
IX. Práctica E3: Soldadura de Fibras Ópticas - tfo.upm.es · PDF fileAsí,...
15
IX. Práctica E3: Soldadura de Fibras Ópticas NOTA IMPORTANTE:ANTES DE REALIZAR ESTA PRÁCTICA ES NECESARIO QUE SE FAMILIARICE CON EL MANEJO DEL OTDR, QUE UTILIZARÁ COMO CONTROL DE CALIDAD DENTRO DE LA MISMA.PARA ELLO DEBERÁ REALIZAR ALGUNOS APARTADOS DE LA PRÁCTICA E2, OTDR, EN PRIMER LUGAR.PASE A LA PRÁCTICA E2 SI NO LA HA HECHO YA, Y SIGA LAS INSTRUCCIONES QUE ALLÍ SE INDICAN. IX.1. EL A COPLO POR FUSIÓN La técnica más fiable para realizar un acoplo permanente con fibras desnudas es el empalme por fusión de las fibras. Para realizar esta fusión existen diferentes métodos: arco voltaico, microllama o láser de dióxido de carbono. La técnica más usual es la de arco voltaico, en la cual las dos fibras ópticas, debidamente cortadas, se enfrentan y funden mediante el calor que produce el arco voltaico formado entre dos electrodos. El equipo que se utiliza en la fusión de las fibras se suele denominar soldador, empalmadora o fusionador. En el muestrario de firmas comerciales se pueden encontrar tres tipos de máquina de fusión por arco voltaico: manual , semiautomática y automática. Esta clasificación considera la capacidad del operador de maniobrar tanto en el proceso de alineamiento de MATERIAL NECESARIO Máquina de empalmar 2 carretes MM (50/125) Latiguillo multimodo Caja de emisores Medidor de potencia óptica Cortadora de fibra Peladora de Fibra Alcohol y Tisú
Transcript of IX. Práctica E3: Soldadura de Fibras Ópticas - tfo.upm.es · PDF fileAsí,...
IX. Práctica E3: Soldadura deFibras Ópticas
NOTA IMPORTANTE: ANTES DE REALIZAR ESTA PRÁCTICA ES NECESARIO QUE SE FAMILIARICE CON EL MANEJO DELOTDR, QUE UTILIZARÁ COMO CONTROL DE CALIDAD DENTRO DE LA MISMA. PARA ELLO DEBERÁ REALIZARALGUNOS APARTADOS DE LA PRÁCTICA E2, OTDR, EN PRIMER LUGAR. PASE A LA PRÁCTICA E2 SI NO LA HAHECHO YA, Y SIGA LAS INSTRUCCIONES QUE ALLÍ SE INDICAN.
IX.1. EL ACOPLO POR FUSIÓN
La técnica más fiable para realizar un acoplo permanente con fibras desnudas es el
empalme por fusión de las fibras. Para realizar esta fusión existen diferentes métodos: arco
voltaico, microllama o láser de dióxido de carbono. La técnica más usual es la de arco
voltaico, en la cual las dos fibras ópticas, debidamente cortadas, se enfrentan y funden
mediante el calor que produce el arco voltaico formado entre dos electrodos. El equipo que
se utiliza en la fusión de las fibras se suele denominar soldador, empalmadora o fusionador.
En el muestrario de firmas comerciales se pueden encontrar tres tipos de máquina
de fusión por arco voltaico: manual, semiautomática y automática. Esta clasificación
considera la capacidad del operador de maniobrar tanto en el proceso de alineamiento de
MATERIAL NECESARIOMáquina de empalmar
2 carretes MM (50/125)
Latiguillo multimodo
Caja de emisores
Medidor de potencia óptica
Cortadora de fibra
Peladora de Fibra
Alcohol y Tisú
Laboratorio de Comunicaciones Ópticas –Dpto. Tecnología Fotónica
IX-2
las fibras como en el de fusión. Así, por ejemplo, se dice que una máquina de soldar es
totalmente manual cuando la acción del operador es necesaria en los dos procesos y
semiautomática cuando el operador tiene libertad de acción sólo en uno de ellos.
Casi todas ellas tienen en común el tipo de sujeción de las fibras que van a ser
fusionadas. Esto se realiza mediante unas plataformas que poseen un surco en forma de V,
donde se introducen las fibras (desprovistas, en cierta longitud, de cualquier tipo de
protección) y se fijan mediante unas presillas.
Otra forma de clasificar las máquinas de empalme es considerando la técnica que
utilizan para optimizar el proceso de alineamiento entre las fibras enfrentadas:
Alineamiento por comparación de diámetros.
Alineamiento mecánico automático.
Alineamiento por inyección y detección de luz.
IX.1.1. Alineamiento por comparación del diámetro de lascubiertas de las fibras
Este tipo de soldador se compone, básicamente, de las plataformas antes mencionadas
con libertad de movimiento en todos los ejes (x, y, z) y de un microscopio que facilita la
visión del proceso de alineamiento (en versiones más sofisticadas el microscopio se
sustituye por una videocámara).
Una vez colocadas las fibras (correctamente preparadas) en sus plataformas, el
operador las alínea, tomando el diámetro de sus cubiertas como referencia. Cuando
considere "a ojo" un alineamiento óptimo procederá a realizar la fusión.
La técnica por comparación de cubiertas, tanto manual como automática, presenta
dos limitaciones en su uso. La primera es la baja calidad del empalme cuando se utilizan
fibras de distinto diámetro de cubierta. La segunda, cuando aún siendo iguales las cubiertas,
las fibras enfrentadas tienen distintas dimensiones de núcleo o cierta asimetría en su perfil
de índice de refracción (este último es el caso de las fibras birrefringentes).
