciendo el potencial oxidante del ion mercúrico, complejando éste con un exceso definido de cloruros para formar HgClx
(2-x)+. En la figura 3 se muestran los datos de operación de la planta de Odda entre los años 1979 y 1984. En la parte superior se da el contenido de mercurio en los concentrados tratados (normalmente entre 140 y 200 g/t) y un ensayo especial con un concentrado de 280 g/t en febrero de 1984. El mercurio en el ácido, curiosamente, no responde a estas variaciones de la carga, manteniéndose un valor entre 0,2 y 0,5 g/t (ppm). Recordando la equivalencia dada en la nota 3, esta cifra equivaldría a un límite entre 0,05 y 0,13 mg/Nm3.
6 Cuando se puso en funcionamiento esta planta, en los años 70, los calomelanos eran productos ampliamente usado por la industria farmacéutica, por lo que no había problema en su comercialización. En la actualidad, al haberse eliminado este producto de las farmacopeas, la empresa Boliden busca un procedimiento sencillo de obtener, por electrólisis de sales fundidas, mercurio líquido y cloro gaseoso.

2399 (1) - 8
Figura 2. Proceso Boliden-Norzink

2399 (1) - 9
Figura 3. Resultados de operación de la planta de Odda
3.3.3. Proceso Invastur Finalmente, vamos a exponer el procedimiento Invastur7 desarrollado en la primera mitad de los 80 por el CENIM y Asturiana de Zinc en la planta de esta compañía en San Juan de Nieva, junto a Avilés (Asturias, España). El proceso Invastur, en su versión original, se encuentra descrito en la patente española 411.067 (29-1-73) y en una mejora de ésta [Pat. esp. 556.731 (25-6-86)]. El proceso tal como se describe en la patente 411.067 se dio a conocer en el I Congreso Internacional del Mercurio8, se basa en las reacciones9:
7 Invastur es un joint ventury formado por el Consejo Superior de Investigaciones Científicas y Asturiana de Zinc, S.A.
8 A. Cuadra et al., "CENIM process for purification and recovery of mercury from waste gases of metallurgical plants". I Congreso Internacional del Mercurio, tomo 1, pag. 317, Barcelona, 1973.
9 Realmente, esta reacción corresponde a dos reacciones consecutivas, la [3,1] de equilibrio, que determina la concentración de mercurio en el gas, que se desplaza a la derecha cuando el Hg2(SCN)2, insoluble, se oxida (catalizado por el carbón activo) por el H2SO3 según la reacción [3,2] Hg(aq) + Hg(SCN)4
2- ⇔ Hg2(SCN)2 + 2SCN- [3,1]

2399 (1) - 10
Hg(g) ⇔ Hg(aq) [1] SO2(g) + H2O ⇔ H2SO3 [2] 3Hg(aq) + 4H2SO3 + 12SCN- + 4H+ ⇔ ⇔ 3Hg(SCN)4
2- + S4O62- + 6H2O [3]
La patente española 556.731 introduce la novedad sobre la 411.067 de la adición de carbón activo a la solución de tiocianato para aumentar la velocidad de reacción. El proceso, después de largas investigaciones en planta, se mejoró sustancialmente, permitiendo el tratamiento de minerales con contenidos excepcionalmente altos de mercurio (se trataron minerales con un 0,15 % de este elemento, es decir 1,5 kg de Hg por t). Estas mejoras quedaron recogidas en la patente española P9000643 (5-3-1990) que dio lugar a la patente PCT WO 91/14010. La principal característica del proceso es que no es necesario drenar periódicamente la solución para separar el Hg(SCN)4
2- formado como consecuencia de la reacción [3], ya que cuando éste ión alcanza un determinado nivel en la solución tiene lugar su precipitación automática, posiblemente mediante la reacción 4S4O6
2- + 7Hg(SCN)42- + 12H2O ⇔ 7HgS + 28SCN- + 9SO4
2- + 24H+, (∆G25 = -422,9 kJ) con lo que el mercurio en solución se mantiene en una concentración prácticamente constante de 30 g/l. El carbón activo (que se mantiene en suspensión con el HgS que precipita) conserva su actividad durante 10 a 15 días, y el mercurio en el gas baja a un nivel de menos de 0,05 mg/m3. Pasado este tiempo, el mercurio en el gas empieza a aumentar, pero durante aproximadamente 2 días su contenido se mantiene entre 0,10 y 0,15 mg/m3. A la vez que esto ocurre se observa que, sacando una muestra de la suspensión circulante, al dejarla decantar aparecen tres capas perfectamente definidas: abajo una de color rojo formada por HgS (cinabrio), encima una negra de carbón activo y, finalmente, una fina, blanca, de Hg2(SCN)2. En este período de tiempo de dos días, se procede a filtrar la solución, retirando aproximadamente el 50 % de los sólidos y se carga una nueva partida de carbón activo, a la vez que se reponen las pérdidas de tiocianato sódico10. Como acabamos de exponer, el análisis de mercurio en el gas durante el período activo de la solución elimina el mercurio gaseoso11 a niveles inferiores a 0,05 mg/m3. Sin embargo, sorprendentemente, en la etapa inicial de la planta, el ácido sulfúrico producido alcanzaba un
3Hg2(SCN)2 + 18SCN- + 4H2SO3 ⇔ ⇔ 6Hg(SCN)4
2- + 4S4O62- + 12H2O [3,2]
10 La solución tiene un exceso de ion SCN-, el cual, en medio ácido, da lugar a ácido tiociánico, HSCN, menos volátil que el agua (p.e. 108 °C), pero suficiente para que en pequeñísimas cantidades sea arrastrado por los gases. Este ácido tiociánico, en la torre de secado se descompone en N2 y CO2.
11 Todos los sistemas de medición de mercurio en los gases (bien de absorción atómica sin llama, bien de fijación sobre una lámina de oro o sobre esponja de plata) sólo detectan el mercurio que se encuentra en forma de vapor.

2399 (1) - 11
contenido de mercurio de 2 a 3 ppm lo que suponía que el gas que llegaba a catálisis debía tener de 0,5 a 0,75 mg/m3. Al estudiar esta anomalía, se encontró que la causa estaba en la formación de una finísima dispersión (niebla) de mercurio en el gas12 que sólo podía captarse mediante la utilización de un electro filtro. Por tanto, cuando se parte de gases con muy alto contenido en mercurio, el proceso químico de eliminación de este elemento debe utilizar dos torres de absorción de mercurio y un separador intermedio de nieblas. En la figura 4 se muestra el equipo correspondiente (recuadro "Depuración química") dentro del esquema general de la planta de AZSA. El equipo fundamental de la planta está representado en la figura 4.
Figura 4.- Esquema del Proceso Invastur
12 Para comprobar esto, se recurrió a realizar un sencillo experimento que consistió en hacer pasar este gas (que aparentemente no tenía mercurio) por un tubo calentado a alta temperatura. Se observó que conforme se calentaba el tubo el detector de mercurio alcanzaba valores crecientes de este gas, hasta más de 0,5 mg/m3.

2399 (1) - 12
Comprende el siguiente equipo:
Tostación: 1. Horno de tostación 2. Recuperador de calor 3. Ciclón 4. Electro filtros secos Condensación: 5. Torre de lluvia
6. Condensador tubular. 7. Electro filtros húmedos 8. Decantador 9. Cambiador de calor Tratamiento de hollines: 10. Tolva 11. Reactor
12. Filtro prensa 13. Refino de Hg Depuración química: 14. Torres de absorción 15. Depósito agitado 16. Filtro prensa 17. Deposito agitado
La depuración propiamente dicha, está formada por:
§ Un primer campo de electro filtros § Primera torre de absorción § Segundo campo de electro filtros § Segunda torre de absorción.
En el primer campo de electro filtros (al que llegan los gases procedentes del enfriamiento donde condensa la mayor parte del mercurio) se recoge una parte de la niebla agua-mercurio. El contenido de mercurio en el gas que sale del campo es de unos 40-60 mg/m3. Dada la gran cantidad de mercurio que llega a este campo, una parte del mercurio que lleva el gas corresponde a partículas de agua-mercurio arrastradas por el gas). En la primera torre de depuración química, se elimina la mayor cantidad de este mercurio, obteniéndose un gas con un contenido de mercurio de 3 a 6 mg/m3, de los cuales aproximadamente 1 mg/m3 es mercurio líquido, no detectado por el analizador. Este mercurio líquido se recoge en el segundo campo de electro filtros húmedos.Como el contenido de mercurio en el gas que sale de este segundo campo está por debajo del punto de rocío del mercurio, a partir de aquí el gas no tiene posibilidad de formar nieblas conteniendo mercurio. De esta manera en la segunda torre, si se cuida que el carbón activo mantenga su actividad y en el diseño se sitúa un separador de gotas de suficiente eficiencia (evitando el arrastre de solución13), se está en condiciones de depurar el contenido de mercurio en el gas a la salida a menos de 0.1 mg/m3 (incluido el pequeño arrastre de solución de la torre). Recogida y purificación del mercurio Puesto que prácticamente, tanto las aguas que van al tratamiento de efluentes como los gases que van a la planta de ácido sulfúrico, pueden considerarse exentos de mercurio, éste no tiene más salida que con los fangos que se colectan en los espesadores de la torre de lavado y de los refrigerantes. Estos fangos, que pueden alcanzar un contenido de más de un 40 % de mercurio, presentan éste en forma de una fina emulsión (hollines en el argot de Almadén), que no puede separarse del resto por medios físicos. El proceso quedaría incompleto si no se incluyera la
13 El principal problema que se presenta aquí es que en la torre, por arrastre mecánico, el gas puede llevar una cierta cantidad de gotitas de solución con 30 g/l de mercurio. Existen dispositivos mecánicos capaces de evitar este arrastre.

