INSTITUTO TECNOLÓGICO DE CD....
75
INSTITUTO TECNOLÓGICO DE CD. JUÁREZ DIVISIÓN DE ESTUDIOS DE POSGRADO E INVESTIGACIÓN APLICACIÓN DE LA METODOLOGÍA TAGUCHI PARA LA DISMINUCIÓN DE DEFECTOS EN UN SUB-ENSAMBLE DE FARO AUTOMOTRIZ TESIS QUE PRESENTA ADRIAN WILFRIDO CHAIREZ ELIAS COMO REQUISITO PARA OBTENER EL GRADO DE MAESTRO EN CIENCIAS EN INGENIERÍA ADMINISTRATIVA CD. JUÁREZ, CHIH. MAYO DEL 2009
Transcript of INSTITUTO TECNOLÓGICO DE CD....

INSTITUTO TECNOLÓGICO DE CD. JUÁREZ
DIVISIÓN DE ESTUDIOS DE POSGRADO E INVESTIGACIÓN
APLICACIÓN DE LA METODOLOGÍA TAGUCHI PARA LA DISMINUCIÓN DE
DEFECTOS EN UN SUB-ENSAMBLE DE FARO AUTOMOTRIZ
TESIS QUE PRESENTA
ADRIAN WILFRIDO CHAIREZ ELIAS
COMO REQUISITO
PARA OBTENER EL GRADO DE
MAESTRO EN CIENCIAS EN INGENIERÍA ADMINISTRATIVA
CD. JUÁREZ, CHIH. MAYO DEL 2009

iii
Nunca consideres el estudio como una obligación,
sino como una oportunidad para penetrar en el
bello y maravilloso mundo del saber.
(Albert Einstein, 1879-1955)
iv
AGRADECIMIENTOS
A mis padres por construir mis cimientos, por transmitirme las
enseñanzas básicas de la vida para tratar de ser una mejor persona. A mi
hermano Luís, como inspiración para proyectos futuros.
En especial, le agradezco a mi esposa Esther por motivarme durante esta
nueva etapa de mi vida profesional y por estar a mi lado en este difícil sendero a
pesar de mis defectos y virtudes. A mi hijo Adrián, el mejor regalo que Dios me
pudo dar. A todos mis amigos, familiares y compañeros que hicieron posible que
esto sucediera.
A mis maestros, que en algún momento de su vida me ofrecieron a
manos llenas su consejo, sabiduría y conocimiento. Al Dr. Humberto Hijar, mi
asesor de posgrado por guiarme durante el desarrollo de este documento. Sobre
todo, al Creador, gracias por sus bendiciones.
v
BIOGRAFÍA DEL AUTOR
Nacido en Ciudad Juárez Chihuahua el día 27 de Abril de 1975, hijo del
Sr. Wilfrido Chairez García y la Sra. Hilda Virginia Elías Noriega, realizó sus
estudios de licenciatura en el Instituto Tecnológico de Ciudad Juárez en
Ingeniería Electromecánica con Especialización en Manufactura Avanzada.
Aplicándose primordialmente en el Área de Metal-Mecánica, ha
desempeñado diversas funciones en el ámbito laboral como Técnico en
Mantenimiento de Edificio (ESSEX Planta 137, 1995), Asistente de Ingeniería
(Talleres DIVA, 1996), Dibujante (Philips, 1999-2000), Ingeniero de Diseño y
Programador de Control Numérico (Philips High Tech Plastics, 2000-2004) e
Ingeniero de Diseño (Automotive Lighting Corporation, 2004-2009).
Dentro de los entrenamientos certificados más importantes con los que
cuenta, son: auditor interno ISO/TS e ISO 14000, entrenamiento en paquetes
computacionales de modelación en tercera dimensión Unigraphics y
MasterCAM, además del uso de otros paquetes CAD como CATIA V5 y
SolidWorks.
Con las más recientes presentaciones expuestas en la Semana de
Investigación organizada por el Instituto Tecnológico de Ciudad Juárez, cuenta
con el tema de factibilidad de proyectos “Taller de Mantenimiento de Moldes de
Inyección de Plástico” (2006) obteniendo el primer lugar del concurso.
vi
RESUMEN
Actualmente, las industrias maquiladoras requieren de algún tipo de
metodología de investigación de análisis de fallas, que ofrezca un resultado
rápido, preciso y sobre todo sin tener que invertir una gran cantidad de recursos.
La Metodología Taguchi ofrece un análisis sencillo, valiéndose de diversas
herramientas como los arreglos ortogonales y gráficas lineales.
La compañía maquiladora de faros automotrices Tecnología de
Iluminación Automotriz, cuenta con un problema de calidad en uno de sus
productos el cual se pretende analizar con dicha Metodología. El defecto se
presenta como una fractura en un componente interno del faro denominado
moldura. Dado este error, se recopiló información importante acerca de los
posibles factores que interactúan con dicha situación, auxiliándose de
especialistas en el ramo. Posteriormente, se desarrollaron varios patrones de
faros con las configuraciones señaladas por Taguchi, partiendo desde el moldeo
de los componentes de plástico hasta su ensamble final.
De acuerdo con los resultados obtenidos de las corridas de investigación,
los niveles seleccionados como el tipo de unión usado para el ensamble de la
moldura y el tipo de material usado en el moldeo del mismo componente, se
logró eliminar el defecto cumpliendo con el objetivo primordial de la investigación
y respondiendo a la pregunta, ¿Cuáles son los niveles de los factores que
minimizan el número de piezas quebradas tipo moldura?
Esencialmente, la metodología Taguchi, es una guía para adentrarse a los
problemas diarios de calidad para visualizar su solución, determinando los
niveles de los factores que interactúan con la falta a tratar. Básicamente, el
problema a abordar debe ser identificado, para posteriormente mediante una
“lluvia de ideas”, señalar los posibles aspectos sobresalientes así como sus
vii
niveles. Luego, el diseño de experimento es aplicado con los arreglos
ortogonales y se efectúan las correspondientes corridas registrando los
resultados obtenidos. De esta manera, se identifica la combinación con menos
variación, es decir el combinado más cercano a la meta. Seguidamente, los
factores y niveles son analizados y aplicados en una última corrida de
confirmación. Si los resultados son diferentes a los esperados, deben
reevaluarse para así repetir el proceso, de lo contrario, se aplican estos datos a
la falla tratada.
Las técnicas de Taguchi ofrecen una deducción sencilla de aplicar, como
revelan cientos de investigadores que adjudican haber obtenido resultados
satisfactorios como los descritos en este documento de investigación. A
oposición de un diseño de experimentos convencional, Taguchi no requiere de
una gran cantidad de muestras experimentales, sin embargo puede presentarse
el punto donde el conjunto de piezas puede ser similar. Es por ello, que se
recomienda profundizar por parte del investigador en la elección de un método
de estudio que satisfaga sus carencias, dependiendo de la experiencia y
recursos con que se cuente. En si, esta metodología se esta dando a conocer
mas a menudo a pesar de existir por mas de varias décadas y es aplicada con
mayor frecuencia como alternativa para afrontar dificultades de calidad en
productos y procesos poco robustos.
viii
CONTENIDO
LISTA DE TABLAS……………………………………………………..... x
LISTA DE FIGURAS…………………………………………………….. xii
1. INTRODUCCIÓN……………………………………………………………… 1
2. PLANTEAMIENTO DEL PROBLEMA………………………………………. 2
2.1 Antecedentes…………………………………………………………….. 2
2.2 Definición del Problema………………………………………………… 4
2.3 Preguntas de Investigación…………………………………………….. 4
2.4 Hipótesis y Variables de Investigación………………………………... 5
2.5 Objetivos………………………………………………………………….. 5
2.6 Justificación………………………………………………………………. 5
2.7 Delimitaciones……………………………………………………………. 6
3. MARCO CONCEPTUAL……………………………………………………… 7
3.1 Breve Reseña acerca de los Faros Automotrices……………………. 7
3.2 Pruebas Aplicables de Validación……………………………………... 8
3.3 Los Polímeros……………………………………………………………. 10
3.4 Función de Bisel y Moldura…………………………………………….. 11
4. MARCO TEÓRICO……………………………………………………………. 12
4.1 La Experimentación……………………………………………………... 12
4.1.1 Diseños Factoriales……………………………………………….. 14
4.1.2 Diseños Factoriales Fraccionados a Dos Niveles……………... 14
4.1.3 Diseños Compuestos de Resolución Mixta…………………….. 15
4.1.4 Métodos de Superficie de Respuesta…………………………… 16
4.1.5 Metodología de Taguchi………………………………………….. 17
4.1.5.1 Los Arreglos Ortogonales………………………………… 18
4.1.5.2 Grados de Libertad……………………………………….. 21
ix
4.1.5.3 Gráficas Lineales………………………………………….. 22
4.1.5.4 Aplicaciones Prácticas……………………………………. 23
5. MATERIALES Y MÉTODOS………………………………………………… 29
6. ANÁLISIS DE RESULTADOS……………………………………………….. 36
6.1 Resultados del Primer Ensayo…………………………………………. 36
6.2 Resultados del Segundo Ensayo………………………………………. 38
6.3 Resultados del Tercer Ensayo…………………………………………. 44
6.4 Discusión de Resultados……………………………………………….. 50
7. CONCLUSIONES Y RECOMENDACIONES………………………………. 54
8. BIBLIOGRAFÍA………………………………………………………………... 62

x
LISTA DE TABLAS
Tabla 4.1 Arreglo Ortogonal L 4 (2 3 )…………………………………………… 19
Tabla 4.2 Arreglo Ortogonal L 9 (3 4 )…………………………………………… 19
Tabla 4.3 Factores y Niveles de Investigación……………………………….. 24
Tabla 4.4 Arreglo Ortogonal L 8 y sus correspondientes Valores
Señal a Ruido………………………………………………………… 25
Tabla 4.5 Parámetros de Corte y sus Niveles………………………………… 26
Tabla 4.6 Arreglo Ortogonal L 9 ………………………………………………… 26
Tabla 4.7 Parámetros y Niveles de Investigación……………………………. 27
Tabla 4.8 Acomodo de Parámetros con sus Respectivos Niveles…………. 28
Tabla 4.9 Resultados de Velocidad de Respuesta (seg.) y Valor S/N……... 28
Tabla 5.1 Factores y Niveles Iniciales…………………………………………. 29
Tabla 5.2 Arreglo Ortogonal L 8 (2 7 ) Aplicado a Siete Factores a Dos
Niveles………………………………………………………………… 31
Tabla 5.3 Acomodo de Factores y Niveles Involucrados en el
Experimento…………………………………………………………... 32
Tabla 5.4 Guía de Configuraciones de Muestras…………………………….. 33
Tabla 6.1 Factores y Niveles Usados para el Primer Ensayo………………. 36
Tabla 6.2 Tabla de Resultados…………………………………………………. 37
Tabla 6.3 Factores y Niveles Usados para el Segundo Ensayo……………. 39
Tabla 6.4 Arreglo Ortogonal L 4 (2 3 ) Aplicado a Tres Factores a
Dos Niveles…………………………………………………………… 39
Tabla 6.5 Acomodo de Factores y Niveles Involucrados en el
Segundo Ensayo……………………………………………………... 40

xi
Tabla 6.6 Guía de Configuraciones de Muestras para el Segundo
Ensayo………………………………………………………………… 40
Tabla 6.7 Tabla de Resultados para el Segundo Ensayo………………….. 41
Tabla 6.8 Tabla de Respuesta para el Segundo Ensayo………………….. 41
Tabla 6.9 Clasificación según Atributos……………………………………… 42
Tabla 6.10 Factores y Niveles usados para el Tercer Ensayo……………… 45
Tabla 6.11 Arreglo Ortogonal L 4 (2 3 ) Aplicado a Tres Factores
a Dos Niveles……………………………………………………….. 46
Tabla 6.12 Acomodo de Factores y Niveles Involucrados en el
Tercer Ensayo………………………………………………………. 46
Tabla 6.13 Guía de Configuraciones de Muestras para el Tercer
Ensayo……………………………………………………………….. 46
Tabla 6.14 Tabla de Resultados para el Tercer Ensayo…………………….. 47
Tabla 6.15 Tabla de Respuesta para el Tercer Ensayo……………………... 47
Tabla 6.16 Clasificación según Atributos……………………………………… 48
Tabla 7.1 Ahorro Anual (2008)………………………………………………... 55
Tabla 7.2 Arreglo Ortogonal L 4 (2 3 ) Aplicado a Tres Factores
a Dos Niveles con Interacción……………………………………..
57
Tabla 7.3 Análisis de Interacción……………………………………………... 58
xii
LISTA DE FIGURAS
Fig. 4.1 Ambiente del Proceso……..…………………………………………… 12
Fig. 4.2 Representación Gráfica de una Superficie de Respuesta…………. 16
Fig. 4.3 Análisis de un Arreglo Ortogonal……………………………………... 20
Fig. 4.4 Análisis de Interacción…………………………………………………. 21
Fig. 4.5 Identificación de un Segmento de Línea de Gráfica Lineal………... 23
Fig. 4.6 Comparación de Desgaste entre los Diferentes
Recubrimientos y Tipo de Material de Herramienta………………… 25
Fig. 5.1 Gráfica Lineal seleccionada para el Arreglo Ortogonal L 8 (2 7 )…… 31
Fig. 6.1 Zonas de Sujeción de Moldura a Bisel para el Primer Ensayo……. 36
Fig. 6.2 Diagrama de Bloques de Respuesta para el Segundo Ensayo....... 42
Fig. 6.3 Nuevas Zonas de Fractura……………………………………………. 44
Fig. 6.4 Zona de Conflicto para Componente Tipo Moldura………………… 45
Fig. 6.5 Diagrama de Bloques de Respuesta para el Tercer Ensayo……… 48
Fig. 7.1 Matriz de Interacción…………………………………………………… 57
Fig. 7.2 Gráfica de Interacción………………………………………………….. 58

1
1. INTRODUCCIÓN
Hoy en día existe gran variedad de técnicas y doctrinas de diferentes
ciencias, las cuales nos indican las normas para ser laboral y humanamente más
eficientes. La palabra “calidad” se menciona constantemente en nuestra vida
diaria haciéndonos pensar que fuera de ella, lo demás no tiene sentido. Grandes
compañías de consumo se encuentran en una carrera mortal para demostrar
quiénes son las mejores y no quedarse en el camino, tratando de sobrepasar las
expectativas del más exigente consumidor.
Dentro de la industria automotriz, las llamadas “maquilas” son las
encargadas de proveer a las grandes empresas ensambladoras, componentes
libres de defectos, manufacturados sobre un ambiente “ideal” de procesos,
luchando contra las adversidades concurrentes del producto.
Tecnología de Iluminación Automotriz, es una industria manufacturera de
faros automotrices localizada en Ciudad Juárez, Chihuahua, México. Dentro de
un proceso de manufactura en particular, se cuenta con un componente tipo
moldura, el cual constituye el subensamble denominado bisel-moldura. Este
subensamble no cumple satisfactoriamente con los requisitos para superar las
pruebas de validación establecidas, por lo tanto origina pérdidas a la compañía.
Dado este defecto de calidad, se usó la metodología de Taguchi para
identificar de esta manera los factores involucrados con la falla y así minimizar el
número de piezas quebradas, tipo moldura de este subensamble. Esta
propuesta de investigación trata acerca de la aplicación de la Metodología de
Taguchi a un problema de validación de un componente que constituye a un faro
automotriz delantero.

2
2. PLANTEAMIENTO DEL PROBLEMA
Este capitulo menciona los antecedentes que motivaron a realizar esta
investigación. También se describe la necesidad de interactuar con un método
diferente para analizar los problemas frecuentes de calidad, en particular de esta
empresa. Además, se señalan los objetivos, delimitaciones y otros temas de
importancia para el desarrollo de este documento de investigación.
2.1 Antecedentes
Actualmente los faros automotrices sobrepasan por mucho a los antiguos
faros, usados a principios del siglo pasado. Ahora son más precisos, estéticos y
tecnológicamente avanzados. En contraparte, ahora son expuestos a pruebas
para así poder predecir con mayor detalle su desempeño, antes de ser lanzados
al mercado. Tecnología de Iluminación Automotriz es una compañía de
manufactura faros automotrices, tanto delanteros como traseros, para diferentes
marcas de automóviles como: General Motors, Volkswagen y BMW entre otros.
La construcción de un faro automotriz cubre diferentes facetas de
manufactura, que va desde el moldeo de piezas de plástico, su metalizado y
ensamble final en las líneas de producción, para posteriormente ser enviadas al
cliente para su ensamble en el automóvil. Este componente automotriz está
integrado de varios elementos subensamblados entre sí, los cuales juegan un
papel importante en la calidad del mismo, ya que de no ser unidos
correctamente afecta directamente el desempeño del producto final.
Esta industria se divide en dos grandes departamentos de manufactura:
preproducción y ensamble final. El área de preproducción es la encargada de
suministrar los componentes moldeados, metalizados y algunos otros
ensamblajes al área de ensamble final, donde posteriormente
3
son unidos para crear el faro. Es en el área de preproducción donde se enfoca
esta investigación, en el subensamble llamado “bisel-moldura” para cierto
modelo de automóvil.
El proceso normal a seguir para la unión bisel-moldura, es deslizar las
tres guías auxiliares del componente tipo moldura hacia las cavidades del bisel.
Posteriormente, estas tres guías son unidas por una máquina soldadora de
calor, uniendo permanentemente a los dos componentes. Luego la
ensambladura es enviada a la línea de ensamble final para conformar el
producto.
Para validar el correcto funcionamiento de las lámparas, muestras de
ellas son puestas a disposición del laboratorio de prueba de la empresa, donde
se les practica ensayos de validación de golpeteo y vibración correspondientes.
Son en estas certificaciones donde puede presentarse el defecto de calidad
motivo de investigación, la fractura o ruptura del componente tipo moldura.
Según datos del laboratorio, la moldura falla en un porcentaje del 100%
durante la prueba de golpeteo y en un 50% en la prueba de vibración. Dado este
error, los especialistas en el campo, como: los ingenieros de moldeo, ingenieros
de manufactura y personal del laboratorio entre otros, propusieron inicialmente
una serie de factores que posiblemente ayudarían a reducir el porcentaje de
ruptura.
Durante la lluvia de ideas, se propuso el uso de un policarbonato de
mayor grado de viscosidad, al original, que ayudaría a reducir la falla por su
mayor resistencia a la tensión y flexión. Cabe citar, que este componente por
diseño es moldeado con policarbonato, ya que este polímero posee elevados
valores de propiedades térmicas y estabilidad dimensional. Según Bayer
MaterialScience (2008), describe en sus tablas de propiedades para el Makrolon
2205 un esfuerzo a la tensión en el punto de ruptura (Tensile Stress at Break por
su significado en inglés) de 8,700 lb/in 2 y un esfuerzo de flexión (Flexural stress
at 5 % strain por su significado en inglés) de 12,000 lb/in 2 . Mientras que para
4
Makrolon 2605 se tiene un esfuerzo a la tensión en el punto de ruptura de 9,400
lb/in 2 y un esfuerzo de flexión de 12,500 lb/in 2 .
De igual forma, se manifestó que el uso de mezcla de material
reprocesado Makrolon 2447 (que tiene un esfuerzo a la tensión en el punto de
ruptura de 10,000 lb/in 2 ) ayudaría a disminuir el porcentaje de falla. Por otro
lado, los diseñadores manifestaron que una irregularidad en una de las guías del
componente tipo moldura pudiera ocasionar esta falla, ya que esta guía no
cubría correctamente el área de soldadura del bisel.
Por último, debido a la urgencia por reducir esta falla, se introdujo un
proceso alterno al normal, se optó por aplicar algunas gotas de pegamento
sobre la superficie del bisel antes de unirlo con el componente tipo bisel. De esta
manera, los especialistas cuestionaron la eficacia del pegamento, usando este
parámetro para la investigación.
Dado este defecto de calidad, se desea obtener una solución reforzada
con la ayuda de un proceso científico, involucrando los factores propuestos que
se considera que impactan a la falla de calidad, para posteriormente introducir
algún cambio permanente que ayude al producto y de esta manera poder reducir
los costos consecuentes de operación de la empresa.
2.2 Definición del Problema
Minimizar el número de piezas quebradas tipo moldura, en el proceso de
subensamble denominado bisel-moldura aplicando la Metodología de Taguchi,
identificando los niveles óptimos de los factores asociados con este defecto de
calidad.
2.3 Preguntas de Investigación
1. ¿Cuáles de los factores propuestos influyen significativamente en el
defecto de calidad?
2. ¿Cuáles son los niveles de los factores que minimizan el número de
piezas quebradas tipo moldura?

