
INSTITUTO POLITÉCNICO NACIONAL UNIDAD PROFESIONAL...
218
INSTITUTO POLITÉCNICO NACIONAL UNIDAD PROFESIONAL INTERDISCIPLINARIA DE INGENIERÍA Y CIENCIAS SOCIALES Y ADMINISTRATIVAS SECCIÓN DE ESTUDIOS DE POSGRADO E INVESTIGACIÓN “MEJORA Y AUTOMATIZACIÓN DE PROCESOS MEDIANTE EL EMPLEO DE ESTRATEGIAS LEAN Y DESIGN FOR SIX SIGMA: APLICACIÓN A LA INDUSTRIA FARMACÉUTICA.” TESIS QUE PARA OBTENER EL TÍTULO DE: MAESTRO EN INGENIERÍA INDUSTRIAL PRESENTA: ING. JOSÉ MANUEL VIVEROS PINEDA DIRECTOR DE TESIS: DR. JUVENAL MENDOZA VALENCIA CIUDAD DE MÉXICO 2018
Transcript of INSTITUTO POLITÉCNICO NACIONAL UNIDAD PROFESIONAL...
INSTITUTO POLITÉCNICO NACIONAL
UNIDAD PROFESIONAL INTERDISCIPLINARIA
DE INGENIERÍA Y CIENCIAS SOCIALES Y ADMINISTRATIVAS
SECCIÓN DE ESTUDIOS DE POSGRADO E INVESTIGACIÓN
“MEJORA Y AUTOMATIZACIÓN DE PROCESOS MEDIANTE EL EMPLEO DE
ESTRATEGIAS LEAN Y DESIGN FOR SIX SIGMA: APLICACIÓN A LA
INDUSTRIA FARMACÉUTICA.”
TESIS
QUE PARA OBTENER EL TÍTULO DE:
MAESTRO EN INGENIERÍA INDUSTRIAL
PRESENTA:
ING. JOSÉ MANUEL VIVEROS PINEDA
DIRECTOR DE TESIS:
DR. JUVENAL MENDOZA VALENCIA
CIUDAD DE MÉXICO 2018
I
ACTA DE REVISIÓN DE TESIS
II
CARTA DE CESIÓN DE DERECHOS
III
AGRADECIMIENTOS
Es una tarea muy complicada poder enlistar en un espacio tan breve a todas las personas que
han hecho posible la culminación del presente proyecto, ya que cada momento que pase para
el desarrollo de mi tesis de maestría ha venido acompañado del apoyo incondicional de cada
una de las personas que a continuación mencionaré, así como muchas otras que no por no
estar presentes en este listado quiere decir que no he apreciado su ayuda.
Primeramente, quisiera agradecer a Dios, ya que es por Él y gracias a Él que hoy puedo
culminar uno de los grandes objetivos que he puesto para mi vida, y sé que será por Él que
podré continuar con este camino de grandes éxitos para lo que me depare en un futuro.
Es imposible determinar el valor agregado que ha representado el amor, apoyo y comprensión
que me han dado mis padres a lo largo de toda mi vida y es claro que representan el pilar
principal del desarrollo que he tenido y de la persona que hoy en día soy. Es indispensable
agradecerles por todo su apoyo en esos momentos de angustia y por todos sus consejos y
regaños que con gusto he recibido y que me han terminado de formar hasta el día de hoy.
Igualmente, difícil es poder expresar lo mucho que mi hermano, José Andrés Viveros
Pineda, ha representado en mi desarrollo personal y profesional, no solo durante el tiempo
de estancia en la maestría, sino en mi vida entera y debo agradecerle todo el apoyo que has
representado para mi vida en cada momento en el que me has escuchado y aconsejado para
ayudarme día a día a ser una mejor persona.
Es importante también expresar mi eterno agradecimiento al Instituto Politécnico Nacional
y a la Unidad Profesional Interdisciplinaria de Ingenierías y Ciencias Sociales y
Administrativas, así como a la Sección de Posgrado e Investigación, pues desde el año
2009 se ha encargado de nutrirme de conocimientos y me ha hecho amar cada día más la
carrera de Ingeniería Industrial, y es por eso que hoy en día estoy totalmente orgulloso de
llamarme “Politécnico” y formar parte de mi alma mater “UPIICSA”… ¡Huelum!.
Le agradezco en gran manera a mi director del proyecto de tesis de maestría, el Doctor
Juvenal Mendoza Valencia. No solo doy gracias por sus consejos y ayuda durante todo este
proceso, mismos que ayudaron en gran manera a poder culminar este propósito, sino también
por su incansable paciencia y apoyo en el transcurso de estos dos años, siendo un gran pilar
en para la finalización de mi proyecto de tesis.
IV
De igual manera debo agradecer el apoyo y paciencia que tuvieron para mi persona los
miembros del comité tutorial y ahora comité evaluador:
M. en C. José Manuel García Córdova
Dr. Ángel Eustorgio Rivera González
Dr. Gibran Rivera González
M. I. Juan José Hurtado Moreno
Tan importante fue el desarrollo del proyecto de tesis, como lo fue el conocimiento adquirido
durante las clases del programa de maestría, por lo que es necesario un agradecimiento
especial a cada uno de los maestros que formaron parte del aprendizaje obtenido a lo largo
de estos dos años.
Merecen un gran reconocimiento y agradecimiento de mi parte, el Dr. Eduardo Gutiérrez
González, jefe de SEPI – UPIICSA y a la Dra. Misaela Francisco Márquez,
Coordinadora de la maestría en ingeniería industrial, por su incansable trabajo para el
bienestar del alumnado y el posgrado en general, así como por su arduo esfuerzo para
conseguir el retorno del programa de maestría al plan PNPC.
En este sentido, debo agradecer ampliamente al Consejo Nacional de Ciencia y Tecnología
(CONACYT) por su arduo trabajo y dedicación hacia los programas de posgrado del país y
principalmente por el apoyo brindado para poder llevar a cabo el proyecto de movilidad
internacional, mismo que ha sido una de las más grandes experiencias de mi vida.
De manera especial debo expresar mi gran agradecimiento hacia la comunidad de la
Universidad Politécnica de Madrid por su calidez y amabilidad al recibirme para el tiempo
de mi estancia de investigación.
Así mismo, debo expresar mi enorme gratitud hacia el Dr. Joaquín Ordiéres Meré quien
fungió como tutor para el desarrollo de mi tesis durante mi estancia de investigación en
Madrid y a quien no tengo las palabras para expresar cuanto realmente le agradezco no solo
por el gran apoyo que represento para poder encaminar y culminar mi proyecto de tesis, sino
también por haberme dado la oportunidad de experimentar una de las experiencias más
maravillosas de mi vida.
Finalmente, pero no menos importante, debo agradecer a todos los miembros de mi familia
y amigos que estuvieron a mi lado directa o indirectamente y me han apoyado no solo durante
estos dos años, sino desde siempre, sé que me es imposible mencionarlos de manera
individual pero no por ello dejo de estar agradecido con cada uno de ustedes
V
RESUMEN
El presente proyecto es una investigación teórico-práctica acerca de los beneficios que puede
obtener una empresa al combinar las diferentes técnicas existentes de la filosofía “lean
manufacturing” y la sistematización de proyectos de mejora que se obtiene a través de la
filosofía “six sigma”, más concretamente, “design for six sigma”, misma que es una variante
de esta que busca el diseño o rediseño de procesos y productos para que puedan cumplir con
las expectativas del cliente desde su puesta en marcha.
El proyecto se enfoca en la aplicación de las filosofías anteriormente mencionadas para
proporcionar una propuesta de mejora y automatización de los procesos de
acondicionamiento de una empresa del giro farmacéutico, misma que hoy en día muestra
graves problemas e inconsistencias en cuanto al retraso constante en la finalización de los
procesos de sus líneas de acondicionamiento de productos farmacéuticos.
El desarrollo del proyecto se centra principalmente en el empleo de la metodología DMADV
perteneciente a la estrategia design for six sigma para el rediseño de los procesos y las áreas
de trabajo de cuatro líneas de acondicionamiento de una planta farmacéutica, con el fin de
introducir nuevas tecnologías que permitan automatizar las actividades manuales y reduzcan
el tiempo general del proceso e incremente la eficiencia del mismo, obteniendo así una
mejora en cuanto al tiempo de retraso en la entrega del producto terminado hacia el almacén.
El análisis de resultados del proyecto muestra claramente que el empleo de manera conjunta
de lean manufacturing y design for six sigma para el diseño de procesos automatizados para
las cuatro líneas de acondicionamiento fue todo un éxito, ya que sobrepasaron los objetivos
marcados en la fase inicial del proyecto, denotando claramente que el empleo de forma
sistematizada de las dos estrategias proyecta un mejor futuro para cualquier proyecto de
mejora, que el uso aislado de alguna de las dos filosofías.
VI
ABSTRACT
The present project is a theoretical-practical investigation about the benefits that a company
can obtain by combining the different existing techniques of the "lean manufacturing"
philosophy and the systematization of improvement projects obtained through the philosophy
"Six Sigma" , more specifically, "design for six sigma", same that is a variant of this one that
looks for the design or redesign of processes and products so that they can fulfill the
expectations of the client from its start-up.
The project focuses on the application of the aforementioned philosophies to provide a
proposal for improvement and automation of the packaging processes of a pharmaceutical
company, which today shows serious problems and inconsistencies in terms of the constant
delay in the completion of the processes of its packaging lines for pharmaceutical products.
The development of the project focuses mainly on the use of the DMADV methodology
belonging to the design for six sigma strategy for the redesign of the processes and work
areas of four packaging lines of a pharmaceutical plant, in order to introduce new
technologies that allow to automate the manual activities and reduce the general time of the
process and increase the efficiency of this, thus obtaining an improvement in the time of
delay in the delivery of the finished product to the warehouse.
The analysis of results of the project clearly shows that employment jointly lean
manufacturing and design for six sigma to design automated processes for the four packaging
lines was a success because it exceeded the targets set in the initial phase of project, clearly
denoting that the use of a systematized form of the two strategies projects a better future for
any improvement project, than the isolated use of one of the two philosophies.
VII
ÍNDICE
ACTA DE REVISIÓN DE TESIS .......................................................................................... I
CARTA DE CESIÓN DE DERECHOS ............................................................................... II
AGRADECIMIENTOS ........................................................................................................ III
RESUMEN ............................................................................................................................ V
ABSTRACT ......................................................................................................................... VI
ÍNDICE ............................................................................................................................... VII
ÍNDICE DE FIGURAS ...................................................................................................... XII
ÍNDICE DE TABLAS .................................................................................................... XVIII
INTRODUCCIÓN ............................................................................................................. XXI
CAPÍTULO I: DESCRIPCIÓN GENERAL DEL CASO DE ESTUDIO. ............................ 2
1.1 Antecedentes de la empresa en estudio. ........................................................................ 2
1.1.1 Descripción general de la empresa. ........................................................................ 2
1.2 Planteamiento del problema de estudio. ....................................................................... 5
1.2.1 Delimitación del problema de estudio .................................................................... 6
1.3 Objetivo general y objetivos particulares del proyecto. ............................................... 9
1.4 Justificación del proyecto ........................................................................................... 11
1.5 Alcance y limitaciones de la investigación. ................................................................ 12
CAPITULO II: FUNDAMENTOS TEÓRICOS .................................................................. 15
2.1 La Industria Farmacéutica........................................................................................... 15
2.1.1 Campo de acción de la industria farmacéutica. .................................................... 15
2.1.2 La Industria Farmacéutica a Nivel Global ........................................................... 16
2.1.3 La Industria Farmacéutica en México .................................................................. 17
2.1.4 Acondicionamiento de productos farmacéuticos ................................................. 18
2.1.5 Buenas prácticas de manufactura ......................................................................... 20
VIII
2.2 Productividad .............................................................................................................. 21
2.2.1 Concepto de Productividad .................................................................................. 21
2.2.2 Factores que afectan a la productividad ............................................................... 23
2.3 Automatización de Procesos Industriales ................................................................... 24
2.3.1 Definición de Automatización ............................................................................. 25
2.3.2 Tipos de procesos industriales.............................................................................. 25
2.3.3 Razones para la automatización de procesos ....................................................... 26
2.4 La filosofía Lean Manufacturing ................................................................................ 28
2.4.1 ¿Qué es Lean Manufacturing?.............................................................................. 28
3.4.2 Objetivos de Lean Manufacturing ........................................................................ 29
2.4.3 Beneficios de la implementación de Lean Manufacturing ................................... 30
2.4.4 Descripción de los diferentes tipos de desperdicios presentes en los procesos ... 31
2.4.4.1 Mura ............................................................................................................. 31
2.4.4.2 Muri .............................................................................................................. 31
2.4.4.3 Muda ............................................................................................................. 32
2.4.5 Técnicas lean para la mejora de procesos ............................................................ 33
2.5 Design for Six Sigma. ................................................................................................. 35
2.5.1 La filosofía Seis Sigma (Six Sigma) .................................................................... 35
2.5.2 Estratégia Design for Six Sigma (DFSS) ............................................................. 38
CAPÍTULO III: METODOLOGÍA DE INVESTIGACIÓN ............................................... 42
3.1 Naturaleza y tipo de investigación .............................................................................. 42
3.2 Instrumentos empleados para la obtención de datos ................................................... 44
3.3 Herramientas para el análisis de datos ........................................................................ 45
3.4 Etapas de la investigación ........................................................................................... 48
CAPITULO IV: ANÁLISIS Y MEJORA DE LOS PROCESOS DE
ACONDICIONAMIENTO .................................................................................................. 51
IX
4.1 Proceso de acondicionamiento dentro de la empresa ................................................. 51
4.2 Diagnóstico inicial de los procesos de acondicionamiento......................................... 53
4.2.1 Análisis estadístico general para los datos de las cuatro líneas de
acondicionamiento estudiadas. ...................................................................................... 54
4.2.2. Análisis estadístico para los datos de la línea 1 .................................................. 56
4.2.3 Análisis estadístico para los datos de la línea 2 ................................................... 58
4.2.4 Análisis estadístico para los datos de la línea 3 ................................................... 60
4.2.5 Análisis estadístico para los datos de la línea 4 ................................................... 62
4.3 Supuestos generales para el desarrollo de la propuesta de mejora. ............................ 65
4.4 Propuesta de mejora del proceso de acondicionamiento en la Línea 1. ...................... 66
4.4.1 Definición del problema ....................................................................................... 67
4.4.1.1 Proceso de acondicionamiento dentro de la línea 1 ...................................... 67
4.4.1.2 Distribución de planta actual de la línea 1 .................................................... 70
4.4.1.3 Recursos actuales del proceso en la línea 1 .................................................. 71
4.4.2 Medición y análisis del problema......................................................................... 73
4.4.2.1 Clasificación de productos por familia de procesos ..................................... 73
4.4.2.2 Medición y análisis del proceso 1 ................................................................ 76
4.4.2.3 Medición y análisis del proceso 2 ................................................................ 83
4.4.2.4 Medición y análisis del proceso 3 ................................................................ 86
4.4.2.5 Análisis de las áreas susceptibles de automatizar ......................................... 88
4.4.3 Diseño de la propuesta de mejora ........................................................................ 89
4.4.3.1 Recursos propuestos para el rediseño del proceso 1..................................... 89
4.4.3.2 Diseño de experimentos para configuraciones del proceso 1 ....................... 90
4.4.3.3 Diseño de experimentos para configuraciones del proceso 2 ....................... 94
4.4.3.4 Diseño de experimentos para configuraciones del proceso 3 ....................... 97
4.4.4 Verificación de la propuesta de mejora .............................................................. 100
X
4.4.4.1 Viabilidad de la propuesta de mejora ......................................................... 100
4.4.4.2 Generalización de la propuesta de mejora .................................................. 102
4.5 Propuesta de mejora del proceso de acondicionamiento en la Línea 2. .................... 106
4.5.1 Definición del problema ..................................................................................... 106
4.5.1.1 Proceso de acondicionamiento dentro de la Línea 2 .................................. 106
4.3.1.2 Distribución de planta y recursos actuales de la línea 2 ............................. 109
4.5.2 Medición y análisis del problema....................................................................... 112
4.5.2.1 Clasificación de productos por familia de procesos ................................... 112
4.5.2.2 Medición y análisis del proceso 1 .............................................................. 113
4.5.2.3 Medición y análisis del proceso 2 .............................................................. 118
4.5.2.4 Medición y análisis del proceso 3 .............................................................. 120
4.5.2.5 Análisis de las áreas susceptibles de automatizar ....................................... 122
4.5.3 Diseño de la propuesta de mejora ...................................................................... 122
4.5.3.1 Recursos propuestos para el rediseño del proceso...................................... 123
4.5.3.2 Diseño de experimentos para configuraciones del proceso 2 ..................... 124
4.5.3.3 Diseño de experimentos para configuraciones del proceso 1 ..................... 126
4.5.3.4 Diseño de experimentos para configuraciones del proceso 3 ..................... 129
4.5.4 Verificación de la propuesta de mejora .............................................................. 131
4.5.4.1 Viabilidad de la propuesta de mejora ......................................................... 132
4.6 Propuesta de mejora del proceso de acondicionamiento en la Línea 3 y 4. .............. 135
4.6.1 Definición del problema ..................................................................................... 135
4.6.1.1 Proceso de acondicionamiento dentro de la Línea 3 y 4 ............................ 136
4.6.1.2 Distribución de planta y recursos actuales de la línea 3 y 4 ....................... 138
4.6.2 Medición y análisis del problema....................................................................... 142
4.6.2.1 Clasificación de productos por familia de procesos ................................... 142
XI
4.6.2.2 Medición y análisis del proceso 1 .............................................................. 144
4.6.2.3 Medición y análisis del proceso 2 .............................................................. 149
4.6.2.4 Medición y análisis del proceso 3 .............................................................. 153
4.6.2.5 Análisis de las áreas susceptibles de automatizar ....................................... 156
4.6.3 Diseño de la propuesta de mejora ...................................................................... 157
4.6.3.1 Recursos propuestos para el rediseño del proceso...................................... 157
4.4.3.2 Diseño de experimentos para configuraciones del proceso 1 ..................... 158
4.6.3.3 Diseño de experimentos para configuraciones del proceso 2 ..................... 162
4.6.3.4 Diseño de experimentos para configuraciones del proceso 3 ..................... 165
4.6.4 Verificación de la propuesta de mejora .............................................................. 167
4.6.4.1 Viabilidad de la propuesta de mejora ......................................................... 167
4.6.4.2 Generalización de la propuesta de mejora .................................................. 169
CAPÍTULO V: ANÁLISIS DE RESULTADOS ............................................................... 172
5.1 Impacto de la propuesta de mejora en la capacidad de los procesos de
acondicionamiento .......................................................................................................... 172
5.2 Impacto en la capacidad de producción de las líneas de acondicionamiento ........... 175
5.3 Impacto en la reducción de mano de obra implicada en los procesos ...................... 177
5.4 Propuesta de modelo conjunto de mejora de procesos ............................................. 179
CONCLUSIONES .............................................................................................................. 183
Implicaciones metodológicas del proyecto ..................................................................... 183
Implicaciones teóricas del proyecto ................................................................................ 184
Implicaciones prácticas ................................................................................................... 185
Futuras investigaciones ................................................................................................... 186
REFERENCIAS BIBLIOGRÁFICAS ............................................................................... 187
XII
ÍNDICE DE FIGURAS
Figura 1 Diagrama general de los procesos dentro de la empresa.......................................... 3
Figura 2 Análisis de Pareto para la cantidad de retrasos por línea de acondicionamiento ..... 7
Figura 3 Análisis de Pareto para el nivel de producción por línea de acondicionamiento ..... 7
Figura 4 Análisis de Pareto para cantidad de retrasos por tipo de producto .......................... 8
Figura 5 Análisis de Pareto para nivel de producción por tipo de producto .......................... 9
Figura 6 Análisis de tendencia del nivel de retrasos en proceso de Acondicionamiento ..... 11
Figura 7 Análisis de tendencia del nivel de órdenes de Acondicionamiento ....................... 12
Figura 8 Materiales empleados para acondicionamiento primario y secundario de productos
farmacéuticos ........................................................................................................................ 19
Figura 9 Tipos de procesos de producción ........................................................................... 26
Figura 10 Metodología DMAIC ........................................................................................... 38
Figura 11 Metodología DMADV ......................................................................................... 39
Figura 12 Elementos de una gráfica de control .................................................................... 46
Figura 13 Representación de un diagrama de Pareto ........................................................... 47
Figura 14 Análisis de estadísticas descriptivas para el tiempo de retraso del conjunto de las
líneas seleccionadas .............................................................................................................. 54
Figura 15 Análisis de control del proceso general de acondicionamiento ........................... 55
Figura 16 Análisis de la capacidad del proceso general de Acondicionamiento .................. 56
Figura 17 Análisis de estadísticas descriptivas para el tiempo de retraso de la línea 1........ 57
Figura 18 Análisis de control de procesos de Acondicionamiento en Línea 1..................... 57
Figura 19 Análisis de capacidad de proceso para la Línea 1 ................................................ 58
Figura 20 Análisis de estadísticas descriptivas para el tiempo de retraso de la línea 2........ 59
Figura 21 Análisis de control de proceso de acondicionamiento en Línea 2 ....................... 59
Figura 22 Análisis de capacidad de proceso de Acondicionamiento en Línea 2 ................. 60
XIII
Figura 23 Análisis de estadísticas descriptivas para el tiempo de retraso de la línea 3........ 61
Figura 24 Análisis de control de proceso de Acondicionamiento en Línea 3 ...................... 61
Figura 25 Análisis de capacidad de proceso de Acondicionamiento en Línea 3 ................. 62
Figura 26 Análisis de estadísticas descriptivas para el tiempo de retraso de la línea 4........ 63
Figura 27 Análisis de control de proceso de Acondicionamiento en Línea 4 ...................... 63
Figura 28 Análisis de capacidad de proceso de Acondicionamiento en Línea 4 ................. 64
Figura 29 Proceso general de acondicionamiento en la línea 1 ............................................ 68
Figura 30 Síntesis de proceso de acondicionamiento en línea 1 .......................................... 70
Figura 31 Distribución de planta actual de la línea 1 ........................................................... 71
Figura 32 Distribución de recursos en área de trabajo de la línea 1 ..................................... 73
Figura 33 Representación gráfica del proceso 1 en la línea 1 .............................................. 76
Figura 34 Mapa de flujo de cadena de valor del proceso de la configuración 1.01 ............. 78
Figura 35 Análisis de cuellos de botella en el procesamiento de la configuración 1.01 ...... 78
Figura 36 Mapa de flujo de cadena de valor del proceso de la configuración 1.02 ............. 79
Figura 37 Análisis de cuellos de botella en el procesamiento de la configuración 1.02 ...... 79
Figura 38 Mapa de flujo de cadena de valor del proceso de la configuración 1.03 ............. 80
Figura 39 Análisis de cuellos de botella en el procesamiento de la configuración 1.03 ...... 80
Figura 40 Mapa de flujo de cadena de valor del proceso de la configuración 1.07 ............. 81
Figura 41 Análisis de cuellos de botella en el procesamiento de la configuración 1.07 ...... 81
Figura 42 Mapa de flujo de cadena de valor del proceso de la configuración 1.08 ............. 82
Figura 43 Análisis de cuellos de botella en el procesamiento de la configuración 1.08 ...... 82
Figura 44 Representación gráfica del proceso 2 en la línea 1 .............................................. 83
Figura 45 Mapa de flujo de cadena de valor del proceso de la configuración 2.01 ............. 84
Figura 46 Análisis de cuellos de botella en el procesamiento de la configuración 2.01 ...... 84
Figura 47 Mapa de flujo de cadena de valor del proceso de la configuración 2.03 ............. 85

XIV
Figura 48 Análisis de cuellos de botella en el procesamiento de la configuración 2.03 ...... 85
Figura 49 Representación gráfica del proceso 3 en la línea 1 .............................................. 86
Figura 50 Mapa de flujo de cadena de valor del proceso de la configuración 3.01 ............. 87
Figura 51 Análisis de cuellos de botella en el procesamiento de la configuración 3.01 ...... 87
Figura 52 Representación de propuesta de automatización del proceso 1 en la línea 1 ....... 90
Figura 53 Gráficas de efectos principales sobre el tiempo total para DOE del proceso 1 ... 91
Figura 54 Gráficas de efectos principales sobre la eficiencia para DOE del proceso 1 ....... 92
Figura 55 Distribución de planta y flujo de proceso propuesto (proceso 1 - línea 1) .......... 93
Figura 56 Representación de propuesta de automatización del proceso 2 en la línea 1 ....... 94
Figura 57 Gráfica de efectos principales para el tiempo total y la eficiencia para DOE de la
configuración 2.01 ................................................................................................................ 95
Figura 58 Gráfica de efectos principales para el tiempo total y la eficiencia para DOE de la
configuración 2.03 ................................................................................................................ 96
Figura 59 Distribución de planta y flujo de proceso propuesto (proceso 2 - línea 1) .......... 97
Figura 60 Representación de propuesta de automatización del proceso 3 en la línea 1 ....... 98
Figura 61 Gráfica de efectos principales para el tiempo total y la eficiencia para el DOE de
la configuración 3.01 ............................................................................................................ 99
Figura 62 Distribución de planta y flujo de proceso propuesto (proceso 3 - línea 1) ........ 100
Figura 63 Comparación de tiempos de proceso actual y propuesto ................................... 101
Figura 64 Comparación de eficiencia de proceso actual y propuesto ................................ 102
Figura 65 Gráficas de efectos principales para tiempo total de proceso para generalización de
propuesta de mejora ............................................................................................................ 103
Figura 66 Gráficas de efectos principales para la eficiencia del proceso para generalización
de propuesta de mejora ....................................................................................................... 104
Figura 67 Proceso general de acondicionamiento en la línea 2 .......................................... 107
Figura 68 Síntesis de proceso de acondicionamiento en línea 2 ........................................ 109
Figura 69 Distribución de planta actual de la línea 2 ......................................................... 110
XV
Figura 70 Distribución de recursos en área de trabajo de la línea 2 ................................... 112
Figura 71 Representación gráfica del proceso 1 en la línea 2 ............................................ 115
Figura 72 Mapa de flujo de cadena de valor del proceso de la configuración 1.01 ........... 115
Figura 73 Análisis de cuellos de botella en el procesamiento de la configuración 1.01 .... 116
Figura 74 Mapa de flujo de cadena de valor del proceso de la configuración 1.02 ........... 117
Figura 75 Análisis de cuellos de botella en el procesamiento de la configuración 1.02 .... 117
Figura 76 Representación gráfica del proceso 2 en la línea 2 ............................................ 118
Figura 77 Mapa de flujo de cadena de valor del proceso de la configuración 2.01 ........... 119
Figura 78 Análisis de cuellos de botella en el procesamiento de la configuración 2.01 .... 119
Figura 79 Representación gráfica del proceso 3 en la línea 2 ............................................ 120
Figura 80 Mapa de flujo de cadena de valor del proceso de la configuración 3.01 ........... 121
Figura 81 Análisis de cuellos de botella en el procesamiento de la configuración 3.01 .... 121
Figura 82 Representación de propuesta de automatización del proceso 2 en la línea 2 ..... 124
Figura 83 Gráfica de efectos principales para tiempo total y eficiencia para el DOE de la
configuración 2.01 .............................................................................................................. 125
Figura 84 Distribución de planta y flujo de proceso propuesto (proceso 2 - línea 2) ........ 126
Figura 85 Representación de propuesta de automatización del proceso 1 en la línea 2 ..... 127
Figura 86 Gráfica de efectos principales para tiempo total (configuración 1.01 y 1.02) ... 128
Figura 87 Gráfica de efectos principales para la eficiencia (configuración 1.01 y 1.02) ... 128
Figura 88 Distribución de planta y flujo de proceso propuesto (proceso 1 en la línea 2) .. 129
Figura 89 Representación de propuesta de automatización del proceso 3 en la línea 1 ..... 130
Figura 90 Gráfica de efectos principales para tiempo total y eficiencia para el DOE de la
configuración 3.01 .............................................................................................................. 131
Figura 91 Comparación de tiempos de proceso actual y propuesto ................................... 133
Figura 92 Comparación de eficiencia de proceso actual y propuesto ................................ 133
Figura 93 Proceso general de acondicionamiento en la línea 3 Y 4 ................................... 136
XVI
Figura 94 Síntesis de proceso de acondicionamiento en línea 2 ........................................ 138
Figura 95 Distribución de planta actual de la línea 3 ......................................................... 139
Figura 96 Distribución de planta actual de la línea 4 ......................................................... 139
Figura 97 Distribución de recursos en área de trabajo de la línea 3 ................................... 141
Figura 98 Distribución de recursos en área de trabajo de la línea 4 ................................... 142
Figura 99 Representación gráfica del proceso 1 en la línea 2 ............................................ 145
Figura 100 VSM del proceso de la configuración 1.01 en la línea 3 ................................. 146
Figura 101 Análisis de flujo de proceso de la configuración 1.01 de la línea 3 ................. 147
Figura 102 Análisis de flujo de proceso de configuración 1.01 - línea 3 (continuación) ... 147
Figura 103 VSM del proceso de la configuración 1.01 en la línea 4 ................................. 148
Figura 104 Análisis de flujo de proceso de la configuración 1.01 de la línea 4 ................. 148
Figura 105 Análisis de flujo de proceso de configuración 1.01 - línea 4 (continuación) ... 149
Figura 106 Representación gráfica del proceso 2 en la línea 3 y 4 .................................... 149
Figura 107 VSM del procesamiento de la configuración 2.01 en la línea 3....................... 150
Figura 108 Análisis de flujo de proceso de la configuración 2.01 en la línea 3 ................. 151
Figura 109 Análisis de flujo de proceso de configuración 2.01 - línea 3 (continuación) ... 151
Figura 110 VSM del proceso de la configuración 2.01 en la línea 4 ................................. 152
Figura 111 Análisis flujo de proceso de la configuración 2.01 en la línea 4...................... 152
Figura 112 Representación gráfica del proceso 3 en la línea 3 y 4 .................................... 153
Figura 113 VSM del proceso de la configuración 3.01 en la línea 3 ................................. 154
Figura 114 Análisis de flujo de proceso de la configuración 3.01 en la línea 3 ................. 154
Figura 115 Análisis de flujo de proceso de configuración 3.01 - línea 3 (continuación) ... 155
Figura 116 VSM del proceso de la configuración 3.01 en la línea 4 ................................. 155
Figura 117 Análisis de flujo de proceso de la configuración 3.01 en la línea 4 ................. 156
Figura 118 Representación de propuesta de automatización (proceso 1 - líneas 3 y 4) ..... 159

XVI
I
Figura 119 Gráfica de efectos principales para tiempo total y eficiencia para DOE de la
configuración 1.01 .............................................................................................................. 160
Figura 120 Distribución de planta y flujo de proceso propuesto (proceso 1 - línea 3) ...... 161
Figura 121 Distribución de planta y flujo de proceso propuesto (proceso 1 - línea 4) ...... 161
Figura 122 Representación de propuesta de automatización (proceso 2 - líneas 3 y 4) ..... 162
Figura 123 Gráfica de efectos principales para tiempo total y eficiencia para DOE de la
configuración 2.01 .............................................................................................................. 163
Figura 124 Distribución de planta y flujo de proceso propuesto (proceso 2 - línea 3) ...... 164
Figura 125 Distribución de planta y flujo de proceso propuesto (proceso 2 - línea 4) ...... 164
Figura 126 Representación de propuesta de automatización del proceso 3 en la línea 1 ... 165
Figura 127 Gráfica de efectos principales para tiempo total y eficiencia para DOE de la
configuración 3.01 .............................................................................................................. 166
Figura 128 Comparación de tiempos de proceso actual y propuesto ................................. 168
Figura 129 Comparación de eficiencia de proceso actual y propuesto .............................. 168
Figura 130 Análisis de capacidad del proceso actual vs el proceso propuesto .................. 173
Figura 131 Análisis de la mejora en la capacidad de producción ...................................... 176
Figura 132 Personal necesario por cada tipo de proceso .................................................... 177
Figura 133 Disminución de horas-hombre por periodo ..................................................... 178
Figura 134 Propuesta de modelo conjunto de mejora de procesos..................................... 179
XVI
II
ÍNDICE DE TABLAS
Tabla 1 Cantidad de productos distintos acondicionados en cada línea ................................. 5
Tabla 2 Clasificación de los fármacos .................................................................................. 16
Tabla 3 Aspectos legales concernientes al proyecto ............................................................ 20
Tabla 4 Aspectos legales concernientes al proyecto (continuación) .................................... 21
Tabla 5 Simbología empleada por el Software ProModel .................................................... 46
Tabla 6 Clasificación de productos en procesos de acondicionamiento .............................. 52
Tabla 7 Cantidad de productos distintos acondicionados en cada línea ............................... 53
Tabla 8 Resumen de estadísticos para medición del problema ............................................ 64
Tabla 9 Descripción de recursos actuales empleados en la línea 1 ...................................... 72
Tabla 10 Clasificación de productos por familia de procesos .............................................. 74
Tabla 11 Clasificación de productos por familia de procesos (continuación) ...................... 75
Tabla 12 Configuraciones seleccionadas para el análisis del problema ............................... 76
Tabla 13 Distribuciones de probabilidad asociadas a cada fase del proceso 1..................... 77
Tabla 14 Distribuciones de probabilidad asociadas a cada fase del proceso 2..................... 83
Tabla 15 Distribuciones de probabilidad asociadas a cada fase del proceso 3..................... 86
Tabla 16 Recursos propuestos para el rediseño de procesos en línea 1 ............................... 89
Tabla 17 Factores de diseño de experimentos para el proceso 1 .......................................... 90
Tabla 18 Respuesta óptima para factores de cada diseño de experimentos del proceso 1 ... 93
Tabla 19 Factores de diseño de experimentos para el proceso 2 .......................................... 95
Tabla 20 Respuesta óptima para factores de cada diseño de experimentos del proceso 2 ... 96
Tabla 21 Factores de diseño de experimentos para el proceso 3 .......................................... 98
Tabla 22 Respuesta óptima para factores de diseño de experimentos del proceso 3 ........... 99
Tabla 23 Tiempo total y eficiencia obtenidos empleando la propuesta de mejora............. 101
Tabla 24 Resumen de la propuesta de mejora .................................................................... 105
XIX
Tabla 25 Descripción de recursos actuales empleados en la línea 2 .................................. 110
Tabla 26 Descripción de recursos actuales empleados en la línea 2 (Continuación) ......... 111
Tabla 27 Clasificación de productos de la línea 2 por familia de procesos........................ 113
Tabla 28 Distribuciones de probabilidad asociadas a cada fase del proceso 1................... 114
Tabla 29 Distribuciones de probabilidad asociadas a cada fase del proceso 2................... 118
Tabla 30 Recursos propuestos para el rediseño de procesos en línea 2 ............................. 123
Tabla 31 Factores de diseño de experimentos para el proceso 2 ........................................ 124
Tabla 32 Respuesta óptima para factores de diseño de experimentos del proceso 2 ......... 125
Tabla 33 Factores de diseño de experimentos para el proceso 1 ........................................ 127
Tabla 34 Respuesta óptima para factores de diseño de experimentos del proceso 1 ......... 129
Tabla 35 Factores de diseño de experimentos para el proceso 3 ........................................ 130
Tabla 36 Respuesta óptima para factores de diseño de experimentos del proceso 3 ......... 131
Tabla 37 Tiempo total y eficiencia obtenidos empleando la propuesta de mejora............. 132
Tabla 38 Resumen de la propuesta de mejora .................................................................... 134
Tabla 39 Descripción de recursos actuales empleados en líneas 3 y 4............................... 140
Tabla 40 Descripción de recursos actuales empleados en líneas 3 y 4 (Continuación) ..... 141
Tabla 41 Clasificación de productos por familia de procesos ............................................ 143
Tabla 42 Configuraciones seleccionadas para el análisis del problema ............................. 143
Tabla 43 Distribuciones de probabilidad asociadas fases del proceso 1 ............................ 144
Tabla 44 Distribuciones de probabilidad asociadas fases del proceso 1 (continuación) .... 145
Tabla 45 Distribuciones de probabilidad asociadas a cada fase del proceso 2................... 150
Tabla 46 Recursos propuestos para el rediseño de procesos en línea 1 ............................. 158
Tabla 47 Factores de diseño de experimentos para el proceso 1 ........................................ 159
Tabla 48 Respuesta óptima para factores de diseño de experimentos del proceso 1 ......... 160
Tabla 49 Factores de diseño de experimentos para el proceso 1 ........................................ 163
XX
Tabla 50 Respuesta óptima para factores de diseño de experimentos del proceso 2 ......... 163
Tabla 51 Factores de diseño de experimentos para el proceso 3 ........................................ 165
Tabla 52 Respuesta óptima para factores de diseño de experimentos del proceso 3 ......... 166
Tabla 53 Tiempo total y eficiencia obtenidos empleando la propuesta de mejora............. 167
Tabla 54 Resumen de la propuesta de mejora .................................................................... 170
Tabla 55 Ecuaciones para cálculo de tiempo de proceso respecto al tamaño de lote,
empleando la propuesta de mejora ..................................................................................... 174
Tabla 56 Ecuaciones para cálculo de tiempo de proceso respecto al tamaño de lote,
empleando la propuesta de mejora (continuación) ............................................................. 175
Tabla 57 Mejora en la capacidad de producción por línea y configuración ....................... 176
XXI
INTRODUCCIÓN
La automatización de procesos y el empleo de técnicas Lean para la obtención de procesos
productivos más esbeltos, ha sido un tema que ha tomado mucha fuerza desde mediados del
siglo pasado, surgiendo a raíz de problemas bélicos y económicos presentes en el mundo de
aquellos días, trasladándose primeramente hacia empresas del ramo manufacturero, hasta
llegar a estar presentes hoy en día en empresas de todo giro.
Ha sido evidente desde la época de la Revolución Industrial (Sanders, Elangeswaran, &
Wulfsberg, 2016), que automatizar procesos en las industrias las ayuda a reducir costos y
aumentar su capacidad de producción, dando la oportunidad de incrementar el porcentaje de
ventas y el posicionamiento de la marca en el mercado; si a esto se le añade el pensamiento
esbelto en cada paso de los procesos de la cadena de suministro, aunado a la reducción de la
variabilidad de los mismos, el resultado es un crecimiento exponencial en los beneficios hacia
la empresa, que van desde el factor económico hasta la plena satisfacción del personal
(operativo y administrativo) y sobre todo del cliente (Sanders et al., 2016).
La calidad de productos y procesos es un asunto del cual todas las organizaciones deben estar
preocupadas, sin embargo se le pone poca atención ya que se suele pensar que no genera un
ingreso el hecho de vigilar de manera exhaustiva la entrega de productos y servicios de
calidad, sin embargo éste debería ser un asunto de vital importancia para todos dentro de las
organizaciones, ya que, a pesar de no generar un ingreso, si promueven la disminución de
costos, como la pérdida de clientes, reprocesos, materia prima mal utilizada, etc.
Tener una cultura de cero defectos debe ser el objetivo de todo tipo de organización, para la
generación constante de clientes satisfechos (Parast, 2011). Las estrategias de mejora de la
filosofía Lean Manufacturing en conjunto con la esructura y sistematización que proveen
estrategias como Six Sigma y sus derivados, crean la posibilidad para las empresas de lograr
esta meta debido a que proporcionan una manera estructurada de llevar a cabo mejoras en los
procesos y la producción constante de satisfacción en los clientes, aunado a importantes
beneficios económicos, como se ha podido observar en grandes empresas que las han
adoptado desde mediados del siglo pasado.
Es precisamente el propósito del presente proyecto de investigación, mostrar como mediante
el pensamiento esbelto y el empleao de sus herramientas mediante el seguimiento
estructurado de la estrategia design for six sigma, es posible rediseñar para la introducción
de nuevas tecnologías para la automatización mediante el cual las empresas pueden
incrementar su productividad, generando a la vez diversos beneficios importantes para la
organización.
XXI
I
Lo anterior se llevará a cabo mediante el análisis de procesos de una planta farmacéutica,
donde se dará una propuesta de mejora para los mismos, mediante la utilización de técnicas
esbeltas, diseño para seis sigma y automatización de manera sistemática, concluyendo con la
comparación del estado en el que se encontró la empresa al inicio del proyecto contra el
estado esperado en el caso de la aplicación de la propuesta de mejora.
El proyecto se encuentra dividido en cinco capítulos, cada uno con una función específica
para el desarrollo de este. A continuación de describe brevemente el contenido de cada uno
de ellos:
Capítulo I: Descripción general del caso de estudio
El primer capítulo del proyecto busca dar claridad en cuanto al caso de estudio que
se presenta, mostrando primeramente una descripción panorámica de la empresa que
atañe al estudio. Posteriormente se hace una descripción detallada del problema que
presenta la empresa, comenzando con la delimitación del mismo mediante la
selección de las líneas de acondicionamiento de productos farmacéuticos que se
someterán al proceso de mejora y, finalmente, se asientan los objetivos generales y
particulares del proyecto, así como la justificación, alcance y limitaciones de este.
Capítulo II: Fundamentos teóricos
El segundo capítulo que constituye el presente escrito muestra todos aquellos
conceptos teóricos en los que está basada la investigación, como lo son los
pormenores acerca de la industria farmacéutica, el estudio de la productividad, la
automatización de procesos y las filosofías lean manufacturing y six sigma
Capítulo III: Metodología de investigación
Como su nombre lo indica, el tercer capítulo del proyecto describe ampliamente el
tipo de investigación que se está llevando a cabo, así mismo, se hace mención de los
instrumentos y herramientas empleados para la obtención y análisis de los datos
estudiados en los posteriores capítulos, detallando por último cada una de las etapas
que constituyeron la presente investigación.
Capítulo IV: Análisis y mejora de los procesos de acondicionamiento
Éste es el eje principal del proyecto, ya que es en el que se describe ampliamente el
desarrollo de la metodología “DMADV” perteneciente a la estrategia “design for six
sigma”, en combinación con distintas herramientas y conceptos de manufactura
esbelta para el diseño y desarrollo de las distintas propuestas de mejora para cada una
de las líneas de acondicionamiento de productos farmacéuticos estudiadas.
XXI
II
Capítulo V: Análisis de resultados
Es la culminación del proyecto de mejora respecto a la empresa farmacéutica
estudiada, en él se somete a evaluación los resultados del capítulo anterior para
verificar si se han cumplido los objetivos planteados al inicio del proyecto, analizando
el resultado de la propuesta y comparándolos con la situación actual de la empresa
desde tres ángulos distintos: la capacidad de los procesos de cumplir con el tiempo
planeado para ellos, el incremento de la capacidad de producción de las líneas de
acondicionamiento y la reducción de la mano de obra en los procesos. Así mismo se
describe la propuesta de un modelo para la mejora de procesos, mismo que busca
conjuntar la dinámica de sistemas, lean manufacturing, six sigma y design for six
sigma para el desarrollo de proyectos robustos de diseño y mejora de procesos y
productos.
Conclusiones
Es la última fase de la investigación y como su nombre lo indica, muestra las
conclusiones a las que fue posible llegar a partir de la presente investigación,
divididas en tres secciones: implicaciones teóricas, implicaciones metodológicas e
implicaciones prácticas.
1
CAPÍTULO I: DESCRIPCIÓN
GENERAL DEL CASO DE ESTUDIO
1.1 Antecedentes de la empresa en estudio
1.2 Planteamiento del problema
1.3 Objetivo general y objetivos particulares del proyecto
1.4 Justificación del proyecto
1.5 Alcance y limitaciones de la investigación
2
CAPÍTULO I: DESCRIPCIÓN GENERAL DEL
CASO DE ESTUDIO.
En el presente proyecto se busca llevar a cabo la aplicación y estrategias de la filosofía Lean
Manufacturing y Design for Six Sigma, con el propósito de incrementar la productividad de
un conjunto de líneas de producción encargadas del proceso de acondicionamiento primario
y secundario de fármacos, mediante la introducción de nuevas tecnologías dentro de una
planta farmacéutica. En éste primer capítulo se describirán los pormenores principales del
proyecto, a fin de que el lector comprenda ampliamente el problema en estudio y la razón
para abordarlo en la presente investigación.
1.1 Antecedentes de la empresa en estudio.
Antes de exponer el problema de estudio de la presente investigación, es preciso conocer de
manera general la empresa donde se llevó a cabo el proyecto de mejora que se expone en los
siguientes capítulos. Es importante aclarar que, con el fin de mantener la privacidad de la
empresa, se evitará mencionar la razón social y el nombre comercial de la empresa estudiada,
así como toda información que pueda comprometer la confidencialidad de los procesos y
productos que son manejados dentro de esta. Por lo anterior, durante todo el presente texto,
para hacer referencia a ella simplemente se mencionará como la empresa.
1.1.1 Descripción general de la empresa.
La empresa en estudio pertenece al ramo industrial en el giro farmacéutico con más de
cuarenta años de participación en el mercado a nivel mundial y cerca de veinte años de
presencia en nuestro país. Tiene como actividades principales la fabricación,
acondicionamiento y venta de fármacos, que en su mayoría pertenecen a la categoría de
genéricos convencionales. Sus ventas están direccionadas principalmente a la venta por
mayoreo a farmacias, distribuidores de medicamentos y sector salud, manteniendo en todo
momento la misión particular de ser la principal empresa del ramo a nivel nacional y
consolidarse en los primeros lugares a nivel mundial, entregando en todo momento productos
con el mayor nivel de calidad que exige el mercado y las legislaciones pertinentes para cada
sector en donde se tiene presencia de la marca.
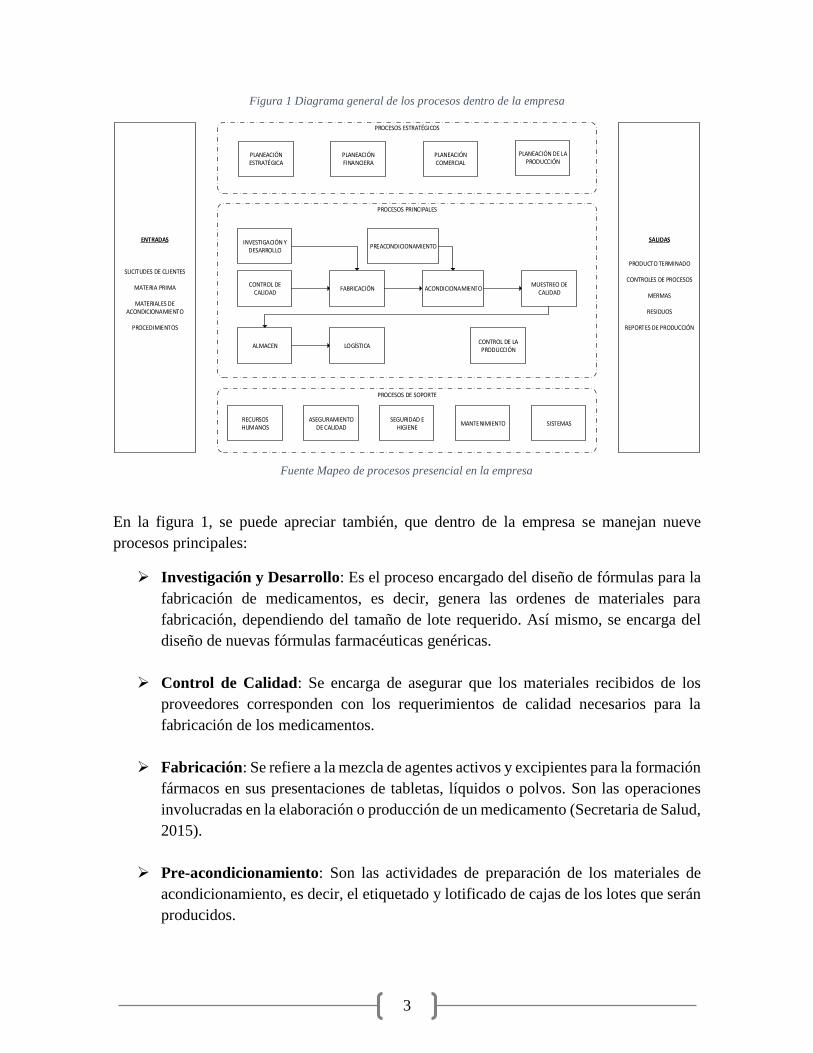
De manera general, en la figura 1 se describe el diagrama general de los procesos que se
llevan a cabo para la fabricación y distribución de los productos elaborados dentro de la
empresa (no se muestra el detalle de tiempos o flujo de información, solo se busca mostrar
al lector un panorama general de los procesos principales dentro de la empresa):
3
PROCESOS ESTRATÉGICOS
PROCESOS PRINCIPALES
PROCESOS DE SOPORTE
ENTRADAS
SLICITUDES DE CLIENTES
MATERIA PRIMA
MATERIALES DE ACONDICIONAMIENTO
PROCEDIMIENTOS
PLANEACIÓN ESTRATÉGICA
PLANEACIÓN FINANCIERA
PLANEACIÓN COMERCIAL
CONTROL DE CALIDAD
FABRICACIÓN ACONDICIONAMIENTOMUESTREO DE
CALIDAD
ALMACEN LOGÍSTICA
RECURSOS HUMANOS
ASEGURAMIENTO DE CALIDAD
SEGURIDAD E HIGIENE
CONTROL DE LA PRODUCCIÓN
MANTENIMIENTO SISTEMAS
PLANEACIÓN DE LA PRODUCCIÓN
SALIDAS
PRODUCTO TERMINADO
CONTROLES DE PROCESOS
MERMAS
RESIDUOS
REPORTES DE PRODUCCIÓN
INVESTIGACIÓN Y DESARROLLO
PREACONDICIONAMIENTO
Figura 1 Diagrama general de los procesos dentro de la empresa
En la figura 1, se puede apreciar también, que dentro de la empresa se manejan nueve
procesos principales:
Investigación y Desarrollo: Es el proceso encargado del diseño de fórmulas para la
fabricación de medicamentos, es decir, genera las ordenes de materiales para
fabricación, dependiendo del tamaño de lote requerido. Así mismo, se encarga del
diseño de nuevas fórmulas farmacéuticas genéricas.
Control de Calidad: Se encarga de asegurar que los materiales recibidos de los
proveedores corresponden con los requerimientos de calidad necesarios para la
fabricación de los medicamentos.
Fabricación: Se refiere a la mezcla de agentes activos y excipientes para la formación
fármacos en sus presentaciones de tabletas, líquidos o polvos. Son las operaciones
involucradas en la elaboración o producción de un medicamento (Secretaria de Salud,
2015).
Pre-acondicionamiento: Son las actividades de preparación de los materiales de
acondicionamiento, es decir, el etiquetado y lotificado de cajas de los lotes que serán
producidos.
Fuente Mapeo de procesos presencial en la empresa
4
Acondicionamiento: Son las actividades correspondientes a proporcionar las
condiciones requeridas para su venta; es decir los recursos adicionales que contienen
al medicamento y permiten su venta al público conservando sus condiciones de
estabilidad, seguridad y eficacia (Soriano, Sánchez La fuente, Álvarez Fuentes, &
Holgado, 1994). Este proceso se divide en dos:
o Acondicionamiento primario: Acción de introducir los fármacos en frascos,
blísteres, sobres, es decir, cualquier contenedor en contacto directo con el
fármaco, dependiendo del tipo de producto fabricado (Soriano et al., 1994).
o Acondicionamiento secundario: Es el complementar el acondicionamiento
primario, con el empaque exterior del producto, que puede consistir en cajas,
ligas, etiquetas, etcétera (Soriano et al., 1994). Además, también consiste en
llevar a cabo el embalaje de los lotes producidos.
Muestreo de Calidad: Es el proceso de tomar una muestra calculada de específica
del producto terminado de cada lote y determinar de esta manera, si el producto puede
o no puede ser liberado para entregarse al cliente.
Almacenamiento: Es el proceso de estibar el producto terminado en los almacenes
destinados para ello, posteriormente se traslada al centro de distribución, encargado
de llevar el producto terminado a los diferentes clientes.
Logística: Son las actividades de administración de almacenes y centro de
distribución, para el final traslado del producto terminado hasta el cliente final.
Control de la producción: Es el proceso de diseñar estándares de producción y su
consecuente comparación con respecto de lo que realmente ocurre en los procesos
anteriormente descritos.
Ahora que se han descrito los procesos principales que se manejan dentro de la planta
farmacéutica en estudio, es preciso especificar que en el presente proyecto se centrará
exclusivamente en la automatización de actividades correspondientes al proceso de
acondicionamiento, por lo que a lo largo del proyecto se detallará el significado de dicho
proceso, así como su desarrollo dentro de la empresa en estudio.
5
1.2 Planteamiento del problema de estudio.
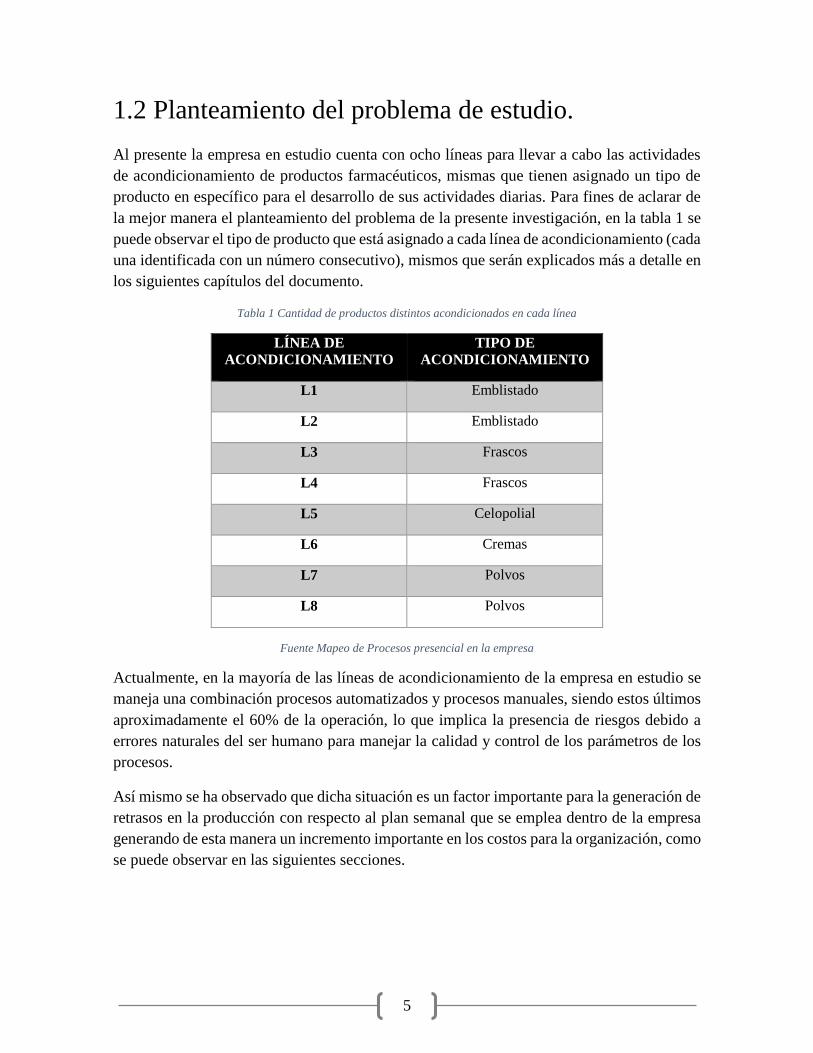
Al presente la empresa en estudio cuenta con ocho líneas para llevar a cabo las actividades
de acondicionamiento de productos farmacéuticos, mismas que tienen asignado un tipo de
producto en específico para el desarrollo de sus actividades diarias. Para fines de aclarar de
la mejor manera el planteamiento del problema de la presente investigación, en la tabla 1 se
puede observar el tipo de producto que está asignado a cada línea de acondicionamiento (cada
una identificada con un número consecutivo), mismos que serán explicados más a detalle en
los siguientes capítulos del documento.
Tabla 1 Cantidad de productos distintos acondicionados en cada línea
LÍNEA DE
ACONDICIONAMIENTO
TIPO DE
ACONDICIONAMIENTO
L1 Emblistado
L2 Emblistado
L3 Frascos
L4 Frascos
L5 Celopolial
L6 Cremas
L7 Polvos
L8 Polvos
Fuente Mapeo de Procesos presencial en la empresa
Actualmente, en la mayoría de las líneas de acondicionamiento de la empresa en estudio se
maneja una combinación procesos automatizados y procesos manuales, siendo estos últimos
aproximadamente el 60% de la operación, lo que implica la presencia de riesgos debido a
errores naturales del ser humano para manejar la calidad y control de los parámetros de los
procesos.
Así mismo se ha observado que dicha situación es un factor importante para la generación de
retrasos en la producción con respecto al plan semanal que se emplea dentro de la empresa
generando de esta manera un incremento importante en los costos para la organización, como
se puede observar en las siguientes secciones.
6
Es precisamente el nivel de retrasos en los procesos de acondicionamiento el principal
problema que se tratará en el presente proyecto, ya que se ha notado que aproximadamente
el 50% de las órdenes de acondicionamiento se entregan fuera de tiempo, lo cual implica un
obstáculo importante para el crecimiento de la empresa, así como para mantener la
satisfacción de los clientes actuales y futuros en óptimos niveles.
Es por ello que en el presente proyecto se busca determinar si es posible diseñar una propuesta
de automatización de procesos empleando de manera conjunta técnicas apegadas a las
filosofías lean manufacturing y six sigma, de tal manera que se pueda asegurar un importante
decremento en los niveles de retraso en los procesos, mediante la disminución o eliminación
de los cuellos de botella y la variabilidad de los procesos.
1.2.1 Delimitación del problema de estudio
El problema de los retrasos en la producción diaria de cada línea de acondicionamiento, es
una importante área de oportunidad para la empresa, ya que de mantenerse o incluso
incrementar, puede generar costos de producción excesivos, así como penalizaciones de los
clientes y, aún más importante, la disminución de la satisfacción de los mismos, por lo que
el presente proyecto consiste en proporcionar a la empresa una propuesta de mejora para el
incremento de la productividad de los procesos de acondicionamiento, basada en diversos
análisis estadístico y de indicadores del estado actual de los procesos del área de
acondicionamiento de productos farmacológicos.
El propósito del presente estudio es diseñar una propuesta de mejora que permita acoplar
nuevas tecnologías para sustituir en su mayoría las operaciones manuales de los procesos de
acondicionamiento, misma que, en caso de aplicarse en la empresa, apoye en el incremento
de la eficiencia y eficacia de los procesos y, por lo tanto, incrementar la productividad de los
mismos, reduciendo así los desperdicios presentes y reubicando al personal en actividades
que generen un mayor valor agregado para la organización y al cliente.
Es evidente que para el presente proyecto sería imposible o inapropiado, diseñar una
propuesta de mejora para el total de las líneas de acondicionamiento, ya que lo que se busca
con el desarrollo de ellas es generar el mayor impacto posible en la productividad de la
empresa, que en general se medirá en función de los retrasos en la entrega de lotes de
producción en cada una de las líneas mencionadas en la sección anterior.
Por esta razón se realizó un estudio de Pareto (Figura 2) para determinar que líneas son las
que generan un mayor problema para el desarrollo de los procesos de acondicionamiento,
empleando los tiempos acordados en planes mensuales de producción y los registros de
tiempos de producción para dos años consecutivos, con los que se determinaron los retrasos
(en días completos) en los que incurrió cada una de las líneas de acondicionamiento de la
planta.
7
Fuente: Reportes de producción y planeación de la producción de la empresa
OP RETRASADAS 495 380 210 108 108 82 42 33
Porcentaje 34.0 26.1 14.4 7.4 7.4 5.6 2.9 2.3
% acumulado 34.0 60.0 74.4 81.8 89.2 94.9 97.7 100.0
LINEA L6L5L4L3L2L1L8L7
1600
1400
1200
1000
800
600
400
200
0
100
80
60
40
20
0
OR
DEN
ES R
ETR
ASA
DA
S
Porc
enta
je
Pareto para la cantidad de retrasos por línea de acondicionamiento
ORDENES DE AC. 3928 926 537 491 361 282 135 98
Porcentaje 58.1 13.7 7.9 7.3 5.3 4.2 2.0 1.5
% acumulado 58.1 71.8 79.8 87.0 92.4 96.6 98.5 100.0
LINEA L5L6L2L4L3L1L8L7
7000
6000
5000
4000
3000
2000
1000
0
100
80
60
40
20
0
OR
DEN
ES D
E A
COND
ICIO
NAM
IENT
O
Porc
enta
jePareto para el nivel de producción por cada línea de acondicionamiento
Figura 2 Análisis de Pareto para la cantidad de retrasos por línea de acondicionamiento
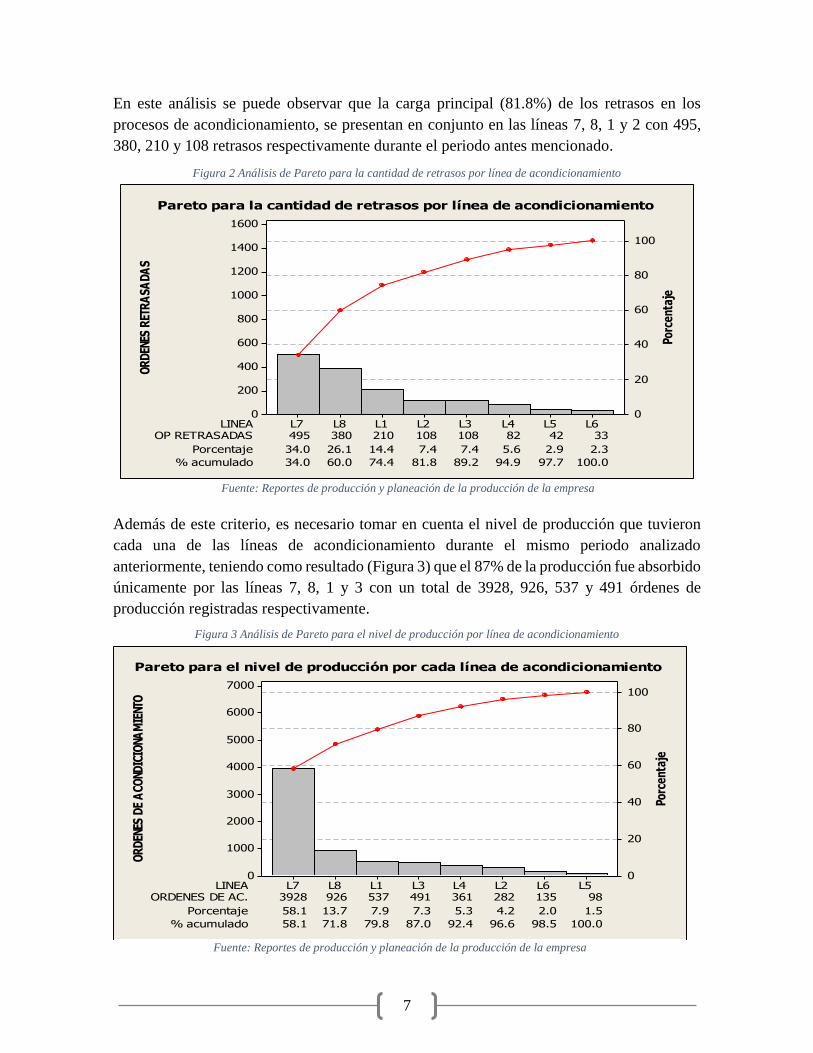
En este análisis se puede observar que la carga principal (81.8%) de los retrasos en los
procesos de acondicionamiento, se presentan en conjunto en las líneas 7, 8, 1 y 2 con 495,
380, 210 y 108 retrasos respectivamente durante el periodo antes mencionado.
Además de este criterio, es necesario tomar en cuenta el nivel de producción que tuvieron
cada una de las líneas de acondicionamiento durante el mismo periodo analizado
anteriormente, teniendo como resultado (Figura 3) que el 87% de la producción fue absorbido
únicamente por las líneas 7, 8, 1 y 3 con un total de 3928, 926, 537 y 491 órdenes de
producción registradas respectivamente.
Fuente: Reportes de producción y planeación de la producción de la empresa
Figura 3 Análisis de Pareto para el nivel de producción por línea de acondicionamiento
8
OP RETRASADAS 875 318 190 42 33
Porcentaje 60.0 21.8 13.0 2.9 2.3
% acumulado 60.0 81.8 94.9 97.7 100.0
TIPO DE PRODUCTO OtroCELLOPOLIALFRASCOEMBLISTADOPOLVO
1600
1400
1200
1000
800
600
400
200
0
100
80
60
40
20
0
OR
DEN
ES R
ETR
ASA
DA
S
Porc
enta
je
Análisis de Pareto para cantidad de retrasos por tipo de producto
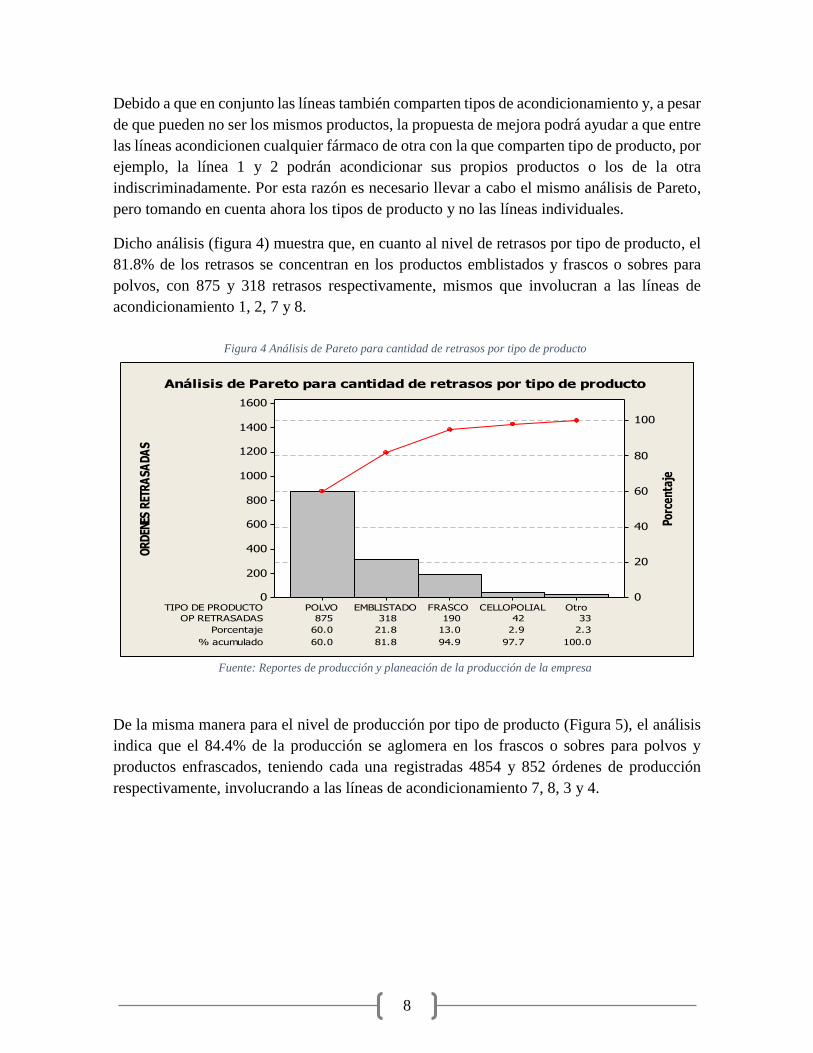
Debido a que en conjunto las líneas también comparten tipos de acondicionamiento y, a pesar
de que pueden no ser los mismos productos, la propuesta de mejora podrá ayudar a que entre
las líneas acondicionen cualquier fármaco de otra con la que comparten tipo de producto, por
ejemplo, la línea 1 y 2 podrán acondicionar sus propios productos o los de la otra
indiscriminadamente. Por esta razón es necesario llevar a cabo el mismo análisis de Pareto,
pero tomando en cuenta ahora los tipos de producto y no las líneas individuales.
Dicho análisis (figura 4) muestra que, en cuanto al nivel de retrasos por tipo de producto, el
81.8% de los retrasos se concentran en los productos emblistados y frascos o sobres para
polvos, con 875 y 318 retrasos respectivamente, mismos que involucran a las líneas de
acondicionamiento 1, 2, 7 y 8.
De la misma manera para el nivel de producción por tipo de producto (Figura 5), el análisis
indica que el 84.4% de la producción se aglomera en los frascos o sobres para polvos y
productos enfrascados, teniendo cada una registradas 4854 y 852 órdenes de producción
respectivamente, involucrando a las líneas de acondicionamiento 7, 8, 3 y 4.
Figura 4 Análisis de Pareto para cantidad de retrasos por tipo de producto
Fuente: Reportes de producción y planeación de la producción de la empresa

9
ORDENES DE AC 4854 852 819 233
Porcentaje 71.8 12.6 12.1 3.4
% acumulado 71.8 84.4 96.6 100.0
TIPO DE PRODUCTO OtroEMBLISTADOFRASCOPOLVO
7000
6000
5000
4000
3000
2000
1000
0
100
80
60
40
20
0
OR
DEN
ES D
E A
COND
ICIO
NAM
IENT
O
Porc
enta
je
Análisis de Pareto para nivel de producción por tipo de producto
Mediante el análisis realizado, se hace evidente que las líneas de acondicionamiento que
generan mayor conflicto en cuanto retraso son las que corresponden a los productos
emblistados, enfrascados y polvos, haciendo un total de seis líneas que se debería incluir en
el estudio. Debido a que esta cantidad representa un 75% de las líneas de producción, se
decidió solo tomar en cuenta para el presente proyecto los procesos de acondicionamiento de
productos enfrascados y emblistados, ya que como se puede observar, de las seis líneas
mencionadas, son las que presentan un mayor índice de retrasos con respecto al total de las
órdenes de acondicionamiento registradas. De esta manera, al proponer una mejora en los
procesos de dichas líneas, se espera tener un impacto en el 34.8% de retrasos que hoy en día
arrastra el área de acondicionamiento de la empresa únicamente con esas cuatro líneas.
1.3 Objetivo general y objetivos particulares del
proyecto.
El Proyecto tiene como objetivo principal, generar una propuesta de mejora que pueda
incrementar la productividad en los procesos de la planta farmacéutica mediante la
introducción de nuevas tecnologías adecuadas a los procesos de acondicionamiento y el
empleo de estrategias apegadas a la filosofía Lean Manufacturing y Design for Six Sigma,
todo esto en la búsqueda principal de eliminar los tiempos de retraso en los procesos de
acondicionamiento de productos farmacéuticos que produce la empresa.
Fuente: Reportes de producción y planeación de la producción de la empresa
Figura 5 Análisis de Pareto para nivel de producción por tipo de producto
10
Así mismo, el presente proyecto, busca hacer patente de manera práctica, la relación que
estrecha que puede haber entre la automatización de procesos y la filosofía Lean
Manufacturing, así como, demostrar que la metodología Design for Six Sigma, es un agente
viable y de confianza para el diseño de áreas y procesos automatizados.
Con respecto al desarrollo de la propuesta de mejora, el principal objetivo su desarrollo es la
disminución general de los tiempos de acondicionamiento de la empresa, con respecto a su
situación actual. Así mismo se busca que, en dichos procesos, el tiempo de espera de los
materiales sea mínimo, es decir la disminución o eliminación de los cuellos de botella dentro
de los procesos de acondicionamiento de productos farmacéuticos. Esto significa que las
variables principales que se busca mejorar son el tiempo total del proceso y el porcentaje de
tiempo de inactividad con respecto del tiempo de procesamiento (eficiencia del proceso).
Además, se han planteado los siguientes objetivos específicos con los cuales deberá cumplir
la propuesta de mejora para considerarse exitosa:
Mapeo y diagnóstico de los procesos de las líneas de acondicionamiento dentro
de la planta farmacéutica, identificando nuevas tecnologías que los puedan hacer
más productivos.
Análisis estadístico de los procesos actuales de las líneas de acondicionamiento
seleccionadas, con el propósito de tener un marco de referencia con el cual
comparar el efecto que tendría la aplicación de la propuesta de mejora.
Identificación de oportunidades de mejora derivadas del diagnóstico que apoyen
a la productividad y estén alineadas a la implementación de las nuevas tecnologías
planeadas.
Rediseño del proceso de acondicionamiento mediante el empleo de tecnologías
aplicables a los procesos actuales y usando estrategias de Lean Manufacturing y
Design for Six Sigma, todo alineado a los estándares de calidad y buenas prácticas
de manufactura que rigen a la industria farmacéutica.
Generación de una propuesta de mejora que incremente la productividad y
capacidad de producción de las líneas donde sean introducidas nuevas
tecnologías, eliminando o disminuyendo los desperdicios presentes en la
operación actual, así como su variabilidad.
Simulación de la propuesta diseñada, con el fin de compararla con el estado actual
de la planta, de tal manera que sea posible determinar el nivel de mejora que se
generaría en caso de la implementación de la propuesta.

11
161412108642
80
70
60
50
40
30
20
10
0
Índice
CA
NTID
AD
DE R
ETR
AS
OS
MAPE 114.519
MAD 11.533
MSD 252.687
Medidas de exactitud
Actual
Ajustes
Variable
Tendencia del nivel de retrasos en proceso de AcondicionamientoModelo de tendencia lineal
Yt = 6.28 + 3.00*t
1.4 Justificación del proyecto
Es el objetivo de todo ingeniero industrial, el diseño y mejora de los sistemas para
incrementar la productividad y reducción de los costos de estos. Es ese mismo objetivo lo
que justifica la realización del presente proyecto de tesis, ya que, para llevarlo a cabo, se
tendrán que poner en práctica las técnicas y habilidades que la ingeniería industrial
proporciona, para alcanzar los objetivos planteados en el presente capítulo.
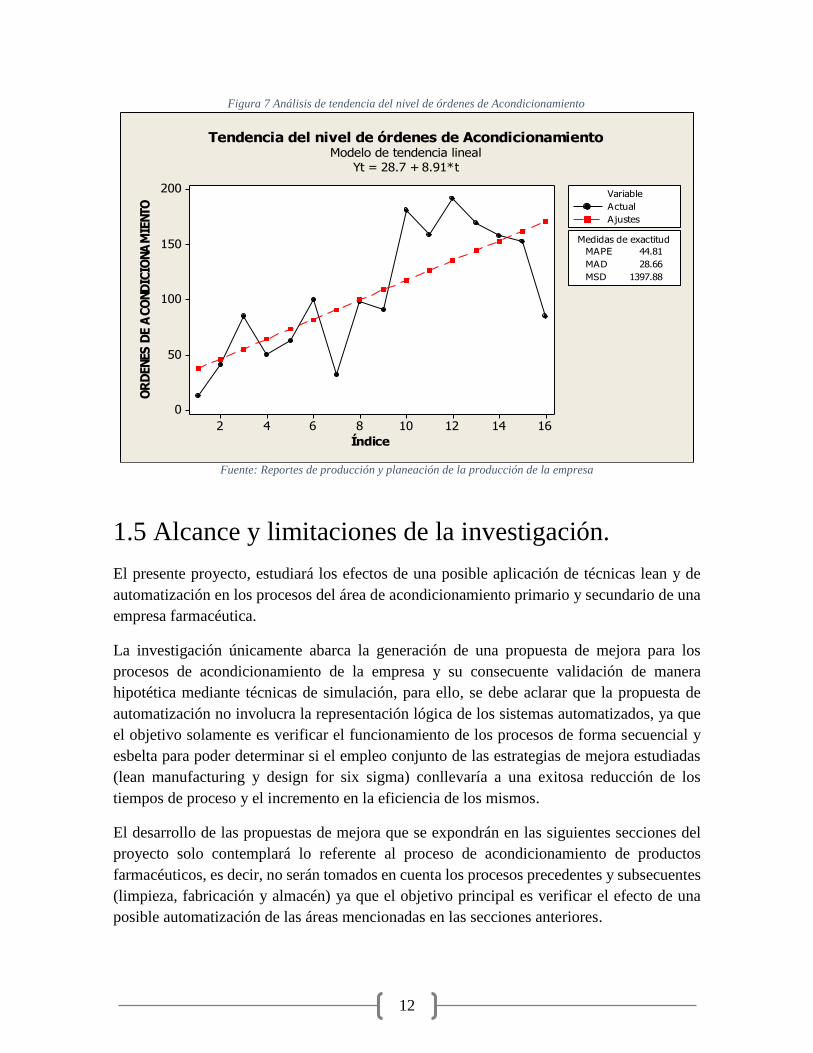
Hablando específicamente de la empresa en cuestión, la razón principal que motiva la puesta
en marcha del presente proyecto, es mejorar la satisfacción de sus clientes mediante la
reducción de sus tiempos de retraso en la entrega de sus productos, ya que como se puede
ver en las figura 6 y 7, la demanda para la líneas de acondicionamiento muestra una tendencia
ascendente con respecto a los años analizados, así mismo el índice de retrasos en el trabajo
de las órdenes de acondicionamiento también ha aumentado durante esos años, por lo que si
en los años siguientes se mantiene dichas tendencias, la empresa se volverá cada vez más
incapaz de surtir el acondicionado de fármacos para sus clientes en el tiempo establecido.
Fuente Reportes de producción y planeación de la producción de la empresa
Figura 6 Análisis de tendencia del nivel de retrasos en proceso de Acondicionamiento
12
161412108642
200
150
100
50
0
Índice
OR
DEN
ES
DE A
CO
ND
ICIO
NA
MIE
NTO
MAPE 44.81
MAD 28.66
MSD 1397.88
Medidas de exactitud
Actual
Ajustes
Variable
Tendencia del nivel de órdenes de AcondicionamientoModelo de tendencia lineal
Yt = 28.7 + 8.91*t
1.5 Alcance y limitaciones de la investigación.
El presente proyecto, estudiará los efectos de una posible aplicación de técnicas lean y de
automatización en los procesos del área de acondicionamiento primario y secundario de una
empresa farmacéutica.
La investigación únicamente abarca la generación de una propuesta de mejora para los
procesos de acondicionamiento de la empresa y su consecuente validación de manera
hipotética mediante técnicas de simulación, para ello, se debe aclarar que la propuesta de
automatización no involucra la representación lógica de los sistemas automatizados, ya que
el objetivo solamente es verificar el funcionamiento de los procesos de forma secuencial y
esbelta para poder determinar si el empleo conjunto de las estrategias de mejora estudiadas
(lean manufacturing y design for six sigma) conllevaría a una exitosa reducción de los
tiempos de proceso y el incremento en la eficiencia de los mismos.
El desarrollo de las propuestas de mejora que se expondrán en las siguientes secciones del
proyecto solo contemplará lo referente al proceso de acondicionamiento de productos
farmacéuticos, es decir, no serán tomados en cuenta los procesos precedentes y subsecuentes
(limpieza, fabricación y almacén) ya que el objetivo principal es verificar el efecto de una
posible automatización de las áreas mencionadas en las secciones anteriores.
Figura 7 Análisis de tendencia del nivel de órdenes de Acondicionamiento
Fuente: Reportes de producción y planeación de la producción de la empresa
13
Así mismo el proyecto se encuentra limitado de la siguiente manera debido a distintos
factores encontrados durante el desarrollo de este. El primero de ellos se refiere al
compromiso de confidencialidad hecho con la empresa, es por ello que en la exposición del
mismo serán omitidos todos los datos de la empresa, así como cualquier aspecto de la
organización que pueda poner en riesgo dicho acuerdo, en el cual se incluyen también los
costos derivados de los procesos, como son mano de obra, materia prima, costos indirectos,
etcétera.
Otro aspecto que limita el desarrollo de la propuesta de mejora para los procesos de
acondicionamiento es el referente a la estructura física de la planta, ya que, para fines
prácticos, la propuesta no podrá modificar el espacio físico actual, sin embargo, si podrá
incluir cualquier espacio de la empresa que se encuentre disponible para la implementación
de la propuesta.
Con respecto a las nuevas tecnologías que se pretende incluir en el análisis de la propuesta
de mejora, los datos recopilados acerca de ellas se limitan únicamente a lo que fue posible
obtener mediante la búsqueda vía web, por lo que aquellas máquinas que no dispongan de la
información necesaria en la web para el presente proyecto no serán tomadas en cuenta.
Todos los análisis estadísticos acerca de la situación actual de la empresa se llevaron a cabo
empleando únicamente los datos que la empresa pudo proporcionar sin poner en riesgo su
confidencialidad, cuestión que podría poner en riesgo el acercamiento que tienen dichos
análisis con la realidad de la empresa.
Al respecto de los datos presentados por la empresa, es importante mencionar que los
referentes a los tiempos de proceso de acondicionamiento se encuentran expresados en días
laborales completos, estado que puede provocar que el análisis estadístico expuesto en el
presente proyecto no refleje completamente la realidad de los procesos de
acondicionamiento, ya que son datos discretos y no continuos.
Así mismo, la empresa actualmente no emplea límites de especificación claros para el tiempo
de acondicionamiento de productos y, en consecuencia, tampoco para el tiempo de retraso de
dicho proceso, por lo que de manera general para todo el proyecto se tomará como base el
límite superior de especificación de un día de retraso.
Acerca de los datos de tiempos de proceso, se debe aclarar que solo se emplean los tiempos
recabados durante el primer turno de producción, ya que fue en el que la empresa dio la
posibilidad de estar presencialmente, por lo que se supone que dichos datos corresponden
también a los siguientes dos turnos.
14
CAPÍTULO II: FUNDAMENTOS
TEÓRICOS
2.1 La industria farmacéutica
2.2 Productividad
2.3 Automatización de procesos industriales
2.4 La filosofía Lean Manufacturing
2.5 Design for Six Sigma
15
CAPITULO II: FUNDAMENTOS TEÓRICOS
El objetivo del presenta capítulo es poner a la disposición del lector todo el sustento teórico
que tiene de fondo la propuesta de mejora que se expone en los siguientes capítulos, con el
fin de facilitar su comprensión. Los temas por tratar son los siguientes:
La industria Farmacéutica y su contexto internacional y nacional, así como la
normatividad por la que es regida en México (con respecto a los procesos de
acondicionamiento) y la descripción de los procesos de acondicionamiento.
La Productividad, ya que es la base del objetivo de esta investigación, se analizará su
concepto y los factores que la afectan.
La Automatización de Procesos, aspectos teóricos de importancia y las razones que
la propician.
La filosofía Lean Manufacturing y las herramientas empleadas para el desarrollo de
la propuesta de mejora.
Diseño para Seis Sigma (Design for Six Sigma). Metodología empleada para el
desarrollo del proyecto de rediseño de los procesos de acondicionamiento mediante
el empleo de nuevas tecnologías.
2.1 La Industria Farmacéutica
En esta sección se abordarán las características generales de la industria farmacéutica, dando
una breve explicación del campo de estudio de este sector y su estado actual a nivel mundial
y nacional, con el objetivo de entender el contexto en el que se encuentra inmersa la industria
farmacéutica y la importancia que tiene para el país. Así mismo se aborda la explicación
acerca de los procesos de acondicionamiento de productos farmacéuticos y la normatividad
que la rige dentro de México.
2.1.1 Campo de acción de la industria farmacéutica.
La actividad general del sector industrial farmacéutico está enfocada a la investigación,
desarrollo, producción y comercialización de productos químicos o biofármacos utilizados
para la prevención o tratamiento de enfermedades.
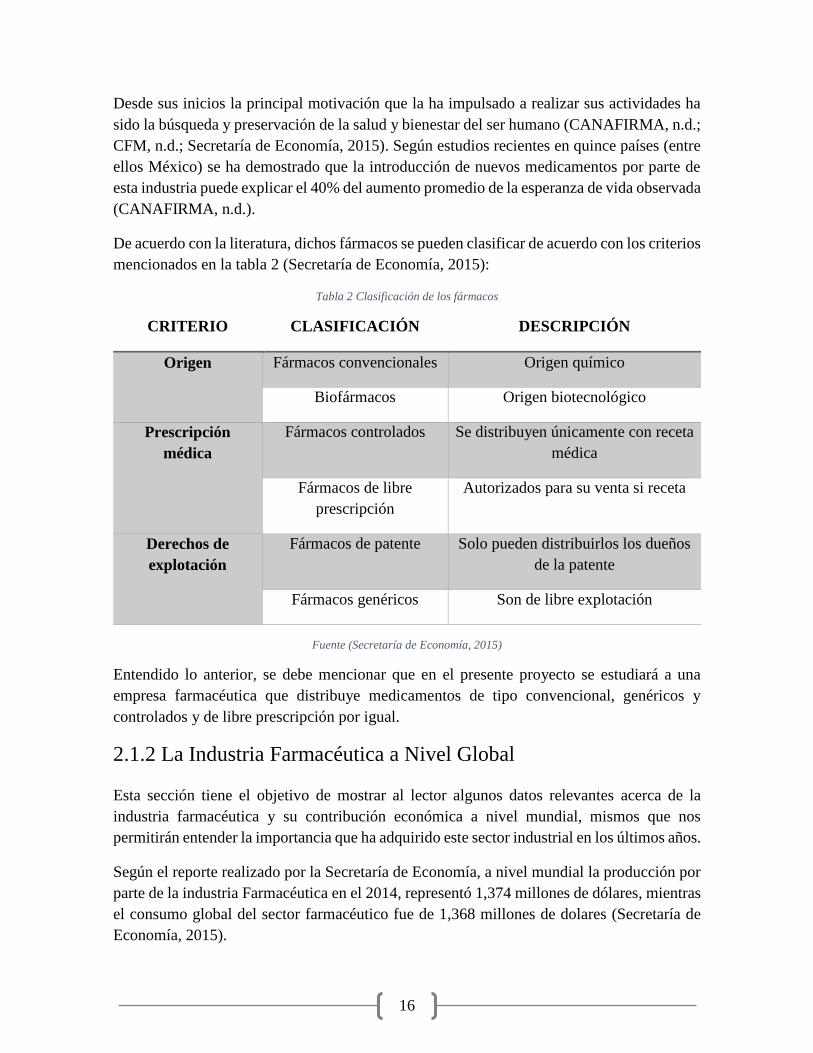
16
Desde sus inicios la principal motivación que la ha impulsado a realizar sus actividades ha
sido la búsqueda y preservación de la salud y bienestar del ser humano (CANAFIRMA, n.d.;
CFM, n.d.; Secretaría de Economía, 2015). Según estudios recientes en quince países (entre
ellos México) se ha demostrado que la introducción de nuevos medicamentos por parte de
esta industria puede explicar el 40% del aumento promedio de la esperanza de vida observada
(CANAFIRMA, n.d.).
De acuerdo con la literatura, dichos fármacos se pueden clasificar de acuerdo con los criterios
mencionados en la tabla 2 (Secretaría de Economía, 2015):
Tabla 2 Clasificación de los fármacos
CRITERIO CLASIFICACIÓN DESCRIPCIÓN
Origen Fármacos convencionales Origen químico
Biofármacos Origen biotecnológico
Prescripción
médica
Fármacos controlados Se distribuyen únicamente con receta
médica
Fármacos de libre
prescripción
Autorizados para su venta si receta
Derechos de
explotación
Fármacos de patente Solo pueden distribuirlos los dueños
de la patente
Fármacos genéricos Son de libre explotación
Fuente (Secretaría de Economía, 2015)
Entendido lo anterior, se debe mencionar que en el presente proyecto se estudiará a una
empresa farmacéutica que distribuye medicamentos de tipo convencional, genéricos y
controlados y de libre prescripción por igual.
2.1.2 La Industria Farmacéutica a Nivel Global
Esta sección tiene el objetivo de mostrar al lector algunos datos relevantes acerca de la
industria farmacéutica y su contribución económica a nivel mundial, mismos que nos
permitirán entender la importancia que ha adquirido este sector industrial en los últimos años.
Según el reporte realizado por la Secretaría de Economía, a nivel mundial la producción por
parte de la industria Farmacéutica en el 2014, representó 1,374 millones de dólares, mientras
el consumo global del sector farmacéutico fue de 1,368 millones de dolares (Secretaría de
Economía, 2015).
17
El mismo informe, indica que los países en desarrollo han demostrado ser mercados donde
el consumo de fármacos ha crecido cada vez más, dado que hoy en día las empresas
principales en este mercado se enfrentan ante el vencimiento de las patentes de los principales
productos que manejan, por lo que el desarrollo de medicamentos genéricos ha tomado gran
poder dentro del mercado, introduciendo medicamentos igualmente efectivos, pero a precios
más accesibles (Secretaría de Economía, 2015).
2.1.3 La Industria Farmacéutica en México
Así como entender la contribución de la industria farmacéutica a la economía mundial, es
aún más importante entender como está desarrollada su actividad con el desarrollo
económico de México, de esta manera se podrá dar un panorama general acerca de la
importancia que tiene esta industria en nuestro país.
México ha demostrado ser un mercado competitivo en cuanto al sector farmacéutico se
refiere, siendo esta una actividad económica catalogada como estratégica en el país,
ubicándose como el segundo mercado más grande de América Latina, solo detrás de Brasil,
siendo un gran productor de medicamentos de alta tecnología (ANAFAM, n.d.; CFM, n.d.;
INEGI, 2016; Secretaría de Economía, 2015).
Así mismo es importante conocer el aporte que tiene este sector para la economía mexicana,
de lo que podemos decir que la industria farmacéutica actualmente representa en promedio
el 0.4% del producto interno bruto (PIB) nacional y el 2.9% del PIB manufacturero
(Secretaría de Economía, 2015), además, durante el periodo de 1993-2014 esta industria
aporto el 4.1% del PIB manufacturero (INEGI, 2016).
Con respecto a los, niveles de producción, la Secretaría de Economía menciona que tan solo
en el año 2014 la producción mexicana del sector farmacéutico represento 11,430 millones
de dólares mientras que el consumo nacional representó 16,962 millones de dólares
(Secretaría de Economía, 2015). Los estados de la república que generan una mayor
contribución a la industria farmacéutica son la Ciudad de México, el Estado de México y
Jalisco (INEGI, 2016).
Además, la mayor parte de la producción (más del 70%) se abastece para satisfacer al
mercado global, sin embargo, la tendencia de exportación ha reportado un crecimiento
importante en los últimos años (CFM, n.d.), de hecho, en 2014, México fue el principal
exportador de América Latina, con un total de 1,847 millones de dolares, teniendo como
principales destinos a Estados Unidos, Suiza, Panamá, Venezuela y Colombia (Secretaría de
Economía, 2015).
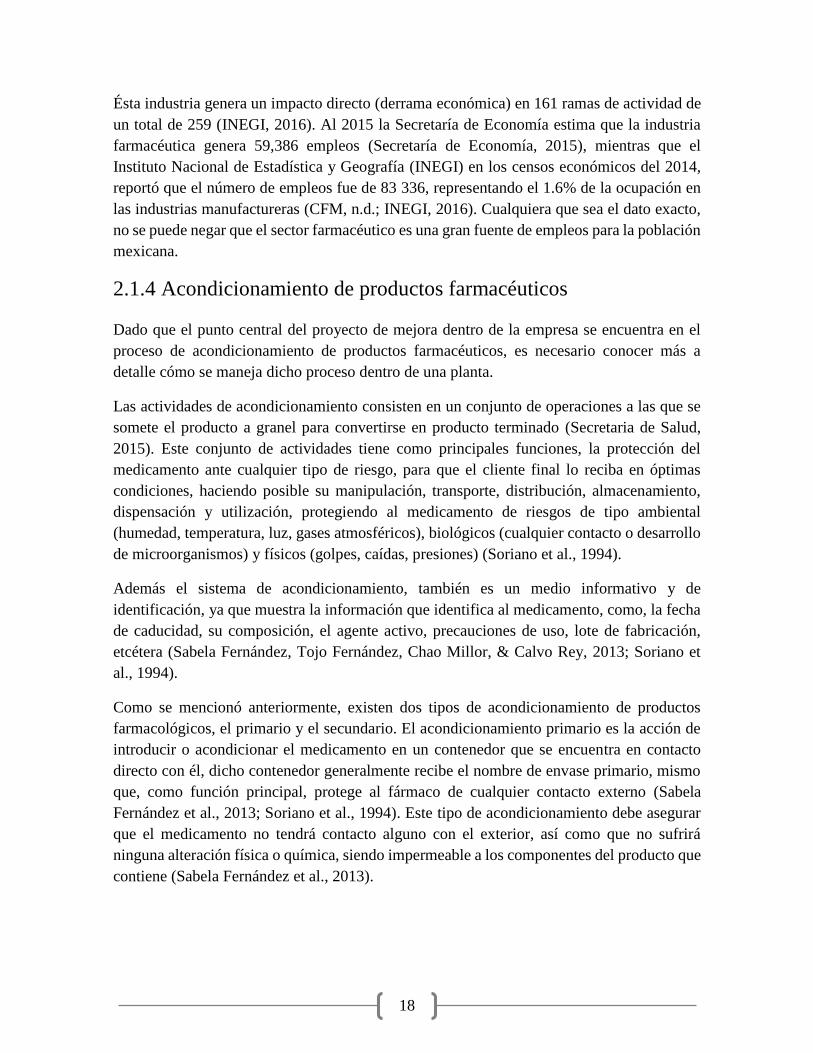
18
Ésta industria genera un impacto directo (derrama económica) en 161 ramas de actividad de
un total de 259 (INEGI, 2016). Al 2015 la Secretaría de Economía estima que la industria
farmacéutica genera 59,386 empleos (Secretaría de Economía, 2015), mientras que el
Instituto Nacional de Estadística y Geografía (INEGI) en los censos económicos del 2014,
reportó que el número de empleos fue de 83 336, representando el 1.6% de la ocupación en
las industrias manufactureras (CFM, n.d.; INEGI, 2016). Cualquiera que sea el dato exacto,
no se puede negar que el sector farmacéutico es una gran fuente de empleos para la población
mexicana.
2.1.4 Acondicionamiento de productos farmacéuticos
Dado que el punto central del proyecto de mejora dentro de la empresa se encuentra en el
proceso de acondicionamiento de productos farmacéuticos, es necesario conocer más a
detalle cómo se maneja dicho proceso dentro de una planta.
Las actividades de acondicionamiento consisten en un conjunto de operaciones a las que se
somete el producto a granel para convertirse en producto terminado (Secretaria de Salud,
2015). Este conjunto de actividades tiene como principales funciones, la protección del
medicamento ante cualquier tipo de riesgo, para que el cliente final lo reciba en óptimas
condiciones, haciendo posible su manipulación, transporte, distribución, almacenamiento,
dispensación y utilización, protegiendo al medicamento de riesgos de tipo ambiental
(humedad, temperatura, luz, gases atmosféricos), biológicos (cualquier contacto o desarrollo
de microorganismos) y físicos (golpes, caídas, presiones) (Soriano et al., 1994).
Además el sistema de acondicionamiento, también es un medio informativo y de
identificación, ya que muestra la información que identifica al medicamento, como, la fecha
de caducidad, su composición, el agente activo, precauciones de uso, lote de fabricación,
etcétera (Sabela Fernández, Tojo Fernández, Chao Millor, & Calvo Rey, 2013; Soriano et
al., 1994).
Como se mencionó anteriormente, existen dos tipos de acondicionamiento de productos
farmacológicos, el primario y el secundario. El acondicionamiento primario es la acción de
introducir o acondicionar el medicamento en un contenedor que se encuentra en contacto
directo con él, dicho contenedor generalmente recibe el nombre de envase primario, mismo
que, como función principal, protege al fármaco de cualquier contacto externo (Sabela
Fernández et al., 2013; Soriano et al., 1994). Este tipo de acondicionamiento debe asegurar
que el medicamento no tendrá contacto alguno con el exterior, así como que no sufrirá
ninguna alteración física o química, siendo impermeable a los componentes del producto que
contiene (Sabela Fernández et al., 2013).

