INSTITUTO NACIONAL DE PATRIMONIO CULTURAL...
106
1 INSTITUTO NACIONAL DE PATRIMONIO CULTURAL INFORME FINAL CONSULTORÍA: “DESARROLLO DE TÉCNICAS ÓPTIMAS PARA LA PRODUCCIÓN DE OBJETOS CERÁMICOS, CON LA APLICACIÓN DE TÉCNICAS ANCESTRALES Y ACTUALES, EL EMPLEO DE DISEÑOS IDENTITARIOS Y MATERIAS PRIMAS LOCALES EN LA PARROQUIA DE SUCRE, CANTÓN PATATE, PROVINCIA DE TUNGURAHUA, PARA LA PUESTA EN VALOR Y USO SOCIAL DEL PATRIMONIO CULTURAL” CONSULTOR: LCDO. CARLOS ESCANTA
Transcript of INSTITUTO NACIONAL DE PATRIMONIO CULTURAL...

1
INSTITUTO NACIONAL DE PATRIMONIO CULTURAL
INFORME FINAL
CONSULTORÍA:
“DESARROLLO DE TÉCNICAS ÓPTIMAS PARA LA PRODUCCIÓN DE
OBJETOS CERÁMICOS, CON LA APLICACIÓN DE TÉCNICAS ANCESTRALES
Y ACTUALES, EL EMPLEO DE DISEÑOS IDENTITARIOS Y MATERIAS
PRIMAS LOCALES EN LA PARROQUIA DE SUCRE, CANTÓN PATATE,
PROVINCIA DE TUNGURAHUA, PARA LA PUESTA EN VALOR Y USO SOCIAL
DEL PATRIMONIO CULTURAL”
CONSULTOR: LCDO. CARLOS ESCANTA

2
1. Contenido
INTRODUCCIÓN .................................................................................................... 6
OBJETIVOS ......................................................................................................... 6
OBJETIVOS ESPECÍFICOS ................................................................................ 6
METAS ................................................................................................................ 6
CAPITULO I ............................................................................................................ 7
FUNDAMENTO TEÓRICO ...................................................................................... 7
1. LA ARCILLA COMO MATERIA PRIMA PARA LA ELABORACIÓN DE LA CERÁMICA .......................................................................................................... 7
1.1. Definición de arcilla .................................................................................... 7
1.1 Las arcillas según su origen ....................................................................... 8
1.2.1. Primarias .................................................................................................... 8
1.2.2. Secundarias ............................................................................................... 8
1.2.3. Clases de arcillas ................................................................................. 9
1.2.4. Materias primas para la elaboración de pastas cerámicas ................ 10
1.2.5. Propiedades de la arcilla ................................................................... 11
1.2.5.1. La plasticidad ................................................................................. 11
1.2.5.2. Refractariedad ................................................................................ 12
1.2.5.3. Porosidad ....................................................................................... 12
1.2.5.4. Color ............................................................................................... 12
1.2.6. Vía Seca ................................................................................................... 13
1.2.7. Vía Húmeda ............................................................................................. 14
1.2.8. Pruebas físicas - Merma .......................................................................... 15
CAPITULO II ...................................................................................................... 16
2. TÉCNICAS DE ELABORACIÓN CERÁMICA .......................................... 16
1.1. El Modelado ............................................................................................. 16
1.2. Técnica de Bola o modelado a pellizcos .................................................. 16
1.3. Técnica del cordel o de rollos ................................................................... 17
1.4. Técnica de Placas o planchas .................................................................. 18
1.5. Técnica del Torno..................................................................................... 19
1.6. Técnicas de acabado pre cocción y pos cocción - Los engobes y esmaltes 20
CAPITULO III ........................................................................................................ 23
2. TUNGURAHUA “SUCRE” .............................................................................. 23

3
Desarrollo de Procesos para la obtención de una técnica optima de producción cerámica ............................................................................................................ 23
2.1. Reconocimiento y obtención de materias primas ..................................... 23
2.2. Recolección de Materias Primas .............................................................. 25
2.3. Purificación y análisis físico de las arcillas en crudo. ............................... 25
2.4. Determinación de propiedades - comportamiento de las arcillas - pastas cerámicas. ......................................................................................................... 27
2.5. Obtención de pastas y barbotina - PARROQUIA “SUCRE” .................... 28
TABLAS DE RESULTADOS .............................................................................. 28
2.6. Estudios físicos de contracción y reducción en crudo ............................. 31
2.6.1. Procedimiento .......................................................................................... 31
Tablas de resultados ......................................................................................... 32
2.7. Pruebas físicas de comportamiento de las mesclas de arcillas a la temperatura ....................................................................................................... 33
2.8. Análisis Térmico de las Materias Primas .................................................. 34
2.8.1. Formulación de pasta – barbotinas óptimas con materias primas locales 36
2.9. Técnicas de producción de objetos cerámicos en la “Parroquia de Sucre” 37
2.9.1. Técnicas de producción de referencia, ancestral y modernas ................. 38
2.9.1.1. Técnica de Modelado ........................................................................ 38
2.9.1.2. Técnica de pellizco o de la esfera ...................................................... 38
2.9.1.3. Técnica de Cordel .............................................................................. 39
2.9.1.4. Técnica de Placas o planchas ........................................................... 41
Herramientas y Materiales: ............................................................................ 42
2.9.1.5. Técnica de modelado y vaciado ........................................................ 44
2.9.1.6. Técnicas de Torno ............................................................................. 46
2.9.1.7. Técnicas de Moldeado ....................................................................... 48
2.9.1.8. Técnica de Colado ............................................................................. 53
2.10. Técnicas de acabado pre cocción y pos cocción ..................................... 56
2.10.1. Técnica de texturado ......................................................................... 56
2.10.2. Técnica de preparación de engobes .................................................. 56
Tabla de engobes utilizados .............................................................................. 60
2.11. Técnica de aplicación de engobes ........................................................... 61
2.12. Técnica de esmaltes o barnices ............................................................... 63
2.12.1. Técnica de aplicación de esmaltes .................................................... 64
4
2.12.2. Procesos de quema ........................................................................... 66
SEGUNDA FASE – IMBABURA - “SAN FRANCISCO DEL TEJAR” ................... 73
OBJETIVOS ....................................................................................................... 73
OBJETIVOS ESPECÍFICOS .............................................................................. 73
METAS .............................................................................................................. 73
4. Desarrollo de procesos para la obtención de una técnica optima de producción cerámica en San Francisco del Tejar .................................................. 74
4.1. Generación de Prototipos ......................................................................... 74
4.1.1. Técnica del Torno - Descripción de la técnica: .................................. 75
4.1.2. Materiales: ......................................................................................... 75
4.2. Técnica de Moldes ................................................................................ 78
4.3. Realización de seguros o llaves. ........................................................... 80
4.4. Reproducción con molde en húmedo - colado y en seco ..................... 82
4.5. Técnicas de acabado pre cocción y pos cocción ..................................... 83
4.5.1. Técnica de texturado ......................................................................... 83
4.5.2. Preparación de engobes .................................................................... 84
4.5.3. Materiales: ......................................................................................... 86
4.5.4. Porcentajes para utilizar los óxidos colorantes: ................................. 86
4.5.5. Aplicación de engobes ....................................................................... 87
4.5.6. Preparación y aplicación de esmaltes ............................................... 89
4.5.6.1. Aplicación de los esmaltes ............................................................. 91
4.6. Acabados en crudo – pre cocción utilizando diferentes técnicas .......... 93
4.7. Referentes patrimoniales de Imbabura ................................................. 94
Primer reloj público de Ibarra (Torreón) ......................................................... 94
Antiguo Cuartel Militar de Ibarra ..................................................................... 94
Casas antiguas .............................................................................................. 94
Diablo Huma .................................................................................................. 94
4.8. Desarrollo de prototipos ........................................................................ 96
4.8.1. Materiales y herramientas. ................................................................ 98
4.9. Realización de acabados y decoración pre cocción y pos cocción ....... 98
4.9.1. Texturado - acabados y decoración pre cocción .............................. 99
4.9.2. Decoración con óxidos acabados y decoración pos cocción ............. 99
4.9.3. Acabados y decoración pos cocción bajo cubierta con esponja y diseños ……………………………………………………………………………..100
4.10. Quema en horno - Manejo de temperaturas .................................... 101
5
5. Exposición final ............................................................................................ 105
“Cerámica con Identidad” .................................................................................... 105
6. CONCLUSIONES ........................................................................................ 106
6
2. INTRODUCCIÓN
OBJETIVOS
Desarrollar técnicas para la producción de objetos cerámicos, a partir del
conocimiento de técnicas ancestrales y actuales, empleando diseños identitarios y
utilizando materias primas locales de la parroquia Sucre, cantón Patate, provincia
de Tungurahua y la parroquia de San Francisco del Tejar, cantón Ibarra provincia
de Imbabura, para la puesta en valor y uso social del patrimonio cultural, para
aportar al desarrollo de las comunidades donde se impulsa el proyecto.
OBJETIVOS ESPECÍFICOS
Capacitar en técnicas ancestrales y actuales de producción cerámica, con el
empleo de diseños identitarios y materias primas locales.
METAS
Lograr que los participantes adquieran y empleen conocimientos adecuados,
para aplicarlos en los diferentes procesos que intervienen en la elaboración de
objetos cerámicos, empleando técnicas ancestrales y actuales, con el empleo de
diseños identitarios y materias primas locales, para contribuir al desarrollo, puesta
en valor y uso social del patrimonio cultural.

7
3. CAPITULO I
4. FUNDAMENTO TEÓRICO
1. LA ARCILLA COMO MATERIA PRIMA PARA LA ELABORACIÓN DE LA CERÁMICA
El uso de la arcilla es casi tan antiguo como la humanidad misma y quizá fue por
casualidad que los antiguos pobladores al trabajar las tierras descubrieron las
propiedades de esta materia, que al ser mezclada con agua, les facilitó darle
diversas formas y así comprendieron también, que al secarse al sol, adquiría cierta
consistencia. África Canillada (2007) supone que por algún descuido alguna pieza
cayó sobre el fuego siendo este hecho el que dio origen a la cerámica.
El proceso de mezclar la arcilla con agua, dejarla secar y someterla a cocción es
lo que se denomina cerámica. La arcilla es un material muy higroscópico lo que
hace que se caracterice por adquirir plasticidad cuando se mezcla con agua,
mientras que al ser expuesta a la acción del calor adquiere dureza.
1.1. Definición de arcilla
8
Imagen 1Arcillas
La arcilla procede de la descomposición de las rocas en un proceso natural, es
una roca “sedimentaria dispersa y compuesta por partículas de minerales hojosos
compuestos esencialmente de silicatos de aluminio hidratados y que en su mayor
parte se hallan como fracción pelítica e impurezas de otros minerales
acompañantes” (Augustinik, 1983, p: 66), su fórmula química es : Al2O3 · 2SiO2 ·
H2O. Se considera arcilla a todas las fracciones terreas que poseen un tamaño
menor a dos milímetros, es decir las que poseen un grano muy fino. En general
las arcillas contienen materiales orgánicos y minerales no arcillosos, los diversos
minerales pueden cambiar las características físicas y químicas de las arcillas, su
comportamiento e influenciar en el producto final. Desde el punto de vista
cerámico la arcilla es la materia prima que al ser mezclada con agua y sometida al
calor se convierte en un nuevo producto.
1.1 Las arcillas según su origen
1.2.1. Primarias
Primarias y residuales de origen hipogénico que son las que han permanecido en
el mismo lugar de su formación, como el caolín. Estas arcillas se caracterizan por
ser más puras y estar libres de contaminaciones por estar fuera del alcance de
factores exteriores. Son menos plásticas que las secundarias con un alto nivel de
fusión.
1.2.2. Secundarias
9
Son las que han sido llevadas por factores exteriores como el agua o viento a
lugares diferentes del que fue su origen, donde se han mezclado con diferentes
materiales naturales. Esto hace que las arcillas presenten gran diversidad en su
composición y en sus propiedades por lo que sus características físicas, químicas
y mineralógicas son muy variadas.
4.1.1. Clases de arcillas
Los tipos de arcillas que se utilizan generalmente en cerámica son el caolín, las
arcillas rojas, las refractarias, la bentonita, arcilla de bola entre otras.
A continuación hemos elaborado una tabla en base a la clasificación de arcillas
del libro “La Cerámica” de Chavarría (2006).
TIPOS DE
ARCILLA
GRADO DE
PLASTICIDAD
SOPORTE AL
CALOR
CARACTERÍSTICAS
Caolín Poco plástica Funde sobre los
1800° C.
Arcilla primaria. Color
blanco antes y después
de la cocción.
Arcillas de Bola
(ballclay)
Alto grado de
plasticidad se la
utiliza para
mejorar la
plasticidad de
otras arcillas.
Arcilla refractaria, se
vitrifica sobre los
1300° C. Altamente
fusible.
Arcilla secundaria, de
granulometría fina
Arcillas para
Loza
Después de su cocción
debe poseer un color
blanco 900°- 1050°C.
Arcillas
Refractarias
Altamente
plásticas
Punto de fusión muy
alto entre 1.600°C-
1750 ° C
Su color después de la
cocción varía del color
crema al gris. No

10
TIPOS DE
ARCILLA
GRADO DE
PLASTICIDAD
SOPORTE AL
CALOR
CARACTERÍSTICAS
Tienen muy buena
resistencia al calor.
contienen hierro.
Arcillas rojas Muy plásticas
Altamente fusibles.
Resisten
temperaturas hasta
1.100°C.
Contienen alto grado
de óxido de hierro.
Arcillas para
Gres
Muy plásticas Son refractarias y
se vitrifican entre los
1250°-1300° C
Su color después de la
cocción va desde el
gris claro al oscuro y
del café al pardo.
Bentonita Muy plástica Se funde alrededor
de los 1.200° C.
Mayor porcentaje de
silicio que de alúmina.
Puede aumentar entre
10 veces su volumen al
tener contacto con el
agua.
4.1.2. Materias primas para la elaboración de pastas cerámicas
El proceso comienza con la selección adecuada de las arcillas; los caolines y las
arcillas refractarias son las más apropiadas para la elaboración de cerámicas.
Para conseguir un buen resultado en la pasta cerámica es necesario combinar los
siguientes elementos:
Materias primas plásticas: Que poseen plasticidad, arcilla maleables
Anti plásticos o desengrasantes: Carecen de propiedades plásticas,
controlan el exceso de plasticidad como la arena o la chamota (arcilla
cocida), el cuarzo. “Con la que disminuye la contracción y permiten un
11
secado sin torceduras y rajas” (Chavarría, 2006, p.30). Es importante la
presencia de materias no plásticas ya que durante el secado toda arcilla
sufre un proceso de disminución de tamaño y sin este sufriría una reducción
mayor.
Fundentes: Se utilizan para controlar y rebajar el punto de fusión de la
pasta como los feldespatos y el carbonato cálcico (Chavarría, 2006).
Materiales reguladores: Cambian el aspecto externo de la pasta. Como:
Colorantes (constituidos por óxidos metálicos), texturantes, opacificantes,
entre otros.
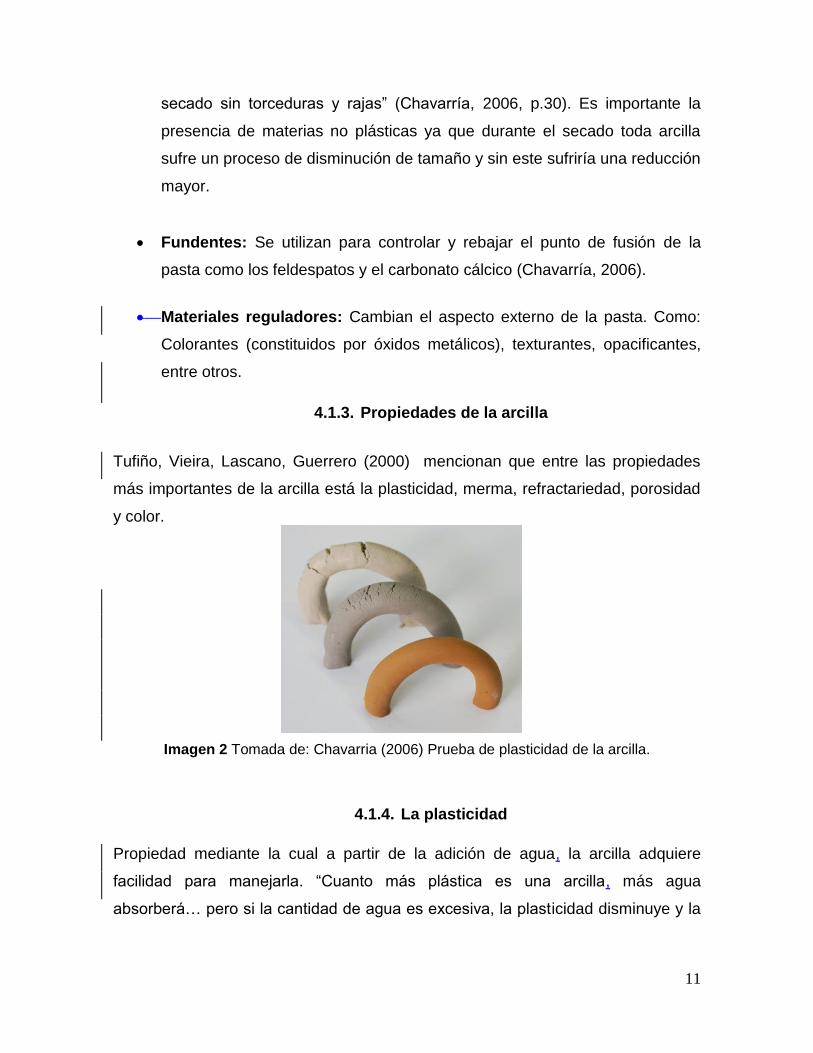
4.1.3. Propiedades de la arcilla
Tufiño, Vieira, Lascano, Guerrero (2000) mencionan que entre las propiedades
más importantes de la arcilla está la plasticidad, merma, refractariedad, porosidad
y color.
Imagen 2 Tomada de: Chavarria (2006) Prueba de plasticidad de la arcilla.
4.1.4. La plasticidad
Propiedad mediante la cual a partir de la adición de agua, la arcilla adquiere
facilidad para manejarla. “Cuanto más plástica es una arcilla, más agua
absorberá… pero si la cantidad de agua es excesiva, la plasticidad disminuye y la
12
arcilla se convierte en una materia pegajosa y pierde su adherencia”(Chavarría,
2006, p. 27).
4.1.5. Refractariedad
Es la propiedad de resistir al aumento de temperatura sin sufrir variaciones,
cada tipo de arcilla tiene una temperatura específica de cocción, esto depende
de la composición de las pastas.
4.1.6. Porosidad
Varía dependiendo el tipo de arcilla. “Esta depende de la consistencia más o
menos compacta que adopta el cuerpo cerámico después de la cocción. Las
arcillas que cuecen a baja temperatura tienen un índice más elevado de
absorción puesto que son más porosas” (Tufiño et al, 2000, p.2).
4.1.7. Color
Después de la cocción las arcillas presentan coloraciones diversas debido a la
presencia de minerales y componentes como por ejemplo la presencia del
óxido de hierro genera una coloración rojiza.
Las arcillas refractarias tienen la capacidad de ser sometidas hasta 1750
grados centígrados y las arcillas fusiles son resistentes a temperaturas por
encima de los 1100°.
Las arcillas plásticas, son mucho más maleables que otras como la caolinita
que es naturalmente de color blanco pero si se encuentra en depósitos
contaminados por óxidos e hidróxidos adquiere un color amarillento y beige. Es
un tipo de arcilla plástica muy utilizada para la elaboración de objetos
cerámicos. Mientras que las anti – plásticas no son maleables con el contacto
13
del agua porque su estructura es inerte. Se utilizan generalmente mezcladas
con arcillas muy plásticas para reducir este efecto.
1.2.2.1. Proceso elaboración de pastas
Una vez que ha sido extraída la arcilla se le añade desengrasantes y otros
componentes para que alcance las características que permitan obtener un
producto final de calidad. Es sometida al proceso de trituración y molienda. Se
hace una depuración de la arcilla que consiste en la eliminación de impurezas
que le brinda homogeneidad a las mezclas. Posteriormente se le da el grado
de humedad adecuado es mezclada y amasada. Los procesos son diversos si
se trata de producción artesanal o industrial. Existen dos métodos básicos para
procesar el material cerámico: el seco y húmedo. Luego de que las arcillas han
sido extraídas de las minas se las extiende en una superficie donde a la acción
atmosférica se acelera el proceso químico de disgregación, reduce las
partículas, y lava las impurezas alcalinas. (También conocido como proceso de
Meteorización).
1.2.2.2. Preparación de arcillas y pastas cerámicas por vía seca y
húmeda
1.2.3. Vía Seca
Después de exponer las arcillas a la acción de los agentes atmosféricos; la
lluvia para su lavado y el calor para producir una acción depuradora (quita las
sales solubles). Las arcillas se muelen ya sea manualmente o con máquinas
especializadas para conseguir homogeneidad en el tamaño de los granos
arcillosos. A partir de este proceso de triturado, se tamiza para luego agregar
agua y amasar la mezcla para obtener una mejor plasticidad. Cuando se tiene
14
la pasta homogénea esta lista y se enfundan para mantener la humedad de la
pasta arcillosa.
1.2.4. Vía Húmeda
Después del secado de la arcilla se muele y se tamiza para obtener un
producto homogéneo, a esto se le agrega agua dejando a esta mezcla reposar
por lo mínimo una hora y cambiando de agua constantemente. Este proceso
permite liberar a las arcillas de álcalis.
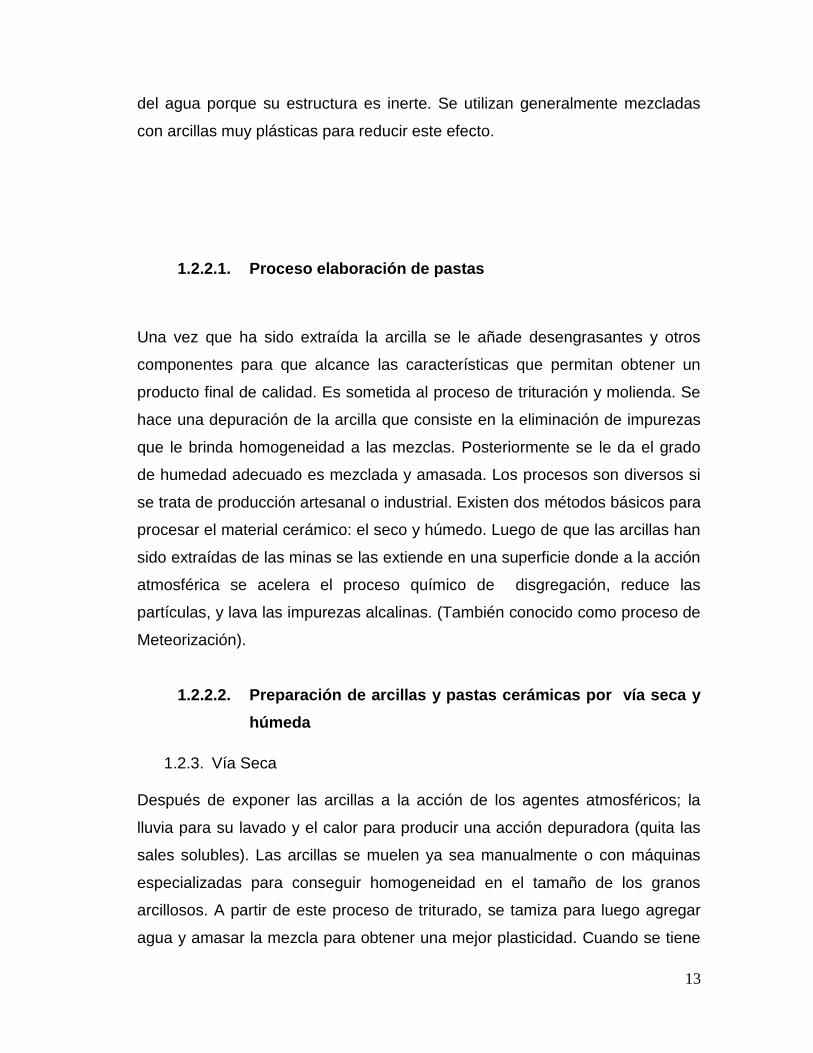
1.2.4.1. Preparación mecánica de pastas arcillosas.
En la actualidad para la preparación de pastas cerámicas se utilizan procesos
industriales con máquinas tamizadoras, mezcladoras y amasadoras que
agilitan los procesos, ahorrando espacio y tiempo como se requiere en el
proceso no mecánico.
1. Tamizado
2. Lavado
3. Molido
4. Amasado y mezclado
5. Producto final
Pasta cerámica

15
1.2.5. Pruebas físicas - Merma
Imagen 3 Prueba de encogimiento.
Tomado de: Chavarria (2006). La Ceramica (p. 27)
Propiedad que se produce cuando el agua se evapora de la pasta produciendo el
encogimiento al que se le denomina merma. Mientras más agua absorba una
arcilla más encogerá por lo que las arcillas más plásticas al receptar más agua se
reducen más de tamaño que las arcillas menos plásticas. La merma de la arcilla
se produce en dos etapas; durante el secado y durante la cocción.

16
CAPITULO II
2. TÉCNICAS DE ELABORACIÓN CERÁMICA
4.2. El Modelado
El modelado es una de las técnicas más antiguas de trabajar la arcilla y las
manos son el instrumento principal para su elaboración.
Uno de los principales riesgos del trabajo de modelado, es la posible formación
de burbujas o cavidades que contengan aire, puesto que pueden provocan
explosiones en las piezas por el aumento de la presión del aire contenido en su
interior, al entrar en contacto con el calor durante el proceso de quema. Para
evitar los inconvenientes citados, es preciso realizar en las piezas que lo
ameriten, unas pequeñas perforaciones para facilitar la salida del aire.
4.3. Técnica de Bola o modelado a pellizcos
Imágenes4 Técnica de pellizcado.
Archivo C. Escanta
Mediante este método se pueden modelar diversas piezas partiendo de una
bola de arcilla, se va presionando con ayuda del dedo pulgar e índice hasta
formar una cavidad, posteriormente se procede modelando las paredes y el
contorno del objeto. A veces por el calor de las manos es posible que
17
aparezcan grietas en la pieza por la evaporación del agua, por tal razón se
recomienda el humectarse constantemente con agua las manos.
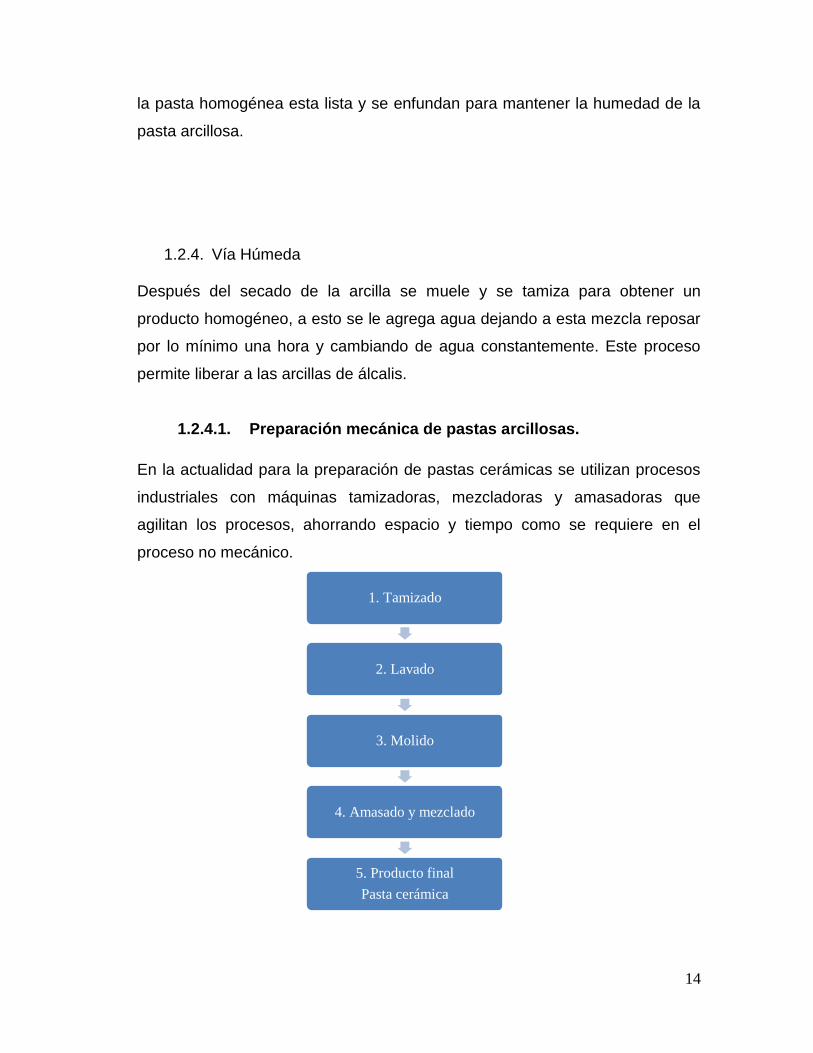
4.4. Técnica del cordel o de rollos
Imágenes5 Técnica de Rollos
Archivo C. Escanta
Al igual que la técnica de bola esta es una técnica muy antigua, se sabe que
fue una de las técnicas utilizadas en la elaboración de vasijas tiempos
pasados.
Consiste en la elaboración de unos rollos de arcilla mediante la utilización de
los dedos y las palmas de las manos con lo cual se extiende la arcilla
haciéndola rodar sobre una superficie plana. Para la elaboración del objeto se
colocan los rollos de arcilla sobreponiendo un lado del rollo sobre otro, siempre
efectuando incisiones en el lugar de contacto e impregnándolo con barbotina
para posibilitar una unión adecuada, este procedimiento continua hasta lograr
el tamaño y la forma deseada, posteriormente se realiza el alisando de la
superficie del objeto si así se lo requiere, eliminándose de esta manera las
huellas de los rollos y sus uniones.
18
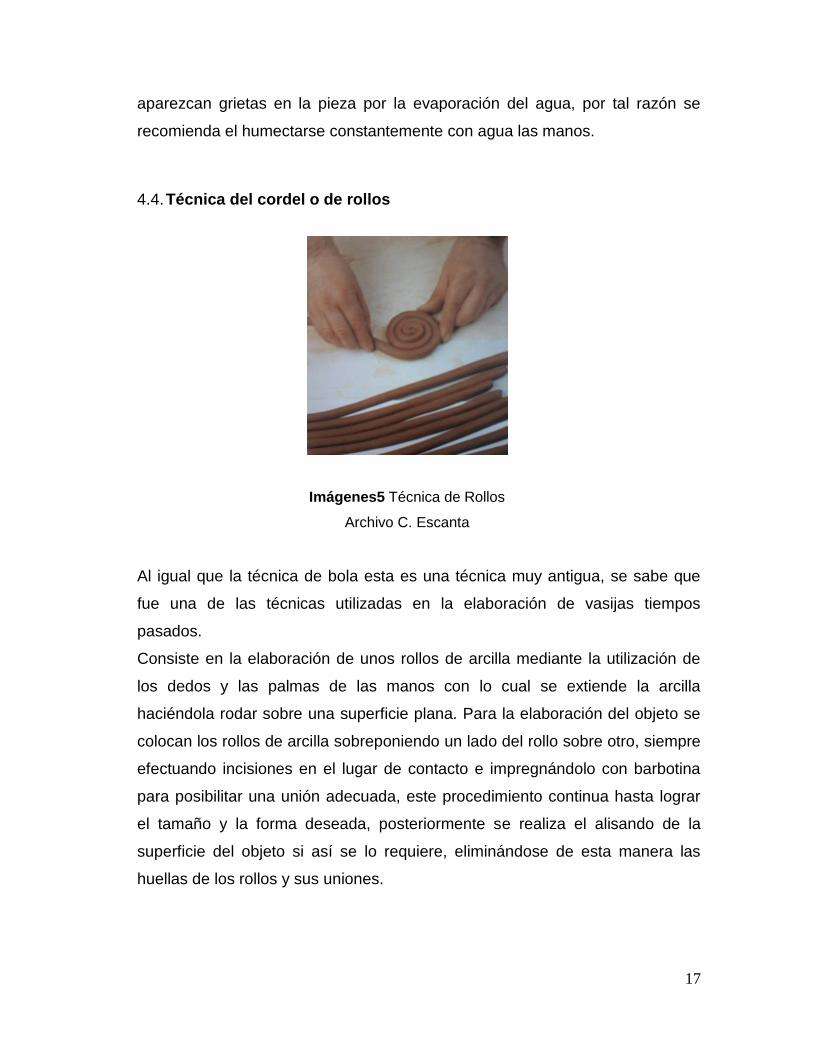
4.5. Técnica de Placas o planchas
Imágenes6 Técnica de Placas
Archivo C. Escanta
Consiste en la realización de múltiples objetos a partir de una placa o plancha de
arcilla que se la efectúa a partir de un pedazo de arcilla que es extendido con un
bolillo o rodillo sobre una superficie plana y con la guía de unas regletas para
lograr homogeneidad en el espesor de la placa, lo cual se logra por medio de la
presión continua del rodillo. Según Atkin (2006) la característica más importante
para obtener un buen resultado con esta técnica consiste en lograr un grosor
uniforme.
Obtenida la placa se procede a cortar las partes del objeto que se desea formar
según el diseño establecido previamente, para las uniones de las partes se
emplean incisiones en los lugares de unión y barbotina para garantizar uniones
adecuadas, luego se pulen los sitios de unión se deja secar y se continua con los
procesos de acabados y de quema.