5
2.4 Hipótesis y Variables de Investigación
• La metodología de Taguchi ayudara a determinar los niveles de los
factores transcendentes con la irregularidad de calidad.
• Los factores que influyen en la minimización del número de piezas
quebradas tipo moldura son: el tipo de polímero usado, el uso de mezcla
de material reprocesado, el uso de pegamento y el ajuste de guía-
superficie de la moldura.
• La selección del mejor nivel de los factores que influyen en la calidad del
componente tipo moldura, reducirá el porcentaje de fallas.
2.5 Objetivos
• Determinar los factores relevantes a controlar para evitar que el
componente tipo moldura falle.
• Determinar el mejor nivel de los factores relevantes que minimizan el
porcentaje de errores.
• Minimizar el número de piezas quebradas de componente tipo moldura
durante su validación.
• Reducir los costos operacionales que conlleva este defecto.
2.6 Justificación
Hoy en día se escucha con mayor frecuencia que los ingenieros deben
diseñar y desarrollar productos y procesos robustos, que no fluctúen a pesar de
la variación de condiciones de operación, siendo un punto clave para el
desarrollo del sistema de ingeniería de calidad de Taguchi. A través del proceso
que conlleva la manufactura de faros en esta empresa, se puede apreciar lo
“débil” que se comporta el producto ante el cambio de condiciones que
relacionan tanto la mano de obra usada, como la tecnología empleada para su
fabricación.
6
Una vez que la compañía tome la decisión de aplicar e implementar esta
metodología, tendrá acceso a un sistema de herramientas con las cuales se
identifican más rápido y eficazmente los factores asociados con la falla del
producto, desarrollando productos mas robustos, eliminando costos originados
por el uso de métodos incorrectos para la solución de problemas. Gracias a esta
metodología, se logró determinar los niveles fuertes de los factores para
disminuir la irregularidad de calidad tratado en este documento de investigación,
trayendo consigo un ahorro para le empresa, esperando que el porcentaje de
molduras quebradas disminuya hasta un 0%.
2.7 Delimitaciones
La aplicación de la Metodología Taguchi se limitará sólo al proceso del
ensamblaje de los componentes bisel-moldura para cierto modelo de faro
delantero. Tal subensamble se produce en el área denominada como
Preproducción de la compañía Tecnología de Iluminación Automotriz Planta 2.
Inicialmente, los factores asociados con la metodología pudiesen quedar
limitados a la cantidad de muestras, ya que el costo que representa la cantidad
de corridas experimentales de lámparas, es de considerar, como se explica a
continuación.
Como referencia, cada faro es vendido al cliente a un precio alrededor de
30 dólares americanos, lo que reflejaría en caso de una muestra de 64 piezas,
un costo total de 1,920 dólares. Adicionalmente, el costo de operación que
origina el desviar a una máquina moldeadora a producir muestras de
investigación sacrificando la producción diaria, es otro punto importante. Por
último, el uso de mano de obra para la manufactura de muestras, para la
investigación resulta un costo adicional. Dado que la empresa se encuentra bajo
una fase económica crítica, requiere soluciones concretas con un mínimo de
costo.
7
3. MARCO CONCEPTUAL
Esta sección ofrece definiciones técnicas para adentrar al lector hacia el
campo de acción de esta investigación, haciendo referencia al producto caso de
estudio, su composición y demás pruebas normalizadas aplicables.
3.1 Breve Reseña acerca de los Faros Automotrices
Un faro automotriz es una lámpara, que usualmente se localiza montada
enfrente de un vehiculo como un automóvil o motocicleta, su función principal es
iluminar los caminos durante lapsos donde la visibilidad no es buena, tal como
en la oscuridad de la noche o en situaciones climatológicas como la niebla.
Los faros automotrices son considerados aditamentos de seguridad para
el operario del vehiculo, según Siuru (1991) “la probabilidad de verse envuelto
en un accidente de tránsito por la noche, es de dos a tres veces mayor que en el
día. Sin embargo, la probabilidad puede crecer si se encuentran bajo un
ambiente adicional de niebla, lluvia o nieve”. Por ello que la industria automotriz
ha evolucionado dramáticamente dejando atrás aquellas inseguras e ineficientes
lámparas sobre carruajes y automóviles de principio del siglo pasado, dando el
gran salto al descubrirse la energía eléctrica.
Por otro lado, los faros automotrices además de ser herramientas de
seguridad, actualmente son diseñados para resaltar la apariencia del automóvil.
La revista Automotive News (2005) señala que “los faros automotrices, tanto
delanteros como traseros, siempre han sido parte integral del diseño del auto,
pero nuevas tecnologías dan a los diseñadores automotrices mayor libertad de
estilo”.
Hoy en día se cuenta con una gran variedad de paquetes
computacionales que facilitan el diseño de estos faros y de esta manera
8
optimizarlos, tanto en el área mecánica, como de luz, diseñando reflectores con
superficies irregulares ofreciendo una mejor dirección y patrón de los rayos de
luz. Compañías como BMW y Magneti Marelli emplean simuladores para poder
predecir el desempeño de los faros, pasando por una serie de pruebas de
validación antes de ser manufacturados.
“Esta tecnología permite diseñar faros delanteros y traseros más
compactos e integrados, reduciendo los costos por ensamble, proveyendo una
flexibilidad en su manufactura” (Manaste, 1996). Actualmente la industria de
faros automotrices ofrece una mayor variedad de opciones de iluminación, que
van desde faros de halógeno hasta la tecnología más reciente, de diodos
emisores de luz (LED por sus siglas en ingles Light Emitting Diode).
Básicamente un faro automotriz delantero cuenta con las funciones de luz
baja, luz alta y direccionales. Algunos países requieren que el faro cuente
además con luz de día (DRL por sus siglas en ingles Day Running Lamp) la cual
permite la visibilidad en el día de un automóvil en movimiento para seguridad de
los demás guiadores y peatones.
En conclusión, los faros automotrices delanteros aparte de ofrecer una
mejor apariencia al automóvil, son considerados como artefactos de seguridad
tanto para el conductor, como para los peatones.
3.2 Pruebas Aplicables de Validación
Los faros automotrices en cualquier configuración (delanteros o traseros)
deben cumplir con una serie de regulaciones internacionales, como las emitidas
por la Sociedad Norteamericana de Ingenieros Automotores (SAE por sus siglas
en inglés, Society of Automotive Engineers) o por la Comisión Económica
Europea (ECE por sus siglas en inglés, Economic Commission for Europe).
Ya que el faro motivo de estudio se encuentra bajo las regulaciones SAE,
el departamento de transporte de los Estados Unidos de Norteamérica, emite los
Estándares de Seguridad y Regulaciones Federales para Vehículos
9
Automotores (FMVSS) usados dentro de su país, con los cuales obliga a las
compañías manufactureras de vehículos a que sus productos cumplan y se
certifiquen bajo estas normas.
El estándar número 108 de dicha regulación norteamericana, declara los
requerimientos aplicables para faros, artefactos reflectores y demás
componentes asociados. Según los Estándares de Seguridad y Regulaciones
Federales para Vehículos Automotores (1998), “el propósito del estándar
número 108 es el de asegurar que los vehículos automotores provean una
iluminación adecuada sobre las carreteras y por lo tanto, que se perciba su
presencia en calles públicas, de día o de noche y en cualquier condición que
reduzca la visibilidad y así, reducir las muertes y lesiones a causa de accidentes
de tráfico”.
Dentro del estándar 108, se describe una norma bajo el nombre de
J575e. Esta norma se refiere a la realización de pruebas de validación para
productos y artefactos de vehículos automotores que emiten o reflejan luz. La
norma J575e describe una serie de pruebas de validación de especial interés
para el desarrollo de la propuesta de investigación: la prueba de golpeteo y
vibración. Dicha prueba inicia asegurando la muestra sobre el yunque de la
mesa del equipo de golpeteo, mediante un escantillón descrito bajo la norma de
la Sociedad de Ingenieros Automotrices SAE J577. Durante el transcurso de
una hora, la muestra se encuentra sujeta a condiciones de vibraciones
mecánicas para comprobar su estabilidad.
Finalizando la prueba de golpeteo, la muestra montada sobre el
escantillón, es posteriormente asegurada sobre la mesa del equipo denominado
vibrador, ahí la muestra es sujeta a vibración sobre sus tres ejes, uno a la vez, a
una aceleración constante en gravedades, variando la frecuencia en Hertz de
acuerdo a la norma antes descrita. Al finalizar las pruebas, la muestra debe ser
examinada. Cualquier evidencia de fatiga de material, desprendimiento de
10
componentes, rotación de lentes o reflectores, rupturas o desgaste, se considera
que la muestra ha fallado.
3.3 Los Polímeros
Generalmente los materiales de ingeniería se dividen en tres grupos
principales que son los Metales, Polímeros (Plásticos) y Cerámicos. Dado que la
mayoría de los componentes que conforman un faro automotriz están hechos de
plástico y en específico el componente motivo de estudio, es indispensable
conocer ciertas bases de este grupo de material. Los polímeros usados para los
componentes de las lámparas, pueden ser termo-fijos o termo-plásticos. Los
polímeros termo-fijos son aquellos plásticos que se vuelven rígidos
permanentemente cuando son calentados y enfriados, siendo un proceso no
reversible.
Por otro lado, los polímeros termoplásticos (material del cual están
hechos el componente tipo moldura como el bisel objetos de estudio) son
aquellos plásticos capaces de fluirlos cuando se les calienta, solidificarlos
cuando son enfriados y ablandarlos nuevamente cuando son recalentados,
sufriendo degradación de sus propiedades, siendo un proceso reversible. Por
otra parte, “la naturaleza química de los polímeros y demás propiedades físicas,
determinan diferentes características de comportamiento a altas temperaturas,
en actividades ópticas y eléctricas entre otras” (General Electric Polimerland,
2006).
Los polímeros dan al diseñador de faros una gran flexibilidad de formas
fascinantes que dan un toque especial al automóvil. Gracias a sus propiedades,
los polímeros permiten que partes metálicas puedan ser reemplazadas por
partes plásticas más baratas, siendo así que los polímeros se pueden encontrar
desde en un simple bolígrafo, hasta en un enorme avión.

11
3.4 Función de Bisel y Moldura
Según los diseñadores del faro automotriz motivo de estudio, la función
del componente denominado bisel no tiene ninguna otra función más general
que proporcionar una buena apariencia al faro; de no existir esta cubierta, se
podrían observar todos los demás componentes internos que conforman el faro,
dando un aspecto desagradable a la vista del usuario.
Existen diversas configuraciones de biseles de acuerdo a los
requerimientos del cliente, por ejemplo, existen biseles que tienen los reflectores
integrados, biseles metalizados o no metalizados, con textura superficial o sin
ella, en este caso el bisel no se encuentra metalizado. Cabe resaltar que
algunos faros pueden o no contar con biseles, como lo son los faros traseros o
los denominados faros de tercer alto.
El mismo faro tratado en este documento cuenta también con otro
componente llamado moldura, que al igual que el bisel, es de material polímero
pero su presentación final es con superficie metalizada. De igual forma, la
función de la moldura es dar una buena apariencia al faro, no aporta ninguna
propiedad mecánica ni de luminosidad, que afecte el desempeño del faro.
Sin embargo, si uno de estos componentes llegase a desprenderse,
fracturarse o quebrarse, una vez que el vehículo se encuentre en el campo de
acción, pudiera dañar al faro y verse involucrado en algún tipo de accidente
sufrido por el usuario. Por otro lado, la empresa responsable de la manufactura
de estos faros, se haría acreedora a diversas demandas legales, pudiendo llegar
al punto de anulación de contrato, afectando de esta manera el futuro de la
organización.
12
4. MARCO TEÓRICO
Esta sección presenta la metodología aplicada sobre el tema objeto de
estudio. Eventualmente se hace la comparación con otras metodologías, se
dictan investigaciones de otros autores en relación al tema de interés, validando
así la selección de la técnica aplicada a lo largo de esta investigación.
4.1 La Experimentación.
Según el Engineering Statistic Handbook (2008), un experimento se
define como una serie de pruebas dentro de las cuales las variables de entrada
de un sistema, son modificadas a propósito, para así observar los cambios que
puedan sufrir las variables de salida a razón de este cambio.
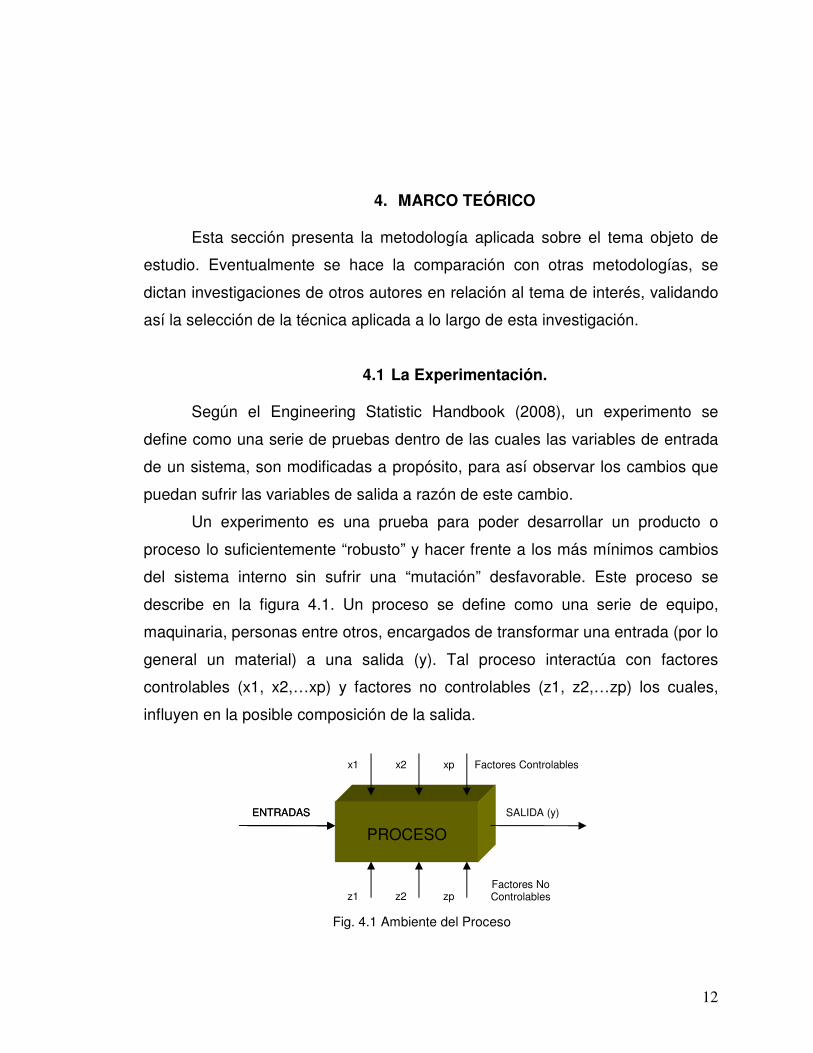
Un experimento es una prueba para poder desarrollar un producto o
proceso lo suficientemente “robusto” y hacer frente a los más mínimos cambios
del sistema interno sin sufrir una “mutación” desfavorable. Este proceso se
describe en la figura 4.1. Un proceso se define como una serie de equipo,
maquinaria, personas entre otros, encargados de transformar una entrada (por lo
general un material) a una salida (y). Tal proceso interactúa con factores
controlables (x1, x2,…xp) y factores no controlables (z1, z2,…zp) los cuales,
influyen en la posible composición de la salida.
Fig. 4.1 Ambiente del Proceso
PROCESO
ENTRADAS SALIDA (y)
Factores Controlables
ENTRADAS
x1 x2 xp
z1 z2 zp Factores No Controlables

13
Como ya es sabido, existen diversos factores que influyen sobre el
proceso, pero no todos deben ser considerados, ya que algunos carecen de
valor práctico. Por ello, es tarea del investigador analizar todos los factores que
realmente interactúan sobre la salida, auxiliándose de especialistas en el campo.
Una vez identificados tales factores, se experimenta con ellos haciendo una
combinación para así obtener una salida. Consecuentemente, se desarrollan
una serie de pruebas, intercambiando arbitrariamente todos los factores,
observando sus diferentes situaciones de salida.
En general, independientemente del método asignado, la experimentación
sigue el procedimiento de identificar el problema, elegir a los factores y sus
niveles, la variable de respuesta, la metodología, realizar el experimento,
analizar los datos obtenidos, lograr conclusiones y recomendaciones. La
elección del diseño experimental depende de, entre otros puntos, del tamaño de
muestra, punto de interés para la investigación tratada en este documento, ya
que el producto analizado tiene un alto costo y no es posible desechar gran
cantidad del mismo.
De esta manera, considerando como puntos clave la cantidad de
muestras a realizar, así como la sencillez de aplicación de un sistema de diseño
experimental, a continuación se presentan algunas de las metodologías
aplicables, haciendo una comparación entre ellas y así fundamentar la elección
de la metodología Taguchi para esta investigación.
Cabe hacer hincapié, que no es objetivo de este documento de
investigación, explicar en profundidad cada uno de los métodos experimentales
que a continuación se presentan. Sin embargo, la metodología Taguchi por ser
el diseño experimental seleccionado, es documentada con mayor detalle. Para
un mayor análisis de cada uno de los métodos experimentales mencionados, se
recomienda al lector consultar la documentación descrita en la bibliografía al
final de este documento.
14
4.1.1 Diseños Factoriales
Varios de los casos motivo de la experimentación, cuentan con dos o más
factores a diferentes niveles, los cuales afectan el valor de salida. Tales
combinaciones factor-nivel juegan un papel importante en la variación de la
respuesta.
Uno de los diseños de este tipo de “k” factores, es el denominado como
diseño factorial k2 con tan solo dos niveles. Los factores pueden ser
cuantitativos (temperatura, fuerza, presión, etc.) o cualitativos (maquinaria,
equipo, personas, etc.). Generalmente, los niveles son denominados como
valores “bajo” (-) y “alto” (+). Así, el diseño factorial 22 es aquél que tiene dos
factores a dos niveles. Consecuentemente, un diseño 32 cuenta con tres
factores a dos niveles, así sucesivamente.
En la presente investigación se determinaron inicialmente cuatro factores
importantes con dos niveles. Por consiguiente, si se empleara el diseño factorial
general k2 , es decir un diseño 42 requeriría de 2x2x2x2 = 16 corridas
completas, si por lo menos se tienen 4 observaciones por corrida se tendría
16x4 = 64 observaciones en total. Este entorno no es adecuado para la empresa
por motivo de costos, como se mencionó con anterioridad.
4.1.2 Diseños Factoriales Fraccionados de Dos Niveles
A medida que se incremente la cantidad de factores, se incrementa la
cantidad de corridas. Esto origina un aumento de la cantidad de recursos de
experimentación. Según Montgomery (2005) “si el experimentador puede
suponer razonablemente que ciertas interacciones de orden superior son
insignificantes, es posible obtener información de los efectos principales y las
interacciones de orden inferior corriendo únicamente una fracción del
experimento factorial completo” siendo esta declaración la base fundamental de
los diseños factoriales fraccionados.