Debido a las limitaciones que presenta este soldador, suele utilizarse únicamente
con fibras multimodo.
IX.1.2. Alineamiento mecánico automático
El alineamiento mecánico automático es similar al anterior y presenta limitaciones afines. Su
peculiaridad es que las plataformas de sujeción de las fibras están alineadas, de forma que
al posicionar las fibras en los surcos, éstas deben quedar perfectamente enfrentadas. El
Práctica E3: Soldadura de Fibras Ópticas
IX-3
operador sólo tiene libertad de movimientos en el eje z (acercar o separar las fibras).
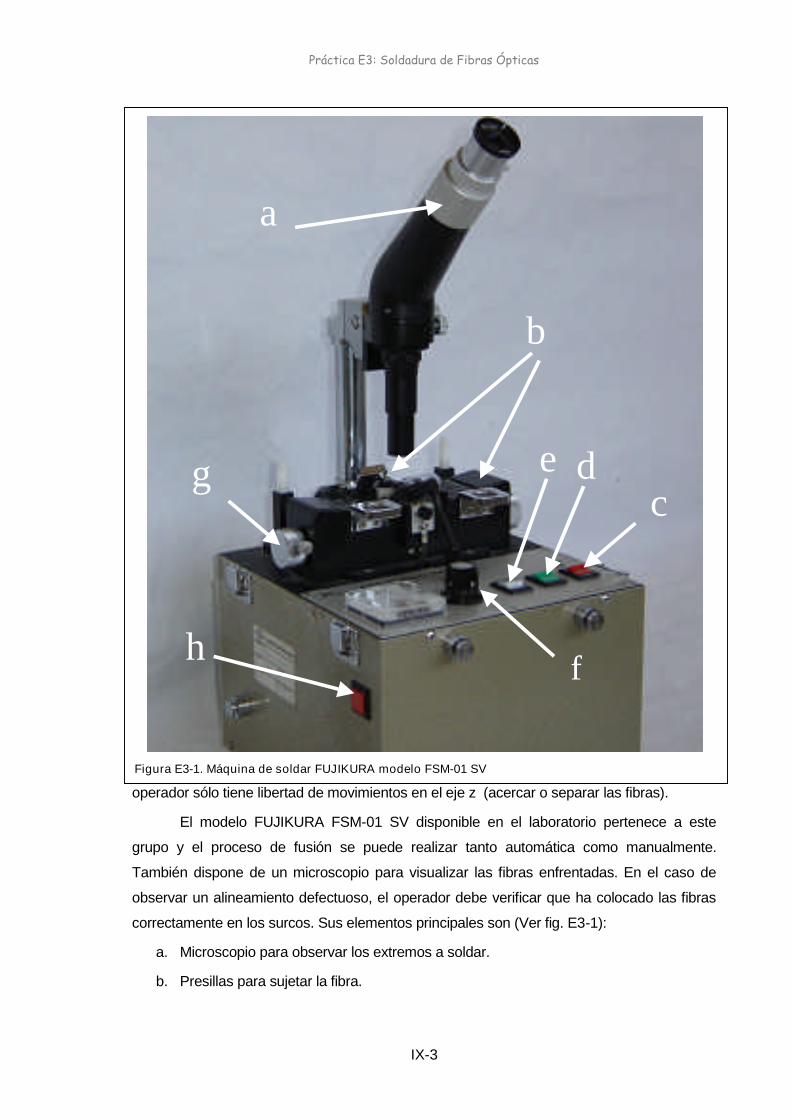
El modelo FUJIKURA FSM-01 SV disponible en el laboratorio pertenece a este
grupo y el proceso de fusión se puede realizar tanto automática como manualmente.
También dispone de un microscopio para visualizar las fibras enfrentadas. En el caso de
observar un alineamiento defectuoso, el operador debe verificar que ha colocado las fibras
correctamente en los surcos. Sus elementos principales son (Ver fig. E3-1):
a. Microscopio para observar los extremos a soldar.
b. Presillas para sujetar la fibra.
a
b
cde
f
g
h
a
b
cde
f
g
h
Figura E3-1. Máquina de soldar FUJIKURA modelo FSM-01 SV
Laboratorio de Comunicaciones Ópticas –Dpto. Tecnología Fotónica
IX-4
c. Interruptor de alimentación.
d. Interruptor iluminación microscopio.
e. Selector manual-automático.
En modo manual el operario tiene que desplazar las fibras hasta que sus
extremos produzcan una ligera presión el uno contra el otro.
En modo automático es la propia máquina la que produce esa presión,
cuando se está soldando.
f. Control de potencia del arco voltaico.
g. Mandos para desplazar las fibras según el eje “z”.
h. Botones para hacer saltar el arco entre los electrodos.