19
4.6. Técnica del Torno
Imágenes7 Técnica de Torno
Archivo C. Escanta
Antes de empezar el modelado en torno es necesario preparar la arcilla
amasándola de manera que se eliminen grumos y burbujas de aire que pueden
afectar a procesos posteriores, se insiste en el amasado hasta tener como
resultado una consistencia homogénea. Chavarría (2006) nos dice que el tipo de
arcilla que se debe utilizar para el modelado con torno debe ser muy plástica pero
no muy absorbente porque el agua que se utiliza para humedecer las manos
durante el trabajo podría hacer que se deshaga la pieza durante el proceso de
manufactura.
Echeverría (1981) nos comenta que:
“Cuando este torno gira a más de cien revoluciones por minuto, la fuerza
centrífuga impartida a la masa que está sometida al movimiento de rotación,
permite que el alfarero la moldee sin necesidad de ejercer más fuerza física que
la representada por la suave presión de sus dedos. Pero los dedos dejan unas
suaves estrías, siempre paralelas o concéntricas, en las paredes de la
vasija.”
Estas estrías constituyen la prueba más evidente del empleo del torno (p. 275).
Es una técnica milenaria que con el paso del tiempo ha tenido diversas
modificaciones, hoy en día por ejemplo muchos alfareros trabajan con tornos
eléctricos.
20
La técnica del torno cuenta con cuatro pasos principales: el primero se denomina
centrado consiste en colocar una cierta cantidad de arcilla lo más cercano al
centro del cabezal del torno, luego se imprime movimiento al torno y se presiona
constantemente la arcilla controlando la fuerza ejercida para que esta no se
desplace fuera del eje y hasta lograr que la masa de arcilla este centrada gracias
al movimiento de rotación concéntrico del torno. Otro paso es formado o
levantamiento de paredes para este paso se incide con los dedos en el centro de
la maza de arcilla y se coloca la otra mano confrontada para poder guiar la
expansión de la arcilla según la forma que se desee efectuar, en este paso el
control de la presión que se ejerce con las manos es fundamental. El siguiente
paso sería el secado que consiste en dejar secar el objeto por unas horas a la
sobra hasta que obtenga una consistencia de estado de cuero. El paso final es el
desbaste que se lo realiza por medio de herramientas tipo navaja denominados
desbastadores, con los cuales se retira el material excedente hasta lograr
grosores adecuados en las paredes del objeto. Cabe resaltar que en todos los
procesos de la técnica del torno se debe controlar la presión que se ejerce a la
arcilla y la velocidad que se imprime al torno para poder obtener resultados de
calidad. Posterior a estos pasos principales se pueden realizar los acabados, el
secado y quema.
4.7. Técnicas de acabado pre cocción y pos cocción - Los engobes y esmaltes
El empleo de los engobes fue uno de los primeros sistemas adoptados por el
hombre para colorear vasijas de arcilla. Y sin duda la invención de este sistema
fue producto del descubrimiento de depósitos de arcillas secundarias que
adquieren diferentes colores tras la cocción por contener diferentes minerales
como impurezas.
El engobe es un tipo de papilla o pasta cerámica coloreada de consistencia
cremosa que se aplica sobre una pieza cruda y húmeda de color diferente estos
pueden ser blancos o coloreados con algún tipo de óxidos o pigmentos. Muchos
21
barros son naturalmente colorados, esto se debe a las partículas de óxido de
hierro que contiene cada una de ellas, estos barros coloreados por la naturaleza
eran empleados por los artesanos de Mesoamérica para la decoración de sus
piezas, cabe recordar que existen engobes de alta y baja temperatura y que para
que estos obtengan un buen resultado dependiendo de los componentes, es
necesario que estos estén debidamente calculados para el tipo de pasta sobre la
cual se aplicara, para saber el porcentaje de encogimiento de ambos y así poder
adecuar ambas partes y evitar agrietamientos , como norma general se plantea
que el engobe debe ser más vítreo que el cuerpo y menos que el esmalte
Una de las cualidades es por ser la arcilla su ingrediente básico, los engobes
siempre son opacos a menos que sean aplicados en capas muy finas, Admiten
prácticamente cualquier tonalidad, aunque tradicionalmente suelen pigmentarse
en la gama de colores terrosos de arcillas tras la cocción, las superficies cubiertas
con engobes produce el mismo efecto que las tratadas con barniz denso, opaco y
poco cocido.
Los engobes pueden texturarse mediante la adicción de chamota, como arcilla
refractaria u otro material similar finamente molido que supere la temperatura de
cocción. (Norton, F:H: “Cerámica para el artista alfarero” Editorial Continental.
1980)
Ballclay: Arcilla secundaria o transportada (sedimentaria) que es muy plástica y
adquiere un color pálido después de la cocción. Su nombre deriva de las bolas de
30_35 libras en que originariamente se preparaba para el transporte. Contiene
generalmente carbono que le da una coloración azul o gris. Una de las
características propias de la arcillas de bola es de poseer sílice “libre “por ello se
conocen con el nombre de arcillas silíceas. Son demasiado pegajosas y de grano
fino para ser usadas por si solas.
Feldespato: Mineral. Amplio grupo de minerales que proceden de la
descomposición del granito y de las rocas ígneas y por esto se agrupan con la
arcilla. Se encuentran en todo el mundo.

22
El grupo principal comprende los alumino-silicatos de potasio, sodio, calcio y, más
raramente, bario.
Frita: Vidrio o barniz molido. Las fritas se emplean mucho en la industria cerámica
para asegurar una uniformidad de color y para evitar un depositario irregular en el
barniz
Pigmentos
Óxidos
Fournier, R. (1981).
Para la preparación de todos estos engobes tiene una composición base que es el
70% arcilla ballcley +30 de vidrio 2001 que estará codificado como E.A B008
(arcilla base)
E.P. A005 B A esta se le aplicó una capa de vidrio sobre el engobe
23
5. CAPITULO III
6. TUNGURAHUA “SUCRE”
Desarrollo de Procesos para la obtención de una técnica optima de producción cerámica
6.1. Reconocimiento y obtención de materias primas
Imagen 8 Reconocimiento de arcillas
Archivo C. Escanta
La parroquia Sucre está localizada a 40 Km de la cabecera cantonal de Patate, a
una altura de 2.740 m.s.n.m., con una superficie de 165.8 Km y un clima templado
húmedo, conuna temperatura que oscila entre los 09° a 15°C.
Este recorrido se planificó conjuntamente con el Antropólogo - Arqueólogo Stefano
Serrano y con la asociación ASOARTES, quienes hicieron de guías por los
senderos y caminos de herraduras, el acceso solamente se puede realizar a pie o
a lomo de caballo. Empezando el sendero se encontró una arcilla con
24
características semiplásticas pero muy pegajosa, de color café clara localizada al
nor- oriente de la población a ½ Km de la plaza central es decir en dirección al sitio
denominado Suruku, se tomaron las muestras del lugar.
Imagen 9 Reconocimiento de arcillas
Archivo C. Escanta
Al continuar el sendero montaña arriba en Suruku, que se encuentra al nor-oriente
a 2 Km hacia arriba de la plaza central, se encontraron las fuentes de arcillas o
comúnmente llamadas por los campesinos como greda, la arcilla muestra
características de plasticidad, es de colores distintos como el blanco que es el más
predominante, y también existe presencia de material arcilloso de coloración parda
y gris en menor cantidad.
Al manipularlas, su plasticidad es notoria a pesar de que contienen partículas
gruesas de otros minerales que a simple vista se pueden ver como cantidades de
sílice, cuarzo y feldespato, por lo que se dedujo que es una arcilla de buena
calidad. Estas arcillas están ubicadas en un lugar inclinado con alta humedad, con
vertientes pequeñas de agua, flanqueadas por laderas de donde se recogieron
muestras.
Al regresar a la población, por sugerencia de uno de los habitantes de la localidad
se visitó el último lugar de una posible fuente de arcilla, al final de una planada a

25
800 m al norte de la parroquia, esta arcilla parece ser semi-plástica de color
totalmente negra como una tierra ordinaria, de la cual se tomó una muestra.
Luego del reconocimiento y recolección de arcillas para realizar mezclas para la
obtención de posibles pastas cerámicas, el material es llevado al taller de
cerámica ubicado en el centro cultural comunitario URKU-KURI para ser
procesado y para efectuar los estudios necesarios.
6.2. Recolección de Materias Primas Se recolectaron alrededor de 250 Kg de materia prima, con el fin de empezar a
secarles, debido a que los dos tipos de arcillas se encuentran en lugares
totalmente húmedos, más aún por el invierno. Se dividieron las arcillas en pedazos
medianos para que puedan secarse con más facilidad, esta acción se lo efectúa
para posibilitar un mejor procesamiento del material
Imagen 10 Preparación de arcillas
Archivo C. Escanta
6.3. Purificación y análisis físico de las arcillas en crudo.
26
Con las tres muestras de arcilla seca existentes en el taller, pesamos 10 lb. de
cada una y empezamos a dividirles en trozos pequeños y colocarlos en sus
respectivos recipientes, luego agregamos agua hasta 1 cm por encima del material
durante 30 minutos, con el propósito de lograr un humedecimiento progresivo y
uniforme.
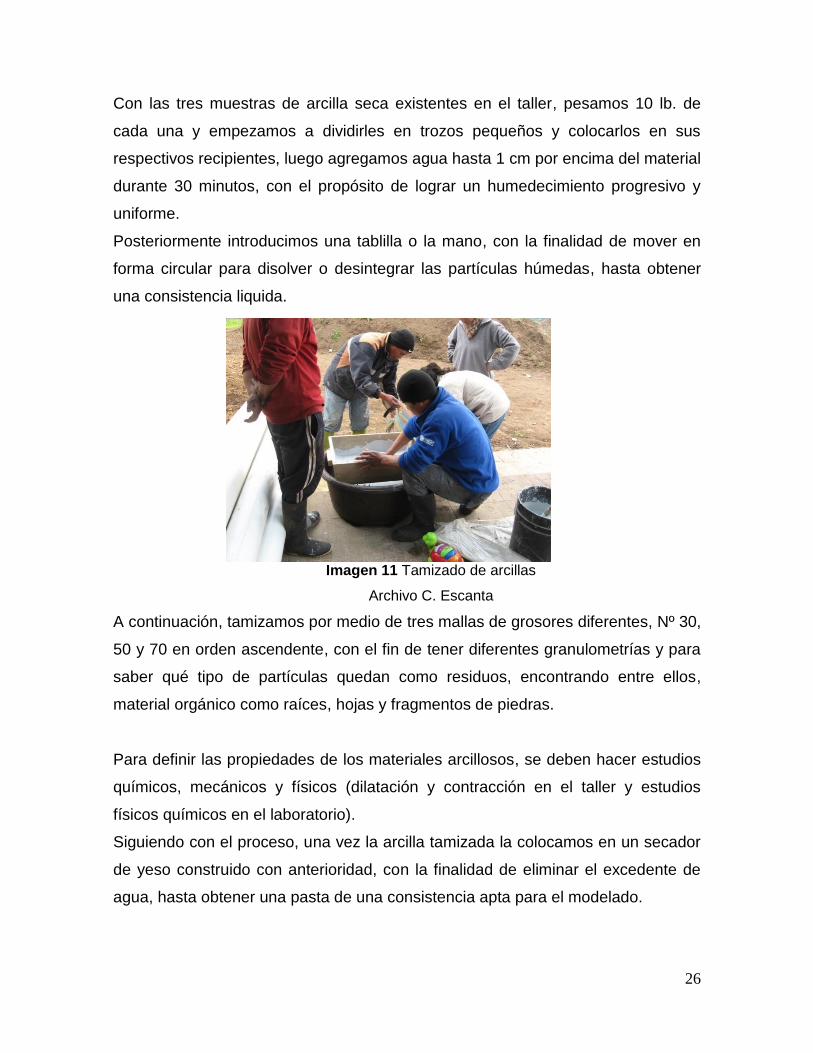
Posteriormente introducimos una tablilla o la mano, con la finalidad de mover en
forma circular para disolver o desintegrar las partículas húmedas, hasta obtener
una consistencia liquida.
Imagen 11 Tamizado de arcillas
Archivo C. Escanta
A continuación, tamizamos por medio de tres mallas de grosores diferentes, Nº 30,
50 y 70 en orden ascendente, con el fin de tener diferentes granulometrías y para
saber qué tipo de partículas quedan como residuos, encontrando entre ellos,
material orgánico como raíces, hojas y fragmentos de piedras.
Para definir las propiedades de los materiales arcillosos, se deben hacer estudios
químicos, mecánicos y físicos (dilatación y contracción en el taller y estudios
físicos químicos en el laboratorio).
Siguiendo con el proceso, una vez la arcilla tamizada la colocamos en un secador
de yeso construido con anterioridad, con la finalidad de eliminar el excedente de
agua, hasta obtener una pasta de una consistencia apta para el modelado.

27
6.4. Determinación de propiedades - comportamiento de las arcillas - pastas cerámicas.
En las muestras de arcillas de los sectores de Chimbauco, San Fernando y del
sector de San Carlos, se efectuó determinación de color, porosidad e identificación
de los minerales que se pudieron observar a simple vista.
Con el fin de realizar el estudio las muestras, se prepararon tamizándolas en una
malla para así separar las impurezas, identificarlas y establecer un porcentaje de
presencia útil.
Una vez que las arcillas han sido separadas de las impurezas y decantadas, se
hidrataron para proceder al amasado, mezclándolas con anti plásticos,
dependiendo de las características de la materia prima. Una vez obtenida la pasta
adecuada, se elaboraron planchas de prueba, con el fin de obtener elementos
para pruebas de plasticidad y reducción en estado húmedo y seco.
Las medidas de las muestras se establecen en placas de 10cm x 10cm y 1cm de
espesor, dichas probetas fueron sometidas a pruebas de calor a dos temperaturas
(temperatura de maduración), a los 1040°C y los 960°C,con el finde encontrar la
temperatura más óptima a la que se deben someter las pastas para lograr su
mayor nivel de dureza. Los datos obtenidos del estudio se muestran a
continuación en la tabla de estudio experimental de arcillas de la parroquia “Sucre”
28
6.5. Obtención de pastas y barbotina - PARROQUIA “SUCRE”
TABLAS DE RESULTADOS
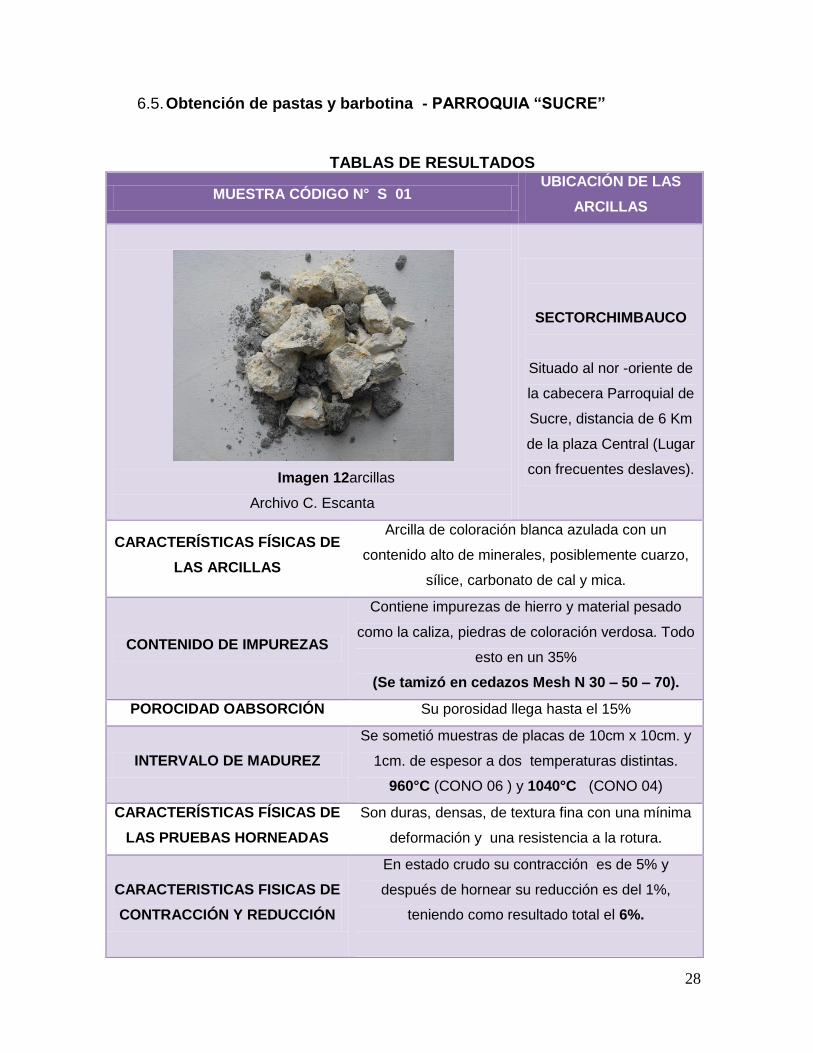
MUESTRA CÓDIGO N° S 01 UBICACIÓN DE LAS
ARCILLAS
Imagen 12arcillas
Archivo C. Escanta
SECTORCHIMBAUCO
Situado al nor -oriente de
la cabecera Parroquial de
Sucre, distancia de 6 Km
de la plaza Central (Lugar
con frecuentes deslaves).
CARACTERÍSTICAS FÍSICAS DE
LAS ARCILLAS
Arcilla de coloración blanca azulada con un
contenido alto de minerales, posiblemente cuarzo,
sílice, carbonato de cal y mica.
CONTENIDO DE IMPUREZAS
Contiene impurezas de hierro y material pesado
como la caliza, piedras de coloración verdosa. Todo
esto en un 35%
(Se tamizó en cedazos Mesh N 30 – 50 – 70).
POROCIDAD OABSORCIÓN Su porosidad llega hasta el 15%
INTERVALO DE MADUREZ
Se sometió muestras de placas de 10cm x 10cm. y
1cm. de espesor a dos temperaturas distintas.
960°C (CONO 06 ) y 1040°C (CONO 04)
CARACTERÍSTICAS FÍSICAS DE
LAS PRUEBAS HORNEADAS
Son duras, densas, de textura fina con una mínima
deformación y una resistencia a la rotura.
CARACTERISTICAS FISICAS DE
CONTRACCIÓN Y REDUCCIÓN
En estado crudo su contracción es de 5% y
después de hornear su reducción es del 1%,
teniendo como resultado total el 6%.
29
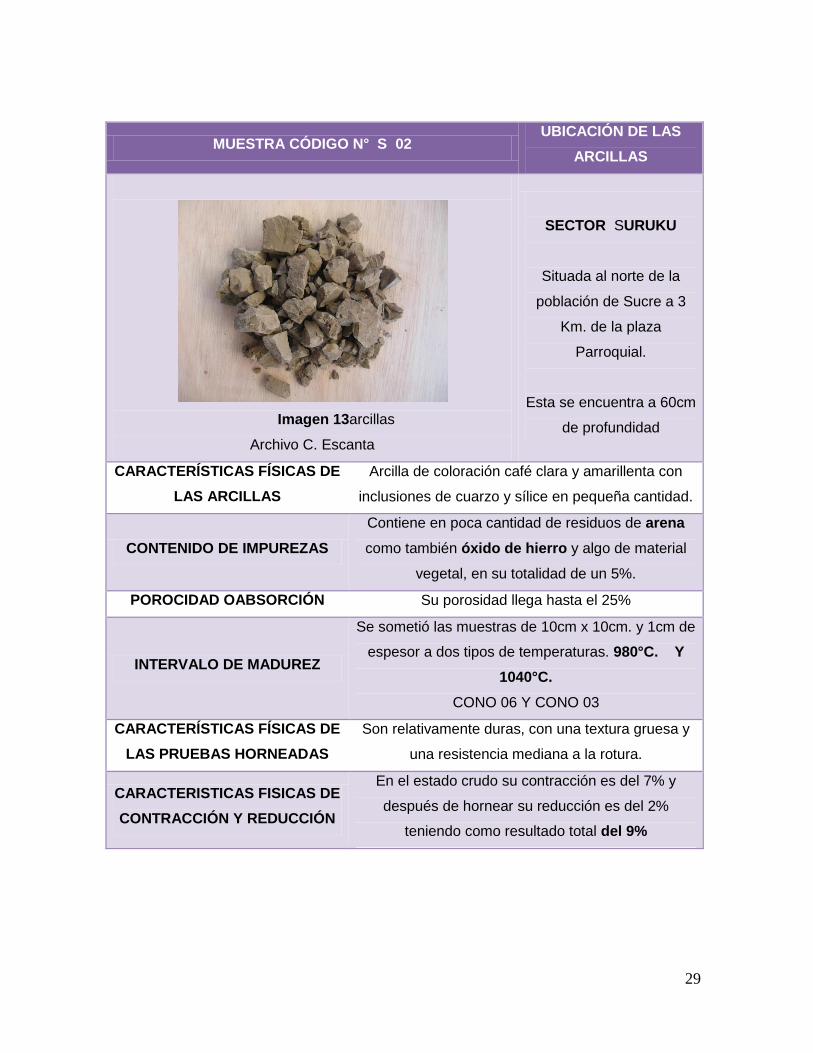
MUESTRA CÓDIGO N° S 02 UBICACIÓN DE LAS
ARCILLAS
Imagen 13arcillas
Archivo C. Escanta
SECTOR SURUKU
Situada al norte de la
población de Sucre a 3
Km. de la plaza
Parroquial.
Esta se encuentra a 60cm
de profundidad
CARACTERÍSTICAS FÍSICAS DE
LAS ARCILLAS
Arcilla de coloración café clara y amarillenta con
inclusiones de cuarzo y sílice en pequeña cantidad.
CONTENIDO DE IMPUREZAS
Contiene en poca cantidad de residuos de arena
como también óxido de hierro y algo de material
vegetal, en su totalidad de un 5%.
POROCIDAD OABSORCIÓN Su porosidad llega hasta el 25%
INTERVALO DE MADUREZ
Se sometió las muestras de 10cm x 10cm. y 1cm de
espesor a dos tipos de temperaturas. 980°C. Y
1040°C.
CONO 06 Y CONO 03
CARACTERÍSTICAS FÍSICAS DE
LAS PRUEBAS HORNEADAS
Son relativamente duras, con una textura gruesa y
una resistencia mediana a la rotura.
CARACTERISTICAS FISICAS DE
CONTRACCIÓN Y REDUCCIÓN
En el estado crudo su contracción es del 7% y
después de hornear su reducción es del 2%
teniendo como resultado total del 9%

30
MUESTRA CÓDIGO N° S 03 UBICACIÓN DE LAS
ARCILLAS
Imagen 14arcillas
Archivo C. Escanta
SECTOR SAN CARLOS
Se encuentra localizada
al noroccidente de la
parroquia Sucre a 2km.
de la plaza Parroquial.
Material ordinario que se
encuentra a flor de piel
CARACTERÍSTICAS FÍSICAS DE
LAS ARCILLAS
Esta arcilla es de una coloración negra
pigmentosa y que se muestra con pocas
cantidades aparentemente de mica, por su brillo.
CONTENIDO DE IMPUREZAS
Contiene poca cantidad de material arenoso,
también se puede apreciar una considerable
presencia de hierro y algo de raíces vegetales en
una totalidad del 3%.
POROCIDAD OABSORCIÓN
Su porosidad llega hasta el 70%.
INTERVALO DE MADUREZ
Se sometió las muestras de 10cm. X 10cm, y 1cm
de espesor a dos temperaturas diferentes.
980°C Y 1040°C.
CONO 06 Y CONO 03.
CARACTERÍSTICAS FÍSICAS DE
LAS PRUEBAS HORNEADAS
Su característica es suave con una textura gruesa
y su resistencia es débil a la manipulación. Como
que si se tratara de una arcilla refractaria.
CARACTERISTICAS FISICAS DE
CONTRACCIÓN Y REDUCCIÓN
En estado de crudo su contracción es de un 8% y
después de la horneada 2% sumando en total el
10%.

