Interfaz de bus de campo para fuentes de potencia ... · Por tanto, nos complace ofrecerles una...
85
EWM HIGHTEC WELDING GmbH Dr. Günter - Henle - Straße 8 • D-56271 Mündersbach Phone: +49 2680 181 0 • Fax: +49 2680 181 244 www.ewm.de • [email protected] Manual de instrucciones Interfaz de bus de campo para fuentes de potencia digitales para soldadura BUSINT X11 Es imprescindible leer las instrucciones de utilización antes de la puesta en marcha. De lo contrario pueden producirse situaciones de peligro. El aparato sólo debe ser utilizado por personas familiarizadas con las medidas de seguridad pertinentes. Los aparatos están marcados con el marchamo de conformidad y, por lo tanto, cumplen la • Directiva de baja tensión de la CE (2006/95/ EG) • Directiva de la CE sobre compatibilidad electromagnética (2004/108/ EG) (El marchamo CE de conformidad sólo es necesario en los países miembros de la CE). Los aparatos se pueden utilizar según la VDE 0544 (EN / IEC 60974) en entornos con alto riesgo eléctrico. © 2008 Reservado el derecho a introducir modificaciones. Nº art.: 099-008225-EWM04 Texto revisado: 06.02.2008
Transcript of Interfaz de bus de campo para fuentes de potencia ... · Por tanto, nos complace ofrecerles una...

EWM HIGHTEC WELDING GmbH
Dr. Günter - Henle - Straße 8 • D-56271 Mündersbach Phone: +49 2680 181 0 • Fax: +49 2680 181 244
www.ewm.de • [email protected]
Manual de instrucciones
Interfaz de bus de campo para fuentes de potencia digitales para soldadura
BUSINT X11
Es imprescindible leer las instrucciones de utilización antes de la puesta en marcha. De lo contrario pueden producirse situaciones de peligro. El aparato sólo debe ser utilizado por personas familiarizadas con las medidas de seguridad pertinentes.
Los aparatos están marcados con el marchamo de conformidad y, por lo tanto, cumplen la • Directiva de baja tensión de la CE (2006/95/ EG) • Directiva de la CE sobre compatibilidad electromagnética (2004/108/ EG) (El marchamo CE de conformidad sólo es necesario en los países miembros de la CE).
Los aparatos se pueden utilizar según la VDE 0544 (EN / IEC 60974) en entornos con alto riesgo eléctrico.
© 2008 Reservado el derecho a introducir modificaciones. Nº art.: 099-008225-EWM04 Texto revisado: 06.02.2008

Estimado Cliente,
¡Enhorabuena! Usted acaba de elegir un producto de calidad de EWM HIGHTEC WELDING GmbH.
Con los equipos de EWM se consiguen unos resultados de la máxima perfección, gracias a su calidad SUPERIOR. Por tanto, nos complace ofrecerles una garantía completa de 3 años de acuerdo a nuestras instrucciones de funcionamiento.
¡Nosotros desarrollamos y producimos calidad! Desde los componentes individuales hasta el producto final, conservamos la exclusiva responsabilidad sobre nuestros equipos.
Todos los componentes de nuestros equipos de soldar incorporan una tecnología puntera del máximo nivel de calidad. Cada uno de nuestros productos es cuidadosamente comprobado para poder garantizar unos materiales y productos libres de defectos.
Estas instrucciones de funcionamiento contienen todo lo necesario para la puesta en funcionamiento del equipo, notas de seguridad, mantenimiento y cuidado, datos técnicos así como información sobre la garantía. Rogamos presten especial atención a las mismas para así asegurar unos largos años de trabajo con el equipo en las mejores condiciones de seguridad.
Les agradecemos la confianza depositada en nosotros, y quisiéramos expresarles nuestra gran ilusión de mantener con ustedes una relación a largo plazo en el espíritu de “UNA VEZ EWM – SIEMPRE EWM”.
Un cordial saludo,
EWM HIGHTEC WELDING GmbH
Bernd Szczesny
Dirección ejecutiva

Datos del Equipo y de la Empresa
Rogamos introduzca los datos del equipo EWM así como los de su empresa en los campos correspondientes
CE
EWM HIGHTEC WELDING GMBHD-56271 MÜNDERSBACH
TYP:
ART:
SNR:
PROJ:
GEPRÜFT/CONTROL:
Nombre de Cliente / Compañía
Dirección
Código postal / Ciudad
País
Sello / Firma distribuidor EWM
Fecha de compra
Nombre de Cliente / Compañía
Dirección
Código postal / Ciudad
País
Sello / Firma distribuidor EWM
Fecha de compra
3

Índice Para su seguridad
4 Nº art.: 099-008225-EWM04
1 Índice 1 Índice .......................................................................................................................................................4 2 Instrucciones de Seguridad ..................................................................................................................7
2.1 Para su seguridad ..........................................................................................................................7 2.2 Transporte e instalación.................................................................................................................9
2.2.1 Condiciones ambientales................................................................................................9 2.3 Notas sobre la utilización de este manual de instrucciones ........................................................10
3 Generalidades.......................................................................................................................................11 3.1 Revisión........................................................................................................................................11 3.2 Introducción..................................................................................................................................11 3.3 Presentación del sistema.............................................................................................................11
4 Puesta en servicio................................................................................................................................12 4.1 Conexión general del BUSINTX11 ..............................................................................................12
4.1.1 El bus del sistema.........................................................................................................12 4.1.2 Fuente de alimentación ................................................................................................12
4.1.2.1 Interno ...........................................................................................................12 4.1.2.2 Externo ..........................................................................................................12
4.1.3 Conexión de señales rápidas de valor real ..................................................................13 4.1.4 Conexión de protección anticolisión .............................................................................13
4.2 Configuración básica mediante puentes de conexión .................................................................13 4.2.1 Selección de señales rápidas de valor real ..................................................................13
4.3 Selección del perfil de control ......................................................................................................13 4.4 Conexión del bus de campo y configuración ...............................................................................14
4.4.1 LWL Interbus-S.............................................................................................................14 4.4.1.1 Conexión del bus de campo..........................................................................14 4.4.1.2 Tasa de baudios............................................................................................14 4.4.1.3 Indicadores de estado...................................................................................14 4.4.1.4 Capacidad de datos ......................................................................................14
4.4.2 CAN Open ....................................................................................................................15 4.4.2.1 Especificación del módulo.............................................................................15 4.4.2.2 Módulo, posición de los elementos de operación .........................................15 4.4.2.3 Significado de los LEDs ................................................................................15 4.4.2.4 Conexión del módulo CANOpen...................................................................16 4.4.2.5 Ajuste de tasa de baudios.............................................................................16 4.4.2.6 Ajuste de la dirección del participante...........................................................16 4.4.2.7 Fichero de configuración EDS ......................................................................16
4.4.3 CAN DeviceNet.............................................................................................................17 4.4.3.1 Especificación del módulo.............................................................................17 4.4.3.2 Módulo, posición de los elementos de operación .........................................17 4.4.3.3 Significado de los LEDs ................................................................................17 4.4.3.4 Conexión del módulo CAN-DeviceNet ..........................................................18 4.4.3.5 Ajustes de red ...............................................................................................18 4.4.3.6 Fichero de configuración EDS ......................................................................18
4.4.4 Profibus.........................................................................................................................19 4.4.4.1 Especificación del módulo.............................................................................19 4.4.4.2 Módulo, posición de los elementos de operación .........................................19 4.4.4.3 Significado de los LEDs ................................................................................19 4.4.4.4 Conexión del módulo Profibus ......................................................................20 4.4.4.5 Ajuste de la dirección del participante...........................................................20 4.4.4.6 Tasa de baudios............................................................................................21 4.4.4.7 Terminación de red .......................................................................................21 4.4.4.8 Fichero GSD..................................................................................................21
4.5 Encendido del BUSINTX11..........................................................................................................22 4.6 Conmutador del bus de campo....................................................................................................22

Índice
Para su seguridad
Nº art.: 099-008225-EWM04 5
5 Servicio operativo ................................................................................................................................23 5.1 Preseleccionar un trabajo ............................................................................................................23 5.2 Operación por programa..............................................................................................................23 5.3 Operación con trabajo..................................................................................................................23 5.4 Modos de operación ....................................................................................................................23
5.4.1 Operación a 2 tiempos .................................................................................................24 5.4.2 2 tiempos especial........................................................................................................24
5.5 Clases de soldadura ....................................................................................................................25 5.6 Función de supervisión................................................................................................................25
5.6.1 Función de monitor.......................................................................................................25 5.6.2 Posibilidades de indicación ..........................................................................................26 5.6.3 Parámetros de monitorización......................................................................................26 5.6.4 Particularidades de la supervisión................................................................................27
5.7 Otras señales...............................................................................................................................28 5.7.1 Preselección de trabajos ..............................................................................................28 5.7.2 Preselección de programa ...........................................................................................28 5.7.3 Reconocimiento de errores ..........................................................................................28 5.7.4 Test de gas1.................................................................................................................28 5.7.5 Enhebrado del alambre ................................................................................................28 5.7.6 Desenhebrado del alambre ..........................................................................................28 5.7.7 Inicio del proceso auxiliar .............................................................................................28 5.7.8 Búsqueda de posición ..................................................................................................28 5.7.9 Soplar soplete...............................................................................................................28 5.7.10 Robot listo.....................................................................................................................28 5.7.11 Simulación de soldadura ..............................................................................................29 5.7.12 Operación con trabajo ..................................................................................................29 5.7.13 Salida definida por el usuario .......................................................................................29 5.7.14 Cambio AA ...................................................................................................................29
5.8 Reconocimiento de los parámetros del proceso .........................................................................29 5.8.1 I > 0 (señal de flujo de corriente)..................................................................................29 5.8.2 Entradas definidas por el usuario.................................................................................29 5.8.3 Proceso activo ..............................................................................................................29 5.8.4 Señal de corriente principal..........................................................................................29 5.8.5 Protección anticolisión..................................................................................................29 5.8.6 Listo para soldar ...........................................................................................................29 5.8.7 Llama firme...................................................................................................................30 5.8.8 Número de error ...........................................................................................................30 5.8.9 Valor real tensión de soldadura....................................................................................30 5.8.10 Valor real corriente de soldadura .................................................................................30 5.8.11 Valor actual de velocidad de alimentación de alambre................................................30 5.8.12 Valor real de la corriente del motor ..............................................................................30 5.8.13 Supervisión de parámetros ..........................................................................................30 5.8.14 Proceso auxiliar I > 0....................................................................................................30 5.8.15 Diagrama de señales de proceso.................................................................................31
5.9 Señales para sintonía con el dispositivo de desplazamiento ......................................................32 5.9.1 El tiempo de ignición TZ-Ign.........................................................................................32 5.9.2 El tiempo de corte del arco voltaico TZ-ARVO ............................................................33
5.10 Reconocimiento de llama firme ...................................................................................................33 5.11 Búsqueda de posición .................................................................................................................34 5.12 Seguimiento de costura de la soldadura .....................................................................................34 5.13 Simulación de soldadura .............................................................................................................34 5.14 Parada rápida del proceso...........................................................................................................34 5.15 Parada de seguridad del proceso................................................................................................34 5.16 Conmutación de seguridad de trabajo.........................................................................................35 5.17 Interfaz de diagnóstico.................................................................................................................35

Índice Para su seguridad
6 Nº art.: 099-008225-EWM04
6 Perfiles para sistemas MIG/MAG PHOENIX.......................................................................................36 6.1 Perfiles de los módulos Interbus S (cobre), Interbus-S LWL (FSMA) e Interbus-Ss (Rugged
Line) .............................................................................................................................................36 6.1.1 Perfil estándar (Posición del conmutador 0).................................................................36
6.2 Perfiles para el módulo CANopen................................................................................................41 6.2.1 Perfil Reis Robotics (Posición de conmutación 0)........................................................41
6.3 Perfiles para el módulo CAN-DeviceNet......................................................................................45 6.3.1 Perfil estándar (Posición del conmutador 0).................................................................45 6.3.2 Perfil 1 (posición de conmutación 1) ............................................................................49
6.4 Perfiles para el módulo Profibus DP ............................................................................................54 6.4.1 Perfil estándar (Posición del conmutador 0).................................................................54 6.4.2 Perfil flexible (Posición de conmutación 1)...................................................................58 6.4.3 Perfil compatible (Posición de conmutación 2).............................................................62
7 Perfiles para sistemas Wig y plasma TETRIX ...................................................................................66 7.1 Perfiles para el módulo CAN-DeviceNet......................................................................................66
7.1.1 Perfil estándar (Posición del conmutador 0).................................................................66 7.1.2 Perfil 1 (posición de conmutación 1) ............................................................................69
7.2 Perfiles para el módulo Profibus / Interbus..................................................................................72 7.2.1 Perfil estándar (Posición del conmutador 0).................................................................72
8 Particularidades específicas del bus de campo al instalar los módulos del bus de campo .......76 8.1 CAN DeviceNet ............................................................................................................................76
8.1.1 Conexiones...................................................................................................................76 8.1.2 Ejemplo para datos de E/S...........................................................................................76 8.1.3 Ejemplo para una asignación de conexión...................................................................77
8.2 Profibus DP ..................................................................................................................................77 8.2.1 El Perro Guardián .........................................................................................................77 8.2.2 Características de DP...................................................................................................77
9 Problemas de funcionamiento, causas y soluciones.......................................................................78 9.1 Indicadores de operación (LEDs) ................................................................................................78 9.2 Mensajes de error del sistema.....................................................................................................79
10 Vista general de conexiones...............................................................................................................81 10.1 X4, entradas digitales...................................................................................................................81 10.2 X5, salidas digitales .....................................................................................................................81 10.3 X7, entradas analógicas...............................................................................................................81 10.4 X10, interfaz para diagnóstico .....................................................................................................82 10.5 X15, Fuente de alimentación externa ..........................................................................................82
11 Garantía .................................................................................................................................................83 11.1 Validez general ............................................................................................................................83 11.2 Declaración de garantía ...............................................................................................................84
12 Esquemas eléctricos............................................................................................................................85

Instrucciones de Seguridad
Para su seguridad
Nº art.: 099-008225-EWM04 7
2 Instrucciones de Seguridad 2.1 Para su seguridad
¡Observe el reglamento de prevención de accidentes! ¡ El incumplimiento de las siguientes medidas de seguridad podrá tener consecuencias mortales!
Utilización de acuerdo con las convenciones Este equipo se ha fabricado de acuerdo con el estado actual de la tecnología así como con el reglamento y normativa en vigor. Deberá utilizarse exclusivamente conforme a sus condiciones de uso (Véase el capítulo sobre la Puesta en Funcionamiento / Campo de Aplicación) Uso indebido No obstante, este equipo podría representar un peligro para personas, animales y bienes si • no se utiliza conforme a sus condiciones de uso • lo maneja personal no cualificado o sin la debida formación en el uso del mismo. • se realizan modificaciones o transformaciones indebidas.
Nuestras instrucciones de funcionamiento le informarán sobre el uso seguro del equipo. Por lo tanto, le rogamos lea detenidamente las mismas para así familiarizarse con el equipo antes de su puesta en marcha. Toda persona encargada del funcionamiento, mantenimiento o reparación del equipo debe leer y seguir estas instrucciones de funcionamiento, especialmente las instrucciones de seguridad. Cuando resulte apropiado, se confirmará este hecho mediante firma. Además, habrá que respetar • los reglamentos pertinentes de prevención de accidentes • las medidas de seguridad generalmente aceptadas • otras disposiciones nacionales específicas.
Antes de realizar ningún trabajo de soldadura, póngase las prendas de protección reglamentarias, debidamente secas, como por ejemplo los guantes. • Proteger los ojos y cara con la máscara de seguridad.
¡Un choque eléctrico podría resultar mortal! • ¡No se debe tocar ninguna parte conductora del equipo! • El equipo únicamente debe conectarse en enchufes equipados con una toma de tierra reglamentaria • Trabaje únicamente con cables de conexión intactos, provistos de conductores y clavijas de seguridad• Un enchufe mal arreglado o un cable de conexión a red con el aislamiento en mal estado son
susceptibles de provocar choques eléctricos. • La apertura del equipo sólo está permitido a personal especialista cualificado debidamente autorizado• Antes de abrir el equipo, hay que desconectarlo físicamente de la red. No es suficiente accionar el
interruptor del equipo para apagarlo. Esperar 2 minutos para que se descarguen los condensadores. • Depositar siempre la pistola de soldar y el portaelectrodos sobre una superficie aislada. • ¡El equipo no debe emplearse para descongelar tuberías!
Incluso el contacto con bajas tensiones pueden provocar choques eléctricos y desencadenar accidentes, así que: • Antes de trabajar en plataformas o andamios, hay que protegerse debidamente contra las caídas. • Durante los trabajos de soldadura, se debe utilizar correctamente la conexión de masa, la pistola y la
pieza de trabajo y no para fines distintos de los previstos. No tocar ninguna parte conductora sin la protección adecuada.
• El cambio de electrodos debe realizarse con guantes secos puestos. • Nunca utilizar pistolas o cables de masa cuando su aislamiento está dañado.
El humo y los gases pueden provocar insuficiencias respiratorias y envenenamientos • No respirar gases ni humos • Asegurar que hay suficiente aire fresco. • Mantener alejados los vapores de disolventes del área de radiación del arco. La acción de radiaciones
ultravioletas puede transformar los vapores de hidrocarburos en fosfato tóxico.

Instrucciones de Seguridad Para su seguridad
8 Nº art.: 099-008225-EWM04
Pieza de trabajo ¡Las chispas y las salpicaduras están calientes! • Mantener a los niños y animales bien alejados del área de trabajo. Su comportamiento es
imprevisible. • Apartar del área de trabajo los contenedores de líquidos inflamables o explosivos. Existe un riesgo de
incendio o explosión. • Nunca calendar los líquidos, polvos o gases explosivos aprovechando el calor de la soldadura o corte.
También existe peligro de explosión en caso de que materiales supuestamente inofensivos se encuentren en contenedores cerrados cuya presión pueda aumentar al calentarse.
Evitar el riesgo de incendio • Se debe evitar todo tipo de riesgo de incendio. Se pueden formar llamas mediante chispas, piezas
ardientes o en la presencia de escoria caliente. • Debe vigilarse constantemente la posible formación de focos de incendio en el área de trabajo. • No se llevarán en los bolsillos objetos fácilmente inflamables como por ejemplo cerillas o mecheros. • Unos extintores adecuados para el proceso de soldadura y fácilmente accesibles deben estar
disponibles cerca del área de soldadura. • Los contenedores con sustancias inflamables o lubricantes deben limpiarse concienzudamente antes
del comienzo de los trabajos de soldadura. En estos casos no es suficiente que los contenedores estén vacíos.
• Después de soldar una pieza de trabajo, ésta solamente podrá tocarse o entrar en contacto con materiales inflamables una vez se haya enfriado lo suficiente.
• Las conexiones de soldadura flojas pueden destrozar completamente los sistemas de puesta a tierra de las instalaciones interiores y provocar incendios. Antes de comenzar los trabajos de soldadura, comprobar que la conexión de masa está correctamente fijada a la pieza de trabajo o al banco de soldadura y que hay una conexión eléctrica directa desde la pieza de trabajo a la fuente de alimentación
Los niveles de ruido superiores a 70 dBA pueden ocasionar daños permanentes en el oído! • Llevar auriculares o tapones adecuados. • Asegurar que el ruido no molesta a otras personas en el área de trabajo.
Existe la posibilidad de producirse interferencia de campos eléctricos o electromagnéticos, por ejemplo del equipo de soldar o de los impulsos de alta tensión de la unidad de cebado. • Según las estipulaciones de la Norma EN 50199 sobre Compatibilidad Electromagnética, los equipos
han sido diseñados para uso en zonas industriales; en caso de utilizarse en áreas residenciales, por ejemplo, podrían surgir problemas a la hora de garantizar la compatibilidad electromagnética.
• La proximidad del aparato de soldadura podría afectar negativamente al funcionamiento de los marcapasos.
• Existe la posibilidad de que se produzcan fallos en el funcionamiento de todo equipo electrónico (por ej. en equipos EDP de tratamiento electrónico de datos o en equipos de CNC) situado en las proximidades del área de soldadura.
• Otros cables de red, de control, de señales o de telecomunicaciones situados por encima de, por debajo de ó cerca del equipo de soldar podrían verse afectados por interferencias.
La interferencia electromagnética debe reducirse a un nivel en que ya no provoque interferencias.Posibles medidas de reducción: • Los equipos de soldar deben ser revisados periódicamente. (Véase Capítulo Cuidado y
Mantenimiento) • Los cables de soldar deben ser lo más cortos posibles y deben tenderse tan cerca del suelo como sea
posible. • El apantallamiento selectivo de otros cables y dispositivos puede reducir la radiación.
Las reparaciones y modificaciones deben encomendarse exclusivamente a personal especialista autorizado y debidamente formado.

Instrucciones de Seguridad
Transporte e instalación
Nº art.: 099-008225-EWM04 9
2.2 Transporte e instalación
Los equipos únicamente podrán ser transportados y utilizados en posición vertical.
Antes de mover o trasladar el equipo, desenchufar la clavija de la red y depositarla encima del equipo.
A la hora de instalar el equipo, tener en cuenta de que éste podrá volcarse a partir de un ángulo de inclinación de 10º (conforme a EN 60974-1).
¡Sujetar bien la botella de gas! • Colocar los cilindros de gas protector en los soportes previstos y sujetar con cadenas de seguridad. • Tener cuidado a la hora de manipular los cilindros; no deben ser ni arrojados ni calentados, y hay que
prevenir posibles caídas. • A la hora de transportarlos por grúa, desconectar el cilindro de gas del equipo de soldar.
2.2.1 Condiciones ambientales El equipo de soldar podría funcionar en un lugar en el que no haya ningún riesgo de explosión bajo las siguientes condiciones:
Margen de temperatura del aire ambiente • Durante la soldadura -10 °C a +40 °C
• Durante transporte y almacenaje -25 °C a +55 °C.
Humedad relativa del aire • Hasta 50% a 40°C;
• Hasta 90% a 20°C.
El aire ambiente debe estar libre de cantidades poco habituales de polvo, ácidos, sustancias o gases corrosivos, etc. siempre que éstos no sean consecuencia del proceso de soldadura. Unos ejemplos de unas condiciones de funcionamiento inusuales:
• Humo corrosivo inusual,
• Vapores
• Niebla de aceite en excesivas cantidades,
• Vibraciones o golpes inusuales,
• Cantidades excesivas de polvo, tal como polvo de mecanizado, etc.,
• Condiciones atmosféricas adversas,
• Condiciones excepcionales en la costa o a bordo del barco.
Durante la instalación del equipo, asegurar la libre salida y entrada de aire. El equipo ha sido comprobado según clase de protección IP23, es decir:
• Protección contra la intrusión de cuerpos extraños ∅ > 12mm, • Protección contra salpicaduras de agua hasta un ángulo de 60° con respecto al vertical.

