INSTITUTO POLITÉCNICO NACIONAL - DSpace...
101
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERRIOR DE INGENIERIA MECÁNICA Y ELÉCTRICA “CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE” T E S I S QUE PARA OBTENER EL TITULO DE: INGENIERO EN CONTROL Y AUTOMATIZACIÓN P R E S E N T A N RICARDO DANIEL MARTÍNEZ COLÍN RAFAEL CARMONA GARCÍA ASESORES DR. ISRAEL ALVAREZ VILLALOBOS DR. FLORENCIO SANCHEZ SILVA MÉXICO, D.F. NOVIEMBRE 2011
Transcript of INSTITUTO POLITÉCNICO NACIONAL - DSpace...

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERRIOR DE INGENIERIA MECÁNICA Y ELÉCTRICA
“CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE”
T E S I S
Q U E P A R A O B T E N E R E L T I T U L O D E :
INGENIERO EN CONTROL Y AUTOMATIZACIÓN
P R E S E N T A N
RICARDO DANIEL MARTÍNEZ COLÍN RAFAEL CARMONA GARCÍA
ASESORES
DR. ISRAEL ALVAREZ VILLALOBOS
DR. FLORENCIO SANCHEZ SILVA
MÉXICO, D.F. NOVIEMBRE 2011

INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELECTRICA
UNIDAD PROFESIONAL "ADOLFO LÓPEZ MATEOS"
TEMA DE TESIS
QUE PARA OBTENER EL TITULO DE INGENIERO EN CONTROL Y AUTOMATIZACION POR LA OPCIÓN DE TITULACIÓN TESIS COLECTIVA y EXAMEN ORAL INDIVIDUAL DEBERA(N) DESARROLLAR
C. RICARDO DANIEL MARTÍNEZ COLÍN C. RAFAEL CARMONA GARCÍA
"CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE"
DISEÑAR UN LAZO DE CONTROL DE TEMPERATURA DE LA LECHE Y SINTONIZAR LOS CONTROLADORES INVOLUCRADOS EN LAS ETAPAS DE PRECALENTAMIENTO y CALENTAMIENTO DEL PROCESO DE ULTRAPASTEURIZACIÓN (UHT) UBICADO EN LAS INSTALACIONES DE LA EMPRESA LICONSA GERENCIA DEL SUR.
.:. CONTROL DE TEMPERATURA EN LA INDUSTRIA LECHERA. •:. PROCESO UHT, LICONSA GERENCIA DEL SUR. .:. DISEÑO DE LAZOS DE CONTROL Y SINTONIZACIÓN DE LOS CONTROLADORES. •:. ESTUDIO ECONÓMICO. •:. CONCLUSIOES y TRABAJO FUTURO.
MÉXICO D. F., A 26 DE ABRIL DE 2012.
ASESORES

ÍNDICE
RELACIÓN DE FIGURAS ............................................................................................................. i
RELACIÓN DE TABLAS .............................................................................................................. ii
NOMENCLATURA ....................................................................................................................... iv
RESUMEN ...................................................................................................................................... v
INTRODUCCIÓN ......................................................................................................................... vii
OBJETIVO ................................................................................................................................... viiii
CAPÍTULO I
“CONTROL DE TEMPERATURA EN LA INDUSTRIA LÁCTEA” .............................................. 1
1.1 Características y propiedades de la leche .................................................................................. 2
1.2 Problemas en la calidad de la leche ........................................................................................... 4
1.3 Tipos de tratamientos térmicos ................................................................................................. 6
1.4 Plantas de tratamiento UHT .................................................................................................... 10
1.5 Control de temperatura en el proceso de Ultrapasteurización de la leche ............................... 12
CAPÍTULO II
“PROCESO UHT, LICONSA GERENCIA DEL SUR” .................................................................. 20
2.1 Proceso de ultrapasteurización de la leche UHT del tipo indirecto. ........................................ 21
2.2 Problema en el proceso UHT del tipo indirecto, Liconsa Gerencia del Sur ............................ 25
2.3 Condiciones de la planta UHT, Liconsa Gerencia del Sur ...................................................... 27
2.4 Solución propuesta .................................................................................................................. 38
CAPÍTULO III
“DISEÑO DE LAZOS DE CONTROL Y SINTONIZACIÓN DE LOS CONTROLADORES” .... 40
3.1 Balance de materia y energía .................................................................................................. 41
3.2 Obtención de las funciones de transferencia ........................................................................... 45
3.3 Lazos de Control y Simulación en lazo abierto ....................................................................... 48
3.4 Sintonización de los lazos de control ...................................................................................... 56
3.5 Resultados y Análisis de resultados ........................................................................................ 58

3.6 Selección del tipo de control ................................................................................................... 67
CAPITULO IV
“ESTUDIO ECONÓMICO” ............................................................................................................. 68
4.1 Programación de Tareas realizadas ......................................................................................... 69
4.2 Presupuesto ............................................................................................................................. 70
4.3) Análisis de Factibilidad.......................................................................................................... 72
CONCLUSIONES Y TRABAJO FUTURO ..................................................................................... 74
REFERENCIAS ................................................................................................................................ 77
APÉNDICE A
“PERFILES DE TEMPERATURA DE LA LECHE” .................................................................. 80
APÉNDICE B
“CURVAS DE REACCIÓN” ....................................................................................................... 83
APÉNDICE C
“ECUACIÓN DE TRANSFERENCIA DE CALOR” .................................................................. 85
APÉNDICE D
“DIAGRAMA DE FLUJO Y DIAGRAMA DE TUBERÍAS E INSTRUMENTACIÓN” .............. 86

RELACIÓN DE FIGURAS Y TABLAS
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE i
RELACIÓN DE FIGURAS
Figura 1.1 Efecto letal de tratamientos térmicos sobre las bacterias. 5
Figura 1.2 Efecto destructivo sobre todos los agentes que afectan la calidad de
la leche.
7
Figura 1.3 Tipos de envasadores asépticos. 10
Figura 1.4 Equipos utilizados en la UTH y su etapa de precalentamiento. 12
Figura 1.5 Respuesta de primer orden a la señal escalón. 14
Figura 1.6 Proceso controlado. 14
Figura 1.7 Configuraciones de controladores en compensación de sistemas de
control.
16
Figura 2.1 Deodorizador. 23
Figura 2.2 Glóbulos de grasa. 23
Figura 2.3 Diagrama de bloques del proceso. 24
Figura 2.4 Perfil de Temperatura del Producto. 25
Figura 2.5 Intercambiador de calor tubular. 27
Figura 2.6 Intercambiador de Placas. 28
Figura 2.7 Bomba sanitaria. 29
Figura 2.8 Secciones del Intercambiador de Calor Tubular. 36
Figura 3.1 Esquema correspondiente a las corrientes de los fluidos caliente y
frío.
40
Figura 3.2 Comportamiento de la temperatura de la leche cruda en la etapa de
precalentamiento.
45
Figura 3.3 Comportamiento de la temperatura del agua en el intercambiador de
placas.
46
Figura 3.4 Simulación de la etapa de precalentamiento en lazo abierto (LA). 48
Figura 3.5 Respuesta de la etapa de precalentamiento de la leche en lazo
abierto (LA).
49
Figura 3.6 Simulación de la etapa de precalentamiento en lazo cerrado (LC). 50
Figura 3.7 Diagrama de bloques de la etapa de calentamiento fases 1, 2 y 3 en
lazo abierto (LA).
51
Figura 3.8 Respuesta de las fase 2 del calentamiento de la leche en lazo abierto
(LA).
52
Figura 3.9 Diagrama de bloques fase 2 del calentamiento en lazo cerrado (LC). 53
Figura 3.10 Diagrama de bloques fase 5 del calentamiento en lazo abierto (LA). 54
Figura 3.11 Respuesta de la fase 5 del calentamiento de la leche en lazo abierto
(LA).
54
Figura 3.12 Diagrama de bloques fase 5 del calentamiento en lazo cerrado (LC). 55
Figura 3.13 Etapa de precalentamiento, P vs PI vs PID. Etapa de
precalentamiento, P vs PI vs PID.
57
Figura 3.14 Etapa de enfriamiento fase 1, P vs PI vs PID. 58
Figura 3.15 Etapa de calentamiento fase 2, P vs PI vs PID. 59
Figura 3.16 Etapa de calentamiento fase 4, P vs PI vs PID. 60
Figura 3.17 Respuesta ante perturbaciones en la temperatura de la leche etapa de
precalentamiento, P vs PI vs PID.
61
Figura 3.18 Respuesta ante perturbaciones en la temperatura de la leche etapa de 62

RELACIÓN DE FIGURAS Y TABLAS
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE ii
calentamiento en su fase 2, P vs PI vs PID.
Figura 3.19 Respuesta ante perturbaciones en la temperatura de la leche, etapa
de calentamiento en su fase 4, P vs PI vs PID.
63
Figura 4.1 Panel de control. 71
Figura A.1 Comportamiento de la temperatura de la leche cruda en la etapa de
precalentamiento.
80
Figura A.2 Comportamiento de la temperatura de la leche cruda en la etapa de
calentamiento fase 1.
80
Figura A.3 Comportamiento de la temperatura de la leche cruda en la etapa de
calentamiento fase 2. 81
Figura A.4 Comportamiento de la temperatura de la leche cruda en la etapa de
calentamiento fase 3.
81
Figura A.5 Comportamiento de la temperatura de la leche cruda en la etapa de
calentamiento fase 4.
82
Figura A.6 Comportamiento de la temperatura de la leche estéril en la etapa de
enfriamiento fase 1.
82
Figura B.1 Curva de reacción en lazo abierto etapa de precalentamiento. 83
Figura B.2 Curva de reacción en lazo abierto etapa de calentamiento fase 2. 83
Figura B.3 Curva de reacción en lazo abierto etapa de calentamiento fase 4. 84
RELACIÓN DE TABLAS
Tabla 1.1 Concentración de las proteínas en la leche de vaca. 2
Tabla 1.2 Vitaminas de la leche y necesidades diarias. 3
Tabla 1.3 Enfermedades provocadas por la carencia de las diferentes
vitaminas.
3
Tabla 1.4 Composición de la leche procedente de diferentes especies de
mamíferos.
3
Tabla 1.5 Principales categorías de tratamientos térmicos en la industria
lechera.
6
Tabla 1.6 Efecto de las ganancias P, I y D sobre la respuesta del proceso. 17
Tabla 1.7 Ecuaciones de Sintonización (Integración mínima). 18
Tabla 2.1 Valores establecidos para la leche. 21
Tabla 2.2 Cantidad de tubos y características. 28
Tabla 2.3 Características del vapor. 29
Tabla 2.4 Características del agua. 30
Tabla 2.5 Identificación de Elementos en las etapas de Precalentamiento,
Calentamiento y Enfriamiento.
30
Tabla 2.6 Características de los Instrumentos de Campo. 34
Tabla 2.7 Elementos finales de Control. 36
Tabla 3.1 Balance de energía para las secciones 1 a la 6. 41
Tabla 3.2 Tiempo de residencia por sección. 42
Tabla 3.3 Balance de materia por sección. 43
Tabla 3.4 Parámetros de las etapas de precalentamiento y
calentamiento.
46

RELACIÓN DE FIGURAS Y TABLAS
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE iii
Tabla 3.5 Parámetros del criterio IAET. 47
Tabla 3.6 Parámetros τ, K y to de la curva de reacción. 56
Tabla 3.7 a Parámetros del controlador P. 56
Tabla 3.7 b Parámetros del controlador PI. 56
Tabla 3.7 c Parámetros del controlador PID. 56
Tabla 3.7 Atributos de las respuestas en lazo cerrado de los controladores
TC99, TC05, TC46 y TC44.
59
Tabla 3.8 Respuestas en lazo cerrado de los controladores TC99, TC05, TC46
y TC44 ante perturbaciones en la temperatura de la leche.
64
Tabla 4.1 Programa de Tareas 69
Tabla 4.2 Presupuesto desglosado 71

NOMENCLATURA
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE iv
NOMENCLATURA
a
A
área, m2
Amplitud del escalón, ºC
Capacidad calorífica, kcal/(kg ºC)
K Ganancia estática, adimensional
KA Estado estacionario, adimensional
Kp Ganancia de proceso
m
m’
Masa, kg
pendiente, adimensional
Flujo másico, kg/h
P Presión, bar
Flujo de calor, kcal/h
T Temperatura, ºC
t Tiempo, s o h
t1 Tiempo donde se alcanza el 28.3% del valor del estado estacionario, s
t2 Tiempo donde se alcanza el 63.2% del valor del estado estacionario, s
Tiempo de retar del sistema, s
V Volumen, l
Flujo volumétrico, l/h
Valor correspondiente al nuevo estado estacionario
Valor del estado estacionario inicial
[n] Número de referencia.
SÍMBOLOS GRIEGOS
Δ Diferencia, ºC
ρ Densidad, kg/l
τ Constante de tiempo, s
SUBÍNDICES
1 Entrada
2 Salida
i Inicial
f Final
ss Estado estable
s Asentamiento
l Levantamiento
r Recuperación

RESUMEN
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE v
RESUMEN
El presente trabajo contiene los problemas acerca del proceso de ultrapasteurización de la
leche blanca, al realizar una sintonización inadecuada de los controladores responsables del
control de temperatura de la leche en las etapas de precalentamiento y calentamiento.
A partir del proceso de la ultrapasteurización UHT efectuado en las instalaciones de la
empresa Liconsa Tlahuac, se realizó la selección del tipo de control correspondiente a los
lazos de las etapas de precalentamiento y calentamiento, en función de las características de
los equipos y los intervalos de operación para cada paso del proceso en estas dos etapas.
Para realizar la selección entre los tipos de control Proporcional, Proporcional-Integral y
Proporcional-Integral-Derivativo y conocer cuál es el conveniente para el proceso en las
etapas de precalentamiento y calentamiento, como primer paso se estudiaron las
características del intercambiador de calor, identificando el comportamiento de la
temperatura de la leche en cada una de sus secciones con el propósito de identificar la
función de transferencia que modele dicho comportamiento.
A partir de la identificación de los puntos de medición de la temperatura en estas etapas, se
estructuro los lazos de control en base a la variable manipulada y la variable controlada.
Con los datos de proceso y los balances de energía realizados de cada sección participante
en estas etapas, se obtuvieron los tiempos de residencia y a su vez de ellos y del intervalo
de operación se obtuvieron los parámetros K, to y τ de las funciones de transferencia
implementando el método estadístico de Ziegler-Nichols.
A partir de los lazos estructurados con las funciones de transferencia en su forma de
diagrama de bloques con el software Simulink, se obtuvieron las curvas de reacción en lazo
abierto ante el cambio del 20% en el valor de la señal escalón, de tal forma de identificar
nuevamente con el método de Ziegler-Nichols los parámetros K, to y τ correspondientes a
dicho aumento en la señal.
Utilizando el criterio IAET (Integral del error absoluto ponderado en el tiempo), se
sintonizaron los controladores propuestos P, PI y PID, de tal manera que se compararon las
respuestas arrojadas de cada uno de ellos entre sí.
En la selección del tipo de controlador se consideraron dos puntos, el primero fue la
respuesta inicial de la temperatura, y la segunda fue la compensación ante perturbaciones
en la temperatura inicial de la leche y en la temperatura del medio de calentamiento.
Los resultados obtenidos mostraron que para la etapa de precalentamiento el control
utilizado debe ser un PI; mientras para la etapa de calentamiento corresponde a un PID.
Dichas asignaciones contemplaron la combinación del tiempo y la temperatura de
asentamiento, así como la existencia de un sobrepaso y un error en estado estacionario.

INTRODUCCIÓN
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE vi
INTRODUCCIÓN
La industria láctea es una de las más importantes dentro del ramo alimenticio debido a la
elaboración de productos básicos en la dieta de los mexicanos. El principal producto es la
leche blanca. La leche es elaborada en distintas modalidades dependiendo de las
concentraciones de los componentes de la misma; sin embargo en cuanto a la durabilidad se
dividen en dos categorías, los productos que necesitan refrigeración en su almacenado y los
que no requieren temperaturas bajas para su conservación (leche de larga duración).
Este trabajo se basó en las instalaciones de la empresa Liconsa Gerencia del Sur ubicada en
Tlahuac, en la cual existen problemas en la calidad de la leche producida dentro del proceso
de Ultrapasteurización UHT (Temperatura Ultra Alta) para la elaboración de leche de larga
duración. El problema consiste en no obtener un producto con los 6 meses de vida de
anaquel que debería proveer el tratamiento térmico de ultrapasteurización.
La raíz de este problema proviene de la mala sintonización de los controladores PI
responsables de mantener la temperatura en los intervalos de operación. En este trabajo se
realizará la simulación de los lazos de control de las etapas de precalentamiento y
calentamiento, correspondientes a la producción de leche blanca entera. Para ello se dividió
el trabajo presentado en cuatro capítulos.
En el Capítulo I se explican los problemas existentes en la calidad de la leche al no alcanzar
las temperaturas que aseguran el exterminio de microorganismos patógenos, así como los
distintos tratamientos térmicos utilizados en la industria lechera. Además describe las
distintas plantas para el tratamiento UHT, enlistando los equipos utilizados en los dos tipos
de transferencia de calor, enfocándose a las etapas de precalentamiento y calentamiento. De
igual forma se describe la metodología en el diseño del control de la temperatura.
En el Capítulo II se describe el proceso de la ultrapasteurización UHT, mencionando las
capacidades de los equipos utilizados en la empresa Liconsa Gerencia del Sur y los
intervalos de operación a los cuales trabaja la temperatura en cada una de las etapas del
proceso, mostrando así el diagrama de flujo. Además de las condiciones de los equipos,
instrumentos y lazos de control involucrados en las etapas de precalentamiento y
calentamiento en base al DTI del proceso. Al final de este capítulo se describirá la solución
propuesta ante el problema identificado.
Dentro del Capítulo III se expondrán el procedimiento realizado en la estructuración de los
lazos de control, la sintonización de los controladores y la selección del tipo de control a
partir de los resultados obtenidos en las respuestas iniciales de cada etapa, y ante las
compensaciones obtenidas de los controladores ante perturbaciones en la temperatura de la
leche.

