
KEN TOOLINGSYSTEMS11 SS001 ES.qxp:WIDIA · Configuraciones KM ATC ... Cuadro comparativo de fuerza...
106
Transcript of KEN TOOLINGSYSTEMS11 SS001 ES.qxp:WIDIA · Configuraciones KM ATC ... Cuadro comparativo de fuerza...
Información técnica
Guía de aplicación y conexión de husillo correctas . . . . . . . . . . . . . . . . . . . . . . . . . . . .M2
Herramientas de mango . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .M3–M6
Conexiones de husillo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .M8–M19
KM4X . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .M9–M11
KM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .M12–M13
HSK . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .M14–M15
Contacto frontal 7/24 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .M16–M17
Cono ISO 7/24 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .M18–M19
Sistemas de sujeción . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .M20–M35
Introducción a KM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .M20–M21
KM Manual . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .M22–M29
KM-LOC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .M30–M31
KM-LOC II . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .M32–M33
KM Rapid/Rapid Plus . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .M34
KM Automático . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .M35
Configuraciones KM ATC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .M36
Configuraciones KM XMZ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .M37
Datos de aplicación KM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .M38–M51
Dimensiones de montaje de herramientas KM . . . . . . . . . . . . . . . . . . . . . . . . . . .M52–M61
KM Micro/KM Mini . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .M62–M72
Sistemas de sujeción . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .M62–M69
Dimensiones de montaje . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .M70–M72
Equilibrado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .M74–M77
Ajuste por dilatación térmica . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .M78–M81
SAFE-LOCK . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .M82
Pinzas hidráulicas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .M84–M87
Sistema HPMC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .M88–M89
Sistema de herramientas ajustable (TTS) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .M90–M91
Fresado ajustable . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .M92
Barras de mandrinar ajustables . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .M93–M95
Adaptadores Screw-On . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .M96
Adaptadores de fresa de plato con refrigeración interna . . . . . . . . . . . . . . . . . . . . . . .M97
Estilos de mandril con boquilla . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .M98–M99
Boquillas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .M100–M103
Cuadro comparativo de fuerza de sujeción . . . . . . . . . . . . . . . . . . . . . . . . . . . .M104–M105
M1www.kennametal.com

M2 www.kennametal.com
Información técnicaConexión de husillo
Conexión de husillo
En las últimas décadas se han desarrollado u optimizado distintos tipos
de conexión de husillo. El cono ISO 7/24 se convirtió en uno de los
sistemas más populares del mercado. Se ha utilizado con éxito en
numerosas aplicaciones, pero las limitaciones en su precisión y velocidad
impiden que aumente su uso debido a que solo tiene una superficie de
contacto alrededor del diámetro de acoplamiento/cono superior. La
reciente combinación de contacto frontal con un cono integral 7/24
proporciona una mayor precisión en el eje Z, pero también evita algunas
desventajas, como la pérdida de rigidez a altas velocidades o altas
cargas laterales. La mayoría de estas herramientas en el mercado son
integrales y los husillos tienen una fuerza de sujeción relativamente baja.
En 1985, WIDIA™ (Krupp WIDIA) y Kennametal iniciaron un programa
conjunto para desarrollar el concepto de interfaz de contacto frontal y
cono y un sistema de cambio rápido universal, ahora conocido como
KM™ y estandarizado recientemente como ISO 26622. El sistema KM
cuenta con un diseño muy resistente que utiliza tres superficies de
contacto, la cara de la brida y el anillo inferior y superior de contacto
del cono. La conexión frontal-cónica poligonal conocida como PSC,
ahora también estandarizada como ISO 26623, y el sistema HSK de
principios de la década de 1990 comenzó a emplearse en máquinas
en Europa y posteriormente se convirtió en DIN 69893, y luego ISO
12164 con dos anillos de contacto. KM4X™ es la siguiente generación
de KM dirigida al mecanizado intensivo gracias a la combinación de
alta interferencia y altas fuerzas de sujeción.
Guía de aplicaciones y conexión de husillo correctas
Cono ISO 7/24
KM4X
KM
HSK
PSC
Contacto de caracónica 7/24
Info
rma
ció
n t
éc
nic
a

M3www.kennametal.com
Información técnicaControles de mango
NOTA: Válido para todos los estilos KM incluidos XMZ y ATC.
NOTA: Válido para todos los estilos KM incluidos XMZ y ATC.
D D2 B1 L2 L5
KM1212,0 10,0 4,2 6,7 13,0
.427 .394 .167 .264 .512
KM161216,0 10,0 4,2 6,7 13,0
.630 .394 .167 .264 .512
KM1616,0 12,0 4,9 7,11 14,3
.630 .472 .193 .280 .562
KM201620,0 12,0 4,9 7,1 14,3
.787 .472 .193 .280 .562
KM2020,0 16,0 6,6 10,0 18,0
.787 .630 .260 .394 .709
KM252025,0 16,0 6,6 10,0 18,0
.984 .630 .260 .394 .709
KM2525,0 20,0 8,0 10,0 20,0
.984 .787 .314 .394 .787
KM322532,0 20,0 8,0 10,0 20,0
1.260 .787 .314 .394 .787
Especificaciones de conoKM Micro™ y KM™ Mini
D D2 D3 D4 D5 L5 L2 L3 L4 B1
KM32TS32,0 24,0 29,0 36,45 3,5 20,0 8,0 4,9 10,0 9,0
1.260 .945 1.142 1.435 0.138 0.787 1.102 0.193 0.394 0.354
KM40TS40,0 30,0 37,0 44,45 3,5 25,0 11,0 5,89 12,0 10,1
1.575 1.181 1.457 1.750 0.138 0.984 0.433 0.232 0.472 0.398
KM50TS50,0 40,0 42,7 59,4 7,0 32,0 12,0 8,9 16,0 14,1
1.969 1.575 1.681 2.339 0.276 1.260 0.472 0.350 .0630 0.555
KM63TS63,0 50,0 55,7 72,4 7,0 40,0 18,0 9,9 18,0 16,1
2.480 1.969 2.193 2.850 0.276 1.575 0.709 0.390 0.709 0.634
KM80TS80,0 64,0 72,7 89,4 7,0 45,0 18,5 11,0 22,0 20,1
3.150 2.520 2.862 3.520 .0276 1.772 0.728 0.433 0.866 0.791
Especificaciones de conoKM™ — ISO 26622-1
KM4X6363,0 48,0 55,0 72,2 7,0 53,0 42,0 6,3 18,0 26,0 32,0
2.480 1.890 2.165 2.843 .276 2.087 1.654 .248 .709 1.024 1.260
KM4X100100,0 75,0 92,0 109,7 7,0 85,0 45,0 10,0 20,0 29,0 50,0
3.937 2.953 3.622 4.319 .276 3.346 1.772 .394 .787 1.142 1.969
Especificaciones de conoKM4X™
Info
rma
ció
n t
éc
nic
a
D D2 D3 D4 D5 D10 (máx.) F2 (mín.) L2 L3 L4 L5

M4 www.kennametal.com
Información técnicaControles de mango
D1mm(h10)
D2mm (ref.)
D5mm (h11)
D10mm
(máx.)
L1 mm
(-0,2)
L6mm
(js10)
B1mm
(±0,04)
F1mm
(-0,1)
F2mm
(mín.)
40A 40 30 25,50 34 20 11,42 8,05 20 35
50A 50 38 32 42 25 14,13 10,53 26 42
63A 63 48 40 53 32 18,13 12,54 26 42
80A 80 60 50 67 40 22,85 16,04 26 42
100A 100 75 63 85 50 28,56 20,02 29 45
D1 mm(h10)
D2 mm (ref.)
D5 mm (h11)
L1 mm
(-0,2)
L6 mm
(js10)
B1 mm
(±0,04)
F1 mm
(-0,1)
32C 32 24 21 16 8,92 7,05 10
40C 40 30 25,50 20 11,42 8,05 10
50C 50 38 32 25 14,13 10,53 12,5
63C 63 48 40 32 18,13 12,54 12,5
D1 mm(h10)
D2 mm (ref.)
D5 mm (h11)
L1 mm
(-0,2)
L6 mm
(js10)
F1 mm
(-0,1)
63F(pasador)
63 38 32 25 14,13 26
80F (pasador)
80 48 40 32 18,13 26
D1mm(h10)
D2 mm (ref.)
D5 mm (h11)
D10mm
(máx.)
L1 mm
(-0,2)
L6 mm
(js10)
F1 mm
(-0,1)
F2 mm
(mín.)
40E 40 30 25,5 34 20 11,42 20 35
50E 50 38 32 42 25 14,13 26 42
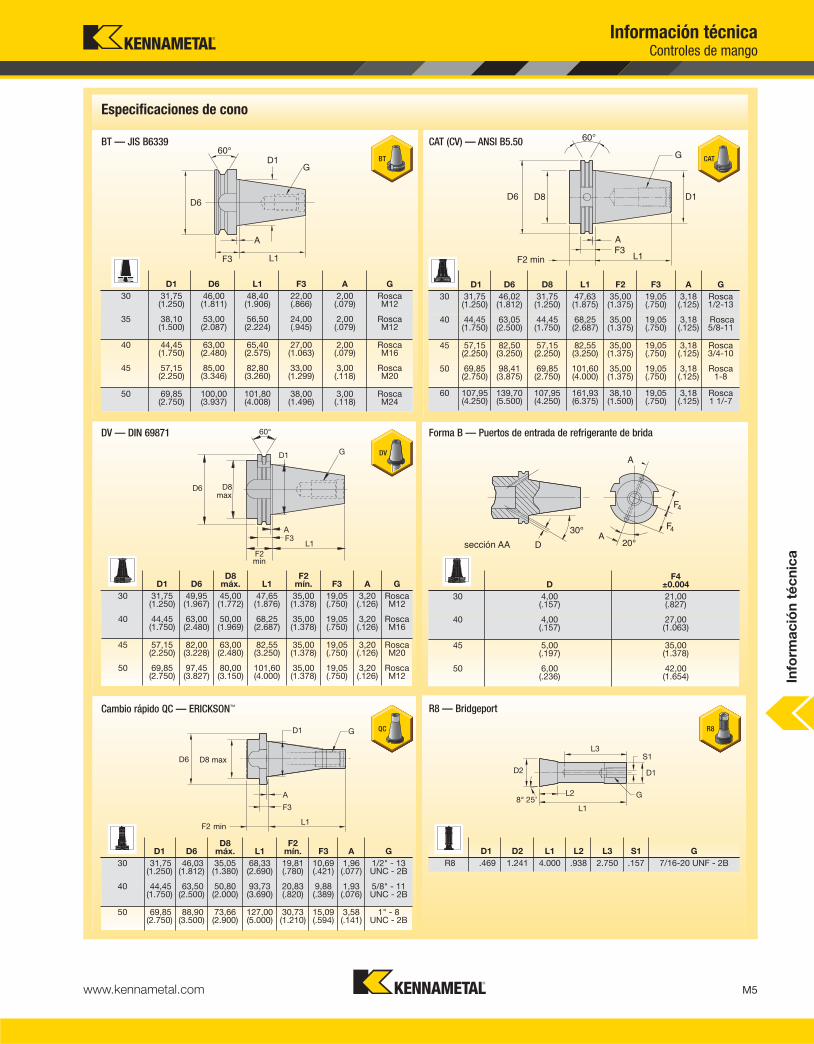
D1 D6 L1 F3 A G
40 44,45(1.750)
63,00(2.480)
65,40(2.575)
27,00(1.063)
1,00(.039)
Rosca M16
50 69,85(2.750)
100,00(3.937)
101,80(4.008)
38,00(1.496)
1,50(.059)
Rosca M24
D1 D6 D8 L1 F2 F3 A G
40 44,45(1.750)
63,05(2.500)
44,45(1.750)
68,25(2.687)
35,00(1.375)
19,05(.750)
1,00(.039)
Rosca5/8-11
50 69,85(2.750)
98,41(3.875)
69,85(2.750)
101,60(4.000)
35,00(1.375)
35,00(1.375)
1,50(.059)
Rosca 1-8
Especificaciones de cono
HSK — DIN 69893 Parte 1, Forma A
HSK — DIN 69893 Parte 5, Forma E HSK — DIN 69893 Parte 1, Forma F (con pasador)
HSK — DIN 69893 Parte 1, Forma C
BTKV — Cara cónica CVKV — Cara cónica
Info
rma
ció
n t
éc
nic
a
M5www.kennametal.com
Información técnicaControles de mango
D1 D6D8
máx. L1F2
mín. F3 A G
30 31,75(1.250)
46,03(1.812)
35,05(1.380)
68,33(2.690)
19,81(.780)
10,69(.421)
1,96(.077)
1/2" - 13 UNC - 2B
40 44,45(1.750)
63,50(2.500)
50,80(2.000)
93,73(3.690)
20,83(.820)
9,88(.389)
1,93(.076)
5/8" - 11 UNC - 2B
50 69,85(2.750)
88,90(3.500)
73,66(2.900)
127,00(5.000)
30,73(1.210)
15,09(.594)
3,58(.141)
1" - 8 UNC - 2B
D1 D2 L1 L2 L3 S1 G
R8 .469 1.241 4.000 .938 2.750 .157 7/16-20 UNF - 2B
D1 D6 L1 F3 A G
30 31,75(1.250)
46,00(1.811)
48,40(1.906)
22,00(.866)
2,00(.079)
Rosca M12
35 38,10(1.500)
53,00(2.087)
56,50(2.224)
24,00(.945)
2,00(.079)
Rosca M12
40 44,45(1.750)
63,00(2.480)
65,40(2.575)
27,00(1.063)
2,00(.079)
Rosca M16
45 57,15(2.250)
85,00(3.346)
82,80(3.260)
33,00(1.299)
3,00(.118)
Rosca M20
50 69,85(2.750)
100,00(3.937)
101,80(4.008)
38,00(1.496)
3,00(.118)
Rosca M24
D1 D6 D8 L1 F2 F3 A G
30 31,75(1.250)
46,02(1.812)
31,75(1.250)
47,63(1.875)
35,00(1.375)
19,05(.750)
3,18(.125)
Rosca1/2-13
40 44,45(1.750)
63,05(2.500)
44,45(1.750)
68,25(2.687)
35,00(1.375)
19,05(.750)
3,18(.125)
Rosca5/8-11
45 57,15(2.250)
82,50(3.250)
57,15(2.250)
82,55(3.250)
35,00(1.375)
19,05(.750)
3,18(.125)
Rosca3/4-10
50 69,85(2.750)
98,41(3.875)
69,85(2.750)
101,60(4.000)
35,00(1.375)
19,05(.750)
3,18(.125)
Rosca 1-8
60 107,95(4.250)
139,70(5.500)
107,95(4.250)
161,93(6.375)
38,10(1.500)
19,05(.750)
3,18(.125)
Rosca 1 1/-7
D1 D6D8
máx. L1F2
mín. F3 A G
30 31,75(1.250)
49,95(1.967)
45,00(1.772)
47,65(1.876)
35,00(1.378)
19,05(.750)
3,20(.126)
RoscaM12
40 44,45(1.750)
63,00(2.480)
50,00(1.969)
68,25(2.687)
35,00(1.378)
19,05(.750)
3,20(.126)
RoscaM16
45 57,15(2.250)
82,00(3.228)
63,00(2.480)
82,55(3.250)
35,00(1.378)
19,05(.750)
3,20(.126)
RoscaM20
50 69,85(2.750)
97,45(3.827)
80,00(3.150)
101,60(4.000)
35,00(1.378)
19,05(.750)
3,20(.126)
RoscaM12
DF4
±0.004
30 4,00(.157)
21,00(.827)
40 4,00(.157)
27,00(1.063)
45 5,00(.197)
35,00(1.378)
50 6,00(.236)
42,00(1.654)
sección AA
Cambio rápido QC — ERICKSON™ R8 — Bridgeport
Especificaciones de cono
BT — JIS B6339 CAT (CV) — ANSI B5.50
DV — DIN 69871 Forma B — Puertos de entrada de refrigerante de brida
Info
rma
ció
n t
éc
nic
a

M6 www.kennametal.com
Información técnicaControles de mango
Especificaciones de mango
VDI — DIN 69880
D1 D2 D3 L1 L2 L3 L4 L5 L6 H2 R1
30,0030
14,00 68,00 55,00 29,70 40,00 2,00 7,00 20,00 27,00 25,00
1.181 0.551 2.677 2.165 1.169 1.575 0.079 0.276 0.787 1.063 0.984
40,0040
14,00 83,00 63,00 29,70 40,00 3,00 7,00 20,00 36,00 32,00
1.575 0.551 3.268 2.480 1.169 1.575 0.118 0.276 0.787 1.417 1.260
50,0050
16,00 98,00 78,00 35,70 48,00 3,00 8,00 24,00 45,00 37,00
1.969 0.630 3.858 3.071 1.406 1.890 0.118 0.315 0.945 1.772 1.457
60,0060
16,00 123,00 94,00 43,70 56,00 4,00 10,00 28,00 55,00 48,00
2.362 0.630 4.843 3.701 1.720 2.205 0.157 0.394 1.102 2.165 1.890
Info
rma
ció
n t
éc
nic
a

Para obtener más información, escanee aquí. Para instrucciones sobre cómo escanear, consulte la página xxxiii.
www.kennametal.com
¡La última innovación en tecnología de interfaz de husillo!
¡Aumente drásticamente sus tasas de evacuación del metal durante el mecanizado de aleaciones de alta temperatura!
Visite www.kennametal.com o póngase en contacto con su distribuidor local Kennametal autorizado.
KM4X™
0 600 1200 1800 2400 3000 3600 4200 4800 5400 6000
0.20
0.18
0.16
0.14
0.12
0.10
0.08
0.06
0.04
0.02
0.00
des
via
ción
(m
) a
150 m
m
momento de flexión (Nm)
Tabla de desviación de carga
Cono 7/24 — tamaño 50
KM4X100
Cono 7/24 — tamaño 50con contacto frontal
HSK125A
Cono 7/24 — tamaño 60
KM4X125
HSK100A
• Lleve a cabo trabajos con avances y velocidades mucho mayores de los que se pueden conseguir con otras interfaces de husillo.
• Un uso único de la fuerza de sujeción y del nivel de interferencia duplica o triplica la capacidad de sujeción.
• Experimentará un menor coste de propiedad, un aumento de la producción y resultados excelentes.
M8 www.kennametal.com
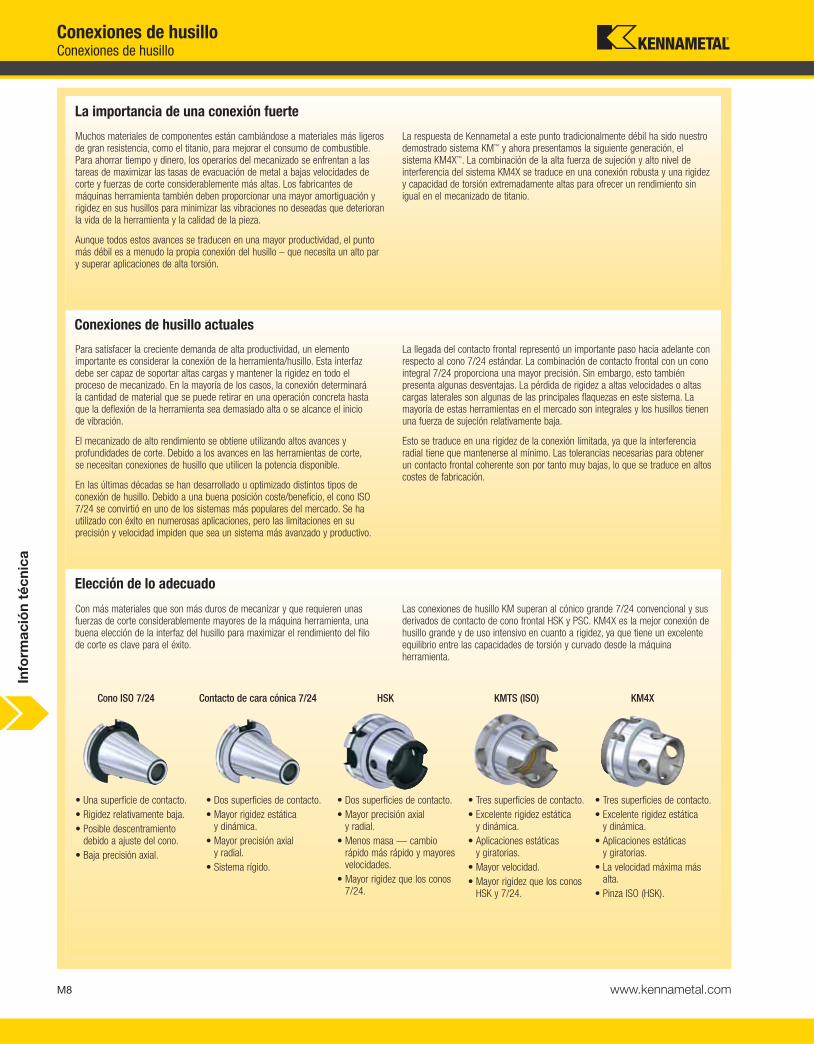
Conexiones de husilloConexiones de husillo
La importancia de una conexión fuerte
Muchos materiales de componentes están cambiándose a materiales más ligerosde gran resistencia, como el titanio, para mejorar el consumo de combustible.Para ahorrar tiempo y dinero, los operarios del mecanizado se enfrentan a lastareas de maximizar las tasas de evacuación de metal a bajas velocidades decorte y fuerzas de corte considerablemente más altas. Los fabricantes demáquinas herramienta también deben proporcionar una mayor amortiguación yrigidez en sus husillos para minimizar las vibraciones no deseadas que deterioranla vida de la herramienta y la calidad de la pieza.
Aunque todos estos avances se traducen en una mayor productividad, el puntomás débil es a menudo la propia conexión del husillo – que necesita un alto par y superar aplicaciones de alta torsión.
La respuesta de Kennametal a este punto tradicionalmente débil ha sido nuestrodemostrado sistema KM™ y ahora presentamos la siguiente generación, elsistema KM4X™. La combinación de la alta fuerza de sujeción y alto nivel deinterferencia del sistema KM4X se traduce en una conexión robusta y una rigidezy capacidad de torsión extremadamente altas para ofrecer un rendimiento sinigual en el mecanizado de titanio.
Conexiones de husillo actuales
Para satisfacer la creciente demanda de alta productividad, un elementoimportante es considerar la conexión de la herramienta/husillo. Esta interfaz debe ser capaz de soportar altas cargas y mantener la rigidez en todo el proceso de mecanizado. En la mayoría de los casos, la conexión determinará la cantidad de material que se puede retirar en una operación concreta hasta que la deflexión de la herramienta sea demasiado alta o se alcance el inicio de vibración.
El mecanizado de alto rendimiento se obtiene utilizando altos avances yprofundidades de corte. Debido a los avances en las herramientas de corte, se necesitan conexiones de husillo que utilicen la potencia disponible.
En las últimas décadas se han desarrollado u optimizado distintos tipos deconexión de husillo. Debido a una buena posición coste/beneficio, el cono ISO7/24 se convirtió en uno de los sistemas más populares del mercado. Se hautilizado con éxito en numerosas aplicaciones, pero las limitaciones en suprecisión y velocidad impiden que sea un sistema más avanzado y productivo.
La llegada del contacto frontal representó un importante paso hacia adelante conrespecto al cono 7/24 estándar. La combinación de contacto frontal con un conointegral 7/24 proporciona una mayor precisión. Sin embargo, esto tambiénpresenta algunas desventajas. La pérdida de rigidez a altas velocidades o altascargas laterales son algunas de las principales flaquezas en este sistema. Lamayoría de estas herramientas en el mercado son integrales y los husillos tienenuna fuerza de sujeción relativamente baja.
Esto se traduce en una rigidez de la conexión limitada, ya que la interferenciaradial tiene que mantenerse al mínimo. Las tolerancias necesarias para obtenerun contacto frontal coherente son por tanto muy bajas, lo que se traduce en altoscostes de fabricación.
Elección de lo adecuado
Con más materiales que son más duros de mecanizar y que requieren unasfuerzas de corte considerablemente mayores de la máquina herramienta, unabuena elección de la interfaz del husillo para maximizar el rendimiento del filo de corte es clave para el éxito.
Las conexiones de husillo KM superan al cónico grande 7/24 convencional y susderivados de contacto de cono frontal HSK y PSC. KM4X es la mejor conexión dehusillo grande y de uso intensivo en cuanto a rigidez, ya que tiene un excelenteequilibrio entre las capacidades de torsión y curvado desde la máquinaherramienta.
• Una superficie de contacto.
• Rigidez relativamente baja.
• Posible descentramientodebido a ajuste del cono.
• Baja precisión axial.
• Dos superficies de contacto.
• Mayor rigidez estática y dinámica.
• Mayor precisión axial y radial.
• Sistema rígido.
• Dos superficies de contacto.
• Mayor precisión axial y radial.
• Menos masa — cambiorápido más rápido y mayoresvelocidades.
• Mayor rigidez que los conos7/24.
• Tres superficies de contacto.
• Excelente rigidez estática y dinámica.
• Aplicaciones estáticas y giratorias.
• Mayor velocidad.
• Mayor rigidez que los conosHSK y 7/24.
• Tres superficies de contacto.
• Excelente rigidez estática y dinámica.
• Aplicaciones estáticas y giratorias.
• La velocidad máxima másalta.
• Pinza ISO (HSK).
Cono ISO 7/24 Contacto de cara cónica 7/24 HSK KMTS (ISO) KM4X
Info
rma
ció
n t
éc
nic
a