31
Este análisis se realizó en base a la metodología de los investigadores: Frank
Howell, Carol Woodward, Robert H. Woodward (1975). Alfarería y Arcillas, p. 21).
6.6. Estudios físicos de contracción y reducción en crudo
6.6.1. Procedimiento En las pruebas de reducción o merma se deben observar las características que
adquieren las arcillas cuando el agua se evapora al contacto con el aire.
Se realizan placas de una dimensión de 10 X 10 Cm y un espesor de 1 cm en las
que se realiza una incisión oblicua de 10 cm de largo al centro de la muestra.
Imagen 15Probetas. Archivo C. Escanta
Otras serán de 50mm x 120mm con un trazo longitudinal, paralelo ubicado en la
mitad del formato que tiene la misma dimensión de 100mm, en las planchas
también mediremos el espesor que será de 0.8 mm, las probetas dejamos secar
bajo sombra, al estar secas completamente, volvemos a medir las líneas incisas
marcadas, dándonos una medición de 94mm x 0.6mm de espesor ,obteniendo
como resultado una reducción de 0.6mm en la longitud del segmento x 0.2 mm en
el espesor, siendo estos los resultados de las pruebas efectuadas de las arcillas
que se ha recolectado de la parroquia Sucre.
Se observar y registrar la reducción del formato o encogimiento que se produce
luego del secado, considerando que la merma de la arcilla se produce en dos
etapas; durante el secado en estado crudo, que es cuando las arcillas tienen
cbalseca
Note
pruebas térmicas: 6 realizadas en Sucre con 2 materiales resultantes

32
mayor porcentaje de reducción, el otro momento de reducción es durante la
cocción.
Tablas de resultados
De acuerdo con los resultados obtenidos a partir de la prueba de reducción, se
observa que la placa hecha a partir de la arcilla N° S03 es la que más ha encogido
con un porcentaje del 8% en relación a las demás. Se muestra con una capacidad
de absorción de un 70% lo que explica su capacidad de encogerse al momento del
secado. “Cuanta más agua acepte una arcilla, más encogerá, y así las arcillas
menos plásticas, al absorber mayor cantidad de agua encogerán más que las
menos plásticas” (Chavarría, 2006, p. 27).
Como parte de los estudios físicos, se determinan características de color, que en
el caso de las muestras en estudio van desde una coloración muy blanca,
pasando por una tonalidad café claro o pardo y una café muy oscura.
MUESTRA N° S 01 MUESTRA N° S 02 MUESTRA N° S03
Imagen 16Pruebas de reducción
Archivo C. Escanta
Imagen 17Pruebas de reducción
Archivo C. Escanta
Imagen 18 Pruebas de
reducción Archivo C. Escanta
Reducción 5% Reducción 7% Reducción 8%

33
Luego del estudio se obtiene que la muestra del CÓDIGO N° S 01 es la arcilla con
mejores características y probabilidades para su uso en la elaboración de objetos
cerámicos, sus características son:
- Buena plasticidad.
- Contracción mínima (merma).
- Buen nivel de dureza después de la cocción.
Imagen 19 Pruebas de reducción Archivo C. Escanta
6.7. Pruebas físicas de comportamiento de las mesclas de arcillas a la temperatura
6.7.1. Procedimiento
En las pruebas de reducción o merma por efectos de la temperatura, se deben
observar las características que adquieren las pastas cuando se someten a altas
temperaturas (1060-1040-980).
Se realizan placas de una dimensión de 10 X 10 Cm y un espesor de 1 cm en las
que se realiza una incisión oblicua de 10 cm de largo al centro de la muestra
(Secas).
Se observar y registrar la reducción del formato o encogimiento que se produce
luego del proceso de quema.
34
6.8. Análisis Térmico de las Materias Primas
Imágenes 20 Comportamiento a la temperatura de las pastas. C. Escanta
Es indispensable comprobar cada nueva arcilla para determinar a qué temperatura
se formara el mejor bizcocho y para ajustar la composición de la pasta a su
temperatura de cocción.
Imágenes 21 Testigos. Comportamiento a la temperatura de las pastas. C. Escanta
Los testigos o muestras realizadas son sometidos al horno, estas muestras son
colocadas sobre dos soportes, a una temperatura de cono 05, es decir a una
temperatura de 1.020°C. Las muestras dentro del horno pueden ser observadas a
través de la mirilla, para evidenciar los cambios que se producen, en el caso de las
pastas estudiadas se pudo observar cambios en la forma que pueden ser
verificados en los testigos entregados. Al evidenciar deformación es en las pastas,

35
es indispensable agregar un material de alto punto de fusión, chamota fina y el
caolín en proporciones según la necesidad hasta lograr pastas estables.
Para ajustar las pastas, tuvimos que realizar tres composiciones con porcentajes
diferentes, y cada pasta sometida a una misma temperatura de cono 04, es decir
temperatura de 1050°C. Con lo cual se obtuvieron diferentes resultados que se
describen a continuación.
Imágenes 22 Comportamiento a la temperatura de las pastas. C. Escanta
RESULTADOS.
S 01 S 02
Imágenes 23 Pruebas de reducción Archivo C. Escanta
36
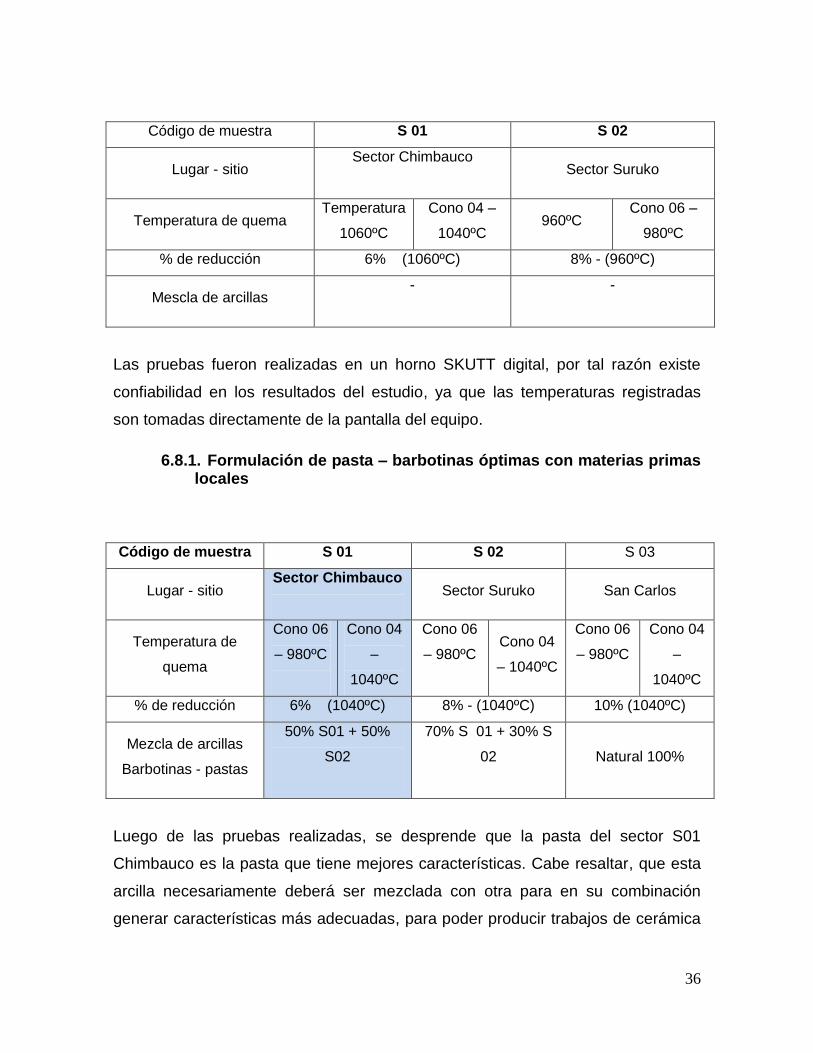
Código de muestra S 01 S 02
Lugar - sitio Sector Chimbauco
Sector Suruko
Temperatura de quema Temperatura
1060ºC
Cono 04 –
1040ºC 960ºC
Cono 06 –
980ºC
% de reducción 6% (1060ºC) 8% - (960ºC)
Mescla de arcillas -
-
Las pruebas fueron realizadas en un horno SKUTT digital, por tal razón existe
confiabilidad en los resultados del estudio, ya que las temperaturas registradas
son tomadas directamente de la pantalla del equipo.
6.8.1. Formulación de pasta – barbotinas óptimas con materias primas locales
Código de muestra S 01 S 02 S 03
Lugar - sitio Sector Chimbauco
Sector Suruko San Carlos
Temperatura de
quema
Cono 06
– 980ºC
Cono 04
–
1040ºC
Cono 06
– 980ºC
Cono 04
– 1040ºC
Cono 06
– 980ºC
Cono 04
–
1040ºC
% de reducción 6% (1040ºC) 8% - (1040ºC) 10% (1040ºC)
Mezcla de arcillas
Barbotinas - pastas
50% S01 + 50%
S02
70% S 01 + 30% S
02
Natural 100%
Luego de las pruebas realizadas, se desprende que la pasta del sector S01
Chimbauco es la pasta que tiene mejores características. Cabe resaltar, que esta
arcilla necesariamente deberá ser mezclada con otra para en su combinación
generar características más adecuadas, para poder producir trabajos de cerámica

37
con calidad, tanto para la obtención de pastas como también para la formulación
de barbotinas.
Se recomienda el continuar con el estudio de materias primas, para aportar con el
desarrollo de una pasta con mejores características, es importante anotar que las
materias primas del sector de Sucre tienen potencial para ser empleadas en la
fabricación de objetos cerámicos, siempre y cuando sean mezcladas con otras
arcillas que aporten en la mejora de la sus características.
Luego de los test de temperatura, procedemos a verificar la densidad de la
composición, la manera más simple es golpear la pieza y mientras la pasta sea de
mejor calidad, más claro y tintineante se escuchará el sonido. En el caso de las
pastas de Sucre el sonido más claro se establece para las muestras de
Chimbauco.
6.9. Técnicas de producción de objetos cerámicos en la “Parroquia de
Sucre”
Después del reconocimiento de las arcillas locales y de determinar sus
características adecuadas para la elaboración de la pasta para la elaboración de
cerámica, se realizó la aplicación de técnicas de referencia ancestral, como el
pellizcado, cordel y planchas para la realización de objetos utilitarios y decorativos,
siempre haciendo hincapié en la importancia del proceso de amasado y de unión
de piezas en estado de crudo.
Antes de aplicar cualquier técnica, es de vital importancia el proceso de amasado,
ya que éste influirá directamente en la calidad de la pasta cerámica y por ende en
el resultado final de la calidad del objeto. Este proceso se lo realiza con el fin de
homogenizar y eliminar las cámaras de aire que pudieran encontrarse entre la
arcilla, se lo efectúa para evitar posibles roturas en las piezas durante la quema en
el horno. De igual manera, es importante efectuar procesos de unión adecuados,
38
generando incisiones, colocación de arcilla liquida o barbotina y presión adecuada
en los sitios de unión de piezas para lograr una integración correcta.
6.9.1. Técnicas de producción de referencia, ancestral y modernas
6.9.1.1. Técnica de Modelado
Entre las técnicas de modelado de referencia ancestral que se impartieron fueron
el modelado a pellizcos, por cordel, por placas y torno entre otros.
Cada técnica impartida contó con las recomendaciones necesarias para obtener
objetos de calidad.
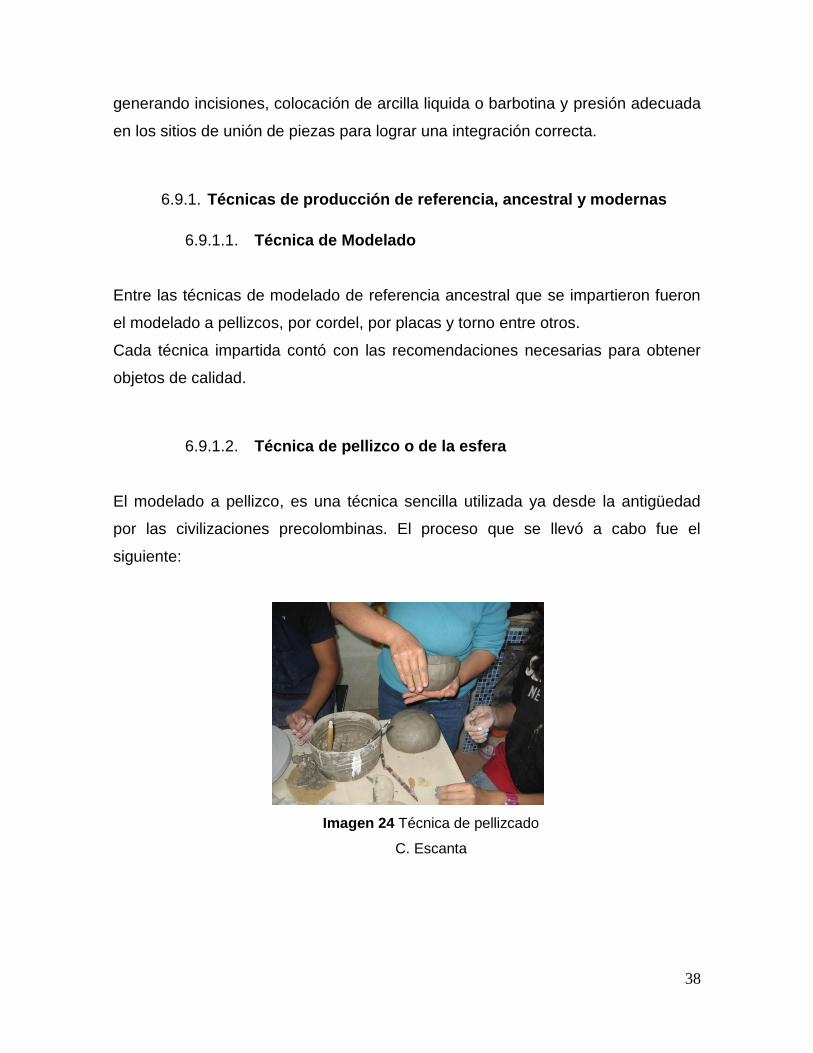
6.9.1.2. Técnica de pellizco o de la esfera
El modelado a pellizco, es una técnica sencilla utilizada ya desde la antigüedad
por las civilizaciones precolombinas. El proceso que se llevó a cabo fue el
siguiente:
Imagen 24 Técnica de pellizcado
C. Escanta

39
Sobre una bola de arcilla se hace un hueco con el dedo pulgar exactamente en el
centro de la bola, se pellizca los bordes adelgazando las paredes hasta conseguir
el grosor deseado y la forma.
6.9.1.3. Técnica de Cordel
La técnica de cordel, es uno de los métodos más antiguos que conoce el hombre
para realizar piezas de diferentes formas y tamaños. Consiste en la elaboración de
unos rollos delgados a partir de una porción de arcilla utilizando los dedos y las
palmas de las manos. Esta técnica especialmente, nos da la alternativa de utilizar
los cordeles como método para aumentar la altura de un objeto o se le usa como
parte de la decoración.
Para hacer los cordeles se necesita cierto tiempo de práctica, ya que es
importante que los espirales sean uniformes para que las paredes de las piezas
cerámicas sean de un espesor homogéneo, esta operación se puede practicar con
cualquier tipo de arcilla.
Herramientas:
- Esteques
- Cuchilla
- Un cortador,
- Un tablero como soporte
- Arcilla en pasta y barbotina densa para unir, eso será suficiente para poder
trabajar.
- Adicionalmente debemos ya tener un dibujo o boceto el cual nos permitirá
tener una idea concreta de lo que vamos a formar.
Como ejemplo con esta técnica se realizó un cuenco, recipiente totalmente simple
en cuatro pasos.
40
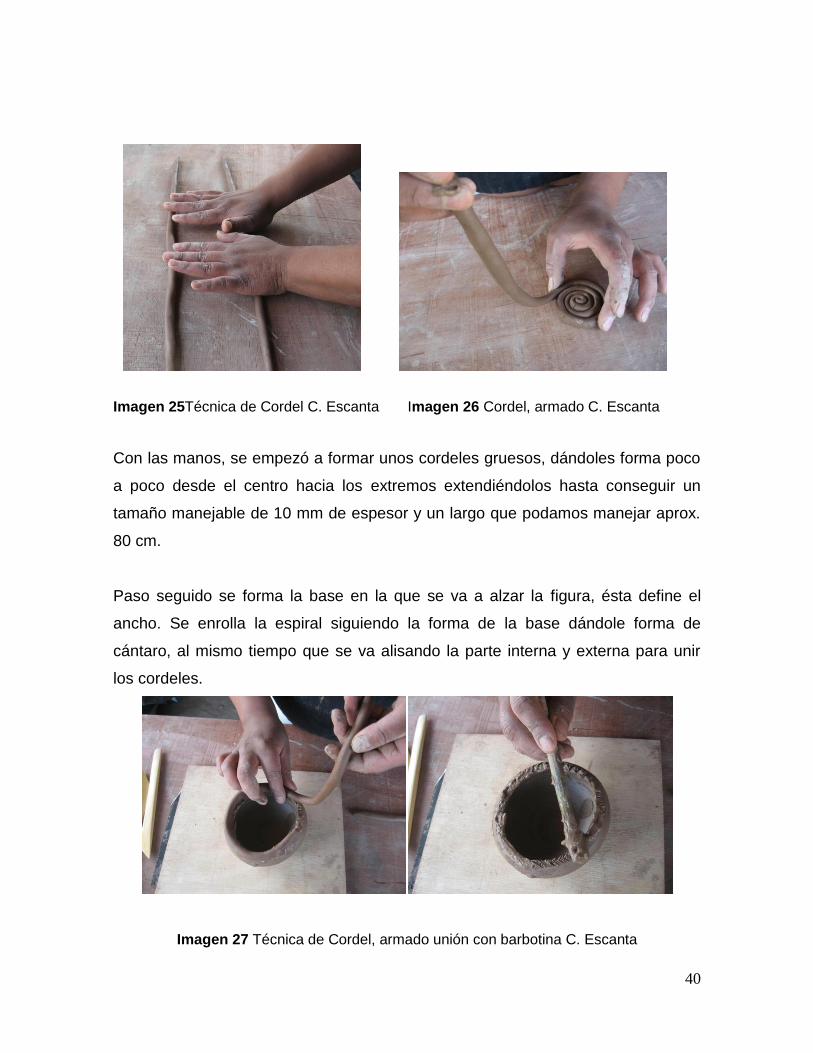
Imagen 25Técnica de Cordel C. Escanta Imagen 26 Cordel, armado C. Escanta
Con las manos, se empezó a formar unos cordeles gruesos, dándoles forma poco
a poco desde el centro hacia los extremos extendiéndolos hasta conseguir un
tamaño manejable de 10 mm de espesor y un largo que podamos manejar aprox.
80 cm.
Paso seguido se forma la base en la que se va a alzar la figura, ésta define el
ancho. Se enrolla la espiral siguiendo la forma de la base dándole forma de
cántaro, al mismo tiempo que se va alisando la parte interna y externa para unir
los cordeles.
Imagen 27 Técnica de Cordel, armado unión con barbotina C. Escanta
41
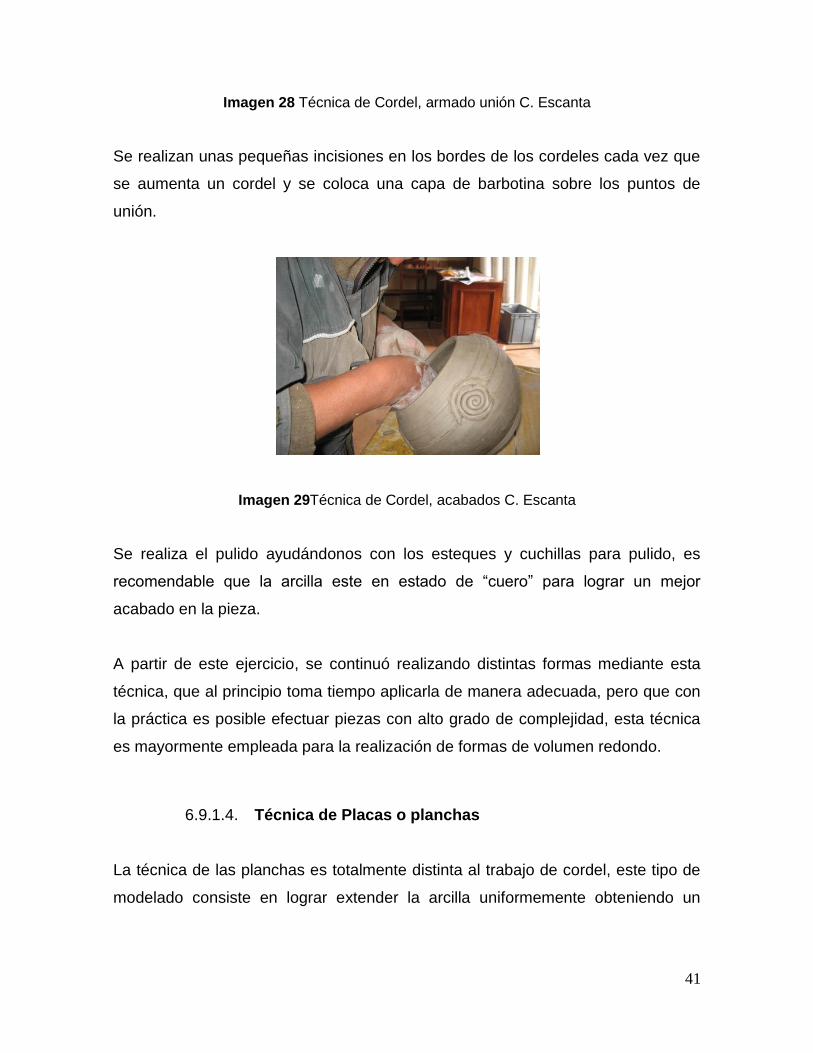
Imagen 28 Técnica de Cordel, armado unión C. Escanta
Se realizan unas pequeñas incisiones en los bordes de los cordeles cada vez que
se aumenta un cordel y se coloca una capa de barbotina sobre los puntos de
unión.
Imagen 29Técnica de Cordel, acabados C. Escanta
Se realiza el pulido ayudándonos con los esteques y cuchillas para pulido, es
recomendable que la arcilla este en estado de “cuero” para lograr un mejor
acabado en la pieza.
A partir de este ejercicio, se continuó realizando distintas formas mediante esta
técnica, que al principio toma tiempo aplicarla de manera adecuada, pero que con
la práctica es posible efectuar piezas con alto grado de complejidad, esta técnica
es mayormente empleada para la realización de formas de volumen redondo.
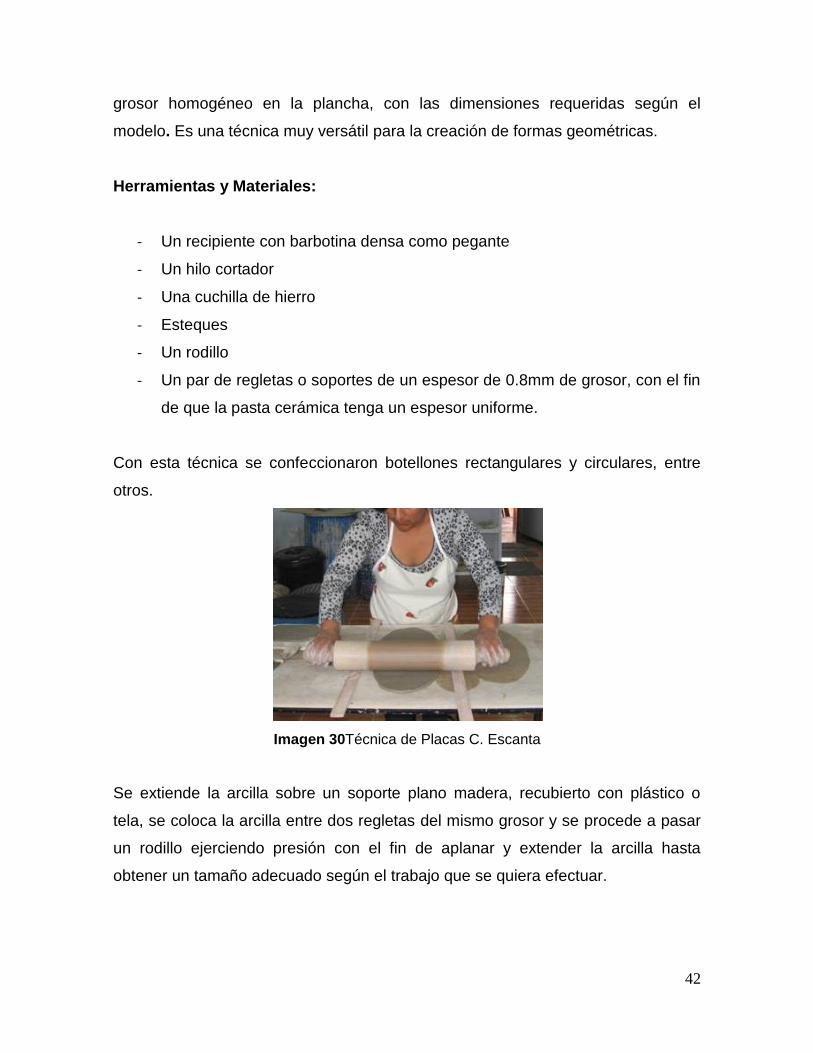
6.9.1.4. Técnica de Placas o planchas
La técnica de las planchas es totalmente distinta al trabajo de cordel, este tipo de
modelado consiste en lograr extender la arcilla uniformemente obteniendo un
42
grosor homogéneo en la plancha, con las dimensiones requeridas según el
modelo. Es una técnica muy versátil para la creación de formas geométricas.
Herramientas y Materiales:
- Un recipiente con barbotina densa como pegante
- Un hilo cortador
- Una cuchilla de hierro
- Esteques
- Un rodillo
- Un par de regletas o soportes de un espesor de 0.8mm de grosor, con el fin
de que la pasta cerámica tenga un espesor uniforme.
Con esta técnica se confeccionaron botellones rectangulares y circulares, entre
otros.
Imagen 30Técnica de Placas C. Escanta
Se extiende la arcilla sobre un soporte plano madera, recubierto con plástico o
tela, se coloca la arcilla entre dos regletas del mismo grosor y se procede a pasar
un rodillo ejerciendo presión con el fin de aplanar y extender la arcilla hasta
obtener un tamaño adecuado según el trabajo que se quiera efectuar.
43
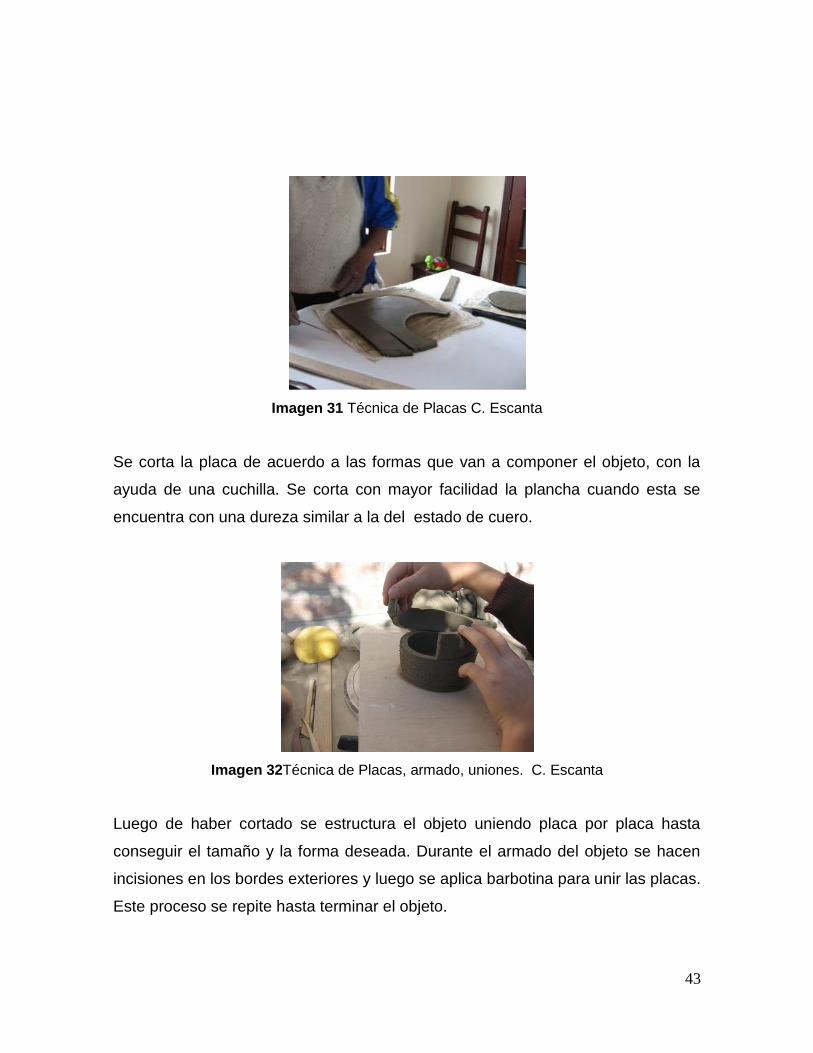
Imagen 31 Técnica de Placas C. Escanta
Se corta la placa de acuerdo a las formas que van a componer el objeto, con la
ayuda de una cuchilla. Se corta con mayor facilidad la plancha cuando esta se
encuentra con una dureza similar a la del estado de cuero.
Imagen 32Técnica de Placas, armado, uniones. C. Escanta
Luego de haber cortado se estructura el objeto uniendo placa por placa hasta
conseguir el tamaño y la forma deseada. Durante el armado del objeto se hacen
incisiones en los bordes exteriores y luego se aplica barbotina para unir las placas.
Este proceso se repite hasta terminar el objeto.
44
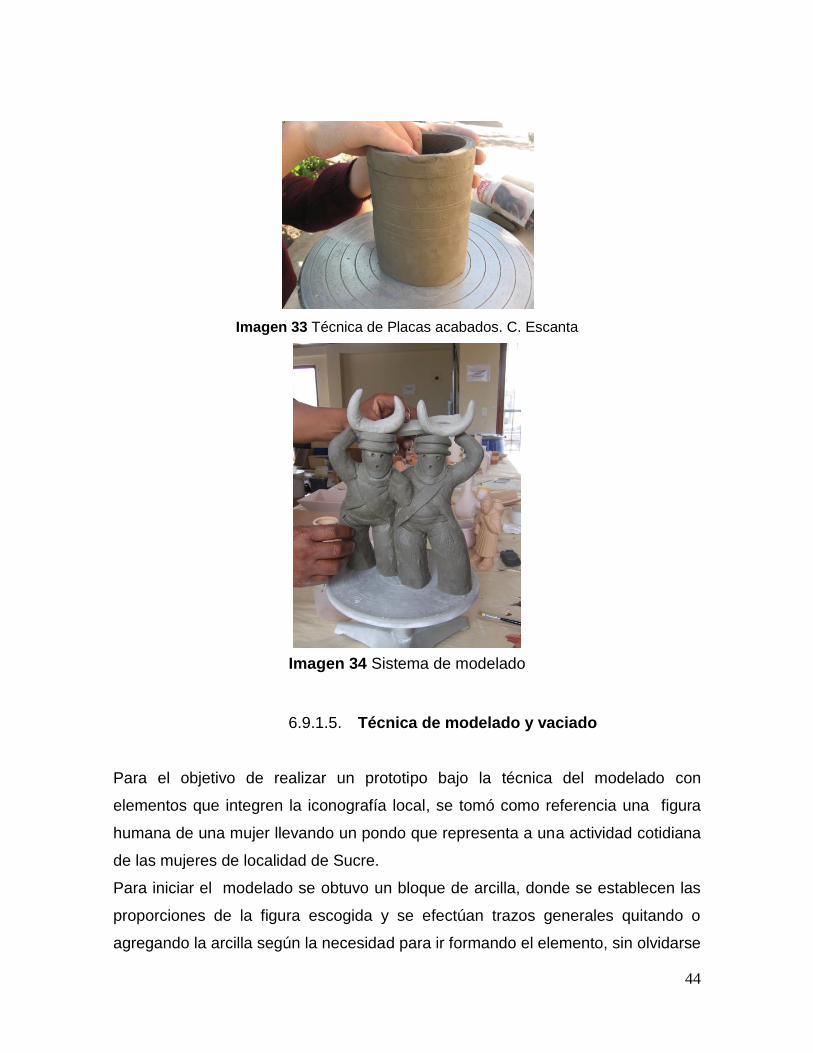
Imagen 33 Técnica de Placas acabados. C. Escanta
Imagen 34 Sistema de modelado
6.9.1.5. Técnica de modelado y vaciado
Para el objetivo de realizar un prototipo bajo la técnica del modelado con
elementos que integren la iconografía local, se tomó como referencia una figura
humana de una mujer llevando un pondo que representa a una actividad cotidiana
de las mujeres de localidad de Sucre.
Para iniciar el modelado se obtuvo un bloque de arcilla, donde se establecen las
proporciones de la figura escogida y se efectúan trazos generales quitando o
agregando la arcilla según la necesidad para ir formando el elemento, sin olvidarse