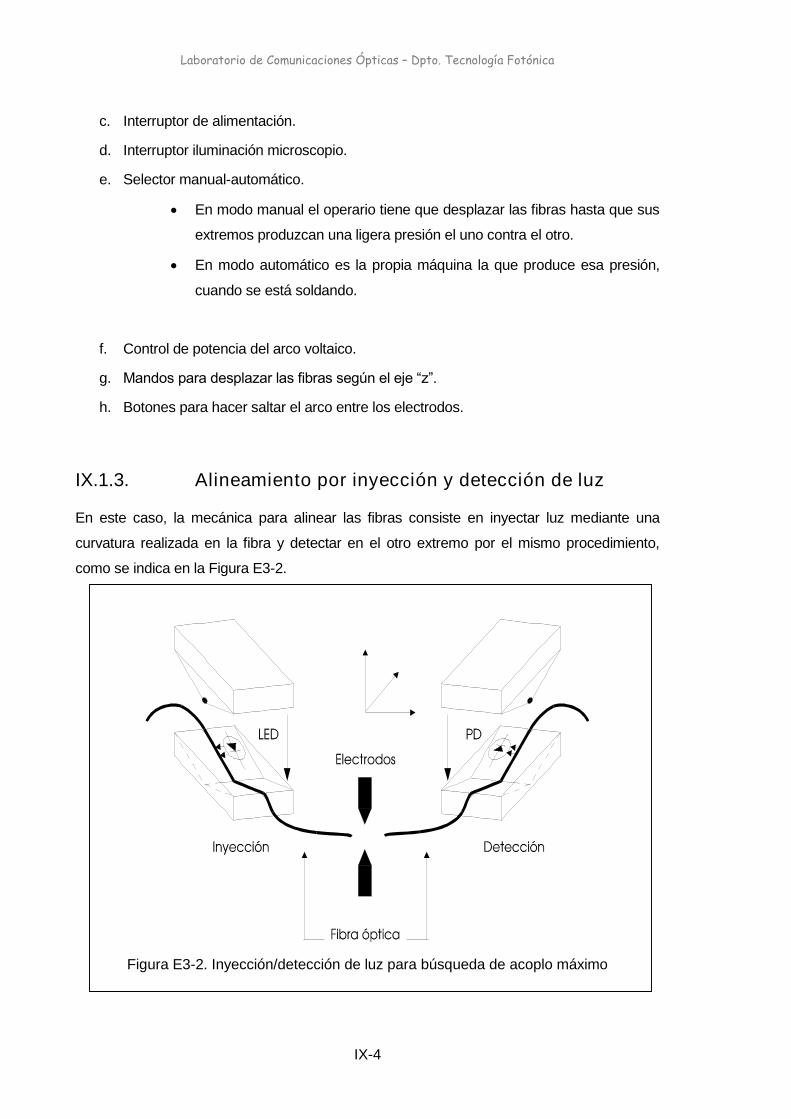
IX.1.3. Alineamiento por inyección y detección de luz
En este caso, la mecánica para alinear las fibras consiste en inyectar luz mediante una
curvatura realizada en la fibra y detectar en el otro extremo por el mismo procedimiento,
como se indica en la Figura E3-2.
Figura E3-2. Inyección/detección de luz para búsqueda de acoplo máximo
Práctica E3: Soldadura de Fibras Ópticas
IX-5
La fibra se curva con un ángulo propicio de forma que la luz incidente en esa zona
entre y se propague por la fibra. En el otro extremo, la luz se radia fuera de la fibra al entrar
en la zona curvada (por exceder el ángulo crítico). Esta zona se enfrenta a un fotodiodo para
su detección.
El proceso de alineamiento puede ser realizado por la máquina automáticamente,
valorando la potencia medida, o de forma manual dando una lectura de la potencia extraída
y siendo el operador el encargado de variar los ejes (x, y, z) para encontrar la lectura
máxima.
Este tipo de máquinas son las más potentes ya que presentan limitaciones menos
restrictivas en cuanto al tipo de fibra óptica a fusionar pero, en cambio, están limitadas a su
uso con fibras cuya protección cumpla una serie de características específicas con el fin de
poder inyectar y extraer luz por curvatura.
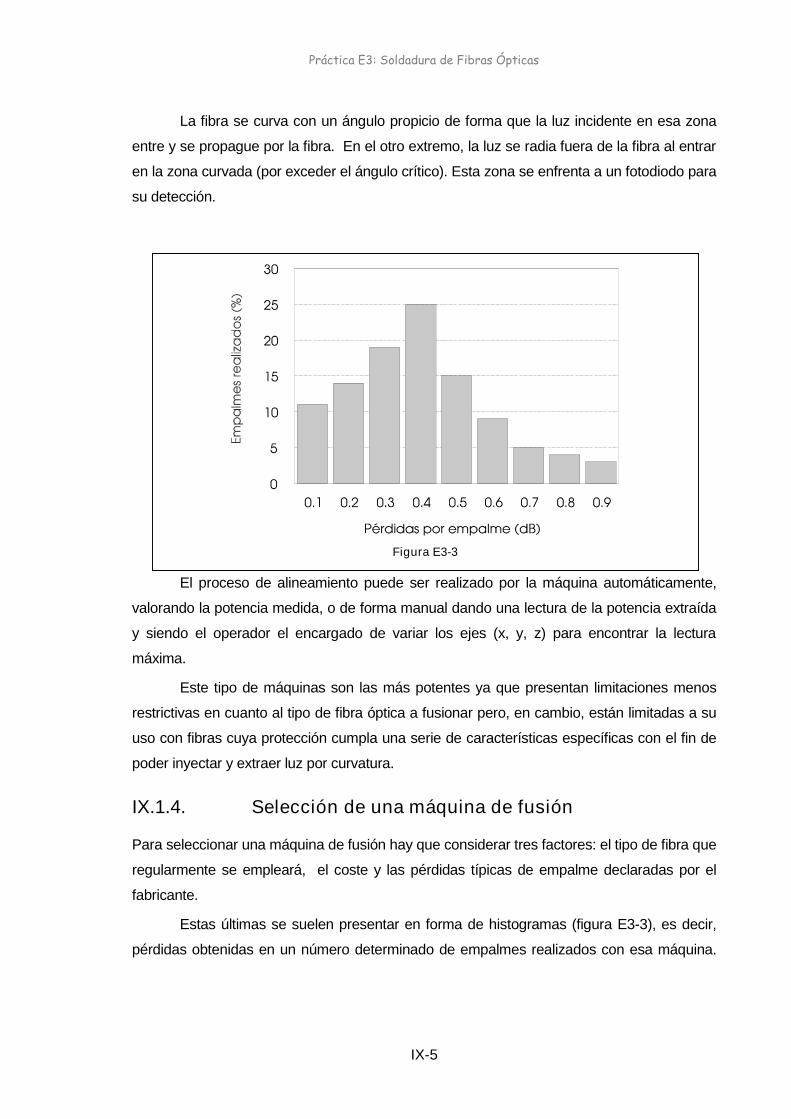
IX.1.4. Selección de una máquina de fusión
Para seleccionar una máquina de fusión hay que considerar tres factores: el tipo de fibra que
regularmente se empleará, el coste y las pérdidas típicas de empalme declaradas por el
fabricante.
