INSTITUTO POLITÉCNICO NACIONAL UNIDAD PROFESIONAL ... · producto, estos sabores pueden ser...
37
INSTITUTO POLITÉCNICO NACIONAL UNIDAD PROFESIONAL INTERDISCIPLINARIA DE BIOTECNOLOGÍA “CONTROL DE CALIDAD DE UN SABORIZANTE TIPO EMULSIÓN PARA APLICACIÓN EN BEBIDAS REFRESCANTES. IFF MÉXICO, S.A. de C.V.” Informe técnico de la opción curricular en la modalidad de Estancia industrial Para obtener el título de Ingeniera en Alimentos PRESENTA: GARCÍA GODÍNEZ MÓNICA ELIANA M. En C. Hermilo Sánchez Pineda Ing. Sonia García Arroyo Asesor Interno Asesor Externo México, D.F. Mayo 2009
Transcript of INSTITUTO POLITÉCNICO NACIONAL UNIDAD PROFESIONAL ... · producto, estos sabores pueden ser...

INSTITUTO POLITÉCNICO NACIONAL
UNIDAD PROFESIONAL INTERDISCIPLINARIA DE BIOTECNOLOGÍA
“CONTROL DE CALIDAD DE UN SABORIZANTE TIPO EMULSIÓN PARA APLICACIÓN EN BEBIDAS REFRESCANTES. IFF MÉXICO, S.A. de C.V.”
Informe técnico de la opción curricular en la modalidad de Estancia industrial
Para obtener el título de Ingeniera en Alimentos
PRESENTA:
GARCÍA GODÍNEZ MÓNICA ELIANA
M. En C. Hermilo Sánchez Pineda Ing. Sonia García Arroyo
Asesor Interno Asesor Externo
México, D.F. Mayo 2009

1
2
AGRADECIMIENTOS
A mis padres Enrique García Saldaña y Guadalupe Godínez Andrade por estar a mi lado en cada paso, por brindarme sus consejos, su apoyo, amor y comprensión. Porque sin ustedes no hubiera logrado ser una mejor persona.
A mis hermanos Diego E. García G. y Adriana G. García G. por su ayuda y sobre todo por su paciencia, ustedes saben que siempre podrán contar con mi apoyo.
A mi novio J. Pablo Ocampo por su paciencia y comprensión, por estar conmigo y apoyarme en todo momento, gracias por impulsarme a seguir mis ideales.
A mi madrina Ángela Godínez Andrade porque es mi ángel gracias por darme todo su cariño y apoyo.
A mi asesor M. en C. Hermilo Sánchez Pineda por su tiempo, asesoría y consejos, por darme la oportunidad de aprender de usted.
A mis sinodales M. en C. Gabriela González Chávez y M. en C. Blanca Huerta Hernández por brindarme sus conocimientos y ayudarme en la elaboración de este trabajo.
Al Saborista senior Juan Tueme Canales porque es una excelente persona, gracias por su amistad, apoyo, por permitirme aprender a su lado y compartirme sus conocimientos.
A los ingenieros Margarita Mancilla y Marco A. Cisneros por ayudarme y enseñarme durante mi estancia en IFF, gracias por brindarme su amistad y conocimientos.
3
INDICE
TEMA PÁGINA
1.0 HISTORIA DE LA EMPRESA 5
1.1 Misión 5
1.2 Visión 5
2.0 INTRODUCCIÓN 5
2.1 Sabor 6
2.2 Saborizante 7
2.3 Clasificación de sabores 7
2.4 Creación de sabores 7
2.5 Emulsiones 8
2.5.1 Propiedades 9
2.5.2 Composición 9
2.6 Elaboración de las emulsiones 10
2.6.1 Estabilidad de emulsiones 12
2.6.1.1 Floculación 13
2.6.1.2 Coalescencia 13
2.6.1.3 Creaming 13
2.6.2 Efecto de la temperatura 14
2.6.3 Efecto de la agitación 14
2.7 Control de calidad 14
2.7.1 Análisis fisicoquímicos 14
2.7.2 Análisis sensorial 15
2.7.3 Análisis microbiológicos 16
3.0 JUSTIFICACIÓN 17
4.0 OBJETIVO GENERAL 17