M9www.kennametal.com
Información técnicaConexión de husillo KM4X™
KM4X™ — Sistema de conexión de husillo de la próxima generación
Como proveedor global de herramientas y un verdadero socio de atención alcliente, reconocemos la necesidad de ofrecer productos para todas las interfacesde husillo así como soluciones para proporcionar los mejores filos de corte yobtener la máxima productividad en la conexión del sistema de husillo.
KM4X es la última versión de la interfaz de husillo KM™ y está destinada aoperaciones de mecanizado de uso intensivo; es una de las principales opcionespara el mecanizado de titanio estructural grande para la industria aeroespacial.
Contacto en 3 superficies de KM4X para una mayor estabilidad y precisión.La distribución de la fuerza de sujeción optimizada y el ajuste de interferencias proporcionan una mayor rigidez.
La última innovación en tecnología de interfaz de husillo
• KM4X ofrece la conexión más rígida capaz de soportar momentos de curvadoextremadamente altos debido a una combinación de alta interferencia y altasfuerzas de sujeción.
• KM4X ofrece 3 veces más capacidad de curvado que otros sistemas deacoplamiento.
• KM es la única conexión que se mantiene rígida con velocidades de rotaciónelevadas y es apta para una gama de aplicaciones, desde velocidades bajascon un par motor elevado hasta velocidades de husillo muy altas con un parmotor bajo.
• KM4X mantiene un mejor equilibrio entre capacidades de curvado y torsión.
• La capacidad de adaptar KM4X a una máquina herramienta existente ofrece la ventaja añadida de un aumento de la producción.
• Configuración rígida de uso intensivo con fuerza de sujeción distribuidauniformemente.
• El diseño sencillo permite la configuración de husillo con carga frontal.
• Equilibrado por diseño para capacidad de alta velocidad de husillo.
Info
rma
ció
n t
éc
nic
a

M10 www.kennametal.com
Información técnicaConexión de husillo KM4X™
pa
r
momento de flexión
SK (cono 7/24)
SK-F (cono 7/24 con contacto frontal)
HSK
PSC
TS (KM)
KM4X
0 600 1200 1800 2400 3000 3600 4200 4800 5400 6000
0.20
0.18
0.16
0.14
0.12
0.10
0.08
0.06
0.04
0.02
0.00
des
via
ción
(m
) a
150 m
m
momento de flexión (Nm)
Taladrado
Planeado
Torneado
Fresado
Mandrinadoprofundo
Cono 7/24 –– tamaño 50
KM4X100
Cono 7/24 –– tamaño 50 con contacto frontal
HSK125A
Cono 7/24 –– tamaño 60
KM4X125
HSK100A
Por qué la capacidad de carga de flexión es importante
Cuando se mecanizan materiales duros como el titanio, las velocidades de corteson relativamente bajas debido a los efectos térmicos en las herramientas decorte. Como respuesta, los fabricantes de máquinas herramienta han mejorado la amortiguación y rigidez en sus husillos y estructuras de máquinas a lo largo de los años. Los husillos se han diseñado con un gran par de apriete a bajasvelocidades de rotación. Sin embargo, la conexión del husillo se ha mantenidocomo el eslabón débil del sistema.
La conexión del husillo debe proporcionar un par de apriete y capacidad de cargade torsión compatibles con las especificaciones de la máquina herramienta y los requisitos de una mayor productividad. Es obvio que en las aplicaciones defresado, en las que las longitudes de proyección son por lo general mayores, elfactor de limitación es la capacidad de carga de torsión de la interfaz del husillo.
Las líneas en el cuadro de la derecha representan la capacidad de carga de HSK,PSC y KM4X. Las áreas sombreadas representan los requisitos típicos de lasaplicaciones intensivas en varios procesos de mecanizado. KM4X es el únicosistema que puede ofrecer la capacidad de par y de torsión necesaria paraobtener un mecanizado de alto rendimiento. Algunos sistemas pueden transmitiruna considerable cantidad de par de apriete, pero las fuerzas de corte tambiéngeneran momentos de flexión que superarán los límites de la interfaz antes deque se superen los límites de par de apriete.
El gráfico muestra la comparación de deflexión de carga de un cono con cónico grande con y sin contacto frontal — HSK y KM4X.
F
150 mm
deflexión
Info
rma
ció
n t
éc
nic
a
IMPORTANTELa información que se muestra en las siguientes tablas se desarrolló exclusivamente para el uso con herramientas KM™ en condiciones estáticas. No la utilice paraningún otro sistema de herramientas ya que los resultados no serán válidos. Para tener en cuenta las fluctuaciones de la fuerza de corte en condiciones dinámicas,se debería aplicar una reducción del 20 al 30% a las cargas que se muestran en las tablas.

M11www.kennametal.com
Información técnicaConexión de husillo KM4X™
L1 (mm)
F(mm)
400
350
300
250
200
150
100
50
0
0 50 100 150 200 250 300 350 400 450
15kN
18kN
25kN
35kN
45kN
67kN
El sistema KM4X es la mejor conexión grande de uso intensivo. Una conexión débil puede no proporcionar el rendimiento de filo de corte deseado. La excelente rigidez de KM4X se traduce en la máxima productividad.
Carga máxima tangencial para KM4X100
Info
rma
ció
n t
éc
nic
a
IMPORTANTELa información que se muestra en las siguientes tablas se desarrolló exclusivamente para el uso con herramientas KM™ en condiciones estáticas. No la utilice paraningún otro sistema de herramientas ya que los resultados no serán válidos. Para tener en cuenta las fluctuaciones de la fuerza de corte en condiciones dinámicas,se debería aplicar una reducción del 20 al 30% a las cargas que se muestran en las tablas.

M12 www.kennametal.com
Información técnicaConexión de husillo KM™
El sistema de sujeción de cambio rápido KM es el primer paso para obtener elmáximo rendimiento de la máquina. Consulte la Estrategia de utilización demáquinas de Kennametal para obtener más información sobre cómo podemosaumentar el rendimiento de su máquina. La junta KM ofrece rigidez mediantela combinación de elementos únicos de diseño tanto en el mango de laherramienta como en el mecanismo de sujeción. La junta KM se desarrollócomo un sistema y aprovecha el mango de la herramienta y el mecanismopara obtener las máximas ventajas del espacio utilizado.
Acoplamiento KM
Todas las herramientas KM están diseñadas basándose en un mango cónicocorto 10:1. Gracias a una amplia batería de pruebas de distintas longitudes,ángulos y niveles de interferencia se ha obtenido la combinación óptima dedimensiones con respecto a la máxima rigidez. El cono ofrece la función deautocentrado, lo que promueve la carga fácil de la herramienta en aplicacionesmanuales y automáticas.
El mecanismo de sujeción mediante vía de bolas y contacto de tres zonasproduce un acoplamiento que se acerca a la rigidez de una pieza sólida.
Rigidez
Las herramientas KM están diseñadas para tener un contacto simultáneofrontal y de cono. Los anteriores esfuerzos para obtener este contacto seconcentraban en las aplicaciones de cónico grande. Sin embargo, debido al ángulo relativamente grande del cono, se necesitan toleranciasextremadamente pequeñas en los diámetros del calibre tanto en la herramientacomo en el receptáculo. El cono KM se diseñó para evitar estas toleranciasseleccionando ángulos de cono menos profundos que permiten la deformaciónelástica del mango del cono y del receptáculo durante la sujeción. También permite utilizar mayores niveles de interferencia* mientras se sigueobteniendo el contacto del cono y la cara durante la sujeción. Estos niveles de interferencia, cuando se combinan con la fuerza de sujeción adecuada,proporcionan una excelente rigidez estática y dinámica. La capacidad deinterferencia del sistema permite el uso de menores niveles de tolerancia para los diámetros de calibre.
La función de contacto de cara y de cono proporciona una repetibilidad radial y axial de ±2,5 μm (±0.0001") para una unidad de corte específica en unaunidad de sujeción concreta. Cuando se utiliza más de una unidad, debenconsiderarse las tolerancias de fabricación y de componentes de cada una. El calibrado previo de las unidades de corte antes de su uso permite que segraben las desviaciones de cada ubicación de la punta de la herramienta. Estas desviaciones se pueden compensar mediante las desviaciones de controlde la máquina herramienta. La comprobación de las desviaciones antes de su uso significa que la primera pieza fabricada será una pieza válida.
*La diferencia entre los diámetros del calibre del receptáculo y del mango del cono.
Contacto frontal y cono
El mecanismo de sujeción KM se aloja dentro del mango del cono, que contiene dos orificios en ángulo que funcionan como vías de bolas. Un recipiente de bolas cilíndrico se coloca dentro del mango del cono, donde una cuña sobre una biela central fuerza a dos bolas de aceroendurecido hacia afuera. Las bolas de acero interactúan con los orificios en ángulo en el mango cónico para producir la fuerza de sujeción. La combinación del ángulo en el mango cónico, el ángulo de los orificios del recipiente y el ángulo de la biela producen una ventaja mecánica medida que varía entre 3.5:1–7:1. El mecanismo de activación lateral manual estándar cuenta con una ventaja mecánica de 3.5:1 y se adapta al diámetro de tamaño del sistema.
Mecanismo de sujeción
La secuencia de sujeción se inicia insertando la unidad de corte en el conohembra de la unidad de sujeción. La unidad de corte primero entra encontacto en un saliente de la cara de aproximadamente 0,25 mm (0.010"). La unidad de corte avanza hasta que el calibre hace contacto con la cara de launidad de sujeción, donde se produce una pequeña cantidad de deformaciónelástica en la parte delantera del cono hembra a medida que se aplica lafuerza de bloqueo. La cantidad final de par aplicada permite que la partetrasera de la unidad de corte se sujete de forma segura entre las bolas deacero y el diámetro interior de la unidad de sujeción.
Secuencia de bloqueo
Tres superficies de contacto
Info
rma
ció
n t
éc
nic
a

M13www.kennametal.com
Información técnicaConexión de husillo KM™
Se ofrece refrigeración interna sellada en todas las herramientas y unidades de sujeción KM estándar. El refrigerante se sella utilizando juntas tóricas en las unidades de corte y en las de sujeción. Esta característica asegura que el refrigerante se envía lo más cerca posible al filo de corte a la vez que impideque agentes contaminantes entren en el mecanismo de sujeción. Se utilizanjuntas tóricas Viton® estándar en KM.
Refrigerante sellado
Una característica única de la sujeción KM es la capacidad de asegurar que launidad de corte KM solo se puede instalar en una única orientación. La direcciónde esta función de orientación se puede cambiar en la unidad de sujeción. Para permitir una mayor flexibilidad, las unidades de sujeción KM estándar seenvían sin esta función instalada. Para obtener más información sobre estacaracterística, consulte la sección de instrucciones de funcionamiento de KM.
Patillas ranuradas en sistema métrico:
• KM32TS — 2,5 mm x 4 mm largo
• KM40TS — 3 mm x 6 mm largo
• KM50TS — 4 mm x 8 mm largo
• KM63TS — 5 mm x 10 mm largo
• KM80TS — 5 mm x 10 mm largo
• KM63XMZ — 5 mm x 10 mm largo
• KM80ATC — 5 mm x 10 mm largo
Orientación de herramienta a prueba de fallos
En la siguiente tabla se muestran la precisión y capacidad de repetición delacoplamiento. La precisión se mide sobre un calibre de plaquita en distintasunidades de corte cambiadas en una unidad de sujeción. La precisión disminuirácon plaquitas de distintas tolerancias y radios de nariz. La precisión de unaestación a otra en una torreta requiere que todas las unidades de sujeción secoloquen mecánicamente en la misma posición en la máquina herramienta o que las variaciones se graben como desviaciones en el control de la máquina. La capacidad de repetición se mide sobre el radio de nariz de una unidad decorte mediante muchos ciclos de cambio de la unidad de corte en una unidad de sujeción.
Precisión y capacidad de repetición
precisión capacidad de repetición
axial 0,13 mm(+/- .005")
0,0025 mm(+/- .0001")
radial 0,13 mm(+/- .005")
0,0025 mm(+/- .0001")
altura del filo de corte
0,4 mm(+/- .016")
0,025 mm(+/- .001")
muesca deorientación
patilla deorientación
El acoplamiento KM ofrece una junta muy rígida con un alto grado de repetibilidada la vez que mantiene un envoltorio compacto. Esto permite un alto grado deversatilidad sin sacrificar el rendimiento de corte.
Resumen
Info
rma
ció
n t
éc
nic
a

M14 www.kennametal.com
Identificación de referencia rápida HSK
Los mangos cónicos de tope hueco HSK son un estándar DIN ampliamenteutilizado en máquinas herramienta. Las herramientas HSK tienen un conosimultáneo 1:10, que genera dos áreas de contacto de superficie: la cara y elcono. En comparación con los mangos de cónico grande tradicionales, losmangos HSK son más cortos, huecos y se agarran desde el interior. Tambiénincorporan pernos guía que conectan ranuras de llave fresadas en los husillos dela máquina y ofrecen una mayor rigidez estática y dinámica que las herramientasde cónico grande estándar.
Las herramientas HSK incluyen siete formas de mango de portaherramientas: A, B, C, D, E, F y T. Hay varios receptores de husillo de máquina para cada una de ellas. Sin embargo, la elección de la forma depende de los requisitos de laaplicación, como el par y la velocidad del husillo.
Forma A
La forma A para el cambio automático de herramientas es el mango más habitual y se utiliza normalmente en nuevos centros de mecanizado y para elservicio general. La Forma A tiene una ranura de accionamiento en el extremopequeño del mango cónico y cuenta con refrigeración a través del centro,utilizando el soporte de rosca del tubo de refrigerante dentro de la cavidad delmango. En muchas aplicaciones, se proporcionan orificios de acceso a la llave a través del cono como una opción para la sujeción manual y los mangos decambio de herramienta automático. Los mangos de la forma A cuentan conagujeros de montaje para un chip electrónico.
Hay ocho tamaños distintos de forma A que varían entre diámetro de brida de 32 a 160 mm (1.260–6.299").
Forma B
La forma B es también para el cambio automático de herramientas. Es similar enapariencia a la forma A pero diferente en cuanto a dimensiones. La forma Bproporciona un mayor soporte de la brida para el mecanizado intensivo, aunquesu tamaño de mango cónico es un poco más pequeño que el de la forma A. Este estilo de mangos tiene ranuras de accionamiento en la brida y pernos guíaen el cono. El refrigerante para la forma B se proporciona mediante puertos en labrida. La forma B también cuenta con orificios de montaje para chip electrónico.
Existen siete tamaños de mango distintos para la forma B con diámetros de bridade 40 a 160 mm (1.575–6.299").
Formas C y D
Las formas C y D para cambios manuales de herramientas son variaciones de las formas A y B, pero la ranura del mango y los agujeros para chip se eliminan.Estas dos formas siempre tienen sus orificios de acceso a través del cono para la sujeción manual. Estas formas manuales se utilizan habitualmente en las líneasde transferencia y en aplicaciones sin rotación de tornos NC.
Hay seis tamaños de mango distintos para la forma C que varían entre diámetrosde brida de 32 a 100 mm (1.260–3.937"). La forma D tiene cinco tamaños demango distintos con diámetros de brida de 40 a 100 mm (1.575–3.937").
HSK-Apara servicio de mecanizado general
HSK-Csimilar a la forma A pero paraaplicaciones de cambio manual de herramientas
HSK-Bmayor soporte de brida que la forma A para trabajo más duro
HSK-Dsimilar a la forma B pero para aplicaciones de cambio manual de herramientas
(continuación)
Información técnicaConexión de husillo KSK
Info
rma
ció
n t
éc
nic
a

M15www.kennametal.com
Información técnicaConexión de husillo KSK
Formas E y F
Las formas E y F con cambio automático de herramientas también sonvariaciones de las formas A y B. Estas formas están pensadas para mecanizado a alta velocidad. Se han eliminado características de diseño, como las ranuras deaccionamiento, la ranura de orientación y los orificios para chip, para eliminar eldesequilibrio. Como resultado, estas formas están impulsadas por el cono debloqueo y son adecuadas solo para aplicaciones de mecanizado ligero, comocorte de metal a altas velocidades y máquinas de trabajo en madera.
La forma E ofrece cinco tamaños de mango distintos con diámetros de brida de25 a 63 mm (.984–2.480"). Hay tres tamaños de mango para la forma F condiámetro de 50 a 80 mm (1.969–3.150") en la brida.
Forma T
Los mangos de la forma T son similares a los de la forma A, pero con pasos dellave más pequeños para el torneado. Esto proporciona a la forma T una mejorcapacidad de repetición con respecto a la forma A. Estos mangos tienen unanueva tecnología de línea central para ofrecer variación y una alta productividad.También están disponibles en una amplia gama de portaherramientas estándar.
HSK-T
HSK-Eequilibrada por diseño para velocidadesmás altas
HSK-Fequilibrada por diseño con mayorsoporte de brida para mayoresvelocidades
diámetro de brida D
formas A y T forma B forma C forma D forma E forma F
D2mm
D4mm
LSmm
L2mm
L7mm
- - - - 25 - 19 14 13 2,5 6
32 40 32 40 32 - 24 17 16 3,2 8
40 50 40 50 40 50 30 21 20 4 8
50 63 50 63 50 63 38 26 25 5 10
63 80 63 80 63 80 48 34 32 6,3 10
80 100 80 100 - - 60 42 40 8 12,5
100 125 100 - - - 75 53 50 10 12,5
125 160 - - - - 95 67 63 12,5 16
160 - - - - - 120 85 80 16 16
Oferta principal de Kennametal Estilos secundarios disponibles previa solicitud
Oferta principal de HSK
Identificación de referencia rápida HSK (continuación)
Info
rma
ció
n t
éc
nic
a

M16 www.kennametal.com
Información técnicaConexión de husillo de contacto frontal cónico 7/24
Brida en V de contacto frontal cónico 7/24 — herramientas para el husillo Big-Plus™
La interfaz de husillo de contacto frontal cónico 7/24 se encuentra en centros demecanizado y máquinas multitarea. El principio básico de este sistema toma laherramienta de cono con cónico grande 7/24 estándar y añade material a la caraposterior de la brida del portaherramientas, así como a la cara frontal del husillo.Esto se controla de forma que las dos partes tengan contacto frontal y cónicocuando se bloqueen en su posición. Las funciones distintivas del sistema sonbiseles de avance en las ranuras de accionamiento y una brida V traserarectificada. La superficie de contacto crea un sistema con una mayor rigidezestática y dinámica en comparación con el cono 7/24 habitual y una mayorprecisión axial y radial.
Tecnología
Oferta
Con el sistema de cono frontal, los portaherramientas se sujetan axialmente en la cara del cono y la brida, lo que aporta una mayor rigidez y precisión encomparación con un portaherramientas 7/24 convencional. El sistema utiliza ladeformación elástica del husillo de la máquina para obtener un ajuste simultáneode la cara del cono y de la brida. Aunque los conos se colocan antes de sujetar el mecanismo, las caras no se aseguran debido a una pequeña cantidad deholgura entre ellas. Cuando el mecanismo de la barra de tracción tira delportaherramientas, el husillo de la máquina se expande debido a la deformaciónelástica y se ajustan las caras, completando el ajuste simultáneo entre el cono y la cara. El ajuste sincronizado impide el desplazamiento axial adicional del cono,lo que proporciona una alta precisión y un excelente acabado superficial enoperaciones como planeado en comparación con la brida en V 7/24 estándar del sector.
La posición axial de la herramienta de cono frontal se mantiene incluso a una alta velocidad de rotación.
Kennametal admite las versiones CAT (CV) ANSI B5.50 y BT JIS B6339 entamaños de cono 40 y 50:
• Dos superficies de contacto.
• Mayor rigidez estática y dinámica.
• Mayor precisión axial y radial.
• Sistema rígido.
• BTKV40
• BTKV50
• CVKV40
• CVKV50
Capaz de utilizarse en una serie de aplicaciones de mecanizado que varían desdeaplicaciones de fresado intensivo a baja velocidad a altas velocidades superioresa 20000 RPM. La precisión, capacidad de repetición y la estabilidad deberían seriguales o superiores al rendimiento de la herramienta cónica frontal equivalenteen el mercado en todas las aplicaciones.
Info
rma
ció
n t
éc
nic
a

M17www.kennametal.com
Información técnicaConexión de husillo de contacto frontal cónico 7/24
Mecanismo de sujeción
En algunos casos, se pueden utilizar herramientas de cono con cónico grande7/24 estándar en un husillo cónico 7/24 de contacto frontal. Sin embargo, lacombinación no ofrece la misma estabilidad ni las ventajas del contacto frontal.Como precaución, algunos husillos tienen un interruptor de seguridad que detiene el husillo si no se lleva a cabo un contacto frontal. En estos casos, las herramientas necesitarán un contacto frontal con el cono para que el husillo funcione.
De forma similar a todas las interfaces con contacto frontal, debe tenerseespecial cuidado en lo que se refiere a la limpieza de las superficies deacoplamiento, ya que existen unas presiones de contacto elevadas. Deben utilizarse unos sistemas de filtrado adecuados para la refrigeración.
Principio de bloqueo
justo antes de la sujeción
holgura de cara y contacto del cono 0,020 mm (0.0008")
contacto frontal y cono bloqueado
totalmente fijadoportaherramientas en proceso de carga
Info
rma
ció
n t
éc
nic
a

M18 www.kennametal.com
Información técnicaConexión de husillo cónico 7/24 ISO
Brida V de cónico grande
Tamaño de cono
Debe elegirse el tamaño de cono con unas consideraciones realistas. Durante laselección de parámetros de corte, tenga en cuenta que una máquina con unhusillo cónico de 30 no logrará los mismos cortes intensivos ni usará fresas tangrandes como las de una máquina de fresado cónico de 50.
Refrigerante de forma B
Ahora los husillos giran a velocidades mayores, quemando rápidamente lasjuntas y dificultando así el sellado del refrigerante cuando este pasa a travésde la barra de tracción. Una opción es dirigir el refrigerante alrededor de loscojinetes del husillo y que penetre la cara del husillo y la brida delportaherramientas.
Sistema de retroceso
Durante la resolución de un problema, echarle la culpa al portaherramientas noes la decisión correcta. El paquete de muelles, la barra de tracción, la pinza y elbotón de retención son componentes esenciales para el funcionamientocorrecto de una máquina herramienta, ya que el desgaste o la rotura de estaspiezas es algo grave.
• Paquete de muelles — Puede debilitarse o desajustarse. Esto puedeprovocar vibraciones durante una operación de fresado, lo que causa dañosal cono adaptador, el cono de husillo, la fresa o la pieza de trabajo.
• Dedos de pinza — Si se desgastan, puede que no agarren el botón deretención correctamente, con lo que el adaptador puede desplazarse yprovocar así vibraciones y recibir daños.
• Botón de retención — Un botón de retención desgastado o incorrecto nopermitirá el agarre adecuado para el retroceso en el cono. Es un riesgo muygrave para la seguridad, debido al movimiento del adaptador. El uso de unbotón inadecuado puede provocar una falta de fuerza de agarre detectable.
Refrigerante forma B de cónico grande
Info
rma
ció
n t
éc
nic
a
M19www.kennametal.com
Información técnicaConexión de husillo cónico 7/24 ISO
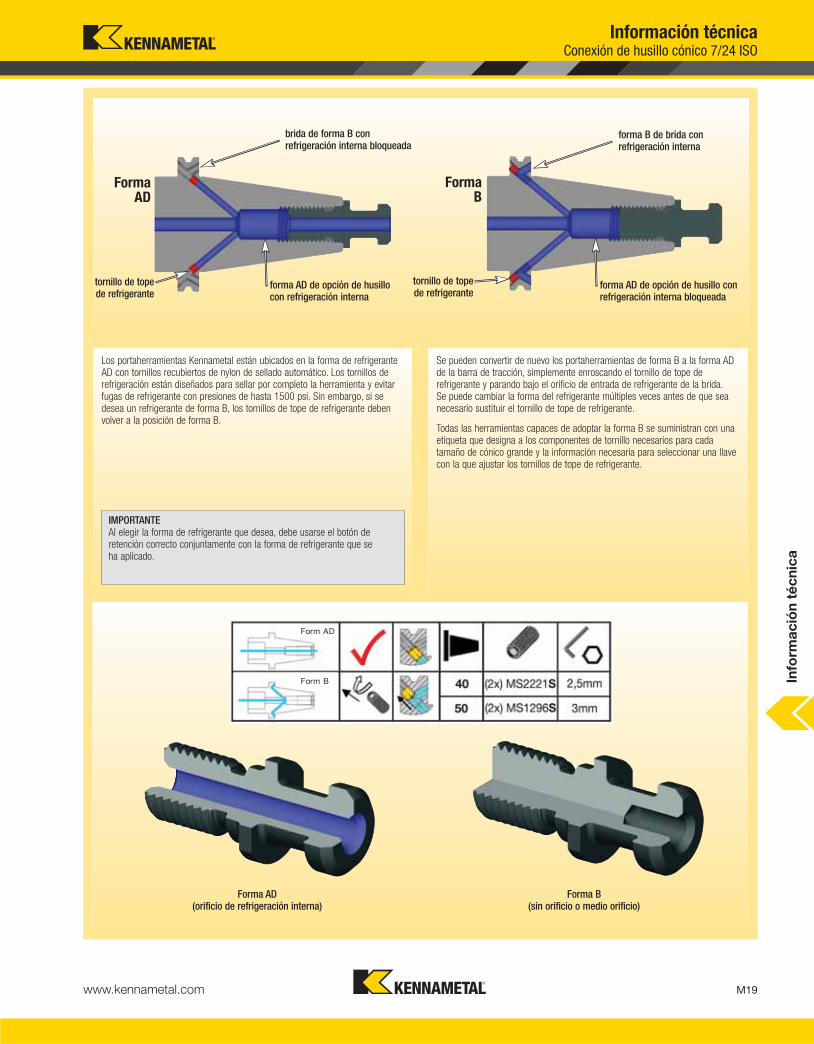
Los portaherramientas Kennametal están ubicados en la forma de refrigeranteAD con tornillos recubiertos de nylon de sellado automático. Los tornillos derefrigeración están diseñados para sellar por completo la herramienta y evitarfugas de refrigerante con presiones de hasta 1500 psi. Sin embargo, si sedesea un refrigerante de forma B, los tornillos de tope de refrigerante debenvolver a la posición de forma B.
Se pueden convertir de nuevo los portaherramientas de forma B a la forma ADde la barra de tracción, simplemente enroscando el tornillo de tope derefrigerante y parando bajo el orificio de entrada de refrigerante de la brida. Se puede cambiar la forma del refrigerante múltiples veces antes de que seanecesario sustituir el tornillo de tope de refrigerante.
Todas las herramientas capaces de adoptar la forma B se suministran con unaetiqueta que designa a los componentes de tornillo necesarios para cadatamaño de cónico grande y la información necesaria para seleccionar una llavecon la que ajustar los tornillos de tope de refrigerante.
forma B de brida conrefrigeración interna
forma AD de opción de husillocon refrigeración interna
tornillo de topede refrigerante
tornillo de topede refrigerante
brida de forma B conrefrigeración interna bloqueada
forma AD de opción de husillo conrefrigeración interna bloqueada
IMPORTANTEAl elegir la forma de refrigerante que desea, debe usarse el botón deretención correcto conjuntamente con la forma de refrigerante que se ha aplicado.
Forma AD (orificio de refrigeración interna)
Forma B (sin orificio o medio orificio)
FormaAD
Forma B
Info
rma
ció
n t
éc
nic
a