INTRODUCCIÓN
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE vii
En el Capítulo IV, se realizara un estudio económico del costo al implementar la solución
propuesta, tomando en cuenta la infraestructura necesaria para la aplicación de dicha
solución. Brindando de esta manera el tiempo de recuperación de la inversión inicial, ante
los costos generados por la sintonización inadecuada de los controladores de temperatura.
Finalmente se exponen las conclusiones obtenidas en la realización de este trabajo; así
como el trabajo futuro procedente al trabajo realizado.

OBJETIVO
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE viii
OBJETIVO
Diseñar el lazo de control de la temperatura de la leche y sintonizar los
controladores involucrados en las etapas de precalentamiento y calentamiento
del proceso de Ultrapasteurización (UHT) ubicado en las instalaciones de la
empresa Liconsa Gerencia del Sur.

CAPÍTULO I
“CONTROL DE TEMPERATURA EN
LA INDUSTRIA LÁCTEA”

CAPÍTULO I CONTROL DE TEMPERATURA EN LA INDUSTRIA LÁCTEA
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 2
1.1 Características y propiedades de la leche
Debido a sus características, la leche es el único alimento consumido durante el primer
periodo de la vida de los mamíferos que cubre los requerimientos alimenticios básicos, ya
que las sustancias de la leche proveen la energía necesaria y los materiales estructurales,
fundamentales para el crecimiento durante esta etapa tan importante de estos seres vivos,
entre ellos, el ser humano. Dentro de las sustancias constitutivas de la leche se encuentran
proteínas, vitaminas y minerales. Cada una de ellas brinda distintas bondades que se
describirán a continuación.
Las proteínas que contiene la leche al ser ingeridas y descompuestas en productos más
simples por el sistema digestivo, son transportadas hasta las células donde forman parte de
la construcción de las propias proteínas constituyentes del ser humano. Existe una gran
diversidad de proteínas que constituyen a la leche, muchas de ellas contenidas en pequeñas
proporciones, teniendo la clasificación que se muestra en la Tabla 1.1.
Tabla 1.1: Concentración de las proteínas en la leche de vaca [1].
Concentración
en la leche
% de proteína total
g/kg (p/p)
Caseína
α s1-caseina 10 30.6
α s2-caseina 2.6 8
β-caseína 10.1 30.8
κ-caseína 3.3 10.1
Total de caseína 26 79.5
Seroproteinas
α-lacto albúmina 1.2 3.7
β-lacto globulina 3.2 9.8
Albúmina del suero sanguíneo 0.4 1.2
Inmunoglobulinas 0.7 2.1
Otras 0.8 2.4
Total de Seroproteinas 6.3 19.3
Proteinas de la membrana del
glóbulo de grasa 0.4 1.2
Proteina total 32.7 100
En complemento a las propiedades que brindan las proteínas de la leche, las vitaminas son
esenciales para el desarrollo normal de la vida. Las vitaminas contenidas en la leche se
enlistan en la Tabla 1.2, donde se muestra la cantidad en miligramos por litro de leche, y la
dosis requerida por una persona adulta.

CAPÍTULO I CONTROL DE TEMPERATURA EN LA INDUSTRIA LÁCTEA
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 3
Tabla 1.2: Vitaminas de la leche y necesidades diarias [1].
Vitamina Cantidad en 1l de leche, mg Necesidad diarias de
un adulto, mg
A 0.2-2 1-2
B1 0.4 1-2
B2 1.7 1-4
C 5-20 30-100
D 0.002 0.01
Cada vitamina fortalece distintas funciones del cuerpo humano, y cuando no se consume las
porciones mínimas requeridas, el cuerpo humano se hace propenso a la adquisición de
distintas enfermedades (Tabla 1.3).
Tabla 1.3: Enfermedades provocadas por la carencia de las diferentes vitaminas [1].
Carencia de
Vitamina Enfermedad referente
A Ceguera nocturna, menor resistencia a enfermedades infecciosas
B1 Crecimiento lento
B2 Pérdida de apetito, indigestión
C Fatiga, piorrea, susceptibilidad a infecciones (escorbuto)
D Deformaciones del esqueleto (raquitismo)
Como último elemento están los minerales, cuya concentración en la leche es menor al 1%.
Este porcentaje contiene calcio, potasio, sodio y magnesio, en forma de fosfatos, cloruros,
citratos y caseinatos que son los responsables de la fortificación del sistema óseo del
cuerpo humano.
En conjunto todas estas sustancias son esenciales para el desarrollo físico y mental del ser
humano. El consumo de leche cotidiano que tiene una persona, hace que la demanda de este
alimento sea de una gran magnitud, es por ello que el ser humano por sí mismo, no alcanza
a cubrir esta cantidad de leche, por lo cual ha recurrido a la producción de leche extraída de
diferentes animales como son: cabras, ovejas y vacas. Cada uno de estos animales produce
leche con las mismas sustancias, sin embargo se presentan en distintos porcentajes (Tabla
1.4).
Tabla 1.4: Composición de la leche procedente de diferentes especies de mamíferos [1].
Especie Proteína total Caseína Seroproteina Grasa Carbohidratos Cenizas
% % % % % %
Humana 1.2 0.5 0.7 3.8 7 0.2
Vaca 3.5 2.8 0.7 3.7 4.8 0.7
Cabra 3.6 2.7 0.9 4.1 4.7 0.8
Oveja 5.8 4.9 0.9 7.9 4.5 0.8

CAPÍTULO I CONTROL DE TEMPERATURA EN LA INDUSTRIA LÁCTEA
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 4
Como se observa en la Tabla 1.4, la leche de vaca tiene una composición más equilibrada
que las demás, es por ello que esta especie de animal, es la fuente primaria de este alimento
tan importante en la dieta del ser humano.
Por otro lado, la leche de vaca no puede ser consumida directamente por el hombre después
de la ordeña, ya que debe de pasar por un proceso de tratamiento que la purifique y evite la
generación de microorganismos debido a las características de la leche. Este proceso es
necesario, para tener una leche de calidad adecuada para el consumo diario, y que no
signifique una fuente de infección por las condiciones a las que se expone. A continuación
se muestra los problemas en la producción de la leche y las primeras soluciones de los
mismos.
1.2 Problemas en la calidad de la leche
Existen microorganismos patógenos en la leche los cuales afectan su calidad y el tiempo de
duración permisible para su consumo, dando como resultado ineficiencias en las
propiedades nutricionales de la leche por las cuales forma parte de la dieta de la mayor
parte de la población en México y en el mundo. Como solución a estos problemas, se
desarrollaron una serie de tratamientos térmicos con distintas especificaciones durante su
realización, pero partiendo de un mismo modelo de proceso.
A finales del siglo XIX el tratamiento térmico a la leche ya era un hecho habitual, sin
embargo estaba enfocado para conseguir otros productos derivados como el queso y la
mantequilla, y no para detener el crecimiento bacteriológico en la leche, y menos se
empleaban estos tratamientos para obtener una leche de larga duración.
En un principio, antes de la introducción de los tratamientos térmicos, la leche significaba
una fuente de infecciones, debido a que es un medio perfecto para la reproducción de
bacterias, enzimas, y otros microorganismos que dan paso a enfermedades como
tuberculosis y tifus.[1]
El primer tratamiento térmico que se le realizo a la leche se llamó “pasteurización” en
nombre de Louis Pasteur, quien fue el primero en realizar estudios acerca de los efectos
destructivos que tienen los tratamientos térmicos sobre los microorganismos (siglo XIX).
La pasteurización es un tratamiento térmico especial, el cual tiene como objetivo eliminar
el bacilo de la tuberculosis (B.T.) sin realizar una modificación significativa a las
propiedades físico-químicas por las cuales la leche es consumida alrededor del mundo.
A partir de la introducción de la pasteurización, varios científicos durante la historia
concordaban que se requería de un tratamiento térmico para la leche; sin embargo, no
existía una homogeneidad en el proceder del tratamiento, ya que en ocasiones se dejada
sobrecalentar la leche, y en otros se realizaban tratamientos que consistían en una
combinación de etapas de enfriamiento y calentamiento de la leche. Todos estos
tratamientos se traducían en afectaciones en las características de la leche, como el sabor a
CAPÍTULO I CONTROL DE TEMPERATURA EN LA INDUSTRIA LÁCTEA
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 5
quemado, diferente olor y color al habitual, o la supervivencia de bacilos B.T. en la leche
[1].
Otro elemento que afecta las propiedades de la leche y da paso a graves enfermedades, es la
formación de la enzima fosfatasa presente en la leche cruda. Este tipo de enzima es
destruida mediante la pasteurización haciendo una combinación de tiempo-temperatura en
su tratamiento. Esta combinación es la exposición de la leche a 63 ºC durante 30 min, lo
que asegura la eliminación de todos los patógenos de la leche, puesto que destruye al bacilo
B.T., que es el microorganismo más resistente al tratamiento térmico [1].
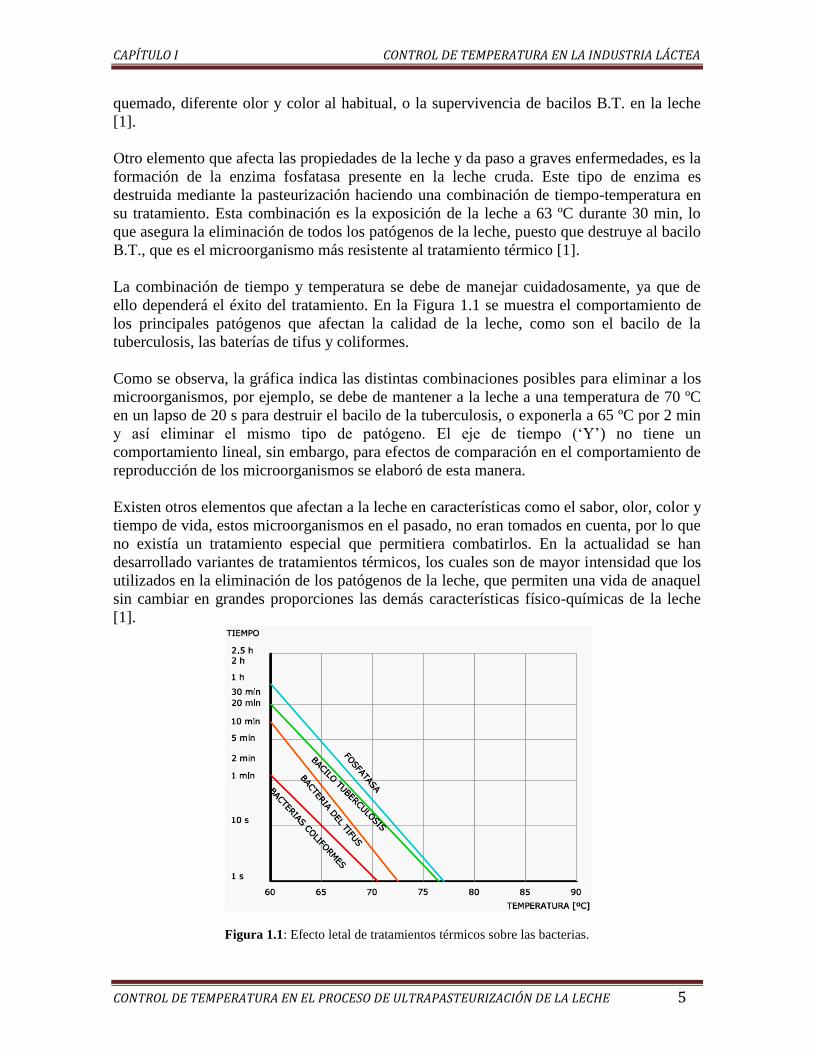
La combinación de tiempo y temperatura se debe de manejar cuidadosamente, ya que de
ello dependerá el éxito del tratamiento. En la Figura 1.1 se muestra el comportamiento de
los principales patógenos que afectan la calidad de la leche, como son el bacilo de la
tuberculosis, las baterías de tifus y coliformes.
Como se observa, la gráfica indica las distintas combinaciones posibles para eliminar a los
microorganismos, por ejemplo, se debe de mantener a la leche a una temperatura de 70 ºC
en un lapso de 20 s para destruir el bacilo de la tuberculosis, o exponerla a 65 ºC por 2 min
y así eliminar el mismo tipo de patógeno. El eje de tiempo (‘Y’) no tiene un
comportamiento lineal, sin embargo, para efectos de comparación en el comportamiento de
reproducción de los microorganismos se elaboró de esta manera.
Existen otros elementos que afectan a la leche en características como el sabor, olor, color y
tiempo de vida, estos microorganismos en el pasado, no eran tomados en cuenta, por lo que
no existía un tratamiento especial que permitiera combatirlos. En la actualidad se han
desarrollado variantes de tratamientos térmicos, los cuales son de mayor intensidad que los
utilizados en la eliminación de los patógenos de la leche, que permiten una vida de anaquel
sin cambiar en grandes proporciones las demás características físico-químicas de la leche
[1].
Figura 1.1: Efecto letal de tratamientos térmicos sobre las bacterias.

CAPÍTULO I CONTROL DE TEMPERATURA EN LA INDUSTRIA LÁCTEA
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 6
Este tipo de tratamientos especializados fueron concebidos al tener el problema de los
tiempos cada vez más prolongados entre las entregas del producto, que significan la
disposición para el desarrollo y multiplicación de encimas y microorganismos, a pesar de
las técnicas modernas de enfriamiento. Son por estas razones, que se debe de llevar a cabo
los tratamientos térmicos de forma adecuada para la solución de este tipo de problemas que
afectan la calidad de los productos lácteos. Para lograr un tratamiento térmico eficiente, se
debe de considerar la clasificación en la que se dividen, tomando en cuenta el intervalo de
temperatura manejado y el tiempo de duración, ya que así se tendrá el intervalo de control
de dichas variables que permitan la conservación de las características de la leche.
1.3 Tipos de tratamientos térmicos
A partir de los efectos que tienen los tratamientos desde la perspectiva microbiológica, se
dividen en distintos procesos de acuerdo a las combinaciones existentes de tiempo-
temperatura. La Tabla 1.5 muestra los intervalos de tiempo contra la temperatura expuesta
al producto, en los cuales operan cada uno de los tratamientos:
Tabla 1.5: Principales categorías de tratamientos térmicos en la industria lechera [1].
Proceso Temperatura Tiempo
Termización (63-65) ºC 15 s
Pasteurización LTLT 63 ºC 30 min
Pasteurización HTST (72-75) ºC (15-20) s
Ultra pasteurización (125-138) ºC (2-4) s
Esterilización UHT (135-140) ºC (4-7) s
Esterilización en el envase (115-120) ºC (20-30) min
A continuación se describirá en qué consiste cada uno de estos tratamientos que se llevan a
cabo en diferentes etapas del procesado de la leche y sus principales diferencias.
1.3.1 Termización
En ocasiones debido a los tiempos prolongados de recepción de la leche y la capacidad
reducida de las plantas para procesarla, existen silos de almacenado a temperatura baja; sin
embargo, esto no asegura la detención del crecimiento bacteriológico. La Termización
soluciona este problema. Este tratamiento consiste en la elevación de la temperatura de la
leche en un intervalo de 63 ºC a 65 ºC durante un periodo de 15 s y enfriada rápidamente a
4 ºC.
Este proceso puede confundirse con la pasterización debido a la temperatura que se maneja;
sin embargo, el tiempo es una variable que hace la diferencia en los efectos que tienen
ambos tratamientos, ya que la Termización solo detiene momentáneamente el crecimiento
de las baterías, mientras que la pasteurización los elimina por completo [1].

CAPÍTULO I CONTROL DE TEMPERATURA EN LA INDUSTRIA LÁCTEA
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 7
Se debe de controlar adecuadamente el tiempo del tratamiento, ya que al exponerla a un
tiempo prolongado representa la pérdida de las propiedades nutricionales de la leche. Toda
la leche se debe de procesar dentro de 24 horas desde su recepción, la Termización solo se
lleva a cabo en casos excepcionales.
1.3.2 Pasteurización
La pasteurización se divide en dos categorías:
Pasteurización LTLT (Temperatura Baja-Tiempo Largo): de sus siglas en inglés
“Low Temperatura, Long Time”, caracterizada por un tiempo de 30 min a una
exposición de 63 ºC.
Pasteurización HTST (Temperatura Alta-Tiempo Corto): de sus siglas en ingles
“High Temperatura, Short Time”, se maneja a un intervalo de 72 ºC a 75 ºC con un
tiempo de mantenimiento de 15 s a 20 s, seguida de un enfriamiento.
Los efectos que tiene la pasteurización en los agentes microbiológicos que afectan la
calidad de la leche se muestran en la Figura 1.2.
Figura 1.2: Efecto destructivo sobre todos los agentes que afectan la calidad de la leche.
1.3.3 Ultrapasteurización
Los tratamientos de Termización, Pasteurización LTLT y Pasteurización HTST detienen el
crecimiento bacteriológico en la leche, manteniendo la calidad de la misma. Los efectos de
estos procesos duran de 2 a 16 días sin embargo, en ocasiones se requiere un tiempo mayor
para el reparto a sus distintos destinos, es por ello que se aplica la Ultrapasteurización.