4
4.1 Objetivos específicos 17
5.0 METODOLOGÍA DE ANÁLISIS DE EMULSIONES 17
5.1 Análisis de tamaño de partícula 18
5.2 Análisis de turbidez 19
5.3 Análisis de densidad 20
5.4 Análisis de pH 20
5.5 Análisis sensoriales 21
5.5.1 Color 21
5.5.2 Olor 22
5.5.3 Sabor 22
5.6 Análisis de coliformes totales 23
5.7 Análisis de hongos y levaduras 24
5.8 Análisis de cuenta estándar 26
6.0 RESULTADOS Y DISCUSIÓN 27
6.1 Evaluación fisicoquímica de la emulsión 28
6.1.1 Tamaño de partícula 28
6.1.2 Turbidez 30
6.1.3 Densidad 30
6.1.4 pH 31
6.2 Evaluación sensorial de la emulsión 32
6.2.1 Sabor 33
6.2.2 Olor 33
6.2.3 Color 33
6.3 Evaluación microbiológica de la emulsión 34
7.0 CONCLUSIONES 34
8.0 BIBLIOGRAFÍA 35
5
1.0 HISTORIA
INTERNATIONAL FLAVORS AND FRAGRANCES S.A. DE C.V. MEXICO
Es una empresa dedicada a crear fragancias y sabores; nace en Nueva York en diciembre de 1958 gracias a la fusión de la Firma Van Amerigen Heabler Inc. y la firma Polac & Schwarz.
La planta en México se establece en el año de 1959 a cargo de José Farres Blassi quien años antes instaló una pequeña fábrica en su domicilio en donde inició con el giro de sabores y fragancias.
Actualmente cuenta con 31 plantas de manufactura, 26 laboratorios creativos y 48 oficinas de ventas en 34 países.
1.2 MISIÓN
Servicio: Crear productos únicos, superiores, económicos y competitivos
Gente: Ser exitosos trabajando como un equipo, buscando la superación de los empleados
Innovación: Demostrar mejora continua en cada producto fabricado
1.3 VISIÓN
Crear sensaciones únicas de aromas y sabores que la gente ame.
2.0 INTRODUCCIÓN
El sabor de un alimento es la característica que provoca la identificación del mismo entre los consumidores, las sensaciones provocadas por el sabor definen el éxito de un producto, estos sabores pueden ser causados por la acción de saborizantes, aceites esenciales y condimento que pueden ser naturales o artificiales, los cuales se encargan de alterar y potenciar esas sensaciones de sabor.
Uno de los segmentos de la industria alimentaria con mayor crecimiento en México, es el de bebidas; este sector, se ha diferenciado al ofrecer numerosas alternativas, que van desde una gran variedad de sabores y diseños de empaque, hasta productos con un beneficio adicional (bebidas funcionales). Hoy es posible encontrar una gran variedad de productos como: bebidas carbonatadas, bebidas para deportistas (isotónicas), bajas en calorías (light), jugos y néctares, entre otros, (Larry, and Davidson. 1996) en este
6
trabajo se realiza la verificación de calidad a un sabor de tipo emulsión para ser aplicado en bebidas refrescantes.
2.1 Sabor
Este atributo de los alimentos es muy complejo, ya que combina tres propiedades: el olor, el aroma y el gusto. El sabor es la suma de las tres características (Anzaldúa. 1994).
El sabor implica una percepción global integrada por excitaciones de los sentidos del gusto y del olfato que en muchas ocasiones se acompaña de estímulos táctiles, sonoros y hasta de temperatura, por lo cual cuando se habla de sabor en realidad se habla de una respuesta compuesta por diversas sensaciones cuyo resultado nos lleva a aceptar o rechazar un producto.
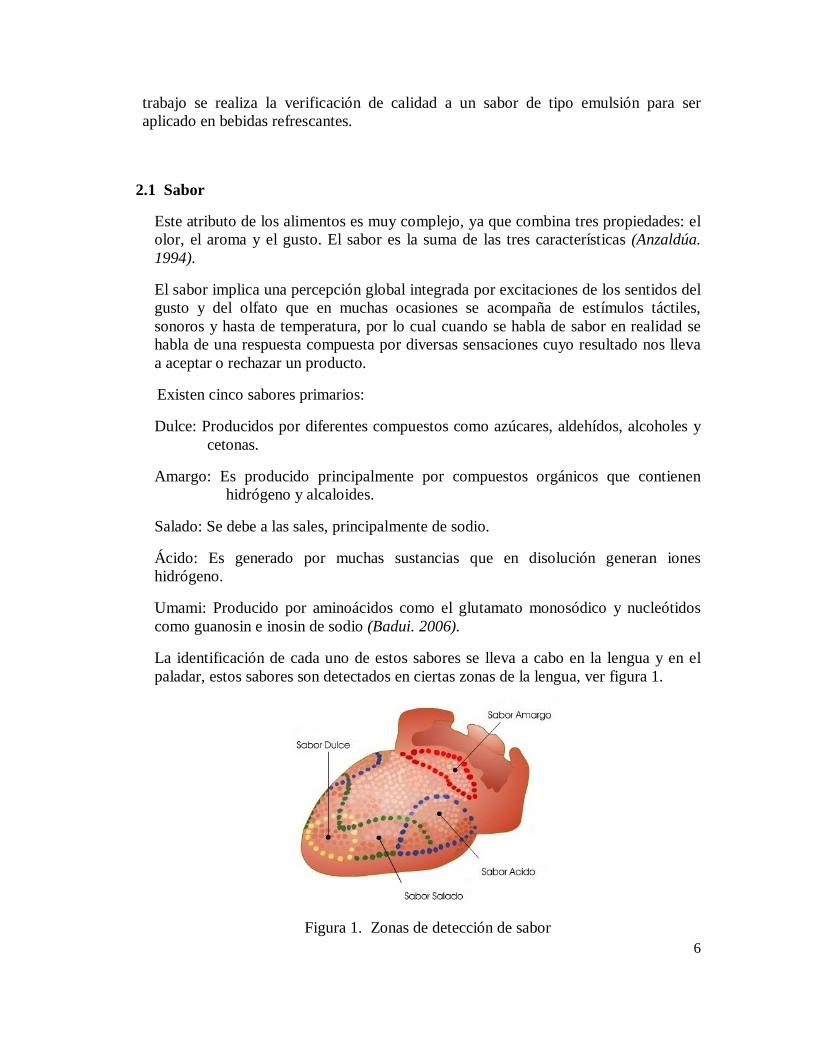
Existen cinco sabores primarios:
Dulce: Producidos por diferentes compuestos como azúcares, aldehídos, alcoholes y cetonas.
Amargo: Es producido principalmente por compuestos orgánicos que contienen hidrógeno y alcaloides.
Salado: Se debe a las sales, principalmente de sodio.
Ácido: Es generado por muchas sustancias que en disolución generan iones hidrógeno.
Umami: Producido por aminoácidos como el glutamato monosódico y nucleótidos como guanosin e inosin de sodio (Badui. 2006).
La identificación de cada uno de estos sabores se lleva a cabo en la lengua y en el paladar, estos sabores son detectados en ciertas zonas de la lengua, ver figura 1.
Figura 1. Zonas de detección de sabor
7
2.2 Saborizante
Un saborizante es la sustancia o mezcla de sustancias de origen natural, las idénticas a las naturales y las sintéticas artificiales, con o sin diluyentes, agregados o no de otros aditivos que se utilizan para proporcionar o intensificar el sabor o aroma de los productos (Diario oficial de la federación. 1999)
2.3 Clasificación de los sabores
Los sabores son productos que pueden tener distintas presentaciones como son: líquido, polvo, pasta o emulsión, que pueden definirse, en otros términos a los ya mencionados, como concentrados de sustancias.
Los sabores, según su origen se clasifican en:
Naturales: Son obtenidos de fuentes naturales, por métodos físicos tales como extracción, destilación y concentración, por lo general son de uso exclusivamente alimenticio.
Idénticos al natural: Elaborados químicamente reproducen las características de los encontrados en la naturaleza.
Artificiales: Obtenidos mediante procesos químicos, estos materiales aún no se han identificado en la naturaleza (Badui. 2006).
2.4 Creación de sabores
Los sabores se crean debido a las necesidades de los clientes:
1. Saborizar productos o alimentos determinados
2. Reforzar el sabor de un alimento
3. Preferencia o arraigo cultural
4. Identificación del consumidor con los productos
El proceso de creación de sabores conlleva la realización de varias pruebas de aceptación tanto del cliente como del consumidor final, por lo tanto, para que un sabor sea totalmente agradable, se llevan a cabo una serie de controles a lo largo de la cadena creativa, estos controles son de vital importancia para asegurar que el sabor sea siempre idéntico al deseado, en la figura 2 se muestra el proceso de creación de un sabor.

8
Figura 2. Metodología para la creación de sabores.
2.5 Emulsiones
Una emulsión es la dispersión coloidal de un líquido en otro, en el cual es normalmente inmiscible. La fase dispersa se obtiene al romper uno de los líquidos por medios mecánicos en pequeñas gotas, entre 0.1 y 10 micrómetros, que se distribuyen en la fase continua o dispersante.
Sin embargo, la emulsión es termodinámicamente inestable al dejarla reposar por un tiempo, las gotas se agregan pasando por el estado de floculación, para luego producir coalescencia y por último separarse en dos fases (Badui. 2006).
En la industria de alimentos, las emulsiones se utilizan como vehículos para adicionar agentes aromatizantes, saborizantes o para diluir ingredientes; dentro de las emulsiones utilizadas en las bebidas se distinguen dos categorías: las emulsiones de sabor y las de turbidez, las primeras, a las cuales se enfoca este trabajo, son aquellas que se encargan