Instrucciones de Seguridad Notas sobre la utilización de este manual de instrucciones
10 Nº art.: 099-008225-EWM04
2.3 Notas sobre la utilización de este manual de instrucciones Estas instrucciones de funcionamiento están divididas en capítulos
Para una orientación más rápida, de vez en cuando en el margen de las hojas vienen unos pictogramas junto a los subtítulos para reseñar unos textos especialmente importantes. Estos pictogramas se clasifican según su importancia como sigue:
Tomar nota: Prestaciones técnicas que el usuario debe tener en cuenta.
Aviso: Procedimientos de trabajo y de funcionamiento que el usuario debe seguir al pie de la letra para evitar daños materiales en el equipo.
Precaución: Procedimientos de trabajo y de funcionamiento que el usuario debe seguir al pie de la letra para evitar daños personales e incluye el símbolo de “Aviso”. Instrucciones y listas detallando paso a paso las acciones a seguir para unas situaciones específicas, identificadas por viñetas. Por ejemplo:
• Insertar la clavija del cable de intensidad de soldadura en la toma correspondiente y bloquear.
Símbolo Descripción
Pulsar
No pulsar
Girar
Conmutar
Puente conectado
Puente no conectado

Generalidades
Revisión
Nº art.: 099-008225-EWM04 11
3 Generalidades 3.1 Revisión
Revisión Fecha Modificación 1.0 26.02.2006 Versión en borrador 1.1 04.08.2006 Guía oficial 1.2 23.08.2006 Suplemento de perfiles, vista general sobre interfaces, funcionalidad
TETRIX 1.3 23.01.2007 Soporte para el módulo Profibus DP
3.2 Introducción Las siguientes instrucciones de utilización describen la puesta en servicio y la funcionalidad de la interfaz de bus de campo BUSINTX11 en conjunto con buses de campo específicos. La interfaz está pensada para operar con fuentes digitales de alimentación de soldadura pertenecientes a las líneas de productos PHOENIX (MIG/MAG) o TETRIX (WIG). Para ambos sistemas de fuentes de alimentación se consiguen interfaces separadas. Una BUSINTX11 para un sistema PHOENIX no tiene la misma funcionalidad que una BUSINTX11 para un sistema TETRIX. En ambos casos se trata de dos interfaces distintas, las cuales no pueden utilizarse de forma alternativa. Una interfaz diseñada para un sistema TETRIX no funciona con una fuente de alimentación PHOENIX.
La BUSINTX11 posee varias opciones de control, asistido ampliamente por el software de parametrización de soldadura PC300. Se recomienda, siempre que sea posible, emplear el software PC300 para la instalación de la interfaz BUSINTX11.
3.3 Presentación del sistema La siguiente tabla da un vista general sobre las interfaces disponibles en el momento con relación a los sistemas de soldadura: Bus de campo PHOENIX TETRIX CANopen X - CAN DeviceNet X X (1)
Interbus-FSMA X - Interbus-Rugged Line X - Profibus X -
(1) Sólo en la versión de armario de conmutación (2) En preparación
Puesta en servicio Conexión general del BUSINTX11
12 Nº art.: 099-008225-EWM04
4 Puesta en servicio Este capítulo le guía, paso a paso, para la puesta en servicio del BUSINTX1, así como sus funciones operacionales.
4.1 Conexión general del BUSINTX11 4.1.1 El bus del sistema
La BUSINTX11 pasa a formar parte del sistema de soldadura PHOENIX/TETRIX por medio de un bus de sistema digital. La conexión puede realizarse de dos maneras, según el modo de instalación del control:
• Conexión por medio del Conector SUB-D de 15 contactos X12 en el caso de instalación del BUSINTX11 sobre la fuente de potencia (en gabinete anexo en la parte posterior de la fuente de potencia).
• Conexión a través del conector Binder X13 de 7 polos X13 con la línea de control de cable redondo. Este es la forma de conexión preferida en el montaje externo de la BUSINTX11, por ejemplo, en armario de conmutación.
Generalmente, en caso de montaje externo se debería prestar atención a tender el cableado del bus para la conexión del BUSINTX11 al bus de campo respectivo lo más lejos posible de fuentes de perturbación potenciales (como por ejemplo cableado que llevé AF o mucha corriente), ya que de otro modo existe el riesgo de daños a los componentes del bus a causa de sobre tensión.
4.1.2 Fuente de alimentación 4.1.2.1 Interno
Básicamente, se suministra energía a la interfaz con una fuente de potencia propia, de potencial aislado, por medio del bus del sistema. Siempre que la fuente de potencia para soldadura esté encendida, también el nodo del bus permanece capaz de reaccionar.
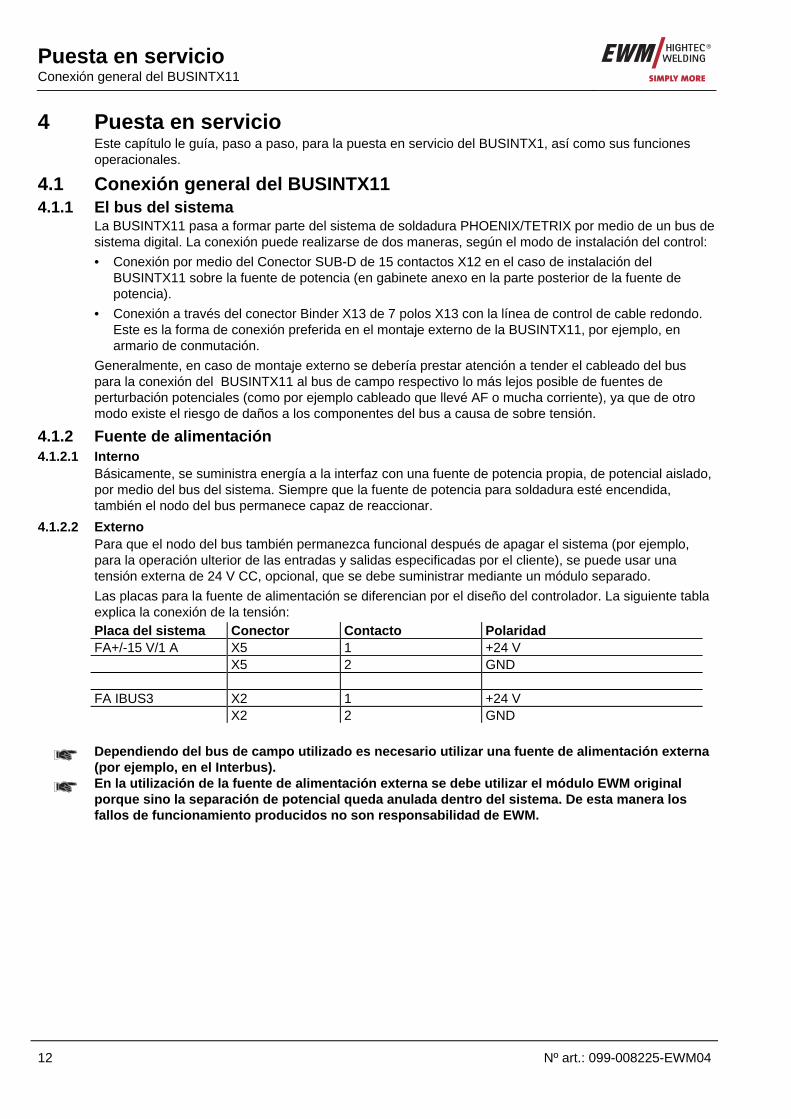
4.1.2.2 Externo Para que el nodo del bus también permanezca funcional después de apagar el sistema (por ejemplo, para la operación ulterior de las entradas y salidas especificadas por el cliente), se puede usar una tensión externa de 24 V CC, opcional, que se debe suministrar mediante un módulo separado.
Las placas para la fuente de alimentación se diferencian por el diseño del controlador. La siguiente tabla explica la conexión de la tensión: Placa del sistema Conector Contacto Polaridad FA+/-15 V/1 A X5 1 +24 V X5 2 GND FA IBUS3 X2 1 +24 V X2 2 GND
Dependiendo del bus de campo utilizado es necesario utilizar una fuente de alimentación externa (por ejemplo, en el Interbus).
En la utilización de la fuente de alimentación externa se debe utilizar el módulo EWM original porque sino la separación de potencial queda anulada dentro del sistema. De esta manera los fallos de funcionamiento producidos no son responsabilidad de EWM.

Puesta en servicio
Configuración básica mediante puentes de conexión
Nº art.: 099-008225-EWM04 13
4.1.3 Conexión de señales rápidas de valor real Normalmente el BUSINTX11 suministra valores reales del proceso con una actualización cada 30 ms para las variables de proceso como tensión, corriente, velocidad del alambre y corriente del motor.
Sin embargo, para el seguimiento de la costura son necesarias señales rápidas para tensión y corriente. Para PHOENIX y TETRIX éstas pueden ser presentadas con la interfaz para autómatas sobre el BUSINTX11: Conector Contacto Señal X7 2 Valor real tensión de proceso X7 3 Valor real corriente de proceso X7 4 Masa de referencia (GND)
La interfaz para autómata es entregada en fábrica para el PHOENIX, sin embargo no para el TETRIX.
La utilización de las señales rápidas de valor real para el seguimiento de costura es opcional y debe ser ordenada de modo especial.
4.1.4 Conexión de protección anticolisión Se puede adjuntar al BUSINTX11 una señal apropiada al bus de campo para la conexión y suministro de una señal de colisión del soplete: Conector Contacto Señal X4 1 Suministro de contacto de colisión externo X4 2 Señal de retroalimentación del contacto de colisión
Para la protección anti - colisión se utiliza una señal de 24 V propia. Es absolutamente necesario tener en cuenta una instalación libre de cortocircuito. La alimentación es a prueba de cortocircuito, sin embargo la entrada queda inutilizable por la duración del cortocircuito.
4.2 Configuración básica mediante puentes de conexión La BUSINTX11 cuenta con una serie de puentes conectores para configurar algunos ajustes básicos invariables durante el tiempo de funcionamiento.
Estos ajustes deben realizarse antes de encender la fuente de alimentación / alimentación externa de tensión.
4.2.1 Selección de señales rápidas de valor real Para la trasferencia de valores rápidos de proceso de tensión para la utilización de la función de búsqueda de la pieza de trabajo el puente JP2 se debe configurar como sigue:
JP 2 Función
- Valores reales sobre el bus del sistema (ajuste de fábrica)
X Los valores reales son esperados sobre el conector X7
X = Puente conectado
4.3 Selección del perfil de control Para la operación del BUSINTX11 se dispone de diferentes perfiles de control para conexión a diversos controladores, dependiendo del tipo de bus de campo, sistema de soldadura y estado de desarrollo. Estos son seleccionados con un conmutador de selección S1 con 16 posiciones.
La selección de los perfiles debe ser efectuada antes de encender la fuente de energía. Si la interfaz es alimentada con el suministro de energía externo, este tiene que ser de-energizado para cambiar el perfil adicionalmente apagando la fuente de alimentación para soldadura.

Puesta en servicio Conexión del bus de campo y configuración
14 Nº art.: 099-008225-EWM04
4.4 Conexión del bus de campo y configuración Dependiendo del bus de campo se deben ejecutar diferentes pasos para la puesta en servicio, que se describirán a continuación.
4.4.1 LWL Interbus-S No es necesario ajuste alguno para la configuración del participante del Interbus, ya que este se produce con la posición del participante en el Interbus. El participante se identifica ante el ID3 como módulo con E/S digital.
4.4.1.1 Conexión del bus de campo La conexión del bus de campo se realiza con una fibra óptica con conectores rápidos FSMA: Conector Función U7 Interfaz entrante, línea de transmisión U10 Interfaz entrante, línea de recepción U8 Interfaz saliente, línea de transmisión U11 Interfaz saliente, línea de recepción
Figura 4-1
4.4.1.2 Tasa de baudios La tasa de baudios del módulo puede seleccionarse entre 500kBaud y 2Mbaud mediante un puente conector.
Figura 4-2
4.4.1.3 Indicadores de estado El estado del módulo sobre el Interbus se muestra como sigue, utilizando un bloque de diodos emisores de luz: Led Señal Color Significado 1 CC/RC Verde La conexión del cable está bien, el maestro no está en el
estado de Reiniciación 2 BA Verde El bus está en intercambio de datos 3 RD Amarillo Bus remoto apagado 4 TR Verde Comunicación PCP activa 5 FO1 Amarillo Advertencia para receptores del lado de entrada del bus 6 FO2 Amarillo Advertencia para receptores del lado de salida del bus
Figura 4-3
4.4.1.4 Capacidad de datos La capacidad de datos en el Interbus, la cual puede ser configurada, depende del perfil de datos utilizado. Véase también el Capítulo "Perfiles para sistema MIG/MAG PHOENIX".

Puesta en servicio
Conexión del bus de campo y configuración
Nº art.: 099-008225-EWM04 15
4.4.2 CAN Open 4.4.2.1 Especificación del módulo
El módulo CANOpen cumple el estándar DS301 v4.02.
El intercambio de datos se realiza con los 3 primeros PDOs (Objetos de datos de proceso) estándar, 1 hasta 3.
4.4.2.2 Módulo, posición de los elementos de operación El módulo CAN-Open dispone de una serie de elementos de operación, que se encuentran en el lado de la placa:
Figura 4-4
No. de elemento Significado 1 Interfaz CANOpen 2 Ajuste de tasa de baudios 3 Ajuste de los 10 dígitos de la dirección del participante 4 Ajuste del 1er dígito de la dirección del participante 5 LEDs de Estado
4.4.2.3 Significado de los LEDs El módulo está provisto con un bloque de cuatro LEDs, los que señalizan el estado del módulo en operación: LED Estado Significado RUN Apagado No hay tensión operativa en el módulo Destello simple Módulo en modo STOP Destello Módulo en modo PRE-OPERACIONAL Encendido Módulo en modo OPERACIONAL POWER Apagado No hay tensión operativa en el módulo Encendido Tensión de servicio presente ERROR Apagado No hay error Destello simple Se ha llegado a la advertencia de límite ERROR Destello doble Evento de control de error Destello triple Error de sincronización Encendido Bus apagado

Puesta en servicio Conexión del bus de campo y configuración
16 Nº art.: 099-008225-EWM04
4.4.2.4 Conexión del módulo CANOpen La conexión del bus de campo se realiza con un conector SUB-D de 9 contactos (zócalo). La disposición de las señales del modulo (conector) es como sigue: Contacto Señal Función 2 CAN_L Línea de señal baja de la señal diferencial del CAN 3 CAN_GND Masa de referencia de la señal CAN 5 CAN_SHLD Conexión para el blindaje del cable 7 CAN_H Línea de señal alta de la señal diferencial del CAN
Figura 4-5
4.4.2.5 Ajuste de tasa de baudios El módulo de bus de campo debe ser configurado por medio de un selector a la tasa de baudios utilizada en la red: Ajuste del selector Tasa de baudios 1 10 kbps 2 20 kbps 3 50 kbps 4 125 kbps 5 250 kbps 6 500 kbps 7 800 kbps 8 1 Mbps
El ajuste de la tasa de baudios sólo entra en efecto después de activar la tensión de alimentación y volver a iniciar la operación del módulo.
4.4.2.6 Ajuste de la dirección del participante Antes de la puesta en servicio se debe asignar al módulo una dirección particular, única en la red. Esto se efectúa con dos selectores en un rango de 1 hasta 99. El conmutador derecho selecciona la primera cifra, el conmutador izquierdo el 10º dígito para el ajuste de dirección. El ajuste es efectuado en formato decimal:
Ejemplo: Dirección 42 = conmutador izquierdo en la posición 4 (*10) + conmutador derecho en la posición 2 (*1)
Figura 4-6
4.4.2.7 Fichero de configuración EDS Los ajustes del módulo pueden ser modificados con un fichero EDS. Sin embargo, existe la posibilidad de que sea necesaria una configuración por parte del maestro del bus (no es posible en todo lugar).
En caso de necesidad, EWM Hightec Welding GmbH le entrega un fichero EDS adecuado.

Puesta en servicio
Conexión del bus de campo y configuración
Nº art.: 099-008225-EWM04 17
4.4.3 CAN DeviceNet 4.4.3.1 Especificación del módulo
El módulo CAN DeviceNet está implementado como adaptador de comunicaciones de acuerdo con la especificación del ODVA (perfil No.12) y se comporta en la red como un servidor del grupo 2.
Soporta los modos de datos interrogado (“Polled“), habilitado por bit ("Bit-Strobed“), COS/Cíclico ("COS/Cyclic").
4.4.3.2 Módulo, posición de los elementos de operación El módulo CAN-DeviceNet dispone de una serie de elementos de mando, que se encuentran en el lado de la placa:
Figura 4-7
No. de elemento Significado 2 Interfaz CAN-DeviceNet 3 Conmutador de configuración 4 Indicadores de estado
4.4.3.3 Significado de los LEDs El módulo está provisto con un bloque de cuatro LEDs, los que señalizan el estado del módulo en operación: LED Estado Significado 1 – No utilizado - - 2 – Estado de la red Apagado No hay tensión de servicio en el módulo / el módulo no
está en línea Encendido – Verde Conexión correcta, módulo conectado Destella – Verde El módulo está en línea pero no está interconectado Encendido – Rojo Error crítico de conexión Destella – Rojo Cancelación de la conexión por tiempo transcurrido 3 – Estado del módulo Apagado Sin tensión de servicio Encendido – Verde El módulo está listo para operar Destella – Verde Trama de datos mayor que lo configurado Encendido – Rojo Error crítico Destella – Rojo Error 4 – Reservado - -
Figura 4-8

Puesta en servicio Conexión del bus de campo y configuración
18 Nº art.: 099-008225-EWM04
4.4.3.4 Conexión del módulo CAN-DeviceNet La conexión del bus de campo se realiza con un conector plano de 5 contactos, como sigue: Contacto Señal Función 1 V- Masa de referencia Tensión de alimentación 2 CAN_L Línea de señal baja de la señal diferencial del CAN 3 CAN_SHLD Conexión para el blindaje del cable 4 CAN_H Línea de señal alta de la señal diferencial del CAN 5 V+ Tensión de alimentación +24 V
Figura 4-9
¡El suministro de tensión de 24 V es absolutamente necesario para la operación del bus de campo!
4.4.3.5 Ajustes de red En DeviceNet cada participante debe tener asignada una dirección particular y única en el rango de 0 hasta 63. Adicionalmente cada participante debe ser configurado con la misma tasa de baudios.
8 conmutadores de configuración sirven para el ajuste de la tasa de baudios y la dirección
Dirección (MAC) La dirección es ajustada como sigue con los conmutadores 3 hasta 8: ID de MAC
Conmutador 3 (Bit más significativo)
Conmutador 4
Conmutador 5
Conmutador 6
Conmutador 7
Conmutador 8 (Bit menos significativo)
0 Apagado Apagado Apagado Apagado Apagado Apagado 1 Apagado Apagado Apagado Apagado Apagado Encendido 2 Apagado Apagado Apagado Apagado Encendido Apagado 3 Apagado Apagado Apagado Apagado Encendido Encendido ... ... ... ... ... ... ... 62 Encendido Encendido Encendido Encendido Encendido Apagado 63 Encendido Encendido Encendido Encendido Encendido Encendido Tasa de baudios La tasa de baudios es ajustada con los conmutadores de configuración 1 y 2: Tasa de baudios Conmutador 1 Conmutador 2 125 k Apagado Apagado 250 k Apagado Encendido 500 k Encendido Apagado Reservado Encendido Encendido
4.4.3.6 Fichero de configuración EDS Los ajustes del módulo pueden ser modificados con un fichero EDS. Sin embargo, existe la posibilidad de que sea necesaria una configuración por parte del maestro del bus.
Para una instalación más amplia véase el capítulo Particularidades específicas del bus de campo en la instalación de los módulos de bus de campo.
Puesta en servicio
Conexión del bus de campo y configuración
Nº art.: 099-008225-EWM04 19
4.4.4 Profibus 4.4.4.1 Especificación del módulo
El módulo Profibus soporta el tráfico de datos cíclico de acuerdo con la especificación PROFIBUS DP EN 50 170 (DIN 19245).
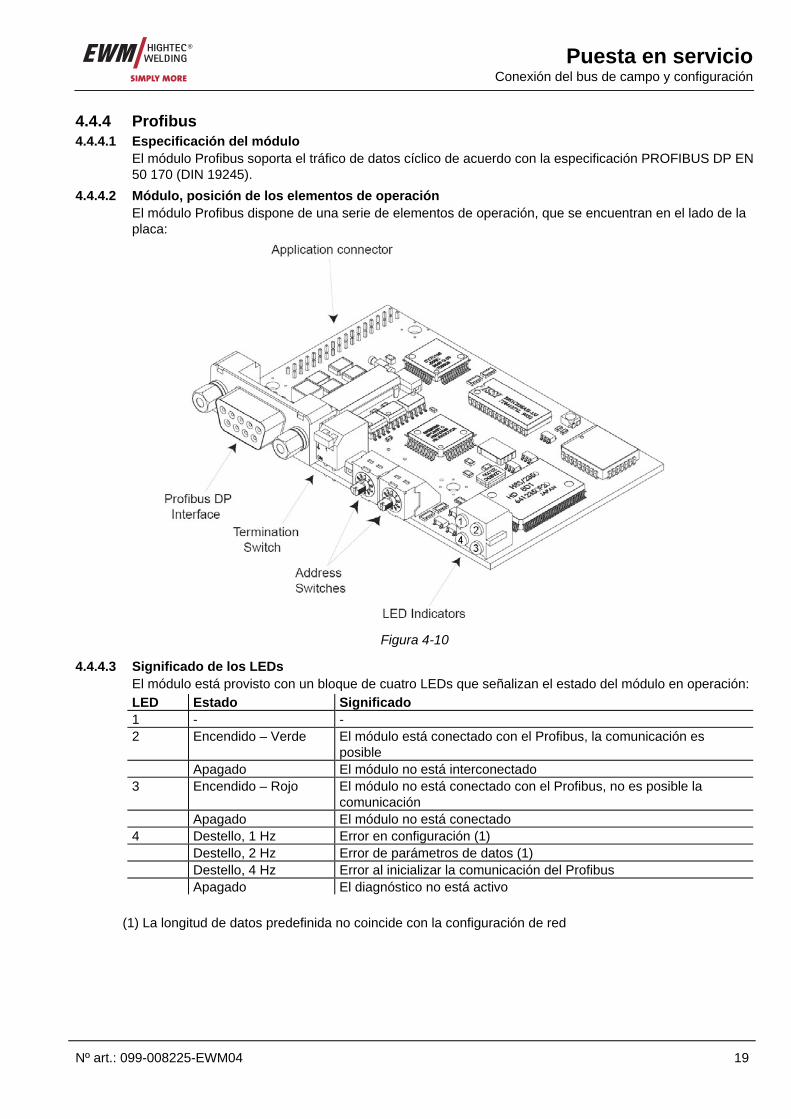
4.4.4.2 Módulo, posición de los elementos de operación El módulo Profibus dispone de una serie de elementos de operación, que se encuentran en el lado de la placa:
Figura 4-10
4.4.4.3 Significado de los LEDs El módulo está provisto con un bloque de cuatro LEDs que señalizan el estado del módulo en operación: LED Estado Significado 1 - - 2 Encendido – Verde El módulo está conectado con el Profibus, la comunicación es
posible Apagado El módulo no está interconectado 3 Encendido – Rojo El módulo no está conectado con el Profibus, no es posible la
comunicación Apagado El módulo no está conectado 4 Destello, 1 Hz Error en configuración (1) Destello, 2 Hz Error de parámetros de datos (1) Destello, 4 Hz Error al inicializar la comunicación del Profibus Apagado El diagnóstico no está activo
(1) La longitud de datos predefinida no coincide con la configuración de red