Estas últimas se suelen presentar en forma de histogramas (figura E3-3), es decir,
pérdidas obtenidas en un número determinado de empalmes realizados con esa máquina.
Figura E3-3
Laboratorio de Comunicaciones Ópticas –Dpto. Tecnología Fotónica
IX-6
En el modelo FUJIKURA FSM-01 SV que se utiliza en el laboratorio, un operario
experimentado hará soldaduras con pérdidas del orden de 0.1 dB
Por último, hay que mencionar que la tendencia actual en la fabricación de máquinas
de fusión es la automatización de los procesos y la disminución de peso y tamaño de los
equipos. Esto es debido, principalmente, a que la utilización de estas máquinas a nivel
industrial se realiza en líneas de tendido con localizaciones tan diversas como conductos
metropolitanos o zanjas campestres.
IX.2. DESARROLLO DE LA PRÁCTICA
Objetivo: Realizar un empalme entre dos fibras multimodo y valorar las pérdidas
introducidas en el acoplo.
Para ello se utilizará una máquina de soldar modelo FUJIKURA FSM-01 SU,
semiautomática, descrita anteriormente.
Técnica de fusión
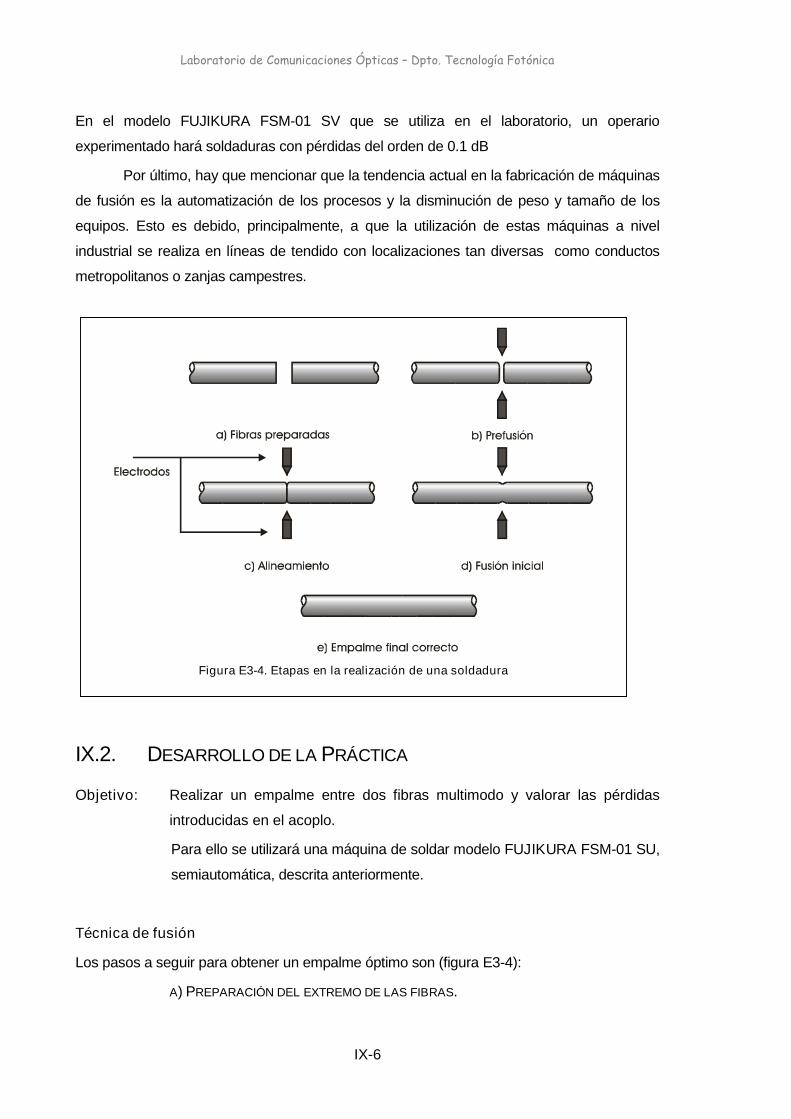
Los pasos a seguir para obtener un empalme óptimo son (figura E3-4):
A) PREPARACIÓN DEL EXTREMO DE LAS FIBRAS.
Figura E3-4. Etapas en la realización de una soldadura
Práctica E3: Soldadura de Fibras Ópticas
IX-7
B) PREFUSIÓN
C) ALINEAMIENTO
D) FUSIÓN
E) PROTECCIÓN
IX.2.1. Preparación de los Extremos de las Fibras
Los pasos que a continuación se van a detallar son comunes a cualquier proceso de
acoplo a fibra, ya sea la fusión entre dos de ellas, el acoplo de luz a uno de sus extremos
o la detección de potencia óptica.
La preparación correcta de los extremos de la fibra consta de:
Pelado y limpieza
Corte
Pulido
Cuando se trabaja con una fibra óptica, hay que tener en cuenta que aunque el
núcleo y la cubierta tienen diferentes índices de refracción, visualmente no es posible
identificar el área correspondiente a cada una de ellas. Por tanto, en el laboratorio la fibra
se “verá” como un único cilindro de sílice.