45
que puede endurecerse, para evitar esto, las manos deben estar humectadas
constantemente con agua, con lo cual se mantiene la plasticidad de la arcilla.
El siguiente paso fue el desbastado - vaciado, para lo cual fue necesario cortar
con un hilo a con una navaja la pieza en diferentes partes (la cabeza, el cuerpo),
buscando que se haga más fácil el retiro de arcilla de su interior, siempre cuidando
de que el corte no implique detalles y luego se retira el excedente de arcilla por la
parte posterior, hasta lograr un grosor aproximado de 1cm en las paredes de la
figura, este proceso se efectúa para evitar roturas - fracturas y para que no quede
partículas de aire lo que causaría que el objeto explote en el horno cerámico,
como también para que su peso no sea excesivo.
Cuando ya estuvo realizado el vaciado, se pasó a unir siguiendo el principio
básico para realizar uniones, que consiste en hacer incisiones o rasgados en la
pared, untar barbotina y presionar con cuidado.
Imagen 35 sistema de modelado
Para dar los detalles finales se requirió de tiempo y paciencia por parte de los
participantes.
Cabe resaltar que el modelado directo es una técnica compleja que es más
utilizada por los escultores, pero también es empleada por los ceramistas para la
realización de diferentes objetos.
46
Siempre con la práctica se logran piezas de un mejor acabado.
6.9.1.6. Técnicas de Torno
El torno de alfarero es una de las herramientas más antiguas conocida hace miles
de años para trabajar objetos de cerámica. Esta herramienta se ha ido
modificando con el paso del tiempo y se compone de un eje vertical con una
plataforma superior o disco (cabezal), sobre el que va la masa de barro; en la
parte inferior también posee un disco, que es accionado por los pies o mediante
motor, haciendo que este se mueva, mientras se le va dando forma al objeto con
las manos.
Actualmente, los alfareros utilizan el torno eléctrico por la facilidad de su ejecución
al tornear. La técnica del torno no fue siempre utilizada por los pobladores de lo
que hoy es la parroquia “Sucre”, donde existieron asentamientos prehispánicos,
sus antepasados utilizaron otras técnicas ancestrales como el modelado en
placas, espirales y de pella.
La capacitación del manejo del torno en la parroquia de “Sucre” se hizo con el fin
de reproducir y elaborar prototipos, para ofrecer artesanía de calidad con objetos
decorativos y utilitarios, ya que el torno permite la elaboración de piezas más
uniformes y un trabajo en menor tiempo.
Herramientas y Materiales
- Pasta de arcilla
- Hilo de nailon con mangos a los extremos
- Cuchara sin mango y esteques
- Pedazos de cuero
- Esponjas
- Vaciadores
- Recipiente con agua

47
Se centra en el plato (cabezal) del torno una bola de arcilla previamente
amasada, consistente, dura y plástica, de forma que la base se aplane y se
adhiera al plato.
Aplicación de Técnica del Torno
Se empieza a girar la rueda con ayuda del pie derecho, con ambas manos
húmedas, se comprime la arcilla conduciéndola hacia el centro del plato.
Imagen 36 Técnica de Torno centrado. C. Escanta
Se cubre y se rodea la arcilla con ambas manos y se va dando forma el cono
hasta que la arcilla este bien centrada.
Se introduce lentamente el pulgar en el centro de la arcilla apretando hacia afuera
para formar la base y las paredes de la vasija.
Imagen 37 Técnica de Torno, formado. C. Escanta
48
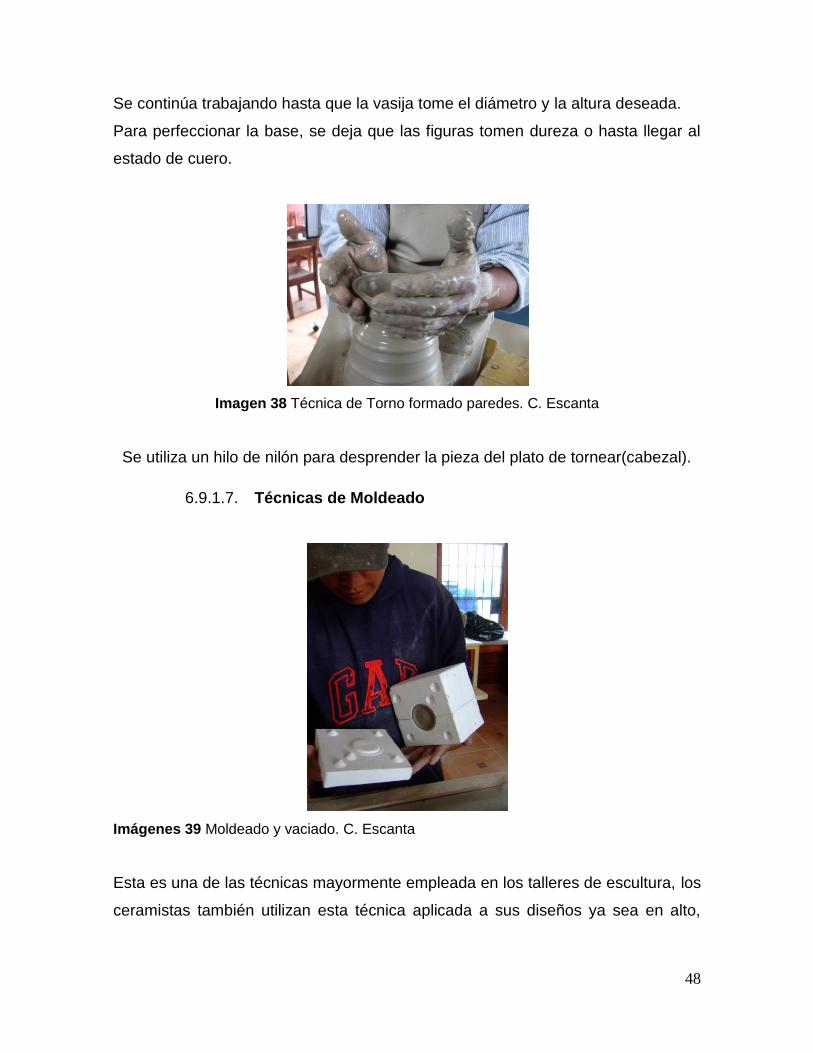
Se continúa trabajando hasta que la vasija tome el diámetro y la altura deseada.
Para perfeccionar la base, se deja que las figuras tomen dureza o hasta llegar al
estado de cuero.
Imagen 38 Técnica de Torno formado paredes. C. Escanta
Se utiliza un hilo de nilón para desprender la pieza del plato de tornear(cabezal).
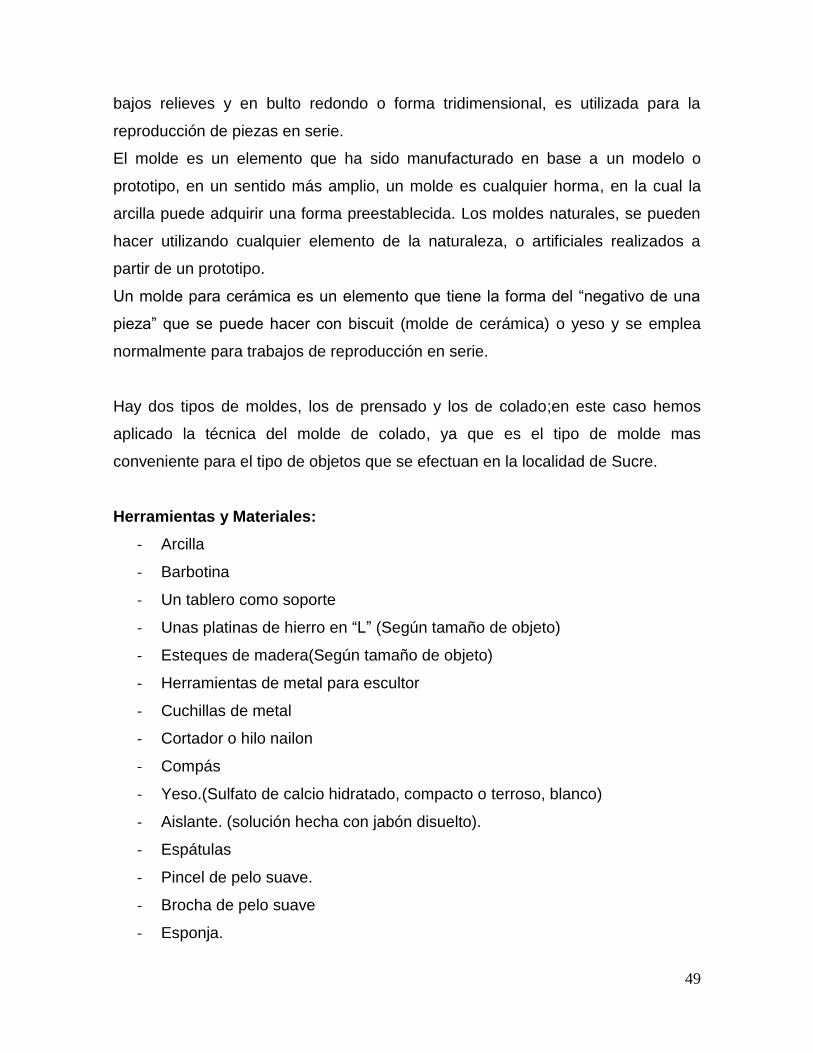
6.9.1.7. Técnicas de Moldeado
Imágenes 39 Moldeado y vaciado. C. Escanta
Esta es una de las técnicas mayormente empleada en los talleres de escultura, los
ceramistas también utilizan esta técnica aplicada a sus diseños ya sea en alto,
49
bajos relieves y en bulto redondo o forma tridimensional, es utilizada para la
reproducción de piezas en serie.
El molde es un elemento que ha sido manufacturado en base a un modelo o
prototipo, en un sentido más amplio, un molde es cualquier horma, en la cual la
arcilla puede adquirir una forma preestablecida. Los moldes naturales, se pueden
hacer utilizando cualquier elemento de la naturaleza, o artificiales realizados a
partir de un prototipo.
Un molde para cerámica es un elemento que tiene la forma del “negativo de una
pieza” que se puede hacer con biscuit (molde de cerámica) o yeso y se emplea
normalmente para trabajos de reproducción en serie.
Hay dos tipos de moldes, los de prensado y los de colado;en este caso hemos
aplicado la técnica del molde de colado, ya que es el tipo de molde mas
conveniente para el tipo de objetos que se efectuan en la localidad de Sucre.
Herramientas y Materiales:
- Arcilla
- Barbotina
- Un tablero como soporte
- Unas platinas de hierro en “L” (Según tamaño de objeto)
- Esteques de madera(Según tamaño de objeto)
- Herramientas de metal para escultor
- Cuchillas de metal
- Cortador o hilo nailon
- Compás
- Yeso.(Sulfato de calcio hidratado, compacto o terroso, blanco)
- Aislante. (solución hecha con jabón disuelto).
- Espátulas
- Pincel de pelo suave.
- Brocha de pelo suave
- Esponja.
50
- Esteques de 12 a15 cm de distintas formas
Aplicación de las técnicas de moldeado
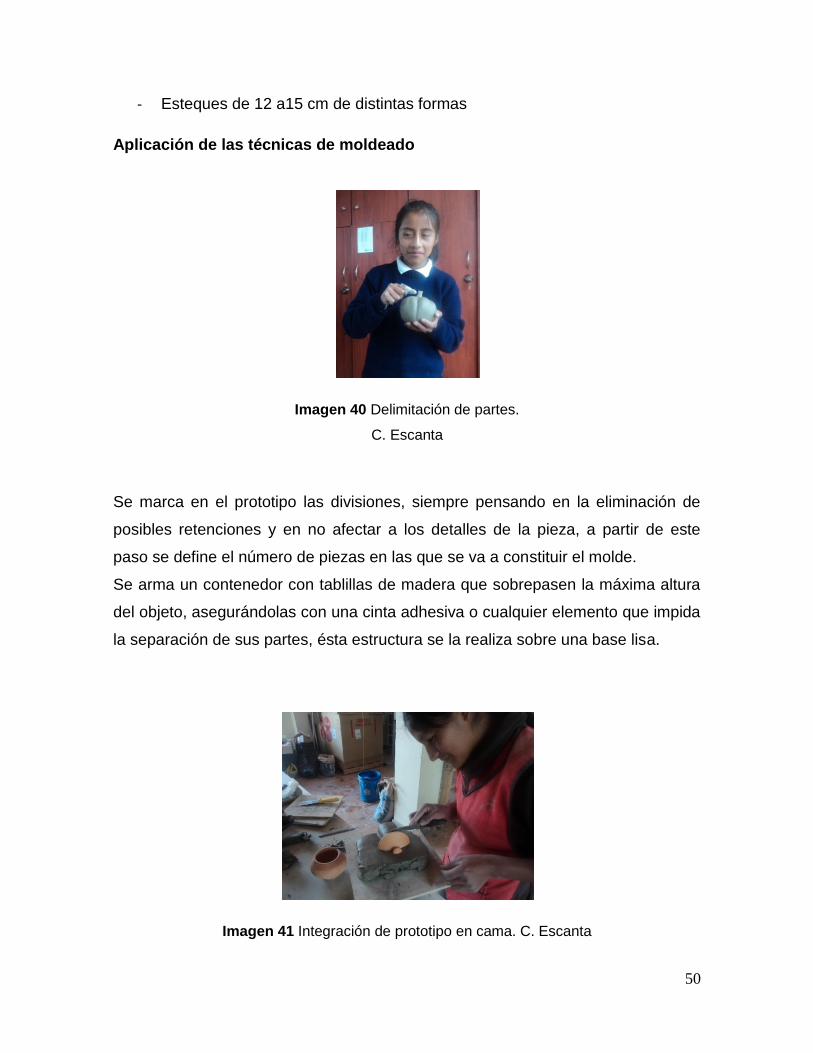
Imagen 40 Delimitación de partes.
C. Escanta
Se marca en el prototipo las divisiones, siempre pensando en la eliminación de
posibles retenciones y en no afectar a los detalles de la pieza, a partir de este
paso se define el número de piezas en las que se va a constituir el molde.
Se arma un contenedor con tablillas de madera que sobrepasen la máxima altura
del objeto, asegurándolas con una cinta adhesiva o cualquier elemento que impida
la separación de sus partes, ésta estructura se la realiza sobre una base lisa.
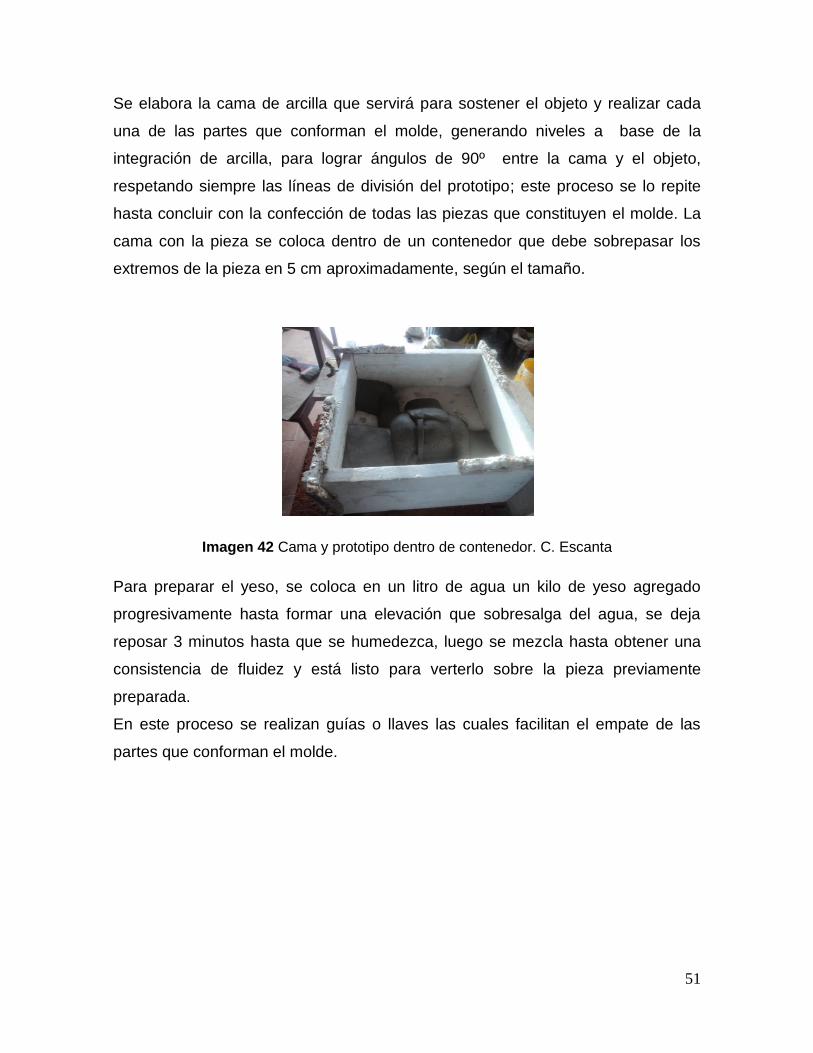
Imagen 41 Integración de prototipo en cama. C. Escanta
51
Se elabora la cama de arcilla que servirá para sostener el objeto y realizar cada
una de las partes que conforman el molde, generando niveles a base de la
integración de arcilla, para lograr ángulos de 90º entre la cama y el objeto,
respetando siempre las líneas de división del prototipo; este proceso se lo repite
hasta concluir con la confección de todas las piezas que constituyen el molde. La
cama con la pieza se coloca dentro de un contenedor que debe sobrepasar los
extremos de la pieza en 5 cm aproximadamente, según el tamaño.
Imagen 42 Cama y prototipo dentro de contenedor. C. Escanta
Para preparar el yeso, se coloca en un litro de agua un kilo de yeso agregado
progresivamente hasta formar una elevación que sobresalga del agua, se deja
reposar 3 minutos hasta que se humedezca, luego se mezcla hasta obtener una
consistencia de fluidez y está listo para verterlo sobre la pieza previamente
preparada.
En este proceso se realizan guías o llaves las cuales facilitan el empate de las
partes que conforman el molde.
52
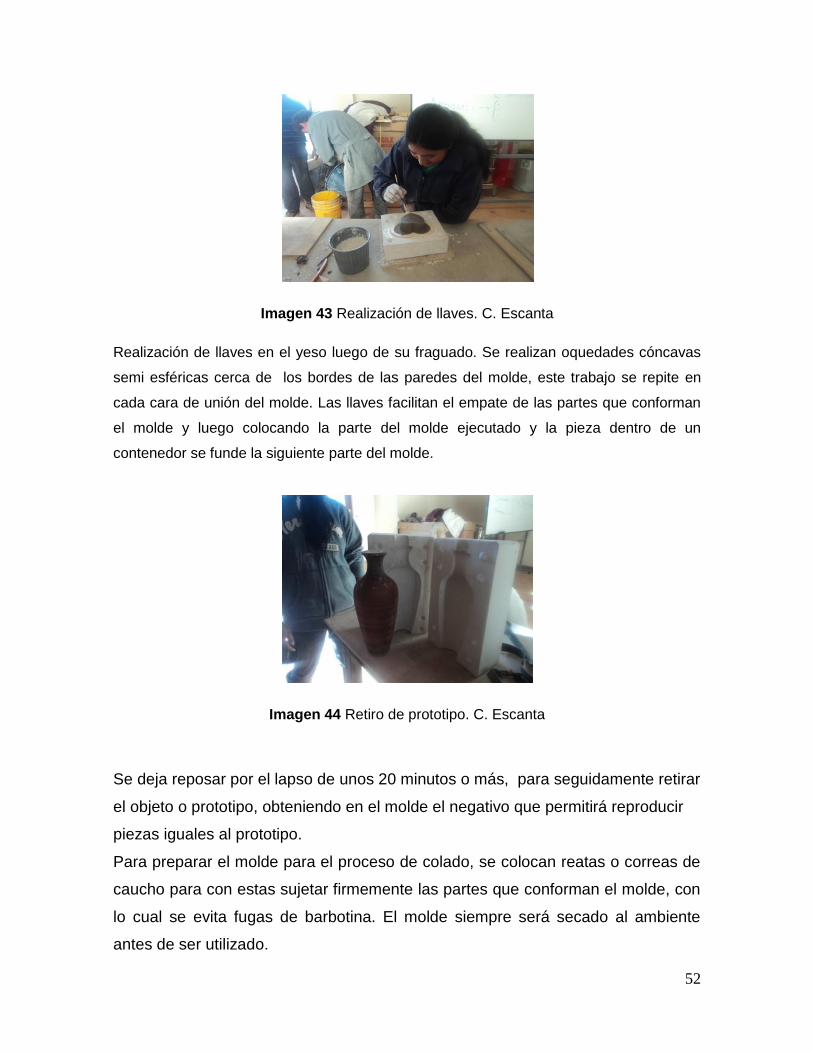
Imagen 43 Realización de llaves. C. Escanta
Realización de llaves en el yeso luego de su fraguado. Se realizan oquedades cóncavas
semi esféricas cerca de los bordes de las paredes del molde, este trabajo se repite en
cada cara de unión del molde. Las llaves facilitan el empate de las partes que conforman
el molde y luego colocando la parte del molde ejecutado y la pieza dentro de un
contenedor se funde la siguiente parte del molde.
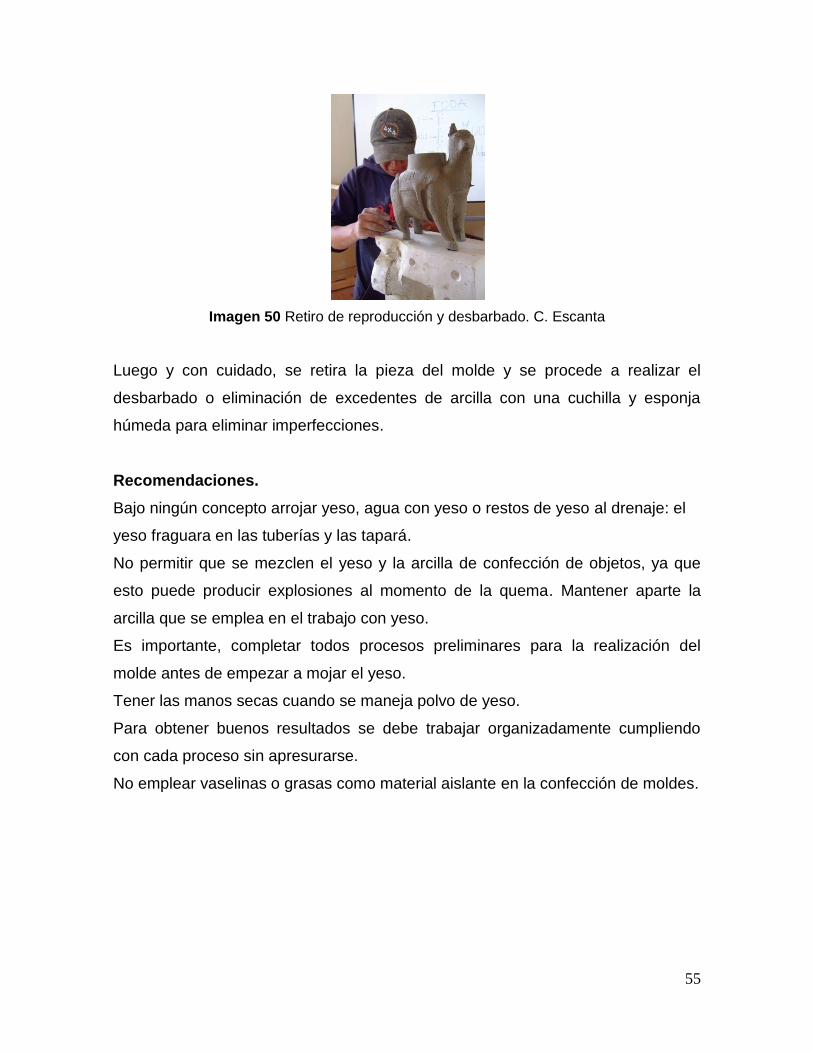
Imagen 44 Retiro de prototipo. C. Escanta
Se deja reposar por el lapso de unos 20 minutos o más, para seguidamente retirar
el objeto o prototipo, obteniendo en el molde el negativo que permitirá reproducir
piezas iguales al prototipo.
Para preparar el molde para el proceso de colado, se colocan reatas o correas de
caucho para con estas sujetar firmemente las partes que conforman el molde, con
lo cual se evita fugas de barbotina. El molde siempre será secado al ambiente
antes de ser utilizado.

53
Imagen 45 Armado de las partes del molde. C. Escanta
6.9.1.8. Técnica de Colado
Es una técnica moderna empleada para la reproducción de piezas en serie.
Imagen 46 Homogenización y Colado. Imagen 47 Homogenización y Colado.
C. Escanta
Se homogeniza la barbotina moviéndola suavemente, se vierte la misma dentro
del molde hasta el borde, cuidando de no regar por los bordes de la boca del
molde.