Puesta en servicio Conexión del bus de campo y configuración
20 Nº art.: 099-008225-EWM04
4.4.4.4 Conexión del módulo Profibus La conexión del bus de campo se realiza con un conector SUB-D de 9 contactos (zócalo), como sigue: Contacto Señal Función 3 Señal B Señal de comunicación positiva según RS485 4 RTS Señal de requerimiento de envío 5 GND Masa de referencia aislada del bus de campo 6 +5 V Tensión de referencia aislada del bus de campo 8 Señal A Señal de comunicación negativa según RS485
Figura 4-11
4.4.4.5 Ajuste de la dirección del participante Antes de la puesta en servicio se debe asignar al módulo una dirección particular, única en la red. Esto se efectúa con dos selectores en un rango de 1 hasta 99. El conmutador derecho selecciona la primera cifra, el conmutador izquierdo el 10º dígito para el ajuste de dirección. El ajuste es efectuado en formato decimal:
Ejemplo: Dirección 42 = conmutador izquierdo en la posición 4 (*10) + conmutador derecho en la posición 2 (*1)
Figura 4-12
Los ajustes para la dirección de red deben ser configurados antes de la puesta en servicio del módulo. Una modificación posterior al ajuste sólo se acepta después de activar la tensión y volver a encender el módulo.

Puesta en servicio
Conexión del bus de campo y configuración
Nº art.: 099-008225-EWM04 21
4.4.4.6 Tasa de baudios El módulo está equipado con una identificación automática de la tasa de baudios y por lo tanto no necesita ajuste adicional alguno.
Se permiten las siguientes tasas de baudios:
9,6kbit/s, 19,2kbit/s, 93,75kbit/s, 187,5kbit/s, 500kbit/s, 1,5Mbit/s, 3Mbit/s, 6Mbit/s, 12Mbit/s
4.4.4.7 Terminación de red La red Profibus debe ser terminada para evitar la reflexión de señales sobre el medio del bus en los extremos de la línea. Para esto el módulo dispone de un conmutador de configuración correspondiente: Posición del conmutador
Ajuste
On La terminación del bus es activada Debe estar activada si el participante esta en la primera o en la última posición y no se utiliza una terminación externa.
Off La terminación del bus es desactivada
Al utilizar una terminación externa (por ejemplo, soportada por varios conectores) el conmutador debe estar en "Off".
4.4.4.8 Fichero GSD La configuración del participante se realiza con un fichero GSD provisto.
Para una instalación más amplia véase el capítulo Particularidades específicas del bus de campo en la instalación de los módulos de bus de campo.

Puesta en servicio Encendido del BUSINTX11
22 Nº art.: 099-008225-EWM04
4.5 Encendido del BUSINTX11 La interfaz es puesta en el estado listo para operar ya sea encendiendo la fuente de corriente conectada o encendiendo la fuente de potencia externa (si está disponible). Para esto el módulo pasa a través de una secuencia de pasos para el autodiagnóstico y prueba la disponibilidad de los componentes individuales.
Si se encuentra un error, se indica con una combinación de señales destellantes de los LEDs 7 y 8. En consecuencia el módulo no está listo o está limitado para operar.
La indicación del error se inicia mediante un código de destello con señales de duración de 1 seg. del LED 7. La cantidad de señales de destello siguientes (aprox. 2 Hz) del LED 8 representa el código de error: Cantidad de códigos de destello del Led7 (tipo de error)
Cantidad de códigos de destello del Led8 (error)
Significado
1 1 Error al error al obtener la configuración del módulo 1 2 Sólo para uso interno 1 3 Error en la inicialización de la memoria operativa 2 1 El módulo del bus de campo falta o está defectuoso 2 2 Error en la inicialización del módulo 2 3 El módulo no es soportado por el estado actual del software 2 4 No se utiliza el perfil ajustado, se asume el perfil estándar, la
interfaz está lista para operar a pesar de la indicación de error 3 1 Tipo de fuente de alimentación no soportado, se trató de operar
una fuente de alimentación TETRIX con una BUSINTX11 PHOENIX o viceversa
El código de error es repetido en forma cíclica, de forma que la secuencia empieza de nuevo con el Led7.
En el caso de un diagnóstico terminado correctamente no se emite ningún código de destello con los LEDs 7 y 8. Si se enciende la fuente de alimentación, entonces los LEDs 11 y 12 deberían empezar a destellar con alta frecuencia después de un corto tiempo.
Ahora el módulo está listo para configuración sobre el bus de campo.
4.6 Conmutador del bus de campo Se realiza de acuerdo con las normas respectivas con parámetros específicos que son transferidos en toda la regla sobre el maestro del bus al módulo de bus de campo, o son coordinados.
Adicionalmente, por favor lea también las respectivas instrucciones para operación del maestro del bus de campo.

Servicio operativo
Preseleccionar un trabajo
Nº art.: 099-008225-EWM04 23
5 Servicio operativo 5.1 Preseleccionar un trabajo
El PHOENIX dispone de abundantes parámetros configurables, que son administrados con los así llamados trabajos. La función de soldadura respectiva es definida con un trabajo. En total son configurables 255 trabajos (1 hasta 255).
La preselección del trabajo solamente puede ser realizada desde el autómata si el bit "Preselección de trabajo autómata” fue puesto en uno (es establecido automáticamente en algunos perfiles de control y no aparece en el perfil de control). Solamente a continuación se puede describir un trabajo válido. Si la preselección de trabajo este es desactivada, entonces un trabajo puede ser preasignado desde la unidad operativa M31x del PHOENIX.
La preselección de trabajo sólo puede ser revisada durante la detención del sistema (sin operaciones de soldadura). Si, sin embargo, el SPC está ocupado con otro número de trabajo en el momento de correr, entonces el número de trabajo establecido será almacenado temporalmente en el módulo y la conmutación se efectuará al terminar el proceso de soldadura. No se realiza una conmutación, si una conmutación ya realizada es vuelta a tomar durante el proceso de soldadura.
5.2 Operación por programa Se pueden preseleccionar hasta 16 programas en el PHOENIX. Con cada programa se efectúa una asignación directa a un valor de alimentación de alambre, una corrección de tensión, así como un valor dinámico (PHOENIX) y corriente de soldadura y alambre frío para sistemas TETRIX , los cuales son almacenados en cada caso en el trabajo configurado en la fuente de potencia. Los número de programa 1 a 15 son para valores previamente programados.
El programa 0 es un caso especial y está diseñado para la así llamada operación con señal de control. Para esto se efectúa la especificación del valor para AA, tensión de corrección y dinámica para los sistemas PHOENIX y para corriente de soldadura y alambre frío para los sistemas TETRIX directamente con señales de entrada "analógicas".
Durante la operación normal (1-15) estos octetos están ocupados con otros valores, entonces los nuevos parámetros son transferidos temporalmente al módulo y tomados en la fuente de potencia en caso de conmutación al programa 0.
La selección de programa solamente puede ser realizada si el bit "Preselección de programa autómata” fue activado (lo es automáticamente en algunos perfiles de control y no aparece en el perfil de control).
5.3 Operación con trabajo Como modo de operación adicional se dispone de la operación por trabajos. Para el caso de operación con programa o con señal de control los ajustes son tomados para el modo de soldadura (soldadura normal/pulsos) y modo de operación (2 tiempos / 2 tiempos especial) con señales de control individuales . En la operación por trabajos estos ajustes son reflejados con los números de programa en la fuente de potencia y pueden ser preseleccionados directamente con estos. Adicionalmente a cada programa está asignado el superpulso. La operación por trabajos es establecida con la señal apropiada y alternativamente puede ser predeterminada en forma fija con el puente JP4.
La operación por trabajos sólo puede ser cambiada al estar detenido el sistema.
La operación con trabajo también se puede activar mediante el puente JP4 si la señal no aparece en el perfil de datos.
5.4 Modos de operación Se dispone de 2 modos de operación diferentes.
Para entender los modos de operación es necesaria la definición de la secuencia del programa. La secuencia del programa describe un conjunto de pasos del programa de soldadura, que son realizados en forma sucesiva empezando con el inicio y cerrados con el final del proceso de soldadura.
Señal Start/Stop Señal = 1 causa el arranque del sistema, 0 lleva a la terminación del proceso de soldadura. Para esto el proceso exterminado en forma inmediata (2 tiempos) dependiendo del modo de operación seleccionado por solamente después de procesar un programa de terminación (2 tiempos especial).
Corrientes anteriores /posteriores de gas

Servicio operativo Modos de operación
24 Nº art.: 099-008225-EWM04
Apagado / encendido definidos del suministro de gas del proceso al principio y luego del proceso de soldadura.
Inicio de programa Programa especial, se activa para el modo de operación apropiado (2 tiempos especial) luego de la secuencia de Corrientes anteriores y gas y la fase de ignición. A este programa pueden ser asignados, en cada caso su propia velocidad de alimentación de alambre, una corrección de tensión, así como un valor dinámico.
Programa de soldadura P2.x El programa principal de soldadura continúa en operación después del cierre del programa de inicio/la fase de ignición (dependiendo del modo de operación)
Programa de reducción P3 Éste programa es utilizado en el modo de soldadura "Superpulsos" para el PHOENIX y para el "Pulsos térmicos" en el caso del TETRIX. Para este propósito es activado en cambio alternando con el programa principal de soldadura ya activo y una frecuencia ajustable. Esto permite una comprobación especial del proceso mediante una reducción de la energía para el período durante el cual corre el programa de reducción.
Programa final Programa especial el cual inicia el cierre del proceso de soldadura después del programa principal de soldadura. Se activa después el transcurso del período de rampa del programa final. (Sólo para el modo de operación 2 tiempos especial).
Quemado posterior del alambre Quemado posterior definido del alambre de soldadura hacia el final del proceso de soldadura (puede ser especificado dentro de un trabajo). Es relevante solamente para procesos MIG/MAG.
Señal I > 0 Señal de retroalimentación para señalización de "fluye la corriente” y la fase de quemado estable, subsiguiente. Generalmente sirve para disparar el dispositivo de desplazamiento.
5.4.1 Operación a 2 tiempos Con la creación de la señal de arranque se inician los preflujos de gas. El programa de ignición es activado en la secuencia. En caso de ignición exitosa la fuente de potencia se encuentra en el programa principal de soldadura P2.x (según la configuración en el programa, la señal I>0 es establecida.
Si se produce una parada (Stop), entonces son activados sucesivamente el quemado posterior el alambre y los flujos posteriores de gas y termina el proceso de soldadura, I>0 es restablecida, en cuanto el arco se apaga.
5.4.2 2 tiempos especial Con la creación de la señal de arranque se inician los pre-flujos de gas. El programa de ignición es activado en la secuencia. En caso de ignición exitosa la fuente de potencia se encuentra en el programa de arranque, la señal I>0 es establecida. Éste corre con el período descrito en el trabajo y activa el programa principal de soldadura P2.x (de acuerdo con la configuración en el programa).
Si se produce una parada (Stop), entonces es activado primero el programa final, a continuación se realiza el quemado posterior del alambre y los flujos posteriores de gas, termina el proceso de soldadura, I>0 es restablecida, tan pronto como el arco se apaga.
Las transiciones de el programa de arranque al programa principal y del programa principal al programa final son controladas con rampas, para las cuales la potencia lleva de un programa a otro.
Los modos de operación sólo pueden ser cambiados cuando el sistema está sin carga, una señal de cambio durante la operación de soldadura es ignorada. En operación con trabajos el modo de operación asignado respectivo sólo es activado antes del comienzo de la soldadura.

Servicio operativo
Clases de soldadura
Nº art.: 099-008225-EWM04 25
5.5 Clases de soldadura En la operación de soldadura se diferencia entre diversos modos (dependiendo del sistema de soldadura). La clase de soldadura puede ser cambiada tanto durante la detención del sistema como también en operación. Para el caso de operación con trabajos la información respectiva para la clase de soldadura es tomada del programa activo de los trabajos actuales.
5.6 Función de supervisión El BUSINTX11 puede supervisar permanentemente el proceso de soldadura por medio de una función especial de monitoría. Además, se dispone de diferentes señales según las clases de operación del módulo.
La función de monitoría solamente está disponible para los sistemas PHOENIX.
Activación de la función del monitorización Activar la función del monitorización.
Parámetro Por el momento están diseñados para la función de monitorización 4 parámetros de soldadura para la supervisión:
• Tensión de soldadura
• Corriente de soldadura
• Velocidad de avance del alambre
• Máxima corriente del inducido del accionamiento de transporte del alambre
En cada caso, se pueden prescribir tiempos de respuesta separados para dos parámetros. A cada parámetro de supervisión particular se le asigna un valor de tolerancia propio.
5.6.1 Función de monitor Para el respectivo modo de operación del PHOENIX se describen diversos valores nominales del proceso para tensión de soldadura, corriente de soldadura y valor de alimentación de alambre. Cada parámetro de tolerancia escribe para ese propósito un campo de tolerancia, en el cual puede moverse el valor del proceso a ser supervisado. La corriente del motor es tratada como un valor máximo, por lo tanto se comprueba sólo que se exceda ese valor.
Si un parámetro se sale de su banda de tolerancia signada durante el tiempo de respuesta definido, se genera un mensaje de alarmas en el sistema. Este mensaje es pasivo y no tiene ningún efecto sobre el proceso de soldadura. La decisión sobre la continuación/cancelación del proceso de soldadura incumbe al controlador jerárquicamente superior. La notificación de alarmas del parámetro en particular es suprimida, tan pronto como el valor real se mueve dentro de la banda de tolerancia.
Los canales de supervisión particulares pueden ser colocados con la parametrización de los valores de tolerancia directamente al valor 0.

Servicio operativo Función de supervisión
26 Nº art.: 099-008225-EWM04
5.6.2 Posibilidades de indicación Un mensaje de alarma es generado de dos maneras diferentes:
• Emisión sobre la salida conjunta de mensajes (relé) en el módulo (véase Capítulo 2)
• Emisión de los canales individuales sobre los datos del bus de campo con la siguiente asignación: No. de bit Parámetro 0 Tensión de soldadura 1 Corriente de soldadura 2 Velocidad de avance del alambre 3 Exceso en la corriente del motor
La idea de relé es activado inmediatamente, tan pronto como el parámetro supervisado sale de su banda de tolerancia. El relé está provisto de un retardo para la reposición; este es activado solamente después de 0,5 seg. de no haberse producido más errores.
5.6.3 Parámetros de monitorización Las siguientes especificaciones de señal pueden ser definidas dentro de un trabajo: Parámetro Especificación de rango Tolerancia de la tensión Especificación en el rango de 0% hasta 50% del valor
deseado Tolerancia de corriente Especificación en el rango de 0% hasta 50% del valor
deseado Tolerancia de AA Especificación en el rango de 0 % hasta 50 % del valor
deseado Corriente máxima del motor Especificación en el rango de 0 hasta 5,0 A A los parámetros tolerancia devuelta/tolerancia de corriente y tolerancia de DV / corriente máxima del motor está vinculado en cada caso un tiempo de respuesta común, el cuerpo de ser ajustado en el rango de 10 mseg. a 20 seg. en pasos de 10 mseg.

Servicio operativo
Función de supervisión
Nº art.: 099-008225-EWM04 27
5.6.4 Particularidades de la supervisión Duración La supervisión de parámetros se realiza sólo en los estados casi estáticos (programa principal de soldadura y programa de soldadura de reducción), de ese modo se indican los mensajes de error a causa de modificaciones dinámicas, como es el caso de las transiciones de rampas.
Reducción de averías Un manejo de histéresis en los límites de supervisión impide una "oscilación" del emisor de mensajes en los bordes de las bandas de tolerancia.
Parámetro Las configuraciones para la función de supervisión son almacenadas por trabajo y son insertadas en la secuencia del programa, como sigue:
Figura 5-1
Notas para utilización Con base en las condiciones de procesos agitados se requiere una inspección especial en el caso de la supervisión. De ese modo se puede mejorar la fiabilidad de la supervisión mediante una parametrización correspondiente del tiempo de respuesta o la ampliación de los valores de tolerancia para un canal en particular.
De ser necesario se debería considerar la desactivación de un canal de proceso particular o la desactivación temporal de la función de supervisión durante el proceso de soldadura.
En caso de utilización del modo de soldadura Superpulsos se debe parametrizar la supervisión en forma muy tolerante, ya que el comportamiento del sistema puede ser muy dinámico dependiendo de los parámetros en este modo de operación y en ése caso un tiempo de respuesta corto dará resultados insatisfactorios.
Los valores nominales de proceso son siempre indicados por el sistema. En el caso de valores de tolerancia muy pequeños puede ocurrir, de vez en cuando, que el valor de tolerancia de cálculo se ponga por debajo de la resolución del parámetro respectivo. En tal caso las tolerancia resultante está limitada a un valor mínimo.

Servicio operativo Otras señales
28 Nº art.: 099-008225-EWM04
5.7 Otras señales 5.7.1 Preselección de trabajos
Posibilita la especificación de rutinas de soldadura (trabajos) desde el autómata. El caso de señal inactiva la configuración del trabajo debe ser realizada con otro controlador (por ejemplo, M31x). Con señal activa se asume la configuración de "trabajo" (la señal es activada automáticamente en algunos perfiles de control y no es visible en el perfil).
5.7.2 Preselección de programa Posibilita la especificación de etapas de potencia definidas desde el autómata. Si la señal está activa, entonces es preseleccionada una etapa de potencia de acuerdo con la especificación de "programa" (para las particularidades con el programa 0 véase el capítulo Operación con programa). Con señal inactiva se determina el programa 1 de forma fija desde el controlador (la señal es activada automáticamente en algunos perfiles de control y no es visible en el perfil).
5.7.3 Reconocimiento de errores Con esta señal se reinicia un error activo. El flanco de la señal debe ser el correspondiente para un correcto funcionamiento.
No todos los errores deben ser reconocidos, algunos eventos se reestablecen independientemente (Véase también la lista errores en el capítulo 0).
5.7.4 Test de gas1 Habilita la activación/desactivación manual del gas inerte. La señal sólo puede ser dada en estado de detención del sistema. La señal puede ser utilizada a fin de extender la duración del preflujo de gas ya programada en el trabajo o controlarla manualmente.
5.7.5 Enhebrado del alambre Activa manualmente la alimentación principal del alambre para enhebrar el alambre de soldadura en el paquete de mangueras/soplete. La señal sólo puede ser dada en estado de detención del sistema. Antes de la activación se debe suprimir una señal "desenhebrado del alambre" posiblemente presente.
5.7.6 Desenhebrado del alambre Posibilita el retroceso del alambre, sólo puede modificarse en caso de detención del sistema. Antes de la activación se debe suprimir el "Enhebrado del alambre".
5.7.7 Inicio del proceso auxiliar Arranca un proceso auxiliar disponible de ser necesario. Para la introducción de la señal de arranque se debe fijar primero la señal "Robot listo".
5.7.8 Búsqueda de posición Ésta señal es utilizada en conexión con una detección de coalición suave del soplete de soldadura (tubo del soplete) con la pieza de trabajo. La activación de la señal identifica un contacto con la pieza de trabajo. El reconocimiento trabaja solamente en estado de no soldadura (véase también el capítulo 0).
5.7.9 Soplar soplete Habilita la activación/desactivación manual de un caso secundario (usualmente aire comprimido utilizado para soplar el soplete). La señal sólo puede ser dada en estado de detención del sistema.
5.7.10 Robot listo Señal de disponibilidad para indicación del dispositivo de desplazamiento a la fuente de potencia de soldadura. La señal debe ser establecida antes del inicio de la soldadura (véase también el capítulo 0).