19
Por otra parte, en el acondicionamiento secundario, se introduce el fármaco, en conjunto con
el acondicionamiento primario, en un embalaje externo o estuche, que en general se busca
que cumpla tres funciones principales: protección del medicamento contra agentes externos,
constituir un medio de identificación y de fácil dispensación y facilitar el manejo, transporte
y almacenamiento del producto (Sabela Fernández et al., 2013).
Es importante reconocer que el acondicionamiento secundario, puede o no existir como
medio físico (Soriano et al., 1994), pero siempre existe como proceso para la dispensación
de medicamentos en cualquier planta farmacéutica. Ejemplo de lo anterior lo encontramos
en la empresa estudiada, ya que, para una gran variedad de productos enfrascados, la caja o
estuche exterior no se utiliza, sin embargo, se emplean ligas que permiten el manejo de una
mayor cantidad de productos al mismo tiempo. En la figura 25, se pueden observar ejemplos
de distintos medios de acondicionamiento primario y secundario.
Figura 8 Materiales empleados para acondicionamiento primario y secundario de productos farmacéuticos
Fuente: Conjunto de imágenes tomadas vía web
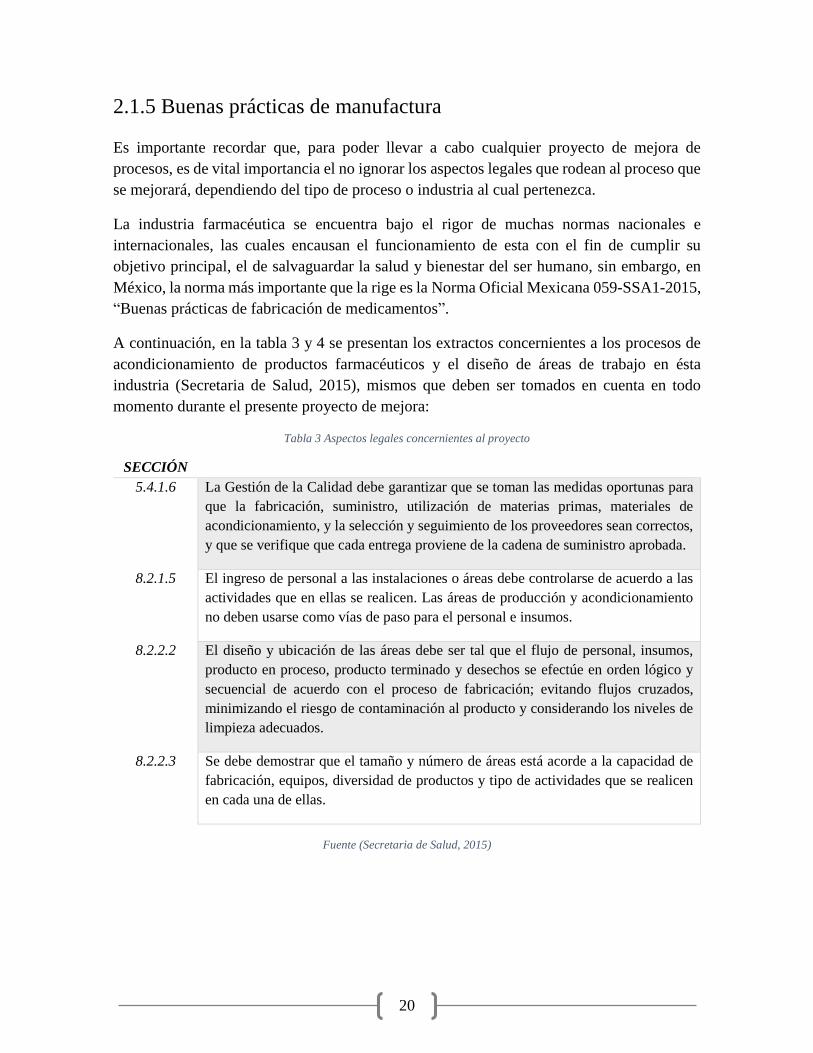
20
2.1.5 Buenas prácticas de manufactura
Es importante recordar que, para poder llevar a cabo cualquier proyecto de mejora de
procesos, es de vital importancia el no ignorar los aspectos legales que rodean al proceso que
se mejorará, dependiendo del tipo de proceso o industria al cual pertenezca.
La industria farmacéutica se encuentra bajo el rigor de muchas normas nacionales e
internacionales, las cuales encausan el funcionamiento de esta con el fin de cumplir su
objetivo principal, el de salvaguardar la salud y bienestar del ser humano, sin embargo, en
México, la norma más importante que la rige es la Norma Oficial Mexicana 059-SSA1-2015,
“Buenas prácticas de fabricación de medicamentos”.
A continuación, en la tabla 3 y 4 se presentan los extractos concernientes a los procesos de
acondicionamiento de productos farmacéuticos y el diseño de áreas de trabajo en ésta
industria (Secretaria de Salud, 2015), mismos que deben ser tomados en cuenta en todo
momento durante el presente proyecto de mejora:
Tabla 3 Aspectos legales concernientes al proyecto
SECCIÓN
5.4.1.6 La Gestión de la Calidad debe garantizar que se toman las medidas oportunas para
que la fabricación, suministro, utilización de materias primas, materiales de
acondicionamiento, y la selección y seguimiento de los proveedores sean correctos,
y que se verifique que cada entrega proviene de la cadena de suministro aprobada.
8.2.1.5 El ingreso de personal a las instalaciones o áreas debe controlarse de acuerdo a las
actividades que en ellas se realicen. Las áreas de producción y acondicionamiento
no deben usarse como vías de paso para el personal e insumos.
8.2.2.2 El diseño y ubicación de las áreas debe ser tal que el flujo de personal, insumos,
producto en proceso, producto terminado y desechos se efectúe en orden lógico y
secuencial de acuerdo con el proceso de fabricación; evitando flujos cruzados,
minimizando el riesgo de contaminación al producto y considerando los niveles de
limpieza adecuados.
8.2.2.3 Se debe demostrar que el tamaño y número de áreas está acorde a la capacidad de
fabricación, equipos, diversidad de productos y tipo de actividades que se realicen
en cada una de ellas.
Fuente (Secretaria de Salud, 2015)
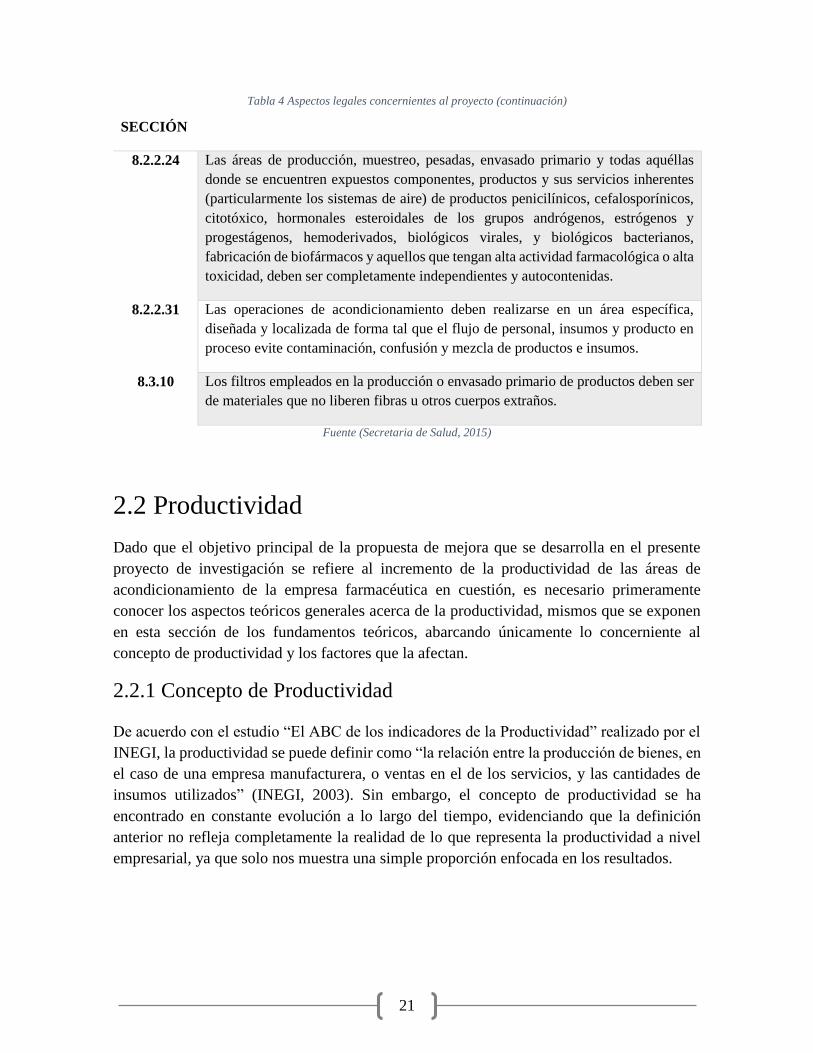
21
Tabla 4 Aspectos legales concernientes al proyecto (continuación)
Fuente (Secretaria de Salud, 2015)
2.2 Productividad
Dado que el objetivo principal de la propuesta de mejora que se desarrolla en el presente
proyecto de investigación se refiere al incremento de la productividad de las áreas de
acondicionamiento de la empresa farmacéutica en cuestión, es necesario primeramente
conocer los aspectos teóricos generales acerca de la productividad, mismos que se exponen
en esta sección de los fundamentos teóricos, abarcando únicamente lo concerniente al
concepto de productividad y los factores que la afectan.
2.2.1 Concepto de Productividad
De acuerdo con el estudio “El ABC de los indicadores de la Productividad” realizado por el
INEGI, la productividad se puede definir como “la relación entre la producción de bienes, en
el caso de una empresa manufacturera, o ventas en el de los servicios, y las cantidades de
insumos utilizados” (INEGI, 2003). Sin embargo, el concepto de productividad se ha
encontrado en constante evolución a lo largo del tiempo, evidenciando que la definición
anterior no refleja completamente la realidad de lo que representa la productividad a nivel
empresarial, ya que solo nos muestra una simple proporción enfocada en los resultados.
SECCIÓN
8.2.2.24 Las áreas de producción, muestreo, pesadas, envasado primario y todas aquéllas
donde se encuentren expuestos componentes, productos y sus servicios inherentes
(particularmente los sistemas de aire) de productos penicilínicos, cefalosporínicos,
citotóxico, hormonales esteroidales de los grupos andrógenos, estrógenos y
progestágenos, hemoderivados, biológicos virales, y biológicos bacterianos,
fabricación de biofármacos y aquellos que tengan alta actividad farmacológica o alta
toxicidad, deben ser completamente independientes y autocontenidas.
8.2.2.31 Las operaciones de acondicionamiento deben realizarse en un área específica,
diseñada y localizada de forma tal que el flujo de personal, insumos y producto en
proceso evite contaminación, confusión y mezcla de productos e insumos.
8.3.10 Los filtros empleados en la producción o envasado primario de productos deben ser
de materiales que no liberen fibras u otros cuerpos extraños.
22
La productividad actualmente se identifica con la mejora continua en los procesos y avanza
hacia una productividad plena enfocándose igualmente en la mejora, pero esta vez no sólo de
los procesos, sino haciendo mejores a los trabajadores al mismo tiempo (Baca Urbina et al.,
2014). Para hacer un análisis más completo acerca del significado de la productividad, se
analizarán las siguientes definiciones, recopiladas durante la revisión de literatura:
“La productividad es la capacidad de lograr objetivos y de generar respuestas de
máxima calidad con el menor esfuerzo humano, físico y financiero, en beneficio de
todos, al permitir a las personas desarrollar su potencial y obtener a cambio un mejor
nivel en su calidad de vida” (Fernández García, 2010).
“La productividad tiene que ver con los resultados que se obtienen en un proceso o
un sistema, por lo que incrementar la productividad es lograr mejores resultados
considerando los recursos empleados para generarlos… la medición de la
productividad resulta de valorar adecuadamente los recursos empleados para producir
o generar ciertos resultados” (H. Gutiérrez Pulido, 2010).
“La productividad es la relación entre la producción obtenida por un sistema de
producción o servicios y los recursos utilizados para obtenerla. Así pues, la
productividad se define como el uso eficiente de recursos — trabajo, capital, tierra,
materiales, energía, información — en la producción de diversos bienes y servicios”
(Prokopenko, 1989).
“Productividad es la relación entre los productos logrados y los insumos que fueron
utilizados o los factores de la producción que intervinieron. El índice de productividad
indica el buen aprovechamiento de todos y cada uno de los factores de la producción,
los críticos e importantes, en un periodo definido” (García Cantú, 2011).
“La productividad ha sido definida como la relación entre cierta producción y ciertos
insumos relacionados con esta producción. Pero la productividad no es, de ninguna
manera, una medida de esa producción ni de la cantidad que se ha producido. Es una
medida de lo bien que se han utilizado y combinado los recursos e insumos para
obtener los resultados esperados” (Volpentesta, 2002).
De las definiciones anteriores podemos resaltar que todos los autores coinciden en dos
aspectos importantes: la productividad es una relación entre recursos y resultados obtenidos
de la transformación de dichos recursos en bienes o servicios. Además, el termino
productividad no significa solamente el resultado de la relación explicada anteriormente, sino
el correcto aprovechamiento de los recursos a través de procesos de transformación.
23
Tomando en cuenta las coincidencias antes mencionadas, así como los objetivos del presente
proyecto, es posible establecer el concepto de productividad aplicado a las actividades de
acondicionamiento dentro de la empresa es el siguiente y que regirá el establecimiento de los
objetivos del proyecto, así como su desarrollo:
“Capacidad que tienen los procesos de acondicionamiento, de cumplir con los tiempos
establecidos en el plan maestro de producción, independientemente de los recursos
tecnológicos con los que se cuente (recursos actuales o los propuestos en los siguientes
capítulos)”
A partir de esta definición y de las que se encontraron en la literatura, se puede observar que
es importante identificar los factores que más impactan en el desarrollo de la productividad
empresarial, cuestión que se analiza en la siguiente sección.
2.2.2 Factores que afectan a la productividad
Al desarrollar la presente revisión de literatura, se ha podido observar que, entre los autores
estudiados, existen diversas opiniones acerca de los factores que tienen algún efecto en la
productividad de las empresas. A continuación, se muestran aquellos factores que se han
considerados como los más importantes para la mejora o deterioro de la productividad:
Capital Humano.
Es el bien más importante de la empresa, y la productividad de esta recae sobre las aptitudes
de las personas para realizar las actividades que se les encomiendan, así como el grado de
motivación (actitudes) que se tenga al llevar a cabo su trabajo.
Por lo anterior, si se quiere tener una elevada productividad empresarial se debe tener especial
cuidado en la capacitación del personal, así como en mantener un clima laboral propicio para
ello, impulsando a las personas mediante incentivos (reconocimiento, responsabilidades,
premios materiales o premios económicos), de tal manera que todos se sientan motivados y
comprometidos con el crecimiento de la empresa, que conlleva al mismo tiempo con su
crecimiento personal. Así mismo se debe cuidar el espacio de trabajo en el que se desarrolla
el personal, al proveer de equipos y espacios que cuiden la ergonomía, seguridad y bienestar
del trabajador (Bain, 1985; García Cantú, 2011; Pacheco E., 2013; Volpentesta, 2002).
Investigación y desarrollo (Recursos).
Este rubro involucra el contar en todo momento con los recursos necesarios para la
producción en tiempo y forma de los pedidos de los clientes, así como el rediseño constante
de los procesos y equipos con el fin de que permitan cumplir con dichos requerimientos en
todo momento, reduciendo al mismo tiempo los costos de dichas actividades (Bain, 1985;
Pacheco E., 2013; Volpentesta, 2002)
24
Dirección.
El manejo de la productividad está íntimamente ligado a la manera en que la dirección de la
empresa y de cada proceso pueden actuar en consecuencia de los cambios y situaciones que
a lo largo del tiempo puedan presentarse (Pacheco E., 2013)
Inversión Productiva.
Se refiere a la capacidad y compromiso de la dirección para invertir en proyectos de mejora
y mantenimiento de la productividad, ya que, sin un buen paquete de inversión de capital, los
esfuerzos de mejora de procesos son en sí insuficientes, pues será muy complicado mantener
los índices de productividad alcanzados con el proyecto (García Cantú, 2011; Pacheco E.,
2013; Volpentesta, 2002).
Aspectos gubernamentales o legales.
El aumento de los requerimientos legales concernientes a cada tipo y giro de empresa puede
provocar un incremento en la burocracia de los procesos internos, causando que estos se
desarrollen con lentitud y empleando un gran número de actividades que no generan valor
para el cliente (Bain, 1985; Volpentesta, 2002).
Estructura organizacional
Es claro que el tanto tamaño como la madurez de la empresa, son grandes limitantes que
restringen el incremento de la productividad de esta, ya que entre más grande es la empresa,
involucra un mayor esfuerzo de convencimiento de la cultura de mejora continua, así mismo,
si la empresa no presenta un buen grado de madurez, es posible que los esfuerzos por mejorar
la productividad no se vean reflejados a largo plazo (Bain, 1985).
2.3 Automatización de Procesos Industriales
La automatización de procesos industriales es hoy en día uno de los principales pilares con
el que debe contar cualquier tipo de empresa, ya que permite a las organizaciones mantenerse
a flote en la competencia del mercado globalizado que se maneja a diario, dando la
oportunidad a las organizaciones de reaccionar eficientemente a los cambios en la demanda
de los clientes, al tiempo que se mantiene la calidad de los productos y los parámetros de
calidad deseados en los procesos. Es por lo que la presente sección se explicarán los hallazgos
dentro del estado del arte con respecto a los aspectos teóricos referentes a la automatización,
concernientes a la presente investigación.
25
2.3.1 Definición de Automatización
De acuerdo con la Real Academia Española, se puede definir a la Automática como el estudio
de los métodos y procedimientos cuya finalidad es la sustitución de operador humano por un
operador artificial en la generación de una tarea física o mental previamente programada
(Piedrafita Moreno, 2004; Romera, Lorite, & Montoro, 2007). Alineando dicha definición al
ámbito industrial, se puede entender a la automatización industrial como el estudio y
aplicación de la Automática al control de los procesos industriales, es decir, es la disciplina
que engloba el control de los sistemas de producción industriales y el procesado automático
de la información industrial (García Moreno, 2000; Piedrafita Moreno, 2004).
Podemos definir a la automatización como cualquier tecnología en el cual se aplican los
sistemas mecánicos, electrónicos y computarizados, con el objetivo de operar y controlar los
sistemas productivos involucrando una gran variedad de sistemas y procesos que son capaces
de ejecutarse con la mínima intervención del ser humano (Córdoba, 2010; García Moreno,
2000; Groover, 1987; Piedrafita Moreno, 2004; Vallejo & Vallejo, 2006; Velázquez C.,
2004).
Así mismo, en un marco más amplio, la automatización industrial es considerada como el
manejo de la información empresarial para la toma de decisiones en tiempo real,
incorporando a la informática y al control automatizado para la ejecución autónoma y óptima
de procesos diseñados según criterios de ingeniería, siendo, en esencia, la convergencia entre
la mecánica, electrónica e informática, consistiendo, de manera general, en la incorporación
de un conjunto de elementos y dispositivos tecnológicos que aseguren su control y buen
comportamiento , de tal manera que el papel del elemento humano se eleve de ser solo un
operador al de un supervisor del sistema (Cordeiro, Barbosa, & Trabasso, 2016; Córdoba,
2010; García Moreno, 2000; Vallejo & Vallejo, 2006).
2.3.2 Tipos de procesos industriales
Para poder desarrollar con éxito un proyecto de automatización de procesos, es imperativo
conocer el tipo de proceso que será tratado, de tal manera que las soluciones que se resuelva
emplear se encuentren alineadas al tipo de producción que realizarán. Para ello, se presenta
a continuación la clasificación de procesos que muestra la revisión de literatura, misma que
se encuentra representada en la figura 9:
Procesos Continuos: Caracterizados por mantener de manera continua la entrada de
materia prima por un extremo del sistema, al mismo tiempo que del otro extremo se
obtienen productos terminados. En ellos, se desarrolla de manera constante un gran
volumen de pocos tipos de productos (García Moreno, 2000; Romera et al., 2007).
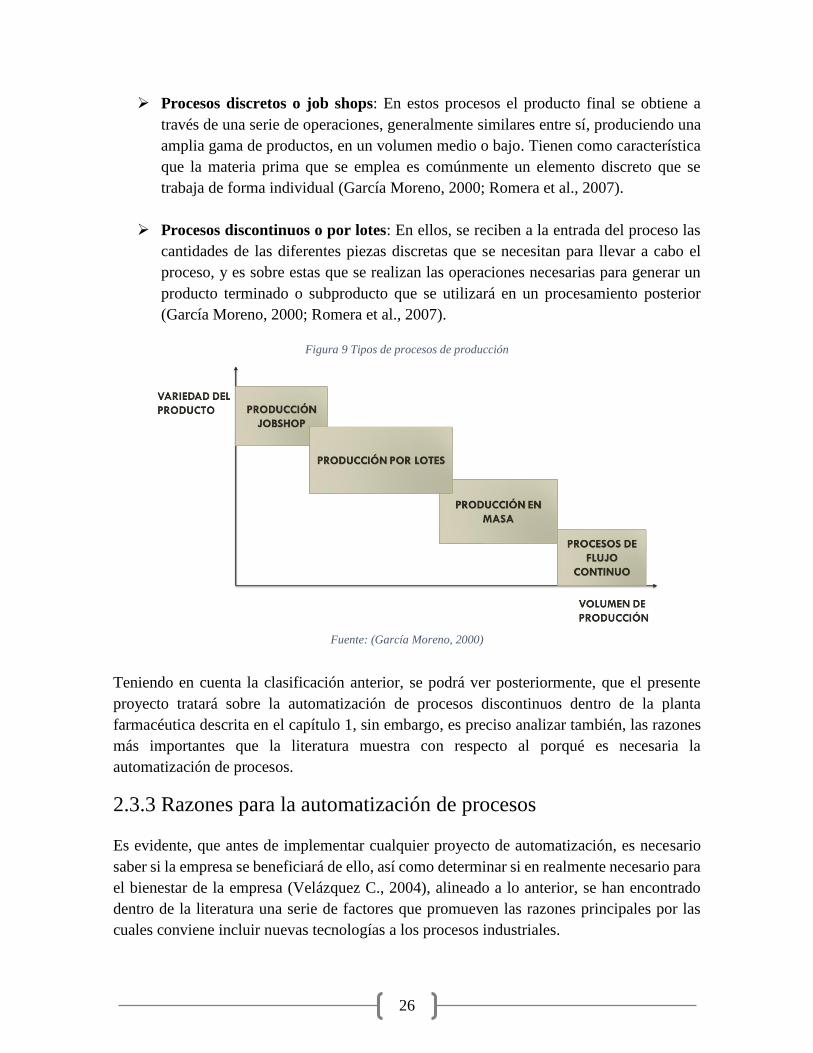
26
Figura 9 Tipos de procesos de producción
Fuente: (García Moreno, 2000)
Procesos discretos o job shops: En estos procesos el producto final se obtiene a
través de una serie de operaciones, generalmente similares entre sí, produciendo una
amplia gama de productos, en un volumen medio o bajo. Tienen como característica
que la materia prima que se emplea es comúnmente un elemento discreto que se
trabaja de forma individual (García Moreno, 2000; Romera et al., 2007).
Procesos discontinuos o por lotes: En ellos, se reciben a la entrada del proceso las
cantidades de las diferentes piezas discretas que se necesitan para llevar a cabo el
proceso, y es sobre estas que se realizan las operaciones necesarias para generar un
producto terminado o subproducto que se utilizará en un procesamiento posterior
(García Moreno, 2000; Romera et al., 2007).
Teniendo en cuenta la clasificación anterior, se podrá ver posteriormente, que el presente
proyecto tratará sobre la automatización de procesos discontinuos dentro de la planta
farmacéutica descrita en el capítulo 1, sin embargo, es preciso analizar también, las razones
más importantes que la literatura muestra con respecto al porqué es necesaria la
automatización de procesos.
2.3.3 Razones para la automatización de procesos
Es evidente, que antes de implementar cualquier proyecto de automatización, es necesario
saber si la empresa se beneficiará de ello, así como determinar si en realmente necesario para
el bienestar de la empresa (Velázquez C., 2004), alineado a lo anterior, se han encontrado
dentro de la literatura una serie de factores que promueven las razones principales por las
cuales conviene incluir nuevas tecnologías a los procesos industriales.

27
La principal razón que se tiene para automatizar procesos industriales es el inminente
incremento de la productividad en los procesos productivos de las empresas (Vallejo
& Vallejo, 2006; Velázquez C., 2004; W. Doh, Deschamps, & Pinheiro de Lima,
2016).
Mejoramiento de los estándares de calidad, debido a la disminución o eliminación de
riesgos potenciales causados por la variación de los procesos inherente al accionar
del ser humano, por lo que los procesos se vuelven más robustos, incrementando su
repetibilidad y estabilidad, por lo que los retrabajos derivados de la baja calidad en
los procesos podrán minimizados (Córdoba, 2010; Vallejo & Vallejo, 2006;
Velázquez C., 2004; W. Doh et al., 2016; Yamazaki, Takata, Onari, Kojima, & Kato,
2016).
Reducción considerable del trabajo físico y repetitivo, propiciando de esta manera, el
mejor empleo del capital humano, asignando actividades que agreguen verdadero
valor para el producto o servicio (Córdoba, 2010).
Mejora en el flujo del proceso, ya que al hacer un buen diseño del proceso
automatizado y los parámetros de tiempo de cada fase del proceso, a la vez que se
elimina la variación debida al elemento humano, se pueden reducir, e inclusive
eliminar los cuellos de botella durante el proceso y con ello los inventarios en proceso,
lo cual es beneficioso para el cumplimiento del proceso en el tiempo planeado
(Córdoba, 2010; Vallejo & Vallejo, 2006; W. Doh et al., 2016).
Tiene un gran impacto en la administración de la seguridad de los empleados, ya que
reduce el riesgo de accidentes y lesiones debido al mal manejo de instrumentos,
reduciendo los costos derivados de accidentes, seguros de vida, indemnizaciones,
cuotas patronales al Seguro Social, etcétera (Córdoba, 2010; Vallejo & Vallejo, 2006;
Velázquez C., 2004; W. Doh et al., 2016).
Flexibilización y mejora en el tiempo de reacción a los cambios en la demanda del
mercado y aumento en la capacidad de producción instalada (Vallejo & Vallejo, 2006;
Velázquez C., 2004).
Importante disminución en las siguientes clases de costos: Almacén e inventarios,
costos operacionales, costos de producción y eliminación de desechos y finalmente
en los costos de capital humano. (Velázquez C., 2004; W. Doh et al., 2016):
28
2.4 La filosofía Lean Manufacturing
Con el paso de los años, una gran variedad de autores han ideado un sin número de
herramientas encaminadas a la mejora de los procesos y la productividad de las empresas,
tales como la Filosofía Kaizen, las 5 S’s, Just in Time, Total Productive Maitenance, Diseño
de Experimentos, Control estadístico del Proceso, y muchas más, que se encuentran en
constante evolución en cuanto a sus requerimientos y efectos que tienen en los procesos en
los que son aplicadas (Dahlgaard-Park, Chen, Jang, & Dahlgaard, 2013; Manotas Duque &
Rivera Cadavid, 2007; Mantilla Celis & Sánchez García, 2012; Rohani & Zahraee, 2015;
Ronald D. Snee, 2010; Santos, Vieira, & Balbinotti, 2015).
Es durante esta evolución de técnicas de mejora continua, que nace una de las más grandes
filosofías empleadas para la mejora de procesos de negocio, esta es la filosofía Lean
Manufacturing, misma que basa sus esfuerzos en la reducción de desperdicios generados en
el desarrollo diario de los procesos.
2.4.1 ¿Qué es Lean Manufacturing?
Lean Manufacturing (Manufactura Esbelta por su significado en Ingles) es una filosofía de
mejora continua que tiene su origen a partir del Sistema de Producción Toyota (TPS) y se ha
convertido en el principal enfoque para crear procesos altamente eficientes en la industria
desde comienzos del siglo pasado (Kolberg & Zühlke, 2015; Mantilla Celis & Sánchez
García, 2012; Mrugalska & Wyrwicka, 2017; Pepper & Spedding, 2010).
Consta de un conjunto de herramientas encaminadas a reconocer y eliminar todas aquellas
operaciones que no agregan valor a los productos, servicios y procesos a fin de prevenir su
recurrencia (Mireles Salinas, Estrada Orantes, & Hermosillo Pérez, 2015; Silva Ballesteros,
2008) y que los procesos sean cada vez más productivos, haciendo que los esfuerzos de
producción se centren únicamente en las actividades que generan un verdadero valor
agregado para el cliente interno o externo (Dellifraine, Langabeer Ii, & Nembhard, 2010).
Esto presenta una ventaja competitiva importante, ya que, se ha observado en algunas
investigaciones que las actividades que tienen un valor agregado en los procesos solo
representan alrededor del 5% y 10%, mientras que las que no agregan valor alcanzan un 60%
(Jones, Hines, & Rich, 1997; Melton, 2005).
Lean Manufacturing es una filosofía de trabajo, basada en las personas, ya que basa sus
esfuerzos en impulsar la creatividad y el empoderamiento de las mismas para mejorar de
manera continua y sostenida los procesos a través del aprendizaje de la organización
(Hernández Matías & Vizán Idoipe, 2013; Mireles Salinas et al., 2015; Mrugalska &
Wyrwicka, 2017).
29
Esta filosofía define la forma de mejora y optimización de un sistema de producción
focalizándose en identificar y eliminar todo tipo de “desperdicios”, que son todos aquellos
procesos o actividades que emplean más recursos de los que son estrictamente necesarios
para llevar a cabo las actividades de cada proceso, es decir, todo esfuerzo, tiempo recurso,
movimiento, material y espacio empleado, que sobrepase el mínimo necesario para agregar
valor al producto o servicio (Kolberg & Zühlke, 2015; Lam, Toi, Tuyen, & Hien, 2016;
Mireles Salinas et al., 2015; Mostafa, Dumrak, & Soltan, 2015; Mrugalska & Wyrwicka,
2017; Ramírez Reséndiz, 2014; Russell & Taylor, 2000; Scharton-Kersten et al., 2014).
Es importante mencionar que Lean Manufacturing no es precisamente una metodología, sino
una filosofía o forma de pensamiento, pensamiento esbelto (de Kogel & Becker, 2016; Juárez
López, Rojas Ramírez, Medina Marín, & Pérez Rojas, 2011; Mrugalska & Wyrwicka, 2017;
Salonitis & Tsinopoulos, 2016), conceptualizado en los principios de la definición del valor
(Value), identificación de los flujos de valor (Value Stream), alineación de las acciones y
estrategias hacia los flujos de valor (Flow), permitir que las necesidades de los clientes jalen
la producción de la empresa (Pull) y la búsqueda de la excelencia organizacional (Perfection)
definidos por Womack en 1996 (Felizzola Jiménez & Luna Amaya, 2014; Hernández Matías
& Vizán Idoipe, 2013; Kolberg & Zühlke, 2015; Lindskog, Vallhagen, Berglund, &
Johansson, 2016; Manotas Duque & Rivera Cadavid, 2007; Mantilla Celis & Sánchez García,
2012; Omogbai & Salonitis, 2016; Womack & Jones, 1996).
Así mismo las acciones derivadas del pensamiento esbelto están basadas en el esfuerzo que
imprime cada integrante de la organización para identificar y desarrollar cada oportunidad
de mejora que se presente (Ramírez Reséndiz, 2014), empleando diversas herramientas
administrativas bajo la premisa de la identificación y eliminación de desperdicios.
El empleo Lean Manufacturing, encamina a buscar lo que actualmente no se debería estar
haciendo debido a que no agrega valor hacia el cliente y se ve determinado a ser eliminado.
Para alcanzar sus objetivos, despliega una aplicación sistemática y habitual de un conjunto
de técnicas que cubren la totalidad de las áreas operativas de una empresa: organización de
puestos de trabajo, gestión de la calidad, flujo interno de producción, mantenimiento, gestión
de la cadena de suministro.
3.4.2 Objetivos de Lean Manufacturing
Los principales objetivos de Lean Manufacturing es implantar una filosofía de mejora
continua que permita a las compañías mejorar el desempeño de los procesos debido a la
eliminación de desperdicios, permitiendo así, una significativa reducción de costos y el
aumento de la satisfacción de los clientes, manteniendo o incrementando el margen de
utilidad de la empresa, es decir, los principales objetivo de ésta filosofía se centran en la
satisfacción del cliente y la vitalidad corporativa (Manotas Duque & Rivera Cadavid, 2007;
Mireles Salinas et al., 2015).
30
De esta manera, la filosofía Lean proporciona a la empresa herramientas para sobrevivir en
un mercado global que exige que los clientes reciban la mayor calidad posible en los
productos o servicios que se les proporcionan, maximizando el valor entregado al mercado,
a la vez que se minimiza el desperdicio para generarlo (Scharton-Kersten et al., 2014).
Concretamente, Lean Manufacturing busca reducir dramáticamente la cadena de
desperdicios para la generación de productos o servicios (Dellifraine et al., 2010; Mantilla
Celis & Sánchez García, 2012; Ronald D. Snee, 2010; Silva Ballesteros, 2008; Tejada, 2011).
Así mismo, también tiene por objetivo la reducción del inventario y espacio empleado en
planta para los procesos, así como el tiempo ciclo de la producción mediante la eliminación
de las actividades que no generan valor para el cliente (Ronald D. Snee, 2010; Silva
Ballesteros, 2008).
Finalmente, el último objetivo de la filosofía lean, es la creación de sistemas más robustos de
producción, mismos que deben mostrar flexibilidad para el mejoramiento del flujo dentro de
ellos, así como ser más eficientes en cuanto al manejo de materiales (Ronald D. Snee, 2010;
Silva Ballesteros, 2008).
2.4.3 Beneficios de la implementación de Lean Manufacturing
Como ya se podrá haber notado, Lean provee de importantes beneficios que tienen efecto en
puntos críticos para toda organización, algunos de estos beneficios que se pueden encontrar
en la literatura son:
Facilidad de reacción ante los cambios en la demanda del mercado (Kolberg &
Zühlke, 2015).
Reducción de inventarios de materia prima, producto en proceso y producto
terminado (Kolberg & Zühlke, 2015; Melton, 2005; Silva Ballesteros, 2008; Tejada,
2011).
Disminución del tiempo de entrega de productos o servicios hacia los clientes
externos e internos (Grant & Hallam, 2016; Melton, 2005; Silva Ballesteros, 2008).
Mejora en la calidad de conformación y por lo tanto de la satisfacción del cliente
(Grant & Hallam, 2016; Ronald D. Snee, 2010).
Eliminación de desperdicios generados al llevar a cabo los procesos dentro de la
empresa (Melton, 2005; Silva Ballesteros, 2008), lo que provoca la reducción en los
costos de fabricación o generación de servicios (Ronald D. Snee, 2010; Silva
Ballesteros, 2008).
Flujo de procesos transparente y estandarizado tanto para la producción en masa
como por lotes (Kolberg & Zühlke, 2015; Manotas Duque & Rivera Cadavid, 2007).
31
2.4.4 Descripción de los diferentes tipos de desperdicios presentes en
los procesos
Como ya se ha dicho, el objetivo primordial de la filosofía lean se centra en la eliminación
de desperdicios en los procesos operativos, por lo que es importante que para llevar a cabo
un proceso de mejora basado en ésta filosofía, se identifiquen claramente los desperdicios
que estén presentes en los procesos que se busca mejorar (Hernández Matías & Vizán Idoipe,
2013; Khusaini, Ismail, & Rashid, 2016; Ramírez Reséndiz, 2014).
Dentro de la literatura, se puede observar que los desperdicios se encuentran clasificados en
tres categorías, dependiendo de su efecto en los procesos, dichas categorías han sido
nombradas por sus correspondientes palabras japonesas y se conocen como las tres Mu´s
(Córdoba, 2010; Hernández Matías & Vizán Idoipe, 2013; Ramírez Reséndiz, 2014;
Scharton-Kersten et al., 2014), mismas que se describen a continuación.
2.4.4.1 Mura
Del japonés, irregularidad o inestabilidad (Ramírez Reséndiz, 2014; Scharton-Kersten et al.,
2014). Este es uno de los males que generalmente se encuentran presentes en todo tipo de
procesos que, si bien se puede presentar de manera natural, también puede existir por causas
ajenas al mismo proceso, provocando que los procesos se comporten de manera
impredecible. Este problema se vuelve aun mayor ya que no siempre se está consciente de la
existencia de la inestabilidad de los procesos (Córdoba, 2010; Gutierrez Pulido & de la Vara
Salazar, 2013; Khusaini et al., 2016).
Entendamos a la estabilidad (también llamada disponibilidad operacional) de un proceso
como una función que depende de dos variables, la primera es a capacidad del sistema para
producir una pieza o servicio bueno cada vez que es requerido y la segunda es la a
disponibilidad que presenta el sistema para operar cada vez que es necesario (Ramírez
Reséndiz, 2014).
Mura también se refiere al balance dentro del sistema, es decir igual distribución de cargas
de trabajo entre personas, máquinas, áreas, etcétera.
2.4.4.2 Muri
Significa condiciones inadecuadas de operación. Este tipo de desperdicio se presenta debido
a que dentro de la operación de la empresa se encuentran presentes productos o servicios
diferentes a los deseados, consecuencia de las malas condiciones de trabajo que se ofrece a
los empleados (Cirjaliu & Draghici, 2016; Khusaini et al., 2016; Ramírez Reséndiz, 2014;
Scharton-Kersten et al., 2014).

32
Se ha demostrado que la productividad de las personas se encuentra íntimamente relacionada
con las condiciones de trabajo en el que ésta se desempeña, por tal motivo, el eliminar los
desperdicios muri, significa brindar a los trabajadores as condiciones de ergonomía y
seguridad óptimas de manera que se garantice su sustentabilidad (Cirjaliu & Draghici, 2016;
Ramírez Reséndiz, 2014; Santos et al., 2015), ya que el elemento humano, es el más
importante dentro de una empresa, y es responsabilidad de la misma el proveerle al capital
humano los elementos y condiciones necesarias para realizar su trabajo, obteniendo de esta
manera, un menor nivel en la aparición de los otros dos tipos de desperdicios (mura y muda).
2.4.4.3 Muda
El último tipo de desperdicio tiene la cualidad de ser el más fácil de reconocer y que
regularmente es el único que se trata de evitar dentro de las organizaciones, tal es el caso que,
en la revisión bibliográfica, son pocos los autores que reconocen la existencia de las muras y
muris como desperdicios, y refieren el significado de esta palabra únicamente al de las
mudas.
Muda textualmente significa desperdicio. Dentro de la literatura, la mayoría de los autores
reconocen la existencia de siete tipos de mudas (Cherrafi, Elfezazi, Chiarini, Mokhlis, &
Benhida, 2016; Choomlucksana, Ongsaranakorn, & Suksabai, 2015; Pepper & Spedding,
2010; Silva Ballesteros, 2008; Womack & Jones, 1996), mismas que se pueden reconocer
con el simple hecho de emplear los cinco sentidos y el sentido común (Ramírez Reséndiz,
2014). Los siete tipos de desperdicio o Mudas son los siguientes:
1. Sobreproducción.
Es considerado como el peor tipo de desperdicio. Ocurre cuando las operaciones
continúan después de que deberían ser detenidas, es decir, se producen artículos,
aun cuando no existen órdenes de producción para estos. Tiene un gran efecto
negativo ya que genera inventarios excesivos, eleva los costos por manejo de
materiales, obsolescencia, rastreabilidad, espacio de almacenaje, personal
asignado para el almacenamiento y producción (Mostafa et al., 2015; Ramírez
Reséndiz, 2014; Silva Ballesteros, 2008; Tejada, 2011; Wahab, Mukhtar, &
Sulaiman, 2013).
2. Espera.
Son los periodos de inactividad en un proceso continuo, ocurren debido a la
existencia de cuellos de botella que retrasan el proceso. Cualquier proceso en el
que se tenga que esperar para poder comenzar, desperdicia tiempo que se podría
emplear en alguna actividad que agregue valor. Los tiempos de espera se pueden
presentar en cualquier tipo de proceso ya sea de fabricación de un producto o en
un servicio, por lo que se debe poner especial atención en cuestiones como
distribución de cargas de trabajo, balanceo de líneas de producción, etcétera
(Mostafa et al., 2015; Silva Ballesteros, 2008; Tejada, 2011; Wahab et al., 2013).
33
3. Transporte
Se refiere a los movimientos innecesarios de materiales. El traslado de materiales,
de ninguna manera agrega valor al producto o servicio, por otro lado, si implica
el uso de recursos que eleva el costo de producción considerablemente (Mostafa
et al., 2015; Silva Ballesteros, 2008; Tejada, 2011; Wahab et al., 2013).
4. Sobre procesamiento
Son todas aquellas operaciones no planeadas debidas a defectos en el primer
procesamiento. Así mismo, se refiere a las actividades que están fuera de los
métodos estandarizados de trabajo o que no concuerdan con las especificaciones
del cliente (Omogbai & Salonitis, 2016; Silva Ballesteros, 2008; Tejada, 2011;
Wahab et al., 2013).
5. Sobre inventario
Almacenar más productos de los que son necesarios genera costos indirectos que
merman la utilidad de la organización. El manejo de inventarios es un alto
consumidor de recursos, tales como espacio, transporte, conteo, obsolescencia, y
son aún peores si el inventario se encuentra durante el proceso, pues interfieren
con el flujo continuo y la calidad de la producción normal (Mostafa et al., 2015;
Silva Ballesteros, 2008; Tejada, 2011; Wahab et al., 2013).
6. Movimientos Innecesarios.
Son los traslados adicionales que hacen los empleados y el equipo debido a la
mala distribución de las áreas de trabajo, defectos en el producto o servicio,
reprocesos, sobreproducción y exceso o escasez de inventario, es decir, son todas
las actividades que no tengan nada que ver con la actividad productiva (Mostafa
et al., 2015; Silva Ballesteros, 2008; Tejada, 2011; Wahab et al., 2013).
7. Productos defectuosos.
Son productos o aspectos de un servicio que no cumplen con las especificaciones
o expectativas de los clientes, por lo que disminuyen la satisfacción de estos. En
este aspecto, también se incluyen los tiempos y costos derivados del reproceso de
los productos defectuosos, así como los recursos empleados para la inspección de
los artículos (Mostafa et al., 2015; Pepper & Spedding, 2010; Silva Ballesteros,
2008; Wahab et al., 2013).
2.4.5 Técnicas lean para la mejora de procesos
Lean Manufacturing es de una filosofía de trabajo y de vida que consta en un conjunto de
técnicas con las cuales se busca la mejora de procesos mediante la eliminación de
desperdicios generando procesos estables y estandarizados con el fin de llevar a cabo
productos o servicios con la más alta calidad posible (Dellifraine et al., 2010). Este conjunto
de herramientas se puede clasificar en tres grupos dependiendo del tipo de empresa o proceso
al que van dirigido (Hernández Matías & Vizán Idoipe, 2013).
34
A continuación, se dará una breve explicación clasificación mencionada anteriormente, así
como de las herramientas que conforman cada grupo y serán tomadas en cuenta para el
desarrollo del presente proyecto.
El primer grupo está formado por herramientas que por sus características son aplicables a
todo tipo de empresa sin importar su giro o procesos que se empleen dentro de ella
(Hernández Matías & Vizán Idoipe, 2013). Debido a su enfoque práctico y el empleo del
sentido común para su aplicación, se podría sugerir que deberían ser de uso obligatorio en
toda empresa que quiera competir en el mercado actual sin importar si cuenta ya con un
sistema de producción lean. Las herramientas pertenecientes a este grupo que serán
consideradas para el presente proyecto son las siguientes:
Las 5 S´s: Es la base de toda cultura Lean, empleada para mejorar las condiciones de trabajo y
vida a través de una excelente organización (Seiri), orden (Seiton), limpieza (Seiso),
estandarización (Seiketsu) y disciplina o formación del hábito (Shitsuke) de seguir
las anteriores, con el objetivo de facilitar el flujo de materiales y personas además de
generar un ambiente seguro para el trabajador (Cherrafi et al., 2016; Omogbai &
Salonitis, 2017; Ramírez Reséndiz, 2014; Reyes Aguilar, 2002; Silva Ballesteros,
2008; Tejada, 2011).
TPM (Mantenimiento Productivo Total): Sistema o conjunto de acciones encaminadas a la eliminación de tiempos
improductivos derivados de paros en máquinas o equipos durante la producción
diaria. Se lleva a cabo proporcionando a los usuarios herramientas y competencias
para realizar labores de mantenimiento básico para la prevención de cualquier
anomalía (Cherrafi et al., 2016; Cua, McKone, & Schroeder, 2001; Juárez López et
al., 2011; Manotas Duque & Rivera Cadavid, 2007; McKone, Schroeder, & Cua,
2001; Mostafa et al., 2015; Tejada, 2011; Zahraee, 2016).
Administración Visual: Se refiere al empleo de diferentes técnicas de control y comunicación visual que
tienen el propósito de facilitar el conocimiento del estado y avance de un proceso o
del grado de cumplimiento de indicadores y metas establecidas por la organización
(Cherrafi et al., 2016; Hernández Matías & Vizán Idoipe, 2013; Manotas Duque &
Rivera Cadavid, 2007; Mantilla Celis & Sánchez García, 2012; Matt & Rauch, 2013;
Zahraee, 2016).
El segundo grupo de técnicas está comprendido por aquellas que, aunque pueden ser
aplicables a una amplia gama de situaciones, requieren de un mayor compromiso y cambio
cultural de todos los niveles de la organización (Hernández Matías & Vizán Idoipe, 2013).
Para el desarrollo de la propuesta de mejora solo se empleará la herramienta Jidoka.
35
Jidoka es una técnica que busca la incorporación de sistemas especiales, comúnmente
conocidos como Poka Yoke (a prueba de errores), en los procesos para la detección
automática de defectos mediante señalizaciones visuales o sonoras.
Dichos sistemas son empleados para disminuir la posibilidad de cometer algún error dentro
de los procesos y en su caso evitar que los defectos lleguen hasta el final del proceso o, peor
aún, al cliente. Facultando de esta manera al operador para detener el proceso en caso de
algún problema (Cherrafi et al., 2016; Jiang, Kwong, & Luo, 2016; Juárez López et al., 2011;
Kolberg & Zühlke, 2015; Manotas Duque & Rivera Cadavid, 2007; Mantilla Celis & Sánchez
García, 2012; Sundar, Balaji, & Satheesh Kumar, 2014).
El tercer grupo de técnicas se compone de herramientas más específicas, derivadas de la
filosofía “Just In Time”. Encaminan a la empresa a mejorar su forma de planificar, programar
y controlar los medios de producción y generar servicios, así como la optimización de su
cadena de suministro (Hernández Matías & Vizán Idoipe, 2013).
De este grupo solo se contará con la técnica Heijunka, misma que es una palabra japonesa
que se traduce literalmente como “transformación en un nivel plano”, lo que en un sistema
de producción tiene como significado “nivelación de la producción”.
Esta, quizá sea la parte más importante de un sistema de producción esbelto, ya que consiste
en un conjunto de técnicas que permiten planificar, nivelar y satisfacer la demanda de los
clientes, en cuanto a su volumen y variedad, durante un periodo de tiempo específico
generando así, un flujo continuo de producción (Deif & Elmaraghy, 2014; Silva Ballesteros,
2008; Sundar et al., 2014).
2.5 Design for Six Sigma.
Una vez que ya se ha explicado de manera concreta los aspectos generales de la filosofía lean
manufacturing y las herramientas asociadas a ella que serán tomadas en cuenta para el
desarrollo de la propuesta de mejora, es necesario continuar dando una explicación general
acerca el siguiente pilar del presente proyecto, que es la metodología de “Diseño para Seis
Sigma” (Design for Six Sigma), que será la que se emplee para rediseñar las áreas de
acondicionamiento de la empresa en estudio. Para llevar a cabo esta explicación, es necesario
partir de la filosofía que da origen a dicha metodología, es decir, la filosofía “Six Sigma”.
2.5.1 La filosofía Seis Sigma (Six Sigma)
Sigma (σ) es la letra griega que en estadística es usada para representar la desviación estándar
poblacional, la cual proporciona una forma de cuantificar la variación existente dentro de un
proceso o evento (Basu & Wright, 2012; Garrido-Vega, Sacristán-Díaz, & Magaña-Ramírez,
2016; Kumar, 2006; Reyes Aguilar, 2002).

36
A partir de la información anterior, se puede definir a Six Sigma como una filosofía de
calidad que sistematiza la mejora de procesos con el objetivo de obtener mejores resultados
por medio de procesos más robustos que permitan disminuir la variación dentro de ellos, ya
que es la principal causa de la entrega de productos y servicios defectuosos al cliente
(Aboelmaged, 2010) . Se basa en la asignación de metas alcanzables a corto plazo, empleando
los requerimientos del cliente para determinar los objetivos de calidad que deben seguirse,
con la meta de generar procesos con niveles de hasta 3.4 defectos por cada millón de
oportunidades (Arango, Martin Dario; Gómez, Rodrigo Andrés; Alvarez, 2011; de Jesus
Pacheco, 2014; Mendoza & Mendoza, 2005), a lo cual se le llama producción con nivel de
calidad 6 sigma, donde la satisfacción del cliente en cuanto a productos o servicios conforme
a sus expectativas es del 99.9997% (Díaz Castellanos, Díaz Ramos, Barroso Moreno, & Pico
González, 2015; Jiang et al., 2016).
Existen dos perspectivas para observar a la filosofía six sigma, la primera se refiere a verla
como una medida estadística de calidad en donde se ataca a la variación existente en los
procesos productivos (ya sea en la manufactura o en la producción de algún servicio), ya que
cuando la variación es grande no es posible predecir con exactitud los resultados de cualquier
proceso.
Lo anterior se lleva a cabo mediante el cálculo de la desviación estándar y generar acciones
para disminuir dicho valor ya que entre menor sea menor será el número de defectos en dicho
proceso y por lo tanto será más capaz y confiable para satisfacer a los clientes (Aboelmaged,
2010; Kumar, 2006; McCarty, Bremer, Daniels, & Gupta, 2004; Tinoco, 2013).
La segunda perspectiva es ver a la filosofía Six Sigma como una meta a alcanzar por cualquier
empresa ya que es común que dentro de los procesos productivos se lleguen a manejar niveles
de una a dos sigmas cuando mucho (nivel que representa manejar entre sesenta mil y
setecientos mil errores por cada millón de oportunidades), lo que significa una baja
satisfacción de los clientes de la empresa así como grandes costos erogados por la falta de
calidad en los procesos, por lo tanto alcanzar niveles de producción de 3.4 defectos por millón
de oportunidades (DPMO) debe ser el objetivo a alcanzar para cualquier organización
preferentemente en el corto plazo (Felizzola Jiménez & Luna Amaya, 2014; Jiang et al.,
2016; Kumar, 2006).
Como se mencionó anteriormente Six Sigma es una filosofía de calidad, pero a diferencia de
la Manufactura Esbelta, se basa en el empleo de una metodología llamada DMAIC (Define,
Mesure, Analyze, Improve, Control) que a su vez, se deriva del círculo de administración
PDCA (Plan, Do, Check, Act) expuesto anteriormente por Deming (Aboelmaged, 2010;
Garrido-Vega et al., 2016; McCarty et al., 2004; Swink & Jacobs, 2012).
El significado de cada fase de la metodología DMAIC se explica brevemente a continuación
(figura 10):
37
1. Define (Definir) Es la etapa más importante de la metodología, pues es en ella cuando se identifica y
describe la problemática a resolver en la empresa. Se debe describir el efecto que está
teniendo el problema en la situación actual de la empresa con respecto a los factores
críticos de calidad (características de calidad que tienen un efecto directo en la
satisfacción del cliente) y los resultados esperados tanto en términos de calidad como
financieramente para justificar la realización del proyecto, esto es, delimitar el
alcance que tendrá el proyecto de mejora (Arango, Martin Dario; Gómez, Rodrigo
Andrés; Alvarez, 2011; De Mast & Lokkerbol, 2012; Díaz Castellanos et al., 2015;
Kumar, 2006; Mendoza & Mendoza, 2005; Mireles Salinas et al., 2015; Presa García,
2015).
2. Mesure (Medir) Esta es una etapa de diagnóstico detallado de la situación actual del proceso a mejorar
en los cuales se revisa cada etapa del proceso definiendo las variables que se
estudiaran durante el proyecto y se establecen los indicadores con los que se evaluarán
(De Mast & Lokkerbol, 2012; Mireles Salinas et al., 2015), además es necesario
identificar si el proceso se encuentra bajo control estadístico y evaluar la capacidad
del mismo.(Mantilla Celis & Sánchez García, 2012; Mendoza & Mendoza, 2005;
Mireles Salinas et al., 2015).
3. Analyze (Analisar) La meta de esta fase es identificar la(s) causa(s) raíz del problema de estudio, entender
cómo es que éstas generan el problema y confirmarlas con datos, determinando el
grado en que cada una de las causas raíz afecta directamente proceso en estudio (De
Mast & Lokkerbol, 2012; Díaz Castellanos et al., 2015; Kumar, 2006).
4. Improve (Mejorar) Es en esta etapa cuando se debe analizar qué tan estrecha es la relación que existe
entre las causas encontradas en la etapa anterior. Se proponen soluciones que puedan
hacer más robusto el sistema para eliminar el efecto de estas y de esta manera
disminuir la cantidad de defectos generados en el proceso. La efectividad de las
mejoras debe verse reflejada en un nuevo estudio de capacidad y control del proceso
(Arango, Martin Dario; Gómez, Rodrigo Andrés; Alvarez, 2011; De Mast &
Lokkerbol, 2012; Kumar, 2006; Mireles Salinas et al., 2015).
5. Control (Controlar) Una vez alcanzadas las mejoras planteadas en la definición del proyecto es necesario
diseñar un sistema que permita mantenerlas y volverlas permanentes dentro de la
operación de la empresa, con el fin de evitar la recurrencia de las causas eliminadas
en las fases anteriores. Para lograrlo es necesario llevar a cabo acciones de
estandarización, documentación y monitoreo de procesos para evitar que una vez
cerrado el proyecto se vuelva a caer en las prácticas previas a la realización del
proyecto sino que se propicie la mejora continua del mismo (De Mast & Lokkerbol,
2012; Felizzola Jiménez & Luna Amaya, 2014; Loyola Varela, Elena, & Michcol
Tolamatl, 2010; Mireles Salinas et al., 2015).

38
2.5.2 Estratégia Design for Six Sigma (DFSS)
Como se ha mencionado en ocasiones anteriores, en el presente proyecto se busca generar
una propuesta de automatización de procesos dentro de las áreas de acondicionamiento de la
empresa farmacéutica mencionada en el capítulo 1, basándose en las técnicas de mejora
continua de la filosofía Lean Manufacturing detalladas en la sección 2.4.5 y la aplicación de
la estrategia de diseño Design for Six Sigma.
Como ya podrá haber pensado el lector, Design for Six Sigma (DFSS), es una estrategia que
nace a partir del éxito obtenido en el desarrollo previo de proyectos six sigma en diversas
empresas. Sin embargo, DFSS, viene a cubrir un punto de debilidad en la metodología
DMAIC, y es precisamente que, para poder aplicar dicha metodología, es necesario tener un
proceso o producto ya establecido previamente, para poder así, mejorarlo a través de las
diferentes fases, hasta alcanzar el objetivo final de trabajar a un nivel de 3.4 defectos por
millón de oportunidades. Sin embargo, es posible que llegue un momento en los esfuerzos
del ciclo DMAIC, en el que uno se pueda dar cuenta que por más mejoras que se hagan, no
se logra alcanzar dicho objetivo, lo que puede ser señal de que el proceso debe ser rediseñado,
siendo este el momento en el que es conveniente emplear Design for Six Sigma (Koziołek &
Derlukiewicz, 2012).
Así mismo, DFFS se puede poner en práctica cuando se quiere diseñar un proceso o producto
que funcione de manera óptima desde el comienzo, siendo predecible y libre de defectos, ya
que se busca traducir las expectativas de clientes internos y externos en requerimientos de
diseño. Para ello, se debe invertir un mayor esfuerzo en la fase de diseño, permitiendo así
ahorrar costos importantes en la fase de producción (Breyfoyle III, 2003; Fahrul Hassan et
al., 2017; Koziołek & Derlukiewicz, 2012; Koziołek, Derlukiewicz, & Ptak, 2010; Pacheco
E., 2012; F.-K. Wang, Yeh, & Chu, 2016; H.-M. S. Wang, Wang, & Lee, 2014).
Figura 10 Metodología DMAIC
Fuente (Graves, 2012)
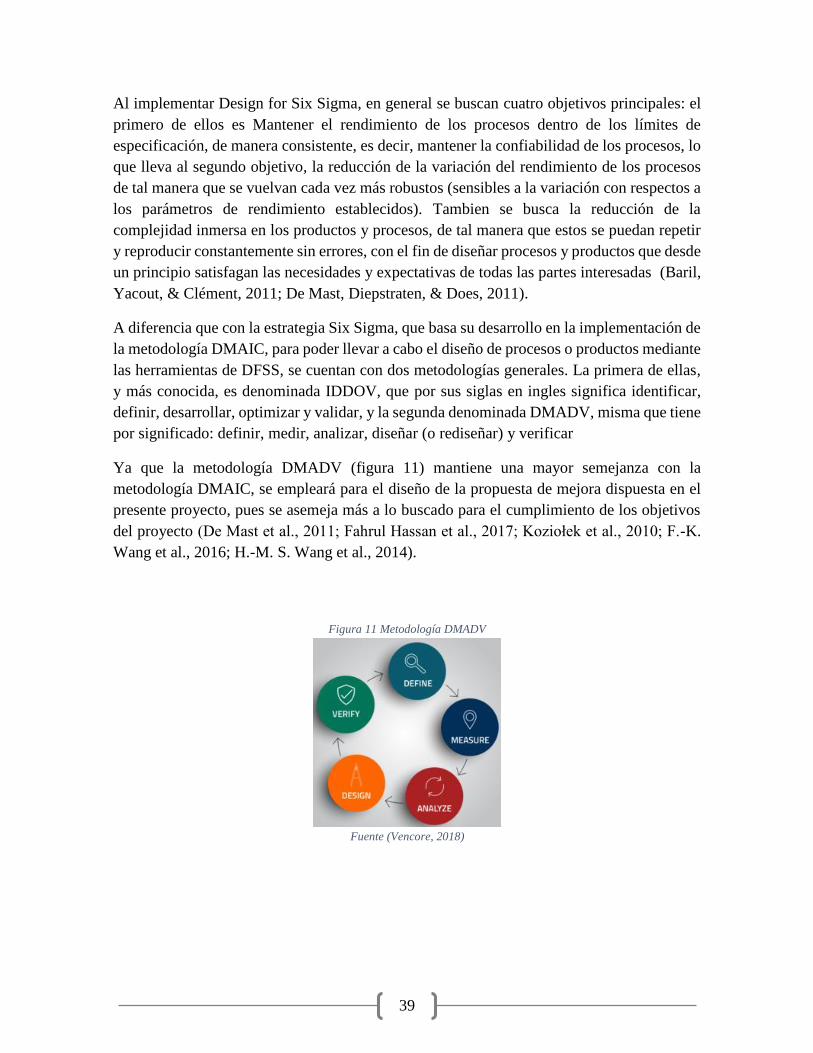
39
Figura 11 Metodología DMADV
Fuente (Vencore, 2018)
Al implementar Design for Six Sigma, en general se buscan cuatro objetivos principales: el
primero de ellos es Mantener el rendimiento de los procesos dentro de los límites de
especificación, de manera consistente, es decir, mantener la confiabilidad de los procesos, lo
que lleva al segundo objetivo, la reducción de la variación del rendimiento de los procesos
de tal manera que se vuelvan cada vez más robustos (sensibles a la variación con respectos a
los parámetros de rendimiento establecidos). Tambien se busca la reducción de la
complejidad inmersa en los productos y procesos, de tal manera que estos se puedan repetir
y reproducir constantemente sin errores, con el fin de diseñar procesos y productos que desde
un principio satisfagan las necesidades y expectativas de todas las partes interesadas (Baril,
Yacout, & Clément, 2011; De Mast, Diepstraten, & Does, 2011).
A diferencia que con la estrategia Six Sigma, que basa su desarrollo en la implementación de
la metodología DMAIC, para poder llevar a cabo el diseño de procesos o productos mediante
las herramientas de DFSS, se cuentan con dos metodologías generales. La primera de ellas,
y más conocida, es denominada IDDOV, que por sus siglas en ingles significa identificar,
definir, desarrollar, optimizar y validar, y la segunda denominada DMADV, misma que tiene
por significado: definir, medir, analizar, diseñar (o rediseñar) y verificar
Ya que la metodología DMADV (figura 11) mantiene una mayor semejanza con la
metodología DMAIC, se empleará para el diseño de la propuesta de mejora dispuesta en el
presente proyecto, pues se asemeja más a lo buscado para el cumplimiento de los objetivos
del proyecto (De Mast et al., 2011; Fahrul Hassan et al., 2017; Koziołek et al., 2010; F.-K.
Wang et al., 2016; H.-M. S. Wang et al., 2014).
40
A continuación, se explica brevemente el objetivo de cada fase de la metodología DMADV,
de acuerdo a los diferentes autores consultados en la revisión de literatura (Breyfoyle III,
2003; Fahrul Hassan et al., 2017; F.-K. Wang et al., 2016):
1. Define (Definir)
Es en esta fase donde se plantea el problema que se quiere resolver mediante el
rediseño del proceso o producto, alineando los objetivos del proyecto con las
necesidades y expectativas de clientes internos y externos. También, es necesario
conocer el proceso que actualmente se emplea, así como el análisis financiero y de
riesgos que implica el proyecto.
2. Measure (Medir)
En la fase de medición, se transforma la voz del cliente en factores críticos medibles,
es decir, se diseñan los parámetros clave que deberán ser satisfechos al finalizar el
proyecto, además, se comprara el proceso actual con los parámetros diseñados.
3. Analyze (Analizar)
Esta fase busca encontrar hacer un análisis minucioso del proceso actual y las razones
por las cuales no está cumpliendo con el rendimiento esperado, de tal manera que las
áreas a rediseñar sean de fácil identificación.
4. Design (Diseñar)
El propósito de esta fase es implementar todo lo que se ha discutido en las fases
previas, para generar un correcto diseño de producto o proceso. Las decisiones del
diseño deben ser secundadas por medio de un diseño de experimentos, donde su
resultado final aportará todas las combinaciones de variables correspondientes al
diseño óptimo esperado.
5. Verify (Verificar)
El objetivo al llegar a la fase de verificación es el de asegurar la efectividad de los
cambios previstos con el nuevo diseño, es decir, verificar que el nuevo diseño
cumplirá cabalmente con las expectativas y necesidades de los clientes.
Ahora ya se ha dado una explicación general de todos aquellos conceptos teóricos en los que
está basado el desarrollo del proyecto que busca dar solución al problema planteado
anteriormente (Capítulo I), por lo que es preciso continuar con la definición del tipo de
investigación y la metodología que se seguirá para el desarrollo de esta.
41
CAPÍTULO III: METODOLOGÍA DE
INVESTIGACIÓN
3.1 Naturaleza y tipo de investigación
3.2 Instrumentos empleados para la obtención de datos
3.3 Herramientas para el análisis de datos
3.4 Etapas de la investigación
42
CAPÍTULO III: METODOLOGÍA DE
INVESTIGACIÓN
Una vez que se ha descrito el panorama general del problema de estudio, así como los
objetivos, justificación alcances y limitaciones del proyecto, además de conocer todos los
aspectos teóricos relevantes para el proyecto, es necesario describir las características
principales de la metodología que se empleó para el desarrollo de la presente investigación.
En esta sección se detallará al lector el tipo de investigación que se llevó a cabo, de acuerdo
con la información recabada por medio de la revisión de literatura, así mismo se mencionarán
y explicarán, las etapas que comprenden el proceso de culminación de la investigación y los
instrumentos de recolección y análisis de datos empleados durante cada fase.
3.1 Naturaleza y tipo de investigación
Para comenzar el desarrollo del presente proyecto, es necesario primeramente identificar
concretamente la naturaleza y el tipo de la investigación se llevará a cabo, de esta manera se
podrán identificar y emplear los recursos y herramientas que mejor se acoplen a ella.
La literatura especializada en temas de metodología de la investigación, concluyen que
existen dos enfoques generales para una investigación, lo cual constituye en general la
naturaleza de esta. Dichos enfoques son los que se explican a continuación (Hernandez
Sampieri, Fernandez Collado, & Baptista Lucio, 2006):
Enfoque cualitativo
La característica principal del enfoque cualitativo es el utilizar la recolección y
análisis de los datos para afinar las preguntas de investigación o revelar nuevas
interrogantes en el proceso de interpretación.
Enfoque cuantitativo
Este tipo de enfoque se caracteriza por utilizar la recolección de datos para probar un
conjunto de hipótesis con base en la medición numérica y el análisis estadístico, con
el fin establecer pautas de comportamiento y probar teorías.
43
Así mismo, las investigaciones suelen presentar diversas variantes en cuanto a su alcance,
por lo que es posible clasificarlas en distintos tipos, que de acuerdo con la literatura, son los
que a continuación se presentan (Hernandez Sampieri et al., 2006):
Estudios Exploratorios
Este tipo de estudios son realizados cuando el objetivo de la investigación es examinar
un tema o problema poco estudiado, del cual se tienen muchas dudas o no se ha
abordado anteriormente.
Estudios Descriptivos
Son investigaciones que buscan especificar las propiedades, las características y los
perfiles de personas, grupos, comunidades, procesos, objetos o cualquier otro
fenómeno que se someta a un análisis. Es decir, únicamente pretenden medir o
recoger información de manera independiente o conjunta sobre los conceptos o las
variables a las que se refieren, esto es, su objetivo no es indicar cómo se relacionan
éstas.
Estudios Correlacionales
Tienen como finalidad conocer la relación o grado de asociación que exista entre dos
o más conceptos, categorías o variables en una muestra o contexto en particular.
Estudios Explicativos
Este tipo de investigación va más allá de la descripción de conceptos o fenómenos o
del establecimiento de relaciones entre conceptos, es decir, están dirigidos a
responder por las causas de los eventos y fenómenos físicos o sociales. Como su
nombre lo indica, su interés se centra en explicar por qué ocurre un fenómeno y en
qué condiciones se manifiesta o por qué se relacionan dos o más variables.
Dado que el alcance del presente proyecto es la aplicación teórica de técnicas lean y de
automatización para la mejora de los procesos de una empresa ya existente empleando la
estrategia Design for Six Sigma, con el fin de verificar el efecto de su combinación en cuanto
a la disminución de tiempos de proceso y mejora de la eficiencia de estos, se determinó que
esta investigación será de tipo “Cuantitativo correlacional de campo”, de acuerdo a las
clasificaciones que fueron mencionadas en esta sección (Hernandez Sampieri et al., 2006;
INEGI, 2005).
44
3.2 Instrumentos empleados para la obtención de datos
Durante la elaboración del presente proyecto de tesis, fue necesario recabar suficiente
información práctica del día a día de la empresa, con el fin de tener una base sólida del estado
actual de los procesos internos de la empresa. Para llevar a cabo dicha recolección de datos,
se implementaron las siguientes estrategias:
Análisis de datos de plan de producción.
En este rubro, la empresa proporcionó los datos referentes a la planificación de la
producción correspondiente al periodo de dos años analizados para el proyecto.
Dichos datos se emplearon para definir y medir el problema actual al que se enfrenta
la empresa y que se busca resolver con la presente investigación, ya que permitieron
determinar el tiempo planeado para los procesos de acondicionamiento y su
consecuente comparación con los tiempos reales de procesamiento.
Análisis de datos de tiempos de producción.
El área de producción de la empresa proporcionó los datos del tiempo real que tomo
llevar a cabo cada orden de acondicionamiento, estos se emplearon para compararlos
con los tiempos planeados y en finalmente obtener el tiempo de retraso de cada orden.
Así mismo fueron usados para comparar los resultados de la investigación con el
estado actual de la empresa, con respecto a los tiempos de procesamiento empleando
los procesos actuales y propuestos.
Distribución de planta actual de la empresa
Para este punto, la empresa brindo acceso a los planos básicos de la planta productora
para poder tener una idea clara de las medidas de los espacios con que esta cuenta, de
tal manera que fuera factible realizar la propuesta de automatización de los procesos,
así como del correcto flujo de los materiales. Se debe aclarar que los planos mostrados
dentro de la sección de la propuesta de mejora no son los planos originales
proporcionados por la empresa, sino una representación de estos.
Levantamiento de información y toma de tiempos de los procesos
Al igual que en los apartados anteriores, la empresa permitió el acceso a los procesos
de acondicionamiento para llevar a cabo el levantamiento de información para
proceder a representarlos mediante mapas de procesos, los cuales incluyen la
información de las actividades y tiempos que toma cada una. El levantamiento de
información se llevó a cabo de manera presencial, observando cada uno de los
procesos, cuestionando a los operadores de estos y cronometrando cada actividad que
conforma los procesos de acondicionamiento.
45
3.3 Herramientas para el análisis de datos
La información obtenida por medio de los instrumentos mencionados anteriormente fue
procesada y analizada por medio de diferentes herramientas, con el fin de poder tener un
mejor panorama de la situación actual de la empresa y por consiguiente ser capaz de diseñar
la mejor mejora de los procesos de acondicionamiento de la empresa. Las herramientas
empleadas para dicho análisis son las que se mencionan a continuación:
Mapeo de Procesos
El mapeo de procesos implica desarrollar un flujo detallado de la información y las
actividades utilizadas para producir alguna actividad definida. Con frecuencia indica tiempos
para estas actividades, y determina la asignación de responsabilidades (Chapman, 2006;
Gutierrez Pulido & de la Vara Salazar, 2013). Para el presente proyecto, el mapeo de procesos
fue utilizado para describir detalladamente las actividades actuales de la las áreas de
acondicionamiento de productos farmacéuticos analizadas. Para ello fue necesario presenciar
cada uno de los procesos, tomando tiempos y cuestionando a los operarios correspondientes.
Simulación de procesos
Para conocer de manera más certera el comportamiento de los procesos de
acondicionamiento de las líneas seleccionadas, fue necesario simularlos empleando un
software especializado (ProModel), ya que para el mapeo de procesos y toma de tiempos
presencial, solo fue posible obtener información acerca del tiempo de procesamiento de cada
actividad de manera independiente y referentes a un solo turno de producción, sin embargo,
no se logró obtener información concluyente acerca del proceso completo del
acondicionamiento de los diferentes lotes de productos.
También se empleó la simulación de procesos para conocer el resultado que la empresa
podría obtener si se llevara a cabo la propuesta de mejora que en este proyecto se expone,
comparando los resultados de la simulación inicial contra los de la propuesta de mejora.
El software mencionado anteriormente, emplea distintos tipos de símbolos para representar
cada fase del proceso a continuación, en la tabla 5, se muestra la simbología empleada en el
presente proyecto (ProModel Corporation, 2016):
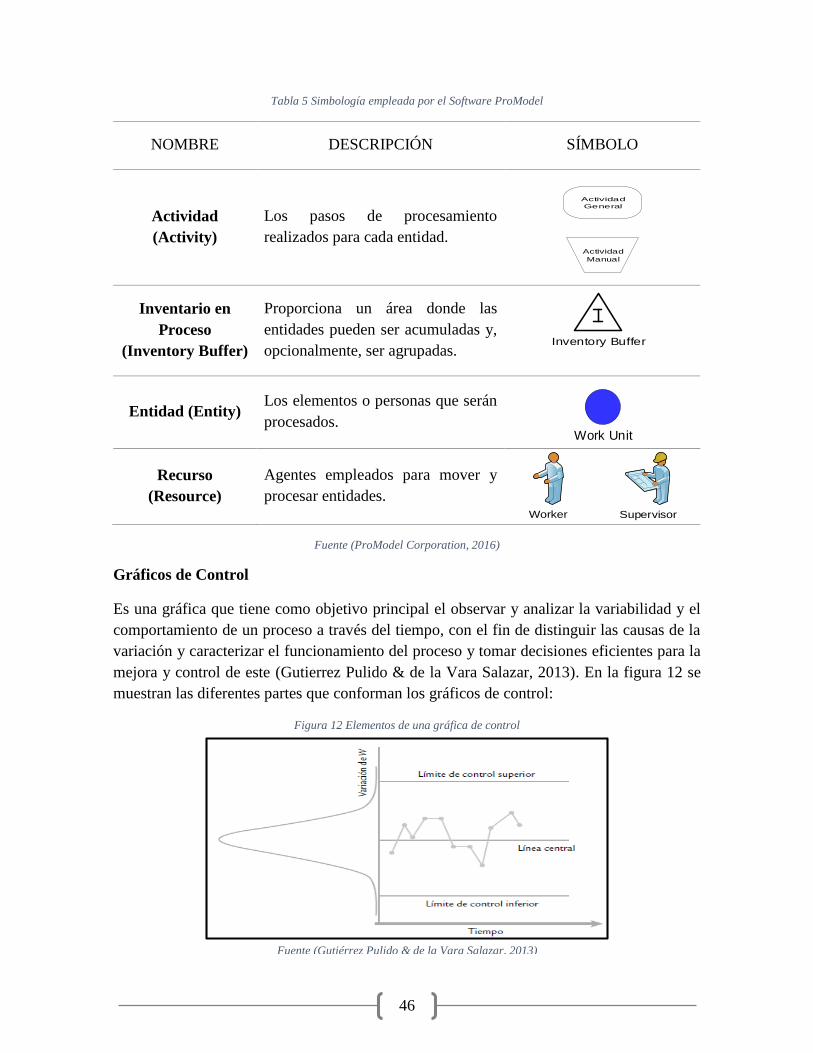
46
Fuente (Gutiérrez Pulido & de la Vara Salazar, 2013)
Actividad
General
Actividad
Manual
Inventory Buffer
Work Unit
Worker Supervisor
Figura 12 Elementos de una gráfica de control
Tabla 5 Simbología empleada por el Software ProModel
NOMBRE DESCRIPCIÓN SÍMBOLO
Actividad
(Activity)
Los pasos de procesamiento
realizados para cada entidad.
Inventario en
Proceso
(Inventory Buffer)
Proporciona un área donde las
entidades pueden ser acumuladas y,
opcionalmente, ser agrupadas.
Entidad (Entity) Los elementos o personas que serán
procesados.
Recurso
(Resource)
Agentes empleados para mover y
procesar entidades.
Fuente (ProModel Corporation, 2016)
Gráficos de Control
Es una gráfica que tiene como objetivo principal el observar y analizar la variabilidad y el
comportamiento de un proceso a través del tiempo, con el fin de distinguir las causas de la
variación y caracterizar el funcionamiento del proceso y tomar decisiones eficientes para la
mejora y control de este (Gutierrez Pulido & de la Vara Salazar, 2013). En la figura 12 se
muestran las diferentes partes que conforman los gráficos de control:
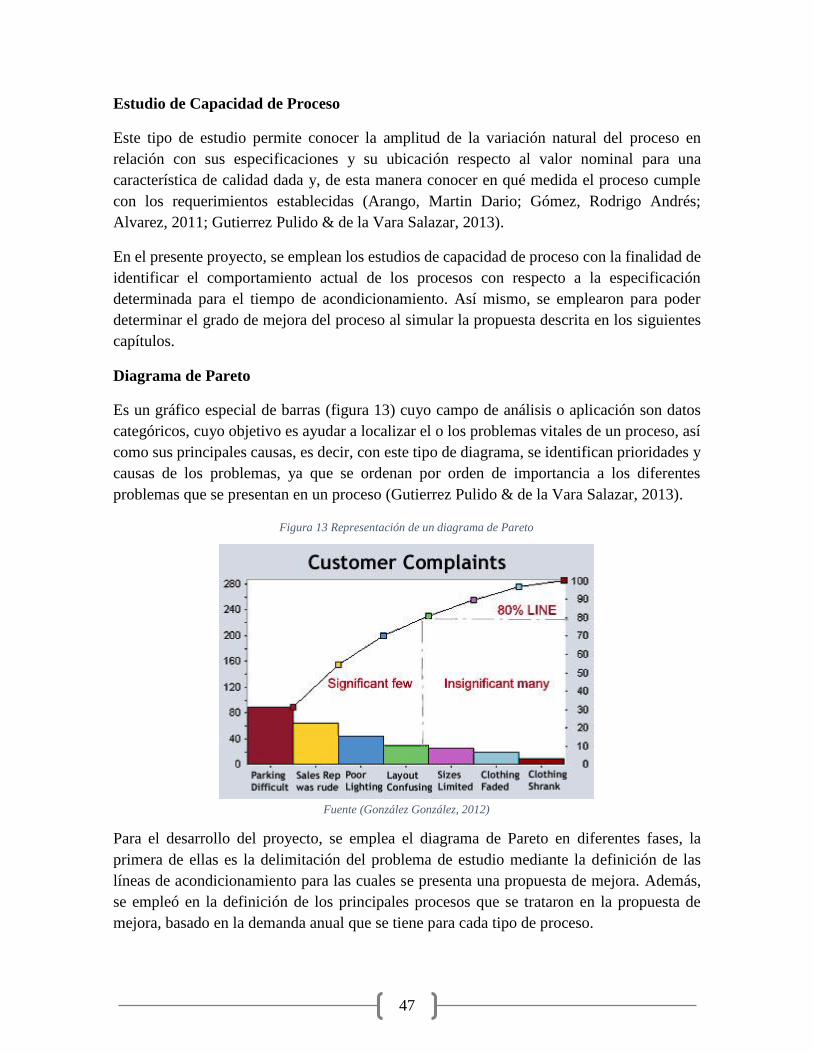
47
Figura 13 Representación de un diagrama de Pareto
Fuente (González González, 2012)
Estudio de Capacidad de Proceso
Este tipo de estudio permite conocer la amplitud de la variación natural del proceso en
relación con sus especificaciones y su ubicación respecto al valor nominal para una
característica de calidad dada y, de esta manera conocer en qué medida el proceso cumple
con los requerimientos establecidas (Arango, Martin Dario; Gómez, Rodrigo Andrés;
Alvarez, 2011; Gutierrez Pulido & de la Vara Salazar, 2013).
En el presente proyecto, se emplean los estudios de capacidad de proceso con la finalidad de
identificar el comportamiento actual de los procesos con respecto a la especificación
determinada para el tiempo de acondicionamiento. Así mismo, se emplearon para poder
determinar el grado de mejora del proceso al simular la propuesta descrita en los siguientes
capítulos.
Diagrama de Pareto
Es un gráfico especial de barras (figura 13) cuyo campo de análisis o aplicación son datos
categóricos, cuyo objetivo es ayudar a localizar el o los problemas vitales de un proceso, así
como sus principales causas, es decir, con este tipo de diagrama, se identifican prioridades y
causas de los problemas, ya que se ordenan por orden de importancia a los diferentes
problemas que se presentan en un proceso (Gutierrez Pulido & de la Vara Salazar, 2013).
Para el desarrollo del proyecto, se emplea el diagrama de Pareto en diferentes fases, la
primera de ellas es la delimitación del problema de estudio mediante la definición de las
líneas de acondicionamiento para las cuales se presenta una propuesta de mejora. Además,
se empleó en la definición de los principales procesos que se trataron en la propuesta de
mejora, basado en la demanda anual que se tiene para cada tipo de proceso.
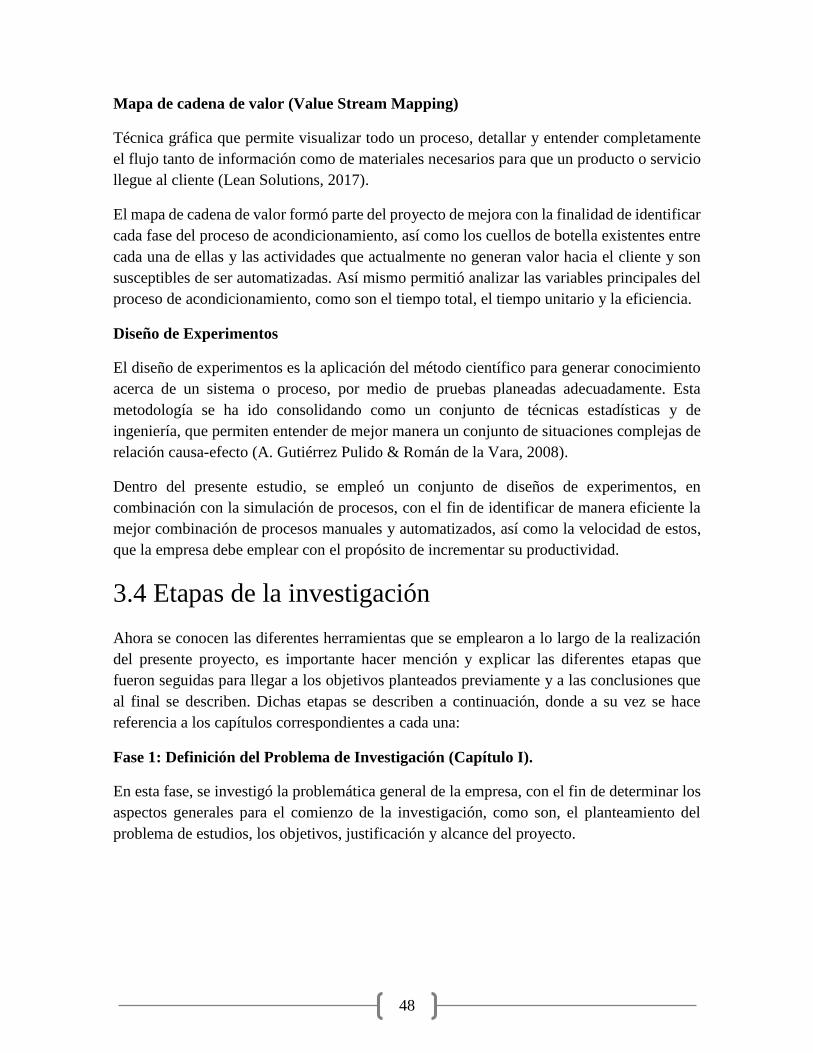
48
Mapa de cadena de valor (Value Stream Mapping)
Técnica gráfica que permite visualizar todo un proceso, detallar y entender completamente
el flujo tanto de información como de materiales necesarios para que un producto o servicio
llegue al cliente (Lean Solutions, 2017).
El mapa de cadena de valor formó parte del proyecto de mejora con la finalidad de identificar
cada fase del proceso de acondicionamiento, así como los cuellos de botella existentes entre
cada una de ellas y las actividades que actualmente no generan valor hacia el cliente y son
susceptibles de ser automatizadas. Así mismo permitió analizar las variables principales del
proceso de acondicionamiento, como son el tiempo total, el tiempo unitario y la eficiencia.
Diseño de Experimentos
El diseño de experimentos es la aplicación del método científico para generar conocimiento
acerca de un sistema o proceso, por medio de pruebas planeadas adecuadamente. Esta
metodología se ha ido consolidando como un conjunto de técnicas estadísticas y de
ingeniería, que permiten entender de mejor manera un conjunto de situaciones complejas de
relación causa-efecto (A. Gutiérrez Pulido & Román de la Vara, 2008).
Dentro del presente estudio, se empleó un conjunto de diseños de experimentos, en
combinación con la simulación de procesos, con el fin de identificar de manera eficiente la
mejor combinación de procesos manuales y automatizados, así como la velocidad de estos,
que la empresa debe emplear con el propósito de incrementar su productividad.
3.4 Etapas de la investigación
Ahora se conocen las diferentes herramientas que se emplearon a lo largo de la realización
del presente proyecto, es importante hacer mención y explicar las diferentes etapas que
fueron seguidas para llegar a los objetivos planteados previamente y a las conclusiones que
al final se describen. Dichas etapas se describen a continuación, donde a su vez se hace
referencia a los capítulos correspondientes a cada una:
Fase 1: Definición del Problema de Investigación (Capítulo I).
En esta fase, se investigó la problemática general de la empresa, con el fin de determinar los
aspectos generales para el comienzo de la investigación, como son, el planteamiento del
problema de estudios, los objetivos, justificación y alcance del proyecto.
49
Fase 2: Investigación Teórica (Capítulo II).
Para esta etapa, se llevó a cabo una investigación exhaustiva acerca de lo temas relevantes
para la comprensión completa del problema de investigación y las técnicas empleadas para
la generación de la subsecuente propuesta de mejora. Los temas mencionados son: aspectos
generales acerca de la industria farmacéutica, el concepto de productividad, la
automatización de procesos industriales, la fislosofía lean manufacturing y la estategia de
mejora design for six sigma.
Esta investigación se llevó a cabo empleando artículos científicos recientes (publicados a
partir del año 2000), que forman parte de bases de datos de renombre, como lo es Web of
Science. Así mismo se emplearon libros cuyo contenido brindó un gran aporte para el
sustento teórico del proyecto.
Fase 3: Análisis de la situación actual de la empresa y desarrollo de la propuesta de
mejora (Capítulo IV)
En esta fase, se llevó a cabo un diagnóstico inicial de los procesos de acondicionamiento
mediante un análisis estadístico descriptivo y de capacidad de los tiempos de retraso de los
procesos, con el fin de determinar el estado actual de las variables de estudio.
Posteriormente, mediante el empleo de la metodología Design for Six Sigma (DFSS), se
realizó un diagnóstico exhaustivo de los procesos de acondicionamiento que se llevan a cabo
en las líneas seleccionadas, analizando cuales son las actividades que generan o no valor para
el producto, así como la simulación de estos para determinar el estado inicial de los procesos
dentro de la empresa.
Así mismo, se llevó a cabo el diseño de la propuesta de automatización de las áreas de
acondicionamiento, validando los resultados mediante técnicas de simulación de procesos
empleando el software “ProModel”.
Fase 4: Análisis de Resultados (Capítulo V).
Finalmente se realizó una comparación de los resultados obtenidos con la propuesta de
mejora contra los que se tienen actualmente en la planta farmacéutica (enunciados en el
planteamiento del problema), determinando si se logró cumplir con los objetivos planteados
previamente.
El análisis de resultados se llevó a cabo desde tres frentes, estos son el efecto de la propuesta
de mejora en cuanto a la disminución de los tiempos de retraso de los procesos de
acondicionamiento, el efecto en la capacidad de producción de las líneas analizadas y el
efecto en la disminución de la mano de obra requerida para llevar a cabo los procesos.
50
CAPÍTULO IV: ANÁLISIS Y MEJORA
DE LOS PROCESOS DE
ACONDICIONAMIENTO
4.1 Proceso de acondicionamiento dentro de la empresa
4.2 Diagnóstico inicial de los procesos de acondicionamiento
4.3 Supuestos generales para el desarrollo de la propuesta de mejora
4.4 Propuesta de mejora del proceso de acondicionamiento en la línea 1
4.5 Propuesta de mejora del proceso de acondicionamiento en la línea 2
4.6 Propuesta de mejora del proceso de acondicionamiento de las líneas 3 y 4
51
CAPITULO IV: ANÁLISIS Y MEJORA DE
LOS PROCESOS DE ACONDICIONAMIENTO
A partir del presente capítulo, se dará comienzo a la aplicación de la metodología DMADV
(explicada en el capítulo anterior como parte de la estrategia Design for Six Sigma), con el
propósito de proponer una mejora de los procesos de acondicionamiento de la empresa
mediante la automatización de estos de manera parcial o total.
De esta manera, el presente capítulo expondrá, primeramente, el concepto del proceso de
acondicionamiento dentro de la empresa, posteriormente se detallará un diagnóstico
preliminar del desarrollo de este en las cuatro líneas seleccionadas. A continuación, se
enunciarán algunos preceptos que serán tomados en cuenta de manera general para cada una
de las propuestas de mejora de las cuatro líneas de acondicionamiento y finalmente, se
explicará de manera detallada cada fase del desarrollo de dichas propuestas.
4.1 Proceso de acondicionamiento dentro de la empresa
En los capítulos anteriores ya se ha tenido la oportunidad de conocer los aspectos generales
de la empresa en estudio, así como del proceso de acondicionamiento de productos
farmacéuticos, mismo que es el eje central de la propuesta de mejora que se desarrollará
dentro del presente capítulo, sin embargo, es necesario conocer de manera más detallada
como se lleva a cabo dicho proceso dentro de la empresa, ya que de esta manera, se podrá
comprender de mejor manera el diagnóstico y mejora de este. Es por ello que en la presente
sección se darán a conocer los detalles pertinentes sobre el proceso de acondicionamiento y
los productos que él se maneja.
Las áreas de acondicionamiento de la empresa se encargan de realizar el empaque y embalaje
de cinco tipos de productos farmacéuticos, clasificación que se muestra en la tabla 6, donde
se puede observar la clasificación de los productos, una breve explicación y una
representación gráfica del mismo:
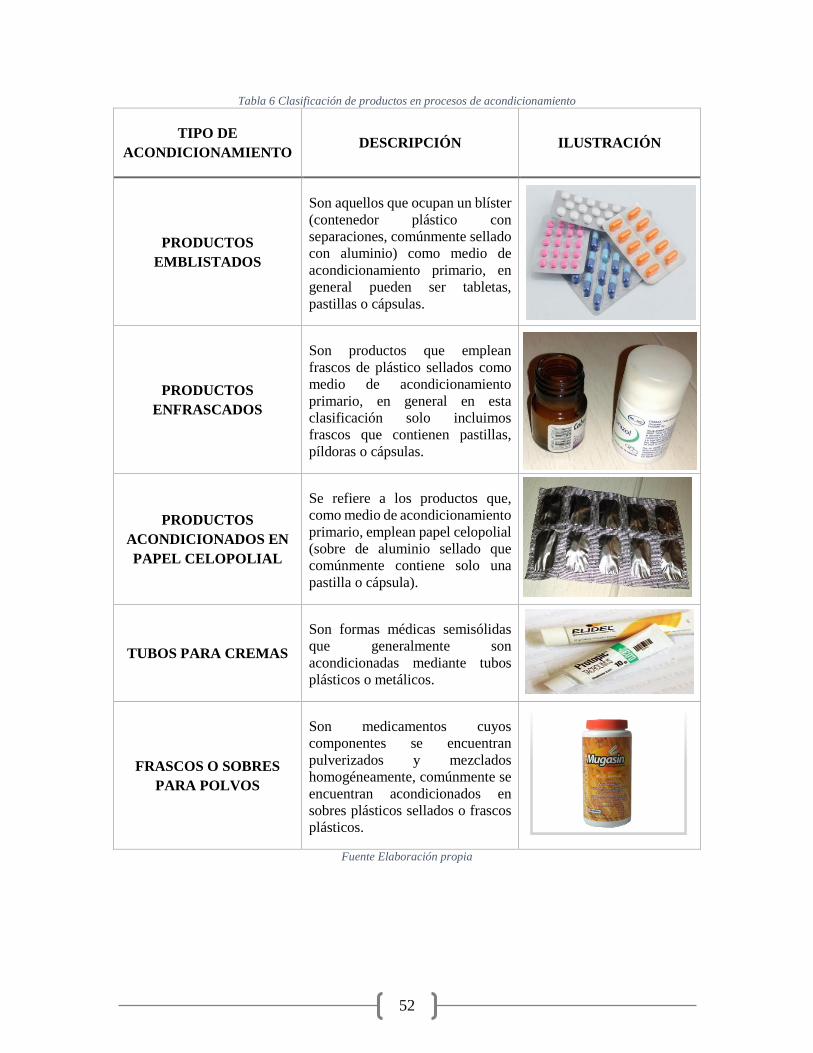
52
Tabla 6 Clasificación de productos en procesos de acondicionamiento
TIPO DE
ACONDICIONAMIENTO DESCRIPCIÓN ILUSTRACIÓN
PRODUCTOS
EMBLISTADOS
Son aquellos que ocupan un blíster
(contenedor plástico con
separaciones, comúnmente sellado
con aluminio) como medio de
acondicionamiento primario, en
general pueden ser tabletas,
pastillas o cápsulas.
PRODUCTOS
ENFRASCADOS
Son productos que emplean
frascos de plástico sellados como
medio de acondicionamiento
primario, en general en esta
clasificación solo incluimos
frascos que contienen pastillas,
píldoras o cápsulas.
PRODUCTOS
ACONDICIONADOS EN
PAPEL CELOPOLIAL
Se refiere a los productos que,
como medio de acondicionamiento
primario, emplean papel celopolial
(sobre de aluminio sellado que
comúnmente contiene solo una
pastilla o cápsula).
TUBOS PARA CREMAS
Son formas médicas semisólidas
que generalmente son
acondicionadas mediante tubos
plásticos o metálicos.
FRASCOS O SOBRES
PARA POLVOS
Son medicamentos cuyos
componentes se encuentran
pulverizados y mezclados
homogéneamente, comúnmente se
encuentran acondicionados en
sobres plásticos sellados o frascos
plásticos.
Fuente Elaboración propia
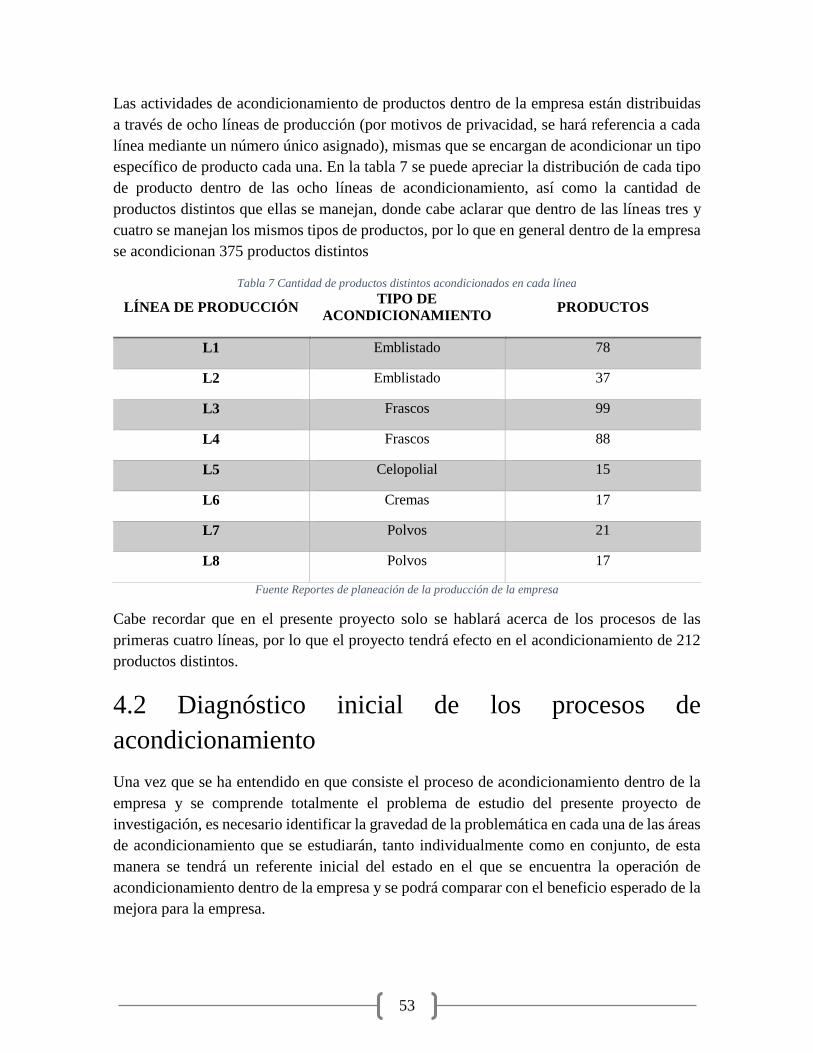
53
Las actividades de acondicionamiento de productos dentro de la empresa están distribuidas
a través de ocho líneas de producción (por motivos de privacidad, se hará referencia a cada
línea mediante un número único asignado), mismas que se encargan de acondicionar un tipo
específico de producto cada una. En la tabla 7 se puede apreciar la distribución de cada tipo
de producto dentro de las ocho líneas de acondicionamiento, así como la cantidad de
productos distintos que ellas se manejan, donde cabe aclarar que dentro de las líneas tres y
cuatro se manejan los mismos tipos de productos, por lo que en general dentro de la empresa
se acondicionan 375 productos distintos
Tabla 7 Cantidad de productos distintos acondicionados en cada línea
LÍNEA DE PRODUCCIÓN TIPO DE
ACONDICIONAMIENTO PRODUCTOS
L1 Emblistado 78
L2 Emblistado 37
L3 Frascos 99
L4 Frascos 88
L5 Celopolial 15
L6 Cremas 17
L7 Polvos 21
L8 Polvos 17
Fuente Reportes de planeación de la producción de la empresa
Cabe recordar que en el presente proyecto solo se hablará acerca de los procesos de las
primeras cuatro líneas, por lo que el proyecto tendrá efecto en el acondicionamiento de 212
productos distintos.
4.2 Diagnóstico inicial de los procesos de
acondicionamiento
Una vez que se ha entendido en que consiste el proceso de acondicionamiento dentro de la
empresa y se comprende totalmente el problema de estudio del presente proyecto de
investigación, es necesario identificar la gravedad de la problemática en cada una de las áreas
de acondicionamiento que se estudiarán, tanto individualmente como en conjunto, de esta
manera se tendrá un referente inicial del estado en el que se encuentra la operación de
acondicionamiento dentro de la empresa y se podrá comparar con el beneficio esperado de la
mejora para la empresa.