54
Imagen 48 Tiempo de reproducción.
C. Escanta
Según el grosor que se requiera, se irá agregando la barbotina, hasta conseguir el
grosor deseado.
El tiempo siempre debe ser controlado y registrado, el grosor depende del tiempo
que se deja la barbotina en el molde y de cuan seco se encuentra éste.
Imagen 49 Vaciado C. Escanta
Se retira el excedente de barbotina una vez conseguido el grosor deseado,
vertiendo la arcilla liquida sobrante en un recipiente.
Se deja reposar durante unos 30 minutos hasta que las paredes externas y los
bordes de la pieza colada se separen del molde y obtengan mayor solidez.
55
Imagen 50 Retiro de reproducción y desbarbado. C. Escanta
Luego y con cuidado, se retira la pieza del molde y se procede a realizar el
desbarbado o eliminación de excedentes de arcilla con una cuchilla y esponja
húmeda para eliminar imperfecciones.
Recomendaciones.
Bajo ningún concepto arrojar yeso, agua con yeso o restos de yeso al drenaje: el
yeso fraguara en las tuberías y las tapará.
No permitir que se mezclen el yeso y la arcilla de confección de objetos, ya que
esto puede producir explosiones al momento de la quema. Mantener aparte la
arcilla que se emplea en el trabajo con yeso.
Es importante, completar todos procesos preliminares para la realización del
molde antes de empezar a mojar el yeso.
Tener las manos secas cuando se maneja polvo de yeso.
Para obtener buenos resultados se debe trabajar organizadamente cumpliendo
con cada proceso sin apresurarse.
No emplear vaselinas o grasas como material aislante en la confección de moldes.
56
6.10. Técnicas de acabado pre cocción y pos cocción
6.10.1. Técnica de texturado
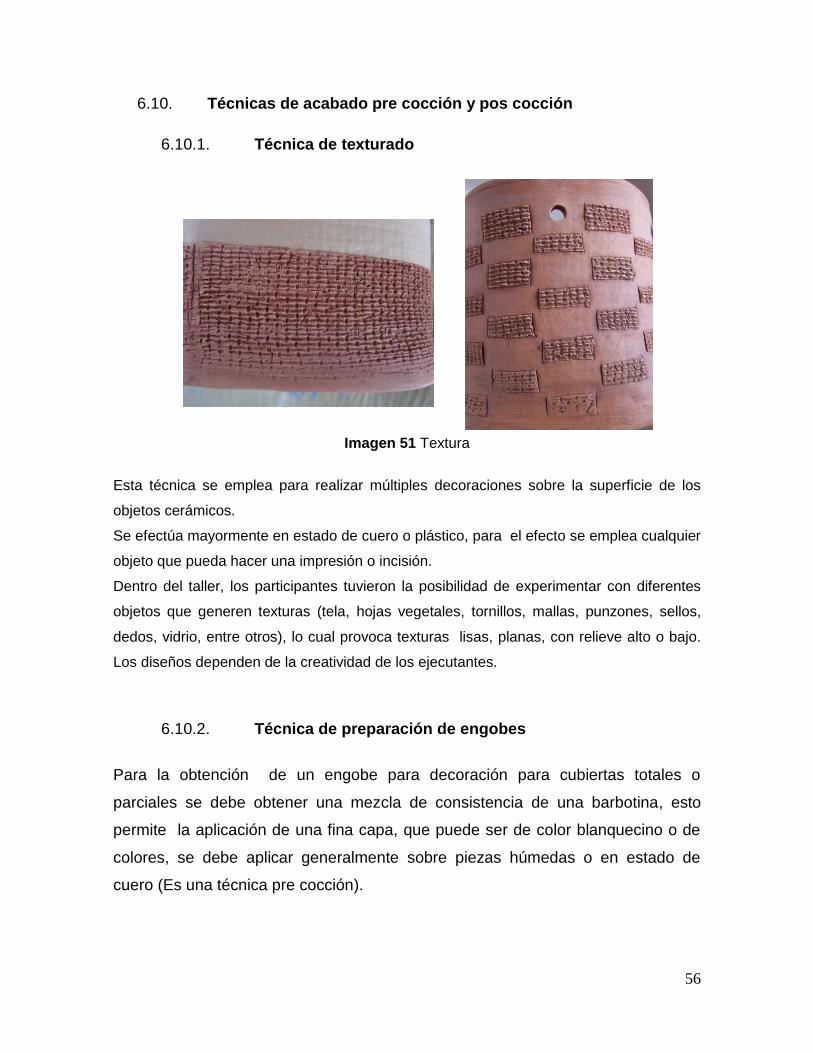
Imagen 51 Textura
Esta técnica se emplea para realizar múltiples decoraciones sobre la superficie de los
objetos cerámicos.
Se efectúa mayormente en estado de cuero o plástico, para el efecto se emplea cualquier
objeto que pueda hacer una impresión o incisión.
Dentro del taller, los participantes tuvieron la posibilidad de experimentar con diferentes
objetos que generen texturas (tela, hojas vegetales, tornillos, mallas, punzones, sellos,
dedos, vidrio, entre otros), lo cual provoca texturas lisas, planas, con relieve alto o bajo.
Los diseños dependen de la creatividad de los ejecutantes.
6.10.2. Técnica de preparación de engobes
Para la obtención de un engobe para decoración para cubiertas totales o
parciales se debe obtener una mezcla de consistencia de una barbotina, esto
permite la aplicación de una fina capa, que puede ser de color blanquecino o de
colores, se debe aplicar generalmente sobre piezas húmedas o en estado de
cuero (Es una técnica pre cocción).
57
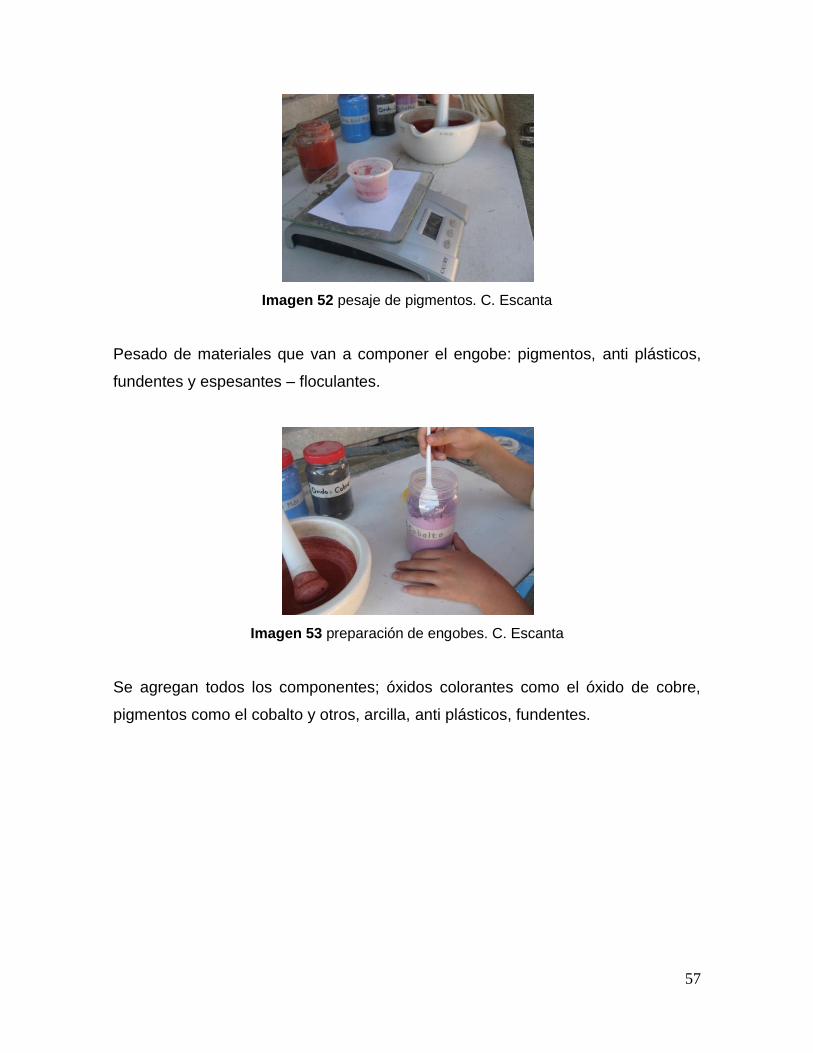
Imagen 52 pesaje de pigmentos. C. Escanta
Pesado de materiales que van a componer el engobe: pigmentos, anti plásticos,
fundentes y espesantes – floculantes.
Imagen 53 preparación de engobes. C. Escanta
Se agregan todos los componentes; óxidos colorantes como el óxido de cobre,
pigmentos como el cobalto y otros, arcilla, anti plásticos, fundentes.
58
Tabla de preparación de engobes
COMPONENTES DE UN ENGOBE
ARCILLA 50 a 70 %
ANTIPLÁSTICOS
(cuarzo, feldespato)
10 a 20 %
COLORANTES 0,5 a 15 %
FUNDENTE 10 a 30 %
AGUA 50%
En base a la siguiente receta para engobes propuesta por Graciela Olio (2003).
Taller de cerámica.
Se mezclaron todos los materiales revolviendo una y otra vez con el fin de obtener
un engobe homogéneo en color y textura. Tiene que parecerse a la consistencia
del yogurt.
Imagen 54 Mezcla de engobes. C. Escanta
59
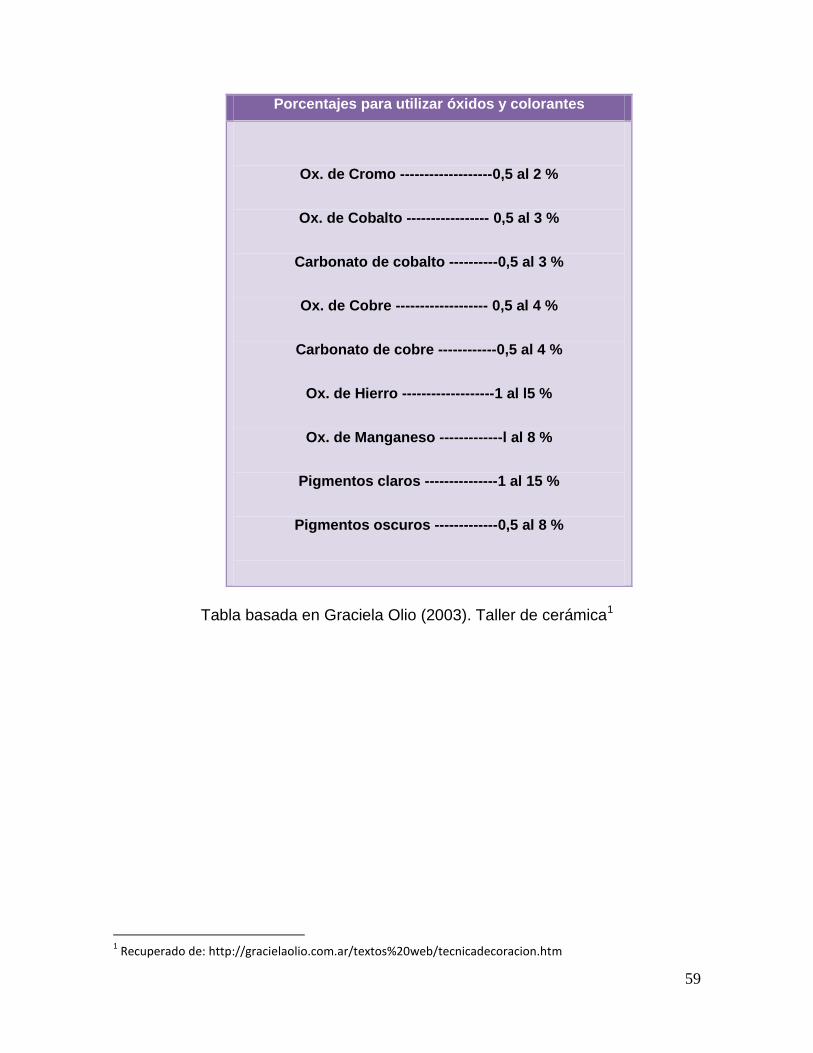
Porcentajes para utilizar óxidos y colorantes
Ox. de Cromo -------------------0,5 al 2 %
Ox. de Cobalto ----------------- 0,5 al 3 %
Carbonato de cobalto ----------0,5 al 3 %
Ox. de Cobre ------------------- 0,5 al 4 %
Carbonato de cobre ------------0,5 al 4 %
Ox. de Hierro -------------------1 al l5 %
Ox. de Manganeso -------------l al 8 %
Pigmentos claros ---------------1 al 15 %
Pigmentos oscuros -------------0,5 al 8 %
Tabla basada en Graciela Olio (2003). Taller de cerámica1
1 Recuperado de: http://gracielaolio.com.ar/textos%20web/tecnicadecoracion.htm

60
Muestrario de colores de engobes utilizados
Imagenes55 Técnica de engobes. C. Escanta
Tabla de engobes utilizados
Código Arcilla
base %
Pigmento
u oxido
%
Frita
% Temperatura
Color
final
E.C.M
OO1 20
Manganeso
Cobre
30
30 20 05
Negro
metalizado
E.A.002 59.5
Pigmento
turquesa
Caolín
quemado o
chamota
10
0.5
30 05
Turquesa
intenso y
texturizo
E.C.003 60 Pigmento
celeste 10 30 05
Celeste
liso
E.T.004 60 Pigmento
turquesa 10 30 05
Turquesa
leve y liso
E.P. A005
A 60
Pigmento
amarillo 10 30
05
Amarillo
intenso
E.P. A005
B 60
Pigmento
amarillo 10 30 05
Amarillo
intenso
61
E.O.C006
A 60
Pigmento
ocre 10 30
05
salmón
suave
E.O.C006
B 55
Pigmento
ocre 15 30
05
salmón
suave
E.P.R007
A 60
Pigmento
naranja 10 30
05
Naranja
intenso
E.P.R007B 55 Pigmento
naranja 15 30
05
Naranja
intenso
E.P.C009 65 Oxido de
cobre 5 30 05 Verde
E.P.M010
80 Manganeso 2 18 05 Gris
E.P.B011 70
Oxido de
zinc
Feldespato
3
2
25 0 Blanco
áspero
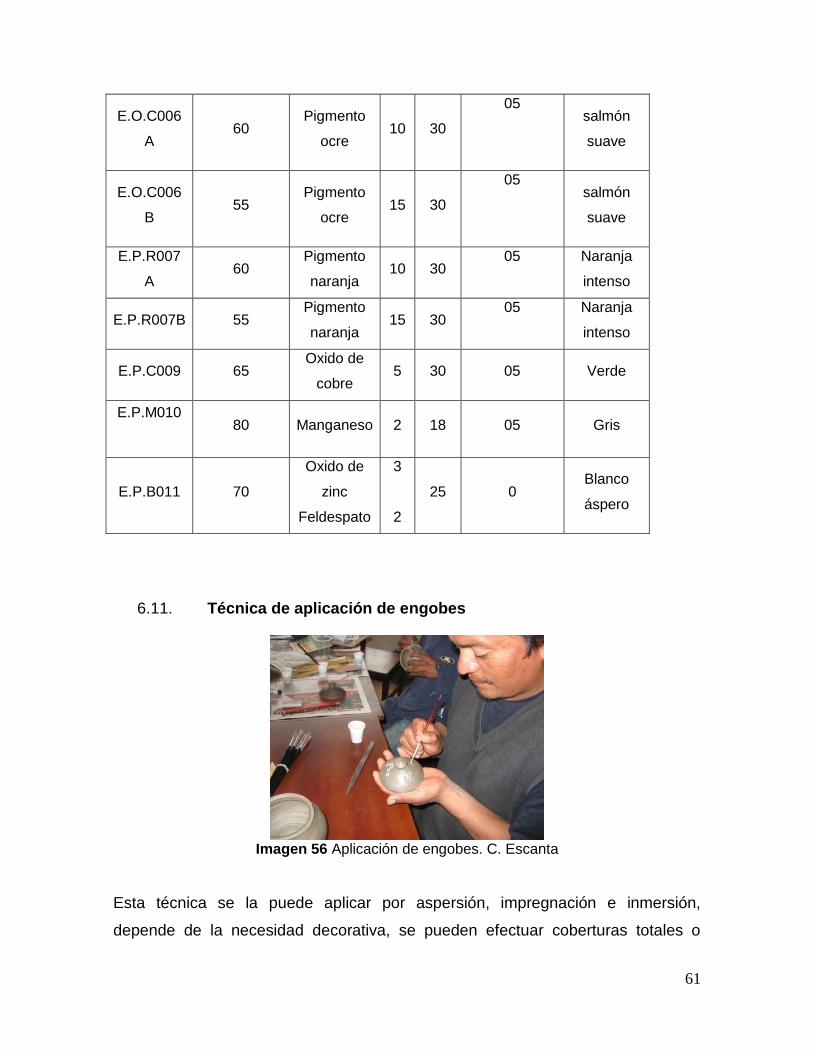
6.11. Técnica de aplicación de engobes
Imagen 56 Aplicación de engobes. C. Escanta
Esta técnica se la puede aplicar por aspersión, impregnación e inmersión,
depende de la necesidad decorativa, se pueden efectuar coberturas totales o
62
parciales de los objetos, líneas, puntos trazos de dibujo de distintos elementos
sirven para plasmar diferentes decoraciones empleando la iconografía local.
Entre una de las técnicas de decoración realizadas se puede mencionar la técnica
de la cuerda seca, que consiste en l aplicación de un material ceroso en forma de
dibujo. El principio se establece en que la cera no se mezcla con el agua y los
dibujos realizados permiten colocar al interior engobes de los colores que se
amerite, los cuales se encierran en los espacios internos y se producen diseños
cromáticos. También se realizó la aplicación de la técnica del pincel, inmersión y
por aspersión.
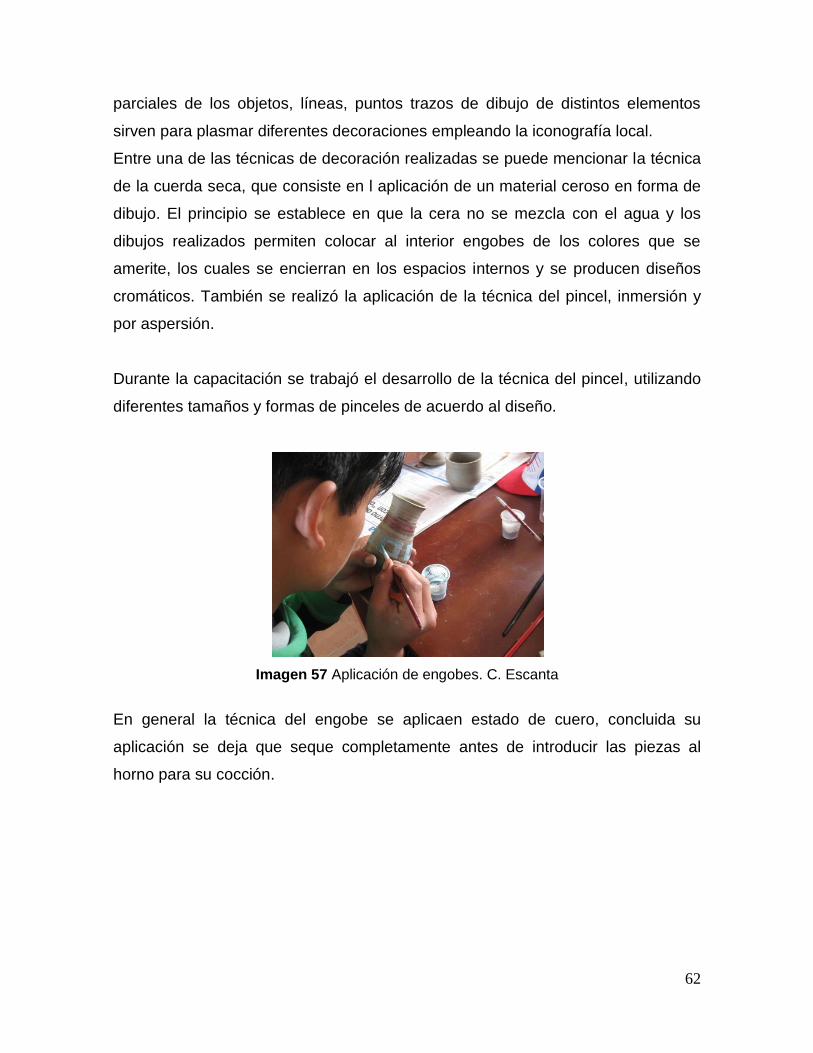
Durante la capacitación se trabajó el desarrollo de la técnica del pincel, utilizando
diferentes tamaños y formas de pinceles de acuerdo al diseño.
Imagen 57 Aplicación de engobes. C. Escanta
En general la técnica del engobe se aplicaen estado de cuero, concluida su
aplicación se deja que seque completamente antes de introducir las piezas al
horno para su cocción.
63
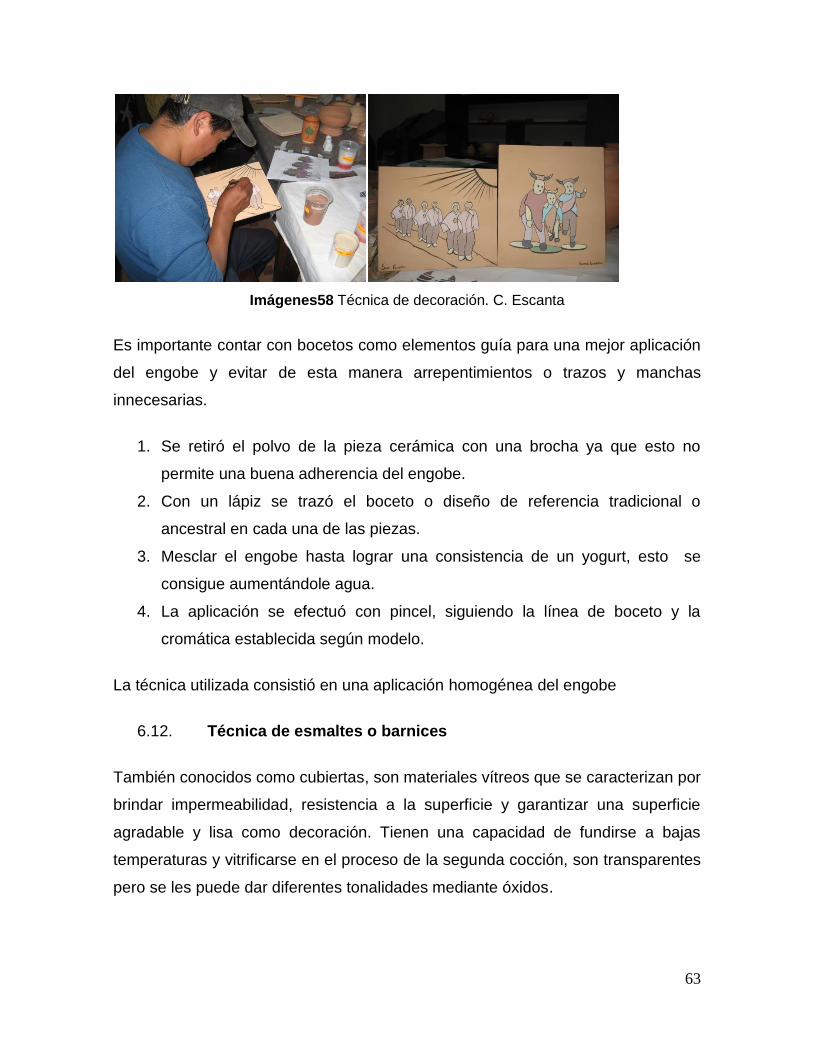
Imágenes58 Técnica de decoración. C. Escanta
Es importante contar con bocetos como elementos guía para una mejor aplicación
del engobe y evitar de esta manera arrepentimientos o trazos y manchas
innecesarias.
1. Se retiró el polvo de la pieza cerámica con una brocha ya que esto no
permite una buena adherencia del engobe.
2. Con un lápiz se trazó el boceto o diseño de referencia tradicional o
ancestral en cada una de las piezas.
3. Mesclar el engobe hasta lograr una consistencia de un yogurt, esto se
consigue aumentándole agua.
4. La aplicación se efectuó con pincel, siguiendo la línea de boceto y la
cromática establecida según modelo.
La técnica utilizada consistió en una aplicación homogénea del engobe
6.12. Técnica de esmaltes o barnices
También conocidos como cubiertas, son materiales vítreos que se caracterizan por
brindar impermeabilidad, resistencia a la superficie y garantizar una superficie
agradable y lisa como decoración. Tienen una capacidad de fundirse a bajas
temperaturas y vitrificarse en el proceso de la segunda cocción, son transparentes
pero se les puede dar diferentes tonalidades mediante óxidos.

64
Para el vidriado de la cerámica, el vidrio debe ser muy viscoso para que pueda
adherirse a la superficie de la cerámica y no se escurra durante la cocción. Esta
viscosidad se logra añadiendo alúmina a la mezcla.
6.12.1. Técnica de aplicación de esmaltes
Imagen 59 Preparación de esmaltes. C. Escanta
El esmalte realizado se aplica por impregnación o con pincel según el diseño
establecido como se observa en la fotografía siguiente, ya que el esmalte tiene
característica líquidas adecuadas para este fin, para lo cual, se ha integrado en la
mezcla la cantidad necesaria de floculante, con la finalidad de evitar los grumos
en la pintura, el floculante empleado es el silicato de sodio o C.M.C.
Imagen 60 Aplicación de esmaltes. C. Escanta
65
Para obtener un buen resultado, se recomienda la aplicación de tres manos en la
superficie del objeto.
Cabe destacar que los diseños empleadas son parte de los referentes identitarios
del sector.
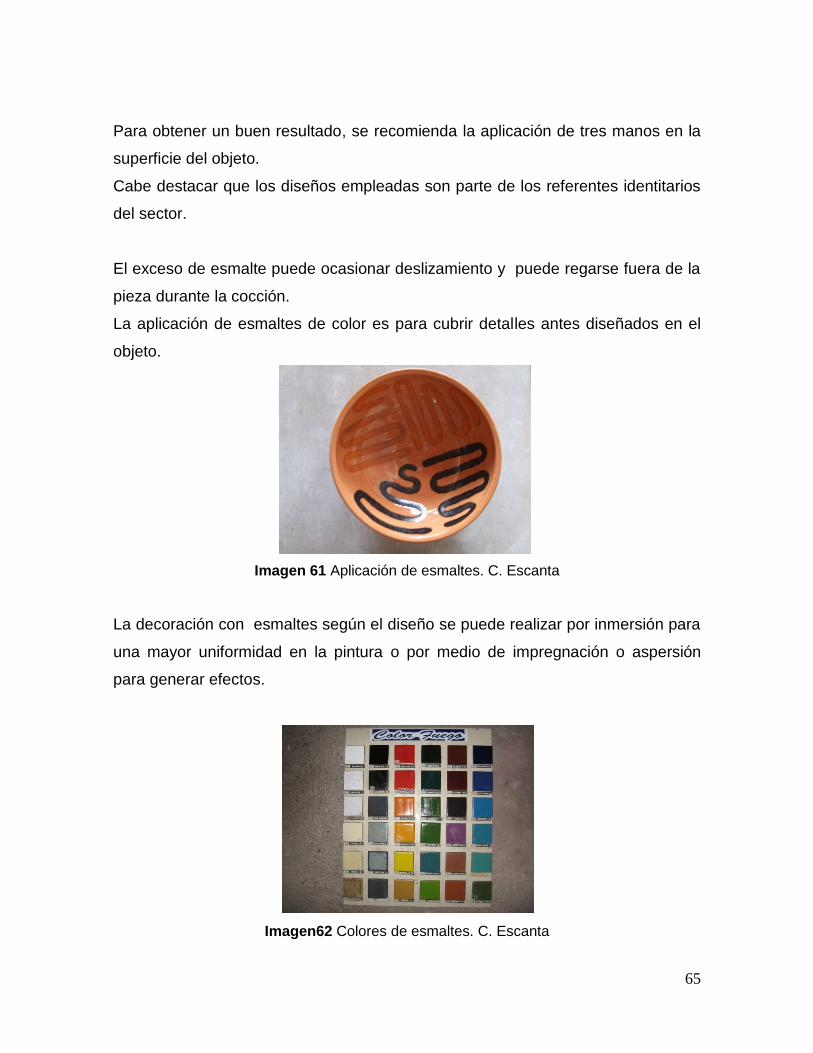
El exceso de esmalte puede ocasionar deslizamiento y puede regarse fuera de la
pieza durante la cocción.
La aplicación de esmaltes de color es para cubrir detalles antes diseñados en el
objeto.
Imagen 61 Aplicación de esmaltes. C. Escanta
La decoración con esmaltes según el diseño se puede realizar por inmersión para
una mayor uniformidad en la pintura o por medio de impregnación o aspersión
para generar efectos.
Imagen62 Colores de esmaltes. C. Escanta
66
6.12.2. Procesos de quema
Imágenes63 Secado – Biscocho. C. Escanta Imágenes 64 Secado – Biscocho. C.
Escanta
En el proceso de manufactura de cerámica se incluye el proceso de quema, en el
caso del taller dictado se emplea un horno SKUT digital.
Dentro de la capacitación se realizan una serie de prácticas del manejo del horno
donde intervienen diferentes temperaturas para efectuar los diversos procesos de
manufactura, entre los que se cuentan, bizcocho, engobe y esmaltes. (Las
principales temperaturas se expresan en el cuadro de quema).
Imágenes65 Operador del horno. C. Escanta
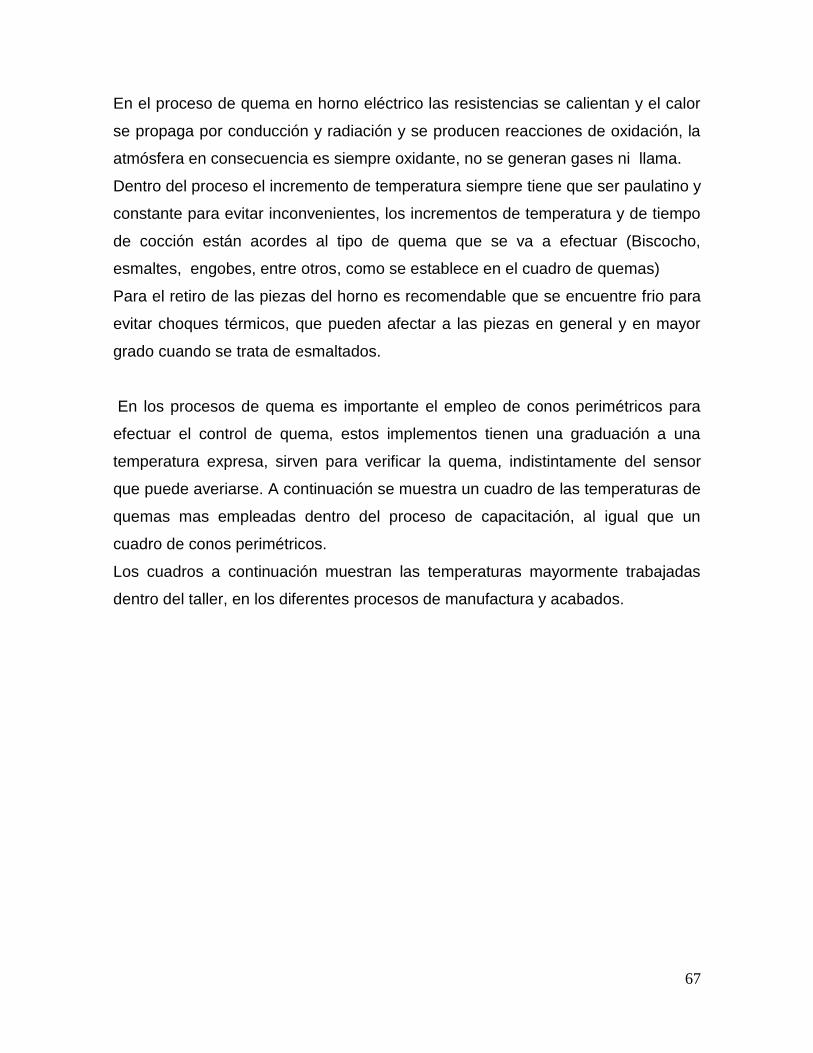
67
En el proceso de quema en horno eléctrico las resistencias se calientan y el calor
se propaga por conducción y radiación y se producen reacciones de oxidación, la
atmósfera en consecuencia es siempre oxidante, no se generan gases ni llama.
Dentro del proceso el incremento de temperatura siempre tiene que ser paulatino y
constante para evitar inconvenientes, los incrementos de temperatura y de tiempo
de cocción están acordes al tipo de quema que se va a efectuar (Biscocho,
esmaltes, engobes, entre otros, como se establece en el cuadro de quemas)
Para el retiro de las piezas del horno es recomendable que se encuentre frio para
evitar choques térmicos, que pueden afectar a las piezas en general y en mayor
grado cuando se trata de esmaltados.
En los procesos de quema es importante el empleo de conos perimétricos para
efectuar el control de quema, estos implementos tienen una graduación a una
temperatura expresa, sirven para verificar la quema, indistintamente del sensor
que puede averiarse. A continuación se muestra un cuadro de las temperaturas de
quemas mas empleadas dentro del proceso de capacitación, al igual que un
cuadro de conos perimétricos.
Los cuadros a continuación muestran las temperaturas mayormente trabajadas
dentro del taller, en los diferentes procesos de manufactura y acabados.