Servicio operativo
Reconocimiento de los parámetros del proceso
Nº art.: 099-008225-EWM04 29
5.7.11 Simulación de soldadura Activa la simulación de las señales de estados del proceso de soldadura para programaciones/pruebas reales desde controles autómatas, sin un proceso de soldadura activo, con completo intercambio de señales (véase también el capítulo 0).
5.7.12 Operación con trabajo En este modo la información para la clase de operación y la clase de soldadura no se recibe de las señales de control individuales, sino del respectivo programa de soldadura controlado.
5.7.13 Salida definida por el usuario Con ésta señal se puede activar en el módulo la salida del relé definida por el usuario.
5.7.14 Cambio AA Con esta señal se puede conmutar 2 accionamientos de alimentación de alambre en el estado de apagado de la planta. Por norma esta activa después de encender la maleta número 1 (véase también las restricciones para operación de la opción "Cambio de AA").
5.8 Reconocimiento de los parámetros del proceso Durante la operación una serie de parámetros serán transferidos al controlador superior sobre el bus de campo. Una parte de estos parámetros está disponible sobre el módulo como señal visual de diodos emisores de luz (Véase también el capítulo „Indicadores de estado“).
5.8.1 I > 0 (señal de flujo de corriente) Sirve para el reconocimiento del proceso de soldadura en el PLC. La señal es establecida normalmente por el proceso después de la ignición del arco y suprimida después del apagado del arco. A fin de mejorar la determinación de la señal para el controlador superior, la señal es almacenada por un cierto tiempo en caso de supresión durante la soldadura (véase también el capítulo 0)
La señal puede ser reposicionada por una avería durante el proceso de soldadura.
5.8.2 Entradas definidas por el usuario Existen tres entradas adicionales por lógica de 24 V, las cuales pueden ser utilizadas a voluntad por el usuario. Las señales son filtradas con una constante de tiempo de aproximadamente 50 mseg. Las señales también son reprocesadas en caso de un suministro de potencia externo si el aparato de soldadura estuviera apagado.
Las entradas no están aisladas galvánicamente.
5.8.3 Proceso activo Para señalizar el final del proceso de soldadura por parte del controlador superior esta señal es reposicionada en operación de reposo del sistema. Durante el proceso de soldadura esta señal está puesta a 1.
5.8.4 Señal de corriente principal Es aplicado particularmente en el modo de operación de 2 tiempos especial al final del programa de arranque o para disparar el inicio del programa final.
5.8.5 Protección anticolisión Señala el estado de una protección anticolisión adjunta al módulo. La señal es implementada con protección de ruptura del hilo, también está activa en caso de sensor no conectado. Esto debe ser considerado para la concepción del sistema y la programación del autómata. La señal es manejada con la mayor prioridad afín de garantizar un rápido procesamiento, y también es reprocesada en caso de un suministro de potencia externo si el aparato de soldadura estuviera apagado.
5.8.6 Listo para soldar El sistema está listo para soldar y acepta una señal de arranque del PLC. La señal es reposicionada en caso de error. En el caso de cambio de un trabajo la señal es reiniciada por aproximadamente 200 mseg.

Servicio operativo Reconocimiento de los parámetros del proceso
30 Nº art.: 099-008225-EWM04
5.8.7 Llama firme El alambre está en contacto con la pieza de trabajo o está aferrado a la misma. Casi no fluye corriente sobre la pieza de trabajo. La detección es realizada al final del proceso de soldadura (además, véase también el capítulo 2). Con sistemas TETRIX con tensión de sensor equipada posteriormente también es posible un reconocimiento de lanzamiento del electrodo para procesos WIG.
5.8.8 Número de error Indica un error del sistema junto con la señal de estado "error de conjunto" (véase también el capítulo 0). Los errores de sistema debe ser reconocidos antes de volver a arrancar.
Algunos errores del sistema no pueden ser reconocidos debido a su gravedad.
5.8.9 Valor real tensión de soldadura Transferencia de la tensión real de soldadura del proceso. El valor es actualizado cada 30 mseg.
5.8.10 Valor real corriente de soldadura Transferencia de la corriente real de soldadura en el proceso, el valor es actualizado cada 30 mseg.
Para el caso de aplicación de la configuración con registro rápido de valores reales los valores de tensión y de corriente para la configuración correspondiente del bus de campo son actualizados máximo cada 5 mseg. Esto debe ser tomado en cuenta para la concepción del respectivo sistema del bus que campo y los ciclos de transferencia.
5.8.11 Valor actual de velocidad de alimentación de alambre Transferencia de la velocidad del alambre del proceso. El valor es actualizado cada 30 mseg.
5.8.12 Valor real de la corriente del motor Transferencia de la corriente actual del motor del sistema de transporte del alambre. El valor es actualizado cada 30 mseg.
5.8.13 Supervisión de parámetros Indicación del estado del parámetro a supervisar. Las señales son puestas generalmente a 0 si la supervisión está inactiva o si el respectivo parámetro se mueve dentro de la banda de tolerancia (para detalles véase el Capítulo Fehler! Verweisquelle konnte nicht gefunden werden.).
5.8.14 Proceso auxiliar I > 0 Reconocimiento del proceso auxiliar en el PLC. Es establecida en cuanto el proceso auxiliar es activado o reiniciado, si el proceso auxiliar fue desactivado.

Servicio operativo
Reconocimiento de los parámetros del proceso
Nº art.: 099-008225-EWM04 31
5.8.15 Diagrama de señales de proceso A continuación, para una mejor visualización de las señales de proceso, se describe el modo de operación de 2 tiempos especial. En el modo de operación de 2 tiempos faltan el programa de arranque y el de parada correspondiente:
Figura 5-2
Leyenda Descripción A Señal de inicio B Corriente principal C Proceso activo D Listo para soldar

Servicio operativo Señales para sintonía con el dispositivo de desplazamiento
32 Nº art.: 099-008225-EWM04
5.9 Señales para sintonía con el dispositivo de desplazamiento La práctica muestra que la sintonía de señales entre la fuente de alimentación de soldadura y el dispositivo de desplazamiento es de gran importancia. En caso de presentarse súbitamente perturbaciones por la pérdida de la señal (por ejemplo, corte del arco voltaico) o bien una interrupción de la señal, el dispositivo de desplazamiento puede, por su parte, sufrir un desajuste. Suele ser difícil volver a llevar el dispositivo de desplazamiento a su posición normal. Por tal motivo y a fin de lograr una mejor sintonía, se han creado dos parámetros especialmente para la fase de inicio del proceso y para el proceso en marcha.
5.9.1 El tiempo de ignición TZ-Ign Durante la fase de inicio del proceso (en especial en procesos en tándem con más de una fuente de alimentación de soldadura), la detección de una ignición defectuosa es muy importante. Mediante un tiempo de ignición ajustable, la BUSINTX11 evalúa la fase de ignición. Si después de la ignición se verifica un flujo estable de corriente por más de 200 mseg, la ignición se juzga exitosa. Pero si mientras dura el error de ignición no se verifica ningún encendido, se informa al control superior acerca de un error de ignición. Si después de 5 segundos, como máximo, el proceso sigue sin iniciarse, se procede a una desconexión obligatoria (retiro interno de señal). El diagrama ilustra la detección de un error de ignición.
Figura 5-3
Leyenda Descripción A Señal de inicio B Iniciar internamente C Transcurso tiempo de ignición D Aviso de error de ignición E Desconexión forzada

Servicio operativoReconocimiento de llama firme
Nº art.: 099-008225-EWM04 33
5.9.2 El tiempo de corte del arco voltaico TZ-ARVO Es conveniente que el proceso de trabajo se desarrolle sin interferencias. Sin embargo, bajo circunstancias adversas, la soldadura puede sufrir perturbaciones que pueden hacer que, mientras dura el proceso, se produzcan interrupciones de la señal. Dependiendo de la lógica implementada para el control superior, esto conduce a la detención no deseada del dispositivo de desplazamiento. A tal efecto, la BUSINTX11 dispone de un dispositivo de detección de corte del arco voltaico controlado por tiempo. En cuanto se detecta un corte, comienza a correr un lapso de tiempo ajustable durante el cual se almacena la señal I>0 sobre la que se ha informado al control superior. Tras haber transcurrido dicho lapso de tiempo, la señal I>0 se anula, con lo cual se concede al control un tiempo de reacción (por ejemplo, para reiniciar). Después de haber transcurrido un máximo de 5 segundos se procede a una desconexión obligatoria del proceso con un mensaje de error “Corte del arco voltaico”.
El diagrama ilustra la detección de un corte del arco voltaico.
Figura 5-4
Leyenda Descripción A Fallo corto dentro de la duración de la detección B Señal de inicio C Iniciar internamente D Arranque detección del arco voltaico E Transcurso tiempo de retención para la señal I>0 F Desconexión obligatoria y aviso de error arco voltaico
5.10 Reconocimiento de llama firme Un reconocimiento de llama firme del alambre de soldadura es particularmente importante en procesos automatizados a fin de proteger contra daños la pieza de trabajo y el dispositivo de desplazamiento, incluyendo el equipo de soldadura. Por esta razón el BUSINTX11 dispone de un reconocimiento de llama firme, el cual utiliza la tensión de sensor del PHOENIX para reconocimiento de llama firme del alambre. El reconocimiento de llama firme es ejecutado automáticamente por una estrecha ventana del tiempo al final del proceso, aproximadamente 200 mseg después del apagado del arco. La duración de la detección depende del ajuste de la duración del flujo previo de gas, llega sin embargo hasta un máximo de 1 seg. Si se detecta el llama firme, entonces se muestra la señal hasta que se efectúa una reiniciación. Si el alambre es cortado de la pieza de trabajo antes del próximo arranque, entonces la señal es suprimida finalmente.
La utilización de la función de llama firme para los sistemas TETRIX sólo es posible en caso de equipamiento / equipamiento posterior con una tensión de sensor y el correspondiente equipamiento del soplete utilizado.

Servicio operativo Búsqueda de posición
34 Nº art.: 099-008225-EWM04
5.11 Búsqueda de posición La función de búsqueda de posición sólo se activa en conexión con la opción "valores reales externos rápidos" y por medio del puente JP2: JP 2 Función - Valores reales sobre el bus del sistema (ajuste de fábrica) X Los valores reales son esperados sobre el conector X7, liberada la búsqueda de posición X - Puente conectado Idealmente, debería estar montado además el BUSINTX11 en la versión "carcasa adicional externa "en la fuente de potencia para garantizar una trasferencia simple y segura del valor real al módulo (ruta corta sin radiación de interferencias). En el caso de aplicación de la variante armario de distribución se debería utilizar en cualquier caso un cable apantallado para la conexión de los valores reales. La función solamente puede ser activada en el estado de detención del sistema (sin operación de soldadura) con la correspondiente señal de habilitación. En caso de contacto con la pieza a trabajar se produce una rápida detección y transferencia del estado sobre el bus de campo "I > 0".
5.12 Seguimiento de costura de la soldadura Un problema clásico con los sistemas de soldadura con robots es la corrección de trayectoria necesaria para la costura de la soldadura durante el proceso, debido a las tolerancias de los componentes. Los valores reales de proceso suministrados en el sistema son actualizados normalmente cada 30 mseg. Es necesaria una tasa de datos más elevada para un seguimiento seguro de la costura. La BUSINTX11 soporta esto con una detección del valor real más rápida, opcional, para la tensión de soldadura y la corriente de soldadura, que debe ser adquirida por separado.
5.13 Simulación de soldadura La simulación es utilizada normalmente por los dispositivos de desplazamiento en la rutina de inicialización. Son simuladas las señales de proceso "I > 0", "Listo para soldar ", "Proceso activo" y "Señales de corriente principal". Toda la señales son reproducidas con el comportamiento exacto en el tiempo de la cadena de proceso. De ese modo, la simulación también es adecuada para el cálculo de los períodos cíclicos de producción. La función solamente puede ser activada en el estado de detención del sistema (sin operación de soldadura) con la correspondiente señal de habilitación. La simulación es liberada con la activación de la señal de control "Simulación de soldadura". No se simula ningún valor real del proceso.
Para el caso de sistemas TETRIX se simula adicionalmente la señal I>0 para el proceso auxiliar.
5.14 Parada rápida del proceso Bajo determinadas condiciones se desea una desconexión inmediata del proceso, que no puede ser ejecutada, por ejemplo, en el modo de operación de dos tiempos especial con la secuencia de programa correspondientemente programada y la simple remoción de la señal de arranque. La señal de control "Robot listo" es utilizada para disparar una cancelación rápida del proceso por parte del software. La señal debe ser activada, en cada caso, antes de la señal de arranque (de otro modo no se produce el arranque). Si la señal es desactivada durante el proceso de soldadura, entonces el proceso termina de inmediato con el quemado posterior del alambre del electrodo de alambre y el error "Parada rápida" es anunciado sobre el bus de campo. Antes de un nuevo proceso de soldadura se debe establecer primero "Robot listo", y a continuación el error es reconocido.
5.15 Parada de seguridad del proceso BUSINTX11 está provisto con la supervisión específica para el bus de campo, con la que se determina el estado respectivo del módulo en el bus de campo. Si la comunicación del bus de campo es interrumpida durante el proceso continuo de soldadura, se realiza una parada de seguridad el proceso de soldadura luego de un tiempo de reacción de aproximadamente 2 segundos. En consecuencia, también se reinician la salida definida por el usuario y la salida de supervisión. El proceso de soldadura puede continuar después de la restauración de la comunicación del bus de campo.

Servicio operativo
Conmutación de seguridad de trabajo
Nº art.: 099-008225-EWM04 35
5.16 Conmutación de seguridad de trabajo Las fuentes de alimentación para las soldaduras automatizadas MIG/MAG (PHOENIX) o las soldaduras automatizadas WIG / Plasma normalmente no utilizan registros de datos (trabajos), los cuales son utilizados para el método de soldadura electrodo. Sin embargo, si la base de datos de trabajo contuviera y fuera seleccionado accidentalmente este registro de datos, entonces se realizaría un arranque automático del sistema (no desde la interfaz), con lo cual se presentaría tensión de circuito abierto en el sistema de soplete (no se activaría la alimentación de alambre). En este caso el peligro procede de accidentes secundarios, originados por el contacto directo con las partes del suplente que llevan tensión. Con el fin de evitar este riesgo de accidente, el BUSINTX11 automáticamente conmuta a un trabajo correspondiente al sistema de soldadura, si por parte del robot se seleccionó un trabajo no correspondiente (por ejemplo, Wig o eléctrodo con el PHOENIX). No se produce ningún cambio si el usuario cambia a un trabajo inadecuado con una unidad de controles (por ejemplo, M310). En este caso sólo se produce el cambio inverso sobre un trabajo seleccionado por el robot con la próxima señal de arranque.
5.17 Interfaz de diagnóstico BUSINTX11 dispone de una confortable interfaz para diagnóstico, mediante la cual son posibles las siguientes funciones: • Reconocimiento y presentación de los perfiles de datos utilizados en el BUSINTX11 (Vista de perfil) • Representación como vista general de las señales utilizadas (Vista de diagnóstico) • Posibilidad de grabación, almacenamiento y representación de los procesos temporales de señal
(desde el robot y la fuente de potencia) en la vista de monitoría • Indicación de los datos de estado de la fuente de potencia / el bus de campo • Indicación de datos de servicio La interfaz permite la sintonización sencilla de las señales de control/estado entre el robot y la fuente de potencia en la operación de líneas iniciación, así como una búsqueda detallada de errores, por ejemplo, en el caso de errores lógicos de control. La interfaz de diagnóstico está conectada con el conector X10. Para el análisis de los datos suministrados es necesario un programa de software separado. Para información sobre el software por favor ponerse en contacto con EWM Hightec Welding GmbH Para activar la interfaz de diagnóstico se debe colocar el puente JP6 en la posición 2-3 (la configuración de fábrica es 1-2).

Perfiles para sistemas MIG/MAG PHOENIX Perfiles de los módulos Interbus S (cobre), Interbus-S LWL (FSMA) e Interbus-Ss (Rugged Line)
36 Nº art.: 099-008225-EWM04
6 Perfiles para sistemas MIG/MAG PHOENIX El BUSINTX11 dispone de una posibilidad de selección para los así llamados perfiles de señal, los cuales pueden ser seleccionados con un selector de 16 posiciones de ajuste.
La cantidad de los perfiles disponibles depende de la norma del bus de campo utilizada y el correspondiente estado del módulo de software. Los perfiles escritos a continuación representan, por lo tanto un mínimo de las funcionalidad disponibles y son registrados en forma secuencial.
Un perfil recién seleccionado es adoptado solamente después de que el módulo haya sido desconectado de cualquier tensión de suministro y reconectado.
En el caso de que se seleccione una posición del computador, a la cual no esté asignado ningún perfil, se activa el perfil estándar para el módulo y se indica un mensaje error en el módulo (Sin embargo, no en el bus de campo). Sin embargo, el módulo está listo para operar.
Dependiendo del perfil, puede suceder que no existan varias señales de la descripción, o que no sean utilizadas.
6.1 Perfiles de los módulos Interbus S (cobre), Interbus-S LWL (FSMA) e Interbus-Ss (Rugged Line)
6.1.1 Perfil estándar (Posición del conmutador 0) El módulo utiliza una capacidad de datos de 6 palabras (12 bytes) para los datos de entrada y de salida. Datos de control No. de byte
Nº de bit Función Descripción
0 0&1 Selección del modo de operación Asignación de bit: Bit1 Bit0 0 0 1 1 0 1 1
Selección entre 2T/2Ts Modo de operación 2 tiempos No utilizado No utilizado Modo de operación 2 tiempos especial
0 2 Selección del modo de soldadura Asignación de bit: 0 1
Selección entre soldadura normal / de impulso Soldadura normal activada Soldadura por impulsos activada
0 3 Control de función de monitor Asignación de bit: 0 1
Activar/desactivar supervisión de parámetros de soldadura Supervisión desactivada Supervisión activada
0 4 Arranque Asignación de bit: 0 1
Señal de arranque para la iniciación del proceso de soldadura Señalizar parada al sistema Señalizar arranque al sistema
0 5 Robot listo Asignación de bit: 0 1
Señal de seguridad para apagado rápido Sin aviso de disponibilidad desde el robot, no es posible el arranque, se produce el apagado rápido en el proceso El robot anuncia listo, es posible el arranque
0 6 Prueba de gas 1 Asignación de bit: 0 1
Comprobación manual de la alimentación de gas del proceso Alimentación de gas apagada Alimentación de gas encendida

Perfiles para sistemas MIG/MAG PHOENIXPerfiles de los módulos Interbus S (cobre),
Interbus-S LWL (FSMA) e Interbus-Ss (Rugged Line)
Nº art.: 099-008225-EWM04 37
Datos de control No. de byte
Nº de bit Función Descripción
0 7 Prueba de gas 2 Asignación de bit: 0 1
Comprobación manual del gas auxiliar Alimentación de gas apagada Alimentación de gas encendida
1 0 Enhebrado Asignación de bit: 0 1
Señal para la función de enhebrado del alambre en el accionamiento de transporte del alambre Enhebrado apagado Enhebrado encendido
1 1 Búsqueda de posición Asignación de bit: 0 1
Activa la función de búsqueda de posición para la pieza de trabajo Búsqueda de posición apagada Búsqueda de posición encendida
1 2 Desenhebrado Asignación de bit: 0 1
Señal para la función de desenhebrado del alambre Desenhebrado apagado Desenhebrado encendido
1 3 Cambio de AA (opcional) Asignación de bit: 0 1
Convoca entre dos accionamientos de alambre La maleta AA 1 está activa La maleta AA 2 está activa
1 4 Reposición de error Señal de reconocimiento para errores del sistema 1 5 Salida definida por el usuario
Asignación de bit: 0 1
Convoca la salida de relé definida por el usuario sobre el módulo de bus Relé no conmutado Relé conmutado
1 6 Operación con trabajo Asignación de bit: 0 1
La señal activa la función de operación con trabajo Operación con trabajo desconectada Operación con trabajo activa
1 7 Simulación de soldadura Asignación de bit: 0 1
Activa la función de simulación de soldadura Simulación desconectada Simulación activa
2 0-7 Preajuste del número de programa
Selección de un número de programa en el rango de 0 a 15
3 0-7 Preajuste del número de trabajo
Selección de un número de trabajo en el rango de 1-255
4 0-7 Especificación de AA, byte superior
Especificación de la velocidad de alambre en el programa 0 Rango: 0 hasta 0x7FFF 0 corresponde a AA-MIN 0x7FFF corresponde a 25,0 m/min
5 0-7 Especificación de AA, byte inferior
Especificación de la velocidad de alambre en el programa 0
6 0-7 Especificación de corrección, byte superior
Especificación de la corrección de tensión en el programa 0 Rango: 0 hasta 0x7FFF 0 corresponde a –10,0 V 0x4000 corresponde a 0 V 0x7FFF corresponde a +10,0 V
7 - Especificación de corrección, Byte inferior
Especificación de la corrección de tensión en el programa 0

Perfiles para sistemas MIG/MAG PHOENIX Perfiles de los módulos Interbus S (cobre), Interbus-S LWL (FSMA) e Interbus-Ss (Rugged Line)
38 Nº art.: 099-008225-EWM04
Datos de control No. de byte
Nº de bit Función Descripción
8 0-7 Especificación dinámica, byte superior
Especificación de la dinámica en el programa 0 Rango: 0 hasta 0x7FFF 0 corresponde a –40 0x4000 corresponde a 0 0x7FFF corresponde a +40
9 - Especificación dinámica, Byte inferior
Especificación de la dinámica en el programa 0