9
de proveer sabor, turbiedad y color a una bebida, mientras que las segundas solo cumplen la función de enturbiar la bebida. (Larsson, and Friberg. 1990)
2.5.1 Propiedades
Las emulsiones proveen de ciertas características especiales a los productos en los cuales son aplicadas, las emulsiones de sabor para bebidas se distinguen por poseer ciertas propiedades como son facilidad de dilución, viscosidad, color, olor, estabilidad y turbidez, las cuales rigen el comportamiento de la misma en el producto (Larsson ,and Friberg. 1990)
2.5.2 Composición
Las emulsiones utilizadas en bebidas se componen de dos fases, la fase oleosa y fase acuosa, estas emulsiones regularmente son hidrofilias debido a que serán aplicadas en bases acuosas.
a. Fase acuosa
Además del agua, la cual constituye de un 60 a un 70% de la emulsión, la fase acuosa usualmente consiste de varios tipos de hidrocoloides (gomas), ácido cítrico, conservador y colorante.
b. Fase oleosa
Consiste de aceites esenciales y agentes de peso.
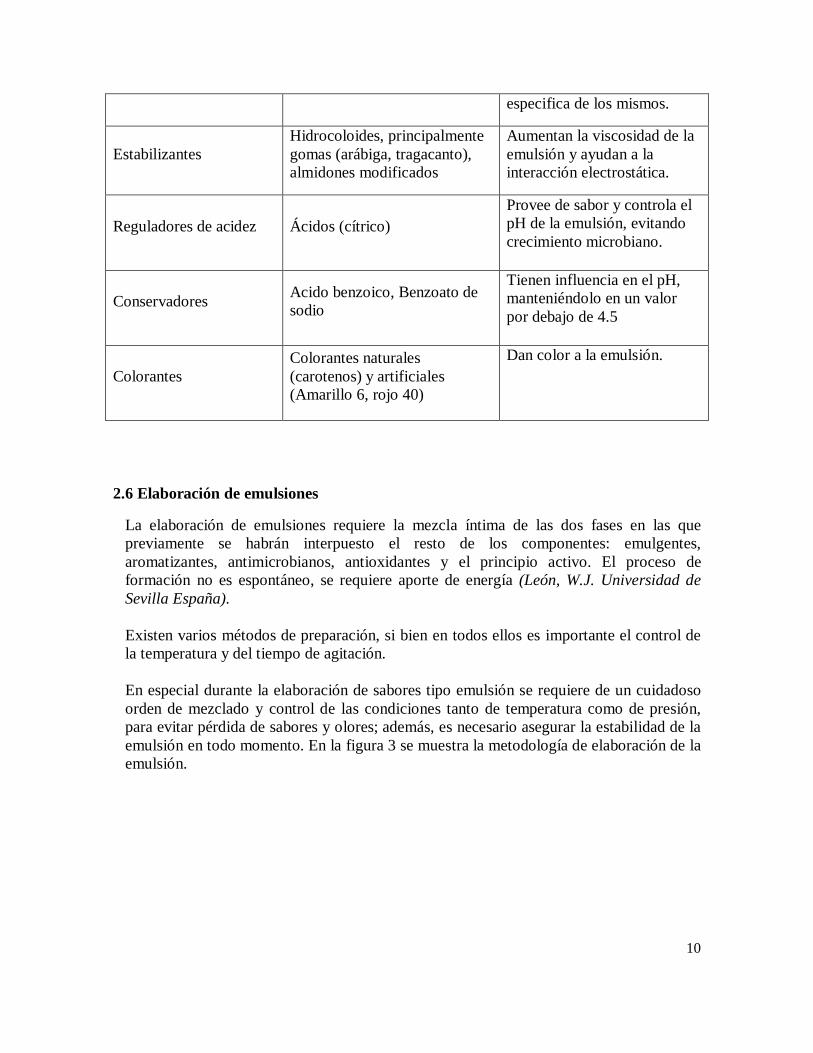
Cada componente de la emulsión tiene una función específica que regularmente depende de la cantidad de el material que se encuentre en la formulación, estas cantidades y componentes se pueden variar según el tipo de emulsión, el color, olor, sabor, etc., en el cuadro 1 se indica la función especifica de cada componente presente en la emulsión destinada a uso como saborizante de una bebida. (Larsson, and Friberg. 1990)
Cuadro 1. Función de los componentes de una emulsión.
FUNCION COMPONENTES PROPIEDADES
Saborizantes
Aceites esenciales, aceites vegetales, aceites de cítricos, aceites naturales.
Proveen de sabor y turbiedad a la bebida.
Agentes de peso BVO, Gomas (Esteárica, damar).
Ayudan a la dispersión de los agentes saborizantes, aumentando la gravedad
10
especifica de los mismos.
Estabilizantes Hidrocoloides, principalmente gomas (arábiga, tragacanto), almidones modificados
Aumentan la viscosidad de la emulsión y ayudan a la interacción electrostática.
Reguladores de acidez Ácidos (cítrico) Provee de sabor y controla el pH de la emulsión, evitando crecimiento microbiano.
Conservadores Acido benzoico, Benzoato de sodio
Tienen influencia en el pH, manteniéndolo en un valor por debajo de 4.5
Colorantes Colorantes naturales (carotenos) y artificiales (Amarillo 6, rojo 40)
Dan color a la emulsión.
2.6 Elaboración de emulsiones
La elaboración de emulsiones requiere la mezcla íntima de las dos fases en las que previamente se habrán interpuesto el resto de los componentes: emulgentes, aromatizantes, antimicrobianos, antioxidantes y el principio activo. El proceso de formación no es espontáneo, se requiere aporte de energía (León, W.J. Universidad de Sevilla España). Existen varios métodos de preparación, si bien en todos ellos es importante el control de la temperatura y del tiempo de agitación. En especial durante la elaboración de sabores tipo emulsión se requiere de un cuidadoso orden de mezclado y control de las condiciones tanto de temperatura como de presión, para evitar pérdida de sabores y olores; además, es necesario asegurar la estabilidad de la emulsión en todo momento. En la figura 3 se muestra la metodología de elaboración de la emulsión.

11
Figura 3. Proceso de elaboración de un sabor tipo emulsión.

12
2. 6.1 Estabilidad de las emulsiones
Para una emulsión de sabor, el punto mas crítico de estabilidad se presenta en la aplicación final, donde la emulsión se encuentra dispersa en una solución azucarada. Alcanzar la estabilidad de la emulsión en el concentrado es mucho mas fácil que lograr la estabilidad de la emulsión en la bebida; esto se debe a que en el concentrado la viscosidad es mayor gracias a la alta concentración de hidrocoloides, los cuales actúan como estabilizantes, mientras que en la bebida el concentrado de la emulsión se redispersa en la solución azucarada con una baja proporción de dispersión. El proceso de ruptura de las emulsiones para bebidas puede ocurrir mediante cuatro mecanismos diferentes, floculación, coalescencia o creaming. (Larsson, and Friberg. 1990)
La estabilidad física de una emulsión depende de los siguientes factores:
El tamaño de partícula.
La diferencia de densidad de ambas fases.
La naturaleza, la eficacia y cantidad del emulgente.
Las circunstancias de almacenamiento (temperaturas altas y bajas, la agitación y vibración, la dilución o evaporación).
Para interponer una sustancia en otra se precisa de una fuerza exterior que se aplica normalmente mediante agitación. Con ello se pretende aumentar la superficie de contacto de las dos fases de forma que la fase discontinua quede finamente dividida en el seno de la fase contínua, formándose un sistema homogéneo. (Larsson, and Friberg. 1990)
Entre los factores que aumentan la estabilidad de la emulsión se tiene la presencia de un emulgente, el aumento del grado de dispersión, aumento de la viscosidad, presencia de coloides protectores. Disminuyen la estabilidad de la emulsión son factores como calor, tiempo de almacenamiento, humedad, luz.
La estabilidad química de una emulsión se ve afectada por dos aspectos:
A) Incompatibilidad entre componentes
Se presenta cuando se adicionan tensoactivos de carga opuesta, se adicionan sustancias que provoquen la precipitación de tensoactivos, pérdida de solubilidad de los coloides hidrófilos por adición de alcohol, cambios de pH, adición de electrolitos que al interaccionar con los emulgentes pueden provocar inversión de fases.

