Jidoka Automatizacion
3
Nº 57 • MARZO-2007 20 Lean Sigma ® Lean Sigma ® J idoka es un término japonés que en el mundo Lean Manufac- turing significa “automatización con un toque humano”. Jidoka permite que el proceso tenga su propio autocontrol de calidad. Así, por ejemplo, si existe una anor- malidad durante el proceso, este se detendrá ya sea automática o manual- mente, impidiendo que las piezas defec- tuosas avancen en el proceso. Todo lo contrario a los sistemas tradicionales de calidad, en los cuales las piezas son ins- peccionadas al final de su proceso pro- ductivo. Jidoka mejora la calidad en el proceso ya que solo se producirán piezas con cero defectos. Los cuatro pasos Pero Jidoka no funcionaria sólo con el simple hecho de detectar una anomalía y parar la línea. Jidoka es algo más, es corregir la condición anormal e investigar la causa raíz para eliminarla para siem- pre. Por lo que una buena ejecución de Jidoka consta de cuatro pasos: 1. Detectar la anormalidad. 2. Parar. 3. Fijar o corregir la con- dición anormal. 4. Investigar la causa raíz e instalar las contramedi- das. Los dos primeros pa- sos pueden ser automati- zados. A diferencia de los pasos tres y cuatro, los cuales son de total dominio de personas, ya que requieren de un diagnóstico, de un análisis, y de una resolución de pro- blemas. El primer paso es detectar la anorma- Jidoka: Automatización con un toque humano Para llegar a un sistema pr oductivo de cer o er r or es con una calidad al 100%, es necesa - rio evitar que cualquier pieza o pr oducto defectuoso avance en un pr oceso pr oductivo. Este es el concepto de Jidoka . lidad. Las anormalidades se pueden de- tectar tanto en los procesos en los que intervienen máquinas como en los proce- sos que intervienen personas. En el pri- mer caso, se construyen mecanismos dentro de las máquinas, los cuales detec- tan anomalías y automáticamente paran la máquina durante el tiempo de ocu- rrencia. En el caso de personas, se les da la autoridad para que opriman botones o tiren de cuerdas llamadas “cuerdas andon” que como consecuencia podrían llegar a parar una línea entera de pro- ducción. El segundo paso es parar. Lo que para muchas personas resulta difícil de enten- der es el hecho de parar la línea de pro- ducción, ya que se puede caer en el gran error de pensar que cada vez que se tira de una “cuerda andon” en una estación de trabajo toda la producción entra en una gran parada hasta que el problema sea resuelto. En realidad, las líneas de producción se pueden dividir en seccio- nes y estas a su vez en estaciones de tra- bajo, de forma que cuando una estación de trabajo avisa de su problema tirando de una “cuerda andon”, la línea sigue produciendo, teniendo un tiempo de ciclo para resolver el problema hasta que la sección de la línea entra en parada. Evitar el paro de la fábrica Si se llega a la situación en la que el problema no se puede resolver dentro del tiempo de ciclo, la sección cuenta con un buffer controlado a su entrada que fun- ciona como si fuera un pulmón, de mane- ra que la sección que esté aguas arriba o sección anterior, puede seguir producien- do y así evitar que se pare toda la fábri- ca. En el peor de los casos, si no se pue- Por Carlos Noriega Consultor Senior de Grupo Galgano Jidoka implica detectar una anomalía, parar la línea, corregir la condición anormal e investigar la causa raíz para eliminarla para siempre
-
Upload
instituto-tecnologico-de-pachuca -
Category
Business
-
view
3.740 -
download
5
Transcript of Jidoka Automatizacion

Nº 57 • MARZO-200720
Lean Sigma®Lean Sigma®
Jidoka es un término japonés queen el mundo Lean Manufac-turing significa “automatizacióncon un toque humano”. Jidokapermite que el proceso tenga supropio autocontrol de calidad.