Perfiles para sistemas MIG/MAG PHOENIXPerfiles de los módulos Interbus S (cobre),
Interbus-S LWL (FSMA) e Interbus-Ss (Rugged Line)
Nº art.: 099-008225-EWM04 39
Datos de proceso No. de byte
Nº de bit Función Descripción
0 0 I > 0 Asignación de bit: 0 1
Señal de flujo de corriente del proceso Sin flujo de corriente La corriente fluye, el arco aparece
0 1 Disposición para soldar Asignación de bit: 0 1
Señal de disponibilidad del proceso El equipo no está listo El equipo está listo
0 2 Llama Asignación de bit: 0 1
Aviso de llama de alambre del proceso El alambre está libre El alambre está fusionado a la pieza de trabajo
0 3 Error Asignación de bit: 0 1
Aviso general de error del proceso No hay error Se presenta un error y no ha sido eliminado
0 4 Señal de colisión Asignación de bit: 0 1
Señaliza la activación de la protección anticolisión Colisión o sensor no conectado Sin colisión
0 5 Señal de corriente principal Asignación de bit: 0 1
Indica el estado de la secuencia de programa El proceso está por fuera en la fase de corriente principal El proceso corre en el programa principal
0 6 Proceso activo Asignación de bit 0 1
Señaliza el cierre del proceso de soldadura El proceso termina (luego de las corrientes posteriores de gas) El proceso corre
0 7 Reservado 1 0-7 Error No. de error de un error acontecido
2 0-7 Supervisión
Asignación de bit: 0 1 2 3 4-7
Campo de bit para la indicación de mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma Tensión de soldadura Corriente de soldadura Velocidad de avance del alambre Corriente del motor AA Reservado
3 0-7 Entradas definidas por el usuario 1 hasta 3 sobre los bits 0 hasta 2
Estado de señal de la entrada digital Lógica: Señal de 0 V a la entrada = señal baja 24 V a la entrada = señal alta
4 0-7 Valor real tensión de soldadura, byte superior
Valor real actual de la tensión de soldadura Rango: 0 hasta 0x7FFF corresponde desde 0,0 V hasta 100,0 V
5 0-7 Valor real tensión de soldadura, byte interior
Valor real actual de la tensión de soldadura

Perfiles para sistemas MIG/MAG PHOENIX Perfiles de los módulos Interbus S (cobre), Interbus-S LWL (FSMA) e Interbus-Ss (Rugged Line)
40 Nº art.: 099-008225-EWM04
Datos de proceso No. de byte
Nº de bit Función Descripción
6 0-7 Valor real de la corriente de soldadura, byte superior
Valor real actual de la corriente de soldadura Rango: 0 hasta 0x7FFF corresponde desde 0 A hasta 1.000 A
7 0-7 Valor real de la corriente de soldadura, byte inferior
Valor real actual de la corriente de soldadura
8 0-7 Valor actual de velocidad de alimentación de alambre , byte superior
Valor real actual de la velocidad de alimentación de alambre Rango: 0 hasta 0x7FFF corresponde a 0,0 m/min hasta 40,0 m/min
9 0-7 Valor actual de velocidad de alimentación de alambre , byte inferior
Valor real actual de la velocidad de alimentación de alambre
10 0-7 Valor real de la corriente del motor byte superior
Valor real actual de la corriente del motor del sistema de alimentación de alambre Rango: 0 hasta 0x7FFF corresponde desde 0,0 A hasta 25,5 A
11 0-7 Valor real de la corriente del motor Byte inferior
Valor real actual de la corriente del motor del sistema de alimentación de alambre

Perfiles para sistemas MIG/MAG PHOENIX
Perfiles para el módulo CANopen
Nº art.: 099-008225-EWM04 41
6.2 Perfiles para el módulo CANopen En general el módulo utiliza el estándar Rx-PDOs 1 y 2 (1 para señales digitales y No. 2 para señales analogicas) y el estándar Tx-PDOs 1 hasta 3 (1 para señales digitales y No. 2 y 3 para datos analógicos)
6.2.1 Perfil Reis Robotics (Posición de conmutación 0) El módulo utiliza una capacidad de datos de 6 palabras (12 bytes) para los datos de entrada y de salida. Rx-PDO 1 Cob ID = 200h + dirección No. de byte
Nº de bit Función Descripción
0 0 Arranque Asignación de bit: 0 1
Señal de arranque para la iniciación del proceso de soldadura Señalizar parada al sistema Señalizar arranque al sistema
0 2 Robot listo Asignación de bit: 0 1
Señal de seguridad para apagado rápido Sin aviso de disponibilidad desde el robot, no es posible el arranque, se produce el apagado rápido en el proceso El robot anuncia listo, es posible el arranque
0 3 Selección del modo de soldadura Asignación de bit: 0 1
Selección entre soldadura normal / de impulso Soldadura normal activada Soldadura por impulsos activada
0 4 Selección del modo de operación Asignación de bit: Bit1 Bit0 0 0 0 1 1 0 1 1
Selección entre 2T/2Ts Modo de operación 2 Tiempos No utilizado No utilizado Modo de operación 2 tiempos especial
0 5 Reservado 0 6 Control de función de monitor
Asignación de bit: 0 1
Activar/desactivar supervisión de parámetros de soldadura Supervisión desactivada Supervisión activada
0 7 Reservado 1 0 Prueba de gas 1
Asignación de bit: 0 1
Comprobación manual de la alimentación de gas del proceso Alimentación de gas apagada Alimentación de gas encendida
1 1 Enhebrado Asignación de bit: 0 1
Señal para la función de enhebrado del alambre en el accionamiento de transporte del alambre Enhebrado apagado Enhebrado encendido
1 2 Desenhebrado Asignación de bit: 0 1
Señal para la función de desenhebrado del alambre Desenhebrado apagado Desenhebrado encendido
1 3 Reposición de error Asignación de bit: 0 1
Señal de reconocimiento para errores del sistema La señal debe tener flanco positivo para reconocer

Perfiles para sistemas MIG/MAG PHOENIX Perfiles para el módulo CANopen
42 Nº art.: 099-008225-EWM04
Rx-PDO 1 Cob ID = 200h + dirección No. de byte
Nº de bit Función Descripción
1 4 Búsqueda de posición Asignación de bit: 0 1
Activa la función de búsqueda de posición para la pieza de trabajo Búsqueda de posición apagada Búsqueda de posición encendida
1 5 Prueba de gas 2 Asignación de bit: 0 1
Comprobación manual del gas auxiliar Alimentación de gas apagada Alimentación de gas encendida
1 6 Reservado 1 7 Reservado 2 0-7 Preajuste del número de
trabajo Selección de un número de trabajo en el rango de 1-255
3 0-3 4-6 7
Preajuste del número de programa No ocupado Simulación de soldadura Asignación de bit: 0 1
Selección de un número de programa en el rango de 0 a 15 Simulación de soldadura apagada Simulación de soldadura activada
Rx-PDO 2 Cob ID = 300h + dirección No. de byte
Nº de bit Función Descripción
0 0-7 Especificación de AA, byte inferior
Especificación de la velocidad de alambre en el programa 0 Rango: 0 hasta 0x7FFF 0 corresponde a AA-MIN 0x7FFF corresponde a 25,0m/min
1 0-7 Especificación de AA, byte superior
Especificación de la velocidad de alambre en el programa 0
2 0-7 Especificación de corrección, Alto - bajo
Especificación de la corrección de tensión en el programa 0 Rango: 0 hasta 0x7FFF 0 corresponde a –10,0 V 0x4000 corresponde a 0 V 0x7FFF corresponde a +10,0 V
3 - Especificación de corrección, byte superior
Especificación de la corrección de tensión en el programa 0
4 0-7 Especificación dinámica, byte inferior
Especificación de la dinámica en el programa 0 Rango: 0 hasta 0x7FFF 0 corresponde a –40 0x4000 corresponde a 0 0x7FFF corresponde a +40
5 - Especificación dinámica, byte superior
Especificación de la dinámica en el programa 0
6 - No ocupado 7 - No ocupado Tx-PDO 1 Cob ID = 180h + dirección No. de byte
Nº de bit Función Descripción

Perfiles para sistemas MIG/MAG PHOENIX
Perfiles para el módulo CANopen
Nº art.: 099-008225-EWM04 43
Tx-PDO 1 Cob ID = 180h + dirección No. de byte
Nº de bit Función Descripción
0 0 I > 0 Asignación de bit: 0 1
Señal de flujo de corriente del proceso Sin flujo de corriente La corriente fluye, el arco aparece
0 1 Reservado 0 2 Proceso activo
Asignación de bit 0 1
Señaliza el cierre del proceso de soldadura El proceso termina (luego de las corrientes posteriores de gas) El proceso corre
0 3 Señal de corriente principal Asignación de bit: 0 1
Indica el estado de la secuencia de programa El proceso está por fuera en la fase de corriente principal El proceso corre en el programa principal
0 4 Señal de colisión Asignación de bit: 0 1
Señaliza la activación de la protección anticolisión Colisión o sensor no conectado Sin colisión
0 5 Disposición para soldar Asignación de bit: 0 1
Señal de disponibilidad del proceso El equipo no está listo El equipo está listo
0 6 Reservado 0 7 Reservado 1 0-7 Error No. de error de un error acontecido
2 0-7 No utilizado 3 0
1-7
Llama Asignación de bit: 0 1 No ocupado
Aviso de llama de alambre del proceso El alambre está libre El alambre está fusionado a la pieza de trabajo
Tx-PDO 2 Cob ID = 280h + dirección No. de byte
Nº de bit Función Descripción
0 0-7 Valor real tensión de soldadura, byte interior
Valor real actual de la tensión de soldadura Rango: 0 hasta 0x7FFF corresponde desde 0,0 V hasta 100,0 V
1 0-7 Valor real tensión de soldadura, byte superior
Valor real actual de la tensión de soldadura
2 0-7 Valor real de la corriente de soldadura, byte inferior
Valor real actual de la corriente de soldadura Rango: 0 hasta 0x7FFF corresponde desde 0 A hasta 1.000 A
3 0-7 Valor real de la corriente de soldadura, byte superior
Valor real actual de la corriente de soldadura
4 0-7 Valor actual de velocidad de alimentación de alambre , byte inferior
Valor real actual de la velocidad de alimentación de alambre Rango: 0 hasta 0x7FFF corresponde a 0,0m/min hasta 40,0m/min
5 0-7 Valor actual de velocidad de alimentación de alambre , byte superior
Valor real actual de la velocidad de alimentación de alambre

Perfiles para sistemas MIG/MAG PHOENIX Perfiles para el módulo CANopen
44 Nº art.: 099-008225-EWM04
Tx-PDO 2 Cob ID = 280h + dirección No. de byte
Nº de bit Función Descripción
6 0-7 Supervisión Asignación de bit: 0 1 2 3 4-7
Campo de bit para la indicación de mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma Tensión de soldadura Corriente de soldadura Velocidad de avance del alambre Corriente del motor AA Reservado
7 0-7 No ocupado
Tx-PDO 3 Cob ID = 380h + dirección No. de byte
Nº de bit Función Descripción
0 0-7 Valor real de la corriente del motor Byte inferior
Valor real actual de la corriente del motor del sistema de alimentación de alambre Rango: 0 hasta 0x7FFF corresponde desde 0,0 A hasta 25,5 A
1 0-7 Valor real de la corriente del motor byte superior
Valor real actual de la corriente del motor del sistema de alimentación de alambre
2-7 0-7 No ocupado

Perfiles para sistemas MIG/MAG PHOENIX
Perfiles para el módulo CAN-DeviceNet
Nº art.: 099-008225-EWM04 45
6.3 Perfiles para el módulo CAN-DeviceNet 6.3.1 Perfil estándar (Posición del conmutador 0)
El módulo utiliza una capacidad de datos de 6 palabras (12 bytes) para los datos de entrada y 5 palabras (10 bytes ) para los datos de salida.
Los datos solamente pueden ser asignados a una conexión individual en este perfil Datos de control No. de byte
Nº de bit Función Descripción
0 0&1 Selección del modo de operación Asignación de bit: Bit1 Bit0 0 0 0 1 1 0 1 1
Selección entre 2T/2Ts Modo de operación 2 tiempos No utilizado No utilizado Modo de operación 2 tiempos especial
0 2 Selección del modo de soldadura Asignación de bit: 0 1
Selección entre soldadura normal / de impulso Soldadura normal activada Soldadura por impulsos activada
0 3 Control de función de monitor Asignación de bit: 0 1
Activar/desactivar supervisión de parámetros de soldadura Supervisión desactivada Supervisión activada
0 4 Arranque Asignación de bit: 0 1
Señal de arranque para la iniciación del proceso de soldadura Señalizar parada al sistema Señalizar arranque al sistema
0 5 Robot listo Asignación de bit: 0 1
Señal de seguridad para apagado rápido Sin aviso de disponibilidad desde el robot, no es posible el arranque, se produce el apagado rápido en el proceso El robot anuncia listo, es posible el arranque
0 6 Prueba de gas 1 Asignación de bit: 0 1
Comprobación manual de la alimentación de gas del proceso Alimentación de gas apagada Alimentación de gas encendida
0 7 Prueba de gas 2 Asignación de bit: 0 1
Comprobación manual del gas auxiliar Alimentación de gas apagada Alimentación de gas encendida
1 0 Enhebrado Asignación de bit: 0 1
Señal para la función de enhebrado del alambre en el accionamiento de transporte del alambre Enhebrado apagado Enhebrado encendido
1 1 Búsqueda de posición Asignación de bit: 0 1
Activa la función de búsqueda de posición para la pieza de trabajo Búsqueda de posición apagada Búsqueda de posición encendida

Perfiles para sistemas MIG/MAG PHOENIX Perfiles para el módulo CAN-DeviceNet
46 Nº art.: 099-008225-EWM04
Datos de control No. de byte
Nº de bit Función Descripción
1 2 Desenhebrado Asignación de bit: 0 1
Señal para la función de desenhebrado del alambre Desenhebrado apagado Desenhebrado encendido
1 3 Cambio de AA (opcional) Asignación de bit: 0 1
Convoca entre dos accionamientos de alambre La maleta AA 1 está activa La maleta AA 2 está activa
1 4 Reposición de error Señal de reconocimiento para errores del sistema 1 5 Salida definida por el usuario
Asignación de bit: 0 1
Convoca la salida de relevo definida por el usuario sobre el módulo de bus Relé no conmutado Relé conmutado
1 6 Operación con trabajo Asignación de bit: 0 1
La señal activa la función de operación con trabajo Operación con trabajo desconectada Operación con trabajo activa
1 7 Simulación de soldadura Asignación de bit: 0 1
Activa la función de simulación de soldadura Simulación activa Simulación desconectada
2 0-7 Preajuste del número de programa
Selección de un número de programa en el rango de 0 a 15
3 0-7 Preajuste del número de trabajo
Selección de un número de trabajo en el rango de 1-255
4 0-7 Especificación de AA, byte inferior
Especificación de la velocidad de alambre en el programa 0 Rango: 0 hasta 0x7FFF 0 corresponde a AA-MIN 0x7FFF corresponde a 25,0 m/min
5 0-7 Especificación de AA, byte superior
Especificación de la velocidad de alambre en el programa 0
6 0-7 Especificación de corrección, Byte inferior
Especificación de la corrección de tensión en el programa 0 Rango: 0 hasta 255 0 corresponde a –10,0 V 0x4000 corresponde a 0 V 0x7FFF corresponde a +10,0 V
7 - Especificación de corrección, byte superior
Especificación de la corrección de tensión en el programa 0
8 0-7 Especificación dinámica, Byte inferior
Especificación de la dinámica en el programa 0 Rango: 0 hasta 0x7FFF 0 corresponde a –40 0x4000 corresponde a 0 0x7FFF corresponde a +40
9 - Especificación dinámica, byte superior
Especificación de la dinámica en el programa 0

Perfiles para sistemas MIG/MAG PHOENIX
Perfiles para el módulo CAN-DeviceNet
Nº art.: 099-008225-EWM04 47
Los datos solamente pueden ser asignados a una conexión individual en este perfil. Datos de proceso No. de byte
Nº de bit Función Descripción
0 0 I > 0 Asignación de bit: 0 1
Señal de flujo de corriente del proceso Sin flujo de corriente La corriente fluye, el arco aparece
0 1 Disposición para soldar Asignación de bit: 0 1
Señal de disponibilidad del proceso El equipo no está listo El equipo está listo
0 2 Llama Asignación de bit: 0 1
Aviso de llama de alambre del proceso El alambre está libre El alambre está fusionado a la pieza de trabajo
0 3 Error Asignación de bit: 0 1
Aviso general de error del proceso No hay error Se presenta un error y no ha sido eliminado
0 4 Señal de colisión Asignación de bit: 0 1
Señaliza la activación de la protección anticolisión Sin colisión Colisión
0 5 Señal de corriente principal Asignación de bit: 0 1
Indica el estado de la secuencia de programa El proceso está por fuera en la fase de corriente principal El proceso corre en el programa principal
0 6 Proceso activo Asignación de bit 0 1
Señaliza el cierre del proceso de soldadura El proceso termina (luego de las corrientes posteriores de gas) El proceso corre
0 7 Reservado 1 0-7 Error No. de error de un error acontecido
2 0-7 Supervisión
Asignación de bit: 0 1 2 3 4-7
Campo de bit para la indicación de mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma Tensión de soldadura Corriente de soldadura Velocidad de avance del alambre Corriente del motor AA Reservado
3 0-7 Entradas definidas por el usuario 1 hasta 3 sobre los bits 0 hasta 2
Estado de señal de la entrada digital Lógica: Señal de 0V a la entrada = señal baja 24v a la entrada = señal alta
4 0-7 Valor real tensión de soldadura, byte interior
Valor real actual de la tensión de soldadura Rango: 0 hasta 0x7FFF corresponde desde 0,0 V hasta 100,0 V
5 0-7 Valor real tensión de soldadura, byte superior
Valor real actual de la tensión de soldadura

Perfiles para sistemas MIG/MAG PHOENIX Perfiles para el módulo CAN-DeviceNet
48 Nº art.: 099-008225-EWM04
Datos de proceso No. de byte
Nº de bit Función Descripción
6 0-7 Valor real de la corriente de soldadura, byte inferior
Valor real actual de la corriente de soldadura Rango: 0 hasta 0x7FFF corresponde desde 0 A hasta 1.000 A
7 0-7 Valor real de la corriente de soldadura, byte superior
Valor real actual de la corriente de soldadura
8 0-7 Valor actual de velocidad de alimentación de alambre , byte inferior
Valor real actual de la velocidad de alimentación de alambre Rango: 0 hasta 0x7FFF corresponde a 0,0 m/min hasta 40,0 m/min
9 0-7 Valor actual de velocidad de alimentación de alambre , byte superior
Valor real actual de la velocidad de alimentación de alambre
10 0-7 Valor real de la corriente del motor Byte inferior
Valor real actual de la corriente del motor del sistema de alimentación de alambre Rango: 0 hasta 0x7FFF corresponde desde 0,0 A hasta 25,5 A
11 0-7 Valor real de la corriente del motor byte superior
Valor real actual de la corriente del motor del sistema de alimentación de alambre

Perfiles para sistemas MIG/MAG PHOENIX
Perfiles para el módulo CAN-DeviceNet
Nº art.: 099-008225-EWM04 49
6.3.2 Perfil 1 (posición de conmutación 1) El módulo utiliza una capacidad de datos de 6 palabras (12 bytes) para los datos de entrada y 5 palabras (10 bytes) para los datos de salida, divididas en dos conexiones.
Los siguientes datos con 4 bytes son asignados a la conexión 1 (salida 1): Datos de control No. de byte
Nº de bit Función Descripción
0 0&1 Selección del modo de operación Asignación de bit: Bit1 Bit0 0 0 0 1 1 0 1 1
Selección entre 2T/2Ts Modo de operación 2 tiempos No utilizado No utilizado Modo de operación 2 tiempos especial
0 2 Selección del modo de soldadura Asignación de bit: 0 1
Selección entre soldadura normal / de impulso Soldadura normal activada Soldadura por impulsos activada
0 3 Control de función de monitor Asignación de bit: 0 1
Activar/desactivar supervisión de parámetros de soldadura Supervisión desactivada Supervisión activada
0 4 Arranque Asignación de bit: 0 1
Señal de arranque para la iniciación del proceso de soldadura Señalizar parada al sistema Señalizar arranque al sistema
0 5 Robot listo Asignación de bit: 0 1
Señal de seguridad para apagado rápido Sin aviso de disponibilidaddesde el robot, no es posible el arranque, se produce el apagado rápido en el proceso El robot anuncia listo, es posible el arranque
0 6 Prueba de gas 1 Asignación de bit: 0 1
Comprobación manual de la alimentación de gas del proceso Alimentación de gas apagada Alimentación de gas encendida
0 7 Prueba de gas 2 Asignación de bit: 0 1
Comprobación manual del gas auxiliar Alimentación de gas apagada Alimentación de gas encendida
1 0 Enhebrado Asignación de bit: 0 1
Señal para la función de enhebrado del alambre en el accionamiento de transporte del alambre Enhebrado apagado Enhebrado encendido
1 1 Búsqueda de posición Asignación de bit: 0 1
Activa la función de búsqueda de posición para la pieza de trabajo Búsqueda de posición apagada Búsqueda de posición encendida

Perfiles para sistemas MIG/MAG PHOENIX Perfiles para el módulo CAN-DeviceNet
50 Nº art.: 099-008225-EWM04
Datos de control No. de byte
Nº de bit Función Descripción
1 2 Desenhebrado Asignación de bit: 0 1
Señal para la función de desenhebrado del alambre Desenhebrado apagado Desenhebrado encendido
1 3 Cambio de AA (opcional) Asignación de bit: 0 1
Convoca entre dos accionamientos de alambre La maleta AA 1 está activa La maleta AA 2 está activa
1 4 Reposición de error Señal de reconocimiento para errores del sistema 1 5 Salida definida por el usuario
Asignación de bit: 0 1
Convoca la salida de relevo definida por el usuario sobre el módulo de bus Relé no conmutado Relé conmutado
1 6 Operación con trabajo Asignación de bit: 0 1
La señal activa la función de operación con trabajo Operación con trabajo desconectada Operación con trabajo activa
1 7 Simulación de soldadura Asignación de bit: 0 1
Activa la función de simulación de soldadura Simulación activa Simulación desconectada
2 0-7 Preajuste del número de programa
Selección de un número de programa en el rango de 0 a 15
3 0-7 Preajuste del número de trabajo
Selección de un número de trabajo en el rango de 1-255