M20 www.kennametal.com
Información técnicaSistemas de sujeción KM™
Sistema de sujeción manual
Características
• Las herramientas de cambio rápido manual KM son la forma más económicade reducir el tiempo muerto para la configuración y el cambio de herramientas;además, es un primer paso importante para una automatización mayor. Tanto elfabricante de máquinas herramienta como el cliente pueden instalar confacilidad las herramientas de cambio rápido manual KM.
• Todas las unidades de sujeción manual KM requieren aproximadamente tresgiros del tornillo de activación y una cantidad específica de par motor parabloquear la herramienta de corte.
• El mecanismo de sujeción manual KM es rígido y compacto, con un tornillo deactivación fácilmente accesible. La gran ventaja mecánica de la vía de bolassimplifica la aplicación de la fuerza de bloqueo necesaria.
• Todas las unidades de sujeción de cambio rápido manual KM aceptanherramientas de corte externas e internas. Se pueden usar herramientas aderechas o a izquierdas indistintamente y se pueden invertir las herramientasde corte si es necesario. Las unidades de sujeción manual de cambio rápidoKM admiten refrigeración a través de la herramienta.
Sistema de sujeción KM-LOC II™
El dispositivo de sujeción KM-LOC II es la última incorporación a la familia deherramientas de cambio rápido modular KM de Kennametal. Supera el sistemade sujeción manual KM convencional; el KM-LOC II emplea un paquete demuelles de disco precargado y una leva, para proporcionar un bloqueo y undesbloqueo positivos de tope a tope, con solo 145º de movimiento.
El paquete de muelles suministra la fuerza de sujeción correcta sin usar una llavedinamométrica, mientras que la leva permite una sujeción/desconexión rápida ysencilla en menos de medio giro. El dispositivo de sujeción KM-LOC II escompacto, para adaptarse a una amplia variedad de configuraciones de montajede máquinas herramienta, que incluye montajes de brida y mangos cuadrados,redondos y VDI.
El KM-LOC II es capaz de manejar la presión del refrigerante del interior de laherramienta de 100 bar (1500 psi) y el diseño permite la lubricación decomponentes internos sin desmontar. El diseño también permite la instalaciónexterna de un tornillo de orientación que restringe la herramienta de corte a unasola orientación.
• El mecanismo de sujeción de cambio rápido manual KM puede adaptarse auna amplia variedad de configuraciones de montaje de máquinas herramienta,que incluye montajes de bridas y mangos cuadrados, redondos y VDI.
Sistema de sujeción KM-LOC™
KM-LOC supera el sistema de sujeción manual KM convencional; el dispositivoKM-LOC emplea un paquete de muelles de disco precargado y una leva, paraproporcionar un bloqueo y un desbloqueo positivos de tope a tope, con solo 140ºde movimiento. El paquete de muelles suministra la fuerza de sujeción correcta,mientras que la leva permite una sujeción/desconexión en menos de un giro y sinusar una llave dinamométrica. El dispositivo de sujeción KM-LOC es compacto,para adaptarse a una amplia variedad de configuraciones de montaje demáquinas herramienta, que incluye montajes de brida y mangos cuadrados,redondos y VDI. El nuevo dispositivo de sujeción KM-LOC ofrece todas lascaracterísticas y ventajas de nuestro sistema de sujeción de herramientas decambio rápido KM modular, de calidad demostrada en el sector, y reduce eltiempo necesario para los cambios de herramientas manuales.
El nuevo dispositivo de sujeción KM-LOC II ofrece todas las características yventajas de nuestro sistema de sujeción de herramientas de cambio rápido KMmodular, de calidad demostrada en el sector, y reduce el tiempo necesario paralos cambios de herramientas manuales.
Info
rma
ció
n t
éc
nic
a

M21www.kennametal.com
Información técnicaSistemas de sujeción KM™
Sistema de sujeción Rapid
Características
KM Rapid es un sistema de sujeción de cambio rápido compacto que ofrece unacapacidad de repetición impresionante y, al mismo tiempo, permite un bloqueo yun desbloqueo manual rápido. Las unidades de corte KM se bloquean y desbloqueancon solo un giro de 115º de la leva de accionamiento, sin necesidad de una llavedinamométrica para amarrar y desconectar. Un pasador limitador limita el ángulode rotación; además, el accionamiento solo está disponible lateralmente.
El KM Rapid, con capacidades de refrigeración interna en herramientas, se usamejor en aplicaciones fijas sobre centros de torneado con una producción degran volumen.
KM Rapid permite la instalación externa de un tornillo de orientación para que launidad de sujeción solo acepte una orientación para la unidad de corte.
Sistema de sujeción automática • Activado con un paquete de muelles
Características
Los sistemas de sujeción KM automáticos permiten al operador de la máquinabloquear o desbloquear las herramientas con solo pulsar un botón o cambiarlasautomáticamente con la máquina herramienta. Estas unidades también permitencambiar las herramientas rápidamente y proporcionar un alto nivel deautomatización con un coste moderado.
Operación
Unos muelles de disco, parte integral de la unidad de sujeción, proporcionan elimpulso a la biela de la unidad de sujeción KM automática. La expulsión seconsigue empujando la parte trasera de la unidad de sujeción con un cilindrohidráulico montado sobre el conjunto de la torreta. Muchos fabricantes demáquinas herramienta diseñan y fabrican las torretas de sus máquinas paraequiparse con las unidades de sujeción automática KM.
KM Rapid ofrece dos estilos estándar principales:
• Los soportes de montaje de brida, al apretar con cuatro tornillos de cabezahueca y un pasador de orientación adicional, se pueden usar en torretas axial o radialmente.
• Portaherramientas con mango VDI, según DIN 69880, en estilos de ánguloderecho y axial para aplicaciones de torneado de diámetro interior y exterior.
Sistema de sujeción Rapid Plus
Características
El sistema de sujeción KM Rapid Plus proporciona aproximadamente un 20%más de fuerza de plano de referencia que KM Rapid. Está diseñado para elretroajuste en las aplicaciones especiales, permitiendo así bloquear y desbloquearlas unidades de corte con solo un giro de 180º de la leva de accionamiento. El accionamiento solo está disponible desde la parte superior.
El diseño de cartucho Rapid Plus permite su uso en receptores más pequeñospero ligeramente más largos, como los adaptadores Multifix™ y Parat™.
Info
rma
ció
n t
éc
nic
a

M22 www.kennametal.com
Información técnicaSistema de sujeción manual KM™
Componentes de sujeción manual KM • Definiciones de funciones
1. Cuerpo de la unidad de sujeción• Componente principal del conjunto de la unidad de sujeción,
menos hardware adicional.
2. Pasador de recipiente• Asegura el recipiente de bolas al cuerpo de la unidad de sujeción.
3. Recipiente de pasadores• El componente principal del mecanismo de sujeción KM retiene
y fija las bolas de bloqueo y el pasador de tope.
4. Tornillo de par motor• La rotación mueve la varilla de retención:
a. La rotación a la derecha hace avanzar la varilla de retención, asegurando la unidad de corte (no se muestra).
b. La rotación a la izquierda repliega la varilla de retención, liberando la unidad de corte (no se muestra).
5. Varilla de retención• Función doble:
a. Actúa como cuña cuando avanza entre bolas de bloqueo, provocandoque estas se desplacen hacia fuera en el recipiente de bolas yempujando las bolas de bloqueo hacia las vías de bolas de la unidad decorte (no se muestra).
b. Actúa como cuña cuando se repliega usando una llave cónica levantada para empujar el pasador de tope contra la unidad de corte (no se muestra).
6. Bolas de bloqueo (2)• Se utilizan unas bolas de precisión endurecidas con acero aleado al cromo
para transmitir una fuerza de retroceso a la unidad de corte.
7. Pasador de tope• Función doble:
a. Libera la unidad de corte del mecanismo de sujeción.b. Impide la rotación de la varilla de retención.
8. Tornillos de retención del pasador de tope (2)• Asegura el pasador de tope en el recipiente de bolas.
Unidades de sujeción manual KM™
Sistema de sujeción manual KM • Diseño de pasador único
Las unidades de sujeción manual KM necesitan una llave dinamométrica parafuncionar. Usar el valor adecuado de la llave dinamométrica es vital. Másapretado no implica que sea mejor, ya que un apriete excesivo puede provocardaños.
El par motor de funcionamiento específico de las unidades de sujeción manualKM aparece indicado en cada unidad.
La conexión KM debe mantenerse limpia y sin muescas ni rebabas. Hay taponesKM disponibles para asegurar la limpieza cuando no hay una unidad de cortemontada en la unidad de sujeción.
Cuando se desbloquea un cabezal KM, este se suelta. El cono 10:1 de KM poseeun bloqueo automático y, por lo tanto, necesita una liberación mecánica. Esto seconsigue dentro del propio diseño del sistema KM y no necesita la intervenciónde un operador.
Después de soltarse el cabezal, necesitará girar el tornillo del par motor otras3/4–1-1/2 vueltas. Esta rotación no tendrá ninguna resistencia. Cuando sedetiene el movimiento de torneado libre, se puede sacar el cabezal de la unidadde sujeción. No gire más el tornillo del par motor, ya que pueden producirsedaños en la varilla de retención o el pasador de tope.
1
2
3 4
5
6
7
8
8
6
Info
rma
ció
n t
éc
nic
a

M23www.kennametal.com
Información técnicaSistema de sujeción manual KM™
Componentes de sujeción manual KM • Definiciones de funciones
1. Cuerpo de la unidad de sujeción• Componente principal del conjunto de la unidad de sujeción,
menos hardware adicional.
2. Tornillo de recipiente• Asegura el recipiente de tornillos al cuerpo de la unidad de sujeción.
3. Recipiente de tornillos• El componente principal del mecanismo de sujeción KM retiene
y fija las bolas de bloqueo y el pasador de tope.
4. Pasadores del recipiente (4)• Impide la rotación del recipiente.
5. Tornillo de par motor• La rotación mueve la varilla de retención:
a. La rotación a la derecha hace avanzar la varilla de retención, asegurando la unidad de corte (no se muestra).
b. La rotación a la izquierda repliega la varilla de retención, liberando la unidad de corte (no se muestra).
6. Varilla de retención• Función doble:
a. Actúa como cuña cuando avanza entre bolas de bloqueo, provocando que estas se desplacen hacia fuera en el recipiente de bolas y empujandolas bolas de bloqueo hacia las vías de bolas de la unidad de corte (no se muestra).
b. Actúa como cuña cuando se repliega usando una llave cónica levantada para empujar el pasador de tope contra la unidad de corte (no se muestra).
7. Bolas de bloqueo (2)• Se utilizan unas bolas de precisión endurecidas con acero aleado al
cromo para transmitir una fuerza de retroceso a la unidad de corte.
8. Pasador de tope• Función doble:
a. Libera la unidad de corte del mecanismo de sujeción.b. Impide la rotación de la varilla de retención.
9. Tornillos de retención del pasador de tope (2)• Asegura el pasador de tope en el recipiente de bolas.
Sistema de sujeción manual KM™ • Diseño de cuatro pasadores
1
2
4
3
8
5
6
7
9
9
7
Info
rma
ció
n t
éc
nic
a
M24 www.kennametal.com
Información técnicaSistema de sujeción manual KM™
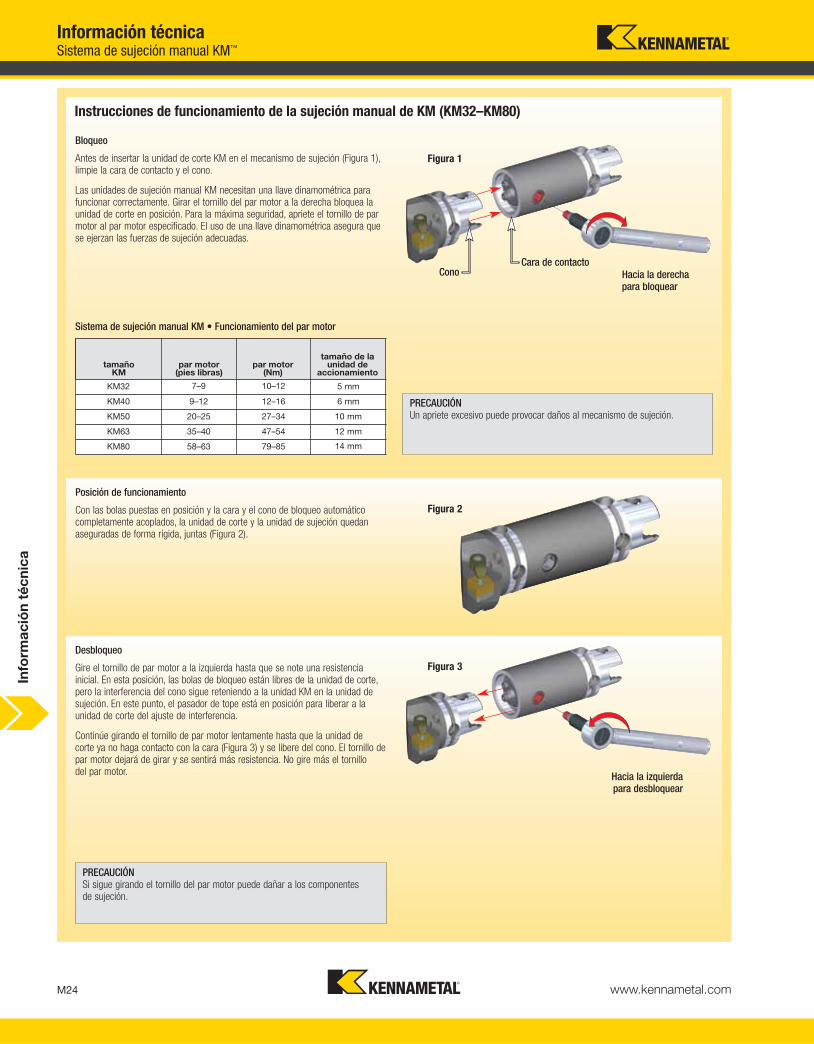
Instrucciones de funcionamiento de la sujeción manual de KM (KM32–KM80)
Bloqueo
Antes de insertar la unidad de corte KM en el mecanismo de sujeción (Figura 1),limpie la cara de contacto y el cono.
Las unidades de sujeción manual KM necesitan una llave dinamométrica parafuncionar correctamente. Girar el tornillo del par motor a la derecha bloquea launidad de corte en posición. Para la máxima seguridad, apriete el tornillo de parmotor al par motor especificado. El uso de una llave dinamométrica asegura quese ejerzan las fuerzas de sujeción adecuadas.
Posición de funcionamiento
Con las bolas puestas en posición y la cara y el cono de bloqueo automáticocompletamente acoplados, la unidad de corte y la unidad de sujeción quedanaseguradas de forma rígida, juntas (Figura 2).
Desbloqueo
Gire el tornillo de par motor a la izquierda hasta que se note una resistenciainicial. En esta posición, las bolas de bloqueo están libres de la unidad de corte,pero la interferencia del cono sigue reteniendo a la unidad KM en la unidad desujeción. En este punto, el pasador de tope está en posición para liberar a launidad de corte del ajuste de interferencia.
Continúe girando el tornillo de par motor lentamente hasta que la unidad de corte ya no haga contacto con la cara (Figura 3) y se libere del cono. El tornillo depar motor dejará de girar y se sentirá más resistencia. No gire más el tornillo del par motor.
PRECAUCIÓNSi sigue girando el tornillo del par motor puede dañar a los componentes de sujeción.
tamaño KM
par motor (pies libras)
par motor (Nm)
tamaño de launidad de
accionamiento
KM32 7–9 10–12 5 mm
KM40 9–12 12–16 6 mm
KM50 20–25 27–34 10 mm
KM63 35–40 47–54 12 mm
KM80 58–63 79–85 14 mm
Cara de contactoCono Hacia la derecha
para bloquear
Hacia la izquierda para desbloquear
PRECAUCIÓNUn apriete excesivo puede provocar daños al mecanismo de sujeción.
Sistema de sujeción manual KM • Funcionamiento del par motor
Figura 1
Figura 2
Figura 3
Info
rma
ció
n t
éc
nic
a

M25www.kennametal.com
Información técnicaSistema de sujeción manual KM™
Componentes del paquete de reparaciones manuales KM (KM32–KM80)
Componentes del paquete de reparaciones manuales KM • Definiciones de funciones
1. Tornillo de par motor2. Varilla de retención3. Bolas de bloqueo (2x)4. Pasador de tope5. Junta tórica6. Tornillos de retención del pasador de tope (2x)
Mantenimiento por parte del operador: Todas las unidades de sujeción KM que muestren daños deben sustituirse oreconstruirse. Deben eliminarse las rebabas y muescas mediante un lavado a lapiedra o un pulido.
• Utilice tapones KM para proteger las unidades de sujeción cuando no seestén usando.
• Utilice rascadoras de husillo KM para limpiar las unidades de sujeción.
1
2
3
64
5
Paquetes de reparaciones manuales KM
Info
rma
ció
n t
éc
nic
a
número de catálogo
número de pedido 3S
número de pedido 3L
KM32-PKG 3S o 3L 1023697 1023698
KM40-PKG 3S o 3L 1023699 1023700
KM50-PKG 3S o 3L 1023726 1023725
KM63-PKG 3S o 3L 1013701 1013702
KM80-PKG 3S o 3L 1144980 1023701
M26 www.kennametal.com
Información técnicaSistema de sujeción manual KM™
Ilustración 1 Ilustración 2
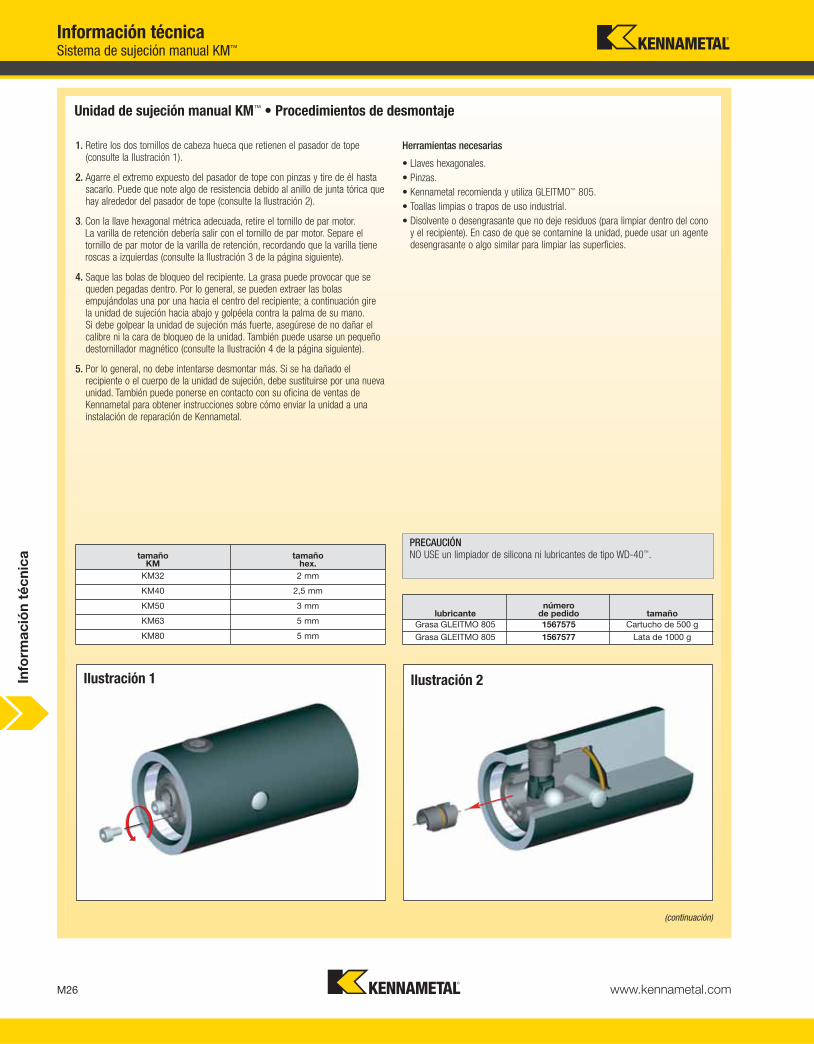
PRECAUCIÓNNO USE un limpiador de silicona ni lubricantes de tipo WD-40™.
Herramientas necesarias
• Llaves hexagonales.
• Pinzas.
• Kennametal recomienda y utiliza GLEITMO™ 805.
• Toallas limpias o trapos de uso industrial.
• Disolvente o desengrasante que no deje residuos (para limpiar dentro del conoy el recipiente). En caso de que se contamine la unidad, puede usar un agentedesengrasante o algo similar para limpiar las superficies.
1. Retire los dos tornillos de cabeza hueca que retienen el pasador de tope(consulte la Ilustración 1).
2. Agarre el extremo expuesto del pasador de tope con pinzas y tire de él hastasacarlo. Puede que note algo de resistencia debido al anillo de junta tórica quehay alrededor del pasador de tope (consulte la Ilustración 2).
3. Con la llave hexagonal métrica adecuada, retire el tornillo de par motor. La varilla de retención debería salir con el tornillo de par motor. Separe eltornillo de par motor de la varilla de retención, recordando que la varilla tieneroscas a izquierdas (consulte la Ilustración 3 de la página siguiente).
4. Saque las bolas de bloqueo del recipiente. La grasa puede provocar que sequeden pegadas dentro. Por lo general, se pueden extraer las bolasempujándolas una por una hacia el centro del recipiente; a continuación gire la unidad de sujeción hacia abajo y golpéela contra la palma de su mano. Si debe golpear la unidad de sujeción más fuerte, asegúrese de no dañar elcalibre ni la cara de bloqueo de la unidad. También puede usarse un pequeñodestornillador magnético (consulte la Ilustración 4 de la página siguiente).
5. Por lo general, no debe intentarse desmontar más. Si se ha dañado elrecipiente o el cuerpo de la unidad de sujeción, debe sustituirse por una nuevaunidad. También puede ponerse en contacto con su oficina de ventas deKennametal para obtener instrucciones sobre cómo enviar la unidad a unainstalación de reparación de Kennametal.
Unidad de sujeción manual KM™ • Procedimientos de desmontaje
Info
rma
ció
n t
éc
nic
a
(continuación)
lubricantenúmero
de pedido tamaño
Grasa GLEITMO 805 1567575 Cartucho de 500 g
Grasa GLEITMO 805 1567577 Lata de 1000 g
tamaño KM
tamaño hex.
KM32 2 mm
KM40 2,5 mm
KM50 3 mm
KM63 5 mm
KM80 5 mm