68
CUADRO DE QUEMA
Tipo Temperatura º C
Barnices para arcilla refractaria 1000°- 1150°
Barnices para porcelana o gres 1250° en adelante
Barnices para arcillas de alfarero y de loza
blanca 1000°- 1150°
Biscocho 870° a 1100°
Engobe 900°
Sobre cubierta 400° a 600°
Segunda cocción 1000° a 1070°
Quema baja 450° y 600°
Alfarería, barro cocido 900º - 960º
Loza 920º - 950º
Gres para objetos de arte 1200º - 1300º
Loza de pasta blanca 900º - 1050º
Porcelana blanda 1150º - 1250º
Porcelana dura 1250º-1400
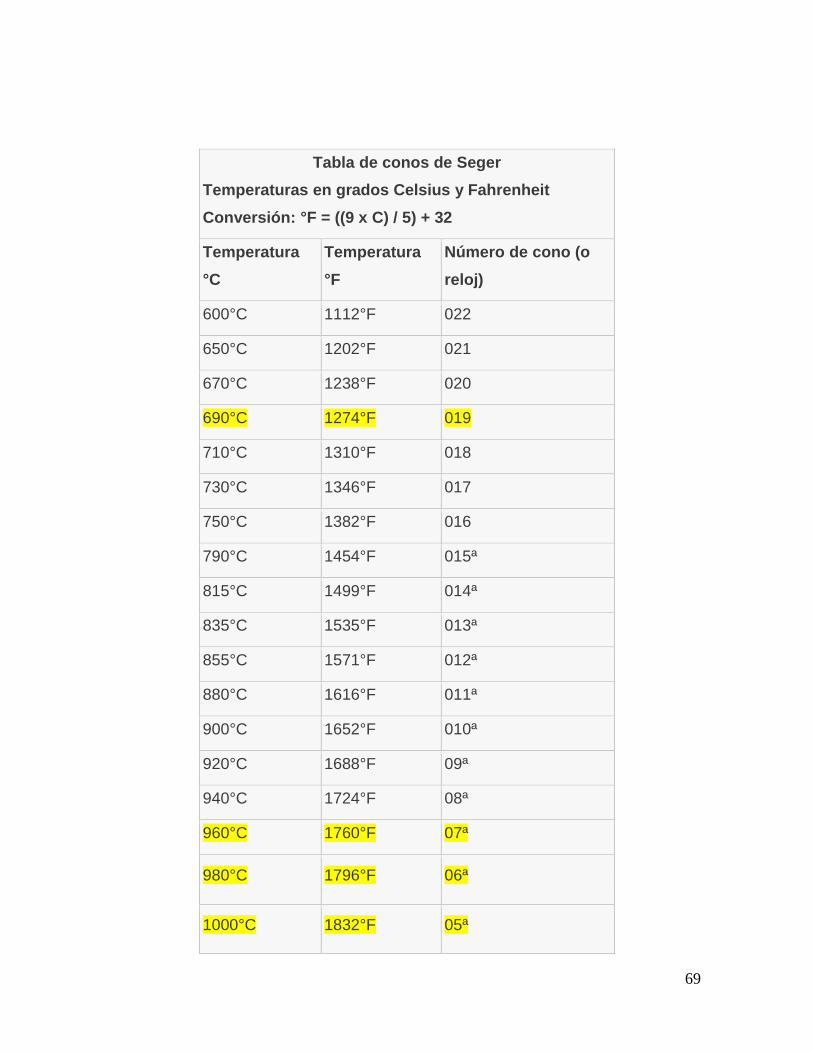
69
Tabla de conos de Seger
Temperaturas en grados Celsius y Fahrenheit
Conversión: °F = ((9 x C) / 5) + 32
Temperatura
°C
Temperatura
°F
Número de cono (o
reloj)
600°C 1112°F 022
650°C 1202°F 021
670°C 1238°F 020
690°C 1274°F 019
710°C 1310°F 018
730°C 1346°F 017
750°C 1382°F 016
790°C 1454°F 015ª
815°C 1499°F 014ª
835°C 1535°F 013ª
855°C 1571°F 012ª
880°C 1616°F 011ª
900°C 1652°F 010ª
920°C 1688°F 09ª
940°C 1724°F 08ª
960°C 1760°F 07ª
980°C 1796°F 06ª
1000°C 1832°F 05ª
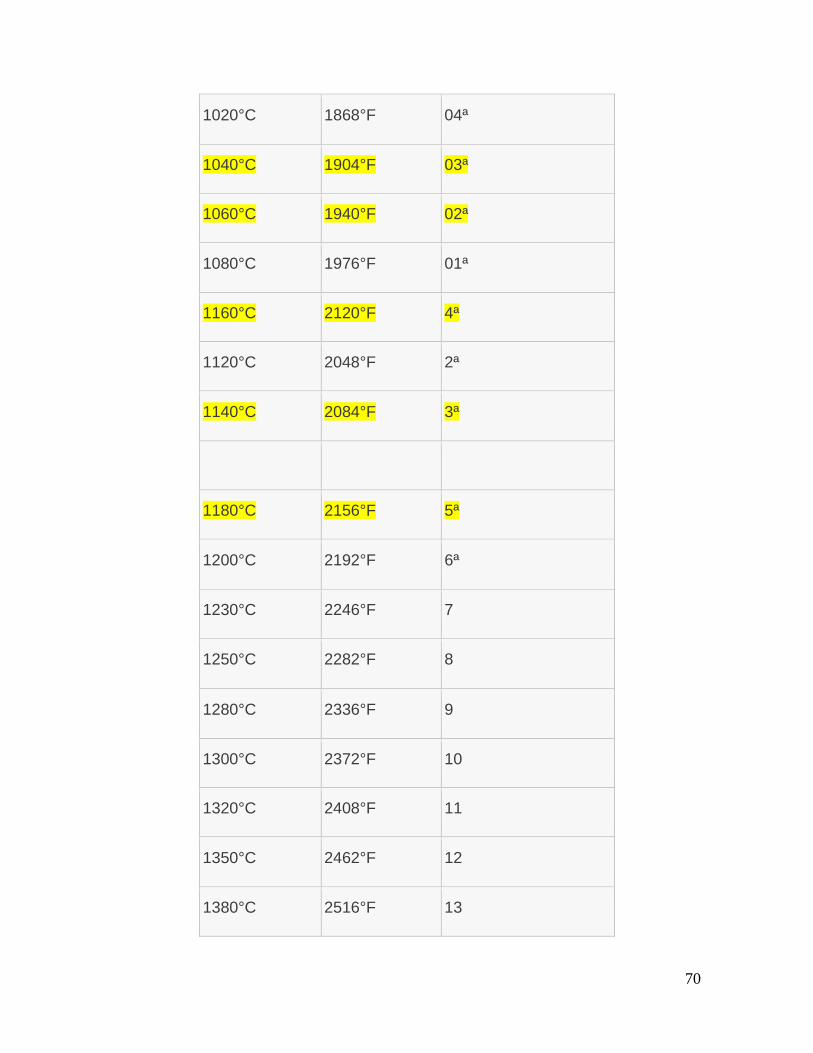
70
1020°C 1868°F 04ª
1040°C 1904°F 03ª
1060°C 1940°F 02ª
1080°C 1976°F 01ª
1160°C 2120°F 4ª
1120°C 2048°F 2ª
1140°C 2084°F 3ª
1180°C 2156°F 5ª
1200°C 2192°F 6ª
1230°C 2246°F 7
1250°C 2282°F 8
1280°C 2336°F 9
1300°C 2372°F 10
1320°C 2408°F 11
1350°C 2462°F 12
1380°C 2516°F 13

71
Dentro de los procesos de quema, en las distintas modalidades (Biscocho,
engobe, esmaltes, entre otros) es necesario ejercer un control riguroso, para lo
cual se diseña e implementa una tabla de control, esta aporta para la obtención
de información valiosa para que los procesos sean confiables y se los pueda
reproducir.
Modelo de tabla para el control de quema
7. Conclusiones y recomendaciones
Los participantes se encuentran capacitados en el uso de las técnicas
tradicionales de modelado aplicado a la producción cerámica, técnicas como la del
pellizcado, cordel, placas, forma dada, entre otras, son técnicas aplicables según
la creatividad a un sinnúmero de objetos decorativos utilitarios.
La interpretación de los referentes identitarios y la reinterpretación de motivos
precolombinos, son integrados a la cerámica lo cual genera un alto valor agregado
al producto final, repercutiendo en una forma positiva en el empoderamiento de
estos referentes de la cultura local, lo cual aporta al afianzamiento de su identidad.
TABLA DE REGISTRO PARA El CONTROL DE QUEMA
FECH
A
PROCESO TIEMPO TEMPERATURA
N Cono 06
WATIOS
CANTIDAD
DE PIEZAS
PASTA OBSERVACIONES
72
En general el proceso de aprendizaje fue eficaz, la asimilación de conocimientos
por parte de los participantes de los talleres fructifica, esto es evidente en la
calidad de los objetos realizados, considerando siempre que la constancia la es la
mejor herramienta para la obtención de objetos de calidad.
Es importante efectuar seguimiento de los talleres, para afianzar y dar continuidad
a los procesos de producción, con lo cual se aporta en la sostenibilidad del
emprendimiento.
Los talleres artesanales de cerámica en el Ecuador no han tenido un apoyo en
épocas pasadas. Lo logrado en estos emprendimientos es importante que no se
desvanezca y se de continuidad a los apoyos, por parte de la investigación de
materiales, técnicas y referentes ya que gracias a esto se puede mejorar en la
calidad de mesclas de materias primas y en la calidad del producto final con valor
agregado.

73
8. SEGUNDA FASE – IMBABURA - “SAN FRANCISCO DEL TEJAR”
OBJETIVOS
Desarrollar de técnicas para la producción de objetos cerámicos, a partir del
conocimiento de técnicas ancestrales y actuales, empleando de diseños
identitarios y utilizando materias primas locales de la localidad de San Francisco
del Tejar, cantón Ibarra, provincia de Imbabura, para la puesta en valor y uso
social del patrimonio cultural, para aportar al desarrollo de la las comunidades
donde se desarrolla el proyecto.
OBJETIVOS ESPECÍFICOS
Capacitar en técnicas ancestrales y actuales, con el empleo de diseños identitarios
y materias primas locales.
METAS
Lograr que los participantes adquieran y empleen conocimientos adecuados para
aplicarlos en los diferentes procesos que intervienen en la elaboración de objetos
cerámicos empleando técnicas ancestrales y actuales, con el empleo de diseños
identitarios y materias primas locales, para contribuir para el desarrollo y la puesta
en valor y uso social del patrimonio cultural.
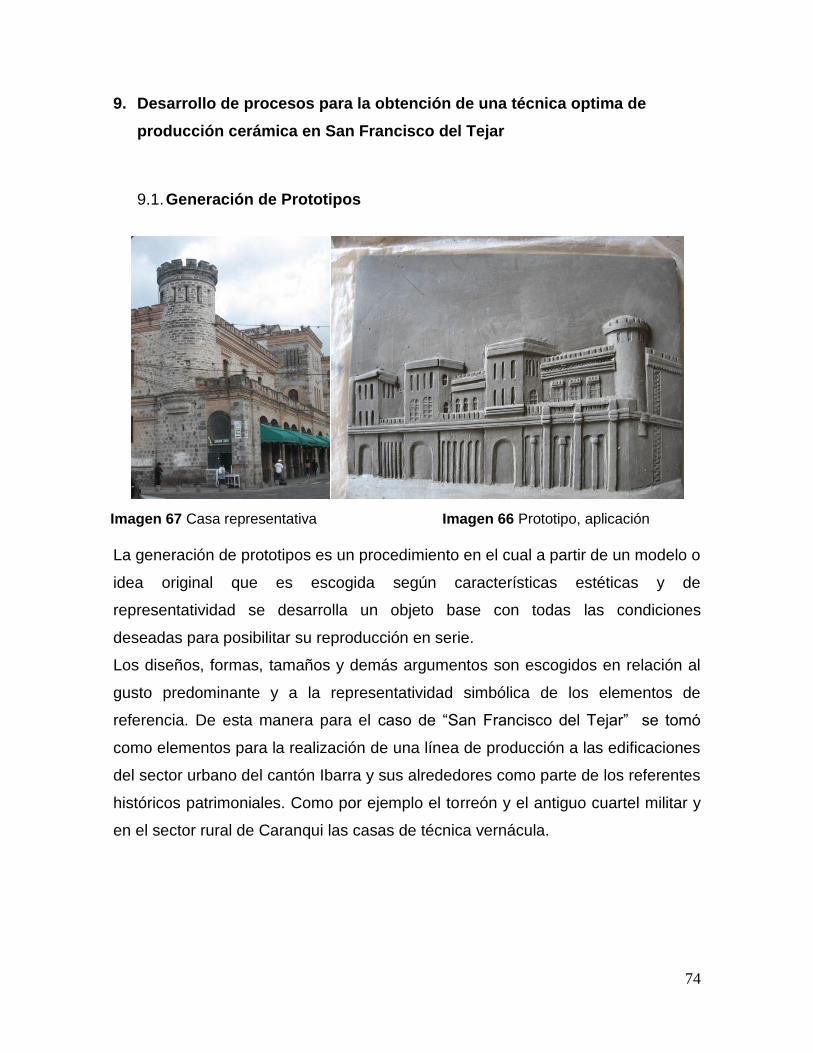
74
9. Desarrollo de procesos para la obtención de una técnica optima de
producción cerámica en San Francisco del Tejar
9.1. Generación de Prototipos
La generación de prototipos es un procedimiento en el cual a partir de un modelo o
idea original que es escogida según características estéticas y de
representatividad se desarrolla un objeto base con todas las condiciones
deseadas para posibilitar su reproducción en serie.
Los diseños, formas, tamaños y demás argumentos son escogidos en relación al
gusto predominante y a la representatividad simbólica de los elementos de
referencia. De esta manera para el caso de “San Francisco del Tejar” se tomó
como elementos para la realización de una línea de producción a las edificaciones
del sector urbano del cantón Ibarra y sus alrededores como parte de los referentes
históricos patrimoniales. Como por ejemplo el torreón y el antiguo cuartel militar y
en el sector rural de Caranqui las casas de técnica vernácula.
Imagen 67 Casa representativa Imagen 66 Prototipo, aplicación
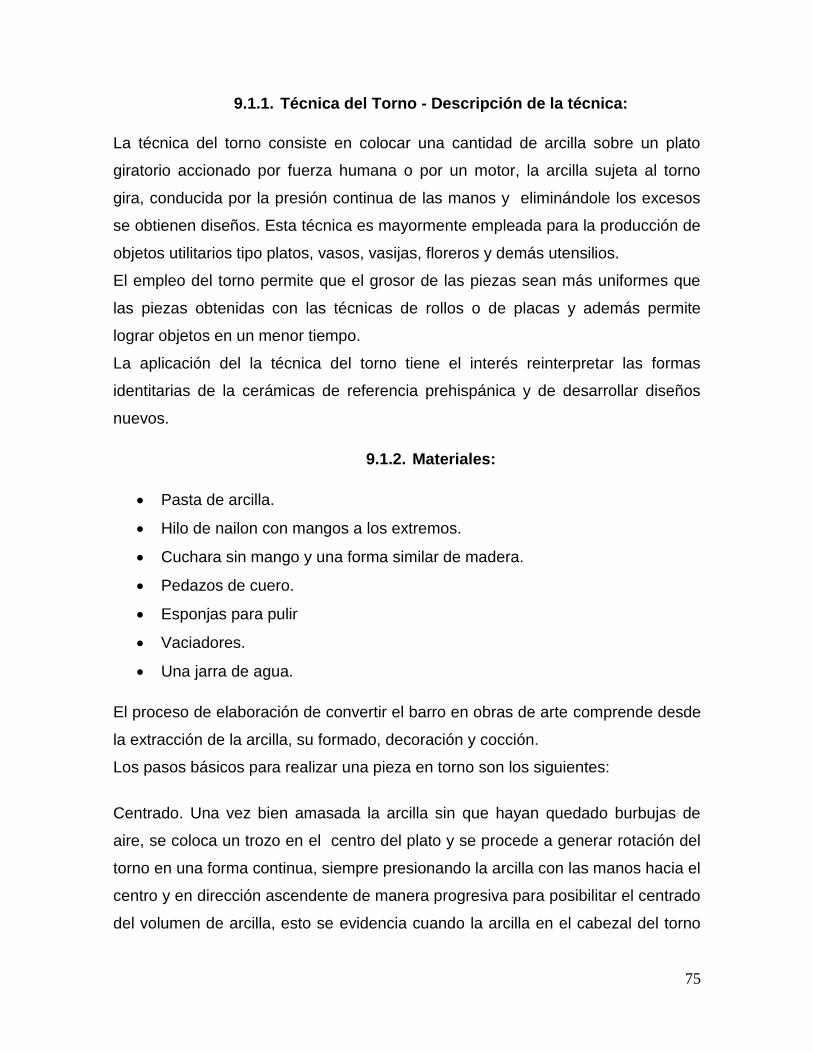
75
9.1.1. Técnica del Torno - Descripción de la técnica:
La técnica del torno consiste en colocar una cantidad de arcilla sobre un plato
giratorio accionado por fuerza humana o por un motor, la arcilla sujeta al torno
gira, conducida por la presión continua de las manos y eliminándole los excesos
se obtienen diseños. Esta técnica es mayormente empleada para la producción de
objetos utilitarios tipo platos, vasos, vasijas, floreros y demás utensilios.
El empleo del torno permite que el grosor de las piezas sean más uniformes que
las piezas obtenidas con las técnicas de rollos o de placas y además permite
lograr objetos en un menor tiempo.
La aplicación del la técnica del torno tiene el interés reinterpretar las formas
identitarias de la cerámicas de referencia prehispánica y de desarrollar diseños
nuevos.
9.1.2. Materiales:
Pasta de arcilla.
Hilo de nailon con mangos a los extremos.
Cuchara sin mango y una forma similar de madera.
Pedazos de cuero.
Esponjas para pulir
Vaciadores.
Una jarra de agua.
El proceso de elaboración de convertir el barro en obras de arte comprende desde
la extracción de la arcilla, su formado, decoración y cocción.
Los pasos básicos para realizar una pieza en torno son los siguientes:
Centrado. Una vez bien amasada la arcilla sin que hayan quedado burbujas de
aire, se coloca un trozo en el centro del plato y se procede a generar rotación del
torno en una forma continua, siempre presionando la arcilla con las manos hacia el
centro y en dirección ascendente de manera progresiva para posibilitar el centrado
del volumen de arcilla, esto se evidencia cuando la arcilla en el cabezal del torno
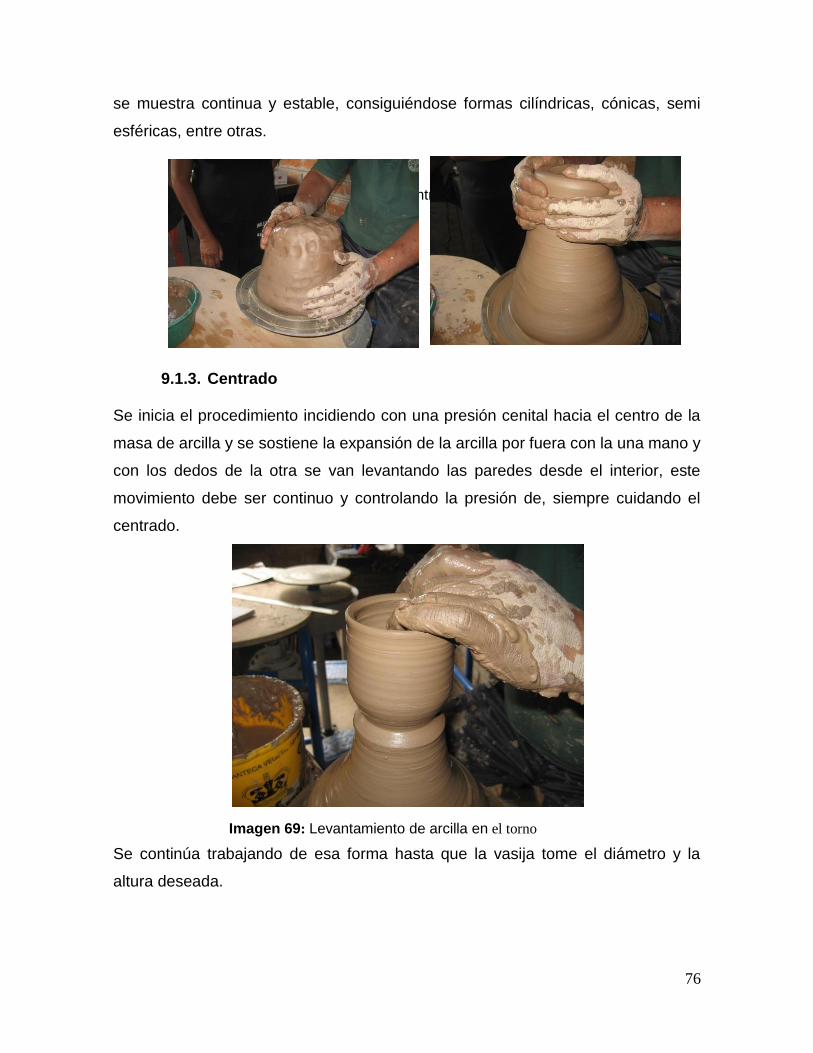
76
se muestra continua y estable, consiguiéndose formas cilíndricas, cónicas, semi
esféricas, entre otras.
9.1.3. Centrado Se inicia el procedimiento incidiendo con una presión cenital hacia el centro de la
masa de arcilla y se sostiene la expansión de la arcilla por fuera con la una mano y
con los dedos de la otra se van levantando las paredes desde el interior, este
movimiento debe ser continuo y controlando la presión de, siempre cuidando el
centrado.
Se continúa trabajando de esa forma hasta que la vasija tome el diámetro y la
altura deseada.
Imagene68 Centrado de Arcilla en el Torno
Imagen 69: Levantamiento de arcilla en el torno
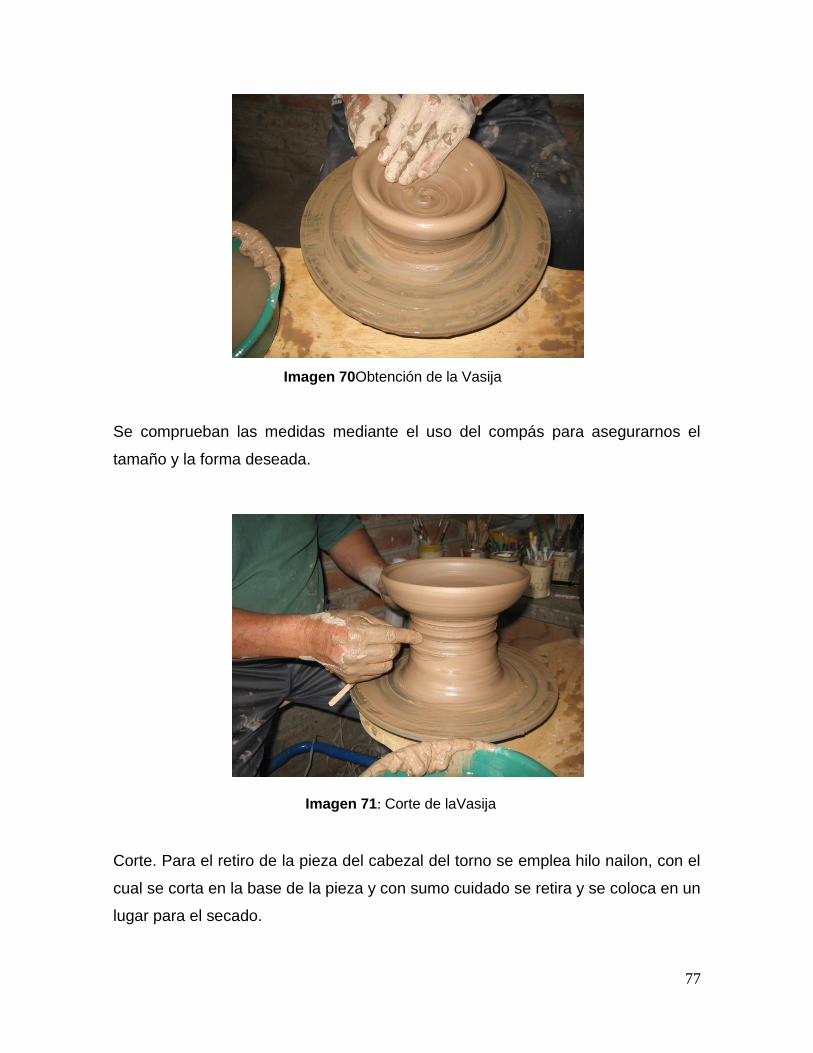
77
Se comprueban las medidas mediante el uso del compás para asegurarnos el
tamaño y la forma deseada.
Corte. Para el retiro de la pieza del cabezal del torno se emplea hilo nailon, con el
cual se corta en la base de la pieza y con sumo cuidado se retira y se coloca en un
lugar para el secado.
Imagen 70Obtención de la Vasija
Imagen 71: Corte de laVasija
78
Desbaste. Consiste en la eliminación de excedentes de arcilla por medio de
navajas mientras la pieza se encuentra centrada en el cabezal del torno en
movimiento. Para este procedimiento la pieza debe estar en estado de cuero, lo
cual facilita la formación de grosores estables de las paredes del objeto.
Tiempo de capacitación: Tres días de capacitación en la que el instructor genero
practicas individuales a los miembros del taller. Se efectúo dos días de producción
de objetos alfareros con la finalidad de que los participantes puedan evidenciar las
capacidades de la técnica.
Capacitación efectuada por el alfarero Gerardo Aucapiña.
9.1.4. Técnica de Moldes
La técnica de moldes se la emplea para la reproducción de objetos en serie. Se inicia el proceso seleccionando el objeto que desea reproducir, teniendo en
cuenta las retenciones, se determina el número de piezas en las que se va fabricar
el molde. Sé marca en el prototipo las divisiones en las que se va a realizar el
molde.
Se coloca la pieza en la cama que se realiza, enterrando la pieza hasta la línea de
desmontaje (Líneas de división del molde), ubicando la pieza en posición
horizontal para trabajar con comodidad. Se limpia y se aplica el aislante sin dejar
ninguna huella en la superficie.
A continuación con tablillas que superan la altura, se rodea la forma de la pieza
cuidando las uniones entre tablillas, que deben quedar herméticamente cerradas,
para que no se derrame el yeso al momento del fundido.
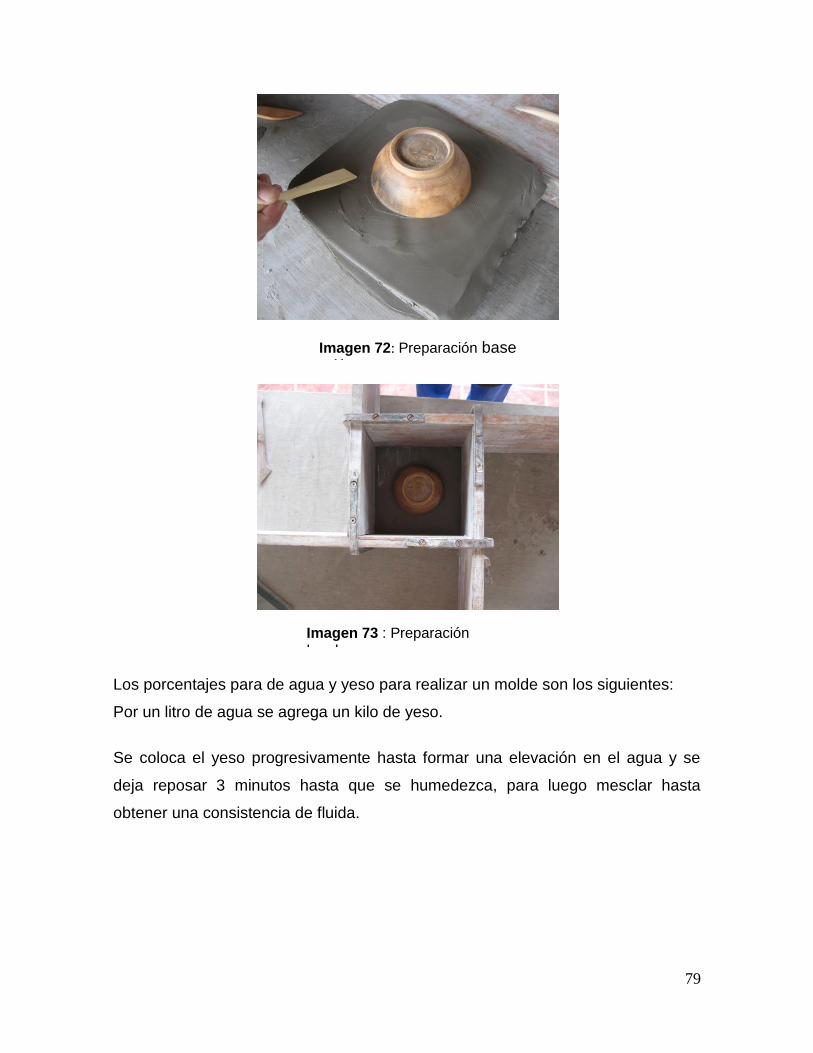
79
Los porcentajes para de agua y yeso para realizar un molde son los siguientes:
Por un litro de agua se agrega un kilo de yeso.
Se coloca el yeso progresivamente hasta formar una elevación en el agua y se
deja reposar 3 minutos hasta que se humedezca, para luego mesclar hasta
obtener una consistencia de fluida.
Imagen 72: Preparación base molde
Imagen 73 : Preparación bordes molde
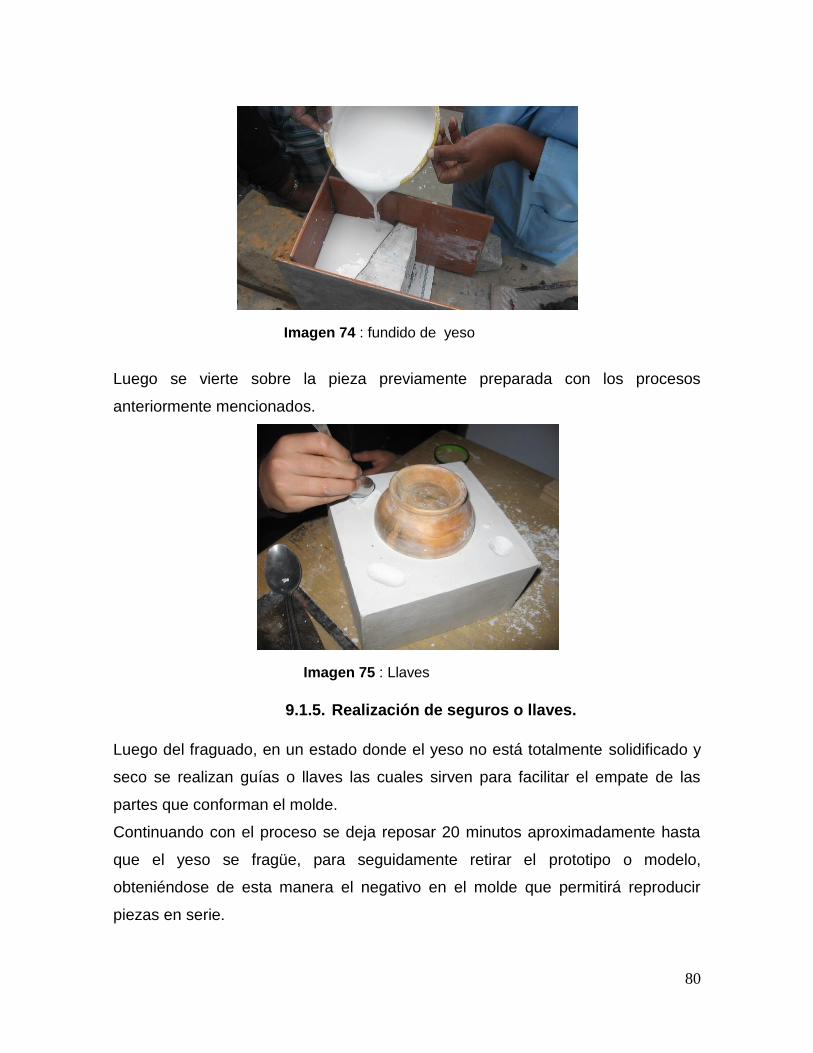
80
Luego se vierte sobre la pieza previamente preparada con los procesos
anteriormente mencionados.
9.1.5. Realización de seguros o llaves.
Luego del fraguado, en un estado donde el yeso no está totalmente solidificado y
seco se realizan guías o llaves las cuales sirven para facilitar el empate de las
partes que conforman el molde.
Continuando con el proceso se deja reposar 20 minutos aproximadamente hasta
que el yeso se fragüe, para seguidamente retirar el prototipo o modelo,
obteniéndose de esta manera el negativo en el molde que permitirá reproducir
piezas en serie.
Imagen 74 : fundido de yeso
Imagen 75 : Llaves

81
El molde siempre antes de ser usado deberá estar seco, esto permitirá una mejor
absorción de agua y por ende una mayor cantidad de piezas reproducidas.
Para la realización de los moldes se hicieron prototipos tomando como
referencias al “Torreón” (primer reloj público de Ibarra), el antiguo cuartel militar,
un prototipo de horno artesanal de ladrillo, un molde de texturas del mismo sector,
casas patrimoniales de Caranqui, un modelo de vasija y de plato, entre otros.
Imagen 76 : Moldes