2399 (1) - 13 -
manera de realizar esta separación de la cual no existen más antecedentes que el procedimiento de tratamiento de "hollines" descrito en la patente española 356.385, que se emplea con éxito en la separación de mercurio de la emulsión, que se obtiene en la planta de obtención de mercurio a partir de cinabrio en Almadén. Debido a la diferente naturaleza de la emulsión que se obtiene en la condensación de los gases de los hornos de tostación de sulfuros, se ha visto que, en este caso, aquel procedimiento es ineficaz. Las investigaciones desarrolladas han conducido a un nuevo sistema de tratamiento que permite cerrar el ciclo de recuperación de mercurio en forma metálica en el tratamiento de los minerales que lo contienen. En el recuadro, "Tratamiento de hollines" de la figura 4, se muestra esta parte del proceso: los hollines, procedentes del espesador de la planta de tostación [11] se descargan en la tolva [10] de un reactor14 [11] provisto de un sistema de agitación y un refrigerante de reflujo y cierre hidráulico para igualar la presión interior con la atmosférica. A continuación se añade una solución acuosa de amoníaco al 10 % y granalla de cinc. La mezcla se calienta a 50-70 °C y se mantiene en agitación durante un tiempo de 6 a 8 horas tras lo cual, normalmente, el 80 % del mercurio se recoge en el fondo del reactor de donde se saca, tras parar la agitación, sifonándolo; la pulpa, si contiene aún importantes cantidades de mercurio, pasa por gravedad, a un segundo reactor idéntico al primero (no mostrado en el esquema), al que se añade granalla de cinc y se continúa la agitación, manteniendo la temperatura a 50-70 °C, durante un tiempo de por lo menos 8 horas, mientras que en el reactor superior se inicia una nueva operación. El mercurio recogido en este segundo reactor se sifona igualmente, mientras que la pulpa restante, que aún puede contener mercurio, pasa a un filtro, devolviéndose los sólidos húmedos al horno mientras que las aguas, prácticamente exentas de mercurio van al tratamiento de efluentes. El mercurio líquido obtenido de esta forma, presenta normalmente un contenido indeseable de impurezas metálicas, especialmente Pb y Zn, que se eliminan fácilmente mediante un tratamiento de oxidación en la columna [13], donde mediante con una solución alcalina y el paso de aire comprimido, que a su vez contribuye a agitar la mezcla, aquellos elementos se separan, por oxidación, del mercurio.
14 Aunque el proceso químico es distinto, el equipo es el mismo que el utilizado en Almadén, que se describe más adelante.