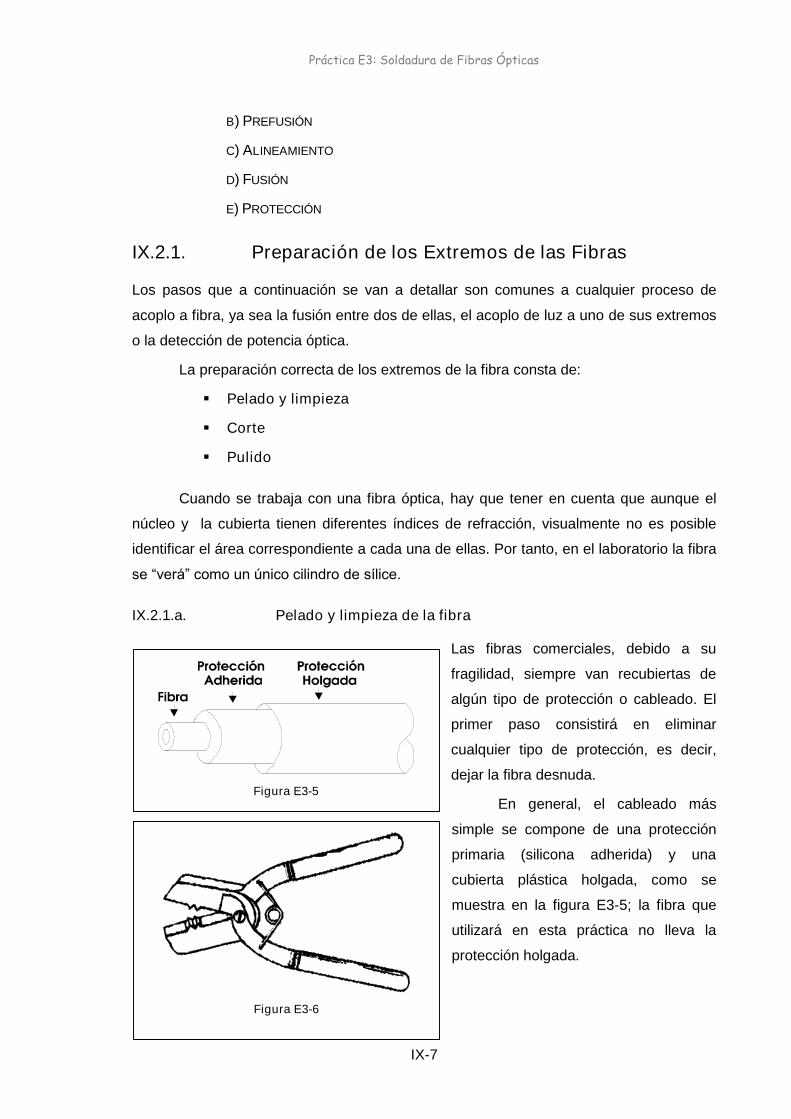
IX.2.1.a. Pelado y limpieza de la fibra
Las fibras comerciales, debido a su
fragilidad, siempre van recubiertas de
algún tipo de protección o cableado. El
primer paso consistirá en eliminar
cualquier tipo de protección, es decir,
dejar la fibra desnuda.
En general, el cableado más
simple se compone de una protección
primaria (silicona adherida) y una
cubierta plástica holgada, como se
muestra en la figura E3-5; la fibra que
utilizará en esta práctica no lleva la
protección holgada.
Figura E3-5
Figura E3-6

Laboratorio de Comunicaciones Ópticas –Dpto. Tecnología Fotónica
IX-8
Dependiendo del material concreto de estas dos protecciones, se deberán utilizar
diferentes técnicas para su eliminación:
La protección adherida se elimina mediante un pelacables de alta precisión (figura
E3-6). La técnica de pelado es similar a la realizada para eliminar la protección de los
cables de cobre. El
desplazamiento fibra-
pelacables debe hacerse en la
dirección que indica la flecha de
éste.
Una vez que se tiene la
fibra desnuda, hay que
proceder a la limpieza de
posibles residuos en su
superficie transversal. Para ello
se utiliza papel tisú impregnado
en acetona o isopropanol.
IX.2.1.b. Corte de la fibra
Un corte defectuoso puede producir una serie de efectos no deseados como un aumento
de la potencia reflejada, pérdidas en conexiones y acoplos, etc.
La técnica de corte de una fibra se realiza en dos pasos:
El primero consiste en realizar, en la superficie transversal de la fibra, una pequeña
incisión perpendicular al eje de propagación, mediante una punta de diamante o una
hoja de carbono.
En el segundo paso se debe provocar una tensión de igual fuerza a ambos lados de
la incisión, de forma que ésta se extienda por toda la sección transversal de la fibra
(Figura E3-7).
La incisión seguida de la tensión, causa una fractura secuencial de los enlaces
atómicos del material que compone la fibra, pero únicamente en la dirección que marca la
punta de la ranura. Ésta es la razón por lo que la fractura propagada es plana.
Por tanto, si la incisión es perpendicular al eje de propagación y la tensión inducida es
uniforme, el corte será plano y perpendicular al eje de transmisión.