13
B) Reacciones de oxidación Estas oxidaciones son principalmente de grasas y aceites presentes en la emulsión causado por oxigeno ambiental, o acción de microorganismos, estas reacciones se previenen con la incorporación de antioxidantes y conservadores antimicrobianos (León, W.J. Universidad de Sevilla España).
2. 6.1.1 Floculación
Es la adhesión de las gotas sin fusionarse sin llegar a coalescer, no existe una variación en la distribución de tamaño de gotas (Larsson, and Friberg. 1990).
El proceso de la floculación está controlado por un equilibrio global entre las fuerzas de atracción electrostáticas de van der Waals, y repulsivas de tipo estéricas y de hidratación. La predicción y control de la floculación se lleva acabo mediante la adición de agentes tensoactivos iónicos y electrolitos a emulsiones estabilizados por tensoactivos no iónicos (Manley. 1993).
2.6.1.2 Coalescencia
Es la fusión de gotas para crear unas gotas más grandes con la eliminación de parte de la interface líquido/líquido. Este cambio irreversible requeriría un aporte extra de energía para restablecer la distribución de tamaño de partícula original (Manley. 1993). En esta etapa, hay ruptura localizada alrededor de las gotas vecinas de los conjuntos formados durante la emulsificación; las gotas del aceite se combinan para formar una gota grande. Esto conduce a una disminución de las gotas de aceite de número y tarde o temprano causa la ruptura de la emulsión (Larsson, and Friberg. 1990).
2.6.1.3 Creaming
En las emulsiones de sabor para bebidas el término utilizado para éste fenómeno es ringing ya que se trata de un proceso causado por la acción de la gravedad y produce un gradiente vertical de concentración de las gotas sin variar la distribución del tamaño de las mismas y puede ser considerado como la separación de una emulsión en dos emulsiones (Manley. 1993).
14
2.6.2 Efecto de la temperatura
La temperatura de elaboración de una emulsión debe estar controlada ya que a medida que aumenta la temperatura disminuye la tensión interfacial y se incrementa la energía cinética, provocando coalescencia. Además, cambios en la temperatura provocan la alteración de los coeficientes de reparto emulgente. Las fases deben estar a la misma temperatura antes de introducirlas en el mezclador, la temperatura durante el mezclado debe estar entre 50 y 80°C para evitar cambios de sabor (León, W.J. Universidad de Sevilla España).
2.6.3 Efecto de la agitación
Tanto a nivel manual como industrial, las fases se deben agitar mutuamente y continuar, aunque se haya logrado la emulsión, hasta alcanzar la temperatura ambiente. En general los agitadores o mezcladores son suficientes para lograr una buena emulsión, a veces se requiere el uso de homogeneizadores que garantizan un grado de dispersión homogéneo de la fase interna y en la fase externa (León, W.J. Universidad de Sevilla España).
2.7 Control de calidad
La calidad es el conjunto de características de la producción que determinan su aptitud para satisfacer los requisitos exigidos de acuerdo con el uso o aplicación prevista.
Entonces el control de calidad se refiere al conjunto de actividades dirigidas a lograr que la calidad de la producción se mantenga acorde con las exigencias establecidas.
Es bueno aclarar que el control de calidad, además de comprobar la calidad del producto, debe prevenir la aparición de defectos que la afecten en modo alguno (Rodríguez, and García. 1987).
Para asegurar la identidad de un sabor, es necesaria la aplicación del control de calidad, con el objetivo de evitar posibles desviaciones en las características fisicoquímicas y sensoriales a lo largo de la vida útil de la emulsión.
2.7.1 Análisis fisicoquímicos
Cuando se formulan emulsiones para preparar bebidas, es muy importante considerar algunos aspectos como: tamaño de partícula de la fase dispersa, la diferencia de densidades entre las fases (contínua y dispersa) y la viscosidad de la fase contínua, ya que estas propiedades definen la estabilidad del producto y gracias al monitoreo
15
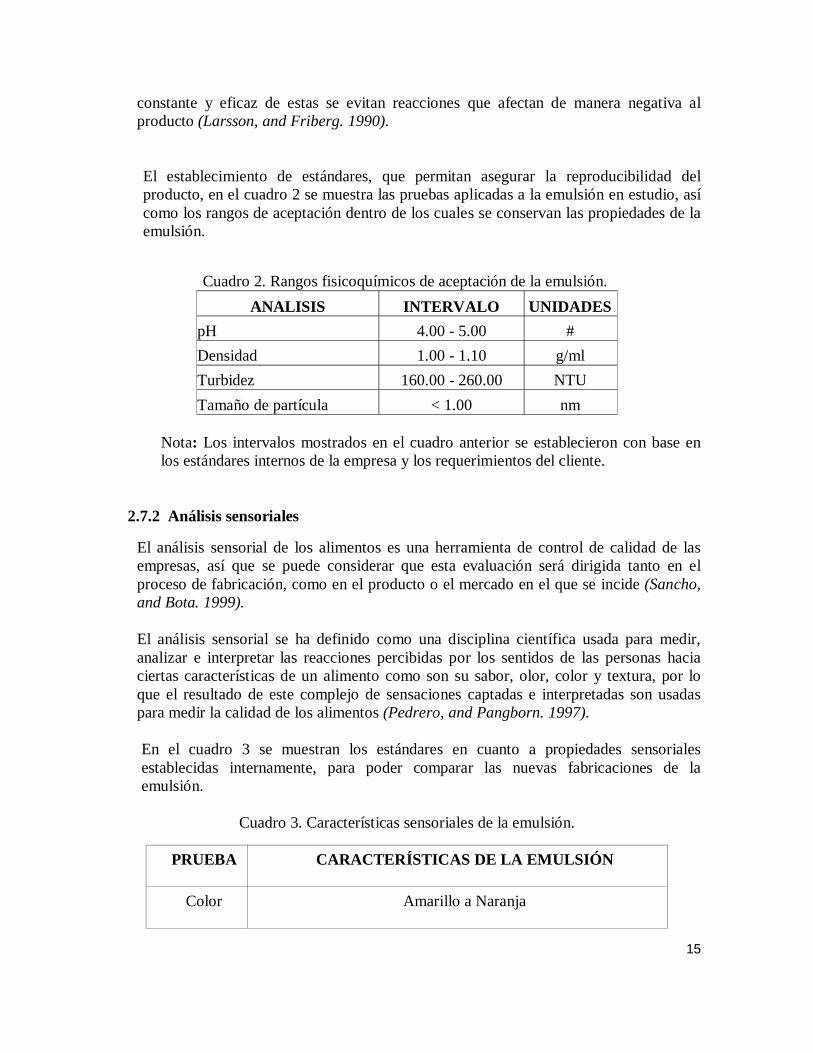
constante y eficaz de estas se evitan reacciones que afectan de manera negativa al producto (Larsson, and Friberg. 1990). El establecimiento de estándares, que permitan asegurar la reproducibilidad del producto, en el cuadro 2 se muestra las pruebas aplicadas a la emulsión en estudio, así como los rangos de aceptación dentro de los cuales se conservan las propiedades de la emulsión.
Cuadro 2. Rangos fisicoquímicos de aceptación de la emulsión.
ANALISIS INTERVALO UNIDADES pH 4.00 - 5.00 # Densidad 1.00 - 1.10 g/ml Turbidez 160.00 - 260.00 NTU Tamaño de partícula < 1.00 nm
Nota: Los intervalos mostrados en el cuadro anterior se establecieron con base en
los estándares internos de la empresa y los requerimientos del cliente.
2.7.2 Análisis sensoriales
El análisis sensorial de los alimentos es una herramienta de control de calidad de las empresas, así que se puede considerar que esta evaluación será dirigida tanto en el proceso de fabricación, como en el producto o el mercado en el que se incide (Sancho, and Bota. 1999). El análisis sensorial se ha definido como una disciplina científica usada para medir, analizar e interpretar las reacciones percibidas por los sentidos de las personas hacia ciertas características de un alimento como son su sabor, olor, color y textura, por lo que el resultado de este complejo de sensaciones captadas e interpretadas son usadas para medir la calidad de los alimentos (Pedrero, and Pangborn. 1997). En el cuadro 3 se muestran los estándares en cuanto a propiedades sensoriales establecidas internamente, para poder comparar las nuevas fabricaciones de la emulsión.
Cuadro 3. Características sensoriales de la emulsión.
PRUEBA CARACTERÍSTICAS DE LA EMULSIÓN
Color Amarillo a Naranja

16
Olor Cítricos (naranja, mandarina, limón)
Sabor Notas cítricas (naranja, mandarina, limón)
2.7.3 Análisis microbiológicos
Los hongos y bacterias pueden contaminar una emulsión al proliferar en ella a temperatura ambiente en un amplio intervalo de pH. Desestabilizan al sistema al provocar: Cambios de pH Hidrólisis de grasas y aceites Ruptura de la emulsión Alteración de características organolépticas
Las emulsiones agua en aceite son menos sensibles a contaminación que las aceite en agua. Para evitar esta inestabilidad se recomienda: Agregar un conservador antimicrobiano Aplicar un control microbiológico de las prácticas de manufactura. (Aulton.
2001)
Para la emulsión en estudio este control se efectúa a cada lote del producto, realizando las pruebas de coliformes totales, hongos y levaduras y cuenta estándar, en el cuadro 4 se muestran los limites de unidades formadoras de colonias permitidas en cada análisis para la emulsión.
Cuadro 4. Límites microbiológicos de aceptación de la emulsión.
PRUEBA LÍMITE (ufc/g)
Coliformes totales < 10
Hongs y Levaduras < 1000
Cuenta estándar < 500