2399 (1) - 14 -
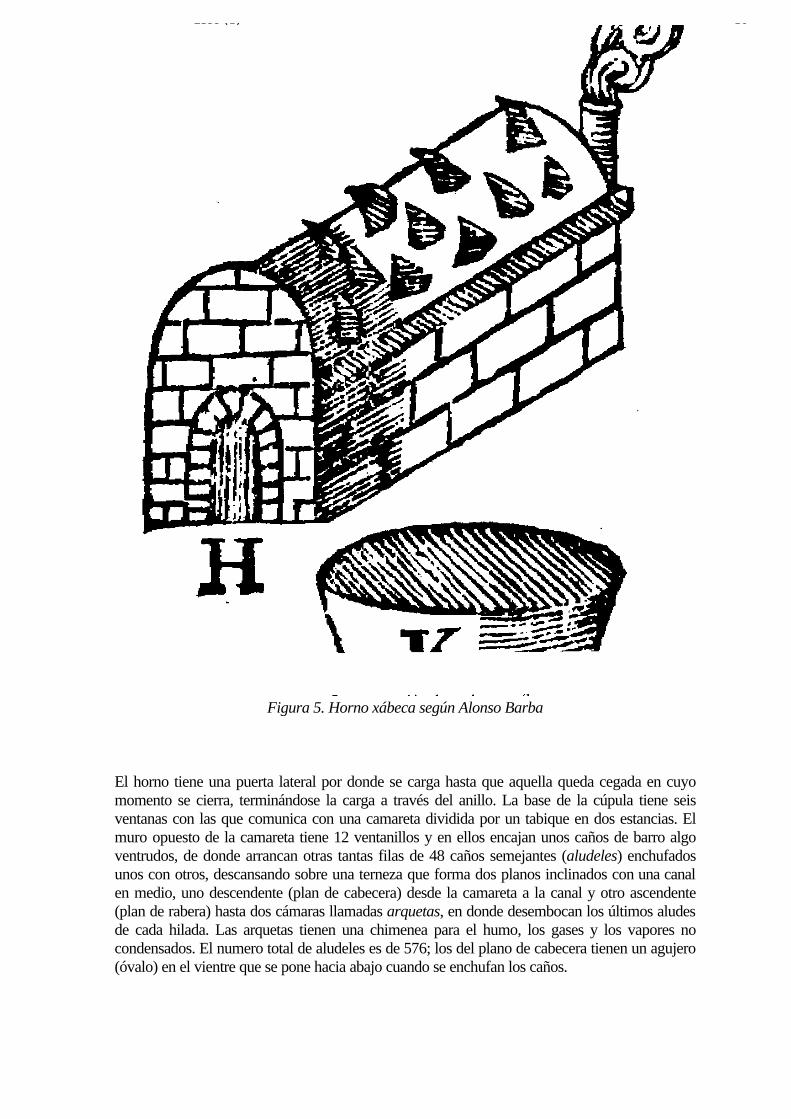
4. DESCRIPCIÓN DE LA METALURGIA PRIMARIA DE MERCURIO La metalurgia primaria del mercurio se caracteriza por su gran simplicidad. Se parte de un único mineral, el cinabrio o sulfuro rojo de mercurio, que además, en Almadén, alcanza una concentración excepcionalmente alta (0,5 a 5 % de Hg). 4.1. La tostación. Inicialmente, el beneficio del cinabrio se llevó a cabo mediante el tratamiento en retortas de hierro que fue inventado, en el 415 a.C., por Callias y descrito por primera vez, en el 300 a.C., por Teofrasto [citado por Plinio15]. HgS + Fe → FeS + Hg Dioscórides 16 menciona el procedimiento de Plinio, Vitruvio 17 describe los hornos a utilizar y, finalmente entre los autores de la antigüedad, no puede dejar de citarse a Biringuccio 18 que describe ya las operaciones de preparación del mineral. En lugar de las "cacerolas de hierro" (patinis fictilibus impositum) se pasa a vasijas de arcilla y el azufre del sulfuro se fija mediante la mezcla del mineral con lo que los árabes denominaba hormigo (cenizas, óxidos alcalinos y/o alcalinotérreos que designaremos genéricamente por MeO) 3S2 + 6MeO ⇔ 4MeS + 2MeSO3 Son, precisamente los árabes, los que inician, hacia el siglo X, en Almadén la producción del mercurio19 con los hornos xábecas de los que existe una descripción bastante detallada en un manuscrito anónimo de 1543 20, un dibujo de Alonso Barba 21 que reproducimos en la figura 5 y una de las ollas en las que se cocía el mercurio en los hornos (conservada en la casa de la cultura de Almadén). Las ollas, que en número de 30 o más, se encuentran introducidas en agujeros en el techo del horno, tenían una cabida de 1 arroba (unos 10.5 kg) y en ella se carga-ba, hasta unos tres dedos del borde, el mineral molido al tamaño de una nuez después de envuelto en una ceniza negra que está algo mojada para que se pegue al mineral; a continuación, se añade ceniza muy cernida hasta completar la cabida de la olla que se tapa con una tapadera
15 Cayo Plinio Segundo, Historia Mundi, denvo emedata, Libro XXXIII, cap. VIII, pág. 591. Hieronymus Frobenius & Nicolaus Episcopus. Basilea 1535.
16 Dioscórides De Materia Médica, libro V, pág. 110
17 Marco Vitruvio Polión, Los diez libros de Arquitectura. Libro VII, cap. XIX. Traducción del latín comentada por José Ortiz y Sanz, Madrid, Imp. Real, 1787.
18 V. Biringuccio, The Pirotecnia (traducción al inglés de la edición italiana de 1540). Basir Books Inc. New York 1959.
19 Hasta la llegada de los árabes, el cinabrio se exportaba directamente a Roma donde se obtenía el mercurio o más bien se utilizaba principalmente para ungüentos.
20 Relación del sitio de la mina de azogue que está en Almadén con la manera de destilar el azogue y hacerse el Bermellón, por todas sus particularidades. Manuscrito de 7 hojas en cuarto del tomo tercero de la Miscelánea Histórica, E. 166, fol. 199. Biblioteca de la Academia de la Historia de Madrid.
21 Alvaro Alonso Barba, Arte de los metales en el que se enseña el beneficio de los de oro y plata por azogue, Madrid, Imprenta del Reyno, 1640 (Ed. facsímil realizada por el C.S.I.C.).
2399 (1) - 15 -
cóncava para dejar un espacio libre, la cual se sella con barro a la olla. También se sella con barro la entrada de la olla en el horno y una vez realizada la operación, se procede a dar fuego al horno desde la puesta del sol hasta el día siguiente a las 10 de la mañana. Se esperaba a que estuvieran frías las ollas que se abrían y sacaba el mercurio que se había formado en ellas. En la segunda mitad del siglo XVI, la utilización generalizada de los nuevos procedimientos de amalgamación obligó a incrementar la producción de mercurio en Almadén. Los arrendatarios de las minas, los banqueros alemanes Fugger (conocidos en España como Fúcares), recurrieron a la tecnología alemana, construyendo los primeros hornos de reverbero de los que sólo existe una somera descripción en el libro de Matilla Tascón22 así como una olla que, como la de los xábecas, se conserva en la Casa de la Cultura con una capacidad de 3.5 litros. Estos hornos tenían planta circular de hasta 5 m de diámetro, estaban adosados por parejas, y cubiertos por bóvedas semiesféricas; el suelo del horno estaba constituido por una parrilla de hierro, sobre la que se colocaban los ladrillos que constituían el suelo y tenían un hueco circular para meter las ollas (hasta 300), con las bocas hacia abajo. Las bocas de las ollas estaban parcialmente tapadas con tejas para evitar que cayera el cinabrio y permitir que, por el contrario saliesen los vapores de mercurio. El calentamiento de las ollas se hacía por su parte superior y el mercurio condensaba en la parte inferior. No se dispone de más datos de estos hornos salvo que su toxicidad era tal que tuvo que intervenir la Corona mandando como "visitador" al famoso escritor Mateo Alemán, cuyo Informe secreto es escalofriante. Hacia 1633 tiene lugar en las minas de mercurio de Perú de Huancavelica la construcción del primer horno de aludeles idea del médico y buscador de minas Lope de Saavedra y Barba que sustituyen inmediatamente a los hornos xábecas de baja producción y a los de reverbero de gran toxicidad. Estos nuevos hornos fueron introducidos en España por Juan Alonso de Bustamante en 1646 que, por el éxito obtenido, es nombrado, un año después, Superintendente de las minas. Al realizarse el calentamiento del mineral por llama directa, la reacción de obtención del mercurio pasa a ser HgS + O2 ⇔ SO2 + Hg Los hornos Bustamante (figura 6) consistían en un horno cilíndrico, de suelo cóncavo, cerrado por arriba por una cúpula en forma de casquete esférico, en cuyo centro hay un agujero que se cierra por una válvula de hierro. El horno tiene en su frente un buitrón o boca de atizadero, de donde arranca una chimenea exterior y dentro de aquél se levantan tres arcos paralelos sobre los que asientan grandes ladrillos que forman la parrilla, separados unos de otros para que a su través circule el aire y la llama pueda penetrar por sus intersticios. Sobre la parrilla se hace la solera con cuarcita, y encima se distribuyen las capas del mineral, clasificado en cuatro suertes de mayor a menor tamaño (china, metal, requiebros y vaciscos); los vaciscos (mineral fino) se aglomeraba amasándolos y moldeándolos en forma de tronco de pirámide.
22 A. Matilla y Tascón, Historia de las minas de Almadén, vol I, pág. 107.
2399 (1) - 16 -
Figura 5. Horno xábeca según Alonso Barba
El horno tiene una puerta lateral por donde se carga hasta que aquella queda cegada en cuyo momento se cierra, terminándose la carga a través del anillo. La base de la cúpula tiene seis ventanas con las que comunica con una camareta dividida por un tabique en dos estancias. El muro opuesto de la camareta tiene 12 ventanillos y en ellos encajan unos caños de barro algo ventrudos, de donde arrancan otras tantas filas de 48 caños semejantes (aludeles) enchufados unos con otros, descansando sobre una terneza que forma dos planos inclinados con una canal en medio, uno descendente (plan de cabecera) desde la camareta a la canal y otro ascendente (plan de rabera) hasta dos cámaras llamadas arquetas, en donde desembocan los últimos aludes de cada hilada. Las arquetas tienen una chimenea para el humo, los gases y los vapores no condensados. El numero total de aludeles es de 576; los del plano de cabecera tienen un agujero (óvalo) en el vientre que se pone hacia abajo cuando se enchufan los caños.
2399 (1) - 17 -
Una vez cargado se da fuego al horno con leña ramosa y se sostiene durante 12 horas; se conserva la brasa y se remueve las dieciocho horas siguientes. Transcurrido este tiempo empieza el día de enfrío, para lo cual se derriban los tabiques de la puerta por donde se carga el horno y se abre la válvula y los boquetes de la camareta. Al cabo de las 24 horas de enfrío se descarga el horno y se carga enseguida para otra nueva cochura. Era fundamental, para evitar pérdidas de mercurio con los humos, que el tiro fuera muy débil para lo cual se necesitaba que por la chimenea de la arqueta salgan humos muertos, es decir que caigan hacia el suelo. El mercurio que sale por los óvalos de los aludeles corre hacia el canal de quiebra y desde éste hasta los depósitos. Cada diez cochuras se practica una leva de aludeles, para sacar el mercurio retenido y el hollín depositado en ellos y en las arquetas, por procedimientos mecánicos o destilación. Dado que los hornos Bustamante estuvieron en servicio hasta época relativamente reciente, se conserva de ellos (aparte de un horno restaurado en Almadén) numerosos reportajes fotográficos de sus operaciones. Los denominados hornos Almadén23 surgen como una necesidad de aumentar la producción como consecuencia de la fuerte demanda de mercurio de principio de siglo. Los hornos cuya capacidad era de 2 t/día tenían ya una coraza exterior de hierro para evitar la volatilización del mercurio a través de la mampostería. El vaso, de 7,5 m de alto y 1,2 m de diámetro estaba provisto de tres aberturas laterales para el combustible y otras tantas para separar el mineral tostado. La puerta se abre sólo para vaciar el mineral tostado. El espacio entre la abertura de descarga inferior y la abertura superior sirve para que se enfríe el mineral tostado y para que se caliente previamente el aire para la combustión de los hogares. La carga del horno se efectúa por el embudo superior, que está previsto de un cono y un cierre hidráulico siendo estas cargas o tongadas alternadas de mineral y carbón. Los vapores formados se llevan a un condensador que en Idria estaba formado por tubos redondos de hierro colado mientras que en Almadén se utilizaban tubos de gres en forma de petaca, pasando los gases desde el último tubo a una cámara de expansión donde se recogían principalmente los hollines. En ambos casos el mercurio salía por la parte inferior a través de un cierre hidráulico.
23 Realmente estos hornos habían sido desarrollados anteriormente en Idria.
2399 (1) - 18 -
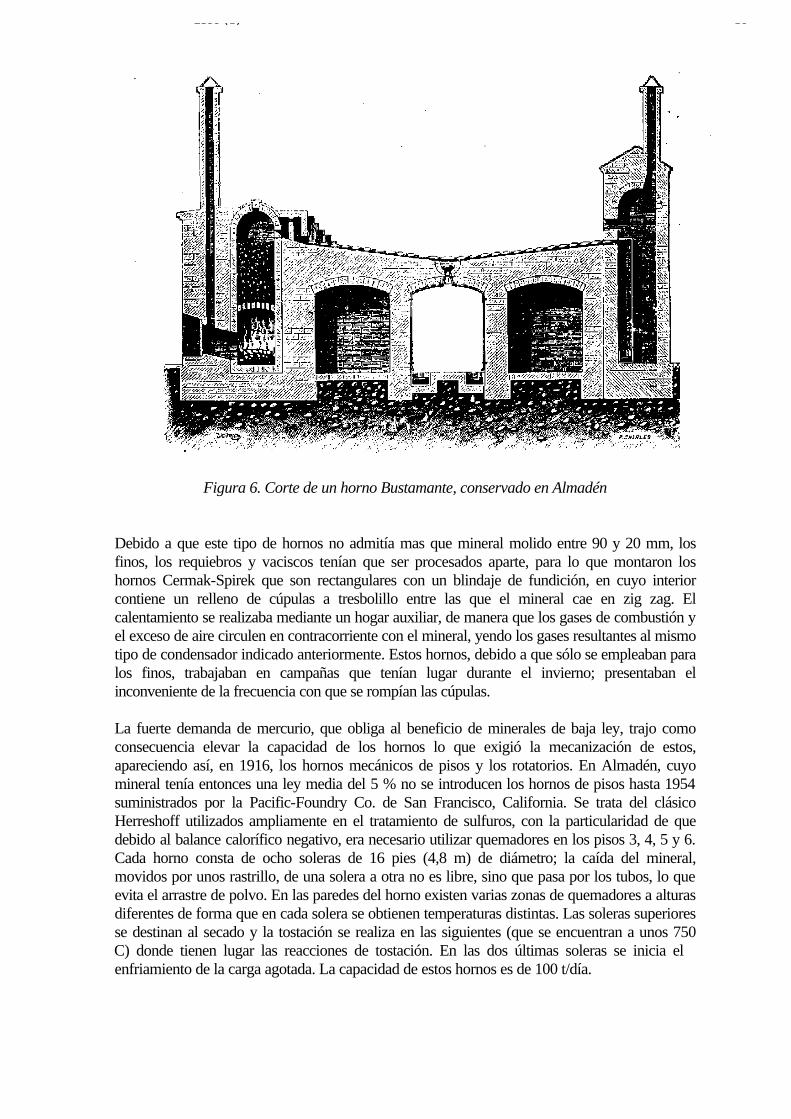
Figura 6. Corte de un horno Bustamante, conservado en Almadén
Debido a que este tipo de hornos no admitía mas que mineral molido entre 90 y 20 mm, los finos, los requiebros y vaciscos tenían que ser procesados aparte, para lo que montaron los hornos Cermak-Spirek que son rectangulares con un blindaje de fundición, en cuyo interior contiene un relleno de cúpulas a tresbolillo entre las que el mineral cae en zig zag. El calentamiento se realizaba mediante un hogar auxiliar, de manera que los gases de combustión y el exceso de aire circulen en contracorriente con el mineral, yendo los gases resultantes al mismo tipo de condensador indicado anteriormente. Estos hornos, debido a que sólo se empleaban para los finos, trabajaban en campañas que tenían lugar durante el invierno; presentaban el inconveniente de la frecuencia con que se rompían las cúpulas. La fuerte demanda de mercurio, que obliga al beneficio de minerales de baja ley, trajo como consecuencia elevar la capacidad de los hornos lo que exigió la mecanización de estos, apareciendo así, en 1916, los hornos mecánicos de pisos y los rotatorios. En Almadén, cuyo mineral tenía entonces una ley media del 5 % no se introducen los hornos de pisos hasta 1954 suministrados por la Pacific-Foundry Co. de San Francisco, California. Se trata del clásico Herreshoff utilizados ampliamente en el tratamiento de sulfuros, con la particularidad de que debido al balance calorífico negativo, era necesario utilizar quemadores en los pisos 3, 4, 5 y 6. Cada horno consta de ocho soleras de 16 pies (4,8 m) de diámetro; la caída del mineral, movidos por unos rastrillo, de una solera a otra no es libre, sino que pasa por los tubos, lo que evita el arrastre de polvo. En las paredes del horno existen varias zonas de quemadores a alturas diferentes de forma que en cada solera se obtienen temperaturas distintas. Las soleras superiores se destinan al secado y la tostación se realiza en las siguientes (que se encuentran a unos 750 �C) donde tienen lugar las reacciones de tostación. En las dos últimas soleras se inicia el enfriamiento de la carga agotada. La capacidad de estos hornos es de 100 t/día.
2399 (1) - 19 -
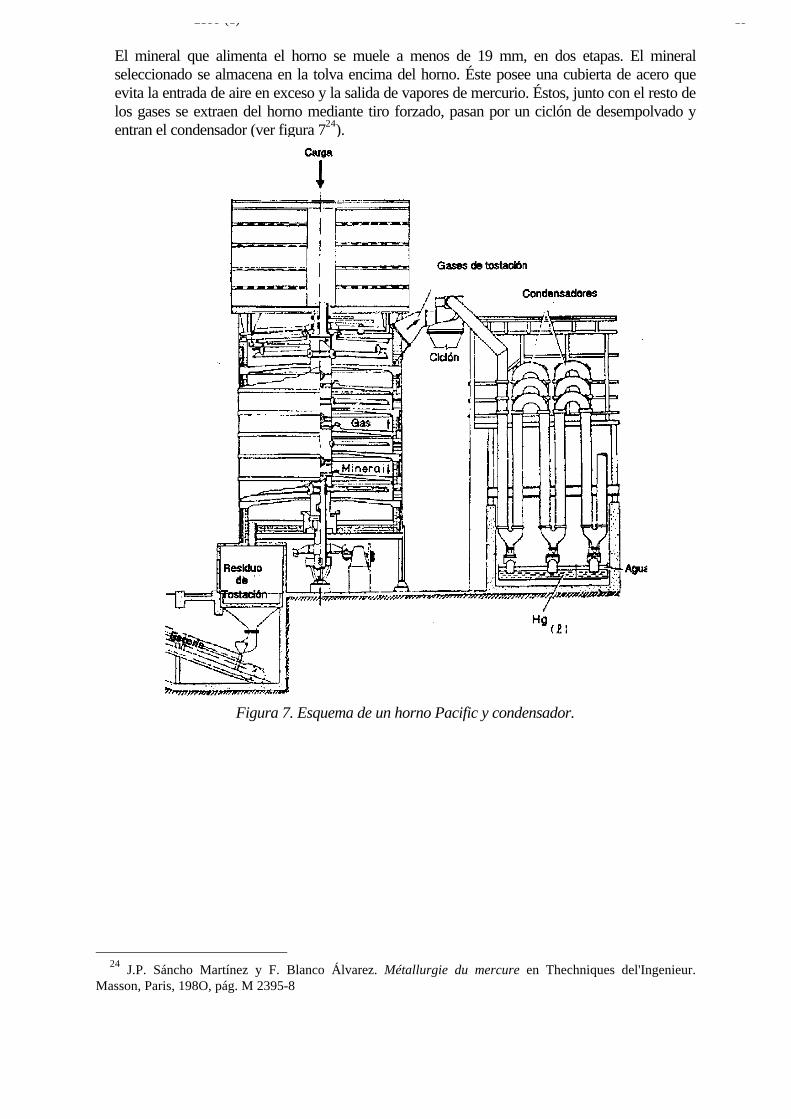
El mineral que alimenta el horno se muele a menos de 19 mm, en dos etapas. El mineral seleccionado se almacena en la tolva encima del horno. Éste posee una cubierta de acero que evita la entrada de aire en exceso y la salida de vapores de mercurio. Éstos, junto con el resto de los gases se extraen del horno mediante tiro forzado, pasan por un ciclón de desempolvado y entran el condensador (ver figura 724).
Figura 7. Esquema de un horno Pacific y condensador.
24 J.P. Sáncho Martínez y F. Blanco Álvarez. Métallurgie du mercure en Thechniques del'Ingenieur. Masson, Paris, 198O, pág. M 2395-8