CAPÍTULO I CONTROL DE TEMPERATURA EN LA INDUSTRIA LÁCTEA
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 8
Este tratamiento térmico permite que la leche conserve sus propiedades (físico-químicas)
alrededor de 3 meses. La Ultrapasteurización consiste en el calentamiento de la leche a un
intervalo de 125 ºC a 138 ºC durante un periodo de 2 s a 4 s, seguido de su enfriamiento
inmediato a menos de 7 ºC.
1.3.4 Tratamiento UHT
En muchos lugares de consumo, no se cuenta con un equipo de refrigeración que permita al
producto pasteurizado o ultrapasteurizado, una buena eficiencia de los efectos en la
conservación de la calidad de la leche. Es por ello que a partir del proceso de
ultrapasteurización se desarrolló el tratamiento UHT, obteniendo 3 meses adicionales en la
conservación de la leche en anaquel.
De sus siglas en inglés “Ultra High Temperature” (ultrapasteurización a temperatura ultra
alta), consiste en una sucesión rápida entre el calentamiento de la leche a una temperatura
que varía entre 135 ºC y 140 ºC, y su enfriamiento a 4 ºC. La aplicación del tratamiento
UHT no se limita solo a la industria lechera, se extiende dentro de toda la industria
alimenticia, teniendo los siguientes productos:
Leche líquida y recombinada.
Leche concentrada.
Natas.
Batidos.
Productos lácteos fermentados.
Bebidas a base de lacto suero.
Helados de crema.
Postres.
Bebidas ricas en proteínas.
Bebidas de soya.
Alimentos infantiles.
Zumos vegetales y frutales.
Bebidas tales como café y té.
Recubrimientos y base de grasas vegetales.
Sopas.
Salsas.
Purés.
Condimentos.
Soluciones nutritivas.
Este proceso permite una vida de anaquel hasta 6 meses sin la necesidad de refrigeración
del producto. Este trabajo se enfocará en este tipo de tratamiento haciendo énfasis en la

CAPÍTULO I CONTROL DE TEMPERATURA EN LA INDUSTRIA LÁCTEA
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 9
etapa de precalentamiento. En secciones posteriores se describirá a fondo este proceso,
describiendo los equipos empleados y la conexión entre los mismos, además de las
capacidades y variables a controlar para alcanzar las condiciones óptimas de operación del
tratamiento.
1.3.5 Esterilización
Se encuentra en la última etapa del procesado de los productos lácteos. Una vez pasada la
normalización de la grasa, homogenización y demás etapas, la leche es envasada
normalmente en botellas de plástico o vidrio, a una temperatura que oscila entre 115 ºC y
120 ºC en un tiempo de 20 min a 30 min [2]. La esterilización se lleva a cabo mediante el
empleo de los siguientes equipos:
Esterilizador vertical: Consiste básicamente en una cámara central que se mantiene
a temperatura de esterilización por medio de vapor a presión, y es equilibrada
respecto a los lados de entrada y salida por medio de columnas de agua, que
proporcionan la presión interior equivalente (Figura 1.3 a).
Esterilizador horizontal: Consiste en una válvula rotatoria accionada
mecánicamente, a través de la cual pasan los envases llenos de leche hasta una zona
de presión y temperatura alta (Figura 1.3 b).
a) Esterilizador continuo vertical para botellas.
1. Primera etapa del calentamiento.
2. Sello de agua y segunda etapa de calentamiento.
3. Tercera etapa de calentamiento.
4. Etapa de esterilización.
5. Primera etapa de enfriamiento.
6. Segunda etapa de enfriamiento.
7. Tercera etapa de enfriamiento.
8. Cuarta etapa de enfriamiento.
9. Etapa final de enfriamiento.
10. Tambores superiores de arrastre.
Zona roja: Vapor
Zona azul: Agua de enfriamiento

CAPÍTULO I CONTROL DE TEMPERATURA EN LA INDUSTRIA LÁCTEA
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 10
b) Esterilizador horizontal con cierre de válvula rotatoria y sistema de presurización positiva.
1. Carga automática de botellas o latas.
2. Válvula rotatoria.
3. Área de esterilización.
4. Ventilador.
5. Área de prenfriamiento.
6. Enfriamiento final a presión atmosférica.
7. Descarga de la cadena transportadora.
Figura 1.3: Tipos de envasadores asépticos
1.4 Plantas de tratamiento UHT
Las plantas de UHT se clasifican dependiendo del equipo de transferencia de calor que se
utilicen. A continuación se enlistan los equipos utilizados en cada categoría correspondiente
al tratamiento de UHT:
a) Tratamientos directos: el medio de calentamiento entra en contacto con el producto, los
sistemas de transferencia se dividen en:
Inyección de vapor con intercambiador de calor de placas.
Inyección de vapor con intercambiador de calor tubular.
Infusión de vapor con intercambiador de calor de placas.
Infusión de vapor con intercambiador de calor tubular.
Nota: El primer equipo corresponde a la UHT y el segundo a su etapa de precalentamiento.
b) Tratamiento indirecto: existe una pared (tubular o placas) entre el medio de
calentamiento y el producto, estos sistemas son
Intercambiadores de calor de placas
Intercambiadores de calor tubulares
Intercambiadores de calor de superficie roscada
Nota: La UHT y su etapa de precalentamiento se llevan a cabo con el mismo tipo de equipo de intercambio de
calor. Y se requiere de una etapa posterior donde se le extraiga el agua condensada.

CAPÍTULO I CONTROL DE TEMPERATURA EN LA INDUSTRIA LÁCTEA
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 11
Los equipos utilizados en las distintas clasificaciones del tratamiento de UHT se muestran
en la Figura 1.4. Estos equipos también son utilizados en los tratamientos térmicos de
Termización, pasteurización y ultra-pasteurización; siendo el intercambiador de calor de
placas el equipo comúnmente utilizado, debido a la fácil modificación de su capacidad de
trabajo.
a) Cabezal de inyección de vapor. b) Cámara de infusión.
c) Intercambiador de calor bubular. d) Intercambiador de calor de superficie roscada.

CAPÍTULO I CONTROL DE TEMPERATURA EN LA INDUSTRIA LÁCTEA
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 12
e) Intercambiador de calor de placas.
Zona roja: Elemento calentador.
Zona azul: Elemento calentado.
Figura 1.4: Equipos utilizados en la UTH y su etapa de precalentamiento.
1.5 Control de temperatura en el proceso de Ultrapasteurización
de la leche
En cualquiera de los procesos térmicos efectuados en la industria láctea, la variable crítica
corresponde a la temperatura del producto, para lograr que esta se encuentre dentro de los
valores permisibles de operación se debe de tener un lazo de control que efectué la
corrección de la desviación en la temperatura debido a una perturbación o a las diferentes
condiciones que presente esta variable en el producto. Para ello se requiere el diseño del
algoritmo de control, el cual consiste en tres pasos:
1) Determinar que debe de realizar el sistema y cómo debe de hacerlo
(especificaciones de diseño).
2) Determinar la configuración del compensador o controlador, de acuerdo a la
configuración existente en la conexión entre los elementos que conforman al lazo de
control.
3) Determinar los parámetros del controlador para alcanzar los objetivos del diseño.

CAPÍTULO I CONTROL DE TEMPERATURA EN LA INDUSTRIA LÁCTEA
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 13
1.5.1 Especificaciones de control
Se refieren a las características que debe de cumplir la respuesta del proceso, siendo únicas
para cada aplicación individual; dentro de estas características se incluyen las siguientes
especificaciones [5]:
Estabilidad relativa: Es la medida del grado de estabilidad del sistema, de tal manera
que expresa que tan estable es el sistema a estudiar.
Error en estado estable: Es la desviación permanente de la respuesta con respecto al
punto de condigna.
Respuesta transitoria: Se define como la parte de la respuesta en el tiempo que se
obtiene a partir del primer estado estacionario (condiciones iniciales) hasta la
estabilización del sistema.
Perturbaciones: Señal externa al sistema, que altera la respuesta al escalón en estado
estable.
Sobrepaso máximo: Es el porcentaje excedido del valor final de la respuesta al
escalón, comúnmente un sistema con gran sobrepaso es inestable.
Tiempo de retardo: Es el tiempo requerido para que la respuesta al escalón alcance
el 50% del valor final.
Tiempo de levantamiento: Se define como el tiempo requerido para que la respuesta
al escalón se eleve del 10% al 90% de su valor final.
Tiempo de asentamiento: Es el tiempo requerido para que la respuesta al escalón
disminuya y permanezca dentro de un porcentaje específico de su valor final
(aproximadamente +/- 5%).
Estas características parten de la respuesta al escalón en lazo abierto, en donde a través de
métodos de identificación estadístico se obtiene el modelo matemático en forma de función
de transferencia. Dentro de estos métodos estadísticos de identificación se encuentran los
siguientes [6]:
Método de Ziegler & Nichols (Primer Orden)
Método de Harriort (Segundo Orden)
Método de Smith (Segundo Orden)
Los procesos térmicos en su mayoría dan como resultado respuesta de primer orden, el
método correspondiente para la identificación de la función de transferencia de estos
procesos es el de Ziegler & Nichols; este método establece lo siguiente:
A partir de la respuesta al escalón (Figura 1.5) se obtiene los parámetros donde:
, Siendo el valor final alcanzado después del escalón, el
valor inicial antes del escalón y A la amplitud del escalón.

CAPÍTULO I CONTROL DE TEMPERATURA EN LA INDUSTRIA LÁCTEA
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 14
, Siendo el 28.3% y el 63.2% del valor final .
, Correspondiente al retardo del sistema.
Figura 1.5: Respuesta de primer orden a la señal escalón.
1.5.2 Configuraciones del controlador
La dinámica de un proceso lineal controlado puede representarse por el diagrama de
bloques mostrado en la Figura 1.6, donde el vector y(t) corresponde al vector de salida que
contiene a las variables controladas; para obtener el comportamiento deseado de este
vector, se debe de encontrar la señal de control u(t) que satisfaga todos los objetivos de
diseño [5].
Figura 1.6: Proceso controlado.
La mayoría de los métodos de diseño de sistemas de control, se basan en una configuración
fija, la cual corresponde en la elección de una estructura básica del diseño completo y el
lugar donde se encuentre el controlador. A partir de la estructura se realiza el modelado de
los elementos involucrados en el lazo de control y la determinación de los parámetros de
trabajo del controlador.
Dentro de las distintas configuraciones existentes en la estructuración del lazo de control se
encuentran las siguientes (Figura 1.7):
Compensación en serie: Es la configuración más comúnmente utilizada, donde el
controlador se encuentra colocado en serie con el proceso, mandando directamente
las acciones de control hacia el proceso.

CAPÍTULO I CONTROL DE TEMPERATURA EN LA INDUSTRIA LÁCTEA
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 15
Compensación mediante realimentación: El controlador se encuentra colocado en
paralelo al proceso, sumando las señales del controlador y la respuesta del proceso
obteniendo la acción de control final.
Compensación mediante la realimentación de estado: En esta configuración se
genera la señal de control mediante la realimentación de las variables de estado a
través de ganancias constantes reales.
Compensación en serie realimentada: Esta estructura fusiona la compensación en
serie con la compensación realimentada.
Compensación directa con compensación: Existe un controlador fuera del lazo
cerrado, la señal de este controlador es sumada con la señal de realimentación.
Compensación prealimentada: Surge al adicionar un controlador secundario
colocado en paralelo a la compensación en serie, de tal manera que el segundo
controlador se encuentre fuera del lazo sumando su señal con la del controlador
primario.
a) Compensación en serie
b) Compensación mediante realimentación
c) Control mediante realimentación de estado

CAPÍTULO I CONTROL DE TEMPERATURA EN LA INDUSTRIA LÁCTEA
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 16
d) Compensación en serie realimentada
e) Compensación directa con compensación en serie
f) Compensación en prealimentación
Figura 1.7: Configuraciones de controladores en compensación de sistemas de control.
1.5.3 Principios fundamentales de diseño
Después que sea escogida la configuración del controlador, el siguiente paso es la selección
del tipo de control y los valores de los parámetros que satisfagan las especificaciones de
diseño. El tipo de control seleccionado debe de ser el más simple, puesto que al ser más
complejo su costo es elevado y la confiabilidad del mismo se reduce, además que su
dificultad en el diseño es mayor. La selección del tipo de control involucra la experiencia
que se tenga del proceso a controlar y de la intuición del diseñador.
Existen una gran variedad de tipos de controladores; los utilizados en procesos térmicos
corresponden a controladores PID (Proporcional-Integral-Derivativo), PI (Proporcional-
Integral) y P (Proporcional). Las ecuaciones que representan a estos controladores en el
dominio del tiempo son las siguientes:

CAPÍTULO I CONTROL DE TEMPERATURA EN LA INDUSTRIA LÁCTEA
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 17
Pasando al dominio de Laplace las ecuaciones 1.1, 1.2 y 1.3 quedan:
Siendo:
: Coeficiente proporcional ‘P’
: Coeficiente Integral ‘I’
: Coeficiente Derivativo ‘D’
Cada uno de estos coeficientes tiene un efecto sobre la respuesta del sistema, en la Tabla
1.6 se muestra los parámetros: tiempo de levantamiento (tl), sobrepaso máximo (Sm),
tiempo de asentamiento (ts) y error en estado estable (Ess), mostrando el efecto que
proporcionan cada una de las ganancias de los controladores.
Tabla 1.6: Efecto de las ganancias P, I y D sobre la respuesta del proceso.
Parámetro Tl Sm ts Ess
Kp Disminuye Aumenta Poco Afectado Disminuye
Ti Aumenta Disminuye Disminuye Eliminado
Td Poco afectado Disminuye Disminuye Poco afectado
Existe una infinidad de resultados posibles dentro de las combinaciones entre los
parámetros de los controladores, sin embargo dentro de ellas solo existen pocas que
satisfagan a las especificaciones de control. El proceso de determinación de los valores
adecuados para la obtención de una respuesta satisfactoria es llamado sintonización.

CAPÍTULO I CONTROL DE TEMPERATURA EN LA INDUSTRIA LÁCTEA
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 18
Existe una gran variedad de métodos de sintonización, a partir de la respuesta en lazo
abierto o en lazo cerrado. Algunos de ellos son:
Método de ultima ganancia (Lazo Cerrado)
Método de Curva de reacción (Lazo Abierto, método utilizado)
Método de Ziegler-Nichols (Lazo Abierto)
Método de Dahlin (Lazo Abierto)
El método de Curva de reacción consiste en un cambio del 20% en la señal escalón en lazo
abierto, después que se halla estabilizado la respuesta inicial del sistema; a partir de la
nueva curva se obtiene los parámetros mediante el método de identificación de
Ziegler-Nichols. Después de la obtención de los parámetros, se procede a la determinación
de los coeficientes de los controladores, para lo cual se recurre a criterios de sintonización.
Cada criterio brinda diferentes atributos a la respuesta del sistema, en este método de curva
de reacción los criterios utilizados corresponden a integración mínima del error, y estos
son:
Integral del valor absoluto del error (IAE)
Integral del cuadrado del error (ICE)
Integral del valor absoluto del error ponderado en tiempo (IAET)
Integral del cuadrado del error ponderado en tiempo (ICET)
La diferencia entre estos criterios, es que el ICE compensa mejor los efectos de
perturbaciones en la respuesta inicial, mientras el IAE compensa las perturbaciones en la
respuesta final. Las versiones ponderadas en tiempo de cada criterio mencionado,
amortiguan las oscilaciones existentes de las perturbaciones en el tiempo. La Tabla 1.7
muestra las ecuaciones que obtienen los parámetros de los controladores para cada uno de
los criterios mencionados [6].
Tabla 1.7: Ecuaciones de Sintonización (Integración mínima)

CAPÍTULO I CONTROL DE TEMPERATURA EN LA INDUSTRIA LÁCTEA
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 19
La conjunción de los pasos descritos en el diseño de control, dan como resultado un sistema
con características que permitan la compensación ante perturbaciones y la mejora de la
respuesta inicial del sistema (respuesta transitoria), obteniendo así un lazo de control capaz
de mantener las variables a controlar dentro de los intervalos de operación del proceso.
En este capítulo se describió los diferentes tratamientos térmicos realizados en la industria
láctea, enfatizando en el proceso de ultrapasteurización UHT, describiendo las diferentes
tipos de plantas, así como los problemas existentes en el control de la temperatura. Además
se describió la metodología empleada en el diseño de control, dividiendo el procedimiento
en tres pasos. En el siguiente capítulo se describirá la problemática existente en el control
de la temperatura de la leche para el caso especial del tratamiento UHT del tipo indirecto,
de igual manera se mostraran las condiciones de las instalaciones de la empresa Liconsa
Gerencia del Sur en donde existe este problema, finalizando en el planteamiento de la
solución propuesta en este trabajo.

CAPÍTULO II
“PROCESO UHT, LICONSA
GERENCIA DEL SUR”

CAPÍTULO II PROCESO UHT, LICONSA GERENCIA DEL SUR
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 21
2.1 Proceso de ultrapasteurización de la leche UHT del tipo
indirecto.
El proceso general del ultrapasteurización de la leche a temperatura ultra alta (UHT), se
divide en cuatro pasos
Pre esterilización de la planta. Este paso consiste en la circulación de agua a
temperatura alta, con el propósito de esterilizar los componentes de la planta y
de igual forma llevarla a condiciones óptimas para la transferencia de calor
efectuada en el intercambiador.
Producción. Una vez pre-esterilizada la planta, se lleva a cabo la circulación del
producto, para su tratamiento térmico (exterminación de microorganismos).
Limpieza intermedia aséptica. Se lleva a cabo cuando el equipo se encuentra en
un nivel de ensuciamiento intermedio, el agente limpiador es una solución de
sosa caustica al 35%.
Limpieza en sitio (CIP). Es una limpieza completa, mediante soluciones de sosa
caustica al 35% y ácido nítrico al 50%.
Para la producción de leche de larga duración se llevan a cabo una serie de procedimientos
que van desde la recepción de la leche hasta el envasado del producto. A continuación se
describen cada una de las etapas que conforman a este tratamiento térmico.
1) Recepción
La leche proveniente de los puntos de acopio, al ingresar a la planta es sometida a pruebas
de cantidad (Tabla 2.1). A partir de las pruebas realizadas se autoriza el paso de la leche
hacia el silo de almacenado.
Tabla 2.1 Valores establecidos para la leche [4]
Analito Valor de referencia Incertidumbre
g/100g
Proteína 19,07 0,21
Grasas 24,32 0,34
Cenizas 4,31 0,07
µg/g
Vitamina A 6,79 0,57
Vitamina E 108,9 19
Vitamina C 646,3 37,3
mg/kg
Sodio 2509 63
Potasio 9240 376
Calcio 6931 199
Magnesio 615 14
Hierro 27,72 2,34

CAPÍTULO II PROCESO UHT, LICONSA GERENCIA DEL SUR
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 22
2) Clarificado
En esta etapa se eliminan partículas sólidas no propias de la leche, tal como pasto y pelo de
vaca. Estos objetos ajenos a la leche, son extraídos por medio de la clarificadora en base de
fuerza centrífuga.
3) Enfriamiento
Una vez clarificada la leche, se transporta hacia un silo de almacenado, conservando su
temperatura a 5 ºC, con el propósito de detener el crecimiento de microorganismos
patógenos.
4) Descremado y estandarización
El descremado retira toda la crema contenida en la leche, y de acuerdo a la modalidad del
producto que se vaya a producir, en la etapa de estandarización se proporciona la cantidad
de grasa requerida por dicha modalidad, teniendo las siguientes concentraciones:
Leche entera 30 g/L
Leche descremada 20 g/L
Leche light 5 g/L
5) Almacenado y envió al tanque de balance
La leche estandarizada llega al tanque de almacenamiento, donde se mantiene a una
temperatura de 5°C. Después la leche es bombea desde el tanque de almacenamiento hasta
el tanque de balance del equipo de ultrapasteurización.
6) Precalentado
La leche contenida en el tanque de balance es bombeada a la sección regenerativa del
intercambiador de calor tubular, calentando el producto a una temperatura de 79°C.
7) Deareación
Después del precalentamiento se envía a un deodorizador (Figura 2.1) con el fin de eliminar
aire, gases no condensables y olores que no sean característicos de la leche, esto se lleva a
cabo en una cámara de vacío.