Figura E3-7
Práctica E3: Soldadura de Fibras Ópticas
IX-9
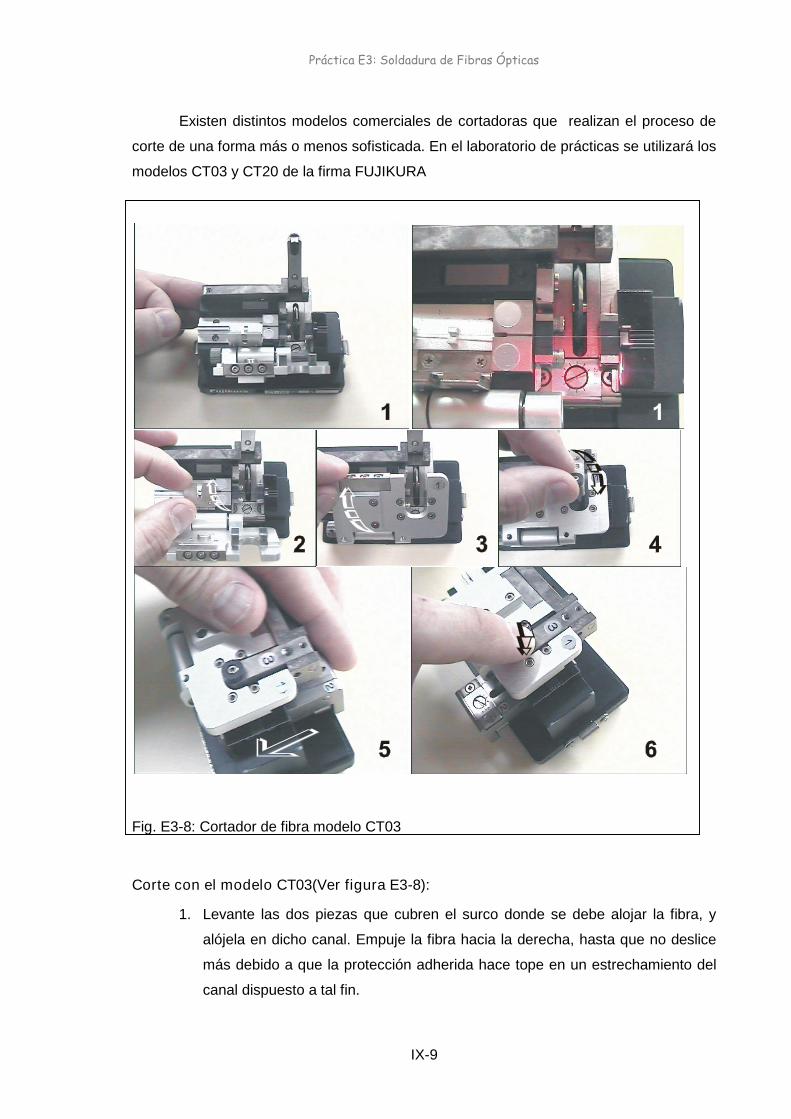
Existen distintos modelos comerciales de cortadoras que realizan el proceso de
corte de una forma más o menos sofisticada. En el laboratorio de prácticas se utilizará los
modelos CT03 y CT20 de la firma FUJIKURA
Fig. E3-8: Cortador de fibra modelo CT03
Corte con el modelo CT03(Ver figura E3-8):
1. Levante las dos piezas que cubren el surco donde se debe alojar la fibra, y
alójela en dicho canal. Empuje la fibra hacia la derecha, hasta que no deslice
más debido a que la protección adherida hace tope en un estrechamiento del
canal dispuesto a tal fin.

Laboratorio de Comunicaciones Ópticas –Dpto. Tecnología Fotónica
IX-10
2. Fíjela con la presilla de sujeción.
3. Baje una de las piezas que cubre el canal.
4. Baje la otra pieza que posteriormente se encargará de producir la tensión
sobre la fibra, para su corte.
5. Haga la incisión en la fibra desplazando la pieza que soporta la hoja de corte.
6. Presione sobre la pieza que se encarga de tensar la fibra para su definitivo
corte.
Corte con el modelo CT20 (Ver figura 3.9)
Esta máquina realiza de forma continua los procesos de incisión en la fibra y posterior
tensión para su corte definitivo.
1. Desbloquear la máquina, actuando sobre el mando de la zona posterior.
2. Retire la protección que cubre la punta de diamante encargada de hacer
la incisión sobre la fibra
3. Coloque la fibra en el canal donde debe alojarse. Hay una escala
graduada que indica la distancia al punto de corte. Sitúe en el punto
adecuado de esa escala el extremo de la protección adherida de la fibra.
4. Fije la fibra con la presilla de sujeción.
5. Baje suavemente la palanca superior de la máquina de corte, que
primero hará la incisión sobre la fibra, y posteriormente el corte
definitivo.
6. Vuelva a poner la protección sobre la punta de diamante.
7. Baje la palanca y vuelva a bloquear la máquina.
Fig. 3-9: Cortadora de fibra modelo CT20

Práctica E3: Soldadura de Fibras Ópticas
IX-11
IX.2.1.c. Pulido de la superficie transversal de la fibra.
Si el proceso de pelado y corte de la fibra se ha realizado como paso previo al montaje de
un conector óptico, es necesario finalizar con un pulido meticuloso de la superficie
transversal de la fibra, con el conector ya engarzado. El material de pulido que se utiliza
es un abrasivo (lija) de grano fino, del orden de 0,5 m.
El montaje de conectores no es objeto de esta práctica, por lo que no se entra en
detalles sobre este proceso.
IX.2.2. Prefusión de los extremos de las fibras
La prefusión tiene por objeto que la superficie transversal quede ligeramente redondeada
(figura E3-4(b)). Este paso se realiza por dos motivos: eliminar las impurezas o residuos que
pudieran existir en las caras transversales de las fibras y evitar burbujas de aire dentro de la
soldadura.