2399 (1) - 20 -
La ventaja del horno típico de Almadén descrito, es que su consumo energético específico es inferior al de los hornos rotativos empleados en otras plantas: 1200 MJ/t de mineral rico. El principal inconveniente de la utilización de este horno es que sólo se justifica en el caso de minerales ricos y producciones grandes. Las principales mejoras, según Sancho y Blanco, introducidas por MAYASA25 últimamente han sido:
• Automatización de la combustión y control de la temperatura. • Optimización del volumen de aire inyectado y uso de depresión mediante ventilador. • Control de la temperatura del gas a la entrada y salida del condensador (350-325 y 35-
40 °C respectivamente). • Control de la temperatura en la sexta solera (750 °C).
Finalmente, al objeto de llegar al tratamiento de volúmenes grandes (1.000 t por día y horno) para aprovechar minerales con sólo 0,25% de Hg, se han puesto en servicio en Rusia26 un nuevo tipo de hornos de «lecho fluidizado». En ellos el mineral se alimenta a través de un tubo metálico vertical se proporciona y atraviesa el techo de la cámara superior. La cámara tiene aperturas que se conectan con un sistema de recogida de polvo; los gases que salen del horno, que llevan en suspensión partículas de mineral, atraviesan este sistema. La mayor parte del mineral tostado abandona el horno a través de una tolva situada en la parte inferior. El horno se calienta por combustión de gas natural en unos quemadores especialmente diseñados. Los productos de la combustión ascienden por el tubo del horno y forman un lecho fluidizado del mineral que cae de arriba. En la interfase del lecho fluidizado el mineral entra en un contacto con los gases de combustión cuya temperatura cae rápidamente de 1500-1600 °C a 550 °C en el lecho fluidizado debido a un intenso intercambio de calor. En comparación con otros tipos de hornos usados en la tostación de minerales de mercurio, la duración de la tostación en un «lecho fluidizado» el horno es muy corta como corresponde a un intercambio de calor intenso en el proceso, por lo que es posible alcanzar un rendimiento de más de 500 toneladas de mineral por día y por m2 de sección transversal en la región del toberas. La práctica muestra la posibilidad de una producción estable de tostado con un volumen del mercurio que va de 0.001 a 0.0005%. En este caso con un mineral que contiene un 0.25% mercurio las pérdidas debido a la tostación son del 0.2-0.4% del peso del metal cargado en el horno, es decir, que la cantidad de mercurio del mineral que pasa al gas es superior al 99 %.
25 Minas de Almadén y Arrayanes S.A., empresa estatal propietaria de la mina y del complejo metalúrgico.
26 S.M. Melnikov y V.K. Milhailov, "The use of fluidized bed furnes of roasting mercury ores". I Congreso Internacional de Mercurio, Tomo II, pag 477-479, Barcelona 1974.
2399 (1) - 21 -
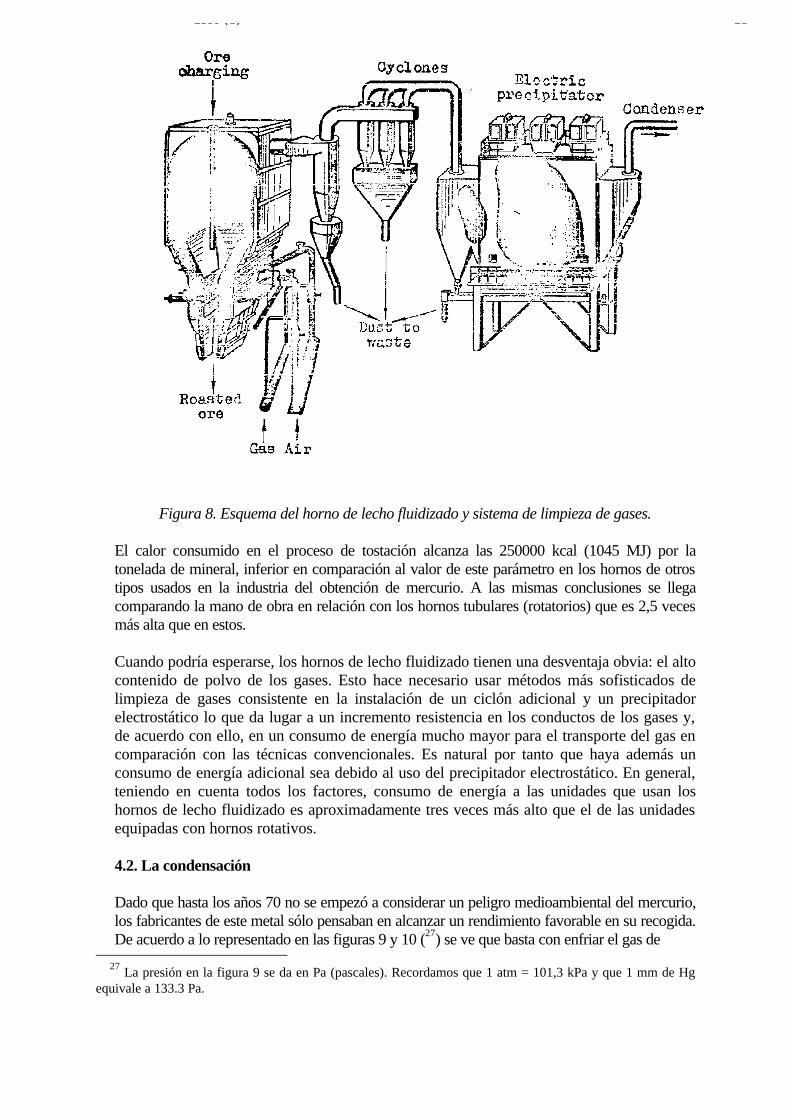
Figura 8. Esquema del horno de lecho fluidizado y sistema de limpieza de gases.
El calor consumido en el proceso de tostación alcanza las 250000 kcal (1045 MJ) por la tonelada de mineral, inferior en comparación al valor de este parámetro en los hornos de otros tipos usados en la industria del obtención de mercurio. A las mismas conclusiones se llega comparando la mano de obra en relación con los hornos tubulares (rotatorios) que es 2,5 veces más alta que en estos. Cuando podría esperarse, los hornos de lecho fluidizado tienen una desventaja obvia: el alto contenido de polvo de los gases. Esto hace necesario usar métodos más sofisticados de limpieza de gases consistente en la instalación de un ciclón adicional y un precipitador electrostático lo que da lugar a un incremento resistencia en los conductos de los gases y, de acuerdo con ello, en un consumo de energía mucho mayor para el transporte del gas en comparación con las técnicas convencionales. Es natural por tanto que haya además un consumo de energía adicional sea debido al uso del precipitador electrostático. En general, teniendo en cuenta todos los factores, consumo de energía a las unidades que usan los hornos de lecho fluidizado es aproximadamente tres veces más alto que el de las unidades equipadas con hornos rotativos. 4.2. La condensación Dado que hasta los años 70 no se empezó a considerar un peligro medioambiental del mercurio, los fabricantes de este metal sólo pensaban en alcanzar un rendimiento favorable en su recogida. De acuerdo a lo representado en las figuras 9 y 10 (27) se ve que basta con enfriar el gas de
27 La presión en la figura 9 se da en Pa (pascales). Recordamos que 1 atm = 101,3 kPa y que 1 mm de Hg equivale a 133.3 Pa.