Así, por ejemplo, si existe una anor-malidad durante el proceso, este sedetendrá ya sea automática o manual-mente, impidiendo que las piezas defec-tuosas avancen en el proceso. Todo locontrario a los sistemas tradicionales decalidad, en los cuales las piezas son ins-peccionadas al final de su proceso pro-ductivo. Jidoka mejora la calidad en elproceso ya que solo se producirán piezascon cero defectos.
Los cuatro pasos
Pero Jidoka no funcionaria sólo con elsimple hecho de detectar una anomalía yparar la línea. Jidoka es algo más, escorregir la condición anormal e investigarla causa raíz para eliminarla para siem-pre. Por lo que una buena ejecución deJidoka consta de cuatro pasos:1. Detectar la anormalidad.2. Parar.
3. Fijar o corregir la con-dición anormal.4. Investigar la causa raíze instalar las contramedi-das.
Los dos primeros pa-sos pueden ser automati-zados. A diferencia de lospasos tres y cuatro, los
cuales son de total dominio de personas,ya que requieren de un diagnóstico, deun análisis, y de una resolución de pro-blemas.
El primer paso es detectar la anorma-
Jidoka: Automatizacióncon un toque humano
Para llegar a un sistema productivo de cero errores con una calidad al 100%, es necesa-rio evitar que cualquier pieza o producto defectuoso avance en un proceso productivo.Este es el concepto de Jidoka.
lidad. Las anormalidades se pueden de-tectar tanto en los procesos en los queintervienen máquinas como en los proce-sos que intervienen personas. En el pri-mer caso, se construyen mecanismosdentro de las máquinas, los cuales detec-tan anomalías y automáticamente paranla máquina durante el tiempo de ocu-rrencia. En el caso de personas, se les dala autoridad para que opriman botones otiren de cuerdas llamadas “cuerdasandon” que como consecuencia podríanllegar a parar una línea entera de pro-ducción.
El segundo paso es parar. Lo que paramuchas personas resulta difícil de enten-der es el hecho de parar la línea de pro-ducción, ya que se puede caer en el granerror de pensar que cada vez que se tirade una “cuerda andon” en una estaciónde trabajo toda la producción entra enuna gran parada hasta que el problemasea resuelto. En realidad, las líneas deproducción se pueden dividir en seccio-nes y estas a su vez en estaciones de tra-bajo, de forma que cuando una estaciónde trabajo avisa de su problema tirandode una “cuerda andon”, la línea sigueproduciendo, teniendo un tiempo deciclo para resolver el problema hasta quela sección de la línea entra en parada.
Evitar el paro de la fábrica
Si se llega a la situación en la que elproblema no se puede resolver dentro deltiempo de ciclo, la sección cuenta con unbuffer controlado a su entrada que fun-ciona como si fuera un pulmón, de mane-ra que la sección que esté aguas arriba osección anterior, puede seguir producien-do y así evitar que se pare toda la fábri-ca. En el peor de los casos, si no se pue-
Por Carlos NoriegaConsultor Senior de
Grupo Galgano
Jidoka implica detectar unaanomalía, parar la línea,
corregir la condición anormal einvestigar la causa raíz para
eliminarla para siempre

que haga que este problema no vuelva asuceder.
Jidoka ayuda a expandir el conoci-miento sobre el proceso y sistema deproducción.
Tanto en el sector industrial como enel de servicios, esta técnica se puedeaplicar de diferentes maneras, en casitodos los casos depende de la creativi-dad de las personas involucradas en evi-tar que una pieza defectuosa siga avan-zando en su proceso. Por ejemplo, en elsector de la automoción,los trabajadores caminanjunto a la línea de monta-je, esta línea de montajees móvil teniendo untiempo limitado para queel operario acabe de reali-zar su trabajo. Ahorabien, si el operario caminamás allá de la distancia establecida,pisará una alfombrilla la cual activa unmecanismo que parará la línea de mon-taje.