54
Para ello se llevó a cabo un diagnóstico inicial del estado actual de los procesos de
acondicionamiento en donde inicialmente se llevó a cabo un análisis descriptivo de los
retrasos generados por los procesos de cala línea estudiada, posteriormente se analizó el
estado de control que tienen los procesos de acondicionamiento con respecto a los retrasos
en su producción y finalmente se diseñó un estudio de la capacidad que tiene cada línea para
completar los procesos de un lote de productos farmacéuticos sin sobrepasar el tiempo
planeado de entrega, todo esto basado en los datos históricos de los planes de producción y
registros de producción recabados para dos años consecutivos.
4.2.1 Análisis estadístico general para los datos de las cuatro líneas de
acondicionamiento estudiadas.
Primeramente, se emplearon los datos históricos recopilados para generar un análisis
estadístico que proporcione una medición del problema general de las cuatro líneas de
acondicionamiento seleccionadas en el planteamiento del problema.
El análisis descriptivo (Figura 14) de los datos muestra que la media general del tiempo de
retraso del conjunto de las líneas de almacenamiento es de 1.93 días con una desviación
estándar de 2.42 días, lo cual implica que la media del tiempo de retraso se puede ubicar con
un 95% de confianza en un intervalo de 1.72 y 2.15 días, mostrando que el máximo tiempo
de retraso fue de veintiún días y el mínimo de un día, siendo este último el dato que más
observaciones tuvo. Además, se puede observar que los datos no presentan un
comportamiento conforme a la distribución normal, sin embargo, ya que los datos son de tipo
discreto, se ignorará este parámetro de análisis.
Figura 14 Análisis de estadísticas descriptivas para el tiempo de retraso del conjunto de las líneas seleccionadas
Fuente Reportes de producción y planeación de la producción de la empresa
21181512963
Mediana
Media
2.001.751.501.251.00
1er cuartil 1.0000
Mediana 1.0000
3er cuartil 2.0000
Máximo 21.0000
1.7242 2.1459
1.0000 1.0000
2.2789 2.5777
A -cuadrado 92.94
V alor P < 0.005
Media 1.9350
Desv .Est. 2.4190
V arianza 5.8518
A simetría 5.4529
Kurtosis 35.1712
N 508
Mínimo 1.0000
Prueba de normalidad de A nderson-Darling
Interv alo de confianza de 95% para la media
Interv alo de confianza de 95% para la mediana
Interv alo de confianza de 95% para la desv iación estándarIntervalos de confianza de 95%
Análisis descriptivo para el tiempo general de retraso
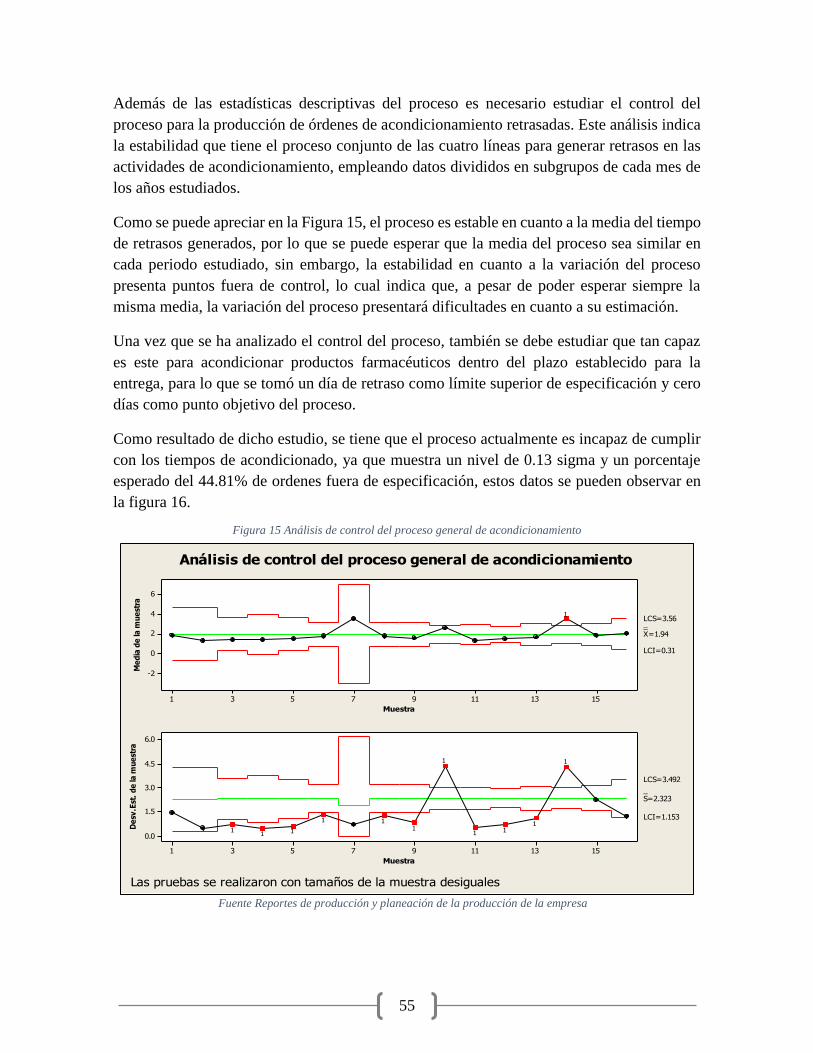
55
Fuente Reportes de producción y planeación de la producción de la empresa
15131197531
6
4
2
0
-2
Muestra
Me
dia
de
la m
ue
stra
__X=1.94
LCS=3.56
LCI=0.31
15131197531
6.0
4.5
3.0
1.5
0.0
Muestra
De
sv.E
st.
de
la m
ue
stra
_S=2.323
LCS=3.492
LCI=1.153
1
1
111
1
111
111
Las pruebas se realizaron con tamaños de la muestra desiguales
Análisis de control del proceso general de acondicionamiento
Figura 15 Análisis de control del proceso general de acondicionamiento
Además de las estadísticas descriptivas del proceso es necesario estudiar el control del
proceso para la producción de órdenes de acondicionamiento retrasadas. Este análisis indica
la estabilidad que tiene el proceso conjunto de las cuatro líneas para generar retrasos en las
actividades de acondicionamiento, empleando datos divididos en subgrupos de cada mes de
los años estudiados.
Como se puede apreciar en la Figura 15, el proceso es estable en cuanto a la media del tiempo
de retrasos generados, por lo que se puede esperar que la media del proceso sea similar en
cada periodo estudiado, sin embargo, la estabilidad en cuanto a la variación del proceso
presenta puntos fuera de control, lo cual indica que, a pesar de poder esperar siempre la
misma media, la variación del proceso presentará dificultades en cuanto a su estimación.
Una vez que se ha analizado el control del proceso, también se debe estudiar que tan capaz
es este para acondicionar productos farmacéuticos dentro del plazo establecido para la
entrega, para lo que se tomó un día de retraso como límite superior de especificación y cero
días como punto objetivo del proceso.
Como resultado de dicho estudio, se tiene que el proceso actualmente es incapaz de cumplir
con los tiempos de acondicionado, ya que muestra un nivel de 0.13 sigma y un porcentaje
esperado del 44.81% de ordenes fuera de especificación, estos datos se pueden observar en
la figura 16.

56
Fuente Reportes de producción y planeación de la producción de la empresa
Figura 16 Análisis de la capacidad del proceso general de Acondicionamiento
60
AltoBajo
Nivel Z = 0.13
> 0.50.10.050
NoSí
P = 0.000
201612840
ObjetivoLES
cliente.
La capacidad real (general) es lo que experimenta el
límites de especificación.
porcentaje de partes del proceso que están fuera de los
-- La tasa de defectuosos es 44.81%, la cual estima el
objetivo (p < 0.05).
-- La media del proceso difiere significativamente del
Conclusiones
Espec. superior 1
Objetivo 0
Espec. inferior *
Requerimientos del cliente
Media 0.76617
Desviación estándar 1.7918
Capacidad real (general)
Pp *
Ppk 0.04
Z.Bench 0.13
% fuera de espec. 44.81
PPM (DPMO) 448086
Caracterización del proceso
¿Es la media del proceso diferente de 0?
Capacidad real (general)
¿Están los datos por debajo del límite y cerca del objetivo?
Comentarios
Análisis de la capacidad del proceso general de Acondicionamiento
Informe de resumen
¿Qué tan capaz es el proceso?
De igual manera fue necesario analizar los datos estadísticos derivados del conjunto de las
cuatro líneas seleccionadas, mismos que se estudiarán individualmente en las siguientes
secciones.
4.2.2. Análisis estadístico para los datos de la línea 1
Al analizar las estadísticas descriptivas de la línea 1, se observa que la media del tiempo de
retraso es de 2.23 días, con una desviación estándar de 2.56 días, determinando que el 95%
de los retrasos se encuentra en el intervalo de 1.88 a 2.58 días, con un tiempo máximo de
diecinueve días y un mínimo de un día (Figura 17).
Así mismo se observa que el control del proceso se encuentra inestable principalmente sobre
su variación (Figura 18), haciendo evidente que antes de tomar alguna decisión de mejora,
se debe investigar las causas externas que provocan dicho descontrol en el proceso. Además,
el análisis de la capacidad del proceso (Figura 19), muestra que el proceso en esta línea es
incapaz de cumplir con las especificaciones mencionadas anteriormente, teniendo un nivel
sigma de -.04 y demostrando que se espera que alrededor del 51.68% de las ordenes de
acondicionamiento tengan un retraso superior a un día.
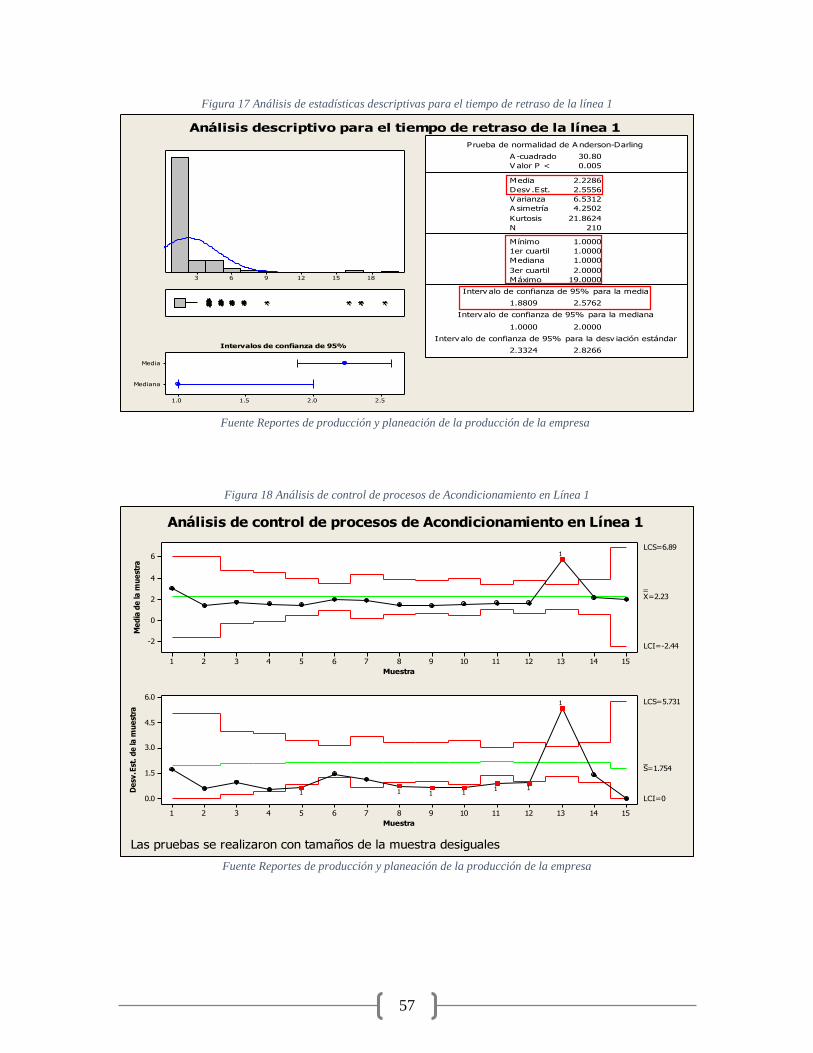
57
Figura 18 Análisis de control de procesos de Acondicionamiento en Línea 1
Fuente Reportes de producción y planeación de la producción de la empresa
Figura 17 Análisis de estadísticas descriptivas para el tiempo de retraso de la línea 1
151413121110987654321
6
4
2
0
-2
Muestra
Me
dia
de
la m
ue
stra
__X=2.23
LCS=6.89
LCI=-2.44
151413121110987654321
6.0
4.5
3.0
1.5
0.0
Muestra
De
sv.E
st.
de
la m
ue
stra
_S=1.754
LCS=5.731
LCI=0
1
1
111111
Las pruebas se realizaron con tamaños de la muestra desiguales
Análisis de control de procesos de Acondicionamiento en Línea 1
Fuente Reportes de producción y planeación de la producción de la empresa
181512963
Mediana
Media
2.52.01.51.0
1er cuartil 1.0000
Mediana 1.0000
3er cuartil 2.0000
Máximo 19.0000
1.8809 2.5762
1.0000 2.0000
2.3324 2.8266
A -cuadrado 30.80
V alor P < 0.005
Media 2.2286
Desv .Est. 2.5556
V arianza 6.5312
A simetría 4.2502
Kurtosis 21.8624
N 210
Mínimo 1.0000
Prueba de normalidad de A nderson-Darling
Interv alo de confianza de 95% para la media
Interv alo de confianza de 95% para la mediana
Interv alo de confianza de 95% para la desv iación estándarIntervalos de confianza de 95%
Análisis descriptivo para el tiempo de retraso de la línea 1
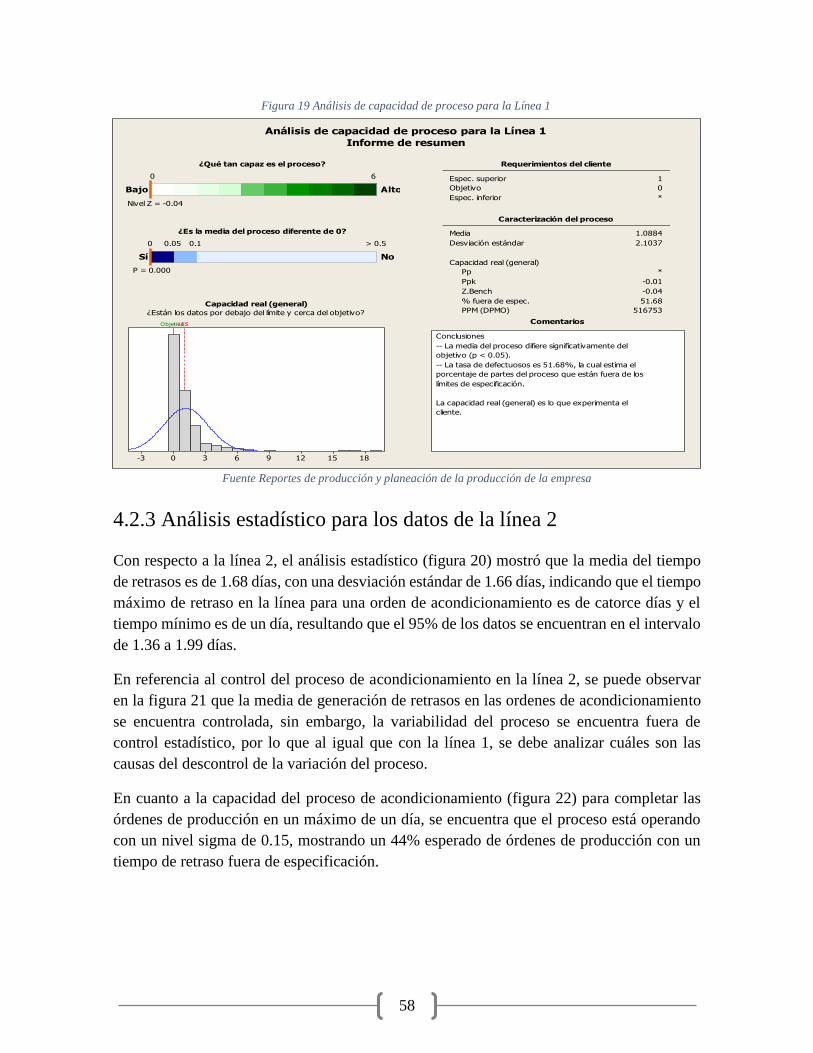
58
Figura 19 Análisis de capacidad de proceso para la Línea 1
Fuente Reportes de producción y planeación de la producción de la empresa
60
AltoBajo
Nivel Z = -0.04
> 0.50.10.050
NoSí
P = 0.000
1815129630-3
ObjetivoLES
cliente.
La capacidad real (general) es lo que experimenta el
límites de especificación.
porcentaje de partes del proceso que están fuera de los
-- La tasa de defectuosos es 51.68%, la cual estima el
objetivo (p < 0.05).
-- La media del proceso difiere significativamente del
Conclusiones
Espec. superior 1
Objetivo 0
Espec. inferior *
Requerimientos del cliente
Media 1.0884
Desviación estándar 2.1037
Capacidad real (general)
Pp *
Ppk -0.01
Z.Bench -0.04
% fuera de espec. 51.68
PPM (DPMO) 516753
Caracterización del proceso
¿Es la media del proceso diferente de 0?
Capacidad real (general)
¿Están los datos por debajo del límite y cerca del objetivo?
Comentarios
Análisis de capacidad de proceso para la Línea 1
Informe de resumen
¿Qué tan capaz es el proceso?
4.2.3 Análisis estadístico para los datos de la línea 2
Con respecto a la línea 2, el análisis estadístico (figura 20) mostró que la media del tiempo
de retrasos es de 1.68 días, con una desviación estándar de 1.66 días, indicando que el tiempo
máximo de retraso en la línea para una orden de acondicionamiento es de catorce días y el
tiempo mínimo es de un día, resultando que el 95% de los datos se encuentran en el intervalo
de 1.36 a 1.99 días.
En referencia al control del proceso de acondicionamiento en la línea 2, se puede observar
en la figura 21 que la media de generación de retrasos en las ordenes de acondicionamiento
se encuentra controlada, sin embargo, la variabilidad del proceso se encuentra fuera de
control estadístico, por lo que al igual que con la línea 1, se debe analizar cuáles son las
causas del descontrol de la variación del proceso.
En cuanto a la capacidad del proceso de acondicionamiento (figura 22) para completar las
órdenes de producción en un máximo de un día, se encuentra que el proceso está operando
con un nivel sigma de 0.15, mostrando un 44% esperado de órdenes de producción con un
tiempo de retraso fuera de especificación.

59
Figura 20 Análisis de estadísticas descriptivas para el tiempo de retraso de la línea 2
Fuente Reportes de producción y planeación de la producción de la empresa
15131197531
6
4
2
0
-2
Muestra
Me
dia
de
la m
ue
stra
__X=1.68
LCS=5.22
LCI=-1.87
15131197531
4.8
3.6
2.4
1.2
0.0
Muestra
De
sv.E
st.
de
la m
ue
stra
_S=1.333
LCS=4.354
LCI=0
1
11
1
Las pruebas se realizaron con tamaños de la muestra desiguales
Análisis de control de proceso de acondicionamiento en Línea 2
Fuente Reportes de producción y planeación de la producción de la empresa
Figura 21 Análisis de control de proceso de acondicionamiento en Línea 2
14.412.09.67.24.82.4
Mediana
Media
2.001.751.501.251.00
1er cuartil 1.0000
Mediana 1.0000
3er cuartil 2.0000
Máximo 14.0000
1.3588 1.9930
1.0000 1.0000
1.4663 1.9192
A -cuadrado 19.07
V alor P < 0.005
Media 1.6759
Desv .Est. 1.6623
V arianza 2.7632
A simetría 5.0587
Kurtosis 31.6769
N 108
Mínimo 1.0000
Prueba de normalidad de A nderson-Darling
Interv alo de confianza de 95% para la media
Interv alo de confianza de 95% para la mediana
Interv alo de confianza de 95% para la desv iación estándarIntervalos de confianza de 95%
Análisis descriptio para el tiempo de retraso de la línea 2

60
60
AltoBajo
Nivel Z = 0.15
> 0.50.10.050
NoSí
P = 0.000
129630
ObjetivoLES
cliente.
La capacidad real (general) es lo que experimenta el
límites de especificación.
porcentaje de partes del proceso que están fuera de los
-- La tasa de defectuosos es 44.00%, la cual estima el
objetivo (p < 0.05).
-- La media del proceso difiere significativamente del
Conclusiones
Espec. superior 1
Objetivo 0
Espec. inferior *
Requerimientos del cliente
Media 0.78696
Desviación estándar 1.4120
Capacidad real (general)
Pp *
Ppk 0.05
Z.Bench 0.15
% fuera de espec. 44.00
PPM (DPMO) 440035
Caracterización del proceso
¿Es la media del proceso diferente de 0?
Capacidad real (general)
¿Están los datos por debajo del límite y cerca del objetivo?
Comentarios
Análisis de capacidad de proceso de Acondicionamiento en Línea 2
Informe de resumen
¿Qué tan capaz es el proceso?
4.2.4 Análisis estadístico para los datos de la línea 3
Pasando ahora al análisis de los retrasos de la línea 3, podemos ver en la figura 23, que la
media de tiempo de retrasos en las ordenes de producción asignadas a esta línea es de 1.65
días con una desviación estándar de 2.07 días, siendo el tiempo máximo de retraso de veintiún
días y el mínimo de un día, por lo que se estima in intervalo de confianza de 1.25 días a 2.04
días para el 95% de los datos.
En la figura 24 se puede observar que el proceso se encuentra fuera de control en cuento su
variación, a pesar de que su media se encuentra controlada. Además, al analizar la capacidad
del proceso, con respecto a los límites de especificación que se establecieron previamente, se
observa en la figura 25, que el proceso no es capaz de acondicionar los productos
farmacéuticos en el tiempo establecido para ello, a pesar de tener un mejor nivel que las
líneas anteriores, ya que tiene un nivel sigma de 0.35, con el que se espera que alrededor del
36.45% de las ordenes de producción sean resueltas en un plazo mayor al planeado.
Fuente: Reportes de producción y planeación de la producción de la empresa
Figura 22 Análisis de capacidad de proceso de Acondicionamiento en Línea 2
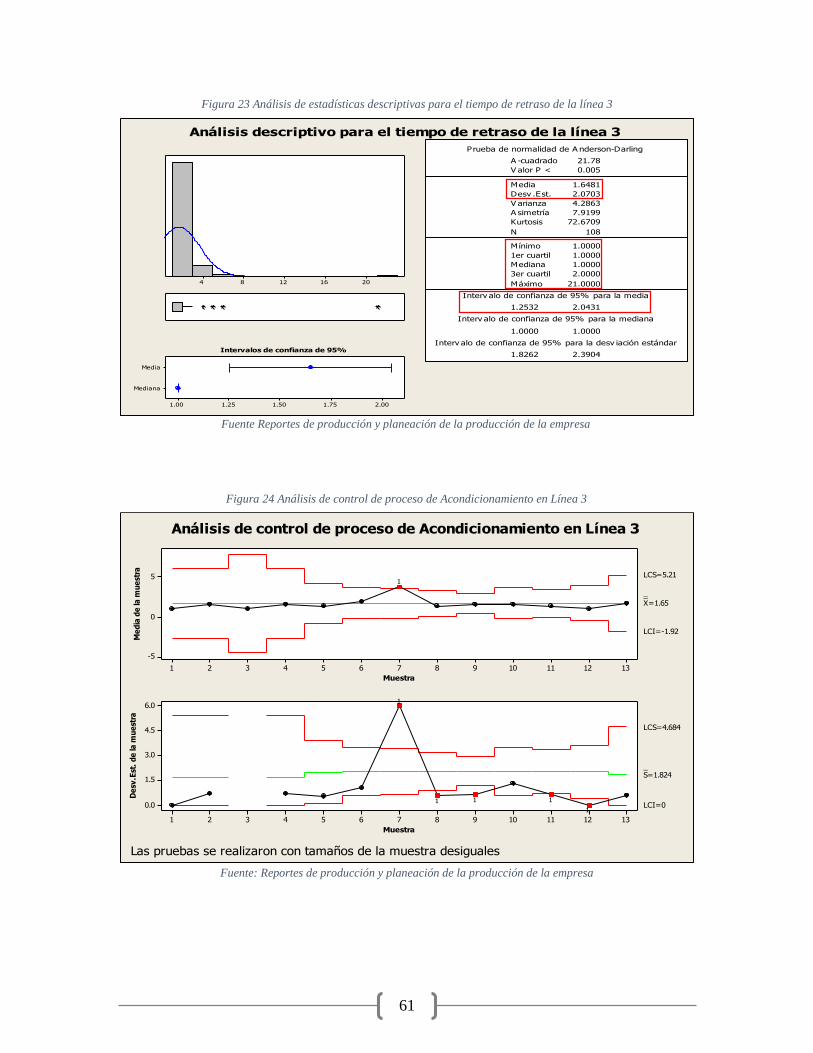
61
13121110987654321
5
0
-5
Muestra
Me
dia
de
la m
ue
stra
__X=1.65
LCS=5.21
LCI=-1.92
13121110987654321
6.0
4.5
3.0
1.5
0.0
Muestra
De
sv.E
st.
de
la m
ue
stra
_S=1.824
LCS=4.684
LCI=0
1
1
111
1
Las pruebas se realizaron con tamaños de la muestra desiguales
Análisis de control de proceso de Acondicionamiento en Línea 3
Figura 23 Análisis de estadísticas descriptivas para el tiempo de retraso de la línea 3
Fuente Reportes de producción y planeación de la producción de la empresa
Fuente: Reportes de producción y planeación de la producción de la empresa
Figura 24 Análisis de control de proceso de Acondicionamiento en Línea 3
20161284
Mediana
Media
2.001.751.501.251.00
1er cuartil 1.0000
Mediana 1.0000
3er cuartil 2.0000
Máximo 21.0000
1.2532 2.0431
1.0000 1.0000
1.8262 2.3904
A -cuadrado 21.78
V alor P < 0.005
Media 1.6481
Desv .Est. 2.0703
V arianza 4.2863
A simetría 7.9199
Kurtosis 72.6709
N 108
Mínimo 1.0000
Prueba de normalidad de A nderson-Darling
Interv alo de confianza de 95% para la media
Interv alo de confianza de 95% para la mediana
Interv alo de confianza de 95% para la desv iación estándarIntervalos de confianza de 95%
Análisis descriptivo para el tiempo de retraso de la línea 3
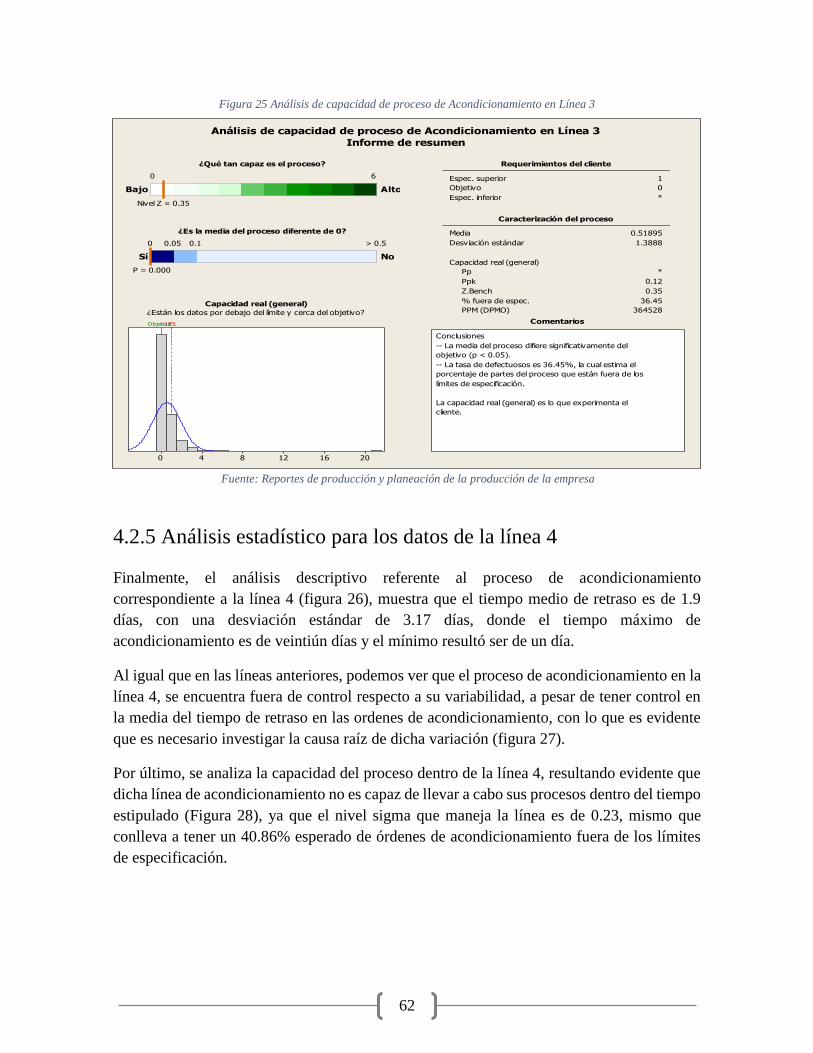
62
60
AltoBajo
Nivel Z = 0.35
> 0.50.10.050
NoSí
P = 0.000
201612840
ObjetivoLES
cliente.
La capacidad real (general) es lo que experimenta el
límites de especificación.
porcentaje de partes del proceso que están fuera de los
-- La tasa de defectuosos es 36.45%, la cual estima el
objetivo (p < 0.05).
-- La media del proceso difiere significativamente del
Conclusiones
Espec. superior 1
Objetivo 0
Espec. inferior *
Requerimientos del cliente
Media 0.51895
Desviación estándar 1.3888
Capacidad real (general)
Pp *
Ppk 0.12
Z.Bench 0.35
% fuera de espec. 36.45
PPM (DPMO) 364528
Caracterización del proceso
¿Es la media del proceso diferente de 0?
Capacidad real (general)
¿Están los datos por debajo del límite y cerca del objetivo?
Comentarios
Análisis de capacidad de proceso de Acondicionamiento en Línea 3
Informe de resumen
¿Qué tan capaz es el proceso?
4.2.5 Análisis estadístico para los datos de la línea 4
Finalmente, el análisis descriptivo referente al proceso de acondicionamiento
correspondiente a la línea 4 (figura 26), muestra que el tiempo medio de retraso es de 1.9
días, con una desviación estándar de 3.17 días, donde el tiempo máximo de
acondicionamiento es de veintiún días y el mínimo resultó ser de un día.
Al igual que en las líneas anteriores, podemos ver que el proceso de acondicionamiento en la
línea 4, se encuentra fuera de control respecto a su variabilidad, a pesar de tener control en
la media del tiempo de retraso en las ordenes de acondicionamiento, con lo que es evidente
que es necesario investigar la causa raíz de dicha variación (figura 27).
Por último, se analiza la capacidad del proceso dentro de la línea 4, resultando evidente que
dicha línea de acondicionamiento no es capaz de llevar a cabo sus procesos dentro del tiempo
estipulado (Figura 28), ya que el nivel sigma que maneja la línea es de 0.23, mismo que
conlleva a tener un 40.86% esperado de órdenes de acondicionamiento fuera de los límites
de especificación.
Figura 25 Análisis de capacidad de proceso de Acondicionamiento en Línea 3
Fuente: Reportes de producción y planeación de la producción de la empresa
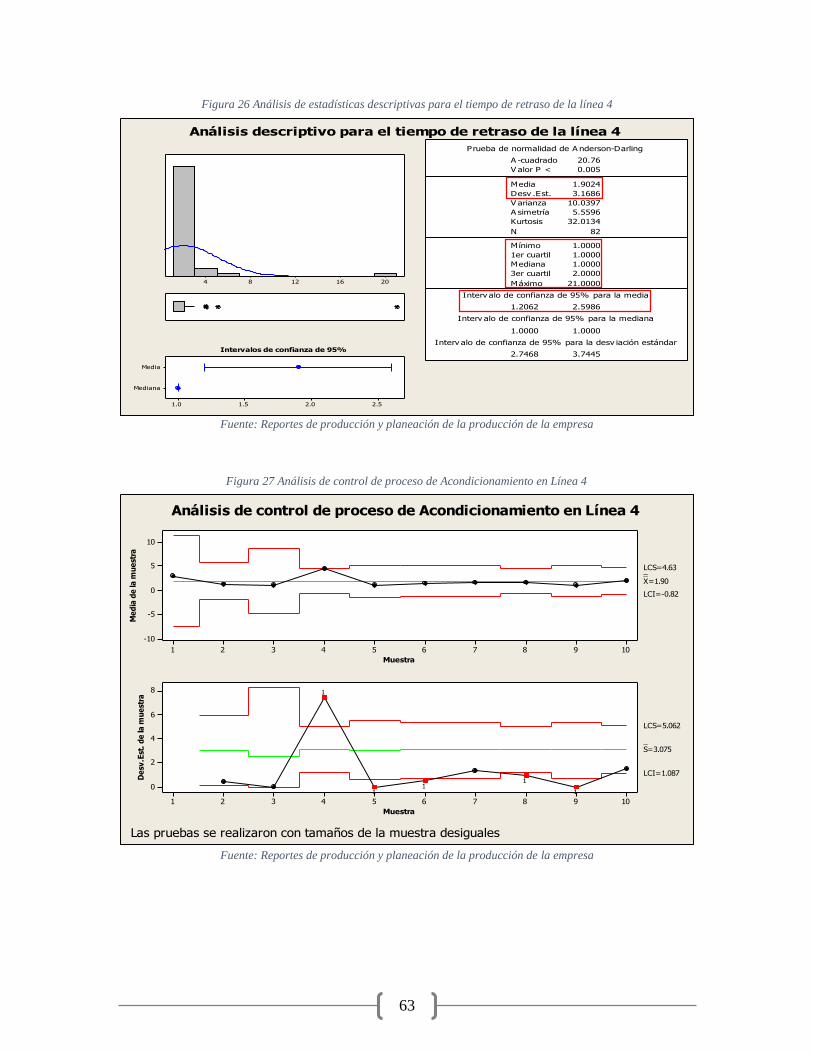
63
10987654321
10
5
0
-5
-10
Muestra
Me
dia
de
la m
ue
stra
__X=1.90
LCS=4.63
LCI=-0.82
10987654321
8
6
4
2
0
Muestra
De
sv.E
st.
de
la m
ue
stra
_S=3.075
LCS=5.062
LCI=1.087
1
11
1
1
Las pruebas se realizaron con tamaños de la muestra desiguales
Análisis de control de proceso de Acondicionamiento en Línea 4
Figura 26 Análisis de estadísticas descriptivas para el tiempo de retraso de la línea 4
Fuente: Reportes de producción y planeación de la producción de la empresa
Fuente: Reportes de producción y planeación de la producción de la empresa
Figura 27 Análisis de control de proceso de Acondicionamiento en Línea 4
20161284
Mediana
Media
2.52.01.51.0
1er cuartil 1.0000
Mediana 1.0000
3er cuartil 2.0000
Máximo 21.0000
1.2062 2.5986
1.0000 1.0000
2.7468 3.7445
A -cuadrado 20.76
V alor P < 0.005
Media 1.9024
Desv .Est. 3.1686
V arianza 10.0397
A simetría 5.5596
Kurtosis 32.0134
N 82
Mínimo 1.0000
Prueba de normalidad de A nderson-Darling
Interv alo de confianza de 95% para la media
Interv alo de confianza de 95% para la mediana
Interv alo de confianza de 95% para la desv iación estándarIntervalos de confianza de 95%
Análisis descriptivo para el tiempo de retraso de la línea 4

64
60
AltoBajo
Nivel Z = 0.23
> 0.50.10.050
NoSí
P = 0.000
201612840-4
ObjetivoLES
cliente.
La capacidad real (general) es lo que experimenta el
límites de especificación.
porcentaje de partes del proceso que están fuera de los
-- La tasa de defectuosos es 40.86%, la cual estima el
objetivo (p < 0.05).
-- La media del proceso difiere significativamente del
Conclusiones
Espec. superior 1
Objetivo 0
Espec. inferior *
Requerimientos del cliente
Media 0.55714
Desviación estándar 1.9149
Capacidad real (general)
Pp *
Ppk 0.08
Z.Bench 0.23
% fuera de espec. 40.86
PPM (DPMO) 408555
Caracterización del proceso
¿Es la media del proceso diferente de 0?
Capacidad real (general)
¿Están los datos por debajo del límite y cerca del objetivo?
Comentarios
Análisis de capacidad de proceso de Acondicionamiento en Línea 4
Informe de resumen
¿Qué tan capaz es el proceso?
Una vez que se conocen cada aspecto estadístico relevante para este diagnóstico inicial de
los retrasos en los procesos conjuntos y en cada línea de acondicionamiento (mostrados a
manera de resumen en la tabla 8), es posible comenzar con el empleo de la metodología
DMADV para el diseño de las propuestas de mejora de las cuatro líneas de
acondicionamiento estudiadas en el presente proyecto.
Tabla 8 Resumen de estadísticos para medición del problema
ESTADÍSTICO LÍNEA 1 LÍNEA 2 LÍNEA 3 LÍNEA 4 GENERAL
MEDIA 2.23 1.68 1.65 1.9 1.94
DESVIACIÓN ESTANDAR 2.56 1.66 2.07 3.17 2.42
MÍNIMO 1 1 1 1 1
MÁXIMO 19 14 21 21 21
INTERVALO DE CONFIANZA (1.88, 2.58) (1.36, 1.99) (1.25, 2.04) (1.21, 2.6) (1.72, 2.15)
CONTROL DE MEDIA SI SI SI SI SI
CONTROL DE VARIABILIDAD NO NO NO NO NO
NIVEL SIGMA -0.04 0.15 0.35 0.23 0.13
% FUERA DE
ESPECIFICACIÓN 51.68% 44% 36.45% 40.86% 44.81%
Fuente: Reportes de producción y planeación de la producción de la empresa
Figura 28 Análisis de capacidad de proceso de Acondicionamiento en Línea 4
Fuente: Reportes de producción y planeación de la producción de la empresa
65
4.3 Supuestos generales para el desarrollo de la
propuesta de mejora.
Antes de comenzar con el desarrollo de las fases de la metodología DMADV, es importante
establecer ciertos supuestos correspondientes a los procesos de acondicionamiento de la
empresa, mismos que serán tomados en cuenta para acotar el alcance de la propuesta de
mejora que se desarrollará posteriormente. Dichos supuestos son necesarios, ya que el
empleo de Design for Six Sigma involucra el modelado actual de los procesos de
acondicionamiento de la planta farmacéutica, sin embargo, es imposible modelar de manera
total el entorno que se vive en la empresa día a día, por lo que se procederá a acotar el
modelado de los procesos de la siguiente manera:
Variables principales para el análisis
Las variables principales que evaluará y buscará mejorar cada una de las propuestas
son las siguientes:
o Tiempo total del proceso (TT): tiempo transcurrido desde el inicio de las
labores de acondicionamiento hasta el término de todo el lote de productos.
o Tiempo de valor agregado (TVA): Es el tiempo efectivo que se emplea para
el procesamiento de los productos en cada fase del proceso.
o Tiempo de no valor agregado (TNVA): Es el tiempo de inactividad presente
durante el proceso, es decir, es el tiempo en el que las entidades se encuentran
esperando a ser procesadas.
o Eficiencia del proceso (Ef): es la razón existente entre el tiempo de valor
agregado del proceso y el tiempo que no agrega valor, es decir:
𝐸𝑓 = 𝑇𝑉𝐴
𝑇𝑁𝑉𝐴 𝑥 100%
o Tiempo unitario (TU): Es el tiempo efectivo que tarda en terminarse un ciclo
del proceso, es decir, el tiempo que toma al proceso en procesar y llenar una
caja colectiva.
Personal por cada actividad del proceso de acondicionamiento.
A pesar de que en la empresa generalmente se cuenta con cierta variación en cuanto
a la cantidad de personal en cada actividad del proceso, para cada área será asignada
una cantidad constante para cada fase del proceso de acondicionamiento, misma que
se refiere a la cantidad de personal que se observó con mayor frecuencia durante el
mapeo de procesos.

66
Tiempo total por día laboral.
Actualmente la empresa labora las veinticuatro horas del día, dividiendo las
actividades en tres turnos. Del total de horas al día, se debe restar el tiempo de comida
de cada turno (una hora) y el tiempo estimado por el cambio de turno (quince
minutos), por lo que el tiempo efectivo de labores al día es de veinte horas con quince
minutos (20.25 horas).
Materia prima
En general se considerará que cada área cuenta con materia prima suficiente para
completar de manera eficiente los proceso, así mismo, se supone que, al inicio de
cada proceso, las líneas de acondicionamiento cuentan con el total de materia prima
necesaria para completar el lote.
Calidad del producto
Previo al inicio del proceso de acondicionamiento se verifica que los fármacos
fabricados cubran todos los estándares de calidad, por lo tanto, esta inspección no es
parte del alcance del presente proyecto. Además, los índices de calidad en cuanto al
llenado e impresión de blísteres han mostrado ser satisfactorio (99%), por lo que,
para la simulación de los procesos, se supondrá que todos blísteres pasan la
inspección de calidad y solo se simulará el tiempo que toma dicha inspección.
Criterios para elección de nuevas tecnologías
Mediante búsqueda vía web se pudo tener conocimiento de una gran variedad de
nuevas tecnologías para tomarse en cuenta para la propuesta de mejora de cada una
de las líneas de acondicionamiento. Se tomaron en cuenta cinco criterios para la
elección de la maquinaria empleada para el rediseño de los procesos de
acondicionamiento, mismos que son el espacio físico ocupado (dimensiones), la
velocidad de procesamiento, la flexibilidad de operación, la existencia de inspección
automática del producto y de administración visual del proceso.
Los supuestos anteriores serán tomados en cuenta para el desarrollo de la propuesta de mejora
de cada una de las cuatro líneas de acondicionamiento estudiadas, además de las
consideraciones particulares que sean necesarias en cada caso.
4.4 Propuesta de mejora del proceso de
acondicionamiento en la Línea 1.
Como se explicó previamente, para cada una de las cuatro líneas de acondicionamiento se
empleará la estrategia Design for Six Sigma mediante la metodología DMADV para generar
una propuesta de mejora de los procesos de estar áreas. A continuación, se comenzará dicho
desarrollo en lo que respecta a la Línea 1 de acondicionamiento de productos emblistados.
67
4.4.1 Definición del problema
La primera fase de la metodología consiste en el esclarecimiento en cuanto al problema
suscitado en cuanto al tiempo de proceso de acondicionamiento de productos farmacéuticos
dentro de la línea 1 y el consecuente retraso existente en la entrega del producto terminado
al siguiente proceso de la empresa.
A manera de recapitulación, se planteará el problema de la línea 1 alineado al planteamiento
general del problema de la presente investigación (Capítulo 1) y el diagnóstico inicial
mostrado en las secciones anteriores:
La línea de acondicionamiento número 1, está dedicada al acondicionamiento de productos
farmacéuticos que requieren ser emblistados para su venta al consumidor final. Actualmente
presenta severos retrasos en la entrega del producto terminado al área de almacén, donde
los datos muestran que por lo menos el 51.68% de las órdenes de acondicionamiento serán
entregadas con al menos un día de retraso.
Además, se ha podido observar que el tiempo medio de retraso de los procesos de
acondicionamiento en esta línea se encuentra en el intervalo de 1.88 a 2.58 días, presentando
gran inestabilidad en cuanto a la variación de dicho tiempo.
En atención a lo anterior, se busca el desarrollo de una propuesta de mejora de los procesos
de acondicionamiento, mediante la automatización total o parcial de los mismos, que permita
a la empresa reducir el tiempo del proceso (TT) y los cuellos de botella presentes (Ef), con
el fin de poder ser concluidos dentro de los plazos planeados para ellos.
Habiendo definido la problemática actual con respecto a la línea 1, es preciso conocer algunos
datos importantes acerca de su funcionamiento, previo a comenzar con las siguientes fases
de la metodología, siendo estos datos, la descripción del proceso actual de acondicionamiento
y el espacio físico y los recursos actuales con los que cuenta el área.
4.4.1.1 Proceso de acondicionamiento dentro de la línea 1
Para poder comprender de manera total el funcionamiento del área de acondicionamiento en
la línea 1, es necesario estudiar de manera detallada el proceso de acondicionamiento que
ella se realiza, para ello, de manera presencial se realizó el mapeo de procesos que se muestra
en la figura 29.
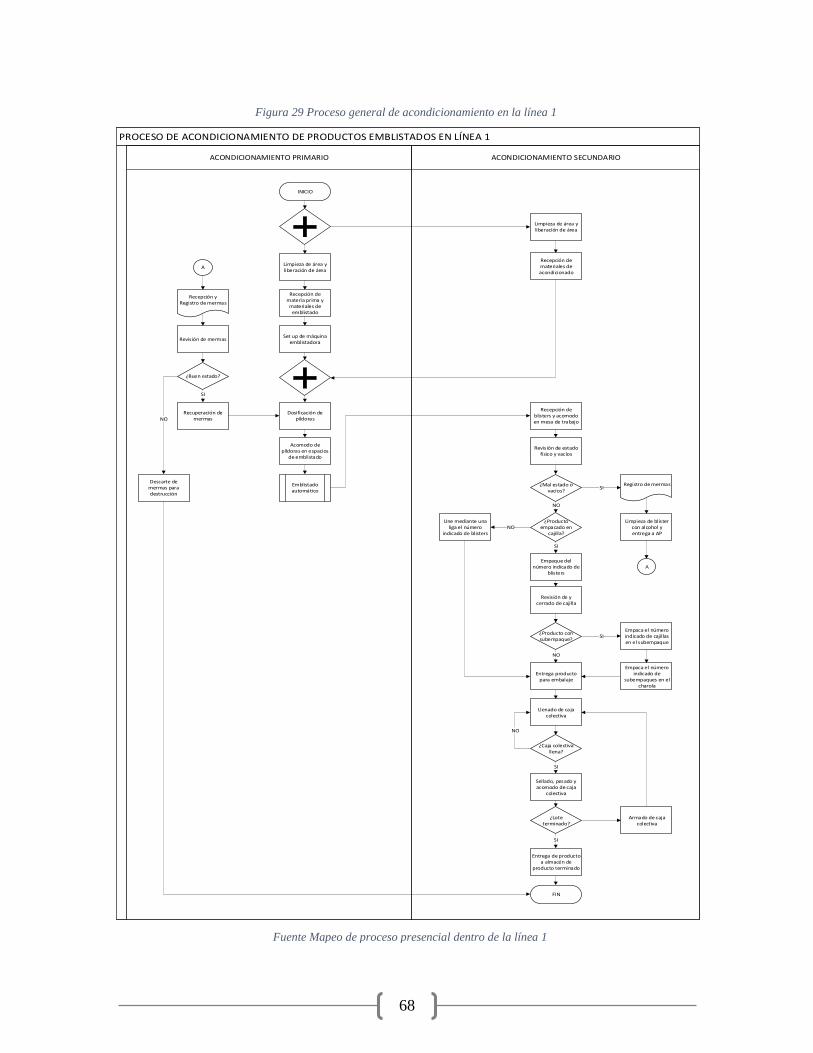
68
Figura 29 Proceso general de acondicionamiento en la línea 1
Fuente Mapeo de proceso presencial dentro de la línea 1
PROCESO DE ACONDICIONAMIENTO DE PRODUCTOS EMBLISTADOS EN LÍNEA 1
ACONDICIONAMIENTO PRIMARIO ACONDICIONAMIENTO SECUNDARIO
INICIO
Limpieza de área y liberación de área
Limpieza de área y liberación de área
Recepción de materia prima y materiales de
emblistado
Recepción de materiales de acondicionado
Set up de máquina emblistadora
Dosificación de píldoras
Acomodo de píldoras en espacios
de emblistado
Emblistado automático
Recepción de blisters y acomodo en mesa de trabajo
Revisión de estado físico y vacíos
¿Mal estado o vacíos?
Registro de mermas
Limpieza de blister con alcohol y entrega a AP
A
SI
Recuperación de mermas
Recepción y Registro de mermas
Revisión de mermas
¿Buen estado?
A
SI
Descarte de mermas para destrucción
NO
¿Producto empacado en
cajilla?
NO
Empaque del número indicado de
blisters
Revisión de y cerrado de cajilla
¿Producto con subempaque?
SI
Une mediante una liga el número
indicado de blistersNO
Empaca el número indicado de cajillas en el subempaque
Empaca el número indicado de
subempaques en el charola
SI
Entrega producto para embalaje
NO
Llenado de caja colectiva
¿Caja colectiva llena?
NO
Sellado, pesado y acomodo de caja
colectiva
¿Lote terminado?
Entrega de producto a almacén de
producto terminado
FIN
SI
SI
Armado de caja colectiva
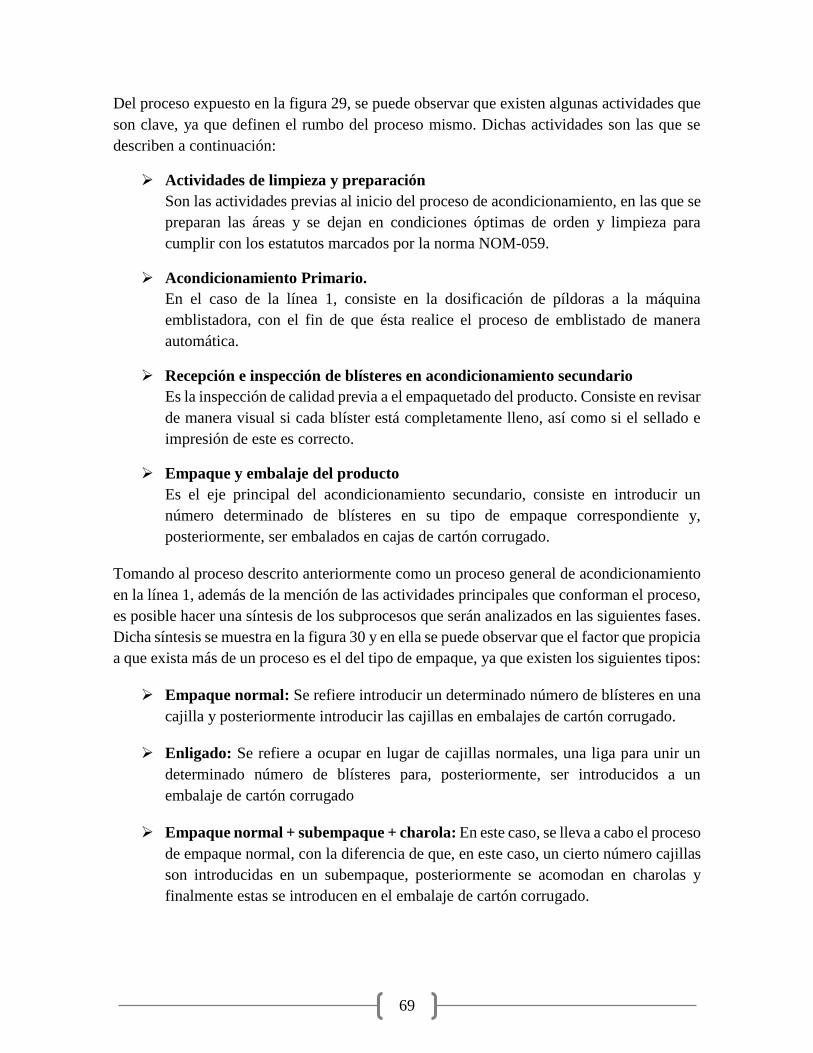
69
Del proceso expuesto en la figura 29, se puede observar que existen algunas actividades que
son clave, ya que definen el rumbo del proceso mismo. Dichas actividades son las que se
describen a continuación:
Actividades de limpieza y preparación
Son las actividades previas al inicio del proceso de acondicionamiento, en las que se
preparan las áreas y se dejan en condiciones óptimas de orden y limpieza para
cumplir con los estatutos marcados por la norma NOM-059.
Acondicionamiento Primario.
En el caso de la línea 1, consiste en la dosificación de píldoras a la máquina
emblistadora, con el fin de que ésta realice el proceso de emblistado de manera
automática.
Recepción e inspección de blísteres en acondicionamiento secundario
Es la inspección de calidad previa a el empaquetado del producto. Consiste en revisar
de manera visual si cada blíster está completamente lleno, así como si el sellado e
impresión de este es correcto.
Empaque y embalaje del producto
Es el eje principal del acondicionamiento secundario, consiste en introducir un
número determinado de blísteres en su tipo de empaque correspondiente y,
posteriormente, ser embalados en cajas de cartón corrugado.
Tomando al proceso descrito anteriormente como un proceso general de acondicionamiento
en la línea 1, además de la mención de las actividades principales que conforman el proceso,
es posible hacer una síntesis de los subprocesos que serán analizados en las siguientes fases.
Dicha síntesis se muestra en la figura 30 y en ella se puede observar que el factor que propicia
a que exista más de un proceso es el del tipo de empaque, ya que existen los siguientes tipos:
Empaque normal: Se refiere introducir un determinado número de blísteres en una
cajilla y posteriormente introducir las cajillas en embalajes de cartón corrugado.
Enligado: Se refiere a ocupar en lugar de cajillas normales, una liga para unir un
determinado número de blísteres para, posteriormente, ser introducidos a un
embalaje de cartón corrugado
Empaque normal + subempaque + charola: En este caso, se lleva a cabo el proceso
de empaque normal, con la diferencia de que, en este caso, un cierto número cajillas
son introducidas en un subempaque, posteriormente se acomodan en charolas y
finalmente estas se introducen en el embalaje de cartón corrugado.
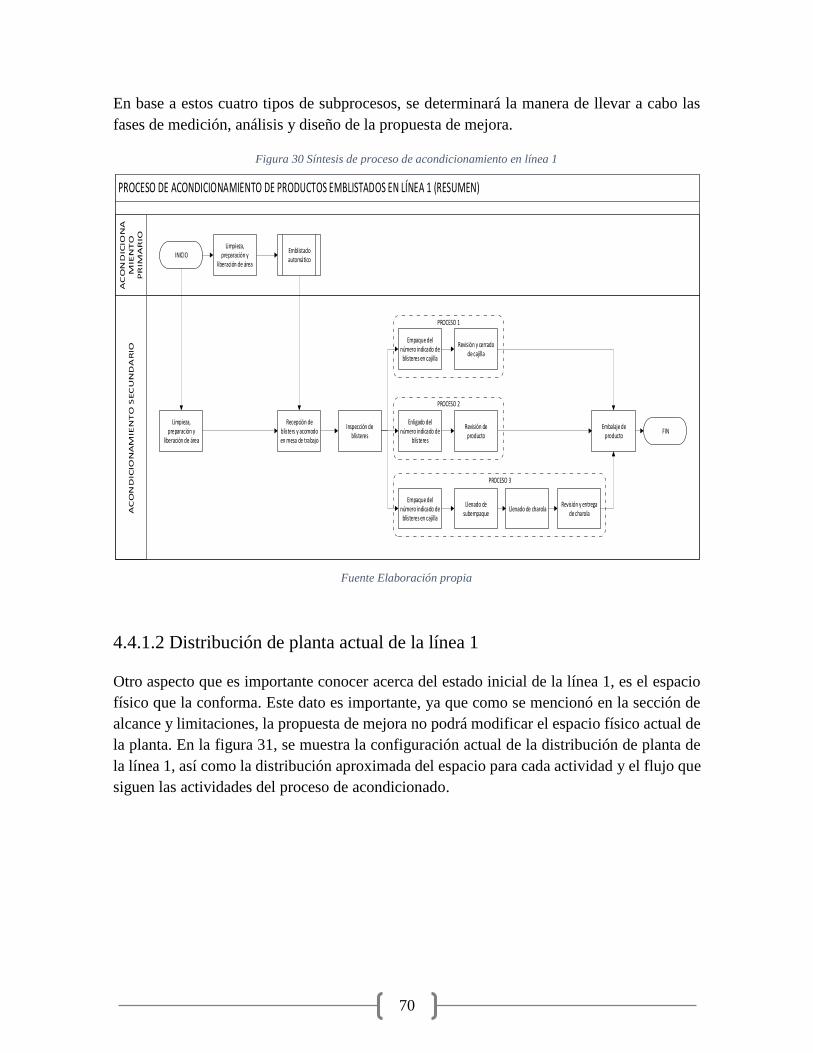
70
Figura 30 Síntesis de proceso de acondicionamiento en línea 1
Fuente Elaboración propia
PROCESO DE ACONDICIONAMIENTO DE PRODUCTOS EMBLISTADOS EN LÍNEA 1 (RESUMEN)
AC
ON
DIC
ION
AM
IEN
TO
SEC
UN
DA
RIO
AC
ON
DIC
ION
AM
IEN
TO
P
RIM
AR
IO
PROCESO 1
PROCESO 2
PROCESO 3
INICIOLimpieza,
preparación y liberación de área
Limpieza, preparación y
liberación de área
Emblistado automático
Recepción de blisters y acomodo en mesa de trabajo
Inspección de blísteres
Revisión y cerrado de cajilla
Empaque del número indicado de
blísteres en cajilla
Enligado del número indicado de
blísteres
Empaque del número indicado de
blísteres en cajilla
Revisión de producto
Llenado de charola
Embalaje de producto
Llenado de subempaque
Revisión y entrega de charola
FIN
En base a estos cuatro tipos de subprocesos, se determinará la manera de llevar a cabo las
fases de medición, análisis y diseño de la propuesta de mejora.
4.4.1.2 Distribución de planta actual de la línea 1
Otro aspecto que es importante conocer acerca del estado inicial de la línea 1, es el espacio
físico que la conforma. Este dato es importante, ya que como se mencionó en la sección de
alcance y limitaciones, la propuesta de mejora no podrá modificar el espacio físico actual de
la planta. En la figura 31, se muestra la configuración actual de la distribución de planta de
la línea 1, así como la distribución aproximada del espacio para cada actividad y el flujo que
siguen las actividades del proceso de acondicionado.
71
Figura 31 Distribución de planta actual de la línea 1
Fuente Planos de planta de la empresa
4.4.1.3 Recursos actuales del proceso en la línea 1
El último aspecto que es necesario conocer como parte de la definición del problema, son los
recursos con los que se cuenta a diario para llevar a cabo los procesos de acondicionamiento
dentro de la línea 1, ya que dichos recursos se mantendrán como constante para el estudio
del proceso actual dentro de la línea 1, así mismo, se empleará para poder comparar el estado
actual de la línea con el estado en caso de la puesta en marcha de la propuesta de mejora.
Cabe mencionar, que la distribución de los recursos será respetada al momento de llevar a
cabo la simulación de los procesos, con el fin de mostrar de la manera más exacta, la situación
actual de los procesos en la línea 1. También debemos recordar que la distribución del estado
físico de la línea de acondicionamiento no podrá ser modificada para la propuesta de mejora,
por lo que es de suma importancia conocerla.
Dichos recursos son los que se enuncian en la tabla 9, donde se puede observar la
clasificación de estos, así como la cantidad de los mismos y una breve explicación acerca de
sus actividades y características.
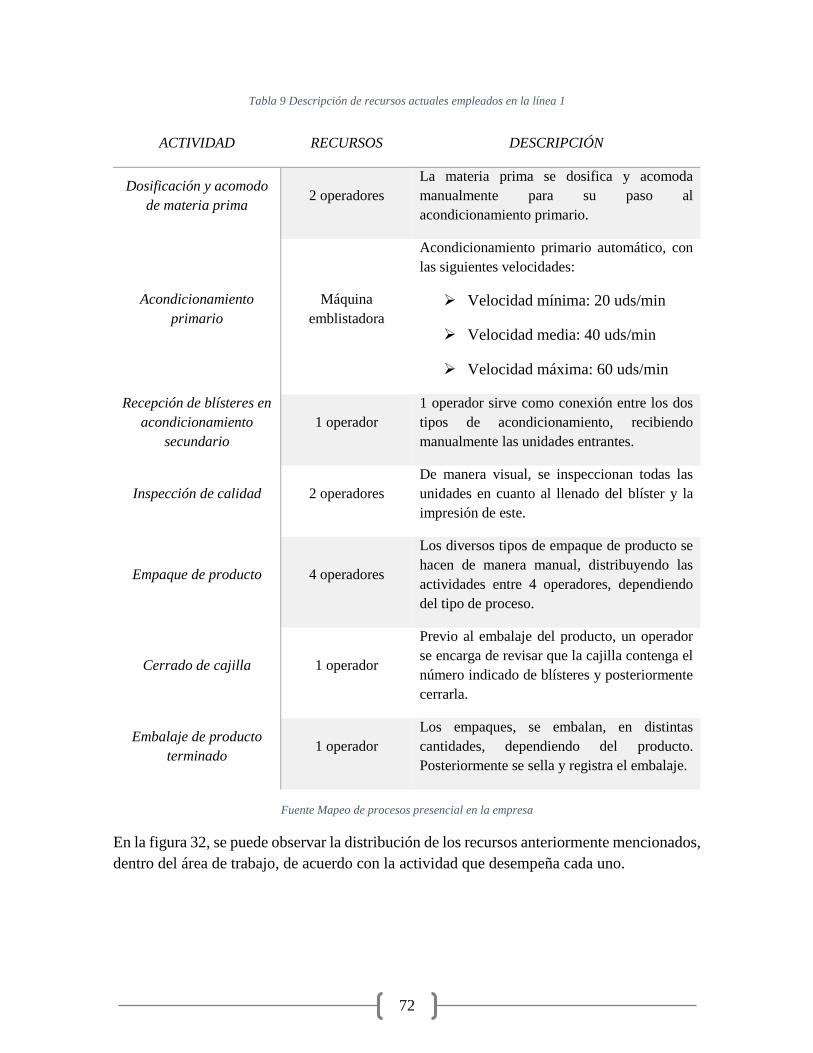
72
Tabla 9 Descripción de recursos actuales empleados en la línea 1
ACTIVIDAD RECURSOS DESCRIPCIÓN
Dosificación y acomodo
de materia prima 2 operadores
La materia prima se dosifica y acomoda
manualmente para su paso al
acondicionamiento primario.
Acondicionamiento
primario
Máquina
emblistadora
Acondicionamiento primario automático, con
las siguientes velocidades:
Velocidad mínima: 20 uds/min
Velocidad media: 40 uds/min
Velocidad máxima: 60 uds/min
Recepción de blísteres en
acondicionamiento
secundario
1 operador
1 operador sirve como conexión entre los dos
tipos de acondicionamiento, recibiendo
manualmente las unidades entrantes.
Inspección de calidad 2 operadores
De manera visual, se inspeccionan todas las
unidades en cuanto al llenado del blíster y la
impresión de este.
Empaque de producto 4 operadores
Los diversos tipos de empaque de producto se
hacen de manera manual, distribuyendo las
actividades entre 4 operadores, dependiendo
del tipo de proceso.
Cerrado de cajilla 1 operador
Previo al embalaje del producto, un operador
se encarga de revisar que la cajilla contenga el
número indicado de blísteres y posteriormente
cerrarla.
Embalaje de producto
terminado 1 operador
Los empaques, se embalan, en distintas
cantidades, dependiendo del producto.
Posteriormente se sella y registra el embalaje.
Fuente Mapeo de procesos presencial en la empresa
En la figura 32, se puede observar la distribución de los recursos anteriormente mencionados,
dentro del área de trabajo, de acuerdo con la actividad que desempeña cada uno.
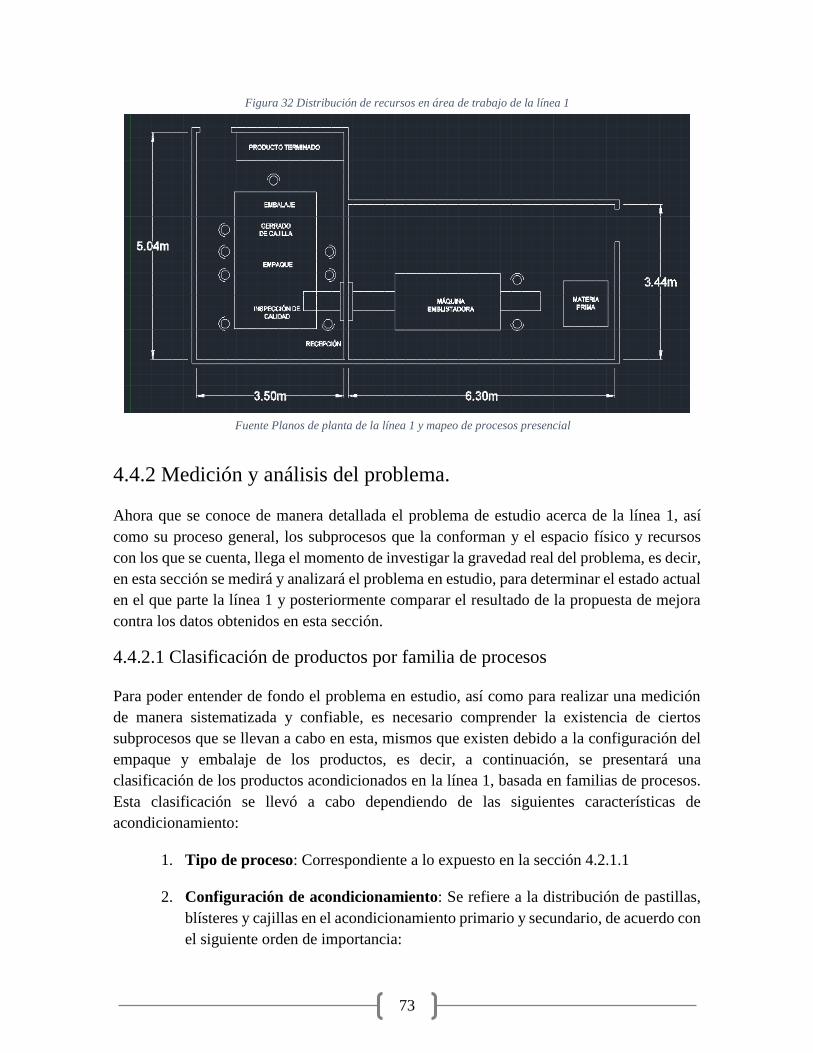
73
Figura 32 Distribución de recursos en área de trabajo de la línea 1
Fuente Planos de planta de la línea 1 y mapeo de procesos presencial
4.4.2 Medición y análisis del problema.
Ahora que se conoce de manera detallada el problema de estudio acerca de la línea 1, así
como su proceso general, los subprocesos que la conforman y el espacio físico y recursos
con los que se cuenta, llega el momento de investigar la gravedad real del problema, es decir,
en esta sección se medirá y analizará el problema en estudio, para determinar el estado actual
en el que parte la línea 1 y posteriormente comparar el resultado de la propuesta de mejora
contra los datos obtenidos en esta sección.
4.4.2.1 Clasificación de productos por familia de procesos
Para poder entender de fondo el problema en estudio, así como para realizar una medición
de manera sistematizada y confiable, es necesario comprender la existencia de ciertos
subprocesos que se llevan a cabo en esta, mismos que existen debido a la configuración del
empaque y embalaje de los productos, es decir, a continuación, se presentará una
clasificación de los productos acondicionados en la línea 1, basada en familias de procesos.
Esta clasificación se llevó a cabo dependiendo de las siguientes características de
acondicionamiento:
1. Tipo de proceso: Correspondiente a lo expuesto en la sección 4.2.1.1
2. Configuración de acondicionamiento: Se refiere a la distribución de pastillas,
blísteres y cajillas en el acondicionamiento primario y secundario, de acuerdo con
el siguiente orden de importancia:

74
a. Capacidad del blíster: Es la cantidad de pastillas que contiene cada
blíster.
b. Capacidad de cajilla o enligado: Es la cantidad de blísteres que serán
contenidos en cada cajilla o enligado en el acondicionamiento secundario.
c. Capacidad del subempaque: Es la cantidad de cajillas que se introducen
a subempaques en el acondicionamiento secundario del proceso 3.
d. Capacidad de charola: Es el número de subempaques que se empacan en
charolas en el acondicionamiento secundario del proceso 3.
3. Capacidad de la caja colectiva: Es la cantidad de pastillas, enligados o charolas
que pueden ser contenidos dependiendo del tipo de caja colectiva.
En las tablas 10 y 11, se puede observar la clasificación de los productos por tipo de familia
de proceso, de acuerdo con las especificaciones anteriores:
Tabla 10 Clasificación de productos por familia de procesos
TIPO DE
PROCESO
TIPO DE
CONFIGURACIÓN
CAPACIDAD
DE BLÍSTER
CAPACIDAD
DE CAJILLA
/ ENLIGADO
CAPACIDAD
DE
SUBEMPAQUE
CAPACIDAD
DE
CHAROLA
CAPACIDAD
DE CAJA
COLECTIVA
1
1.01 1 1 NA NA
88
216
240
250
260
384
1.02 2 1 NA NA
88
216
250
1.03 2 2 NA NA
88
108
216
240
250
260
324
384
1.04 4 1 NA NA 282
1.05 7 3 NA NA 84
1.06 7 6 NA NA 40
1.07 10 2 NA NA 36
86
1.08 10 3 NA NA
34
140
408
Fuente Elaboración propia
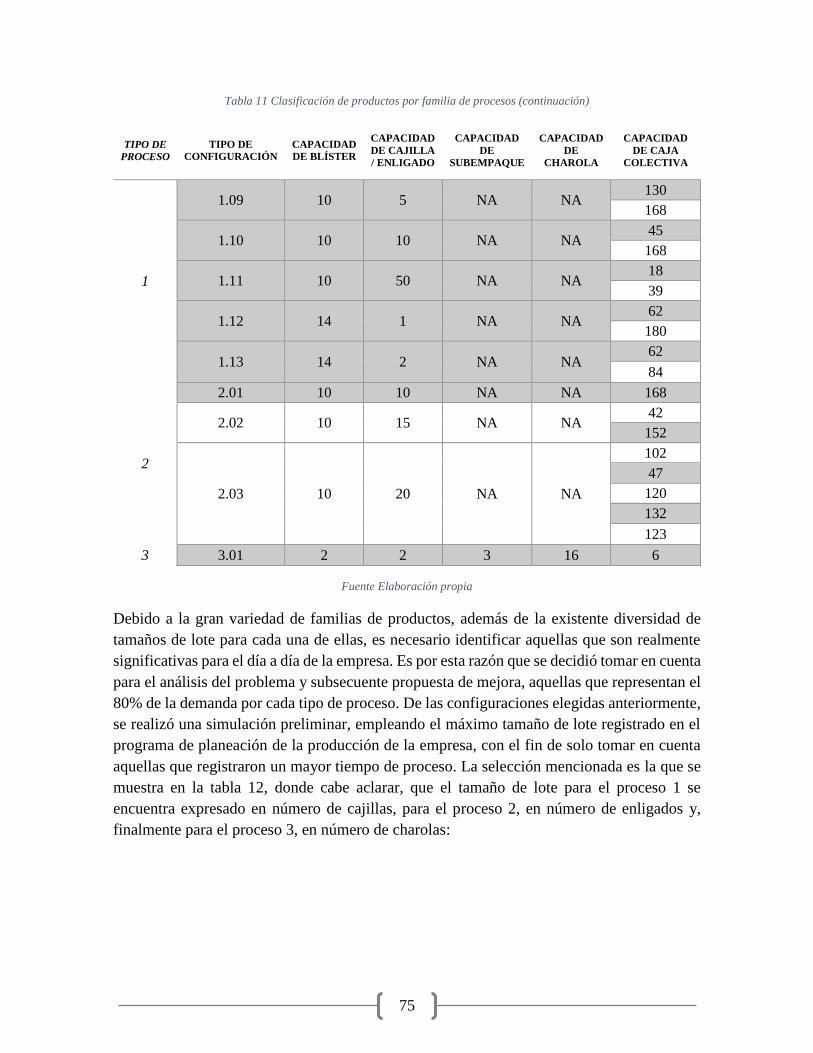
75
Tabla 11 Clasificación de productos por familia de procesos (continuación)
TIPO DE
PROCESO
TIPO DE
CONFIGURACIÓN
CAPACIDAD
DE BLÍSTER
CAPACIDAD
DE CAJILLA
/ ENLIGADO
CAPACIDAD
DE
SUBEMPAQUE
CAPACIDAD
DE
CHAROLA
CAPACIDAD
DE CAJA
COLECTIVA
1
1.09 10 5 NA NA 130
168
1.10 10 10 NA NA 45
168
1.11 10 50 NA NA 18
39
1.12 14 1 NA NA 62
180
1.13 14 2 NA NA 62
84
2
2.01 10 10 NA NA 168
2.02 10 15 NA NA 42
152
2.03 10 20 NA NA
102
47
120
132
123
3 3.01 2 2 3 16 6
Fuente Elaboración propia
Debido a la gran variedad de familias de productos, además de la existente diversidad de
tamaños de lote para cada una de ellas, es necesario identificar aquellas que son realmente
significativas para el día a día de la empresa. Es por esta razón que se decidió tomar en cuenta
para el análisis del problema y subsecuente propuesta de mejora, aquellas que representan el
80% de la demanda por cada tipo de proceso. De las configuraciones elegidas anteriormente,
se realizó una simulación preliminar, empleando el máximo tamaño de lote registrado en el
programa de planeación de la producción de la empresa, con el fin de solo tomar en cuenta
aquellas que registraron un mayor tiempo de proceso. La selección mencionada es la que se
muestra en la tabla 12, donde cabe aclarar, que el tamaño de lote para el proceso 1 se
encuentra expresado en número de cajillas, para el proceso 2, en número de enligados y,
finalmente para el proceso 3, en número de charolas:
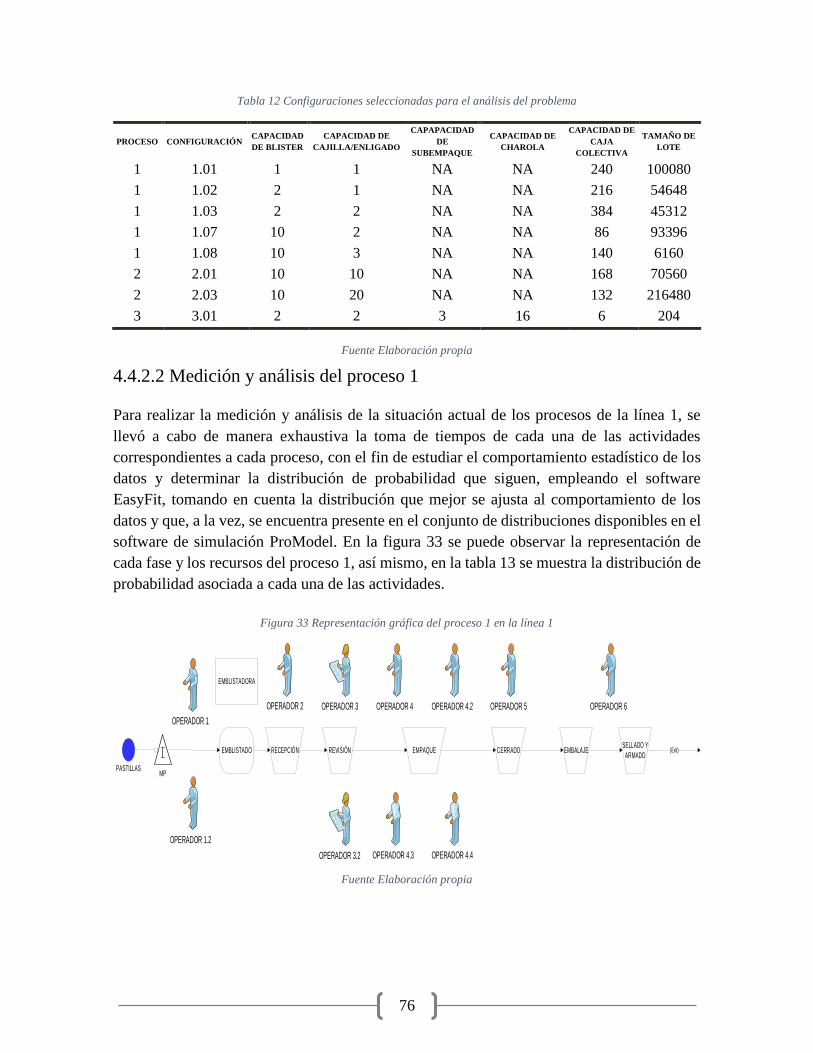
76
Figura 33 Representación gráfica del proceso 1 en la línea 1
Fuente Elaboración propia
PASTILLAS
EMBLISTADO
EMBLISTADORA
OPERADOR 2 OPERADOR 3
OPERADOR 3.2
RECEPCIÓN REVISIÓN EMPAQUE
OPERADOR 4 OPERADOR 4.2
OPERADOR 4.3 OPERADOR 4.4
CERRADO
OPERADOR 5
EMBALAJESELLADO Y
ARMADO
OPERADOR 6
(Exit)
MP
OPERADOR 1
OPERADOR 1.2
Tabla 12 Configuraciones seleccionadas para el análisis del problema
PROCESO CONFIGURACIÓN CAPACIDAD
DE BLISTER
CAPACIDAD DE
CAJILLA/ENLIGADO
CAPAPACIDAD
DE
SUBEMPAQUE
CAPACIDAD DE
CHAROLA
CAPACIDAD DE
CAJA
COLECTIVA
TAMAÑO DE
LOTE
1 1.01 1 1 NA NA 240 100080
1 1.02 2 1 NA NA 216 54648
1 1.03 2 2 NA NA 384 45312
1 1.07 10 2 NA NA 86 93396
1 1.08 10 3 NA NA 140 6160
2 2.01 10 10 NA NA 168 70560
2 2.03 10 20 NA NA 132 216480
3 3.01 2 2 3 16 6 204
Fuente Elaboración propia
4.4.2.2 Medición y análisis del proceso 1
Para realizar la medición y análisis de la situación actual de los procesos de la línea 1, se
llevó a cabo de manera exhaustiva la toma de tiempos de cada una de las actividades
correspondientes a cada proceso, con el fin de estudiar el comportamiento estadístico de los
datos y determinar la distribución de probabilidad que siguen, empleando el software
EasyFit, tomando en cuenta la distribución que mejor se ajusta al comportamiento de los
datos y que, a la vez, se encuentra presente en el conjunto de distribuciones disponibles en el
software de simulación ProModel. En la figura 33 se puede observar la representación de
cada fase y los recursos del proceso 1, así mismo, en la tabla 13 se muestra la distribución de
probabilidad asociada a cada una de las actividades.