Perfiles para sistemas MIG/MAG PHOENIX
Perfiles para el módulo CAN-DeviceNet
Nº art.: 099-008225-EWM04 51
Los siguientes datos con 6 bytes son asignados a la conexión 2 (salida 2): Datos de control No. de byte
Nº de bit Función Descripción
0 0-7 Especificación de AA, byte inferior
Especificación de la velocidad de alambre en el programa 0 Rango: 0 hasta 0x7FFF 0 corresponde a AA-MIN 0x7FFF corresponde a 25,0 m/min
1 0-7 Especificación de AA, byte superior
Especificación de la velocidad de alambre en el programa 0
2 0-7 Especificación de corrección, Byte inferior
Especificación de la corrección de tensión en el programa 0 Rango: 0 hasta 255 0 corresponde a –10,0 V 0x4000 corresponde a 0 V 0x7FFF corresponde a +10,0 V
3 - Especificación de corrección, byte superior
Especificación de la corrección de tensión en el programa 0
4 0-7 Especificación dinámica, Byte inferior
Especificación de la dinámica en el programa 0 Rango: 0 hasta 0x7FFF 0 corresponde a –40 0x4000 corresponde a 0 0x7FFF corresponde a +40
5 - Especificación dinámica, byte superior
Especificación de la dinámica en el programa 0

Perfiles para sistemas MIG/MAG PHOENIX Perfiles para el módulo CAN-DeviceNet
52 Nº art.: 099-008225-EWM04
Los siguientes datos con 4 octetos son asignados a la conexión 1 (entrada 1): Datos de proceso No. de byte
Nº de bit Función Descripción
0 0 I > 0 Asignación de bit: 0 1
Señal de flujo de corriente del proceso Sin flujo de corriente La corriente fluye, el arco aparece
0 1 Disposición para soldar Asignación de bit: 0 1
Señal de disponibilidad del proceso El equipo no está listo El equipo está listo
0 2 Llama Asignación de bit: 0 1
Aviso de llama de alambre del proceso El alambre está libre El alambre está fusionado a la pieza de trabajo
0 3 Error Asignación de bit: 0 1
Aviso general de error del proceso No hay error Se presenta un error y no ha sido eliminado
0 4 Señal de colisión Asignación de bit: 0 1
Señaliza la activación de la protección anticolisión Sin colisión Colisión
0 5 Señal de corriente principal Asignación de bit: 0 1
Indica el estado de la secuencia de programa El proceso está por fuera en la fase de corriente principal El proceso corre en el programa principal
0 6 Proceso activo Asignación de bit 0 1
Señaliza el cierre del proceso de soldadura El proceso termina (luego de las corrientes posteriores de gas) El proceso corre
0 7 Reservado 1 0-7 Error No. de error de un error acontecido
2 0-7 Supervisión
Asignación de bit: 0 1 2 3 4-7
Campo de bit para la indicación de mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma Tensión de soldadura Corriente de soldadura Velocidad de avance del alambre Corriente del motor DV Reservado
3 0-7 Entradas definidas por el usuario 1 hasta 3 sobre los bits 0 hasta 2
Estado de señal de la entrada digital Lógica: Señal de 0 V a la entrada = señal baja 24 V a la entrada = señal alta

Perfiles para sistemas MIG/MAG PHOENIX
Perfiles para el módulo CAN-DeviceNet
Nº art.: 099-008225-EWM04 53
Los siguientes datos con 8 bytes son asignados a la conexión 2 (entrada 2): Datos de proceso No. de byte
Nº de bit Función Descripción
0 0-7 Valor real tensión de soldadura, byte interior
Valor real actual de la tensión de soldadura Rango: 0 hasta 0x7FFF corresponde desde 0,0 V hasta 100,0 V
1 0-7 Valor real tensión de soldadura, byte superior
Valor real actual de la tensión de soldadura
2 0-7 Valor real de la corriente de soldadura, byte inferior
Valor real actual de la corriente de soldadura Rango: 0 hasta 0x7FFF corresponde desde 0 A hasta 1.000 A
3 0-7 Valor real de la corriente de soldadura, byte superior
Valor real actual de la corriente de soldadura
4 0-7 Valor actual de velocidad de alimentación de alambre , byte inferior
Valor real actual de la velocidad de alimentación de alambre Rango: 0 hasta 0x7FFF corresponde a 0,0 m/min hasta 40,0 m/min
5 0-7 Valor actual de velocidad de alimentación de alambre , byte superior
Valor real actual de la velocidad de alimentación de alambre
6 0-7 Valor real de la corriente del motor Byte inferior
Valor real actual de la corriente del motor del sistema de alimentación de alambre Rango: 0 hasta 0x7FFF corresponde desde 0,0 A hasta 25,5 A
7 0-7 Valor real de la corriente del motor byte superior
Valor real actual de la corriente del motor del sistema de alimentación de alambre

Perfiles para sistemas MIG/MAG PHOENIX Perfiles para el módulo Profibus DP
54 Nº art.: 099-008225-EWM04
6.4 Perfiles para el módulo Profibus DP 6.4.1 Perfil estándar (Posición del conmutador 0)
El módulo utiliza una capacidad de datos de 10 bytes para los datos de entrada y 11 bytes para los datos de salida, y debería ser utilizado si se necesitan todos los datos de entrada y de salida. Datos de control No. de byte
Nº de bit Función Descripción
0 0 Arranque Asignación de bit: 0 1
Señal de arranque para la iniciación del proceso de soldadura Señalizar parada al sistema Señalizar arranque al sistema
0 1 Robot listo Asignación de bit: 0 1
Señal de seguridad para apagado rápido Sin aviso de disponibilidad desde el robot, no es posible el arranque, se produce el apagado rápido en el proceso El robot anuncia listo, es posible el arranque
0 2 Selección del modo de soldadura Asignación de bit: 0 1
Selección entre soldadura normal / de impulso Soldadura normal activada Soldadura por impulsos activada
0 3 Selección del modo de operación Asignación de bit: 0 1
Selección entre 2T/2Ts Modo de operación 2 tiempos Modo de operación 2 tiempos especial
0 4 Preselección de programa de autómata Asignación de bit 0 1
La selección del programa es realizada desde el autómata El programa 1 es de configuración fija Los programas 0 a 15 son seleccionables
0 5 Preselección de trabajo de autómata Asignación de bit: 0 1
Selección del modo de selección para trabajos La preselección del trabajo es hecha desde el frente de control (M31X) Preselección del trabajo desde el autómata (bus de campo)
0 6 Cambio de AA (opcional) Asignación de bit: 0 1
Convoca entre dos accionamientos de alambre La maleta AA 1 está activa La maleta AA 2 está activa
0 7 Reposición de error Señal de reconocimiento para errores del sistema 1 0 Prueba de gas 1
Asignación de bit: 0 1
Comprobación manual de la alimentación de gas del proceso Alimentación de gas apagada Alimentación de gas encendida
1 1 Enhebrado Asignación de bit: 0 1
Señal para la función de enhebrado del alambre en el accionamiento de transporte del alambre Enhebrado apagado Enhebrado encendido

Perfiles para sistemas MIG/MAG PHOENIX
Perfiles para el módulo Profibus DP
Nº art.: 099-008225-EWM04 55
Datos de control No. de byte
Nº de bit Función Descripción
1 2 Desenhebrado Asignación de bit: 0 1
Señal para la función de desenhebrado del alambre Desenhebrado apagado Desenhebrado encendido
1 3 Salida definida por el usuario Asignación de bit: 0 1
Convoca la salida de relé definida por el usuario sobre el módulo de bus Relé no conmutado Relé conmutado
1 4 Búsqueda de posición Asignación de bit: 0 1
Activa la función de búsqueda de posición para la pieza de trabajo Búsqueda de posición apagada Búsqueda de posición encendida
1 5 Prueba de gas 2 Asignación de bit: 0 1
Comprobación manual del gas auxiliar Alimentación de gas apagada Alimentación de gas encendida
1 6 Control de función de monitor Asignación de bit: 0 1
Activar/desactivar supervisión de parámetros de soldadura Supervisión desactivada Supervisión activada
1 7 Simulación de soldadura Asignación de bit: 0 1
Activa la función de simulación de soldadura Simulación desconectada Simulación activa
2 0-7 Preajuste del número de programa
Selección de un número de programa en el rango de 0 a 15
3 0-7 Preajuste del número de trabajo
Selección de un número de trabajo en el rango de 1-255
4 0-7 Especificación de AA, byte superior
Especificación de la velocidad de alambre en el programa 0 Rango: 0 hasta 0x7FFF 0 corresponde a AA-MIN 0x7FFF corresponde a 25,0 m/min
5 0-7 Especificación de AA, byte inferior
Especificación de la velocidad de alambre en el programa 0
6 0-7 Especificación de corrección, byte superior
Especificación de la corrección de tensión en el programa 0 Rango: 0 hasta 0x7FFF 0 corresponde a –10,0 V 0x4000 corresponde a 0 V 0x7FFF corresponde a +10,0 V
7 - Especificación de corrección, Byte inferior
Especificación de la corrección de tensión en el programa 0
8 0-7 Especificación dinámica, byte superior
Especificación de la dinámica en el programa 0 Rango: 0 hasta 0x7FFF 0 corresponde a –40 0x4000 corresponde a 0 0x7FFF corresponde a +40
9 - Especificación dinámica, Byte inferior
Especificación de la dinámica en el programa 0

Perfiles para sistemas MIG/MAG PHOENIX Perfiles para el módulo Profibus DP
56 Nº art.: 099-008225-EWM04
Datos de proceso No. de byte
Nº de bit Función Descripción
0 0 Error Asignación de bit: 0 1
Aviso general de error del proceso No hay error Se presenta un error y no ha sido eliminado
0 1 Entrada definida por el usuario 1
Estado de señal de la entrada digital Lógica: Señal de 0 V a la entrada = señal baja 24 V a la entrada = señal alta
0 2 Proceso activo Asignación de bit 0 1
Señaliza el cierre del proceso de soldadura El proceso termina (luego de las corrientes posteriores de gas) El proceso corre
0 3 I > 0 Asignación de bit: 0 1
Señal de flujo de corriente del proceso Sin flujo de corriente La corriente fluye, el arco aparece
0 4 Señal de colisión Asignación de bit: 0 1
Señaliza la activación de la protección anticolisión Colisión o sensor no conectado Sin colisión
0 5 Disposición para soldar Asignación de bit: 0 1
Señal de disponibilidad del proceso El equipo no está listo El equipo está listo
0 6 Señal de corriente principal Asignación de bit: 0 1
Indica el estado de la secuencia de programa El proceso está por fuera en la fase de corriente principal El proceso corre en el programa principal
0 7 Llama Asignación de bit: 0 1
Aviso de llama de alambre del proceso El alambre está libre El alambre está fusionado a la pieza de trabajo
1 0-7 Error No. de error de un error acontecido
2 0-7 Valor real tensión de soldadura, byte superior
Valor real actual de la tensión de soldadura Rango: 0 hasta 0x7FFF corresponde desde 0,0 V hasta 100,0 V
3 0-7 Valor real tensión de soldadura, byte interior
Valor real actual de la tensión de soldadura
4 0-7 Valor real de la corriente de soldadura, byte superior
Valor real actual de la corriente de soldadura Rango: 0 hasta 0x7FFF corresponde desde 0 A hasta 1.000 A
5 0-7 Valor real de la corriente de soldadura, byte inferior
Valor real actual de la corriente de soldadura
6 0-7 Valor actual de velocidad de alimentación de alambre , byte superior
Valor real actual de la velocidad de alimentación de alambre Rango: 0 hasta 0x7FFF corresponde a 0,0 m/min hasta 40,0 m/min
7 0-7 Valor actual de velocidad de alimentación de alambre , byte inferior
Valor real actual de la velocidad de alimentación de alambre

Perfiles para sistemas MIG/MAG PHOENIX
Perfiles para el módulo Profibus DP
Nº art.: 099-008225-EWM04 57
Datos de proceso No. de byte
Nº de bit Función Descripción
8 0-7 Valor real de la corriente del motor byte superior
Valor real actual de la corriente del motor del sistema de alimentación de alambre Rango: 0 hasta 0x7FFF corresponde desde 0,0 A hasta 25,5 A
9 0-7 Valor real de la corriente del motor Byte inferior
Valor real actual de la corriente del motor del sistema de alimentación de alambre
10 0-7 Supervisión Asignación de bit: 0 1 2 3 4-7
Campo de bit para la indicación de mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma Tensión de soldadura Corriente de soldadura Velocidad de avance del alambre Corriente del motor AA Reservado

Perfiles para sistemas MIG/MAG PHOENIX Perfiles para el módulo Profibus DP
58 Nº art.: 099-008225-EWM04
6.4.2 Perfil flexible (Posición de conmutación 1) El módulo utiliza una capacidad de datos de 10 bytes para los datos de entrada y 11 bytes para los datos de salida. El modo de trabajo sólo puede ser activado en éste perfil con el puente. Los datos están dispuestos de tal modo que los datos necesarios pueden ser agrupados con la programación del módulo sobre el Profibus.
Con los bits de selección de programa y de trabajo se puede preseleccionar el tipo de mando para programas y trabajos. Datos de control No. de byte
Nº de bit Función Descripción
0 0 Arranque Asignación de bit: 0 1
Señal de arranque para la iniciación del proceso de soldadura Señalizar parada al sistema Señalizar arranque al sistema
0 1 Robot listo Asignación de bit: 0 1
Señal de seguridad para apagado rápido Sin aviso de disponibilidad desde el robot, no es posible el arranque, se produce el apagado rápido en el proceso El robot anuncia listo, es posible el arranque
0 2 Selección del modo de soldadura Asignación de bit: 0 1
Selección entre soldadura normal / de impulso Soldadura normal activada Soldadura por impulsos activada
0 3 Selección del modo de operación Asignación de bit: 0 1
Selección entre 2T/2Ts Modo de operación 2 tiempos Modo de operación 2 tiempos especial
0 4 Preselección de programa de autómata Asignación de bit 0 1
La selección del programa es realizada desde el autómata El programa 1 es de configuración fija Los programas 0 a 15 son seleccionables
0 5 Preselección de trabajo de autómata Asignación de bit: 0 1
Selección del modo de selección para trabajos La preselección del trabajo es hecha desde el frente de control (M31X) Preselección del trabajo desde el autómata (bus de campo)
0 6 Cambio de AA (opcional) Asignación de bit: 0 1
Convoca entre dos accionamientos de alambre La maleta AA 1 está activa La maleta AA 2 está activa
0 7 Reposición de error Señal de reconocimiento para errores del sistema 1 0 Prueba de gas 1
Asignación de bit: 0 1
Comprobación manual de la alimentación de gas del proceso Alimentación de gas apagada Alimentación de gas encendida
1 1 Enhebrado Asignación de bit: 0 1
Señal para la función de enhebrado del alambre en el accionamiento de transporte del alambre Enhebrado apagado Enhebrado encendido

Perfiles para sistemas MIG/MAG PHOENIX
Perfiles para el módulo Profibus DP
Nº art.: 099-008225-EWM04 59
Datos de control No. de byte
Nº de bit Función Descripción
1 2 Desenhebrado Asignación de bit: 0 1
Señal para la función de desenhebrado del alambre Desenhebrado apagado Desenhebrado encendido
1 3 Salida definida por el usuario Asignación de bit: 0 1
Convoca la salida de relé definida por el usuario sobre el módulo de bus Relé no conmutado Relé conmutado
1 4 Búsqueda de posición Asignación de bit: 0 1
Activa la función de búsqueda de posición para la pieza de trabajo Búsqueda de posición apagada Búsqueda de posición encendida
1 5 Prueba de gas 2 Asignación de bit: 0 1
Comprobación manual del gas auxiliar Alimentación de gas apagada Alimentación de gas encendida
1 6 Control de función de monitor Asignación de bit: 0 1
Activar/desactivar supervisión de parámetros de soldadura Supervisión desactivada Supervisión activada
1 7 Simulación de soldadura Asignación de bit: 0 1
Activa la función de simulación de soldadura Simulación desconectada Simulación activa
2 0-7 Preajuste del número de programa
Selección de un número de programa en el rango de 0 a 15
3 0-7 Preajuste del número de trabajo
Selección de un número de trabajo en el rango de 1-255
4 0-7 Especificación de AA, byte superior
Especificación de la velocidad de alambre en el programa 0 Rango: 0 hasta 0x7FFF 0 corresponde a AA-MIN 0x7FFF corresponde a 25,0 m/min
5 0-7 Especificación de AA, byte inferior
Especificación de la velocidad de alambre en el programa 0
6 0-7 Especificación de corrección, byte superior
Especificación de la corrección de tensión en el programa 0 Rango: 0 hasta 0x7FFF 0 corresponde a –10,0 V 0x4000 corresponde a 0 V 0x7FFF corresponde a +10,0 V
7 - Especificación de corrección, Octeto inferior
Especificación de la corrección de tensión en el programa 0
8 0-7 Especificación dinámica, byte superior
Especificación de la dinámica en el programa 0 Rango: 0 hasta 0x7FFF 0 corresponde a –40 0x4000 corresponde a 0 0x7FFF corresponde a +40
9 - Especificación dinámica, Byte inferior
Especificación de la dinámica en el programa 0

Perfiles para sistemas MIG/MAG PHOENIX Perfiles para el módulo Profibus DP
60 Nº art.: 099-008225-EWM04
Datos de proceso No. de byte
Nº de bit Función Descripción
0 0 Error Asignación de bit: 0 1
Aviso general de error del proceso No hay error Se presenta un error y no ha sido eliminado
0 1 Entrada definida por el usuario 1
Estado de señal de la entrada digital Lógica: Señal de 0 V a la entrada = señal baja 24 V a la entrada = señal alta
0 2 Proceso activo Asignación de bit 0 1
Señaliza el cierre del proceso de soldadura El proceso termina (luego de las corrientes posteriores de gas) El proceso corre
0 3 I > 0 Asignación de bit: 0 1
Señal de flujo de corriente del proceso Sin flujo de corriente La corriente fluye, el arco aparece
0 4 Señal de colisión Asignación de bit: 0 1
Señaliza la activación de la protección anticolisión Colisión o sensor no conectado Sin colisión
0 5 Disposición para soldar Asignación de bit: 0 1
Señal de disponibilidad del proceso El equipo no está listo El equipo está listo
0 6 Señal de corriente principal Asignación de bit: 0 1
Indica el estado de la secuencia de programa El proceso está por fuera en la fase de corriente principal El proceso corre en el programa principal
0 7 Llama Asignación de bit: 0 1
Aviso de llama de alambre del proceso El alambre está libre El alambre está fusionado a la pieza de trabajo
1 0-7 Error No. de error de un error acontecido 2 0-7 Valor real tensión de
soldadura, byte superior Valor real actual de la tensión de soldadura Rango: 0 hasta 0x7FFF corresponde desde 0,0 V hasta 100,0 V
3 0-7 Valor real tensión de soldadura, byte interior
Valor real actual de la tensión de soldadura
4 0-7 Valor real de la corriente de soldadura, byte superior
Valor real actual de la corriente de soldadura Rango: 0 hasta 0x7FFF corresponde desde 0 A hasta 1.000 A
5 0-7 Valor real de la corriente de soldadura, byte inferior
Valor real actual de la corriente de soldadura
6 0-7 Valor actual de velocidad de alimentación de alambre , byte superior
Valor real actual de la velocidad de alimentación de alambre Rango: 0 hasta 0x7FFF corresponde a 0,0 m/min hasta 40,0 m/min
7 0-7 Valor actual de velocidad de alimentación de alambre , byte inferior
Valor real actual de la velocidad de alimentación de alambre

Perfiles para sistemas MIG/MAG PHOENIX
Perfiles para el módulo Profibus DP
Nº art.: 099-008225-EWM04 61
Datos de proceso No. de byte
Nº de bit Función Descripción
8 0-7 Valor real de la corriente del motor byte superior
Valor real actual de la corriente del motor del sistema de alimentación de alambre Rango: 0 hasta 0x7FFF corresponde desde 0,0 A hasta 25,5 A
9 0-7 Valor real de la corriente del motor Byte inferior
Valor real actual de la corriente del motor del sistema de alimentación de alambre
10 0-7 Supervisión Asignación de bit: 0 1 2 3 4-7
Campo de bit para la indicación de mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma Tensión de soldadura Corriente de soldadura Velocidad de avance del alambre Corriente del motor AA Reservado

Perfiles para sistemas MIG/MAG PHOENIX Perfiles para el módulo Profibus DP
62 Nº art.: 099-008225-EWM04
6.4.3 Perfil compatible (Posición de conmutación 2) El módulo utiliza una capacidad de datos de 10 bytes para los datos de entrada y 11 bytes para los datos de salida.
El perfil puede ser utilizado para el reemplazo de interfaces Profibus BUSINTX10 anteriormente utilizadas. Adicionalmente el perfil es compatible. Datos de control No. de byte
Nº de bit Función Descripción
0 0 Arranque Asignación de bit: 0 1
Señal de arranque para la iniciación del proceso de soldadura Señalizar parada al sistema Señalizar arranque al sistema
0 1 Salida definida por el usuario Asignación de bit: 0 1
Convoca la salida de relé definida por el usuario sobre el módulo de bus Relé no conmutado Relé conmutado
0 2 Selección del modo de soldadura Asignación de bit: 0 1
Selección entre soldadura normal / de impulso Soldadura normal activada Soldadura por impulsos activada
0 3&4 Selección del modo de operación Asignación de bit: Bit1 Bit0 0 0 0 1 1 0 1 1
Selección entre 2T/4T/2Ts/4Ts Modo de operación 2 tiempos Modo de operación 4 Tiempos Modo de operación 4 tiempos especial Modo de operación 2 tiempos especial
0 5 Preselección de programa de autómata Asignación de bit 0 1
La selección del programa es realizada desde el autómata El programa 1 es de configuración fija Los programas 0 a 15 son seleccionables
0 6 Preselección de trabajo de autómata Asignación de bit: 0 1
Selección del modo de selección para trabajos La preselección del trabajo es hecha desde el frente de control (M31X) Preselección del trabajo desde el autómata (bus de campo)
0 7 Reposición de error Señal de reconocimiento para errores del sistema 1 0 Prueba de gas 1
Asignación de bit: 0 1
Comprobación manual de la alimentación de gas del proceso Alimentación de gas apagada Alimentación de gas encendida
1 1 Enhebrado Asignación de bit: 0 1
Señal para la función de enhebrado del alambre en el accionamiento de transporte del alambre Enhebrado apagado Enhebrado encendido
1 2 Desenhebrado Asignación de bit: 0 1
Señal para la función de desenhebrado del alambre Desenhebrado apagado Desenhebrado encendido