CAPÍTULO II PROCESO UHT, LICONSA GERENCIA DEL SUR
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 23
1. Condensador
2. Entrada tangencial de la leche
3. salida de la leche con un sistema de control de
nivel
Figura 2.1: Deodorizador[3]
8) Homogenización
En la homogenización se lleva a cabo la reducción de las partículas de grasa de la leche, a
un tamaño no mayor de 2 micras (Figura 2.2), con el propósito de que en el producto final
no se creen coágulos de grasa (desnaturalización).
Figura 2.2: Glóbulos de grasa [3].
9) Calentamiento
El producto homogenizado pasa nuevamente al intercambiador tubular, donde se eleva su
temperatura en 4 fases. La primera va de 79 ºC a 95 °C, después de esta etapa existe un
tubo de sostenimiento de 60 s para la estabilización de la proteína; la segunda fase eleva la
temperatura de la leche de 95 ºC a 121 ºC; la siguiente fase lleva la temperatura de 121 ºC a
136 ºC; y por último la temperatura se eleva a 137 °C para sostenerla en un serpentín de 4 s
a 7 s.

CAPÍTULO II PROCESO UHT, LICONSA GERENCIA DEL SUR
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 24
10) Enfriamiento
Después del tiempo de sostenimiento, la leche es enfriada en dos fases, la primera es por
medio de agua, llevando la temperatura de la leche a 95 ºC; y la segunda se efectúa a la par
del precalentamiento, ya que la leche estéril es la que proporciona la energía calorífica en la
etapa de precalentamiento de la leche cruda.
11) Envasado
El producto que sale del enfriamiento regenerativo continúa hasta el envasado aséptico a
una temperatura de 22 °C a 24 °C. El envasado aséptico es un procedimiento que consiste
en la esterilización del envase llenándolo con el producto estéril, produciendo envases
herméticamente cerrados para evitar la contaminación del producto.
La Figura 2.3 muestra el diagrama de bloques partiendo del tanque de balance y
culminando en el envasado del producto [3]. El perfil de temperatura de la leche
correspondiente a esta parte del proceso se muestra en la Figura 2.4 [8].
Figura 2.3 Diagrama de bloques del proceso.
Tanque de
balance
Bomba
centrifuga
Deodorizador
Bomba de vacio
Homogenizador
Int. Calor Tubular
Cal. Producto - Agua Ultrapasteurización
Int. Calor Tubular
Enf. Producto - Agua
Envasado
Leche
79°C
Leche
75°C L
ech
e
79
°C
Leche
137°C Leche
137°C
Lec
he
95
°C
Leche
22°C
4 s – 7 s
-0,5 barg
Calentamiento de producto
crudo
Enfriamiento de producto esterilizado
Leche
5°C

CAPÍTULO II PROCESO UHT, LICONSA GERENCIA DEL SUR
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 25
Figura 2.4: Perfil de Temperatura del Producto
2.2 Problema en el proceso UHT del tipo indirecto, Liconsa
Gerencia del Sur
La empresa Liconsa Gerencia del Sur cuenta con una planta de tratamiento de UHT del tipo
indirecto, la cual fue instalada en el año 2009. Al ser una planta relativamente nueva, los
ingenieros encargados de la producción de la leche se ven en la problemática de no elaborar
un producto con la calidad requerida para su venta, debido a que la temperatura de la leche
no se logra mantener dentro del intervalo de operación al que está diseñado la planta de
tratamiento UHT, dando como resultado un producto con la durabilidad mínima en anaquel
(4 meses) [9].
La raíz de este problema se debe a la sintonización inadecuada de los controladores PI
(Proporcional-Integral), responsables del control de temperatura de la leche correspondiente
a las etapas de precalentamiento y calentamiento del proceso UHT. La sintonización
realizada se basa en la poca experiencia que se tiene con el equipo, dando como resultado
valores incorrectos de los parámetros de cada controlador.

CAPÍTULO II PROCESO UHT, LICONSA GERENCIA DEL SUR
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 26
Además de realizar la sintonización al tanteo, los ingenieros encargados del proceso, no
dejan que responda el proceso en su totalidad, de acuerdo con los valores seleccionados de
los parámetros de los controladores, de tal manera que cambian continuamente dichos
valores afectando la respuesta del sistema de forma drástica. Al trabajar con este tipo de
sintonización se crean los siguientes problemas [9]:
Corto tiempo de vida de la leche en anaquel: El tiempo de vida de la leche al ser el
mínimo, representa un gran problema puesto que significa acortar el plazo de
tiempo en la distribución y en la venta del producto, teniendo que disminuir la
producción total, para que el producto que no se llegue a vender, no sea rechazado
por el consumidor al desarrollar microorganismos dentro del embase.
Paro continuo del proceso: Al tantear los valores de los parámetros de los
controladores de forma continua, se generan fluctuaciones en la temperatura de la
leche, dando como resultado incrustaciones de producto en el intercambiador de
calor, por lo que su tiempo de trabajo se ve reducido al tener que parar el proceso
para realizar la limpieza que elimine la incrustaciones.
Desgaste prematuro de las piezas: Acortando el tiempo de producción debido a la
necesidad de limpieza de la planta, se reduce el tiempo de vida de la misma, ya que
los componentes involucrados como válvulas, instrumentos y los mismos equipos,
se ven sometidos a un efecto de descaste provocado por la naturaleza química de los
agentes limpiadores.
Mayor demanda de servicios auxiliares: Puesto que el proceso requiere de una
temperatura de ambientación cada vez que se inicia el proceso, se requiere de la
circulación de agua caliente que temple los elementos de la planta.
Elevación de costos: Uno de ellos es la utilización de reactivos en la limpieza con
mayor frecuencia. Otro costo involucra la reposición de piezas desgastadas por los
efectos químicos de la limpieza. Y el último corresponde a las pruebas de la calidad
de la leche, realizadas por el laboratorio debido al paro continuo del proceso.
Referente a la etapa de precalentamiento, al sufrir los problemas mencionados, desarrolla
un problema adicional, que se ve reflejado en la etapa de homogenización, ya que de la
temperatura final de la leche en esta etapa, depende la eficiencia de la homogenización. Si
la temperatura de la leche después de la etapa de precalentamiento no se encuentra
alrededor de 79 ºC, existe la posibilidad que la leche experimente su desnaturalización
(precipitación de grasa).
Para dar solución a estos problemas, se debe desarrollar la sintonización correcta de los
controladores involucrados en las etapas de precalentamiento y calentamiento, puesto que
de ello depende la obtención de un producto con las especificaciones requeridas en su
calidad. Para ello, como primer paso se debe conocer las características y condiciones de
operación de los equipos, instrumentos y controladores correspondientes a estas etapas del
proceso de UHT de la leche.

CAPÍTULO II PROCESO UHT, LICONSA GERENCIA DEL SUR
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 27
2.3 Condiciones de la planta UHT, Liconsa Gerencia del Sur
Esta planta cuenta con el equipo Flex 10 000 de la compañía Tetra Pak que trabaja con
leche blanca entera. A continuación se describirá las características de los equipos y de la
instrumentación empleada en los lazos de control, así como las características de los
servicios auxiliares ocupados en las etapas de precalentamiento y calentamiento. El
diagrama de flujo (Apéndice D) muestra las condiciones de operación de las variables de
proceso en estas etapas; en él se identifican las secciones del intercambiador de calor
tubular, las bombas centrifugas, el intercambiador de calor de placas y el circuito cerrado
de agua [2].
2.3.1 Equipos
Intercambiador de calor tubular
Los intercambiadores de calor tubulares (Figura 2.5), están diseñados para grandes
capacidades, en este caso la capacidad corresponde a 13 000 l/h. Este tipo de equipos
pueden trabajar durante un tiempo mayor entre limpiezas, comparado con un
intercambiador de placas.
a) Vista interna del intercambiador de calor tubular b) Vista externa del intercambiador de calor tubular
Figura 2.5: Intercambiador de calor tubular
El tipo de intercambiador es el multi/mono tubo, o mejor conocido como tubos y coraza.
Como se aprecia en la Figura 2.5, el intercambiador cuenta con tubos paralelos cubiertos
por una cámara llamada coraza. El fluido caliente viaja en la parte de la coraza, mientras
que el fluido frio por medio de los tubulares.
Los tubos están provistos de pequeñas mamparas que aseguran la creación de un flujo
turbulento en el fluido caliente, sumado con el flujo en contracorriente de los líquidos, da
como resultado la transferencia de calor máxima.

CAPÍTULO II PROCESO UHT, LICONSA GERENCIA DEL SUR
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 28
El intercambiador de calor está dividido en 12 secciones, y cada una de ellas contiene una
diferente cantidad de tubos. La Tabla 2.2 muestra el número de tubos, la temperatura y
presión máxima de trabajo, el material, el diámetro y la capacidad de cada una de las
secciones del intercambiador de calor tubular [2].
Tabla 2.2 Cantidad de tubos y características [2]
Sección Cantidad
de tubos
Cantidad
de tubos
internos
Diámetro
(mm)
Presión (bar) Temperatura (°C) Volumen (L) Material
Coraza Tubo Coraza Tubo Coraza Tubo
1 8 7 20 16.0 40.00 180.00 180.00 18.1 11.4 Acero Inox.
2 3 12 16 16.0 40.00 180.00 180.00 16.9 12.4 Acero Inox.
3 5 12 16 16.0 40.00 180.00 180.00 16.9 12.4 Acero Inox.
4 4 12 16 16.0 40.00 180.00 180.00 16.9 12.4 Acero Inox.
5 4 12 16 16.0 40.00 180.00 180.00 16.9 12.4 Acero Inox.
6 6 12 16 16.0 40.00 180.00 180.00 16.9 12.4 Acero Inox.
7 2 12 16 16.0 40.00 180.00 180.00 16.9 12.4 Acero Inox.
8 1 12 16 16.0 40.00 180.00 180.00 16.9 12.4 Acero Inox. 9 1 12 51 16.0 40.00 180.00 180.00 19.1 11.2 Acero Inox. 10 1 12 16 16.0 40.00 180.00 180.00 - - Acero Inox. 11 2 N/A - 16.0 40.00 180.00 180.00 - - Acero Inox. 12 14 N/A - 16.0 40.00 180.00 180.00 - - Acero Inox.
Intercambiador de Calor de Placas
El intercambiador de calor de placas se encuentra conectado con la última fase de
calentamiento, siendo el responsable de proveer el agua de calentamiento para las fases 3 y
4. El equipo trabaja con vapor a un flujo de 1430 kg/h como fluido caliente, mientras que el
agua del circuito cerrado trabaja a un flujo de 25 000 kg/h. El intercambiador es de placas
soldadas por lo cual no puede expandirse en capacidad (Figura 2.6). Cuenta con 30 canales
correspondientes al agua y 30 canales correspondientes al vapor [2].
Figura 2.6: Intercambiador de Placas.

CAPÍTULO II PROCESO UHT, LICONSA GERENCIA DEL SUR
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 29
Bombas Centrífugas
Las bombas son las encargadas de impulsar a los fluidos caliente y frio a lo largo de todo el
proceso UHT (Figura 2.7). El tipo de bombas utilizadas son centrifugas, cuyas capacidades
de trabajo son de 13 000 l/h y 25 000 l/h.
Figura 2.7 Bomba sanitaria [2]
2.3.2 Servicios auxiliares
Los servicios auxiliares son una parte vital del proceso ya que de ellos depende el
funcionamiento óptimo del proceso, la planta UHT ocupa esencialmente agua y vapor de
agua como servicios auxiliares.
Vapor de agua
El vapor es el servicio que se utiliza para calentar el agua del circuito cerrado, las
características del vapor se muestran en la Tabla 2.3. La línea de suministro cuenta con las
siguientes características [2]:
Esta provista de un controlador de presión a fin de mantener una presión de
alimentación constante.
Instalación de una válvula de cierre maestra en la línea de suministro.
Tuberías de vapor aisladas como protección contra lesiones personales.
Tabla 2.3: Características del vapor.
Calidad Vapor saturado seco
Humedad Máx. 5% condensado
Ph 8,5 - 9,2
Dióxido de Carbono Máx. 2 ppm
Cloruro Máx. 8 ppm
Partículas Solidas Máx. 0,5 mm
Turbidez Máx. 3 ppm KMnO4

CAPÍTULO II PROCESO UHT, LICONSA GERENCIA DEL SUR
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 30
Agua
La Tabla 2.4 muestra las características del agua del circuito cerrado. La instalación del
circuito cerrado de agua está provisto de [2]:
Válvula de cierre maestra.
Presión del suministro constante.
El agua utilizada en la planta debe ser blanda.
Tabla 2.4: Características del agua
Sabor Ninguno
Olor Ninguno
Turbidez máx. 3 NTU
Color máx. 20 mg/l Pt
Demanda de oxigeno máx. 20 mg/l KMnO4
Total de sólidos disueltos máx. 500 mg/l
Ph 7 – 8,5
Dureza < 10° dH (máx. CaCO3)
Amonio Cantidades de trazas
Amoniaco máx.0,5 mg/l NH4
Hierro Ninguno
Manganeso Ninguno
Nitrato máx.30 mg/l NO3
Sulfato máx.100 mg/l So4
Cloro (M,S) máx. 0,2 mg/l Cl2
Cloruro (M,S) máx. 30 mg/l Cl-
Acido carbónico agresivo máx. 0 mg/l CO2
Cantidad total de bacterias máx. 100/ml
Cantidad total de bacterias coliformes a 35°C máx. 1/100 ml
Cantidad total de bacterias coliformes a 44°C máx. 0/100 ml
Cobre máx. 0,05 mg/l Cu
Zinc máx. 1,0 mg/l Zn
2.3.3 Instrumentación
De acuerdo con el Diagrama de Tuberías e Instrumentación (DTI) de las etapas de
precalentamiento y calentamiento del proceso UHT (Apéndice D), la instrumentación
identificada en estas etapas está dada en la Tabla 2.5 [2].
Tabla 2.5: Identificación de Elementos en las etapas de Precalentamiento, Calentamiento y Enfriamiento.
Nº de Tag Tipo de Instrumento Localización Servicio
TI-01 Indicador de
Temperatura
Panel
Principal
Muestra la Temperatura de la Leche en la
salida del tanque de balance
TE-01 Sensor de
Temperatura Campo
Sensa la Temperatura en la salida del
tanque de balance

CAPÍTULO II PROCESO UHT, LICONSA GERENCIA DEL SUR
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 31
Nº de Tag Tipo de Instrumento Localización Servicio
V20 Válvula Sanitaria Campo
Conduce la Leche Cruda a las etapas de
Precalentamiento, Deareación y
Homogenización
TE-99 Sensor de
Temperatura Campo
Sensa y transmite la Temperatura de la
leche cruda a la salida de la Sección 1
TC-99 Controlador de
Temperatura
Panel
Principal
Se comunica con el controlador TC-05
para la regulación de la válvula V99
PT-62A Transmisor de
Presión Campo
Sensa y Transmite la magnitud de la
Presión de la Leche Cruda en la entrada
de la Sección 1 del Intercambiador
Tubular
PT-62B Transmisor de
Presión Campo
Sensa y Transmite la magnitud de la
Presión de la Leche Esterilizada en la
salida de la
Sección 1 del Intercambiador Tubular
PDI-62 Indicador de Presión
Diferencial
Panel
Principal
Muestra la diferencia entre las Presiones
transmitidas por PT-62A y PT-62B
PAL-62 Alarma de Presión
Baja
Panel
Principal
Alerta a través de una lámpara cuando la
Presión mostrada por PDI-62 es baja
TE-03 Sensor de
Temperatura Campo
Sensa la Temperatura de la Leche
Proveniente de la etapa de
Homogenización
TI-03 Indicador de
Temperatura
Panel
Principal
Muestra la Temperatura de la Leche
Proveniente de la etapa de
Homogenización
TR-03 Registrador de
Temperatura
Panel
Principal
Gráfica el comportamiento de la
Temperatura de la Leche Proveniente de
la etapa de Homogenización
PT-60 Transmisor de
Temperatura Campo
Sensa y Transmite la Presión de la Leche
proveniente de la etapa de
Homogenización
PI-60 Indicador de
Temperatura
Panel
Principal
Muestra la Presión de la Leche
proveniente de la etapa de
Homogenización
PAH-60 Alarma de Presión
Alta
Panel
Principal
Alerta a través de una lámpara cuando la
Presión mostrada por PI-60 es alta
TE-05 Sensor de
Temperatura Campo
Sensa la Temperatura de la Leche Estéril
a la entrada de la Sección 1 del
Intercambiador de Calor Tubular
TI-05 Indicador de
Temperatura
Panel
Principal
Muestra la Temperatura de la Leche
Estéril a la entrada de la Sección 1 del
Intercambiador de Calor Tubular
TC-05 Controlador de
Temperatura
Panel
Principal Controla la Apertura de la Válvula V99
TE-04 Sensor de
Temperatura Campo
Sensa la Temperatura de la Leche
después del tubo de Sostenimiento de
Proteína
TI-04 Indicador de
Temperatura
Panel
Principal
Muestra la Temperatura de la Leche
después del tubo de Sostenimiento de
Proteína
TE-49 Sensor de
Temperatura Campo
Sensa la Temperatura de la Leche en la
salida de la Sección 3 del Intercambiador
de Calor Tubular