La existencia de burbujas puede producirse aún suponiendo un alineamiento y
preparación de los extremos de las fibras perfecto, cuando se procede a la fusión sin haber
realizado una prefusión, ya que la fuente de calor que se utiliza (arco voltaico) caliente la
fibra de fuera a dentro y posiblemente se fusionarían las cubiertas de las fibras enfrentadas
y no los núcleos de las mismas (figura E3-10(c)). Con la prefusión de las caras transversales
se consigue que el primer contacto se produzca en el núcleo y la fusión se realizará de
dentro a fuera. Como orientación, hay que destacar que la prefusión se realiza con
intensidades de arco o tiempos de arco inferiores a los utilizados en la fusión.
Como se indica al principio de este apartado, lo que se pretende es hacer un ligero
redondeo en el canto de la superficie transversal de la fibra; si se sobrepasa este objetivo, la
posterior soldadura presentará una excesiva atenuación.
IX.2.3. Alineamiento, Fusión y Protección
Las etapas restantes del proceso de soldadura son:
Laboratorio de Comunicaciones Ópticas –Dpto. Tecnología Fotónica
IX-12
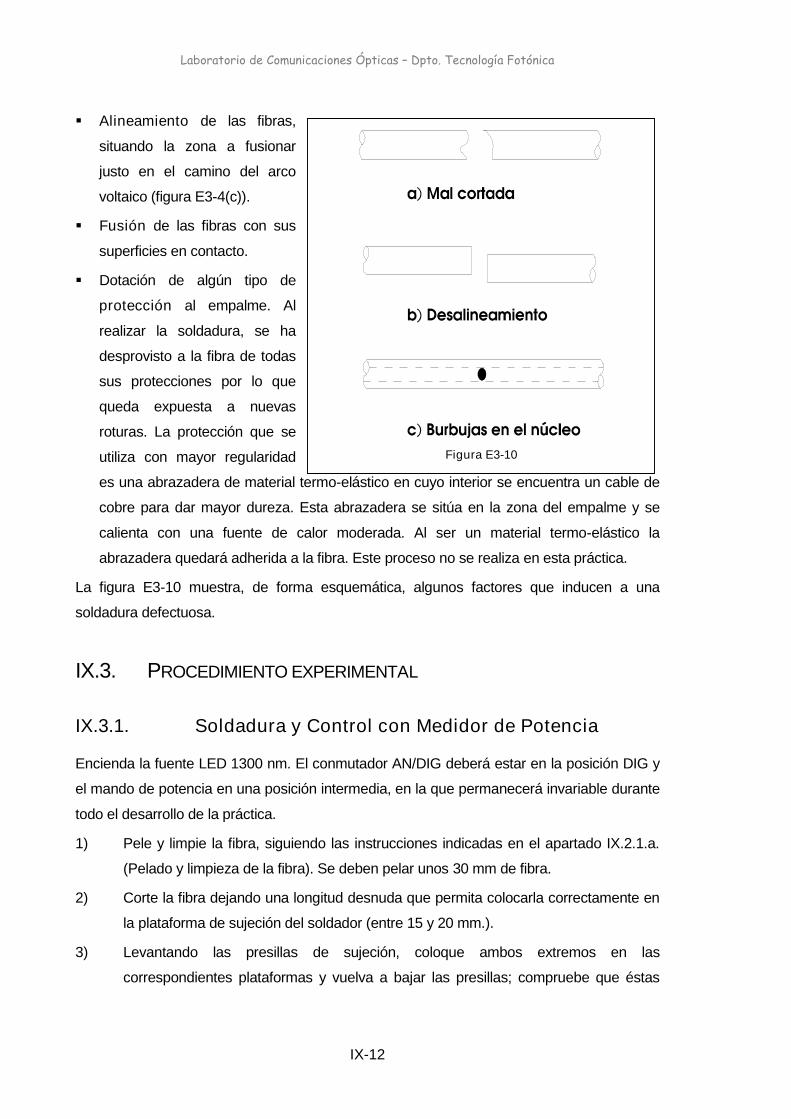
Alineamiento de las fibras,
situando la zona a fusionar
justo en el camino del arco
voltaico (figura E3-4(c)).
Fusión de las fibras con sus
superficies en contacto.
Dotación de algún tipo de
protección al empalme. Al
realizar la soldadura, se ha
desprovisto a la fibra de todas
sus protecciones por lo que
queda expuesta a nuevas
roturas. La protección que se
utiliza con mayor regularidad
es una abrazadera de material termo-elástico en cuyo interior se encuentra un cable de
cobre para dar mayor dureza. Esta abrazadera se sitúa en la zona del empalme y se
calienta con una fuente de calor moderada. Al ser un material termo-elástico la
abrazadera quedará adherida a la fibra. Este proceso no se realiza en esta práctica.
La figura E3-10 muestra, de forma esquemática, algunos factores que inducen a una
soldadura defectuosa.
IX.3. PROCEDIMIENTO EXPERIMENTAL
IX.3.1. Soldadura y Control con Medidor de Potencia
Encienda la fuente LED 1300 nm. El conmutador AN/DIG deberá estar en la posición DIG y
el mando de potencia en una posición intermedia, en la que permanecerá invariable durante
todo el desarrollo de la práctica.
1) Pele y limpie la fibra, siguiendo las instrucciones indicadas en el apartado IX.2.1.a.
(Pelado y limpieza de la fibra). Se deben pelar unos 30 mm de fibra.
2) Corte la fibra dejando una longitud desnuda que permita colocarla correctamente en
la plataforma de sujeción del soldador (entre 15 y 20 mm.).
3) Levantando las presillas de sujeción, coloque ambos extremos en las
correspondientes plataformas y vuelva a bajar las presillas; compruebe que éstas
Figura E3-10

Práctica E3: Soldadura de Fibras Ópticas
IX-13
apoyan sobre una zona de fibra con protección adherida. Si lo hacen sobre la fibra
desnuda no se sujetará correctamente a la máquina de soldar, debido a su reducido
diámetro. Observando por el microscopio, asegúrese que los cortes son
suficientemente aceptables.