2399 (1) - 22 -
tostación (normalmente con un contenido de mercurio varios g/m3) a una temperatura ambiente (aunque esta fuera tan alta como 40 °C), para conseguir recuperaciones superiores al 95 %28. Los gases que salen del horno de tostación son una mezcla de vapores, gases y polvo; es decir, además de vapores de mercurio y agua, la corriente gaseosa lleva SO2 (procedente del cinabrio y de la pirita que le acompaña) y CO2 (procedente de la combustión del propano), hidrocarburos (procedentes de las pizarras) y polvos (finos del mineral). Los condensadores actuales están formados por tres baterías de 30 tubos de acero inoxidable de 300 mm de diámetro y 15 m de longitud refrigerados por agua y regados interiormente de forma periódica para evitar incrustaciones en las paredes. Como puede verse en la figura 7 los tubos están unidos por la parte superior por una U y en su parte inferior por una Y, cuya rama interior está introducida en agua, que produce un cierre hidráulico y permite la caída del mercurio y los hollines en una balsa, desde la que se bombean ambos productos a la instalación de tratamiento de hollines. El principal problema de la condensación del mercurio está en que sólo una parte de él condensa en las paredes de los tubos, mientras que otra parte condensa sobre el polvo que llevan los gases e incluso una tercera parte puede permanecer sobresaturado en el gas, ya que es prácticamente imposible la nucleación espontánea del mercurio al enfriar su vapor29. Sancho y Blanco30 presentan el cálculo correspondiente, llegando a la siguiente ecuación que da la fracción de mercurio que condensa en un tramo de pared de tubo, cuando la temperatura exterior es Text y la temperatura media del gas T:
donde K3 es una constante que depende de T y h/hext es proporcional a G0,8/d1,8. El significado de las demás variables son: p0 y p, presión de vapor del mercurio en el gas en la pared y en el seno del gas; h y hext, coeficiente de trasmisión de calor en el interior y exterior del tubo; G, caudal del gas en el tubo; d, diámetro del tubo. De acuerdo con esto, se puede deducir que el mercurio condensa principalmente sobre las paredes de los tubos cuando: • La velocidad lineal del gas en los tubos es grande (lo que es incompatible con una pérdida de carga pequeña en la conducción). • El coeficiente de transmisión térmica de la superficie exterior es pequeño (lo que supone no refrigerar con agua y necesitar una longitud de la batería de tubos grande). • La temperatura del gas es pequeña (es decir, la condensación en pared tiene lugar al final de la batería, cuando ya queda poco mercurio que condensar).
28 Como se verá más adelante, el rendimiento en la condensación cuando se trata un mineral "rico" puede ser "teóricamente" superior al 99 %.
29 A. de la Cuadra y J.L. Limpo, Rev. Metal, CENIM, 7(4), 292 (1971) y comunicación presentada a la 100 Reunión Anual del A.I,M.E. en Nueva York, 2 marzo de 1972.
30 J.P. Sáncho Martínez y F. Blanco Álvarez, o.c. [Métallurgie du mercure...] p. 2395-5 y sig.
/TT - 1
hh/ /p)p - (1K = ext
exto3(T)η

2399 (1) - 23 -
Por otra parte, puede deducirse que el mercurio condensa principalmente sobre partículas cuando: o La velocidad lineal del gas en el tubo es pequeña. o El diámetro del tubo es grande. o El coeficiente de transmisión exterior es grande (tubo regado). o La cantidad de polvo es grande. La condensación del mercurio sobre las partículas hace a estas más pesadas y por tanto fácilmente retenibles en los codos debido al cambio de dirección del gas al pasar por ellos. Esta "limpieza" del polvo se traduce en que en los tramos finales la condensación del mercurio se produce sobre la niebla de agua, que surge con el enfriamiento del gas. Dado el pequeño tamaño de las gotitas de agua, se comprende que las nieblas de agua-mercurio sean difícilmente captables por impactación. 4.3. Volumen de gases Debido a que, para evitar pérdidas de mercurio, toda la planta trabaja a depresión, es muy difícil calcular el volumen de gases que se emiten por chimenea. Considerando, para simplificar, que no hubiera pérdidas por las paredes del horno, que todo el mineral fuera térmicamente inerte (despreciando por tanto el calor de combustión de los sulfuros), que su calor específico fuera el de la sílice, que llevara un contenido de humedad del 5 % y que el combustible empleado fuera propano, se podrían presentar los siguientes datos para el balance: Temperatura del mineral 25ºC Temperatura del aire 25ºC Cantidad de mineral (seco) 100 t/d Temperatura del residuo 500 °C Temperatura de los gases 325 °C Combustible 28 kg/t de mineral Aunque el caudal calculado de gases a la salida del horno es del orden de 2000 Nm3/t, cifra que equivale a 8300 Nm3/h, debido a las entradas de aire en la condensación por las tomas por las que se introduce agua para el lavado, el caudal de aire se incrementa hasta 13000 Nm3/h a la entrada en chimenea. 4.4. Contenido de mercurio en los gases Para que el consumo energético haga rentable el proceso, es necesario trabajar con minerales con una ley mínima de 1 frasco (34,5 kg de mercurio) por tonelada. Como el volumen de gases a la salida del horno se ha cifrado en 2000 m3N por t de mineral, el contenido de mercurio en el gas es de 34500/2000 = 17 g/m3N. La entrada de aire secundario en la condensación tiene diversos efectos que vamos a comentar. En primer lugar permite enfriar los gases por debajo de la temperatura que se conseguiría pero, además, diluye el contenido de mercurio gas a valores inferiores a los de saturación. De esta manera, los gases en chimenea alcanzan un valor del orden de los 18 mg/m3. (en las figuras 9 y 10 se da la presión de vapor del mercurio y su contenido de saturación en el aire). La emisión de mercurio, por tanto es de 0,018x13000 = 234 g/h = 5,6 kg/d mientras que la cantidad procesada es de 3450 kg/d lo que supone un rendimiento del 99,8 %.

2399 (1) - 24 -
El contenido tan alto de mercurio en el gas a la salida del horno, da lugar a que en la condensación se formen pequeñísimas gotas de mercurio que son arrastradas por el gas. Es difícil obtener cifras que cuantifiquen este arrastre; teniendo en cuenta que el rendimiento estadístico no alcanza la cifra del 99,8 %, sino más bien una que en el mejor de los casos sería de un 98 % y, admitiendo que un 50 % de este 2 % de pérdidas sea por otras razones, las pérdidas en condensación podrían fijarse alrededor del 1 %. Esto representaría que con el gas se podrían ir en forma de gotas del orden de 0,35 g/m3, cifra muy superior que la que representa el mercurio que se va en forma de vapor. Estas pérdidas de mercurio, como queda dicho, son difíciles de cuantificar, ya que los procedimientos habituales no detectan más que el mercurio gaseoso; como ya se ha indicado al describir el proceso Invastur, sólo se sabe de estos contenidos de mercurio por la cantidad de él que pasa al ácido, lo que no ocurre en la metalurgia primaria.

2399 (1) - 25 -
Figura 9. Presión de vapor del mercurio

2399 (1) - 26 -
Figura 10. Concentración de saturación de mercurio en aire.

2399 (1) - 27 -
Todos los procesos descritos de eliminación de mercurio de gases (Outokumpu, Boliden, Invastur), están diseñados para contenidos más bajos de mercurio en el gas a tratar que el que se produce en Metalurgia primaria. El único que ha tratado gases con relativamente altos contenidos de mercurio (pero casi 10 veces más bajos que los de la Metalurgia primaria de mercurio) es el Invastur y ya hemos visto la tecnología tan sofisticada que necesita. Al no existir en cola una planta de ácido sulfúrico, los procesos Outokumpu e Invastur no son operantes: el primero da unos gases con un alto contenido en SO3 y el segundo porque necesita un alto contenido de SO2 en el gas junto al mercurio. El proceso Boliden da lugar a la recogida del mercurio en forma de calomelanos; este producto tenía comercialización cuando se propuso este proceso, pero actualmente, una metalurgia primaria de mercurio no está en condiciones de reprocesar este producto. 4.5. Tratamiento de hollines
En la condensación del mercurio, una parte importante del metal lo hace sobre las partículas de polvo. Debido a la presencia en los gases de cantidades apreciables de sustancias bituminosas, al recubrir estas sustancias el mercurio condensado sobre el polvo, se impide que el mercurio se agrupe formando una fase líquida continua, que sería fácilmente separable; como consecuencia de esto, se recoge una importante cantidad de una emulsión negruzca que en el argot minero se denominan “hollines” (suises en francés y stupps en inglés). En Almadén un 30 % del mercurio condensado se recoge en forma líquida y el 70 % en los hollines.
La composición media de estos hollines es la siguiente: Agua 15,0 % Hg 79,0 % HgO 0,1 % HgS 1,0 % Sólidos 4,9 % Antiguamente estos hollines se trataban de forma manual amasándolos con cal viva, lo que permitía pasar aproximadamente el 55 % del mercurio contenido a forma líquida. La masa resultante del tratamiento, que aún contenía el 31,5 % del mercurio condensado se reciclaba al horno. Como resultado de las investigaciones llevadas a cabo por Almadén con el Centro Nacional de Investigaciones Metalúrgicas, se llegó a un procedimiento31 cuyo esquema puede verse en la figura 11.
31 Patente española P0356358 (22-7-68)≅Procedimiento para la separación del mercurio por tratamiento por vía húmeda de los hollines del mismo≅.
2399 (1) - 28 -
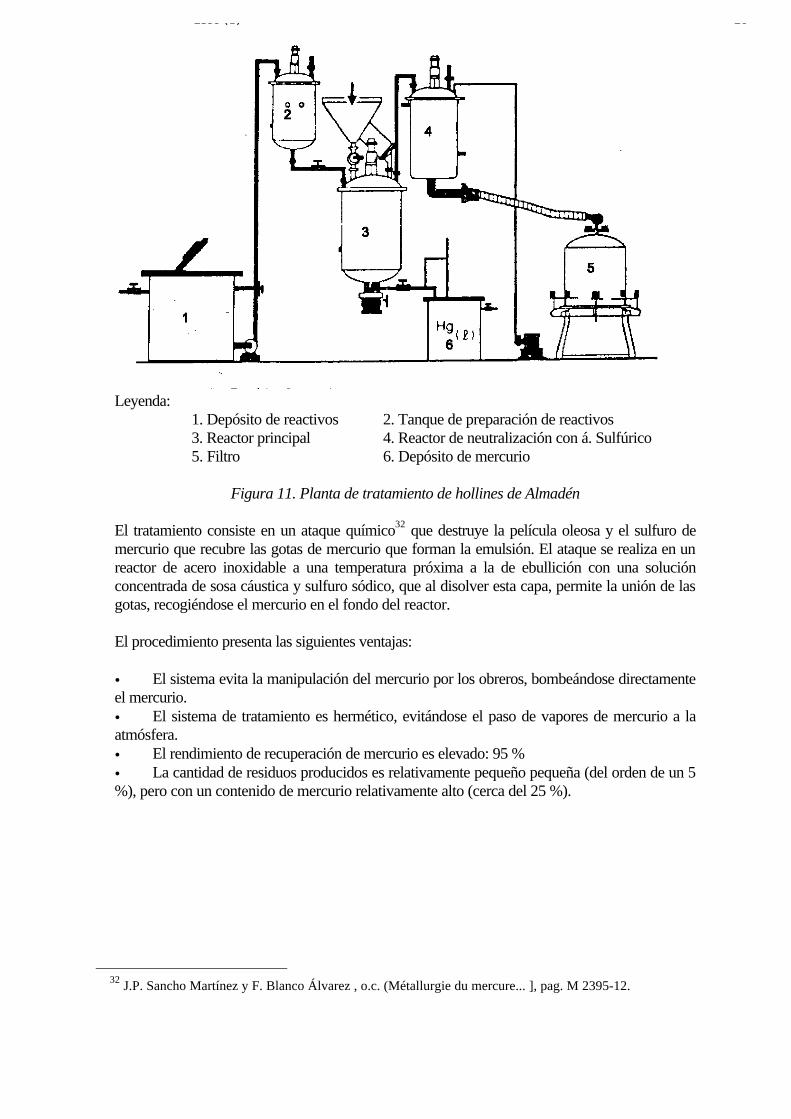
Leyenda: 1. Depósito de reactivos 2. Tanque de preparación de reactivos 3. Reactor principal 4. Reactor de neutralización con á. Sulfúrico 5. Filtro 6. Depósito de mercurio
Figura 11. Planta de tratamiento de hollines de Almadén El tratamiento consiste en un ataque químico32 que destruye la película oleosa y el sulfuro de mercurio que recubre las gotas de mercurio que forman la emulsión. El ataque se realiza en un reactor de acero inoxidable a una temperatura próxima a la de ebullición con una solución concentrada de sosa cáustica y sulfuro sódico, que al disolver esta capa, permite la unión de las gotas, recogiéndose el mercurio en el fondo del reactor. El procedimiento presenta las siguientes ventajas: • El sistema evita la manipulación del mercurio por los obreros, bombeándose directamente el mercurio. • El sistema de tratamiento es hermético, evitándose el paso de vapores de mercurio a la atmósfera. • El rendimiento de recuperación de mercurio es elevado: 95 % • La cantidad de residuos producidos es relativamente pequeño pequeña (del orden de un 5 %), pero con un contenido de mercurio relativamente alto (cerca del 25 %).
32 J.P. Sancho Martínez y F. Blanco Álvarez , o.c. (Métallurgie du mercure... ], pag. M 2395-12.