CAPÍTULO II PROCESO UHT, LICONSA GERENCIA DEL SUR
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 32
Nº de Tag Tipo de Instrumento Localización Servicio
TC-49 Controlador de
Temperatura
Panel
Principal Modula la apertura de la Válvula V49
DV49 Purga de Vapor Campo Libera el Vapor atrapado en la Sección 3
del Intercambiador de Calor a la entrada
V49 Válvula de
Regulación Campo
Regula el Flujo del Vapor hacia la
Sección 3 del Intercambiador de Calor
Tubular
F49 Filtro Campo
Impide el paso de Impurezas en el Vapor
de la Sección 10 del Intercambiador de
Calor Tubular al dren
CR49 Purga de Vapor Campo Libera el Vapor atrapado en la Sección 3
del Intercambiador de Calor en la salida
TE-44
REF
Sensor de
Temperatura Campo
Sensa la Temperatura de la Leche en la
entrada del Serpentín de Retención,
Referencia para TE-44
TE-44 Sensor de
Temperatura Campo
Sensa la Temperatura de la Leche en la
entrada del Serpentín de Retención
TC-44 Controlador de
Temperatura
Panel
Principal Manipula la Apertura de la Válvula 44
TE-46 Sensor de
Temperatura Campo
Sensa la Temperatura de la Leche en la
salida del Serpentín de Retención
TR-46 Registrador de
Temperatura
Panel
Principal
Grafica el comportamiento de la
Temperatura de la Leche a la salida del
Serpentín de Retención
TE-46
REF
Sensor de
Temperatura Campo
Sensa la Temperatura de la Leche en la
salida del Serpentín de Retención,
Referencia para TE-46 y TE-42
PI-06 Indicador de Presión Campo Muestra la Presión de la Leche en la
salida del Serpentín de Retención
TE-42 Sensor de
Temperatura Campo
Sensa la Temperatura de la Leche en la
entrada de la Sección 6 del
Intercambiador de Calor Tubular
TAL-42 Interruptor de
Temperatura Baja
Panel
Principal
Alerta a través de una lámpara cuando la
Temperatura de la Leche Sensada por TE-
42 es baja
TE-26 Sensor de
Temperatura Campo
Sensa la Temperatura de la Leche en la
salida de la Sección 7 del Intercambiador
de Calor Tubular
PT-61A Transmisor de
Presión Campo
Sensa y Transmite la Presión de la Leche
en la entrada de la Sección 6 del
Intercambiador de Calor Tubular
PT-61B Transmisor de
Presión Campo
Sensa y Transmite la Presión del Agua en
la entrada de la Sección 6 del
Intercambiador de Calor Tubular
PDI-61 Indicador de Presión
Diferencial
Panel
Principal
Muestra la diferencia entre las Presiones
transmitidas por PT-61A y PT-61B
PAL-61 Alarma de Presión
Baja
Panel
Principal
Alerta a través de una lámpara cuando la
Presión mostrada por PDI-61 es baja
TC-26 Controlador de
Temperatura
Panel
Principal Manipula la apertura de la Válvula V26
TE-06 Sensor de
Temperatura Campo
Sensa la Temperatura de la Leche en la
entrada del Área de Envasado Aséptico
V99 Válvula de
Regulación Campo
Regula el Flujo del Agua hacia la Sección
6 del Intercambiador de Calor Tubular

CAPÍTULO II PROCESO UHT, LICONSA GERENCIA DEL SUR
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 33
Nº de Tag Tipo de Instrumento Localización Servicio
TE-08 Sensor de
Temperatura Campo
Sansa la Temperatura del Agua en la
salida del Intercambiador de Placas
PI-08 Indicador de Presión Campo Muestra la Presión del Agua en la entrada
de la Sección 5
TI-08 Indicador de
Temperatura
Panel
Principal
Muestra la Temperatura del Agua en la
salida del Intercambiador de Placas
V22 Válvula de
Asentamiento Simple Campo
Bloquea a la Sección 4 del
Intercambiador de Calor Tubular cuando
se trabaja al 50% de Producción
TE-10 Sensor de
Temperatura Campo
Sensa la Temperatura del Agua a la
entrada de la Sección 3 del
Intercambiador de Calor Tubular
TI-10 Indicador de
Temperatura
Panel
Principal
Muestra la Temperatura del Agua en la
entrada de la Sección 3 del
Intercambiador de Calor Tubular
PI-10 Indicador de Presión Campo Muestra la Presión del Agua en la salida
de la Sección 4
PI-44 Indicador de Presión Campo Muestra la Presión del Vapor de Servicios
Auxiliares al Intercambiador de Placas
DV11 Válvula de
Desaireación Campo Purga el Aire después de la Bomba M9
PI-10 Indicador de Presión Campo Muestra la Presión del Agua en la entrada
de la Válvula DV10.2
FT-10 Transmisor de Flujo Campo Sensa y Transmite el Flujo del Agua
impulsada por la Bomba M10
FI-10 Indicador de Flujo Panel
Principal
Muestra el Flujo del Agua impulsada por
la Bomba M10
SX-10 Variador de
Frecuencia Campo Modula la velocidad de la Bomba M10
M10 Bomba Centrifuga Campo Impulsa al Agua del circuito Cerrado
DV10.2 Separador de Micro-
burbujas Campo
Atrapa el Aire contenido en el Circuito de
Agua Cerrado a la entrada de la Bomba
10
DV10.1 Válvula de
Desaireación Campo Purga el Aire Atrapado por DV10.2
V59 Válvula de Asiento Campo Permite la purga del condensado del
Intercambiador de Placas
CR44 Colador Campo Atrapa Sólidos en el condensado
F44 Filtro Campo Limpia impurezas en el condensado
V44 Válvula de
Regulación Campo
Permite el paso del Vapor al
Intercambiador de Calor de Placas
SX-09 Variador de
Frecuencia Campo Modula la velocidad de la Bomba M09
M09 Bomba Centrifuga Campo Impulsa al Agua del circuito Cerrado
FT-09 Transmisor de Flujo Campo Sensa y Transmite el Flujo del Agua
impulsada por la Bomba M09
FI-09 Indicador de Flujo Panel
Principal
Muestra el Flujo del Agua impulsada por
la Bomba M09
SX-02 Variador de
Frecuencia Campo Modula la velocidad de la Bomba M02
M02 Bomba Centrifuga Campo Impulsa a la Leche del tanque de Balance
al Intercambiador de Calor Tubular
FT-02 Transmisor de Flujo Campo Sensa y Transmite el Flujo de la Leche
impulsada por la Bomba M02

CAPÍTULO II PROCESO UHT, LICONSA GERENCIA DEL SUR
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 34
Nº de Tag Tipo de Instrumento Localización Servicio
FI-02 Indicador de Flujo Panel
Principal
Muestra el Flujo de la Leche impulsada
por la Bomba M02
Los instrumentos instalados cubren los siguientes aspectos en base a los siguientes criterios
[8]:
Intervalo de operación de la variable medida
Material del instrumento
Condiciones ambientales
Exactitud en la medición
Tiempo de respuesta
Intervalo de operación de la variable: A partir de este se seleccionó el sensor que
cubriera las magnitudes mínima y máxima de operación de cada variable. Aumentando
el 25% del valor máximo medido, seleccionado el instrumento con la escala inmediata
superior a este valor.
Material del instrumento: Al tratarse del ramo alimenticio, el material de los
instrumentos es acero inoxidable 316L especificado por la FDA.
Condiciones ambientales: Se refiere a la temperatura, presión, así como el tipo de
atmosfera a las cuales se somete el instrumento de medición.
Exactitud en la medición: El elemento primario (sensor) fue seleccionado dependiendo
del porcentaje de error permisible en las mediciones.
Tiempo de Respuesta: Fue elegido en base a la dinámica del lazo de control, de tal
manera que ante un cambio en la magnitud de la variable medida, la respuesta es rápida
en la señal enviada por el instrumento.
Teniendo la ubicación de los puntos a medir y los intervalos de operación de las variables
medidas, se tiene como resultado la Tabla 2.6 en la cual se enlistan las características de los
instrumentos instalados; como son el intervalo de operación, la escala del instrumento, la
alimentación y la conexión a proceso, para cada uno de los instrumentos montados en
campo [9].
Tabla 2.6: Características de los Instrumentos de Campo.
Nº de
Tag
Intervalo de
Operación
Escala del
instrumento
Conexión a
proceso
Elemento
primario Alimentación
Señal de
salida
TE-01 (3-7) ºC (-50 a 250) ºC Clamp 1/4”
(6.35 mm)
RTD Pt-100
Clase A 3 Hilos (24-32) VCD
(4-20)
mA
TE-99 (76-82) ºC (-50 a 250) ºC Clamp 1/4”
(6.35 mm)
RTD Pt-100
Clase A 3 Hilos (24-32) VCD
(4-20)
mA
PT-62A (5-7) bar (0-10) bar SMS 1 1/2”
(38 mm)
Membrana de
Cerámica (24-32) VCD
(4-20)
mA
PT-62B (5-7) bar (0-10) bar SMS 1 1/2”
(38 mm)
Membrana de
Cerámica (24-32) VCD
(4-20)
mA

CAPÍTULO II PROCESO UHT, LICONSA GERENCIA DEL SUR
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 35
Nº de
Tag
Intervalo de
Operación
Escala del
instrumento
Conexión a
proceso
Elemento
primario
Alimentación Señal de
salida
TE-03 (76-82) ºC (-50 a 250) ºC SMS 1/4”
(6.35 mm)
RTD Pt-100
Clase A 3 Hilos (24-32) VCD
(4-20)
mA
TE-05 (92-98) ºC (-50 a 250) ºC SMS 1/4”
(6.35 mm)
RTD Pt-100
Clase A 3 Hilos (24-32) VCD
(4-20)
mA
TE-04 (92-98) ºC (-50 a 250) ºC SMS 1/4”
(6.35 mm)
RTD Pt-100
Clase A 3 Hilos (24-32) VCD
(4-20)
mA
PT-60 (4-20) bar (0-40) bar SMS 1/2”
(12.7 mm)
Membrana de
Cerámica (24-32) VCD
(4-20)
mA
TE-49 (118-123) ºC (-50 a 250) ºC SMS 1/4”
(6.35 mm)
RTD Pt-100
Clase A 3 Hilos (24-32) VCD
(4-20)
mA
TE-44
REF (135-140) ºC (-50 a 250) ºC
SMS 1/4”
(6.35 mm)
RTD Pt-100
Clase A 4 Hilos (24-32) VCD
(4-20)
mA
TE-44 (135-140) ºC (-50 a 250) ºC SMS 1/4”
(6.35 mm)
RTD Pt-100
Clase A 4 Hilos (24-32) VCD
(4-20)
mA
TE-46 (135-140) ºC (-50 a 250) ºC SMS 1/4”
(6.35 mm)
RTD Pt-100
Clase A 4 Hilos (24-32) VCD
(4-20)
mA
TE-46
REF (135-140) ºC (-50 a 250) ºC
SMS 1/4”
(6.35 mm)
RTD Pt-100
Clase A 4 Hilos (24-32) VCD
(4-20)
mA
TE-42 (135-140) ºC (-50 a 250) ºC SMS 1/4”
(6.35 mm)
RTD Pt-100
Clase A 4 Hilos (24-32) VCD
(4-20)
mA
PT-61A (5-7) bar (0-10) bar SMS 1 1/2”
(38 mm)
Membrana de
Cerámica (24-32) VCD
(4-20)
mA
PT-61B (5-7) bar (0-10) bar SMS 1 1/2”
(38 mm)
Membrana de
Cerámica (24-32) VCD
(4-20)
mA
TE-08 (135-140) ºC (-50 a 250) ºC Clamp 1/4”
(6.35 mm)
RTD Pt-100
Clase A 3 Hilos (24-32) VCD
(4-20)
mA
TE-10 (125-130) ºC (-50 a 250) ºC Clamp 1/4”
(6.35 mm)
RTD Pt-100
Clase A 3 Hilos (24-32) VCD
(4-20)
mA
PI-44 7 bar (0-10) bar SMS 3/8”
(9.25 mm) Diafragma N/A N/A
PI-06 (5-7) bar (0-10) bar SMS 3/8”
(9.25 mm) Diafragma N/A N/A
PI-08 (3-4) bar (0-10) bar SMS 3/8”
(9.25 mm) Diafragma N/A N/A
PI-10 (3-4) bar (0-10) bar SMS 3/8”
(9.25 mm) Diafragma N/A N/A
FT-10 25 000 l/h (4000-40000)
l/h
SMS 3”
(76 mm) Magnético (24-64) VCD
(4-20)
mA
FT-09 13 000 l/h (1600-16000)
l/h
SMS 2”
(51 mm) Magnético (24-64) VCD
(4-20)
mA
FT-02 13 000 l/h (1600-16000)
l/h
SMS 2”
(51 mm) Magnético (24-64) VCD
(4-20)
mA
Los instrumentos localizados en panel principal forman parte de un software que funge
como Interfaz Hombre-Máquina (HMI). Las señales enviadas por parte de los instrumentos
en campo, son recibidas por su elemento receptor de acuerdo al lazo de control
correspondiente, de tal manera que los indicadores, registradores y alarmas se encuentran
en el HMI. Los controladores utilizados son de la marca Allen Bradley modelo SLC 500,
cuyos módulos cuentan con entradas y salidas de tipo digital y analógico.

CAPÍTULO II PROCESO UHT, LICONSA GERENCIA DEL SUR
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 36
Para los elementos finales de control se cuenta con tres válvulas tipo globo. De acuerdo con
el número de etiqueta (Tag) asignado en el DTI y la sección de proceso de la cual forman
parte se obtiene la Tabla 2.7.
Tabla 2.7: Elementos finales de Control.
Nº de Tag Ubicación y función realizada Tipo
V49 Alimentación de vapor a la sección 10 del intercambiador tubular Globo-regulación
V44 Alimentación de vapor al intercambiador de placas Globo-regulación
V99 Alimentación de agua enfriamiento a la sección 6 del
intercambiador tubular
Globo –
regulación
Los instrumentos instalados son de la marca Endress & Hauser y las válvulas de control son
de la marca Samson.
2.3.4 Identificación de variables de proceso (Lazos de control)
En las etapas de precalentamiento y calentamiento se cuentan con tres lazos de control en
la temperatura, el primero corresponde al precalentamiento de la leche; el segundo
corresponde a las fases 1, 2 y 3 del calentamiento; y el último corresponde a la fase 4 del
calentamiento y al intercambiador de placas.
Durante la identificación de las variables se mencionaran las distintas secciones del
intercambiador de calor tubular, la Figura 2.8 muestra un esquema de la división de las
secciones en las que se compone (vista frontal) [2].
Código de colores:
Rosa-Precalentamiento (sección 1)
Naranja-Calentamiento (secciones 2, 3, 4 y 5)
Azul-Enfriamiento (secciones 6 y 7)
Verde claro-Sostenimiento 4 s (sección 11)
Amarillo-Sostenimiento 60 s (sección 12)
Verde fuerte-Auxiliar CIP
Rosa mexicano-Enfriamiento del agua
Melón-Calentamiento del agua (sección 10)
Figura 2.8: Secciones del Intercambiador de Calor Tubular.

CAPÍTULO II PROCESO UHT, LICONSA GERENCIA DEL SUR
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 37
Etapa de Precalentamiento
La primer variable medida es el flujo de la leche, cuyo punto de medición se encuentra
después de la bomba que la transporta, del tanque de balance hacia el intercambiador de
calor tubular, el caudal de operación es de 13 000 l/h.
En la etapa de precalentamiento existen 3 puntos de medición para la temperatura de la
leche. La variable controlada corresponde a la temperatura de la leche cruda a la salida de
la sección 1; el control de esta variable se hace a partir de la temperatura de la leche estéril
a la entrada de la sección 1, la cual es de 95 ºC (variable manipulada). El intervalo de
temperatura en la variable controlada es de 76 ºC a 83 ºC.
La presión es medida en 2 puntos, los cuales se encuentran en las salidas de ambas
corrientes: leche cruda y leche estéril; la presión de ambos fluidos es de 5 bar a 7 bar.
Le leche de calentamiento en esta etapa proviene de la sección 6, en la cual la temperatura
de la leche se mide en dos puntos. Uno se encuentra después del tubo de sostenimiento de 4
s; mientras que el segundo está en la entrada de la sección 6. La presión se mide en la
entrada correspondiente al agua, y en la salida de la corriente de la leche; ambas variables
operan en un intervalo de 3 bar a 4 bar y de 5 bar a 7 bar respectivamente.
Etapa de Calentamiento
La etapa de calentamiento se divide en 4 fases. La primera corresponde a la sección 2 del
intercambiador de calor tubular. En el trayecto entre la sección 2 y la salida del
homogenizador se tienen dos variables medidas: temperatura (76º C a 83ºC) y presión (7
bar).
La siguiente fase de calentamiento se efectúa en la sección 3; en ella se ubican dos puntos
de medición en la temperatura de la leche; el primero se encuentra después del tubo de
sostenimiento de 60 s, donde el intervalo de temperatura de la leche es de 92 ºC a 97 ºC;
mientras que el segundo punto de medición se localiza en la salida de la sección 3 y
corresponde a la variable controlada del segundo lazo de control, cuyo intervalo de
operación es de 119 ºC a 123 ºC. La variable manipulada (temperatura del agua), es medida
en la entrada de la sección 3 con magnitud de 127 ºC.
Las fases 1 y 2 de calentamiento trabajan con el mismo flujo en el agua de calentamiento,
esta variable tiene su punto de medición después de la bomba que impulsa al agua en el
circuito cerrado.
En la siguiente fase de calentamiento se mide la presión del agua en la salida de la sección
4, el intervalo de operación es de 5 bar a 7 bar. En la última fase de calentamiento se
localiza el tercer lazo de control; donde la variable controlada es la temperatura de la leche
estéril y la variable manipulada es la temperatura del agua; la primer variable es medida en
la salida de la sección 5 en un intervalo de 135 ºC a 140 ºC; mientras que la variable

CAPÍTULO II PROCESO UHT, LICONSA GERENCIA DEL SUR
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 38
manipulada se mide en la entrada de la sección 5 (137 ºC). En cuanto la presión del agua se
mide en la entrada de la sección 5.
Dentro de las fases 3 y 4 de calentamiento, el flujo del agua se mide en la entrada del
intercambiador de placas, el cual debe ser de 25000 l/h. La presión del vapor (7 bar) que
calienta al agua se mide en la entrada del equipo (intercambiador de placas).
2.4 Solución propuesta
La propuesta general consiste en comparar los atributos de los tipos de controles
Proporcional, Proporcional-Integral, y Proporcional-Integral-Derivativo, en la respuesta
inicial del proceso y ante perturbaciones existentes en la temperatura inicial de la leche en
la entrada de cada una de las secciones, además de las fluctuaciones de la temperatura en el
medio de calentamiento.
Para ello se realizó una serie de tareas a partir de las condiciones del proceso referente al
equipo, la instrumentación y los lazos de control, quedando de la siguiente manera:
Identificación de la información requerida: A partir de la identificación de las
variables de proceso y los intervalos de operación de los equipos, se detectaron
temperaturas faltantes correspondientes al medio de calentamiento de
intercambiador de calor de placas y tubular.
Obtención de la información requerida: Las temperaturas se determinaron a partir
de balances de energía en cada una de las secciones del intercambiador tubular.
Establecer las especificaciones del control: De acuerdo a los intervalos de
operación, se especificó el tiempo de asentamiento, tiempo de recuperación,
sobrepaso máximo, error en estado estable y temperatura de recuperación.
Estructurar los lazos de control: Conforme a la configuración actual en la
instalación de los equipos, instrumentos, válvulas y controladores, se desarrolló el
diseño de los lazos de control, a través del software de simulación Matlab-Simulink.
Sintonizar los lazos de control: Se realizó basado en las condiciones de operación de
la planta, realizando una adecuada determinación de los valores de cada uno de los
parámetros de los tipos de control evaluados.
Elegir el tipo de lazo de control. Dependiendo de la compensación que proporciona
cada uno de los tipos de control (P, PI y PID) ante perturbaciones y la respuesta del
transitorio en la temperatura de la leche, se seleccionó el control con los mejores
atributos ante estas situaciones.
Dentro de este capítulo se describió el proceso de ultrapasteurización indirecto realizado en
las instalaciones de la empresa Liconsa Gerencia del Sur, además de las condiciones en las
que operan los equipos, y las características de los instrumentos montados en la planta. De
igual manera mediante el DTI se identificó la configuración de los lazos de control,

CAPÍTULO II PROCESO UHT, LICONSA GERENCIA DEL SUR
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 39
detectando cuales eran las variables de proceso ya seas medidas, manipuladas o
controladas. En base a estas condiciones, se propuso la solución al problema en la
sintonización de los controladores de las etapas de precalentamiento y calentamiento. En el
siguiente capítulo se desarrollara la metodología de la solución propuesta, incluyendo los
resultados obtenidos en la sintonización de cada uno de los lazos y los lazos de cada una de
las etapas contempladas (precalentamiento y calentamiento).