82
9.1.6. Reproducción con molde en húmedo - colado y en seco
El colado es una forma de reproducción en la cual se vierte barbotina en el molde
de yeso se espera unos minutos dependiendo del grosor que se requiera en la
pieza, se evacua el excedente y se deja secar la pieza en el molde hasta que esta
se contraiga y adquiera consistencia momento en el cual la pieza está lista para
ser retirada del molde, se deja secar y esta lista para el siguiente paso.
Imagen 77 : Reproducción en seco
Imagen 78 : Reproducción en barbotina

83
Con los moldes existentes se empezó a reproducir motivos emblemáticos de la
ciudad de Ibarra para lograr obtener una masificación de objetos, para insertar los
procesos de producción en cerámica, mediante el sistema de planchas y colado.
9.2. Técnicas de acabado pre cocción y pos cocción
9.2.1. Técnica de texturado
Esta técnica se emplea para realizar múltiples decoraciones sobre la superficie de los
objetos cerámicos.
Se efectúa mayormente en estado de cuero o plástico, para el efecto se emplea cualquier
objeto que pueda hacer una impresión o incisión.
Dentro del taller, los participantes tuvieron la posibilidad de experimentar con diferentes
objetos que generen texturas (tela hojas tornillos, mallas punzones, sellos, dedos, vidrio,
entre otros), lo cual provoca texturas lizas planos, con relieve alto o bajo. Los diseños
dependen de la creatividad de los ejecutantes.
Imagen 79 : Retiro de pieza
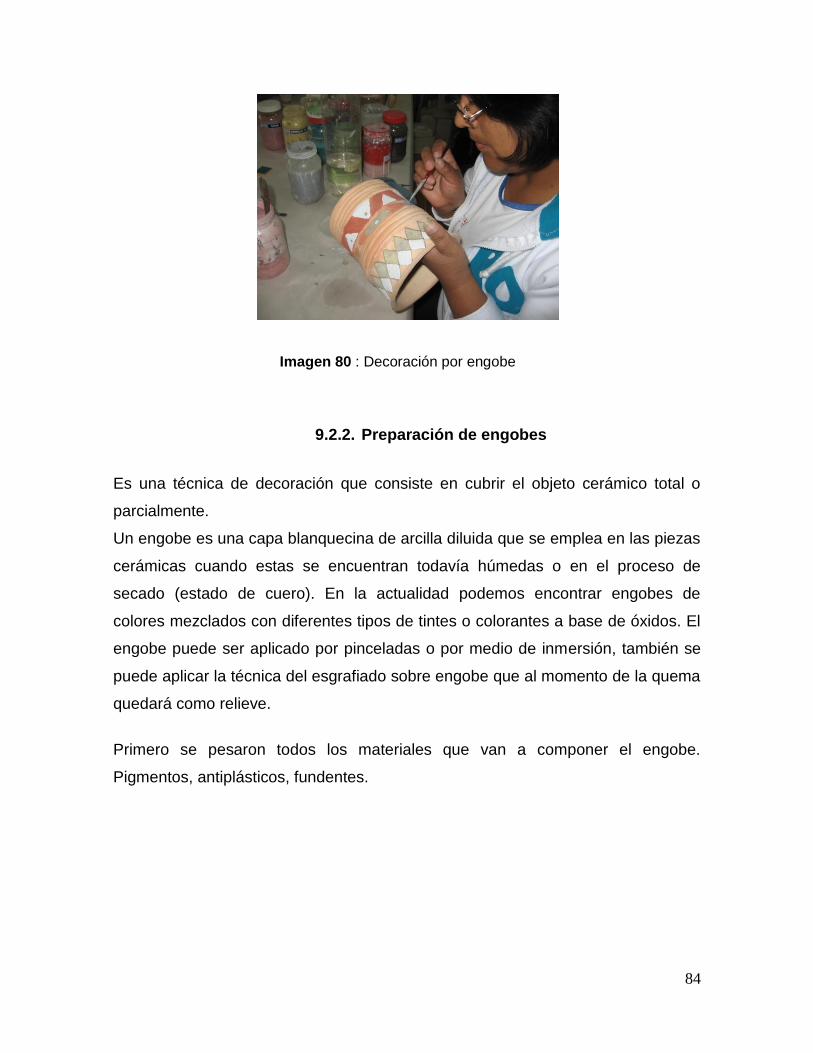
84
9.2.2. Preparación de engobes
Es una técnica de decoración que consiste en cubrir el objeto cerámico total o
parcialmente.
Un engobe es una capa blanquecina de arcilla diluida que se emplea en las piezas
cerámicas cuando estas se encuentran todavía húmedas o en el proceso de
secado (estado de cuero). En la actualidad podemos encontrar engobes de
colores mezclados con diferentes tipos de tintes o colorantes a base de óxidos. El
engobe puede ser aplicado por pinceladas o por medio de inmersión, también se
puede aplicar la técnica del esgrafiado sobre engobe que al momento de la quema
quedará como relieve.
Primero se pesaron todos los materiales que van a componer el engobe.
Pigmentos, antiplásticos, fundentes.
Imagen 80 : Decoración por engobe
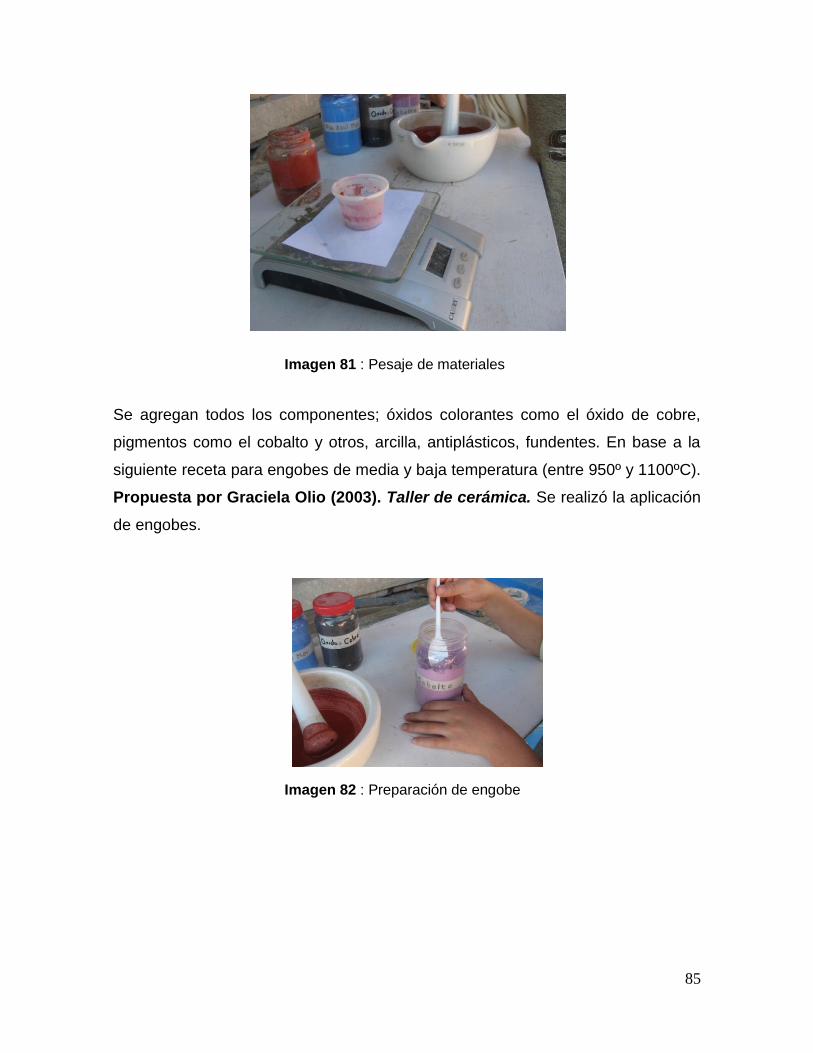
85
Se agregan todos los componentes; óxidos colorantes como el óxido de cobre,
pigmentos como el cobalto y otros, arcilla, antiplásticos, fundentes. En base a la
siguiente receta para engobes de media y baja temperatura (entre 950º y 1100ºC).
Propuesta por Graciela Olio (2003). Taller de cerámica. Se realizó la aplicación
de engobes.
Imagen 81 : Pesaje de materiales
Imagen 82 : Preparación de engobe

86
9.2.3. Materiales:
ARCILLA ----------------- 50 a 70 %
ANTIPLÁSTICOS -------10 a 20 %
(Cuarzo, Feldespato, Carb. de Calcio)
COLORANTES ----------- 0,5 a 15 %
FUNDENTE ---------------10 a 30 %
AGUA----------------------- 50%
9.2.4. Porcentajes para utilizar los óxidos colorantes:
Ox. de Cromo -------------------0,5 al 2 %
Ox. de Cobalto ----------------- 0,5 al 3 %
Carbonato de Cobalto ----------0,5 al 3 %
Ox. de Cobre ------------------- 0,5 al 4 %
Carbonato de Cobre ------------0,5 al 4 %
Ox. de Hierro -------------------1 al l5 %
Ox. de Manganeso -------------l al 8 %
Pigmentos claros ---------------1 al 15 %
Pigmentos oscuros -------------0,5 al 8 %

87
Se mezclaron todos los materiales revolviendo una y otra vez con el fin de obtener
un engobe homogéneo en color y textura, proceso que requirió de mucha
paciencia y tiempo.
También se pueden vitrificar los engobes aumentándoles el porcentaje de
fundente a un 50 %, con temperaturas bajas y medias de (950º a 1100ºC).
9.2.5. Aplicación de engobes
Imagen 83 : Mezcla de engobe
Imagen 84 : Diseño
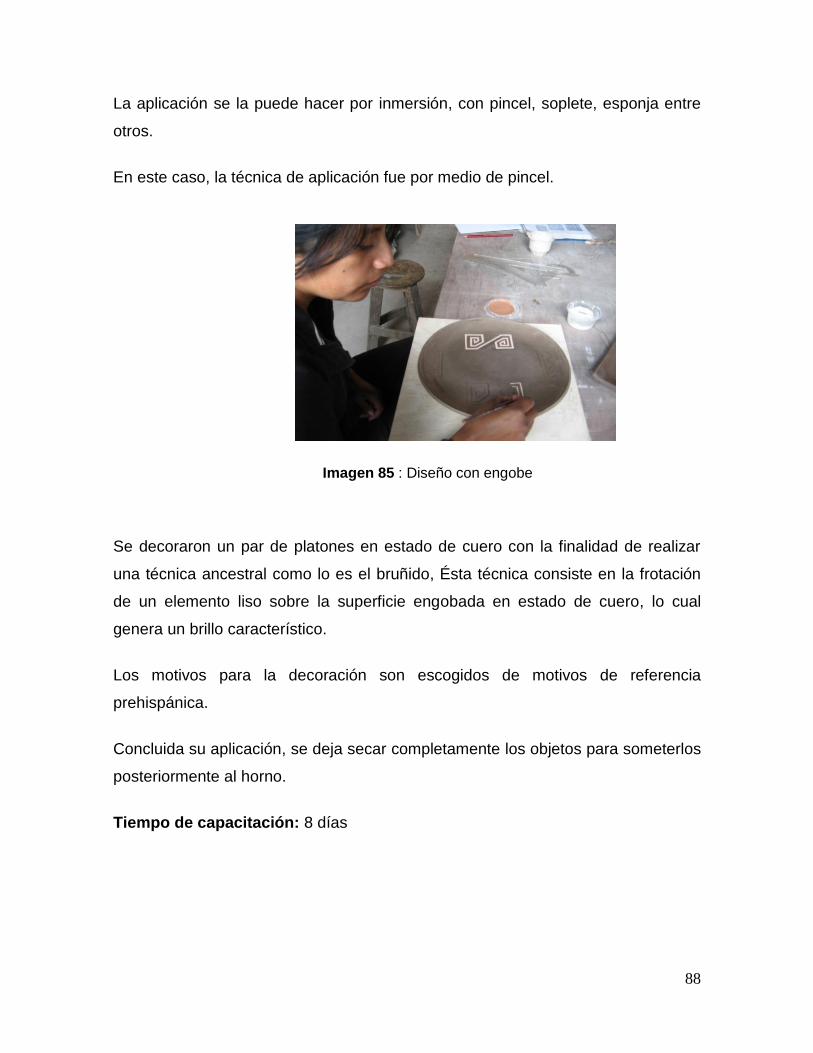
88
La aplicación se la puede hacer por inmersión, con pincel, soplete, esponja entre
otros.
En este caso, la técnica de aplicación fue por medio de pincel.
Se decoraron un par de platones en estado de cuero con la finalidad de realizar
una técnica ancestral como lo es el bruñido, Ésta técnica consiste en la frotación
de un elemento liso sobre la superficie engobada en estado de cuero, lo cual
genera un brillo característico.
Los motivos para la decoración son escogidos de motivos de referencia
prehispánica.
Concluida su aplicación, se deja secar completamente los objetos para someterlos
posteriormente al horno.
Tiempo de capacitación: 8 días
Imagen 85 : Diseño con engobe
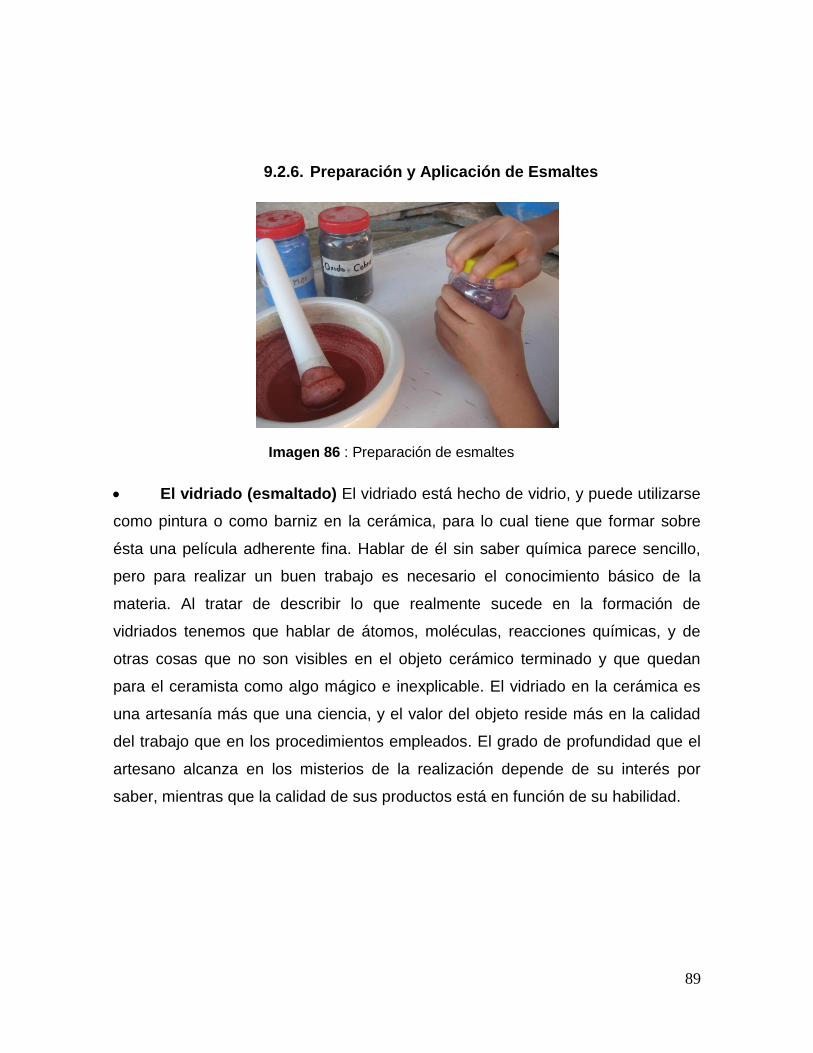
89
9.2.6. Preparación y Aplicación de Esmaltes
El vidriado (esmaltado) El vidriado está hecho de vidrio, y puede utilizarse
como pintura o como barniz en la cerámica, para lo cual tiene que formar sobre
ésta una película adherente fina. Hablar de él sin saber química parece sencillo,
pero para realizar un buen trabajo es necesario el conocimiento básico de la
materia. Al tratar de describir lo que realmente sucede en la formación de
vidriados tenemos que hablar de átomos, moléculas, reacciones químicas, y de
otras cosas que no son visibles en el objeto cerámico terminado y que quedan
para el ceramista como algo mágico e inexplicable. El vidriado en la cerámica es
una artesanía más que una ciencia, y el valor del objeto reside más en la calidad
del trabajo que en los procedimientos empleados. El grado de profundidad que el
artesano alcanza en los misterios de la realización depende de su interés por
saber, mientras que la calidad de sus productos está en función de su habilidad.
Imagen 86 : Preparación de esmaltes
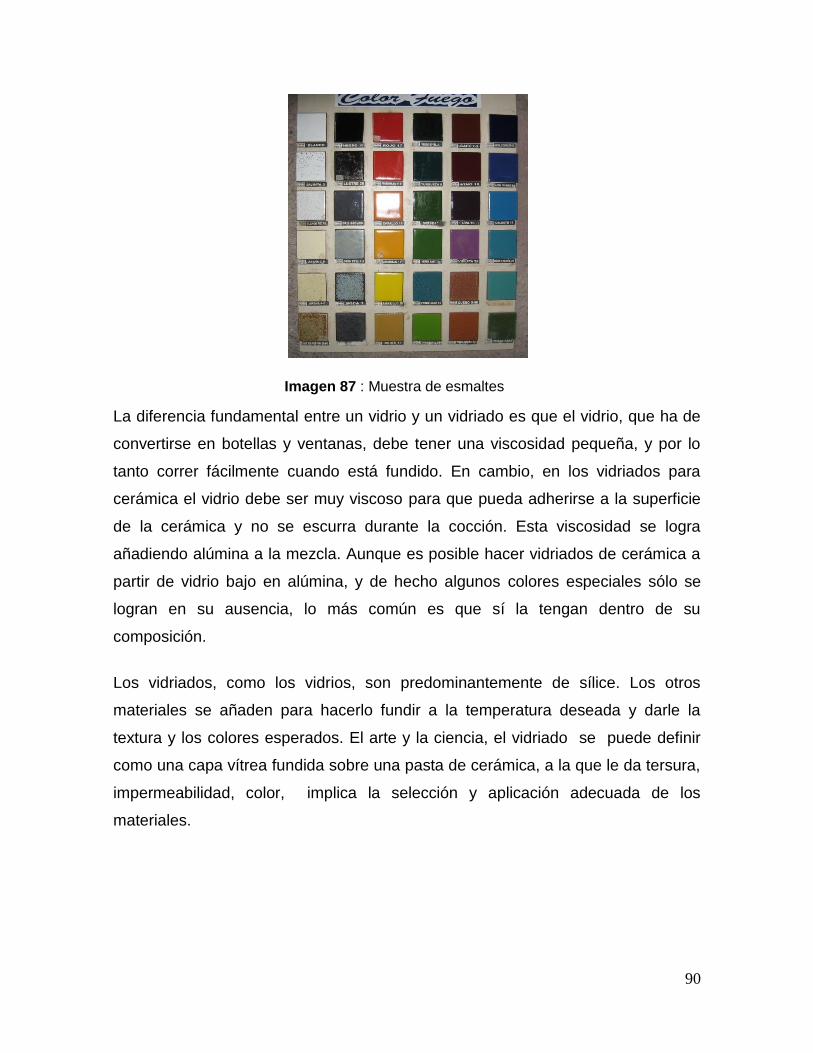
90
La diferencia fundamental entre un vidrio y un vidriado es que el vidrio, que ha de
convertirse en botellas y ventanas, debe tener una viscosidad pequeña, y por lo
tanto correr fácilmente cuando está fundido. En cambio, en los vidriados para
cerámica el vidrio debe ser muy viscoso para que pueda adherirse a la superficie
de la cerámica y no se escurra durante la cocción. Esta viscosidad se logra
añadiendo alúmina a la mezcla. Aunque es posible hacer vidriados de cerámica a
partir de vidrio bajo en alúmina, y de hecho algunos colores especiales sólo se
logran en su ausencia, lo más común es que sí la tengan dentro de su
composición.
Los vidriados, como los vidrios, son predominantemente de sílice. Los otros
materiales se añaden para hacerlo fundir a la temperatura deseada y darle la
textura y los colores esperados. El arte y la ciencia, el vidriado se puede definir
como una capa vítrea fundida sobre una pasta de cerámica, a la que le da tersura,
impermeabilidad, color, implica la selección y aplicación adecuada de los
materiales.
Imagen 87 : Muestra de esmaltes
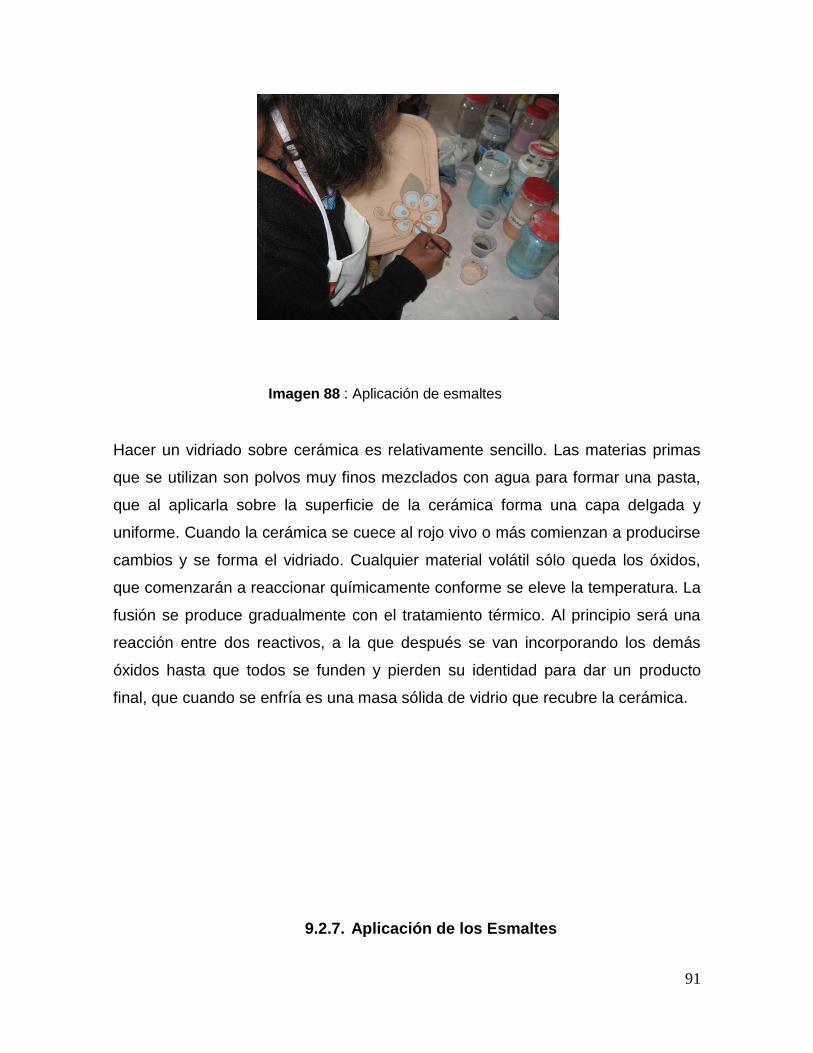
91
Hacer un vidriado sobre cerámica es relativamente sencillo. Las materias primas
que se utilizan son polvos muy finos mezclados con agua para formar una pasta,
que al aplicarla sobre la superficie de la cerámica forma una capa delgada y
uniforme. Cuando la cerámica se cuece al rojo vivo o más comienzan a producirse
cambios y se forma el vidriado. Cualquier material volátil sólo queda los óxidos,
que comenzarán a reaccionar químicamente conforme se eleve la temperatura. La
fusión se produce gradualmente con el tratamiento térmico. Al principio será una
reacción entre dos reactivos, a la que después se van incorporando los demás
óxidos hasta que todos se funden y pierden su identidad para dar un producto
final, que cuando se enfría es una masa sólida de vidrio que recubre la cerámica.
9.2.7. Aplicación de los Esmaltes
Imagen 88 : Aplicación de esmaltes
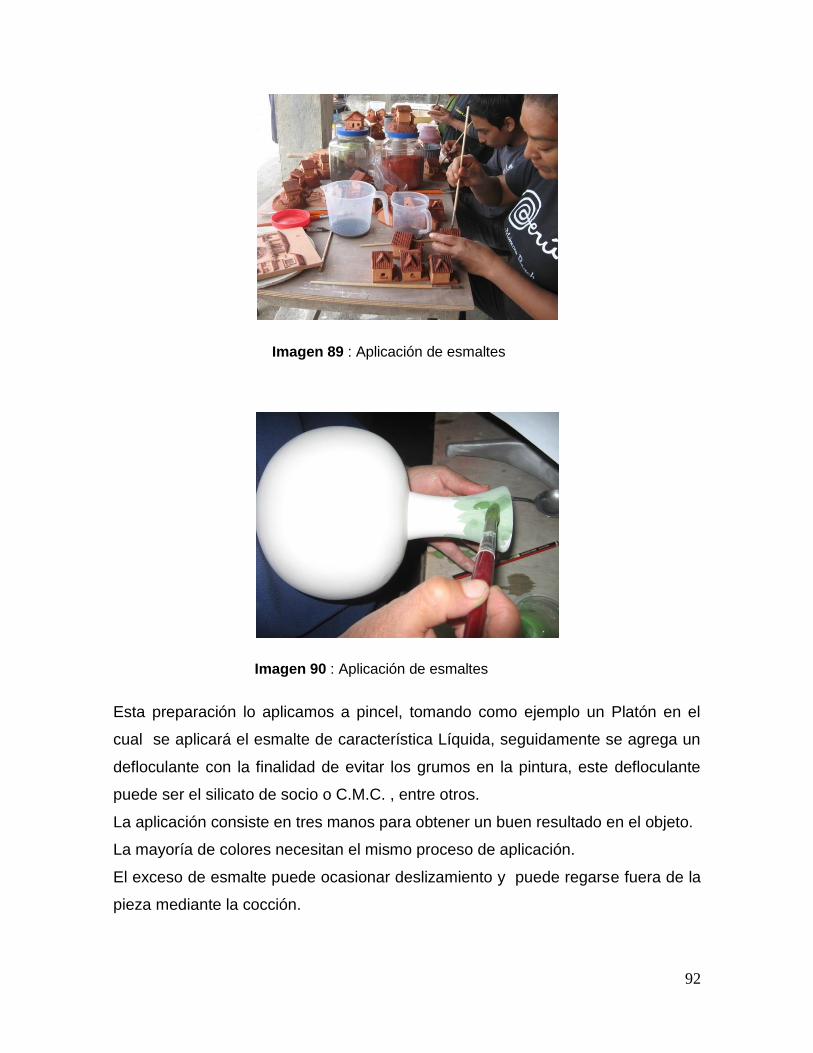
92
Esta preparación lo aplicamos a pincel, tomando como ejemplo un Platón en el
cual se aplicará el esmalte de característica Líquida, seguidamente se agrega un
defloculante con la finalidad de evitar los grumos en la pintura, este defloculante
puede ser el silicato de socio o C.M.C. , entre otros.
La aplicación consiste en tres manos para obtener un buen resultado en el objeto.
La mayoría de colores necesitan el mismo proceso de aplicación.
El exceso de esmalte puede ocasionar deslizamiento y puede regarse fuera de la
pieza mediante la cocción.
Imagen 89 : Aplicación de esmaltes
Imagen 90 : Aplicación de esmaltes