77
Tabla 13 Distribuciones de probabilidad asociadas a cada fase del proceso 1
ACTIVIDAD DISTRIBUCIÓN DE PROBABILIDAD
ASOCIADA
Emblistado Automático Constante (1.5) 𝑠
𝑏𝑙í𝑠𝑡𝑒𝑟
Recepción de blísteres Weibull (2.4024, 1.0588) 𝑠
𝑏𝑙í𝑠𝑡𝑒𝑟
Revisión de Calidad Pearson 5 (4.0723, 3.9452) 𝑠
𝑏𝑙í𝑠𝑡𝑒𝑟
Empaque Pearson 5 (3.3258, 16.99) 𝑠
𝑐𝑎𝑗𝑖𝑙𝑙𝑎
Cerrado de cajillas Beta (4.9734, 8727.9, 0.22028, 1809.9) 𝑠
𝑐𝑎𝑗𝑖𝑙𝑙𝑎
Embalaje Pearson 5 (13.924, 22.479) 𝑠
𝑐𝑎𝑗𝑖𝑙𝑙𝑎
Sellado y armado de caja colectiva Erlang (35, 1.4422) 𝑠
𝑐𝑎𝑗𝑎 𝑐𝑜𝑙𝑒𝑐𝑡𝑖𝑣𝑎
Fuente Mapeo y toma de tiempos presencial
Con la información anterior, es posible llevar a cabo la simulación de las configuraciones
seleccionadas pertenecientes a la familia del proceso 1. A continuación se mostrará la
medición de los parámetros principales del proceso, empleando el mapa de flujo de la cadena
de valor (Value Stream Mapping), en donde se representara cada fase del proceso y sus
respectivos tiempos, así como los tiempos de no valor agregado, el inventario promedio entre
cada fase del proceso y, finalmente, el valor del tiempo total del proceso, el tiempo unitario
y la eficiencia del mismo.
Comenzando con la configuración 1.01, en la figura 34 se puede observar que el proceso de
finalización de un lote de producción toma en promedio 51.202 horas, entregando una caja
colectiva llena cada 7.35 minutos. Así mismo, se observa que el tiempo promedio de valor
agregado es de 37.983 segundos, contra las 2.008 horas que refleja el tiempo de no valor
agregado, dando como resultado una eficiencia de 0.525%. También es de importancia notar
que el mayor tiempo de no valor agregado, lo podemos encontrar en la fila previa al proceso
de empaque (1.74 horas), esto se puede comprobar observando la figura 35 que muestra un
claro cuello de botella en el proceso de empaque de blísteres.
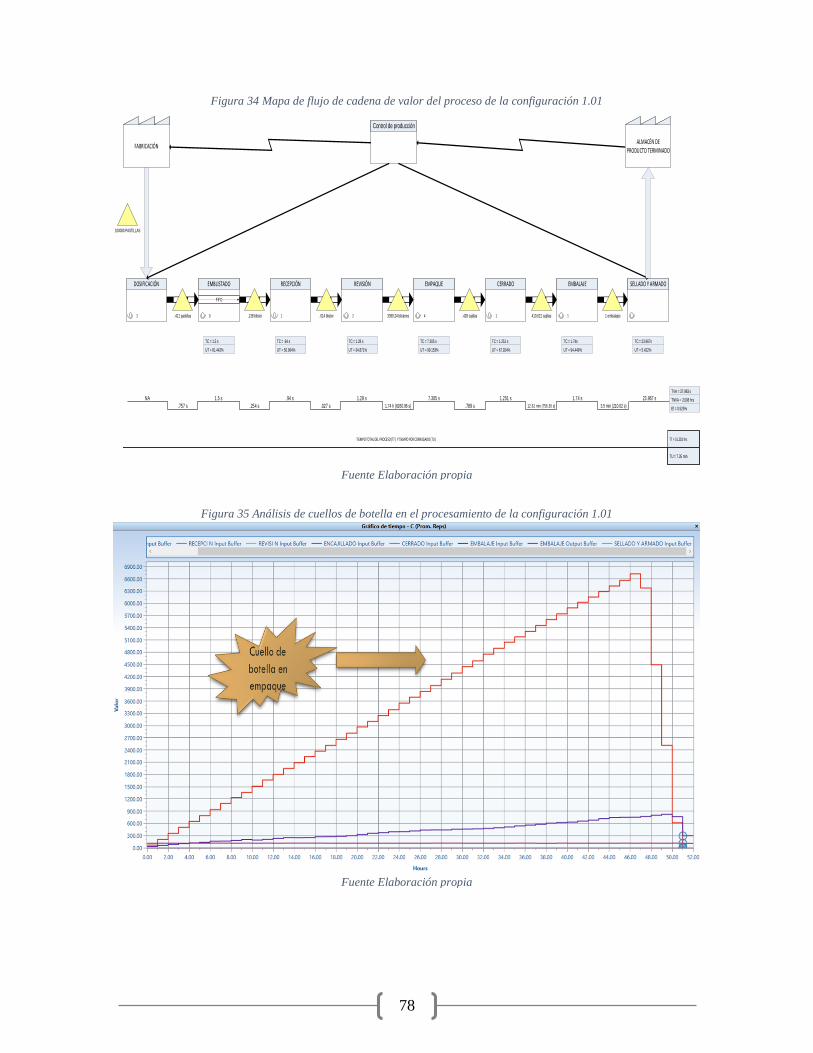
78
0
EMBLISTADO
1
RECEPCIÓN
2
REVISIÓN
4
EMPAQUE
1
CERRADO
1
EMBALAJE SELLADO Y ARMADO
Control de producción
ALMACÉN DE PRODUCTO TERMINADO
FABRICACIÓN
.138 blister .014 blister 3399.24 blisteres .428 cajillas 1 embalajes
TU = 7.35 min
TT = 51.202 hrsTIEMPO TOTAL DEL PROCESO (TT) Y TIEMPO POR CORRUGADO (TU)
2
DOSIFICACIÓN
.411 pastillas
FIFO
100080 PASTILLAS
NA
.757 s
1.5 s
.254 s
.94 s
.027 s
1.28 s
1.74 h (6260.96 s)
7.305 s
.789 s
1.251 s
12.61 min (756.36 s)
1.74 s
3.5 min (210.02 s)
23.967 s
TC = 1.5 s
UT = 81.442%
TC = .94 s
UT = 50.964%
TC = 1.28 s
UT = 34.871%
TC = 7.305 s
UT = 99.153%
TC = 1.251 s
UT = 67.924%
TC = 1.74s
UT = 94.449%
TC = 23.967s
UT = 5.422%
410.621 cajillas
TVA = 37.983 s
TNVA = 2.008 hrs
Ef = 0.525%
Figura 34 Mapa de flujo de cadena de valor del proceso de la configuración 1.01
Fuente Elaboración propia
Figura 35 Análisis de cuellos de botella en el procesamiento de la configuración 1.01
Fuente Elaboración propia

79
0
EMBLISTADO
1
RECEPCIÓN
2
REVISIÓN
4
EMPAQUE
1
CERRADO
1
EMBALAJE SELLADO Y ARMADO
Control de producción
ALMACÉN DE PRODUCTO TERMINADO
FABRICACIÓN
.137 blíster .014 blíster 1903.082 blísteres .425 cajillas 1 embalajes
TU = 6.67 min
TT = 28.136 hrsTIEMPO TOTAL DEL PROCESO (TT) Y TIEMPO POR CORRUGADO (TU)
2
DOSIFICACIÓN
.411 pastillas
FIFO
109296 PASTILLAS
NA
.762 s
1.5 s
.255 s
.939 s
.027 s
1.285 s
.98 h (3527.29 s)
7.319 s
.788 s
1.252 s
11.77 min (706.29 s)
1.74 s
3.15 min (189.17 s)
23.963 s
TC = 1.5 s
UT = 80.931%
TC = .939 s
UT = 50.668%
TC = 1.285 s
UT = 34.672%
TC = 7.319 s
UT = 98.726%
TC = 1.252 s
UT = 67.532%
TC = 1.74s
UT = 93.86%
TC = 23.963s
UT = 5.985%
TVA = 37.998 s
TNVA = 1.23 h
Ef = 0.859%
380.846 cajillas
Figura 36 Mapa de flujo de cadena de valor del proceso de la configuración 1.02
Fuente Elaboración propia
Figura 37 Análisis de cuellos de botella en el procesamiento de la configuración 1.02
Fuente Elaboración propia
Con respecto a la configuración 1.02, en la figura 36 se puede observar que el proceso de
producción de un lote completo lleva en promedio 28.136 horas, culminando una colectiva
cada 6.67 minutos. El tiempo promedio de valor agregado es de 37.998 segundos y el tiempo
de no valor agregado es de 1.23 horas, obteniéndose una eficiencia de 0.859%. Al igual que
en la configuración anterior, el mayor tiempo de no valor agregado se encuentra previo a la
fase de empaque, con 0.98 horas en promedio, efecto que se puede observar de manera clara
en la figura 37.
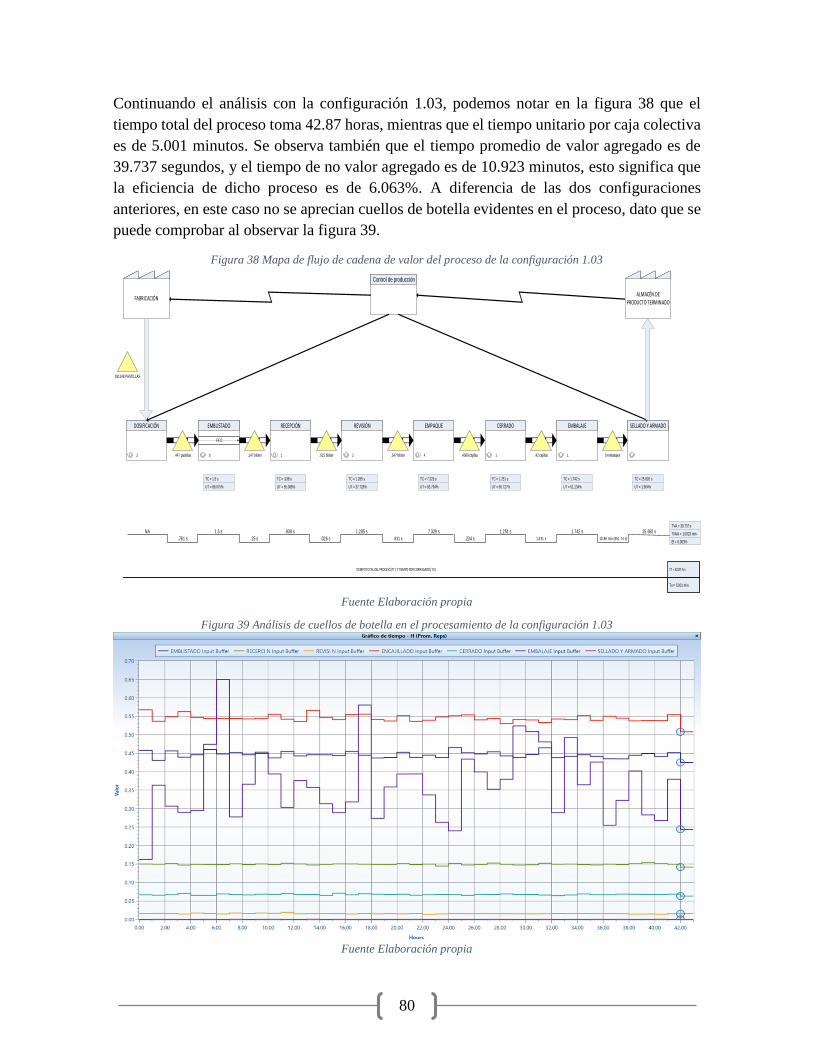
80
0
EMBLISTADO
1
RECEPCIÓN
2
REVISIÓN
4
EMPAQUE
1
CERRADO
1
EMBALAJE SELLADO Y ARMADO
Control de producción
ALMACÉN DE PRODUCTO TERMINADO
FABRICACIÓN
.147 blíster .015 blíster .547 blíster .4069 cajillas 0 embalajes
Tu = 5.001 min
TT = 42.87 hrsTIEMPO TOTAL DEL PROCESO (TT) Y TIEMPO POR CORRUGADO (TU)
2
DOSIFICACIÓN
.447 pastillas
FIFO
181248 PASTILLAS
NA
.761 s
1.5 s
.25 s
.938 s
.026 s
1.285 s
.931 s
7.329 s
.234 s
1.251 s
1.431 s
1.742 s
10.86 min (651.74 s)
25.692 s
TC = 1.5 s
UT = 88.075%
TC = .938 s
UT = 55.068%
TC = 1.285 s
UT = 37.728%
TC = 7.329 s
UT = 93.794%
TC = 1.251 s
UT = 66.727%
TC = 1.742 s
UT = 51.134%
TC = 25.692 s
UT = 1.964%
TVA = 39.737 s
TNVA = 10.923 min
Ef = 6.063%
.42 cajillas
Figura 38 Mapa de flujo de cadena de valor del proceso de la configuración 1.03
Fuente Elaboración propia
Figura 39 Análisis de cuellos de botella en el procesamiento de la configuración 1.03
Fuente Elaboración propia
Continuando el análisis con la configuración 1.03, podemos notar en la figura 38 que el
tiempo total del proceso toma 42.87 horas, mientras que el tiempo unitario por caja colectiva
es de 5.001 minutos. Se observa también que el tiempo promedio de valor agregado es de
39.737 segundos, y el tiempo de no valor agregado es de 10.923 minutos, esto significa que
la eficiencia de dicho proceso es de 6.063%. A diferencia de las dos configuraciones
anteriores, en este caso no se aprecian cuellos de botella evidentes en el proceso, dato que se
puede comprobar al observar la figura 39.
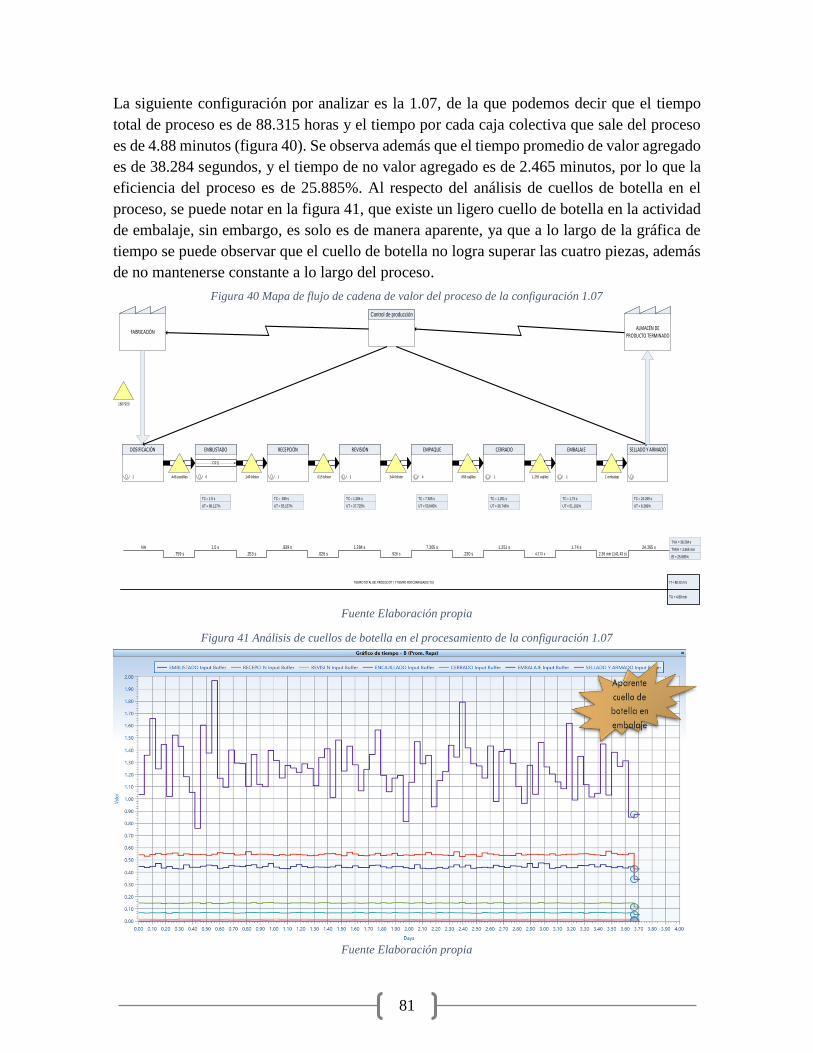
81
0
EMBLISTADO
1
RECEPCIÓN
2
REVISIÓN
4
EMPAQUE
1
CERRADO
1
EMBALAJE SELLADO Y ARMADO
Control de producción
ALMACÉN DE PRODUCTO TERMINADO
FABRICACIÓN
.149 blíster .015 blíster .544 blíster .068 cajillas 1 embalaje
TU = 4.88 min
TT = 88.315 hrsTIEMPO TOTAL DEL PROCESO (TT) Y TIEMPO POR CORRUGADO (TU)
2
DOSIFICACIÓN
.446 pastillas
FIFO
1867920
NA
.759 s
1.5 s
.253 s
.939 s
.026 s
1.284 s
.926 s
7.305 s
.230 s
1.251 s
4.273 s
1.74 s
2.36 min (141.43 s)
24.265 s
TC = 1.5 s
UT = 88.127%
TC = .939 s
UT = 55.157%
TC = 1.284 s
UT = 37.725%
TC = 7.305 s
UT = 53.645%
TC = 1.251 s
UT = 36.748%
TC = 1.74 s
UT = 51.102%
TC = 24.265 s
UT = 8.289%
TVA = 38.284 s
TNVA = 2.465 min
Ef = 25.885%
1.255 cajillas
Figura 40 Mapa de flujo de cadena de valor del proceso de la configuración 1.07
Fuente Elaboración propia
Figura 41 Análisis de cuellos de botella en el procesamiento de la configuración 1.07
Fuente Elaboración propia
La siguiente configuración por analizar es la 1.07, de la que podemos decir que el tiempo
total de proceso es de 88.315 horas y el tiempo por cada caja colectiva que sale del proceso
es de 4.88 minutos (figura 40). Se observa además que el tiempo promedio de valor agregado
es de 38.284 segundos, y el tiempo de no valor agregado es de 2.465 minutos, por lo que la
eficiencia del proceso es de 25.885%. Al respecto del análisis de cuellos de botella en el
proceso, se puede notar en la figura 41, que existe un ligero cuello de botella en la actividad
de embalaje, sin embargo, es solo es de manera aparente, ya que a lo largo de la gráfica de
tiempo se puede observar que el cuello de botella no logra superar las cuatro piezas, además
de no mantenerse constante a lo largo del proceso.
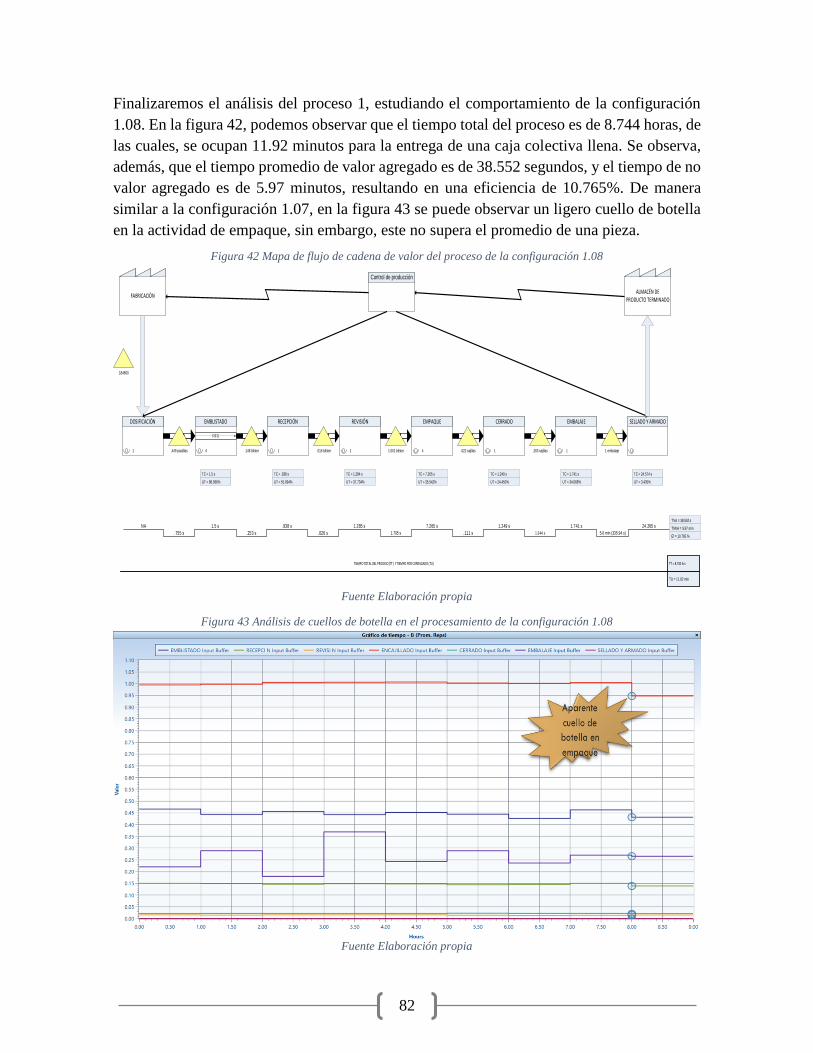
82
0
EMBLISTADO
1
RECEPCIÓN
2
REVISIÓN
4
EMPAQUE
1
CERRADO
1
EMBALAJE SELLADO Y ARMADO
Control de producción
ALMACÉN DE PRODUCTO TERMINADO
FABRICACIÓN
.148 blíster .015 blíster 1.001 blíster .022 cajillas 1 embalaje
TU = 11.92 min
TT = 8.744 hrsTIEMPO TOTAL DEL PROCESO (TT) Y TIEMPO POR CORRUGADO (TU)
2
DOSIFICACIÓN
.449 pastillas
FIFO
184800
NA
.755 s
1.5 s
.253 s
.938 s
.026 s
1.285 s
1.705 s
7.265 s
.111 s
1.249 s
1.344 s
1.741 s
5.6 min (335.94 s)
24.265 s
TC = 1.5 s
UT = 88.066%
TC = .938 s
UT = 55.094%
TC = 1.284 s
UT = 37.734%
TC = 7.265 s
UT = 35.542%
TC = 1.249 s
UT = 24.450%
TC = 1.741 s
UT = 34.068%
TC = 24.574 s
UT = 3.435%
TVA = 38.552 s
TNVA = 5.97 min
Ef = 10.765 %
.263 cajillas
Figura 42 Mapa de flujo de cadena de valor del proceso de la configuración 1.08
Fuente Elaboración propia
Figura 43 Análisis de cuellos de botella en el procesamiento de la configuración 1.08
Fuente Elaboración propia
Finalizaremos el análisis del proceso 1, estudiando el comportamiento de la configuración
1.08. En la figura 42, podemos observar que el tiempo total del proceso es de 8.744 horas, de
las cuales, se ocupan 11.92 minutos para la entrega de una caja colectiva llena. Se observa,
además, que el tiempo promedio de valor agregado es de 38.552 segundos, y el tiempo de no
valor agregado es de 5.97 minutos, resultando en una eficiencia de 10.765%. De manera
similar a la configuración 1.07, en la figura 43 se puede observar un ligero cuello de botella
en la actividad de empaque, sin embargo, este no supera el promedio de una pieza.
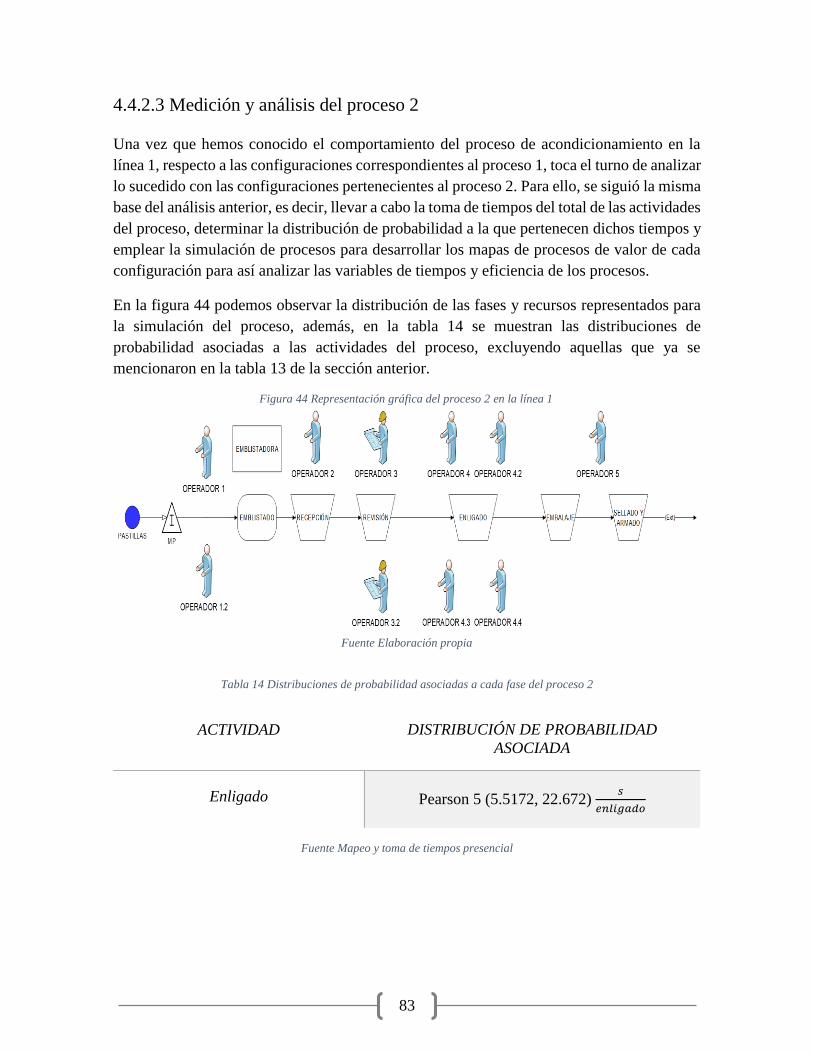
83
Fuente Elaboración propia
Figura 44 Representación gráfica del proceso 2 en la línea 1
4.4.2.3 Medición y análisis del proceso 2
Una vez que hemos conocido el comportamiento del proceso de acondicionamiento en la
línea 1, respecto a las configuraciones correspondientes al proceso 1, toca el turno de analizar
lo sucedido con las configuraciones pertenecientes al proceso 2. Para ello, se siguió la misma
base del análisis anterior, es decir, llevar a cabo la toma de tiempos del total de las actividades
del proceso, determinar la distribución de probabilidad a la que pertenecen dichos tiempos y
emplear la simulación de procesos para desarrollar los mapas de procesos de valor de cada
configuración para así analizar las variables de tiempos y eficiencia de los procesos.
En la figura 44 podemos observar la distribución de las fases y recursos representados para
la simulación del proceso, además, en la tabla 14 se muestran las distribuciones de
probabilidad asociadas a las actividades del proceso, excluyendo aquellas que ya se
mencionaron en la tabla 13 de la sección anterior.
Tabla 14 Distribuciones de probabilidad asociadas a cada fase del proceso 2
ACTIVIDAD DISTRIBUCIÓN DE PROBABILIDAD
ASOCIADA
Enligado Pearson 5 (5.5172, 22.672) 𝑠
𝑒𝑛𝑙𝑖𝑔𝑎𝑑𝑜
Fuente Mapeo y toma de tiempos presencial
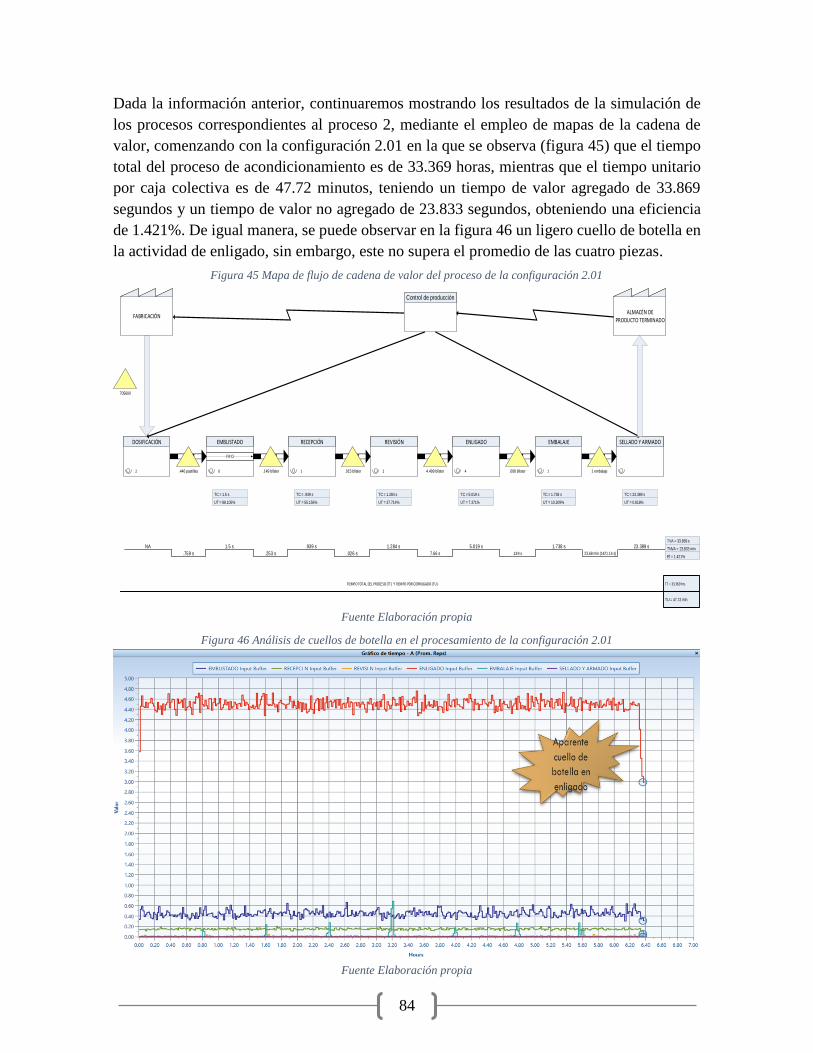
84
Fuente Elaboración propia
Figura 46 Análisis de cuellos de botella en el procesamiento de la configuración 2.01
Fuente Elaboración propia
0
EMBLISTADO
1
RECEPCIÓN
2
REVISIÓN
4
ENLIGADO
1
EMBALAJE SELLADO Y ARMADO
Control de producción
ALMACÉN DE PRODUCTO TERMINADO
FABRICACIÓN
.149 blíster .015 blíster 4.499 blíster 1 embalaje
TU = 47.72 min
TT = 33.369 hrsTIEMPO TOTAL DEL PROCESO (TT) Y TIEMPO POR CORRUGADO (TU)
2
DOSIFICACIÓN
.446 pastillas
FIFO
705600
NA
.759 s
1.5 s
.253 s
.939 s
.026 s
1.284 s
7.66 s
5.019 s
.139 s
1.738 s
23.68 min (1421.14 s)
23.389 s
TC = 1.5 s
UT = 88.105%
TC = .939 s
UT = 55.156%
TC = 1.284 s
UT = 37.714%
TC = 5.019 s
UT = 7.371%
TC = 1.738 s
UT = 10.209%
TC = 23.389 s
UT = 0.818%
TVA = 33.869 s
TNVA = 23.833 min
Ef = 1.421%
.008 blíster
Figura 45 Mapa de flujo de cadena de valor del proceso de la configuración 2.01
Dada la información anterior, continuaremos mostrando los resultados de la simulación de
los procesos correspondientes al proceso 2, mediante el empleo de mapas de la cadena de
valor, comenzando con la configuración 2.01 en la que se observa (figura 45) que el tiempo
total del proceso de acondicionamiento es de 33.369 horas, mientras que el tiempo unitario
por caja colectiva es de 47.72 minutos, teniendo un tiempo de valor agregado de 33.869
segundos y un tiempo de valor no agregado de 23.833 segundos, obteniendo una eficiencia
de 1.421%. De igual manera, se puede observar en la figura 46 un ligero cuello de botella en
la actividad de enligado, sin embargo, este no supera el promedio de las cuatro piezas.
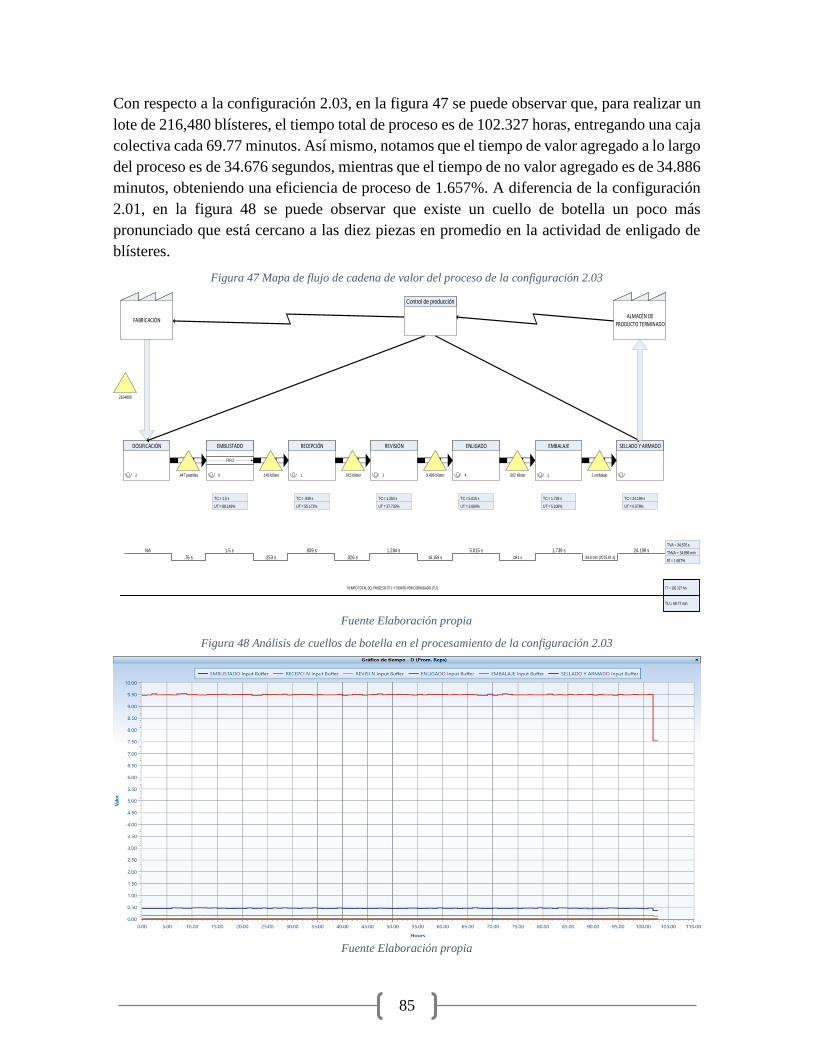
85
Figura 47 Mapa de flujo de cadena de valor del proceso de la configuración 2.03
Fuente Elaboración propia
Figura 48 Análisis de cuellos de botella en el procesamiento de la configuración 2.03
Fuente Elaboración propia
0
EMBLISTADO
1
RECEPCIÓN
2
REVISIÓN
4
ENLIGADO
1
EMBALAJE SELLADO Y ARMADO
Control de producción
ALMACÉN DE PRODUCTO TERMINADO
FABRICACIÓN
.149 blíster .015 blíster 9.496 blíster 1 embalaje
TU = 69.77 min
TT = 102.327 hrsTIEMPO TOTAL DEL PROCESO (TT) Y TIEMPO POR CORRUGADO (TU)
2
DOSIFICACIÓN
.447 pastillas
FIFO
2164800
NA
.76 s
1.5 s
.253 s
.939 s
.026 s
1.284 s
16.159 s
5.015 s
.081 s
1.739 s
34.6 min (2075.91 s)
24.199 s
TC = 1.5 s
UT = 88.149%
TC = .939 s
UT = 55.172%
TC = 1.284 s
UT = 37.733%
TC = 5.015 s
UT = 3.684%
TC = 1.739 s
UT = 5.108%
TC = 24.199 s
UT = 0.578%
TVA = 34.676 s
TNVA = 34.886 min
Ef = 1.657%
.002 blíster
Con respecto a la configuración 2.03, en la figura 47 se puede observar que, para realizar un
lote de 216,480 blísteres, el tiempo total de proceso es de 102.327 horas, entregando una caja
colectiva cada 69.77 minutos. Así mismo, notamos que el tiempo de valor agregado a lo largo
del proceso es de 34.676 segundos, mientras que el tiempo de no valor agregado es de 34.886
minutos, obteniendo una eficiencia de proceso de 1.657%. A diferencia de la configuración
2.01, en la figura 48 se puede observar que existe un cuello de botella un poco más
pronunciado que está cercano a las diez piezas en promedio en la actividad de enligado de
blísteres.

86
PASTILLAS
EMBLISTADO
EMBLISTADORA
OPERADOR 2 OPERADOR 3
OPERADOR 3.2
RECEPCIÓN REVISIÓN EMPAQUE
OPERADOR 4
OPERADOR 4.2
REVISIÓN
2
OPERADOR 6
EMBALAJESELLADO Y
ARMADO
OPERADOR 7
(Exit)
MP
OPERADOR 1
OPERADOR 1.2
SUB
EMPAQUE
LLENADO DE
CHAROLA
OPERADOR 5
OPERADOR 5.2
Fuente Elaboración propia
Figura 49 Representación gráfica del proceso 3 en la línea 1
4.4.2.4 Medición y análisis del proceso 3
Finalizaremos la medición y análisis de los parámetros de tiempos y flujo de los procesos
mediante la simulación del proceso 3 con la configuración 3.01, mediante el software
ProModel, para obtener la relación de los tiempos y eficiencia de proceso.
Al igual que en los procesos anteriores, primeramente, se muestra en la figura 49, la
representación del flujo del proceso y los recursos asignados para cada fase de éste, así
mismo, en la tabla 15 se detalla la distribución de probabilidad asociada a cada fase exclusiva
del proceso 3, es decir aquellas que no se han mencionado en las secciones anteriores.
Tabla 15 Distribuciones de probabilidad asociadas a cada fase del proceso 3
ACTIVIDAD DISTRIBUCIÓN DE PROBABILIDAD ASOCIADA
Subempaque Beta (2.6718, 2.2754𝑥106, 9.945, 7.4212𝑥106) 𝑠
𝑠𝑢𝑏𝑒𝑚𝑝𝑎𝑞𝑢𝑒
Llenado de charola Beta (2.6718, 2.2754𝑥106, 9.945, 7.4212𝑥106) 𝑠
𝑐ℎ𝑎𝑟𝑜𝑙𝑎
Segunda revisión Pearson 6 (116.16, 3.3758, 0.15036) 𝑠
𝑐ℎ𝑎𝑟𝑜𝑙𝑎
Fuente Mapeo y toma de tiempos presencial

87
Fuente Elaboración propia
Figura 51 Análisis de cuellos de botella en el procesamiento de la configuración 3.01
Fuente Elaboración propia
Figura 50 Mapa de flujo de cadena de valor del proceso de la configuración 3.01
0
EMBLISTADO
1
RECEPCIÓN
2
REVISIÓN
2
ENCAJILLADO
1
SUBEMPAQUE
1
EMBALAJE SELLADO Y ARMADO
Control de producción
ALMACÉN DE PRODUCTO TERMINADO
FABRICACIÓN
.139 blíster .014 blíster 675.658 blíster 4.121 cajillas 1 embalaje
TU = 17.55 min
TT = 9.946 hrsTIEMPO TOTAL DEL PROCESO (TT) Y TIEMPO POR CORRUGADO (TU)
2
DOSIFICACIÓN
.417 pastillas
FIFO
39168
NA
.762 s
1.5 s
.254 s
.938 s
.027 s
1.284 s
20.6 min (1236.14 s)
7.293 s
15.056 s
18.649 s
85.304 s
18.731 s
0 s
TC = 1.5 s
UT = 82.051%
TC = .938 s
UT = 51.286%
TC = 1.285 s
UT = 35.149%
TC = 7.293 s
UT = 49.861%
TC = 18.649 s
UT = 85.011%
TC = 1.742 s
UT = 0.993%
TC = 24.222 s
UT = 2.3%
TVA = 75.491 s
TNVA = 25.591 min
Ef = 4.252%
0 charolas
TC = 18.614 s
UT = 5.303%
7.777 subempaques 1
REVISIÓN 2
TC = 1.248 s
UT = 0.711%
LLENADO DE CHAROLA
0 charola
1.248 s
0. s
1.742 s
7.3 min (437.93 s)
24.222 s
Empleando la información anterior, se llevó a cabo la simulación del proceso 3 empleando
la configuración 3.01 y se representó ésta mediante un mapa de cadena de valor mostrado en
la figura 50. En esta figura podemos observar que el tiempo total del proceso es en promedio
de 9.946 horas, mientras que el tiempo unitario fue de 17.55 minutos. Así mismo, podemos
ver que el tiempo de valor agregado en el proceso es de 75.491 segundos y el tiempo de no
valor agregado es de 25.591 minutos, por lo que la eficiencia del proceso resulta de 4.252%.
Por otra parte, en la figura 51, se puede observar que existe un claro cuello de botella en la
actividad de empaque, mismo que puede demorar el proceso en promedio en 20.6 minutos.
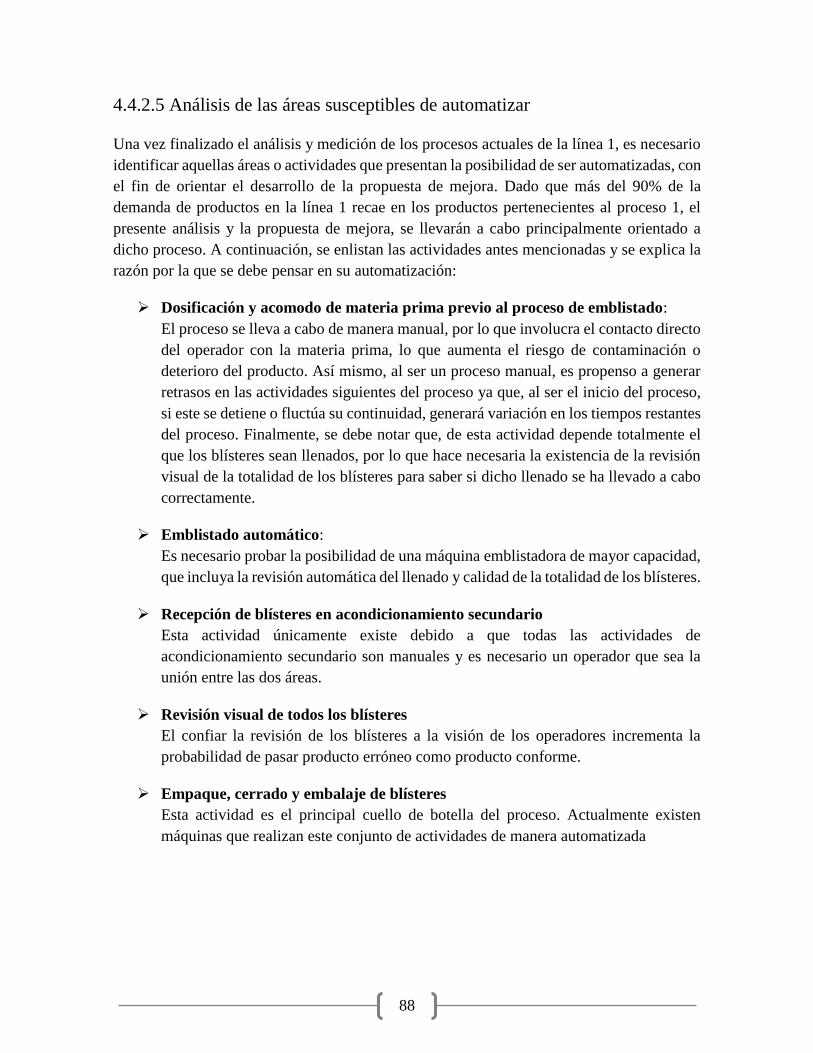
88
4.4.2.5 Análisis de las áreas susceptibles de automatizar
Una vez finalizado el análisis y medición de los procesos actuales de la línea 1, es necesario
identificar aquellas áreas o actividades que presentan la posibilidad de ser automatizadas, con
el fin de orientar el desarrollo de la propuesta de mejora. Dado que más del 90% de la
demanda de productos en la línea 1 recae en los productos pertenecientes al proceso 1, el
presente análisis y la propuesta de mejora, se llevarán a cabo principalmente orientado a
dicho proceso. A continuación, se enlistan las actividades antes mencionadas y se explica la
razón por la que se debe pensar en su automatización:
Dosificación y acomodo de materia prima previo al proceso de emblistado:
El proceso se lleva a cabo de manera manual, por lo que involucra el contacto directo
del operador con la materia prima, lo que aumenta el riesgo de contaminación o
deterioro del producto. Así mismo, al ser un proceso manual, es propenso a generar
retrasos en las actividades siguientes del proceso ya que, al ser el inicio del proceso,
si este se detiene o fluctúa su continuidad, generará variación en los tiempos restantes
del proceso. Finalmente, se debe notar que, de esta actividad depende totalmente el
que los blísteres sean llenados, por lo que hace necesaria la existencia de la revisión
visual de la totalidad de los blísteres para saber si dicho llenado se ha llevado a cabo
correctamente.
Emblistado automático:
Es necesario probar la posibilidad de una máquina emblistadora de mayor capacidad,
que incluya la revisión automática del llenado y calidad de la totalidad de los blísteres.
Recepción de blísteres en acondicionamiento secundario
Esta actividad únicamente existe debido a que todas las actividades de
acondicionamiento secundario son manuales y es necesario un operador que sea la
unión entre las dos áreas.
Revisión visual de todos los blísteres
El confiar la revisión de los blísteres a la visión de los operadores incrementa la
probabilidad de pasar producto erróneo como producto conforme.
Empaque, cerrado y embalaje de blísteres
Esta actividad es el principal cuello de botella del proceso. Actualmente existen
máquinas que realizan este conjunto de actividades de manera automatizada
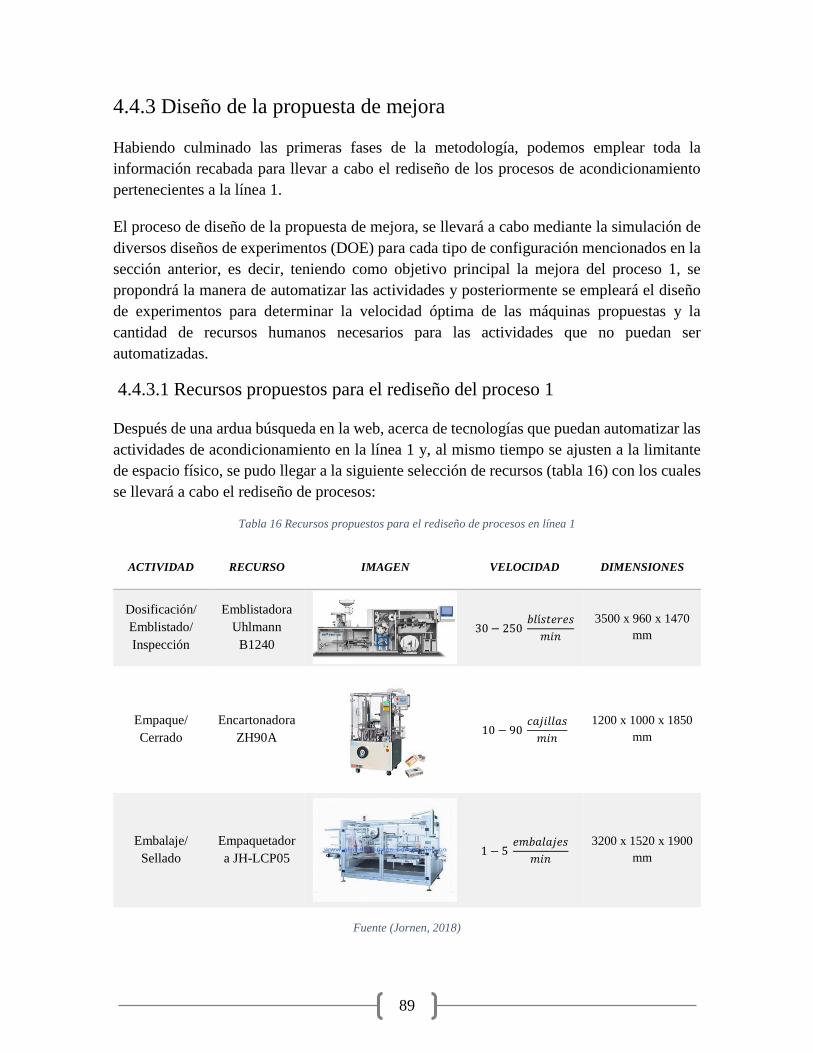
89
4.4.3 Diseño de la propuesta de mejora
Habiendo culminado las primeras fases de la metodología, podemos emplear toda la
información recabada para llevar a cabo el rediseño de los procesos de acondicionamiento
pertenecientes a la línea 1.
El proceso de diseño de la propuesta de mejora, se llevará a cabo mediante la simulación de
diversos diseños de experimentos (DOE) para cada tipo de configuración mencionados en la
sección anterior, es decir, teniendo como objetivo principal la mejora del proceso 1, se
propondrá la manera de automatizar las actividades y posteriormente se empleará el diseño
de experimentos para determinar la velocidad óptima de las máquinas propuestas y la
cantidad de recursos humanos necesarios para las actividades que no puedan ser
automatizadas.
4.4.3.1 Recursos propuestos para el rediseño del proceso 1
Después de una ardua búsqueda en la web, acerca de tecnologías que puedan automatizar las
actividades de acondicionamiento en la línea 1 y, al mismo tiempo se ajusten a la limitante
de espacio físico, se pudo llegar a la siguiente selección de recursos (tabla 16) con los cuales
se llevará a cabo el rediseño de procesos:
Tabla 16 Recursos propuestos para el rediseño de procesos en línea 1
ACTIVIDAD RECURSO IMAGEN VELOCIDAD DIMENSIONES
Dosificación/
Emblistado/
Inspección
Emblistadora
Uhlmann
B1240
30 − 250 𝑏𝑙í𝑠𝑡𝑒𝑟𝑒𝑠
𝑚𝑖𝑛
3500 x 960 x 1470
mm
Empaque/
Cerrado
Encartonadora
ZH90A
10 − 90 𝑐𝑎𝑗𝑖𝑙𝑙𝑎𝑠
𝑚𝑖𝑛
1200 x 1000 x 1850
mm
Embalaje/
Sellado
Empaquetador
a JH-LCP05
1 − 5 𝑒𝑚𝑏𝑎𝑙𝑎𝑗𝑒𝑠
𝑚𝑖𝑛
3200 x 1520 x 1900
mm
Fuente (Jornen, 2018)
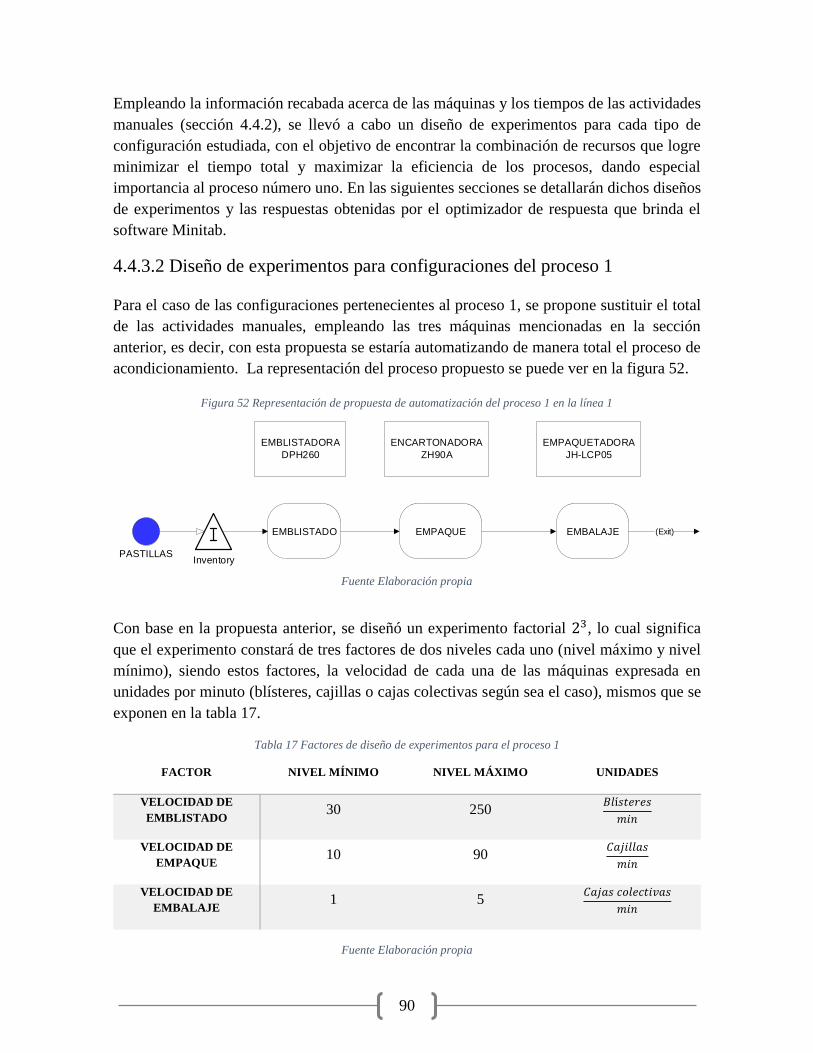
90
PASTILLAS
EMBLISTADO
EMBLISTADORA
DPH260
EMPAQUE
ENCARTONADORA
ZH90A
EMBALAJE
EMPAQUETADORA
JH-LCP05
(Exit)
Inventory
Figura 52 Representación de propuesta de automatización del proceso 1 en la línea 1
Fuente Elaboración propia
Empleando la información recabada acerca de las máquinas y los tiempos de las actividades
manuales (sección 4.4.2), se llevó a cabo un diseño de experimentos para cada tipo de
configuración estudiada, con el objetivo de encontrar la combinación de recursos que logre
minimizar el tiempo total y maximizar la eficiencia de los procesos, dando especial
importancia al proceso número uno. En las siguientes secciones se detallarán dichos diseños
de experimentos y las respuestas obtenidas por el optimizador de respuesta que brinda el
software Minitab.
4.4.3.2 Diseño de experimentos para configuraciones del proceso 1
Para el caso de las configuraciones pertenecientes al proceso 1, se propone sustituir el total
de las actividades manuales, empleando las tres máquinas mencionadas en la sección
anterior, es decir, con esta propuesta se estaría automatizando de manera total el proceso de
acondicionamiento. La representación del proceso propuesto se puede ver en la figura 52.
Con base en la propuesta anterior, se diseñó un experimento factorial 23, lo cual significa
que el experimento constará de tres factores de dos niveles cada uno (nivel máximo y nivel
mínimo), siendo estos factores, la velocidad de cada una de las máquinas expresada en
unidades por minuto (blísteres, cajillas o cajas colectivas según sea el caso), mismos que se
exponen en la tabla 17.
Tabla 17 Factores de diseño de experimentos para el proceso 1
FACTOR NIVEL MÍNIMO NIVEL MÁXIMO UNIDADES
VELOCIDAD DE
EMBLISTADO 30 250
𝐵𝑙í𝑠𝑡𝑒𝑟𝑒𝑠
𝑚𝑖𝑛
VELOCIDAD DE
EMPAQUE 10 90
𝐶𝑎𝑗𝑖𝑙𝑙𝑎𝑠
𝑚𝑖𝑛
VELOCIDAD DE
EMBALAJE 1 5
𝐶𝑎𝑗𝑎𝑠 𝑐𝑜𝑙𝑒𝑐𝑡𝑖𝑣𝑎𝑠
𝑚𝑖𝑛
Fuente Elaboración propia
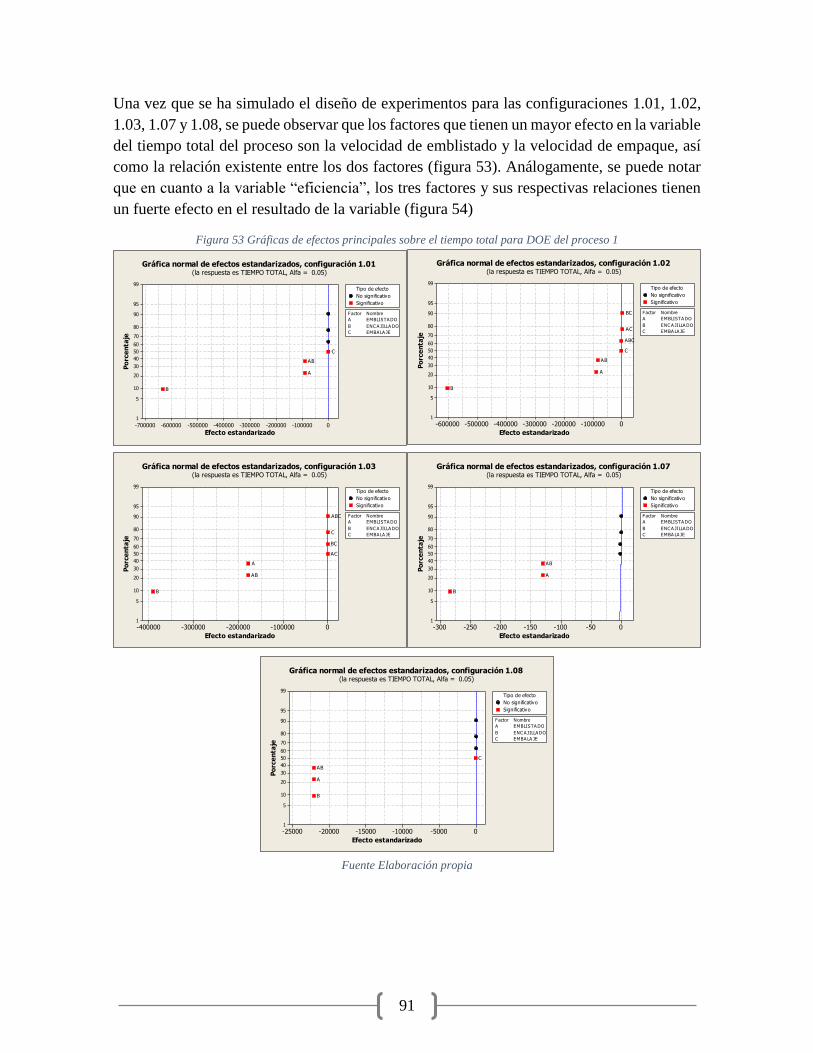
91
Figura 53 Gráficas de efectos principales sobre el tiempo total para DOE del proceso 1
Fuente Elaboración propia
0-100000-200000-300000-400000-500000-600000
99
95
90
80
70
60
50
40
30
20
10
5
1
Efecto estandarizado
Po
rce
nta
je
A EMBLISTA DO
B ENC A JILLA DO
C EMBA LA JE
Factor Nombre
No significativo
Significativo
Tipo de efecto
ABC
BC
AC
AB
C
B
A
Gráfica normal de efectos estandarizados, configuración 1.02(la respuesta es TIEMPO TOTAL, Alfa = 0.05)
0-100000-200000-300000-400000-500000-600000-700000
99
95
90
80
70
60
50
40
30
20
10
5
1
Efecto estandarizado
Po
rce
nta
je
A EMBLISTA DO
B ENC A JILLA DO
C EMBA LA JE
Factor Nombre
No significativo
Significativo
Tipo de efecto
AB
C
B
A
Gráfica normal de efectos estandarizados, configuración 1.01(la respuesta es TIEMPO TOTAL, Alfa = 0.05)
0-100000-200000-300000-400000
99
95
90
80
70
60
50
40
30
20
10
5
1
Efecto estandarizado
Po
rce
nta
je
A EMBLISTA DO
B ENC A JILLA DO
C EMBA LA JE
Factor Nombre
No significativo
Significativo
Tipo de efecto
ABC
BC
AC
AB
C
B
A
Gráfica normal de efectos estandarizados, configuración 1.03(la respuesta es TIEMPO TOTAL, Alfa = 0.05)
0-50-100-150-200-250-300
99
95
90
80
70
60
50
40
30
20
10
5
1
Efecto estandarizado
Po
rce
nta
je
A EMBLISTA DO
B ENC A JILLA DO
C EMBA LA JE
Factor Nombre
No significativo
Significativo
Tipo de efecto
AB
B
A
Gráfica normal de efectos estandarizados, configuración 1.07(la respuesta es TIEMPO TOTAL, Alfa = 0.05)
0-5000-10000-15000-20000-25000
99
95
90
80
70
60
50
40
30
20
10
5
1
Efecto estandarizado
Po
rce
nta
je
A EMBLISTA DO
B ENC A JILLA DO
C EMBA LA JE
Factor Nombre
No significativo
Significativo
Tipo de efecto
AB
C
B
A
Gráfica normal de efectos estandarizados, configuración 1.08(la respuesta es TIEMPO TOTAL, Alfa = 0.05)
Una vez que se ha simulado el diseño de experimentos para las configuraciones 1.01, 1.02,
1.03, 1.07 y 1.08, se puede observar que los factores que tienen un mayor efecto en la variable
del tiempo total del proceso son la velocidad de emblistado y la velocidad de empaque, así
como la relación existente entre los dos factores (figura 53). Análogamente, se puede notar
que en cuanto a la variable “eficiencia”, los tres factores y sus respectivas relaciones tienen
un fuerte efecto en el resultado de la variable (figura 54)
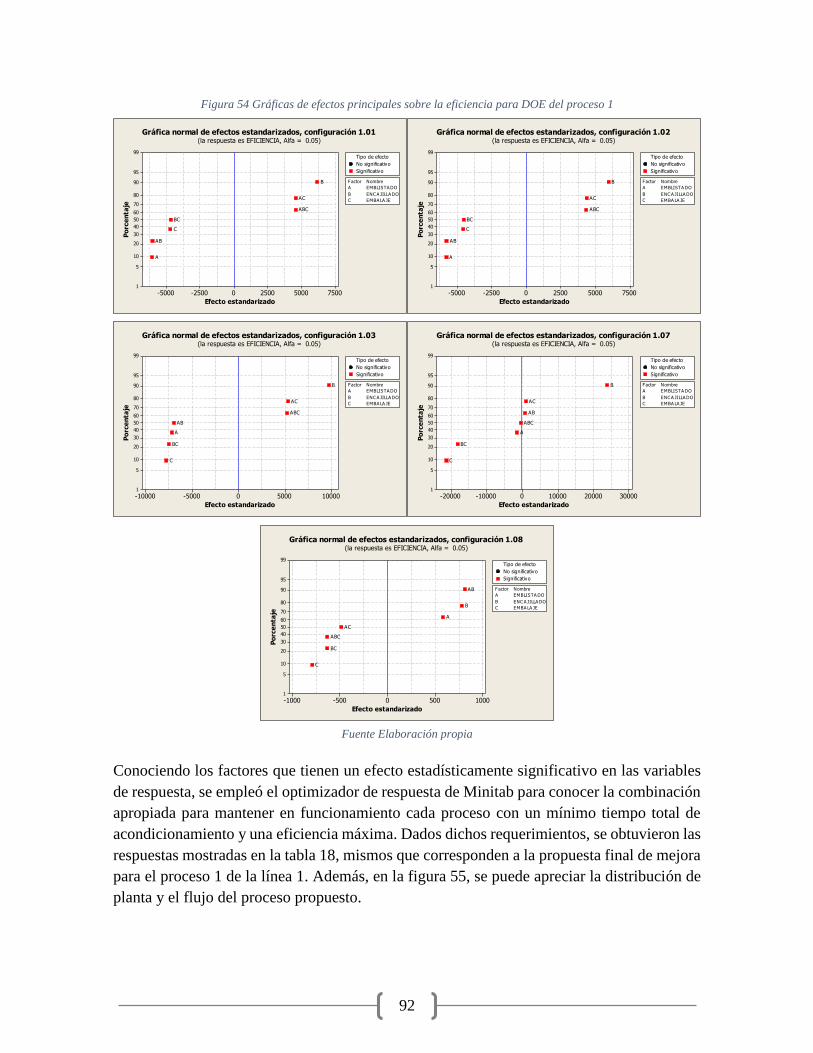
92
7500500025000-2500-5000
99
95
90
80
70
60
50
40
30
20
10
5
1
Efecto estandarizado
Po
rce
nta
je
A EMBLISTA DO
B ENC A JILLA DO
C EMBA LA JE
Factor Nombre
No significativo
Significativo
Tipo de efecto
ABC
BC
AC
AB
C
B
A
Gráfica normal de efectos estandarizados, configuración 1.01(la respuesta es EFICIENCIA, Alfa = 0.05)
7500500025000-2500-5000
99
95
90
80
70
60
50
40
30
20
10
5
1
Efecto estandarizado
Po
rce
nta
je
A EMBLISTA DO
B ENC A JILLA DO
C EMBA LA JE
Factor Nombre
No significativo
Significativo
Tipo de efecto
ABC
BC
AC
AB
C
B
A
Gráfica normal de efectos estandarizados, configuración 1.02(la respuesta es EFICIENCIA, Alfa = 0.05)
1000050000-5000-10000
99
95
90
80
70
60
50
40
30
20
10
5
1
Efecto estandarizado
Po
rce
nta
je
A EMBLISTA DO
B ENC A JILLA DO
C EMBA LA JE
Factor Nombre
No significativo
Significativo
Tipo de efecto
ABC
BC
AC
AB
C
B
A
Gráfica normal de efectos estandarizados, configuración 1.03(la respuesta es EFICIENCIA, Alfa = 0.05)
3000020000100000-10000-20000
99
95
90
80
70
60
50
40
30
20
10
5
1
Efecto estandarizado
Po
rce
nta
je
A EMBLISTA DO
B ENC A JILLA DO
C EMBA LA JE
Factor Nombre
No significativo
Significativo
Tipo de efecto
ABC
BC
AC
AB
C
B
A
Gráfica normal de efectos estandarizados, configuración 1.07(la respuesta es EFICIENCIA, Alfa = 0.05)
10005000-500-1000
99
95
90
80
70
60
50
40
30
20
10
5
1
Efecto estandarizado
Po
rce
nta
je
A EMBLISTA DO
B ENC A JILLA DO
C EMBA LA JE
Factor Nombre
No significativo
Significativo
Tipo de efecto
ABC
BC
AC
AB
C
B
A
Gráfica normal de efectos estandarizados, configuración 1.08(la respuesta es EFICIENCIA, Alfa = 0.05)
Figura 54 Gráficas de efectos principales sobre la eficiencia para DOE del proceso 1
Fuente Elaboración propia
Conociendo los factores que tienen un efecto estadísticamente significativo en las variables
de respuesta, se empleó el optimizador de respuesta de Minitab para conocer la combinación
apropiada para mantener en funcionamiento cada proceso con un mínimo tiempo total de
acondicionamiento y una eficiencia máxima. Dados dichos requerimientos, se obtuvieron las
respuestas mostradas en la tabla 18, mismos que corresponden a la propuesta final de mejora
para el proceso 1 de la línea 1. Además, en la figura 55, se puede apreciar la distribución de
planta y el flujo del proceso propuesto.
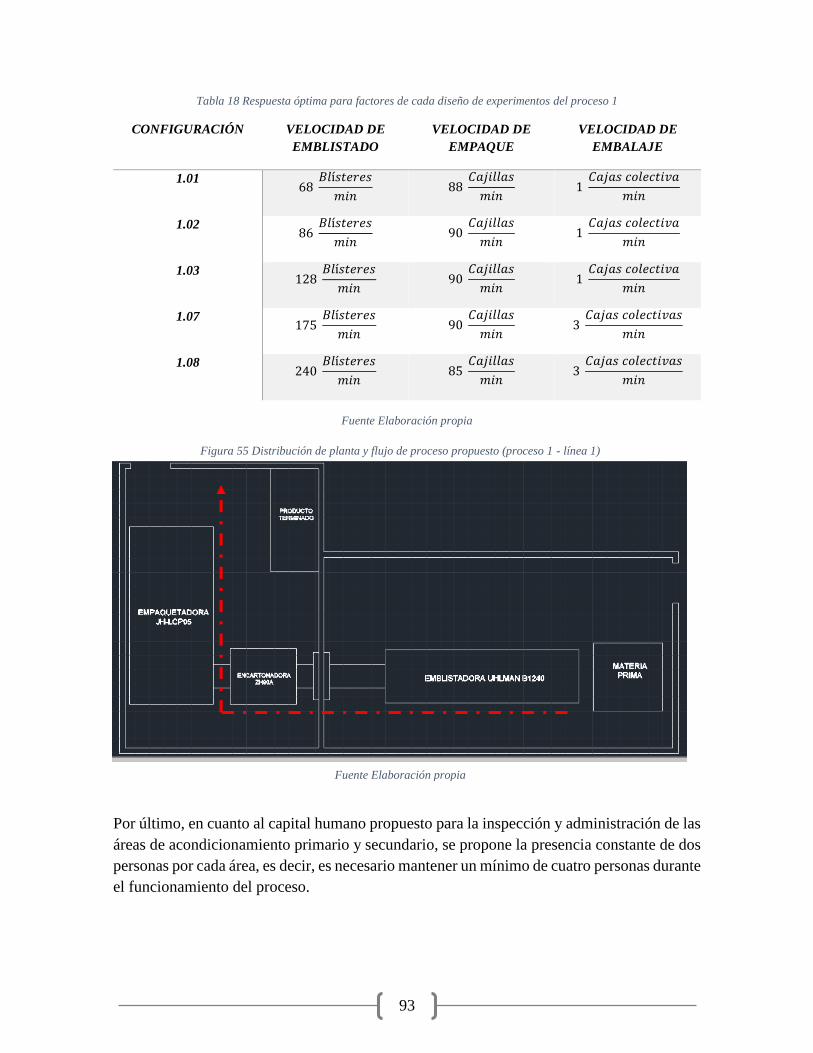
93
Figura 55 Distribución de planta y flujo de proceso propuesto (proceso 1 - línea 1)
Fuente Elaboración propia
Tabla 18 Respuesta óptima para factores de cada diseño de experimentos del proceso 1
CONFIGURACIÓN VELOCIDAD DE
EMBLISTADO
VELOCIDAD DE
EMPAQUE
VELOCIDAD DE
EMBALAJE
1.01 68
𝐵𝑙í𝑠𝑡𝑒𝑟𝑒𝑠
𝑚𝑖𝑛 88
𝐶𝑎𝑗𝑖𝑙𝑙𝑎𝑠
𝑚𝑖𝑛 1
𝐶𝑎𝑗𝑎𝑠 𝑐𝑜𝑙𝑒𝑐𝑡𝑖𝑣𝑎
𝑚𝑖𝑛
1.02 86
𝐵𝑙í𝑠𝑡𝑒𝑟𝑒𝑠
𝑚𝑖𝑛 90
𝐶𝑎𝑗𝑖𝑙𝑙𝑎𝑠
𝑚𝑖𝑛 1
𝐶𝑎𝑗𝑎𝑠 𝑐𝑜𝑙𝑒𝑐𝑡𝑖𝑣𝑎
𝑚𝑖𝑛
1.03 128
𝐵𝑙í𝑠𝑡𝑒𝑟𝑒𝑠
𝑚𝑖𝑛 90
𝐶𝑎𝑗𝑖𝑙𝑙𝑎𝑠
𝑚𝑖𝑛 1
𝐶𝑎𝑗𝑎𝑠 𝑐𝑜𝑙𝑒𝑐𝑡𝑖𝑣𝑎
𝑚𝑖𝑛
1.07 175
𝐵𝑙í𝑠𝑡𝑒𝑟𝑒𝑠
𝑚𝑖𝑛 90
𝐶𝑎𝑗𝑖𝑙𝑙𝑎𝑠
𝑚𝑖𝑛 3
𝐶𝑎𝑗𝑎𝑠 𝑐𝑜𝑙𝑒𝑐𝑡𝑖𝑣𝑎𝑠
𝑚𝑖𝑛
1.08 240
𝐵𝑙í𝑠𝑡𝑒𝑟𝑒𝑠
𝑚𝑖𝑛 85
𝐶𝑎𝑗𝑖𝑙𝑙𝑎𝑠
𝑚𝑖𝑛 3
𝐶𝑎𝑗𝑎𝑠 𝑐𝑜𝑙𝑒𝑐𝑡𝑖𝑣𝑎𝑠
𝑚𝑖𝑛
Fuente Elaboración propia
Por último, en cuanto al capital humano propuesto para la inspección y administración de las
áreas de acondicionamiento primario y secundario, se propone la presencia constante de dos
personas por cada área, es decir, es necesario mantener un mínimo de cuatro personas durante
el funcionamiento del proceso.
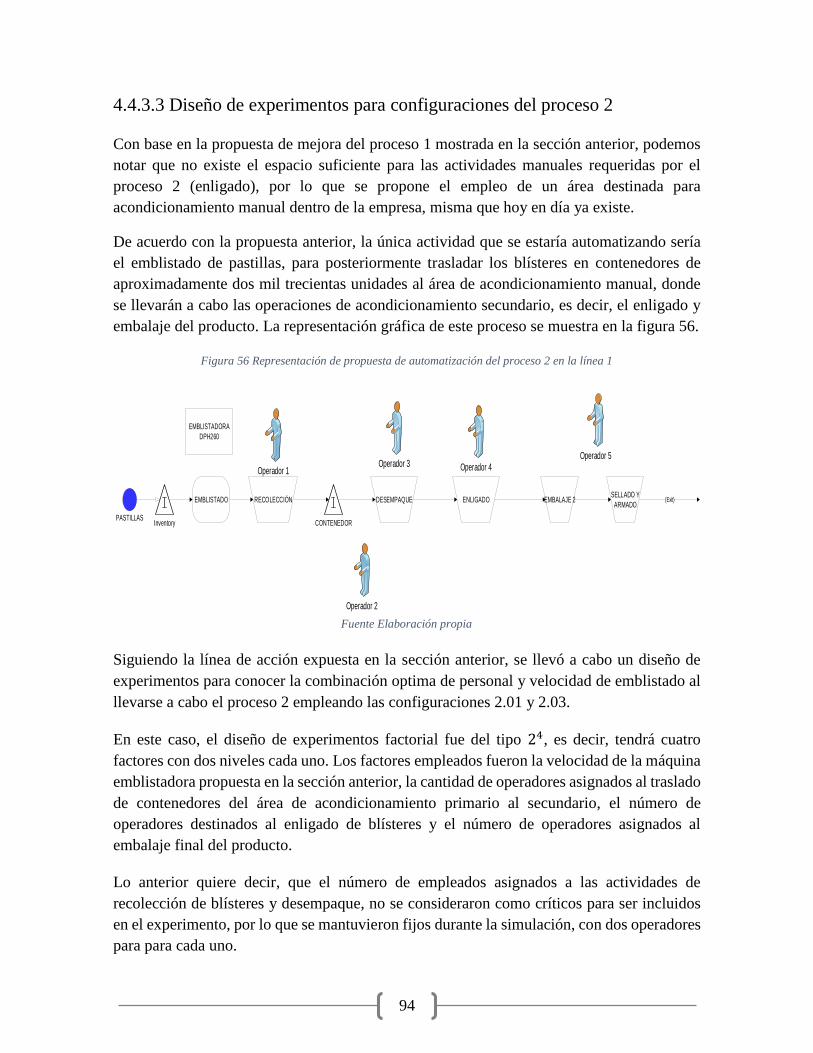
94
Figura 56 Representación de propuesta de automatización del proceso 2 en la línea 1
Fuente Elaboración propia
PASTILLAS
EMBLISTADO
EMBLISTADORA
DPH260
Inventory
ENLIGADO
Operador 4
EMBALAJE 2SELLADO Y
ARMADO
Operador 5
(Exit) DESEMPAQUE
Operador 2
Operador 3
CONTENEDOR
RECOLECCIÓN
Operador 1
4.4.3.3 Diseño de experimentos para configuraciones del proceso 2
Con base en la propuesta de mejora del proceso 1 mostrada en la sección anterior, podemos
notar que no existe el espacio suficiente para las actividades manuales requeridas por el
proceso 2 (enligado), por lo que se propone el empleo de un área destinada para
acondicionamiento manual dentro de la empresa, misma que hoy en día ya existe.
De acuerdo con la propuesta anterior, la única actividad que se estaría automatizando sería
el emblistado de pastillas, para posteriormente trasladar los blísteres en contenedores de
aproximadamente dos mil trecientas unidades al área de acondicionamiento manual, donde
se llevarán a cabo las operaciones de acondicionamiento secundario, es decir, el enligado y
embalaje del producto. La representación gráfica de este proceso se muestra en la figura 56.
Siguiendo la línea de acción expuesta en la sección anterior, se llevó a cabo un diseño de
experimentos para conocer la combinación optima de personal y velocidad de emblistado al
llevarse a cabo el proceso 2 empleando las configuraciones 2.01 y 2.03.
En este caso, el diseño de experimentos factorial fue del tipo 24, es decir, tendrá cuatro
factores con dos niveles cada uno. Los factores empleados fueron la velocidad de la máquina
emblistadora propuesta en la sección anterior, la cantidad de operadores asignados al traslado
de contenedores del área de acondicionamiento primario al secundario, el número de
operadores destinados al enligado de blísteres y el número de operadores asignados al
embalaje final del producto.
Lo anterior quiere decir, que el número de empleados asignados a las actividades de
recolección de blísteres y desempaque, no se consideraron como críticos para ser incluidos
en el experimento, por lo que se mantuvieron fijos durante la simulación, con dos operadores
para para cada uno.
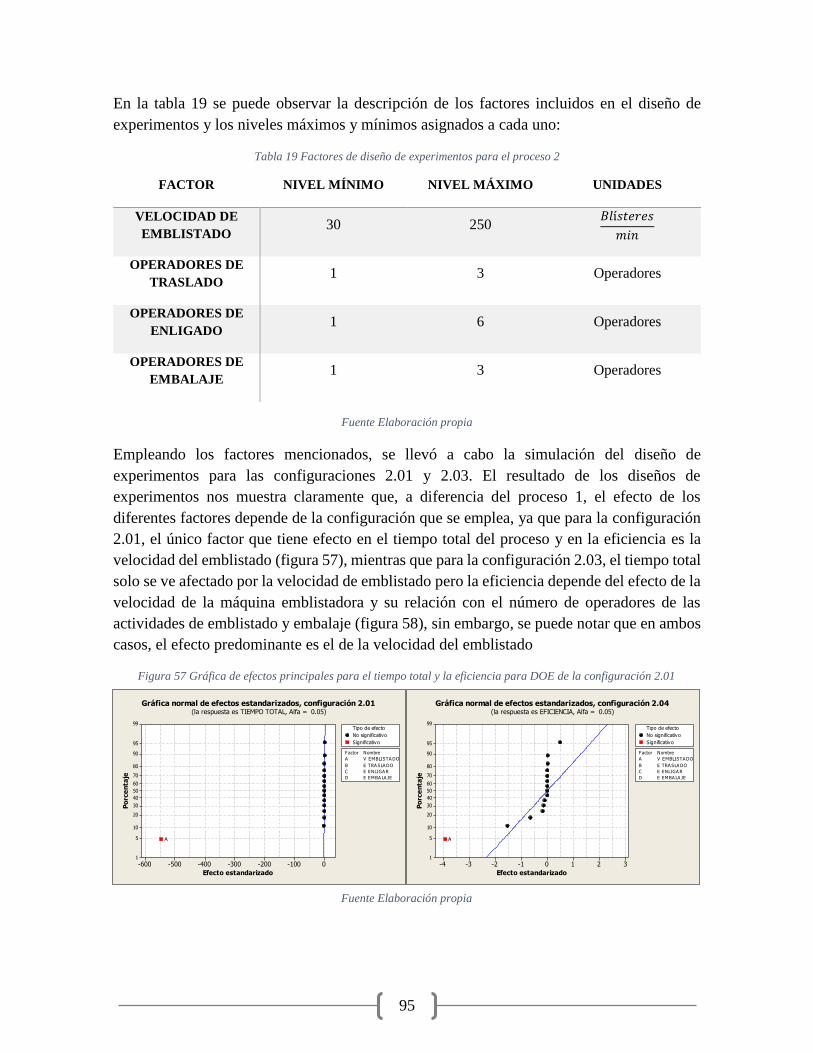
95
0-100-200-300-400-500-600
99
95
90
80
70
60
50
40
30
20
10
5
1
Efecto estandarizado
Po
rce
nta
je
A V EMBLISTA DO
B E TRA SLA DO
C E ENLIGA R
D E EMBA LA JE
Factor Nombre
No significativo
Significativo
Tipo de efecto
A
Gráfica normal de efectos estandarizados, configuración 2.01(la respuesta es TIEMPO TOTAL, Alfa = 0.05)
3210-1-2-3-4
99
95
90
80
70
60
50
40
30
20
10
5
1
Efecto estandarizado
Po
rce
nta
je
A V EMBLISTA DO
B E TRA SLA DO
C E ENLIGA R
D E EMBA LA JE
Factor Nombre
No significativo
Significativo
Tipo de efecto
A
Gráfica normal de efectos estandarizados, configuración 2.04(la respuesta es EFICIENCIA, Alfa = 0.05)
Figura 57 Gráfica de efectos principales para el tiempo total y la eficiencia para DOE de la configuración 2.01
Fuente Elaboración propia
En la tabla 19 se puede observar la descripción de los factores incluidos en el diseño de
experimentos y los niveles máximos y mínimos asignados a cada uno:
Tabla 19 Factores de diseño de experimentos para el proceso 2
FACTOR NIVEL MÍNIMO NIVEL MÁXIMO UNIDADES
VELOCIDAD DE
EMBLISTADO 30 250
𝐵𝑙í𝑠𝑡𝑒𝑟𝑒𝑠
𝑚𝑖𝑛
OPERADORES DE
TRASLADO 1 3 Operadores
OPERADORES DE
ENLIGADO 1 6 Operadores
OPERADORES DE
EMBALAJE 1 3 Operadores
Fuente Elaboración propia
Empleando los factores mencionados, se llevó a cabo la simulación del diseño de
experimentos para las configuraciones 2.01 y 2.03. El resultado de los diseños de
experimentos nos muestra claramente que, a diferencia del proceso 1, el efecto de los
diferentes factores depende de la configuración que se emplea, ya que para la configuración
2.01, el único factor que tiene efecto en el tiempo total del proceso y en la eficiencia es la
velocidad del emblistado (figura 57), mientras que para la configuración 2.03, el tiempo total
solo se ve afectado por la velocidad de emblistado pero la eficiencia depende del efecto de la
velocidad de la máquina emblistadora y su relación con el número de operadores de las
actividades de emblistado y embalaje (figura 58), sin embargo, se puede notar que en ambos
casos, el efecto predominante es el de la velocidad del emblistado
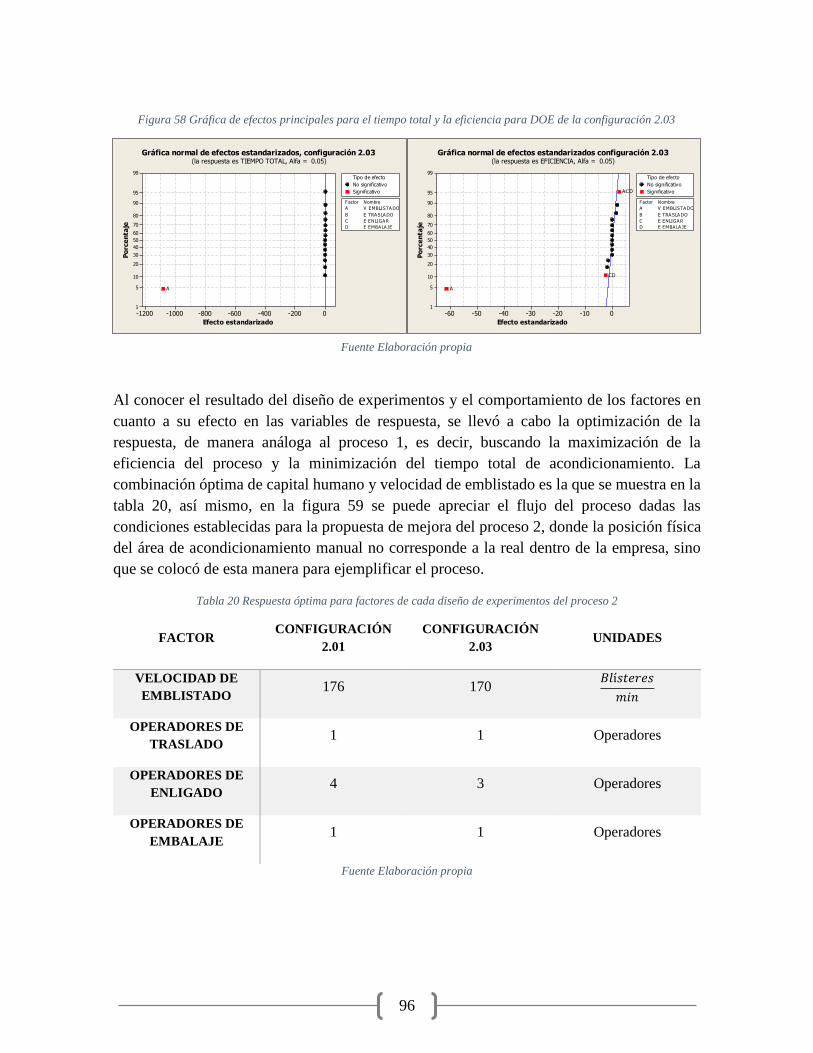
96
0-200-400-600-800-1000-1200
99
95
90
80
70
60
50
40
30
20
10
5
1
Efecto estandarizado
Po
rce
nta
je
A V EMBLISTA DO
B E TRA SLA DO
C E ENLIGA R
D E EMBA LA JE
Factor Nombre
No significativo
Significativo
Tipo de efecto
A
Gráfica normal de efectos estandarizados, configuración 2.03(la respuesta es TIEMPO TOTAL, Alfa = 0.05)
0-10-20-30-40-50-60
99
95
90
80
70
60
50
40
30
20
10
5
1
Efecto estandarizado
Po
rce
nta
je
A V EMBLISTA DO
B E TRA SLA DO
C E ENLIGA R
D E EMBA LA JE
Factor Nombre
No significativo
Significativo
Tipo de efecto
ACD
CD
A
Gráfica normal de efectos estandarizados configuración 2.03(la respuesta es EFICIENCIA, Alfa = 0.05)
Figura 58 Gráfica de efectos principales para el tiempo total y la eficiencia para DOE de la configuración 2.03
Fuente Elaboración propia
Al conocer el resultado del diseño de experimentos y el comportamiento de los factores en
cuanto a su efecto en las variables de respuesta, se llevó a cabo la optimización de la
respuesta, de manera análoga al proceso 1, es decir, buscando la maximización de la
eficiencia del proceso y la minimización del tiempo total de acondicionamiento. La
combinación óptima de capital humano y velocidad de emblistado es la que se muestra en la
tabla 20, así mismo, en la figura 59 se puede apreciar el flujo del proceso dadas las
condiciones establecidas para la propuesta de mejora del proceso 2, donde la posición física
del área de acondicionamiento manual no corresponde a la real dentro de la empresa, sino
que se colocó de esta manera para ejemplificar el proceso.
Tabla 20 Respuesta óptima para factores de cada diseño de experimentos del proceso 2
FACTOR CONFIGURACIÓN
2.01
CONFIGURACIÓN
2.03 UNIDADES
VELOCIDAD DE
EMBLISTADO 176 170
𝐵𝑙í𝑠𝑡𝑒𝑟𝑒𝑠
𝑚𝑖𝑛
OPERADORES DE
TRASLADO 1 1 Operadores
OPERADORES DE
ENLIGADO 4 3 Operadores
OPERADORES DE
EMBALAJE 1 1 Operadores
Fuente Elaboración propia
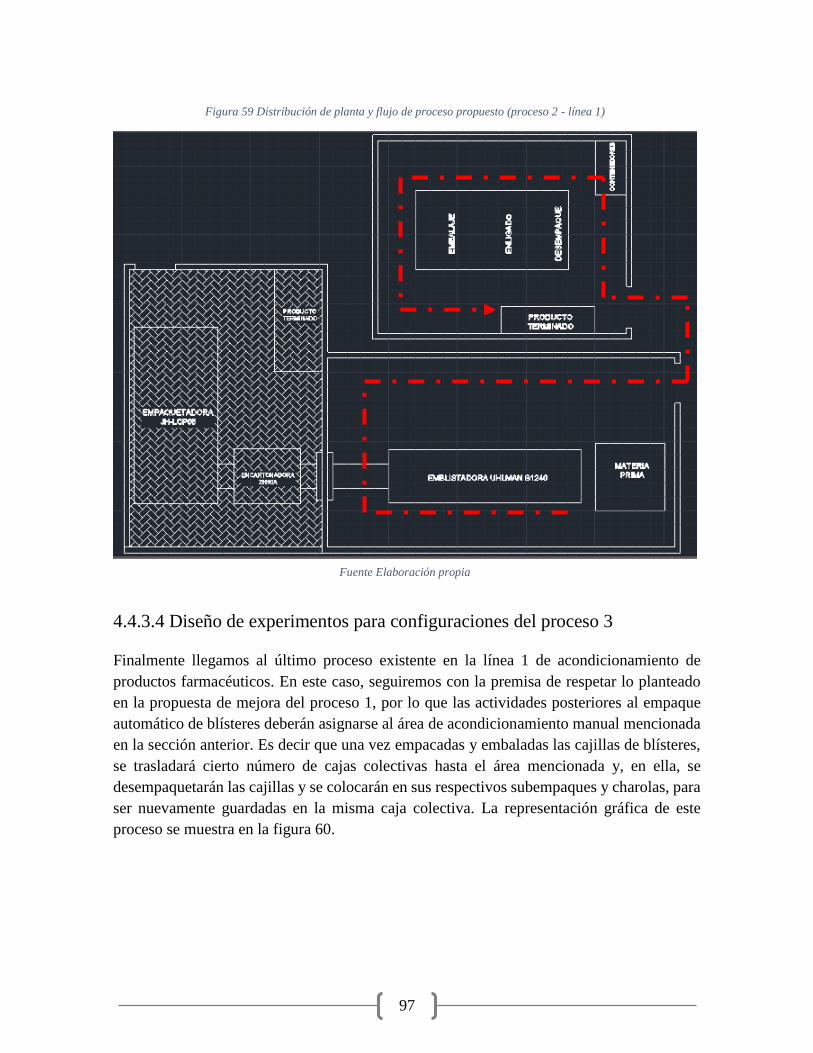
97
Figura 59 Distribución de planta y flujo de proceso propuesto (proceso 2 - línea 1)
4.4.3.4 Diseño de experimentos para configuraciones del proceso 3
Finalmente llegamos al último proceso existente en la línea 1 de acondicionamiento de
productos farmacéuticos. En este caso, seguiremos con la premisa de respetar lo planteado
en la propuesta de mejora del proceso 1, por lo que las actividades posteriores al empaque
automático de blísteres deberán asignarse al área de acondicionamiento manual mencionada
en la sección anterior. Es decir que una vez empacadas y embaladas las cajillas de blísteres,
se trasladará cierto número de cajas colectivas hasta el área mencionada y, en ella, se
desempaquetarán las cajillas y se colocarán en sus respectivos subempaques y charolas, para
ser nuevamente guardadas en la misma caja colectiva. La representación gráfica de este
proceso se muestra en la figura 60.
Fuente Elaboración propia
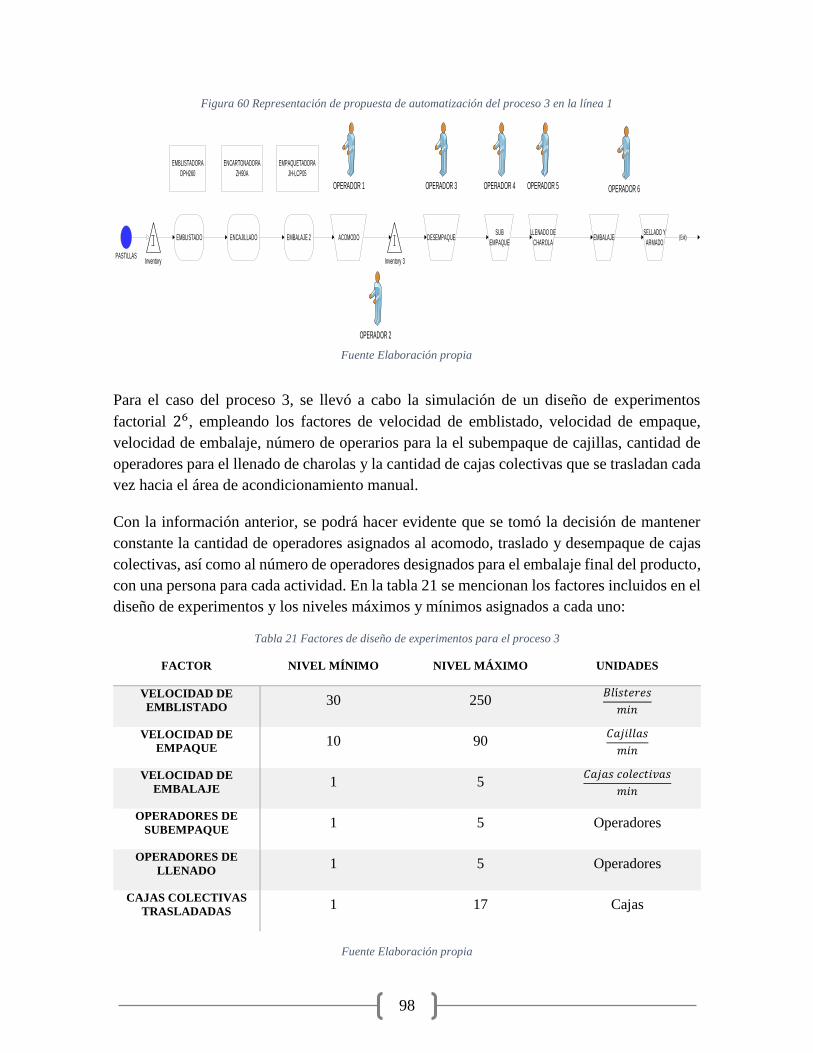
98
Figura 60 Representación de propuesta de automatización del proceso 3 en la línea 1
Fuente Elaboración propia
OPERADOR 5
EMBALAJESELLADO Y
ARMADO
OPERADOR 6
SUB
EMPAQUE
LLENADO DE
CHAROLA
OPERADOR 4
PASTILLAS
EMBLISTADO
EMBLISTADORA
DPH260
ENCAJILLADO
ENCARTONADORA
ZH90A
EMBALAJE 2
EMPAQUETADORA
JH-LCP05
Inventory
OPERADOR 2
DESEMPAQUE
OPERADOR 3
ACOMODO
OPERADOR 1
Inventory 3
(Exit)
Para el caso del proceso 3, se llevó a cabo la simulación de un diseño de experimentos
factorial 26, empleando los factores de velocidad de emblistado, velocidad de empaque,
velocidad de embalaje, número de operarios para la el subempaque de cajillas, cantidad de
operadores para el llenado de charolas y la cantidad de cajas colectivas que se trasladan cada
vez hacia el área de acondicionamiento manual.
Con la información anterior, se podrá hacer evidente que se tomó la decisión de mantener
constante la cantidad de operadores asignados al acomodo, traslado y desempaque de cajas
colectivas, así como al número de operadores designados para el embalaje final del producto,
con una persona para cada actividad. En la tabla 21 se mencionan los factores incluidos en el
diseño de experimentos y los niveles máximos y mínimos asignados a cada uno:
Tabla 21 Factores de diseño de experimentos para el proceso 3
FACTOR NIVEL MÍNIMO NIVEL MÁXIMO UNIDADES
VELOCIDAD DE
EMBLISTADO 30 250
𝐵𝑙í𝑠𝑡𝑒𝑟𝑒𝑠
𝑚𝑖𝑛
VELOCIDAD DE
EMPAQUE 10 90
𝐶𝑎𝑗𝑖𝑙𝑙𝑎𝑠
𝑚𝑖𝑛
VELOCIDAD DE
EMBALAJE 1 5
𝐶𝑎𝑗𝑎𝑠 𝑐𝑜𝑙𝑒𝑐𝑡𝑖𝑣𝑎𝑠
𝑚𝑖𝑛
OPERADORES DE
SUBEMPAQUE 1 5 Operadores
OPERADORES DE
LLENADO 1 5 Operadores
CAJAS COLECTIVAS
TRASLADADAS 1 17 Cajas
Fuente Elaboración propia