4) Con el mando de movimiento en la dirección z, sitúe la punta de una de las fibras en
el camino del arco y retire ligeramente la otra. Proceda a la prefusión de ese
extremo. Debe utilizar una corriente de arco de 75 (AC ADJUST) durante 4
segundos, o aplicar 3 ó 4 descargas breves (el tiempo se controla manualmente presionando
simultáneamente los dos mandos de descarga del arco, situados en los laterales del soldador).
Para verificar que la punta de la fibra está situada correctamente observe por el
microscopio el proceso de prefusión (en operaciones posteriores no es necesario ni
aconsejable mirar por el microscopio durante la descarga del arco). Repita el paso
anterior hasta que observe que la cara transversal de la fibra se ha redondeado
ligeramente como se mostraba en la figura E3-4. Se redondean sólo los bordes, no
todo el extremo de la fibra.
El mando de desplazamiento de la fibra según el eje Z tiene un margen limitado de
movimiento, cuando se llega a este límite, emite una señal acústica para indicar que
no se debe continuar intentando desplazar la fibra en esa dirección. Si necesita un
desplazamiento mayor, deberá mover la fibra de forma manual, para ello presiónela
con el dedo, sobre el soporte en “V” para que no se salga del mismo, levante la
presilla que la fija y desplácela en la dirección Z, posteriormente vuelva a fijarla con
la presilla.
5) Retire ligeramente el extremo redondeado y repita la misma operación con el otro
extremo de fibra.
6) Acerque las fibras de forma que ambas se puedan visualizar en el microscopio (sin
tocarse) y de manera que el enfrentamiento de sus caras quede justamente en el
camino del arco voltaico.
7) Proceso de alineación: En la máquina empleada, la alineación está fijada por la
situación de las presillas de sujeción. Si observa en el microscopio alguna anomalía
en el enfrentamiento de las fibras, sáquelas de la plataforma y vuelva a colocarlas.
Tenga especial cuidado de no manipular cerca del arcovoltaico cuando esté en descarga.

Laboratorio de Comunicaciones Ópticas –Dpto. Tecnología Fotónica
IX-14
8) Conecte uno de los carretes a la fuente LED 1300 nm y el otro al medidor de
potencia.
9) Con el mando de movimiento en z acerque las fibras de forma que queden
enfrentadas en el camino del arco voltaico. Observe y recuerde en qué dirección ha
girado los mandos para separar o acercar las fibras.
10) Acerque las fibras hasta que entren en contacto y se presionen levemente
(Utilizando el procedimiento manual). Proceda a la descarga del arco con un tiempo
de 2 ó 3 segundos y una intensidad de 85.
11) Mida y anote la potencia de salida obtenida.
12) Mida y anote el nivel de pérdidas existente en la soldadura, siguiendo las
instrucciones del punto IX.3.2 (Control de calidad con OTDR).
13) Desconecte las fibras del OTDR y vuelva a conectarlas al LED y medidor de
potencia según lo indicado en 8).
14) Vuelva a presionar ligeramente las fibras y repita la descarga.
15) Repita el punto 14) tantas veces como considere oportuno. En cada paso de este
proceso mida la potencia luminosa de salida de la fibra en las mismas condiciones
del apartado 11); ésta irá aumentando en la misma cantidad que disminuyen las
pérdidas en la soldadura. Sea consciente de que según vamos dando sucesivas
descargas a la unión, ésta va mejorando; mejora que se manifiesta en una mayor
uniformidad de la superficie de la zona soldada y una menor atenuación; hasta que
llegamos a un punto óptimo, a partir del cuál se deteriora rápidamente la calidad de
la soldadura. Le recomendamos parar cuando llegue a unas pérdidas inferiores a 0.5
dB en la soldadura.
16) Mida las pérdidas reales en la soldadura, siguiendo las instrucciones del punto IX.3.2
(Control de calidad con OTDR), y compruebe que coinciden con las que ha estimado
en el apartado 15).
IX.3.2. Control de Calidad con OTDR
Se van a medir los valores de pérdidas obtenidos empleando el OTDR. En principio, este
último instrumento es más fiable, ya que permite aislar la soldadura del resto de fuentes
de pérdidas en la línea.
1) Desconecte el montaje anterior.

Práctica E3: Soldadura de Fibras Ópticas
IX-15
2) Conecte uno de los carretes al latiguillo del OTDR y deje libre el otro extremo.
Escoja un rango de distancias adecuado (2 ó 4 km, para abarcar toda la línea) y
seleccione el LD de 1300 nm si no lo está ya. Realice la medida.
3) Localice la soldadura. Debe aparecer en forma de pequeño escalón (es un
evento no reflexivo), aproximadamente a la mitad de la distancia de línea, ya que
ambos carretes tienen parecida longitud.
4) Active alternativamente los cursores A y B, y colóquelos a ambos lados de la
soldadura. Tome el dato A–B que ofrece el instrumento en pantalla.
5) Coloque ambos cursores en el tramo anterior a la soldadura, separados algunos
cientos de metros y lea el valor de la pendiente de atenuación del primer carrete.
Seguidamente haga lo mismo en el tramo posterior a la soldadura.
6) Repita los pasos anteriores empleando el diodo láser de primera ventana del
OTDR. Compare los resultados.
POR FAVOR, AL ACABAR LA PRÁCTICA RECOJAN
TODO Y DÉJENLO COMO ESTABA AL PRINCIPIO.
SUS COMPAÑEROS SE LO AGRADECERÁN.


