M27www.kennametal.com
Información técnicaSistema de sujeción manual KM™
6. Limpie de grasa las bolas de bloqueo, el tornillo de par motor, la varilla deretención y el pasador de tope e inspeccione en busca de desgaste, rebabas o daños obvios. Si reconstruye la unidad con un paquete de piezas dereparación, recomendamos usar todos los nuevos componentes que contieneel kit. Si no utiliza el paquete de reparaciones, pero va a reactivar o ajustar launidad, inspeccione las roscas externas del tornillo de par motor y la varilla deretención, las superficies de contacto de las bolas de bloqueo de la varilla deretención y las superficies de acoplamiento entre la varilla y el pasador detope. Retire todo componente en estado dudoso y sustitúyalo por otros nuevos.Fíjese en el estado de la llave cónica levantada en la varilla de retención, yaque la necesitará más tarde.
7. Inspeccione el interior del cono KM en busca de daños o contaminación.Limpie el cono y el recipiente con disolvente. Deje que la unidad se sequeantes de volver a montarla. Inspeccione las roscas del tornillo de par motor del cuerpo en busca de daños.
8. Si la unidad está equipada para tener refrigeración interna, puede que leinterese verificar si los conductos del refrigerante están despejados. Limpie si hace falta.
Unidad de sujeción manual KM™ • Procedimientos de desmontaje (continuación)
Ilustración 3 Ilustración 4 Info
rma
ció
n t
éc
nic
atamaño KM
tamaño hex. de tornillo de par motor
KM32 5 mm
KM40 6 mm
KM50 10 mm
KM63 12 mm
KM80 14 mm
M28 www.kennametal.com
Información técnicaSistema de sujeción manual KM™
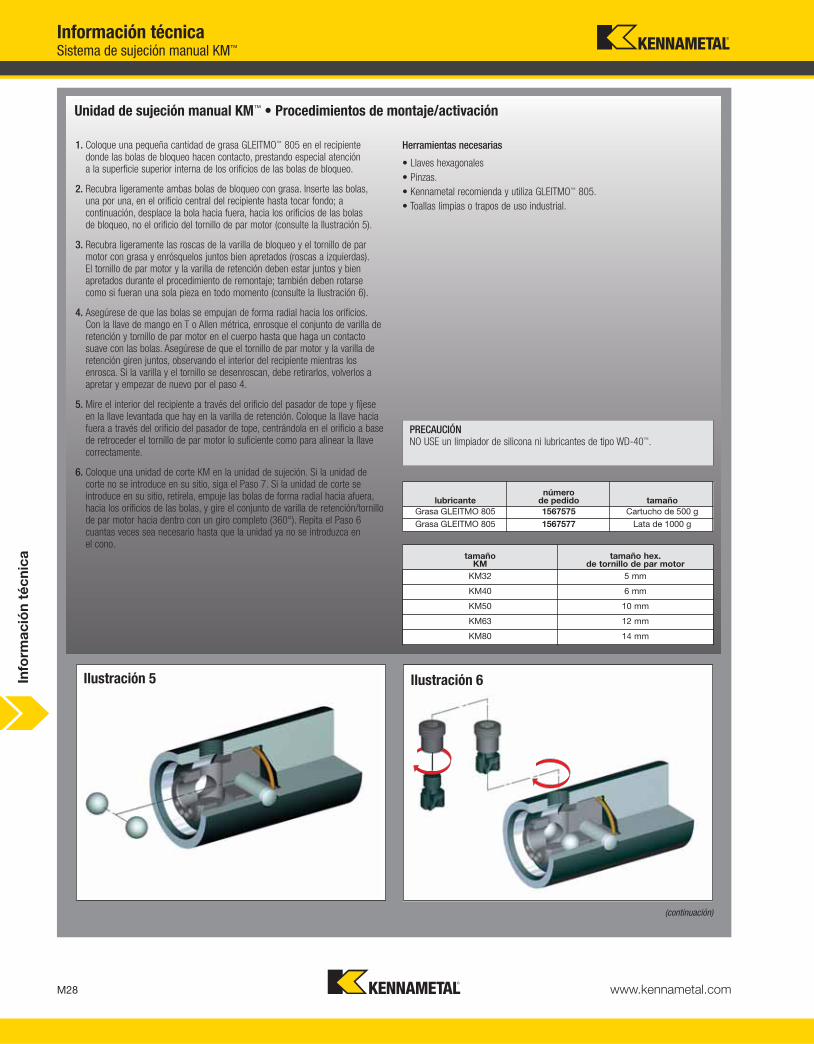
1. Coloque una pequeña cantidad de grasa GLEITMO™ 805 en el recipiente donde las bolas de bloqueo hacen contacto, prestando especial atención a la superficie superior interna de los orificios de las bolas de bloqueo.
2. Recubra ligeramente ambas bolas de bloqueo con grasa. Inserte las bolas, una por una, en el orificio central del recipiente hasta tocar fondo; acontinuación, desplace la bola hacia fuera, hacia los orificios de las bolas de bloqueo, no el orificio del tornillo de par motor (consulte la Ilustración 5).
3. Recubra ligeramente las roscas de la varilla de bloqueo y el tornillo de parmotor con grasa y enrósquelos juntos bien apretados (roscas a izquierdas). El tornillo de par motor y la varilla de retención deben estar juntos y bienapretados durante el procedimiento de remontaje; también deben rotarsecomo si fueran una sola pieza en todo momento (consulte la Ilustración 6).
4. Asegúrese de que las bolas se empujan de forma radial hacia los orificios. Con la llave de mango en T o Allen métrica, enrosque el conjunto de varilla deretención y tornillo de par motor en el cuerpo hasta que haga un contactosuave con las bolas. Asegúrese de que el tornillo de par motor y la varilla deretención giren juntos, observando el interior del recipiente mientras losenrosca. Si la varilla y el tornillo se desenroscan, debe retirarlos, volverlos aapretar y empezar de nuevo por el paso 4.
5. Mire el interior del recipiente a través del orificio del pasador de tope y fíjeseen la llave levantada que hay en la varilla de retención. Coloque la llave haciafuera a través del orificio del pasador de tope, centrándola en el orificio a basede retroceder el tornillo de par motor lo suficiente como para alinear la llavecorrectamente.
6. Coloque una unidad de corte KM en la unidad de sujeción. Si la unidad decorte no se introduce en su sitio, siga el Paso 7. Si la unidad de corte seintroduce en su sitio, retírela, empuje las bolas de forma radial hacia afuera,hacia los orificios de las bolas, y gire el conjunto de varilla de retención/tornillode par motor hacia dentro con un giro completo (360°). Repita el Paso 6cuantas veces sea necesario hasta que la unidad ya no se introduzca en el cono.
Ilustración 5 Ilustración 6
Unidad de sujeción manual KM™ • Procedimientos de montaje/activación
(continuación)
Herramientas necesarias
• Llaves hexagonales
• Pinzas.
• Kennametal recomienda y utiliza GLEITMO™ 805.
• Toallas limpias o trapos de uso industrial.
PRECAUCIÓNNO USE un limpiador de silicona ni lubricantes de tipo WD-40™.
Info
rma
ció
n t
éc
nic
a
lubricantenúmero
de pedido tamaño
Grasa GLEITMO 805 1567575 Cartucho de 500 g
Grasa GLEITMO 805 1567577 Lata de 1000 g
tamaño KM
tamaño hex. de tornillo de par motor
KM32 5 mm
KM40 6 mm
KM50 10 mm
KM63 12 mm
KM80 14 mm

M29www.kennametal.com
Información técnicaSistema de sujeción manual KM™
Unidad de sujeción manual KM™ • Procedimientos de montaje/activación (continuación)
7. Enrosque el conjunto de varilla de retención/tornillo de par motor hacia fuera con un giro completo (360°), asegurándose de que la llave levantadamire hacia fuera. Coloque una unidad de corte KM en la unidad de sujeción. Debería introducirse en el cono con facilidad. En caso contrario, repita el Paso 7.
8. Inserte el pasador de tope sin su junta tórica en el orificio, asegurándose deque la superficie en ángulo del pasador se monte sobre la superficie en ángulode la varilla de retención (consulte la Ilustración 7).
9. Cuando el pasador de tope esté asentado correctamente, su diámetro másgrande debe estar por debajo del extremo del recipiente; no debe girar. La rotación del pasador queda detenida por la llave de la varilla de retención,en la guía del pasador de tope.
10. Si todo está correcto, retire el pasador de tope, instale su junta tórica,recúbralo ligeramente de grasa prestando especial atención a la ranura y vuelva a instalarlo en el orificio.
11. Vuelva a instalar los tornillos de cabeza hueca que retienen el pasador detope (consulte la Ilustración 8). Compruebe que la unidad funcionacorrectamente empujando hacia abajo el extremo del pasador de tope con eldedo, mientras aprieta y afloja el tornillo de par motor a lo largo de sutrayectoria. Debería sentir cómo el pasador de tope se desplaza hacia dentroy hacia fuera a medida que cambia la dirección del tornillo de par.
12. Como última revisión, gire el tornillo de par motor hacia fuera hasta que sedetenga. Instale una unidad de corte KM y apriete el tornillo de par motor conel par motor adecuado que se necesita para bloquear. Asegúrese de que nohaya bolsas de aire entre las superficies de contacto de la unidad de corte yla unidad de sujeción. Afloje el tornillo de par motor. Al principio, se sentiráuna resistencia al aflojar el tornillo y al sacar la herramienta del cono. Use únicamente poca fuerza para aflojar el tornillo después de haber sacadola herramienta. No afloje el tornillo de par motor por la fuerza después deretirar la herramienta o podrían producirse daños. Retire la unidad de corte e instale un tapón protector de plástico o de acero.
Ilustración 7 Ilustración 8 Info
rma
ció
n t
éc
nic
atamaño KM
tamaño hex.
KM32 2 mm
KM40 2,5 mm
KM50 3 mm
KM63 5 mm
KM80 5 mm

M30 www.kennametal.com
Información técnicaSistema de sujeción KM-LOC™
Unidades de sujeción KM-LOC™
Instrucciones de funcionamiento
Todas las unidades de sujeción KM-LOC utilizan muelles de disco para desarrollarla fuerza de sujeción correcta. Este sistema de sujeción no necesita una llavedinamométrica para conseguir la fuerza de sujeción adecuada. El sistema KM-LOC proporciona unas fuerzas de sujeción consistentes y diseñadas paradurar 50000 ciclos.
Secuencia de bloqueo de KM-LOC
Asegúrese siempre de que la unidad de corte y la unidad de sujeción KM notengan suciedad ni elementos contaminantes. Al instalar el cabezal de corte en launidad de sujeción, tenga en cuenta las relaciones clave de los conos macho yhembra. La cara de la brida tendrá un saliente con respecto a la cara del calibrede aproximadamente 1 mm (0.040") antes del bloqueo. Si la cantidad de salientees superior a la que aquí se indica, la unidad es a prueba de errores o bien losconos están contaminados. Gire el cabezal 180° para un saliente correcto enestado inactivo.
A continuación, inserte una llave con la punta métrica de tamaño adecuado en el tubo de la leva. La rotación del tubo de la leva a la derecha 140° (donde sedetendrá) bloquea el cabezal en la unidad de sujeción. Las hendiduras cilíndricastanto de la leva como del cuerpo de la unidad de sujeción quedan alineadascuando se alcanza un tope positivo.
Secuencia de desbloqueo de KM-LOC
Retire las virutas o el material extraño de la brida de la unidad de corte y elcuerpo de sujeción. Inserte la punta métrica en la leva y gire a la izquierda paradesbloquear la unidad. Durante este procedimiento, la varilla de retención harácontacto con el interior de la unidad de corte (esto podría parecer un topepositivo); continúe girando a la izquierda hasta que el cabezal se aparte de lacara del calibre.
Cuando se desbloquea, se suelta un cabezal KM. El sistema KM utiliza un conode bloqueo automático 10:1 que necesita una liberación mecánica.
Tamaño de unidad de accionamiento KM-LOC
detección de errores
leva de accionamiento
muesca deorientación
Info
rma
ció
n t
éc
nic
a
(continuación)
tamaño de sistema KM
tamaño de la unidad
KM32 6 mm
KM40 8 mm
KM50 10 mm
KM63 10 mm

M31www.kennametal.com
Información técnicaSistema de sujeción KM-LOC™
Cuñas de montaje KM-LOC™ • Par de sujeción
NOTA: Utilice una ranura de punta hex.
El KM-LOC
Con un uso normal, la unidad KM-LOC está diseñada para durar 50000 ciclos.Las unidades KM-LOC se engrasan en la fábrica durante su montaje. Para que launidad siga funcionando correctamente, debe engrasarse periódicamente y, siopera en condiciones normales, hacerlo regularmente cada seis meses.
Cómo engrasar el KM-LOC
Retire el tornillo de sellado M6 de la cara frontal de la varilla de retención yenrosque el accesorio de engrasado en el orificio roscado. Se incluye unaccesorio de engrasado en el paquete de recambios con todas las unidades de sujeción KM-LOC.
Las cantidades de grasa aproximadas son las siguientes:
KM32™..............0.2–0.3 fl. oz
KM40™..............0.3–0.4 fl. oz.
KM50™..............0.5–0.6 fl .oz.
KM63™..............0.5–0.6 fl. oz.
Kennametal utiliza y recomienda GLEITMO™ 805, una pasta engrasante blanca de alto rendimiento.
Unidades de sujeción KM-LOC™(continuación)
Info
rma
ció
n t
éc
nic
a
lubricantenúmero
de pedido tamaño
Grasa GLEITMO 805 1567575 Cartucho de 500 g
Grasa GLEITMO 805 1567577 Lata de 1000 g
número de catálogo
tamaño hex. detornillo de cuña pies libras Nm
KM32CLSR/L2050K 4 mm 10–14 14–18
KM32CLSR/L1250B 4 mm 10–14 14–18
KM32CLSR/L1250C 4 mm 10–14 14–18
KM32CLSR/L1650C 4 mm 10–14 14–18
M32 www.kennametal.com
Información técnicaSistema de sujeción KM-LOC II™
Unidades de sujeción KM-LOC II
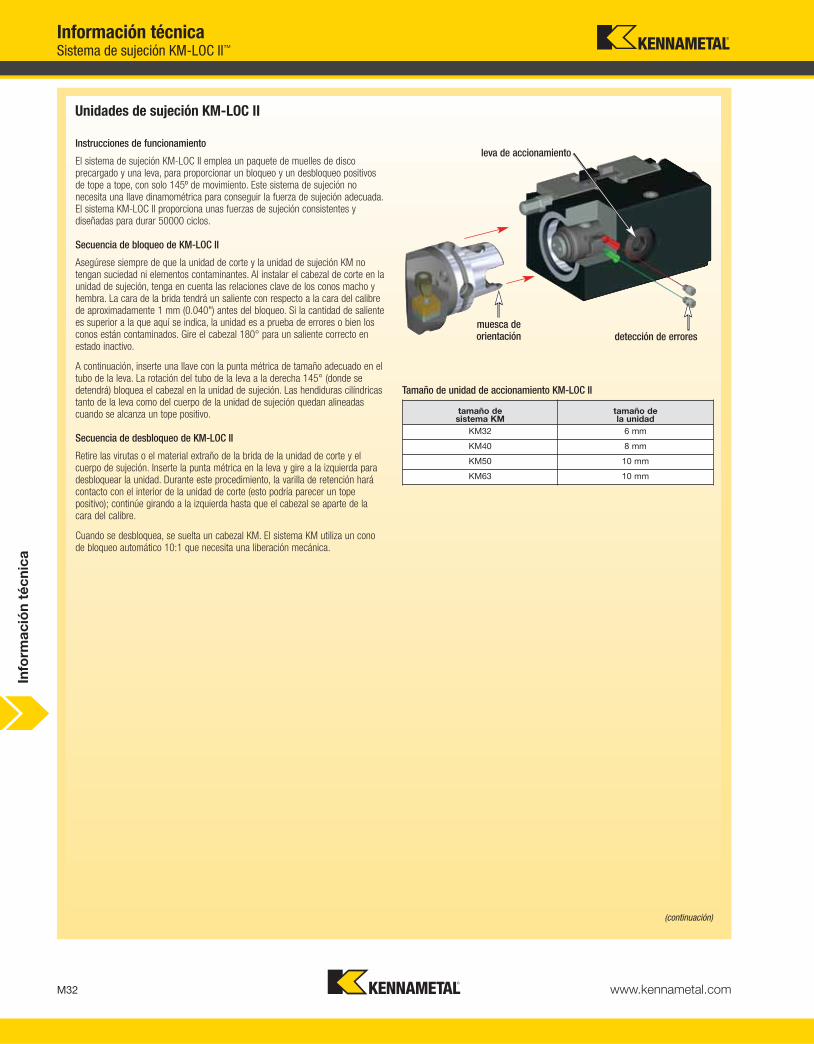
Instrucciones de funcionamiento
El sistema de sujeción KM-LOC II emplea un paquete de muelles de discoprecargado y una leva, para proporcionar un bloqueo y un desbloqueo positivosde tope a tope, con solo 145º de movimiento. Este sistema de sujeción nonecesita una llave dinamométrica para conseguir la fuerza de sujeción adecuada.El sistema KM-LOC II proporciona unas fuerzas de sujeción consistentes ydiseñadas para durar 50000 ciclos.
Secuencia de bloqueo de KM-LOC II
Asegúrese siempre de que la unidad de corte y la unidad de sujeción KM notengan suciedad ni elementos contaminantes. Al instalar el cabezal de corte en launidad de sujeción, tenga en cuenta las relaciones clave de los conos macho yhembra. La cara de la brida tendrá un saliente con respecto a la cara del calibrede aproximadamente 1 mm (0.040") antes del bloqueo. Si la cantidad de salientees superior a la que aquí se indica, la unidad es a prueba de errores o bien losconos están contaminados. Gire el cabezal 180° para un saliente correcto enestado inactivo.
A continuación, inserte una llave con la punta métrica de tamaño adecuado en eltubo de la leva. La rotación del tubo de la leva a la derecha 145° (donde sedetendrá) bloquea el cabezal en la unidad de sujeción. Las hendiduras cilíndricastanto de la leva como del cuerpo de la unidad de sujeción quedan alineadascuando se alcanza un tope positivo.
Secuencia de desbloqueo de KM-LOC II
Retire las virutas o el material extraño de la brida de la unidad de corte y elcuerpo de sujeción. Inserte la punta métrica en la leva y gire a la izquierda paradesbloquear la unidad. Durante este procedimiento, la varilla de retención harácontacto con el interior de la unidad de corte (esto podría parecer un topepositivo); continúe girando a la izquierda hasta que el cabezal se aparte de lacara del calibre.
Cuando se desbloquea, se suelta un cabezal KM. El sistema KM utiliza un conode bloqueo automático 10:1 que necesita una liberación mecánica.
detección de errores
leva de accionamiento
muesca deorientación
Tamaño de unidad de accionamiento KM-LOC II
Info
rma
ció
n t
éc
nic
a
(continuación)
tamaño de sistema KM
tamaño de la unidad
KM32 6 mm
KM40 8 mm
KM50 10 mm
KM63 10 mm

M33www.kennametal.com
Información técnicaUnidad de sujeción KM-LOC II™
El KM-LOC II
Con un uso normal, la unidad KM-LOC II está diseñada para durar 50000 ciclos.Las unidades KM-LOC II se engrasan en la fábrica durante su montaje. Para quela unidad siga funcionando correctamente, debe engrasarse periódicamente y, siopera en condiciones normales, hacerlo regularmente cada seis meses.
Cómo engrasar el KM-LOC II
Retire el tornillo de fijación de llave M4 estándar de la parte inferior de la levahexagonal y enrosque el conjunto de engrasado en el orificio roscado. Se incluyeun accesorio de engrasado y un adaptador en el paquete de recambios con todaslas unidades de sujeción.
Las cantidades de grasa aproximadas son las siguientes:
KM32™..............0.2–0.3 fl. oz
KM40™..............0.3–0.4 fl. oz.
KM50™..............0.5–0.6 fl .oz.
KM63™..............0.5–0.6 fl. oz.
Kennametal utiliza y recomienda GLEITMO™ 805, una pasta engrasante blanca dealto rendimiento.
Unidades de sujeción KM-LOC II (continuación)
Cuñas de montaje KM-LOC II • Par de sujeción
NOTA: Utilice un tubo hexagonal.
Info
rma
ció
n t
éc
nic
a
lubricantenúmero
de pedido tamaño
Grasa GLEITMO 805 1567575 Cartucho de 500 g
Grasa GLEITMO 805 1567577 Lata de 1000 g
número de catálogo
tamaño hex. detornillo de cuña pies libras Nm
KM40 CL2SR/L 1260B 6 30–34 41–46
KM40 CL2SR/L 1660C 7 43–47 58–64
KM40 CL2SR/L 1660D 7 43–47 58–64
KM40 CL2SR/L 2060D 7 43–47 58–64
KM40 CL2SR/L 2560M 7 43–47 58–64
KM40 CL2SR/L 3260P 7 43–47 58–64
KM50 CL2SR/L 1675D 7 43–47 58–64
KM50 CL2SR/L 2075D 8 58–62 79–84
KM50 CL2SR/L 2575M 7 43–47 58–64
KM50 CL2SR/L 2575P 7 43–47 58–64
KM63 CL2SR/L 2090E 8 58–62 79–84
KM63 CL2SR/L 3290P 8 58–62 79–84

M34 www.kennametal.com
Información técnicaSistema de sujeción KM™ Rapid
Unidades de sujeción KM Rapid
Instrucciones de funcionamiento
El sistema de sujeción KM Rapid es un sistema de herramientas de cambiorápido que no requiere una llave dinamométrica para conseguir una fuerza desujeción adecuada. El paquete de muelles de unidades de sujeción KM Rapidproporciona la fuerza de sujeción correcta mientras la leva permite unbloqueo/desbloqueo rápido y sencillo de la unidad de corte KM.
Secuencia de bloqueo de KM Rapid
En la posición “desbloqueo”, que está marcada en la carcasa, se puede retirar la unidad de corte o encajarla en la unidad de sujeción. Al mover la leva a laderecha, las bolas de bloqueo se empujan hacia afuera y se cierra el saliente de la cara. Al desplazar la leva se empuja las bolas de bloqueo más hacia elexterior y se genera una fuerza de sujeción en el plano de referencia. La fuerzade manipulación sobrepasa la posición máxima y luego retrocede ligeramente,para alcanzar la posición de “bloqueo”.
Secuencia de desbloqueo de KM Rapid
Para desbloquear la unidad de corte, gire la leva hacia la izquierda. En estaposición, las bolas de bloqueo están libres de la unidad de corte, pero lainterferencia del cono sigue reteniendo a la unidad de corte KM en la unidad de sujeción. Al seguir girando la leva para superar la interferencia, se liberará yse retirará la unidad de corte. En cualquier caso, no intente empujar demasiadocontra el punto de desbloqueo, ya que provocará daños al pasador de referenciay la leva.
Toda la secuencia de bloqueo y desbloqueo requiere unos pocos segundos.
Unidades de sujeción KM Rapid Plus
Instrucciones de funcionamiento
El sistema de sujeción KM Rapid Plus es un sistema de herramientas de cambiorápido y cartucho compacto que no requiere una llave dinamométrica paraconseguir una fuerza de sujeción adecuada. El paquete de muelles de unidadesde sujeción KM Rapid Plus proporciona la fuerza de sujeción correcta mientras laleva permite un bloqueo/desbloqueo rápido y sencillo de la unidad de corte KM.
Secuencia de bloqueo de KM Rapid Plus
En la posición “desbloqueo”, se puede retirar el cabezal de corte o encajarlo en la unidad de sujeción. Al desplazar el eje excéntrico a la derecha, se desplaza la varilla de retención axial, las bolas de sujeción se empujan hacia afuera y elsaliente de la cara se cierra. Al desplazar más el eje excéntrico, se empuja la bola de bloqueo sobre la varilla de retención axial más al exterior y se genera una fuerza de sujeción en el plano de referencia. La fuerza de manipulaciónsobrepasa la posición máxima y luego retrocede ligeramente, para alcanzar laposición de “bloqueo”. No desplace más la leva en esta posición.
Secuencia de desbloqueo de KM Rapid Plus
Para desbloquear la unidad de corte, gire el eje excéntrico hacia la izquierda. En esta posición, las bolas de bloqueo están libres de la unidad de corte, pero la interferencia del cono sigue reteniendo a la unidad de corte en la unidad desujeción. Al seguir girando el eje excéntrico para superar la interferencia, seliberará el cabezal de corte y se podrá retirar.
Toda la secuencia de bloqueo y desbloqueo requiere unos pocos segundos.
Info
rma
ció
n t
éc
nic
a

M35www.kennametal.com
Información técnicaSistema de sujeción automática KM™
Sistema de sujeción automática
Instrucciones de funcionamiento
El sistema de sujeción automático KM utiliza un paquete de muelles de discopara proporcionar fuerza a la varilla de retención, impulsando a las bolas debloqueo y ofreciendo una fuerza de sujeción a la unidad de corte. La ventajamecánica del mecanismo de sujeción está diseñada específicamente para unafuerza elástica específica y suministrar así la fuerza de sujeción adecuada. Una vez que la unidad de corte se ha sujetado a la unidad de sujeción automáticaKM, queda retenido de forma segura hasta que se libera aplicando una fuerza alextremo de la cápsula externa de muelle. En la mayoría de los casos, esto seconsigue con un cilindro hidráulico. Las unidades de sujeción automáticas KMcontienen puertos de refrigeración sellados, además de un sistema para distribuiraire a través de la unidad.
El aire tiene dos funciones: (1) el aire se utiliza para limpiar el área de la cara y elcono durante el cambio de las herramientas; (2) también se utiliza para detectarun cambio de herramienta inadecuado. El aire se redirige a la intersección delcono y la cara. Si las caras de la unidad de corte y la unidad de sujeción no sesellan por completo tras cambiar una herramienta, el aire continuará escapando y podrá usarse para detectar un error de cambio de herramienta. Las unidadesde sujeción automáticas KM están disponibles en varias configuraciones, para su aplicación en una amplia gama de máquinas.
Info
rma
ció
n t
éc
nic
a

M36 www.kennametal.com
Información técnicaConfiguraciones KM™ ATC
KM-TS™ • Cambio de herramientas modulares Kennametal
KM-TS está diseñado para ofrecer a los fabricantes de máquinas herramientala capacidad de diseñar una máquina alrededor de un sistema rígido ydemostrado al mismo tiempo que mantiene una automatización completa. Es lo último en sistemas de herramientas flexibles y está equipado con cuatroorificios en la ranura V.
La siguiente generación de máquinas de fresado-torneado multifunción exige sistemas de herramientas flexibles y de alta tecnología. Anteriormente, la ranura V del sistema KM permitía un cambio de herramientas automático,pero sin la capacidad de chips de identificación de herramientas.
Características de localización del cambio de herramientas
• Dos orificios opuestos horizontalmente en la ranura V para el cambiadorde herramientas y el almacenamiento de herramientas. Dentro de estosdos orificios se encuentran unos orificios avellanados que se pueden usarpara orientar la herramienta.
• Dos orificios orientados verticalmente en la ranura V para un chip deidentificación de herramientas y equilibrado.
Nuevas características adicionales
• Una dureza estándar de 50 a 54 HRC permite que la herramienta sea lobastante duradera como para resistir las fuerzas generadas durante loscambios de herramienta a alta velocidad y permite un uso a largo plazo.
• La dureza óptima desde el cono hasta el asiento de alojamiento de laplaquita asegura la máxima protección contra el desgaste en todos lospuntos de contacto y la mayor estabilidad con cargas de corte elevadas.
• Las herramientas KM-TS cuentan con una superficie plateada conacabado satinado que ofrece durabilidad y un aspecto duradero.
Configuración de cambiador de herramientas automático
junta tórica
tamaño KM
número de catálogo
número de pedido
KM32TS OR00614070V90 1850414
KM40TS OR00739070V90 1179959
KM50TS OR00987103V90 1284041
KM63TS OR01234139V90 1608616
KM80TS OR01734139V90 1586813
Resumen de ventajas
• Una interfaz de husillo de calidad demostrada para Daewoo®, Nakamura-Tome™, Takisawa™ y muchos fabricantes más.
• Compatibilidad completa con herramientas y adaptadores KM63™ yKennametal UT63™.
• Use con cambios de herramienta manuales y completamente automáticossobre tornos y máquinas de fresado/torneado modernas.
• Cono de herramienta con rectificado de precisión y plano de referencia.
• Refrigerante óptimo suministrado directamente al punto de corte, lo quegarantiza el mayor nivel de rendimiento (consulte la siguiente tabla).
• Para un mecanizado seco, se puede cerrar fácilmente el orificio derefrigeración con un tornillo.
número de pedido descripción
1975161 Boquilla de refrigerante M5
Info
rma
ció
n t
éc
nic
a