Perfiles para sistemas MIG/MAG PHOENIX
Perfiles para el módulo Profibus DP
Nº art.: 099-008225-EWM04 63
Datos de control No. de byte
Nº de bit Función Descripción
1 3 Cambio de AA (opcional) Asignación de bit: 0 1
Convoca entre dos accionamientos de alambre La maleta AA 1 está activa La maleta AA 2 está activa
1 4 Búsqueda de posición Asignación de bit: 0 1
Activa la función de búsqueda de posición para la pieza de trabajo Búsqueda de posición apagada Búsqueda de posición encendida
1 5 Prueba de gas 2 Asignación de bit: 0 1
Comprobación manual del gas auxiliar Alimentación de gas apagada Alimentación de gas encendida
1 6 Control de función de monitor Asignación de bit: 0 1
Activar/desactivar supervisión de parámetros de soldadura Supervisión desactivada Supervisión activada
1 7 Simulación de soldadura Asignación de bit: 0 1
Activa la función de simulación de soldadura Simulación desconectada Simulación activa
2 0-7 Preajuste del número de programa
Selección de un número de programa en el rango de 0 a 15
3 0-7 Preajuste del Número de trabajo
Selección de un número de trabajo en el rango de 1-255
4 0-7 Especificación de AA, byte superior
Especificación de la velocidad de alambre en el programa 0 Rango: 0 hasta 0x7FFF 0 corresponde a AA-MIN 0x7FFF corresponde a 25,0m/min
5 0-7 Especificación de AA, byte inferior
Especificación de la velocidad de alambre en el programa 0
6 0-7 Especificación de corrección, byte superior
Especificación de la corrección de tensión en el programa 0 Rango: 0 hasta 0x7FFF 0 corresponde a –10,0 V 0x4000 corresponde a 0 V 0x7FFF corresponde a +10,0 V
7 - Especificación de corrección, Byte inferior
Especificación de la corrección de tensión en el programa 0
8 0-7 Especificación dinámica, byte superior
Especificación de la dinámica en el programa 0 Rango: 0 hasta 0x7FFF 0 corresponde a –40 0x4000 corresponde a 0 0x7FFF corresponde a +40
9 - Especificación dinámica, Byte inferior
Especificación de la dinámica en el programa 0

Perfiles para sistemas MIG/MAG PHOENIX Perfiles para el módulo Profibus DP
64 Nº art.: 099-008225-EWM04
Datos de proceso No. de byte
Nº de bit Función Descripción
0 0 No ocupado 0 1 Entrada definida por el
usuario 1
Estado de señal de la entrada digital Lógica: Señal de 0 V a la entrada = señal baja 24 V a la entrada = señal alta
0 2 Proceso activo Asignación de bit 0 1
Señaliza el cierre del proceso de soldadura El proceso termina (luego de las corrientes posteriores de gas) El proceso corre
0 3 I > 0 Asignación de bit: 0 1
Señal de flujo de corriente del proceso Sin flujo de corriente La corriente fluye, el arco aparece
0 4 Señal de colisión Asignación de bit: 0 1
Señaliza la activación de la protección anticolisión Colisión o sensor no conectado Sin colisión
0 5 Disposición para soldar Asignación de bit: 0 1
Señal de disponibilidad del proceso El equipo no está listo El equipo está listo
0 6 No ocupado 0 7 Llama
Asignación de bit: 0 1
Aviso de llama de alambre del proceso El alambre está libre El alambre está fusionado a la pieza de trabajo
1 0-7 Error No. de error de un error acontecido 2 0-7 Valor real tensión de
soldadura, byte superior Valor real actual de la tensión de soldadura Rango: 0 hasta 0x7FFF corresponde desde 0,0 V hasta 100,0 V
3 0-7 Valor real tensión de soldadura, byte interior
Valor real actual de la tensión de soldadura
4 0-7 Valor real de la corriente de soldadura, byte superior
Valor real actual de la corriente de soldadura Rango: 0 hasta 0x7FFF corresponde desde 0 A hasta 1.000 A
5 0-7 Valor real de la corriente de soldadura, byte inferior
Valor real actual de la corriente de soldadura
6 0-7 Valor actual de velocidad de alimentación de alambre , byte superior
Valor real actual de la velocidad de alimentación de alambre Rango: 0 hasta 0x7FFF corresponde a 0,0 m/min hasta 40,0 m/min
7 0-7 Valor actual de velocidad de alimentación de alambre , byte inferior
Valor real actual de la velocidad de alimentación de alambre
8 0-7 Valor real de la corriente del motor byte superior
Valor real actual de la corriente del motor del sistema de alimentación de alambre Rango: 0 hasta 0x7FFF corresponde desde 0,0 A hasta 25,5 A
9 0-7 Valor real de la corriente del motor Byte inferior
Valor real actual de la corriente del motor del sistema de alimentación de alambre

Perfiles para sistemas MIG/MAG PHOENIX
Perfiles para el módulo Profibus DP
Nº art.: 099-008225-EWM04 65
Datos de proceso No. de byte
Nº de bit Función Descripción
10 0-7 Supervisión Asignación de bit: 0 1 2 3 4-7
Campo de bit para la indicación de mensajes de alarma durante la supervisión de los parámetros de soldadura Estado = 0, sin alarma Estado = 1, alarma Tensión de soldadura Corriente de soldadura Velocidad de avance del alambre Corriente del motor AA Reservado

Perfiles para sistemas Wig y plasma TETRIX Perfiles para el módulo CAN-DeviceNet
66 Nº art.: 099-008225-EWM04
7 Perfiles para sistemas Wig y plasma TETRIX 7.1 Perfiles para el módulo CAN-DeviceNet 7.1.1 Perfil estándar (Posición del conmutador 0)
El módulo utiliza una capacidad de datos de 4 palabras (8 bytes) para los datos de entrada y de salida.
Los datos solamente pueden ser asignados a una conexión individual en este perfil Datos de control No. de octeto
Nº de bit Función Descripción
0 0&1 Selección del modo de operación Asignación de bit: Bit1 Bit0 0 0 0 1 1 0 1 1
Selección entre 2T/2Ts Modo de operación 2 tiempos No utilizado No utilizado Modo de operación 2 bytes especial
0 2&3 Selección del modo de soldadura Asignación de bit: Bit1 Bit0 0 0 0 1 1 0 1 1
Selección modo de pulso Soldadura normal activada Pulsos térmicos activados Pulsos especiales de CA activados (solamente con equipos CA) Pulsos rápidos activados
0 4 Arranque Asignación de bit: 0 1
Señal de arranque para la iniciación del proceso de soldadura Señalizar parada al sistema Señalizar arranque al sistema
0 5 Robot listo Asignación de bit: 0 1
Señal de seguridad para apagado rápido Sin aviso de disponibilidad desde el robot, no es posible el arranque, se produce el apagado rápido en el proceso El robot anuncia listo, es posible el arranque
0 6 Prueba de gas 1 Asignación de bit: 0 1
Comprobación manual de la alimentación de gas del proceso Alimentación de gas apagada Alimentación de gas encendida
0 7 Prueba de gas 2 Asignación de bit: 0 1
Comprobación manual del gas auxiliar Alimentación de gas apagada Alimentación de gas encendida
1 0 Enhebrado Asignación de bit: 0 1
Señal para la función de enhebrado del alambre en el accionamiento de transporte del alambre Enhebrado apagado Enhebrado encendido
1 1 Búsqueda de posición Asignación de bit: 0 1
Activa la función de búsqueda de posición para la pieza de trabajo Búsqueda de posición apagada Búsqueda de posición encendida

Perfiles para sistemas Wig y plasma TETRIX
Perfiles para el módulo CAN-DeviceNet
Nº art.: 099-008225-EWM04 67
Datos de control No. de octeto
Nº de bit Función Descripción
1 2 Desenhebrado Asignación de bit: 0 1
Señal para la función de desenhebrado del alambre Desenhebrado apagado Desenhebrado encendido
1 3 Inicio del proceso auxiliar Asignación de bit: 0 1
Señal de arranque para el proceso auxiliar (plasma) Proceso auxiliar apagado Proceso auxiliar encendido
1 4 Reposición de error Señal de reconocimiento para errores del sistema 1 5 Salida definida por el usuario
Asignación de bit: 0 1
Convoca la salida de relé definida por el usuario sobre el módulo de bus Relé no conmutado Relé conmutado
1 6 Operación con trabajo Asignación de bit: 0 1
La señal activa la función de operación con trabajo Operación con trabajo desconectada Operación con trabajo activa
1 7 Simulación de soldadura Asignación de bit: 0 1
Activa la función de simulación de soldadura Simulación activa Simulación desconectada
2 0-7 Preajuste del número de programa
Selección de un número de programa en el rango de 0 a 15
3 0-7 Preajuste del número de trabajo
Selección de un número de trabajo en el rango de 1-255
4 0-7 Especificación I, byte inferior Especificación de las corriente de soldadura, la fijación de escala llega siempre al 100% relativa a la respectiva corriente del equipo: Rango: 0 hasta 0x7FFF 0 corresponde a RANGE-MIN 0x7FFF corresponde a la máxima corriente del equipo
5 0-7 Especificación I, byte superior Especificación de la velocidad de alambre en el programa 0
6 0-7 Especificación dv del alambre frío Byte inferior
Especificación del valor de alambre en el programa 0 Rango: 0 hasta 255 0 corresponde a 0,0m/min 0x7FFF corresponde a 10,0 m/min
7 0-7 Especificación dv del alambre frío byte superior
Especificación del valor de alambre en el programa 0

Perfiles para sistemas Wig y plasma TETRIX Perfiles para el módulo CAN-DeviceNet
68 Nº art.: 099-008225-EWM04
Los datos solamente pueden ser asignados a una conexión individual en este perfil. Datos de proceso No. de byte
Nº de bit Función Descripción
0 0 I > 0 Asignación de bit: 0 1
Señal de flujo de corriente del proceso Sin flujo de corriente La corriente fluye, el arco aparece
0 1 Disposición para soldar Asignación de bit: 0 1
Señal de disponibilidad del proceso El equipo no está listo El equipo está listo
0 2 Llama Asignación de bit: 0 1
Aviso de llama de alambre del proceso El alambre está libre El alambre está fusionado a la pieza de trabajo
0 3 Error Asignación de bit: 0 1
Aviso general de error del proceso No hay error Se presenta un error y no ha sido eliminado
0 4 Señal de colisión Asignación de bit: 0 1
Señaliza la activación de la protección anticolisión Sin colisión Colisión
0 5 Señal de corriente principal Asignación de bit: 0 1
Indica el estado de la secuencia de programa El proceso está por fuera en la fase de corriente principal El proceso corre en el programa principal
0 6 Proceso activo Asignación de bit 0 1
Señaliza el cierre del proceso de soldadura El proceso termina (luego de las corrientes posteriores de gas) El proceso corre
0 7 Proceso auxiliar I > 0 Asignación de bit: 0 1
Señal de flujo de corriente del proceso auxiliar Sin flujo de corriente La corriente fluye, proceso auxiliar activo
1 0-7 Error No. de error de un error acontecido 2 0-7 No utilizado 3 0-2 Entradas definidas por el
usuario Estado de las entradas definidas por el usuario 0 corresponde al estado de la entrada inactiva 1 corresponde al estado de la entrada activa
4 0-7 Valor real tensión de soldadura, byte interior
Valor real actual de la tensión de soldadura Rango: 0 hasta 0x7FFF corresponde desde 0,0 V hasta 100,0 V
5 0-7 Valor real tensión de soldadura, byte superior
Valor real actual de la tensión de soldadura
6 0-7 Valor real de la corriente de soldadura, byte inferior
Valor real actual de la corriente de soldadura Rango: 0 hasta 0x7FFF corresponde desde 0 A hasta 1.000 A
7 0-7 Valor real de la corriente de soldadura, byte superior
Valor real actual de la corriente de soldadura
8 0-7 Valor actual de velocidad de alimentación de alambre , byte inferior
Valor real actual de la velocidad de alimentación de alambre Rango: 0 hasta 0x7FFF corresponde a 0,0 m/min hasta 40,0 m/min

Perfiles para sistemas Wig y plasma TETRIX
Perfiles para el módulo CAN-DeviceNet
Nº art.: 099-008225-EWM04 69
Datos de proceso No. de byte
Nº de bit Función Descripción
9 0-7 Valor actual de velocidad de alimentación de alambre , byte superior
Valor real actual de la velocidad de alimentación de alambre
10 0-7 Valor real de la corriente del motor Byte inferior
Valor real actual de la corriente del motor del sistema de alimentación de alambre Rango: 0 hasta 0x7FFF corresponde desde 0,0 A hasta 25,5 A
11 0-7 Valor real de la corriente del motor byte superior
Valor real actual de la corriente del motor del sistema de alimentación de alambre
7.1.2 Perfil 1 (posición de conmutación 1) El módulo utiliza una capacidad de datos de 2 palabras (4 bytes) para los datos de entrada y de salida.
Los datos solamente pueden ser asignados a una conexión individual en este perfil Datos de control No. de byte
Nº de bit Función Descripción
0 0&1 Selección del modo de operación Asignación de bit: Bit1 Bit0 0 0 0 1 1 0 1 1
Selección entre 2T/2Ts Modo de operación 2 tiempos No utilizado No utilizado Modo de operación 2 tiempos especial
0 2&3 Selección del modo de soldadura Asignación de bit: Bit1 Bit0 0 0 0 1 1 0 1 1
Selección modo de pulso Soldadura normal activada Pulsos térmicos activados Pulsos especiales de AC activados (solamente con equipos CA) Pulsos rápidos activados
0 4 Arranque Asignación de bit: 0 1
Señal de arranque para la iniciación del proceso de soldadura Señalizar parada al sistema Señalizar arranque al sistema
0 5 Robot listo Asignación de bit: 0 1
Señal de seguridad para apagado rápido Sin aviso de disponibilidad desde el robot, no es posible el arranque, se produce el apagado rápido en el proceso El robot anuncia listo, es posible el arranque
0 6 Prueba de gas 1 Asignación de bit: 0 1
Comprobación manual de la alimentación de gas del proceso Alimentación de gas apagada Alimentación de gas encendida
0 7 Prueba de gas 2 Asignación de bit: 0 1
Comprobación manual del gas auxiliar Alimentación de gas apagada Alimentación de gas encendida

Perfiles para sistemas Wig y plasma TETRIX Perfiles para el módulo CAN-DeviceNet
70 Nº art.: 099-008225-EWM04
Datos de control No. de byte
Nº de bit Función Descripción
1 0 Enhebrado Asignación de bit: 0 1
Señal para la función de enhebrado del alambre en el accionamiento de transporte del alambre Enhebrado apagado Enhebrado encendido
1 1 Búsqueda de posición Asignación de bit: 0 1
Activa la función de búsqueda de posición para la pieza de trabajo Búsqueda de posición apagada Búsqueda de posición encendida
1 2 Desenhebrado Asignación de bit: 0 1
Señal para la función de desenhebrado del alambre Desenhebrado apagado Desenhebrado encendido
1 3 Inicio del proceso auxiliar Asignación de bit: 0 1
Señal de arranque para el proceso auxiliar (plasma) Proceso auxiliar apagado Proceso auxiliar encendido
1 4 Reposición de error Señal de reconocimiento para errores del sistema 1 5 Salida definida por el usuario
Asignación de bit: 0 1
Convoca la salida de relevo definida por el usuario sobre el módulo de bus Relevo no conmutado Relevo conmutado
1 6 Operación con trabajo Asignación de bit: 0 1
La señal activa la función de operación con trabajo Operación con trabajo desconectada Operación con trabajo activa
1 7 Simulación de soldadura Asignación de bit: 0 1
Activa la función de simulación de soldadura Simulación activa Simulación desconectada
2 0-7 Preajuste del número de programa
Selección de un número de programa en el rango de 0 a 15
3 0-7 Preajuste del Número de trabajo
Selección de un número de trabajo en el rango de 1-255

Perfiles para sistemas Wig y plasma TETRIX
Perfiles para el módulo CAN-DeviceNet
Nº art.: 099-008225-EWM04 71
Los datos solamente pueden ser asignados a una conexión individual en este perfil. Datos de proceso No. de byte
Nº de bit Función Descripción
0 0 I > 0 Asignación de bit: 0 1
Señal de flujo de corriente del proceso Sin flujo de corriente La corriente fluye, el arco aparece
0 1 Disposición para soldar Asignación de bit: 0 1
Señal de disponibilidad del proceso El equipo no está listo El equipo está listo
0 2 Llama Asignación de bit: 0 1
Aviso de llama de alambre del proceso El alambre está libre El alambre está fusionado a la pieza de trabajo
0 3 Error Asignación de bit: 0 1
Aviso general de error del proceso No hay error Se presenta un error y no ha sido eliminado
0 4 Señal de colisión Asignación de bit: 0 1
Señaliza la activación de la protección anticolisión Sin colisión Colisión
0 5 Señal de corriente principal Asignación de bit: 0 1
Indica el estado de la secuencia de programa El proceso está por fuera en la fase de corriente principal El proceso corre en el programa principal
0 6 Proceso activo Asignación de bit 0 1
Señaliza el cierre del proceso de soldadura El proceso termina (luego de las corrientes posteriores de gas) El proceso corre
0 7 Proceso auxiliar I > 0 Asignación de bit: 0 1
Señal de flujo de corriente del proceso auxiliar Sin flujo de corriente La corriente fluye, proceso auxiliar activo
1 0-7 Error No. de error de un error acontecido 2 0-7 No utilizado 3 0-2 Entradas definidas por el
usuario Estado de las entradas definidas por el usuario 0 corresponde al estado de la entrada inactiva 1 corresponde al estado de la entrada activa

Perfiles para sistemas Wig y plasma TETRIX Perfiles para el módulo Profibus / Interbus
72 Nº art.: 099-008225-EWM04
7.2 Perfiles para el módulo Profibus / Interbus 7.2.1 Perfil estándar (Posición del conmutador 0)
El módulo utiliza una capacidad de datos de 4 palabras (8 bytes) para los datos de entrada y de salida.
Los datos solamente pueden ser asignados a una conexión individual en este perfil Datos de control No. de octeto
Nº de bit Función Descripción
0 0&1 Selección del modo de operación Asignación de bit: Bit1 Bit0 0 0 0 1 1 0 1 1
Selección entre 2T/2Ts Modo de operación 2 tiempos No utilizado No utilizado Modo de operación 2 bytes especial
0 2&3 Selección del modo de soldadura Asignación de bit: Bit1 Bit0 0 0 0 1 1 0 1 1
Selección modo de pulso Soldadura normal activada Pulsos térmicos activados Pulsos especiales de CA activados (solamente con equipos CA) Pulsos rápidos activados
0 4 Arranque Asignación de bit: 0 1
Señal de arranque para la iniciación del proceso de soldadura Señalizar parada al sistema Señalizar arranque al sistema
0 5 Robot listo Asignación de bit: 0 1
Señal de seguridad para apagado rápido Sin aviso de disponibilidad desde el robot, no es posible el arranque, se produce el apagado rápido en el proceso El robot anuncia listo, es posible el arranque
0 6 Prueba de gas 1 Asignación de bit: 0 1
Comprobación manual de la alimentación de gas del proceso Alimentación de gas apagada Alimentación de gas encendida
0 7 Prueba de gas 2 Asignación de bit: 0 1
Comprobación manual del gas auxiliar Alimentación de gas apagada Alimentación de gas encendida
1 0 Enhebrado Asignación de bit: 0 1
Señal para la función de enhebrado del alambre en el accionamiento de transporte del alambre Enhebrado apagado Enhebrado encendido
1 1 Búsqueda de posición Asignación de bit: 0 1
Activa la función de búsqueda de posición para la pieza de trabajo Búsqueda de posición apagada Búsqueda de posición encendida
1 2 Desenhebrado Asignación de bit: 0 1
Señal para la función de desenhebrado del alambre Desenhebrado apagado Desenhebrado encendido

Perfiles para sistemas Wig y plasma TETRIX
Perfiles para el módulo Profibus / Interbus
Nº art.: 099-008225-EWM04 73
Datos de control No. de octeto
Nº de bit Función Descripción
1 3 Inicio del proceso auxiliar Asignación de bit: 0 1
Señal de arranque para el proceso auxiliar (plasma) Proceso auxiliar apagado Proceso auxiliar encendido
1 4 Reposición de error Señal de reconocimiento para errores del sistema 1 5 Salida definida por el usuario
Asignación de bit: 0 1
Convoca la salida de relé definida por el usuario sobre el módulo de bus Relé no conmutado Relé conmutado
1 6 Operación con trabajo Asignación de bit: 0 1
La señal activa la función de operación con trabajo Operación con trabajo desconectada Operación con trabajo activa
1 7 Simulación de soldadura Asignación de bit: 0 1
Activa la función de simulación de soldadura Simulación activa Simulación desconectada
2 0-7 Preajuste del número de programa
Selección de un número de programa en el rango de 0 a 15
3 0-7 Preajuste del número de trabajo
Selección de un número de trabajo en el rango de 1-255
4 0-7 Especificación I, byte inferior Especificación de las corriente de soldadura, la fijación de escala llega siempre al 100% relativa a la respectiva corriente del equipo: Rango: 0 hasta 0x7FFF 0 corresponde a RANGE-MIN 0x7FFF corresponde a la máxima corriente del equipo
5 0-7 Especificación I, byte superior Especificación de la velocidad de alambre en el programa 0
6 0-7 Especificación dv del alambre frío Byte inferior
Especificación del valor de alambre en el programa 0 Rango: 0 hasta 255 0 corresponde a 0,0m/min 0x7FFF corresponde a 10,0 m/min
7 0-7 Especificación dv del alambre frío byte superior
Especificación del valor de alambre en el programa 0