17
3.0 JUSTIFICACIÓN
Las emulsiones son sistemas complejos y sensibles a los factores externos que provocan cambios en la estructura interna del sistema, por esto su vida útil es reducida ya que después de un tiempo el sistema no cumplirá con la función para la cual fue creado. Por lo tanto la verificación de un saborizante tipo emulsión que ha rebasado su vida útil se convierte en elemento clave para conocer su estado y determinar la viabilidad de su aplicación en una bebida refrescante.
4.0 OBJETIVO GENERAL
Verificar la calidad de un saborizante tipo emulsión que ha excedido su vida útil, mediante el análisis de sus parámetros fisicoquímicos, sensoriales y microbiológicos.
4.1 OBJETIVOS ESPECÍFICOS
Analizar las propiedades sensoriales de 30 muestras caducas de la emulsión.
Analizar las propiedades fisicoquímicas de 30 muestras caducas de la emulsión.
Analizar las propiedades microbiológicas de 30 muestras caducas de la emulsión.
5.0 METODOLOGÍA DE ANÁLISIS DE EMULSIONES
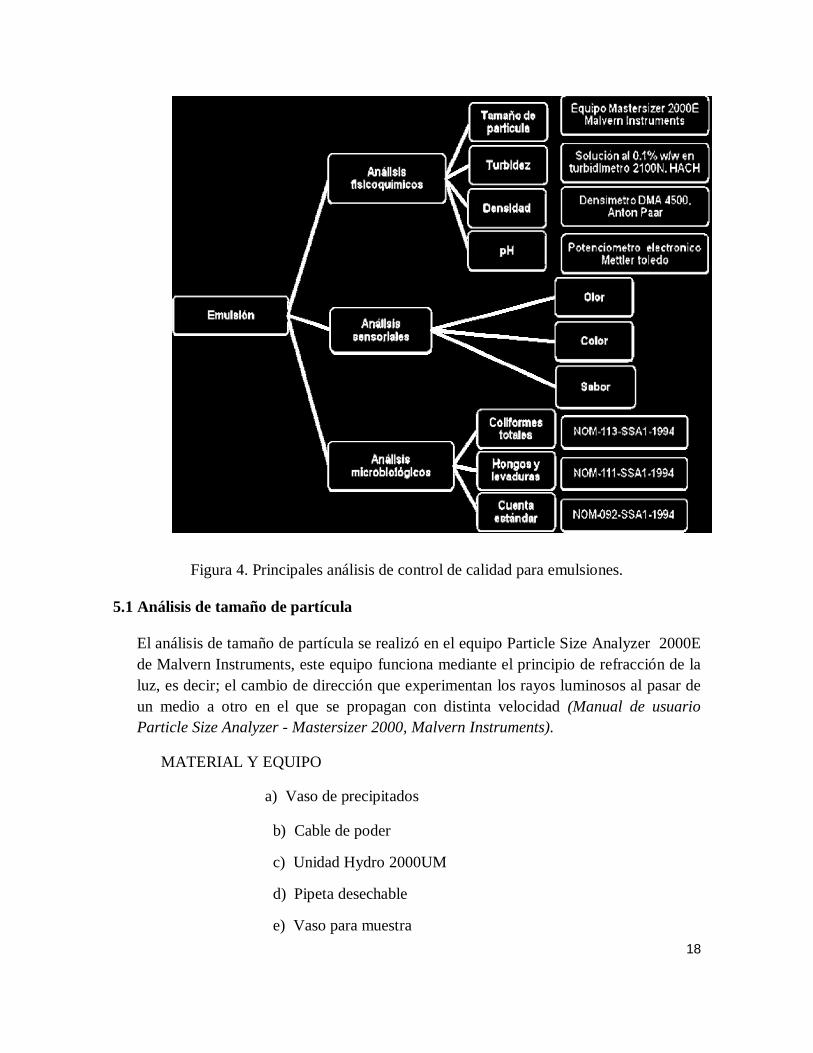
El análisis de las emulsiones tiene mucha relación con sus propiedades, por regla general se emplean métodos analíticos tanto físicos y químicos como sensoriales y microbiológicos, con el objetivo de asegurar la calidad de la emulsión y evitar posteriores problemas de estabilidad. Los principales análisis que se practican a una emulsión se muestran en la figura 4, los análisis deben garantizar que la emulsión sea estable y apta para aplicación, por lo cual se han de aplicar las pruebas rápidas, que nos muestren el estado de la emulsión para poder aplicar las correcciones pertinentes en caso de ser necesario.
18
Figura 4. Principales análisis de control de calidad para emulsiones.
5.1 Análisis de tamaño de partícula
El análisis de tamaño de partícula se realizó en el equipo Particle Size Analyzer 2000E de Malvern Instruments, este equipo funciona mediante el principio de refracción de la luz, es decir; el cambio de dirección que experimentan los rayos luminosos al pasar de un medio a otro en el que se propagan con distinta velocidad (Manual de usuario Particle Size Analyzer - Mastersizer 2000, Malvern Instruments).
MATERIAL Y EQUIPO
a) Vaso de precipitados
b) Cable de poder
c) Unidad Hydro 2000UM
d) Pipeta desechable
e) Vaso para muestra
19
PROCEDIMIENTO.
1. Encender el equipo e iniciar el software
2. Realizar una dilución de la muestra
3. Verificar que el vaso para muestra se encuentre lleno con agua destilada
4. Colocar la dilución de la muestra en el vaso para muestra
5. Seguir las instrucciones indicadas por el software
6. Esperar a que se estabilice la medición y leer la gráfica correspondiente del tamaño de partícula de la muestra
5.2 Análisis de turbidez
El turbidimetro utilizado para realizar esta evaluación fue el 2100N- Hach Company que trabaja con una fuente de luz para iluminar la muestra y uno o varios detectores fotoeléctricos con un dispositivo de lectura exterior para indicar la intensidad de luz dispersada a 90° de la dirección de haz de luz incidente (Manual del equipo 2100N Turbidimeter).
MATERIAL Y EQUIPO
a) Turbidimetro de laboratorio modelo 2100N H.C.
b) Vaso de precipitados, matraz o tubo Nessler.
c) Celdas de muestra para turbidimetro de relación
POCEDIMIENTO
1. Encender el turbidimetro
2. Realizar la dilución de la muestra (0.1: 99.9)
3. Colocar la dilución de la muestra en el tubo para muestra
4. Limpiar la superficie del tubo con un paño suave
5. Colocar el tubo en el turbidimetro
6. Esperar a que se estabilice la medición y leer el dato correspondiente a la densidad de la muestra

20
5.3 Análisis de densidad
La medición de la densidad se llevo acabo en el densímetro DMA 4500 de Anton Paar, este ofrece facilidad y precisión para la medición de la muestra, además de correcciones de viscosidad, y control de temperatura, a continuación se muestra el procedimiento general para la medición (Manual del equipo Densimetro DMA 4500 de Anton Paar).
MATERIAL Y EQUIPO
a) Densimetro DMA 4500 Anton Paar
b) Vaso de precipitados
c) Jeringa de inyección
PROCEDIMIENTO
1. Encender el densímetro y esperar la calibración
2. Colocar la muestra en un vaso de precipitados.
3. Con la ayuda de una jeringa tomar la muestra e inyectarla en el capilar
4. Verificar que no haya formación de burbuja en el capilar
5. Oprimir la tecla de start, para iniciar la medición.
6. Esperar a que se estabilice la medición y leer el dato correspondiente a la densidad de la muestra
5.4 Análisis de pH
La determinación del pH se llevó acabo mediante un potenciómetro SevenMulti Mettler-Toledo ya que este es un método preciso para determinar el pH, ya que además de ofrecer facilidad para la calibración, nos permite obtener la curva y la desviación estándar de una serie de mediciones (Manual del equipo SevenMulti Mettler-Toledo). MATERIAL Y EQUIPO
a) Potenciómetro SevenMulti Mettler-Toledo
b) Vaso de precipitados
c) Agua destilada, paño limpiador

21
PROCEDIMIENTO.
1. Encender el potenciómetro
2. Calibrar el equipo con el buffer de 4 y posteriormente con el de 7
3. Colocar la muestra en un vaso de precipitados de 50 ml
4. Colocar el electrodo dentro del vaso que contiene la muestra
5. Presionar la tecla leer
6. Esperar a que se estabilice la medición y leer el dato correspondiente al pH de la muestra
5.5 Análisis sensorial
El análisis sensorial comprende la preparación de la emulsión en una base, para ser evaluado por analistas mediante la comparación con un estándar en donde se comparan las propiedades de color, olor y sabor, de esta manera es como se acepta la muestra de producto y se prosigue con su uso, de lo contrario se rechaza y se dispone para desecho
5.5.1 Color
MATERIAL Y EQUIPO
a) Vaso de precipitados de vidrio
b) Balanza analítica
c) Tubos Nessler
d) Agua destilada
e) Alcohol etílico al 95%
PROCEDIMIENTO
1. Pesar en balanza analítica 0.1 g del producto a evaluar en un tubo Nessler de 100 ml.
2. Adicionar agua destilada hasta el aforo que marca el tubo Nessler.
3. Agitar vigorosamente hasta obtener una solución homogénea.