M37www.kennametal.com
Información técnicaConfiguraciones KM™ XMZ
KM63XMZ™
KM63XMZ se ha diseñado para que funcione específicamente con la serieMazak® INTEGREX® Mark IV de máquinas INTEGREX. Mazak INTEGREXcombina un centro de torneado de alta potencia y un centro de mecanizadoomnifuncional para producir piezas en una sola configuración. KM63XMZ esuna parte integral del éxito y el ingenio de estas máquinas.
Una dureza estándar de 50 a 54 HRC permite un uso a largo plazo y unadurabilidad que resiste las fuerzas generadas durante los cambios deherramienta a alta velocidad. El material estándar KM63XMZ ofrece una durezaóptima desde el cono hasta el asiento de alojamiento de la plaquita. Esto asegura la máxima protección contra el desgaste en todos los puntos decontacto y la mayor estabilidad con cargas de corte elevadas. Las herramientascuentan con una superficie plateada con acabado satinado que ofrecedurabilidad y un aspecto duradero.
Las máquinas herramienta convencionales requieren múltiples configuraciones,más mano de obra para manipular las piezas, un inventario durante elprocesamiento, mayor espacio y mayores gastos de herramientas y sujeción.
• KM63XMZ le ayudará a reducir el gasto general de fabricación con unprocesamiento de piezas multitarea.
• KM63XMZ optimizará sus operaciones de mecanizado ¡sin importar locomplicada que resulte su aplicación en particular!
• ¡Las herramientas modulares de cambio rápido más económicas, rígidas y precisas del mundo!
• Reduzca de forma drástica el tiempo muerto de la máquina y aumente la productividad.
• ¡Amplia selección de productos para sus necesidades de mecanizado!
• ¡Herramientas de diseño especial disponibles para aplicaciones únicas!
• Un sistema de herramientas demostrado para máquinas multitarea comoel sistema de máquinas herramienta Mazak INTEGREX!
Especificación de orientación de la herramienta KM63XMZ
Orientación a derechas
Para el torneado a la derecha hacia el husillo principal. Número de catálogo: KM63XMZMCLNR12Y
Orientación a izquierdas
Para el torneado a la izquierda hacia el husillo principal. Número de catálogo: KM63XMZMCLNLF12Y
Configuración de cambiador de herramientas automáticomuesca de orientación
muesca de orientación
junta tórica
tamaño KM
número de catálogo
número de pedido
KM63XMZ OR01237103V90 1979353
Info
rma
ció
n t
éc
nic
a
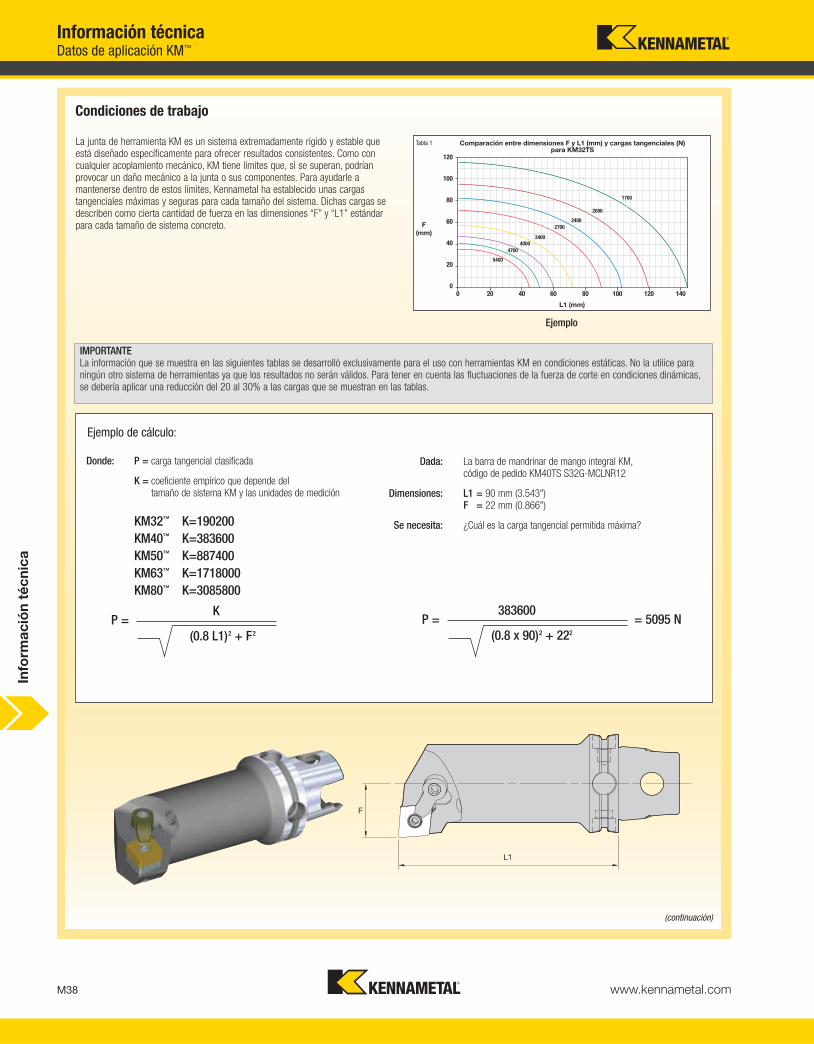
M38 www.kennametal.com
Información técnicaDatos de aplicación KM™
Condiciones de trabajo
La junta de herramienta KM es un sistema extremadamente rígido y estable queestá diseñado específicamente para ofrecer resultados consistentes. Como concualquier acoplamiento mecánico, KM tiene límites que, si se superan, podríanprovocar un daño mecánico a la junta o sus componentes. Para ayudarle amantenerse dentro de estos límites, Kennametal ha establecido unas cargastangenciales máximas y seguras para cada tamaño del sistema. Dichas cargas sedescriben como cierta cantidad de fuerza en las dimensiones “F” y “L1” estándarpara cada tamaño de sistema concreto.
Ejemplo de cálculo:
Donde: P = carga tangencial clasificada
K = coeficiente empírico que depende del tamaño de sistema KM y las unidades de medición
KM32™ K=190200
KM40™ K=383600
KM50™ K=887400
KM63™ K=1718000
KM80™ K=3085800
Dada: La barra de mandrinar de mango integral KM, código de pedido KM40TS S32G-MCLNR12
Dimensiones: L1 = 90 mm (3.543") F = 22 mm (0.866")
Se necesita: ¿Cuál es la carga tangencial permitida máxima?
P =K
(0.8 L1)2 + F2
P =383600
(0.8 x 90)2 + 222
Ejemplo
= 5095 N
Tabla 1 Comparación entre dimensiones F y L1 (mm) y cargas tangenciales (N)para KM32TS
F
(mm)
L1 (mm)
120
100
80
60
40
20
00 20 40 60 80 100 120 140
1700
2000
2400
2700
34004000
4700
5400
Info
rma
ció
n t
éc
nic
a
IMPORTANTELa información que se muestra en las siguientes tablas se desarrolló exclusivamente para el uso con herramientas KM en condiciones estáticas. No la utilice paraningún otro sistema de herramientas ya que los resultados no serán válidos. Para tener en cuenta las fluctuaciones de la fuerza de corte en condiciones dinámicas,se debería aplicar una reducción del 20 al 30% a las cargas que se muestran en las tablas.
(continuación)
M39www.kennametal.com
Información técnicaDatos de aplicación KM™
Se consiguen unas condiciones de corte seguras cuando la carga tangencialreal que se coloca en las herramientas KM no supera la fuerza tangencialpermitida máxima. Para ayudarle a determinar el valor aproximado de sufuerza tangencial real, se han desarrollado las tablas 2, 4, 6 y 8 (páginasK26 a K35). Muestran la relación entre la profundidad de corte y el avanceen varias fuerzas tangenciales.
Se recomiendan durante el uso de geometrías de plaquita TNMG y CNMGestándar para mecanizar aceros al carbono simples (serie AISI 1000), lamayoría de aceros aleados (serie AISI 4000) y algunos aceros inoxidables y de herramientas (H11, 316)
Condiciones de trabajo (continuación)
El siguiente ejemplo ilustra cómo usar las tablas 1, 3, 5, 7 y 9
Dada: La barra de mandrinar de mango integral KM40™, código de pedido KM40TS-S32G-MCLNR12
Dimensiones: La barra de mandrinar de mango integral KM40, código de pedido KM40TS-S32G-MCLNR12 — L1 = 90 mm, F = 22 mm
Se necesita: ¿Cuál es la carga tangencial permitida máxima?
Solución: Para determinar la carga tangencial:
a) Determine la tabla correcta que se debe usar. (Se trata de una herramienta KM40, de modo que use la Tabla 3).b) Busque el punto de intersección de las dos líneas que corresponden a las dimensiones L1 = 90 mm, F = 22 mm.
Estas dos líneas interseccionan justo por encima de la curva 6670 N (1500 libras).c) La carga tangencial permitida es la carga aproximada en el punto de intersección.
El punto de intersección se encuentra aproximadamente a 6890 N (1550 libras).
Como puede ver en el cálculo, el valor real es 6790 N (1528 libras). Son de esperar unas pequeñas variaciones en la lectura de la ubicación aproximada en la tabla,pero no deberían tener consecuencias importantes.
El siguiente ejemplo ilustra cómo usar las tablas 2, 4, 6, 8 y 10
Dada: La barra de mandrinar de mango integral KM40, código de pedido KM40TS-S32G-MCLNR12 avance: 0.016 IPRprofundidad de corte: 0.200" (doc)
Se necesita: ¿Cuál es la fuerza tangencial aproximada?
Solución: Para determinar la fuerza tangencial:
a) Determine la tabla correcta que se debe usar. (Se trata de una herramienta KM40, de modo que use la Tabla 4).b) Busque el punto de intersección de las dos líneas que corresponden al avance de 0.016 IPR
y el doc 0.200".c) La fuerza tangencial aproximada es la fuerza que hay en el punto de intersección.
El punto de intersección se encuentra aproximadamente a 4450 N (1000 libras).
Recuerde que estos son valores aproximados y solo deben usarse comoreferencia. Si existe alguna duda de que estas tablas sean lo bastanteprecisas, debe calcularse la fuerza de corte real.
Estas tablas se diseñaron para determinar las condiciones dentro de los límites de los distintos tamaños de sistema de herramientas KM. Sin embargo, en condiciones de corte reales, existen muchas máslimitaciones, como la fuerza de la plaquita o voladizos excesivos, quepueden limitar las fuerzas de corte a valores mucho menores que losrepresentados en las tablas.
Info
rma
ció
n t
éc
nic
a
IMPORTANTELa información que se muestra en las siguientes tablas se desarrolló exclusivamente para el uso con herramientas KM en condiciones estáticas. No la utilice paraningún otro sistema de herramientas ya que los resultados no serán válidos. Para tener en cuenta las fluctuaciones de la fuerza de corte en condiciones dinámicas,se debería aplicar una reducción del 20 al 30% a las cargas que se muestran en las tablas.

M40 www.kennametal.com
Información técnicaDatos de aplicación KM™
IMPORTANTELa información que se muestra en las siguientes tablas se desarrolló exclusivamente para el uso con herramientas KM en condiciones estáticas. No la utilice para ningún otro sistema de herramientas ya que los resultados no serán válidos. Para tener en cuenta las fluctuaciones de la fuerza de corte en condiciones dinámicas, se debería aplicar una reducción del 20 al 30% a las cargas que se muestran en las tablas.
Condiciones de trabajo • KM32TS™ • Sistema métrico
Tabla 1
Tabla 2
Comparación entre dimensiones F y L1 (mm) y cargas tangenciales (N)para KM32TS
Comparación entre profundidad de corte (mm) y avance (mm/rev) yfuerzas tangenciales (N) para KM32TS
F(mm)
doc(mm)
avance (mm/rev)
L1 (mm)
120
100
80
60
40
20
0
0 20 40 60 80 100 120 140
0 0,10 0,20 0,30 0,40 0,50 0,60 0,70 0,80 0,90 1,00
9,00
7,50
6,25
5,00
3,75
2,50
1,25
0
1700
54004700
40003400
27002400
20001700
2000
2400
2700
34004000
4700
5400
Info
rma
ció
n t
éc
nic
a

M41www.kennametal.com
Información técnicaDatos de aplicación KM™
Condiciones de trabajo • KM32TS™ • Pulgadas
IMPORTANTELa información que se muestra en las siguientes tablas se desarrolló exclusivamente para el uso con herramientas KM en condiciones estáticas. No la utilice para ningún otro sistema de herramientas ya que los resultados no serán válidos. Para tener en cuenta las fluctuaciones de la fuerza de corte en condiciones dinámicas, se debería aplicar una reducción del 20 al 30% a las cargas que se muestran en las tablas.
Tabla 1
Tabla 2
Comparación entre dimensiones F y L1 (pulgadas) y cargas tangenciales(libras) para KM32TS
Comparación entre profundidad de corte (pulgadas) y avance (IPR) yfuerzas tangenciales (libras) para KM32TS
doc(pulg.)
avance (IPR)
L1 (pulgadas)
4.8
4.0
3.2
2.4
1.6
0.8
0
0 1.0 2.0 3.0 4.0 5.0 5.5
0 0.005 0.010 0.015 0.020 0.025 0.030 0.035 0.040
0.35
0.30
0.25
0.20
0.15
0.10
0.05
0
400
500
550
600
750
900
1050
1200
12001050
900750
600550
500
400In
form
ac
ión
té
cn
ica
F(pulg.)
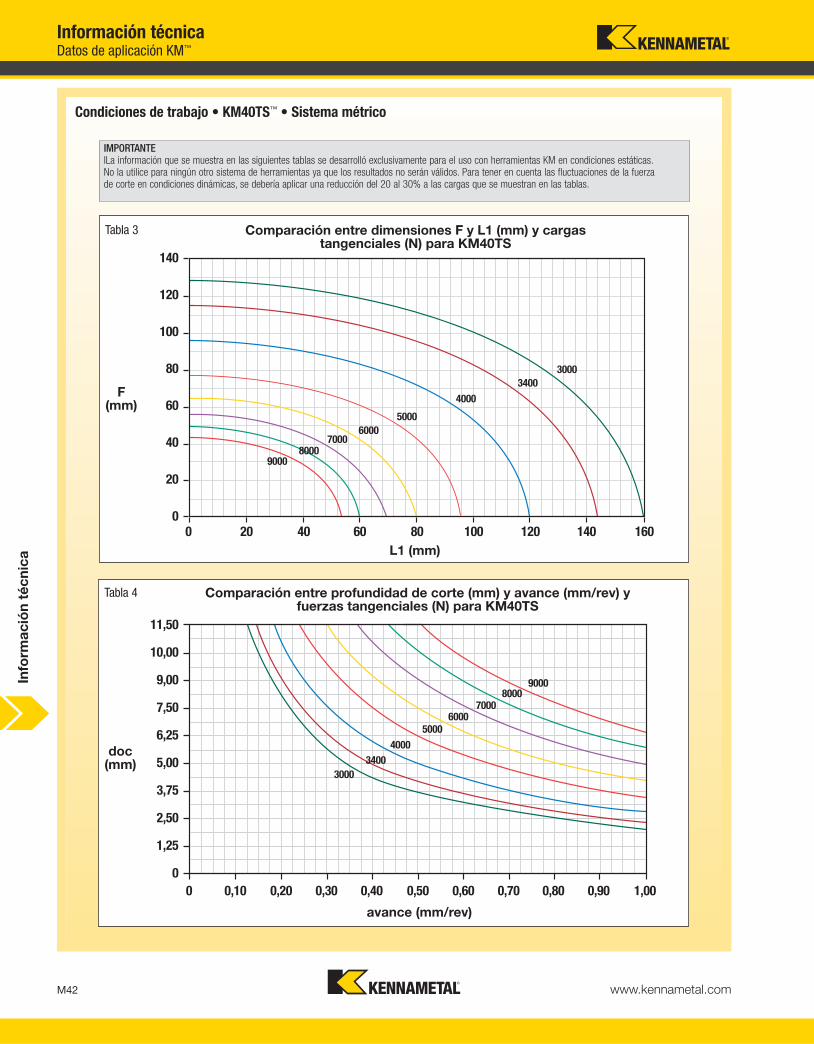
M42 www.kennametal.com
Información técnicaDatos de aplicación KM™
Condiciones de trabajo • KM40TS™ • Sistema métrico
Tabla 3
Tabla 4
Comparación entre dimensiones F y L1 (mm) y cargas tangenciales (N) para KM40TS
Comparación entre profundidad de corte (mm) y avance (mm/rev) yfuerzas tangenciales (N) para KM40TS
F(mm)
doc(mm)
avance (mm/rev)
L1 (mm)
140
120
100
80
60
40
20
00 20 40 60 80 100 120 140 160
0 0,10 0,20 0,30 0,40 0,50 0,60 0,70 0,80 0,90 1,00
11,50
10,00
9,00
7,50
6,25
5,00
3,75
2,50
1,25
0
90008000
70006000
5000
4000
3400
3000
90008000
70006000
5000
4000
3400
3000
Info
rma
ció
n t
éc
nic
a
IMPORTANTEILa información que se muestra en las siguientes tablas se desarrolló exclusivamente para el uso con herramientas KM en condiciones estáticas. No la utilice para ningún otro sistema de herramientas ya que los resultados no serán válidos. Para tener en cuenta las fluctuaciones de la fuerza de corte en condiciones dinámicas, se debería aplicar una reducción del 20 al 30% a las cargas que se muestran en las tablas.
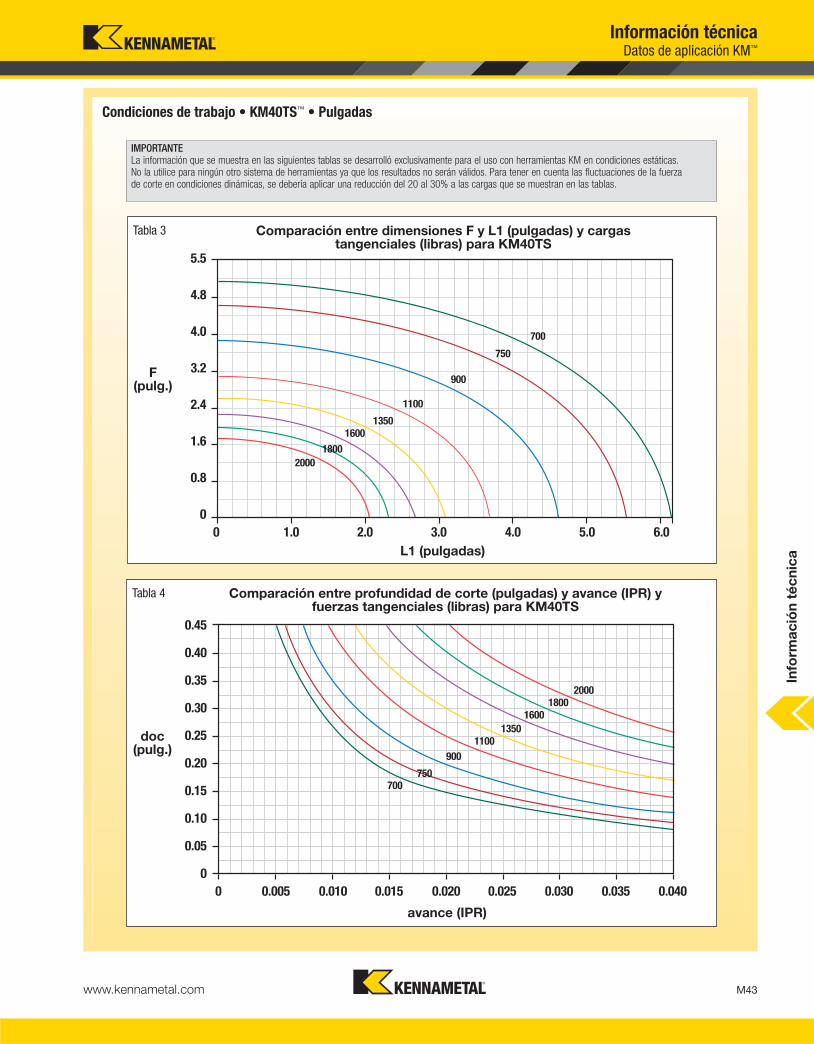
M43www.kennametal.com
Información técnicaDatos de aplicación KM™
Condiciones de trabajo • KM40TS™ • Pulgadas
Tabla 3
Tabla 4
Comparación entre dimensiones F y L1 (pulgadas) y cargas tangenciales (libras) para KM40TS
Comparación entre profundidad de corte (pulgadas) y avance (IPR) yfuerzas tangenciales (libras) para KM40TS
F(pulg.)
doc(pulg.)
avance (IPR)
L1 (pulgadas)
5.5
4.8
4.0
3.2
2.4
1.6
0.8
0
0 1.0 2.0 3.0 4.0 5.0 6.0
0 0.005 0.010 0.015 0.020 0.025 0.030 0.035 0.040
0.45
0.40
0.35
0.30
0.25
0.20
0.15
0.10
0.05
0
700
750
900
1100
13501600
1800
2000
20001800
1600
13501100
900
750700
Info
rma
ció
n t
éc
nic
a
IMPORTANTELa información que se muestra en las siguientes tablas se desarrolló exclusivamente para el uso con herramientas KM en condiciones estáticas. No la utilice para ningún otro sistema de herramientas ya que los resultados no serán válidos. Para tener en cuenta las fluctuaciones de la fuerza de corte en condiciones dinámicas, se debería aplicar una reducción del 20 al 30% a las cargas que se muestran en las tablas.
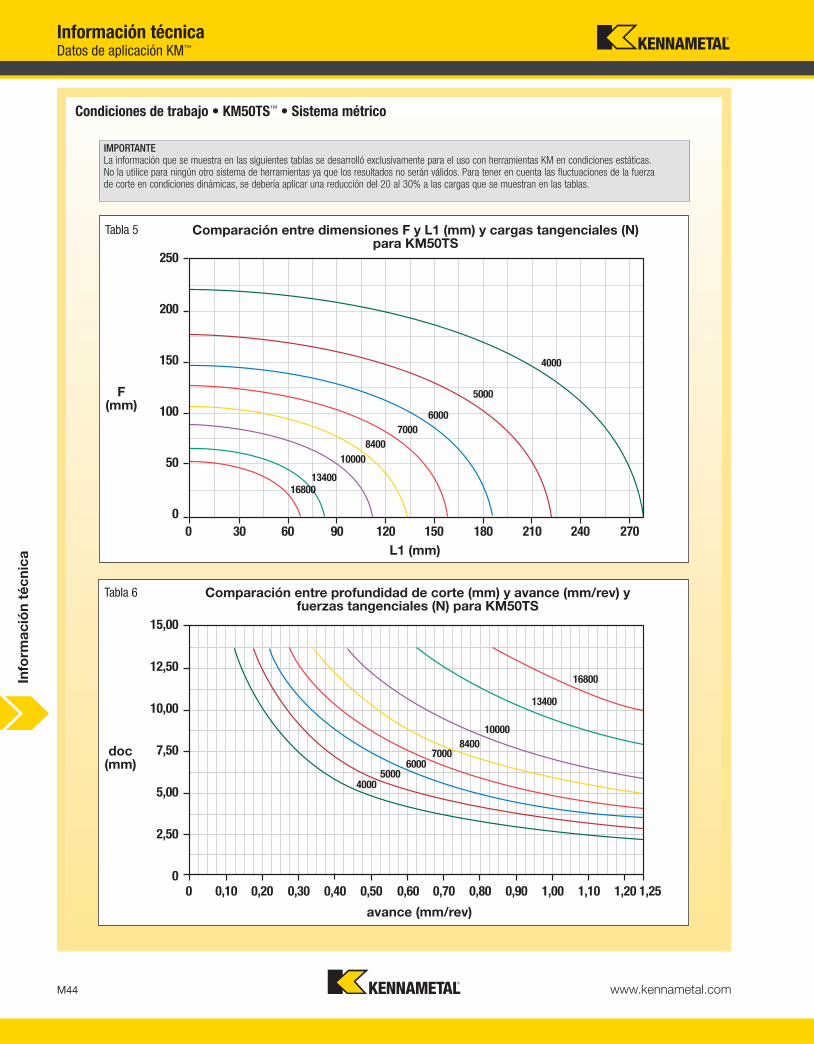
M44 www.kennametal.com
Información técnicaDatos de aplicación KM™
Condiciones de trabajo • KM50TS™ • Sistema métrico
Tabla 5
Tabla 6
Comparación entre dimensiones F y L1 (mm) y cargas tangenciales (N)para KM50TS
Comparación entre profundidad de corte (mm) y avance (mm/rev) yfuerzas tangenciales (N) para KM50TS
F(mm)
doc(mm)
avance (mm/rev)
L1 (mm)
250
200
150
100
50
0
0 30 60 90 120 150 180 210 240 270
0 0,10 0,20 0,30 0,40 0,50 0,60 0,70 0,80 0,90 1,00 1,10 1,20 1,25
15,00
12,50
10,00
7,50
5,00
2,50
0
4000
16800
13400
10000
84007000
60005000
4000
5000
6000
7000
8400
10000
1340016800
Info
rma
ció
n t
éc
nic
a
IMPORTANTELa información que se muestra en las siguientes tablas se desarrolló exclusivamente para el uso con herramientas KM en condiciones estáticas. No la utilice para ningún otro sistema de herramientas ya que los resultados no serán válidos. Para tener en cuenta las fluctuaciones de la fuerza de corte en condiciones dinámicas, se debería aplicar una reducción del 20 al 30% a las cargas que se muestran en las tablas.