Perfiles para sistemas Wig y plasma TETRIX Perfiles para el módulo Profibus / Interbus
74 Nº art.: 099-008225-EWM04
Los datos solamente pueden ser asignados a una conexión individual en este perfil. Datos de proceso No. de byte
Nº de bit Función Descripción
0 0 I > 0 Asignación de bit: 0 1
Señal de flujo de corriente del proceso Sin flujo de corriente La corriente fluye, el arco aparece
0 1 Disposición para soldar Asignación de bit: 0 1
Señal de disponibilidad del proceso El equipo no está listo El equipo está listo
0 2 Llama Asignación de bit: 0 1
Aviso de llama de alambre del proceso El alambre está libre El alambre está fusionado a la pieza de trabajo
0 3 Error Asignación de bit: 0 1
Aviso general de error del proceso No hay error Se presenta un error y no ha sido eliminado
0 4 Señal de colisión Asignación de bit: 0 1
Señaliza la activación de la protección anticolisión Sin colisión Colisión
0 5 Señal de corriente principal Asignación de bit: 0 1
Indica el estado de la secuencia de programa El proceso está por fuera en la fase de corriente principal El proceso corre en el programa principal
0 6 Proceso activo Asignación de bit 0 1
Señaliza el cierre del proceso de soldadura El proceso termina (luego de las corrientes posteriores de gas) El proceso corre
0 7 Proceso auxiliar I > 0 Asignación de bit: 0 1
Señal de flujo de corriente del proceso auxiliar Sin flujo de corriente La corriente fluye, proceso auxiliar activo
1 0-7 Error No. de error de un error acontecido 2 0-7 No utilizado 3 0-2 Entradas definidas por el
usuario Estado de las entradas definidas por el usuario 0 corresponde al estado de la entrada inactiva 1 corresponde al estado de la entrada activa
4 0-7 Valor real tensión de soldadura, byte interior
Valor real actual de la tensión de soldadura Rango: 0 hasta 0x7FFF corresponde desde 0,0 V hasta 100,0 V
5 0-7 Valor real tensión de soldadura, byte superior
Valor real actual de la tensión de soldadura
6 0-7 Valor real de la corriente de soldadura, byte inferior
Valor real actual de la corriente de soldadura Rango: 0 hasta 0x7FFF corresponde desde 0 A hasta 1.000 A
7 0-7 Valor real de la corriente de soldadura, byte superior
Valor real actual de la corriente de soldadura
8 0-7 Valor actual de velocidad de alimentación de alambre , byte inferior
Valor real actual de la velocidad de alimentación de alambre Rango: 0 hasta 0x7FFF corresponde a 0,0 m/min hasta 40,0 m/min

Perfiles para sistemas Wig y plasma TETRIX
Perfiles para el módulo Profibus / Interbus
Nº art.: 099-008225-EWM04 75
Datos de proceso No. de byte
Nº de bit Función Descripción
9 0-7 Valor actual de velocidad de alimentación de alambre , byte superior
Valor real actual de la velocidad de alimentación de alambre
10 0-7 Valor real de la corriente del motor Byte inferior
Valor real actual de la corriente del motor del sistema de alimentación de alambre Rango: 0 hasta 0x7FFF corresponde desde 0,0 A hasta 25,5 A
11 0-7 Valor real de la corriente del motor byte superior
Valor real actual de la corriente del motor del sistema de alimentación de alambre

Particularidades específicas del bus de campo al instalar los módulos del bus de campo CAN DeviceNet
76 Nº art.: 099-008225-EWM04
8 Particularidades específicas del bus de campo al instalar los módulos del bus de campo
8.1 CAN DeviceNet Los participantes del bus de campo en el CAN DeviceNet regularmente son unidos por medio de ficheros EDS (Hoja electrónica de datos). Este fichero de configuración permite el acceso a la configuración del módulo. El BUSINTX11-DeviceNet es entregado conjuntamente con el fichero BUSINTX11.EDS. La configuración del módulo se realiza como sigue:
8.1.1 Conexiones El módulo puede ser configurado con las llamadas conexiones. La cantidad de conexiones utilizables dependen del perfil utilizado. Cada conexión utilizable dispone de datos de entrada y salida con un alcance definido. El depósito de datos del perfil siempre comienza con el primer byte de una conexión apropiada. A cada conexión le pueda ser asignada teóricamente otro tipo de conexión (Polled, COS, Strobed). Sin embargo cada tipo de conexión es asignable sólo una vez (separadamente para datos de entrada y salida). La cantidad de datos existentes disponibles por conexión puede ser leída por medio de los parámetros "InputX length" y "OutputX length" con la herramienta de configuración. Así, "InputX length" es para los datos estados del proceso y "OutputX length" para los datos de control.
8.1.2 Ejemplo para datos de E/S
En el ejemplo anterior el perfil seleccionado ofrece para la conexión 1 10 bytes de datos de control y 12 bytes de datos de proceso.

Particularidades específicas del bus de campo al instalar los módulos del bus de campo
Profibus DP
Nº art.: 099-008225-EWM04 77
8.1.3 Ejemplo para una asignación de conexión
El ejemplo anterior se asignan 12 bytes a la conexión 1 y son configurados como "Polled".
8.2 Profibus DP Los nodos Profibus son vinculados en el bus de campo por medio de un fichero GSD. En consecuencia se realiza la estructuración de los datos en la forma de los así llamados módulos, los cuales pueden tener diferentes longitudes. Se recomienda dividir los módulos de acuerdo con el tamaño de bloque lógico de los datos. capacidad de palabras para valores nominales y reales, o por bytes para datos con capacidad de bytes.
8.2.1 El Perro Guardián Cada nodo DP puede ser supervisado con un perro guardián (“Watchdog”) a fin de asegurar la comunicación de datos. Esta función debe ser activada obligatoriamente, ya que de otro modo en caso de una interrupción del maestro del bus de campo deja de funcionar el apagado dirigido del equipo.
8.2.2 Características de DP El equipo puede ser apagado en caso de interrupción por medio de la supervisión de perro guardián (“Watchdog”). En consecuencia todas las E/S son puestas a 0 y en el equipo se detecta "FASTSTOP".
En las características DP se puede configurar el proceso de re-arranque del esclavo durante el restablecimiento de la conexión.
Se debe tener precaución con la siguiente configuración: Característica Ajuste Comportamiento de rearranque del nodo Rearranque automático Reacción del maestro ninguna Si el error ocurrido ha sido todo reposicionado antes del re arranque del bus en un frente de mando, entonces el proceso de soldadura puede arrancar de nuevo todavía en arranque adyacente.
Se debe tener en cuenta entonces que en la aplicación en tal caso de error todas las salidas del nodo son siempre reiniciadas.

Problemas de funcionamiento, causas y soluciones Indicadores de operación (LEDs)
78 Nº art.: 099-008225-EWM04
9 Problemas de funcionamiento, causas y soluciones 9.1 Indicadores de operación (LEDs)
No. LED Función Descripción 1 Tensión de +15 V
Asignación: Apagado Encendido
Fuente de alimentación +15 V Falta la tensión / está defectuosa La tensión está correcta
2 Tensión de -15 V Asignación: Apagado Encendido
Fuente de alimentación -15 V Falta la tensión / está defectuosa La tensión está correcta
3 Tensión de +5 V Asignación: Apagado Encendido
Fuente de alimentación +5 V Falta la tensión / está defectuosa La tensión está correcta
4 Tensión de +24 V Asignación: Apagado Encendido
Fuente de alimentación +24 V Falta la tensión / está defectuosa La tensión está correcta
5 Estado de relevo Supervisión de soldadura Asignación: Apagado Encendido
Indica el estado de la supervisión Supervisión de soldadura dentro de la tolerancia La supervisión de soldadura implica una violación de la tolerancia
6 Estado Definido por el usuario Relé Asignación: Apagado Encendido
Muestra el estado del relevo libremente disponible por parte del usuario El relevo está desactivado El relevo está atraído
7 Arranque / parada Asignación: Apagado Encendido
Estado de implicación de las señal de arranque / parada en el equipo de soldadura Señal de parada activa Señal de arranque activa
8 I > 0 Asignación: Apagado Encendido
Anzeige des Signals „Schweißstrom fließt“ Sin flujo de corriente La corriente fluye, el arco aparece
9 Proceso activo Asignación: Apagado Encendido
Indicación para proceso en curso Proceso finalizado El proceso corre
10 Error Asignación: Apagado Encendido
Indicación de un error de equipo del PHOENIX No hay error Error activo
11 & 12 Estatus del bus del sistema Asignación: Apagado Destella
Indicación para el bus interno del sistema Bus del sistema inactivo, equipo apagado Bus del sistema activo

Problemas de funcionamiento, causas y soluciones
Mensajes de error del sistema
Nº art.: 099-008225-EWM04 79
9.2 Mensajes de error del sistema Los siguientes mensajes de error aparecen sobre la interfaz del bus en el controlador superior: Número de error (Valor)
Significado Sistema relevante
¿Puede repararse el error?
Errores generales del sistema 4 Error Alimentación de alambre PHOENIX / TETRIX Sí 5 Error de temperatura Inversor / Inversor del
circuito de parada PHOENIX / TETRIX No, se repara solo
6 Sobretensión de red PHOENIX / TETRIX No, apague la máquina
7 Baja tensión de red PHOENIX / TETRIX No, apague la máquina
8 Falta de agua PHOENIX / TETRIX No, apague la máquina
9 Falta de gas PHOENIX / TETRIX Sí 10 Sobretensión Circuito secundario PHOENIX / TETRIX No, apague la
máquina 11 Error Conductor de protección PHOENIX / TETRIX No, apague la
máquina 12 Parada rápida del equipo PHOENIX / TETRIX Sí 13 Error interno, por favor informe a EWM PHOENIX / TETRIX No, apague la
máquina Error en unidades externas al equipo 17 Error Módulo corriente de piloto TETRIX Sí 18 Problema del transporte de alambre Unidad
de avance del alambre TETRIX Sí
19 Error de gas, gas externo 1 TETRIX Sí 20 Error de gas, gas externo 2 TETRIX Sí 21 Error en el flujo del circuito de refrigeración
externo TETRIX Sí
22 Error de la red externa TETRIX Sí 23 Exceso de temperatura Circuito de
refrigeración externo TETRIX Sí
24 Exceso de temperatura Reducción AF externa TETRIX Sí Errores específicos de equipos de CA 33-36, 40 Error especial detectado, por favor informe a
EWM TETRIX No, apague la
máquina 37 Se disparó el dispositivo de seguridad del
inversor TETRIX No, apague la
máquina 38 Exceso de temperatura del inversor TETRIX Sí Error de proceso 49 Error de ignición Proceso PHOENIX / TETRIX Sí 50 Error Corte del arco voltaico PHOENIX / TETRIX Sí 51 Parada de emergencia / exceso de
temperatura PHOENIX / TETRIX No, se repara solo
52 La maleta AA falta en el sistema MIG/MAG o no está correctamente configurada
PHOENIX Sí
53 En un sistema con la posibilidad de conmutación de maleta AA se trató de conmutar a datos AA no disponibles
PHOENIX Sí

Problemas de funcionamiento, causas y soluciones Mensajes de error del sistema
80 Nº art.: 099-008225-EWM04
Número de error (Valor)
Significado Sistema relevante
¿Puede repararse el error?
99 Sin conexión a fuentes de corriente de soldadura (por ejemplo, sistema apagado)
PHOENIX / TETRIX No, se repara solo
255 Errror desconocido(1) PHOENIX / TETRIX Sí
Los números de error indicados en las unidades operativas difieren de los transmitidos errores sobre el bus de campo.
(1) El sistema asignó un error que no pudo ser clasificado. Este caso puede ocurrir en caso de diferencias entre los estados del software entre la fuente de corriente y la interfaz.

Vista general de conexiones
X4, entradas digitales
Nº art.: 099-008225-EWM04 81
10 Vista general de conexiones 10.1 X4, entradas digitales
El controlador dispone de 4 entradas digitales con lógica de 24 V. 24 V colocan a la entrada en el nivel lógico alto, 0 V colocan a la entrada en el nivel lógico bajo. Nº de contacto:
Función / Significado Término en los datos de estado
X4/1 +24 V X4/2 Señal de colisión del soplete Colisión del soplete X4/3 Entrada definida por el usuario Entrada definida por el usuario 1 X4/4 0V X4/5 Entrada definida por el usuario Entrada definida por el usuario 2 X4/6 Entrada definida por el usuario Entrada definida por el usuario 3
Las entradas no están aisladas galvánicamente. ¡Las entradas 2 y 3 no son utilizables en conjunto con la opción de seguimiento de costura!
10.2 X5, salidas digitales El controlador dispone de 2 contactos de relé libres de potencial Nº de contacto:
Función / Significado Término en los datos de control
X5/1 Contacto de cierre Advertencia de supervisión X5/2 Contacto de apertura Advertencia de supervisión X5/3 Relé de contacto de pie Advertencia de supervisión X5/4 Contacto de cierre Salida definida por el usuario X5/5 Contacto de apertura Salida definida por el usuario X5/6 Relé de contacto de pie Salida definida por el usuario
Los relés no debería ser cargados con grandes cargas inductivas o capacitivas. Los contactos de relé son apropiados para 8 A a 250 V CA.
10.3 X7, entradas analógicas El controlador dispone de 2 entradas analógicas para la rápida detección de los valores reales del proceso: Nº de contacto:
Función / Significado Término en los datos de estado
X7/1 Referencia +10 V X7/2 Uist, 0-10 V (comprende desde 0
hasta 100 V) Valor real tensión de soldadura
X7/3 Iist, 0-10 V (comprende desde 0 hasta 1000 A)
Valor real corriente de soldadura
X7/4 Referencia 0 V

Vista general de conexiones X10, interfaz para diagnóstico
82 Nº art.: 099-008225-EWM04
10.4 X10, interfaz para diagnóstico Este conector pone a disposición la función diagnóstico con una interfaz RS232. Por favor utilice solamente los cables que EWM Hightec Welding tiene disponible para la conexión al PC. Nº de contacto:
Función / Significado Término en los datos de estado
X10/1 No utilizado X10/2 Referencia 0 V Masa de referencia para PC X10/3 PC-TxD Línea de transmisión desde el PC X10/4 PC-RxD Línea de recepción para el PC X10/5 No utilizado X10/6 No utilizado
10.5 X15, Fuente de alimentación externa Nº de contacto:
Función / Significado Término en los datos de estado
X15/1 Alimentación CC+ Fuente de alimentación externa del sistema 24 a 30 V X15/2 Referencia de 0 V Masa de referencia
Sólo se puede utilizar la fuente de alimentación que el fabricante pone a disposición.

Garantía
Validez general
Nº art.: 099-008225-EWM04 83
11 Garantía 11.1 Validez general
Garantía de 3 años para todos los equipos EWM nuevos*: • Fuentes de corriente •Alimentación de alambre •Aparatos de refrigeración •Carro de conducción
* en tanto que sean operados con accesorios originales EWM (como, por ejemplo, paquete de manguera intermedia, control remoto, cable de extensión del control remoto, medios refrigerantes, etc.).
1 año de garantía en:
• EWM equipos de segunda mano
• Componentes de automatización y mecanización
• Control remoto
• Inversor
• Paquetes de manguera intermedia
6 meses de garantía en: • Piezas de repuesto entregadas por separado (por ejemplo, placas de circuito impreso, aparatos de
ignición)
Garantía del fabricante/proveedor: • Todas las piezas compradas adicionalmente, empleadas por EWM pero fabricadas por otros
fabricantes (por ejemplo, motores, bombas, ventiladores, sopletes etc.)
Los errores de programa no reproducibles y piezas que estén sujetas a un envejecimiento mecánico quedan excluidos de la garantía (como por ejemplo, la unidad de alimentación de alambre, los rodillos DV, las piezas de recambio DV y las piezas desgastadas, las ruedas, las válvulas solenoides, los conductos de piezas de trabajo, la sujeción del electrodo, las mangueras de unión, los recambios de soplete y las piezas desgastadas de soplete, los cables de red y de control, etc.)
Estas indicaciones son sin prejuicio del derecho legal de garantía y basándonos en nuestras condiciones comerciales generales así como en nuestras normativas para la declaración de garantía. Los acuerdos adicionales se tienen que legalizar por escrito con EWM.
Nuestras condiciones comerciales generales están disponibles en cualquier momento en línea bajo www.ewm.de.

Garantía Declaración de garantía
84 Nº art.: 099-008225-EWM04
11.2 Declaración de garantía Tres años de garantía Sin prejuicio del derecho legal de garantía y basándonos en nuestras condiciones de comercio generales EWM HIGHTEC WELDING GmbH le ofrece 3 años de garantía a partir de la fecha de compra para su equipo de soldadura. Para accesorios y recambios son válidos los distintos períodos de garantía que puede encontrar en el capítulo “Validez general”. Las piezas desgastadas están evidentemente excluidas de la garantía.
EWM le garantiza que los productos no tienen defectos de fabricación ni de material. Si se probara que el producto presenta defectos de material o de fabricación dentro del plazo de garantía, le proporcionaríamos o bien la reparación gratuita o la restitución por un producto equivalente según nuestro parecer. Al ingresar el producto devuelto a EWM se convertirá en propiedad de EWM.
Condiciones Un requisito para la concesión de los tres años de garantía completa es el manejo exclusivo de los productos según las instrucciones de uso de EWM en cumplimiento de las recomendaciones y las instrucciones legalmente válidas, y un proceso anual de mantenimiento y comprobación por parte de un distribuidor de EWM según el capítulo "Mantenimiento y comprobación". Sólo siguiendo la normativa comercial y con un mantenimiento regular los equipos funcionan a largo plazo de manera impecable.
El recurso a la garantía Al hacer recurso a la garantía diríjase exclusivamente a un distribuidor autorizado de EWM.
Exclusión de la garantía No existe un derecho a garantía si los respectivos productos EWM no son operados con los accesorios originales de EWM (como por ejemplo, paquete de manguera intermedia, control remoto, cable de extensión de control remoto, líquido refrigerante, etc.). La garantía no será válida para productos que se hayan dañado a causa de accidente, de abuso, de una mala utilización, de una instalación inadecuada, de aplicaciones forzadas, del incumplimiento de las especificaciones e instrucciones de uso, de un mantenimiento insuficiente (ver capítulo “Mantenimiento y comprobación”), de daños por acciones externas, de catástrofes naturales o accidentes personales. Del mismo modo la garantía no será válida si se hacen modificaciones, reparaciones o cambios inadecuados. El derecho de garantía no existe en productos desmontados parcial o totalmente ni con intervenciones de personal no autorizado por EWM así como en casos de deterioro normal.
Limitación Todas las exigencias de cumplimiento o incumplimiento por parte de EWM de lo descrito en esta declaración en relacion con este producto están restringidas a los daños realmente ocurridos de la forma siguiente. La obligación de reparación de daños de la empresa EWM en la presente declaración en relación con este producto está delimitada principalmente al importe que haya pagado originariamente en la compra del producto. La delimitación no afecta a daños a personas o cosas a causa de un procedimiento negligente por parte de EWM. EWM en ningún caso responde de la pérdida de beneficios indirectos así como de los daños causados. EWM no responde ante daños basdos en exigencias de terceros.
Jurisdicción La única jurisdicción aplicable en conflictos directos o indirectos derivados del contrato, siempre y cuando el cliente sea un comercial, será según elección del proveedor la sede o de la sucursal del proveedor. Posee la propiedad de los productos que se le hayan entregado en el marco de la garantía como compensación en el momento de su sustitución.

Esquemas eléctricos
Declaración de garantía
Nº art.: 099-008225-EWM04 85
12 Esquemas eléctricos
X2/10
X2/9
X2/8
X2/7
X2/6
X2/5
X2/4
X2/3
X2/2
X2/1
Program
mierstecker
X2
X10/1
X10/2
X10/3
X10/4
X10/5
X10/6
Diagnose
X10
X1/1
X1/3
X1/4
X1/2
X2/1
X2/2
X15
X15/1
X15/2
SV
IBU
S3
Vin+
Vin-
Optional:
34 13 2X
1
X7/12
X7/11
X7/10
X7/9
X7/8
X7/7
X7/6
X7/5
X7/4
X7/3
X7/2
X7/1
X7
Analog In/O
ut
X5/12
X5/11
X5/10
X5/9
X5/8
X5/7
X5/6
X5/5
X5/4
X5/3
X5/2
X5/1
X5
Digital O
ut
X4/8
X4/7
X4/6
X4/5
X4/4
X4/3
X4/2
X4/1
X4
X11/1
X11/2
X11/3
X11/4
X11
System
-Bus
X13
X13/2
X13/3
X13/4
X13/1
X13/6
X13/7
X13/5
D-S
ub.15polig
System
-Bus
X12
XPE/1
XPE/2
XP
E
Digital In
I B U
S - 3
A1-
X9/12
X9/11
X9/10
X9/9
X9/8
X9/7
X9/6
X9/5
X9/4
X9/3
X9/2
X9/1
X9
42VA
C ext.
X14
X14/1
X14/2
Vin+
Vin-
0V0V
Feldbusmodul
+24V ext.
0V
DC
ext.
firmw
are update
diagnostics
field-bus module
2
0V3
PC
-TxD4
PC
-RxD
5
+15V6
-15V
+24V ext.
0V
1 +10V Uref. reference2 Uist 0-10V=0-150V3 Iist 0-10V = 0-1000A4 0V
1
? T
2
? T
3
? T
4
? T
5
? T
6
? T
Ausgang 1 user output 1
Warnung warningÜberwachung monitoring
1 +24V2 Sig. Brennerkollision torch collision3 Eingang 1 user input 14 DV5 Eingang 2 user input 26 Eingang 3 user input 3
Datum
:N
ame:
gezeichnet:geprüft:
Freigabe:Ä
nderung-4:Ä
nderung-3:Ä
nderung-2:Ä
nderung-1:
31.05.2005N
IEDEN
THA
L
Blatt: /1
This drawing is protected by copyright.
It may not be reproduced or utilised in any w
ayor com
municated or forw
arded to third partiesw
ithout our express permission!
1
BU
SINT X11 G
RU
ND
MO
DU
L4171-00
Zeichnungsnumm
er:
IND
USTR
IEBU
S INTER
FAC
E