Que el trabajador pise la alfombrilla
Nº 57 • MARZO-2007 21
de encontrar solución será inevitableparar la línea de producción.
El tercer paso es fijar o corregir lacondición anormal para volver al ritmo deproducción. Para volver a este ritmo, usa-remos distintas opciones como puedenser:
• Poner a funcionar un proceso ex-cepcional como implementar un Kan-ban.(sistema de señal por tarjetas).
• Poner una unidad en estación dere–trabajo.
• Parar la producción hasta que unaherramienta rota sea arreglada.
Diagnosticar el problema
El último de los cuatro pasos esinvestigar la causa raíz del problema einstalar una contramedida permanente.Para investigar la causa tenemos quebajar al nivel del usuario del procesopara, por ejemplo, a través del métodode “los cinco por qué” encontrar la raízdel problema. Una vez investigado pode-mos instalar una solución permanente
Tanto en Industria como enServicios, esta técnica seaplica dependiendo de lacreatividad de las personasinvolucradas en el proceso

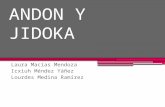
Camino en espiral hacia la autonomación (Jidoka)Pasos Descripción Implicación del operario
durante el ciclo
������������� ���
��������
��������
������������� �����������
�������� ����
Autonomación de transferenciaEsto implica atar varios procesos sin la necesidad de la intervención del
operario, mediante el uso de mecanismos de transferencia.
Autonomación de InicioUna vez completados los 8 pasos anteriores, la máquina debe empezar a
procesar piezas por su propia cuenta. Problemas de seguridad y calidad debenser tratados.
Autonomación de cargaLa pieza es cargada en el proceso sin necesidad de la intervención del operario.El proceso debe detectar problemas que puedan ocurrir y parar la operació'97n.
Chaku-Chaku una vez completado el paso 7
Inspección de Calidad (Poke-Yoke)Para prevenir que defectos sean pasados al próximo proceso, dispositivos son
incorporados para capturarlos, parar la producción y alertar al operario.
Autonomación de retiro de piezas (Hanedashi)Una vez finalizado el proceso y el retorno, la pieza será expulsada de tal formaque la próxima pieza puede ser cargada sin necesidad de manipular la pieza
anterior.
Autonomación de retornosUna vez el proceso es finalizado y parado, la herramienta o útil debe retornar
a la posición de inicio sin la ayuda del operario.
Autonomación de paradasLa alimentación de la herramienta o el útil debe parar apropiadamente al
final del proceso. El operario puede abandonar la máquina o proceso.
Autonomación de alimentaciónLa tarea de alimentar la herramienta o útil no es realizada por el operario.La alimentación es automática, pero el operario debe parar la alimentación
si hay problemas o errores.
Autonomación de sujetarEliminación del apriete manual de abrazaderas de piezas y reemplazarlo porabrazaderas accionadas mecánicamente. El operario únicamente carga el
útil.
Autonomación del procesoEsto implica convertir el esfuerzo humano en realizar una tarea en un esfuerzo
mecánico.Ejemplo: taladro de atornillado mecánico
Línea detransferenciaalcanzado elpaso 10
10
9
8
7
6
5
4
3
2
1
Nº 57 • MARZO-200722
significa que ha encontrado un problemadurante el montaje, lo que hizo que tar-dara un poco más en realizar sus tareas.Su tiempo de ciclo ha superado el takttime de la fábrica. Cuando el mecanismose activa y la línea se detiene, el jefe desección junto con el trabajador tendránun tiempo de buffer para solucionar este
problema y poner nuevamente la línea enfuncionamiento.
En este ejemplo se ve como el Jidokaestá ligado al takt time de la fábrica, ayu-dando a mantener los índices de calidadaltos y conectar el ritmo del mercado conla producción de la empresa. Lo cual esvital para una empresa Lean.
Lean Sigma®Lean Sigma®