99
Figura 61 Gráfica de efectos principales para el tiempo total y la eficiencia para el DOE de la configuración 3.01
Fuente Elaboración propia
420-2-4-6-8
99.9
99
95
90
80
706050403020
10
5
1
0.1
Efecto
Po
rce
nta
je
A V EMBLISTA DO
B V ENC A JILLA DO
C V EMBA LA JE
D E SUBEMPA Q UE
E E LLENA DO
F C A JA S TRA NSPO RTA DA S
Factor Nombre
No significativo
Significativo
Tipo de efecto
BDFADF
ABFABD
DFBF
BD
AFAD
AB
F
D
B
A
Gráfica normal de los efectos, configuración 3.01(la respuesta es TIEMPO TOTAL, Alfa = 0.05)
PSE de Lenth = 0.0914063
0.0150.0100.0050.000-0.005-0.010
99.9
99
95
90
80
706050403020
10
5
1
0.1
EfectoP
orc
en
taje
A V EMBLISTA DO
B V ENC A JILLA DO
C V EMBA LA JE
D E SUBEMPA Q UE
E E LLENA DO
F C A JA S TRA NSPO RTA DA S
Factor Nombre
No significativo
Significativo
Tipo de efecto
ABCDF
BCDF
ACDF
ABDF
ABCF
ABCDCDF
BDF
BCF
BCD
ADF
ACF
ACD
ABF
ABD
ABC
DF
CF
CD
BF
BD
BC
AF
AD
AC
AB
F
D
C
B
A
Gráfica normal de los efectos(la respuesta es EFICIENCIA, Alfa = 0.05)
PSE de Lenth = 0.0000265077
En la figura 61 se puede notar que los factores que tienen un efecto significativo en la
respuesta del tiempo total son la velocidad de emblistado, velocidad de empaque, número de
operarios asignados al subempaque y el número de cajas que se transportan cada vez hacia
el área de acondicionamiento manual, además de la interacción entre ellos. Así mismo, se
puede notar que, con respecto a la eficiencia, son la mayor parte de los factores y sus
interacciones las que tienen un efecto significativo en su respuesta.
Una vez que se conocen los factores estadísticamente significativos asociados al proceso de
la configuración 3.01, se empleó el optimizador de respuesta, tal como se llevó a cabo en las
secciones anteriores. De esta manera, se obtuvo la combinación final mostrada en la tabla 22.
Además, en la figura 62 se muestra la distribución física de las actividades y el flujo del
proceso propuesto, donde nuevamente, se debe aclarar que la posición del área de
acondicionamiento manual no corresponde a la existente dentro de la empresa.
Tabla 22 Respuesta óptima para factores de diseño de experimentos del proceso 3
FACTOR CONFIGURACIÓN 3.01 UNIDADES
VELOCIDAD DE
EMBLISTADO 172
𝐵𝑙í𝑠𝑡𝑒𝑟𝑒𝑠
𝑚𝑖𝑛
VELOCIDAD DE
EMPAQUE 90
𝐶𝑎𝑗𝑖𝑙𝑙𝑎𝑠
𝑚𝑖𝑛
VELOCIDAD DE
EMBALAJE 1
𝐶𝑎𝑗𝑎𝑠 𝑐𝑜𝑙𝑒𝑐𝑡𝑖𝑣𝑎𝑠
𝑚𝑖𝑛
OPERADORES DE
SUBEMPAQUE 5 Operadores
OPERADORES DE
LLENADO 2 Operadores
CAJAS COLECTIVAS
TRASLADADAS 2 Cajas
Fuente Elaboración propia
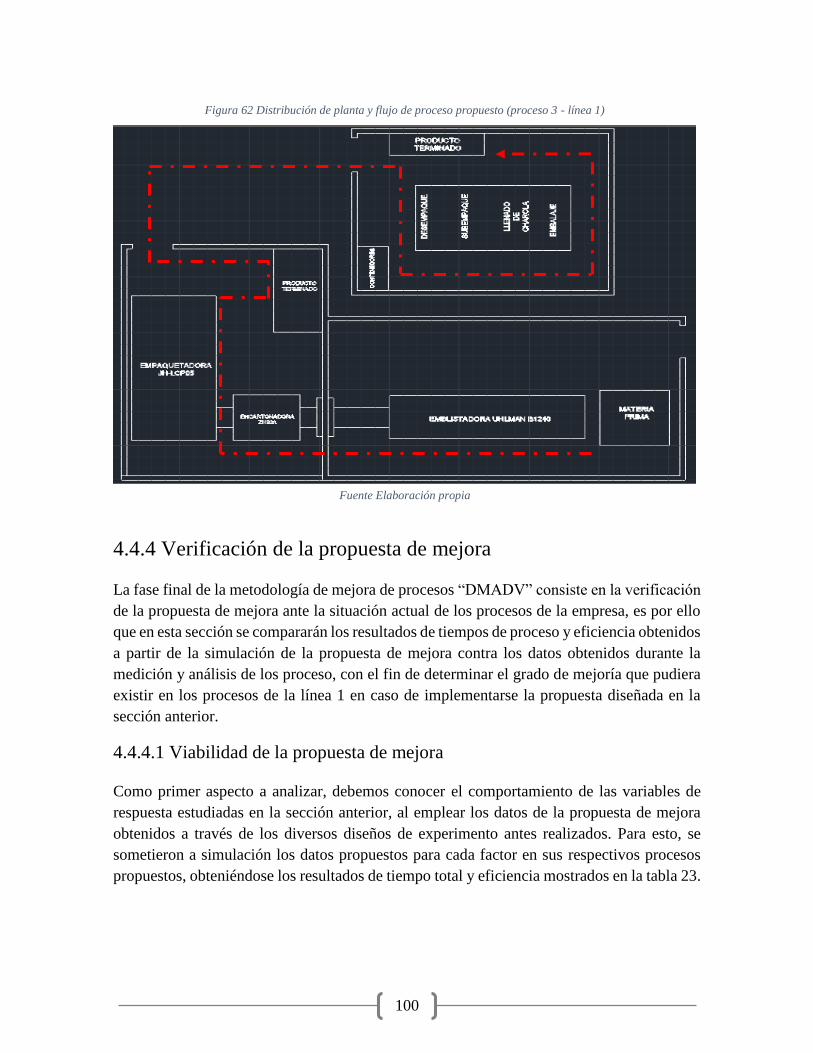
100
4.4.4 Verificación de la propuesta de mejora
La fase final de la metodología de mejora de procesos “DMADV” consiste en la verificación
de la propuesta de mejora ante la situación actual de los procesos de la empresa, es por ello
que en esta sección se compararán los resultados de tiempos de proceso y eficiencia obtenidos
a partir de la simulación de la propuesta de mejora contra los datos obtenidos durante la
medición y análisis de los proceso, con el fin de determinar el grado de mejoría que pudiera
existir en los procesos de la línea 1 en caso de implementarse la propuesta diseñada en la
sección anterior.
4.4.4.1 Viabilidad de la propuesta de mejora
Como primer aspecto a analizar, debemos conocer el comportamiento de las variables de
respuesta estudiadas en la sección anterior, al emplear los datos de la propuesta de mejora
obtenidos a través de los diversos diseños de experimento antes realizados. Para esto, se
sometieron a simulación los datos propuestos para cada factor en sus respectivos procesos
propuestos, obteniéndose los resultados de tiempo total y eficiencia mostrados en la tabla 23.
Fuente Elaboración propia
Figura 62 Distribución de planta y flujo de proceso propuesto (proceso 3 - línea 1)
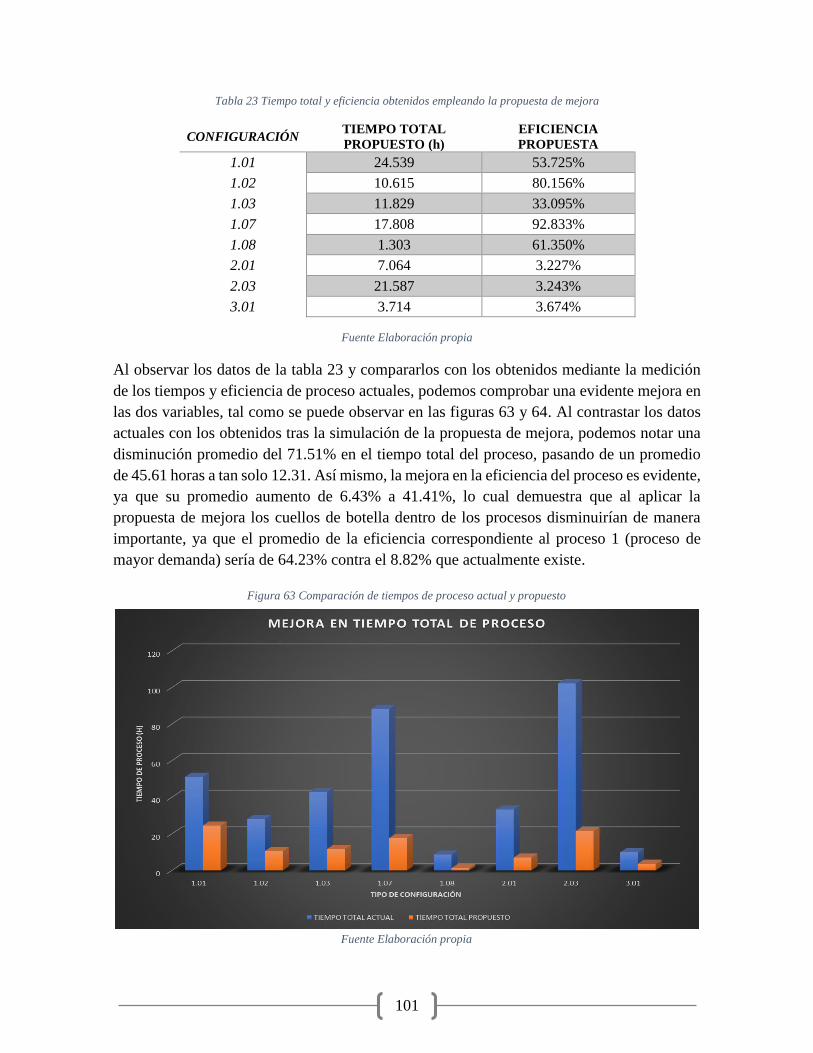
101
Figura 63 Comparación de tiempos de proceso actual y propuesto
Fuente Elaboración propia
Tabla 23 Tiempo total y eficiencia obtenidos empleando la propuesta de mejora
CONFIGURACIÓN TIEMPO TOTAL
PROPUESTO (h)
EFICIENCIA
PROPUESTA
1.01 24.539 53.725%
1.02 10.615 80.156%
1.03 11.829 33.095%
1.07 17.808 92.833%
1.08 1.303 61.350%
2.01 7.064 3.227%
2.03 21.587 3.243%
3.01 3.714 3.674%
Fuente Elaboración propia
Al observar los datos de la tabla 23 y compararlos con los obtenidos mediante la medición
de los tiempos y eficiencia de proceso actuales, podemos comprobar una evidente mejora en
las dos variables, tal como se puede observar en las figuras 63 y 64. Al contrastar los datos
actuales con los obtenidos tras la simulación de la propuesta de mejora, podemos notar una
disminución promedio del 71.51% en el tiempo total del proceso, pasando de un promedio
de 45.61 horas a tan solo 12.31. Así mismo, la mejora en la eficiencia del proceso es evidente,
ya que su promedio aumento de 6.43% a 41.41%, lo cual demuestra que al aplicar la
propuesta de mejora los cuellos de botella dentro de los procesos disminuirían de manera
importante, ya que el promedio de la eficiencia correspondiente al proceso 1 (proceso de
mayor demanda) sería de 64.23% contra el 8.82% que actualmente existe.
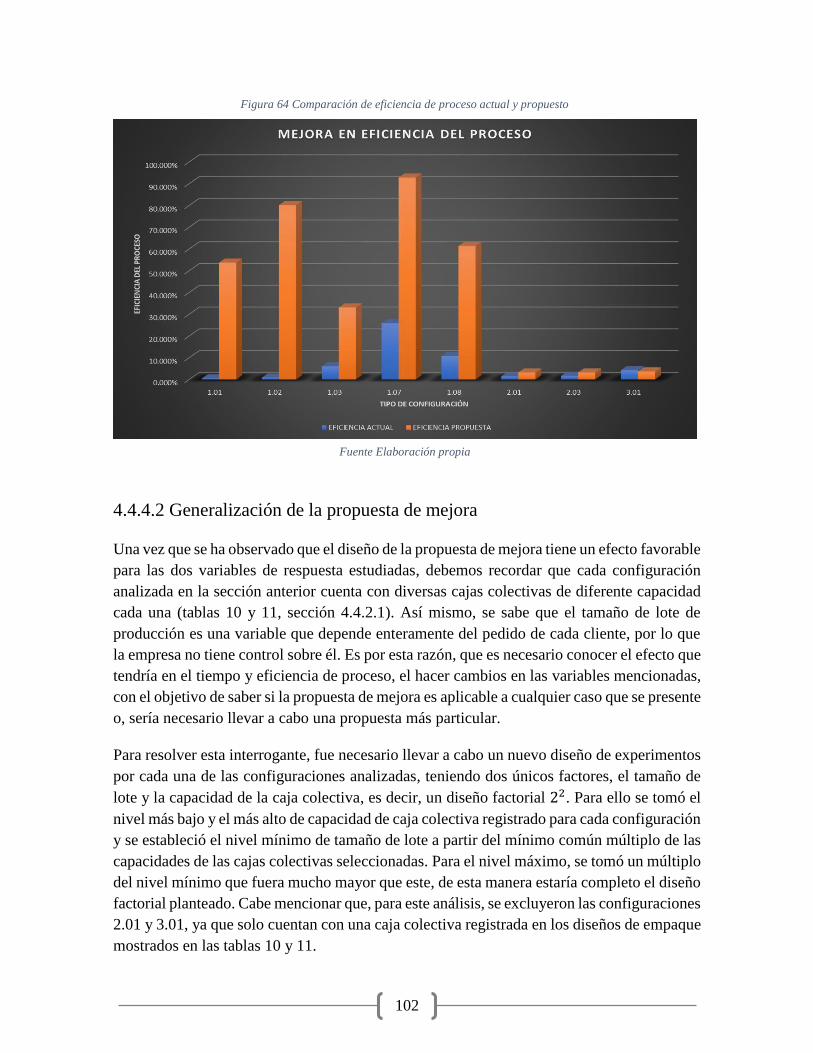
102
Figura 64 Comparación de eficiencia de proceso actual y propuesto
Fuente Elaboración propia
4.4.4.2 Generalización de la propuesta de mejora
Una vez que se ha observado que el diseño de la propuesta de mejora tiene un efecto favorable
para las dos variables de respuesta estudiadas, debemos recordar que cada configuración
analizada en la sección anterior cuenta con diversas cajas colectivas de diferente capacidad
cada una (tablas 10 y 11, sección 4.4.2.1). Así mismo, se sabe que el tamaño de lote de
producción es una variable que depende enteramente del pedido de cada cliente, por lo que
la empresa no tiene control sobre él. Es por esta razón, que es necesario conocer el efecto que
tendría en el tiempo y eficiencia de proceso, el hacer cambios en las variables mencionadas,
con el objetivo de saber si la propuesta de mejora es aplicable a cualquier caso que se presente
o, sería necesario llevar a cabo una propuesta más particular.
Para resolver esta interrogante, fue necesario llevar a cabo un nuevo diseño de experimentos
por cada una de las configuraciones analizadas, teniendo dos únicos factores, el tamaño de
lote y la capacidad de la caja colectiva, es decir, un diseño factorial 22. Para ello se tomó el
nivel más bajo y el más alto de capacidad de caja colectiva registrado para cada configuración
y se estableció el nivel mínimo de tamaño de lote a partir del mínimo común múltiplo de las
capacidades de las cajas colectivas seleccionadas. Para el nivel máximo, se tomó un múltiplo
del nivel mínimo que fuera mucho mayor que este, de esta manera estaría completo el diseño
factorial planteado. Cabe mencionar que, para este análisis, se excluyeron las configuraciones
2.01 y 3.01, ya que solo cuentan con una caja colectiva registrada en los diseños de empaque
mostrados en las tablas 10 y 11.
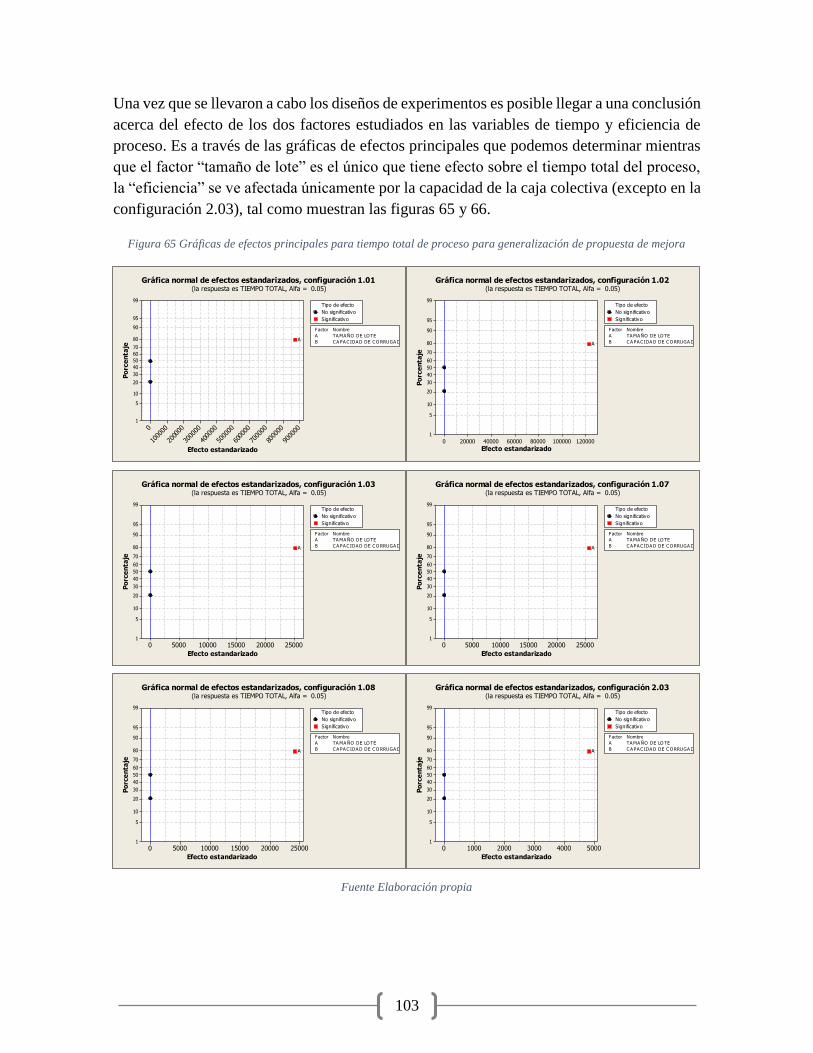
103
9000
00
8000
00
7000
00
6000
00
5000
00
4000
00
3000
00
2000
00
1000
000
99
95
90
80
70
60
50
40
30
20
10
5
1
Efecto estandarizado
Po
rce
nta
je
A TA MA ÑO DE LO TE
B C A PA C IDA D DE C O RRUGA DO
Factor Nombre
No significativo
Significativo
Tipo de efecto
A
Gráfica normal de efectos estandarizados, configuración 1.01(la respuesta es TIEMPO TOTAL, Alfa = 0.05)
120000100000800006000040000200000
99
95
90
80
70
60
50
40
30
20
10
5
1
Efecto estandarizado
Po
rce
nta
je
A TA MA ÑO DE LO TE
B C A PA C IDA D DE C O RRUGA DO
Factor Nombre
No significativo
Significativo
Tipo de efecto
A
Gráfica normal de efectos estandarizados, configuración 1.02(la respuesta es TIEMPO TOTAL, Alfa = 0.05)
2500020000150001000050000
99
95
90
80
70
60
50
40
30
20
10
5
1
Efecto estandarizado
Po
rce
nta
je
A TA MA ÑO DE LO TE
B C A PA C IDA D DE C O RRUGA DO
Factor Nombre
No significativo
Significativo
Tipo de efecto
A
Gráfica normal de efectos estandarizados, configuración 1.03(la respuesta es TIEMPO TOTAL, Alfa = 0.05)
2500020000150001000050000
99
95
90
80
70
60
50
40
30
20
10
5
1
Efecto estandarizado
Po
rce
nta
je
A TA MA ÑO DE LO TE
B C A PA C IDA D DE C O RRUGA DO
Factor Nombre
No significativo
Significativo
Tipo de efecto
A
Gráfica normal de efectos estandarizados, configuración 1.07(la respuesta es TIEMPO TOTAL, Alfa = 0.05)
2500020000150001000050000
99
95
90
80
70
60
50
40
30
20
10
5
1
Efecto estandarizado
Po
rce
nta
je
A TA MA ÑO DE LO TE
B C A PA C IDA D DE C O RRUGA DO
Factor Nombre
No significativo
Significativo
Tipo de efecto
A
Gráfica normal de efectos estandarizados, configuración 1.08(la respuesta es TIEMPO TOTAL, Alfa = 0.05)
500040003000200010000
99
95
90
80
70
60
50
40
30
20
10
5
1
Efecto estandarizado
Po
rce
nta
je
A TA MA ÑO DE LO TE
B C A PA C IDA D DE C O RRUGA DO
Factor Nombre
No significativo
Significativo
Tipo de efecto
A
Gráfica normal de efectos estandarizados, configuración 2.03(la respuesta es TIEMPO TOTAL, Alfa = 0.05)
Figura 65 Gráficas de efectos principales para tiempo total de proceso para generalización de propuesta de mejora
Fuente Elaboración propia
Una vez que se llevaron a cabo los diseños de experimentos es posible llegar a una conclusión
acerca del efecto de los dos factores estudiados en las variables de tiempo y eficiencia de
proceso. Es a través de las gráficas de efectos principales que podemos determinar mientras
que el factor “tamaño de lote” es el único que tiene efecto sobre el tiempo total del proceso,
la “eficiencia” se ve afectada únicamente por la capacidad de la caja colectiva (excepto en la
configuración 2.03), tal como muestran las figuras 65 y 66.
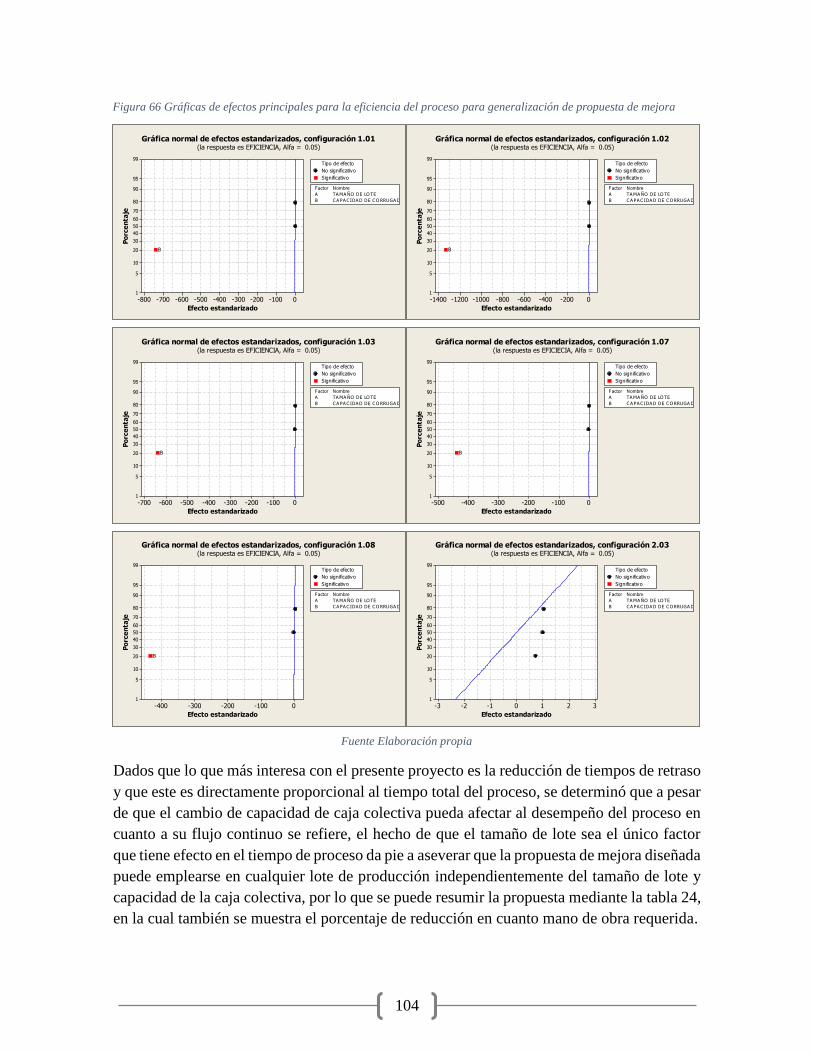
104
0-100-200-300-400-500-600-700-800
99
95
90
80
70
60
50
40
30
20
10
5
1
Efecto estandarizado
Po
rce
nta
je
A TA MA ÑO DE LO TE
B C A PA C IDA D DE C O RRUGA DO
Factor Nombre
No significativo
Significativo
Tipo de efecto
B
Gráfica normal de efectos estandarizados, configuración 1.01(la respuesta es EFICIENCIA, Alfa = 0.05)
0-200-400-600-800-1000-1200-1400
99
95
90
80
70
60
50
40
30
20
10
5
1
Efecto estandarizado
Po
rce
nta
je
A TA MA ÑO DE LO TE
B C A PA C IDA D DE C O RRUGA DO
Factor Nombre
No significativo
Significativo
Tipo de efecto
B
Gráfica normal de efectos estandarizados, configuración 1.02(la respuesta es EFICIENCIA, Alfa = 0.05)
0-100-200-300-400-500-600-700
99
95
90
80
70
60
50
40
30
20
10
5
1
Efecto estandarizado
Po
rce
nta
je
A TA MA ÑO DE LO TE
B C A PA C IDA D DE C O RRUGA DO
Factor Nombre
No significativo
Significativo
Tipo de efecto
B
Gráfica normal de efectos estandarizados, configuración 1.03(la respuesta es EFICIENCIA, Alfa = 0.05)
0-100-200-300-400-500
99
95
90
80
70
60
50
40
30
20
10
5
1
Efecto estandarizado
Po
rce
nta
je
A TA MA ÑO DE LO TE
B C A PA C IDA D DE C O RRUGA DO
Factor Nombre
No significativo
Significativo
Tipo de efecto
B
Gráfica normal de efectos estandarizados, configuración 1.07(la respuesta es EFICIECIA, Alfa = 0.05)
0-100-200-300-400
99
95
90
80
70
60
50
40
30
20
10
5
1
Efecto estandarizado
Po
rce
nta
je
A TA MA ÑO DE LO TE
B C A PA C IDA D DE C O RRUGA DO
Factor Nombre
No significativo
Significativo
Tipo de efecto
B
Gráfica normal de efectos estandarizados, configuración 1.08(la respuesta es EFICIENCIA, Alfa = 0.05)
3210-1-2-3
99
95
90
80
70
60
50
40
30
20
10
5
1
Efecto estandarizado
Po
rce
nta
je
A TA MA ÑO DE LO TE
B C A PA C IDA D DE C O RRUGA DO
Factor Nombre
No significativo
Significativo
Tipo de efecto
Gráfica normal de efectos estandarizados, configuración 2.03(la respuesta es EFICIENCIA, Alfa = 0.05)
Figura 66 Gráficas de efectos principales para la eficiencia del proceso para generalización de propuesta de mejora
Fuente Elaboración propia
Dados que lo que más interesa con el presente proyecto es la reducción de tiempos de retraso
y que este es directamente proporcional al tiempo total del proceso, se determinó que a pesar
de que el cambio de capacidad de caja colectiva pueda afectar al desempeño del proceso en
cuanto a su flujo continuo se refiere, el hecho de que el tamaño de lote sea el único factor
que tiene efecto en el tiempo de proceso da pie a aseverar que la propuesta de mejora diseñada
puede emplearse en cualquier lote de producción independientemente del tamaño de lote y
capacidad de la caja colectiva, por lo que se puede resumir la propuesta mediante la tabla 24,
en la cual también se muestra el porcentaje de reducción en cuanto mano de obra requerida.
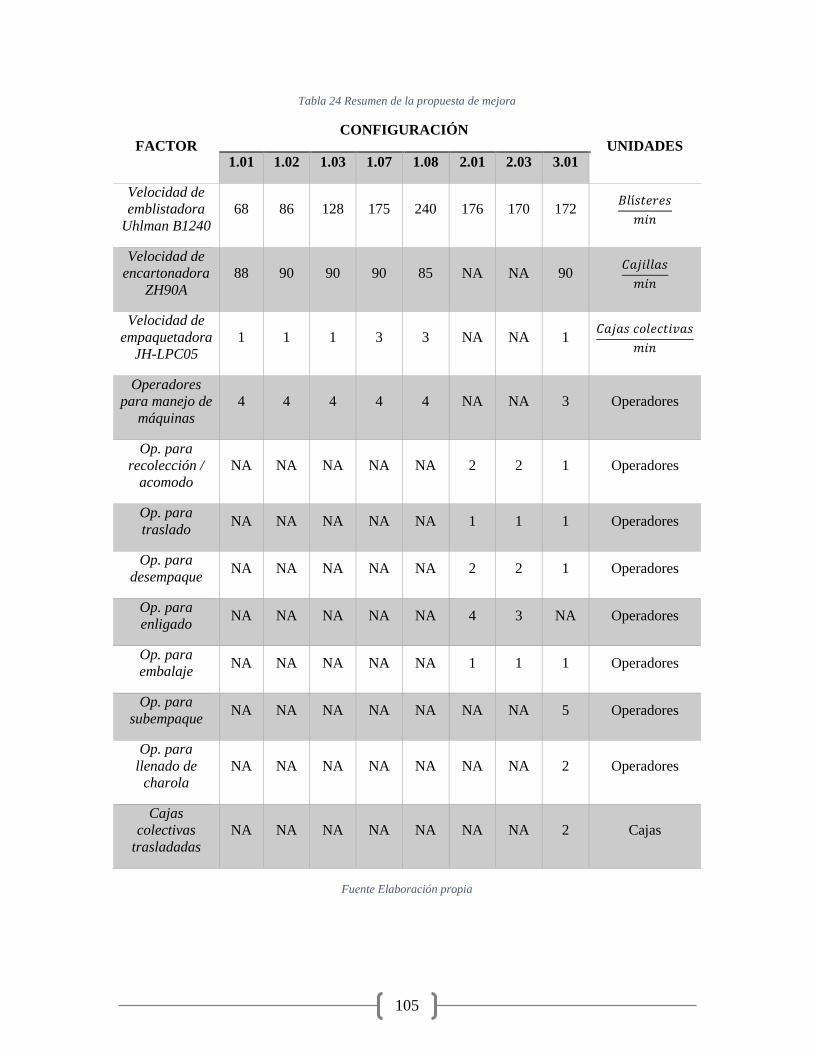
105
Tabla 24 Resumen de la propuesta de mejora
FACTOR CONFIGURACIÓN
UNIDADES 1.01 1.02 1.03 1.07 1.08 2.01 2.03 3.01
Velocidad de
emblistadora
Uhlman B1240
68 86 128 175 240 176 170 172 𝐵𝑙í𝑠𝑡𝑒𝑟𝑒𝑠
𝑚𝑖𝑛
Velocidad de
encartonadora
ZH90A
88 90 90 90 85 NA NA 90 𝐶𝑎𝑗𝑖𝑙𝑙𝑎𝑠
𝑚𝑖𝑛
Velocidad de
empaquetadora
JH-LPC05
1 1 1 3 3 NA NA 1 𝐶𝑎𝑗𝑎𝑠 𝑐𝑜𝑙𝑒𝑐𝑡𝑖𝑣𝑎𝑠
𝑚𝑖𝑛
Operadores
para manejo de
máquinas
4 4 4 4 4 NA NA 3 Operadores
Op. para
recolección /
acomodo
NA NA NA NA NA 2 2 1 Operadores
Op. para
traslado NA NA NA NA NA 1 1 1 Operadores
Op. para
desempaque NA NA NA NA NA 2 2 1 Operadores
Op. para
enligado NA NA NA NA NA 4 3 NA Operadores
Op. para
embalaje NA NA NA NA NA 1 1 1 Operadores
Op. para
subempaque NA NA NA NA NA NA NA 5 Operadores
Op. para
llenado de
charola
NA NA NA NA NA NA NA 2 Operadores
Cajas
colectivas
trasladadas
NA NA NA NA NA NA NA 2 Cajas
Fuente Elaboración propia
106
4.5 Propuesta de mejora del proceso de
acondicionamiento en la Línea 2.
Una vez que se ha concluido el proceso de diseño de mejora para la línea 1, continuaremos
el desarrollo de la propuesta de mejora para los procesos de acondicionamiento de la empresa,
con el análisis del problema dentro de la línea dos de acondicionamiento de productos
emblistados, siguiendo la misma metodología de mejora de procesos DMADV.
4.5.1 Definición del problema
Como se ha estudiado anteriormente, el primer paso de la metodología consiste en el estudio
del problema que ha llevado a la decisión de diseñar una mejora con respecto a la situación
actual de la empresa, es decir, los retrasos en la entrega de productos farmacéuticos
acondicionados mediante blísteres. A continuación, se sintetiza el problema presente en la
línea 2 con base en los datos presentados a lo largo del capítulo 1 del presente escrito:
La línea de acondicionamiento número 2, actualmente ha presentado retrasos en los
procesos de emblistado y empaque de productos farmacéuticos en por lo menos el 44% de
las órdenes de acondicionamiento que se han trabajado, donde el tiempo medio de retraso
se encuentra dentro del intervalo de 1.36 a 1.99 días, tiempos que se ha podido observar que
presentan gran inestabilidad, sobre todo en la variación de los mismos.
A partir de la definición de la problemática actual del problema de la línea 2, se determinó
del desarrollo de una propuesta de mejora para la automatización total o parcial del proceso
de acondicionamiento, con el objetivo de la reducción de las dos variables principales
mencionadas al inicio del presente capítulo, es decir, el tiempo total del proceso y la
eficiencia del mismo.
Al igual que se realizó con la propuesta de mejora de la línea 1, primeramente, es necesario
conocer los antecedentes del proceso de acondicionamiento dentro de la línea 2, es decir, la
descripción detallada del proceso de acondicionamiento, los subtipos de procesos, la
distribución del espacio físico del área y los recursos con los que se cuenta actualmente.
4.5.1.1 Proceso de acondicionamiento dentro de la Línea 2
El primer paso para desarrollar el estudio de la línea de acondicionamiento número 2, es
conocer a fondo el funcionamiento del proceso de acondicionamiento de productos
farmacéuticos que en ella se realiza, mismo que se muestra en el mapeo de proceso ilustrado
en la figura 67.
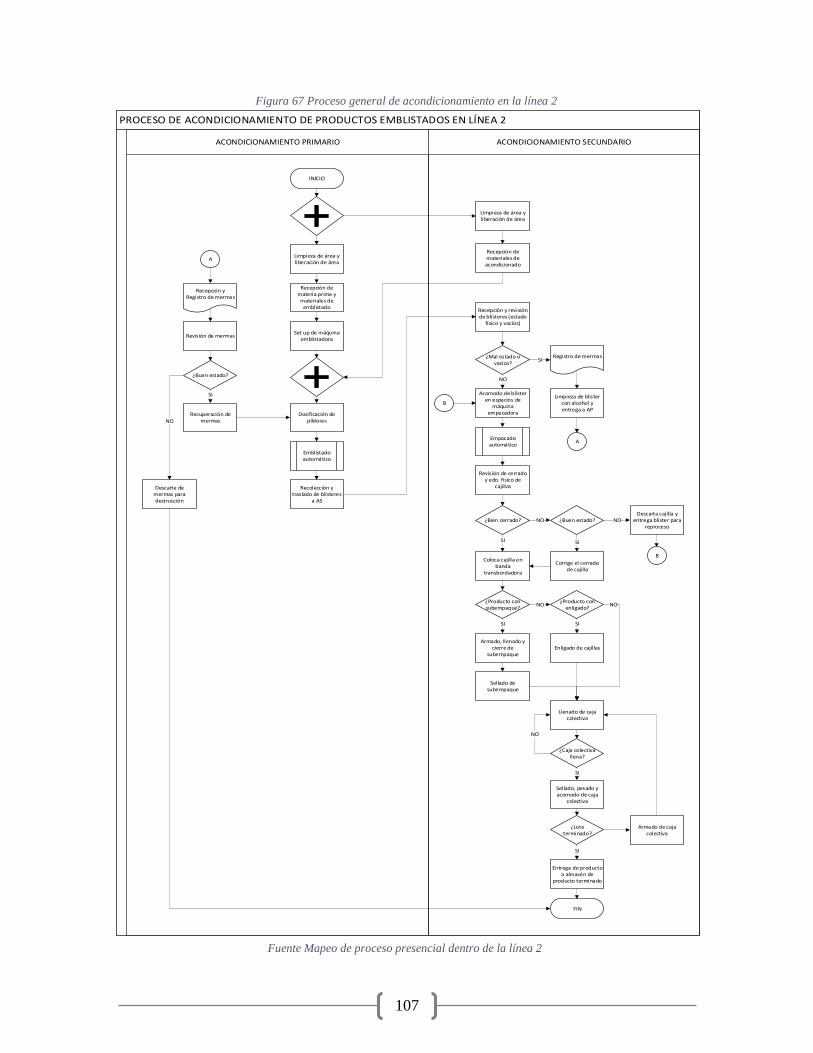
107
Figura 67 Proceso general de acondicionamiento en la línea 2
Fuente Mapeo de proceso presencial dentro de la línea 2
PROCESO DE ACONDICIONAMIENTO DE PRODUCTOS EMBLISTADOS EN LÍNEA 2
ACONDICIONAMIENTO PRIMARIO ACONDICIONAMIENTO SECUNDARIO
INICIO
Limpieza de área y liberación de área
Limpieza de área y liberación de área
Recepción de materia prima y materiales de
emblistado
Recepción de materiales de acondicionado
Set up de máquina emblistadora
Dosificación de píldoras
Emblistado automático
Recepción y revisión de blísteres (estado
físico y vacíos)
¿Mal estado o vacíos?
Registro de mermas
Limpieza de blister con alcohol y entrega a AP
A
SI
Recuperación de mermas
Recepción y Registro de mermas
Revisión de mermas
¿Buen estado?
A
SI
Descarte de mermas para destrucción
NO
NO
Llenado de caja colectiva
¿Caja colectiva llena?
NO
Sellado, pesado y acomodo de caja
colectiva
¿Lote terminado?
Entrega de producto a almacén de
producto terminado
FIN
SI
SI
Armado de caja colectiva
Recolección y traslado de blísteres
a AS
Empacado automático
Acomodo de blíster en espacios de
máquina empacadora
Revisión de cerrado y edo. físico de
cajillas
¿Bien cerrado?
Coloca cajilla en banda
transbordadora
NO ¿Buen estado?
SI
Corrige el cerrado de cajilla
SI
Descarta cajilla y entrega blíster para
reprocesoNO
B
B
¿Producto con subempaque?
¿Producto con enligado?
Armado, llenado y cierre de
subempaque
Sellado de subempaque
Enligado de cajillas
SI
NO
SI
NO
108
Observando el proceso descrito en la figura 67, podemos notar que existen algunas
similitudes con el proceso de acondicionamiento de la línea 1 expuesto en la sección anterior,
sobre todo en cuanto a las actividades de limpieza, preparación, inspección y embalaje del
producto, sin embargo, las actividades de acondicionamiento primario y empaque del
producto son diferentes entre sí. A continuación, se describirá las características de estas
fases del proceso en cuanto a la línea 2 se refiere:
Acondicionamiento Primario.
En el caso de la línea 2, consiste en dosificar la materia prima a la máquina
emblsitadora para su consecuente proceso de emblistado, posteriormente se
acumulan los blísteres resultantes en contenedores de aproximadamente 2300
unidades de capacidad y son trasladados al área de acondicionamiento secundario.
Empaque del producto
Una vez que se ha inspeccionado la calidad del proceso de emblistado, se procede a
dosificar cada uno a la máquina empaquetadora, para su introducción automática en
sus correspondientes cajillas. Finalmente, dependiendo del tipo de producto, las
cajillas se sub empaquetan, enligan o simplemente se introducen en el embalaje final.
Como se mencionó anteriormente y se podrá haber notado en el proceso general de la línea
de acondicionamiento número 2, el tipo de empaque final del producto determina el curso
que llevará la fase final del acondicionamiento secundario. Es por ello que el proceso se
puede clasificar en tres diferentes subprocesos, dependiendo del tipo de empaque final con
el que cuenta, siendo los tipos de empaque mencionados, los siguientes:
Empaque + subempaque: Este tipo de empaque se refiere a que una vez que se
llevó a cabo el proceso de empaquetado automático, un cierto número de cajillas se
introducen en un subempaque y posteriormente, este se sella mediante cinta
adherible.
Empaque + Enligado: En este caso, cada cierto número de cajillas resultantes del
proceso de empaquetado automático, se unen mediante una liga y posteriormente se
introducen los grupos de cajillas en el embalaje final.
Únicamente empaque: El empaque de este tipo se refiere a simplemente introducir
cada cajilla a una caja colectiva final de cierta capacidad, es decir, es similar al
empaque normal mencionado para la línea 1.
En la figura 68, se puede observar una síntesis del proceso de acondicionamiento de la línea
2, basado en los tipos de empaque de cada producto.
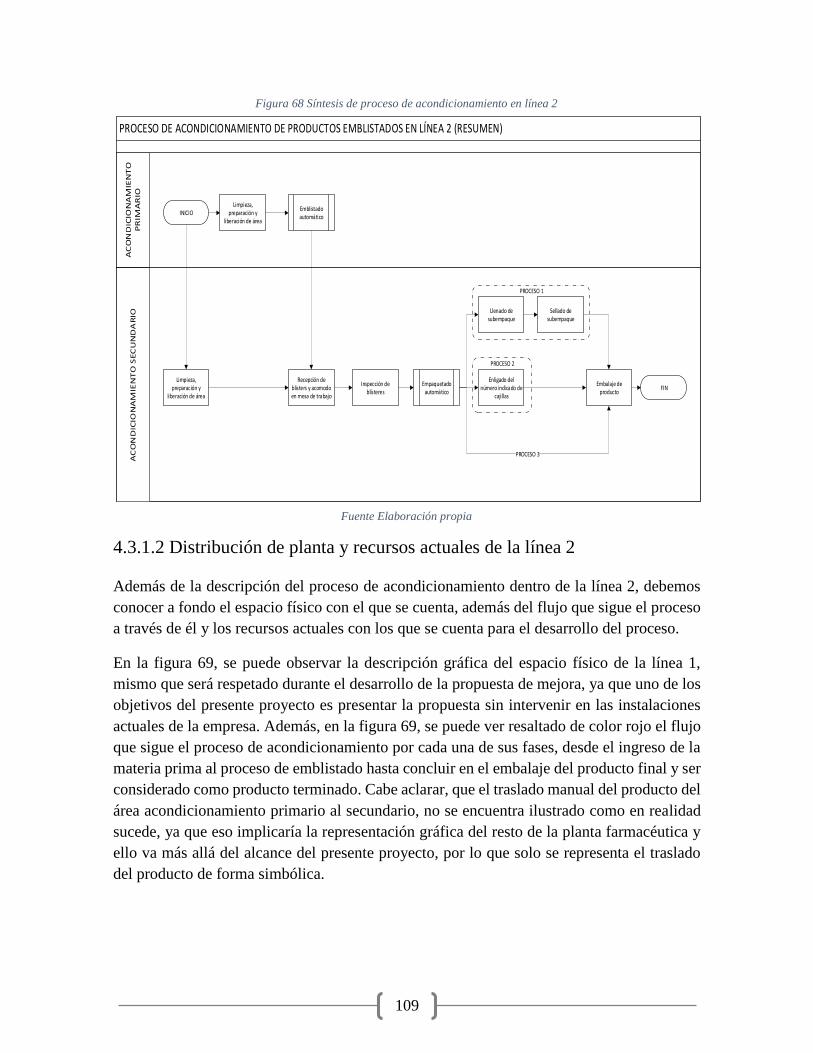
109
Figura 68 Síntesis de proceso de acondicionamiento en línea 2
Fuente Elaboración propia
PROCESO DE ACONDICIONAMIENTO DE PRODUCTOS EMBLISTADOS EN LÍNEA 2 (RESUMEN)A
CO
ND
ICIO
NA
MIE
NT
O S
EC
UN
DA
RIO
AC
ON
DIC
ION
AM
IEN
TO
P
RIM
AR
IO
PROCESO 1
PROCESO 2
INICIOLimpieza,
preparación y liberación de área
Limpieza, preparación y
liberación de área
Emblistado automático
Recepción de blisters y acomodo en mesa de trabajo
Inspección de blísteres
Sellado de subempaque
Llenado de subempaque
Enligado del número indicado de
cajillas
Embalaje de producto
FINEmpaquetado
automático
PROCESO 3
4.3.1.2 Distribución de planta y recursos actuales de la línea 2
Además de la descripción del proceso de acondicionamiento dentro de la línea 2, debemos
conocer a fondo el espacio físico con el que se cuenta, además del flujo que sigue el proceso
a través de él y los recursos actuales con los que se cuenta para el desarrollo del proceso.
En la figura 69, se puede observar la descripción gráfica del espacio físico de la línea 1,
mismo que será respetado durante el desarrollo de la propuesta de mejora, ya que uno de los
objetivos del presente proyecto es presentar la propuesta sin intervenir en las instalaciones
actuales de la empresa. Además, en la figura 69, se puede ver resaltado de color rojo el flujo
que sigue el proceso de acondicionamiento por cada una de sus fases, desde el ingreso de la
materia prima al proceso de emblistado hasta concluir en el embalaje del producto final y ser
considerado como producto terminado. Cabe aclarar, que el traslado manual del producto del
área acondicionamiento primario al secundario, no se encuentra ilustrado como en realidad
sucede, ya que eso implicaría la representación gráfica del resto de la planta farmacéutica y
ello va más allá del alcance del presente proyecto, por lo que solo se representa el traslado
del producto de forma simbólica.

110
Figura 69 Distribución de planta actual de la línea 2
Fuente Planos de planta de la empresa
Con respecto a los recursos con los que actualmente se cuenta en la línea 2 para el desarrollo
del proceso de acondicionamiento, en la tabla 25 y 26 podemos observar la clasificación de
los distintos recursos asignados a cada actividad, así como una breve explicación acerca de
las actividades que cada uno realiza, recordando que los recursos mencionados, se
mantendrán constantes durante la simulación de los procesos en la fase de medición y análisis
del problema.
Tabla 25 Descripción de recursos actuales empleados en la línea 2
ACTIVIDAD RECURSOS DESCRIPCIÓN
Dosificación y acomodo
de materia prima 1 operador
La materia prima se dosifica de manera
automática a la máquina emblistadora, sin
embargo, un operador se encarga de
inspeccionar el correcto acomodo de las
píldoras en cada espacio del molde previo al
emblistado.
Acondicionamiento
primario
Máquina
emblistadora
Acondicionamiento primario automático, con
las siguientes velocidades:
Velocidad mínima: 40 uds/min
Velocidad media: 80 uds/min
Velocidad máxima: 120 uds/min
Fuente Mapeo de procesos presencial en la empresa

111
Tabla 26 Descripción de recursos actuales empleados en la línea 2 (Continuación)
Fuente Mapeo de procesos presencial en la empresa
ACTIVIDAD RECURSOS DESCRIPCIÓN
Recolección de producto
semiterminado 1 operador
El operador se encarga de inspeccionar el
emblistado del producto y de recolectar todos
los blísteres en contenedores de 2300 unidades
de capacidad
Traslado de contenedores
a acondicionamiento
secundario
1 operador
Una vez lleno el contenedor, un operador es el
encargado de llevarlo hasta el área de
acondicionamiento secundario para continuar
con el proceso
Inspección de calidad 2 operadores
El total de las unidades recibidas es
inspeccionado de manera visual para
corroborar el correcto llenado e impresión del
blíster.
Dosificación de blísteres
a máquina encartonadora 1 operador
Cada unidad inspeccionada, se coloca en los
espacios disponibles de la máquina
encartonadora para continuar con el proceso de
empaque.
Empaque automático Máquina
encartonadora
Acondicionamiento secundario automático,
con las siguientes velocidades:
Velocidad mínima: 40 uds/min
Velocidad media: 80 uds/min
Velocidad máxima: 125 uds/min
Inspección del empaque 1 operador
La calidad de cada cajilla proveniente del
empaque automático es inspeccionada por un
operador.
Subempaque / enligado
de producto 3 operadores
Dependiendo del tipo de producto, grupos de
cajillas son introducidas en un subempaque o
unidas mediante una liga.
Sellado de subempaque 1 operador Cada subempaque lleno, se sella mediante
cinta adherible.
Embalaje de producto
terminado 1 operador
Los empaques, se embalan, en distintas
cantidades, dependiendo del producto.
Posteriormente se sella y registra el embalaje.
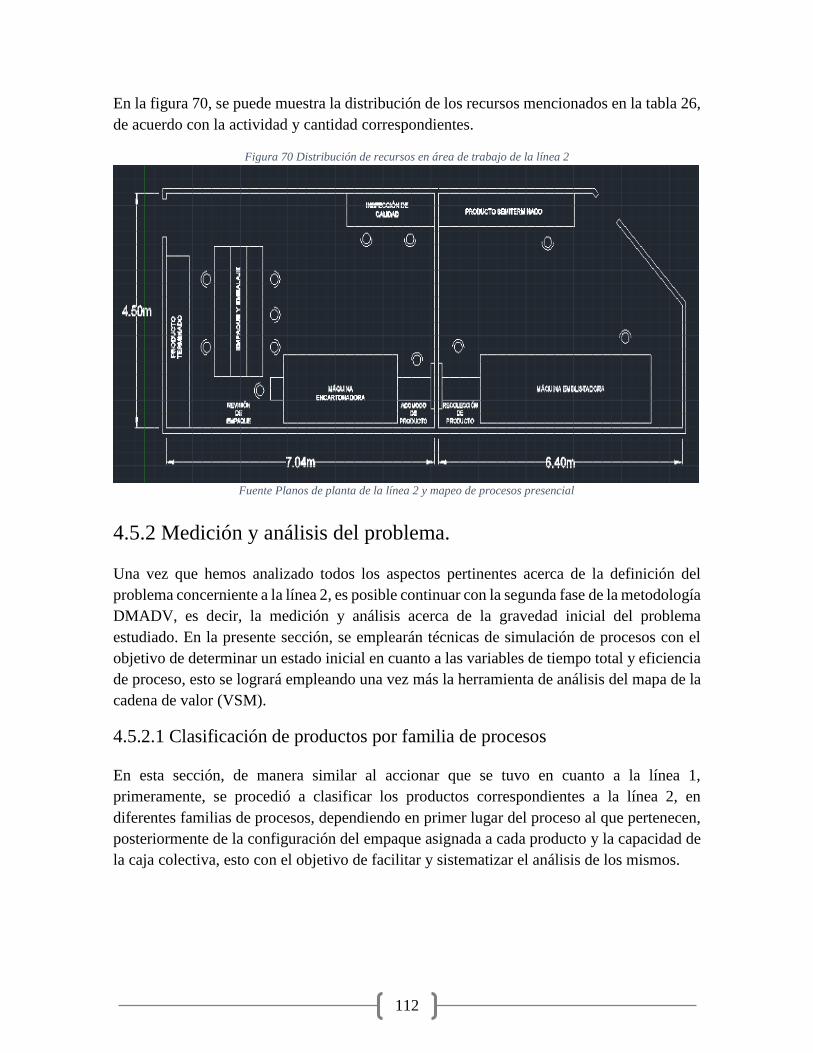
112
Figura 70 Distribución de recursos en área de trabajo de la línea 2
Fuente Planos de planta de la línea 2 y mapeo de procesos presencial
En la figura 70, se puede muestra la distribución de los recursos mencionados en la tabla 26,
de acuerdo con la actividad y cantidad correspondientes.
4.5.2 Medición y análisis del problema.
Una vez que hemos analizado todos los aspectos pertinentes acerca de la definición del
problema concerniente a la línea 2, es posible continuar con la segunda fase de la metodología
DMADV, es decir, la medición y análisis acerca de la gravedad inicial del problema
estudiado. En la presente sección, se emplearán técnicas de simulación de procesos con el
objetivo de determinar un estado inicial en cuanto a las variables de tiempo total y eficiencia
de proceso, esto se logrará empleando una vez más la herramienta de análisis del mapa de la
cadena de valor (VSM).
4.5.2.1 Clasificación de productos por familia de procesos
En esta sección, de manera similar al accionar que se tuvo en cuanto a la línea 1,
primeramente, se procedió a clasificar los productos correspondientes a la línea 2, en
diferentes familias de procesos, dependiendo en primer lugar del proceso al que pertenecen,
posteriormente de la configuración del empaque asignada a cada producto y la capacidad de
la caja colectiva, esto con el objetivo de facilitar y sistematizar el análisis de los mismos.
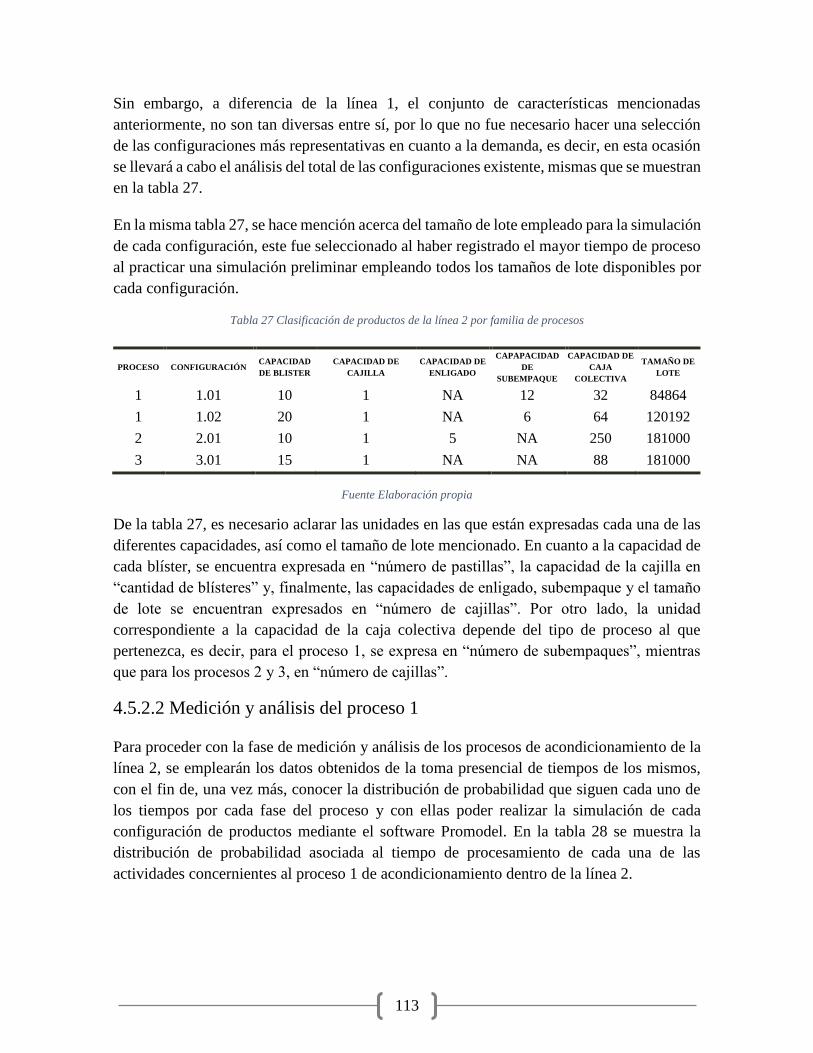
113
Sin embargo, a diferencia de la línea 1, el conjunto de características mencionadas
anteriormente, no son tan diversas entre sí, por lo que no fue necesario hacer una selección
de las configuraciones más representativas en cuanto a la demanda, es decir, en esta ocasión
se llevará a cabo el análisis del total de las configuraciones existente, mismas que se muestran
en la tabla 27.
En la misma tabla 27, se hace mención acerca del tamaño de lote empleado para la simulación
de cada configuración, este fue seleccionado al haber registrado el mayor tiempo de proceso
al practicar una simulación preliminar empleando todos los tamaños de lote disponibles por
cada configuración.
Tabla 27 Clasificación de productos de la línea 2 por familia de procesos
Fuente Elaboración propia
De la tabla 27, es necesario aclarar las unidades en las que están expresadas cada una de las
diferentes capacidades, así como el tamaño de lote mencionado. En cuanto a la capacidad de
cada blíster, se encuentra expresada en “número de pastillas”, la capacidad de la cajilla en
“cantidad de blísteres” y, finalmente, las capacidades de enligado, subempaque y el tamaño
de lote se encuentran expresados en “número de cajillas”. Por otro lado, la unidad
correspondiente a la capacidad de la caja colectiva depende del tipo de proceso al que
pertenezca, es decir, para el proceso 1, se expresa en “número de subempaques”, mientras
que para los procesos 2 y 3, en “número de cajillas”.
4.5.2.2 Medición y análisis del proceso 1
Para proceder con la fase de medición y análisis de los procesos de acondicionamiento de la
línea 2, se emplearán los datos obtenidos de la toma presencial de tiempos de los mismos,
con el fin de, una vez más, conocer la distribución de probabilidad que siguen cada uno de
los tiempos por cada fase del proceso y con ellas poder realizar la simulación de cada
configuración de productos mediante el software Promodel. En la tabla 28 se muestra la
distribución de probabilidad asociada al tiempo de procesamiento de cada una de las
actividades concernientes al proceso 1 de acondicionamiento dentro de la línea 2.
PROCESO CONFIGURACIÓN CAPACIDAD
DE BLISTER
CAPACIDAD DE
CAJILLA
CAPACIDAD DE
ENLIGADO
CAPAPACIDAD
DE
SUBEMPAQUE
CAPACIDAD DE
CAJA
COLECTIVA
TAMAÑO DE
LOTE
1 1.01 10 1 NA 12 32 84864
1 1.02 20 1 NA 6 64 120192
2 2.01 10 1 5 NA 250 181000
3 3.01 15 1 NA NA 88 181000
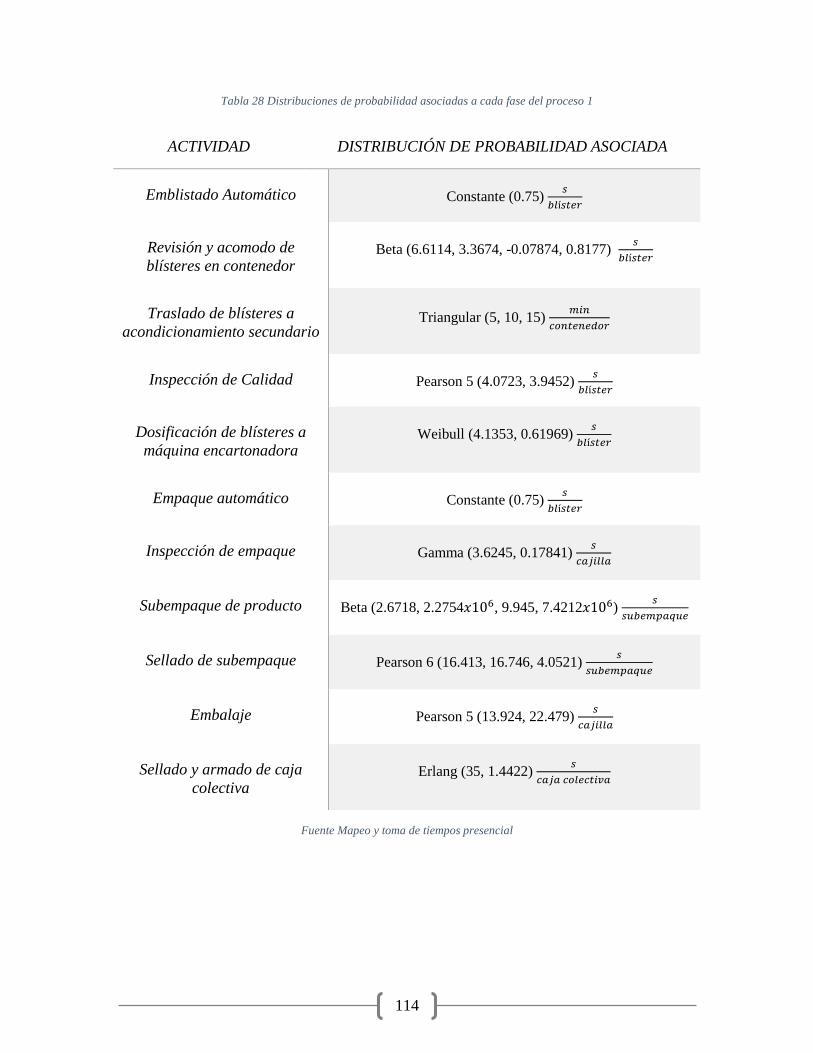
114
Tabla 28 Distribuciones de probabilidad asociadas a cada fase del proceso 1
ACTIVIDAD DISTRIBUCIÓN DE PROBABILIDAD ASOCIADA
Emblistado Automático Constante (0.75) 𝑠
𝑏𝑙í𝑠𝑡𝑒𝑟
Revisión y acomodo de
blísteres en contenedor Beta (6.6114, 3.3674, -0.07874, 0.8177)
𝑠
𝑏𝑙í𝑠𝑡𝑒𝑟
Traslado de blísteres a
acondicionamiento secundario Triangular (5, 10, 15)
𝑚𝑖𝑛
𝑐𝑜𝑛𝑡𝑒𝑛𝑒𝑑𝑜𝑟
Inspección de Calidad Pearson 5 (4.0723, 3.9452) 𝑠
𝑏𝑙í𝑠𝑡𝑒𝑟
Dosificación de blísteres a
máquina encartonadora Weibull (4.1353, 0.61969)
𝑠
𝑏𝑙í𝑠𝑡𝑒𝑟
Empaque automático Constante (0.75) 𝑠
𝑏𝑙í𝑠𝑡𝑒𝑟
Inspección de empaque Gamma (3.6245, 0.17841) 𝑠
𝑐𝑎𝑗𝑖𝑙𝑙𝑎
Subempaque de producto Beta (2.6718, 2.2754𝑥106, 9.945, 7.4212𝑥106) 𝑠
𝑠𝑢𝑏𝑒𝑚𝑝𝑎𝑞𝑢𝑒
Sellado de subempaque Pearson 6 (16.413, 16.746, 4.0521) 𝑠
𝑠𝑢𝑏𝑒𝑚𝑝𝑎𝑞𝑢𝑒
Embalaje Pearson 5 (13.924, 22.479) 𝑠
𝑐𝑎𝑗𝑖𝑙𝑙𝑎
Sellado y armado de caja
colectiva Erlang (35, 1.4422)
𝑠
𝑐𝑎𝑗𝑎 𝑐𝑜𝑙𝑒𝑐𝑡𝑖𝑣𝑎
Fuente Mapeo y toma de tiempos presencial

115
Figura 72 Mapa de flujo de cadena de valor del proceso de la configuración 1.01
Fuente Elaboración propia
Figura 71 Representación gráfica del proceso 1 en la línea 2
Fuente Elaboración propia
PASTILLASMP
EMBLISTADO
EMBLISTADORA
REVISIÓN Y
ACOMODOINSPECCIÓN
Worker
DOSIFICACIÓN EMPAQUE
ENCARTONADORA
REVISIÓN
Supervisor Supervisor 2
Worker 2
Supervisor 3
SUBEMPAQUE
Worker 3
Worker 4
EMBALAJESELLADO Y
ARMADO(Exit)
Supervisor 2.2 Worker 4.2 Worker 4.3
CONTENEDOR
Worker 5
SELLADO
Worker 6
1
REVISIÓN
2
INSPECCIÓN
1
DOSIFICACIÓN
0
EMPAQUE
1
EMBALAJE SELLADO Y ARMADO
Control de producción
ALMACÉN DE PRODUCTO TERMINADO
FABRICACIÓN
.372 contenedores 65.591 blísteres 2.54 blíster 1 embalaje
TU = 11.06 min
TT =40.736 hTIEMPO TOTAL DEL PROCESO (TT) Y TIEMPO POR CORRUGADO (TU)
0
EMBLISTADO
0 pastillas
848640
.75 s
0 s
0.515 s
23.29 min (1397.2 s)
1.285 s
113.346 s
0.746 s
4.39 s
0.75 s
0.43 s
1.734 s
4.27 min (256.21 s)
23.693 s
TC = 0.515 s
UT = 29.807%
TC = 1.285 s
UT = 37.186%
TC = 0.746 s
UT = 43.146%
TC = 0.75 s
UT = 43.401%
TC = 1.734 s
UT = 8.361%
TC = 23.693 s
UT = 3.571%
TVA = 56.013 s
TNVA = 29.703 min
Ef = 3.143%
0.249 blíster
FIFO FIFO
1
REVISIÓN 2
0.648 s
8.038 s
4.652 blísteres 3
SUBEMPAQUE
18.655 s
0.652 s
4.237 s
1.9 s
0.031 subempaques 3
SELLADO
TC = 4.237 s
UT = 20.435%
TC = 18.655 s
UT = 29.987%
TC = 0.648 s
UT = 37.473%
0.092 subempaques
TC = 0.75 s
UT = 43.40%
Empleando la información anterior, se procedió a realizar la simulación de los procesos y
mapas de flujo de la cadena de valor derivados de ellas, empleando como base la
representación del proceso 1 mostrada en la figura 71, en donde se puede apreciar
gráficamente cada fase el proceso y los recursos empleados en cada una de ellas.
Posteriormente se mostrará el análisis de tiempos y cuellos de botella presentes en el proceso
1 al llevar a cabo las configuraciones 1.01 y 1.02.
Iniciando el análisis de los procesos de la línea 2, se realizó la simulación de la configuración
1.01 mencionada en la tabla 27, obteniendo los datos concernientes a las variables de análisis
del problema, es decir, el tiempo total y la eficiencia del proceso, construyendo con dichos
datos un mapa de la cadena de valor, mismo que se muestra en la figura 72.
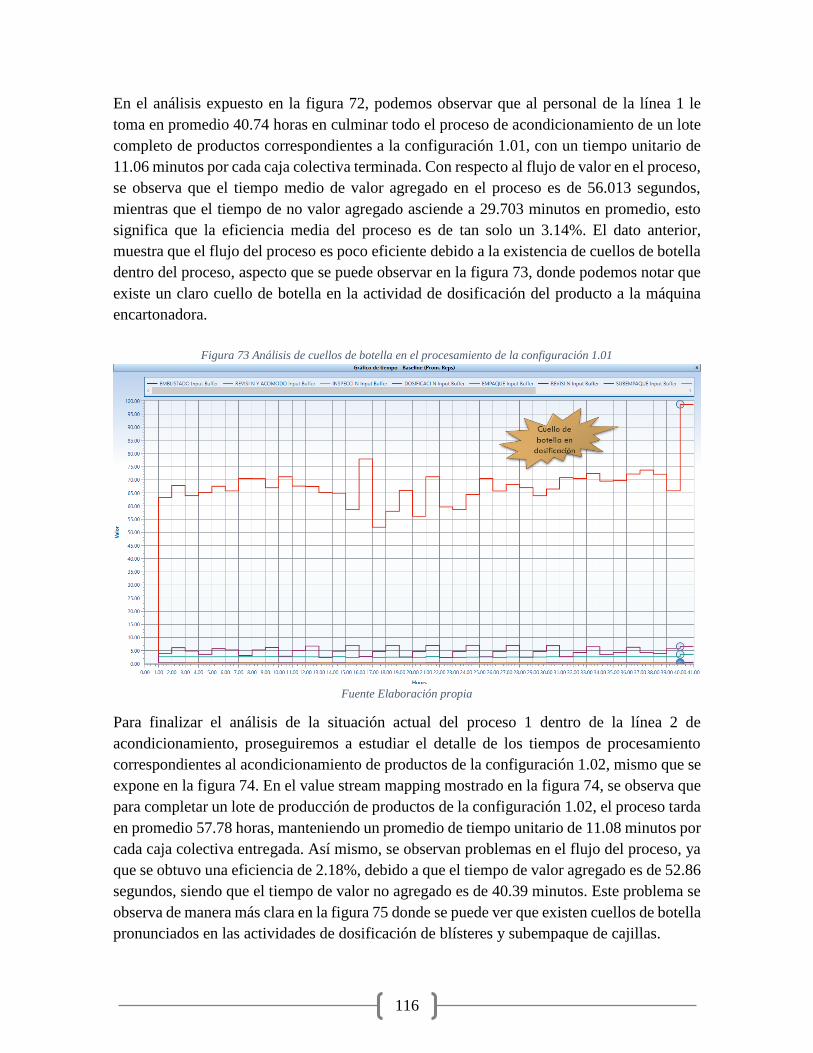
116
Figura 73 Análisis de cuellos de botella en el procesamiento de la configuración 1.01
Fuente Elaboración propia
En el análisis expuesto en la figura 72, podemos observar que al personal de la línea 1 le
toma en promedio 40.74 horas en culminar todo el proceso de acondicionamiento de un lote
completo de productos correspondientes a la configuración 1.01, con un tiempo unitario de
11.06 minutos por cada caja colectiva terminada. Con respecto al flujo de valor en el proceso,
se observa que el tiempo medio de valor agregado en el proceso es de 56.013 segundos,
mientras que el tiempo de no valor agregado asciende a 29.703 minutos en promedio, esto
significa que la eficiencia media del proceso es de tan solo un 3.14%. El dato anterior,
muestra que el flujo del proceso es poco eficiente debido a la existencia de cuellos de botella
dentro del proceso, aspecto que se puede observar en la figura 73, donde podemos notar que
existe un claro cuello de botella en la actividad de dosificación del producto a la máquina
encartonadora.
Para finalizar el análisis de la situación actual del proceso 1 dentro de la línea 2 de
acondicionamiento, proseguiremos a estudiar el detalle de los tiempos de procesamiento
correspondientes al acondicionamiento de productos de la configuración 1.02, mismo que se
expone en la figura 74. En el value stream mapping mostrado en la figura 74, se observa que
para completar un lote de producción de productos de la configuración 1.02, el proceso tarda
en promedio 57.78 horas, manteniendo un promedio de tiempo unitario de 11.08 minutos por
cada caja colectiva entregada. Así mismo, se observan problemas en el flujo del proceso, ya
que se obtuvo una eficiencia de 2.18%, debido a que el tiempo de valor agregado es de 52.86
segundos, siendo que el tiempo de valor no agregado es de 40.39 minutos. Este problema se
observa de manera más clara en la figura 75 donde se puede ver que existen cuellos de botella
pronunciados en las actividades de dosificación de blísteres y subempaque de cajillas.
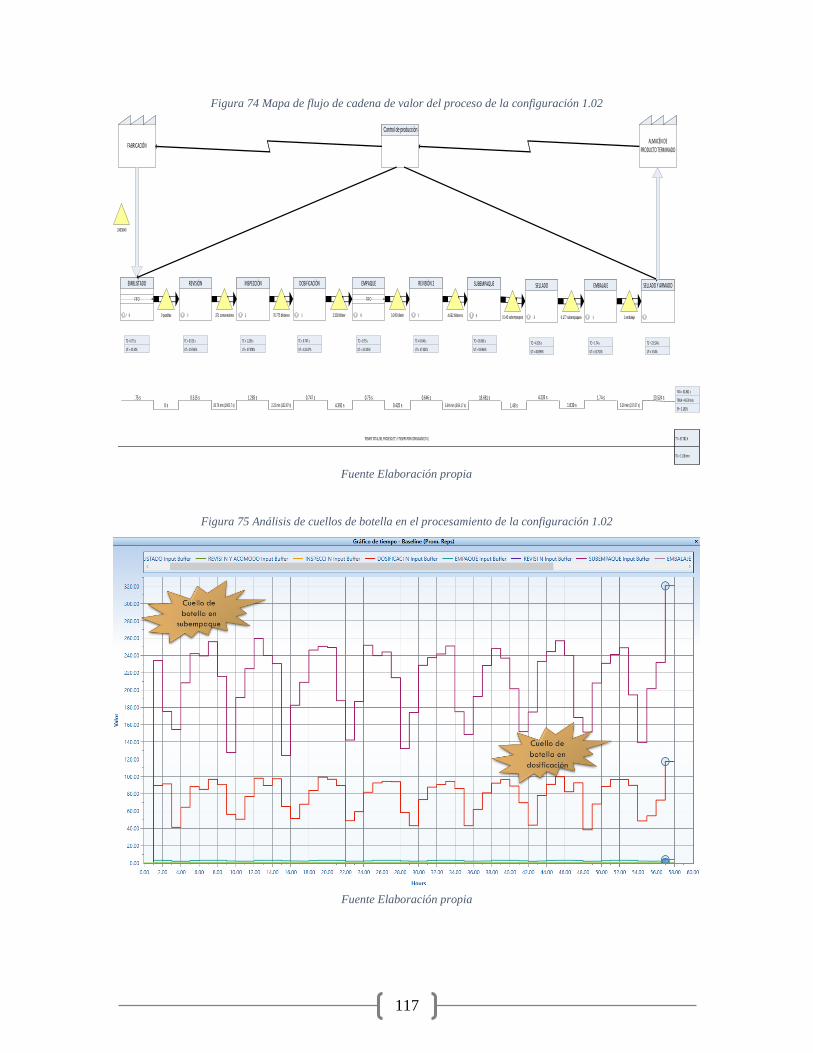
117
Figura 74 Mapa de flujo de cadena de valor del proceso de la configuración 1.02
Fuente Elaboración propia
Figura 75 Análisis de cuellos de botella en el procesamiento de la configuración 1.02
Fuente Elaboración propia
1
REVISIÓN
2
INSPECCIÓN
1
DOSIFICACIÓN
0
EMPAQUE
1
EMBALAJE SELLADO Y ARMADO
Control de producción
ALMACÉN DE PRODUCTO TERMINADO
FABRICACIÓN
.371 contenedores 76.775 blísteres 2.538 blíster 1 embalaje
TU = 11.08 min
TT = 57.782 hTIEMPO TOTAL DEL PROCESO (TT) Y TIEMPO POR CORRUGADO (TU)
0
EMBLISTADO
0 pastillas
2403840
.75 s
0 s
0.515 s
26.76 min (1605.7 s)
1.283 s
2.22 min (132.87 s)
0.747 s
4.392 s
0.75 s
0.425 s
1.74 s
5.29 min (317.67 s)
23.524 s
TC = 0.515 s
UT = 29.766%
TC = 1.283 s
UT = 37.078%
TC = 0.747 s
UT = 43.147%
TC = 0.75 s
UT = 43.335%
TC = 1.74 s
UT = 16.752%
TC = 23.524 s
UT = 3.54%
TVA = 52.862 s
TNVA = 40.39 min
Ef = 2.181%
0.245 blíster
FIFO FIFO
1
REVISIÓN 2
0.646 s
5.99 min (359.17 s)
4.652 blísteres 3
SUBEMPAQUE
18.681 s
1.48 s
4.226 s
1.839 s
0.143 subempaques 3
SELLADO
TC = 4.226 s
UT = 40.699%
TC = 18.681 s
UT = 59.966%
TC = 0.646 s
UT = 37.351%
0.177 subempaques
TC = 0.75 s
UT = 43.34%

118
Fuente Elaboración propia
Figura 76 Representación gráfica del proceso 2 en la línea 2
PASTILLASMP
EMBLISTADO
EMBLISTADORA
REVISIÓN Y
ACOMODOINSPECCIÓN
Worker
DOSIFICACIÓN EMPAQUE
ENCARTONADORA
REVISIÓN
Supervisor Supervisor 2
Worker 2
Supervisor 3
ENLIGADO
Worker 3
Worker 4
EMBALAJESELLADO Y
ARMADO(Exit)
Supervisor 2.2 Worker 4.2 Worker 4.3
CONTENEDOR
Worker 5
4.5.2.3 Medición y análisis del proceso 2
Continuando con la fase de medición y análisis del problema dentro de la línea 2 de
acondicionamiento, procederemos con el estudio del proceso 2, el cual tiene la particularidad
de que los productos acondicionados son unidos en grupos pequeños mediante una liga y
posteriormente embalados, tal como se menciona en el mapa de proceso de la figura 67.
Al igual que en las secciones anteriores correspondientes a la fase de medición y análisis, el
estudio se basa en la toma de tiempos presencial de las actividades del proceso, misma que
sirvió para la determinación de las distribuciones de probabilidad asociadas a cada actividad
del proceso, empleadas para la simulación y representación de la situación actual mediante
un mapa de flujo de la cadena de valor. Para ello es necesario visualizar gráficamente la
distribución de las fases del proceso y los recursos asignados a cada una de ellas, representada
mediante la figura 76, así mismo, en la tabla 29 se muestra la distribución de probabilidad
asociada a la actividad de enligado de producto (las distribuciones asociadas al resto de las
fases del proceso se encuentran descritas en la tabla 28 de la sección 4.5.2.2).
Tabla 29 Distribuciones de probabilidad asociadas a cada fase del proceso 2
ACTIVIDAD DISTRIBUCIÓN DE PROBABILIDAD
ASOCIADA
Enligado Pearson 5 (5.5172, 22.672) 𝑠
𝑒𝑛𝑙𝑖𝑔𝑎𝑑𝑜
Fuente Mapeo y toma de tiempos presencial
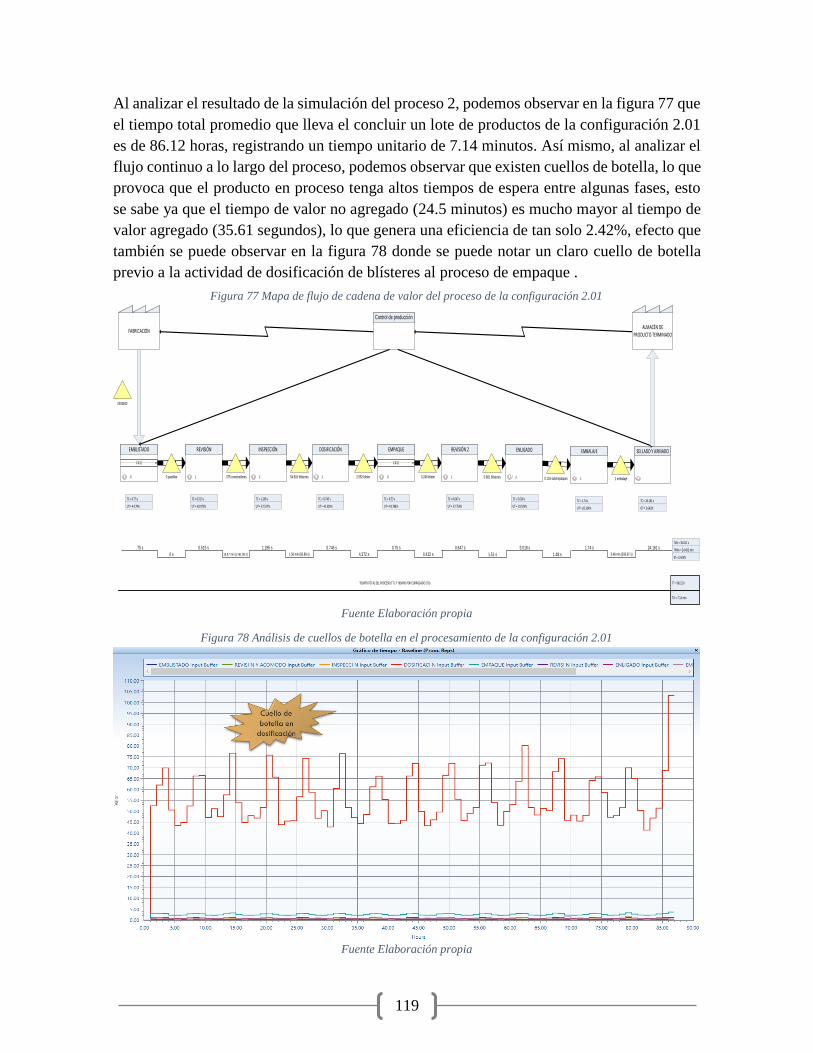
119
1
REVISIÓN
2
INSPECCIÓN
1
DOSIFICACIÓN
0
EMPAQUE
1
EMBALAJE SELLADO Y ARMADO
Control de producción
ALMACÉN DE PRODUCTO TERMINADO
FABRICACIÓN
.375 contenedores 54.816 blísteres 2.552 blíster 1 embalaje
TU = 7.14 min
TT = 86.12 hTIEMPO TOTAL DEL PROCESO (TT) Y TIEMPO POR CORRUGADO (TU)
0
EMBLISTADO
0 pastillas
2403840
.75 s
0 s
0.515 s
19.37 min (1161.98 s)
1.285 s
1.56 min (93.89 s)
0.745 s
4.372 s
0.75 s
0.422 s
1.74 s
3.48 min (206.87 s)
24.161 s
TC = 0.515 s
UT = 30.073%
TC = 1.285 s
UT = 37.517%
TC = 0.745 s
UT = 43.503%
TC = 0.75 s
UT = 43.786%
TC = 1.74 s
UT = 20.314%
TC = 24.161 s
UT = 5.642%
TVA = 35.611 s
TNVA = 24.492 min
Ef = 2.423%
0.246 blíster
FIFO FIFO
1
REVISIÓN 2
0.647 s
1.51 s
0.881 blísteres 3
ENLIGADO
5.018 s
1.48 s
0.143 subempaques
TC = 5.018 s
UT = 10.529%
TC = 0.647 s
UT = 37.753%
TC = 0.75 s
UT = 43.79%
Fuente Elaboración propia
Fuente Elaboración propia
Figura 77 Mapa de flujo de cadena de valor del proceso de la configuración 2.01
Figura 78 Análisis de cuellos de botella en el procesamiento de la configuración 2.01
Al analizar el resultado de la simulación del proceso 2, podemos observar en la figura 77 que
el tiempo total promedio que lleva el concluir un lote de productos de la configuración 2.01
es de 86.12 horas, registrando un tiempo unitario de 7.14 minutos. Así mismo, al analizar el
flujo continuo a lo largo del proceso, podemos observar que existen cuellos de botella, lo que
provoca que el producto en proceso tenga altos tiempos de espera entre algunas fases, esto
se sabe ya que el tiempo de valor no agregado (24.5 minutos) es mucho mayor al tiempo de
valor agregado (35.61 segundos), lo que genera una eficiencia de tan solo 2.42%, efecto que
también se puede observar en la figura 78 donde se puede notar un claro cuello de botella
previo a la actividad de dosificación de blísteres al proceso de empaque .
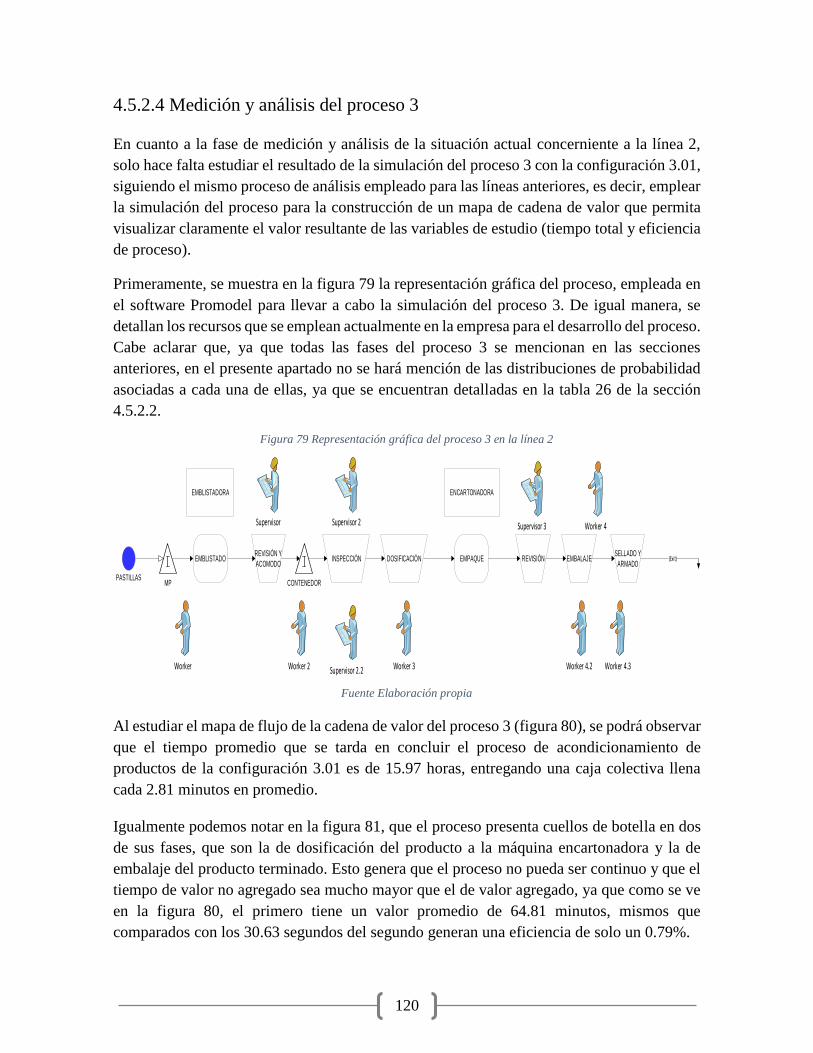
120
Fuente Elaboración propia
Figura 79 Representación gráfica del proceso 3 en la línea 2
PASTILLASMP
EMBLISTADO
EMBLISTADORA
REVISIÓN Y
ACOMODOINSPECCIÓN
Worker
DOSIFICACIÓN EMPAQUE
ENCARTONADORA
REVISIÓN
Supervisor Supervisor 2
Worker 2
Supervisor 3
Worker 3
Worker 4
EMBALAJESELLADO Y
ARMADO(Exit)
Supervisor 2.2 Worker 4.2 Worker 4.3
CONTENEDOR
4.5.2.4 Medición y análisis del proceso 3
En cuanto a la fase de medición y análisis de la situación actual concerniente a la línea 2,
solo hace falta estudiar el resultado de la simulación del proceso 3 con la configuración 3.01,
siguiendo el mismo proceso de análisis empleado para las líneas anteriores, es decir, emplear
la simulación del proceso para la construcción de un mapa de cadena de valor que permita
visualizar claramente el valor resultante de las variables de estudio (tiempo total y eficiencia
de proceso).
Primeramente, se muestra en la figura 79 la representación gráfica del proceso, empleada en
el software Promodel para llevar a cabo la simulación del proceso 3. De igual manera, se
detallan los recursos que se emplean actualmente en la empresa para el desarrollo del proceso.
Cabe aclarar que, ya que todas las fases del proceso 3 se mencionan en las secciones
anteriores, en el presente apartado no se hará mención de las distribuciones de probabilidad
asociadas a cada una de ellas, ya que se encuentran detalladas en la tabla 26 de la sección
4.5.2.2.
Al estudiar el mapa de flujo de la cadena de valor del proceso 3 (figura 80), se podrá observar
que el tiempo promedio que se tarda en concluir el proceso de acondicionamiento de
productos de la configuración 3.01 es de 15.97 horas, entregando una caja colectiva llena
cada 2.81 minutos en promedio.
Igualmente podemos notar en la figura 81, que el proceso presenta cuellos de botella en dos
de sus fases, que son la de dosificación del producto a la máquina encartonadora y la de
embalaje del producto terminado. Esto genera que el proceso no pueda ser continuo y que el
tiempo de valor no agregado sea mucho mayor que el de valor agregado, ya que como se ve
en la figura 80, el primero tiene un valor promedio de 64.81 minutos, mismos que
comparados con los 30.63 segundos del segundo generan una eficiencia de solo un 0.79%.