22
4. Preparar de igual manera el estándar contra el cual se realizará la comparación.
5. Colocar ambos tubos en un lugar con suficiente luz con un fondo blanco y realizar la comparación visual
6. Registrar los resultados según corresponda, agregando si se requiriera la descripción de lo observado (IO-CCA-10-101).
5.5.2 Olor
MATERIAL Y EQUIPO
a) Tiras olfativas
PROCEDIMIENTO Para realizar esta prueba, en el caso de líquidos el analista utiliza una tira olfativa, la cual se introduce tanto en el estándar como en la muestra humedeciéndola hasta la marca. La tira olfativa del estándar se identifica doblando una porción de la parte final de esta. Las tiras se olerán levemente y posteriormente se realiza el comparativo del aroma (IO-CCA-10-101).
5.5.3 Sabor
MATERIAL Y EQUIPO
a) Vaso precipitados de vidrio 250 ml
b) Agitadores vidrio
c) Pipetas graduadas vidrio de 1.0 ml
d) Tiras olfativas
e) Probetas graduadas de vidrio de 25 ml
f) Vasos de plástico para degustación.
g) Agua Purificada
h) Jarabe 32°Be (60°Brix)
23
PROCEDIMIENTO
1. Tomar aproximadamente de 0.1 a 0.5 ml
2. Colocarlo en un vaso de precipitados de 250 ml
3. Adicionar 10 ml de jarabe 60°Bx
4. Posteriormente disolver con 150 ml de agua potable a temperatura ambiente (IO-CCA-10-101).
5.6 Análisis de coliformes totales
MATERIAL Y EQUIPO a) Matraces erlenmeyer de 250, 500 y 1 000 ml con tapón de baquelita
b) Marcador de tinta permanente punto fino c) Frascos de dilución con agua peptonada esterilizados
d) Tubos de dilución con agua peptonada esterilizados e) Cajas petri desechables de 10 X 100 mm
f) Pipetas de 1, 5 y 10 ml g) Puntas 5 ml
h) Pipetor Electrónico i) Baño maría con termostato y termómetro
j) Balanza electrónica k) Potenciómetro l) Incubadora con termostato y termómetro m) Solución de hidróxido de sodio 1 N
n) Solución de ácido clorhídrico 1N o) Agar violeta rojo bilis (VRBA).
PROCEDIMIENTO
1. En un matraz pesa la cantidad necesaria de VRBA que va a utilizar prepararlo siguiendo las instrucciones del fabricante y ajustar el pH entre 7.3 y 7.5.
2. Finalizando la preparación lo coloca en un baño María a 45°C + - 1°C 3. Identificar las cajas petri que va a utilizar
4. Identificar los frascos de dilución que va a utilizar
24
5. Preparar la dilución Primaria y la homogeniza
6. Inocular 1 ml en la caja correspondiente 7. Añadir a cada caja petri inoculada de 10 a 15 ml de agar y la homogeniza con 6
movimientos en sentido de las manecillas del reloj, 6 en sentido contrario, 6 verticales y 6 horizontales sobre una superficie lisa y horizontal hasta lograr una completa incorporación del inóculo en el medio; cuidar que el medio no moje la cubierta de las cajas. Dejar solidificar. El tiempo transcurrido entre la preparación de la dilución primaria y el momento en que es vertido el medio de cultivo no debe exceder de 20 minutos (NOM-113-SSA1-1994).
8. Después de que solidifica el agar, se adiciona una segunda capa (4 ml aprox.) del medio y se deja solidificar.
9. Incubar en forma invertida, a 35°C +/- 1 por 24 +/- 2 horas (NOM-113-SSA 1-1994).
10. Transcurrido el período de incubación, saca las cajas y procede a realizar el conteo de colonias. Seleccionar las placas que contengan entre 15 y 150 colonias. Las colonias típicas son de color rojo oscuro, generalmente se encuentran rodeadas de un halo de precipitación debido a las sales biliares, el cual es de color rojo claro o rosa, la morfología colonial es semejante a lentes biconvexos con un diámetro de 0,5 a 2,0 mm.
11. La expresión de los resultados se lleva a cabo mediante lo indicado en la NOM-113-SSA1-1994 (IO-CCA-10-305).
5.7 Análisis de hongos y levaduras
MATERIAL Y EQUIPO a) Matraces erlenmeyer de 250, 500 y 1 000 ml con tapón de baquelita
b) Marcador de tinta permanente punto fino c) Frascos de dilución con agua peptonada esterilizados
d) Tubos de dilución con agua pepotanda esterilizados e) Cajas petri desechables de 10 X 100 mm
f) Pipetas de 1, 5 y 10 ml g) Puntas para pipeta electrónica
h) Pipeta electronica i) Balanza granataria
j) Baño maría con termostato y termómetro k) Potenciómetro

25
l) Incubadora con termostato y termómetro PROCEDIMIENTO.
1. En un matraz pesa la cantidad necesaria de PDA que va a utilizar, prepararlo siguiendo las instrucciones del fabricante.
2. Lo coloca en un baño María a 45°C +/- 1°C 3. Marcar las cajas petri que va a utilizar
4. Identificar los frascos de dilución que va a utilizar 5. Preparar la dilución Primaria y la homogeniza
6. De ser necesario, prepara diluciones decimales a partir de la dilución Primaria (10 -1), tomando 1 ml de la dilución primaria y llevándolo a un tubo con 9 ml de agua peptonada (10 -2) y así sucesivamente dependiendo del número de microorganismos que espera encontrar en la muestra.
7. De las diluciones seleccionadas, toma 1 ml y lo inocula en la caja petri correspondiente
8. Agregar aproximadamente 1.4 ml (o el necesario para hacer que el pH final del medio sea de 3.4 a 3.6) de solución de ácido tartárico al 10 %, por cada 100 ml de medio de cultivo PDA y lo homogeniza con movimientos circulares suaves, sin crear burbujas.
9. Añadir a cada caja petri inoculada aproximadamente 15 a 20 ml de agar y la homogeniza con 6 movimientos en sentido de las manecillas del reloj, 6 en sentido contrario, 6 verticales y 6 horizontales sobre una superficie lisa y horizontal hasta lograr una completa incorporación del inóculo en el medio; cuidar que el medio no moje la cubierta de las cajas. Dejar solidificar. El tiempo transcurrido entre la preparación de la dilución primaria y el momento en que es vertido el medio de cultivo no debe exceder de 20 minutos.
10. Invertir las cajas (formando columnas de máximo 4 cajas) y las mete a incubar a 25°C +/- 1 durante 72 horas. Solamente en el caso de Jugos de frutas fabricados por secado, el tiempo de incubación será de 120 horas (5 días). También en el caso de frotis, swabs y muestreo ambiental, el tiempo de incubación es de 5 días.
11. Transcurrido el período de incubación, saca las cajas y procede a realizar el conteo de colonias. Nota: La distinción de las colonias de Hongos y Levaduras se hace por morfología y olor. Cuando la morfología colonial no sea suficiente, examinar microscópicamente para distinguir las colonias de levaduras y mohos de las bacterias. Contar las colonias de cada placa después de 3 ó 5 días de incubación. Seleccionar aquellas placas que contengan entre 10 y 150 colonias. Si alguna parte de la caja muestra crecimiento extendido de mohos o si es difícil