M45www.kennametal.com
Información técnicaDatos de aplicación KM™
Condiciones de trabajo • KM50TS™ • Pulgadas
Tabla 5
Tabla 6
Comparación entre dimensiones F y L1 (pulgadas) y cargas tangenciales (libras) para KM50TS
Comparación entre profundidad de corte (pulgadas) y avance (IPR) yfuerzas tangenciales (libras) para KM50TS
F(pulg.)
doc(pulg.)
avance (IPR)
L1 (pulgadas)
10.0
8.0
6.0
4.0
2.0
0
0 1.0 2.0 3.0 4.0 5.0 6.0 7.0 8.0 9.0 10.0
0 0.005 0.010 0.015 0.020 0.025 0.030 0.035 0.040 0.045 0.050
0.60
0.50
0.40
0.30
0.20
0.10
0
900
1200
1400
16001900
2300
30003800
3800
3000
2300
19001600
14001200
900In
form
ac
ión
té
cn
ica
IMPORTANTELa información que se muestra en las siguientes tablas se desarrolló exclusivamente para el uso con herramientas KM en condiciones estáticas. No la utilice para ningún otro sistema de herramientas ya que los resultados no serán válidos. Para tener en cuenta las fluctuaciones de la fuerza de corte en condiciones dinámicas, se debería aplicar una reducción del 20 al 30% a las cargas que se muestran en las tablas.

M46 www.kennametal.com
Información técnicaDatos de aplicación KM™
Condiciones de trabajo • KM63TS™ y KM63XMZ™ • Sistema métrico
Tabla 7
Tabla 8
Comparación entre dimensiones F y L1 (mm) y cargas tangenciales (N)para KM63TS y KM63XMZ
Comparación entre profundidad de corte (mm) y avance (mm/rev) yfuerzas tangenciales (N) para KM63TS y KM63XMZ
F(mm)
doc(mm)
avance (mm/rev)
L1 (mm)
400
350
300
250
200
150
100
50
00 40 80 120 160 200 240 280 320 360 400 440
0 0,10 0,20 0,30 0,40 0,50 0,60 0,70 0,80 0,90 1,00 1,10 1,20 1,30 1,40 1,50
20,00
17,50
15,00
12,50
10,00
7,50
5,00
2,50
0
5000
6700
8400
26700
20000
16700
13400
100008400
6700
5000
10000
13400
1670020000
26700
Info
rma
ció
n t
éc
nic
a
IMPORTANTELa información que se muestra en las siguientes tablas se desarrolló exclusivamente para el uso con herramientas KM en condiciones estáticas. No la utilice para ningún otro sistema de herramientas ya que los resultados no serán válidos. Para tener en cuenta las fluctuaciones de la fuerza de corte en condiciones dinámicas, se debería aplicar una reducción del 20 al 30% a las cargas que se muestran en las tablas.

M47www.kennametal.com
Información técnicaDatos de aplicación KM™
Condiciones de trabajo • KM63TS™ y KM63XMZ™ • Pulgadas
Tabla 7
Tabla 8
Comparación entre dimensiones F y L1 (pulgadas) y cargas tangenciales (libras) para KM63TS y KM63XMZ
Comparación entre profundidad de corte (pulgadas) y avance (IPR) yfuerzas tangenciales (libras) para KM63TS y KM63XMZ
F(pulg.)
doc(pulg.)
avance (IPR)
L1 (pulgadas)
16.0
14.0
12.0
10.0
8.0
6.0
4.0
2.0
00 1.5 3.0 4.5 6.0 7.5 9.0 10.5 12.0 13.5 15.0 16.5
0 0.005 0.010 0.015 0.020 0.025 0.030 0.035 0.040 0.045 0.050 0.055 0.060
0.80
0.70
0.60
0.50
0.40
0.30
0.20
0.10
0
1200
1500
1900
2300
30003800
45006000
6000
4500
3800
3000
2300
19001500
1200In
form
ac
ión
té
cn
ica
IMPORTANTELa información que se muestra en las siguientes tablas se desarrolló exclusivamente para el uso con herramientas KM en condiciones estáticas. No la utilice para ningún otro sistema de herramientas ya que los resultados no serán válidos. Para tener en cuenta las fluctuaciones de la fuerza de corte en condiciones dinámicas, se debería aplicar una reducción del 20 al 30% a las cargas que se muestran en las tablas.
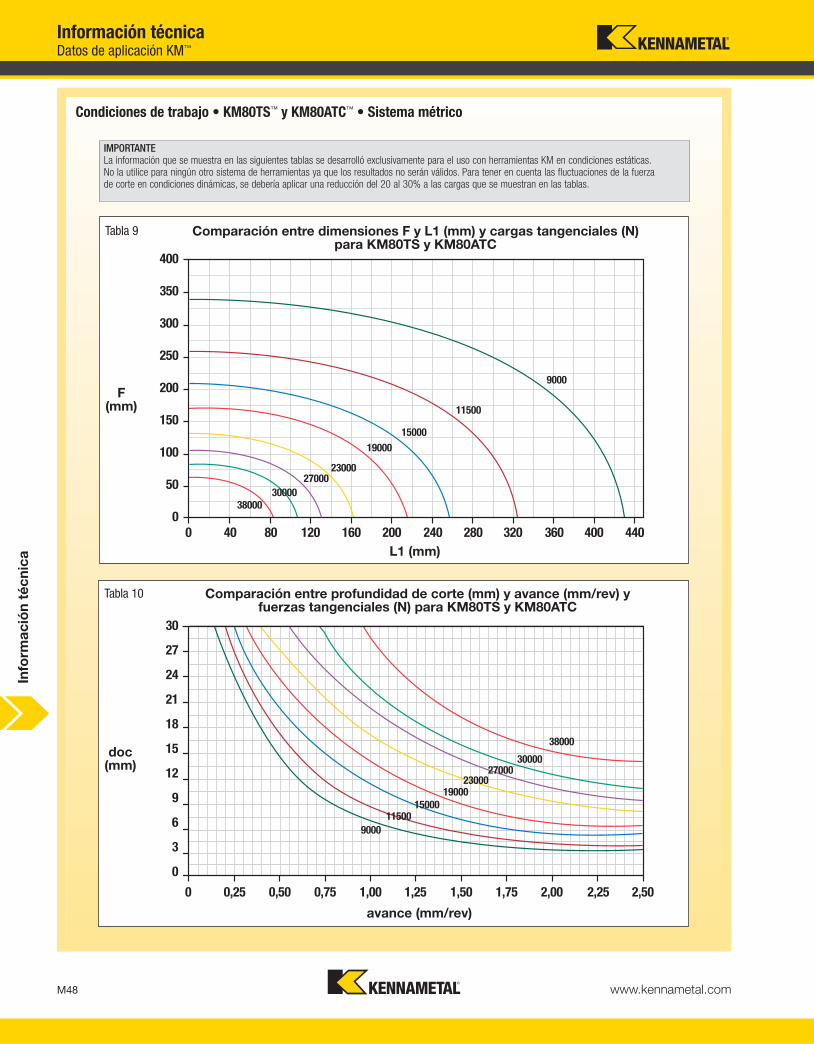
M48 www.kennametal.com
Información técnicaDatos de aplicación KM™
Condiciones de trabajo • KM80TS™ y KM80ATC™ • Sistema métrico
Tabla 9
Tabla 10
Comparación entre dimensiones F y L1 (mm) y cargas tangenciales (N)para KM80TS y KM80ATC
Comparación entre profundidad de corte (mm) y avance (mm/rev) yfuerzas tangenciales (N) para KM80TS y KM80ATC
F(mm)
doc(mm)
avance (mm/rev)
L1 (mm)
400
350
300
250
200
150
100
50
00 40 80 120 160 200 240 280 320 360 400 440
0 0,25 0,50 0,75 1,00 1,25 1,50 1,75 2,00 2,25 2,50
30
27
24
21
18
15
12
9
6
3
0
9000
38000
3000027000
2300019000
1500011500
9000
11500
15000
19000
2300027000
3000038000
Info
rma
ció
n t
éc
nic
a
IMPORTANTELa información que se muestra en las siguientes tablas se desarrolló exclusivamente para el uso con herramientas KM en condiciones estáticas. No la utilice para ningún otro sistema de herramientas ya que los resultados no serán válidos. Para tener en cuenta las fluctuaciones de la fuerza de corte en condiciones dinámicas, se debería aplicar una reducción del 20 al 30% a las cargas que se muestran en las tablas.

M49www.kennametal.com
Información técnicaDatos de aplicación KM™
Condiciones de trabajo • KM80TS™ y KM80ATC™ • Pulgadas
Tabla 9
Tabla 10
Comparación entre dimensiones F y L1 (pulgadas) y cargas tangenciales (libras) para KM80TS y KM80ATC
Comparación entre profundidad de corte (pulgadas) y avance (IPR) yfuerzas tangenciales (libras) para KM80TS y KM80ATC
F(pulg.)
doc(pulg.)
avance (IPR)
L1 (pulgadas)
16.0
14.0
12.0
10.0
8.0
6.0
4.0
2.0
0
0 1.5 3.0 4.5 6.0 7.5 9.0 10.5 12.0 13.5 15.0 16.5
0 0.01 0.02 0.03 0.04 0.05 0.06 0.07 0.08 0.09 0.10
1.20
1.00
0.90
0.80
0.70
0.60
0.50
0.35
0.25
0.15
0
2000
2700
3400
4000
51005900
68008500
8500
68005900
51004000
3400
2700
2000
Info
rma
ció
n t
éc
nic
a
IMPORTANTELa información que se muestra en las siguientes tablas se desarrolló exclusivamente para el uso con herramientas KM en condiciones estáticas. No la utilice para ningún otro sistema de herramientas ya que los resultados no serán válidos. Para tener en cuenta las fluctuaciones de la fuerza de corte en condiciones dinámicas, se debería aplicar una reducción del 20 al 30% a las cargas que se muestran en las tablas.

M50 www.kennametal.com
Información técnicaDatos de aplicación KM™
Guía de aplicación de VDI
Rotación de husillo hacia la derecha
barras y unidades KM a izquierdas
Cuña de sujeción VDI • Parte superior Cuña de sujeción VDI • Parte inferior
Cuña de sujeción VDI • Parte superior Cuña de sujeción VDI • Parte inferior
Rotación de husillo a la izquierda
barras y unidades KM a izquierdas
barras y unidades KM a derechas barras y unidades KM a derechas
RCM RCM1
RCM RCM1
LCM LCM1
LCM LCM1
Info
rma
ció
n t
éc
nic
a
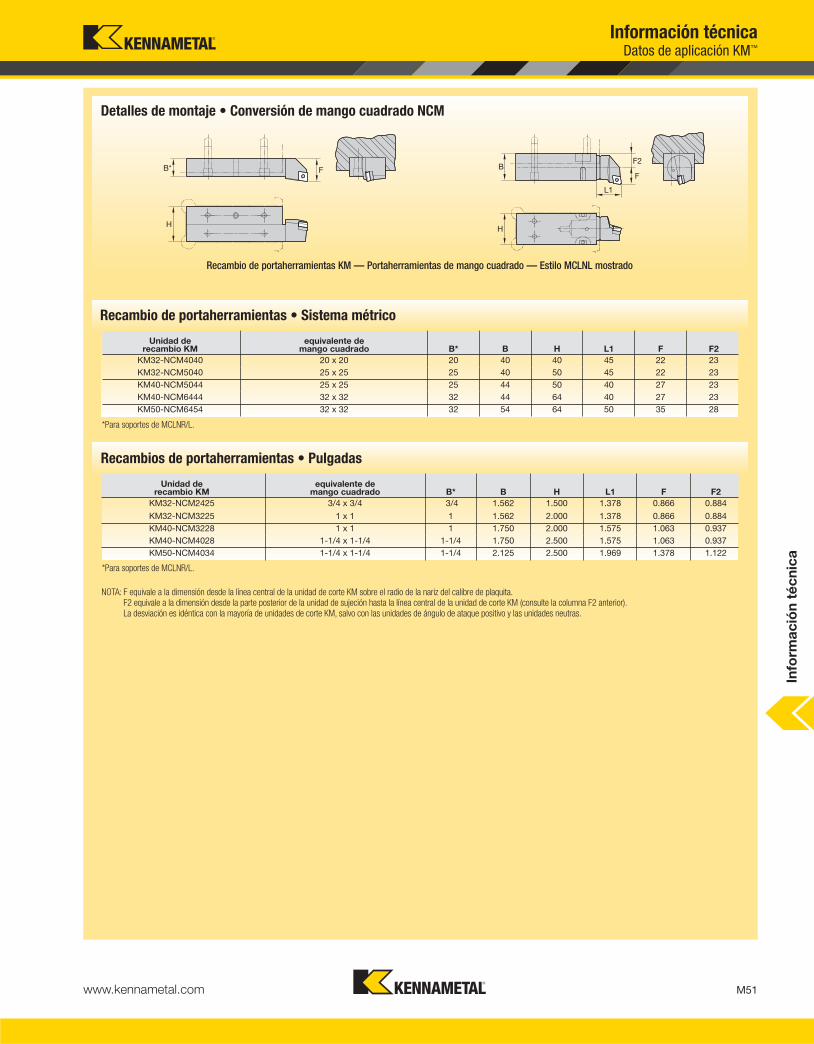
M51www.kennametal.com
Información técnicaDatos de aplicación KM™
Detalles de montaje • Conversión de mango cuadrado NCM
Recambio de portaherramientas • Sistema métrico
Recambios de portaherramientas • Pulgadas
Recambio de portaherramientas KM — Portaherramientas de mango cuadrado — Estilo MCLNL mostrado
*Para soportes de MCLNR/L.
*Para soportes de MCLNR/L.
NOTA: F equivale a la dimensión desde la línea central de la unidad de corte KM sobre el radio de la nariz del calibre de plaquita. F2 equivale a la dimensión desde la parte posterior de la unidad de sujeción hasta la línea central de la unidad de corte KM (consulte la columna F2 anterior). La desviación es idéntica con la mayoría de unidades de corte KM, salvo con las unidades de ángulo de ataque positivo y las unidades neutras.
Unidad de recambio KM
equivalente de mango cuadrado B* B H L1 F F2
KM32-NCM2425 3/4 x 3/4 3/4 1.562 1.500 1.378 0.866 0.884
KM32-NCM3225 1 x 1 1 1.562 2.000 1.378 0.866 0.884
KM40-NCM3228 1 x 1 1 1.750 2.000 1.575 1.063 0.937
KM40-NCM4028 1-1/4 x 1-1/4 1-1/4 1.750 2.500 1.575 1.063 0.937
KM50-NCM4034 1-1/4 x 1-1/4 1-1/4 2.125 2.500 1.969 1.378 1.122
Unidad de recambio KM
equivalente de mango cuadrado B* B H L1 F F2
KM32-NCM4040 20 x 20 20 40 40 45 22 23
KM32-NCM5040 25 x 25 25 40 50 45 22 23
KM40-NCM5044 25 x 25 25 44 50 40 27 23
KM40-NCM6444 32 x 32 32 44 64 40 27 23
KM50-NCM6454 32 x 32 32 54 64 50 35 28
Info
rma
ció
n t
éc
nic
a
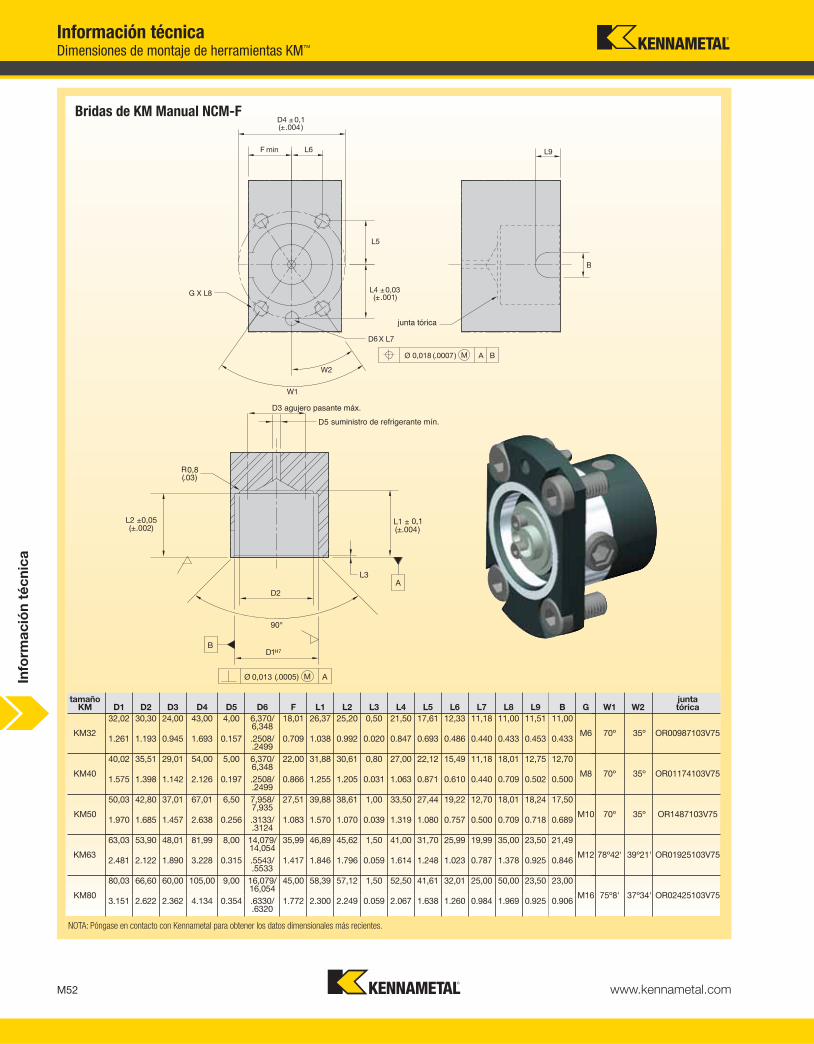
M52 www.kennametal.com
Información técnicaDimensiones de montaje de herramientas KM™
NOTA: Póngase en contacto con Kennametal para obtener los datos dimensionales más recientes.
Bridas de KM Manual NCM-F
tamañoKM D1 D2 D3 D4 D5 D6 F L1 L2 L3 L4 L5 L6 L7 L8 L9 B G W1 W2
junta tórica
KM32
32,02 30,30 24,00 43,00 4,00 6,370/6,348
18,01 26,37 25,20 0,50 21,50 17,61 12,33 11,18 11,00 11,51 11,00
M6 70º 35º OR00987103V751.261 1.193 0.945 1.693 0.157 .2508/
.24990.709 1.038 0.992 0.020 0.847 0.693 0.486 0.440 0.433 0.453 0.433
KM40
40,02 35,51 29,01 54,00 5,00 6,370/6,348
22,00 31,88 30,61 0,80 27,00 22,12 15,49 11,18 18,01 12,75 12,70
M8 70º 35º OR01174103V751.575 1.398 1.142 2.126 0.197 .2508/
.24990.866 1.255 1.205 0.031 1.063 0.871 0.610 0.440 0.709 0.502 0.500
KM50
50,03 42,80 37,01 67,01 6,50 7,958/7,935
27,51 39,88 38,61 1,00 33,50 27,44 19,22 12,70 18,01 18,24 17,50
M10 70º 35º OR1487103V751.970 1.685 1.457 2.638 0.256 .3133/
.31241.083 1.570 1.070 0.039 1.319 1.080 0.757 0.500 0.709 0.718 0.689
KM63
63,03 53,90 48,01 81,99 8,00 14,079/14,054
35,99 46,89 45,62 1,50 41,00 31,70 25,99 19,99 35,00 23,50 21,49
M12 78º42' 39º21' OR01925103V752.481 2.122 1.890 3.228 0.315 .5543/
.55331.417 1.846 1.796 0.059 1.614 1.248 1.023 0.787 1.378 0.925 0.846
KM80
80,03 66,60 60,00 105,00 9,00 16,079/16,054
45,00 58,39 57,12 1,50 52,50 41,61 32,01 25,00 50,00 23,50 23,00
M16 75º8' 37º34' OR02425103V753.151 2.622 2.362 4.134 0.354 .6330/
.63201.772 2.300 2.249 0.059 2.067 1.638 1.260 0.984 1.969 0.925 0.906
suministro de refrigerante mín.
junta tórica
agujero pasante máx.
Info
rma
ció
n t
éc
nic
a

M53www.kennametal.com
Información técnicaDimensiones de montaje de herramientas KM™
Bridas de KM LOC-II™ CL2NS/T-EF • Bridas de KM Manual NCM-EF
tamañoKM D1 D2 D3 D4 D5 D6 F L1 L2 L3 L4 L5 L6 L7 L8 G W1 W2
junta tórica
KM3232,02 30,30 24,00 43,00 4,00 6,370/6,348 18,01 13,87 12,70 0,50 21,50 17,61 12,33 11,18 11,00
M6 70º 35º OR00987103V751.261 1.193 0.945 1.693 0.157 .2508/.2499 0.709 0.546 0.500 0.020 0.847 0.693 0.486 0.440 0.433
KM4040,02 35,51 29,01 54,00 5,00 6,370/6,348 22,00 16,89 15,62 0,80 27,00 22,12 15,49 11,18 18,01
M8 70º 35º OR01174103V751.575 1.398 1.142 2.126 0.197 .2508/.2499 0.866 0.665 0.615 0.031 1.063 0.871 0.610 0.440 0.709
KM5050,03 42,80 37,01 67,01 6,50 7,958/7,935 27,51 21,87 20,60 1,00 33,50 27,44 19,22 12,70 18,01
M10 70º 35º OR1487103V751.97 1.685 1.457 2.638 0.256 .3133/.3124 1.083 0.861 0.811 0.039 1.319 1.080 0.757 0.500 0.709
KM6363,03 53,90 48,01 81,99 8,00 14,079/14,054 35,99 21,87 20,60 1,50 41,00 31,70 25,99 19,99 30,00
M12 78º42' 39º21' OR01925103V752.481 2.122 1.890 3.228 0.315 .5543/.5533 1.417 0.861 0.811 0.059 1.614 1.248 1.023 0.787 1.181
KM8080,03 66,60 60,00 105,00 9,00 16,079/16,054 45,00 26,89 25,62 1,50 52,50 41,61 32,01 25,00 50,00
M16 75º8' 37º34' OR02425103V753.151 2.622 2.362 4.134 0.354 .6330/.6320 1.772 1.059 1.009 0.059 2.067 1.638 1.260 0.984 1.969
suministro de refrigerante mín.
agujero pasante máx.
junta tórica
Info
rma
ció
n t
éc
nic
a

M54 www.kennametal.com
Información técnicaDimensiones de montaje de herramientas KM™
KM Rapid RNS-EF
tamaño KM D4 D5 H11 D6 L3 L4 L5 L6 L7 L8 L9 mín. G
KM40 40 10 5 16 21,7 27 13 12 15 44 M8
KM50 50 12 6,5 20 28,7 35 16 14 20 46 M10
KM63 63 14 8 26 31,7 41 20 16 24 52 M12
NOTA: Los valores de las tablas que se muestran son métricos.
Info
rma
ció
n t
éc
nic
a

M55www.kennametal.com
Información técnicaDimensiones de montaje de herramientas KM™
KM Rapid Plus RPNT-F
tamaño KM D D2 D3 D4 D5 D6 L4 L5 L6 L7 L8 L9 L10 L11 L12 L13 L14 G1 G2
tornillo DIN-ISO 7380
KM40 40 30 6 13.5 17.2 5 16 21 24 12 46 80 15 20.5 34.5 25.5 12.5 M8 M6 M6 x 6
KM50 50 40 6 18.5 22.2 8 20 25.5 29.2 12 59 105 25 26 43.8 33.5 16.5 M10 M8 M8 x 10
KM63 63 45 10 24.5 28.5 8 26 31.7 38.5 20 18 120 30 35 58.5 41.3 19.5 M12 M8 M8 x 10
NOTA: Los valores de las tablas que se muestran son métricos.
Info
rma
ció
n t
éc
nic
a
D6refrigerante