15
Por otro lado, suponiendo que se pretenda ejecutar un experimento
factorial 32 pero no se dispone de gran cantidad de muestras físicas para las
pruebas, se sugiere usar una fracción “un medio” del diseño 32 . Esto significa,
que para el diseño factorial 32 se requieren de 2x2x2 = 8 corridas, por lo tanto la
fracción “un medio” de éste, contiene )13(2 − resultando un diseño 22 , teniendo
ahora 2x2 = 4 corridas siendo la mitad de las corridas originales.
Al contrario de los diseños factoriales generales, los diseños fraccionados
emplean menor cantidad de corridas. Posiblemente si se aplicaran los diseños
fraccionados al caso de esta investigación, se podría tener la misma cantidad de
corridas o quizá menos que las ofrecidas por la metodología Taguchi para 4
factores a 2 niveles. Sin embargo, en este caso se optó por Taguchi por la
sencillez de aplicación a comparación de los diseños fraccionados, ya que en
algunos casos llegan a convertirse en un análisis más complejo.
4.1.3 Diseños Compuestos de Resolución Mixta
De acuerdo a los estudios realizados por Borkowsky y Lucas publicados
en su artículo denominado “Diseños de Resoluciones Mixtas para Estudio de
Procesos Robustos” (1997), indican una ventaja de estos diseños en
comparación a la metodología Taguchi, ya que según ellos “la estructura de los
diseños (de resoluciones compuestas mixtas) permite la estimación más precisa
de los efectos potencialmente importantes de interacción entre los factores de
señal del proceso, los cuales pueden usarse para determinar los niveles óptimos
(o cercanos) de las variables del proceso”. Concluyendo, los diseños
compuestos de resolución mixta involucran varios factores a diferentes niveles,
siendo un análisis aún más complejo.
16
4.1.4 Métodos de Superficie de Respuesta
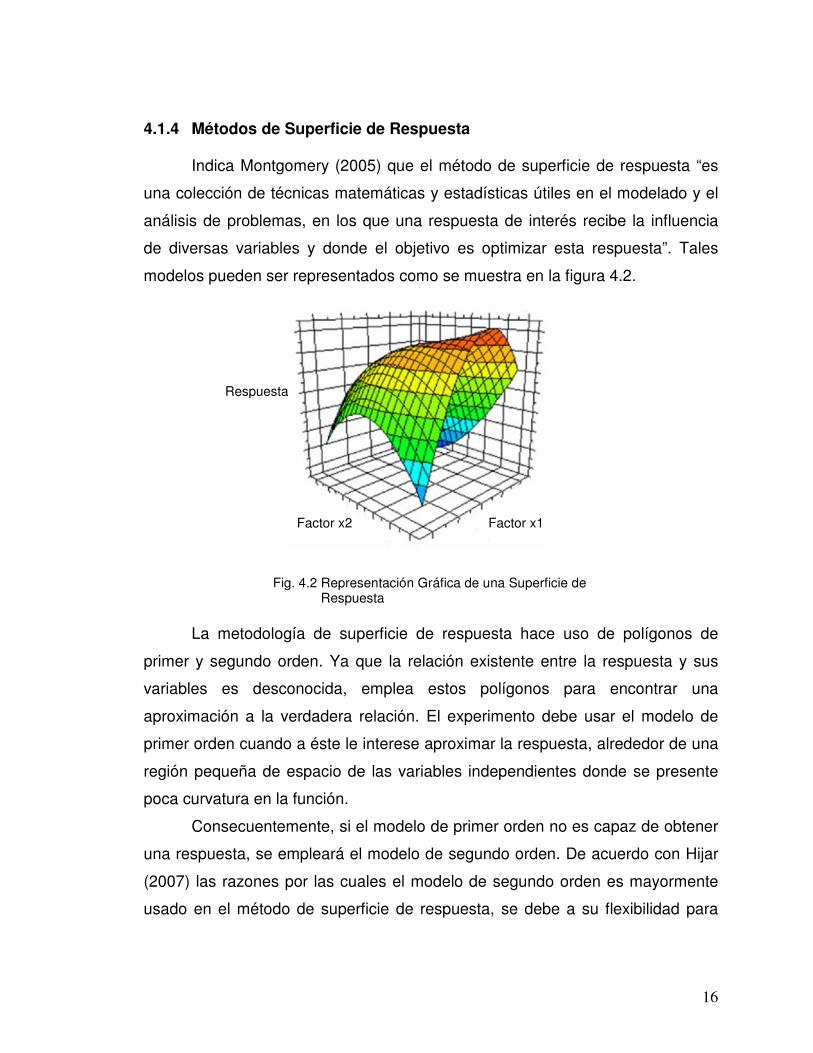
Indica Montgomery (2005) que el método de superficie de respuesta “es
una colección de técnicas matemáticas y estadísticas útiles en el modelado y el
análisis de problemas, en los que una respuesta de interés recibe la influencia
de diversas variables y donde el objetivo es optimizar esta respuesta”. Tales
modelos pueden ser representados como se muestra en la figura 4.2.
La metodología de superficie de respuesta hace uso de polígonos de
primer y segundo orden. Ya que la relación existente entre la respuesta y sus
variables es desconocida, emplea estos polígonos para encontrar una
aproximación a la verdadera relación. El experimento debe usar el modelo de
primer orden cuando a éste le interese aproximar la respuesta, alrededor de una
región pequeña de espacio de las variables independientes donde se presente
poca curvatura en la función.
Consecuentemente, si el modelo de primer orden no es capaz de obtener
una respuesta, se empleará el modelo de segundo orden. De acuerdo con Hijar
(2007) las razones por las cuales el modelo de segundo orden es mayormente
usado en el método de superficie de respuesta, se debe a su flexibilidad para
Factor x1 Factor x2
Respuesta
Fig. 4.2 Representación Gráfica de una Superficie de Respuesta
17
tomar diferentes formas, aproximándose con mayor precisión a la respuesta, por
su facilidad de estimación de efectos de interés y por último, por las experiencias
de otros investigadores, los cuales indican haber obtenido buenos resultados
aplicando esta metodología.
A pesar de que esta metodología arroja resultados de mayor precisión en
comparación con la metodología Taguchi, su complejidad de desarrollo, además
de tener que contar con un recurso computacional adicional, hace que esta
metodología no sea elegida para esta investigación.
4.1.5 Metodología Taguchi
Los métodos del Dr. Taguchi fueron originados a consecuencia de la
situación de Japón después de la segunda guerra mundial. Como parte de
varias actividades laborales encomendadas por su gobierno, Dr. Taguchi se ve
involucrado en diversas investigaciones experimentales, muchas de las cuales
incluyen la ejecución de un gran número de observaciones, afectando así la
incierta economía japonesa de aquella época.
Debido a esto, el Dr. Taguchi se da a la tarea de desarrollar una serie de
técnicas donde destacan los factores de ruido y la variabilidad que transmiten al
proceso en cuestión. Ashley (1992) manifiesta que “la Metodología de Taguchi
se basa en fenómenos observados generalmente, cuando el diseñador hace que
el desempeño del producto sea insensible a las variaciones de un factor,
tomando un efecto sinérgico que lo hace por lo regular insensible a otros
factores, incluyendo la variabilidad de la manufactura”
De esta manera, el diseño de parámetros robustos de Taguchi consiste
en elementos que se pueden controlar o no. Los aspectos que se pueden
controlar durante el proceso de manufactura son llamados parámetros, mientras
que los no controlables durante el mismo proceso son llamados factores de
ruido.
18
Kuehl (2001) manifiesta que “las variables de ruido, son las más sensibles
a los cambios en las condiciones del entorno durante la producción y por lo
tanto, transmiten la variabilidad a las respuestas de interés en el proceso”.
Generalizando, el objetivo de esta metodología es encontrar la combinación de
elementos controlables que sea menos sensible a los cambios experimentados
por las variables de ruido, es decir, la combinación encontrada brindará un
proceso o producto robusto ante los cambios del proceso.
Taguchi emplea herramientas tales como los arreglos ortogonales, los
cuales reducen considerablemente el número de observaciones, ahorrando
recursos, arrojando información confiable pero con menos corridas de
experimentación, en comparación a un diseño de experimentos clásico. Muchas
organizaciones han adoptado estas técnicas, obteniendo grandes ganancias. El
Dr. Taguchi ha hecho grandes contribuciones a la calidad, como la función de
pérdida, los arreglos ortogonales, las gráficas lineales y el diseño robusto,
algunas de las cuales son descritas a continuación.
4.1.5.1 Los Arreglos Ortogonales
El uso de los arreglos ortogonales es el fundamento de esta metodología.
Los arreglos ortogonales son capaces de ofrecer una gran cantidad de
información importante y resultados confiables con el uso relativamente pequeño
de datos, siendo su aplicación básicamente sencilla.
El origen del desarrollo de los arreglos ortogonales data de años atrás y
se atribuye al inglés Sir Ronald Aylmer Fisher (1890-1962). Taguchi usa estos
arreglos para medir el comportamiento de los factores y la variación resultante.
Adicionalmente desarrolló las llamadas gráficas lineales donde se representan
los factores experimentales (efectos generales) y sus interacciones.
Pero, ¿qué es ortogonal? Según Peace (1993) significa “que se encuentra
balanceado, que dentro del contexto experimental matricial, ortogonal significa
que estadísticamente son independientes”. Es decir, en los arreglos ortogonales

19
los niveles se presentan en la misma cantidad en cada columna como se aprecia
en la tabla 4.1.
En la columna 1, el nivel 1 se presenta dos veces, al igual que el nivel 2.
En las columnas 2 y 3 se observa el mismo caso.
En la situación de contar con más de dos niveles la misma regla se aplica
como muestra en la tabla 4.2.
Así, la terminología de los arreglos ortogonales es de gran importancia.
La forma de identificar los arreglos se puede representar de la siguiente forma:
)B(L CA
El sufijo de la letra “L”, “A”, representa las corridas o el número de
combinaciones de los factores usados para realizar el experimento. Por
consiguiente, la letra “B” indica el número de niveles entre cada columna. Por
No. 1 2 3
1 1 1 12 1 2 23 2 1 24 2 2 1
Tabla 4.1 Arreglo Ortogonal L4
(2 3 )
No. 1 2 3 4
1 1 1 1 12 1 2 2 23 1 3 3 34 2 1 2 35 2 2 3 16 2 3 1 27 3 1 3 28 3 2 1 39 3 3 2 1
Tabla 4.2 Arreglo Ortogonal L 9 (3 4 )

20
último, la letra “C” representa la cantidad de columnas del arreglo. Como ya se
ha comentado, esta herramienta brinda una gran cantidad de información
importante para obtener una conclusión confiable. El análisis de estos datos se
asocia en la combinación de cada nivel de factor o interacción.
Así, la diferencia resultante del promedio de cada nivel, indica el efecto de
cada factor. Los factores que tengan la mayor diferencia deben considerarse
como aquéllos que se involucran mayormente con el mejoramiento del proceso o
producto, como se muestra en la figura 4.3.
Al igual que resulta interesante el efecto que tiene cada factor
individualmente, también resulta importante el comportamiento de las
interacciones que puedan tener entre factores. Para conocer el efecto que tiene
cada interacción, se obtiene la diferencia resultante de cada promedio de las
mismas como obtenido para los factores.
Posteriormente, el diagrama de análisis de interacción de Taguchi indica
que si las líneas resultantes son aproximadamente paralelas entre sí, tal como
se ilustra en la figura 4.4, significa que la interacción es irrelevante. En cambio,
AX Respuesta
A B B C D E F1 1 1 1 1 1 1 1 y1 = 122 1 1 1 2 2 2 2 y2 = 153 1 2 2 1 1 2 2 y3 = 104 1 2 2 2 2 1 1 y4 = 145 2 1 2 1 2 1 2 y5 = 186 2 1 2 2 1 2 1 y6 = 227 2 2 1 1 2 2 1 y7 = 208 2 2 1 2 1 1 2 y8 = 14
A1 = (y1+ y2 + y3 + y4) / 4 = 12.75
A2 = (y5 + y6 +y7 + y8) / 4 = 18.50
Efecto de A = |A1 - A2| = 5.75
Fig. 4.3 Análisis de un Arreglo Ortogonal

21
si las líneas están lejos de ser paralelas, indica que la interacción debe
considerarse como efecto importante para la investigación.
4.1.5.2 Grados de Libertad
Antes de adentrarse al tema de gráficas lineales, es indispensable
conocer acerca de los grados de libertad (gl por su abreviación). Para
seleccionar el mejor arreglo ortogonal considerando las condiciones de ahorro y
energía que se requiere por parte de la compañía, el investigador puede
comparar la cantidad de grados de libertad que necesita con el número
disponible en el arreglo ortogonal, así puede seleccionar el arreglo mas pequeño
que proporcione la mayor cantidad de información esencial.
Generalizando, estos se obtienen restando el número de niveles del factor
menos 1. Es decir, para un factor de dos niveles su gl sería igual a uno, para tres
niveles igual a dos y así sucesivamente.
• gl Factor = (Número de niveles) -1
De manera similar, el gl de las interacciones se calcula de manera
semejante:
A1 A2
B1
B2
1
2
3
4
Fig. 4.4 Análisis de Interacción

22
• gl Interacción (AxB) = (No. niveles factor A – 1)x(No. niveles factor B – 1)
Por otro lado, en el caso de un arreglo ortogonal se hace referencia a la
nomenclatura de la misma CABL , resumiendo:
• gl Arreglo = (gl por columna) x (No. de columnas)
(B – 1) x C
En conclusión, Peace (1993) los define como “el número de
comparaciones entre los niveles de los factores o interacciones que deben
ejecutarse para determinar cuál nivel es mejor y específicamente cuánto es
mejor”
4.1.5.3 Gráficas Lineales
Si se asignan las interacciones a las columnas de un arreglo ortogonal de
una manera aleatoria, esto pudiera resultar en un análisis o conclusiones
incorrectas. Es por esto, que el Dr. Genichi Taguchi desarrolló las gráficas
lineales, las cuales nos indican la relación que existe entre los factores e
interacciones y de esta manera poderlas organizar correctamente en el arreglo
ortogonal.
Estas gráficas están representadas por puntos o círculos interconectados
por líneas, como se aprecia en la figura 4.5. Los puntos representan cada
columna del arreglo ortogonal donde un factor se puede asignar. Las líneas
representan las interacciones entre los dos factores localizados al final de cada
segmento de línea. El número que acompaña al segmento de línea, representa
la columna del arreglo ortogonal a la cual se debe asignar la interacción.
23
El experimento más efectivo en costo sería aquel donde los factores más
costosos y los que requieran de mayor tiempo sean modificados lo menos
posible, ya que esto representaría la aplicación de mayores recursos originando
más gastos. Pero, ¿Cómo se asignan los factores a las gráficas lineales? Para
ejecutar el primer paso se debieron calcular con anticipación los grados de
libertad de los factores, los cuales deben compararse con los del arreglo
ortogonal a seleccionar. Posteriormente, en base a los factores e interacciones
se construye la gráfica lineal con puntos y líneas. Dicha gráfica que se dibujó es
comparada con las gráficas lineales asignadas por la metodología Taguchi, a los
arreglos ortogonales, seleccionando la más adecuada.
A continuación, se marca cada punto o línea de la gráfica con el factor o
interacción apropiada. En caso de que el arreglo cuente con más de una grafica
lineal, es conveniente hacer una comparación para seleccionar la correcta.
Resumiendo, “las gráficas lineales no son más que una herramienta básica para
facilitar la asignación de factores e interacciones, factores con diferentes
números de niveles a un arreglo ortogonal” Taguchi y Konishi (1987).
4.1.5.4 Aplicaciones Prácticas
Se han llevado a la práctica diversas investigaciones empleando la
metodología Taguchi. La situación y desarrollo de algunas de estas
investigaciones resultan ser semejantes a la descrita en este documento de
investigación, por lo que es interesante citar algunas de ellas. Los investigadores
Factor A Factor B
InteracciónAxB
Fig. 4.5 Identificación de un Segmento de Línea de Gráfica Lineal
24
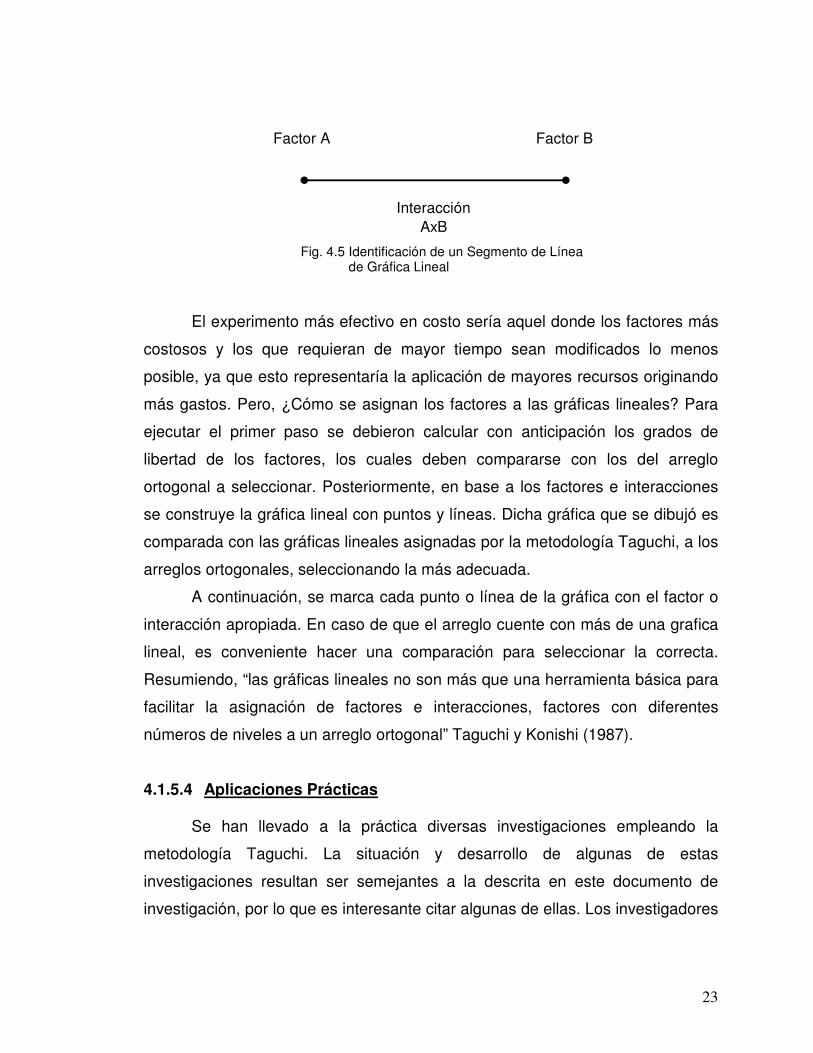
Chen y Hong (2002) redactan en su articulo denominado “Comparación de Vida
de Herramientas de Carburo de Tungsteno con recubrimiento de Carbonitruro de
Titanio y Carbonitruro de Titanio y Aluminio usando la Metodología de Taguchi”;
el uso de esta metodología para comparar la vida de una herramienta de corte
usada en la comúnmente conocida máquina-herramienta fresadora. Las
herramientas usadas por los investigadores fueron cortadores de carburo de
tungsteno del tipo K10 y K40 con recubrimiento de Carbonitruro de Titanio
(TiCN) y de Carbonitruro de Titanio y Aluminio (TiAlCN).
El objetivo de esta investigación fue determinar cuál herramienta se
desgasta con mayor rapidez al maquinar acero al carbón AISI 1045. Chen y
Hong consideraron cuatro factores controlables a dos niveles, como se muestra
en la tabla 4.3.
Dadas las circunstancias, el arreglo ortogonal seleccionado fue un 8L .
Los investigadores consideraron que tanto la forma geométrica de las
herramientas como la de las piezas a maquinar fueran las mismas y de esta
manera homogenizar las condiciones durante el desarrollo de las pruebas. Otros
parámetros, tales como la posición de la herramienta, posición del material a
maquinar, parámetros de profundidad de corte, ausencia de refrigerante,
máquina-herramienta fresadora usada, fueron igualmente condicionados.
La condición de desgaste de la herramienta, se empleó como
característica de medición, es decir, después de realizar cada una de las
pruebas, la zona conocida como flanco del cortador que es la superficie lateral
Tabla 4.3 Factores y Niveles de Investigación
Nivel 1 Nivel 2A Recubrimiento TiCN TiAlCNB Velocidad de Alimentación 0.08 0.012
(mm/Rev)C Velocidad de Giro 1600 2000
(RPM)D Material de la Herramienta K10 K14