26
contar colonias bien aisladas, se deberá repetir el procedimiento diluyendo la muestra para poder realizar el conteo. (NOM-111-SSA1-1994).
12. Considerar las cuentas de placas con 10 a 150 colonias como las adecuadas para el informe. Multiplicar por el inverso de la dilución, tomando en consideración los criterios de la NOM-092-SSA1-1994, para la expresión de resultados (IO-CCA-10-303).
5.8 Análisis de cuenta estándar
MATERIAL Y EQUIPO
a) Matraces erlenmeyer de 250, 500 y 1 000 ml con tapón de baquelita b) Marcador de tinta permanente punto fino
c) Frascos de dilución con agua peptonada esterilizados d) Tubos de dilución con agua peptonada esterilizados
e) Cajas petri desechables de 10 X 150 mm f) Pipetas de 1, 5 y 10 ml
g) Puntas para pipeta electrónica 5 ml h) Pipeta electrónica
i) Balanza electrónica j) Baño maría con termostato y termómetro
k) Potenciómetro l) Incubadora con termostato y termómetro m) Solución del 0.5 % (P/V) de 2,3,5 cloruro de trifeniltetrazolium. En un matraz
pesar 0.5 g de 2,3,5 cloruro de trifeniltetrazolium y disolver en 100 ml de agua destilada. Esterilizar por calor húmedo y almacenar en refrigeración protegido de la luz por máximo 2 meses.
n) Solución 1 N de hidróxido de sodio o) Agua peptonada. p) Agar para cuenta en placa (PCA) disponible comercialmente deshidratado.
Preparar como indica el fabricante PROCEDIMIENTO
1. En un matraz pesa la cantidad necesaria de PCA que va a utilizar y prepararlo siguiendo las instrucciones del fabricante, ajustar el pH entre 6.8 a7.2
2. Lo coloca en un baño María a 45°C +/- 1°C 3. Marca las cajas petri que va a utilizar

27
4. Identifica los frascos de dilución
5. Prepara la dilución Primaria y la homogeniza 6. De ser necesario, prepara diluciones decimales a partir de la dilución Primaria
(10 -1), tomando 1 ml de la dilución primaria y llevándolo a un tubo con 9 ml de agua peptonada (10 -2) y así sucesivamente dependiendo del número de microorganismos que espera encontrar en la muestra.
7. De las diluciones seleccionadas, toma 1 ml y lo inocula en la caja petri correspondiente
8. Agrega 1 ml de solución de TTC por cada 100 ml de medio de cultivo PCA y lo homogeniza con movimientos circulares suaves, sin crear burbujas
9. Añade a cada caja petri inoculada aproximadamente 15 ml de agar y la homogeniza con 6 movimientos en sentido de las manecillas del reloj, 6 en sentido contrario, 6 verticales y 6 horizontales, sobre una superficie lisa y horizontal hasta lograr una completa incorporación del inóculo en el medio; cuidar que el medio no moje la cubierta de las cajas. Dejar solidificar. El tiempo transcurrido entre la preparación de la dilución primaria y el momento en que es vertido el medio de cultivo no debe exceder de 20 minutos (NOM-092-SSA1-1994).
10. Invierte las cajas (formando columnas de máximo 4 cajas) y las mete a incubar a 35°C +/- 1 °C durante 48 horas.
11. Transcurrido el período de incubación, saca las cajas y procede a realizar el conteo de colonias. Debido a la solución de TTC, las colonias se tiñen de rojo y de esta manera es más fácil realizar el conteo. Para la realización del conteo, tomar los criterios mencionados en la NOM-092-SSA1-1994 (IO-CCA-10-302).
6.0 RESULTADOS Y DISCUSIÓN
La correcta interpretación de los resultados de los análisis practicados a una emulsión es un punto clave para detectar inconsistencias en el sabor y/o formulación del producto, en cuanto a el análisis fisicoquímico, al detectar errores o valores fuera de los limites se evidencia que la formula esta en proceso de desestabilización, es decir, que pronto dejara de cumplir con las características necesarias para ser aplicada correctamente.
Las posibles causas del comportamiento de la emulsión se debe al manejo se principalmente a el tiempo de almacenamiento, así como las condiciones del mismo ya que las temperaturas y movimientos influyen en la conservación de los materiales presentes en la formulación, además; cabe mencionar que las emulsiones analizadas ya habían rebasado su fecha de caducidad (vida útil 6 meses) y a este factor se atribuyen la mayoría de los cambios que se observan en cuanto a la estabilidad fisicoquímica y sensorial, ya que es conocido que la emulsione es un sistema por naturaleza inestable que tiene un periodo corto de utilidad, y al rebasar este, el sistema comienza a desestabilizarse

28
y se presentan cambios en la estructura interna (floculación, coalescencia, creaming) así como en el sabor de la emulsión.
6.1 Evaluación fisicoquímica de la emulsión
El correcto control de los parámetros fisicoquímicos de la emulsión evita desviaciones en las características del producto final o en este caso se ven afectados los atributos del producto al cual se ha de aplicar el sabor.
En cuanto a estos análisis se observó que el 70% de las muestras presentaron un tamaño de partícula superior al establecido en el control (1nm), de la misma forma sucedió con la turbidez, registrándose un 53% de muestras por encima de especificación (160-260NTU), si bien es conocido que a mayor tamaño de partícula la turbidez aumenta, las coincidencias entre estos dos parámetros fueron del 37% lo que nos indica que la emulsión presentaba inestabilidad. En lo que respecta al pH y densidad, no se registraron cambios significativos, de esta manera se registró que el 87% de las emulsiones evaluadas fisicoquímicamente estuvieron fuera de especificación; por lo anterior se rechazo la posibilidad de utilizar el saborizante para los fines que este fue creado debido a la imposibilidad de asegurar su estabilidad y buen sabor en la bebida.
A continuación se presentan las graficas de resultados correspondientes a los análisis fisicoquímicos practicados a 30 muestras de emulsión de sabor en la empresa IFF México S.A. de C.V.
6.1.1 Tamaño de partícula
La medición del tamaño de partícula del concentrado de la emulsión se puede realizar mediante equipos especializados aptos para realizar todo el análisis de forma integral y eficaz, estas unidades presentan ciertas ventajas aunque resultan ser costosas.
Algunas de las características de una emulsión cambian conforme aumenta o disminuye el tamaño de partícula, en el cuadro se muestran las características de apariencia de una emulsión conforme cambia el tamaño de partícula.
Cuadro 5. Apariencia de emulsiones según su tamaño de partícula.
TAMAÑO APARIENCIA
5 nm o Mayor Macro glóbulos, se distinguen dos fases
Mayor a 1 nm Blanca y lechosa

29
Aproximado a 1 nm Emulsión color amarillo a naranja
0.1 a 0.05 nm Semitransparente color amarillo pálido
Menor a 0.05 nm Transparente
El tamaño y la distribución de tamaños de las partículas de una emulsión son gobernados por la cantidad y la eficacia del emulsificante, el orden de mezclado y la clase de agitación que se haga. Si se reduce poco a poco el tamaño de las partículas de la emulsión, varían el color y el aspecto de ésta; en el caso de la evaluación practicada a estas muestras (Grafica 1), se observa que el tamaño de partícula de la mayoría de ellos es superior al establecido como control 1nm al rebasar este valor la emulsión puede desestabilizarse, lo cual se traduce en una notable deficiencia durante la aplicación en el producto final.
Grafica 1. Análisis de tamaño de partícula.
Las muestras aceptadas fueron 9 y las rechazadas 21 que corresponden al 70% de las 30 muestras evaluadas.

30
6.1.2 Turbidez
Esta propiedad está íntimamente relacionada con el tamaño de partícula de la emulsión, ya que a medida que incrementa el tamaño del glóbulo, la emulsión se vuelve más turbia, como se observa en la grafica 2 la turbidez de las emulsiones se encuentra en valores mayores al limite superior, esto se debe en gran parte a que el tamaño de partícula de las emulsiones también es mucho mayor al establecido en el control.
Grafica 2. Resultados del análisis de turbidez.
Las muestras aceptadas fueron 14 y las rechazadas 16 que corresponden al 53% de las 30 muestras evaluadas.
6.1.3 Densidad
La densidad es un parámetro muy importante para conservar la estabilidad de una emulsión ya que de esta es signo de la proporción de las fases en la emulsión, en este caso se observa que la densidad de la emulsión en estudio es estable (Grafica 3) y para cada muestra se registra un valor dentro de los limites permisibles y además esta cerca del control; una densidad muy alta nos indica la posibilidad de inversión de fases, por lo tanto, es mejor que la diferencia de densidad entre las partículas de una fase y otra sea muy pequeña para que la emulsión sea estable.