121
Fuente Elaboración propia
Figura 81 Análisis de cuellos de botella en el procesamiento de la configuración 3.01
Fuente Elaboración propia
Figura 80 Mapa de flujo de cadena de valor del proceso de la configuración 3.01
1
REVISIÓN
2
INSPECCIÓN
1
DOSIFICACIÓN
0
EMPAQUE
1
EMBALAJE SELLADO Y ARMADO
Control de producción
ALMACÉN DE PRODUCTO TERMINADO
FABRICACIÓN
.334 contenedores 76.184 blísteres 2.293 blíster 1 embalaje
TU = 2.81 min
TT = 15.973 hTIEMPO TOTAL DEL PROCESO (TT) Y TIEMPO POR CORRUGADO (TU)
0
EMBLISTADO
0 pastillas
450120
.75 s
0 s
0.515 s
29.11 min (1746.7 s)
1.281 s
2.43 min (146 s)
0.747 s
4.394 s
0.75 s
0.432 s
1.738 s
1.26 min (75.74 s)
24.2 s
TC = 0.515 s
UT = 29.891%
TC = 1.281 s
UT = 33.438%
TC = 0.747 s
UT = 38.987%
TC = 0.75 s
UT = 39.14%
TC = 1.738 s
UT = 90.71%
TC = 24.2 s
UT = 14.352%
TVA = 30.629 s
TNVA = 64.807 min
Ef = 0.788%
0.225 blíster
FIFO FIFO
1
REVISIÓN 2
0.648 s
31.92 min (1915.19 s)
999.391 blísteres
TC = 0.648 s
UT = 33.803%
TC = 0.75 s
UT = 39.14%
122
4.5.2.5 Análisis de las áreas susceptibles de automatizar
Para finalizar la fase de medición y análisis del problema dentro de la línea 2, es necesario
identificar las áreas o actividades que son susceptibles de ser automatizadas, en base a los
resultados obtenidos en los análisis de las secciones anteriores. Es importante mencionar que
ya que aproximadamente el 80% de la demanda de órdenes de acondicionamiento de la línea
número dos se concentran en el segundo tipo de proceso, debido a ello, se decidió que el
análisis y diseño de la propuesta de mejora se llevará a cabo bajo la orientación principal de
mejorar dicho proceso y las propuestas para los procesos 1 y 3 se proyectarán respetando
primeramente el diseño de la propuesta para el proceso 2. A continuación, se presenta un
listado de las actividades del proceso que es necesario se realicen de manera automática, así
como la razón para pensar en ello:
Emblistado automático:
En lo referente al emblistado automático de los productos, es necesario probar el
empleo de una nueva máquina emblistadora con mayor capacidad que la que
actualmente se tiene, misma que debe incluir la función de acomodo e inspección de
cada blíster, con lo que a su vez se estaría sustituyendo el traslado de productos del
área de acondicionamiento primario a la de acondicionamiento secundario.
Revisión visual de todos los blísteres
Como se mencionó anteriormente, es necesario contar con maquinaría que realice la
función de inspección de los productos de manera automática, debido a que es una
actividad crucial para mantener la calidad y buen funcionamiento del proceso.
Empaque, cerrado y embalaje de blísteres
A pesar de que hoy en día se cuenta con maquinaria que hace la función de empaque
automático, es necesario también probar la posibilidad de emplear una con mayor
capacidad, así como implementar el uso de maquinaria que lleve a cabo la función de
embalaje del producto terminado.
4.5.3 Diseño de la propuesta de mejora
Ahora que conocemos de manera detallada el comportamiento de los procesos de
acondicionamiento dentro de la línea 2, es posible emplear dicha información con el objetivo
de diseñar una propuesta de automatización de las actividades anteriormente descritas.
Dicha propuesta de mejora se llevará a cabo siguiendo el mismo procedimiento que se
implementó en el caso de la línea 1, es decir, empleando el diseño de experimentos para
conocer la combinación óptima de cada característica de los recursos propuestos para el
nuevo proceso, a fin de obtener la mejor respuesta de tiempo y eficiencia de cada uno de los
procesos.
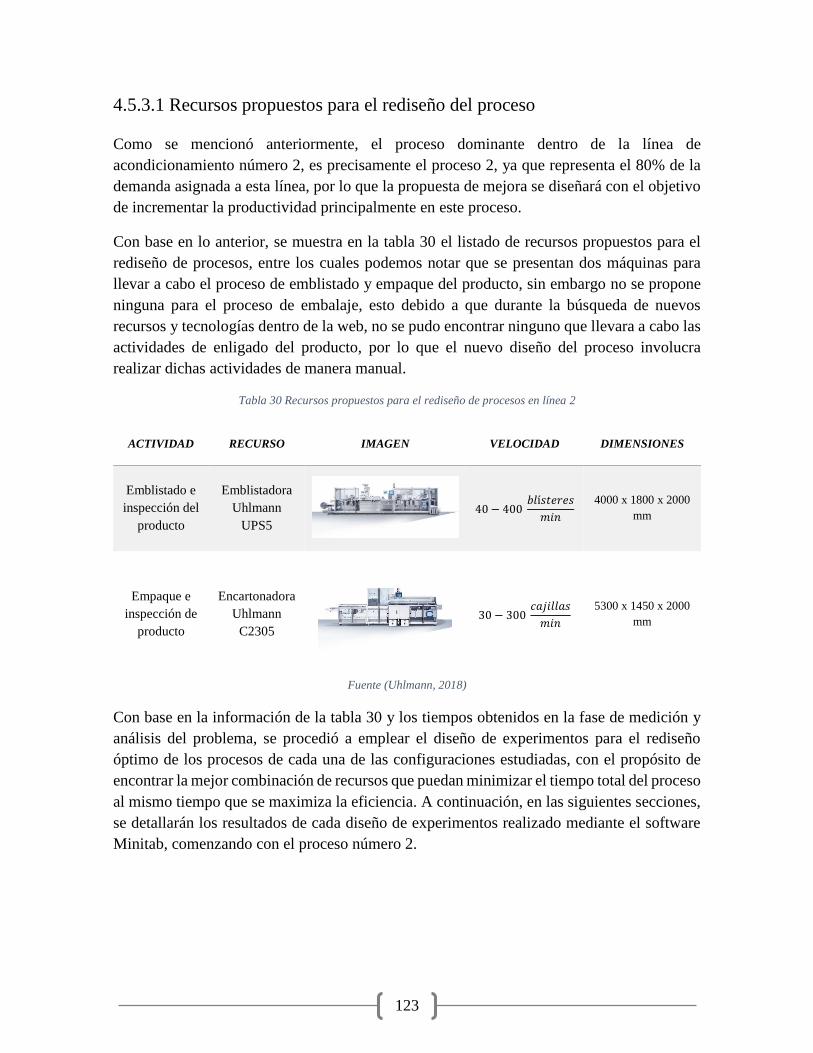
123
4.5.3.1 Recursos propuestos para el rediseño del proceso
Como se mencionó anteriormente, el proceso dominante dentro de la línea de
acondicionamiento número 2, es precisamente el proceso 2, ya que representa el 80% de la
demanda asignada a esta línea, por lo que la propuesta de mejora se diseñará con el objetivo
de incrementar la productividad principalmente en este proceso.
Con base en lo anterior, se muestra en la tabla 30 el listado de recursos propuestos para el
rediseño de procesos, entre los cuales podemos notar que se presentan dos máquinas para
llevar a cabo el proceso de emblistado y empaque del producto, sin embargo no se propone
ninguna para el proceso de embalaje, esto debido a que durante la búsqueda de nuevos
recursos y tecnologías dentro de la web, no se pudo encontrar ninguno que llevara a cabo las
actividades de enligado del producto, por lo que el nuevo diseño del proceso involucra
realizar dichas actividades de manera manual.
Tabla 30 Recursos propuestos para el rediseño de procesos en línea 2
ACTIVIDAD RECURSO IMAGEN VELOCIDAD DIMENSIONES
Emblistado e
inspección del
producto
Emblistadora
Uhlmann
UPS5
40 − 400 𝑏𝑙í𝑠𝑡𝑒𝑟𝑒𝑠
𝑚𝑖𝑛
4000 x 1800 x 2000
mm
Empaque e
inspección de
producto
Encartonadora
Uhlmann
C2305
30 − 300 𝑐𝑎𝑗𝑖𝑙𝑙𝑎𝑠
𝑚𝑖𝑛
5300 x 1450 x 2000
mm
Fuente (Uhlmann, 2018)
Con base en la información de la tabla 30 y los tiempos obtenidos en la fase de medición y
análisis del problema, se procedió a emplear el diseño de experimentos para el rediseño
óptimo de los procesos de cada una de las configuraciones estudiadas, con el propósito de
encontrar la mejor combinación de recursos que puedan minimizar el tiempo total del proceso
al mismo tiempo que se maximiza la eficiencia. A continuación, en las siguientes secciones,
se detallarán los resultados de cada diseño de experimentos realizado mediante el software
Minitab, comenzando con el proceso número 2.
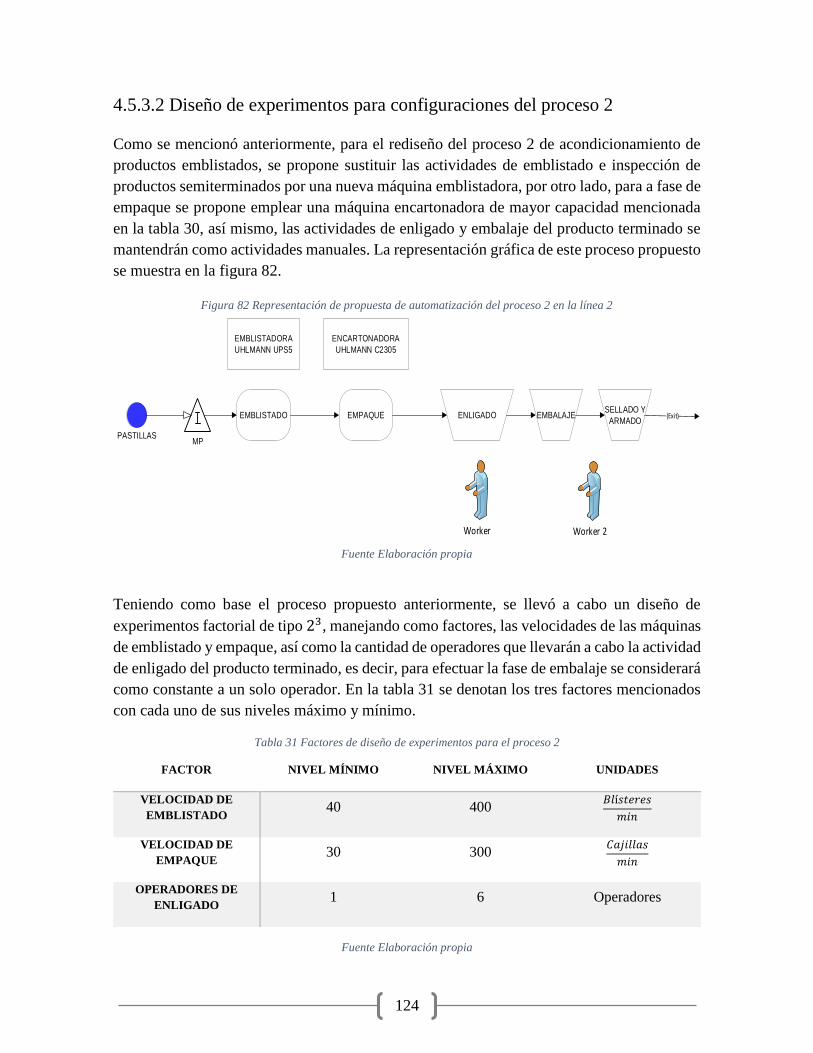
124
Figura 82 Representación de propuesta de automatización del proceso 2 en la línea 2
Fuente Elaboración propia
PASTILLASMP
EMBLISTADO
EMBLISTADORA
UHLMANN UPS5
EMPAQUE
ENCARTONADORA
UHLMANN C2305
ENLIGADO EMBALAJESELLADO Y
ARMADO(Exit)
Worker Worker 2
4.5.3.2 Diseño de experimentos para configuraciones del proceso 2
Como se mencionó anteriormente, para el rediseño del proceso 2 de acondicionamiento de
productos emblistados, se propone sustituir las actividades de emblistado e inspección de
productos semiterminados por una nueva máquina emblistadora, por otro lado, para a fase de
empaque se propone emplear una máquina encartonadora de mayor capacidad mencionada
en la tabla 30, así mismo, las actividades de enligado y embalaje del producto terminado se
mantendrán como actividades manuales. La representación gráfica de este proceso propuesto
se muestra en la figura 82.
Teniendo como base el proceso propuesto anteriormente, se llevó a cabo un diseño de
experimentos factorial de tipo 23, manejando como factores, las velocidades de las máquinas
de emblistado y empaque, así como la cantidad de operadores que llevarán a cabo la actividad
de enligado del producto terminado, es decir, para efectuar la fase de embalaje se considerará
como constante a un solo operador. En la tabla 31 se denotan los tres factores mencionados
con cada uno de sus niveles máximo y mínimo.
Tabla 31 Factores de diseño de experimentos para el proceso 2
FACTOR NIVEL MÍNIMO NIVEL MÁXIMO UNIDADES
VELOCIDAD DE
EMBLISTADO 40 400
𝐵𝑙í𝑠𝑡𝑒𝑟𝑒𝑠
𝑚𝑖𝑛
VELOCIDAD DE
EMPAQUE 30 300
𝐶𝑎𝑗𝑖𝑙𝑙𝑎𝑠
𝑚𝑖𝑛
OPERADORES DE
ENLIGADO 1 6 Operadores
Fuente Elaboración propia
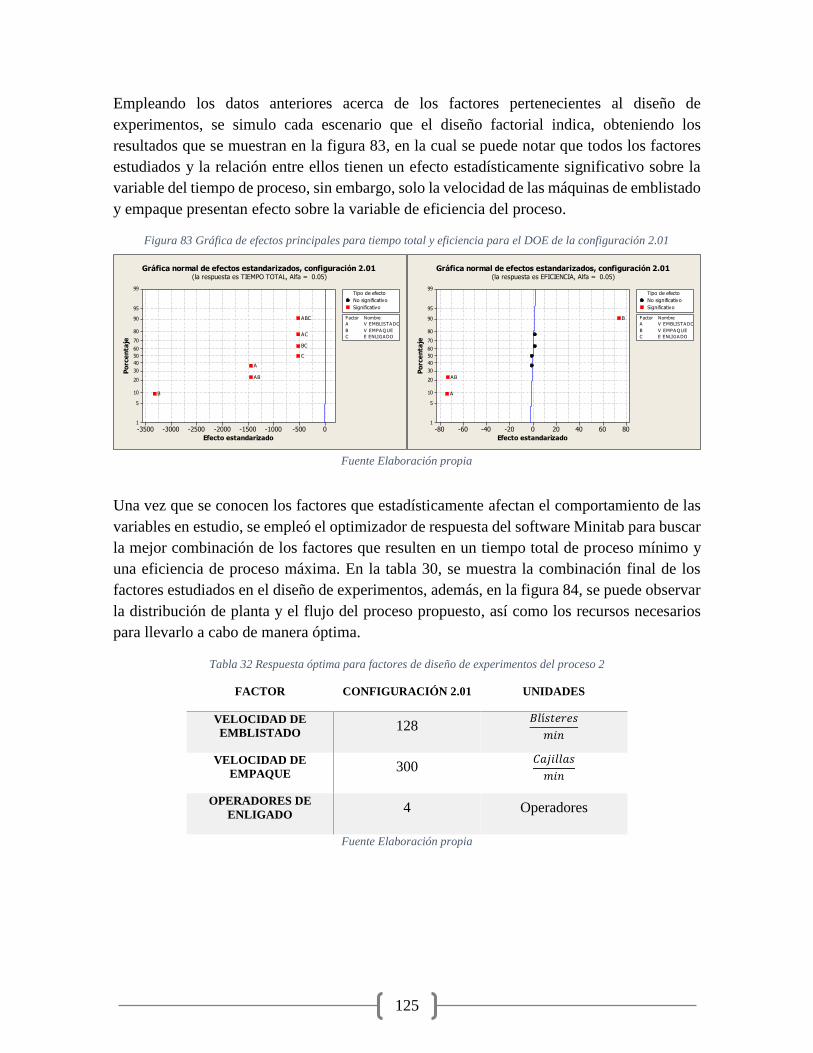
125
Figura 83 Gráfica de efectos principales para tiempo total y eficiencia para el DOE de la configuración 2.01
Fuente Elaboración propia
0-500-1000-1500-2000-2500-3000-3500
99
95
90
80
70
60
50
40
30
20
10
5
1
Efecto estandarizado
Po
rce
nta
je
A V EMBLISTA DO
B V EMPA Q UE
C E ENLIGA DO
Factor Nombre
No significativo
Significativo
Tipo de efecto
ABC
BC
AC
AB
C
B
A
Gráfica normal de efectos estandarizados, configuración 2.01(la respuesta es TIEMPO TOTAL, Alfa = 0.05)
806040200-20-40-60-80
99
95
90
80
70
60
50
40
30
20
10
5
1
Efecto estandarizado
Po
rce
nta
je
A V EMBLISTA DO
B V EMPA Q UE
C E ENLIGA DO
Factor Nombre
No significativo
Significativo
Tipo de efecto
AB
B
A
Gráfica normal de efectos estandarizados, configuración 2.01(la respuesta es EFICIENCIA, Alfa = 0.05)
Empleando los datos anteriores acerca de los factores pertenecientes al diseño de
experimentos, se simulo cada escenario que el diseño factorial indica, obteniendo los
resultados que se muestran en la figura 83, en la cual se puede notar que todos los factores
estudiados y la relación entre ellos tienen un efecto estadísticamente significativo sobre la
variable del tiempo de proceso, sin embargo, solo la velocidad de las máquinas de emblistado
y empaque presentan efecto sobre la variable de eficiencia del proceso.
Una vez que se conocen los factores que estadísticamente afectan el comportamiento de las
variables en estudio, se empleó el optimizador de respuesta del software Minitab para buscar
la mejor combinación de los factores que resulten en un tiempo total de proceso mínimo y
una eficiencia de proceso máxima. En la tabla 30, se muestra la combinación final de los
factores estudiados en el diseño de experimentos, además, en la figura 84, se puede observar
la distribución de planta y el flujo del proceso propuesto, así como los recursos necesarios
para llevarlo a cabo de manera óptima.
Tabla 32 Respuesta óptima para factores de diseño de experimentos del proceso 2
FACTOR CONFIGURACIÓN 2.01 UNIDADES
VELOCIDAD DE
EMBLISTADO 128
𝐵𝑙í𝑠𝑡𝑒𝑟𝑒𝑠
𝑚𝑖𝑛
VELOCIDAD DE
EMPAQUE 300
𝐶𝑎𝑗𝑖𝑙𝑙𝑎𝑠
𝑚𝑖𝑛
OPERADORES DE
ENLIGADO 4 Operadores
Fuente Elaboración propia

126
Figura 84 Distribución de planta y flujo de proceso propuesto (proceso 2 - línea 2)
Finalmente, es necesario hacer hincapié en que, además del capital humano que se menciona
es necesario de acuerdo con la respuesta de optimización del proceso, también se requiere
que se encuentren por lo menos dos personas más en cada área de acondicionamiento para
llevar a cabo actividades de control y manejo de la maquinaria adicionada al proceso,
aplicando este extra de personal solo al área de acondicionamiento primario, ya que el
personal presente en acondicionamiento secundario es suficiente para realizar sus actividades
a la vez que se monitorea el funcionamiento de la maquinaria, esto quiere decir que para el
buen accionar del proceso 2 dentro de la línea 2 es necesario un mínimo de siete personas.
4.5.3.3 Diseño de experimentos para configuraciones del proceso 1
A partir de lo mostrado en la sección anterior acerca del diseño de la propuesta de mejora
para el proceso 2 de acondicionamiento de la línea 2, continuaremos la labor de mejora de
procesos con el proceso 1, mismo que cuenta con dos tipos de configuraciones (1.01 y 1.02)
y tiene la característica de introducir cierto número de cajillas en un subempaque y estos
finalmente embalarlos en una caja colectiva cada una de las cajillas.
Para el diseño de la presente propuesta de mejora, se empleará la maquinaria mencionada en
el diseño de la propuesta del proceso 2 y se adaptará al proceso número 1, automatizando
nuevamente las actividades de acondicionamiento primario y el empaque del producto y
manteniendo el subempaque y embalaje del producto como actividades manuales, aclarando
que para esta sección se propone que cada operador del área de subempaque realice también
el sellado de cada uno de ellos para, de esta manera, omitir esta actividad como una fase
individual, tal como se muestra en la figura 85.
Fuente Elaboración propia
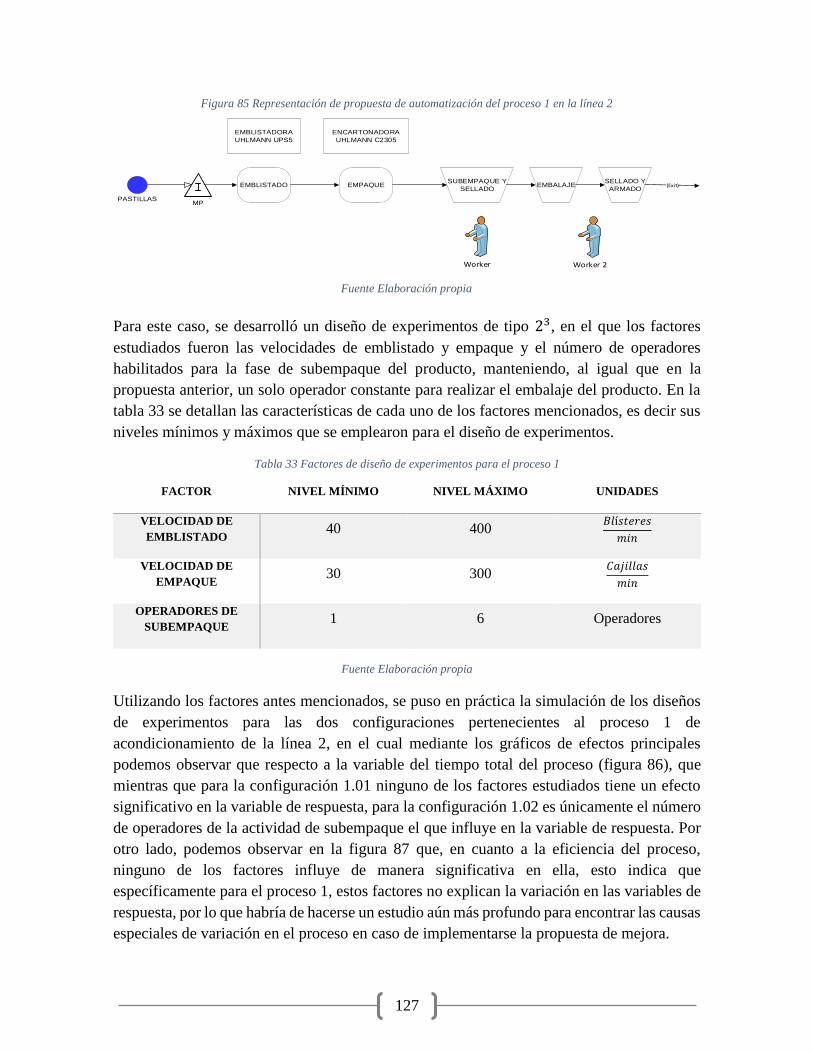
127
Figura 85 Representación de propuesta de automatización del proceso 1 en la línea 2
Fuente Elaboración propia
PASTILLASMP
EMBLISTADO
EMBLISTADORA
UHLMANN UPS5
EMPAQUE
ENCARTONADORA
UHLMANN C2305
SUBEMPAQUE Y
SELLADOEMBALAJE
SELLADO Y
ARMADO(Exit)
Worker Worker 2
Para este caso, se desarrolló un diseño de experimentos de tipo 23, en el que los factores
estudiados fueron las velocidades de emblistado y empaque y el número de operadores
habilitados para la fase de subempaque del producto, manteniendo, al igual que en la
propuesta anterior, un solo operador constante para realizar el embalaje del producto. En la
tabla 33 se detallan las características de cada uno de los factores mencionados, es decir sus
niveles mínimos y máximos que se emplearon para el diseño de experimentos.
Tabla 33 Factores de diseño de experimentos para el proceso 1
FACTOR NIVEL MÍNIMO NIVEL MÁXIMO UNIDADES
VELOCIDAD DE
EMBLISTADO 40 400
𝐵𝑙í𝑠𝑡𝑒𝑟𝑒𝑠
𝑚𝑖𝑛
VELOCIDAD DE
EMPAQUE 30 300
𝐶𝑎𝑗𝑖𝑙𝑙𝑎𝑠
𝑚𝑖𝑛
OPERADORES DE
SUBEMPAQUE 1 6 Operadores
Fuente Elaboración propia
Utilizando los factores antes mencionados, se puso en práctica la simulación de los diseños
de experimentos para las dos configuraciones pertenecientes al proceso 1 de
acondicionamiento de la línea 2, en el cual mediante los gráficos de efectos principales
podemos observar que respecto a la variable del tiempo total del proceso (figura 86), que
mientras que para la configuración 1.01 ninguno de los factores estudiados tiene un efecto
significativo en la variable de respuesta, para la configuración 1.02 es únicamente el número
de operadores de la actividad de subempaque el que influye en la variable de respuesta. Por
otro lado, podemos observar en la figura 87 que, en cuanto a la eficiencia del proceso,
ninguno de los factores influye de manera significativa en ella, esto indica que
específicamente para el proceso 1, estos factores no explican la variación en las variables de
respuesta, por lo que habría de hacerse un estudio aún más profundo para encontrar las causas
especiales de variación en el proceso en caso de implementarse la propuesta de mejora.
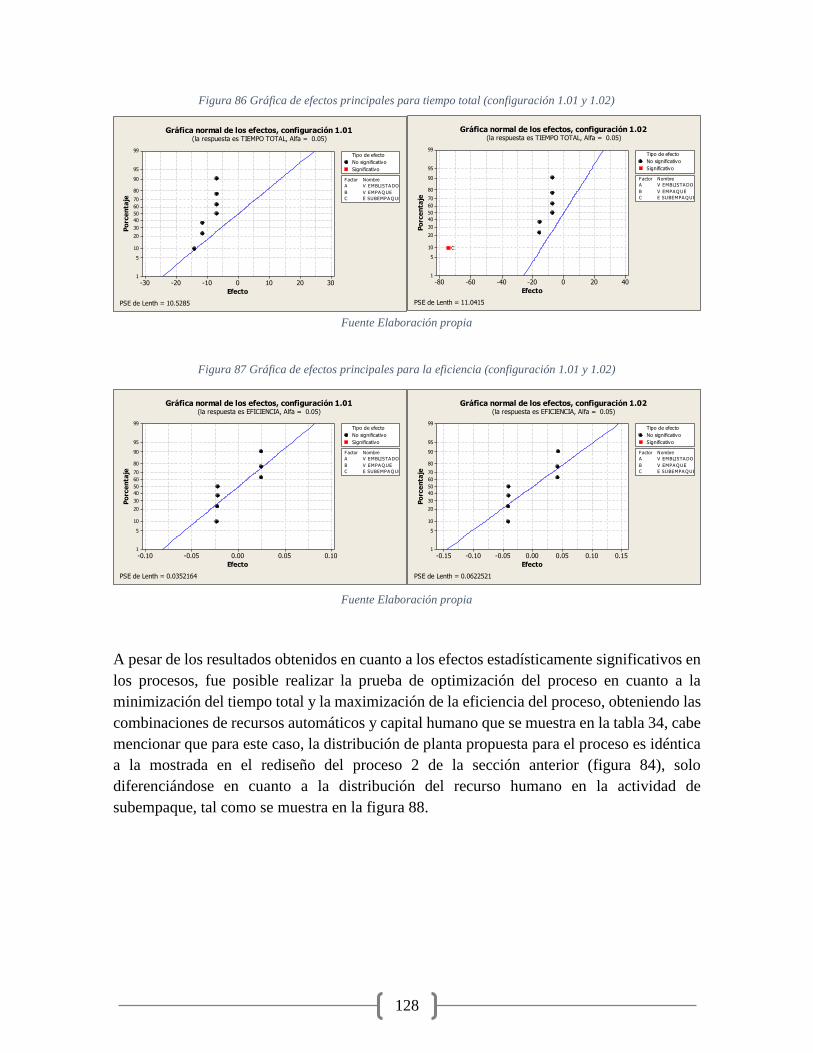
128
Figura 86 Gráfica de efectos principales para tiempo total (configuración 1.01 y 1.02)
Fuente Elaboración propia
Figura 87 Gráfica de efectos principales para la eficiencia (configuración 1.01 y 1.02)
Fuente Elaboración propia
3020100-10-20-30
99
95
90
80
70
60
50
40
30
20
10
5
1
Efecto
Po
rce
nta
je
A V EMBLISTA DO
B V EMPA Q UE
C E SUBEMPA Q UE
Factor Nombre
No significativo
Significativo
Tipo de efecto
Gráfica normal de los efectos, configuración 1.01(la respuesta es TIEMPO TOTAL, Alfa = 0.05)
PSE de Lenth = 10.5285
40200-20-40-60-80
99
95
90
80
70
60
50
40
30
20
10
5
1
Efecto
Po
rce
nta
je
A V EMBLISTA DO
B V EMPA Q UE
C E SUBEMPA Q UE
Factor Nombre
No significativo
Significativo
Tipo de efecto
C
Gráfica normal de los efectos, configuración 1.02(la respuesta es TIEMPO TOTAL, Alfa = 0.05)
PSE de Lenth = 11.0415
0.100.050.00-0.05-0.10
99
95
90
80
70
60
50
40
30
20
10
5
1
Efecto
Po
rce
nta
je
A V EMBLISTA DO
B V EMPA Q UE
C E SUBEMPA Q UE
Factor Nombre
No significativo
Significativo
Tipo de efecto
Gráfica normal de los efectos, configuración 1.01(la respuesta es EFICIENCIA, Alfa = 0.05)
PSE de Lenth = 0.0352164
0.150.100.050.00-0.05-0.10-0.15
99
95
90
80
70
60
50
40
30
20
10
5
1
Efecto
Po
rce
nta
je
A V EMBLISTA DO
B V EMPA Q UE
C E SUBEMPA Q UE
Factor Nombre
No significativo
Significativo
Tipo de efecto
Gráfica normal de los efectos, configuración 1.02(la respuesta es EFICIENCIA, Alfa = 0.05)
PSE de Lenth = 0.0622521
A pesar de los resultados obtenidos en cuanto a los efectos estadísticamente significativos en
los procesos, fue posible realizar la prueba de optimización del proceso en cuanto a la
minimización del tiempo total y la maximización de la eficiencia del proceso, obteniendo las
combinaciones de recursos automáticos y capital humano que se muestra en la tabla 34, cabe
mencionar que para este caso, la distribución de planta propuesta para el proceso es idéntica
a la mostrada en el rediseño del proceso 2 de la sección anterior (figura 84), solo
diferenciándose en cuanto a la distribución del recurso humano en la actividad de
subempaque, tal como se muestra en la figura 88.
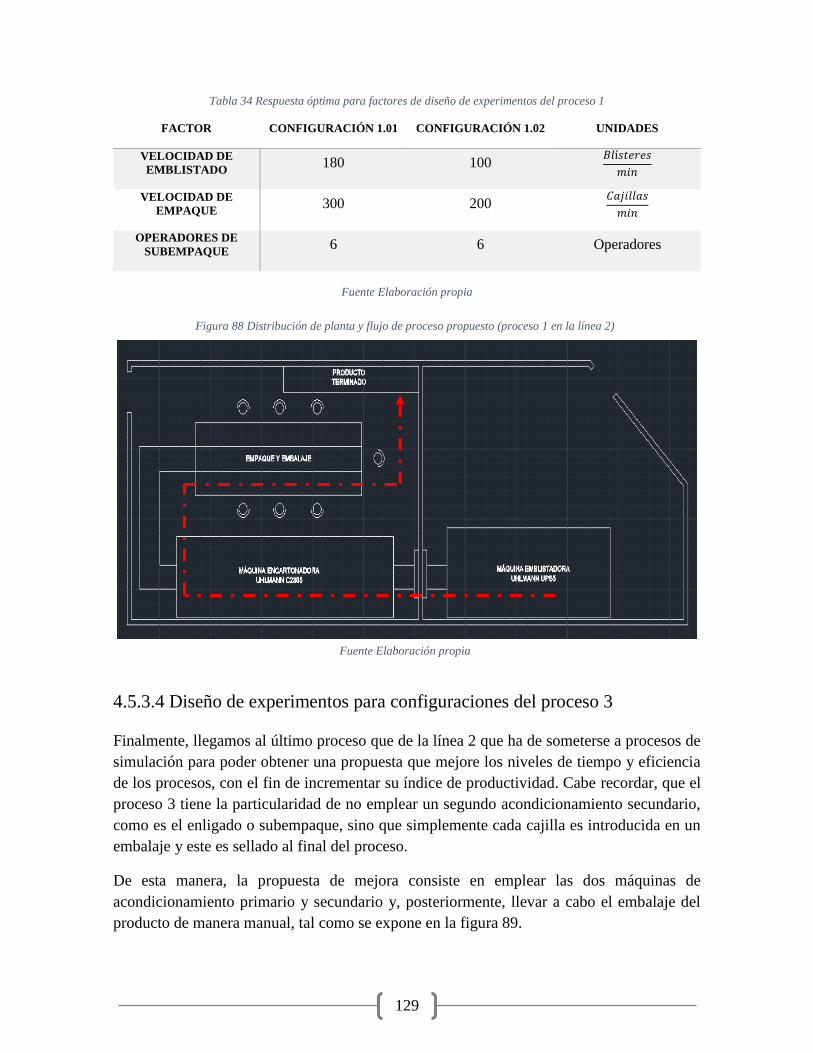
129
Figura 88 Distribución de planta y flujo de proceso propuesto (proceso 1 en la línea 2)
Tabla 34 Respuesta óptima para factores de diseño de experimentos del proceso 1
FACTOR CONFIGURACIÓN 1.01 CONFIGURACIÓN 1.02 UNIDADES
VELOCIDAD DE
EMBLISTADO 180 100
𝐵𝑙í𝑠𝑡𝑒𝑟𝑒𝑠
𝑚𝑖𝑛
VELOCIDAD DE
EMPAQUE 300 200
𝐶𝑎𝑗𝑖𝑙𝑙𝑎𝑠
𝑚𝑖𝑛
OPERADORES DE
SUBEMPAQUE 6 6 Operadores
Fuente Elaboración propia
4.5.3.4 Diseño de experimentos para configuraciones del proceso 3
Finalmente, llegamos al último proceso que de la línea 2 que ha de someterse a procesos de
simulación para poder obtener una propuesta que mejore los niveles de tiempo y eficiencia
de los procesos, con el fin de incrementar su índice de productividad. Cabe recordar, que el
proceso 3 tiene la particularidad de no emplear un segundo acondicionamiento secundario,
como es el enligado o subempaque, sino que simplemente cada cajilla es introducida en un
embalaje y este es sellado al final del proceso.
De esta manera, la propuesta de mejora consiste en emplear las dos máquinas de
acondicionamiento primario y secundario y, posteriormente, llevar a cabo el embalaje del
producto de manera manual, tal como se expone en la figura 89.
Fuente Elaboración propia
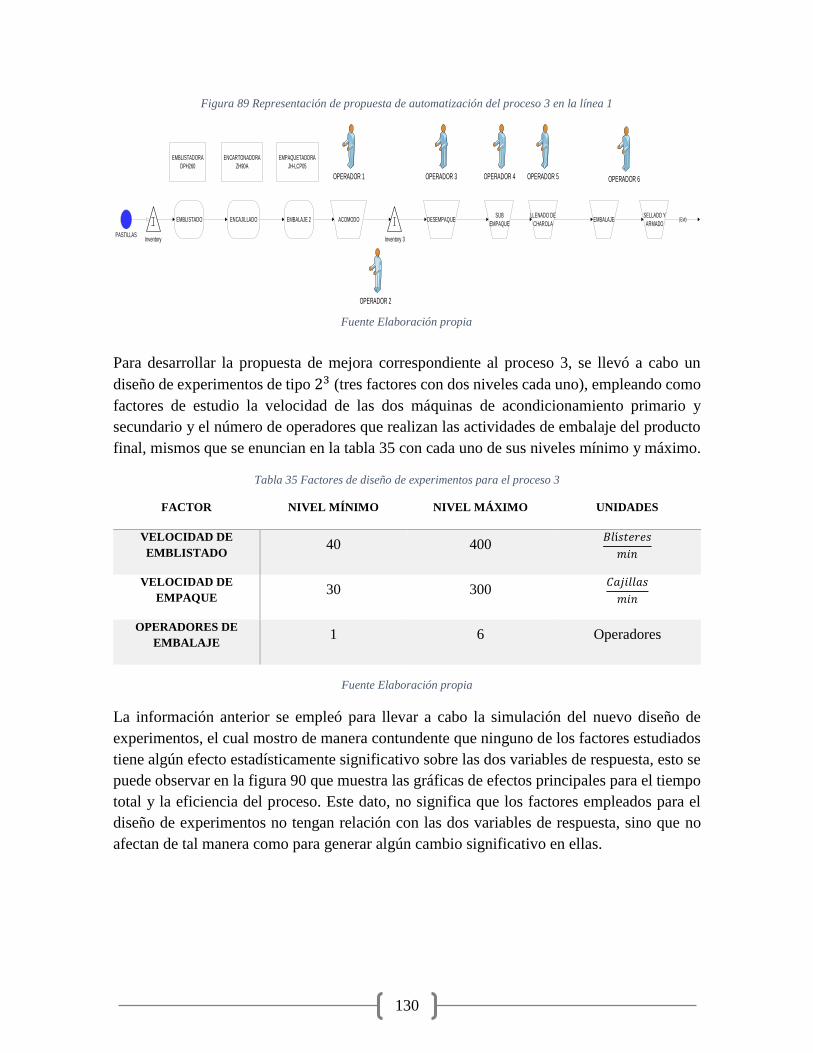
130
Figura 89 Representación de propuesta de automatización del proceso 3 en la línea 1
Fuente Elaboración propia
OPERADOR 5
EMBALAJESELLADO Y
ARMADO
OPERADOR 6
SUB
EMPAQUE
LLENADO DE
CHAROLA
OPERADOR 4
PASTILLAS
EMBLISTADO
EMBLISTADORA
DPH260
ENCAJILLADO
ENCARTONADORA
ZH90A
EMBALAJE 2
EMPAQUETADORA
JH-LCP05
Inventory
OPERADOR 2
DESEMPAQUE
OPERADOR 3
ACOMODO
OPERADOR 1
Inventory 3
(Exit)
Para desarrollar la propuesta de mejora correspondiente al proceso 3, se llevó a cabo un
diseño de experimentos de tipo 23 (tres factores con dos niveles cada uno), empleando como
factores de estudio la velocidad de las dos máquinas de acondicionamiento primario y
secundario y el número de operadores que realizan las actividades de embalaje del producto
final, mismos que se enuncian en la tabla 35 con cada uno de sus niveles mínimo y máximo.
Tabla 35 Factores de diseño de experimentos para el proceso 3
FACTOR NIVEL MÍNIMO NIVEL MÁXIMO UNIDADES
VELOCIDAD DE
EMBLISTADO 40 400
𝐵𝑙í𝑠𝑡𝑒𝑟𝑒𝑠
𝑚𝑖𝑛
VELOCIDAD DE
EMPAQUE 30 300
𝐶𝑎𝑗𝑖𝑙𝑙𝑎𝑠
𝑚𝑖𝑛
OPERADORES DE
EMBALAJE 1 6 Operadores
Fuente Elaboración propia
La información anterior se empleó para llevar a cabo la simulación del nuevo diseño de
experimentos, el cual mostro de manera contundente que ninguno de los factores estudiados
tiene algún efecto estadísticamente significativo sobre las dos variables de respuesta, esto se
puede observar en la figura 90 que muestra las gráficas de efectos principales para el tiempo
total y la eficiencia del proceso. Este dato, no significa que los factores empleados para el
diseño de experimentos no tengan relación con las dos variables de respuesta, sino que no
afectan de tal manera como para generar algún cambio significativo en ellas.
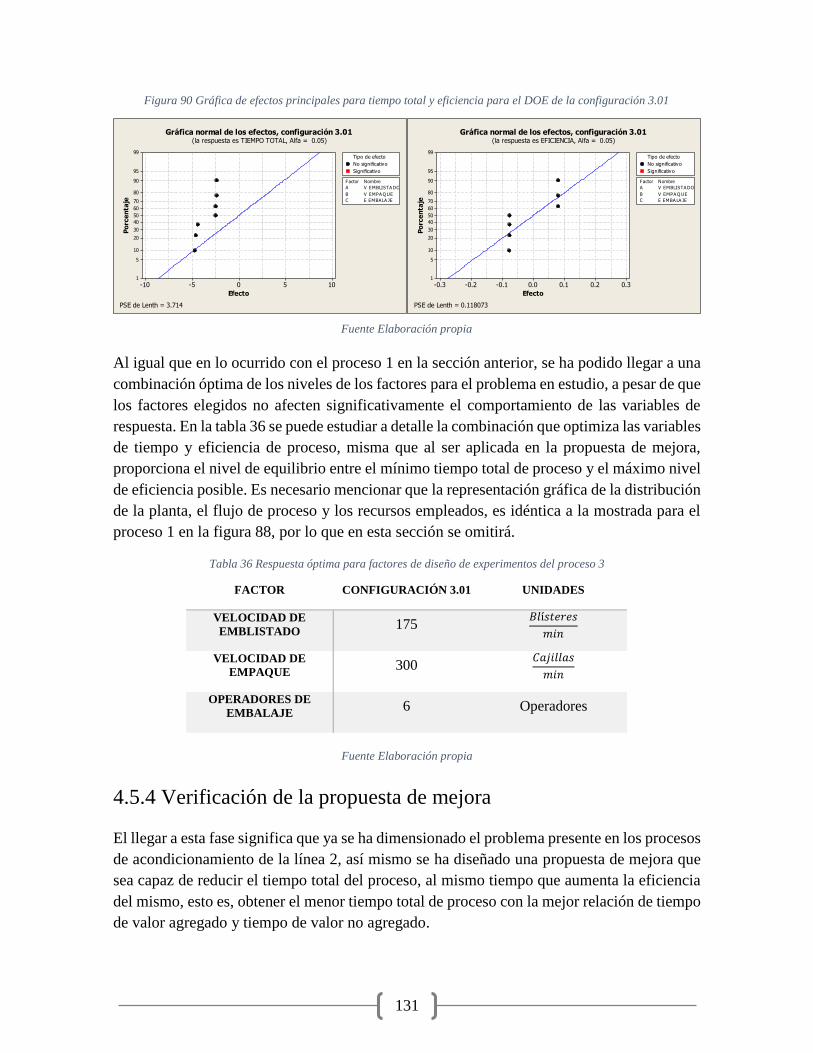
131
Figura 90 Gráfica de efectos principales para tiempo total y eficiencia para el DOE de la configuración 3.01
Fuente Elaboración propia
1050-5-10
99
95
90
80
70
60
50
40
30
20
10
5
1
Efecto
Po
rce
nta
je
A V EMBLISTA DO
B V EMPA Q UE
C E EMBA LA JE
Factor Nombre
No significativo
Significativo
Tipo de efecto
Gráfica normal de los efectos, configuración 3.01(la respuesta es TIEMPO TOTAL, Alfa = 0.05)
PSE de Lenth = 3.714
0.30.20.10.0-0.1-0.2-0.3
99
95
90
80
70
60
50
40
30
20
10
5
1
Efecto
Po
rce
nta
je
A V EMBLISTA DO
B V EMPA Q UE
C E EMBA LA JE
Factor Nombre
No significativo
Significativo
Tipo de efecto
Gráfica normal de los efectos, configuración 3.01(la respuesta es EFICIENCIA, Alfa = 0.05)
PSE de Lenth = 0.118073
Al igual que en lo ocurrido con el proceso 1 en la sección anterior, se ha podido llegar a una
combinación óptima de los niveles de los factores para el problema en estudio, a pesar de que
los factores elegidos no afecten significativamente el comportamiento de las variables de
respuesta. En la tabla 36 se puede estudiar a detalle la combinación que optimiza las variables
de tiempo y eficiencia de proceso, misma que al ser aplicada en la propuesta de mejora,
proporciona el nivel de equilibrio entre el mínimo tiempo total de proceso y el máximo nivel
de eficiencia posible. Es necesario mencionar que la representación gráfica de la distribución
de la planta, el flujo de proceso y los recursos empleados, es idéntica a la mostrada para el
proceso 1 en la figura 88, por lo que en esta sección se omitirá.
Tabla 36 Respuesta óptima para factores de diseño de experimentos del proceso 3
Fuente Elaboración propia
4.5.4 Verificación de la propuesta de mejora
El llegar a esta fase significa que ya se ha dimensionado el problema presente en los procesos
de acondicionamiento de la línea 2, así mismo se ha diseñado una propuesta de mejora que
sea capaz de reducir el tiempo total del proceso, al mismo tiempo que aumenta la eficiencia
del mismo, esto es, obtener el menor tiempo total de proceso con la mejor relación de tiempo
de valor agregado y tiempo de valor no agregado.
FACTOR CONFIGURACIÓN 3.01 UNIDADES
VELOCIDAD DE
EMBLISTADO 175
𝐵𝑙í𝑠𝑡𝑒𝑟𝑒𝑠
𝑚𝑖𝑛
VELOCIDAD DE
EMPAQUE 300
𝐶𝑎𝑗𝑖𝑙𝑙𝑎𝑠
𝑚𝑖𝑛
OPERADORES DE
EMBALAJE 6 Operadores

132
Es por lo anterior que la última fase consiste simplemente el determinar si en caso de
implementar la propuesta de mejora diseñada, esta podrá cumplir con los objetivos
planteados en la fase inicial de la metodología.
4.5.4.1 Viabilidad de la propuesta de mejora
Como se mencionó anteriormente, en esta sección se busca demostrar que la posible
implementación de la propuesta de mejora diseñada por medio de la presente metodología
supondría un efecto positivo en cuanto a las variables de respuesta estudiadas, para ello, los
datos obtenidos correspondientes a cada factor estudiado por medio de los diseños de
experimentos se emplearon para simular la respuesta del proceso empleando la propuesta
diseñada, obteniendo los resultados mostrados en la tabla 37.
Tabla 37 Tiempo total y eficiencia obtenidos empleando la propuesta de mejora
CONFIGURACIÓN TIEMPO TOTAL
PROPUESTO (h)
EFICIENCIA
PROPUESTA
1.01 7.873 33.76%
1.02 20.934 2.897%
2.01 23.619 32.006%
3.01 2.895 75.286%
Fuente Elaboración propia
Al conocer los valores de tiempo y eficiencia de proceso resultantes del empleo de las
combinaciones óptimas para cada una de las configuraciones de los productos, es posible
notar que existe una clara mejoría en cuanto a la situación actual de la empresa, ya que la
eficiencia del proceso pasa de tener un valor promedio de tan solo 2.13% a mostrar valores
promedio de 35.99%, lo cual denota que empleando la propuesta de mejora, los tiempos de
valor no agregado y valor agregado son cada vez más equilibrados. Así mismo, el tiempo de
proceso tiene una disminución notable de por lo menos un 74% en promedio, ya que el valor
actual de esta variable oscila las 50.15 horas, mientras que, empleando la propuesta de
mejora, se reduce hasta valores promedio de 13.83 horas. Todo esto lo podemos comprobar
al estudiar los gráficos expuestos mediante las figuras 91 y 92.
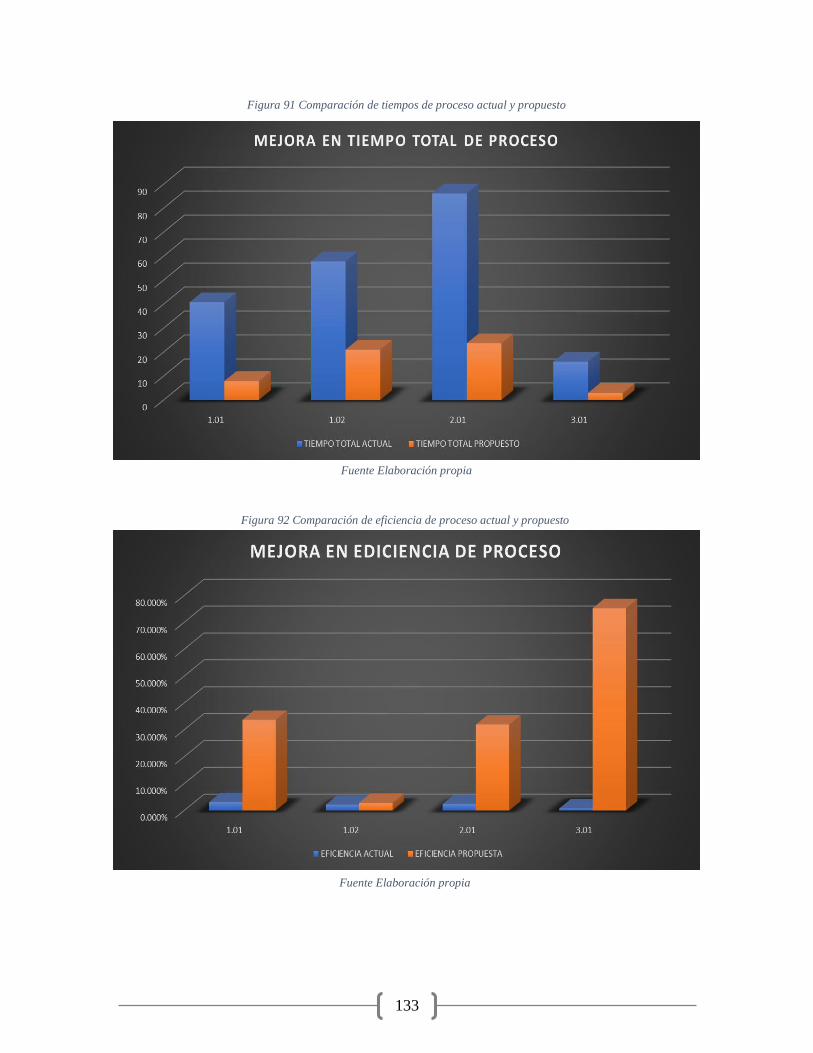
133
Figura 91 Comparación de tiempos de proceso actual y propuesto
Fuente Elaboración propia
Figura 92 Comparación de eficiencia de proceso actual y propuesto
Fuente Elaboración propia
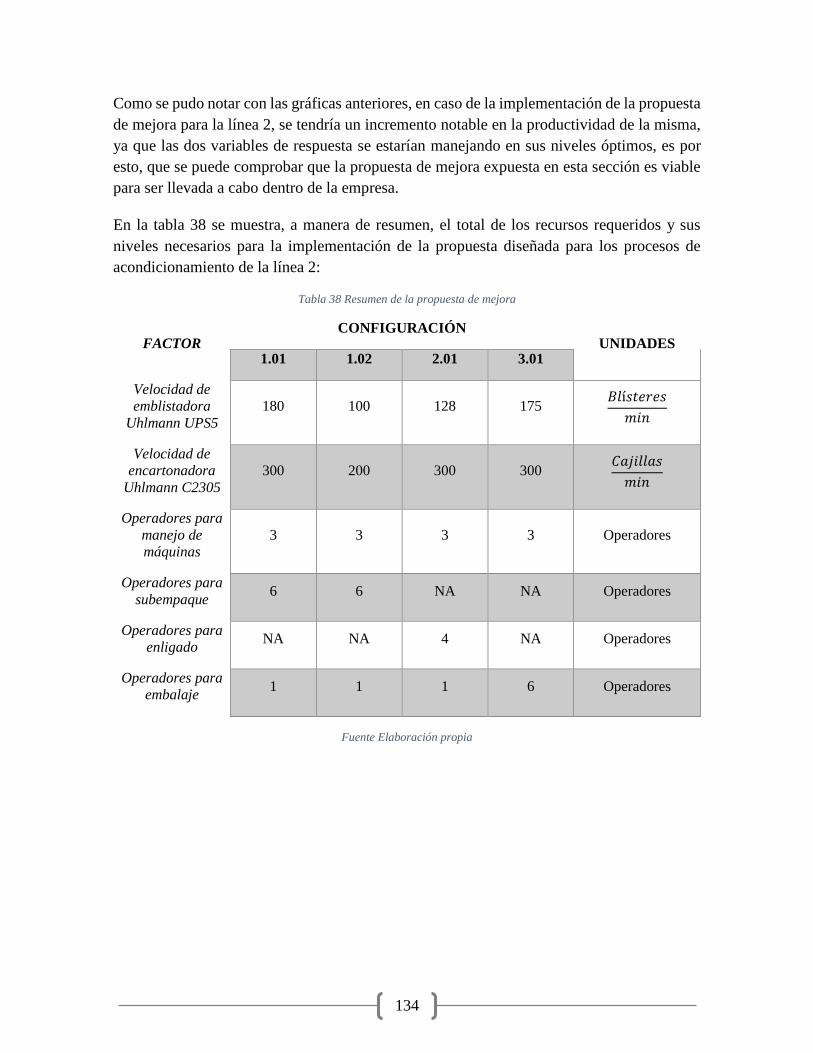
134
Como se pudo notar con las gráficas anteriores, en caso de la implementación de la propuesta
de mejora para la línea 2, se tendría un incremento notable en la productividad de la misma,
ya que las dos variables de respuesta se estarían manejando en sus niveles óptimos, es por
esto, que se puede comprobar que la propuesta de mejora expuesta en esta sección es viable
para ser llevada a cabo dentro de la empresa.
En la tabla 38 se muestra, a manera de resumen, el total de los recursos requeridos y sus
niveles necesarios para la implementación de la propuesta diseñada para los procesos de
acondicionamiento de la línea 2:
Tabla 38 Resumen de la propuesta de mejora
FACTOR CONFIGURACIÓN
UNIDADES 1.01 1.02 2.01 3.01
Velocidad de
emblistadora
Uhlmann UPS5
180 100 128 175 𝐵𝑙í𝑠𝑡𝑒𝑟𝑒𝑠
𝑚𝑖𝑛
Velocidad de
encartonadora
Uhlmann C2305
300 200 300 300 𝐶𝑎𝑗𝑖𝑙𝑙𝑎𝑠
𝑚𝑖𝑛
Operadores para
manejo de
máquinas
3 3 3 3 Operadores
Operadores para
subempaque 6 6 NA NA Operadores
Operadores para
enligado NA NA 4 NA Operadores
Operadores para
embalaje 1 1 1 6 Operadores
Fuente Elaboración propia
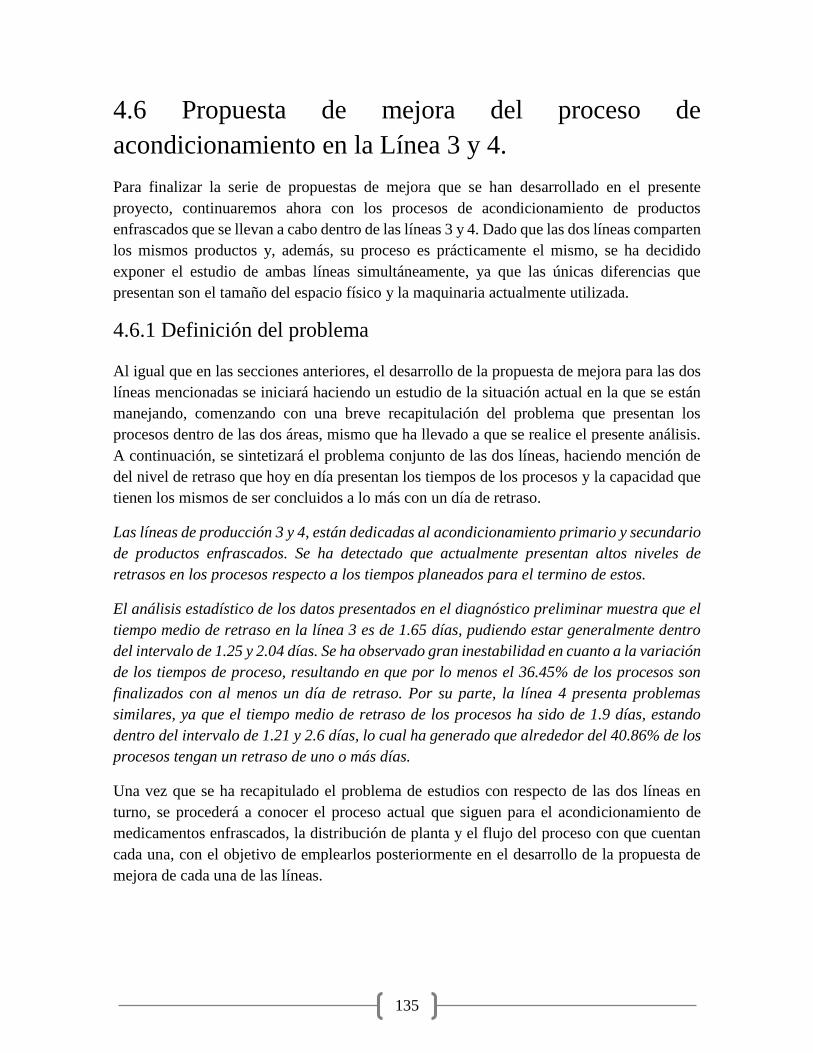
135
4.6 Propuesta de mejora del proceso de
acondicionamiento en la Línea 3 y 4.
Para finalizar la serie de propuestas de mejora que se han desarrollado en el presente
proyecto, continuaremos ahora con los procesos de acondicionamiento de productos
enfrascados que se llevan a cabo dentro de las líneas 3 y 4. Dado que las dos líneas comparten
los mismos productos y, además, su proceso es prácticamente el mismo, se ha decidido
exponer el estudio de ambas líneas simultáneamente, ya que las únicas diferencias que
presentan son el tamaño del espacio físico y la maquinaria actualmente utilizada.
4.6.1 Definición del problema
Al igual que en las secciones anteriores, el desarrollo de la propuesta de mejora para las dos
líneas mencionadas se iniciará haciendo un estudio de la situación actual en la que se están
manejando, comenzando con una breve recapitulación del problema que presentan los
procesos dentro de las dos áreas, mismo que ha llevado a que se realice el presente análisis.
A continuación, se sintetizará el problema conjunto de las dos líneas, haciendo mención de
del nivel de retraso que hoy en día presentan los tiempos de los procesos y la capacidad que
tienen los mismos de ser concluidos a lo más con un día de retraso.
Las líneas de producción 3 y 4, están dedicadas al acondicionamiento primario y secundario
de productos enfrascados. Se ha detectado que actualmente presentan altos niveles de
retrasos en los procesos respecto a los tiempos planeados para el termino de estos.
El análisis estadístico de los datos presentados en el diagnóstico preliminar muestra que el
tiempo medio de retraso en la línea 3 es de 1.65 días, pudiendo estar generalmente dentro
del intervalo de 1.25 y 2.04 días. Se ha observado gran inestabilidad en cuanto a la variación
de los tiempos de proceso, resultando en que por lo menos el 36.45% de los procesos son
finalizados con al menos un día de retraso. Por su parte, la línea 4 presenta problemas
similares, ya que el tiempo medio de retraso de los procesos ha sido de 1.9 días, estando
dentro del intervalo de 1.21 y 2.6 días, lo cual ha generado que alrededor del 40.86% de los
procesos tengan un retraso de uno o más días.
Una vez que se ha recapitulado el problema de estudios con respecto de las dos líneas en
turno, se procederá a conocer el proceso actual que siguen para el acondicionamiento de
medicamentos enfrascados, la distribución de planta y el flujo del proceso con que cuentan
cada una, con el objetivo de emplearlos posteriormente en el desarrollo de la propuesta de
mejora de cada una de las líneas.

136
Figura 93 Proceso general de acondicionamiento en la línea 3 Y 4
Fuente Mapeo de proceso presencial dentro de la línea 3 Y 4
PROCESO DE ACONDICIONAMIENTO DE PRODUCTOS ENFRASCADOS
ACONDICIONAMIENTO PRIMARIO ACONDICIONAMIENTO SECUNDARIO
Fase
INICIO
Limpieza de área
Liberación de área
Llenado de frascos
Sellado automático de
frascos
Recolección de frascos y entrega a
AS
Limpieza de área
Liberación de área
Set up de máquina etiquetadora
Suministro de frascos a la máquina
etiquetadora
Proceso Automático de
Etiquetado
Revisión de estado de etiqueta
¿Etiqueta en buen estado?
Retira etiqueta y entrega frasco para
reprocesoNO
¿Se usa cajilla?¿Producto enligado?
NO
SI
Empaque de frascos en cajilla
Enligado de grupo de frascos
Embalaje de producto
SI SI
NO
Armado de caja colectiva
Sellado, pesado y acomodo de caja
colectiva
FIN
¿Caja colectiva llena?
¿Lote terminado?
Registro de peso en bitácora
Entrega de producto a almacén de
producto terminado
NO
SI
NO
SI
4.6.1.1 Proceso de acondicionamiento dentro de la Línea 3 y 4
Como ya se ha mencionado anteriormente, para poder diseñar de manera correcta una
propuesta para mejorar los tiempos de entrega de las áreas de acondicionamiento, es
necesario primeramente conocer a fondo el accionar actual que se tiene dentro de ellas,
comenzando con el proceso actual de acondicionamiento. En esta sección, se presenta el
proceso de acondicionamiento de productos enfrascados que se maneja de manera idéntica
en las líneas 3 y 4 y que se muestra ilustrado en la figura 93.
137
Al estudiar detenidamente el proceso descrito en la figura 93, se podrá notar que al igual que
en los procesos descritos en las secciones anteriores, en este se pueden identificar y clasificar
ciertas actividades que son clave en el funcionamiento de este, por lo que es necesario
conocerlas para comprender con certeza el proceso de acondicionamiento de productos
enfrascados. Las actividades mencionadas se describen a continuación, esto sin tomar en
cuenta aquellas que son similares a las mencionadas en las líneas anteriores:
Acondicionamiento primario
Con respecto a las líneas 2 y 3, el acondicionamiento primario consiste en el llenado
de frascos con píldoras, material desecante y el instructivo correspondiente.
Posteriormente los frascos se cierran de manera automática y se recolectan en
contenedores de aproximadamente dos mil unidades de capacidad y se transportan
manualmente al área de acondicionamiento secundario.
Etiquetado de frascos
Ya en el área de acondicionamiento secundario, cada frasco es dosificado
manualmente a la máquina etiquetadora y se lleva a cabo el proceso automático de
etiquetado. Cada frasco que sale del proceso de etiquetado es inspeccionado de
manera visual por un operador y entregado para ser empacado.
Empaque y embalaje del producto
Es la fase final del proceso de acondicionamiento de frascos, misma que consiste en
introducir los frascos en el tipo de empaque correspondiente al tipo de producto y,
posteriormente, llevar a cabo el proceso de embalaje según la capacidad de la caja
colectiva que se emplee para cada tipo de producto.
Tal como ocurrió en los procesos correspondientes a las líneas de acondicionamiento
anteriores, en el proceso de acondicionamiento de productos enfrascados presenta distintos
tipos de empaque final, lo cual determina el tipo de subproceso que se ha de seguir. A
continuación, se presenta la clasificación de los subprocesos, de acuerdo con el tipo de
empaque que se entrega al cliente:
Empaque: Se refiere al clásico tipo de empaque que se ha manejado en las líneas
anteriores, es decir introducir un frasco por cajilla y finalmente tomar cierto número
de cajillas y llevar a cabo el proceso de embalaje de acuerdo con la capacidad de la
caja colectiva.
Enligado: En este caso, cada cierto número de frascos se unen mediante una liga
elástica y se embalan hasta cumplir con la capacidad de la caja colectiva.
Únicamente embalaje: El empaque de este tipo se refiere tomar cierto número de
frascos sin ningún tipo de acondicionamiento secundario e introducirlos en la caja
colectiva hasta cumplir con su capacidad
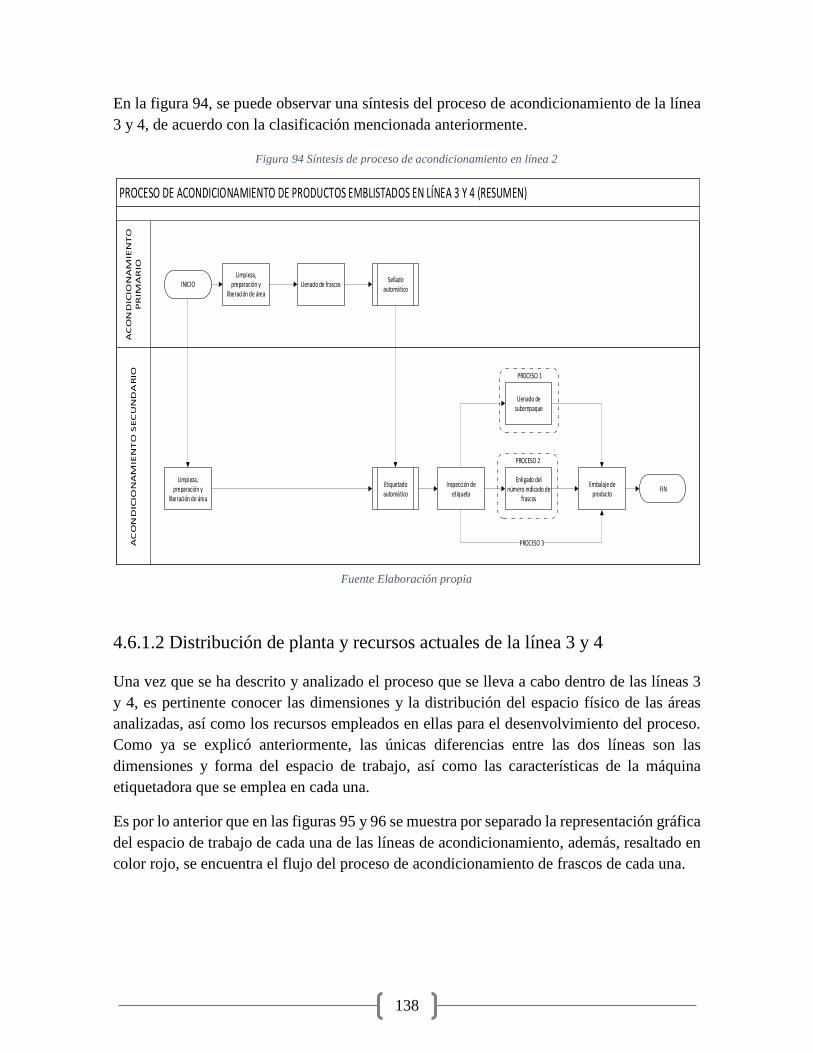
138
Figura 94 Síntesis de proceso de acondicionamiento en línea 2
Fuente Elaboración propia
PROCESO DE ACONDICIONAMIENTO DE PRODUCTOS EMBLISTADOS EN LÍNEA 3 Y 4 (RESUMEN)
AC
ON
DIC
ION
AM
IEN
TO
SEC
UN
DA
RIO
AC
ON
DIC
ION
AM
IEN
TO
P
RIM
AR
IO
PROCESO 1
PROCESO 2
INICIOLimpieza,
preparación y liberación de área
Limpieza, preparación y
liberación de área
Sellado automático
Inspección de etiqueta
Llenado de subempaque
Enligado del número indicado de
frascos
Embalaje de producto
FIN
PROCESO 3
Llenado de frascos
Etiquetado automático
En la figura 94, se puede observar una síntesis del proceso de acondicionamiento de la línea
3 y 4, de acuerdo con la clasificación mencionada anteriormente.
4.6.1.2 Distribución de planta y recursos actuales de la línea 3 y 4
Una vez que se ha descrito y analizado el proceso que se lleva a cabo dentro de las líneas 3
y 4, es pertinente conocer las dimensiones y la distribución del espacio físico de las áreas
analizadas, así como los recursos empleados en ellas para el desenvolvimiento del proceso.
Como ya se explicó anteriormente, las únicas diferencias entre las dos líneas son las
dimensiones y forma del espacio de trabajo, así como las características de la máquina
etiquetadora que se emplea en cada una.
Es por lo anterior que en las figuras 95 y 96 se muestra por separado la representación gráfica
del espacio de trabajo de cada una de las líneas de acondicionamiento, además, resaltado en
color rojo, se encuentra el flujo del proceso de acondicionamiento de frascos de cada una.
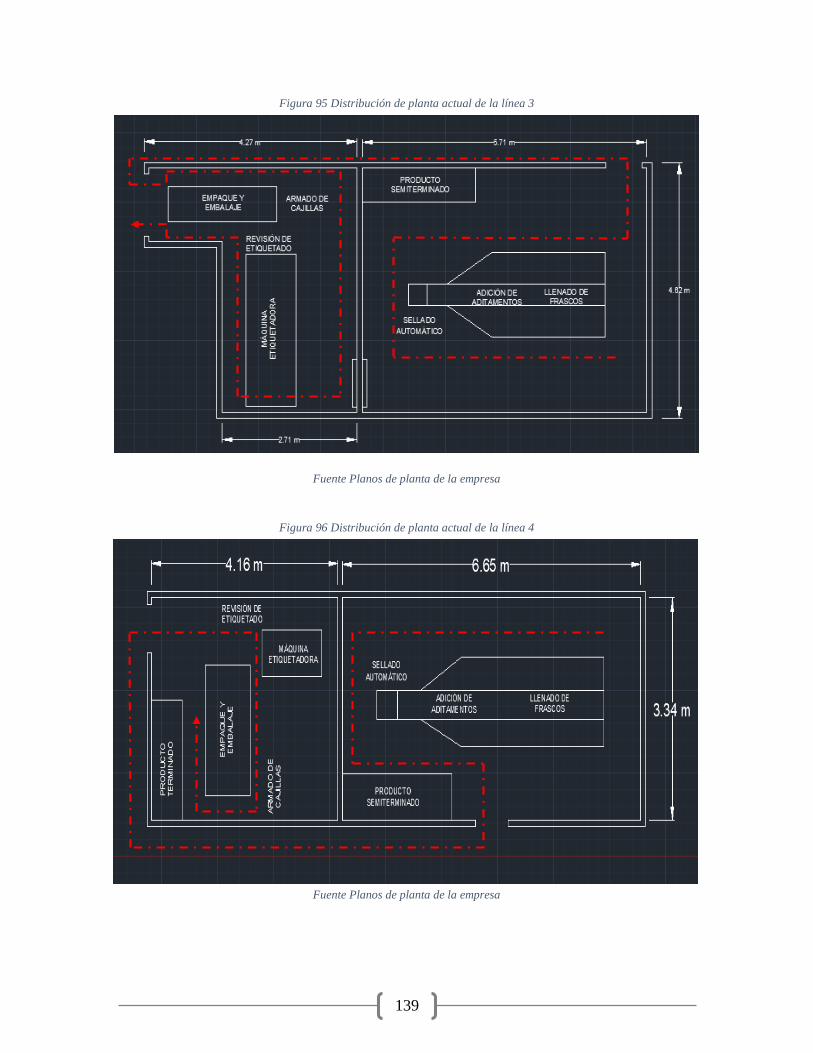
139
Figura 95 Distribución de planta actual de la línea 3
Fuente Planos de planta de la empresa
Figura 96 Distribución de planta actual de la línea 4
Fuente Planos de planta de la empresa
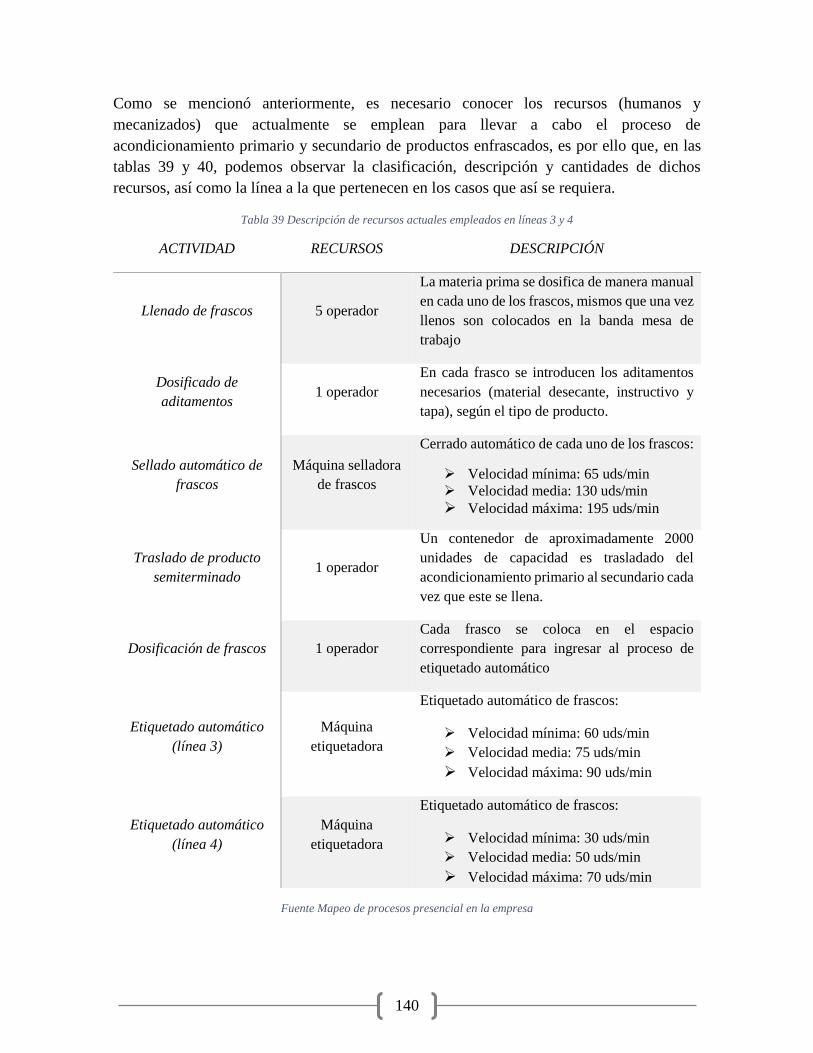
140
Como se mencionó anteriormente, es necesario conocer los recursos (humanos y
mecanizados) que actualmente se emplean para llevar a cabo el proceso de
acondicionamiento primario y secundario de productos enfrascados, es por ello que, en las
tablas 39 y 40, podemos observar la clasificación, descripción y cantidades de dichos
recursos, así como la línea a la que pertenecen en los casos que así se requiera.
Tabla 39 Descripción de recursos actuales empleados en líneas 3 y 4
ACTIVIDAD RECURSOS DESCRIPCIÓN
Llenado de frascos 5 operador
La materia prima se dosifica de manera manual
en cada uno de los frascos, mismos que una vez
llenos son colocados en la banda mesa de
trabajo
Dosificado de
aditamentos 1 operador
En cada frasco se introducen los aditamentos
necesarios (material desecante, instructivo y
tapa), según el tipo de producto.
Sellado automático de
frascos
Máquina selladora
de frascos
Cerrado automático de cada uno de los frascos:
Velocidad mínima: 65 uds/min
Velocidad media: 130 uds/min
Velocidad máxima: 195 uds/min
Traslado de producto
semiterminado 1 operador
Un contenedor de aproximadamente 2000
unidades de capacidad es trasladado del
acondicionamiento primario al secundario cada
vez que este se llena.
Dosificación de frascos 1 operador
Cada frasco se coloca en el espacio
correspondiente para ingresar al proceso de
etiquetado automático
Etiquetado automático
(línea 3)
Máquina
etiquetadora
Etiquetado automático de frascos:
Velocidad mínima: 60 uds/min
Velocidad media: 75 uds/min
Velocidad máxima: 90 uds/min
Etiquetado automático
(línea 4)
Máquina
etiquetadora
Etiquetado automático de frascos:
Velocidad mínima: 30 uds/min
Velocidad media: 50 uds/min
Velocidad máxima: 70 uds/min
Fuente Mapeo de procesos presencial en la empresa
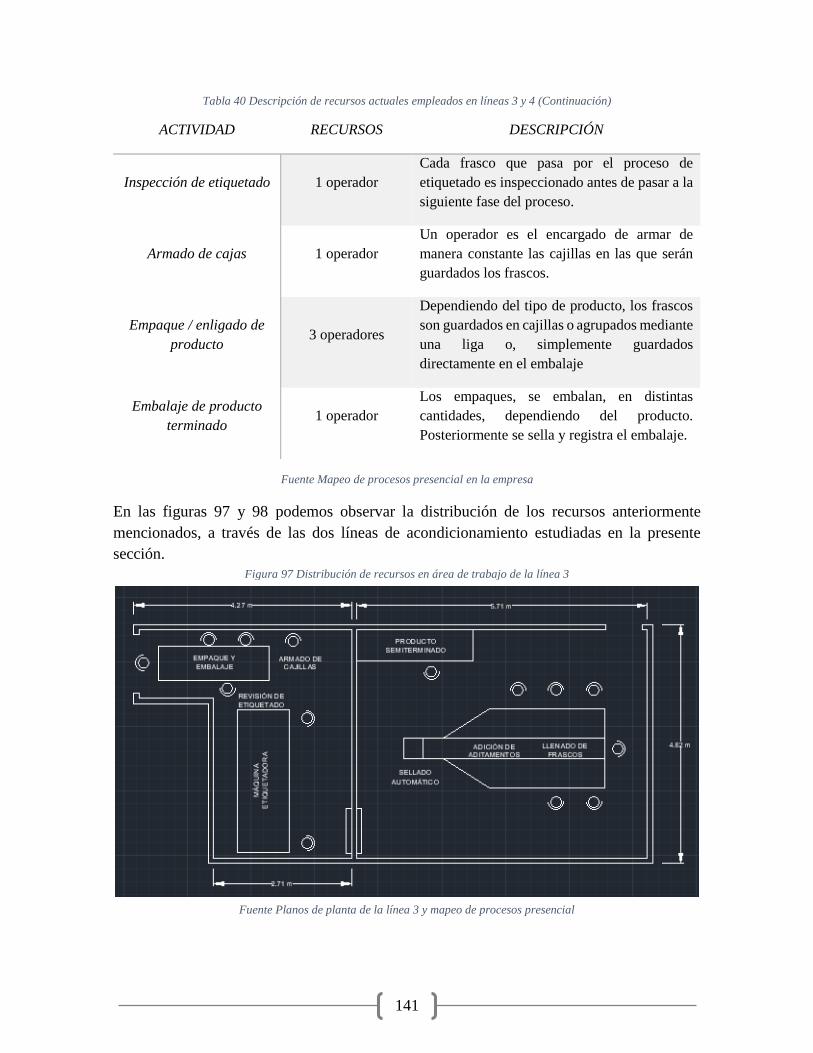
141
Figura 97 Distribución de recursos en área de trabajo de la línea 3
Fuente Planos de planta de la línea 3 y mapeo de procesos presencial
Tabla 40 Descripción de recursos actuales empleados en líneas 3 y 4 (Continuación)
ACTIVIDAD RECURSOS DESCRIPCIÓN
Inspección de etiquetado 1 operador
Cada frasco que pasa por el proceso de
etiquetado es inspeccionado antes de pasar a la
siguiente fase del proceso.
Armado de cajas 1 operador
Un operador es el encargado de armar de
manera constante las cajillas en las que serán
guardados los frascos.
Empaque / enligado de
producto 3 operadores
Dependiendo del tipo de producto, los frascos
son guardados en cajillas o agrupados mediante
una liga o, simplemente guardados
directamente en el embalaje
Embalaje de producto
terminado 1 operador
Los empaques, se embalan, en distintas
cantidades, dependiendo del producto.
Posteriormente se sella y registra el embalaje.
Fuente Mapeo de procesos presencial en la empresa
En las figuras 97 y 98 podemos observar la distribución de los recursos anteriormente
mencionados, a través de las dos líneas de acondicionamiento estudiadas en la presente
sección.
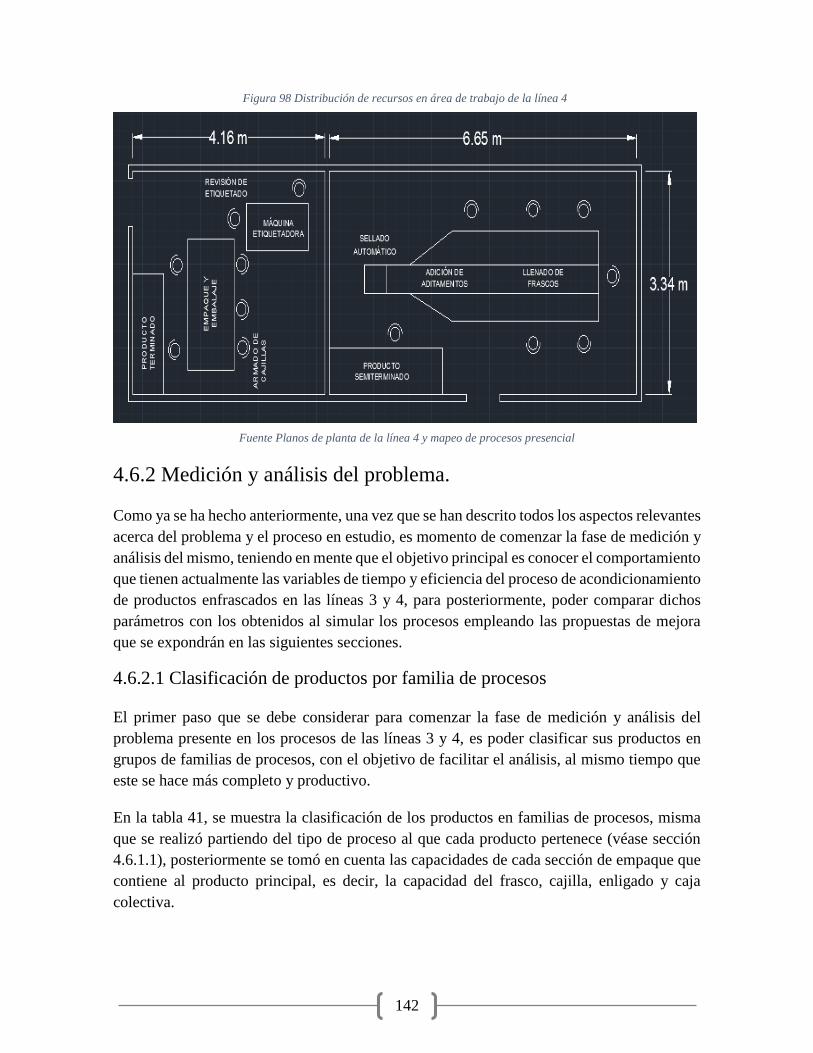
142
Figura 98 Distribución de recursos en área de trabajo de la línea 4
Fuente Planos de planta de la línea 4 y mapeo de procesos presencial
4.6.2 Medición y análisis del problema.
Como ya se ha hecho anteriormente, una vez que se han descrito todos los aspectos relevantes
acerca del problema y el proceso en estudio, es momento de comenzar la fase de medición y
análisis del mismo, teniendo en mente que el objetivo principal es conocer el comportamiento
que tienen actualmente las variables de tiempo y eficiencia del proceso de acondicionamiento
de productos enfrascados en las líneas 3 y 4, para posteriormente, poder comparar dichos
parámetros con los obtenidos al simular los procesos empleando las propuestas de mejora
que se expondrán en las siguientes secciones.
4.6.2.1 Clasificación de productos por familia de procesos
El primer paso que se debe considerar para comenzar la fase de medición y análisis del
problema presente en los procesos de las líneas 3 y 4, es poder clasificar sus productos en
grupos de familias de procesos, con el objetivo de facilitar el análisis, al mismo tiempo que
este se hace más completo y productivo.
En la tabla 41, se muestra la clasificación de los productos en familias de procesos, misma
que se realizó partiendo del tipo de proceso al que cada producto pertenece (véase sección
4.6.1.1), posteriormente se tomó en cuenta las capacidades de cada sección de empaque que
contiene al producto principal, es decir, la capacidad del frasco, cajilla, enligado y caja
colectiva.
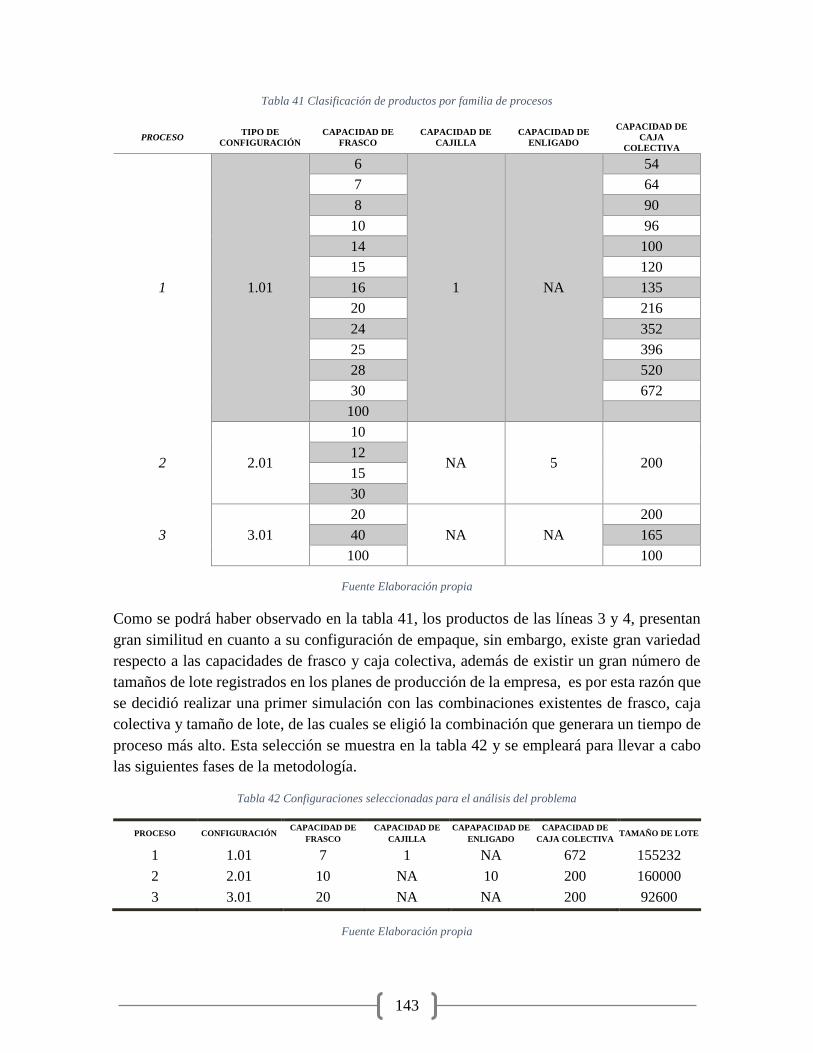
143
Tabla 41 Clasificación de productos por familia de procesos
PROCESO TIPO DE
CONFIGURACIÓN
CAPACIDAD DE
FRASCO
CAPACIDAD DE
CAJILLA
CAPACIDAD DE
ENLIGADO
CAPACIDAD DE
CAJA
COLECTIVA
1 1.01
6
1 NA
54
7 64
8 90
10 96
14 100
15 120
16 135
20 216
24 352
25 396
28 520
30 672
100
2 2.01
10
NA 5 200 12
15
30
3 3.01
20
NA NA
200
40 165
100 100
Fuente Elaboración propia
Como se podrá haber observado en la tabla 41, los productos de las líneas 3 y 4, presentan
gran similitud en cuanto a su configuración de empaque, sin embargo, existe gran variedad
respecto a las capacidades de frasco y caja colectiva, además de existir un gran número de
tamaños de lote registrados en los planes de producción de la empresa, es por esta razón que
se decidió realizar una primer simulación con las combinaciones existentes de frasco, caja
colectiva y tamaño de lote, de las cuales se eligió la combinación que generara un tiempo de
proceso más alto. Esta selección se muestra en la tabla 42 y se empleará para llevar a cabo
las siguientes fases de la metodología.
Tabla 42 Configuraciones seleccionadas para el análisis del problema
PROCESO CONFIGURACIÓN CAPACIDAD DE
FRASCO
CAPACIDAD DE
CAJILLA
CAPAPACIDAD DE
ENLIGADO
CAPACIDAD DE
CAJA COLECTIVA TAMAÑO DE LOTE
1 1.01 7 1 NA 672 155232
2 2.01 10 NA 10 200 160000
3 3.01 20 NA NA 200 92600
Fuente Elaboración propia
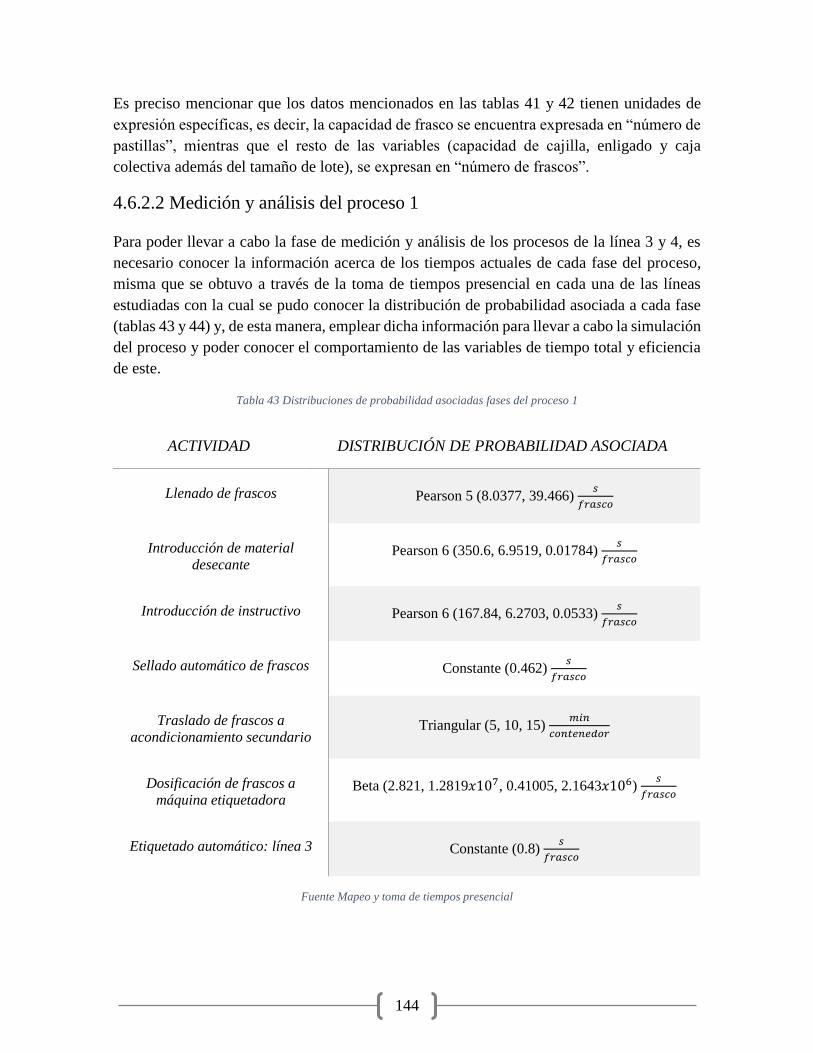
144
Es preciso mencionar que los datos mencionados en las tablas 41 y 42 tienen unidades de
expresión específicas, es decir, la capacidad de frasco se encuentra expresada en “número de
pastillas”, mientras que el resto de las variables (capacidad de cajilla, enligado y caja
colectiva además del tamaño de lote), se expresan en “número de frascos”.
4.6.2.2 Medición y análisis del proceso 1
Para poder llevar a cabo la fase de medición y análisis de los procesos de la línea 3 y 4, es
necesario conocer la información acerca de los tiempos actuales de cada fase del proceso,
misma que se obtuvo a través de la toma de tiempos presencial en cada una de las líneas
estudiadas con la cual se pudo conocer la distribución de probabilidad asociada a cada fase
(tablas 43 y 44) y, de esta manera, emplear dicha información para llevar a cabo la simulación
del proceso y poder conocer el comportamiento de las variables de tiempo total y eficiencia
de este.
Tabla 43 Distribuciones de probabilidad asociadas fases del proceso 1
ACTIVIDAD DISTRIBUCIÓN DE PROBABILIDAD ASOCIADA
Llenado de frascos Pearson 5 (8.0377, 39.466) 𝑠
𝑓𝑟𝑎𝑠𝑐𝑜
Introducción de material
desecante Pearson 6 (350.6, 6.9519, 0.01784)
𝑠
𝑓𝑟𝑎𝑠𝑐𝑜
Introducción de instructivo Pearson 6 (167.84, 6.2703, 0.0533) 𝑠
𝑓𝑟𝑎𝑠𝑐𝑜
Sellado automático de frascos Constante (0.462) 𝑠
𝑓𝑟𝑎𝑠𝑐𝑜
Traslado de frascos a
acondicionamiento secundario Triangular (5, 10, 15)
𝑚𝑖𝑛
𝑐𝑜𝑛𝑡𝑒𝑛𝑒𝑑𝑜𝑟
Dosificación de frascos a
máquina etiquetadora Beta (2.821, 1.2819𝑥107, 0.41005, 2.1643𝑥106)
𝑠
𝑓𝑟𝑎𝑠𝑐𝑜
Etiquetado automático: línea 3 Constante (0.8) 𝑠
𝑓𝑟𝑎𝑠𝑐𝑜
Fuente Mapeo y toma de tiempos presencial
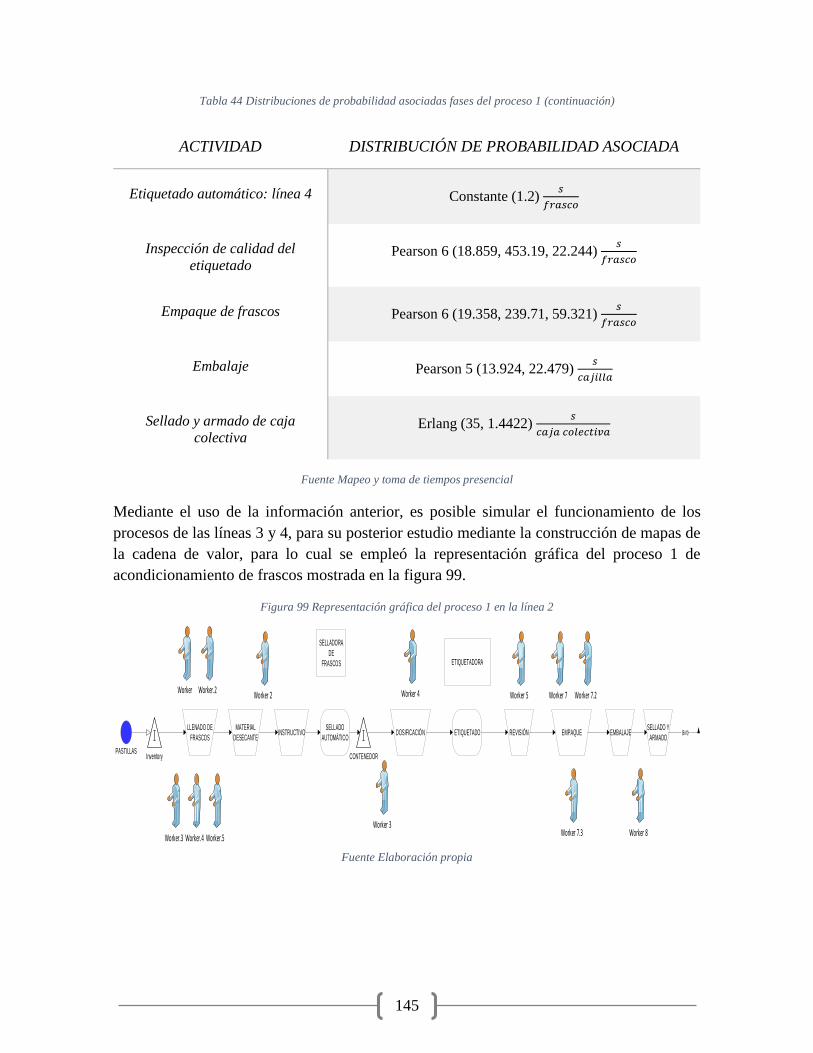
145
Figura 99 Representación gráfica del proceso 1 en la línea 2
Fuente Elaboración propia
DOSIFICACIÓN ETIQUETADO
ETIQUETADORA
REVISIÓN EMPAQUE EMBALAJESELLADO Y
ARMADO(Exit)
CONTENEDOR
LLENADO DE
FRASCOS
MATERIAL
DESECANTEINSTRUCTIVO
SELLADO
AUTOMÁTICO
SELLADORA
DE
FRASCOS
Worker Worker.2
Worker.3 Worker.4 Worker.5
Worker 2
Worker 3
Worker 4 Worker 5 Worker 7 Worker 7.2
Worker 7.3 Worker 8
InventoryPASTILLAS
Tabla 44 Distribuciones de probabilidad asociadas fases del proceso 1 (continuación)
ACTIVIDAD DISTRIBUCIÓN DE PROBABILIDAD ASOCIADA
Etiquetado automático: línea 4 Constante (1.2) 𝑠
𝑓𝑟𝑎𝑠𝑐𝑜
Inspección de calidad del
etiquetado Pearson 6 (18.859, 453.19, 22.244)
𝑠
𝑓𝑟𝑎𝑠𝑐𝑜
Empaque de frascos Pearson 6 (19.358, 239.71, 59.321) 𝑠
𝑓𝑟𝑎𝑠𝑐𝑜
Embalaje Pearson 5 (13.924, 22.479) 𝑠
𝑐𝑎𝑗𝑖𝑙𝑙𝑎
Sellado y armado de caja
colectiva Erlang (35, 1.4422)
𝑠
𝑐𝑎𝑗𝑎 𝑐𝑜𝑙𝑒𝑐𝑡𝑖𝑣𝑎
Fuente Mapeo y toma de tiempos presencial
Mediante el uso de la información anterior, es posible simular el funcionamiento de los
procesos de las líneas 3 y 4, para su posterior estudio mediante la construcción de mapas de
la cadena de valor, para lo cual se empleó la representación gráfica del proceso 1 de
acondicionamiento de frascos mostrada en la figura 99.