25
del borde cortante de la herramienta, fue medida con equipo especializado para
determinar su desgaste. La información recopilada fue analizada y dispuesta
adecuadamente como se indica en la tabla 4.4.
De acuerdo a los resultados de la investigación, la configuración
adecuada precisa ser: A1 (TiCN), B2 (0.12mm/Rev.), C1 (1600 RPM) y D2
(Material K40) tal y como se muestra en la figura 4.6.
En conclusión, el parámetro de material del cortador resultó ser un factor
importante en el efecto del desgaste de la herramienta, en comparación con los
1 2 3 4 5 6 7 Promedio ancho Promedio anchoA B C D flanco y1 (mm) flanco y2 (mm) S/N
1 1 1 1 1 1 1 1 0.175 0.117 16.5562 1 1 1 2 2 2 2 0.125 0.117 18.3403 1 2 2 1 1 2 2 0.084 0.125 19.4704 1 2 2 2 2 1 1 0.192 0.192 14.3575 2 1 2 1 2 1 2 0.134 0.200 15.3896 2 1 2 2 1 2 1 0.167 0.300 12.3027 2 2 1 1 2 2 1 0.158 0.217 14.4348 2 2 1 2 1 1 2 0.117 0.084 19.883
Corrida
Tabla 4.4 Arreglo Ortogonal L 8 y sus Correspondientes Valores Señal a Ruido
0
0.02
0.04
0.06
0.08
0.1
0.12
0.14
0.16
0.18
0.2
Tipo A Tipo B Tipo C Tipo D
Des
gas
te d
e fl
anco
(m
m)
Fig. 4.6 Comparación de Desgaste entre los Diferentes Recubrimientos y Tipo de Material de Herramienta.
Tipo A - (TiCN, K10) Tipo B - (TiCN, K40) Tipo C - (TiAlCN, K10) Tipo D - (TiAlCN, K40)
26
demás parámetros. Evaluando esta investigación, se puede apreciar que la
aplicación de la metodología es sencilla mientras se cuente con los recursos y
apoyo de la compañía que realizará la experimentación.
Además se puede constatar que con una reducida cantidad de
observaciones, se puede obtener información esencial para obtener una
conclusión. Chen y Hong manifestaron haber realizado 16 observaciones, es
decir cuatro observaciones por corrida.
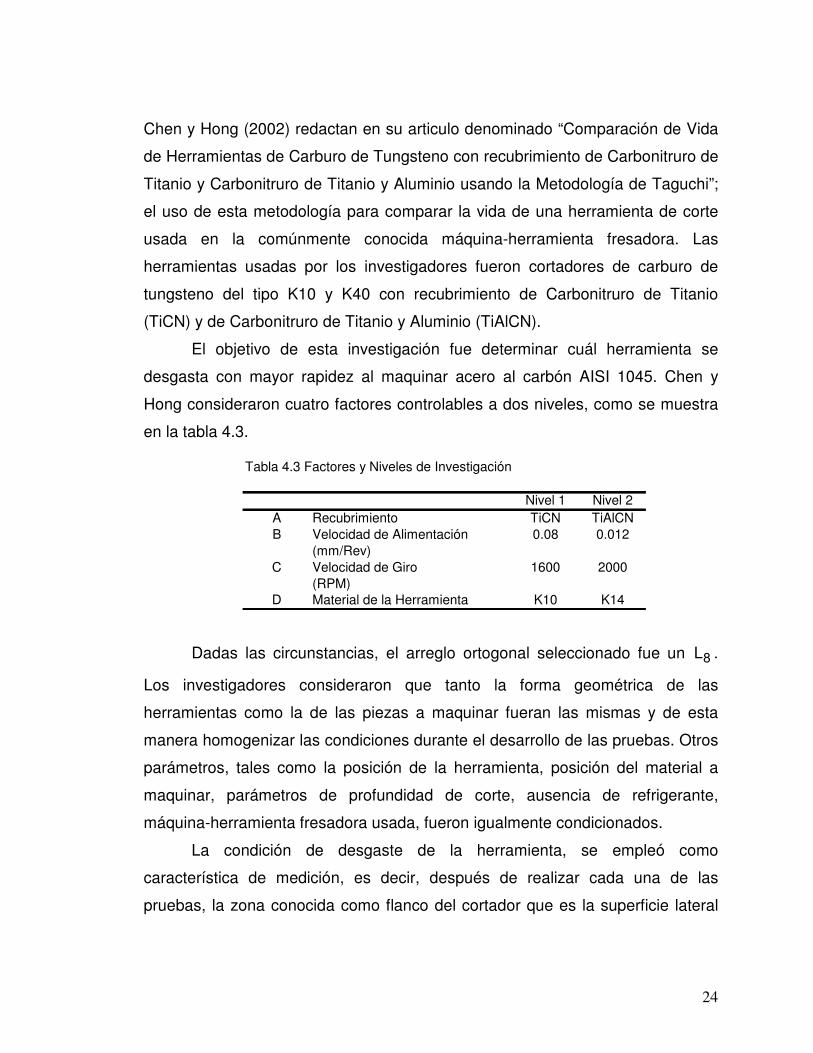
Otra investigación interesante, fue la realizada por Nian, Yang y Tarng
(1999) en su artículo “Optimización de Operaciones de Torneado con Múltiples
Características de Desempeño”. Manifiestan que la vida de la herramienta, la
fuerza de corte y el acabado de la superficie de la pieza a maquinar dependen
de la selección de la velocidad y profundidad de corte, así como de la velocidad
de alimentación. Los investigadores decidieron utilizar estos parámetros a tres
niveles, por lo tanto el arreglo ortogonal L9 fue el seleccionado empleando 9
corridas experimentales, tal y como se muestra en las tablas 4.5 y 4.6.
Parametros de corte Unidades Nivel 1 Nivel 2 Nivel 3A Velocidad de corte m/min 135 210 285B Velocidad de alimentación mm/rev 0.08 0.20 0.32C Profundidad de corte mm 0.6 1.1 1.6
Tabla 4.5 Parámetros de Corte y sus Niveles.
Tabla 4.6 Arreglo Ortogonal L 9
A B C DCorrida Velocidad Velocidad Profundidad Error
de Corte de Alimentación de Corte1 1 1 12 1 2 23 1 3 34 2 1 35 2 2 16 2 3 27 3 1 28 3 2 39 3 3 1
Nivel de Parámetro de Corte

27
Los investigadores concluyeron que estos parámetros pueden ser
optimizados considerando los resultados de esta metodología, al contrario de
considerar una decisión basada en la experiencia, que algunas de las veces no
resulta del todo precisa.
Una última investigación que resulta interesante, fue realizada por Kim,
Park y Kim (2004) presentada en su articulo “Evaluación Sistemática de las
Condiciones Óptimas de Fabricación de Sensores de gas H2S mediante la
Metodología Taguchi”. Los investigadores manifiestan que el sulfuro de
hidrógeno (H2S) y otros gases dañinos para los seres vivos, se encuentran con
mayor frecuencia libres en el medio ambiente. La mayoría de estos gases son
incoloros e inodoros por lo cual deben ser detectados con precisión mediante
estos aparatos, por ello que las condiciones de fabricación deben ser
supervisadas detenidamente. Los factores seleccionados a dos niveles se
muestran en la tabla 4.7.
Los investigadores argumentan que usando la metodología Taguchi
realizaron 8 corridas experimentales, al contrario de las 128 corridas sugeridas
por un diseño factorial convencional. Un arreglo ortogonal L8 ( 72 ) fue el usado y
ordenado como se ilustra en la tabla 4.8.
Tabla 4.7 Parámetros y Niveles de Investigación
Parámetro Nivel 1 Nivel 2A Aditvo 1 PdCl2 NadaB Aditivo 2 Pd NadaC Aditivo 3 Pt NadaD Temperatura de Soldado 700°C 500°CE Catalizador DW PVAF Tiempo de Mezcla 10min 5minG Cantidad de Aditivos 1 wt.% 5 wt.%

28
El desempeño del sensor se basó en su velocidad de respuesta. Se
realizaron ocho corridas de cuatro observaciones cada una, como se observa en
la tabla 4.9.
Los resultados señalan que la corrida número tres es la más eficiente, ya
que por su valor es la más cercana al promedio de velocidad de respuesta de
21.6 segundos para este tipo de sensor. Por el contrario, la corrida número seis
fue la más ineficiente. Por último, los investigadores señalan lo práctico y
sencillo que resulta la aplicación de esta metodología, argumentando lo
conveniente de usar una menor cantidad de corridas en comparación a un
diseño de experimentos clásicos obteniendo resultados satisfactorios.
A B C D E F G1 PdCl2 Pd Pt 700 DW 10min 1 wt.%2 PdCl2 Pd Pt 500 PVA 5min 5 wt.%3 PdCl2 No-Pd No-Pt 700 DW 5min 5 wt.%4 PdCl2 No-Pd No-Pt 500 PVA 10min 1 wt.%5 No-PdCl2 Pd No-Pt 700 PVA 10min 5 wt.%6 No-PdCl2 Pd No-Pt 500 DW 5min 1 wt.%7 No-PdCl2 No-Pd Pt 700 PVA 5min 1 wt.%8 No-PdCl2 No-Pd Pt 500 DW 10min 5 wt.%
Tabla 4.8 Acomodo de Parámetros con sus Respectivos Niveles.
Muestra 1 Muestra 2 Muestra 3 Muestra 4 Media S/N1 25.80 31.80 21.60 20.40 24.90 -28.0622 40.20 38.40 32.40 33.00 36.00 -31.1643 20.40 20.40 25.80 19.80 21.60 -26.7454 19.20 36.80 22.80 22.20 25.20 -28.1815 66.60 48.00 38.40 51.00 51.00 -34.3206 52.20 43.80 59.40 52.20 51.90 -34.3537 48.00 34.80 54.60 44.40 45.50 -33.2578 24.60 19.20 21.00 22.20 21.80 -26.785
34.74 -30.358
Tabla 4.9 Resultados de Velocidad de Respuesta (seg.) y Valor S/N.

29
5. MATERIALES Y MÉTODOS
Partiendo de los pasos generales para la implementación de la
metodología Taguchi y recordando los objetivos propios de esta investigación, la
identificación de los factores e interacciones fue el punto de inicio. La
recolección de información fue obtenida entre diversas personas especializadas
en el área, éstas expusieron sus ideas y puntos para así determinar los factores
iniciales a evaluar.
Entre los puntos más sobresalientes, los especialistas señalaron que los
factores iniciales que pudiesen contribuir con este defecto de calidad, eran el
tipo de polímero usado para el componente tipo moldura, el uso de mezcla de
material re-procesado para moldear este componente y un problema de diseño
del mismo. Eventualmente sobrevino la duda si el pegamento usado realmente
cumplía su objetivo.
Posteriormente, se evaluaron cuántos y cuáles niveles de los factores
debían ser usados. Ya que la aplicación de esta metodología es nueva para la
organización, se optó por usar sólo dos niveles para simplificar su proceso. Así
también, se evaluaron las reacciones que podrían ejercer sobre la falla, las
interacciones de los factores seleccionados inicialmente. De esta manera, las
interacciones AxB (Material y porcentaje de Material Reprocesado) AxC
(Material y Aplicación de pegamento) y AxD (Material y Soldar con doblez en
moldura) fueron incluidas en el proceso. Los factores y niveles fueron ordenados
como se muestra en la tabla 5.1.
Tabla 5.1 Factores y Niveles Iniciales
Parámetros Nivel 1 Nivel 2A Material Makrolon 2205 Makrolon 2605B Mezcla de Material Re-Procesado 10% 0%C Aplicación de Pegamento Si NoD Soldar con Doblez de Moldura Si No
30
Para poder seleccionar el arreglo ortogonal adecuado, fue preciso
determinar los grados de libertad de los factores e interacciones involucradas,
haciendo uso de las expresiones de cálculo descritas en el capítulo 4:
• gl Factor = (Número de niveles) –1
= 2 – 1
= 1 grado de libertad x 4 factores
= 4 grados de libertad
Así mismo, se determinaron los grados de libertad por interacción:
• gl Interacción (AxB) = (No. Niv.Factor A – 1) X (No. Niv. Factor B – 1)
= (2 – 1) X (2 – 1)
= 1 grado de libertad
• gl Interacción (AxC) = (No. Niv.Factor A – 1) X (No. Niv. Factor C – 1)
= (2 – 1) X (2 – 1)
= 1 grado de libertad
• gl Interacción (AxD) = (No. Niv.Factor A – 1) X (No. Niv. Factor D – 1)
= (2 – 1) X (2 – 1)
= 1 grado de libertad
o 3 grados de libertad en total de interacciones
De esta manera, la cantidad total de grados de libertad, tanto de los
factores como de interacciones, fueron de:
• 4 gl factores + 3 gl interacciones = 7 grados de libertad
De acuerdo a este análisis, se dio a la tarea de determinar el arreglo
ortogonal adecuado de acuerdo a la expresión siguiente:

31
• gl Arreglo = (gl x Columna) x (No. De Columnas)
= (2 – 1) x 7
= 7 grados de libertad
El arreglo ortogonal L8 ( 72 ) mostrado en la tabla 5.2 resultó ser el arreglo
seleccionado. Posteriormente, utilizando la correspondiente gráfica lineal
mostrada en la figura 5.1, se asignó cada uno de los factores e interacciones
sobre la columna adecuada del arreglo, como se ilustra en la tabla 5.3.
Tabla 5.2 Arreglo Ortogonal L8 ( 72 ) Aplicado a Siete Factores a Dos Niveles
Corrida Experimental 1 2 3 4 5 6 7
1 1 1 1 1 1 1 12 1 1 1 2 2 2 23 1 2 2 1 1 2 24 1 2 2 2 2 1 15 2 1 2 1 2 1 26 2 1 2 2 1 2 17 2 2 1 1 2 2 18 2 2 1 2 1 1 2
Columnas
Fig. 5.1 Gráfica Lineal seleccionada para el Arreglo
Ortogonal L 8 (2 7 )
B
C
D
A 4
2
7
1
3 AXB
6 AXD
5 AXC
32
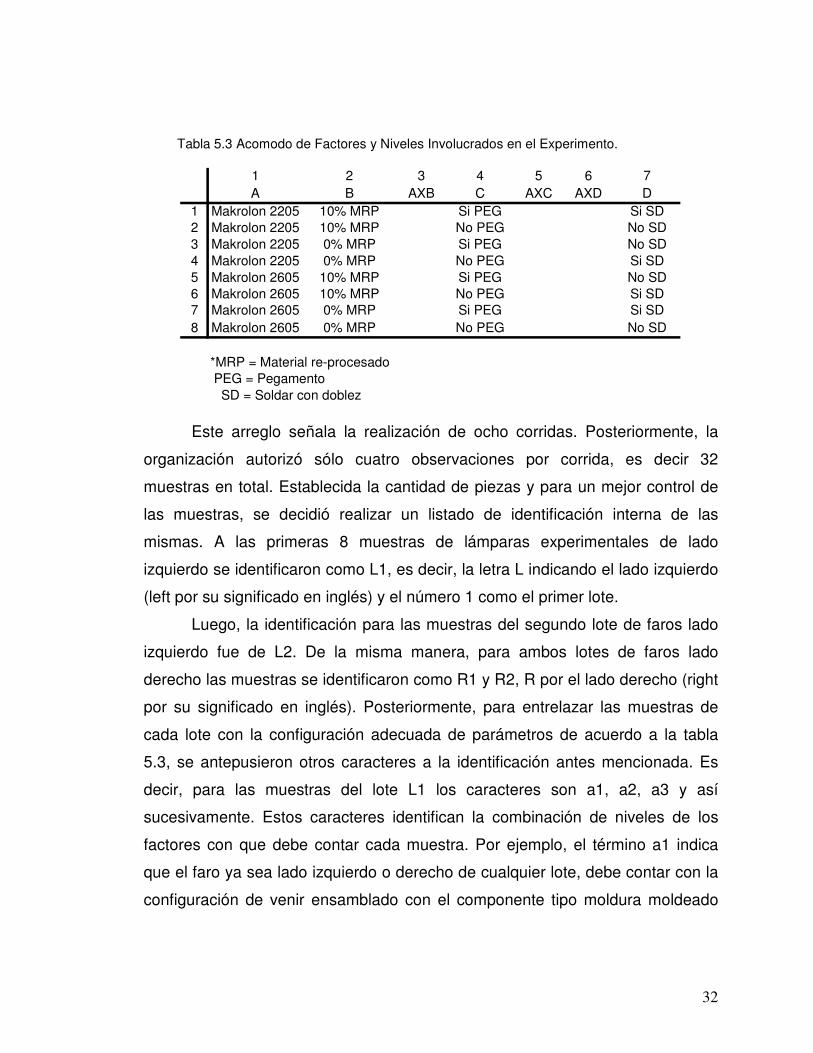
Este arreglo señala la realización de ocho corridas. Posteriormente, la
organización autorizó sólo cuatro observaciones por corrida, es decir 32
muestras en total. Establecida la cantidad de piezas y para un mejor control de
las muestras, se decidió realizar un listado de identificación interna de las
mismas. A las primeras 8 muestras de lámparas experimentales de lado
izquierdo se identificaron como L1, es decir, la letra L indicando el lado izquierdo
(left por su significado en inglés) y el número 1 como el primer lote.
Luego, la identificación para las muestras del segundo lote de faros lado
izquierdo fue de L2. De la misma manera, para ambos lotes de faros lado
derecho las muestras se identificaron como R1 y R2, R por el lado derecho (right
por su significado en inglés). Posteriormente, para entrelazar las muestras de
cada lote con la configuración adecuada de parámetros de acuerdo a la tabla
5.3, se antepusieron otros caracteres a la identificación antes mencionada. Es
decir, para las muestras del lote L1 los caracteres son a1, a2, a3 y así
sucesivamente. Estos caracteres identifican la combinación de niveles de los
factores con que debe contar cada muestra. Por ejemplo, el término a1 indica
que el faro ya sea lado izquierdo o derecho de cualquier lote, debe contar con la
configuración de venir ensamblado con el componente tipo moldura moldeado
Tabla 5.3 Acomodo de Factores y Niveles Involucrados en el Experimento.
1 2 3 4 5 6 7A B AXB C AXC AXD D
1 Makrolon 2205 10% MRP Si PEG Si SD2 Makrolon 2205 10% MRP No PEG No SD3 Makrolon 2205 0% MRP Si PEG No SD4 Makrolon 2205 0% MRP No PEG Si SD5 Makrolon 2605 10% MRP Si PEG No SD6 Makrolon 2605 10% MRP No PEG Si SD7 Makrolon 2605 0% MRP Si PEG Si SD8 Makrolon 2605 0% MRP No PEG No SD
*MRP = Material re-procesado PEG = Pegamento SD = Soldar con doblez

33
con Makrolon 2205, con una mezcla de material reprocesado del 10%, con
aplicación de pegamento al bisel y con el doblez de la guía en la moldura. De
esta manera, el faro muestra se identificó como a1L1, como se muestra en la
tabla 5.4.
Debido a la alta demanda de producto, el experimento se tuvo que
ejecutar de manera parcial, de acuerdo a los días y cantidad de tiempo
disponible de equipo y maquinaria, sin afectar la producción diaria. Por ello, las
primeras muestras de ensamble moldura-bisel que se produjeron fueron: a3L1,
a3L2, a4L1, a4L2, a7L1, a7L2, a8L1, a8L2, a3R1, a3R2, a4R1, a4R2, a7R1,
a7R2, a8R1 y a8R2.
PROCESO DE ENSAMBLELADO IZQUIERDO
Caracteristicas de ensamble: L1 L2a1 = Makrolon 2205 (10% MRP), Si PEG, Si SD.a2 = Makrolon 2205 (10% MRP), NO PEG, No SD.a3 = Makrolon 2205 ( 0% MRP), Si PEG, No SD.a4 = Makrolon 2205 ( 0% MRP), No PEG, Si SD.a5 = Makrolon 2605 (10% MRP), Si PEG, No SD.a6 = Makrolon 2605 (10% MRP), No PEG, Si SD.a7 = Makrolon 2605 ( 0% MRP), Si PEG, Si SD.a8 = Makrolon 2605 ( 0% MRP), No PEG, No SD.
PROCESO DE ENSAMBLELADO DERECHO
Caracteristicas de ensamble: R1 R2a1 = Makrolon 2205 (10% MRP), Si PEG, Si SD.a2 = Makrolon 2205 (10% MRP), No PEG, No SD.a3 = Makrolon 2205 ( 0% MRP), Si PEG, No SD.a4 = Makrolon 2205 ( 0% MRP), No PEG, Si SD.a5 = Makrolon 2605 (10% MRP), Si PEG, No SD.a6 = Makrolon 2605 (10% MRP), No PEG, Si SD.a7 = Makrolon 2605 ( 0% MRP), Si PEG, Si SD.a8 = Makrolon 2605 ( 0% MRP), No PEG, No SD.
Tabla 5.4 Guía de Configuraciones de Muestras.
34
El proceso da inicio en el área de preproducción. Las molduras fueron
fabricadas durante el mismo turno operativo en una máquina de inyección de
plástico marca Engel modelo 660 bajo los parámetros adecuados de presión,
temperatura, velocidad de alimentación y demás especificaciones previamente
analizados por los ingenieros del área. El molde de inyección de plástico
utilizado, es de cuatro cavidades, es decir, moldea simultáneamente dos pares
de molduras, dos lados izquierdos y dos derechos. El material empleado para la
inyección de las molduras fue el policarbonato denominado como Makrolon en
dos diferentes clases, 2205 y 2605.
Makrolon, es una marca de la compañía Bayer MaterialScience, siendo
un material polímero termoplástico, que se presenta en diversas configuraciones
de propiedades, atribuyéndose diferentes números de identificación como los
seleccionados 2205 y 2605. Según el proveedor, el material Makrolon 2205
cuenta con buenas propiedades de flujo de plástico, es considerado como de
uso general de moldeo, además de contar con baja viscosidad, lo cual hace este
policarbonato versátil para el moldeo de componentes de alta productividad.
Por otro lado, el material Makrolon 2605 también cuenta con buenas
propiedades de flujo, pero de mayor viscosidad que el anterior Makrolon 2205.
Además tiene mejores propiedades mecánicas en resistencia al esfuerzo a la
tracción y al corte. Una vez fabricadas las piezas, éstas son separadas y
ensambladas en escantillones, por personal operativo, para posteriormente ser
metalizadas en el equipo marca Mustang Colt 48, el cual consiste en aplicar una
delgada capa metálica con apariencia cromada, sobre las partes plásticas para
posteriormente ser trasladadas hacia la siguiente etapa de subensamble con el
bisel bajo las diferentes configuraciones ya mencionadas. La moldura cuenta
con tres guías que se deslizan a través de tres ranuras del bisel para su
ensamble. Posteriormente, cada guía fue soldada por calor mediante la máquina
marca ADE (número de serie 105-1 / 105-2) y así unirlas entre si. Cabe
mencionar que el componente bisel no tiene requerimiento de metalizado.
35
Eventualmente, estos subensambles fueron unidos a la lente de la
lámpara para luego transportarlos al área de ensamble final para conformar el
faro completo; para su manufactura se usó una línea de producción específica,
con operadores disponibles durante ese turno. Una vez que fueron fabricados,
éstos fueron debidamente identificados, de acuerdo al listado de muestras antes
señalado y enviado al laboratorio de prueba para su validación.
De acuerdo con la norma de validación de la Sociedad de Ingenieros
Automotrices SAE J575e (GMN 3148TP- Sección 4.3.1 – 90 minutos), para la
primera validación se hace uso del equipo de golpeteo especificación SAE J577
bajo los parámetros establecidos por la norma. Esta prueba sitúa a la muestra
bajo condiciones de golpeteo repentino simulando que el automóvil se encuentra
circulando bajo un terreno irregular. Una vez terminada esta prueba, las
muestras son fijadas al equipo denominado vibrador y son puestas a vibrar bajo
una aceleración constante variando la frecuencia en Hertz. Esta prueba fue
realizada sobre sus tres ejes independientes.
Al finalizar cada prueba de validación, las piezas fueron debidamente
inspeccionadas, buscando posibles rupturas o desprendimientos de los
componentes motivo de investigación, para posteriormente ser separadas. Una
vez obtenida la cantidad de piezas correctas e incorrectas, se prosiguió a la
realización de la tabla de respuestas, obteniendo de esta manera la predicción y
los factores importantes para esta investigación.
Posteriormente, se condujo la corrida de confirmación, buscando que el
resultado de la misma se encuentre cerca del resultado de la predicción y así
establecer finalmente la configuración de ensamble. Una vez obtenidos los
resultados correctos, se prosiguió a analizar el ahorro de costos de operación y
así exponer las conclusiones de la investigación.
36
6. ANÁLISIS DE RESULTADOS
Este capítulo describe los resultados obtenidos de la investigación,
resumidos en tres ensayos. Cada ensayo es descrito en detalle, indicando los
parámetros usados y sus respectivos resultados.
6.1 Resultados del Primer Ensayo
Como ya se mencionó en el capítulo de Materiales y Métodos, los
factores iniciales así como sus niveles, fueron el resultado de las sugerencias de
varios especialistas involucrados con el defecto de calidad, como se muestra en
la tabla 6.1.
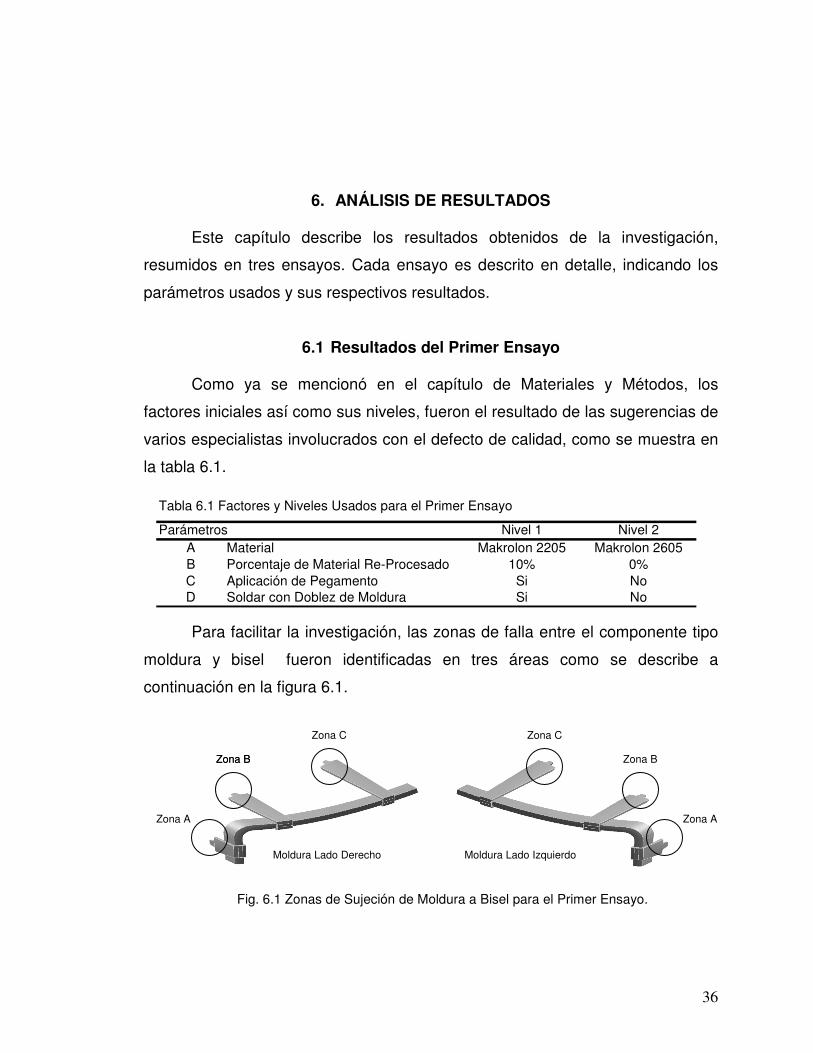
Para facilitar la investigación, las zonas de falla entre el componente tipo
moldura y bisel fueron identificadas en tres áreas como se describe a
continuación en la figura 6.1.
Fig. 6.1 Zonas de Sujeción de Moldura a Bisel para el Primer Ensayo.
Moldura Lado Derecho
Zona A
Zona B
Zona C
Moldura Lado Izquierdo
Zona C
Zona B Zona B
Zona A
Tabla 6.1 Factores y Niveles Usados para el Primer Ensayo
Parámetros Nivel 1 Nivel 2A Material Makrolon 2205 Makrolon 2605B Porcentaje de Material Re-Procesado 10% 0%C Aplicación de Pegamento Si NoD Soldar con Doblez de Moldura Si No
37
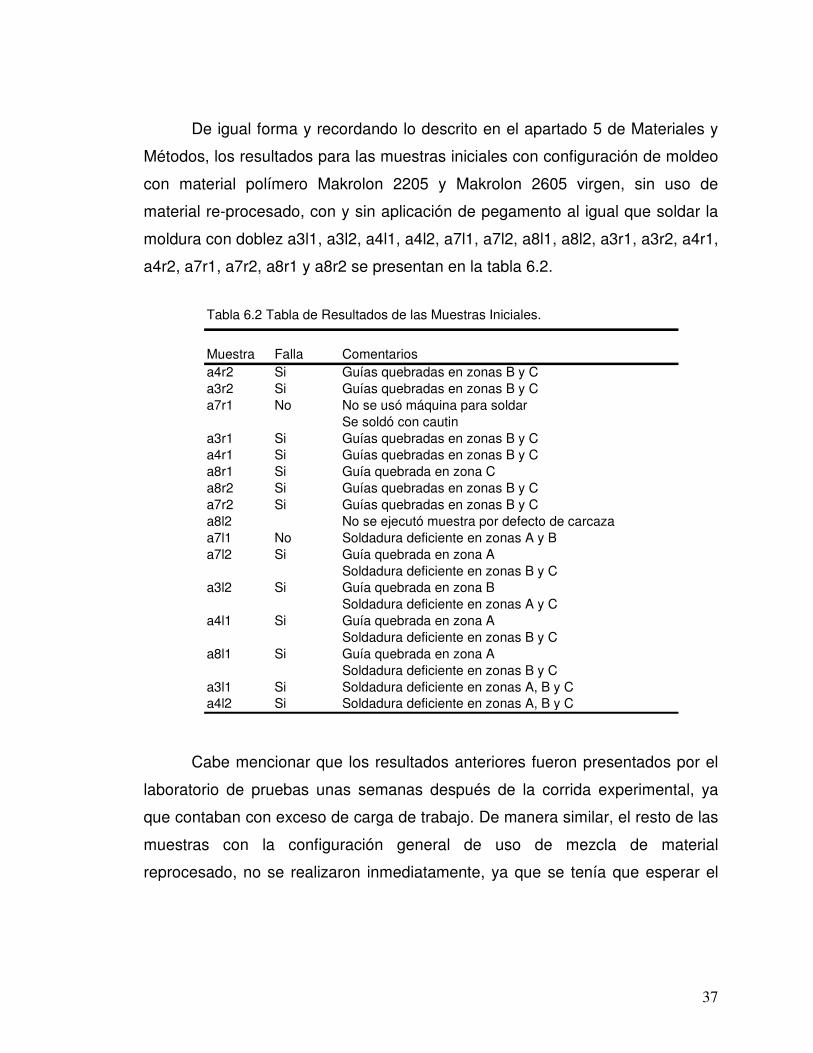
De igual forma y recordando lo descrito en el apartado 5 de Materiales y
Métodos, los resultados para las muestras iniciales con configuración de moldeo
con material polímero Makrolon 2205 y Makrolon 2605 virgen, sin uso de
material re-procesado, con y sin aplicación de pegamento al igual que soldar la
moldura con doblez a3l1, a3l2, a4l1, a4l2, a7l1, a7l2, a8l1, a8l2, a3r1, a3r2, a4r1,
a4r2, a7r1, a7r2, a8r1 y a8r2 se presentan en la tabla 6.2.
Cabe mencionar que los resultados anteriores fueron presentados por el
laboratorio de pruebas unas semanas después de la corrida experimental, ya
que contaban con exceso de carga de trabajo. De manera similar, el resto de las
muestras con la configuración general de uso de mezcla de material
reprocesado, no se realizaron inmediatamente, ya que se tenía que esperar el
Tabla 6.2 Tabla de Resultados de las Muestras Iniciales.
Muestra Falla Comentariosa4r2 Si Guías quebradas en zonas B y Ca3r2 Si Guías quebradas en zonas B y Ca7r1 No No se usó máquina para soldar
Se soldó con cautina3r1 Si Guías quebradas en zonas B y Ca4r1 Si Guías quebradas en zonas B y Ca8r1 Si Guía quebrada en zona Ca8r2 Si Guías quebradas en zonas B y Ca7r2 Si Guías quebradas en zonas B y Ca8l2 No se ejecutó muestra por defecto de carcazaa7l1 No Soldadura deficiente en zonas A y Ba7l2 Si Guía quebrada en zona A
Soldadura deficiente en zonas B y Ca3l2 Si Guía quebrada en zona B
Soldadura deficiente en zonas A y Ca4l1 Si Guía quebrada en zona A
Soldadura deficiente en zonas B y Ca8l1 Si Guía quebrada en zona A
Soldadura deficiente en zonas B y Ca3l1 Si Soldadura deficiente en zonas A, B y Ca4l2 Si Soldadura deficiente en zonas A, B y C