31
Grafica 3. Resultados del análisis de densidad.
Todas las muestras fueron aceptadas por presentarse dentro de los rangos establecidos, este comportamiento nos muestra que las emulsiones aun no estaban cremadas, debido a que la densidad se mantuvo estable.
6.1.4 pH
Es importante observar si las alteraciones del pH ya que estas pueden provocar, proliferación de microorganismos, cambios de propiedades sensoriales de la bebida o inestabilidad en la emulsión. El pH de una emulsión es de importancia considerable por lo cual se convierte en una de las principales características a evaluar, en la grafica 4 se observa que el pH de la emulsión se mantuvo dentro de los límites establecidos, aunque cabe mencionar que los valores son muy cercanos al límite inferior, lo cual podría provocar algunos cambios en la acidez del producto final, aunque por otro lado un valor bajo del pH desfavorece el crecimiento microbiano, lo cual es muy deseable en la emulsión.

32
Grafica 4. Resultados del análisis de pH.
Todas las muestras fueron aceptadas por estar dentro de los rangos establecidos.
6.2 Evaluación sensorial de la emulsión
A continuación se presentan resultados correspondientes a los análisis sensoriales practicados a 30 muestras de emulsión de sabor de la empresa IFF México S.A. de C.V.
Se observa que el promedio de rechazos fue del 30%, se observó que el total de estos coinciden con los rechazos fisicoquímicos ya que la relación entre el tamaño de partícula y la turbidez influyen en el aspecto y sabor del producto.
En general los resultados de la evaluación sensorial se presentan como:
Total de rechazos: 9 muestras correspondientes al 30%
Las muestras rechazadas fueron: 1, 2, 7, 8, 9, 13, 14, 15, 21, las cuales coinciden con las muestras que registraron mayor tamaño de particula.
33
7.2.1 Sabor.
Las muestras aceptadas fueron 28 y las rechazadas 4 de las 30 muestras evaluadas.
Las muestras en este caso se rechazaron por que presentaban notas ajenas al sabor original, la presencia de notas rancias, resinosas las afecta el sabor de la bebida, la aparición de estas notas se debió a la oxidación de los componentes de la formula (limoneno, linoleato y aldehídos) con la presencia del oxigeno, luz y calor principalmente.
Esta condición puede disminuirse o evitarse mediante el uso de antioxidantes como el acido ascórbico, carotenoides o polifenoles.
6.2.2 Olor.
Las muestras aceptadas fueron 29 y las rechazadas 3 de las 30 muestras evaluadas.
La muestra fue rechazada por que presentaba un olor a grasa y no coincidía con el olor característico de las demás muestras (cítricos), este olor afecta las propiedades sensoriales, ya que imparte una desagradable sensación en la aplicación, la aparición de estos aromas se deben a la oxidación de los aceites presentes en la formula.
6.2.1 Color.
Las muestras aceptadas fueron 28 y las rechazadas 4 de las 30 muestras evaluadas.
Originalmente este debe ser un color amarillo a naranja, pero en este caso el color se tornaba rojizo, aunque cabe mencionar que en la aplicación de la emulsión, esta diferencia de color no fue determinante, es decir no se lograba observar a simple vista; por lo tanto las muestras que presentaron esta característica fueron tomadas como rechazos determinantes y NO se quedaron en espera de los análisis fisicoquímicos, para comprobar si debían rechazar por otras características que afectaran la estabilidad de la emulsión.
En este estudio se ha considerado frecuentemente el manejo de la emulsión ya que las muestras que se analizaron ya habían caducado, y debido a que cuando la emulsión fue fabricada cumplía con las condiciones de calidad requeridas por el cliente, es decir; estaba en buenas condiciones tanto sensorial como fisicoquímicamente, las anomalías presentadas se atribuyen al manejo de la emulsión principalmente a el almacenamiento y fecha de caducidad.

34
6.3 Evaluación microbiológica de la emulsión
Las 30 muestras de la emulsión que fueron evaluadas no presentaron contaminación (ver Cuadro 6), lo cual se atribuye a que el manejo de las muestras fue correcto.
Cuadro 6. Resultados del análisis microbiológicos.
PRUEBA LIMITE (ufc/g)
Coliformes totáles <102
Hongos y Levaduras <102
Cuenta estándar <102
7.0 CONCLUSIONES
Las principales causas determinantes del rechazo de una emulsión son el tamaño de partícula y el sabor.
Cuando una emulsión se encuentra afectada en cuanto al tamaño de partícula es imposible asegurar su viabilidad en la bebida.
La relación entre el tamaño de partícula y la turbidez influyen en el aspecto y sabor de la emulsión, así como en la estabilidad de la bebida.
Los cambios sensoriales en la emulsión se deben a reacciones entre componentes del sistema.

35
8.0 BIBLIOGRAFÍA
1. Anzaldúa, A. 1994. “Evaluación sensorial de los alimentos en la teoría y la practica”. Acribia. España.
2. Aranberri, I; Binks, P.B; Clint, J.H; Fletcher, P. 2006. “Elaboración y caracterización de emulsiones estabilizadas por polímeros y agentes tensoactivos”. Revista Iberoamericana de Polímeros. Volumen 7(3).
3. Aulton, E.M. 2001. “Ciencia del diseño de las emulsiones”. Segunda edición. Elsevier. España
4. Badui, S.D. 2006. “Química de los alimentos”. Cuarta edición. Pearson Addison Wesley. México.
5. Diario oficial de la federación. 1999. “Reglamento de la ley general de salud en materia de control sanitario de actividades, establecimientos, productos y servicios”. México.
6. Sancho; J.E. Bota, J.J. 1999. “Introducción al análisis sensorial de los alimentos”, Ediciones Universidad de Barcelona, España.
7. Larry, B.A; Davidson, P.M. 1996. “Food Additives”. Marcel Dekker.
8. Larsson, K; Friberg, S. 1990. “Food emulsions”. Tercera edición. Marcel Dekker. U.S.A.
9. León, W.J. Universidad de Sevilla España. Disponible en: <http://personal.us.es/leonwas/docs/apoyo_docencia/tema-8.pdf> (Consulta: 22-Marzo-2008)
10. Manley, C.T. 1993. "Flavor Measurement". Marcel Dekker. U.S.A.
11. Manual del equipo Analizador de partícula. Mastersizer 2000. Malvern Instruments.
12. Manual del equipo Densímetro. DMA 4500. Anton Paar.
13. Manual del equipo Potenciómetro. SevenMulti. Mettler Toledo.
14. Manual del equipo Turbidimetro. Turbidimeter 2100N. Hach Company.
15. NOM-092-SSA1-1994. BIENES Y SERVICIOS. Método para la cuenta de bacterias aerobias en placa.
16. NOM-111-SSA1-1994. BIENES Y SERVICIOS. Método para la cuenta de mohos y levaduras en alimentos.

36
17. NOM-113-SSA1-1994. BIENES Y SERVICIOS. Método para la cuenta de microorganismos coliformes totales en placa.
18. Pedrero, L.D; Pangborn, R.M. 1997. “Evaluación sensorial de los alimentos”. Alhambra Mexicana. México.
19. IO-CCA-10-302. Procedimiento de Análisis microbiológico. Instrucción operativa para determinar bacterias aerobias en placa.
20. IO-CCA-10-303. Procedimiento de análisis microbiológico. Instrucción operativa para determinar Hongos y Levaduras en placa.
21. IO-CCA-10-305. Procedimiento de análisis microbiológico. Instrucción operativa para determinar coliformes totales en placa.
22. IO-CCA-10-101. Procedimiento de Análisis sensorial. Instrucción operativa de análisis sensorial.
23. Rodríguez, L; García, C.E. 1987. “Normalización, metrología y control de calidad para la industria alimenticia”. Pueblo y educación. Cuba.
24. Taylor, A, J. 2002. “Food Flavour Technology”. Sheffield Academic Press. U.S.A.