2399 (1) - 29 -
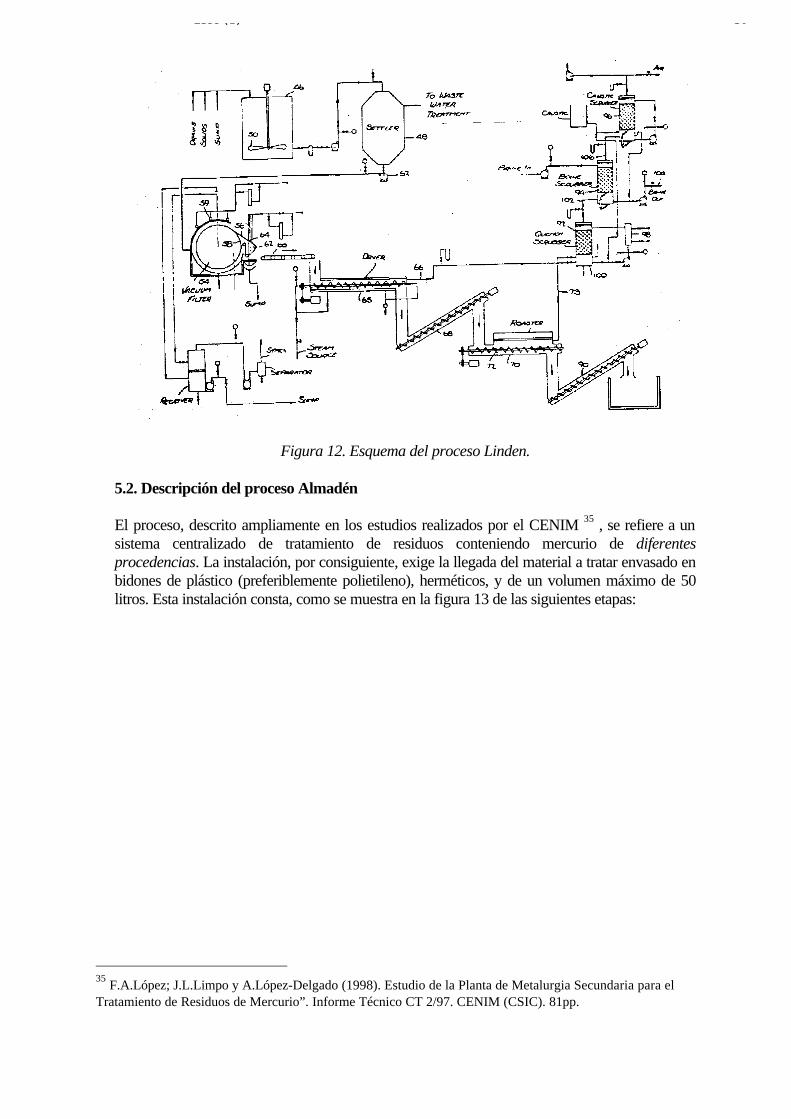
5. PLANTA DE METALURGIA SECUNDARIA33 (Tratamiento de residuos) 5.1. Introducción La mayor parte de los residuos que contienen mercurio corresponden a fangos o compuestos similares, cuyo almacenamiento viene limitado por estrictas disposiciones gubernamentales. Estos fangos, cuyo secado es prácticamente imposible dada la volatilidad del mercurio y la mayoría de sus compuestos, tienen diversas procedencias; la mayor parte de ellos proviene de industrias que manejan mercurio y éste debe ser eliminado de sus efluentes. Tal es el caso del carbón activo en la industria cloro-álcali, los fangos de condensación en el lavado de gases de la metalurgia no férrea y, por supuesto los propios residuos de la metalurgia del mercurio. Existe otro tipo de residuos, cuyo contenido de mercurio los fabricantes hacen descender de año en año, como el de las pilas (baterías) de uso doméstico, así como el de los tubos fluorescentes usados. Para estos dos casos, aunque podría usarse la planta objeto de la presente invención, en la bibliografía se describen plantas especialmente diseñadas34. Finalmente existen unos residuos altamente contaminantes que corresponden a los carbones activos utilizados en las centrales térmicas para retener el mercurio y las dioxinas y furanos que en ellas se engendran. Al ser Minas de Almadén el principal (y actualmente único) productor de mercurio primario en Europa, el presente procedimiento tiene como objeto el desarrollo de una tecnología centralizada para resolver el problema que los residuos con mercurio causa a sus clientes. Aparte de los mencionado sistemas para recuperación de mercurio de pilas y lámparas, cabe destacar el procedimiento descrito en la patente europea EP 0042509 (A1 811230) de prioridad US 156217 (3-6-80) titulada Mercury recovery process and apparatus (Proceso y aparato para la recuperación de mercurio), cuyo titular es Linden Chemicals & Plastics, Inc. En el proceso Linden (figura 12), la torta filtrada se lleva a un secador para la eliminación de la mayor parte del agua, quedando el producto con aproximadamente un 95 % de sólidos. Estos sólidos pasan a un horno de tipo mufla donde se verifica la tostación del material seco que, mediante un tornillo sin fin, atraviesa el horno en un proceso continuo. El horno calienta el lodo seco a una temperatura de aproximadamente 1000 °F (538 °C) para vaporizar el mercurio, que se lleva a una torre de enfriamiento. Los gases fríos pasan por dos torres de lavado, una con salmuera y otra con sosa y, finalmente, se descargan a la atmósfera.
33 La descripción que sigue corresponde al proceso que Minas de Almadén y Arrayanas espera implantar en Almadenejos (próximo a Almadén, donde tiene su metalurgia primaria) una vez reciba las autorizaciones oportunas. El proceso, tal como está descrito, se corresponde con la patente de invención P200001046 solicitada el 24/04/2000.
34 Fiala-Goldiger, Second International Seminare on Battery Waste Managemente (1990) y H. Kulander, Sprechsaal, 119(11), 1016 (1986).
2399 (1) - 30 -
Figura 12. Esquema del proceso Linden.
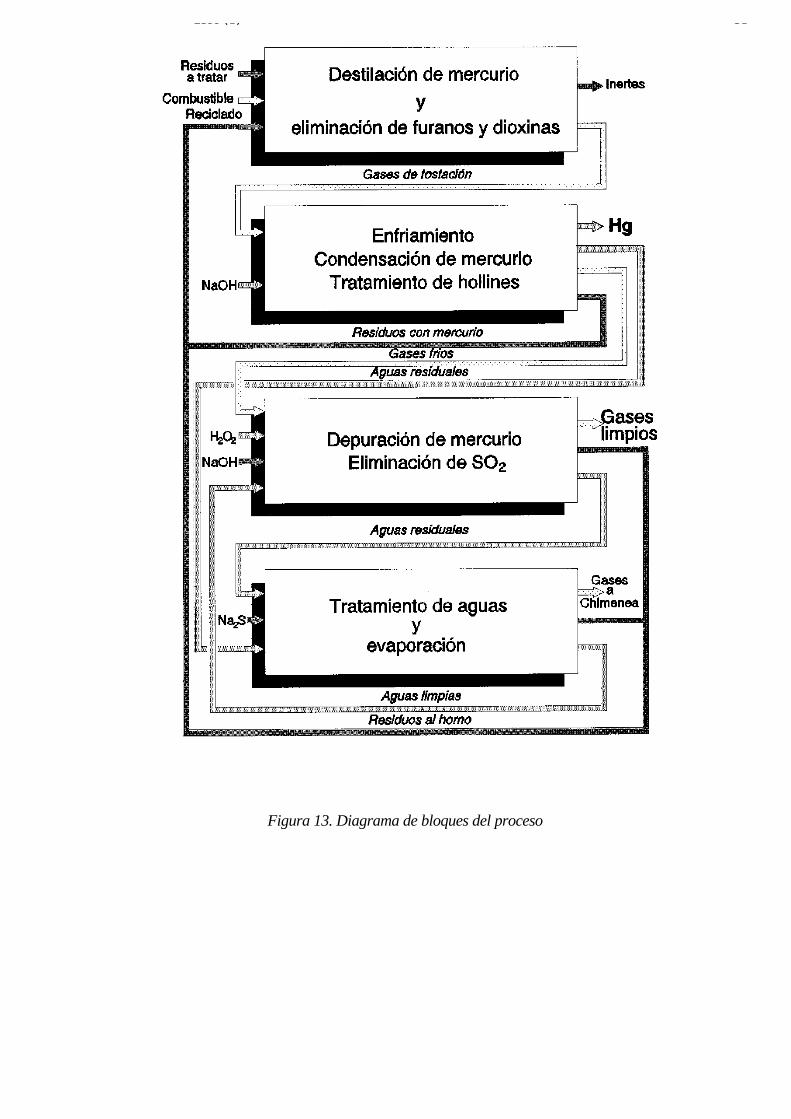
5.2. Descripción del proceso Almadén El proceso, descrito ampliamente en los estudios realizados por el CENIM 35 , se refiere a un sistema centralizado de tratamiento de residuos conteniendo mercurio de diferentes procedencias. La instalación, por consiguiente, exige la llegada del material a tratar envasado en bidones de plástico (preferiblemente polietileno), herméticos, y de un volumen máximo de 50 litros. Esta instalación consta, como se muestra en la figura 13 de las siguientes etapas:
35
F.A.López; J.L.Limpo y A.López-Delgado (1998). Estudio de la Planta de Metalurgia Secundaria para el Tratamiento de Residuos de Mercurio”. Informe Técnico CT 2/97. CENIM (CSIC). 81pp.
2399 (1) - 31 -
Figura 13. Diagrama de bloques del proceso