38
lapso apropiado para no arriesgar la producción diaria debido al uso de las
máquinas moldeadoras y personal operativo.
Durante este lapso de tiempo, otros especialistas en el tema sugirieron
que aún cuando el uso de la mezcla de material reprocesado, posiblemente
ayudara a evitar fracturas en el componente tipo moldura, el uso de esta mezcla
ocasionaría un defecto cosmético sobre la superficie del mismo. Según ellos,
ésta podría contaminar el material virgen originando grumos e imperfecciones
sobre el componente, trayendo consigo un nuevo problema de calidad. Debido a
esto y a que la gerencia a simple vista analizó los resultados de la tabla 6.2 y
viendo que los mismos no fueron satisfactorios, sugirió reevaluar los parámetros
y cancelar este intento de experimentación. Sin embargo, la gerencia autorizó un
segundo ensayo para determinar el origen de la falla.
6.2 Resultados del Segundo Ensayo
Durante el desarrollo del primer ensayo, una de las dos muestras que no
fallaron fue unida manualmente (con cautín) por equivocación y la restante no
pudo ser usada, ya que la carcasa de la lámpara presentaba una guía quebrada,
siendo imposible su fijación sobre el equipo de validación.
Considerando lo antes mencionado, los especialistas (ingenieros de
moldeo, de manufactura, de calidad y otros) se dieron a la tarea de reanalizar los
parámetros para este segundo ensayo. Ya que la única muestra en el primer
ensayo que no falló y no presentó deficiencias de soldado, fue unida
manualmente (con cautín) por equivocación, se decidió añadir este punto en la
investigación para compararlo con el soldado automático. El uso de pegamento
permaneció dentro de la investigación, ya que el eliminarlo se refleja como un
ahorro para la compañía.
Por otro lado, analizando las muestras físicas del primer ensayo, se pudo
apreciar que doblar o no la guía con la superficie irregular del componente tipo
moldura, era irrelevante. Es decir, en las muestras unidas automáticamente se

39
pudo observar que la máquina ejercía una fuerza sobre esta superficie irregular
que forzaba a la guía a unirse independientemente si se doblaba o no con
anticipación. De igual manera, al unirlo manualmente se presentaba la misma
situación, por ello se decidió eliminar el parámetro de doblez. Por último, el
parámetro de material se decidió mantener por las características antes
descritas en la sección de Materiales y Métodos. Resumiendo, los parámetros
usados para este segundo ensayo fueron el tipo de material, el pegamento y el
tipo de unión, como se muestra en la tabla 6.3.
De la misma manera que para el ensayo anterior, se prosiguió a realizar
los cálculos necesarios.
� Grados de libertad:
• gl Factor = (Número de niveles) –1
= 2 – 1
= 1 grado de libertad x 3 factores
= 3 grados de libertad
• gl Arreglo = (gl por Columna) x (No. De Columnas)
= (2 – 1) x 3
= 3 grados de libertad
De esta manera se determinó que el arreglo ortogonal adecuado para
este ensayo sería L4 ( 32 ) como se muestra en las tablas 6.4 y 6.5.
Tabla 6.3 Factores y Niveles Usados para el Segundo Ensayo
Parámetro Nivel 1 Nivel 2
A Material Makrolon 2605 Makrolon 2205B Pegamento Si NoC Tipo de Union Manual Máquina
A B C1 1 1 12 1 2 23 2 1 24 2 2 1
Tabla 6.4 Arreglo Ortogonal )(2L 34
Aplicado a Tres Factores a Dos Niveles.
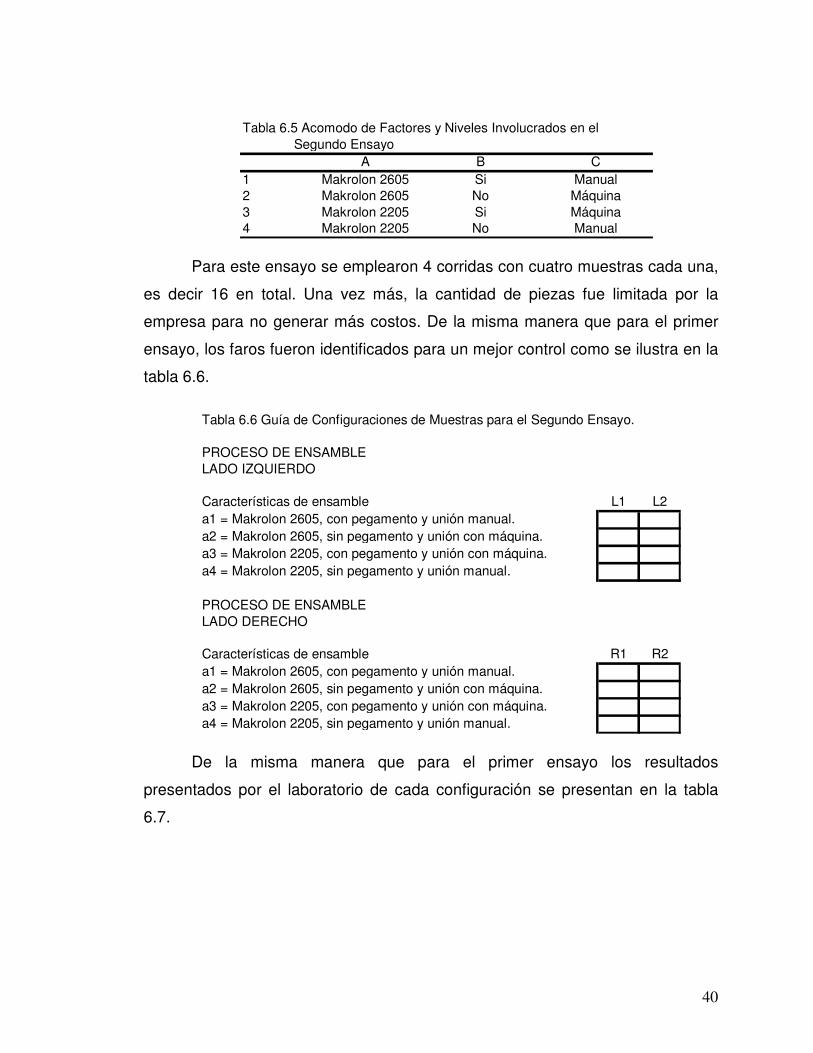
40
Para este ensayo se emplearon 4 corridas con cuatro muestras cada una,
es decir 16 en total. Una vez más, la cantidad de piezas fue limitada por la
empresa para no generar más costos. De la misma manera que para el primer
ensayo, los faros fueron identificados para un mejor control como se ilustra en la
tabla 6.6.
De la misma manera que para el primer ensayo los resultados
presentados por el laboratorio de cada configuración se presentan en la tabla
6.7.
Tabla 6.5 Acomodo de Factores y Niveles Involucrados en el Segundo Ensayo
A B C1 Makrolon 2605 Si Manual2 Makrolon 2605 No Máquina3 Makrolon 2205 Si Máquina4 Makrolon 2205 No Manual
Tabla 6.6 Guía de Configuraciones de Muestras para el Segundo Ensayo.
PROCESO DE ENSAMBLELADO IZQUIERDO
Características de ensamble L1 L2a1 = Makrolon 2605, con pegamento y unión manual.a2 = Makrolon 2605, sin pegamento y unión con máquina.a3 = Makrolon 2205, con pegamento y unión con máquina.a4 = Makrolon 2205, sin pegamento y unión manual.
PROCESO DE ENSAMBLELADO DERECHO
Características de ensamble R1 R2a1 = Makrolon 2605, con pegamento y unión manual.a2 = Makrolon 2605, sin pegamento y unión con máquina.a3 = Makrolon 2205, con pegamento y unión con máquina.a4 = Makrolon 2205, sin pegamento y unión manual.
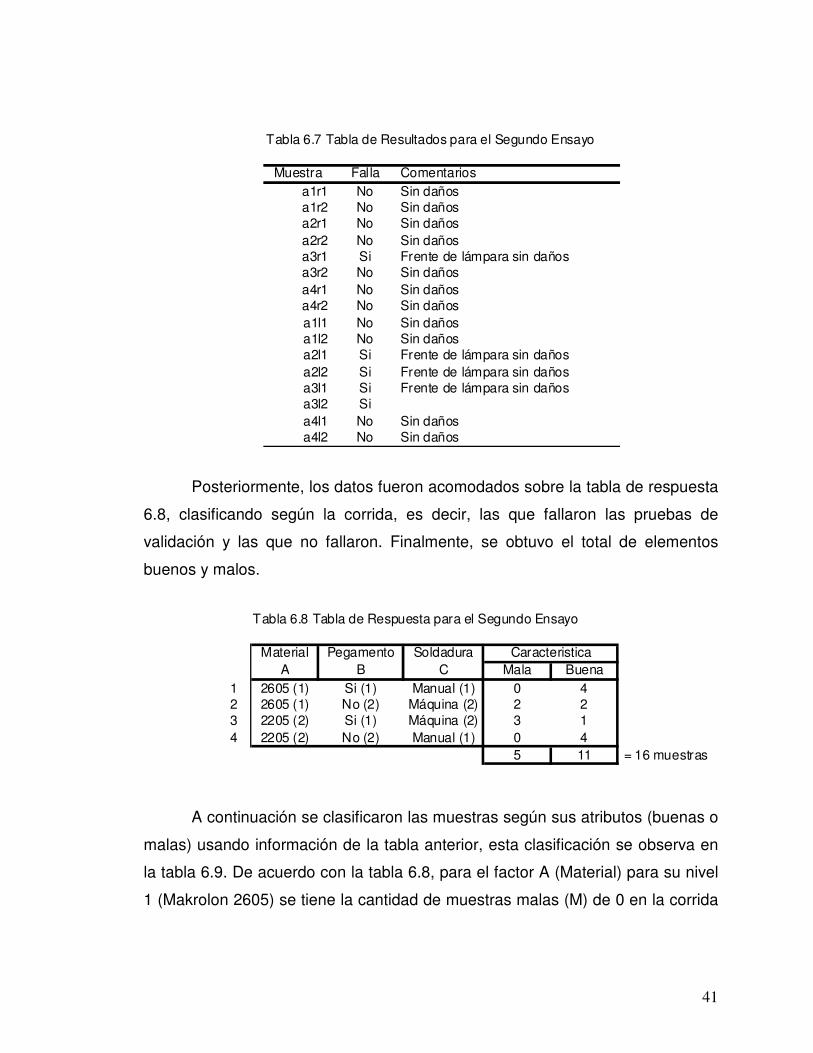
41
Posteriormente, los datos fueron acomodados sobre la tabla de respuesta
6.8, clasificando según la corrida, es decir, las que fallaron las pruebas de
validación y las que no fallaron. Finalmente, se obtuvo el total de elementos
buenos y malos.
A continuación se clasificaron las muestras según sus atributos (buenas o
malas) usando información de la tabla anterior, esta clasificación se observa en
la tabla 6.9. De acuerdo con la tabla 6.8, para el factor A (Material) para su nivel
1 (Makrolon 2605) se tiene la cantidad de muestras malas (M) de 0 en la corrida
Tabla 6.7 Tabla de Resultados para el Segundo Ensayo
Muestra Falla Comentariosa1r1 No Sin dañosa1r2 No Sin dañosa2r1 No Sin dañosa2r2 No Sin dañosa3r1 Si Frente de lámpara sin dañosa3r2 No Sin dañosa4r1 No Sin dañosa4r2 No Sin dañosa1l1 No Sin dañosa1l2 No Sin dañosa2l1 Si Frente de lámpara sin dañosa2l2 Si Frente de lámpara sin dañosa3l1 Si Frente de lámpara sin dañosa3l2 Sia4l1 No Sin dañosa4l2 No Sin daños
Tabla 6.8 Tabla de Respuesta para el Segundo Ensayo
Material Pegamento SoldaduraA B C Mala Buena
1 2605 (1) Si (1) Manual (1) 0 42 2605 (1) No (2) Máquina (2) 2 23 2205 (2) Si (1) Máquina (2) 3 14 2205 (2) No (2) Manual (1) 0 4
5 11 = 16 muestras
Caracteristica
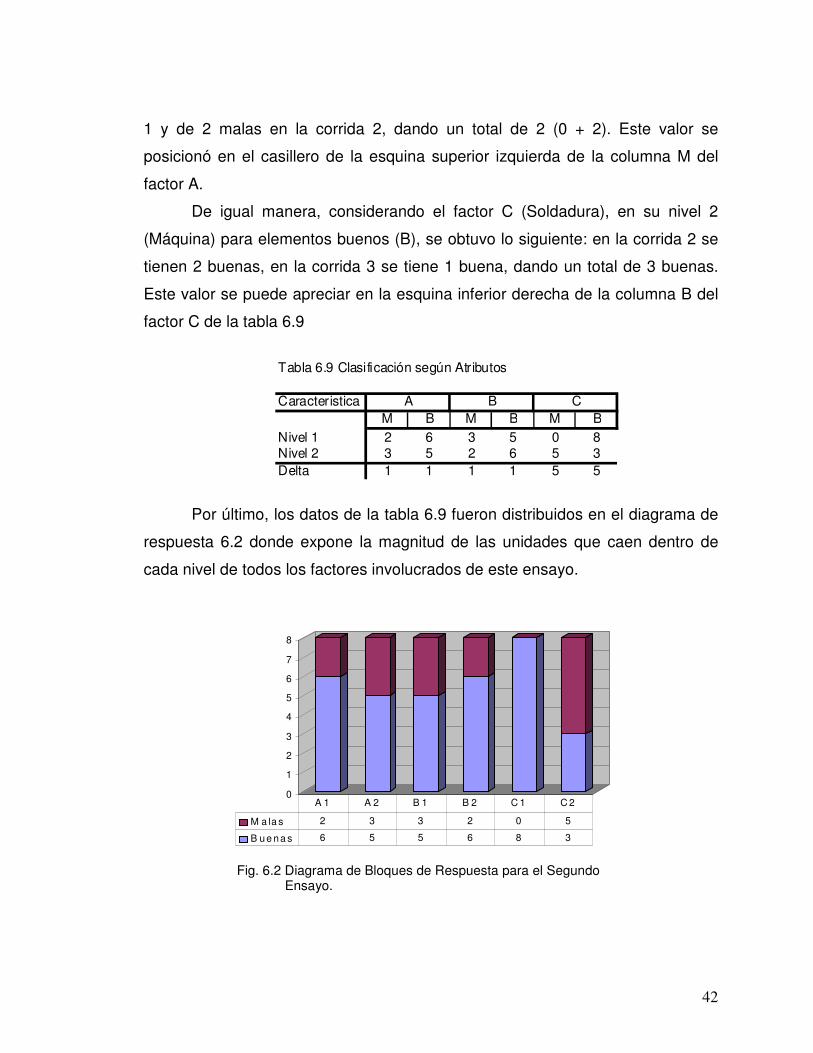
42
1 y de 2 malas en la corrida 2, dando un total de 2 (0 + 2). Este valor se
posicionó en el casillero de la esquina superior izquierda de la columna M del
factor A.
De igual manera, considerando el factor C (Soldadura), en su nivel 2
(Máquina) para elementos buenos (B), se obtuvo lo siguiente: en la corrida 2 se
tienen 2 buenas, en la corrida 3 se tiene 1 buena, dando un total de 3 buenas.
Este valor se puede apreciar en la esquina inferior derecha de la columna B del
factor C de la tabla 6.9
Por último, los datos de la tabla 6.9 fueron distribuidos en el diagrama de
respuesta 6.2 donde expone la magnitud de las unidades que caen dentro de
cada nivel de todos los factores involucrados de este ensayo.
Tabla 6.9 Clasificación según Atributos
CaracteristicaM B M B M B
Nivel 1 2 6 3 5 0 8Nivel 2 3 5 2 6 5 3Delta 1 1 1 1 5 5
A B C
Fig. 6.2 Diagrama de Bloques de Respuesta para el Segundo Ensayo.
0
1
2
3
4
5
6
7
8
M a la s 2 3 3 2 0 5
B u e n a s 6 5 5 6 8 3
A 1 A 2 B 1 B 2 C 1 C 2

43
Analizando, los factores A y B no se consideraron significantes ya que la
diferencia delta presentada en la tabla 6.9, tanto para piezas malas como para
buenas, tienen un valor mucho menor que el factor C, el cual es el factor con
efecto fuerte. Tomando en cuenta que se pretende minimizar el porcentaje de
piezas quebradas (piezas malas), se seleccionó el nivel con el valor más
pequeño de la columna M del factor C, es decir el nivel 1 con un valor de cero
(soldadura manual) como efecto importante. Consecuentemente, empleando la
ecuación de predicción y la información de la tabla 6.8 se obtuvieron los
siguientes resultados.
T = ∑=
n
1i ny
= 16
0320 +++ =
165
= 0.3125 (100%) = 31.25%
Para factor C en su nivel 1:
• Característica mala:
1C = 0 + 0 = 0
• Característica buena:
1C = 4 + 4 = 8
Total: 0 + 8 = 8
Entonces:
1C = 80
= 0
∧
µ = T + ( 1C - T )
∧
µ = 31.25% + (0 – 31.25%)
∧
µ = 0%
De esta manera, soldar manualmente es un factor fuerte a considerar
para reducir el porcentaje de fracturas en las zonas A, B y C en piezas tipo
molduras. Posteriormente, se realizó la corrida de confirmación con 4 muestras,
con la configuración de material actual Makrolon 2205, con soldadura manual y