M56 www.kennametal.com
Información técnicaDimensiones de montaje de herramientas KM™
KM-LOC™ CLNS/T-EF
tamañoKM D1 D2 D3 D4 L1 L2 L3 L4 L5 L6 L7 L8 B G H W1 W2
junta tórica
KM3232,00 30,00 43,00 6,35 30,00 10,00 11,30 16,15 17,6 12,30 19,50 11,50 40,00
M6 60,00 70º 35º OR00145070V751.260 1.181 1.693 0.250 1.181 0.394 0.445 0.646 0.693 0.484 0.768 0.453 1.575
KM4040,00 36,00 54,00 6,35 44,00 12,00 14,18 19,56 22,10 15,50 22,50 11,50 48,00
M8 70,00 70º 35º OR00176070V751.575 1.417 2.126 0.250 1.732 0.472 0,558 0,770 0.870 0.610 0.886 0.453 1.890
KM5050,00 47,00 67,00 7,95 49,00 14,00 18,25 23,90 27,40 19,20 25,50 13,00 58,00
M10 85,00 70º 35º OR00208070V751.969 1.850 2.638 0.313 1.929 0.551 0.719 0.941 1.079 0.756 1.004 0.512 2.283
D5juntas tóricas desuministro de refrigerante
Info
rma
ció
n t
éc
nic
a
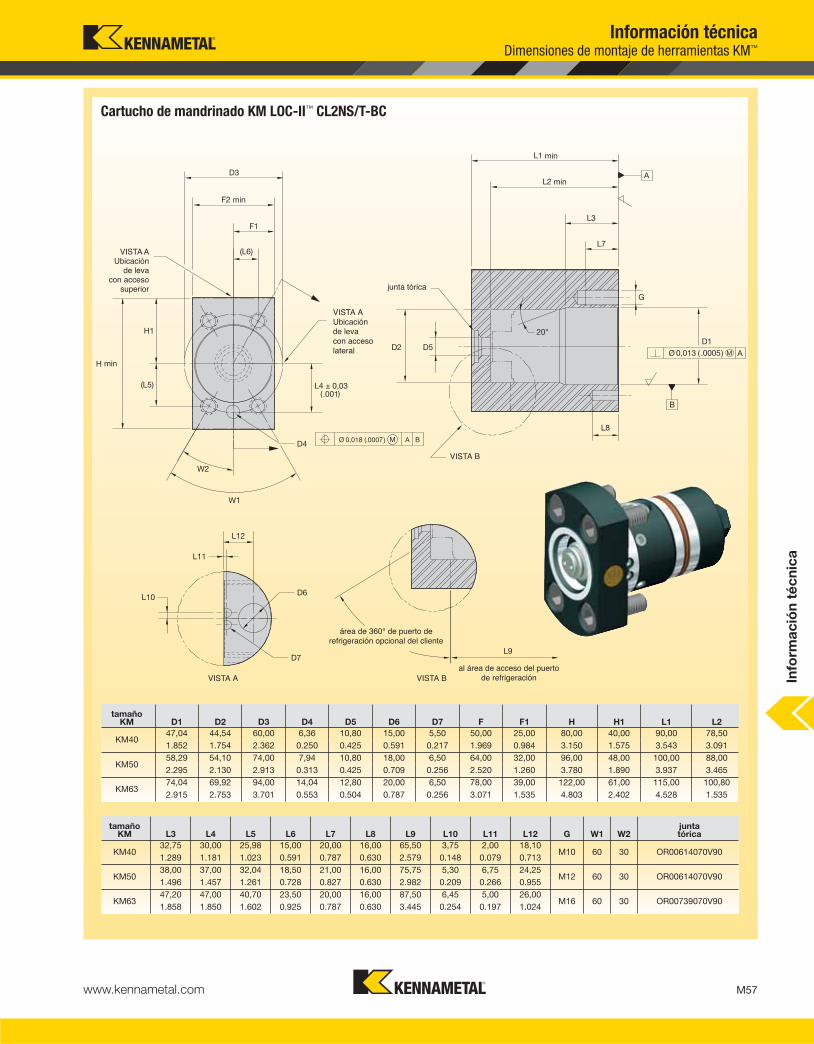
M57www.kennametal.com
Información técnicaDimensiones de montaje de herramientas KM™
Cartucho de mandrinado KM LOC-II™ CL2NS/T-BC
tamaño KM D1 D2 D3 D4 D5 D6 D7 F F1 H H1 L1 L2
KM4047,04 44,54 60,00 6,36 10,80 15,00 5,50 50,00 25,00 80,00 40,00 90,00 78,50
1.852 1.754 2.362 0.250 0.425 0.591 0.217 1.969 0.984 3.150 1.575 3.543 3.091
KM5058,29 54,10 74,00 7,94 10,80 18,00 6,50 64,00 32,00 96,00 48,00 100,00 88,00
2.295 2.130 2.913 0.313 0.425 0.709 0.256 2.520 1.260 3.780 1.890 3.937 3.465
KM6374,04 69,92 94,00 14,04 12,80 20,00 6,50 78,00 39,00 122,00 61,00 115,00 100,80
2.915 2.753 3.701 0.553 0.504 0.787 0.256 3.071 1.535 4.803 2.402 4.528 1.535
tamañoKM L3 L4 L5 L6 L7 L8 L9 L10 L11 L12 G W1 W2
junta tórica
KM4032,75 30,00 25,98 15,00 20,00 16,00 65,50 3,75 2,00 18,10
M10 60 30 OR00614070V901.289 1.181 1.023 0.591 0.787 0.630 2.579 0.148 0.079 0.713
KM5038,00 37,00 32,04 18,50 21,00 16,00 75,75 5,30 6,75 24,25
M12 60 30 OR00614070V901.496 1.457 1.261 0.728 0.827 0.630 2.982 0.209 0.266 0.955
KM6347,20 47,00 40,70 23,50 20,00 16,00 87,50 6,45 5,00 26,00
M16 60 30 OR00739070V901.858 1.850 1.602 0.925 0.787 0.630 3.445 0.254 0.197 1.024
área de 360° de puerto de refrigeración opcional del cliente
al área de acceso del puerto de refrigeración
VISTA AUbicación de leva con accesolateral
junta tórica
VISTA A Ubicación
de leva con acceso
superior
VISTA B
VISTA BVISTA A Info
rma
ció
n t
éc
nic
a

M58 www.kennametal.com
Información técnicaDimensiones de montaje de herramientas KM™
KM RACA y NAC
min
tamaño KM D1 D2 D3 D4 D5 D6 D7 L1 L2 L3 L4
KM3252,00 51,60 10,08 5,00 5,00 47,08 85,00 9,00 72,00 85,00 24,00
2.047 2.032 0.397 0.196 0.196 1.853 3.346 0.354 2.835 3.346 0.945
KM4062,00 61,70 10,08 7,70 7,70 55,08 100,00 10,00 78,50 95,00 30,00
2.441 2.421 0.397 0.303 0.303 2.168 3.937 0.394 3.091 3.74 1.181
KM5072,00 71,70 12,08 8,00 8,00 65,08 120,00 10,00 97,00 115,00 34,00
2.835 2.815 0.475 0.315 0.315 2.562 4.724 0.394 3.819 4.528 1.339
KM6385,00 84,60 16,08 9,50 9,50 75,08 140,00 12,00 124,50 145,00 35,35
3.346 3.327 0.633 0.374 0.374 2.956 5.512 0.472 4.902 5.709 1.392
tamaño KM L5 L6 L7 L8 L9 L10 L11 L12 L13 L14 L15 G
KM3211,50 32,00 32,00 27,50 34,00 24,00 32,00 27,50 70,00 38,00 14.50 M8-1,25x20
(.79) de profundidad0.453 1.260 1.260 1.083 1.339 0.945 0.945 1.083 2.756 1.496 0.571
KM4015,00 37,00 39,50 33,00 40,00 26,50 39,50 34,00 84,00 46,00 22.00 M10-1,5x25
(.98) de profundidad0.591 1.457 1.555 1.299 1.575 1.043 1.043 1.339 3.307 1.811 0.866
KM5016,50 45,00 46,00 42,00 48,00 34,00 46,00 42,00 102,00 54,00 22.00 M12-1,75x25
(.98) de profundidad0.650 1.772 1.811 1.654 1.890 1.339 1.339 1.654 4.016 2.126 0.866
KM6318,80 51,70 55,00 46,00 55,00 42,15 55,00 47,00 117,00 65,00 24.00 M16-2,0x30
(1.18) de profundidad0.740 2.035 2.165 1.811 2.165 1.659 1.659 1.850 4.606 2.559 0.945
D4
suministro derefrigerante
D5
suministro deaire
Info
rma
ció
n t
éc
nic
a
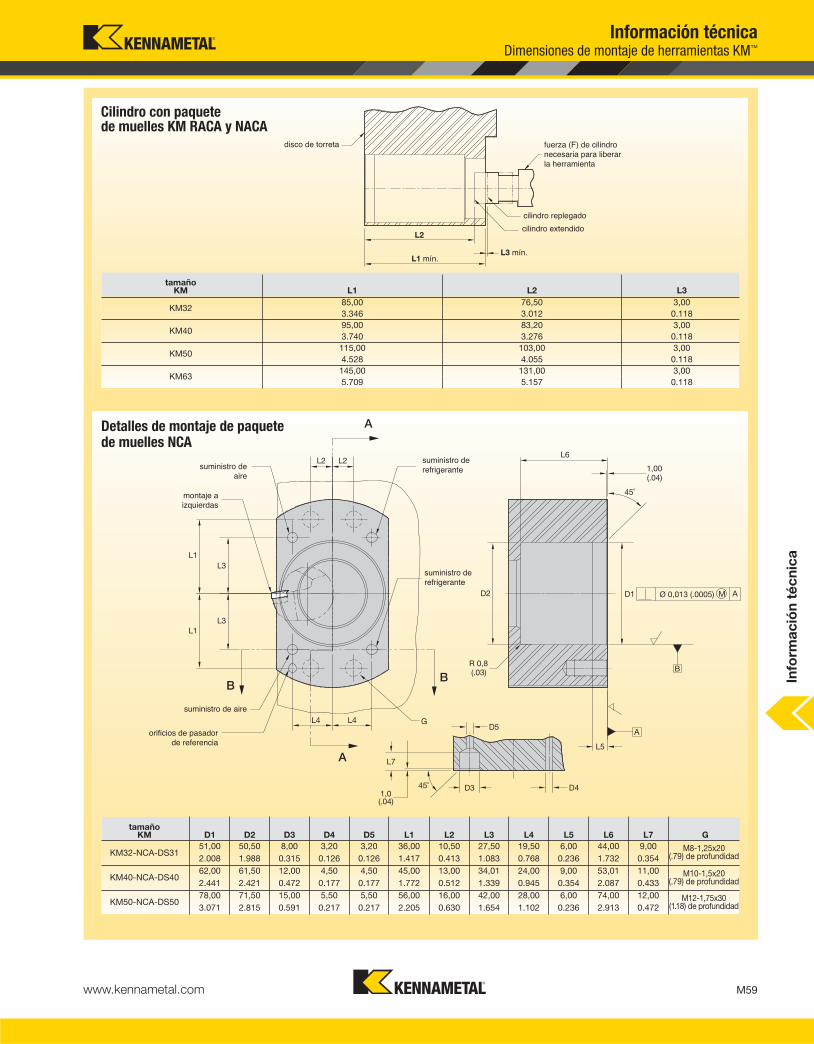
M59www.kennametal.com
Información técnicaDimensiones de montaje de herramientas KM™
Cilindro con paquete de muelles KM RACA y NACA
tamaño KM D1 D2 D3 D4 D5 L1 L2 L3 L4 L5 L6 L7 G
KM32-NCA-DS3151,00 50,50 8,00 3,20 3,20 36,00 10,50 27,50 19,50 6,00 44,00 9,00 M8-1,25x20
(.79) de profundidad2.008 1.988 0.315 0.126 0.126 1.417 0.413 1.083 0.768 0.236 1.732 0.354
KM40-NCA-DS4062,00 61,50 12,00 4,50 4,50 45,00 13,00 34,01 24,00 9,00 53,01 11,00 M10-1,5x20
(.79) de profundidad2.441 2.421 0.472 0.177 0.177 1.772 0.512 1.339 0.945 0.354 2.087 0.433
KM50-NCA-DS5078,00 71,50 15,00 5,50 5,50 56,00 16,00 42,00 28,00 6,00 74,00 12,00 M12-1,75x30
(1.18) de profundidad3.071 2.815 0.591 0.217 0.217 2.205 0.630 1.654 1.102 0.236 2.913 0.472
tamaño KM L1 L2 L3
KM3285,00 76,50 3,00
3.346 3.012 0.118
KM4095,00 83,20 3,00
3.740 3.276 0.118
KM50115,00 103,00 3,00
4.528 4.055 0.118
KM63145,00 131,00 3,00
5.709 5.157 0.118
Detalles de montaje de paquete de muelles NCA
disco de torreta
cilindro replegado
fuerza (F) de cilindro necesaria para liberar la herramienta
cilindro extendido
L1 mín.
L2
L3 mín.
suministro de aire
suministro derefrigerante
suministro de refrigerante
suministro de aire
montaje a izquierdas
orificios de pasador de referencia
Info
rma
ció
n t
éc
nic
a

M60 www.kennametal.com
Información técnicaDimensiones de montaje de herramientas KM™
KM32 NCA
entrada de aire
montaje a izquierdas
entrada de refrigerante entrada de aire
entrada de refrigerante
tamaño KM D1 D2 D3 D4 D5 L1 L2 L3 L4 L5 L6 L7 L8 G
KM32-NCA-DS1651,00 50,80 6,04 5,00 5,00 29,37 10,69 23,93 20,09 20,00 65,00 11,20 32,25 M8-1,25x15
(.59) de profundidad2.008 2.000 0.238 0.197 0.197 1.156 0.421 0.942 0.791 0.787 2.559 0.441 1.270
Info
rma
ció
n t
éc
nic
a

M61www.kennametal.com
Información técnicaDimensiones de montaje de herramientas KM™
XGL – Estático
L2profundidad mín. para
orificio de pistón
D5suministro de refrigerante
entrada hidráulica
D6suministro de aire
D2
tamaño KM
KM80
D1
92,177
3.629
D2
92,177
3.629
D3
107,00
4.213
D4
12,045
.4742
D5
6,35
0.25
D6
6,35
0.25
D7
M10
G
M12
L1
18,00
0.709
L2
81,95
3.226
L3
53,525
2.107
L4
14,00
0.551
L7
30,00
1.181
L8
32,00
1.26
W1
70º
W2
35º
W3
17"30'
W4
17"30'
Info
rma
ció
n t
éc
nic
a

M62 www.kennametal.com
Información técnicaSistema de sujeción manual KM Micro™/KM™ Mini
La rigidez de la junta exclusiva KM Micro/KM Mini se consigue mediante unacombinación de elementos de diseño únicos, incorporados tanto en el mangode la herramienta como el mecanismo de sujeción. La junta KM Micro/KM Minise desarrolló como un sistema y aprovecha tanto el mango de la herramienta y el mecanismo para obtener las máximas ventajas del espacio utilizado.
El acoplamiento KM Micro/KM Mini
Todas las herramientas KM Micro/KM Mini se han diseñado alrededor de unmango cónico corto 10:1. Una larga serie de pruebas de muchas longitudes y ángulos distintos demuestra que esta combinación proporciona la rigidezmáxima y las fuerzas de entrada necesarias para el bloqueo/desbloqueo. El cono posee un autocentrado para ofrecer una carga y descarga sencilla de la herramienta.
Mango cónico
Las herramientas KM Micro/KM Mini están diseñadas para tener un contactosimultáneo de cara y de cono. Dos métodos alternativos proporcionan contactoentre los metales. Un método es fabricar ambas mitades del acoplamiento contolerancias muy similares. El otro es diseñar una pequeña cantidad dedeformación elástica en el conjunto. Con herramientas KM Micro/KM Mini, ladeformación elástica adopta la forma de expansión del cono hembra (en launidad de sujeción) mientras el cono macho más grande (en la unidad decorte) retrocede durante el bloqueo.
Nuestras pruebas han demostrado que una combinación óptima de fuerza deretroceso y deformación elástica (en vez de una tolerancia similar) ofrece unamayor rigidez dinámica y estática, además de ajustar dos metales perfectamente.
Contacto frontal y cono
El diseño del mecanismo consiste en dos componentes: el tornillo de parmotor y la tuerca de la cuña. Este mecanismo de sujeción, sencillo pero muy efectivo, permite al usuario bloquear y desbloquear la unidad de cortesimplemente con una llave dinamométrica pre-reglada. Este mecanismo desujeción KM Micro/KM Mini encaja en el interior del mango cónico de launidad de corte KM Micro/KM Mini y utiliza un diseño cónico coincidental que maximizar el área de contacto entre el mecanismo de sujeción y la unidadde corte. Como resultado, la unidad de corte y el mecanismo de sujecióncomparten un eje y ofrecen una capacidad de repetición axial y radial precisade ±0.00008" (± 2 micrones) para una unidad de corte específica en unaunidad de sujeción concreta.
Cuando se usa más de una unidad de corte, debe tenerse en cuenta laprecisión de cada unidad de corte. El precalibrado (durante el cambio deherramientas) mide las desviaciones de cada herramienta del nominal. Estas desviaciones se pueden compensar mediante las desviaciones de control de la máquina herramienta.
Mecanismo de sujeción
Tres superficies de contacto
Info
rma
ció
n t
éc
nic
a

M63www.kennametal.com
Información técnicaSistema de sujeción manual KM Micro™/KM™ Mini
Al realizar la sujeción inicial del mango KM Micro/KM Mini en una ranura de máquina herramienta, se recomienda que el mango tenga una unidad de corte.
Instalación
Con la llave adecuada, retire el tornillo de par motor contra el tope positivo y aplique abundante grasa a las roscas y la superficie cónica del hardware de los componentes. También debe aplicar grasa a la superficie del conohembra. Esto deber llevarse a cabo periódicamente. Grasa recomendada:GLEITMO™ 805.
Lubricación
El acoplamiento KM Micro/KM Mini ofrece una junta muy rígida con un alto gradode repetibilidad a la vez que mantiene un envoltorio muy compacto. Esto permiteun alto grado de versatilidad sin sacrificar el rendimiento de corte.
Resumen
PRECAUCIÓNNO USE un limpiador de silicona ni lubricantes de tipo WD-40™.
La secuencia de sujeción se inicia con la inserción de la unidad de corte en elcono hembra de la unidad de sujeción. La unidad de corte primero entra encontacto en un saliente de la cara de aproximadamente 0.010" (0,25 mm). A continuación el tornillo del par motor se activa con una llave dinamométricapre-reglada con un ángulo adecuado a partir de la línea central de laherramienta de corte, ubicada detrás de la cara del calibre de la unidad desujeción. Se produce una pequeña deformación elástica en la parte delanteradel cono hembra a medida que se aplica la fuerza de bloqueo. El tornillo de parmotor se aprieta hasta el par motor pre-reglado de 25 a 30 pies libras. (34–40 Nm), (4-1/4 giros), la unidad de corte avanza hasta que la cara delcalibre entra en contacto con la de la unidad de sujeción. La cantidad final de par aplicada permite que la cola de la unidad de corte se extienda parasujetarse de forma segura entre el mecanismo de sujeción y el diámetrointerior de la unidad de sujeción. Una vez conseguido el par motor operativoadecuado, si se sigue girando el tornillo de par se puede dañar a loscomponentes de sujeción.
Secuencia de bloqueo
Info
rma
ció
n t
éc
nic
a
lubricantenúmero
de pedido tamaño
Grasa GLEITMO 805 1567575 Cartucho de 500 g
Grasa GLEITMO 805 1567577 Lata de 1000 g

M64 www.kennametal.com
Información técnicaSistema de sujeción manual KM Micro™/KM™ Mini
Instrucciones de funcionamiento de la sujeción KM Micro/KM Mini (KM12–KM25)
Bloqueo
Antes de insertar la unidad de corte KM Micro y KM Mini al mecanismo desujeción (Figura 1), limpie la cara de contacto y el cono. Las unidades de sujeciónmanual KM Micro y KM Mini necesitan una llave dinamométrica para funcionarcorrectamente. Girar el tornillo del par motor a la derecha bloquea la unidad decorte en posición. Para la máxima seguridad, apriete el tornillo de par motor alpar motor especificado. El uso de una llave dinamométrica asegura que seejerzan las fuerzas de sujeción adecuadas
Posición de funcionamiento
Con el tornillo del par motor y la tuerca en el par motor adecuado, los conoscoincidentales puestos en posición y la cara y el cono de bloqueo automáticocompletamente acoplados, la unidad de corte y la unidad de sujeción quedanaseguradas de forma rígida, juntas (Figura 2).
Desbloqueo
Gire el tornillo de par motor a la izquierda hasta que se note una resistencia inicial. En esta posición, los conos de bloqueo están libres de la unidad de corte, pero la interferencia del cono sigue reteniendo a la unidad KM™ en la unidad desujeción. En este punto, el ángulo de tope está en posición para liberar a la unidad de corte del ajuste de interferencia.
Continúe girando el tornillo de par motor lentamente hasta que la unidad de corte ya no haga contacto con la cara (Figura 3) y se libere del cono. El tornillo de par motordejará de girar y se sentirá más resistencia. No gire más el tornillo del par motor.
PRECAUCIÓNSi sigue girando el tornillo del par motor puede dañar a los componentes de sujeción.
Cara de contacto
PRECAUCIÓNUn apriete excesivo puede provocar daños al mecanismo de sujeción.
Sistema de sujeción manual KM Micro/KM Mini • Funcionamiento del par motor
Figura 1
Figura 2
Figura 3
ConoHacia la derecha para bloquear
Hacia la izquierda para desbloquear
Info
rma
ció
n t
éc
nic
a
tamaño KM
par motor (pies libras)
par motor (Nm)
tamaño de launidad de
accionamiento
KM12 5–6 7–8 25IP
KM1612 5–6 7–8 25IP
KM16 7–8 10–11 27IP
KM2016 7–8 10–11 27IP
KM20 14–16 19–22 5 mm
KM2520 14–16 19–22 5 mm
KM25 25–30 34–40 6 mm
KM3225 25–30 34–40 6 mm

M65www.kennametal.com
Información técnicaSistema de sujeción manual KM Micro™/KM™ Mini
La diferencia principal es la ubicación de la altura central de la plaquita.
Característica de ajuste de altura central KM Micro/KM Mini para unidades de sujeción de bridas
¿Qué representa KM1612/KM2016/KM2520/KM3225 para el mecanizado de D.I.?
Los montajes de bridas KM Micro pueden ajustar la altura central de la plaquitamediante un pasador de leva que se puede comprar por separado. Para ello:
1. Retire el pasador de referencia que hay instalado en la unidad de sujeción de montajes de bridas.
2. Instale la leva de ajuste en el orificio del pasador de referencia del bloque de herramientas.
3. Instale la unidad de sujeción de montajes de bridas al bloque de herramientas,asegurando que la parte de la leva del pasador de ajuste se encuentre dentrode la ranura en la parte posterior de la brida.
4. Para ajustar, basta con acceder al hexagonal a través del orificio del pasadorde referencia de la unidad de brida y girar para ajustar la altura central con lostornillos de montaje sueltos.
5. Apriete los pernos de montaje según el par motor que se necesita para eltamaño de perno específico.
Tornillos de montaje (4x)
Leva de ajuste
KM1612/KM2016/KM2520/KM3225 es la línea de productos de herramientas de mecanizado de terminales de D.I que sirve de complemento a la línea deproductos de herramientas de torneado de D.O. KM12/KM16/KM20/KM25.
• Los productos admiten refrigeración interna.
• Los conos externos son los mismos que los de KM12/KM16/KM20/KM25.
KM12/KM16/KM20/KM25Unidades de corte de mangos cuadrados
La plaquita se encuentra por encima de la línea central
KM1612/KM2016/KM2520/KM3225Unidades de corte de línea central
La plaquita se encuentra en la línea central
Unidades de sujeción de mangos redondos
H1
Info
rma
ció
n t
éc
nic
a
tamaño KM
número de pedido
número de catálogo
12 1925860 MICROCAM12
16, 25, 3225 1851803 MICROCAM16

M66 www.kennametal.com
Información técnicaSistema de sujeción manual KM Micro™/KM™ Mini
Componentes del paquete de reparación de sujeción manual KM Micro/KM Mini
Componentes de sujeción manual KM • Definiciones de funciones
1. Tornillo de par motor• La rotación mueve los conos de bloqueo.
� Una rotación a la derecha asegura la unidad de corte.� Una rotación a la izquierda libera la unidad de corte.
• Proporciona un ángulo de tope.
2. Tuerca de cuña• Contiene característica de antirrotación.
3. Tornillo de contención• Proporciona un tope positivo de desbloqueo.• Proporciona anclaje para la característica de antirrotación de tuerca de cuña.
Mantenimiento de operadoresTodas las unidades de sujeción KM Micro/KM Mini que muestren daños debensustituirse o reconstruirse. Deben eliminarse las rebabas y muescas mediante un lavado a la piedra o un pulido.
• Utilice tapones KM Micro/KM Mini para proteger las unidades de sujecióncuando no se estén usando.
Para tapones KM Micro, consulte la página A117.
Para tapones KM Mini, consulte la página A186.
1
2
3
Paquetes de reparación de sujeción manual KM Micro/KM Mini
Mango cuadrado
Info
rma
ció
n t
éc
nic
a
tamaño KM
número de catálogo
número de pedido
KM12 KM12NAPKG 3953388
KM16 KM16NAPKG 3953386
KM20 KM20NAPKG 3645146
KM25 KM25NAPKG 3645145