CAPÍTULO III
“DISEÑO DE LAZOS DE CONTROL
Y SINTONIZACIÓN DE LOS
CONTROLADORES”

CAPÍTULO III DISEÑO DE LOS LAZOS DE CONTROL Y SINTONIZACIÓN DE LOS CONTROLADORES
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 41
3.1 Balance de materia y energía
En la identificación de la información necesaria para obtener el algoritmo de control, se
requiere conocer las temperaturas involucradas en cada una de las secciones, para ello es
necesario realizar el balance de energía de los fluidos caliente y frio. Utilizando la ecuación
3.1 se determinaran dichas temperaturas.
3.1.1 Balance de energía
Dentro del balance de energía el primer paso consiste en identificar la entrada y la salida
correspondiente a cada fluido, además de la parte del intercambiador por la cual fluye.
Referente a la etapa de precalentamiento, en la Figura 3.1 se muestra el esquema de la
sección 1; en donde el fluido caliente corresponde a la leche estéril que corre por los
tubulares internos; mientras que en la parte de la coraza fluye la leche cruda
correspondiente al fluido frio.
Figura 3.1: Esquema correspondiente a las corrientes de los fluidos caliente y frío.
Como se aprecia en la figura 3.1, cada uno de los fluidos cuenta con una temperatura inicial
y una final, además de tener una dirección en contrasentido con respecto al otro fluido. Una
vez identificado cada uno de los fluidos, se procede a recabar los datos requeridos en el
balance de energía teniendo los siguientes datos de proceso:

CAPÍTULO III DISEÑO DE LOS LAZOS DE CONTROL Y SINTONIZACIÓN DE LOS CONTROLADORES
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 42
Fluido caliente (Leche estéril): Fluido frio (Leche cruda):
De los datos obtenidos se aplican la ecuación (3.1), dando como resultado el flujo de calor
requerido por el fluido frío para que eleve su temperatura de 5 ºC a 79 ºC:
Una vez determinado el flujo de calor del fluido frio, se procede en resolver para la
temperatura . De la ecuación 3.1 se despeja esta temperatura y considerando que
, la temperatura final del fluido caliente corresponde a:
La magnitud de la temperatura de salida del fluido caliente da como resultado 21 ºC. A
partir del procedimiento anterior se obtuvo la Tabla 3.1, la cual contiene los datos y los
resultados para cada una de las secciones participantes en las etapas de precalentamiento y
calentamiento. En todos los casos la incógnita a determinar fue la temperatura de salida del
fluido caliente.
Tabla 3.1: Balance de energía para las secciones 1 a la 6.
Sección Flujo Fluido Conducto
1 Caliente Leche
estéril Tubular 13300 0.93 95 21 925306
Precalentamiento Frío Leche
cruda Coraza 13300 0.93 5 79 925306
2 Caliente Agua Coraza 13000 1 85 102.2 321594
Calentamiento fase 1 Frío Leche
cruda Tubular 13300 0.93 79 95 321594
3 Caliente Agua Coraza 13000 1 102 86.9 197904
Calentamiento fase 2 Frío Leche
cruda Tubular 13300 0.93 95 121 197904
4 Caliente Agua Coraza 25000 1 136.5 129 12369
Calentamiento fase 3 Frío Leche
cruda Tubular 13300 0.93 121 136 12369
5 Caliente Agua Coraza 25000 1 137 136.5 185535
Calentamiento fase 4 Frío Leche
cruda Tubular 13300 0.93 136 137 185535
6 Caliente Leche
estéril Tubular 13300 0.93 137 95 519498
Enfriamiento fase 1 Frío Agua Coraza 11700 1 130.4 86 519498

CAPÍTULO III DISEÑO DE LOS LAZOS DE CONTROL Y SINTONIZACIÓN DE LOS CONTROLADORES
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 43
3.1.2 Balance de materia
Para llevar un control de la cantidad de producto elaborado, se requiere del balance de
materia, teniendo que en el intercambiador de calor no existen extracciones ni adiciones de
producto (leche) ni de servicio (agua), se tiene que por tanto solo se tiene una
sola masa.
La leche durante todo el proceso de UHT mantiene un flujo másico constante, entonces
para conocer cuál es la cantidad de materia que circula por cada sección, se necesita
determinar el tiempo de residencia de la leche; en el caso del agua, el flujo varía
dependiendo de la sección del intercambiador. Cada sección se compone de diferente
cantidad y tipo de tubos (Capitulo II), por ello la masa total de la leche y del agua que
circulan en cada sección es diferente. A continuación se muestra el procedimiento en la
obtención del tiempo de la sección 1:
1) A partir del flujo másico y la densidad obtenidas de proceso se obtiene el flujo
volumétrico por medio de la ecuación (3.2):
La densidad de la leche es igual a [2], por tanto:
2) Para la sección 1, se tiene 8 tubos del tipo CMR 85/7x20C-6; consultando el manual
del intercambiador de calor indica que la capacidad en la coraza es de 18.1 l y en el
tubular es de 11.4 l; por tanto el volumen total de esta sección es de 144.8 l y 91.2 l
en la coraza y en el tubular respectivamente. El tiempo se obtiene dividiendo
entre , dando como resultado 40.0984 s (leche estéril) y 25.2553 s (leche cruda).
Realizando el procedimiento anterior se desarrolló la Tabla 3.2, con los tiempos de
residencia de cada sección.
Tabla 3.2: Tiempo de residencia por sección.
Sección Tipo de tubo Zona
Nº
Tubos
t [h] t[s]
Fluido Frío
1 CMR 85/7x20C-6 Coraza 18.1 13300 1.02307 13000 8 144.8 0.01113 40.0984
2 CM 85/12x16S-6 Tubular 12.4 13300 1.02307 13000 3 37.2 0.00286 10.3015
3 CM 85/12x16S-6 Tubular 12.4 13300 1.02307 13000 5 62 0.00476 17.1692
4 CM 85/12x16S-6 Tubular 12.4 13300 1.02307 13000 4 49.6 0.00381 13.7353
5 CM 85/12x16S-6 Tubular 12.4 13300 1.02307 13000 4 49.6 0.00381 13.7353
6 CM 85/12x16S-6 Coraza 16.9 11700 1 13000 6 101.4 0.00866 31.2
*10 CM 85/12x16S-6 Coraza 16.9 13000 1 11700 1 16.9 0.0013 4.68
Sección Tipo de tubo Zona Nº t [h] t[s]

CAPÍTULO III DISEÑO DE LOS LAZOS DE CONTROL Y SINTONIZACIÓN DE LOS CONTROLADORES
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 44
Tubos
Fluido Caliente
1 CMR 85/7x20C-6 Tubular 11.4 13300 1.02307 13000 8 91.2 0.00701 25.2553
2 CM 85/12x16S-6 Coraza 16.9 13000 1 13000 3 50.7 0.0039 14.04
3 CM 85/12x16S-6 Coraza 16.9 13000 1 13000 5 84.5 0.0065 23.4
4 CM 85/12x16S-6 Coraza 16.9 25000 1 25000 4 67.6 0.002704 9.7344
5 CM 85/12x16S-6 Coraza 16.9 25000 1 25000 4 67.6 0.002704 9.7344
6 CM 85/12x16S-6 Tubular 12.4 13300 1.02307 13000 6 74.4 0.00572 20.6030
*Nota: La sección 10 se adiciono puesto que se requiere conocer el tiempo de transición del agua para la
inferencia de su función de transferencia por medio del método de Ziegler-Nichols, el cual se mostrara en el
subtema 4.2.
Teniendo los tiempos de residencia y el flujo másico, se determina la masa de cada sección
mediante la ecuación (3.3):
Resolviendo para la sección 1, la masa es:
La Tabla 3.3 contiene los resultados para las demás secciones. En el caso de la sección 10,
el líquido es agua, por tanto su flujo másico es igual a su flujo volumétrico al tener una
densidad igual a 1 kg/l.
Tabla 3.3: Balance de materia por sección.
Sección t [h] m[kg]
Fluido frío
1 13300 0.01113846 148.1
2 13300 0.00286154 38.05
3 13300 0.00476923 63.43
4 13300 0.00381538 50.74
5 13300 0.00381538 50.74
6 11700 0.00866667 101.4
Fluido caliente
1 13300 0.00701538 93.3
2 13000 0.0039 50.7
3 13000 0.0065 84.5
4 25000 0.002704 67.6
5 25000 0.002704 67.6
6 13300 0.00572308 76.11

CAPÍTULO III DISEÑO DE LOS LAZOS DE CONTROL Y SINTONIZACIÓN DE LOS CONTROLADORES
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 45
3.2 Obtención de las funciones de transferencia
El siguiente paso para desarrollar los lazos de control, consiste en la obtención de las
funciones de transferencia de cada elemento participante en los tres lazos de control. Los
elementos que conforman a los lazos de control son:
Secciones del intercambiador de calor tubular
Intercambiador de calor de placas
Válvulas y Elementos primarios de medición
3.2.1 Secciones del intercambiador de calor tubular
Por medio del método de identificación estadística de Ziegler-Nichols [6], se infirió la
función de transferencia correspondiente al comportamiento de la temperatura del producto
en cada fase de las etapas de precalentamiento y calentamiento.
Como primer paso se graficó la curva de la temperatura del producto. Con ayuda de una
hoja de cálculo se trazaron los comportamientos en base al tiempo en segundos obtenido en
el punto anterior y al cambio de temperatura de la leche. Para la etapa de precalentamiento
(sección 1), se tienen los siguientes datos [8]:
C
C
La Figura 3.2 muestra la curva del comportamiento de la temperatura de la leche cruda; al
elaborar la gráfica en la hoja de cálculo, se genera la ecuación correspondiente a la línea de
tendencia del comportamiento de la temperatura de la leche cruda para esta sección. En
base a la gráfica y la ecuación obtenida, se determinan los parámetros de la función de
transferencia de primer orden:

CAPÍTULO III DISEÑO DE LOS LAZOS DE CONTROL Y SINTONIZACIÓN DE LOS CONTROLADORES
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 46
Figura 3.2: Comportamiento de la temperatura de la leche cruda en la etapa de precalentamiento [4].
Dónde:
, Siendo la temperatura final y la temperatura inicial de la leche cruda; A la
amplitud del escalón del medio de calentamiento (leche estéril).
, Siendo el 28.3% y el 63.2% del valor final de la temperatura de la
leche cruda.
El tiempo de retardo del sistema está dado por:
De la ecuación generada en la hoja de cálculo, se resuelve para t quedando:
Sustituyendo los datos de proceso, los parámetros de la función de transferencia son:
Por tanto la función de transferencia de la sección 1 es:
T = 1.8455t + 5
0
10
20
30
40
50
60
70
80
90
0 5 10 15 20 25 30 35 40 45 50
TE
MP
ER
AT
UR
A [
ºC]
TIEMPO [s]
Precalentamiento (Sección 1)
Lineal (linea de tendencia)

CAPÍTULO III DISEÑO DE LOS LAZOS DE CONTROL Y SINTONIZACIÓN DE LOS CONTROLADORES
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 47
Siguiendo el procedimiento anterior se obtienen la Tabla 3.4 con los parámetros de la
función de transferencia de cada una de las secciones. Las gráficas mediante las cuales se
obtuvieron los parámetros se encuentran en el Apéndice A.
Tabla 3.4: Parámetros de las etapas de precalentamiento y calentamiento.
Sección m' t1 t2 A T(t1) T(t2) τ
1 1.8455 0 40.09 5 79 11.3476 25.3416 95 25.942 51.768 0.7789 20.9910 4.3505
2 1.5532 0 10.3 79 95 2.9152 6.5104 23 83.528 89.112 0.6956 5.3927 1.1176
3 1.5143 0 17.69 95 121 4.8590 10.8512 32 7.358 16.432 0.8125 8.9883 1.8629
4 1.0921 0 13.73 121 136 3.8870 8.6805 15 4.245 9.48 1 7.1902 1.4902
5 0.0728 0 13.73 136 137 3.8873 8.6813 137 0.283 0.632 0.0072 7.1909 1.4903
6 -2.0385 0 20.6 137 95 5.8307 13.0213 -51 -11.886 -26.544 0.8235 10.7858 2.2354
10 0.4273 0 4.68 125 127 1.3245 2.9581 43.5 0.566 1.264 0.2298 2.4502 0.5078
3.2.2 Intercambiador de calor de placas
La siguiente identificación de función de transferencia corresponde al intercambiador de
placas. Realizando el mismo procedimiento utilizado en la identificación del modelo de las
secciones del intercambiador de calor tubular, se calcula el tiempo de residencia en base a
las características del equipo (intercambiador de placas); consultando el manual se obtiene
la capacidad del intercambiador, conteniendo en la parte del agua 0.25 kg por canal;
teniendo una capacidad total de 7.5 kg correspondientes a los 30 canales que contienen al
líquido [3]. El flujo del agua es de 25 000 l/h; y su densidad es de 1 kg/l por tanto el
volumen tiene la misma magnitud que la masa contenida en los canales del intercambiador.
Dividiendo entre se obtiene un tiempo de 1.08 s. La Figura 4.3 muestra el
comportamiento de la temperatura del agua en el intercambiador de calor [8].
Figura 3.3: Comportamiento de la temperatura del agua en el intercambiador de placas [4].
T= 9.2593t + 127
126
128
130
132
134
136
138
140
0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6
TE
MP
ER
AT
UR
A [
ºC]
TIMEPO [s]
Intercambiador de placas
agua intercambiador de placas
Lineal (linea de tendencia)

CAPÍTULO III DISEÑO DE LOS LAZOS DE CONTROL Y SINTONIZACIÓN DE LOS CONTROLADORES
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 48
Empleando el método de Ziegler-Nichols se obtiene la función de transferencia, con los
siguientes valores en sus parámetros:
m' T1 t2 A T(t1) T(t2) τ�
9.2593 0 1.08 127 137 0.3056 0.6825 43.5 129.83 133.32 0.2298 0.5653 0.1171
3.2.3 Válvulas y Elementos primarios de medición
Las válvulas son los siguientes elementos participantes en los lazos de control; estas son
representadas por la función de transferencia básica [5]:
El último elemento en los lazos de control corresponde a los sensores de medición. Estos
elementos no son considerados para representarse en la forma de función de transferencia,
por tanto la retroalimentación existente es unitaria; esto debido a que la ganancia del sensor
no afecta a la dinámica del proceso; además la constante de tiempo τ se obtiene mediante
conocimiento empírico (experiencia), por lo cual se propone la unidad al no contar con
dicho conocimiento [6].
3.3 Lazos de Control y Simulación en lazo abierto
Unas determinadas las funciones de transferencia de los elementos participantes en cada
lazo de control, el siguiente paso es plasmar la configuración de los lazos de control a partir
de la información proporcionada por el DTI. Estas representaciones fueron realizadas en el
software de simulación de MathWorks llamado “Matlab-Simulink” [7].
3.3.1 Etapa de precalentamiento
La Figura 3.4 muestra la configuración en lazo abierto de esta etapa. El primer elemento
del lazo abierto es la señal escalón en la temperatura de la leche estéril; después la función
de transferencia de la válvula V99, seguida de la función de transferencia de la sección 6
con su respectivo retardo; la respuesta de estos bloques es sumada con la temperatura
inicial de la leche estéril, dando como resultado la temperatura final de la misma, que se

CAPÍTULO III DISEÑO DE LOS LAZOS DE CONTROL Y SINTONIZACIÓN DE LOS CONTROLADORES
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 49
ingresa al bloque de la sección 1, donde la temperatura de la leche cruda se obtiene al sumar la magnitud proveniente de la sección 1
con su temperatura inicial (leche cruda).
Para observar el valor final de las temperaturas de la leche estéril y cruda, se incluyó un display en cada punto de medición; además de
un osciloscopio para realizar la sintonización de los controladores. La Figura 3.5 muestra la respuesta en lazo abierto de esta etapa.
Figura 3.4: Simulación de la etapa de precalentamiento en lazo abierto (LA).