44
sin usar pegamento. Los resultados obtenidos de la corrida de confirmación
validaron la inexistencia de fractura en las zonas A, B y C. Sin embargo se
presentaron fracturas en dos nuevas zonas señaladas en la figura 6.3.
Según los especialistas, ya que el estado de sujeción entre el bisel y el
componente tipo moldura para las zonas de conflicto de fractura A, B y C se
encontraban debidamente ensambladas, asumieron que el esfuerzo de vibración
que se originaba en esas áreas, fue distribuido a secciones más débiles, como la
zona D y E. A consecuencia de esta situación, la empresa decidió realizar un
tercer ensayo para así encontrar los factores que se atribuyen a este nuevo
defecto de calidad.
6.3 Resultados del Tercer Ensayo
Una vez más los especialistas se dieron a la tarea de reevaluar los
parámetros para esta nueva situación. Se pudo apreciar un área del componente
tipo moldura, que según los especialistas estaba ejerciendo una presión
inadecuada sobre el bisel, el cual probablemente estuviera contribuyendo a este
nuevo defecto. Esta área se presenta en la figura 6.4.
Fig.6.3 Nuevas Zonas de Fractura.
Moldura Lado Derecho
Zona D
Zona E
Moldura Lado Izquierdo
Zona D
Zona E
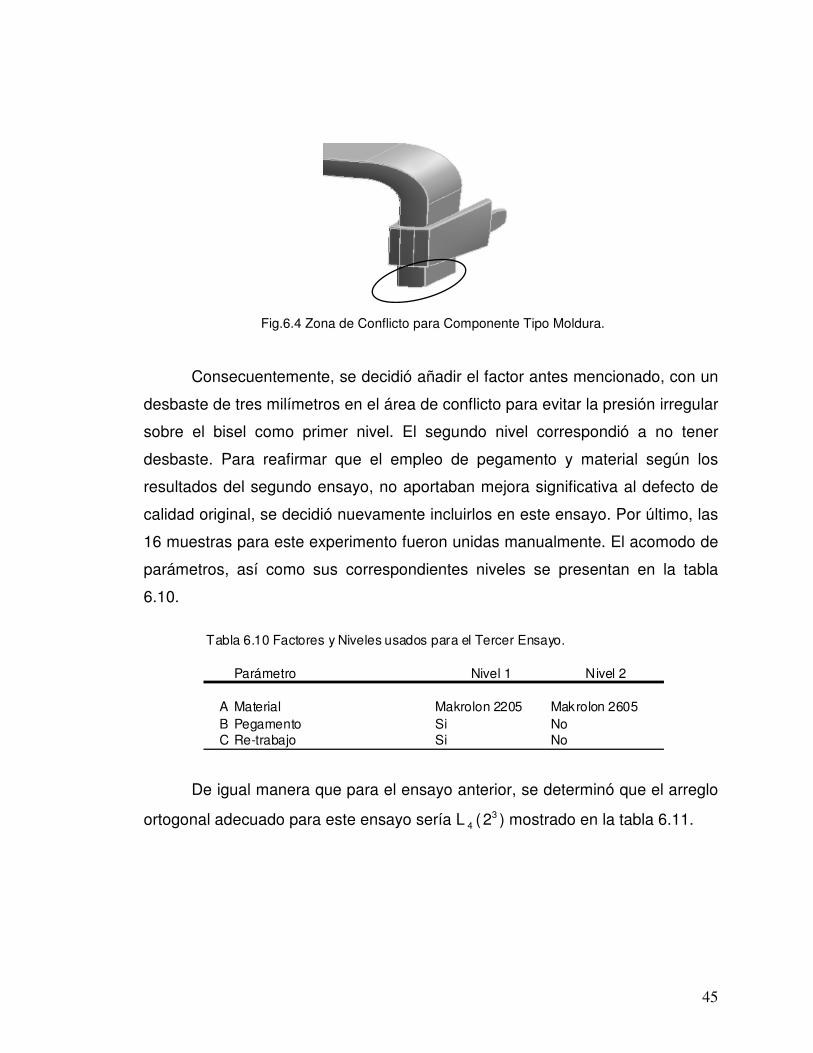
45
Consecuentemente, se decidió añadir el factor antes mencionado, con un
desbaste de tres milímetros en el área de conflicto para evitar la presión irregular
sobre el bisel como primer nivel. El segundo nivel correspondió a no tener
desbaste. Para reafirmar que el empleo de pegamento y material según los
resultados del segundo ensayo, no aportaban mejora significativa al defecto de
calidad original, se decidió nuevamente incluirlos en este ensayo. Por último, las
16 muestras para este experimento fueron unidas manualmente. El acomodo de
parámetros, así como sus correspondientes niveles se presentan en la tabla
6.10.
De igual manera que para el ensayo anterior, se determinó que el arreglo
ortogonal adecuado para este ensayo sería L 4 ( 32 ) mostrado en la tabla 6.11.
Tabla 6.10 Factores y Niveles usados para el Tercer Ensayo.
Parámetro Nivel 1 Nivel 2
A Material Makrolon 2205 Makrolon 2605B Pegamento Si NoC Re-trabajo Si No
Fig.6.4 Zona de Conflicto para Componente Tipo Moldura.
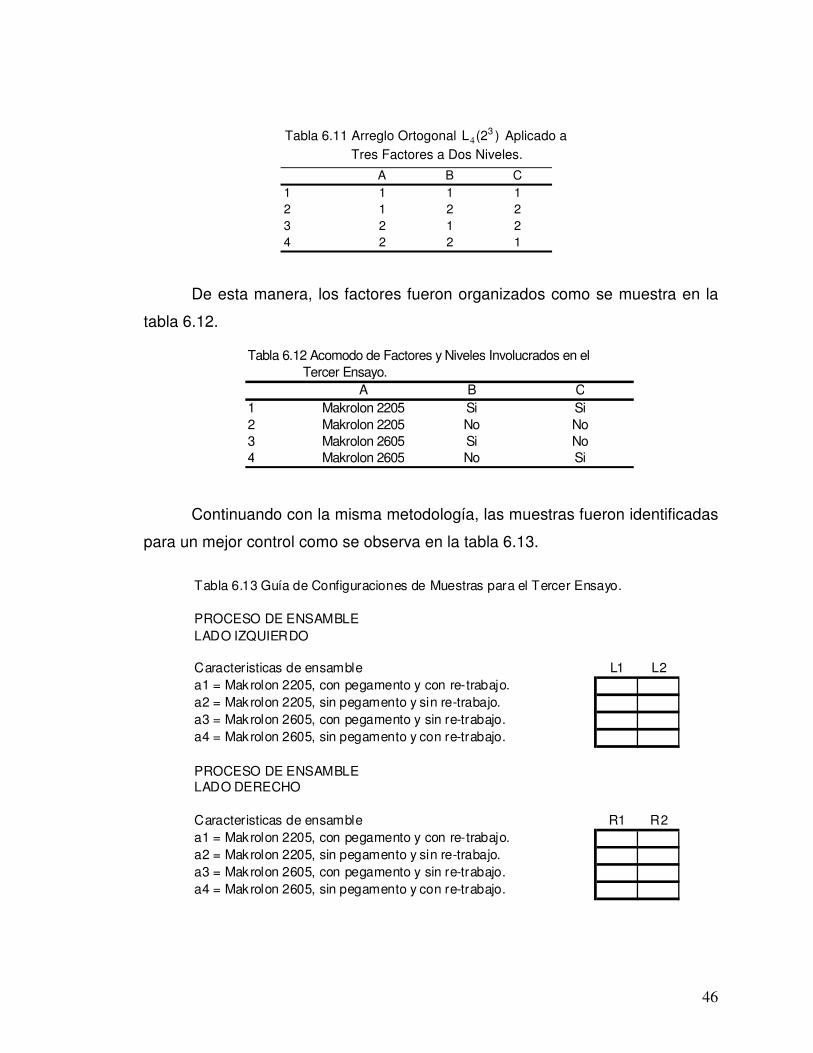
46
De esta manera, los factores fueron organizados como se muestra en la
tabla 6.12.
Continuando con la misma metodología, las muestras fueron identificadas
para un mejor control como se observa en la tabla 6.13.
Tabla 6.12 Acomodo de Factores y Niveles Involucrados en el Tercer Ensayo.
A B C1 Makrolon 2205 Si Si2 Makrolon 2205 No No3 Makrolon 2605 Si No4 Makrolon 2605 No Si
A B C1 1 1 12 1 2 23 2 1 24 2 2 1
Tabla 6.11 Arreglo Ortogonal )(2L 34
Aplicado a Tres Factores a Dos Niveles.
Tabla 6.13 Guía de Configuraciones de Muestras para el Tercer Ensayo.
PROCESO DE ENSAMBLELADO IZQUIERDO
Caracteristicas de ensamble L1 L2a1 = Makrolon 2205, con pegamento y con re-trabajo.a2 = Makrolon 2205, sin pegamento y sin re-trabajo.a3 = Makrolon 2605, con pegamento y sin re-trabajo.a4 = Makrolon 2605, sin pegamento y con re-trabajo.
PROCESO DE ENSAMBLELADO DERECHO
Caracteristicas de ensamble R1 R2a1 = Makrolon 2205, con pegamento y con re-trabajo.a2 = Makrolon 2205, sin pegamento y sin re-trabajo.a3 = Makrolon 2605, con pegamento y sin re-trabajo.a4 = Makrolon 2605, sin pegamento y con re-trabajo.

47
Los resultados para este nuevo ensayo se pueden apreciar en la tabla
6.14.
Posteriormente, los datos fueron acomodados sobre la tabla de respuesta
6.15, clasificando las que fallaron en las pruebas de validación y las que no
fallaron. Finalmente, se obtuvo el total de muestras malas y muestras buenas.
De la misma manera que para el anterior ensayo, se organizaron los
datos en la siguiente tabla de atributos 6.16.
Tabla 6.14 Tabla de Resultados para el Tercer Ensayo
Muestra Falla Comentariosa1r1 No Bisel quebradoa1r2 No Bisel quebradoa2r1 No Bisel quebradoa2r2 Noa3r1 No Bisel quebradoa3r2 No Bisel quebradoa4r1 No Bisel quebradoa4r2 No Bisel quebradoa1l1 Si Bisel quebradoa1l2 Sia2l1 Sia2l2 Noa3l1 No Bisel quebradoa3l2 Noa4l1 No Bisel quebradoa4l2 No Bisel quebrado
Tabla 6.15 Tabla de Respuesta para el Tercer Ensayo
Material Pegamento Re-trabajoA B C Mala Buena
1 2205 (1) Si (1) Si (1) 2 22 2205 (1) No (2) No (2) 1 33 2605 (2) Si (1) No (2) 0 44 2605 (2) No (2) Si (1) 0 4
3 13 = 16 muestras
Caracteristica

48
0
2
4
6
8
Buenas 5 8 6 7 6 7
Malas 3 0 2 1 2 1
A1 A2 B1 B2 C1 C2
Fig. 6.5 Diagrama de Bloques de Respuesta para el Tercer Ensayo.
Por último, los datos de la tabla 6.16 fueron distribuidos en el diagrama de
respuesta 6.5 donde muestra la magnitud de las unidades que caen dentro de
cada nivel de todos los factores involucrados de este ensayo.
Los elementos B y C no se consideraron como efecto importante para
este ensayo, ya que la diferencia delta mostrada en la tabla 6.16, tanto para
piezas malas como para buenas, tienen un valor menor que el factor A, por lo
tanto el pegamento y el re-trabajo a la moldura no son significantes. De esta
manera, el aspecto A fue considerado con efecto fuerte sobre la falla.
Considerando que se pretende minimizar el porcentaje de piezas quebradas, se
toma el factor A con su menor nivel, es decir, el nivel 2 (A2 = 0) de la tabla de
respuesta como efecto fuerte. Consecuentemente, empleando la ecuación de
predicción y los datos de la tabla 6.15 se obtuvieron los siguientes resultados.
Tabla 6.16 Clasificación según AtributosCaracteristica
M B M B M BNivel 1 3 5 2 6 2 6Nivel 2 0 8 1 7 1 7Delta 3 3 1 1 1 1
A B C

49
T = ∑=
n
1i ny
= 16
0012 +++ =
163
= 0.1875 (100%) = 18.75%
Para factor A en su nivel 2:
• Característica mala:
2A = 0 + 0 = 0
• Característica buena:
2A = 4 + 4 = 8
Total: 0 + 8 = 8
Entonces:
2A = 80
= 0
∧
µ = T + ( 2A - T )
∧
µ = 18.75% + (0 – 18.75%)
∧
µ = 0%
Esto quiere decir, que el éxito del experimento dependerá de que tan
cerca se encuentre el porcentaje de molduras fracturadas durante la corrida de
confirmación al resultado de la ecuación de predicción. De esta manera, usar el
material Makrolon 2605 es el nivel importante a considerar para reducir el
porcentaje de fracturas en las zonas D y E en piezas tipo molduras.
Posteriormente, se realizó la corrida de confirmación con 4 muestras, con la
configuración de material Makrolon 2605, sin usar pegamento, sin re-trabajo y
todas unidas con soldadura manual, obteniendo cero porcentaje de fallas en el
componente tipo moldura en las pruebas de validación de golpeteo y vibración.
50
6.4 Discusión de Resultados
Un aspecto sobresaliente acerca del proceso de experimentación fue el
suceso de haber ejecutado tres diferentes ensayos. La carencia de experiencia
sobre la falla, la ausencia de los especialistas capaces de acertar en los factores
importantes así como el miedo al cambio, fueron algunos fundamentos
importantes para generar este ambiente.
Se pudo observar una limitante en relación a la disposición de recursos
para la investigación, en especial en el área de pre-producción. El moldeo de
piezas fue en varias ocasiones demorado por la escasez de material y equipo.
De manera similar, se pudo apreciar el miedo al cambio a nivel supervisor
durante el subensamble de moldura y bisel denotando incertidumbre con respeto
a la investigación. Por el lado contrario, el personal operador no fue un obstáculo
hacia este cambio.
Así también, la ausencia del personal calificado durante las reuniones de
“lluvia de ideas”, fue otra limitante. Se consultó a los especialistas disponibles en
su momento, pasando desapercibidos las opiniones de los expertos ausentes,
tomando decisiones no del todo adecuadas. Es de suma importancia que la alta
gerencia se involucre en estos tipos de actividades, ya que ellos conocen más a
detalle los recursos de los cuales se pueden obtener mejores resultados. El área
de ensamble final tampoco fue inconveniente para la realización de las
muestras, hubo una mejor aceptación a la experimentación. Una vez
ensamblados los faros, éstos fueron puestos a disposición del laboratorio para
su validación.
Cabe mencionar, que durante las pruebas de validación del tercer y último
ensayo, el bisel presentó fracturas originando un defecto de calidad sobre él. Ya
que este documento trata primordialmente acerca de la falla sobre el
componente tipo moldura, este nuevo análisis queda disponible para futura
investigación.

51
En resumen, los factores B (porcentaje de material reprocesado) y D
(soldar con doblez de moldura) no fueron los acertados para el primer ensayo,
fundamentalmente por la falta de experiencia y profundidad de análisis del
defecto de calidad. Esta fase inicial contempló el uso del arreglo ortogonal
L 8 (2 7 ) de acuerdo con los cálculos descritos en la sección 5 de Materiales y
Métodos. Como puede apreciarse en la Tabla 5.3, este arreglo ortogonal
describe el uso de las interacciones AxB, AxC y AxD, las cuales no fueron
consideradas. Según los especialistas, no existía interacción alguna entre los
factores, por ello de su exclusión.
Por otro lado, los factores de ruido tampoco fueron tomados en cuenta, ya
que como describe Peace (1993) “No son involucrados en el diseño ni análisis
de un estudio por clasificación de atributos, el análisis está basado estrictamente
en el efecto de aquellos parámetros de proceso y componentes de diseño que
han sido definidos como potencialmente importantes”.
Así, las muestras fueron identificadas a conveniencia del investigador, las
cuales contaban con la configuración obtenida del arreglo ortogonal. Los
resultados demostraron que las zonas de sujeción B y C de la moldura tendían a
fracturarse, se observó soldadura deficiente y daños en las secciones antes
mencionadas. Sin embargo, la única muestra que no falló contaba con la
configuración Makrolon 2605, con 0% de uso de material reprocesado, con uso
de pegamento y soldado con doblez de moldura. Analizando más a detalle la
muestra, se determinó que fue unida manualmente por equivocación y no con el
uso del equipo automático del proceso.
Ya que los resultados no fueron satisfactorios, la empresa dictaminó no
seguir con esta fase, sin embargo se acordó una segunda experimentación
reordenando los factores sobresalientes. De esta forma, se incluyó el factor de
unión manual y nuevamente el uso de pegamento. De igual manera, los
especialistas sugirieron aun comprender ambas versiones de Makrolon en esta
nueva fase.
52
Una vez especificados los factores, se determinó que el arreglo ortogonal
adecuado seria L 4 (2 3 ) aplicado a tres factores a dos niveles. Los resultados
obtenidos revelaron que 11 muestras de las 16 en total no mostraron fractura o
desprendimiento en ninguna de las tres zonas de conflicto de la moldura, se
demostró que el factor C en su nivel 1 (Soldadura manual) tiene un efecto fuerte
sobre el error de calidad, logrando una diferencia delta mucho mayor al resto de
los elementos como se observa en la tabla 6.9.
Sin embargo, durante las pruebas de validación se pudo percibir dos
nuevos campos con fractura distintas a las superficies originales. Según los
expertos, el esfuerzo es orientado a dominios más débiles una vez que las áreas
originales de conflicto se encuentran debidamente sujetas. Estos nuevos
sectores fueron identificados como D y E. Ya que en este lapso del estudio se
obtuvieron resultados más persuasivos que los anteriores, la organización
autorizó un tercer estudio para determinar los elementos sobresalientes a la falla
en estos recientes puntos.
Para el tercer ensayo, se empleó el mismo arreglo ortogonal del análisis
anterior. Como resultado, 13 de las 16 muestras no contaban con fractura o
desprendimiento en ninguna de las 5 secciones de conflicto, sin embargo se
pudo observar que 11 faros contaban con ruptura de bisel. En esta ocasión, el
aspecto A (Material) en su nivel 2 (Makrolon 2605) resultó tener gran influencia
sobre el defecto. Finalmente, se ejecutó la corrida de confirmación con la
configuración acertada: Versión correcta material, soldado de moldura-bisel
manualmente y sin uso de pegamento aprobando los ensayos de validación
establecidos.
“Al usar la Metodología Taguchi, el nivel óptimo de cada factor es
determinado. Después de haber determinado las condiciones apropiadas, la
corrida de confirmación debe ser ejecutada con la predicción. La corrida de
confirmación es necesaria e importante ya que provee pruebas directas de la
metodología” (Idris, Ismail, Noordin y Shilton, 2002)
53
Habiendo obtenido los resultados concluyentes, se exhortó al
departamento correspondiente el uso de soldadura manual o en su defecto la
reparación adecuada del equipo automático para reflejar este tipo de unión. De
igual manera, se instruyó el reemplazo del material polímero Makrolon 2205 a la
versión 2605 y se avisó que el empleo de pegamento es irrelevante para evitar
la falla.
Enfatizando, ya que esta investigación trata exclusivamente de los
defectos de fractura en el componente tipo moldura, el estudio en relación a este
nuevo caso con el bisel no se contempla en este documento de investigación.
En resumen, los propósitos generales de la presente exploración quedan
cubiertos, obteniendo resultados satisfactorios los cuales se traducen en la
reducción de recursos en beneficio de la compañía los cuales se describen a
mayor detalle en la sección siguiente.
54
7. CONCLUSIONES Y RECOMENDACIONES
Los resultados obtenidos, indican el éxito de esta investigación. La tabla
de respuesta resultante del segundo ensayo, muestra que el factor C en su nivel
1 (unión manual de componentes) es un factor fuerte si se pretende minimizar el
número de piezas “molduras” quebradas, tal y como lo establece uno de los
objetivos y la pregunta de investigación expuestos en este documento de
investigación.
Sin embargo, en el segundo ensayo se obtuvieron secciones de fractura
diferentes a las zonas originales, por lo cual para tratar de eliminar este nuevo
defecto de calidad la empresa decidió iniciar un tercer ensayo. Según los
expertos, a consecuencia de controlar los factores importantes iniciales, se pudo
desencadenar una serie de nuevas fallas que no existían al principio, como fue
el caso de esta segunda fase.
Por consiguiente, el tercer ensayo señala que el factor con efecto fuerte
es el tipo de material, es decir el factor A en su nivel 2, el cual señala el uso del
material Makrolon 2605, material con mejores propiedades mecánicas que el
original Makrolon 2205. Por otro lado, durante las pruebas de validación de este
último ensayo, el bisel sufrió una serie de fracturas, esto marca la pauta para
una futura investigación con el fin de encontrar los elementos con efecto fuerte y
tratar este nuevo defecto de calidad. En conclusión, los parámetros importantes
para minimizar el número de piezas quebradas tipo moldura, según los
resultados son: El tipo de unión (factor C del segundo ensayo) en su nivel 1 es
decir, unión manual y por último, el factor tipo de material (factor A del tercer
ensayo) en su nivel 2 uso de material Makrolon 2605.
Según datos proporcionados por el laboratorio, originalmente para la
prueba de validación de golpeteo, el porcentaje de falla para la moldura era del
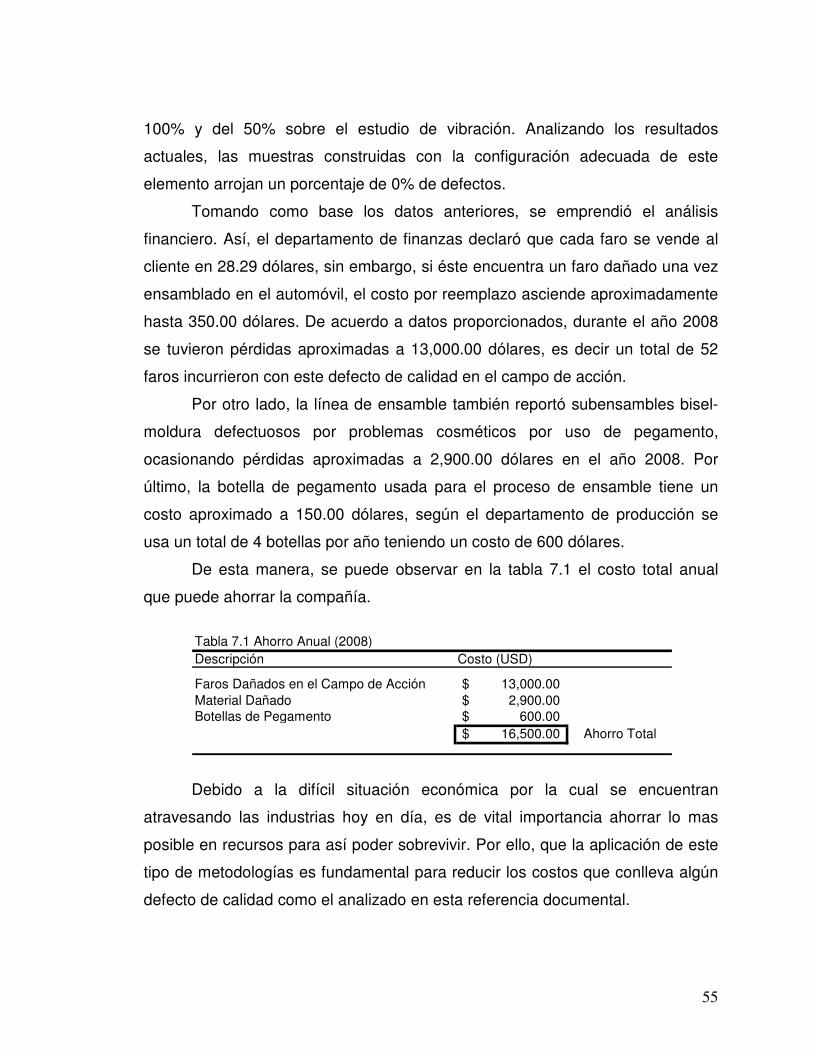
55
100% y del 50% sobre el estudio de vibración. Analizando los resultados
actuales, las muestras construidas con la configuración adecuada de este
elemento arrojan un porcentaje de 0% de defectos.
Tomando como base los datos anteriores, se emprendió el análisis
financiero. Así, el departamento de finanzas declaró que cada faro se vende al
cliente en 28.29 dólares, sin embargo, si éste encuentra un faro dañado una vez
ensamblado en el automóvil, el costo por reemplazo asciende aproximadamente
hasta 350.00 dólares. De acuerdo a datos proporcionados, durante el año 2008
se tuvieron pérdidas aproximadas a 13,000.00 dólares, es decir un total de 52
faros incurrieron con este defecto de calidad en el campo de acción.
Por otro lado, la línea de ensamble también reportó subensambles bisel-
moldura defectuosos por problemas cosméticos por uso de pegamento,
ocasionando pérdidas aproximadas a 2,900.00 dólares en el año 2008. Por
último, la botella de pegamento usada para el proceso de ensamble tiene un
costo aproximado a 150.00 dólares, según el departamento de producción se
usa un total de 4 botellas por año teniendo un costo de 600 dólares.
De esta manera, se puede observar en la tabla 7.1 el costo total anual
que puede ahorrar la compañía.
Debido a la difícil situación económica por la cual se encuentran
atravesando las industrias hoy en día, es de vital importancia ahorrar lo mas
posible en recursos para así poder sobrevivir. Por ello, que la aplicación de este
tipo de metodologías es fundamental para reducir los costos que conlleva algún
defecto de calidad como el analizado en esta referencia documental.
Tabla 7.1 Ahorro Anual (2008)Descripción Costo (USD)
Faros Dañados en el Campo de Acción 13,000.00$ Material Dañado 2,900.00$ Botellas de Pegamento 600.00$
16,500.00$ Ahorro Total
56
También, fue de gran provecho el interés mostrado por algunos
ingenieros hacia la aplicación de esta metodología, la cual merece ser
documentada en esta sección de conclusiones y recomendaciones, preguntas
como ¿Qué impacto tendría sobre el desarrollo de esta investigación si la meta
cambiara a la “Aplicación de la Metodología Taguchi para Maximizar los
Ensambles (bisel-moldura) Libres de Defectos de un Faro Automotriz? ¿Cómo
se analizaría la investigación si se hubiera tenido alguna interacción? Estas
fueron algunas de las preguntas que resultan convenientes analizar y así
comprender el alcance de la metodología Taguchi ante estas nuevas
situaciones.
Considerando la primera pregunta y los datos del tercer ensayo, ya que
se pretende maximizar el porcentaje de piezas libres de defectos, se seguiría
tomando como efecto importante el factor A por su diferencia delta mayor sobre
el resto de los elementos, sin embargo el nivel seria diferente, la selección seria
sobre la columna B (buenas) en su nivel más alto, es decir 2A = 8. Entonces,
tenemos:
T = ∑=
n
1i ny
= 16
4432 +++ =
1613
= 0.8125 (100%) = 81.25%
Para factor A en su nivel 2:
• Característica mala:
2A = 0 + 0 = 0
• Característica buena:
2A = 4 + 4 = 8
Total: 0 + 8 = 8
Entonces:
2A = 88
= 1(100%) = 100%
∧
µ = T + ( 2A - T )