2399 (1) - 32 -
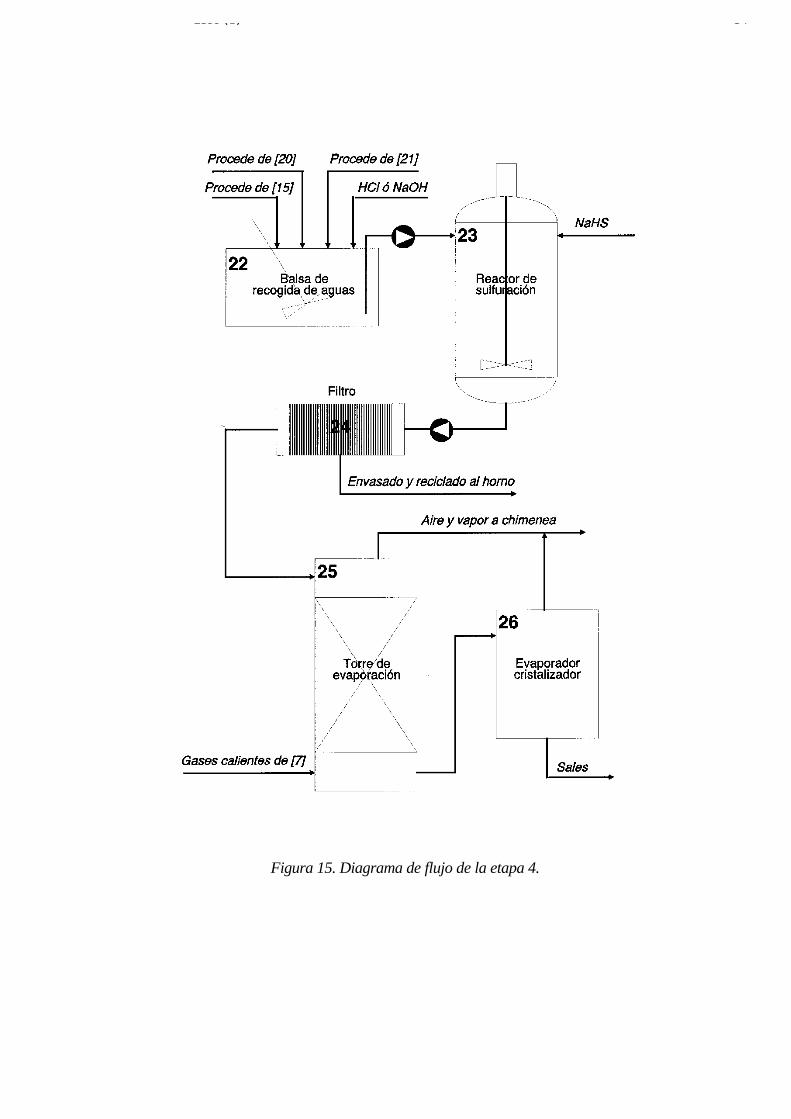
a) Etapa de destilación de mercurio y eliminación de furanos y dioxinas. Esta etapa comprende (figura 14) la tolva de descarga [1] de los bidones con los residuos, un sistema de descarga en el horno [2], un horno rotativo [3] calentado por un quemador de combustible líquido o gaseoso [4] con un sistema de descarga [5] de los residuos "inertes". Los gases producidos en el horno a unos 700 °C pasan a un reactor de postcombustión [6] donde mediante otro quemador [4] alcanzan una temperatura de 1100 °C con un tiempo de permanencia de más de 2 seg. Los gases se enfrían a 350-400 °C en un cambiador de calor [7] para alcanzar una temperatura superior a la de condensación del mercurio e inferior a la que admiten el filtro cerámico [8]. Los gases, con un contenido de polvo mínimo, pasan a la torre de catálisis donde se eliminan los últimos restos de furanos y dioxinas. b) Etapa de condensación del mercurio. Una parte fundamental del presente proceso es realizar la condensación del mercurio contenido en los gases en una torre de relleno para conseguir la mínima producción de mercurio en forma de emulsión ("hollines") y disminuir la formación de nieblas. Dado que, por razones constructivas, la torre y el relleno deben ser de material plástico, al objeto de evitar dañar este material, la torre de condensación [11] debe ir precedida de una torre de "apagado" [10] de los gases por lluvia. En esta etapa del proceso se incluye la refrigeración [12] del agua de riego de la torre [11], la recogida de mercurio y hollines en un decantador [13] del que pasan a un reactor [14] donde, mediante un tratamiento con hidróxido sódico diluido se rompe la emulsión, recogiéndose en el mercurio en el fondo del reactor (que se envasa) y queda una suspensión con polvo y mercurio, la cual se filtra, yendo el filtrado al tratamiento de aguas, reciclándose al horno la torta obtenida. c) Etapa de depuración del mercurio y del SO2. En esta etapa se contemplan dos pares de torres de relleno. El primer par (torres [16] y [17]) tienen como misión fijar químicamente el mercurio que aún lleva el gas, por reacción con una solución de cloruro mercúrico (HgCl2). El segundo par (torres [18] y [19]) tiene como misión la captación del SO2 que lleva el gas por reacción con una solución diluida de hidróxido sódico. A partir de los calomelanos (Hg2Cl2) insolubles formados, en el reactor [20] se regenera el cloruro mercúrico. En el reactor [21] se prepara la solución diluida de hidróxido sódico. Los volúmenes de líquidos sobrantes pasan al tratamiento de aguas. d) Tratamiento de aguas y evaporación (Figura 15). Para el tratamiento de aguas se emplea una solución de sulfuro (o bisulfuro) sódico, con la que en medio neutro se precipitan los metales pesados. La pulpa obtenida se filtra; la torta, conteniendo mercurio, se recicla al horno de tostación y la solución se divide en dos partes: una sirve a cubrir las necesidades de agua del proceso, mientras que el resto se elimina por evaporación, aprovechando el calor generado en diversas partes del proceso; el vapor de agua se envía a la atmósfera y las sales obtenidas (principalmente Na2SO4.xH2O y NaCl) se envían a un vertedero.

2399 (1) - 33 -
Figura 14. Diagrama de flujo de las etapas 1, 2 y 3
2399 (1) - 34 -
Figura 15. Diagrama de flujo de la etapa 4.
2399 (1) - 35 -
De acuerdo con lo expuesto, el tratamiento de los residuos conteniendo mercurio da lugar solamente a tres efluentes "inertes": sólidos libres de mercurio, gases con menos de 0,1 mg/m3 y una pequeña cantidad de sales que podrían tener aplicación industrial (por ejemplo, en la industria cloro-álcali). El proceso, como se ha dicho, contempla el tratamiento de diversas materias primas conteniendo mercurio, acompañadas o no con compuestos organoclorados. Desde el punto de vista de los compuestos de mercurio, todos ellos, a temperaturas inferiores a 700 °C, se descomponen dando mercurio elemental y diversos compuestos simples como SO2, CO2, N2 y O2. La única excepción es la de los derivados clorados. El HgCl2 vaporiza sin descomposición a 325 °C (a 225 °C presenta una presión de vapor de 0,1 bar [aprox. 10 kPa] y el Hg2Cl2 desprende a 420 °C la mitad del mercurio contenido según la reacción reversible Hg2Cl2 ⇔ Hg + HgCl2 de forma que al condensar el cloruro mercúrico reacciona con el mercurio dando nuevamente el cloruro mercurioso. Por esta razón hay que tener en cuenta que todo el cloro que lleve la materia prima se combinará con la cantidad estequiométrica de mercurio y en la condensación se recogerá en forma de cloruro mercurioso. Más adelante expondremos como se ha resuelto este problema. El otro problema, relacionado también con el cloro y la materia carbonosa (carbón activo, por ejemplo) que pueda llevar la materia prima, es que da lugar a la formación (si es que ya no existen) de compuestos clorocarbonados, volátiles, altamente tóxicos. Teniendo en cuenta estos antecedentes, unidos a la toxicidad inherente de los compuestos de mercurio, la etapa primera contempla, en primer lugar, la recepción del material en bidones herméticos (los productos reciclados también se almacenarán en bidones bolsa de plástico selladas). Los bidones o bolsas se introducen en la tolva de alimentación [1] de la que pasan al alimentador; éste está constituido por una recámara completamente aislada [2], desde la que mediante un sistema de compuertas que se abren alternativamente caen en un extremo del horno rotativo [4]. El quemador [3] está situado en el mismo extremos de forma que los gases y el material circulan en contra corriente. La velocidad de giro y la inclinación se regulan para obtener un tiempo de residencia en el horno de 1/2 a 2 h. El horno trabaja a depresión como consecuencia del poder de aspiración de una soplante intercalada en el circuito. La descarga de la escoria se verifica por un sistema de compuertas [5] semejante al de carga. Para la destrucción de los organoclorados se dispone de una cámara de postcombustión [6] calentada por otro quemador [4]. En ella los gases alcanzan una temperatura de 1100 °C durante un tiempo mínimo de 2 seg; el contenido de oxígeno en los gases debe superar el 6 %, disponiéndose de una entrada adicional (no mostrada en el dibujo) para conseguir este valor. Tras la cámara de postcombustión se dispone de un enfriador [7] que reduce la temperatura de los gases a 350-400 °C, temperatura suficiente para que no condense el mercurio y no se dañe el filtro cerámico [8] de desempolvado. Los gases calientes y libres de polvo entran en la cámara catalítica [9], donde se verifican las reacciones:

2399 (1) - 36 -
C12HnCl2-nO2 + (9+2n)O2 + (4-n)H2O → 12CO2 + (8-n)HCl C12HnCl2-nO + (9+2n)O2 + (4-n)H2O → 12CO2 + (8-n)HCl Los gases obtenidos, pasan a la segunda etapa, de enfriamiento. En la torre [10], mediante una fuerte lluvia de agua, la temperatura baja de los 350 a menos de 60 °C; este enfriamiento brusco es necesario por dos razones: para evitar que vuelvan a formarse dioxinas y furanos y para que la temperatura de los gases no dañe el material plástico de que está hecha la torre de relleno [11], en la cual, por enfriamiento del agua de riego en el cambiador [12], se consigue rebajar la temperatura de los gases a menos de 40 °C (preferentemente a menos de 30 °C). El enfriamiento del gas permite que la mayor parte del mercurio que contiene condense. Este en forma continua y/o emulsión (hollines) se recoge en el fondo del depósito decantador [12]. Aunque en la cámara de postcombustión se ha eliminado cualquier resto de materia orgánica y el azufre se encuentra en forma de SO2, la presencia, en cantidad mayor o menor, de cloro hace que en los "hollines" aparezca Hg2Cl2, el cual recubre las pequeñas gotas de mercurio y, al formar una doble capa eléctrica alrededor de ellas, da lugar a la formación de una emulsión estable. La destrucción de esta emulsión se consigue por la reacción, en caliente (60 a 100 °C), del cloruro mercurioso con sosa Hg2Cl2 + 2OH- → Hg + Hg(OH)2 + 2Cl- De esta manera el cloro pasa a solución y, mediante una agitación enérgica, las gotas de mercurio se agrupan en una fase líquida, quedando un residuo de Hg(OH)2 y una pequeña cantidad de polvo que se recicla al horno. El mercurio se recoge en el fondo del reactor y se envía a la planta de envasado. La tercera etapa del proceso es la de depuración de los gases. Debido a la presión de vapor relativamente alta del mercurio, los gases que abandonan la etapa de condensación tienen un contenido apreciable de mercurio, por lo que, unido al contenido de SO2, dicho gas no puede lanzarse a la atmósfera; este contenido de mercurio va de los 20 mg/m3 cuando el enfriamiento se hace a 20 °C a más de 60 mg/m3 si los gases sólo se enfrían a 40 °C. De todos los procesos descritos en la bibliografía de fijación química del mercurio, el que mejor se adapta a las características de la presente invención es el descrito en las patentes españolas P0385285 (6/11/70), P0400048 (22/2/72), P0403489 (3/6/72) y P0451533 (15/9/76), todas ellas actualmente de dominio público, basadas en la reacción Hg(g) + Hg2+ + 2Cl- → Hg2Cl2 (g) y en evitar la posible reacción paralela SO2 + 2Hg2+ + 2Cl- + 2H2O → Hg2Cl2 (g) + SO4
2- + 4H+ mediante la presencia en solución de una concentración de cloruro aproximadamente 1M. La reacción se verifica en la torre de relleno [16] seguida de otra de riego con agua [17] dispuesta al objeto de recoger y diluir el arrastre de gotas de solución de la torre [16].

2399 (1) - 37 -
En las patentes originales, la regeneración del ión Hg2+ se consigue mediante oxidación con cloro del Hg2Cl2, operación que resulta apropiada en las grandes instalaciones de depuración de mercurio de los gases de tostación de las fundiciones de metales no férreos (especialmente cinc), pero desproporcionada para una instalación que mueve volúmenes de gases muchísimo menores. En este proceso, dado que todos los residuos con mercurio deben reciclarse al horno, se reivindica un proceso de regeneración del ión Hg2+ basado en la oxidación del Hg2Cl2 con agua oxigenada Hg2Cl2 + H2O2 + 2H+ → 2Hg2+ + 2Cl- + 2H2O Como consecuencia de la llegada de agua al depósito de la torre [16], el volumen sobrante de pulpa (formada por solución de cloruro sódico y cloruro mercúrico y cloruro mercurioso en suspensión) pasa al reactor [20], al que se añade agua oxigenada, reciclándose un cierto volumen de solución y el resto va a la planta de tratamiento de aguas. El SO2 se fija, en su mayor parte, por el contacto de los gases, en la torre [18], con una solución alcalina de riego, en la que se mantiene un pH entre 4 y 6 para evitar aumentar el consumo de sosa por formación de bicarbonato sódico con el CO2 que lleva el gas. Como en la fijación del mercurio, a la torre [18] sigue otra torre [19] de lavado final del gas con una solución de agua, al objeto de retener las gotas de solución de bisulfito que arrastra el gas. El rebose de solución del depósito de la torre [19] pasa a la torre [18] y el rebose del depósito de esta torre pasa a la torre [17] de la que finalmente llega a la torre [16]. El reactor [21] sirve para ajustar, mediante la adición de sosa el pH de la solución de riego de la torre [18]. Mediante un drenaje periódico de esta solución se eliminan sulfitos del proceso, que van al tratamiento de aguas. La última etapa que cierra el proceso es la de tratamiento de aguas. Las aguas residuales tienen tres procedencias: las de tratamiento de hollines (procedentes del filtro [15]), las que recogen el mercurio fijado químicamente que ha sido oxidado en el reactor [20] y finalmente las que provienen de la fijación del SO2 que se han recogido en el depósito [21]. El pH de cada una de estas corrientes es diferente y, probablemente, al mezclarlas en el depósito [22] puede precipitar alguna sal de mercurio. Por ejemplo, pueden ocurrir, entre otras, las siguientes reacciones Hg2+ + 2OH- → Hg(OH)2 Hg2+ + SO3
2- → HgSO3 pero, al no ser cuantitativas, sólo puede garantizarse la eliminación total del mercurio por precipitación como sulfuro. Paradójicamente, la solubilidad del HgS es tanto menor cuanto menor sea el pH (hasta un valor de 4, por debajo del cual la solubilidad se mantiene) y cuanto menor sea la concentración de sulfuro libre. De acuerdo con esto, las tres corrientes de aguas se reúnen en la balsa [22] en la que mediante la adición de sosa o ácido (clorhídrico o sulfúrico) se ajusta su pH a un valor comprendido entre 5 y 7. Una vez ajustado el pH, la solución o pulpa de la balsa se envía a un reactor cerrado [23] donde se añade sulfuro o mejor bisulfuro sódico para precipitar el HgS. La reacción se da por terminada cuando se observa la presencia de sulfuro libre. Tras la filtración por [24] se separa el precipitado de HgS que se recicla al horno y queda una solución que se concentra (y simultáneamente se oxida cualquier resto de sulfuro) mediante su contacto en la torre [25] con los gases procedentes del enfriador [7], evaporándose finalmente a sequedad en el evaporador cristalizador [26].

2399 (1) - 38 -
6.- CONCLUSIONES Del estudio realizado se pueden establecer las siguientes conclusiones: 1. Para la metalurgia primaria del mercurio, no hemos encontrado ninguna tecnología suficientemente contrastada que garantice una concentración de mercurio en gases inferiores a 0.1 mg/m3. 2. Las tecnologías existentes, que permiten alcanzar concentraciones de mercurio inferiores a 0.1mg/m3 , se aplican a otros procesos industriales en los cuales los gases a tratar presentan contenidos mucho menores de mercurio. Aún así, los dos procedimientos que se conocen (INVASTUR y BOLIDEN) y que pudieran ser aplicados aquí, presentan serias dudas de que en este caso fueran eficaces para lograr tan bajas concentraciones de mercurio. El estudio de estos procesos indica que: • El proceso INVASTUR está desarrollado para tratar gases con contenidos de mercurio tan altos como los generados en la metalurgia primaria del mercurio. Sin embargo, en la etapa de enfriamiento de los gases, una parte importante del mercurio condensa en forma de gotas microscópicas, dando lugar a las denominas “nieblas de mercurio”. El mercurio condensado ya no puede ser captado en las torres de depuración química, etapa siguiente a la de enfriamiento de los gases, y en consecuencia, no permitiría tampoco alcanzar las concentraciones de mercurio exigidas. • El proceso BOLIDEN considerado en otros procesos metalúrgicos como la mejor tecnología disponible, no sería aplicable en este caso debido también a la formación de nieblas. Su empleo exigiría realizar una serie de modificaciones cuya comprobación no es posible a escala de laboratorio, siendo necesaria su experimentación a nivel de una planta piloto con una escala mínima equivalente a 1/10 de la escala real. 3. Para llegar a desarrollar la mejor tecnología disponible para el tratamiento de los gases obtenidos en la metalurgia primaria del mercurio y poder alcanzar los niveles de mercurio exigibles, es necesario realizar una experimentación en planta piloto que permita determinar, evaluar y corregir las incertidumbres que los procesos conocidos plantean. 4. La empresa MAYASA ha diseñado y patentado, un proceso para el tratamiento de residuos de mercurio. En este proceso se obtendrán unos gases con unas concentraciones de mercurio similares a los procedentes de la metalurgia primaria. El inicio de las actividades de esta planta, está, en este momento, pendiente de su aprobación por parte de las Autoridades Españolas. Tan pronto se obtengan todos los permisos necesarios para el inicio de la actividad de la planta, ésta sería adecuada para abordar los estudios necesarios para definir, desarrollar y aplicar la mejor tecnología disponible para la eliminación de mercurio en los gases de su metalurgia primaria. 5. Hasta el momento en que se obtengan todos los datos anteriormente señalados, sería conveniente establecer una moratoria que evite la aplicación, a la metalurgia primaria del mercurio, de unos límites de mercurio en gas que no son posibles de obtener con las tecnologías actuales.

2399 (1) - 39 -
Este Informe ha sido realizado en Departamento de Metalurgia Primaria y Reciclado del Centro Nacional de Investigaciones Metalúrgicas (CENIM) del CSIC. Los autores desean hacer constar su agradecimiento al Prof. Dr. Antonio de la Cuadra. Por el Departamento de Metalurgia Primaria y Reciclado:
Dr. Félix A. López Prof. Dr. J.L.Limpo Investigador Responsable Dra. Aurora López-Delgado
En Madrid a 26 de Junio de 2000
Dr. Antonio Formoso Prego Director del CENIM


