CAPÍTULO III DISEÑO DE LOS LAZOS DE CONTROL Y SINTONIZACIÓN DE LOS CONTROLADORES
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 50
a) Sección
1
b) Sección 2
Figura 3.5: Respuesta de la etapa de precalentamiento de la leche en lazo abierto (LA).
La respuesta refleja la dinámica conjunta de los elementos en lazo abierto, observando que
la temperatura alcanza los 79 ºC en aproximadamente 80 s, para mejorar su tiempo de
respuesta se implementan dos controladores en paralelo, de tal forma que la acción de
control se efectúa en dos pasos. El primer controlador manda la señal para que la leche
estéril al pasar por la sección 6 baje a 95 ºC; la segunda señal de control corrige la

CAPÍTULO III DISEÑO DE LOS LAZOS DE CONTROL Y SINTONIZACIÓN DE LOS CONTROLADORES
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 51
temperatura de la leche cruda en la salida de la sección 1, para que su valor llegue a 79 ºC; ambas señales son sumadas de tal manera
que la señal resultante realice la acción correctiva mediante la válvula V99. Este tipo de configuración de los controladores
corresponde a una compensación prealimentada de dos grados de libertad. La Figura 3.6 muestra la implementación de lazo cerrado en
la etapa de precalentamiento.
Figura 3.6: Simulación de la etapa de precalentamiento en lazo cerrado (LC).
3.3.2 Etapa de calentamiento
La etapa de calentamiento cuenta con dos lazos de control; el primero de ellos abarca de la fase 1 a la fase 3; mientras que el segundo
abarca la última fase de calentamiento y al intercambiador de placas. La Figura 3.5 muestra en diagrama de bloques del primer lazo
para cada sección que lo compone.

CAPÍTULO III DISEÑO DE LOS LAZOS DE CONTROL Y SINTONIZACIÓN DE LOS CONTROLADORES
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 52
a) Fase 1
b) Fase 2
c) Fase 3
Figura 3.7: Diagrama de bloques de la etapa de calentamiento fases 1, 2 y 3 en lazo abierto (LA).

CAPÍTULO III DISEÑO DE LOS LAZOS DE CONTROL Y SINTONIZACIÓN DE LOS CONTROLADORES
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 53
La Figura (3.7 a), muestra la primera parte del lazo abierto; esta se compone por el escalón
del agua de calentamiento y la sección 2 con su respectivo retardo; la señal resultante de
estos bloques es sumada con la temperatura de la leche proveniente de la etapa de
homogenización (79 ºC), obteniendo así, la temperatura final de la leche (95 ºC). Dicha
temperatura se exporta a un archivo (.m) de Matlab, donde el valor se asigna a la variable
“sostenimiento”, dicha variable es ingresada como temperatura inicial de la leche en el
diagrama de bloques de la Figura (3.7 b); una vez pasando por el bloque de la sección 3, la
temperatura se exporta al archivo .m, el cual asigna la magnitud final a una nueva variable
llamada “evaluacion”, que a su vez es ingresada como la temperatura inicial de la leche en
la sección 4 (Figura 3.7 c). Por último, el valor de la temperatura obtenido en la sección 4,
se guarda en el archivo .m para introducirla como temperatura inicial en la última fase del
calentamiento de la leche. Las secciones 2, 3 y 4 cuentan con un display para mostrar la
temperatura final de la leche de cada fase de calentamiento.
El lazo cerrado de control se aplica en la fase 2, de tal forma que si la variable “evaluación”
no alcanza los 121 ºC debido a perturbaciones, entra en acción el controlador rectificando el
error existente. El control involucra a la sección 10 del intercambiado de calor y a la
válvula V46, teniendo una configuración de compensación en serie.
La respuesta en lazo abierto de esta sección se muestra en la Figura 3.8, donde la
temperatura alcanza los 121 ºC en 52 s; mientras la Figura 3.9 muestra la implementación
del lazo cerrado para mejorar la respuesta inicial del lazo abierto.
Figura 3.8: Respuesta de las fase 2 del calentamiento de la leche en lazo abierto (LA).

CAPÍTULO III DISEÑO DE LOS LAZOS DE CONTROL Y SINTONIZACIÓN DE LOS CONTROLADORES
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 54
Figura 3.9: Diagrama de bloques fase 2 del calentamiento en lazo cerrado (LC).
El tercer y último lazo de control se muestra en la Figura 3.10. Este lazo involucra a la válvula de control V44, que regula el paso del
vapor para calentar al aguar del circuito cerrado, donde la temperatura final depende de la temperatura del vapor y la temperatura del
agua en la entrada del intercambiador de placas; a su vez se encuentra conectada con la sección 5 donde se lleva a cabo la última fase
de calentamiento. La Figura 3.11 muestra su respuesta de la temperatura de la leche estéril en lazo abierto, donde la temperatura inicial
se toma del valor final obtenido en la fase 3 del calentamiento (sección 4), el comportamiento de la temperatura de la leche muestra
que se llega a los 137 ºC en aproximadamente 45 s. Implementando la retroalimentación, se obtiene el diagrama de bloques de la
Figura 3.12 en configuración de compensación en serie.

CAPÍTULO III DISEÑO DE LOS LAZOS DE CONTROL Y SINTONIZACIÓN DE LOS CONTROLADORES
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 55
Figura 3.10: Diagrama de bloques fase 5 del calentamiento en lazo abierto (LA).
Figura 3.11: Respuesta de la fase 5 del calentamiento de la leche en lazo abierto (LA).

CAPÍTULO III DISEÑO DE LOS LAZOS DE CONTROL Y SINTONIZACIÓN DE LOS CONTROLADORES
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 56
Figura 3.12: Diagrama de bloques fase 5 del calentamiento en lazo cerrado (LC).
3.4 Sintonización de los lazos de control
Una vez estructurados los lazos de control para cada etapa, se procedió a realizar la sintonización de los valores de cada controlador.
La sintonización se efectuó considerando controladores P (Proporcional), PI (Proporcional e Integral) y PID (Proporcional, Integral y
Derivativo), de tal manera que se eligió el de mejor respuesta ante perturbaciones en la temperatura de la leche. El criterio de ajuste fue
el IAET (Integral del valor absoluto del error ponderado en tiempo), debido a su compensación ante errores al final de la respuesta; la
Tabla 3.5 muestra las ecuaciones para determinar los parámetros de los controladores mencionados.
Como se observa en la Tabla 3.5, el criterio IAET utiliza los parámetros τ, K y to; para ello se generaron curvas de reacción ante el
cambio del 20% en la señal escalón en lazo abierto [6]. Empleando el método de Ziegler-Nichols se obtiene la Tabla 3.6, a partir de las
curvas obtenidas. El Apéndice B incluye las curvas generadas en cada lazo de control.
Implementando las ecuaciones de la Tabla 3.5, se obtienen los parámetros de los controladores (Tabla 3.7). Dichos parámetros se
configuran en paralelo dentro de cada controlador.

CAPÍTULO III DISEÑO DE LOS LAZOS DE CONTROL Y SINTONIZACIÓN DE LOS CONTROLADORES
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 57
Tabla 3.5: Parámetros del criterio IAET
Tabla 3.6: Parámetros τ, K y to de la curva de reacción.
Controlador te t1 t2 A T(t1) T(t2)
TC05 100 95 103.4 105 112 10.2 97.3772 100.3088 0.8235 10.5 1.5
TC99 100 79 85.54 117 136 8.4 80.8508 83.1332 0.3442 28.5 7.5
TC46 100 121 126.2 108 112.4 6.4 122.4716 124.2864 0.8125 6.6 5.8
TC44 100 137 137.2 103.8 109 27.4 137.0566 137.1264 0.0384 7.8 1.2
Tabla 3.7 a: Parámetros del controlador P.
Controlador P
TC05 4.9045
TC99 6.0514
TC46 0.6937
TC44 96.9097
Tabla 3.7 b: Parámetros del controlador PI.
Controlador Τi P I
TC05 58.5054 7.2589 0.1240
TC99 104.8184 9.4452 0.0901
TC46 10.6916 1.2025 0.1124
TC44 41.3252 144.3580 3.4932
Tabla 3.7 c: Parámetros del controlador PID.
Controlador Τi Τd P I D
TC05 52.4275 0.5770 10.4041 0.1984 6.0041
TC99 90.6594 2.8766 13.9576 0.1539 40.1509
TC46 8.6227 2.2112 1.8875 0.2189 4.1738
TC44 36.8733 0.4614 207.67400 5.6320 95.8413

CAPÍTULO III DISEÑO DE LOS LAZOS DE CONTROL Y SINTONIZACIÓN DE LOS CONTROLADORES
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 58
3.5 Resultados y Análisis de resultados
Las especificaciones de control para evaluar el desempeño de los controladores son:
Tiempo de asentamiento
Temperatura de asentamiento
Sobrepaso máximo
Temperatura de recuperación
Las Figuras 3.11 a 3.14 muestran las respuestas en lazo cerrado de las etapas de precalentamiento, enfriamiento fase 1, y calentamiento
fases 2 y 4, comparando en cada grafica los tipos de controladores Proporcional (P), PI (Proporcional-Integral) y PID (Proporcional-
Integral-Diferencial). La Tabla 4.7 muestra los atributos de cada uno de los controladores en sus respectivas etapas, obtenidos de las
Figuras 3.11 a 3.14.
Figura 3.13: Etapa de precalentamiento, P vs PI vs PID.

CAPÍTULO III DISEÑO DE LOS LAZOS DE CONTROL Y SINTONIZACIÓN DE LOS CONTROLADORES
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 59
Figura 3.14: Etapa de enfriamiento fase 1, P vs PI vs PID.
Figura 3.15: Etapa de calentamiento fase 2, P vs PI vs PID.

CAPÍTULO III DISEÑO DE LOS LAZOS DE CONTROL Y SINTONIZACIÓN DE LOS CONTROLADORES
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 60
Figura 3.16: Etapa de calentamiento fase 4, P vs PI vs PID.
Tabla 3.7: Atributos de las respuestas en lazo cerrado de los controladores TC99, TC05, TC46 y TC44.
Etapa Controlador ts [s] Ts [ºC] Sm [%] Intervalo de Operación [ºC]
Precalentamiento
TC99
P 62 83 0
76-82 PI 65 79.5 0
PID 65 78.2 0
Enfriamiento fase 1
TC05
P 50 100 17.51
92-98 PI 50 96.5 0.729
PID 50 95.5 76.64
Calentamiento fase 2
TC46
P 32 121 0.1652
118-123 PI 31 121.5 0.0823
PID 25 121.5 0.4938
Calentamiento fase 4
TC44
P 36 136.94 0
135-140 PI 42 136.98 0
PID 37 136.99 0
Para el controlador TC99 se observa en la Tabla 3.7, que los tres tipos de controladores
mejoran el tiempo de asentamiento (ts) de la temperatura, puesto que en lazo abierto
requiere 100 s para llegar a 79 ºC. Los controladores PI y PID cumplen con el intervalo de
operación al estabilizarse la señal (Ts), sin embargo el controlador P rebasa dicho valor en 1
ºC, y ninguno de los controladores muestra sobrepaso (Sm). A partir de estos resultados, el
controlador seleccionado es el PI al contar con el menor offset y tener el segundo tiempo
más rápido de asentamiento, como primer criterio de selección, faltaría analizar su
respuesta ante perturbaciones en la temperatura de la leche.
El siguiente controlador (TC99), al trabajar con los controladores P y PID sobrepasa el
punto de operación inicial (135 ºC), al tener un sobrepaso máximo del 17.51% (161 ºC) y
76.64 % (242 ºC) respectivamente; en tanto el PI apenas llega a un 0.729 % (138 ºC). Al
estabilizar la respuesta, el control P se encuentra fuera del alcance permitido; mientas los

CAPÍTULO III DISEÑO DE LOS LAZOS DE CONTROL Y SINTONIZACIÓN DE LOS CONTROLADORES
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 61
controladores PI y PID se encuentran dentro del intervalo de operación. El tiempo de asentamiento es igual para los tres tipos de
control. Por lo anterior, el controlador TC99 trabajaría con un PI.
La etapa de calentamiento en su fase 3 (TC46), utilizaría un control PID debido a que se tiempo de asentamiento (25 s) es el menor de
los tres y su sobrepaso es del 0.0823 % (0.1 ºC). Por último el controlador TC44 emplearía un al igual que la fase 2 un PID, puesto que
tiene el segundo mejor tiempo de asentamiento (37 s), alcanzando una temperatura de 136.99 ºC.
Para corroborar la selección del tipo de controlador en cada una de las etapas, se tienen las Figuras 3.15 a 3.17 en donde se muestran
las respuestas de la temperatura ante una perturbación en la entrada y en el agua de calentamiento.
a) Perturbación en la temperatura inicial de la leche en la sección 1.

CAPÍTULO III DISEÑO DE LOS LAZOS DE CONTROL Y SINTONIZACIÓN DE LOS CONTROLADORES
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 62
b) Perturbación en la temperatura inicial de la leche en la sección 6.
c) Perturbación en el agua de calentamiento en la sección 1.

CAPÍTULO III DISEÑO DE LOS LAZOS DE CONTROL Y SINTONIZACIÓN DE LOS CONTROLADORES
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 63
d) Perturbación en el agua de enfriamiento en la sección 6.
Figura 3.17: Respuesta ante perturbaciones en la temperatura de la leche etapa de precalentamiento, P vs PI
vs PID.
a) Perturbación en la temperatura inicial de la leche.

CAPÍTULO III DISEÑO DE LOS LAZOS DE CONTROL Y SINTONIZACIÓN DE LOS CONTROLADORES
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 64
b) Perturbación en el agua de calentamiento
Figura 3.18: Respuesta ante perturbaciones en la temperatura de la leche etapa de calentamiento en su fase 2,
P vs PI vs PID.
a) Perturbación en la temperatura inicial de la leche.

CAPÍTULO III DISEÑO DE LOS LAZOS DE CONTROL Y SINTONIZACIÓN DE LOS CONTROLADORES
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 65
b) Perturbación en la temperatura del agua de calentamiento.
Figura 3.19: Respuesta ante perturbaciones en la temperatura de la leche, etapa de calentamiento en su fase 4,
P vs PI vs PID.
La Tabla 3.8 muestra los tiempos de asentamiento ante la perturbación introducida (ts), así
como la temperatura alcanzada ante la perturbación (Ta), y por último la temperatura de
recuperación de cada uno de los tipos de controles.
Tabla 3.8 a: Respuestas en lazo cerrado de los controladores TC99, TC05, TC46 y TC44 ante perturbaciones
en la temperatura de la leche.
Etapa Controlador te Perturbación 1 [ºC] Ta [ºC] tr[s] Tr [ºC]
Precalentamiento
TC99
P
60
-1
81.6 68 82.05
PI 78.9 66 79.1
PID 77 70 78.06
Enfriamiento fase 1
TC05
P
60
-1
100.8 82 100.3
PI 97.54 83 96.48
PID 96.5 77 96.23
Calentamiento fase 2
TC46
P
100
+2
121.9 123 121.8
PI 122.2 146 122
PID 121.95 149 121.8
Calentamiento fase 4
TC44
P
60
+3
138.9 81.5 138.7
PI 139 81.5 138.5
PID 139 79 138.2

CAPÍTULO III DISEÑO DE LOS LAZOS DE CONTROL Y SINTONIZACIÓN DE LOS CONTROLADORES
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 66
Tabla 3.8 b: Respuestas en lazo cerrado de los controladores TC99, TC05, TC46 y TC44 ante perturbaciones
en la temperatura de la leche.
Etapa Controlador te Perturbación 2 [ºC] Ta [ºC] tr[s] Tr [ºC]
Precalentamiento
TC99
P
100
+3
82.91 103.5 82.92
PI 79.99 108 79.59
PID 78.9 104.5 78.8
Enfriamiento fase 1
TC05
P
100
+3
95.6 106.7 102.7
PI 98.9 106 95.9
PID 97.8 105.5 94.7
Calentamiento fase 2
TC46
P
60
-1
120 78 120.4
PI 120.5 75 121
PID 120.5 75 121
Calentamiento fase 4
TC44
P
100
-2
136.99 430 136.925
PI 136.97 435 136.995
PID 136.92 125 136.998
Perturbación 1: Cambio en la temperatura de entrada de la leche
Perturbación 2: Cambio en la temperatura del servicio
En el primer lazo de control, se observa que el control PI sigue siendo el de mejor
respuesta, puesto que al disminuir la temperatura de la leche en la entrada, este es el que
tiene una desviación menor, alcanzando su recuperación en tiempo un tiempo de 6 s. Por
otra parte, al elevar la temperatura del agua de calentamiento (+3 ºC), el control de mejor
respuesta resulta el PID al no pasar de los 79 ºC, y al tener el segundo mejor tiempo de
asentamiento.
Para el controlador TC05 las perturbaciones 1 y 2 afectan en menor proporción al lazo
cerrado con el control PID, puesto que su tiempo de recuperación es el menor de los tres,
además la temperatura máxima no excede al intervalo de operación (92 ºC-98 ºC).
El siguiente lazo muestra que el control PID a pesar de tener el tiempo de asentamiento
mayor, no permite rebasar de los 122 ºC la temperatura de la leche ante una perturbación en
su temperatura inicial. En cuanto a la temperatura del agua de calentamiento al disminuir su
magnitud, los controles PI y PID recuperan la temperatura de trabajo (121 ºC) en el mismo
lapso de tiempo.
El lazo de control de la etapa de calentamiento en la fase 4, responde mejor ante el aumento
de la temperatura de la leche al inicio de la etapa, y a una disminución en la temperatura de
calentamiento; al tener el menor tiempo de asentamiento, la menor desviación máxima y la
temperatura de recuperación más próxima al punto de consigna para ambos casos
(perturbación 1 y 2).

CAPÍTULO III DISEÑO DE LOS LAZOS DE CONTROL Y SINTONIZACIÓN DE LOS CONTROLADORES
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 67
3.6 Selección del tipo de control
Considerando los resultados de la Tabla 3.7 y 3.8, la asignación de tipos de controlador
para cada lazo es la siguiente:
TC99- PI: Por la menor desviación existente en la respuesta inicial y ante una
perturbación en la temperatura inicial de la leche.
TC05- PI: Al contar con el menor sobrepaso en la respuesta inicial, y la segunda
mejor respuesta ante las perturbaciones 1 y 2.
TC46-PID: Ya que su tiempo de asentamiento inicial es el menor de los tres, y
experimenta una menor desviación ante las perturbaciones inducidas.
TC44-PID: Por su ante perturbaciones en la temperatura de la leche y del agua de
calentamiento, además de tener la temperatura de asentamiento más cercana al
punto de consigna.
Dentro de este capítulo se realizó el diseño de los lazos de control conforme a las
condiciones de operación de los equipos e instrumentación instalados en la empresa
Liconsa Gerencia del Sur, correspondientes a las etapas de precalentamiento y
calentamiento de la leche. A partir del diseño elaborado, se realizaron las sintonizaciones
de los controladores, y a partir de los resultados obtenidos en las respuestas, se seleccionó
el controlador que cumpliera las especificaciones de diseño.
En el siguiente capítulo, se abordara la factibilidad de la solución propuesta, contemplando
en los equipos, instrumentos y servicios auxiliares las ventajas obtenidas en costos. De
igual manera se mostrara el presupuesto de la ingeniería realizada para la solución del
problema, abarcando el diseño, el equipo e instrumentación adicional y el costo de la
implementación.