57
∧
µ = 81.25% + (100% – 81.25%)
∧
µ = 100%
Esto quiere decir, que el éxito del experimento dependerá de qué tan
cerca se encuentre el porcentaje de molduras libres de defectos resultado de la
corrida de confirmación al valor de la ecuación de predicción. Para la segunda
pregunta, se consideró el arreglo ortogonal L 4 (2 3 ) como se muestra en la tabla
7.2:
Considerando como factor A el tipo de material a dos niveles (Nivel 1:
Makrolon 2205 y nivel 2: Makrolon 2605) y como factor B el uso de pegamento a
dos niveles (Nivel 1: Con uso de pegamento y nivel 2: Sin uso de pegamento),
además que se pretende minimizar el porcentaje de molduras fracturadas, se
obtienen los resultados de la tabla 7.3. de análisis de interacción, la matriz y
gráfica de interacción mostradas en las figuras 7.1 y 7.2. (Cabe mencionar, que
estos valores fueron modificados a propósito para facilitar el ejemplo).
A B AXB1 1 1 12 1 2 23 2 1 24 2 2 1
Tabla 7.2 Arreglo Ortogonal )(2L 34
Aplicado a Tres Factores a Dos Niveles con Interacción.
B1 B2A1 2 1A2 1 3
Figura 7.1 Matriz de Interacción
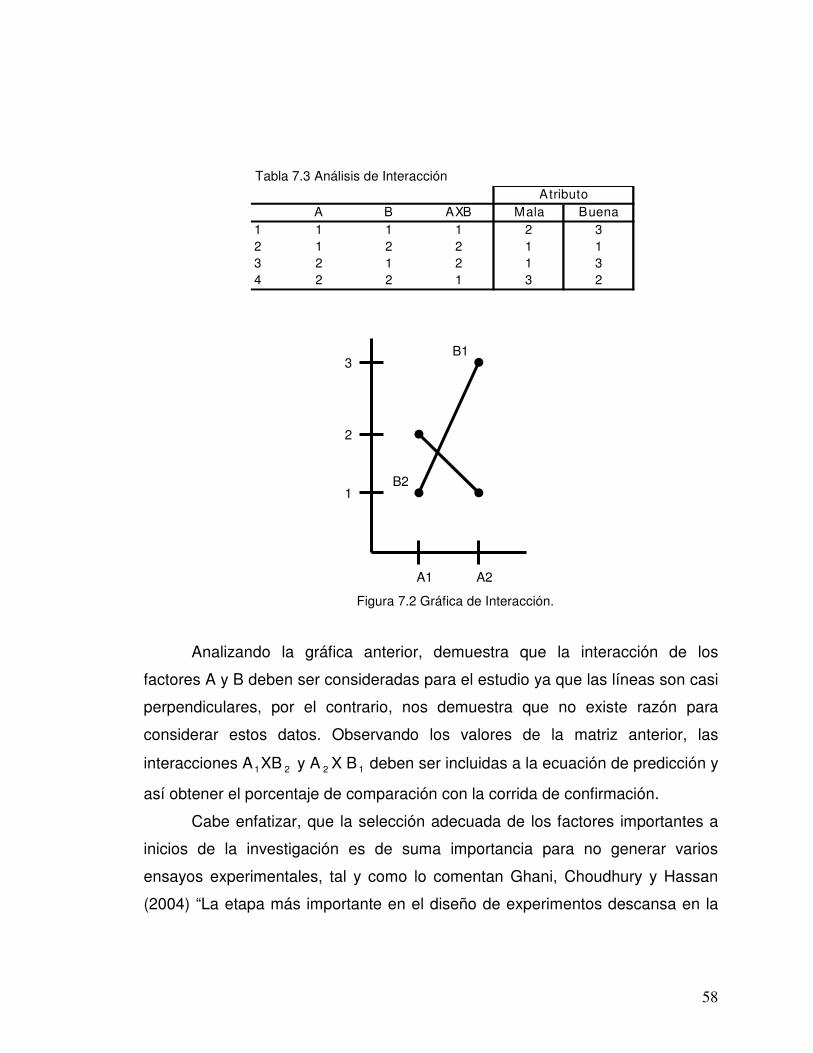
58
Analizando la gráfica anterior, demuestra que la interacción de los
factores A y B deben ser consideradas para el estudio ya que las líneas son casi
perpendiculares, por el contrario, nos demuestra que no existe razón para
considerar estos datos. Observando los valores de la matriz anterior, las
interacciones A1XB 2 y A 2 X B 1 deben ser incluidas a la ecuación de predicción y
así obtener el porcentaje de comparación con la corrida de confirmación.
Cabe enfatizar, que la selección adecuada de los factores importantes a
inicios de la investigación es de suma importancia para no generar varios
ensayos experimentales, tal y como lo comentan Ghani, Choudhury y Hassan
(2004) “La etapa más importante en el diseño de experimentos descansa en la
A B AXB Mala Buena1 1 1 1 2 32 1 2 2 1 13 2 1 2 1 34 2 2 1 3 2
AtributoTabla 7.3 Análisis de Interacción
Figura 7.2 Gráfica de Interacción.
A1 A2
1
2
B1
B2
3

59
selección de los factores de control. La mayor cantidad de factores deben ser
incluidos, para así poder identificar las variables no significativas en un punto
temprano del proceso”.
De esta manera, la aplicación de esta metodología es más sencilla de
aplicar que un proceso de diseño de parámetros clásico que resulta algo
complicado. Con la aplicación de esta metodología, el número de experimentos
a conducir se reduce visiblemente aun así cuando la cantidad de variables sea
extensa, trayendo consigo un impacto positivo en lo que respecta al costo de la
aplicación de recursos. Además, con Taguchi se puede extraer información de
forma más eficiente y precisa.
Aunque, el diseño y análisis de Taguchi está basado en los diseños
factoriales fraccionados para determinar el efecto de los factores y sus niveles e
identificar la combinación óptima de parámetros, “ha sido demostrado que estas
bases arrojan los mismos o mejores resultados en términos de precisión que un
experimento factorial completo” (Jiang y Komanduri, 1997).
Un experimento factorial completo, incluirá todas las combinaciones
posibles de los factores tratados en el estudio, resultando en una gran cantidad
de corridas experimentales incrementando considerablemente el tiempo de
investigación. Por otro lado, con los diseños factoriales fraccionados se
simplifica la experimentación, ya que reduce el número de ensayos a un nivel
razonable, sin embargo, ambos diseños resultan más complejos que la
aplicación de la metodología aplicada en este documento.
Con Taguchi se anulan las limitaciones antes mencionadas, ya que
simplifica y estandariza los diseños factoriales fraccionados mediante el
desarrollo de los arreglos ortogonales, las cuales pueden ser aplicadas a una
amplia cantidad de situaciones. Esta metodología brinda consistencia y
reproducibilidad las cuales no se encuentran comúnmente en otros métodos
estadísticos.
60
Aunque, estas técnicas fueron concebidas por el Dr. Taguchi hace más
de media década, esta metodología ofrece una gran eficiencia para determinar
los factores y niveles importantes sobre un problema en específico. Varias han
sido las compañías que han acogido estas bases. Sin embargo, se recomienda
aplicar otro tipo de metodología de las explicadas en este documento de
investigación para poder comparar los resultados obtenidos en teoría.
En resumen, la aplicación de la metodología Taguchi incluye los
siguientes pasos como lo describe Shaji y Radhakrishnan (2003): (1)Identificar el
objetivo del experimento; (2) identificar la característica de calidad y el sistema
de medición; (3) identificar los factores que pueden influir en la característica de
calidad, sus niveles y posibles interacciones; (4) seleccionar el arreglo ortogonal
adecuado y asignar los factores en sus niveles en él; (5) ejecutar el experimento
conforme a las corridas descritas en el arreglo; (6) analizar los datos obtenidos
del diseño, determinando los factores fuertes con sus niveles óptimos y por
último (7) el diseño óptimo de parámetros mediante la corrida de confirmación.
Cabe mencionar, que la aplicación de ésta u otra herramienta van de la
mano de la cantidad de recursos, tecnología y accesibilidad con que la empresa
cuente, siendo esto una limitante para el desarrollo de la investigación en ciertos
casos. Metodologías más especializadas, como la de Superficie de Respuesta
ofrece resultados más precisos que las técnicas de Taguchi, sin embargo
requiere de recursos específicos y entrenamiento más detallado.
Gracias a su flexibilidad, la metodología Taguchi puede no sólo ser
aplicada a la industria automotriz, sino que su aplicación abarca diferentes
panoramas y tipos de industrias tanto de producto o servicio e incluso en
actividades de nuestra vida personal.
En conclusión, las organizaciones deben analizar cuales técnicas deben
emplear, las cuales favorezcan el desarrollo financiero de la misma. Los
investigadores deben recomendar las metodologías que mejor se acomoden a la
61
situación a estudiar, detallando tanto los beneficios como las desventajas que
cada una ofrece.
Por lo tanto, se puede constatar la gran ayuda que representa la
aplicación de Taguchi en diversos escenarios, es una herramienta importante
para determinar los niveles óptimos de los factores involucrados con un defecto
de calidad y de esta manera mejorar un producto o servicio con un mínimo de
cantidad de muestras en relación a un diseño de experimentos convencional,
reduciendo considerablemente los costos que conlleva una investigación.

62
8. BIBLIOGRAFÍA
General Electric Polimerland México. (2006). Compartiendo el Conocimiento: Modulo 1.
Hijar, H. (2003). “Efficient Alternatives to Taguchi’s Crossed Arrays for Robust Parameter Design”
Kuehl, R.O. (2001). Diseño de Experimentos. 2 Edición. Editorial Thomson Learning. México.
Montgomery, D. (2005). Diseño y Análisis de Experimentos. 2 Edición. Editorial Limusa. México.
Peace, G. S. (1993). Taguchi Methods. A Hands-On Approach. 3 Edición. Editorial Addison-Wesley Publishing Company. Massachusetts, USA.
Society of Automotive Engineers (1958). SAE Information Report: Vibration Test Machine – SAE J577. Mayo.
Society of Automotive Engineers (1970). Technical Report: Test for Motors Vehicle Lighting Devices and Components – SAE J575e. Agosto.
Ashley, S. (1992). “Applying Taguchi’s Quality Engineering to Technology Development”. Mechanical Engineering. Julio. 58.
Automotive News. (2005). “Management Briefing Seminars”. August 12pp.
Borkowski, J.J., y Lucas, J.M. (1997). “Design of Mixed Resolution for Process Robustness Studies”. Technometrics. 39, 63-70.
Chen, T. C. and Hong, H. (2002). “Comparison of the Tool Life of Tungsten Carbides Coated by Multi-Layer TiCN and TiAlCN for End Mills using the Taguchi Method”. Journal of Materials Processing Technology.
63
Ghani, J.A., Choudhury, I.A., Hassan, H.H. (2004). “Application of Taguchi method in the optimization of end milling parameters”
with Taguchi Method”. Journal of Materials Processing Technology. Idris, A., Ismail, A.F., Noordin, M.Y., Shilton, S.J. (2002). “Optimization of
Cellulose Acetate Hollow Fiber Reverse Osmosis Membrane Production using Taguchi Method”. Journal of Membrane Science.
Jiang, M., Komanduri, R. (1997). “Application of Taguchi Method for Optimization
of Finishing Conditions in Magnetic Float Polishing (MFP)”. WEAR. Manaste (1996). “H-P Intros LED Assemblies for Automotive Taillights”. Electronic Buyer’s News. Marzo. 35.
Nian, C.Y., Yang, W.H., Tarng, Y.S. (1999). “Optimization of Turning Operation with Multiple Performance Characteristics”. Journal of Materials Processing Technology.
Shaji, S., Radhakrishnan, V. (2003). “Analysis of Process Parameters in Surface Grinding with Graphite as Lubricant Based on the Taguchi Method”. Journal of Materials Processing technology.
Siuru, B. (1991). “Lighting Up the Road of Tomorrow”. Mechanical Engineering. Agosto. 113, 8.
Bayer Material Science (2009). “Makrolon 2205” http://www.bayermaterialsciencenafta.com/resources/d/document.cfm?Mode=view&f=13F00037-E0C4-6D2A-E45AA7C274ABEA9F&d=532D3FE8-BFEB-A297-896ED4E7DA014DD1
Bayer Material Science (2009). “Makrolon 2605” http://www.bayermaterialsciencenafta.com/resources/d/document.cfm?Mode=download&f=13F00037-E0C4-6D2A-E45AA7C274ABEA9F&d=53378165-FFD5-1BCE-322B3195B4EC7BDC
Engineering Statistic Handbook. (2008). “5.1.1. What is Experimental Design?” http://www.itl.nist.gov/div898/handbook/pri/section1/pri11.htm
12 de Diciembre del 2008.

64
Sir Ronald Aylmer Fisher. (2008). http://en.wikipedia.org/wiki/Sir_Ronald_Fisher 18 de Diciembre del 2008.
United States Department of Transportation. (2004). “Federal Motor Vehicle Safety Standard and Regulations”. http://www.nhtsa.dot.gov/cars/rules/import/FMVSS/index.html#SN108. 5 de mayo del 2007.