93
La aplicación de esmaltes de color es para cubrir detalles antes diseñados en el
objeto.
La decoración de esmalte se puede realizar por inmersión para una mayor
homogenización en la pintura.
9.2.8. Acabados en crudo – pre cocción utilizando diferentes técnicas
En este proceso se aplicaron diferentes técnicas, del patillaje que integra la
técnica de placas y cordel para conseguir relieves y formas sobre la superficie,
Imagen 91 : Aplicación de esmaltes
Imagen 92 : Acabados
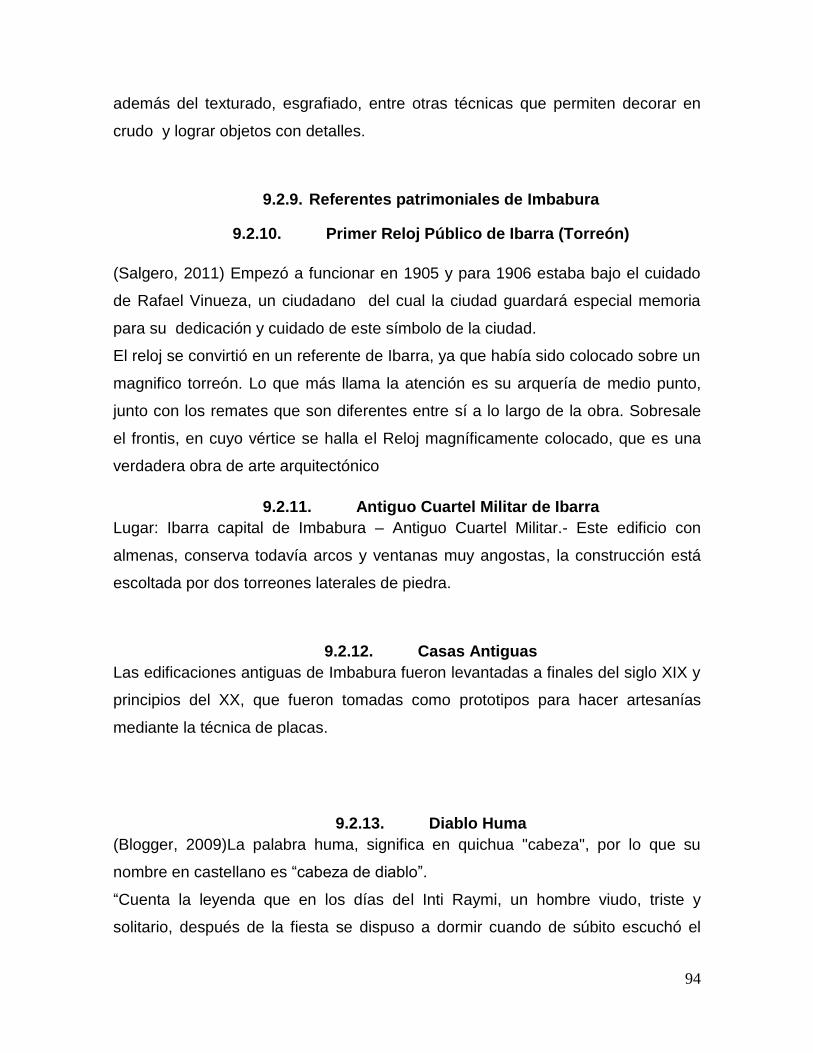
94
además del texturado, esgrafiado, entre otras técnicas que permiten decorar en
crudo y lograr objetos con detalles.
9.2.9. Referentes patrimoniales de Imbabura
9.2.10. Primer Reloj Público de Ibarra (Torreón)
(Salgero, 2011) Empezó a funcionar en 1905 y para 1906 estaba bajo el cuidado
de Rafael Vinueza, un ciudadano del cual la ciudad guardará especial memoria
para su dedicación y cuidado de este símbolo de la ciudad.
El reloj se convirtió en un referente de Ibarra, ya que había sido colocado sobre un
magnifico torreón. Lo que más llama la atención es su arquería de medio punto,
junto con los remates que son diferentes entre sí a lo largo de la obra. Sobresale
el frontis, en cuyo vértice se halla el Reloj magníficamente colocado, que es una
verdadera obra de arte arquitectónico
9.2.11. Antiguo Cuartel Militar de Ibarra
Lugar: Ibarra capital de Imbabura – Antiguo Cuartel Militar.- Este edificio con
almenas, conserva todavía arcos y ventanas muy angostas, la construcción está
escoltada por dos torreones laterales de piedra.
9.2.12. Casas Antiguas
Las edificaciones antiguas de Imbabura fueron levantadas a finales del siglo XIX y
principios del XX, que fueron tomadas como prototipos para hacer artesanías
mediante la técnica de placas.
9.2.13. Diablo Huma
(Blogger, 2009)La palabra huma, significa en quichua "cabeza", por lo que su
nombre en castellano es “cabeza de diablo”.
“Cuenta la leyenda que en los días del Inti Raymi, un hombre viudo, triste y
solitario, después de la fiesta se dispuso a dormir cuando de súbito escuchó el
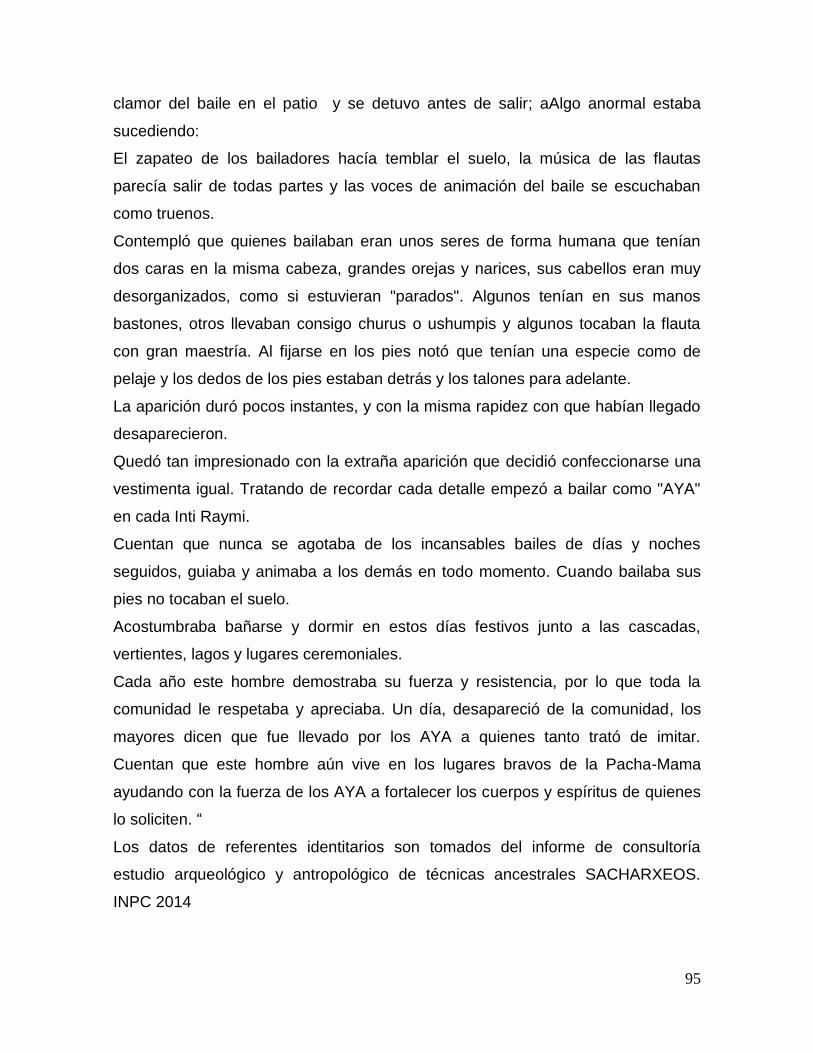
95
clamor del baile en el patio y se detuvo antes de salir; aAlgo anormal estaba
sucediendo:
El zapateo de los bailadores hacía temblar el suelo, la música de las flautas
parecía salir de todas partes y las voces de animación del baile se escuchaban
como truenos.
Contempló que quienes bailaban eran unos seres de forma humana que tenían
dos caras en la misma cabeza, grandes orejas y narices, sus cabellos eran muy
desorganizados, como si estuvieran "parados". Algunos tenían en sus manos
bastones, otros llevaban consigo churus o ushumpis y algunos tocaban la flauta
con gran maestría. Al fijarse en los pies notó que tenían una especie como de
pelaje y los dedos de los pies estaban detrás y los talones para adelante.
La aparición duró pocos instantes, y con la misma rapidez con que habían llegado
desaparecieron.
Quedó tan impresionado con la extraña aparición que decidió confeccionarse una
vestimenta igual. Tratando de recordar cada detalle empezó a bailar como "AYA"
en cada Inti Raymi.
Cuentan que nunca se agotaba de los incansables bailes de días y noches
seguidos, guiaba y animaba a los demás en todo momento. Cuando bailaba sus
pies no tocaban el suelo.
Acostumbraba bañarse y dormir en estos días festivos junto a las cascadas,
vertientes, lagos y lugares ceremoniales.
Cada año este hombre demostraba su fuerza y resistencia, por lo que toda la
comunidad le respetaba y apreciaba. Un día, desapareció de la comunidad, los
mayores dicen que fue llevado por los AYA a quienes tanto trató de imitar.
Cuentan que este hombre aún vive en los lugares bravos de la Pacha-Mama
ayudando con la fuerza de los AYA a fortalecer los cuerpos y espíritus de quienes
lo soliciten. “
Los datos de referentes identitarios son tomados del informe de consultoría
estudio arqueológico y antropológico de técnicas ancestrales SACHARXEOS.
INPC 2014
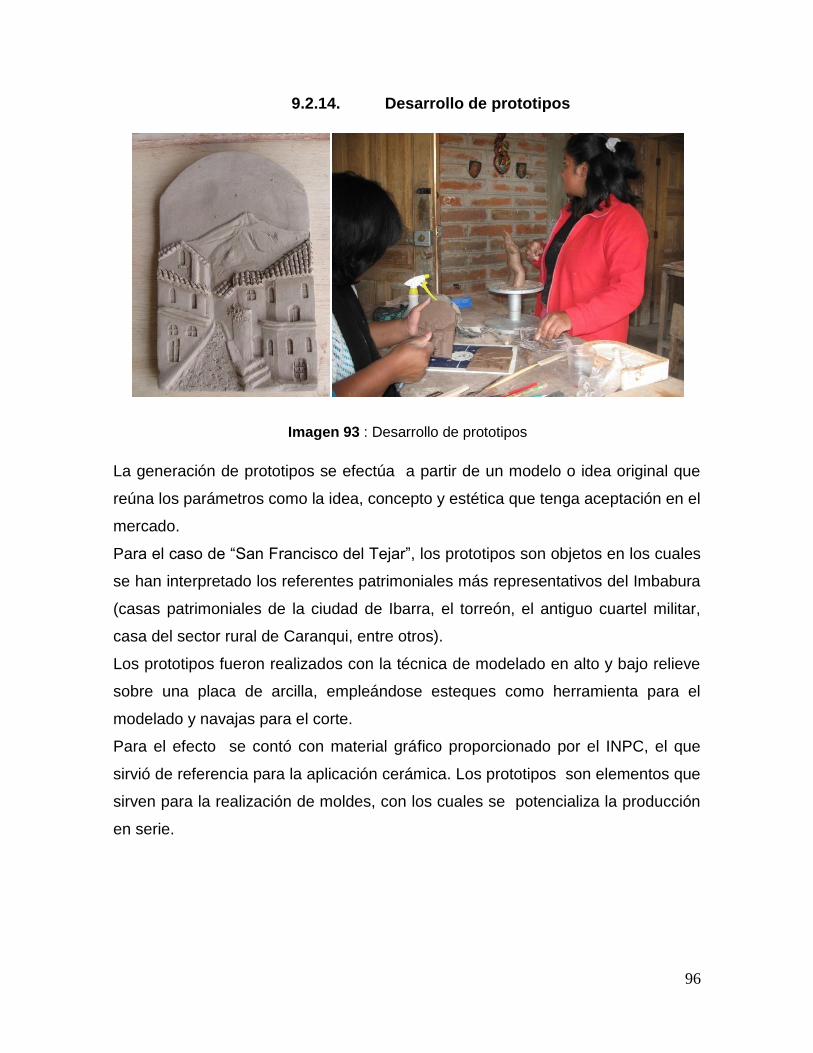
96
9.2.14. Desarrollo de prototipos
La generación de prototipos se efectúa a partir de un modelo o idea original que
reúna los parámetros como la idea, concepto y estética que tenga aceptación en el
mercado.
Para el caso de “San Francisco del Tejar”, los prototipos son objetos en los cuales
se han interpretado los referentes patrimoniales más representativos del Imbabura
(casas patrimoniales de la ciudad de Ibarra, el torreón, el antiguo cuartel militar,
casa del sector rural de Caranqui, entre otros).
Los prototipos fueron realizados con la técnica de modelado en alto y bajo relieve
sobre una placa de arcilla, empleándose esteques como herramienta para el
modelado y navajas para el corte.
Para el efecto se contó con material gráfico proporcionado por el INPC, el que
sirvió de referencia para la aplicación cerámica. Los prototipos son elementos que
sirven para la realización de moldes, con los cuales se potencializa la producción
en serie.
Imagen 93 : Desarrollo de prototipos
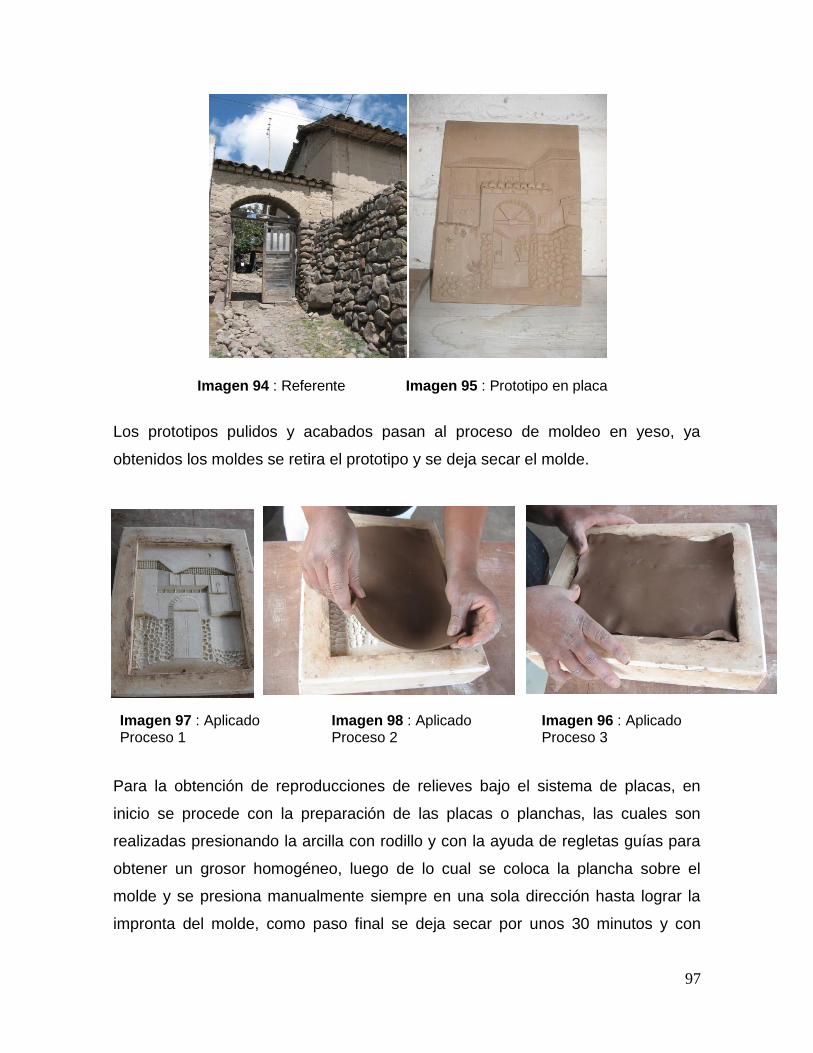
97
Los prototipos pulidos y acabados pasan al proceso de moldeo en yeso, ya
obtenidos los moldes se retira el prototipo y se deja secar el molde.
Para la obtención de reproducciones de relieves bajo el sistema de placas, en
inicio se procede con la preparación de las placas o planchas, las cuales son
realizadas presionando la arcilla con rodillo y con la ayuda de regletas guías para
obtener un grosor homogéneo, luego de lo cual se coloca la plancha sobre el
molde y se presiona manualmente siempre en una sola dirección hasta lograr la
impronta del molde, como paso final se deja secar por unos 30 minutos y con
Imagen 94 : Referente
Imagen 96 : Aplicado Proceso 3
Imagen 97 : Aplicado Proceso 1
Imagen 98 : Aplicado Proceso 2
Imagen 95 : Prototipo en placa
98
sumo cuidado se retira la reproducción del molde y se los deja secar a la sombra
en un sitio plano.
9.2.15. Materiales y herramientas.
El yeso.-Sulfato de calcio hidratado, compacto o terroso, blanco por lo
común y pulverizado. Tiene la cualidad de producir en gran detalle la
forma y textura, otra propiedad es de endurecerse rápidamente cuando
se mezcla con agua.
Arcilla.- Que servirá para realizar la “cama.”
El aislante.- Es una solución hecha con jabón disuelto.
Las tablillas.- Son maderas de determinados tamaños, que tendrán
platinas de hierro en ángulo recto uno de los extremos para poder unir
facilidad entre sí.
Espátula.- Sirve para realizar las “hembras” en las piezas del molde y
también para pulir los moldes.
Pincel.- Que debe ser de pelo suave, que servirá para aplicar el
aislante.
Brocha.- Que debe ser de pelo suave para retirar el polvo de los
moldes.
Esponja.-Que se utiliza para la limpieza de los moldes y las piezas.
Esteques.- Son de madera de tamaño 12 a15cms. y son de diferentes
formas.
9.2.16. Realización de acabados y decoración pre cocción y pos
cocción

99
9.2.17. Texturado - acabados y decoración pre cocción
Todo objeto al ser presionado sobre la superficie blanda de la arcilla genera una
impresión, lo cual al ser aplicado en repeticiones se traduce a una textura, existen
diversas texturas, rugosas, ásperas, lisas, con líneas curvas, rectas o diseños
expresos, entre otros.
Dentro de las técnicas de acabado de superficie en estado crudo tenemos el
bruñido, con esta técnica se crea una superficie lisa y lustrosa, la cual genera poca
resistencia al agua. Para bruñir se utiliza distintas herramientas, desde piedras
pulidas hasta cucharas viejas. Se trabaja siempre sobre la superficie con
movimientos circulares para reducir la posibilidad de dejar marcas y lograr una
superficie lisa.
El bruñido es uno de los métodos más antiguo para crear piezas funcionales con
cierto grado de impermeabilidad y su uso estaba muy extendido antes del
desarrollo del esmalte. En la actualidad, esta técnica se emplea para crear
superficies decorativas como en el caso de la técnica de cocción al humo o al
raku a baja temperatura.
9.2.18. Decoración con óxidos, acabados y decoración pos
cocción
Los óxidos metálicos constituyen un método tradicional para decorar piezas
bizcochadas y se pueden utilizar de diferentes maneras.
El óxido puede utilizarse como un fin en sí mismo, sin necesidad de cubrirlo con
esmalte; produce un efecto rústico que suele ser adecuado para las piezas de
100
exterior. Su textura es particularmente buena, ya que permiten que el detalle de la
superficie destaque.
En este ejemplo, el óxido de hierro rojo se le añade agua para conseguir una
emulsión espesa. Pinte la superficie con el óxido y asegúrese de que se rellene
todos los detalles.
Póngase guantes y, con la ayuda de una esponja, retire el óxido quedará en las
marcas de la superficie y conferirá un aspecto interesante al trabajo.
9.2.19. Acabados y decoración pos cocción bajo cubierta con
esponja y diseños
En la técnica bajo cubierta, los colores están disponibles en polvo y en líquido, en
estado de polvo se utilizan añadiéndoles agua hasta que adquieran una
consistencia manejable con pincel.
Para la aplicación de diseños con esponjas se puede comprar estas en
establecimientos especializados o se puede humedecer una esponja e introducir
en el congelador durante un tiempo hasta que se congele luego se dibuja el diseño
en la esponja congelada y se corta el diseño con una cuchilla afilada.
Los diseños bajo cubierta se aplican por lo general directamente en superficies
bizcochadas blancas, lo que permite una mejor respuesta de color, pero si solo se
dispone de arcilla roja se puede aplicar varias capas de engobe blanco antes de
colocar los demás tonos.
Para la preparación de los tonos y colores se emplea una paleta de preferencia
blanca para poder observar los tonos de las mesclas, una vez ya preparados los
colores se humedece la esponja y se aplica el color a la esponja con la ayuda de

101
un pincel o simplemente humedeciéndola directamente sobre la paleta con color,
también se puede realizar una aplicación con mayor definición en la ubicación de
los colores empleando pinceles.
9.2.20. Quema en horno - Manejo de temperaturas
Para la realización de los deferentes procesos de quema se emplea un horno
SKUT digital.
Dentro de la capacitación se imparten conocimientos teórico - prácticos en lo
concerniente al buen uso del horno y al conocimiento del manejo de temperaturas
para luego realizar una serie de procesos de quema lográndose efectuar piezas en
estado de biscocho, vitrificación y establecer temperaturas adecuadas para la
fijación de engobe y esmaltes.
Imagen 99 : manejo de horno
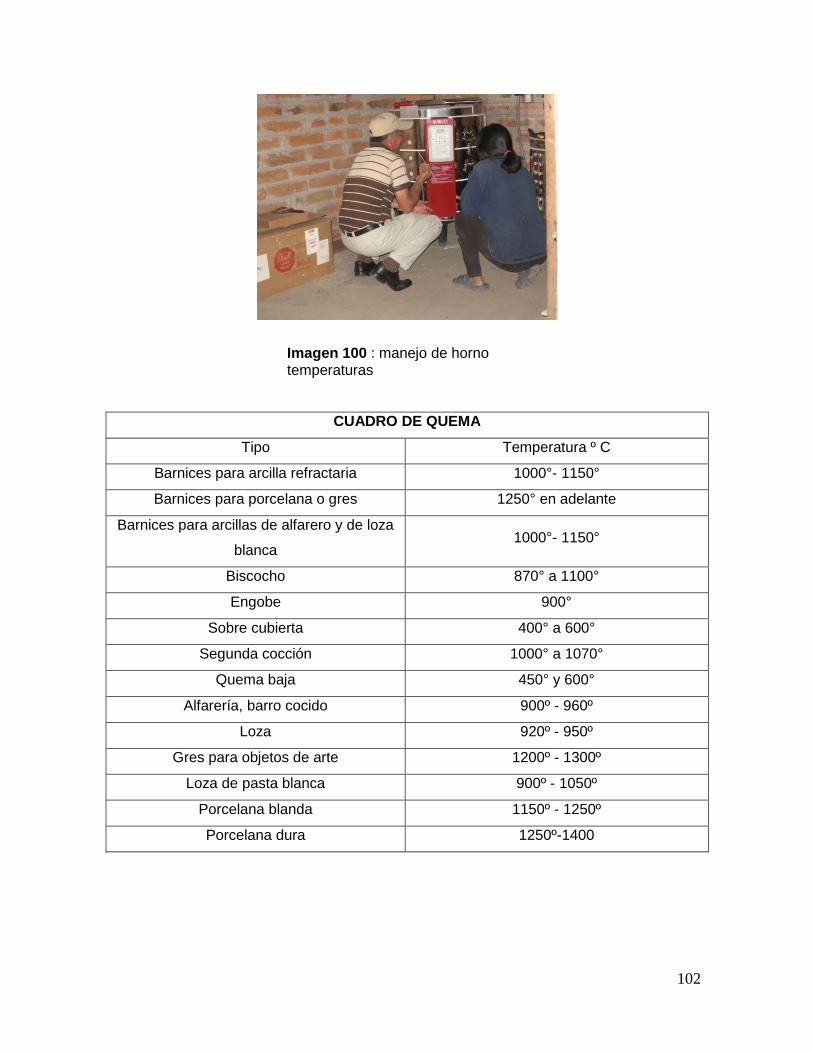
102
CUADRO DE QUEMA
Tipo Temperatura º C
Barnices para arcilla refractaria 1000°- 1150°
Barnices para porcelana o gres 1250° en adelante
Barnices para arcillas de alfarero y de loza
blanca 1000°- 1150°
Biscocho 870° a 1100°
Engobe 900°
Sobre cubierta 400° a 600°
Segunda cocción 1000° a 1070°
Quema baja 450° y 600°
Alfarería, barro cocido 900º - 960º
Loza 920º - 950º
Gres para objetos de arte 1200º - 1300º
Loza de pasta blanca 900º - 1050º
Porcelana blanda 1150º - 1250º
Porcelana dura 1250º-1400
Imagen 100 : manejo de horno temperaturas

103
Tabla de conos de Seger
Temperaturas en grados Celsius y Fahrenheit
Conversión: °F = ((9 x C) / 5) + 32
Temperatura
°C
Temperatura
°F
Número de cono (o
reloj)
600°C 1112°F 022
650°C 1202°F 021
670°C 1238°F 020
690°C 1274°F 019
710°C 1310°F 018
730°C 1346°F 017
750°C 1382°F 016
790°C 1454°F 015ª
815°C 1499°F 014ª
835°C 1535°F 013ª
855°C 1571°F 012ª
880°C 1616°F 011ª
900°C 1652°F 010ª
920°C 1688°F 09ª
940°C 1724°F 08ª
960°C 1760°F 07ª
980°C 1796°F 06ª
1000°C 1832°F 05ª
1020°C 1868°F 04ª
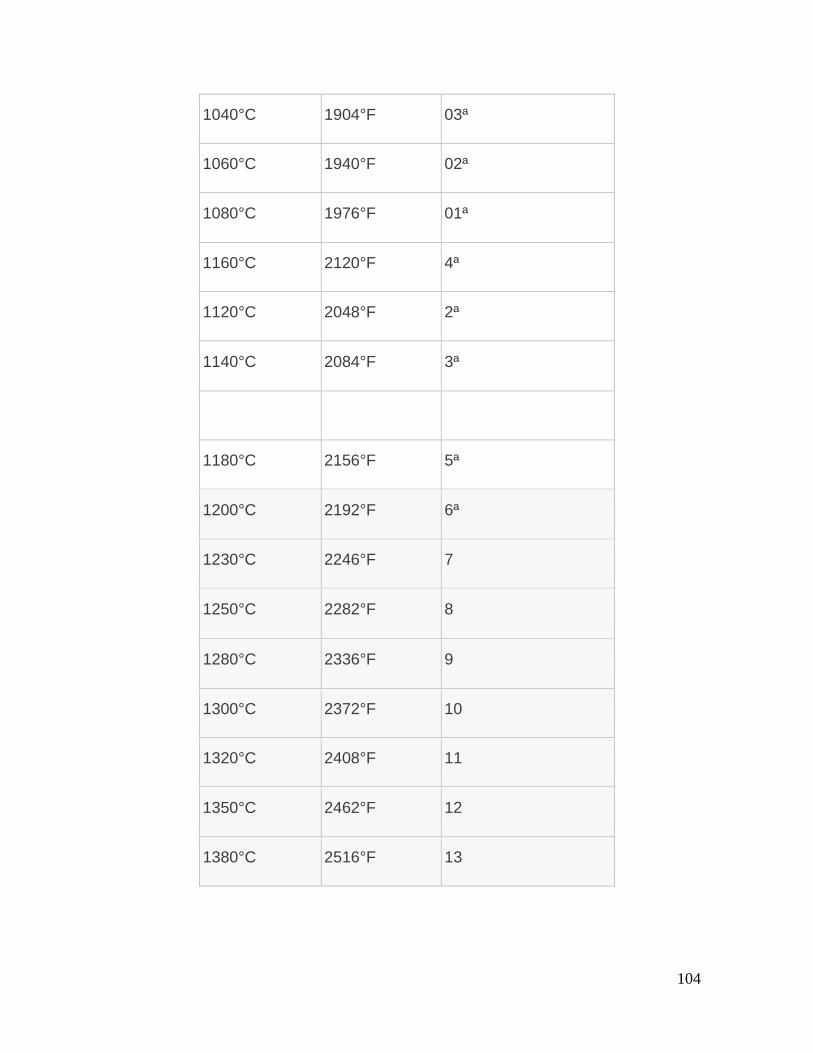
104
1040°C 1904°F 03ª
1060°C 1940°F 02ª
1080°C 1976°F 01ª
1160°C 2120°F 4ª
1120°C 2048°F 2ª
1140°C 2084°F 3ª
1180°C 2156°F 5ª
1200°C 2192°F 6ª
1230°C 2246°F 7
1250°C 2282°F 8
1280°C 2336°F 9
1300°C 2372°F 10
1320°C 2408°F 11
1350°C 2462°F 12
1380°C 2516°F 13
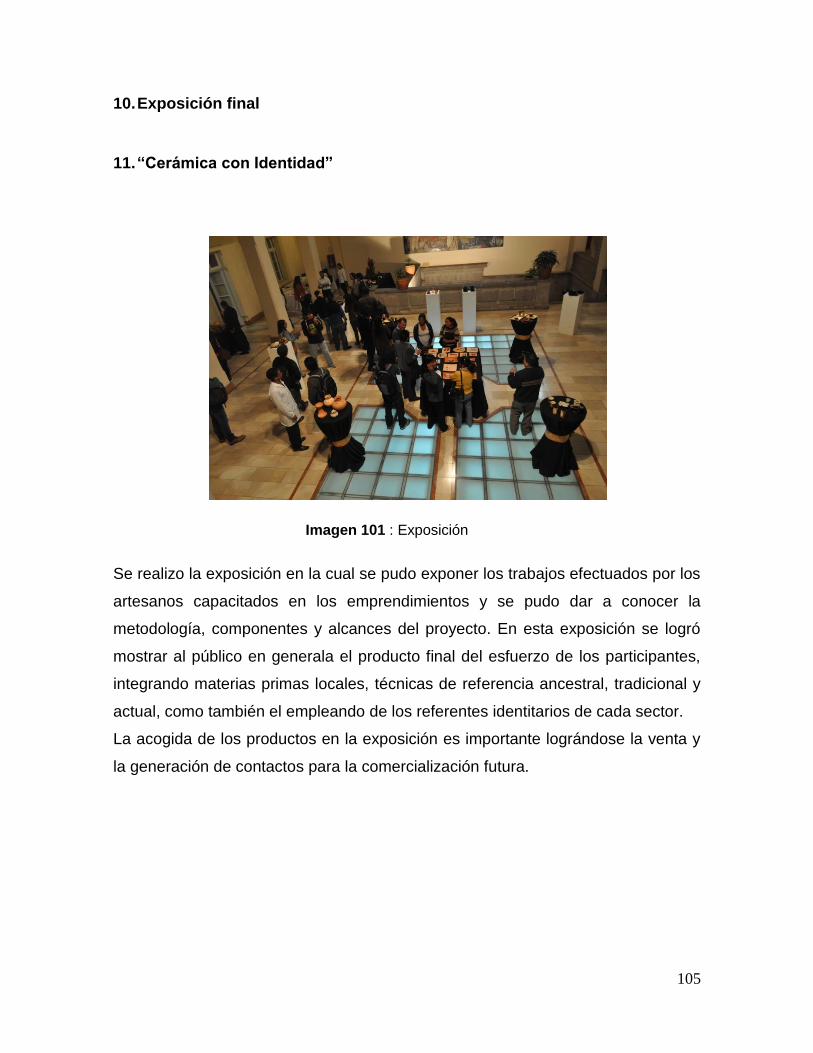
105
10. Exposición final
11. “Cerámica con Identidad”
Se realizo la exposición en la cual se pudo exponer los trabajos efectuados por los
artesanos capacitados en los emprendimientos y se pudo dar a conocer la
metodología, componentes y alcances del proyecto. En esta exposición se logró
mostrar al público en generala el producto final del esfuerzo de los participantes,
integrando materias primas locales, técnicas de referencia ancestral, tradicional y
actual, como también el empleando de los referentes identitarios de cada sector.
La acogida de los productos en la exposición es importante lográndose la venta y
la generación de contactos para la comercialización futura.
Imagen 101 : Exposición
106
12. CONCLUSIONES
La participación activa e interesada ha sido un factor preponderante para lograr los
propósitos planteados.
En el taller de San Francisco del tejar los conocimientos impartidos son
practicados y aplicados por los participantes en la elaboración de objetos
decorativos y utilitarios en diferentes técnicas de conformado como placas – rollos,
aplicado sobre forma dada y demás técnicas como en el caso de objetos tales
como tejas decoradas donde por sistema de placas se efectúa el objeto y se lo
decora con mescla de técnicas de acabado con el engobe – esmaltes, cuerda
seca a pincel – crayón, entre otros, siempre considerando los procedimientos con
la intervención de control de calidad.
Dentro de los procesos de capacitación y de gestión que se incorporan en los
talleres productivos, es importante dejar establecidas vinculaciones para el
seguimiento del desarrollo de los emprendimientos.