CAPITULO IV
“ESTUDIO ECONÓMICO”

CAPÍTULO IV ESTUDIO ECONÓMICO
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 69
4.1 Programación de Tareas realizadas
Para determinar el presupuesto requerido por la ingeniería desarrollada, se elaboró la Tabla 4.1, en donde muestra las actividades
realizadas y el tiempo de duración de las mismas.
Conforme a las actividades realizadas el tiempo estimado en el desarrollo de la solución, abarco un tiempo de duración de 15 semanas.
Tomando como referencia a la empresa INGENIERIA CORPORATIVA ESPECIALIZADA S.A. DE C.V., la cual es encargada de la
asesoría en proyectos de ingeniería en control de la empresa Liconsa, el presupuesto por el diseño es de 4,500 dólares.
Tabla 4.1: Programa de Tareas.

CAPÍTULO IV ESTUDIO ECONÓMICO
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 70
4.2 Presupuesto
La suma total del presupuesto equivale a la cantidad de 7 320 dólares. Los costos manejados son en dólares. Dentro del presupuesto se
contemplan los siguientes:
Diseño
Equipos e Instrumentación adicional
Implementación
Diseño: Este rubro contempla las actividades realizadas en este trabajo (Tabla 4.1), donde el monto en la presupuesto fue de 4 500
dólares.
Equipos e Instrumentación adicional: El monto de este rubro es nulo, puesto que el diseño fue hecho en base a las condiciones actuales
de las instalaciones de la empresa Liconsa.

CAPÍTULO IV ESTUDIO ECONÓMICO
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 71
Implementación: Para realizar la implementación se considera el salvado del programa en
funcionamiento, la modificación del programa con la solución propuesta y la descarga y
activación del programa. El monto de este rubro haciende a 3 320 dólares.
Las tareas referentes a la implementación, dependen de la estructura del programa cargado
en el controlador, puesto que al basarse este trabajo en la configuración actual de los
instrumentos, válvulas y equipos; a dicho programa solo se modificaría los parámetros en
los controles de las etapas estudiadas (precalentamiento y calentamiento).
La Figura 4.1 muestra el panel de control de la planta UHT. En la implementación de la
solución se modificaría los valores de acuerdo al caso estudiado, correspondiente a las
etapas de precalentamiento y calentamiento de la producción de leche blanca entera.
Dónde: 1.- Nombre del controlador; 2.-Puntos de referencia; 3.-Puntos de consigna; 4.- Valor P (Ganancia)
del controlador seleccionado; 5.- Valor I (Tiempo de integración) del controlador seleccionado; 6.- Valor D
(Tiempo de derivación) en el controlador seleccionado; 7.- Indicación y ajuste de los parámetros PID.
Figura 4.1: Panel de control.
Para observar el comportamiento real de la temperatura de la leche, se debe introducir los
valores de los parámetros en el panel de control referente a los controladores sintonizados;
esta última tarea quedaría a consideración de las autoridades responsables de la planta UHT
ubicada en Liconsa Gerencia del Sur.

CAPÍTULO IV ESTUDIO ECONÓMICO
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 72
4.3) Análisis de Factibilidad
En el análisis de Factibilidad elaborado, se compara los costos de implementación en la
solución propuesta contra los costos generados sin la solución. A continuación se enlistan
los costos generados actualmente debido al problema.
1. Instrumentación: Los costos se dividen en plazos de mediano y largo plazo. En
plazo corto involucra el comisionamiento y servicio de los instrumentos cada de 3
meses aproximadamente debido a las acciones de control de temperatura actuales,
siendo que dicho servicio se debe de realizar semestralmente. El monto por servicio
equivale a 800 dólares por día [15]. En cuanto a un largo plazo, el costo involucra la
renovación de los instrumentos debido a la reducción de su vida útil por el deterioro
sufrido al realizar lavados continuos. En cada día de servicio se cubren 10
instrumentos, de tal manera que el costo total para cubrir los 27 sensores es de 2 400
dólares.
2. Válvulas: De igual manera su vida se ve afectada por los lavados químicos. Su vida
útil se reduce de 5 años a 3 años. El comisionamiento para estos elementos tiene un
costo de 500 dólares por día [16]. De igual manera que los instrumentos, el lapso
entre cada comisionamiento debe de ser de 6 meses, sin embargo estos se realizan
aproximadamente cada 4 meses. En un día de trabajo se cubre el servicio de las tres
válvulas de control correspondientes a las etapas de precalentamiento y
calentamiento de la leche.
3. Detergentes: Al requerir de un lavado con mayor frecuencia debido a las
consecuencias de un mal control de temperatura en el proceso UHT, se necesita una
cantidad mayor de estos agentes limpiadores. El periodo de lavado actual se realiza
cada 9 h, siendo que la planta está diseñada para lavarse cada 20 h. El costo
aproximado de los detergentes es de 10 dólares por corrida [17]. Lo que se traduce
en 20 dólares por día.
Tomando un lapso de un mes, los costos de los rubros contemplados son:
Instrumentación: 800 dólares
Válvulas: 166 dólares
Detergentes: 620 dólares
Total: 1586 dólares.
La Tabla 4.2 muestra el presupuesto desglosado del proyecto realizado.

CAPÍTULO IV ESTUDIO ECONÓMICO
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 73
Tabla 4.2: Presupuesto desglosado.
Costos Generados
Mensual Semestral Anual
Moneda
nacional
(peso)
Moneda
extranjera
(dólar
americano)
Moneda
nacional
(peso)
Moneda
extranjera
(dólar
americano)
Moneda
nacional
(peso)
Moneda
extranjera
(dólar
americano)
Servicio a
instrumentos
10 800 800 64 800 4 800 129 600 9 600
Servicio a
válvulas
2 241 166 13 446 996 26 892 1992
Consumo de
detergentes
8 370 620 50 220 3 720 100 440 7 440
Total 21 411 1 586 128 466 9 516 256 932 19 032
Mensual Semestral Anual
Moneda
nacional
(peso)
Moneda
extranjera
(dólar
americano)
Moneda
nacional
(peso)
Moneda
extranjera
(dólar
americano)
Moneda
nacional
(peso)
Moneda
extranjera
(dólar
americano)
Solución
propuesta
8 235 610 49 410 3660 98 820 7320
Considerando el costo total mensual de los rubros anteriores, la inversión para la
implementación de la solución propuesta se recuperaría en 4.6 meses. Esto significa que es
factible la solución propuesta en este trabajo, ya que la inversión se recupera en un lapso
corto con respecto al periodo de los servicios y comisionamientos de los equipos e
instrumentos, de tal manera que la inversión se traduce en el costo equivalente a dos
servicios de las válvulas y los instrumentos, más los detergentes utilizados en ese periodo.
Una vez implementada la solución la frecuencia del servicio a válvulas e instrumentos se
normalizaría semestralmente, y el consumo de detergente bajaría un 50%, esto basado en
los resultados obtenidos en las simulaciones efectuadas.
En cuanto a la eficiencia en el proceso, los resultados obtenidos en el Capítulo anterior,
demuestran que la sintonización realizada de los controladores permite que las acciones de
control de temperatura, mantengan las respuestas de esta variable dentro de los intervalos
de operación permitidos en el proceso de ultrapasteurización (UHT) de la leche; por tanto
en cuestión al funcionamiento, la solución de igual manera que en el análisis por precio, es
factible.

CONCLUSIONES Y TRABAJO
FUTURO

CONCLUSIONES Y TRABAJO FUTURO
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 75
CONCLUSIONES Y TRABAJO FUTURO
Este trabajo al enfocarse en las etapas de precalentamiento y calentamiento, resuelve el
problema en encontrar los valores adecuados para los controladores correspondientes a
cada uno de los lazos de control de temperatura.
Se concluye que existen dos factores principales que afectan la temperatura final de la leche
en cada una de las secciones del intercambiador tubular; estas son la temperatura inicial de
la leche en la entrada de la sección y la temperatura del medio de calentamiento, siendo la
primera la de mayor peso en el comportamiento de la respuesta de la temperatura.
La simulación efectuada de las respuestas de los controladores, brinda la obtención de los
comportamientos experimentados en distintos valores de las temperaturas involucradas, de
tal manera que se obtiene una base sólida para la sintonización de los controladores físicos
al contemplar las características de los equipos e intervalos de operación de cada etapa.
Al realizar la comparación de los controladores más utilizados en este ramo industrial,
como son: el Proporcional, Proporcional-Integral y Proporcional-Integral-Derivativo, se
obtiene una herramienta con la cual se elija el tipo de control adecuado para las
características requeridas en la respuesta del proceso.
La selección del controlador y la determinación de los valores de sus parámetros, son la
solución de las inconsistencias en la calidad de la leche producidas por la empresa Liconsa,
haciendo factible su realización, al tener instalados todos los elementos y equipos
requeridos en los lazos de control, y no requerir de equipos e instrumentación adicionales
para la implementación de la solución propuesta
Se concluye también que es factible el proyecto y se requiere una inversión baja a
comparación de los costos generados por el control inadecuado de la temperatura, puesto
que este problema afecta la vida útil de los instrumentos y los equipos que forman parte del
proceso, además del empleo de agentes limpiadores con mayor frecuencia.
En la implementación de la solución propuesta, solo se requiere la modificación del
programa del PLC, quedando esta tarea a disposición de las autoridades encargadas del
proceso, para la autorización de dicha implementación.
A partir del trabajo elaborado, se puede continuar en un futuro a corto plazo con el control
de la etapa de enfriamiento y la etapa de deaireación, para completar el control de la
temperatura de la leche durante todo el proceso. Para ello se necesita realizar las
sintonizaciones de los controladores correspondientes a estas etapas, mediante la
identificación de las curvas características de la etapa de enfriamiento; además de realizar
el modelado de la etapa de deairación, y con ello efectuar la misma metodología empleada
en este trabajo y estructurar los lazos correspondientes para su simulación.

CONCLUSIONES Y TRABAJO FUTURO
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 76
Con respecto a la etapa de homogenización el control correspondería a la presión ejercida
por los pistones, puesto que de ella depende la temperatura resultante en esta etapa,
afectando directamente a la etapa de calentamiento, esto quedaría propuesto en un trabajo
futuro.
Otro punto pendiente que quedaría como trabajo futuro, es el seguimiento de la temperatura
en las distintas etapas del proceso, requiriendo de un monitoreo en los puntos de medición,
con el objetivo de tener una base de datos con la cual se pueda identificar en cuál de las
etapas es donde existe problemas en el funcionamiento de los equipos, que repercuta en las
siguientes etapas del proceso, previniendo de esta manera una posible falla, que afecte a la
calidad de la leche.

REFERENCIAS

REFERENCIAS
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 78
REFERENCIAS
1. “Manual de industrias lácteas”
Autor: Tetra Pak Processing Systems AB Texto: M. Gèosta Bylund, Antonio
López Gómez
Año: 2003 (3ª Edición) No. de pág. 436
2. “Manual Técnico”
Autor: Tetra Pak Processing Systems AB Tipo de maquina: Tetra Therm® Aseptic
Flex 10. Número de Serie: T5844156052. No. de pág. 1215
3. “Manual de Operaciones”
Autor: Tetra Pak Processing Systems AB Tipo de maquina: Tetra Therm® Aseptic
Flex 10. No. de pág. 150
4. “PRUEBAS DE APTITUD EN LECHE PARA EL SECTOR ALIMENTOS”
Autor: Laura Regalado, Miryan Balderas y Melina Pérez
Centro Nacional de Metrología
Simposio de Metrología 25 al 27 de Octubre de 2006
5. “Sistemas de Control Automático”
Autor: Benjamín C. Kuo, Editorial: PEARSON, Séptima Edición año 2009
6. “Control automático de procesos”.
Autor: Smith-Corripio, Editorial Limusa, año 1991
7. “Tutorial de Matlab-Simulink Control Desing”
Compañía MathWorks, Edición 2010b
VISITAS A PROCESO:
8. Curso de puesta en marcha impartido por “Tetra Pack” el día 14 de Septiembre de
2011.
9. Visita industrial a la planta de “Gerencia Metropolitana del Sur (GSM) Liconsa
S.A.de C.V. Sucursal Tlahuac” los días 08/08/2011 y 09/08/2011
PAGINAS CONSULTADAS EN INTERNET:
10. GEA Process Engineering S.A.
http://www.gea-pe.com.ar/nar/cmsdoc.nsf/WebDoc/webb7hfq44

REFERENCIAS
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 79
11. FDA U.S. Food and Drug Administation
http://www.fda.gov/Food/FoodSafety/Product-
SpecificInformation/MilkSafety/NationalConferenceonInterstateMilkShipment
sNCIMSModelDocuments/PasteurizedMilkOrdinance2007/ucm064311.htm
12. Michigan State University Dairy Plant
http://www.egr.msu.edu/~steffe/dairyplant/dairy.htm
13. Spirax Sarco - Línea de Vapor Saturado Seco - Tablas de Vapor
http://www.spiraxsarco.com/mx/resources/steam-tables/saturated-steam.asp
14. INGENIERIA CORPORATIVA ESPECIALIZADA S.A. DE C.V.
www.icesa.com.mx
15. ENDRES & HAUSER MÉXICO S.A DE C.V
http://www.mx.endress.com/
16. SAMSON CONTROL S.A DE C.V
http://www.samson.de/esindex.htm
17. Food Process & Control México
http://www.quiminet.com/sh4/sh_armhgsAzgtzgtadvc.htm

APÉNDICE A PERFILES DE TEMPERATURA DE LA LECHE
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 80
APÉNDICE A
“PERFILES DE TEMPERATURA DE LA LECHE”
Figura A.1: Comportamiento de la temperatura de la leche cruda en la etapa de precalentamiento.
Figura A.2: Comportamiento de la temperatura de la leche cruda en la etapa de calentamiento fase 1.
T= 1.8455t + 5
0
10
20
30
40
50
60
70
80
90
0 5 10 15 20 25 30 35 40 45 50
TE
MP
ER
AT
UR
A [
ºC]
TIEMPO [s]
Precalentamiento (Sección 1)
Lineal (linea de tendencia)
T= 1.5532t + 79
79
83
87
91
95
0 2 4 6 8 10 12
TE
MP
ER
AT
UR
A [
ºC]
TIEMPO [s]
Calentamiento Fase 1 (Sección 2)
Lineal (leche seccion 2)

APÉNDICE A PERFILES DE TEMPERATURA DE LA LECHE
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 81
Figura A.3: Comportamiento de la temperatura de la leche cruda en la etapa de calentamiento fase 2.
Figura A.4: Comportamiento de la temperatura de la leche cruda en la etapa de calentamiento fase 3.
T= 1.5143t + 95
95
105
115
125
0 2 4 6 8 10 12 14 16 18 20
TE
MP
ER
AT
UR
A [
ºC]
TIEMPO [s]
Calentamiento Fase 2 (Sección 3)
Lineal (leche seccion 3)
T = 1.0921t + 121
120
126
132
138
0 2 4 6 8 10 12 14 16
TE
MP
ER
AT
UR
A [
ºC]
TIEMPO [s]
Calentamiento Fase 3 (Sección 4)
Lineal (leche seccion 4)

APÉNDICE A PERFILES DE TEMPERATURA DE LA LECHE
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 82
Figura A.5: Comportamiento de la temperatura de la leche cruda en la etapa de calentamiento fase 4.
Figura A.6: Comportamiento de la temperatura de la leche estéril en la etapa de enfriamiento fase 1.
T = 0.0728t + 136
136
136.4
136.8
137.2
0 2 4 6 8 10 12 14 16
TE
MP
ER
AT
UR
A [
ºC]
TIEMPO [s]
Calentamiento Fase 4 (Sección 5)
Lineal (leche seccion 5)
T = -2.0385t+ 137
90
100
110
120
130
140
0 5 10 15 20 25
TE
MP
ER
TU
RA
[ºC
]
TIEMPO [s]
Enfriamiento Fase 1 (Sección 6)
Lineal (leche seccion 6)

APÉNDICE B CURVAS DE REACCIÓN
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 83
APÉNDICE B
“CURVAS DE REACCIÓN”
a) Curva de reacción de la etapa de precalentamiento.
b) Curva de reacción de la etapa de enfriamiento fase 1.
Figura B.1: Curva de reacción en lazo abierto etapa de precalentamiento.

APÉNDICE B CURVAS DE REACCIÓN
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 84
Figura B.2: Curva de reacción en lazo abierto etapa de calentamiento fase 2.
Figura B.3: Curva de reacción en lazo abierto etapa de calentamiento fase 4.

APÉNDICE C ECUACIÓN DE TRANSFERENCIA DE CALOR
CONTROL DE TEMPERATURA EN EL PROCESO DE ULTRAPASTEURIZACIÓN DE LA LECHE 85
APÉNDICE C
“ECUACIÓN DE TRANSFERENCIA DE CALOR”
Cuando en un cuerpo existe un gradiente e temperatura, la experiencia muestra que hay una
transferencia de energía desde la región de alta temperatura hacia la región de baja
temperatura. Se dice que la energía se ha transferido por conducción y que el flujo de calor
por unidad de área es proporcional al gradiente normal de temperatura (ecuación C.1).
(C.1)
Cuando se introduce la constante de proporcionalidad a la ecuación C.1 tenemos la
ecuación C.2:
(C.2)
Donde Q es el flujo y T/ x es el gradiente de temperatura en la dirección del flujo de
calor. La constate positiva k se llama conductividad térmica del materia, se le agrega el
signo negativo para satisfacer el segundo principio de la termodinámica; esto es, el calor
debe fluir hacia las temperaturas decrecientes. Para el planteamiento se utilizó la ecuación
C.3.
(C.3)
La ecuación C.3, da la pauta para el cálculo de las temperaturas dentro del proceso que no
están inidentificadas vistas en el Capítulo III.

APÉNDICE D
“DIAGRAMA DE FLUJO Y
DIAGRAMA DE TUBERÍAS E
INSTRUMENTACIÓN”