146
Figura 100 VSM del proceso de la configuración 1.01 en la línea 3
Fuente Elaboración propia
1
MATERIAL DESECANTE
0
INSTRUCTIVO
0
SELLADO DE FRASCOS
1
DOSIFICACIÓN
1
EMBALAJE SELLADO Y ARMADO
Control de producción
ALMACÉN DE PRODUCTO TERMINADO
FABRICACIÓN
.991 frascos 0.006 frascos 0.319 frascos 1 embalaje
TU = 31.08 min
TT = 119.648 hTIEMPO TOTAL DEL PROCESO (TT) Y TIEMPO POR CORRUGADO (TU)
5
LLENADO DE FRASCOS
45558 frascos
1086624
5.605 s
35.11 h (126412.28 s)
1.052 s
2.75 s
1.698 s
0.016 s
0.462 s
29.77 min (1786.45 s)
0.887 s
0.448 s
1.567 s8.78 min (526.69 s)
25.138 s
TC = 1.052 s
UT = 37.901%
TC = 1.698 s
UT = 61.191%
TC = 0.462 s
UT = 16.65%
TC = 0.887 s
UT = 31.952%
TC = 1.567 s
UT = 56.462%
TC = 25.138 s
UT = 1.348%
TVA = 41.032 s
TNVA = 35.96 h
Ef = 0.0317%
0.161 frascos 0
ETIQUETADO
0.8 s
42.573 s
15.343 frascos 1
REVISIÓN
0.928 s
38.661 s
2.895 s
10.48 min (628.82 s)
13.933 frascos 3
EMPAQUE
TC = 2.895 s
UT = 34.782%
TC = 0.928 s
UT = 33.434%
TC = 0.8 s
UT = 28.831%
226.623 frascos
TC = 5.605 s
UT = 40.399%
FIFO FIFO
Una vez simulado el proceso 1 de acondicionamiento de frascos empleando los datos de la
línea número 3, se emplearon los datos obtenidos para la construcción de mapa de cadena de
valor mostrado en la figura 100. En él se puede observar que dentro de la línea 3 de
acondicionamiento de productos enfrascados, se requiere de por lo menos 119.65 horas para
completar un lote de 155,232 piezas, ya que se culmina el empacado de una caja colectiva
cada 31.08 minutos en promedio.
Así mismo, se puede inferir que durante el desarrollo del proceso existen cuellos de botella,
ya que la eficiencia del proceso es muy baja, siendo tan solo de 0.032%. Esto se puede
observar con claridad en las figuras 101 y 102, donde se muestra gráficamente los cuellos de
botella en las actividades de introducción de material desecante y el embalaje del producto
terminado. Es claro que la baja eficiencia del proceso se debe a que el tiempo de valor no
agregado supera con creces al tiempo de valor agregado, siendo el primero de 35.96 horas,
mientras que el segundo es de tan solo 41.03 segundos.
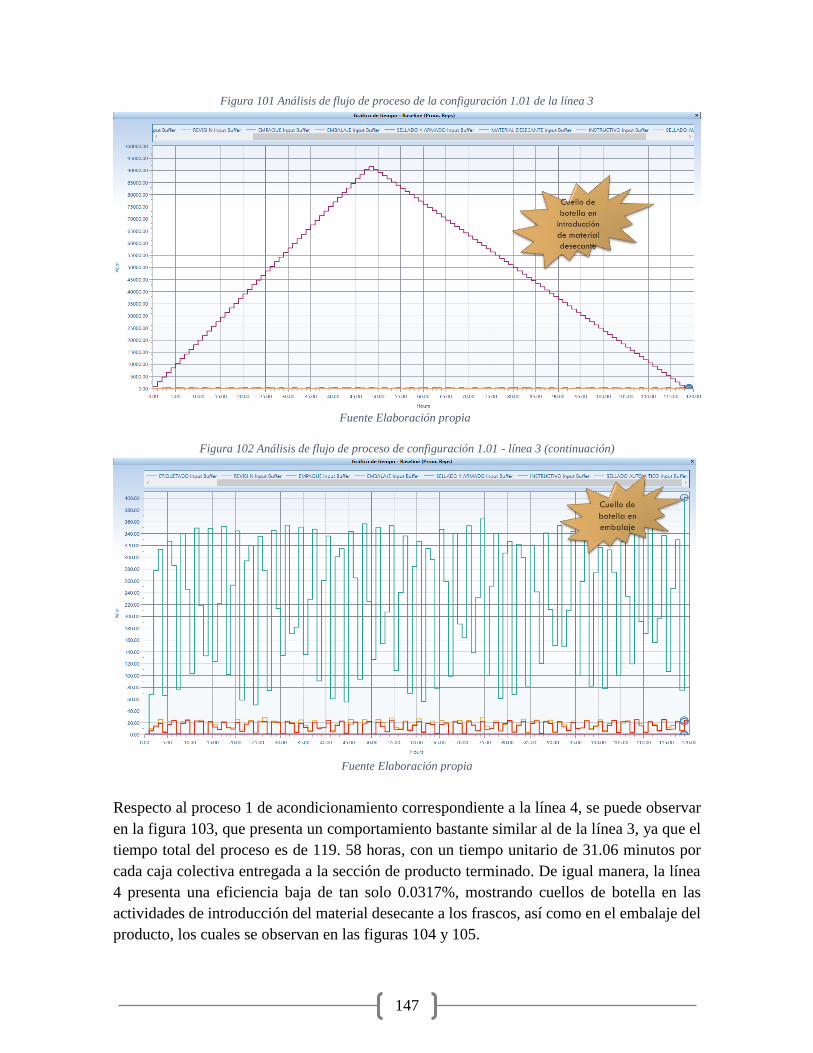
147
Figura 101 Análisis de flujo de proceso de la configuración 1.01 de la línea 3
Fuente Elaboración propia
Figura 102 Análisis de flujo de proceso de configuración 1.01 - línea 3 (continuación)
Fuente Elaboración propia
Respecto al proceso 1 de acondicionamiento correspondiente a la línea 4, se puede observar
en la figura 103, que presenta un comportamiento bastante similar al de la línea 3, ya que el
tiempo total del proceso es de 119. 58 horas, con un tiempo unitario de 31.06 minutos por
cada caja colectiva entregada a la sección de producto terminado. De igual manera, la línea
4 presenta una eficiencia baja de tan solo 0.0317%, mostrando cuellos de botella en las
actividades de introducción del material desecante a los frascos, así como en el embalaje del
producto, los cuales se observan en las figuras 104 y 105.
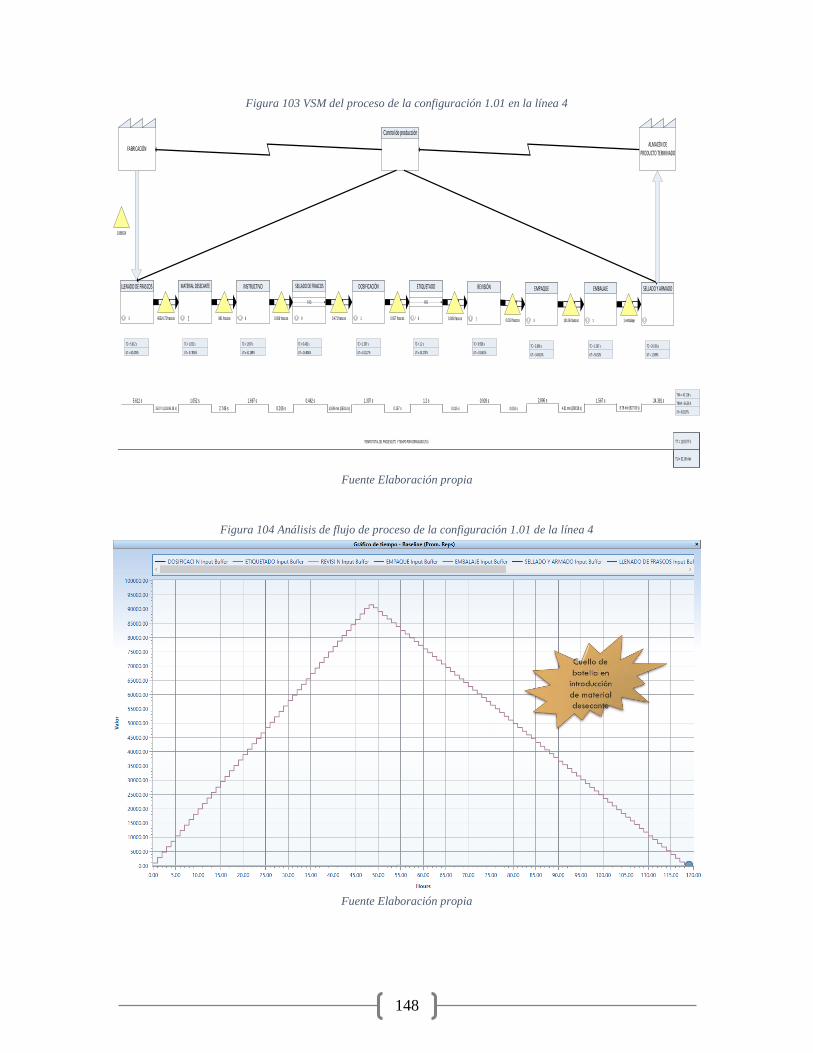
148
Figura 103 VSM del proceso de la configuración 1.01 en la línea 4
Fuente Elaboración propia
Figura 104 Análisis de flujo de proceso de la configuración 1.01 de la línea 4
Fuente Elaboración propia
1
MATERIAL DESECANTE
0
INSTRUCTIVO
0
SELLADO DE FRASCOS
1
DOSIFICACIÓN
1
EMBALAJE SELLADO Y ARMADO
Control de producción
ALMACÉN DE PRODUCTO TERMINADO
FABRICACIÓN
.991 frascos 0.006 frascos 0.471 frascos 1 embalaje
TU = 31.06 min
TT = 119.577 hTIEMPO TOTAL DEL PROCESO (TT) Y TIEMPO POR CORRUGADO (TU)
5
LLENADO DE FRASCOS
45524.73 frascos
1086624
5.612 s
35.07 h (126245.38 s)
1.052 s
2.749 s
1.697 s
0.016 s
0.462 s
43.89 min (2633.4 s)
1.307 s
0.157 s
1.567 s8.78 min (527.03 s)
24.391 s
TC = 1.052 s
UT = 37.926%
TC = 1.697 s
UT = 61.189%
TC = 0.462 s
UT = 16.804%
TC = 1.307 s
UT = 41.127%
TC = 1.567 s
UT = 56.52%
TC = 24.391 s
UT = 1.309%
TVA = 41.116 s
TNVA = 36.03 h
Ef = 0.0317%
0.057 frascos 0
ETIQUETADO
1.2 s
0.015 s
0.005 frascos 1
REVISIÓN
0.928 s
0.053 s
2.896 s
4.81 min (288.58 s)
0.019 frascos 3
EMPAQUE
TC = 2.896 s
UT = 34.813%
TC = 0.928 s
UT = 33.461%
TC = 1.2 s
UT = 43.273%
104.06 frascos
TC = 5.612 s
UT = 40.478%
FIFO FIFO

149
Fuente Elaboración propia
Figura 106 Representación gráfica del proceso 2 en la línea 3 y 4
Figura 105 Análisis de flujo de proceso de configuración 1.01 - línea 4 (continuación)
Fuente Elaboración propia
DOSIFICACIÓN ETIQUETADO
ETIQUETADORA
REVISIÓN ENLIGADO EMBALAJESELLADO Y
ARMADO(Exit)
CONTENEDOR
LLENADO DE
FRASCOS
MATERIAL
DESECANTEINSTRUCTIVO
SELLADO
AUTOMÁTICO
SELLADORA
DE
FRASCOS
Worker Worker.2
Worker.3 Worker.4 Worker.5
Worker 2
Worker 3
Worker 4 Worker 5 Worker 7 Worker 7.2
Worker 7.3 Worker 8
InventoryPASTILLAS
4.6.2.3 Medición y análisis del proceso 2
Una vez que conocemos lo referente al estado actual del proceso 1 de acondicionamiento de
productos enfrascados, es momento de continuar con el proceso dos, mismo que presenta la
particularidad de no emplear acondicionamiento secundario, sino que agrupa cierto número
de frascos mediante una liga y posteriormente los resguarda en el embalaje final. Podemos
ver la representación gráfica del proceso en la figura 106, al igual que la distribución de los
recursos para cada actividad. También, en la tabla 45, se hace mención únicamente de la
distribución de probabilidad asociada a la actividad de enligado de frascos, ya que las
distribuciones asociadas al resto de actividades fueron mencionadas en la sección anterior.
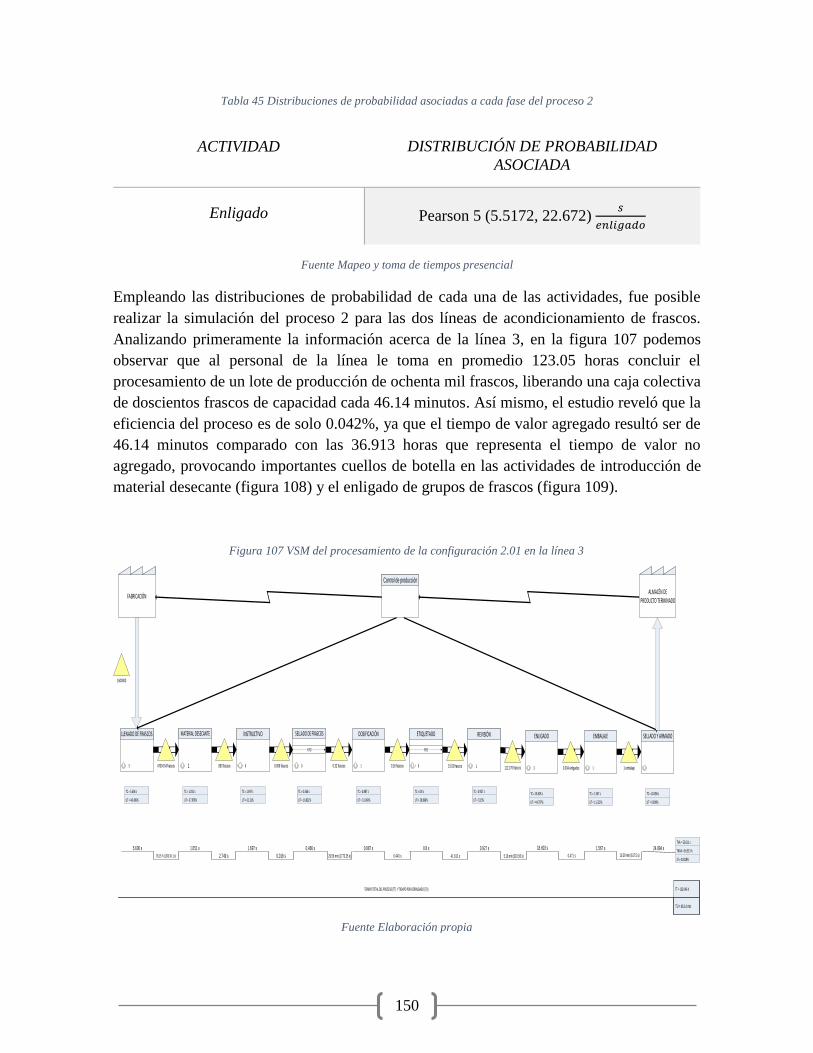
150
Fuente Elaboración propia
Figura 107 VSM del procesamiento de la configuración 2.01 en la línea 3
1
MATERIAL DESECANTE
0
INSTRUCTIVO
0
SELLADO DE FRASCOS
1
DOSIFICACIÓN
1
EMBALAJE SELLADO Y ARMADO
Control de producción
ALMACÉN DE PRODUCTO TERMINADO
FABRICACIÓN
.993 frascos 0.006 frascos 0.32 frascos 1 embalaje
TU = 46.14 min
TT = 123.046 hTIEMPO TOTAL DEL PROCESO (TT) Y TIEMPO POR CORRUGADO (TU)
5
LLENADO DE FRASCOS
47004.54 frascos
1600000
5.606 s
35.15 h (130134.1 s)
1.051 s
2.749 s
1.697 s
0.016 s
0.466 s
29.56 min (1773.35 s)
0.887 s
0.443 s
1.567 s10.29 min (617.5 s)
24.894 s
TC = 1.051 s
UT = 37.978%
TC = 1.697 s
UT = 61.31%
TC = 0.466 s
UT = 16.832%
TC = 0.887 s
UT = 31.043%
TC = 1.567 s
UT = 11.322%
TC = 24.894 s
UT = 0.899%
TVA = 55.611 s
TNVA = 36.913 h
Ef = 0.0418%
0.16 frascos 0
ETIQUETADO
0.8 s
41.612 s
15.03 frascos 1
REVISIÓN
0.927 s
5.18 min (310.56 s)
18.603 s
0.471 s
112.176 frascos 3
ENLIGADO
TC = 18.603 s
UT = 44.797%
TC = 0.927 s
UT = 33.5%
TC = 0.8 s
UT = 28.896%
0.034 enligados
TC = 5.606 s
UT = 40.499%
FIFO FIFO
Tabla 45 Distribuciones de probabilidad asociadas a cada fase del proceso 2
ACTIVIDAD DISTRIBUCIÓN DE PROBABILIDAD
ASOCIADA
Enligado Pearson 5 (5.5172, 22.672) 𝑠
𝑒𝑛𝑙𝑖𝑔𝑎𝑑𝑜
Fuente Mapeo y toma de tiempos presencial
Empleando las distribuciones de probabilidad de cada una de las actividades, fue posible
realizar la simulación del proceso 2 para las dos líneas de acondicionamiento de frascos.
Analizando primeramente la información acerca de la línea 3, en la figura 107 podemos
observar que al personal de la línea le toma en promedio 123.05 horas concluir el
procesamiento de un lote de producción de ochenta mil frascos, liberando una caja colectiva
de doscientos frascos de capacidad cada 46.14 minutos. Así mismo, el estudio reveló que la
eficiencia del proceso es de solo 0.042%, ya que el tiempo de valor agregado resultó ser de
46.14 minutos comparado con las 36.913 horas que representa el tiempo de valor no
agregado, provocando importantes cuellos de botella en las actividades de introducción de
material desecante (figura 108) y el enligado de grupos de frascos (figura 109).
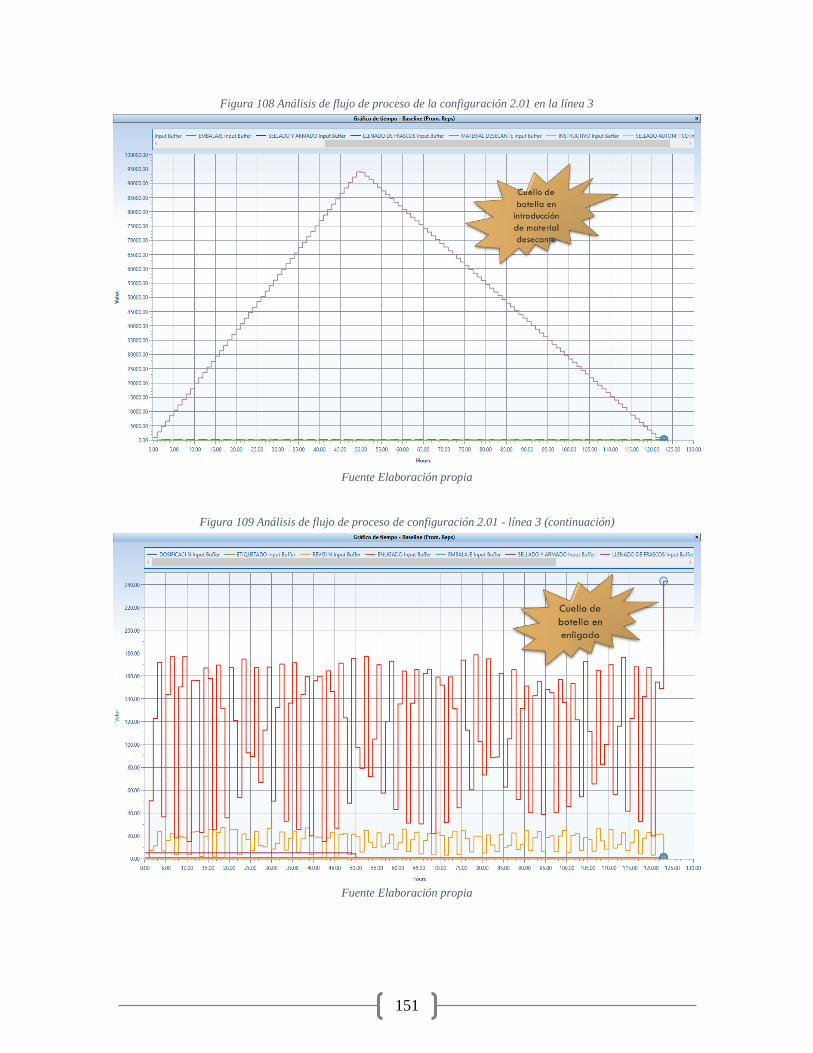
151
Figura 108 Análisis de flujo de proceso de la configuración 2.01 en la línea 3
Figura 109 Análisis de flujo de proceso de configuración 2.01 - línea 3 (continuación)
Fuente Elaboración propia
Fuente Elaboración propia
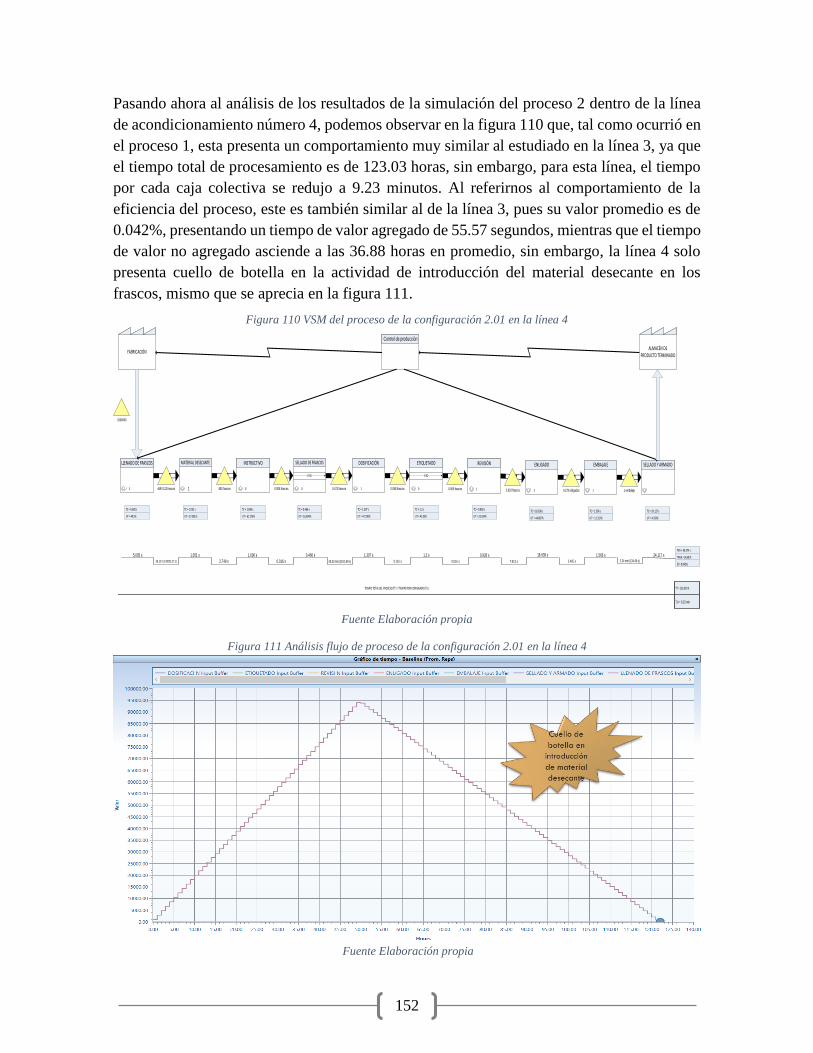
152
Figura 110 VSM del proceso de la configuración 2.01 en la línea 4
Fuente Elaboración propia
Figura 111 Análisis flujo de proceso de la configuración 2.01 en la línea 4
1
MATERIAL DESECANTE
0
INSTRUCTIVO
0
SELLADO DE FRASCOS
1
DOSIFICACIÓN
1
EMBALAJE SELLADO Y ARMADO
Control de producción
ALMACÉN DE PRODUCTO TERMINADO
FABRICACIÓN
.992 frascos 0.006 frascos 0.472 frascos 1 embalaje
TU = 9.23 min
TT = 123.029 hTIEMPO TOTAL DEL PROCESO (TT) Y TIEMPO POR CORRUGADO (TU)
5
LLENADO DE FRASCOS
46974.21 frascos
1600000
5.605 s
36.12 h (130032.27 s)
1.051 s
2.749 s
1.696 s
0.016 s
0.466 s
43.53 min (2611.69 s)
1.307 s
0.161 s
1.566 s2.24 min (134.45 s)
24.117 s
TC = 1.051 s
UT = 37.961%
TC = 1.696 s
UT = 61.276%
TC = 0.466 s
UT = 16.834%
TC = 1.307 s
UT = 47.198%
TC = 1.566 s
UT = 11.313%
TC = 24.117 s
UT = 4.356%
TVA = 55.574 s
TNVA = 36.88 h
Ef = 0.042%
0.058 frascos 0
ETIQUETADO
1.2 s
0.015 s
0.005 frascos 1
REVISIÓN
0.928 s
7.813 s
18.638 s
2.465 s
2.823 frascos 3
ENLIGADO
TC = 18.638 s
UT = 44.887%
TC = 0.928 s
UT = 33.524%
TC = 1.2 s
UT = 43.35%
0.178 enligados
TC = 5.605 s
UT = 40.5%
FIFO FIFO
Fuente Elaboración propia
Pasando ahora al análisis de los resultados de la simulación del proceso 2 dentro de la línea
de acondicionamiento número 4, podemos observar en la figura 110 que, tal como ocurrió en
el proceso 1, esta presenta un comportamiento muy similar al estudiado en la línea 3, ya que
el tiempo total de procesamiento es de 123.03 horas, sin embargo, para esta línea, el tiempo
por cada caja colectiva se redujo a 9.23 minutos. Al referirnos al comportamiento de la
eficiencia del proceso, este es también similar al de la línea 3, pues su valor promedio es de
0.042%, presentando un tiempo de valor agregado de 55.57 segundos, mientras que el tiempo
de valor no agregado asciende a las 36.88 horas en promedio, sin embargo, la línea 4 solo
presenta cuello de botella en la actividad de introducción del material desecante en los
frascos, mismo que se aprecia en la figura 111.
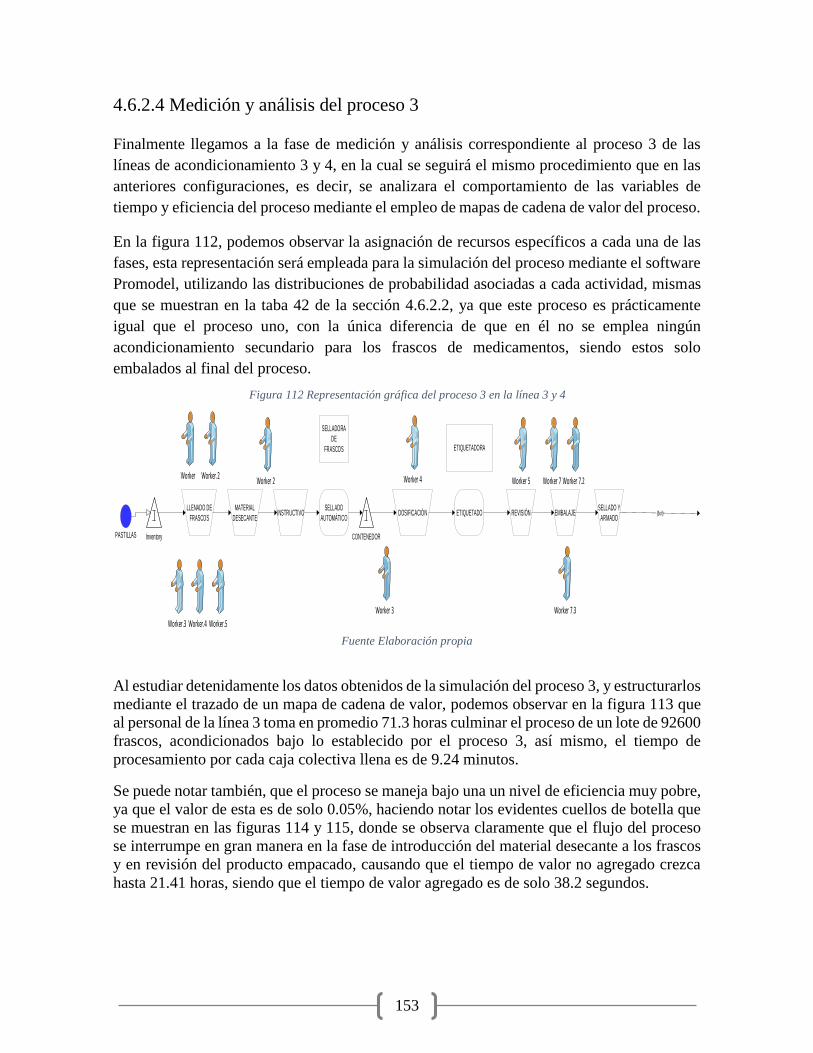
153
Fuente Elaboración propia
Figura 112 Representación gráfica del proceso 3 en la línea 3 y 4
DOSIFICACIÓN ETIQUETADO
ETIQUETADORA
REVISIÓN EMBALAJESELLADO Y
ARMADO(Exit)
CONTENEDOR
LLENADO DE
FRASCOS
MATERIAL
DESECANTEINSTRUCTIVO
SELLADO
AUTOMÁTICO
SELLADORA
DE
FRASCOS
Worker Worker.2
Worker.3 Worker.4 Worker.5
Worker 2
Worker 3
Worker 4 Worker 5 Worker 7 Worker 7.2
Worker 7.3
InventoryPASTILLAS
4.6.2.4 Medición y análisis del proceso 3
Finalmente llegamos a la fase de medición y análisis correspondiente al proceso 3 de las
líneas de acondicionamiento 3 y 4, en la cual se seguirá el mismo procedimiento que en las
anteriores configuraciones, es decir, se analizara el comportamiento de las variables de
tiempo y eficiencia del proceso mediante el empleo de mapas de cadena de valor del proceso.
En la figura 112, podemos observar la asignación de recursos específicos a cada una de las
fases, esta representación será empleada para la simulación del proceso mediante el software
Promodel, utilizando las distribuciones de probabilidad asociadas a cada actividad, mismas
que se muestran en la taba 42 de la sección 4.6.2.2, ya que este proceso es prácticamente
igual que el proceso uno, con la única diferencia de que en él no se emplea ningún
acondicionamiento secundario para los frascos de medicamentos, siendo estos solo
embalados al final del proceso.
Al estudiar detenidamente los datos obtenidos de la simulación del proceso 3, y estructurarlos
mediante el trazado de un mapa de cadena de valor, podemos observar en la figura 113 que
al personal de la línea 3 toma en promedio 71.3 horas culminar el proceso de un lote de 92600
frascos, acondicionados bajo lo establecido por el proceso 3, así mismo, el tiempo de
procesamiento por cada caja colectiva llena es de 9.24 minutos.
Se puede notar también, que el proceso se maneja bajo una un nivel de eficiencia muy pobre,
ya que el valor de esta es de solo 0.05%, haciendo notar los evidentes cuellos de botella que
se muestran en las figuras 114 y 115, donde se observa claramente que el flujo del proceso
se interrumpe en gran manera en la fase de introducción del material desecante a los frascos
y en revisión del producto empacado, causando que el tiempo de valor no agregado crezca
hasta 21.41 horas, siendo que el tiempo de valor agregado es de solo 38.2 segundos.
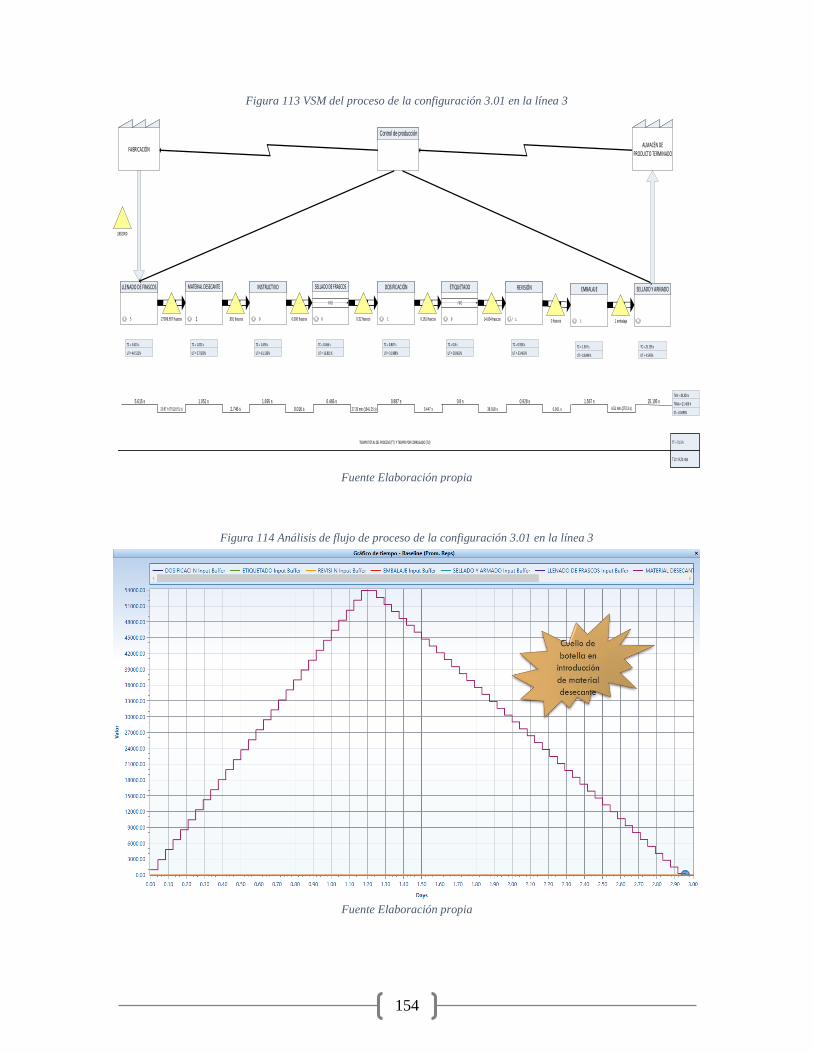
154
Fuente Elaboración propia
Figura 114 Análisis de flujo de proceso de la configuración 3.01 en la línea 3
Figura 113 VSM del proceso de la configuración 3.01 en la línea 3
1
MATERIAL DESECANTE
0
INSTRUCTIVO
0
SELLADO DE FRASCOS
1
DOSIFICACIÓN
1
EMBALAJE SELLADO Y ARMADO
Control de producción
ALMACÉN DE PRODUCTO TERMINADO
FABRICACIÓN
.991 frascos 0.006 frascos 0.32 frascos 1 embalaje
TU = 9.24 min
TT = 71.3 hTIEMPO TOTAL DEL PROCESO (TT) Y TIEMPO POR CORRUGADO (TU)
5
LLENADO DE FRASCOS
27099.657 frascos
1852000
5.615 s
20.87 h (75118.51 s)
1.051 s
2.746 s
1.695 s
0.016 s
0.466 s
27.35 min (1641.25 s)
0.887 s
0.447 s
1.567 s4.51 min (270.3 s)
25.195 s
TC = 1.051 s
UT = 37.923%
TC = 1.695 s
UT = 61.136%
TC = 0.466 s
UT = 16.811%
TC = 0.887 s
UT = 31.988%
TC = 1.567 s
UT = 18.844%
TC = 25.195 s
UT = 4.545%
TVA = 38.204 s
TNVA = 21.409 h
Ef = 0.0495%
0.161 frascos 0
ETIQUETADO
0.8 s
38.818 s
14.004 frascos 1
REVISIÓN
0.928 s
0.001 s
0 frascos
TC = 0.928 s
UT = 33.461%
TC = 0.8 s
UT = 28.861%
TC = 5.615 s
UT = 40.512%
FIFO FIFO
Fuente Elaboración propia
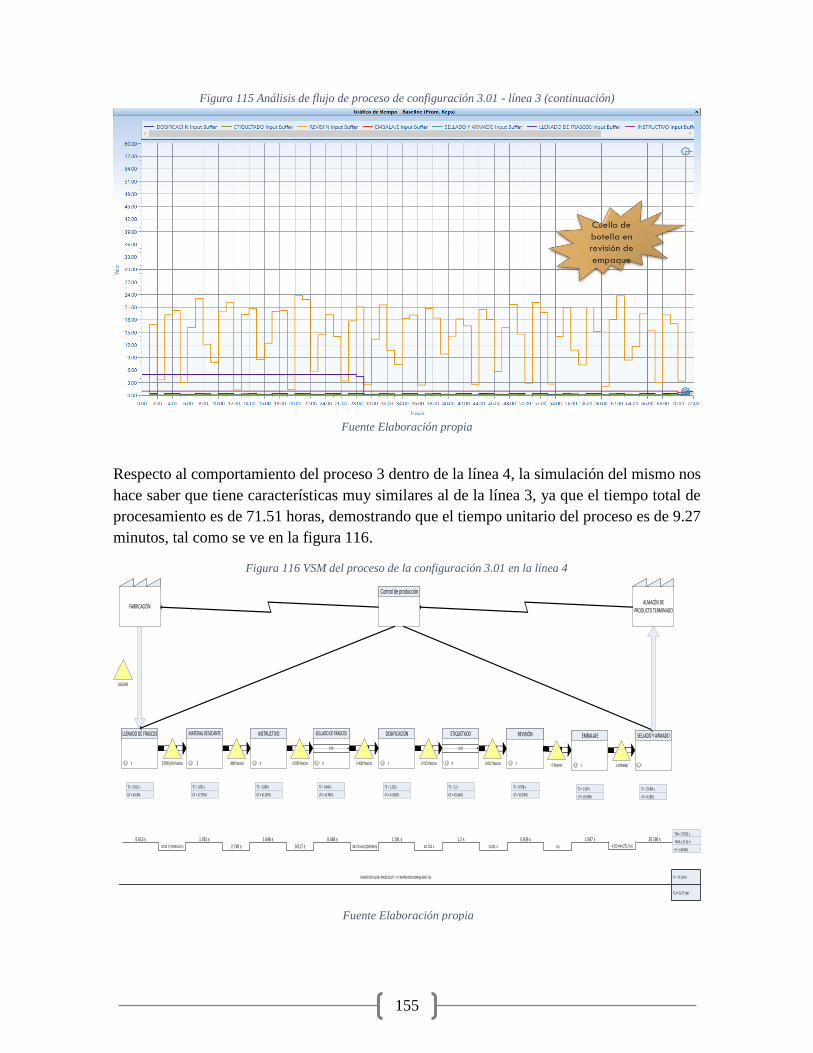
155
Fuente Elaboración propia
Figura 115 Análisis de flujo de proceso de configuración 3.01 - línea 3 (continuación)
Fuente Elaboración propia
1
MATERIAL DESECANTE
0
INSTRUCTIVO
0
SELLADO DE FRASCOS
1
DOSIFICACIÓN
1
EMBALAJE SELLADO Y ARMADO
Control de producción
ALMACÉN DE PRODUCTO TERMINADO
FABRICACIÓN
.989 frascos 0.006 frascos 0.428 frascos 1 embalaje
TU = 9.27 min
TT = 71.507 hTIEMPO TOTAL DEL PROCESO (TT) Y TIEMPO POR CORRUGADO (TU)
5
LLENADO DE FRASCOS
27085.041 frascos
1852000
5.613 s
20.92 h (75295.28 s)
1.051 s
2.749 s
1.698 s
0.017 s
0.466 s
36.73 min (2203.98 s)
1.191 s
16.722 s
1.567 s4.52 min (271.4 s)
25.195 s
TC = 1.051 s
UT = 37.795%
TC = 1.698 s
UT = 61.097%
TC = 0.466 s
UT = 16.763%
TC = 1.191 s
UT = 42.832%
TC = 1.567 s
UT = 18.789%
TC = 23.804 s
UT = 4.281%
TVA = 37.052 s
TNVA = 21.61 h
Ef = 0.0476%
6.015 frascos 0
ETIQUETADO
1.2 s
0.021 s
0.007 frascos 1
REVISIÓN
0.928 s
0 s
0 frascos
TC = 0.928 s
UT = 33.378%
TC = 1.2 s
UT = 43.166%
TC = 5.613 s
UT = 40.38%
FIFO FIFO
Figura 116 VSM del proceso de la configuración 3.01 en la línea 4
Fuente Elaboración propia
Respecto al comportamiento del proceso 3 dentro de la línea 4, la simulación del mismo nos
hace saber que tiene características muy similares al de la línea 3, ya que el tiempo total de
procesamiento es de 71.51 horas, demostrando que el tiempo unitario del proceso es de 9.27
minutos, tal como se ve en la figura 116.
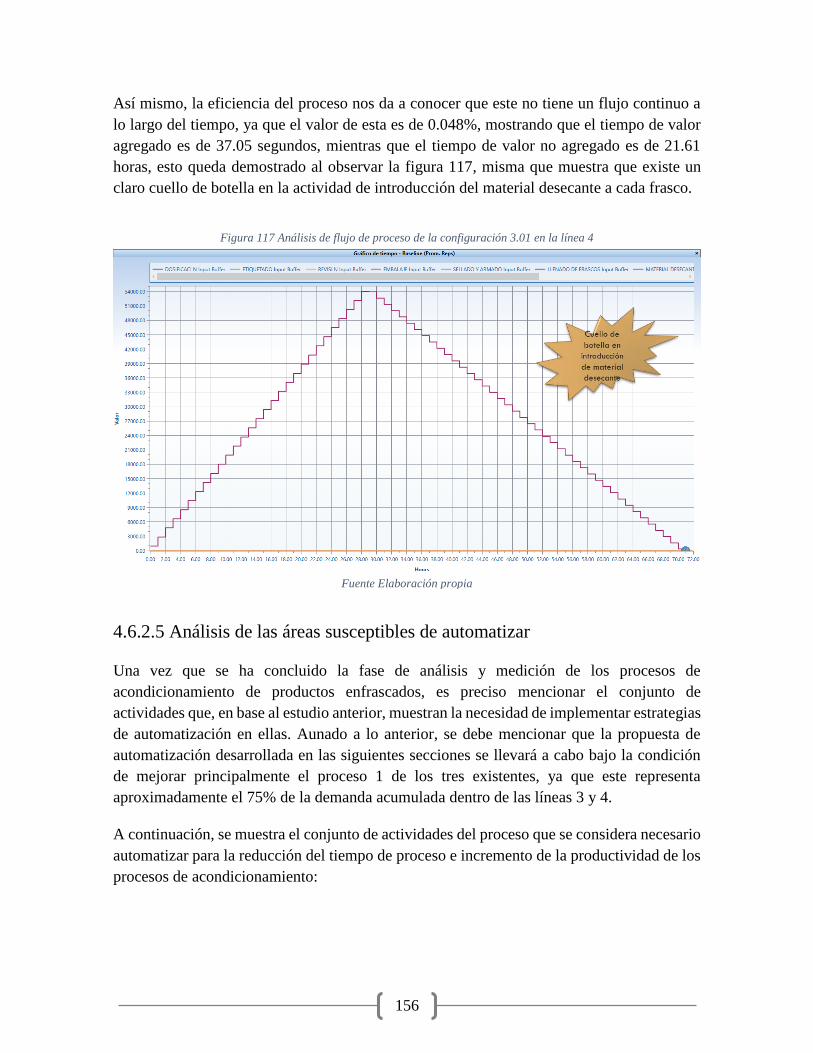
156
Figura 117 Análisis de flujo de proceso de la configuración 3.01 en la línea 4
Fuente Elaboración propia
Así mismo, la eficiencia del proceso nos da a conocer que este no tiene un flujo continuo a
lo largo del tiempo, ya que el valor de esta es de 0.048%, mostrando que el tiempo de valor
agregado es de 37.05 segundos, mientras que el tiempo de valor no agregado es de 21.61
horas, esto queda demostrado al observar la figura 117, misma que muestra que existe un
claro cuello de botella en la actividad de introducción del material desecante a cada frasco.
4.6.2.5 Análisis de las áreas susceptibles de automatizar
Una vez que se ha concluido la fase de análisis y medición de los procesos de
acondicionamiento de productos enfrascados, es preciso mencionar el conjunto de
actividades que, en base al estudio anterior, muestran la necesidad de implementar estrategias
de automatización en ellas. Aunado a lo anterior, se debe mencionar que la propuesta de
automatización desarrollada en las siguientes secciones se llevará a cabo bajo la condición
de mejorar principalmente el proceso 1 de los tres existentes, ya que este representa
aproximadamente el 75% de la demanda acumulada dentro de las líneas 3 y 4.
A continuación, se muestra el conjunto de actividades del proceso que se considera necesario
automatizar para la reducción del tiempo de proceso e incremento de la productividad de los
procesos de acondicionamiento:

157
Llenado de frascos:
Esta actividad es el eje principal del proceso de acondicionamiento, y es precisamente
esta actividad donde se presentan los cuellos de botella más importantes, de acuerdo
con el estudio realizado en esta sección, por lo que es necesario implementar acciones
para automatizar esta actividad con alguna maquinaria que incluya a su vez, las fases
de introducción de aditamentos (material desecante e instructivo) y el sellado de los
frascos.
Etiquetado de frascos
A pesar de que esta actividad actualmente se maneja de manera automática, se debe
manejar la posibilidad de emplear maquinaria de mayor capacidad para asegurar el
correcto flujo del proceso y una velocidad óptima del mismo, de igual manera es
necesario que dicha maquinaria pueda realizar la inspección del etiquetado.
Empaque y embalaje del producto
A pesar de que estas actividades no muestran cuellos de botella de tanta importancia,
es necesario considerar el escenario en el que se pueda empacar y embalar el producto
de manera automática para obtener mejores resultados de tiempo y eficiencia de
proceso
4.6.3 Diseño de la propuesta de mejora
Tal como se ha realizado anteriormente, al conocer los pormenores de los procesos actuales
dentro de las líneas 3 y 4 y haberlos analizado adecuadamente, es momento de diseñar la
propuesta de mejora para los mismos, siguiendo el mismo procedimiento que se empleó para
las primeras dos líneas de acondicionamiento, es decir, llevar a cabo la simulación de
diversos diseños de experimentos para conocer la mejor combinación de recursos que se deba
emplear para cada uno de los tres procesos, tomando como base el proceso número uno, ya
que es el que representa la mayor parte de la demanda para las líneas mencionadas.
4.6.3.1 Recursos propuestos para el rediseño del proceso
Tomando como base la estructura del proceso 1 de acondicionamiento de productos
enfrascados, se seleccionaron distintas máquinas que automatizarán la mayor parte de las
actividades del proceso, mismas que se muestran en la tabla 46.
Al analizar la tabla 46, se podrán notar dos características muy importantes para el desarrollo
de la propuesta de mejora de la presente sección, la primera se refiere a que no se propone
emplear ningún tipo de tecnología para suplir la mano de obra dedicada al embalaje del
producto, esto se debe principalmente a la falta de espacio que presentan las dos líneas de
acondicionamiento, ya que una de las limitaciones expuestas en el capítulo 1 menciona que
el espacio físico debe ser respetado tal como hoy en día se presenta.
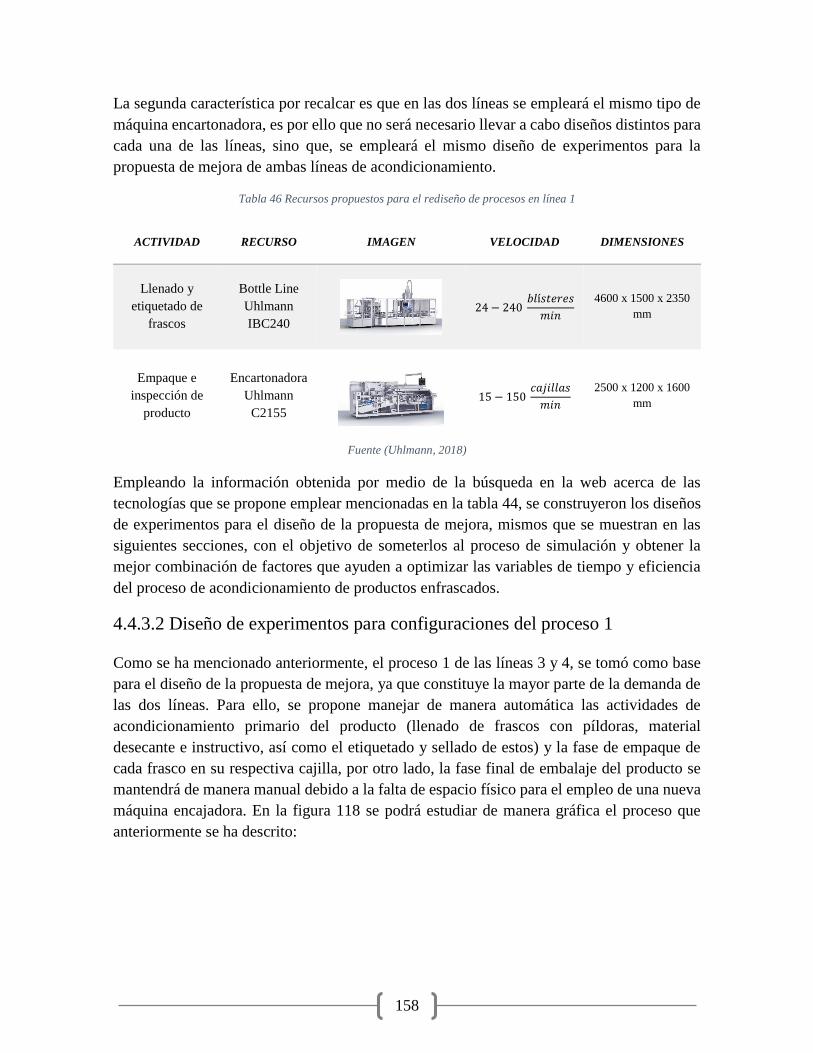
158
La segunda característica por recalcar es que en las dos líneas se empleará el mismo tipo de
máquina encartonadora, es por ello que no será necesario llevar a cabo diseños distintos para
cada una de las líneas, sino que, se empleará el mismo diseño de experimentos para la
propuesta de mejora de ambas líneas de acondicionamiento.
Tabla 46 Recursos propuestos para el rediseño de procesos en línea 1
ACTIVIDAD RECURSO IMAGEN VELOCIDAD DIMENSIONES
Llenado y
etiquetado de
frascos
Bottle Line
Uhlmann
IBC240
24 − 240 𝑏𝑙í𝑠𝑡𝑒𝑟𝑒𝑠
𝑚𝑖𝑛
4600 x 1500 x 2350
mm
Empaque e
inspección de
producto
Encartonadora
Uhlmann
C2155
15 − 150 𝑐𝑎𝑗𝑖𝑙𝑙𝑎𝑠
𝑚𝑖𝑛
2500 x 1200 x 1600
mm
Fuente (Uhlmann, 2018)
Empleando la información obtenida por medio de la búsqueda en la web acerca de las
tecnologías que se propone emplear mencionadas en la tabla 44, se construyeron los diseños
de experimentos para el diseño de la propuesta de mejora, mismos que se muestran en las
siguientes secciones, con el objetivo de someterlos al proceso de simulación y obtener la
mejor combinación de factores que ayuden a optimizar las variables de tiempo y eficiencia
del proceso de acondicionamiento de productos enfrascados.
4.4.3.2 Diseño de experimentos para configuraciones del proceso 1
Como se ha mencionado anteriormente, el proceso 1 de las líneas 3 y 4, se tomó como base
para el diseño de la propuesta de mejora, ya que constituye la mayor parte de la demanda de
las dos líneas. Para ello, se propone manejar de manera automática las actividades de
acondicionamiento primario del producto (llenado de frascos con píldoras, material
desecante e instructivo, así como el etiquetado y sellado de estos) y la fase de empaque de
cada frasco en su respectiva cajilla, por otro lado, la fase final de embalaje del producto se
mantendrá de manera manual debido a la falta de espacio físico para el empleo de una nueva
máquina encajadora. En la figura 118 se podrá estudiar de manera gráfica el proceso que
anteriormente se ha descrito:
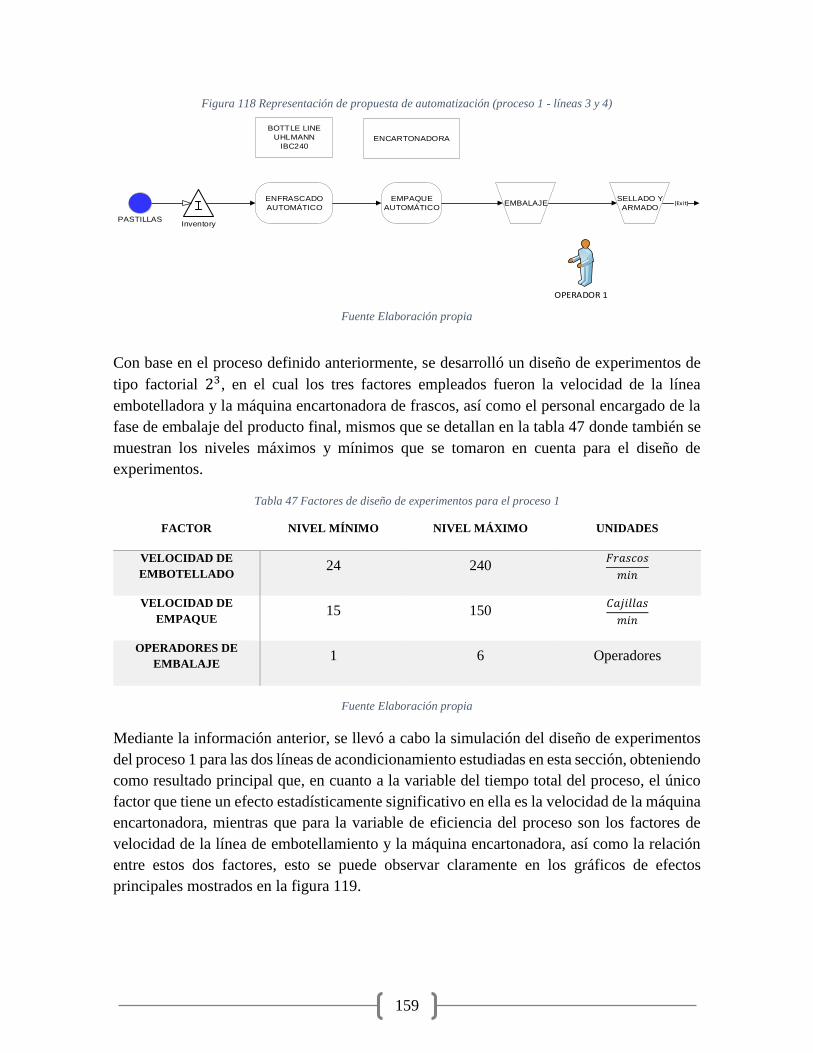
159
Figura 118 Representación de propuesta de automatización (proceso 1 - líneas 3 y 4)
Fuente Elaboración propia
EMPAQUE
AUTOMÁTICO
ENCARTONADORA
EMBALAJESELLADO Y
ARMADO(Exit)
ENFRASCADO
AUTOMÁTICO
BOTTLE LINE
UHLMANN
IBC240
OPERADOR 1
InventoryPASTILLAS
Con base en el proceso definido anteriormente, se desarrolló un diseño de experimentos de
tipo factorial 23, en el cual los tres factores empleados fueron la velocidad de la línea
embotelladora y la máquina encartonadora de frascos, así como el personal encargado de la
fase de embalaje del producto final, mismos que se detallan en la tabla 47 donde también se
muestran los niveles máximos y mínimos que se tomaron en cuenta para el diseño de
experimentos.
Tabla 47 Factores de diseño de experimentos para el proceso 1
FACTOR NIVEL MÍNIMO NIVEL MÁXIMO UNIDADES
VELOCIDAD DE
EMBOTELLADO 24 240
𝐹𝑟𝑎𝑠𝑐𝑜𝑠
𝑚𝑖𝑛
VELOCIDAD DE
EMPAQUE 15 150
𝐶𝑎𝑗𝑖𝑙𝑙𝑎𝑠
𝑚𝑖𝑛
OPERADORES DE
EMBALAJE 1 6 Operadores
Fuente Elaboración propia
Mediante la información anterior, se llevó a cabo la simulación del diseño de experimentos
del proceso 1 para las dos líneas de acondicionamiento estudiadas en esta sección, obteniendo
como resultado principal que, en cuanto a la variable del tiempo total del proceso, el único
factor que tiene un efecto estadísticamente significativo en ella es la velocidad de la máquina
encartonadora, mientras que para la variable de eficiencia del proceso son los factores de
velocidad de la línea de embotellamiento y la máquina encartonadora, así como la relación
entre estos dos factores, esto se puede observar claramente en los gráficos de efectos
principales mostrados en la figura 119.
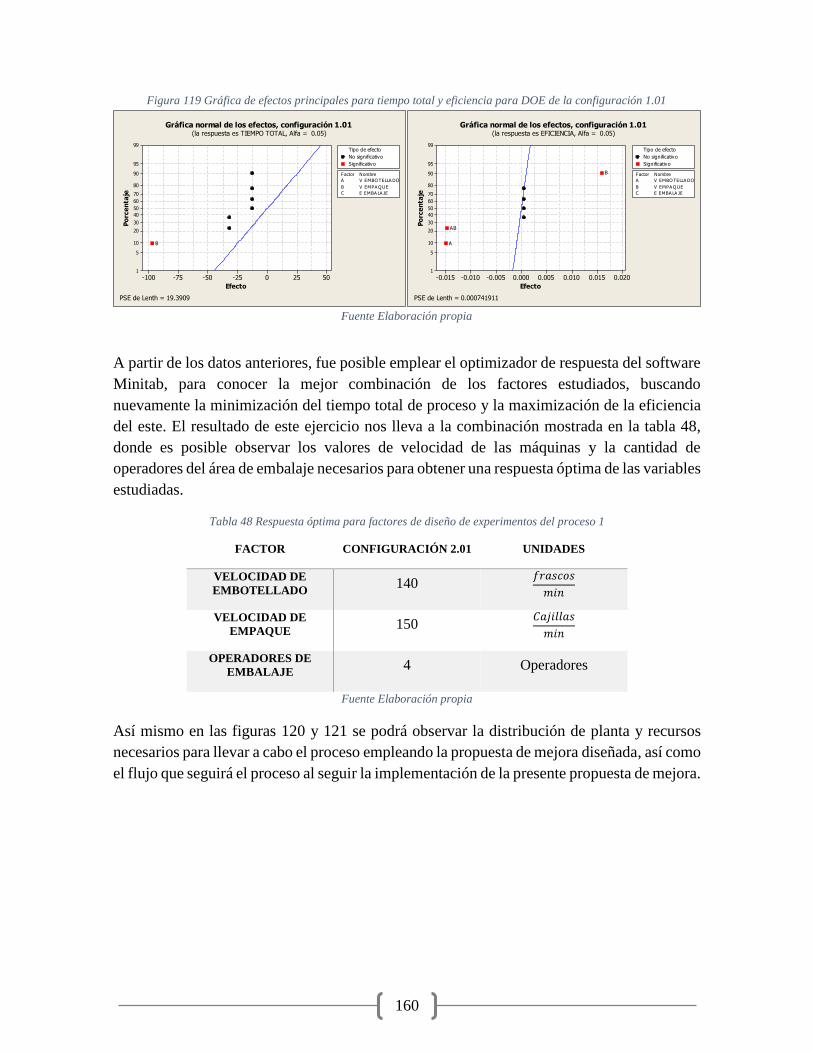
160
Figura 119 Gráfica de efectos principales para tiempo total y eficiencia para DOE de la configuración 1.01
Fuente Elaboración propia
50250-25-50-75-100
99
95
90
80
70
60
50
40
30
20
10
5
1
Efecto
Po
rce
nta
je
A V EMBO TELLA DO
B V EMPA Q UE
C E EMBA LA JE
Factor Nombre
No significativo
Significativo
Tipo de efecto
B
Gráfica normal de los efectos, configuración 1.01(la respuesta es TIEMPO TOTAL, Alfa = 0.05)
PSE de Lenth = 19.3909
0.0200.0150.0100.0050.000-0.005-0.010-0.015
99
95
90
80
70
60
50
40
30
20
10
5
1
Efecto
Po
rce
nta
je
A V EMBO TELLA DO
B V EMPA Q UE
C E EMBA LA JE
Factor Nombre
No significativo
Significativo
Tipo de efecto
AB
B
A
Gráfica normal de los efectos, configuración 1.01(la respuesta es EFICIENCIA, Alfa = 0.05)
PSE de Lenth = 0.000741911
A partir de los datos anteriores, fue posible emplear el optimizador de respuesta del software
Minitab, para conocer la mejor combinación de los factores estudiados, buscando
nuevamente la minimización del tiempo total de proceso y la maximización de la eficiencia
del este. El resultado de este ejercicio nos lleva a la combinación mostrada en la tabla 48,
donde es posible observar los valores de velocidad de las máquinas y la cantidad de
operadores del área de embalaje necesarios para obtener una respuesta óptima de las variables
estudiadas.
Tabla 48 Respuesta óptima para factores de diseño de experimentos del proceso 1
FACTOR CONFIGURACIÓN 2.01 UNIDADES
VELOCIDAD DE
EMBOTELLADO 140
𝑓𝑟𝑎𝑠𝑐𝑜𝑠
𝑚𝑖𝑛
VELOCIDAD DE
EMPAQUE 150
𝐶𝑎𝑗𝑖𝑙𝑙𝑎𝑠
𝑚𝑖𝑛
OPERADORES DE
EMBALAJE 4 Operadores
Fuente Elaboración propia
Así mismo en las figuras 120 y 121 se podrá observar la distribución de planta y recursos
necesarios para llevar a cabo el proceso empleando la propuesta de mejora diseñada, así como
el flujo que seguirá el proceso al seguir la implementación de la presente propuesta de mejora.
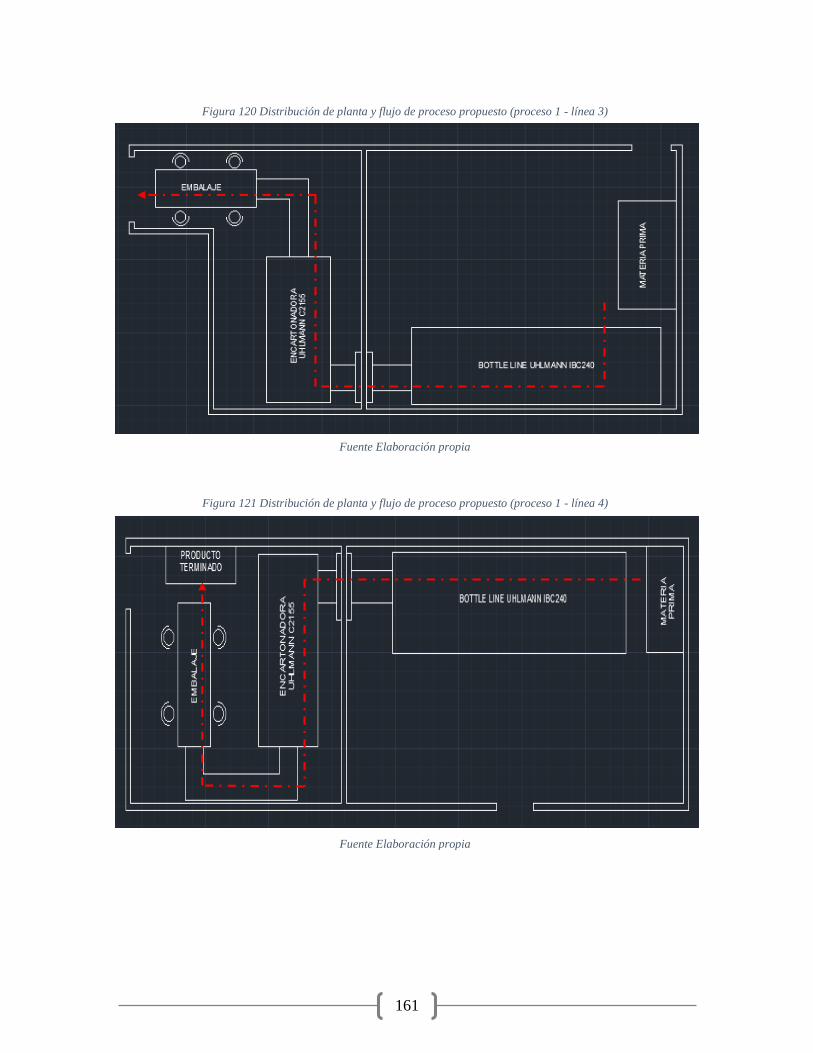
161
Figura 120 Distribución de planta y flujo de proceso propuesto (proceso 1 - línea 3)
Figura 121 Distribución de planta y flujo de proceso propuesto (proceso 1 - línea 4)
Fuente Elaboración propia
Fuente Elaboración propia
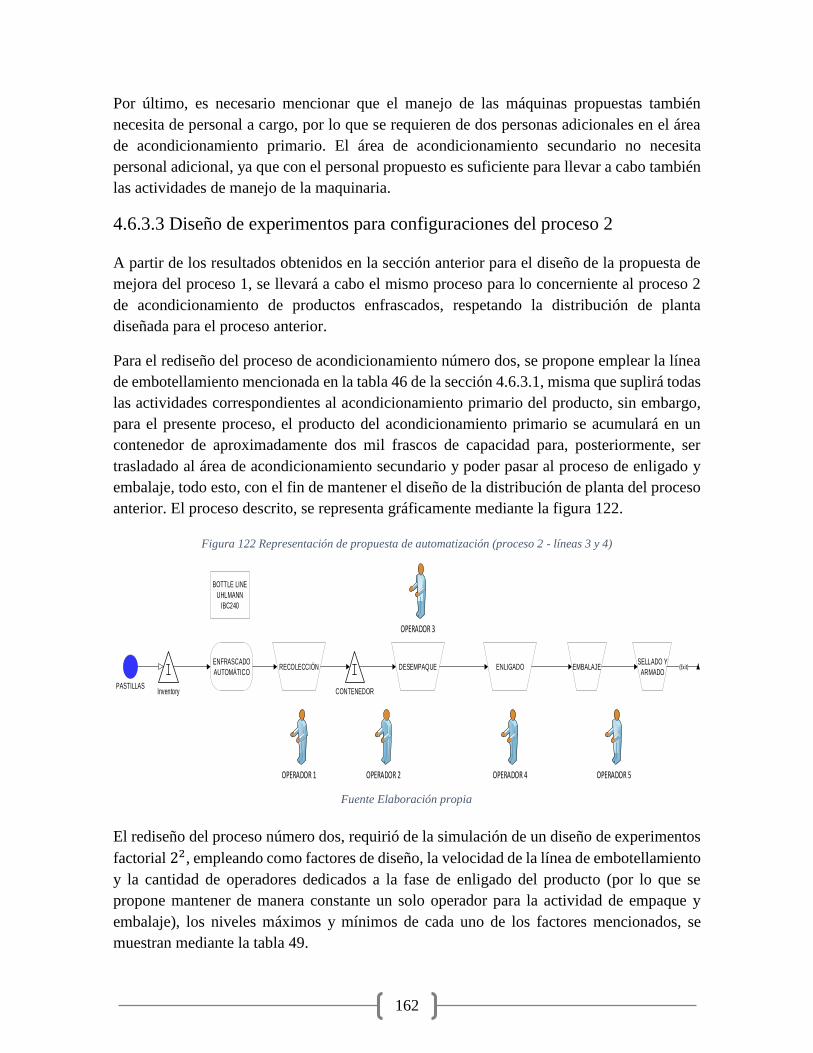
162
Figura 122 Representación de propuesta de automatización (proceso 2 - líneas 3 y 4)
Fuente Elaboración propia
DESEMPAQUE ENLIGADO EMBALAJESELLADO Y
ARMADO(Exit)
CONTENEDOR
ENFRASCADO
AUTOMÁTICO
BOTTLE LINE
UHLMANN
IBC240
OPERADOR 1 OPERADOR 2
InventoryPASTILLAS
RECOLECCIÓN
OPERADOR 3
OPERADOR 4 OPERADOR 5
Por último, es necesario mencionar que el manejo de las máquinas propuestas también
necesita de personal a cargo, por lo que se requieren de dos personas adicionales en el área
de acondicionamiento primario. El área de acondicionamiento secundario no necesita
personal adicional, ya que con el personal propuesto es suficiente para llevar a cabo también
las actividades de manejo de la maquinaria.
4.6.3.3 Diseño de experimentos para configuraciones del proceso 2
A partir de los resultados obtenidos en la sección anterior para el diseño de la propuesta de
mejora del proceso 1, se llevará a cabo el mismo proceso para lo concerniente al proceso 2
de acondicionamiento de productos enfrascados, respetando la distribución de planta
diseñada para el proceso anterior.
Para el rediseño del proceso de acondicionamiento número dos, se propone emplear la línea
de embotellamiento mencionada en la tabla 46 de la sección 4.6.3.1, misma que suplirá todas
las actividades correspondientes al acondicionamiento primario del producto, sin embargo,
para el presente proceso, el producto del acondicionamiento primario se acumulará en un
contenedor de aproximadamente dos mil frascos de capacidad para, posteriormente, ser
trasladado al área de acondicionamiento secundario y poder pasar al proceso de enligado y
embalaje, todo esto, con el fin de mantener el diseño de la distribución de planta del proceso
anterior. El proceso descrito, se representa gráficamente mediante la figura 122.
El rediseño del proceso número dos, requirió de la simulación de un diseño de experimentos
factorial 22, empleando como factores de diseño, la velocidad de la línea de embotellamiento
y la cantidad de operadores dedicados a la fase de enligado del producto (por lo que se
propone mantener de manera constante un solo operador para la actividad de empaque y
embalaje), los niveles máximos y mínimos de cada uno de los factores mencionados, se
muestran mediante la tabla 49.
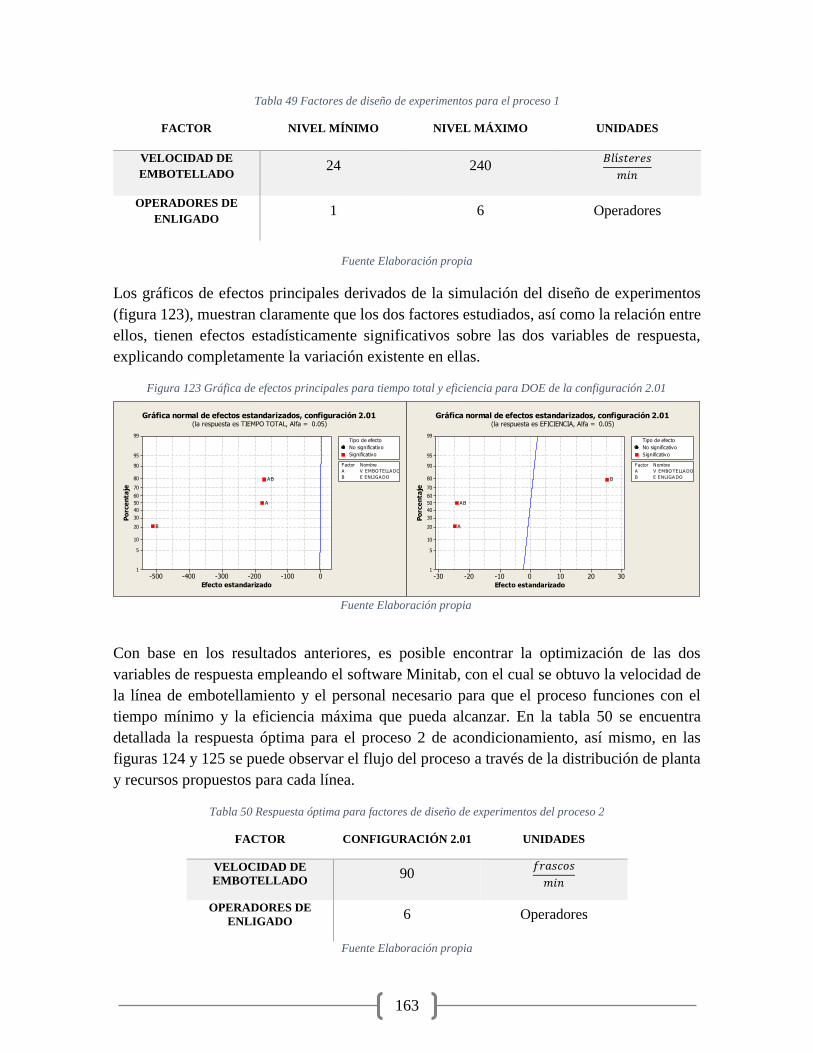
163
Figura 123 Gráfica de efectos principales para tiempo total y eficiencia para DOE de la configuración 2.01
Fuente Elaboración propia
0-100-200-300-400-500
99
95
90
80
70
60
50
40
30
20
10
5
1
Efecto estandarizado
Po
rce
nta
je
A V EMBO TELLA DO
B E ENLIGA DO
Factor Nombre
No significativo
Significativo
Tipo de efecto
AB
B
A
Gráfica normal de efectos estandarizados, configuración 2.01(la respuesta es TIEMPO TOTAL, Alfa = 0.05)
3020100-10-20-30
99
95
90
80
70
60
50
40
30
20
10
5
1
Efecto estandarizado
Po
rce
nta
je
A V EMBO TELLA DO
B E ENLIGA DO
Factor Nombre
No significativo
Significativo
Tipo de efecto
AB
B
A
Gráfica normal de efectos estandarizados, configuración 2.01(la respuesta es EFICIENCIA, Alfa = 0.05)
Tabla 49 Factores de diseño de experimentos para el proceso 1
FACTOR NIVEL MÍNIMO NIVEL MÁXIMO UNIDADES
VELOCIDAD DE
EMBOTELLADO 24 240
𝐵𝑙í𝑠𝑡𝑒𝑟𝑒𝑠
𝑚𝑖𝑛
OPERADORES DE
ENLIGADO 1 6 Operadores
Fuente Elaboración propia
Los gráficos de efectos principales derivados de la simulación del diseño de experimentos
(figura 123), muestran claramente que los dos factores estudiados, así como la relación entre
ellos, tienen efectos estadísticamente significativos sobre las dos variables de respuesta,
explicando completamente la variación existente en ellas.
Con base en los resultados anteriores, es posible encontrar la optimización de las dos
variables de respuesta empleando el software Minitab, con el cual se obtuvo la velocidad de
la línea de embotellamiento y el personal necesario para que el proceso funciones con el
tiempo mínimo y la eficiencia máxima que pueda alcanzar. En la tabla 50 se encuentra
detallada la respuesta óptima para el proceso 2 de acondicionamiento, así mismo, en las
figuras 124 y 125 se puede observar el flujo del proceso a través de la distribución de planta
y recursos propuestos para cada línea.
Tabla 50 Respuesta óptima para factores de diseño de experimentos del proceso 2
FACTOR CONFIGURACIÓN 2.01 UNIDADES
VELOCIDAD DE
EMBOTELLADO 90
𝑓𝑟𝑎𝑠𝑐𝑜𝑠
𝑚𝑖𝑛
OPERADORES DE
ENLIGADO 6 Operadores
Fuente Elaboración propia
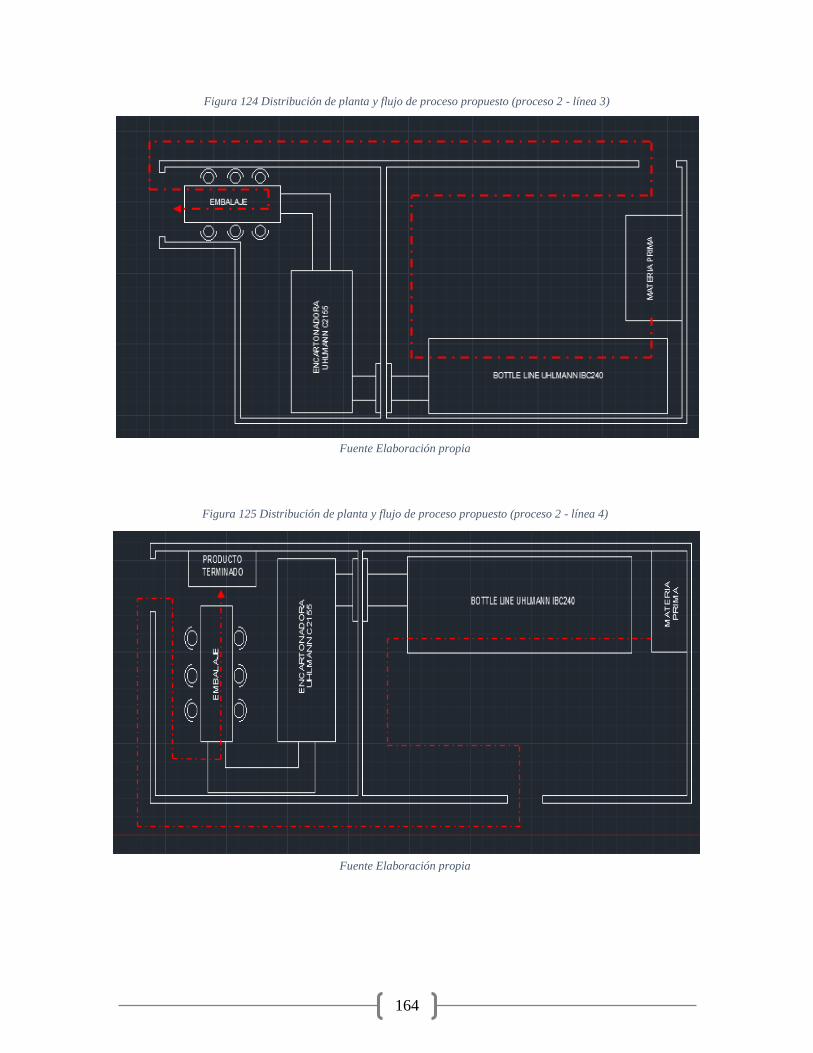
164
Figura 124 Distribución de planta y flujo de proceso propuesto (proceso 2 - línea 3)
Figura 125 Distribución de planta y flujo de proceso propuesto (proceso 2 - línea 4)
Fuente Elaboración propia
Fuente Elaboración propia
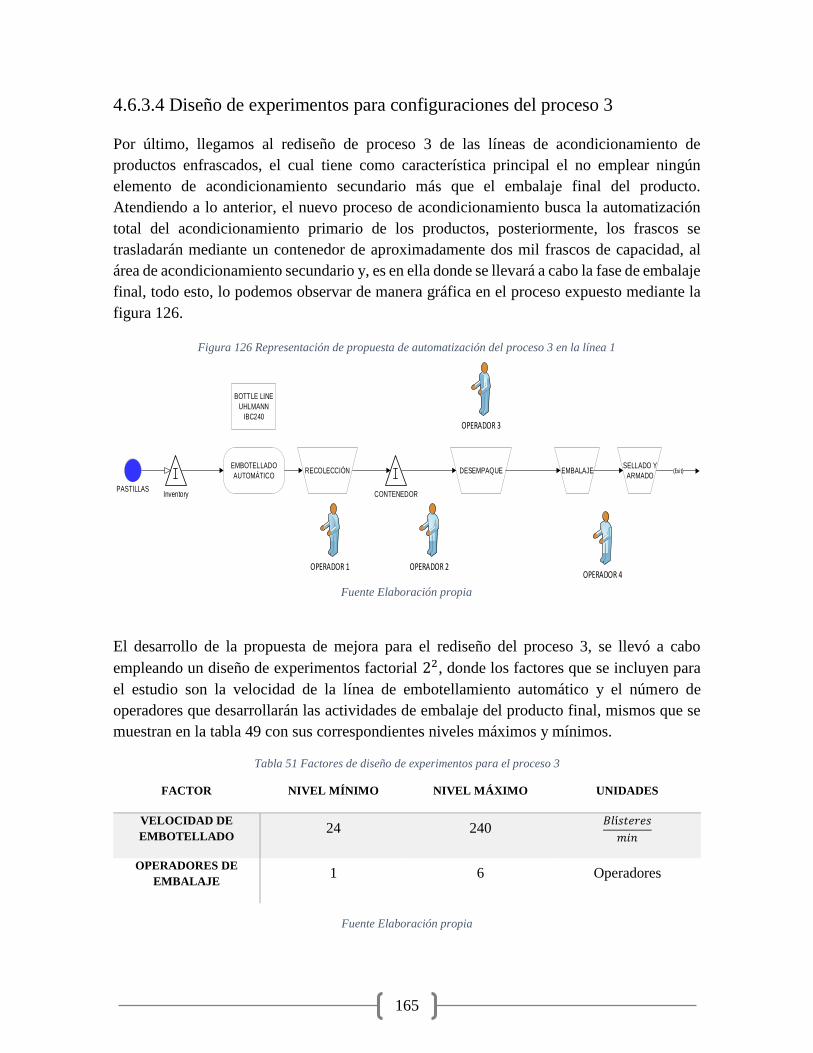
165
Figura 126 Representación de propuesta de automatización del proceso 3 en la línea 1
Fuente Elaboración propia
EMBALAJESELLADO Y
ARMADO(Exit)
CONTENEDOR
EMBOTELLADO
AUTOMÁTICO
BOTTLE LINE
UHLMANN
IBC240
OPERADOR 1 OPERADOR 2
OPERADOR 3
OPERADOR 4
InventoryPASTILLAS
RECOLECCIÓN DESEMPAQUE
4.6.3.4 Diseño de experimentos para configuraciones del proceso 3
Por último, llegamos al rediseño de proceso 3 de las líneas de acondicionamiento de
productos enfrascados, el cual tiene como característica principal el no emplear ningún
elemento de acondicionamiento secundario más que el embalaje final del producto.
Atendiendo a lo anterior, el nuevo proceso de acondicionamiento busca la automatización
total del acondicionamiento primario de los productos, posteriormente, los frascos se
trasladarán mediante un contenedor de aproximadamente dos mil frascos de capacidad, al
área de acondicionamiento secundario y, es en ella donde se llevará a cabo la fase de embalaje
final, todo esto, lo podemos observar de manera gráfica en el proceso expuesto mediante la
figura 126.
El desarrollo de la propuesta de mejora para el rediseño del proceso 3, se llevó a cabo
empleando un diseño de experimentos factorial 22, donde los factores que se incluyen para
el estudio son la velocidad de la línea de embotellamiento automático y el número de
operadores que desarrollarán las actividades de embalaje del producto final, mismos que se
muestran en la tabla 49 con sus correspondientes niveles máximos y mínimos.
Tabla 51 Factores de diseño de experimentos para el proceso 3
FACTOR NIVEL MÍNIMO NIVEL MÁXIMO UNIDADES
VELOCIDAD DE
EMBOTELLADO 24 240
𝐵𝑙í𝑠𝑡𝑒𝑟𝑒𝑠
𝑚𝑖𝑛
OPERADORES DE
EMBALAJE 1 6 Operadores
Fuente Elaboración propia

166
Figura 127 Gráfica de efectos principales para tiempo total y eficiencia para DOE de la configuración 3.01
Fuente Elaboración propia
0-200-400-600-800-1000-1200
99
95
90
80
70
60
50
40
30
20
10
5
1
Efecto estandarizado
Po
rce
nta
je
A V EMBO TELLA DO
B E EMBA LA JE
Factor Nombre
No significativo
Significativo
Tipo de efecto
AB
B
A
Gráfica normal de efectos estandarizados, configuración 3.01(la respuesta es TIEMPO TOTAL, Alfa = 0.05)
20100-10-20-30-40-50-60
99
95
90
80
70
60
50
40
30
20
10
5
1
Efecto estandarizadoP
orc
en
taje
A V EMBO TELLA DO
B E EMBA LA JE
Factor Nombre
No significativo
Significativo
Tipo de efecto
AB
B
A
Gráfica normal de efectos estandarizados, configuración 3.01(la respuesta es EFICIENCIA, Alfa = 0.05)
Al llevar a cabo la simulación del diseño de experimentos anteriormente descrito, podemos
observar que ambos factores explican totalmente la variación de las variables de respuesta,
teniendo un efecto directo sobre ellas, tanto individualmente como la relación entre ellos.
Esta relación entre los factores y las variables de tiempo y eficiencia del proceso se pueden
estudiar observando las gráficas de efectos principales que se muestran en la figura 127.
Los efectos existentes debido a los factores estudiados en el diseño de experimentos permiten
emplear el optimizador de respuesta del software Minitab para conocer de manera clara la
mejor combinación de velocidad de embotellado y operadores de embalaje para el desarrollo
del proceso 3, dicha combinación se muestra en la tabla 52:
Tabla 52 Respuesta óptima para factores de diseño de experimentos del proceso 3
Fuente Elaboración propia
Finalmente, es necesario aclarar que la distribución de planta y el flujo del proceso 3 son
idénticos al mostrado en la sección anterior en las figuras 124 y 125, por lo que no es
necesario exponerlo en la presente sección.
FACTOR CONFIGURACIÓN 3.01 UNIDADES
VELOCIDAD DE
EMBOTELLADO 120
𝑓𝑟𝑎𝑠𝑐𝑜𝑠
𝑚𝑖𝑛
OPERADORES DE
EMBALAJE 6 Operadores
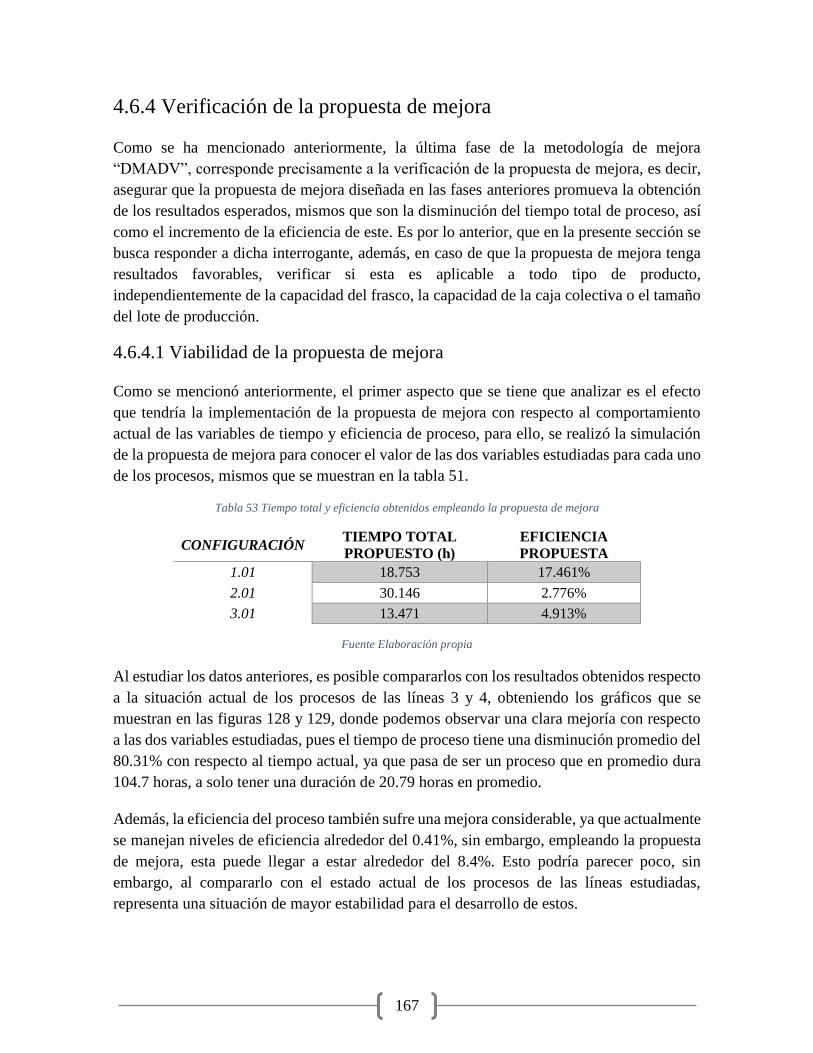
167
4.6.4 Verificación de la propuesta de mejora
Como se ha mencionado anteriormente, la última fase de la metodología de mejora
“DMADV”, corresponde precisamente a la verificación de la propuesta de mejora, es decir,
asegurar que la propuesta de mejora diseñada en las fases anteriores promueva la obtención
de los resultados esperados, mismos que son la disminución del tiempo total de proceso, así
como el incremento de la eficiencia de este. Es por lo anterior, que en la presente sección se
busca responder a dicha interrogante, además, en caso de que la propuesta de mejora tenga
resultados favorables, verificar si esta es aplicable a todo tipo de producto,
independientemente de la capacidad del frasco, la capacidad de la caja colectiva o el tamaño
del lote de producción.
4.6.4.1 Viabilidad de la propuesta de mejora
Como se mencionó anteriormente, el primer aspecto que se tiene que analizar es el efecto
que tendría la implementación de la propuesta de mejora con respecto al comportamiento
actual de las variables de tiempo y eficiencia de proceso, para ello, se realizó la simulación
de la propuesta de mejora para conocer el valor de las dos variables estudiadas para cada uno
de los procesos, mismos que se muestran en la tabla 51.
Tabla 53 Tiempo total y eficiencia obtenidos empleando la propuesta de mejora
CONFIGURACIÓN TIEMPO TOTAL
PROPUESTO (h)
EFICIENCIA
PROPUESTA
1.01 18.753 17.461%
2.01 30.146 2.776%
3.01 13.471 4.913%
Fuente Elaboración propia
Al estudiar los datos anteriores, es posible compararlos con los resultados obtenidos respecto
a la situación actual de los procesos de las líneas 3 y 4, obteniendo los gráficos que se
muestran en las figuras 128 y 129, donde podemos observar una clara mejoría con respecto
a las dos variables estudiadas, pues el tiempo de proceso tiene una disminución promedio del
80.31% con respecto al tiempo actual, ya que pasa de ser un proceso que en promedio dura
104.7 horas, a solo tener una duración de 20.79 horas en promedio.
Además, la eficiencia del proceso también sufre una mejora considerable, ya que actualmente
se manejan niveles de eficiencia alrededor del 0.41%, sin embargo, empleando la propuesta
de mejora, esta puede llegar a estar alrededor del 8.4%. Esto podría parecer poco, sin
embargo, al compararlo con el estado actual de los procesos de las líneas estudiadas,
representa una situación de mayor estabilidad para el desarrollo de estos.
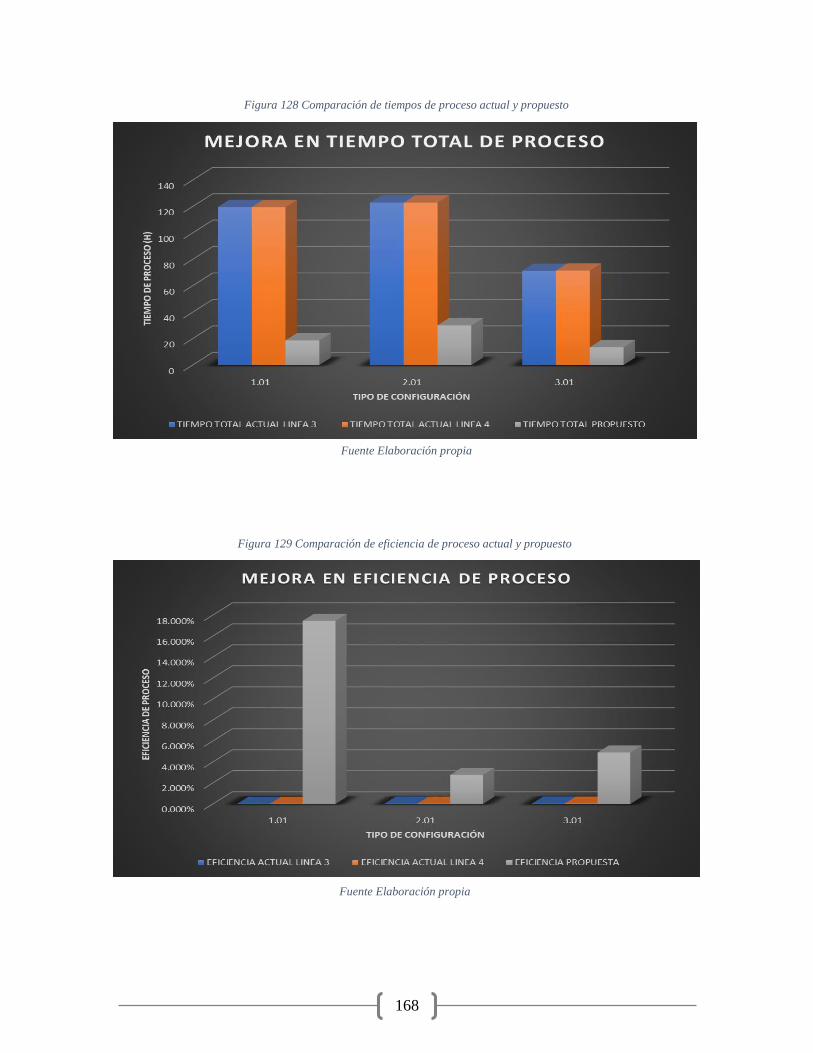
168
Figura 128 Comparación de tiempos de proceso actual y propuesto
Fuente Elaboración propia
Figura 129 Comparación de eficiencia de proceso actual y propuesto
Fuente Elaboración propia
169
4.6.4.2 Generalización de la propuesta de mejora
De manera similar a lo ocurrido en el diseño de la propuesta de mejora de la línea 1, es
necesario recordar que los productos de las líneas 3 y 4 presentan cierta variedad en cuanto
a la capacidad de los frascos y el tamaño de las cajas colectivas que emplean, así como los
muchos tamaños de lotes distintos que se tienen registrados en los planes de producción de
la empresa, es por ello que es necesario conocer el efecto que tienen las variables que
anteriormente se mencionaron en el tiempo y eficiencia de proceso, de tal manera que se
pueda saber si la propuesta de mejora diseñada en esta sección es aplicable a cualquier tipo
de configuración y tamaño de lote que se pueda presentar en el día a día de la empresa.
Para conocer la respuesta al planteamiento que anteriormente se enunció, debemos
mencionar primeramente que la capacidad del frasco es una característica que no influye
directamente en el tiempo del proceso, ya a que la línea de embotellado le toma el mismo
tiempo hacer el recuento de cualquier número de píldoras, dependiendo de la programación
que se le dé, por lo tanto, podemos excluir esa variable como posible factor de análisis.
Además, si recordamos la sección de generalización de la propuesta de mejora de la línea 1,
podremos notar que la capacidad de la caja colectiva solo tiene efecto en la variable de
eficiencia del proceso y, como se mencionó en dicha sección, el objetivo principal del
presente estudio recae en la reducción del tiempo de procesamiento, por lo que el efecto de
esta variable puede ser despreciable en cuanto a este estudio.
Por lo tanto, el tamaño del lote sería la única de las tres variables que realmente afectaría el
desempeño del proceso y ya que esta es una variable en la cual la empresa no tiene control
alguno, sino que depende enteramente de los requerimientos de los clientes, podemos
concluir que la propuesta diseñada en la presente sección es aplicable a cualquiera de las
distintas configuraciones, por lo que esta se puede resumir como se muestra en la tabla 54.
Es con el resumen de la tabla 54 que se puede dar por concluido el desarrollo de la estrategia
Design for Six Sigma aplicada a la mejora de los procesos de acondicionamiento de las cuatro
líneas estudiadas, obteniendo las diversas combinaciones de factores que optimizarían los
procesos de acondicionamiento de cada una de ellas en caso de ser implementadas por la
empresa, teniendo un importante efecto en factores como el tiempo de retraso de los procesos
(principal variable de análisis del presente proyecto), así como la capacidad de producción y
el nivel de mano de obra requerido, factores que se estudiarán más a fondo en el siguiente
capítulo.
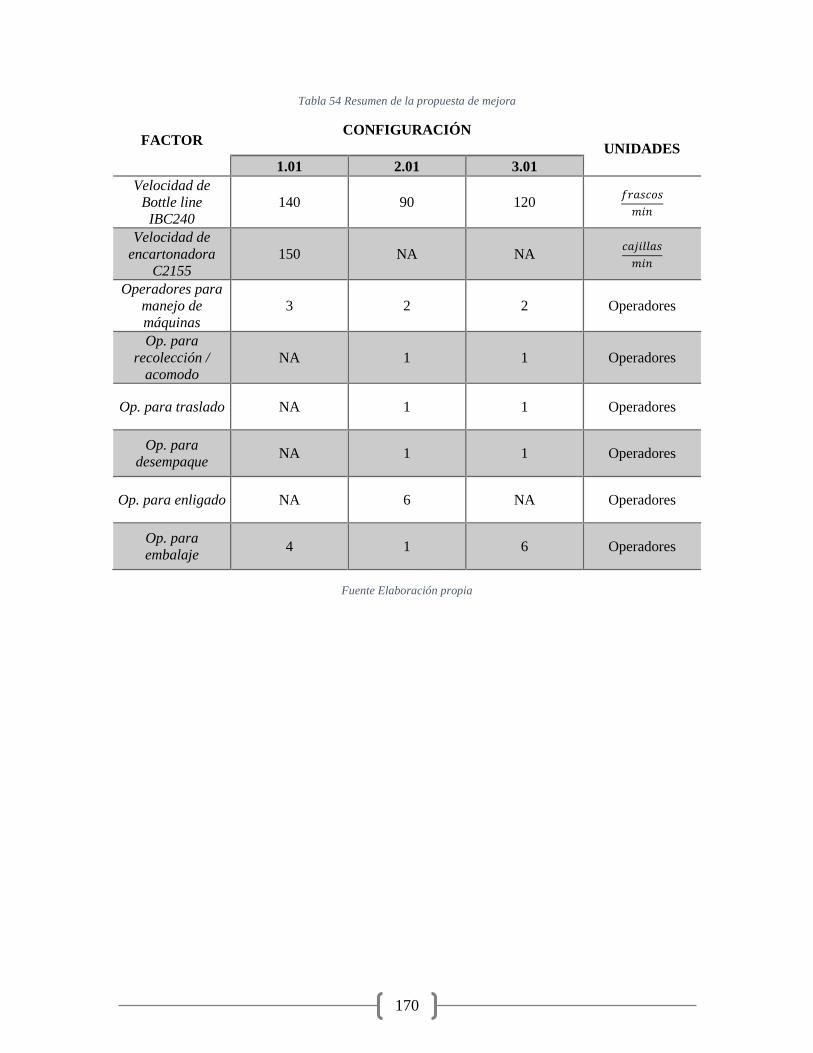
170
Tabla 54 Resumen de la propuesta de mejora
FACTOR
CONFIGURACIÓN
UNIDADES
1.01 2.01 3.01
Velocidad de
Bottle line
IBC240
140 90 120 𝑓𝑟𝑎𝑠𝑐𝑜𝑠
𝑚𝑖𝑛
Velocidad de
encartonadora
C2155
150 NA NA 𝑐𝑎𝑗𝑖𝑙𝑙𝑎𝑠
𝑚𝑖𝑛
Operadores para
manejo de
máquinas
3 2 2 Operadores
Op. para
recolección /
acomodo
NA 1 1 Operadores
Op. para traslado NA 1 1 Operadores
Op. para
desempaque NA 1 1 Operadores
Op. para enligado NA 6 NA Operadores
Op. para
embalaje 4 1 6 Operadores
Fuente Elaboración propia
171
CAPÍTULO V: ANÁLISIS DE
RESULTADOS
5.1 Impacto de la propuesta de mejora en la capacidad de los procesos de
acondicionamiento
5.2 Impacto en la capacidad de producción de las líneas de acondicionamiento
5.3 Impacto en la reducción de mano de obra implicada en los procesos
5.4 Propuesta de modelo conjunto de mejora de procesos
172
CAPÍTULO V: ANÁLISIS DE RESULTADOS
En el capítulo anterior, se pudo observar y demostrar que la estrategia de mejora de procesos
Design for Six Sigma resultó muy efectiva para el rediseño de los procesos de las cuatro
líneas de acondicionamiento estudiadas, reduciendo en general el tiempo de proceso y
mejorando en gran manera la eficiencia de estos.
Una vez que conocemos la eficiencia de la metodología, resta solamente averiguar el efecto
que tendría la implementación de las propuestas de mejora diseñadas en cuanto al problema
general del presente proyecto, es decir, la reducción del porcentaje de órdenes de
acondicionamiento con retraso en el tiempo de entrega al almacén. Para ello, en el presente
capítulo se estudiará el efecto de la propuesta de mejora bajo tres ángulos diferentes:
Impacto en la capacidad de las líneas de acondicionamiento para finalizar el proceso
dentro del tiempo planeado.
Impacto en la capacidad de producción de cada línea de acondicionamiento.
Impacto en la reducción de la mano de obra implicada en los procesos.
5.1 Impacto de la propuesta de mejora en la capacidad
de los procesos de acondicionamiento
El primer aspecto que debemos analizar acerca de los resultados obtenidos del desarrollo de
las propuestas de mejora de las cuatro líneas de acondicionamiento es el efecto que tendría
estas en cuanto al tiempo de retraso de los procesos de acondicionamiento. Este aspecto es el
de mayor importancia de los tres que se presentarán en este capítulo, esto se debe
esencialmente a que está ligado directamente con el problema principal planteado y, de
hecho, es el objetivo principal del presente proyecto.
Para poder conocer el impacto que tendría la puesta en marcha de la propuesta de mejora
presentada en el capítulo anterior, se llevará a cabo un estudio de capacidad de proceso de
los tiempos de retraso que se tendrían en caso de la implementación, comparados contra la
situación actual de la empresa, misma que se expuso en el diagnóstico preliminar al inicio
del capítulo anterior del presente proyecto. Cabe aclarar que, para la realización de este
estudio, solo se tomarán en cuenta las configuraciones que se seleccionaron para el estudio
de cada línea de acondicionamiento en el capítulo cuarto de este escrito.
Estudiando de manera general la capacidad de proceso de las cuatro líneas en conjunto,
podemos observar en la figura 130, que claramente el proceso sufre una mejora contundente
en cuanto a los tiempos de retraso se refiere, ya que la media del tiempo de retraso cambia
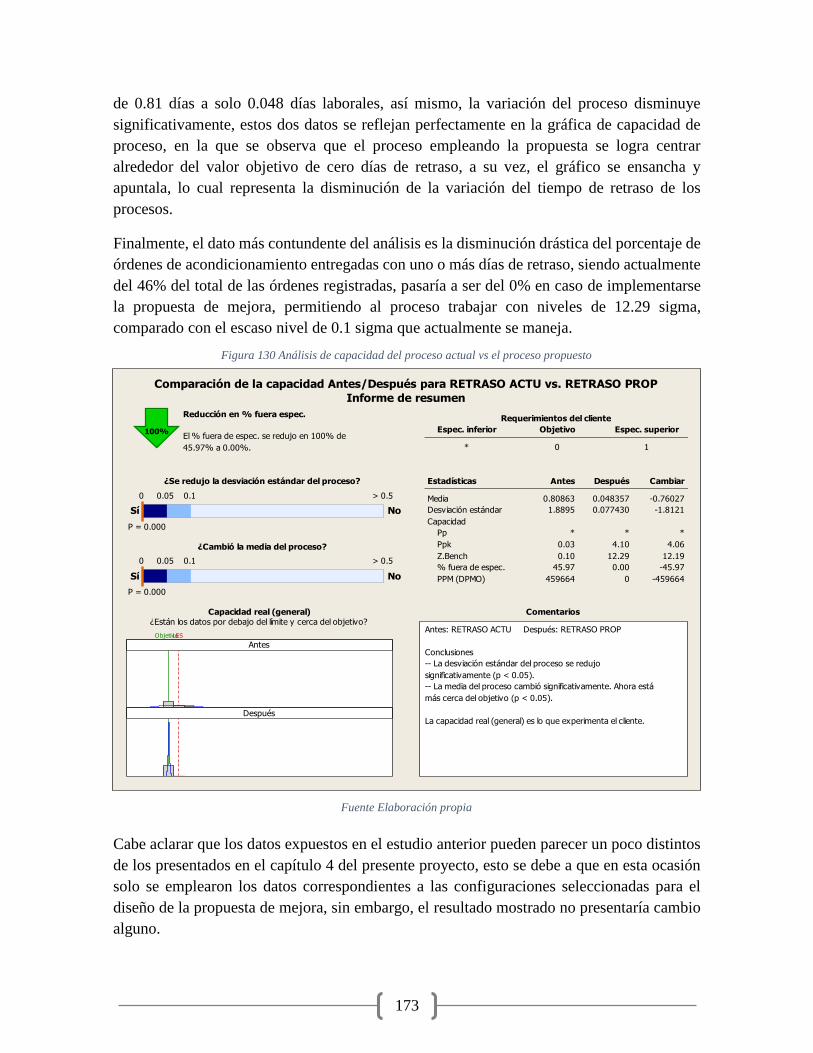
173
Figura 130 Análisis de capacidad del proceso actual vs el proceso propuesto
Fuente Elaboración propia
100%
> 0.50.10.050
NoSí
P = 0.000
> 0.50.10.050
NoSí
P = 0.000
AntesObjetivoLES
DespuésLa capacidad real (general) es lo que experimenta el cliente.
más cerca del objetivo (p < 0.05).
-- La media del proceso cambió significativamente. Ahora está
significativamente (p < 0.05).
-- La desviación estándar del proceso se redujo
Conclusiones
Antes: RETRASO ACTU Después: RETRASO PROP
* 0 1
Espec. inferior Objetivo Espec. superior
Requerimientos del cliente
Media 0.80863 0.048357 -0.76027
Desviación estándar 1.8895 0.077430 -1.8121
Capacidad
Pp * * *
Ppk 0.03 4.10 4.06
Z.Bench 0.10 12.29 12.19
% fuera de espec. 45.97 0.00 -45.97
PPM (DPMO) 459664 0 -459664
Estadísticas Antes Después Cambiar
Reducción en % fuera espec.
45.97% a 0.00%.
El % fuera de espec. se redujo en 100% de
¿Se redujo la desviación estándar del proceso?
¿Cambió la media del proceso?
Capacidad real (general)¿Están los datos por debajo del límite y cerca del objetivo?
Comentarios
Comparación de la capacidad Antes/Después para RETRASO ACTU vs. RETRASO PROP
Informe de resumen
de 0.81 días a solo 0.048 días laborales, así mismo, la variación del proceso disminuye
significativamente, estos dos datos se reflejan perfectamente en la gráfica de capacidad de
proceso, en la que se observa que el proceso empleando la propuesta se logra centrar
alrededor del valor objetivo de cero días de retraso, a su vez, el gráfico se ensancha y
apuntala, lo cual representa la disminución de la variación del tiempo de retraso de los
procesos.
Finalmente, el dato más contundente del análisis es la disminución drástica del porcentaje de
órdenes de acondicionamiento entregadas con uno o más días de retraso, siendo actualmente
del 46% del total de las órdenes registradas, pasaría a ser del 0% en caso de implementarse
la propuesta de mejora, permitiendo al proceso trabajar con niveles de 12.29 sigma,
comparado con el escaso nivel de 0.1 sigma que actualmente se maneja.
Cabe aclarar que los datos expuestos en el estudio anterior pueden parecer un poco distintos
de los presentados en el capítulo 4 del presente proyecto, esto se debe a que en esta ocasión
solo se emplearon los datos correspondientes a las configuraciones seleccionadas para el
diseño de la propuesta de mejora, sin embargo, el resultado mostrado no presentaría cambio
alguno.
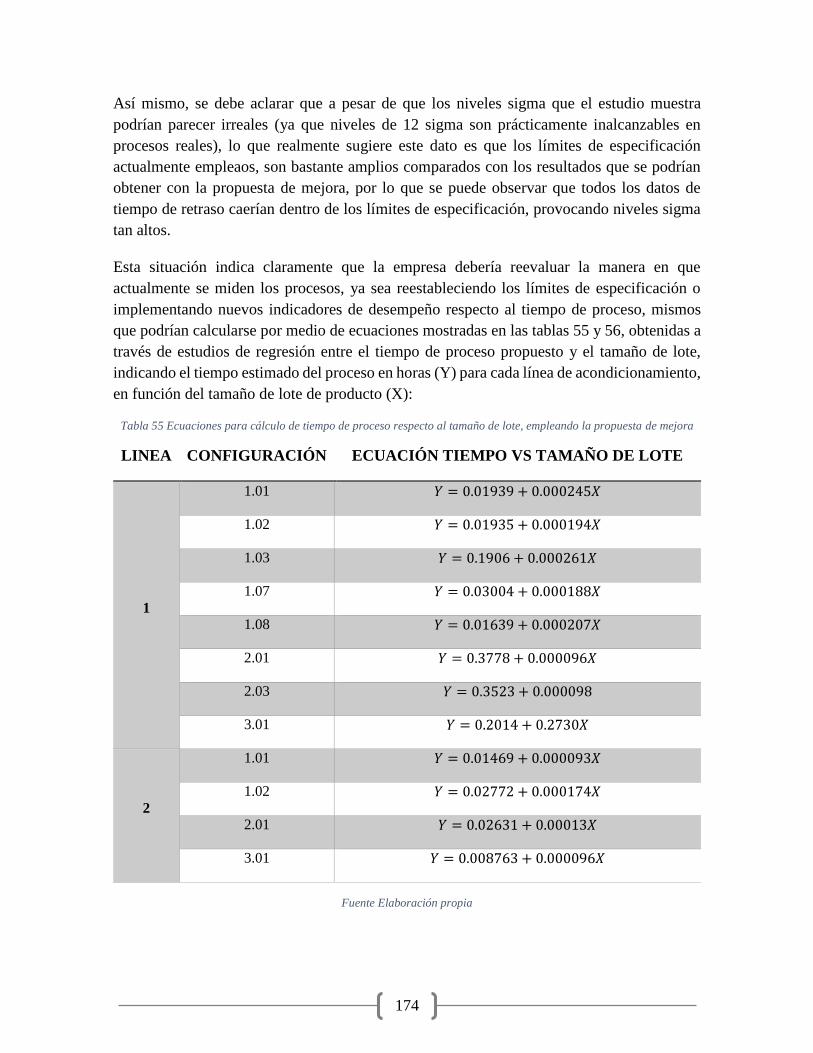
174
Así mismo, se debe aclarar que a pesar de que los niveles sigma que el estudio muestra
podrían parecer irreales (ya que niveles de 12 sigma son prácticamente inalcanzables en
procesos reales), lo que realmente sugiere este dato es que los límites de especificación
actualmente empleaos, son bastante amplios comparados con los resultados que se podrían
obtener con la propuesta de mejora, por lo que se puede observar que todos los datos de
tiempo de retraso caerían dentro de los límites de especificación, provocando niveles sigma
tan altos.
Esta situación indica claramente que la empresa debería reevaluar la manera en que
actualmente se miden los procesos, ya sea reestableciendo los límites de especificación o
implementando nuevos indicadores de desempeño respecto al tiempo de proceso, mismos
que podrían calcularse por medio de ecuaciones mostradas en las tablas 55 y 56, obtenidas a
través de estudios de regresión entre el tiempo de proceso propuesto y el tamaño de lote,
indicando el tiempo estimado del proceso en horas (Y) para cada línea de acondicionamiento,
en función del tamaño de lote de producto (X):
Tabla 55 Ecuaciones para cálculo de tiempo de proceso respecto al tamaño de lote, empleando la propuesta de mejora
LINEA CONFIGURACIÓN ECUACIÓN TIEMPO VS TAMAÑO DE LOTE
1
1.01 𝑌 = 0.01939 + 0.000245𝑋
1.02 𝑌 = 0.01935 + 0.000194𝑋
1.03 𝑌 = 0.1906 + 0.000261𝑋
1.07 𝑌 = 0.03004 + 0.000188𝑋
1.08 𝑌 = 0.01639 + 0.000207𝑋
2.01 𝑌 = 0.3778 + 0.000096𝑋
2.03 𝑌 = 0.3523 + 0.000098
3.01 𝑌 = 0.2014 + 0.2730𝑋
2
1.01 𝑌 = 0.01469 + 0.000093𝑋
1.02 𝑌 = 0.02772 + 0.000174𝑋
2.01 𝑌 = 0.02631 + 0.00013𝑋
3.01 𝑌 = 0.008763 + 0.000096𝑋
Fuente Elaboración propia
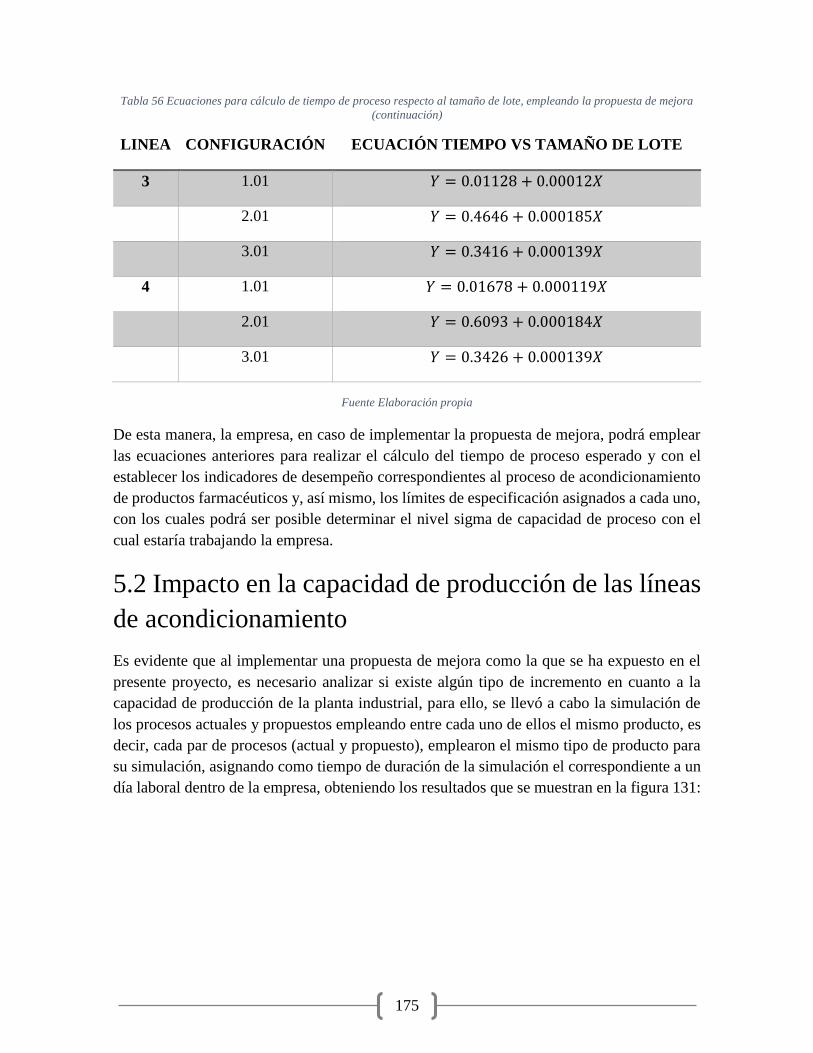
175
Tabla 56 Ecuaciones para cálculo de tiempo de proceso respecto al tamaño de lote, empleando la propuesta de mejora
(continuación)
LINEA CONFIGURACIÓN ECUACIÓN TIEMPO VS TAMAÑO DE LOTE
3 1.01 𝑌 = 0.01128 + 0.00012𝑋
2.01 𝑌 = 0.4646 + 0.000185𝑋
3.01 𝑌 = 0.3416 + 0.000139𝑋
4 1.01 𝑌 = 0.01678 + 0.000119𝑋
2.01 𝑌 = 0.6093 + 0.000184𝑋
3.01 𝑌 = 0.3426 + 0.000139𝑋
Fuente Elaboración propia
De esta manera, la empresa, en caso de implementar la propuesta de mejora, podrá emplear
las ecuaciones anteriores para realizar el cálculo del tiempo de proceso esperado y con el
establecer los indicadores de desempeño correspondientes al proceso de acondicionamiento
de productos farmacéuticos y, así mismo, los límites de especificación asignados a cada uno,
con los cuales podrá ser posible determinar el nivel sigma de capacidad de proceso con el
cual estaría trabajando la empresa.
5.2 Impacto en la capacidad de producción de las líneas
de acondicionamiento
Es evidente que al implementar una propuesta de mejora como la que se ha expuesto en el
presente proyecto, es necesario analizar si existe algún tipo de incremento en cuanto a la
capacidad de producción de la planta industrial, para ello, se llevó a cabo la simulación de
los procesos actuales y propuestos empleando entre cada uno de ellos el mismo producto, es
decir, cada par de procesos (actual y propuesto), emplearon el mismo tipo de producto para
su simulación, asignando como tiempo de duración de la simulación el correspondiente a un
día laboral dentro de la empresa, obteniendo los resultados que se muestran en la figura 131:

176
Figura 131 Análisis de la mejora en la capacidad de producción
Fuente Elaboración propia
En el grafico anterior, se puede observar claramente que en todas las configuraciones de cada
línea de producción existe un incremento en cuanto a la capacidad diaria de producción,
mismo que de manera general indica una mejora promedio de aproximadamente 670% en
caso de llevar a cabo la implementación de la propuesta de mejora. Así mismo, en la tabla
57, se puede observar el promedio de incremento en el nivel de producción de cada línea de
acondicionamiento y sus correspondientes configuraciones:
Tabla 57 Mejora en la capacidad de producción por línea y configuración
LINEA CONFIGURACIÓN INCREMENTO LÍNEA CONFIGURACIÓN INCREMENTO
1
1.01 108.48%
2
1.02 91.14%
1.02 163.92% 2.01 2072.00%
1.03 3543.08% 3.01 3284.06%
1.07 396.63%
3
1.01 88.48%
1.08 354.21% 2.01 70.83%
2.01 324.00% 3.01 382.61%
2.03 156.25%
4
1.01 88.48%
3.01 52.17% 2.01 70.83%
2 1.01 431.78% 3.01 382.61%
Fuente Elaboración propia

177
Figura 132 Personal necesario por cada tipo de proceso
Fuente Elaboración propia
5.3 Impacto en la reducción de mano de obra implicada
en los procesos
El último factor que se analizó para determinar el efecto que tendría la implementación de la
propuesta de mejora diseñada en el presente proyecto, fue la inminente disminución en la
cantidad de mano de obra necesaria para llevar a cabo cada uno de los procesos analizados.
Es por ello que en la presente sección se analizará el nivel de mejora en el factor
anteriormente mencionado, primeramente haciendo notar que, en caso de implementar la
propuesta de mejora, por cada tipo de proceso en las distintas líneas de acondicionamiento
se tendría una clara disminución de la cantidad de personal necesario para llevarlo a cabo,
excepto en la configuración 3.01 de la línea 1, donde se pasó de necesitar 11 personas a 14
para desarrollar el proceso, sin embargo, en general se puede observar una disminución
promedio del 29% del personal necesario en cada proceso, tal como se puede notar en la
figura 132, donde se muestra el personal necesario actualmente para cada tipo de
configuración comparado con el que se necesitaría al implementar la propuesta de mejora.

178
Figura 133 Disminución de horas-hombre por periodo
Fuente Elaboración propia
A pesar de la notable disminución de la cantidad de personal necesario para cada proceso, es
probable que a simple vista no parezca un dato tan contundente, ya que en algunos procesos
la diferencia no es tan grande como se esperaría. Es por lo que es necesario analizar el efecto
de la propuesta de mejora en cuanto a las horas-hombre necesarias para la producción diaria
de la empresa.
Para dicho análisis, se puede observar en la figura 133 la tendencia mensual de la cantidad
de horas-hombre necesaria actualmente para llevar a cabo la totalidad de los procesos durante
los periodos analizados al inicio del presente proyecto, comparada con el total de horas-
hombre que serían necesarias al emplear la propuesta de mejora mostrada en el capítulo
anterior. En ella, se puede observar una clara disminución en cuanto al tiempo que es
necesario emplear al personal de acondicionamiento en los procesos, siendo dicha mejora en
promedio del 87% de las horas hombre actualmente utilizadas.
El dato anteriormente mencionado refleja la importancia que tendría la implementación de la
propuesta de mejora para la empresa, ya que al disminuir en 87% las horas hombre destinadas
a los procesos de las líneas de acondicionamiento analizadas, significa una disminución de
igual valor en cuanto a los costos de mano de obra que, combinado con el incremento en la
capacidad de producción de las mismas, permitiría emplear el dinero ahorrado para la
recuperación de la inversión necesaria para la puesta en marcha de la propuesta de mejora.
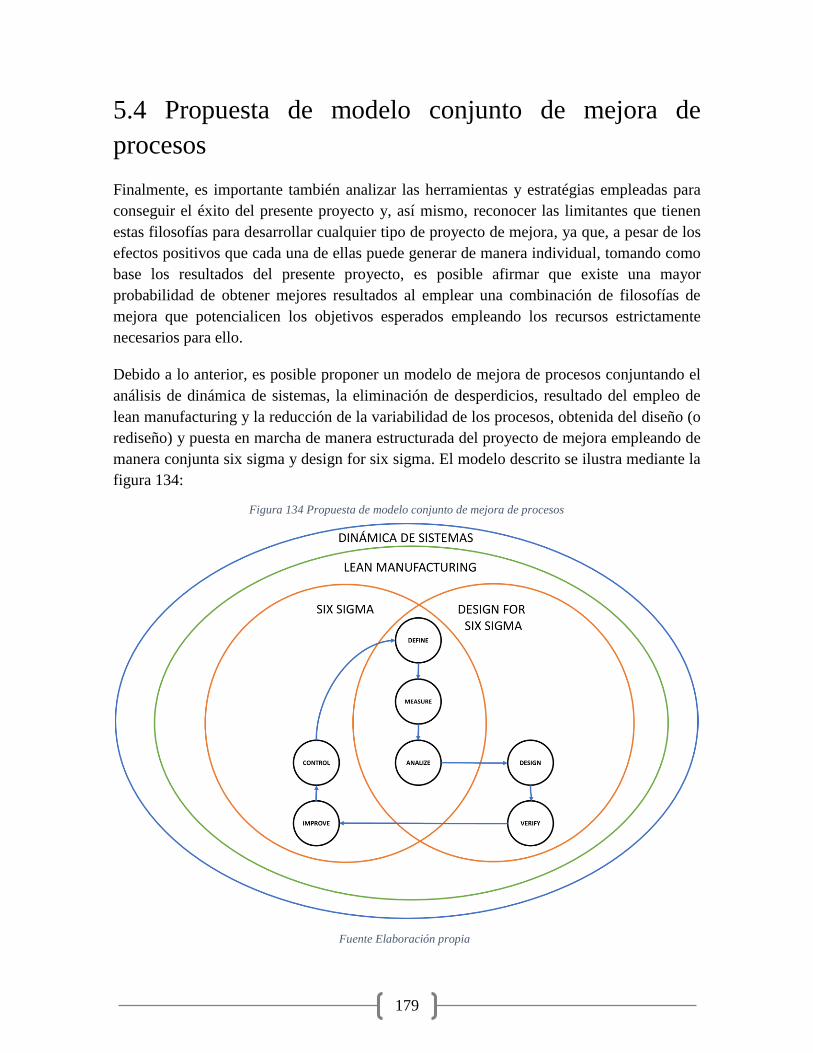
179
Figura 134 Propuesta de modelo conjunto de mejora de procesos
Fuente Elaboración propia
5.4 Propuesta de modelo conjunto de mejora de
procesos
Finalmente, es importante también analizar las herramientas y estratégias empleadas para
conseguir el éxito del presente proyecto y, así mismo, reconocer las limitantes que tienen
estas filosofías para desarrollar cualquier tipo de proyecto de mejora, ya que, a pesar de los
efectos positivos que cada una de ellas puede generar de manera individual, tomando como
base los resultados del presente proyecto, es posible afirmar que existe una mayor
probabilidad de obtener mejores resultados al emplear una combinación de filosofías de
mejora que potencialicen los objetivos esperados empleando los recursos estrictamente
necesarios para ello.
Debido a lo anterior, es posible proponer un modelo de mejora de procesos conjuntando el
análisis de dinámica de sistemas, la eliminación de desperdicios, resultado del empleo de
lean manufacturing y la reducción de la variabilidad de los procesos, obtenida del diseño (o
rediseño) y puesta en marcha de manera estructurada del proyecto de mejora empleando de
manera conjunta six sigma y design for six sigma. El modelo descrito se ilustra mediante la
figura 134:
180
El modelo descrito en la figura 134, propone que, para poder llevar a cabo algún proyecto de
mejora de procesos, sin importar el tipo de proceso u organización al que pertenezca, es
necesario atacarlo atravesando tres capas o fases del proyecto, mismas que son la dinámica
de sistemas, lean manufacturing y six sigma. Para comprender de mejor manera la propuesta
del modelo expuesto anteriormente, a continuación, se describe el propósito de cada una de
las capas de este:
Capa 1: Dinámica de sistemas
Para poder llevar a cabo un proyecto de mejora, primeramente, es indispensable
conocer y comprender perfectamente la dinámica de sistemas dentro de la
organización, esto es, entender ampliamente como están interrelacionados los
procesos de la empresa y sus correspondientes indicadores de desempeño, analizando
primeramente los indicadores de mayor nivel y seguir bajando de nivel hasta llegar a
los indicadores operacionales.
Capa 2: Identificación de desperdicios (Lean Manufacturing)
Una vez que se ha comprendido la manera en que se relacionan los indicadores de
desempeño de cada proceso dentro de la organización, es necesario identificar todos
aquellos desperdicios presentes en el conjunto de procesos de la empresa, con el
objetivo de determinar el o los procesos que sean más afectados y que, en
consecuencia, presenten un mayor efecto en el desempeño de la organización.
Capa 3: Variabilidad de los procesos (Six Sigma – Design for Six Sigma)
Finalmente, es necesario diseñar un proyecto de mejora que reduzca la variabilidad
de los procesos y propicie la mejora en el desempeño de los procesos seleccionados,
para ello no basta con el empleo de la metodología DMAIC para la mejora de los
procesos, ya que ello deja un gran margen de error, en el cual el proyecto podría no
haber alcanzado los objetivos deseados al final del mismo, sino que es necesario
diseñar y verificar de antemano el nuevo proceso empleando design for six sigma,
toda vez que de esta manera se asegura un mayor éxito para la conclusión del
proyecto.
El modelo descrito nace del convencimiento actual de que los cambios frecuentes dentro de
cada organización hacen imposible el éxito de llevar a cabo un proyecto de mejora sin
conocer primeramente el efecto que este tendrá dentro del entorno organizacional.
Así mismo, para maximizar la probabilidad de éxito del proyecto, es necesario tener en mente
en todo momento que el objetivo principal de este debe centrarse en la eliminación de
desperdicios y mitigación de la variación de los procesos, por lo que mantener
permanentemente el pensamiento esbelto debe ser una prioridad del equipo de mejora.

181
Por último, hace falta contemplar que los recursos materiales, humanos y de tiempo son un
bien sumamente importante para la organización, por lo que podemos estar convencidos de
que hoy en día no basta con emplear de manera asilada la metodología DMAIC, ya que
debido a la esencia de la esta, no asegura que la mejora propuesta realmente ayude a logar
los objetivos planteados al inicio del proyecto, lo que implicaría reiniciar el proyecto
tomando en cuenta variables que en un inicio se dejaron de lado y volviendo a emplear
recursos tanto humanos como materiales, incrementando los costos de llevar a cabo proyectos
similares. Es por ello que six sigma y design for six sigma deben emplearse de manera
conjunta para tomar en cuenta la mayor cantidad de variables necesarias, empleando la
simulación de procesos para proyectar un mayor éxito al momento de la implementación de
la propuesta de mejora.

182
CONCLUSIONES
Implicaciones metodológicas del proyecto
Implicaciones teóricas del proyecto
Implicaciones prácticas del proyecto
Futuras investigaciones
183
CONCLUSIONES
Una vez que se ha descrito completamente la situación actual de la empresa, el desarrollo
total de la propuesta de mejora y analizado el efecto que se tendría dentro de los procesos de
la empresa en el caso de la implementación de esta, nos encontramos en la posibilidad de
presentar las distintas conclusiones que el presente proyecto produce, clasificadas en tres
secciones que son las implicaciones metodológicas, teóricas y prácticas del proyecto, así
mismo, es posible proponer distintas investigaciones que se pudieran llevar a cabo a partir de
lo expuesto en el presente documento. Son precisamente los aspectos anteriormente
mencionados, los que serán expuestos a continuación.
Implicaciones metodológicas del proyecto
Al referirnos a las conclusiones a las cuales se llegó a partir del desarrollo del presente
proyecto, debemos recordar nuevamente a los objetivos planteados para el mismo en el
primer capítulo del documento, mismos que hacen referencia al desarrollo de una propuesta
de mejora que pudiera disminuir los tiempos de retraso de los procesos de acondicionamiento
de productos farmacéuticos dentro de una empresa en específico, teniendo en cuenta el
empleo de nuevas tecnologías y las filosofías de mejora “Lean Manufacturing” y “Design for
Six Sigma”.
Al respecto de lo anterior, se puede concluir que el objetivo principal del proyecto se cumplió
de manera cabal, ya que, como se observó en los capítulos cuarto y quinto, al emplear la
propuesta de mejora diseñada, se puede reducir de forma importante los tiempos de proceso,
mismos que tienen un efecto directo en el tiempo de retraso en la entrega de producto
terminado.
Así mismo, se lograron efectos adicionales al inicialmente planteado, como son el incremento
en la capacidad de producción de las cuatro líneas de acondicionamiento y la disminución
del número de horas-hombre necesarias para cubrir los procesos de acondicionamiento
actualmente demandados, situación que proyecta una disminución del 87% en los costos de
mano de obra de la empresa para los procesos seleccionados, en el caso de la implementación
de la propuesta expuesta en el presente proyecto.
Aunado al cumplimiento del objetivo principal del proyecto, se debe agregar el cumplimiento
de cada uno de los objetivos particulares de este, ya que, durante el desarrollo de la propuesta
de mejora en el capítulo cuarto del presente documento, se puede observar que se llevaron a
cabo las actividades planeadas para la realización de estos.
184
En adición a lo anterior, es posible afirmar que la metodología de investigación empleada
para el desarrollo del presente proyecto, fue por demás efectiva, en el sentido que los
instrumentos de recolección de datos y las herramientas de análisis de estos permitieron
desarrollar cada una de las fases del proyecto de forma exitosa y ordenada, ya que a partir de
ello se pudo cumplir cada uno de los objetivos del proyecto y brindó la oportunidad de diseñar
una propuesta de modelo de mejora de procesos a partir de la experiencia adquirida a través
de cada fase de la metodología.
En conclusión, se puede hacer notar que el empleo de la filosofía Lean Manufacturing en
combinación con estrategias como Design for Six Sigma pueden ser altamente efectivas para
el desarrollo de proyectos de mejora y automatización de procesos, cuestión que se detallará
en la siguiente sección.
Implicaciones teóricas del proyecto
Acerca de las consideraciones teóricas que se tomaron para el presente proyecto,
recordaremos que este tuvo tres ejes principales para su desarrollo: automatización de
procesos, la filosofía lean manufactuing y design for six sigma, pilares que en conjunto
marcaron el accionar de cada una de las fases del proyecto.
A partir de la conclusión del desarrollo de la propuesta de mejora y los resultados positivos
que se obtuvieron a partir de ella, podemos concluir que la combinación de las diferentes
herramientas que conforman la filosofía de pensamiento lean y la estructura metodológica
que proveen estrategias de mejora como design for six sigma, es posible obtener resultados
sumamente favorables para el diseño de procesos automatizados que trabajen desde un inicio
con la mínima cantidad de desperdicios a lo largo de ellos, así como con un nivel mínimo de
variación en cuanto a sus variables de calidad.
La situación presentada, es de gran ayuda para cualquier tipo de empresa que desee llevar a
cabo proyectos similares, ya que les provee de la oportunidad de diseñar nuevos procesos y
áreas de trabajo que tomen en cuenta el total de los requerimientos de los clientes internos y
externos y que funcionen de la manera esperada desde un inicio, disminuyendo los costos de
instalación y puesta en marcha de estos.
Otra conclusión de aspecto teórico a la que se pudo llegar a partir del presente proyecto es a
refutar la idea generalizada que se presenta hoy en día en investigaciones acerca de Design
for Six Sigma, misma que encasilla a dicha estrategia al desarrollo de nuevos productos o al
rediseño de procesos una vez que se ha notado que no se puede llegar a los niveles sigma
deseados.
185
Dicha aseveración se pudo observar durante la investigación del estado del arte acerca de
este tema y, mediante el desarrollo de la propuesta de mejora y sus resultados, podemos
afirmar que design for six sigma no solo puede ser empleada para el diseño y rediseño de
procesos, sino que también puede ser empleada a pesar de no haber puesto en marcha
proyectos six sigma previos, ya que, como es el caso del presente proyecto, se puede emplear
para diseñar o rediseñar procesos que de antemano se sabe que necesitan cumplir altos niveles
de calidad y que hoy en día no cuentan con los medios para lograrlo, de esta manera, las
empresas pueden ahorrar valiosos recursos en proyectos que pudieran no alcanzar los
objetivos necesarios para ellas.
Finalmente, pensando en el modelo conjunto de mejora de procesos, propuesto a partir del
desarrollo del presente proyecto, otra conclusión de suma importancia a la que se ha llegado,
es el hecho de que se ha podido comprobar que el empleo de dos o más filosofías o
metodologías de mejora para llevar a cabo un proyecto de esta índole, potencializa la
probabilidad de éxito del mismo, ya que se ataca el problema en estudio desde más de un
ángulo o punto de vista, lo que permite llegar a un mejor termino y obtener mejores
resultados, cumpliendo o acercándose mucho más a los objetivos planteados para el proyecto.
Implicaciones prácticas
A partir de las conclusiones anteriores y de los resultados obtenidos mediante esta
investigación, es posible realizar ciertas sugerencias hacia la empresa en cuestión con el fin
de que la presente investigación y su actual actuar sea lo más provechoso posible.
Primeramente, debemos sugerir a la empresa el diseño y puesta en marcha de nuevos
parámetros de medición de sus procesos, ya que les permitirá llevar un control más acertado
de los tiempos de estos, con el fin de tener un conocimiento más amplio acerca del
funcionamiento de sus procesos.
Aunado a lo anterior, se debe hacer notar la necesidad del rediseño de la manera de establecer
los parámetros de tiempo planeado de los procesos de acondicionamiento, ya que actualmente
se emplea un patrón de días completos planeados, lo que impide saber si el proceso se retrasó
por un día completo o solo por unas horas o minutos, situación que no ayuda a saber
realmente el comportamiento natural de los procesos.
Finalmente, y como sugerencia más importante, se debe tener cuidado en caso de querer
poner en marcha la propuesta de mejora que se presenta en el proyecto presente, ya que solo
contempla una de las áreas de la empresa, lo cual impide saber el efecto que tendría en toda
la organización de procesos y sistemas dentro de esta.
186
Es por esto, que se recomienda a la empresa llevar a cabo un proyecto similar al mostrado en
el presente documento, pero tomando en cuenta la totalidad de la dinámica de sistemas dentro
de la empresa, con el objetivo de identificar las áreas de mayor necesidad de automatización
y rediseño de procesos, de tal manera que el proyecto tenga un mayor impacto en los intereses
de la empresa, ya que se estarían atacando las áreas de mayor necesidad de la organización.
Futuras investigaciones
Los resultados y conclusiones del presente proyecto pueden abrir las puertas a muchas nuevas
investigaciones en torno a las filosofías de mejora continua y la automatización de proyectos,
sin embargo, esta sección estará centrada únicamente en la propuesta de modelo conjunto de
mejora de procesos presentada en las secciones anteriores.
Respecto a lo anterior, se puede proponer investigar más a fondo acerca del modelo
propuesto, probando de manera teórica la interacción que pueden tener la dinámica de
sistemas, lean manufacturín, six sigma y design for six sigma y los beneficios que puedan
aportar al emplearlos de manera conjunta mediante el diseño de capas descrito para dicho
modelo.
Así mismo, una vez hecha la investigación teórica, sería necesario probarlo de manera
práctica en distintos tipos de procesos y organizaciones, obteniendo una prueba fidedigna de
si puede ser beneficioso para las empresas o, en su caso, modificarlo, de tal manera que se
adicionen aspectos no involucrados para poder tener un mejor resultado en su aplicación.
187
REFERENCIAS BIBLIOGRÁFICAS
Aboelmaged, M. G. (2010). Six Sigma quality: a structured review and implications for
future research. International Journal of Quality & Reliability Management, 27(3),
268–317. https://doi.org/10.1108/02656711011023294
ANAFAM. (n.d.). La Industria Farmacéutica. Retrieved from
http://www.anafam.org.mx/industria.htm
Arango, Martin Dario; Gómez, Rodrigo Andrés; Alvarez, K. C. (2011). Identificación de
Oportunidades de Mejora en la gestión de transporte de Carbón en Colombia con Six
Sigma. Boletín de Ciencias de La Tierra, 30, 23–38.
Baca Urbina, G., Cruz Valderrama, M., Cristóbal Vázquez, I. M. A., Baca Cruz, G., Gutierrez
Matus, J. C., Pacheco Espejel, A. A., … Rivera González, A. E. (2014). Introducción a
la ingeniería industrial. México: Grupo Editorial Patria. Retrieved from
https://books.google.com.mx/books?id=eNLhBAAAQBAJ&pg=PA181&dq=diagram
a+bimanual&hl=es&sa=X&ved=0ahUKEwjm45bp2ILPAhXEcT4KHRMlBgMQ6wE
IQzAH#v=onepage&q=figura 7.5&f=false
Bain, D. (1985). Productividad. La Solución a los Problemas de la Empresa (1st ed.).
México: McGraw-Hill.
Baril, C., Yacout, S., & Clément, B. (2011). Design for Six Sigma through collaborative
multiobjective optimization. Computers and Industrial Engineering, 60(1), 43–55.
https://doi.org/10.1016/j.cie.2010.09.015
Basu, R., & Wright, J. N. (2012). Quality Beyond Six Sigma. (Routledge, Ed.) (1st ed.).
Breyfoyle III, F. W. (2003). Implementing Six Sigma. Smarter solutions using statistical
methods. (John Wiley & Sons Inc., Ed.) (2nd ed.).
CANAFIRMA. (n.d.). Datos Económicos de la Industria Farmacéutica. Retrieved from
http://www.canifarma.org.mx/datoseconomicos.html
CFM. (n.d.). MERCADO FARMACÉUTICO EN MÉXICO . Retrieved from
http://www.cofarmex.org.mx/industria.html
Chapman, S. N. (2006). Planificación y control de la producción. México: Pearson
Education.
Cherrafi, A., Elfezazi, S., Chiarini, A., Mokhlis, A., & Benhida, K. (2016). The integration
of lean manufacturing, Six Sigma and sustainability: A literature review and future
research directions for developing a specific model. Journal of Cleaner Production,
139, 828–846. https://doi.org/10.1016/j.jclepro.2016.08.101
188
Choomlucksana, J., Ongsaranakorn, M., & Suksabai, P. (2015). Improving the Productivity
of Sheet Metal Stamping Subassembly Area Using the Application of Lean
Manufacturing Principles. Procedia Manufacturing, 2(February), 102–107.
https://doi.org/10.1016/j.promfg.2015.07.090
Cirjaliu, B., & Draghici, A. (2016). Ergonomic Issues in Lean Manufacturing. Procedia -
Social and Behavioral Sciences, 221, 105–110.
https://doi.org/10.1016/j.sbspro.2016.05.095
Cordeiro, E. C., Barbosa, G. F., & Trabasso, L. G. (2016). A customized QFD ( quality
function deployment ) applied to management of automation projects. The International
Journal of Advanced Manufacturing Technology, 87, 2427–2436.
https://doi.org/10.1007/s00170-016-8626-0
Córdoba, E. (2010). Manufactura y Automatización. Ingeniería e Investigación, 26(3), 120–
128. Retrieved from http://revistas.unal.edu.co/index.php/ingeinv/article/view/14761
Cua, K. O., McKone, K. E., & Schroeder, R. G. (2001). Relationships between
implementation of TQM, JIT, and TPM and manufacturing performance. Journal of
Operations Management, 19(6), 675–694. https://doi.org/10.1016/S0272-
6963(01)00066-3
Dahlgaard-Park, S. M., Chen, C., Jang, J., & Dahlgaard, J. J. (2013). Diagnosing and
prognosticating the quality movement – a review on the 25 years quality literature
(1987–2011). Total Quality Management & Business Excellence, 24(1), 1–18.
https://doi.org/10.1080/14783363.2012.756749
de Jesus Pacheco, D. A. (2014). Theory of Constraints and Six Sigma: Investigating
Differences and Similarities for Continuous Improvement. Independent Journal of
Management & Production, 5(2), 331–334.
de Kogel, W., & Becker, J. M. J. (2016). Development of Design Support Tool for New Lean
Production Systems. Procedia CIRP, 41, 596–601.
https://doi.org/10.1016/j.procir.2016.01.009
De Mast, J., Diepstraten, G., & Does, R. J. M. M. (2011). Quality quandaries: Design for six
sigma: Method and application. Quality Engineering, 23(2), 204–211.
https://doi.org/10.1080/08982112.2011.560818
De Mast, J., & Lokkerbol, J. (2012). An analysis of the Six Sigma DMAIC method from the
perspective of problem solving. International Journal of Production Economics, 139(2),
604–614. https://doi.org/10.1016/j.ijpe.2012.05.035
Deif, A. M., & Elmaraghy, H. (2014). Cost performance dynamics in lean production
leveling. Journal of Manufacturing Systems, 33(4), 613–623.
https://doi.org/10.1016/j.jmsy.2014.05.010
Dellifraine, J. L., Langabeer Ii, J. R., & Nembhard, I. M. (2010). Assessing the Evidence of
Six Sigma and Lean in the Health Care Industry. Q Manage Health Care Wolters
Kluwer Health, 19(3), 211–225. https://doi.org/10.1097/QMH.0b013e3181eb140e
189
Díaz Castellanos, E. E., Díaz Ramos, C., Barroso Moreno, L. A., & Pico González, B. (2015).
Desarrollo de un modelo matemático para procesos multivariables mediante Balanced
Six Sigma. Ingeniería, Investigación y Tecnología, 16(3), 419–430.
https://doi.org/10.1016/j.riit.2015.05.003
Fahrul Hassan, M., Jusoh, S., Zaini Yunos, M., Arifin, A. M. T., Ismail, A. E., Rasidi Ibrahim,
M., & Zulafif Rahim, M. (2017). Application of design for six sigma methodology on
portable water filter that uses membrane filtration system: A preliminary study. IOP
Conference Series: Materials Science and Engineering, 243(1).
https://doi.org/10.1088/1757-899X/243/1/012048
Felizzola Jiménez, H., & Luna Amaya, C. (2014). Lean Six Sigma en pequeñas y medianas
empresas: un enfoque metodológico. Ingeniare. Revista Chilena de Ingeniería, 22(2),
263–277. https://doi.org/10.4067/S0718-33052014000200012
Fernández García, R. (2010). La mejora de la productividad en la pequeña y mediana
empresa.
García Cantú, A. (2011). Productividad y Reducción de Costos para la pequeña y mediana
industria. México: Trillas.
García Moreno, E. (2000). Automatización de procesos industriales. (Alfaomega, Ed.) (2nd
ed.). Valencia: Universitat Politècnica de València. https://doi.org/V-2428-1999
Garrido-Vega, P., Sacristán-Díaz, M., & Magaña-Ramírez, L. M. (2016). Six Sigma in SMES
with low production volumes. A successful experience in aeronautics. Universia
Business Review, 2016(51), 52–71. https://doi.org/10.3232/UBR.2016.V13.N3.02
Grant, K. P., & Hallam, C. R. A. A. (2016). Team performance in a lean manufacturing
operation: it takes the will and a way to succeed. International Journal of Technology
Management, 70(2–3), 177–192. https://doi.org/10.1504/IJTM.2016.075161
Groover, M. P. (1987). Automation Production Systems and Computer Integrated
Manufacturing. (Prentice-Hall International Inc., Ed.). New Jersey.
Gutiérrez Pulido, A., & Román de la Vara, S. (2008). Análisis y diseño de experimentos.
(McGraw-Hill, Ed.) (2nd ed.). México.
Gutiérrez Pulido, H. (2010). Calidad Total y productividad. McGraw-Hill.
https://doi.org/978-607-15-0315-2
Gutierrez Pulido, H., & de la Vara Salazar, R. (2013). Control estadístico de la calidad y seis
sigma. (McGraw Hill, Ed.) (3rd ed.). México.
Hernández Matías, J. C., & Vizán Idoipe, A. (2013). Lean Manufacturing. Conceptos,
Técnicas e implantación. Medio Ambiente industria y energía (1st ed.). Madrid: Escuela
de Organización Industrial.
https://doi.org/http://dx.doi.org/10.1108/17506200710779521

190
Hernandez Sampieri, R., Fernandez Collado, C., & Baptista Lucio, M. del P. (2006).
Metodología de la investigación. (McGraw-Hill, Ed.) (4th ed.). Retrieved from
http://www.casadellibro.com/libro-metodologia-de-la-investigacion-5-ed-incluye-cd-
rom/9786071502919/1960006%5Cnhttp://sapp.uv.mx/univirtual/especialidadesmedica
s/mi2/modulo1/docs/Met_Invest_a.pdf
INEGI. (2003). El ABC de los indicadores de la productividad. Retrieved from
http://www.inegi.gob.mx
INEGI. (2005). Curso de metodología de la investigación. Capacitación 2005, 82. Retrieved
from http://es.scribd.com/doc/190897067/22-CURSO-DE-METODOLOGIA-DE-LA-
INVESTIGACION
INEGI. (2016). Estadística a Propósito de...La Industria Farmacéutica. Estadísticas a
Propósito de... México. Retrieved from
http://internet.contenidos.inegi.org.mx/contenidos/productos//prod_serv/contenidos/es
panol/bvinegi/productos/nueva_estruc/702825088583.pdf
Jiang, H., Kwong, C. K., & Luo, X. G. (2016). Intelligent Decision Making in Quality
Management. (Cengiz Kahraman-Seda Yanı k, Ed.), Intelligent Systems Reference
Library (Springer, Vol. 97). https://doi.org/10.1007/978-3-319-24499-0
Jones, D., Hines, P., & Rich, N. (1997). Lean Logistics. International Journal of Physical
Distribution and Logistics Management, 27(3–4), 153–173.
Juárez López, Y., Rojas Ramírez, J., Medina Marín, J., & Pérez Rojas, A. (2011). El enfoque
de sistemas para la aplicación de la manufactura esbelta. Científica, 15(1), 35–42.
Khusaini, N. S., Ismail, A., & Rashid, A. A. (2016). Investigation of the prominent barriers
to lean manufacturing implementation in Malaysian food and beverages industry using
Rasch Model. IOP Conference Series: Materials Science and Engineering, 114,
012090. https://doi.org/10.1088/1757-899X/114/1/012090
Kolberg, D., & Zühlke, D. (2015). Lean Automation enabled by Industry 4.0 Technologies.
IFAC-PapersOnLine, 28(3), 1870–1875. https://doi.org/10.1016/j.ifacol.2015.06.359
Koziołek, S., & Derlukiewicz, D. (2012). Method of assessing the quality of the design
process of construction equipment with the use of DFSS (design for Six Sigma).
Automation in Construction, 22, 223–232. https://doi.org/10.1016/j.autcon.2011.07.006
Koziołek, S., Derlukiewicz, D., & Ptak, M. (2010). Design Process Innovation of Mechanical
Objects with the Use of Design for Six Sigma Methodology. Solid State Phenomena,
165, 274–279. https://doi.org/10.4028/www.scientific.net/SSP.165.274
Kumar, D. (2006). Six Sigma Best Practices: A Guide to Business Process Excellence for
Diverse Industries. (J. R. Publishing, Ed.).
Lam, N. T., Toi, L. M., Tuyen, V. T. T., & Hien, D. N. (2016). Lean Line Balancing for an
Electronics Assembly Line. Procedia CIRP, 40(1), 437–442.
https://doi.org/10.1016/j.procir.2016.01.089

191
Lean Solutions. (2017). Lean Solutions. Retrieved from
http://www.leansolutions.co/conceptos/vsm/
Lindskog, E., Vallhagen, J., Berglund, J., & Johansson, B. (2016). Improving Lean Design
of Production Systems by Visualization Support. Procedia CIRP, 41, 602–607.
https://doi.org/10.1016/j.procir.2016.01.004
Loyola Varela, A. J., Elena, F. Á., & Michcol Tolamatl, J. (2010). Disminución de la
Variación de un Proceso de Producción de Muebles con Seis Sigma. Conciencia
Tecnológica, 40, 35–41.
Manotas Duque, F., & Rivera Cadavid, D. (2007). Lean Manufacturing measurement: The
relationships between Lean activities and Lean metrics. Estudios Gerenciales, 23(105),
69–83. https://doi.org/10.4090/juee.2008.v2n2.033040
Mantilla Celis, O. L., & Sánchez García, J. M. (2012). Modelo tecnológico para el desarrollo
de proyectos logísticos usando Lean Six Sigma. Estudios Gerenciales, 28(124), 23–43.
https://doi.org/10.1016/S0123-5923(12)70214-0
Matt, D. T., & Rauch, E. (2013). Implementation of lean production in small sized
enterprises. Procedia CIRP, 12, 420–425. https://doi.org/10.1016/j.procir.2013.09.072
McCarty, T., Bremer, M., Daniels, L., & Gupta, P. (2004). The Six Sigma Black Belt
Handbook. (McGraw-Hill, Ed.) (2nd ed.). https://doi.org/10.1300/J118v07n01_07
McKone, K. E., Schroeder, R. G., & Cua, K. O. (2001). The impact of total productive
maintenance practices on manufacturing performance. Journal of Operations
Management, 19(1), 39–58. https://doi.org/10.1016/S0272-6963(00)00030-9
Melton, T. (2005). The benefits of lean manufacturing: What lean thinking has to offer the
process industries. Chemical Engineering Research and Design, 83(A6), 662–673.
Mendoza, J. M., & Mendoza, J. J. (2005). Seis sigmas : Hacia la cumbre de la calidad.
Pensamiento & Gestión, 19, 101–117.
Mireles Salinas, A. L., Estrada Orantes, J. F., & Hermosillo Pérez, F. (2015). Análisis y
mejora de un proceso mediante la aplicación de un enfoque Lean Six Sigma. Culcyt/
/Calidad, 1(57), 220–235.
Mostafa, S., Dumrak, J., & Soltan, H. (2015). Lean Maintenance Roadmap. Procedia
Manufacturing, 2(February), 434–444. https://doi.org/10.1016/j.promfg.2015.07.076
Mrugalska, B., & Wyrwicka, M. K. (2017). Towards Lean Production in Industry 4.0.
Procedia Engineering, 182, 466–473. https://doi.org/10.1016/j.proeng.2017.03.135
Omogbai, O., & Salonitis, K. (2016). A Lean Assessment Tool Based on Systems Dynamics.
Procedia CIRP, 50, 106–111. https://doi.org/10.1016/j.procir.2016.04.169

192
Omogbai, O., & Salonitis, K. (2017). The Implementation of 5S Lean Tool Using System
Dynamics Approach. Procedia CIRP, 60, 380–385.
https://doi.org/10.1016/j.procir.2017.01.057
Pacheco E., A. A. (2012). El proceso de Dirección Integral de las Organizaciones como un
problema teórico , metodológico y práctico . Projectics / Proyéctica / Projectique, 2(11–
12), 169–178. https://doi.org/10.3917/proj.011.0169
Pacheco E., A. A. (2013). Productividad y Mejora Continua. In Introducción a la Ingeniería
Industrial (2nd ed., pp. 73–89). Mexico: Grupo Editorial patria.
Parast, M. M. (2011). The effect of Six Sigma projects on innovation and firm performance.
International Journal of Project Management, 29(1), 45–55.
https://doi.org/10.1016/j.ijproman.2010.01.006
Pepper, M. P. J., & Spedding, T. a. (2010). The evolution of lean Six Sigma. International
Journal of Quality & Reliability Management, 27(2), 138–155.
https://doi.org/10.1108/02656711011014276
Piedrafita Moreno, R. (2004). Ingeniería de la Automatización Industrial. (Alfa Omega
Grupo Editor S.A. de C.V., Ed.). Madrid.
Presa García, S. (2015). Aplicación de la metodología Lean Six Sigma en la mejora continua
de procesos: Un estudio de caso. https://doi.org/10.1017/CBO9781107415324.004
Prokopenko, J. (1989). La gestión de la productividad. Manual práctico.
ProModel Corporation. (2016). Process Simulator Help System. Retrieved from
http://www.promodel.com/onlinehelp/processsimulator/93/Process_Simulator_Help.ht
m#Topics/Process_Simulator_Help.htm%3FTocPath%3D_____1
Ramírez Reséndiz, J. F. (2014). A3 y punto. (M. de la Cruz de la Fuente, T. de la Cruz de la
Fuente, A. Aguilera Rodríguez, J. Muñoz Mrcado, E. Ascencio Tinajero, L. Arellano,
… J. C. López, Eds.) (1st ed.). Distrito Federal: Índice Editores.
Reyes Aguilar, P. (2002). Manufactura delgada (Lean) y Seis Sigma en empresas mexicanas:
experiencias y reflexiones. Contaduría y Administración, 205, 1–22. Retrieved from
http://www.redalyc.org/articulo.oa?id=39520506
Rohani, J. M., & Zahraee, S. M. (2015). Production Line Analysis via Value Stream
Mapping: A Lean Manufacturing Process of Color Industry. Procedia Manufacturing,
2(February), 6–10. https://doi.org/10.1016/j.promfg.2015.07.002
Romera, J. P., Lorite, J. A., & Montoro, S. (2007). Automatización, problemas resueltos con
automatas programables. (Thomson - Paraninto, Ed.) (4th ed.). Madrid.
Ronald D. Snee. (2010). Lean Six Sigma – getting better all the time. International Journal
of Lean Six Sigma, 1(1), 9–29. https://doi.org/10.1108/20401461011033130
193
Russell, R. S., & Taylor, B. W. (2000). Operations Management. (Prentice-Hall, Ed.) (1st
ed.). Englewood Cliffs, NJ.
Sabela Fernández, V., Tojo Fernández, B., Chao Millor, M., & Calvo Rey, F. (2013).
Dispensación de productos farmacéuticos. (M. Blanco, P. Rayón, & C. Núñez, Eds.)
(1st ed.). Madrid: McGraw-Hill.
Salonitis, K., & Tsinopoulos, C. (2016). Drivers and Barriers of Lean Implementation in the
Greek Manufacturing Sector. Procedia CIRP, 57, 189–194.
https://doi.org/10.1016/j.procir.2016.11.033
Sanders, A., Elangeswaran, C., & Wulfsberg, J. (2016). Industry 4.0 implies lean
manufacturing: Research activities in industry 4.0 function as enablers for lean
manufacturing. Journal of Industrial Engineering and Management, 9(3), 811–833.
https://doi.org/10.3926/jiem.1940
Santos, Z. G. dos, Vieira, L., & Balbinotti, G. (2015). Lean Manufacturing and Ergonomic
Working Conditions in the Automotive Industry. Procedia Manufacturing, 3(Ahfe),
5947–5954. https://doi.org/10.1016/j.promfg.2015.07.687
Scharton-Kersten, T., Shoel, G., Kimmel, L., Peytremann, C., Reynolds, T., Garay, J., …
Gabardi, F. (2014). Incorporating lean principles into pharmaceutical QC laboratory
design. Pharmaceutical Engineering, 34(5). Retrieved from
http://www.embase.com/search/results?subaction=viewrecord&from=export&id=L60
0342655
Secretaría de Economía. (2015). Industria farmacéutica: Unidad de Inteligencia de
Negocios. Retrieved from
https://www.gob.mx/cms/uploads/attachment/file/76324/111115_DS_Farmaceutico.pd
f
Secretaria de Salud. NOM-059-SSA1-2015, Buenas prácticas de fabricación de
medicamentos. (2015). Mexico.
Silva Ballesteros, P. P. (2008). Algunas Reflexiones Para Aplicar La Manufactura Esbelta
En Empresas Colombianas. Scientia Et Technica, XIV(38), 223–228. Retrieved from
http://www.redalyc.org/resumen.oa?id=84903839
Soriano, M. C., Sánchez La fuente, C., Álvarez Fuentes, J., & Holgado, M. A. (1994).
Acondicionamiento de medicamentos: funciones y tipos de envasado. Industria
Farmaceutica, mayo/junio, 95–101. Retrieved from
http://www.innovacion.gob.sv/inventa/attachments/article/849/11articulos.pdf
Sundar, R., Balaji, A. N., & Satheesh Kumar, R. M. (2014). A review on lean manufacturing
implementation techniques. Procedia Engineering, 97, 1875–1885.
https://doi.org/10.1016/j.proeng.2014.12.341
Swink, M., & Jacobs, B. W. (2012). Six Sigma adoption: Operating performance impacts
and contextual drivers of success. Journal of Operations Management, 30(6), 437–453.
https://doi.org/10.1016/j.jom.2012.05.001

194
Tejada, A. S. (2011). Mejoras de Lean Manufacturing en los sistemas productivos. Ciencia
y Sociedad, 36(2), 276–310. Retrieved from
http://www.intec.edu.do/downloads/pdf/ciencia_y_sociedad/2011/volumen_36-
numero_2/952.pdf
Tinoco, F. (2013). Six Sigma En Logística: Aplicación En El Almacén De Una Unidad
Minera. Industrial Data, 16(2), 67–74. Retrieved from
http://www.redalyc.org/articulo.oa?id=81632390008
Vallejo, B. M., & Vallejo, S. B. (2006). Aspectos generales de la automatización industrial
del sector farmacéutico. Rev. Colomb. Ciencias Quim. Farm, 35(1), 47–63. Retrieved
from http://www.farmacia.unal.edu.co/V35N1-03.pdf
Velázquez C., J. (2004). Cómo justificar proyectos de automatización Industrial. Industrial
Data, 7(1), 7–11. https://doi.org/1560-9146
Volpentesta, J. R. (2002). Análisis y Gestión de la Productividad (1st ed.). Buenos Aires:
Osmar D. Buyatti.
W. Doh, S., Deschamps, F., & Pinheiro de Lima, E. (2016). Systems Integration in the Lean
Manufacturing Systems Value Chain to Meet Industry 4 . 0 Requirements.
Transdisciplinary Engineering: Crossing Boundaries, 642–650.
https://doi.org/10.3233/978-1-61499-703-0-642
Wahab, A. N. A., Mukhtar, M., & Sulaiman, R. (2013). A Conceptual Model of Lean
Manufacturing Dimensions. Procedia Technology, 11(Iceei), 1292–1298.
https://doi.org/10.1016/j.protcy.2013.12.327
Wang, F.-K., Yeh, C.-T., & Chu, T.-P. (2016). Using the design for Six Sigma approach with
TRIZ for new product development. Computers & Industrial Engineering, 98(June),
522–530. https://doi.org/10.1016/j.cie.2016.06.014
Wang, H.-M. S., Wang, S.-P., & Lee, W. (2014). A Case Study for Reducing Client Waiting
Time in a Health Evaluation Center Using Design for Six Sigma. Engineering
Management Journal, 26(2), 62–73. https://doi.org/10.1080/10429247.2014.11432011
Womack, J. P., & Jones, D. T. (1996). Lean Thinking : Banish Waste and Create Wealth in
Your Corporation. Journal of the Operational Research Society, (january 1996), 8.
https://doi.org/10.1038/sj.jors.2600967
Yamazaki, Y., Takata, S., Onari, H., Kojima, F., & Kato, S. (2016). Lean Automation System
Responding to the Changing Market. Procedia CIRP, 57, 201–206.
https://doi.org/10.1016/j.procir.2016.11.035
Zahraee, S. M. (2016). A survey on Lean Manufacturing implementation in a selected
manufacturing industry in Iran. International Journal of Lean Six Sigma, 7(2), 374–381.
https://doi.org/10.1108/IJLSS-03-2015-0010


