M67www.kennametal.com
Información técnicaSistema de sujeción manual KM Micro™/KM™ Mini
Componentes del paquete de reparación de sujeción manual KM Micro/KM Mini
Componentes de sujeción manual KM • Definiciones de funciones
1. Tornillo de par motor• La rotación mueve los conos de bloqueo.
� Una rotación a la derecha asegura la unidad de corte.� Una rotación a la izquierda libera la unidad de corte.
• Proporciona un ángulo de tope.
2. Tuerca de cuña• Contiene característica de antirrotación.
3. Pasador de contención• Proporciona un tope positivo de desbloqueo.• Proporciona anclaje para la característica de antirrotación de tuerca
de cuña.
Mantenimiento por parte del operador:Todas las unidades de sujeción KM Micro/KM Mini que muestren daños debensustituirse o reconstruirse.Deben eliminarse las rebabas y muescas mediante un lavado a la piedra o unpulido.
• Utilice tapones KM Micro/KM Mini para proteger las unidades de sujecióncuando no se estén usando.
Para tapones KM Micro, consulte la página A117
Para tapones KM Mini, consulte la página A186.
2
2
3
3
Paquetes de reparación de sujeción manual KM Micro/KM Mini
1
1
Montaje de brida
Mango redondo
Info
rma
ció
n t
éc
nic
a
tamaño KM
número de catálogo
Número de pedido
KM12KM12NRPKG 1925858
KM1612
KM16KM16NRPKG 1851801
KM2016
KM20KM2520NRPKG 3645148
KM2520
KM25 KM25NAPKG 2386037
KM3225 KM3225NRPKG 2656552
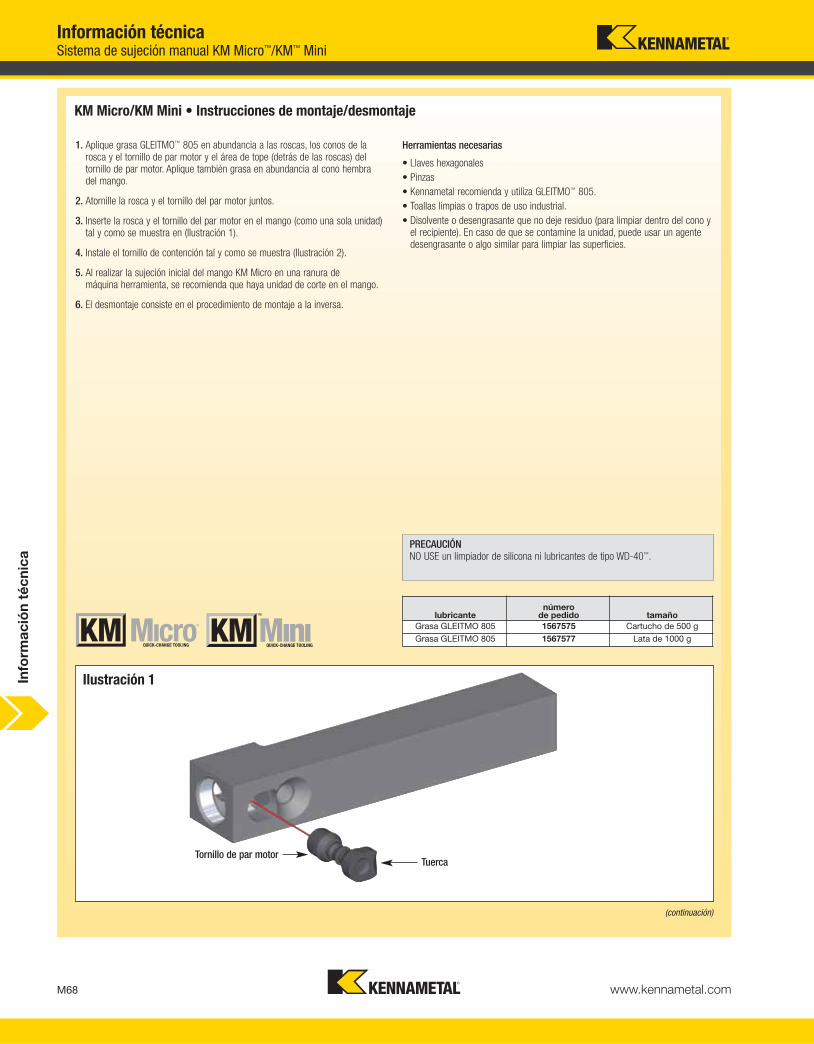
M68 www.kennametal.com
Información técnicaSistema de sujeción manual KM Micro™/KM™ Mini
(continuación)
Ilustración 1
Tornillo de par motorTuerca
PRECAUCIÓNNO USE un limpiador de silicona ni lubricantes de tipo WD-40™.
Herramientas necesarias
• Llaves hexagonales
• Pinzas
• Kennametal recomienda y utiliza GLEITMO™ 805.
• Toallas limpias o trapos de uso industrial.
• Disolvente o desengrasante que no deje residuo (para limpiar dentro del cono yel recipiente). En caso de que se contamine la unidad, puede usar un agentedesengrasante o algo similar para limpiar las superficies.
1. Aplique grasa GLEITMO™ 805 en abundancia a las roscas, los conos de larosca y el tornillo de par motor y el área de tope (detrás de las roscas) deltornillo de par motor. Aplique también grasa en abundancia al cono hembra del mango.
2. Atornille la rosca y el tornillo del par motor juntos.
3. Inserte la rosca y el tornillo del par motor en el mango (como una sola unidad)tal y como se muestra en (Ilustración 1).
4. Instale el tornillo de contención tal y como se muestra (Ilustración 2).
5. Al realizar la sujeción inicial del mango KM Micro en una ranura de máquina herramienta, se recomienda que haya unidad de corte en el mango.
6. El desmontaje consiste en el procedimiento de montaje a la inversa.
KM Micro/KM Mini • Instrucciones de montaje/desmontaje
Info
rma
ció
n t
éc
nic
a
lubricantenúmero
de pedido tamaño
Grasa GLEITMO 805 1567575 Cartucho de 500 g
Grasa GLEITMO 805 1567577 Lata de 1000 g

M69www.kennametal.com
Información técnicaSistema de sujeción manual KM Micro™/KM™ Mini
KM Micro/KM Mini • Instrucciones de montaje/desmontaje (continuación)
Programación de mantenimiento
Desmonte los mangos una vez al mes y vuelva a aplicar grasa nueva. También debe aplicarse grasa 1 o 2 veces por semana al tornillo de par motor, la tuerca y ambos conos (interno y externo) en la posición de expulsión sin tenerque desmontar.
Antes de volver a aplicar grasa, debe utilizarse aire de taller para expulsar elrefrigerante de aceite.
Si la contaminación de la grasa es evidente, debe eliminarse de inmediato lagrasa antigua y limpiarse el mango. A continuación debe volver a aplicarse grasa según el procedimiento.
NOTA: aplique grasa con un cepillo de cerda gruesa para evitar que la cerda se desprenda.
Ilustración 2
Tornillo de contención
Info
rma
ció
n t
éc
nic
a
tamaño KM
tamaño hex.
KM12 2,5 mm
KM16 3 mm
KM20 4 mm
KM25 5 mm

M70 www.kennametal.com
Información técnicaDimensiones de montaje de KM Micro™/KM™ Mini
KM Micro/KM Mini NCM-SF
Info
rma
ció
n t
éc
nic
a
tamaño KM D1 D3 G L1 L4 L5 L6 L7 L8 L9 P
KM12 10,025/10,050
4,064/4,077 M3 5,0 8,25 8,00 5,13 6 8 10,0 22
KM16 14,025/14,050
5,0555,075 M4 6,5 10,75 10,25 6,00 10 12 15,0 28
KM20 18,025/18,050
5,055/5,075 M5 8,0 13,00 12,25 7,75 10 12 15,0 34
KM25 24,025/24,050
5,055/5,075 M6 8,5 15,75 14,50 10,50 10 15 18,0 40
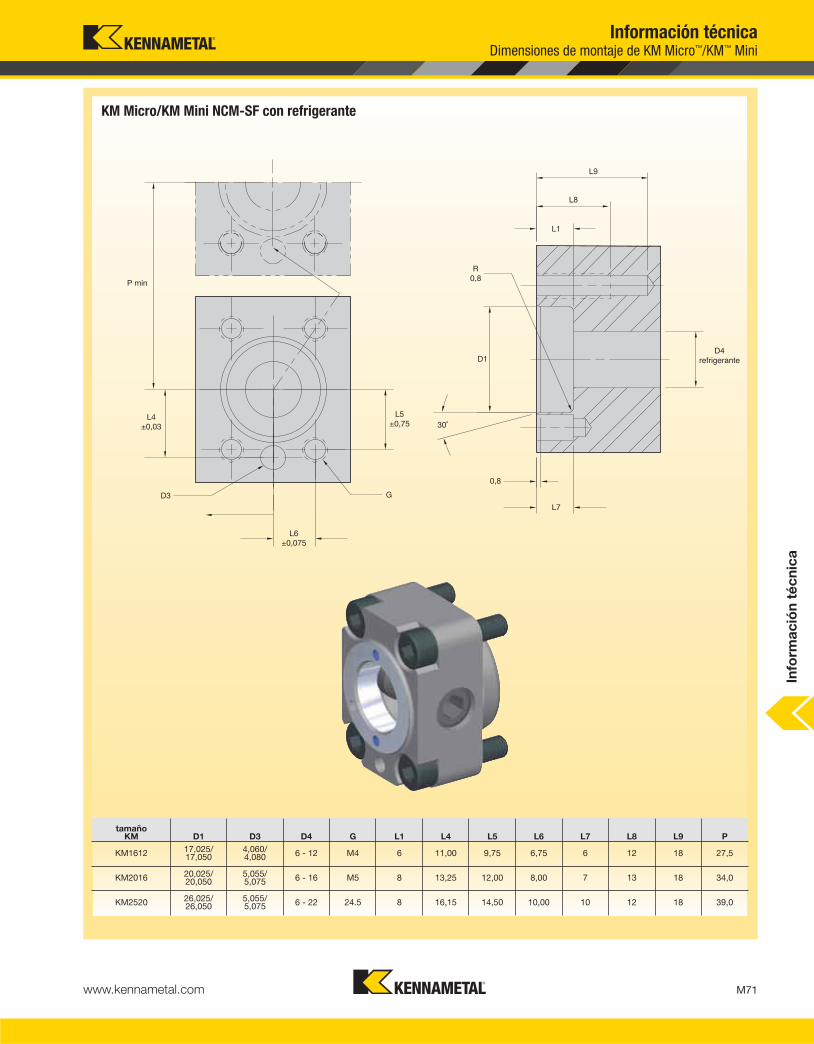
M71www.kennametal.com
Información técnicaDimensiones de montaje de KM Micro™/KM™ Mini
KM Micro/KM Mini NCM-SF con refrigerante
Info
rma
ció
n t
éc
nic
a
tamaño KM D1 D3 D4 G L1 L4 L5 L6 L7 L8 L9 P
KM1612 17,025/17,050
4,060/4,080 6 - 12 M4 6 11,00 9,75 6,75 6 12 18 27,5
KM2016 20,025/20,050
5,055/5,075 6 - 16 M5 8 13,25 12,00 8,00 7 13 18 34,0
KM2520 26,025/26,050
5,055/5,075 6 - 22 24.5 8 16,15 14,50 10,00 10 12 18 39,0
D4refrigerante

M72 www.kennametal.com
Información técnicaDimensiones de montaje de KM Micro™/KM™ Mini
KM Mini NCM-SF con refrigerante
tamaño KM D1 D3 D4 G L1 L3 L4 L5 L6 L7 L8 L9 L10 P
KM3225 24,025/24,050
5,106/5,126 3 M6 8,5 14,7 9,5 17 13 10 15 18 16,5 45
Info
rma
ció
n t
éc
nic
a
D4(2X) refrigerante

www.kennametal.com
Descubra las ventajas en su distribuidor Kennametal autorizado o en www.kennametal.com.
KM Micro™
Sistema deherramientasde cambio rápido
• Los cabezales de fresa de cambio rápido reducen los tiempos de puesta en marcha y cambio en un 66%.
• Diseñado especialmente para usar con tornos universales automáticos y más pequeños.
• El sistema de sujeción de brida única aumenta la capacidad de la máquina herramienta.
• Se pueden instalar los adaptadores de mango cuadrado KM Micro de forma rápida y fácil en los adaptadores
de bloques de herramientas existentes.
Una versión más pequeña y compacta del sistema KM™ de fama internacional.

M74 www.kennametal.com
Equilibrado
Kennametal ofrece una gama de portaherramientas equilibrados y equilibrados por diseño capaces de ampliar la vida del husillo y la herramienta y de mejorar la calidad de las piezas a velocidades de mecanizado superiores.
Definiciones de equilibrio
Un portaherramientas que puede contener características sin corregir (ranuras de accionamiento sin equilibrar, ranuras, tornillos de bloqueo, etc.). Los portaherramientas estándar no tienen características compensatorias añadidaspara corregir el equilibrio y se usan en aplicaciones básicas de baja velocidad.
Equilibrado por diseño
Un portaherramientas diseñado con características compensatorias para corregircualquier desequilibrio provocado por ranuras de accionamiento, ranuras, tornillosde bloqueo, etc. desiguales. Se puede usar el portaherramientas equilibrado enaplicaciones de alta velocidad. Puede producirse un pequeño desequilibrioresidual debido a tolerancias de fabricación normales dentro de los estándares de los mangos.
Equilibrado
Se ha equilibrado un portaherramientas con una especificación predeterminadatras la fabricación, revisando el estado del equilibrio con un dispositivo deequilibrado. Tras esto se puede llevar a cabo la retirada física de material delportaherramientas, como orificios o ranuras.
Durante el mecanizado con velocidades superiores, deben seguirse unasprácticas de mecanizado responsables. Se produce un desequilibrio cuando hayuna distribución desigual de la masa en la herramienta o el portaherramientas.Las posibles fuentes de desequilibrio son las piezas móviles (cartuchosajustables, tornillos de fijación, paquete de muelles de husillo y mecanismos desujeción), las tolerancias de fabricación y el diseño.
Las fuerzas provocadas por un aumento del desequilibrio se duplican con lavelocidad rotacional. Un desequilibrio excesivo puede provocar un desgasteprematuro a los cojinetes del husillo y la herramienta, lo que puede afectar de forma negativa al acabado superficial y la precisión.
Equilibrable
Un portaherramientas con un mecanismo integrado que puede ajustarse para corregir cualquier imprecisión de desequilibrio sufrida durante unafabricación normal. Se puede equilibrar la herramienta completamente montada(portaherramientas y herramienta de corte) como sistema usando un dispositivode equilibrado.
Información técnicaEquilibrado
(continuación)
Info
rma
ció
n t
éc
nic
a
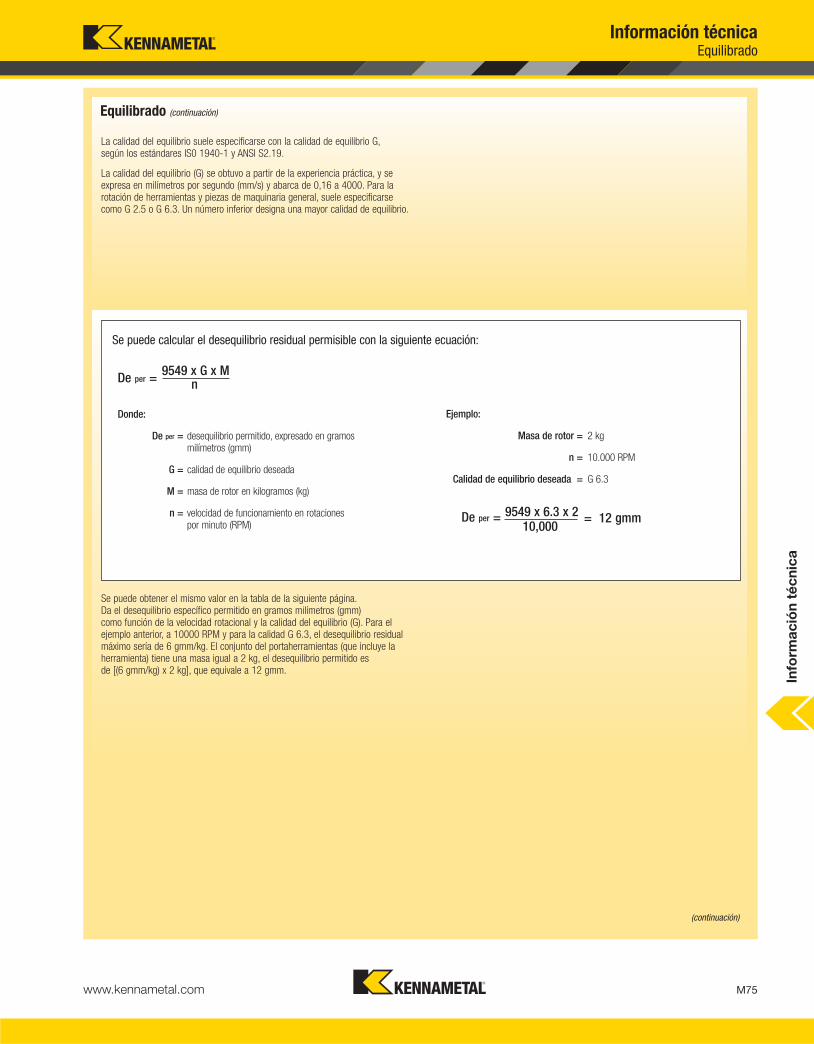
M75www.kennametal.com
(continuación)
Equilibrado (continuación)
La calidad del equilibrio suele especificarse con la calidad de equilibrio G, según los estándares IS0 1940-1 y ANSI S2.19.
La calidad del equilibrio (G) se obtuvo a partir de la experiencia práctica, y seexpresa en milímetros por segundo (mm/s) y abarca de 0,16 a 4000. Para larotación de herramientas y piezas de maquinaria general, suele especificarsecomo G 2.5 o G 6.3. Un número inferior designa una mayor calidad de equilibrio.
Se puede obtener el mismo valor en la tabla de la siguiente página. Da el desequilibrio específico permitido en gramos milímetros (gmm) como función de la velocidad rotacional y la calidad del equilibrio (G). Para elejemplo anterior, a 10000 RPM y para la calidad G 6.3, el desequilibrio residualmáximo sería de 6 gmm/kg. El conjunto del portaherramientas (que incluye laherramienta) tiene una masa igual a 2 kg, el desequilibrio permitido es de [(6 gmm/kg) x 2 kg], que equivale a 12 gmm.
Se puede calcular el desequilibrio residual permisible con la siguiente ecuación:
De per =
Donde:
De per = desequilibrio permitido, expresado en gramos milímetros (gmm)
G = calidad de equilibrio deseada
M = masa de rotor en kilogramos (kg)
n = velocidad de funcionamiento en rotaciones por minuto (RPM)
Ejemplo:
Masa de rotor = 2 kg
n = 10.000 RPM
Calidad de equilibrio deseada = G 6.3
De per =
9549 x G x Mn
9549 x 6.3 x 2 10,000
= 12 gmm
Información técnicaEquilibrado
Info
rma
ció
n t
éc
nic
a

M76 www.kennametal.com
Información técnicaEquilibrado
Partiendo del enfoque descrito en ISO 1940-1, los requisitos para undesequilibrio residual máximo se vuelven muy estrictos a medida que aumenta la velocidad. Por ejemplo, una calidad de equilibrio G 2.5 puede volverse pocopráctica con 25000 RPM para una herramienta con una masa de 1 kg. La tabla muestra que el desequilibrio residual máximo sería 1 gmm, lo que podría consumir mucho tiempo o incluso escapar a la precisión de la máquina de equilibrado.
Comparar las fuerzas de corte puede ofrecer una referencia para los requisitos deequilibrado. Por lo general, las operaciones de acabado generan menores fuerzasde corte y requieren una mayor calidad del equilibrio. Aunque los componentesrotatorios siempre deben estar equilibrados, en la mayoría de los casos basta conmantener las fuerzas de desequilibrio a un 5 a 10% de las fuerzas de corte.
20
15
10
5000 10000 15000 20000 25000 30000
5
0
G 1
G 2.5
G 6.3
de
se
qu
ilib
rio
esp
ec
ífic
o p
erm
itid
o (
gm
m/k
g)
comparación entre acabado superficial (Ra) y avance
Equilibrado (continuación)
(continuación)
Info
rma
ció
n t
éc
nic
a

M77www.kennametal.com
Información técnicaEquilibrado
En este caso particular, la fuerza inducida desequilibrada sería de F = 1 x (25,000/9,549)2 = 6,9 N. Las fuerzas de corte generadas tendrán seguramente una magnitud superior.
Una buena calidad de equilibrio no garantiza necesariamente un funcionamientoseguro con velocidades mayores. Siempre deben tenerse en cuenta otrasvariables (conexión de husillo, tipo de operación, parámetros de corte, rigidez de la máquina, estado de los cojinetes, etc.).
Se puede corregir el desequilibrio retirando material (taladrado, fresado,rectificado), añadiendo material (tornillos de fijación) y redistribuyendo material(anillos de equilibrado o tornillos de fijación).
Para un desequilibrio concreto, se puede usar la siguiente fórmula paradeterminar la profundidad de orificio (L) necesaria para corregir el desequilibrio*:
Se puede calcular el desequilibrio residual permisible con la siguiente ecuación:
F = D x (n/9,549)2 (Newtons)
Donde:
De = desequilibrio en gramo milímetros (gmm)
N = velocidad rotacional (RPM)
L = D - D2 - U x 1300/d2
2
Donde:
De = desequilibrio (gmm)
D = diámetro de colocación (mm)
d = diámetro del orificio (fondo plano) (mm)
L = profundidad del orificio (mm)
* Fórmula solo para componentes de acero.
Equilibrado (continuación)
Info
rma
ció
n t
éc
nic
a

M78 www.kennametal.com
Ajuste por dilatación térmica
El concepto
La termocontracción no es un proceso nuevo en la industria de máquinas herramienta. Sin embargo, el concepto se implantó hace poco como mecanismo de portaherramientas de cambio rápido para la sujeción de herramientas de corte cilíndricas en aplicaciones de mecanizado de alta velocidad.
El proceso de ajuste por dilatación térmica comienza al aplicar uncalentamiento rápido y preciso al mango de un portaherramientas. Esto provoca que el orificio interno, que es ligeramente más pequeño que el mango de una herramienta de corte, se expanda, permitiendo insertar una herramienta. A medida que se enfría el portaherramientas, el orificio secontrae hasta crear 360° de presión uniforme a lo largo de todo el orificio,dando como resultado una fuerza de sujeción distribuida de forma uniforme,que no pueden superar los portaherramientas mecánicos.
Gracias al diseño de tipo aplanado, los mangos de las herramientas de corteWeldon® y Whistle Notch™ pueden utilizar la tecnología de ajuste por dilatacióntérmica. Para conseguir todas las ventajas de la tecnología, se recomiendanmangos de herramientas completamente cilíndricos. Mientras los procesos decalentamiento se mantengan dentro del margen elástico del material delportaherramientas, puede repetirse esta operación de sujeción durante variosmiles de ciclos.
Ventajas de las herramientas de ajuste por dilatación térmica:
• Salto bajo: las herramientas de corte están sujetas 360° a lo largo delmango de la herramienta de corte para una fuerza de sujeción distribuida de forma uniforme.
• Las fuerzas de sujeción son mayores que las boquillas y los mandrileshidráulicos.
• Durante las pruebas, las propiedades del material de las herramientas sedeshacen y se rompen antes de que pueda producirse un deslizamiento.
• Se pueden conseguir unos diseños de perfiles de portaherramientas finos y cortos, ya que no se utilizan piezas móviles.
• Apto para operaciones de alta velocidad, ya que su simetría ofrece el mejorequilibrio posible.
• No se necesitan tornillos de tope de sellado; la interferencia diseñada entrela herramienta de corte y el portaherramientas forma un sello que permite alrefrigerante fluir solo a través de las vías designadas.
Estas ventajas permiten a la tecnología de ajuste por dilatación térmica actuara mayores velocidades y avances, producir mejores acabados, prolongar lavida de la herramienta y el husillo y generar más productividad.
D.O. del cuerpo de laherramienta
mango de la herramientade corte
zona de holgura
D.I. del portaherramientas
CALOR
CALOR
CALOR
CALOR
Info
rma
ció
n t
éc
nic
aInformación técnicaAjuste por dilatación térmica

M79www.kennametal.com
Información técnicaAjuste por dilatación térmica
(continuación)
Portaherramientas
Portaherramientas de ajuste por dilatación térmica HT (alto par)
Los portaherramientas de ajuste por dilatación térmica HT tienen un alto nivel deinterferencia que ofrece un par motor de 30 a 50% superior al de los sistemas dela competencia. Esta línea solo debe usarse con herramientas de metal duro,debido a su bajo coeficiente de expansión térmica. Estos portaherramientasrequieren una máquina con una potencia 10 kW como mínimo para aplicar calorlo bastante rápido como para evitar calentar la herramienta.
Portaherramientas de ajuste por dilatación térmica GP (uso general)
Los portaherramientas GP permiten el uso de todos los materiales y extensiones,ya que tienen niveles de interferencia menores. Los operadores deberían usareste estilo si no generan fuerzas de corte elevadas.
Calidad superficial ideal
• Ra métrico (estándar ISO) ≥0,8 μm de acabado superficial.
• Ra en pulgadas (estándar industrial) ≥32 μpulg. de acabado superficial.
• Diseño fino.
• Equilibrado.
• Se pueden sujetar los mangos Weldon® y Whistle Notch™ de tipo aplanado. Se consiguen resultados óptimos con herramientas de corte de mango suave y cilíndrico, sin planos ni ranuras.
• Evite usar herramientas de metal duro con mangos pulidos. Esto reducirá los valores del par motor en un 60%.
Sistemas de activación térmica
Un tiempo de ciclo más corto, menos tiempo muerto de refrigeración, calentamientolocalizado y sistemas de refrigeración integrados son esenciales para un sistema de calentamiento seguro y sencillo. Los sistemas de calentamiento con ajuste pordilatación térmica incluyen métodos de inducción, aire caliente y llama abierta; de estos sistemas la inducción es el más sencillo y rápido.
CALOR
CALOR
®
®
Info
rma
ció
n t
éc
nic
a

M80 www.kennametal.com
Información técnicaAjuste por dilatación térmica
Ajuste por dilatación térmica (continuación)
Las extensiones de mango recto son un complemento estupendo para el sistema de ajuste por dilatación térmica. Tenga cuidado y no caliente en exceso los productos de la línea Slim. El exceso de calentamiento puede provocar deformación u otros daños permanentes. La vida del portaherramientas se reduce drásticamente si no se controla adecuadamente la activación de calor.
cutting tool shank diameters tolerance
sistema métrico (estándar ISO)
diámetros de mango de herramienta de corte tolerancia
3 mm 2,997 3,000h4
0.000/-0.003
4 mm 3,996 4,000 0.000/-0.004
5 mm 4,995 5,000 h5 0.000/-0.005
6 mm 5,992 6,000
h6
0.000/-0.008
8 mm 7,991 8,000 0.000/-0.009
10 mm 9,991 10,000 0.000/-0.009
12 mm 11,989 12,000 0.000/-0.011
14 mm 13,989 14,000 0.000/-0.011
16 mm 15,989 16,000 0.000/-0.011
18 mm 17,989 18,000 0.000/-0.011
20 mm 19,987 20,000 0.000/-0.013
25 mm 24,987 25,000 0.000/-0.013
32 mm 31,984 32,000 0.000/-0.016
40 mm 39,984 40,000 0.000/-0.016
50 mm 49,984 50,000 0.000/-0.003
pulgadas (estándar del sector)
1/8 .1249 .1247 -0.0001/-0.0003
3/16 .1874 .1872 -0.0001/-0.0003
1/4 .2499 .2496 -0.0001/-0.0004
5/16 .3124 .3121 -0.0001/-0.0004
3/8 .3749 .3746 -0.0001/-0.0004
7/16 .4375 .4371 0.0000/-0.0004
1/2 .5000 .4996 0.0000/-0.0004
9/16 .5625 .5621 0.0000/-0.0004
5/8 .6250 .6246 0.0000/-0.0004
11/16 .6875 .6871 0.0000/-0.0004
3/4 .7500 .7495 0.0000/-0.0005
7/8 .8750 .8745 0.0000/-0.0005
1 1.0000 .9995 0.0000/-0.0005
1-1/4 1.2500 1.2495 0.0000/-0.0005
1-1/2 1.5000 1.4995 0.0000/-0.0005
2 2.0000 1.9995 0.0000/-0.0005
Requisitos de herramientas de corte
diámetros de mango de herramienta de corte toleranciaInfo
rma
ció
n t
éc
nic
a
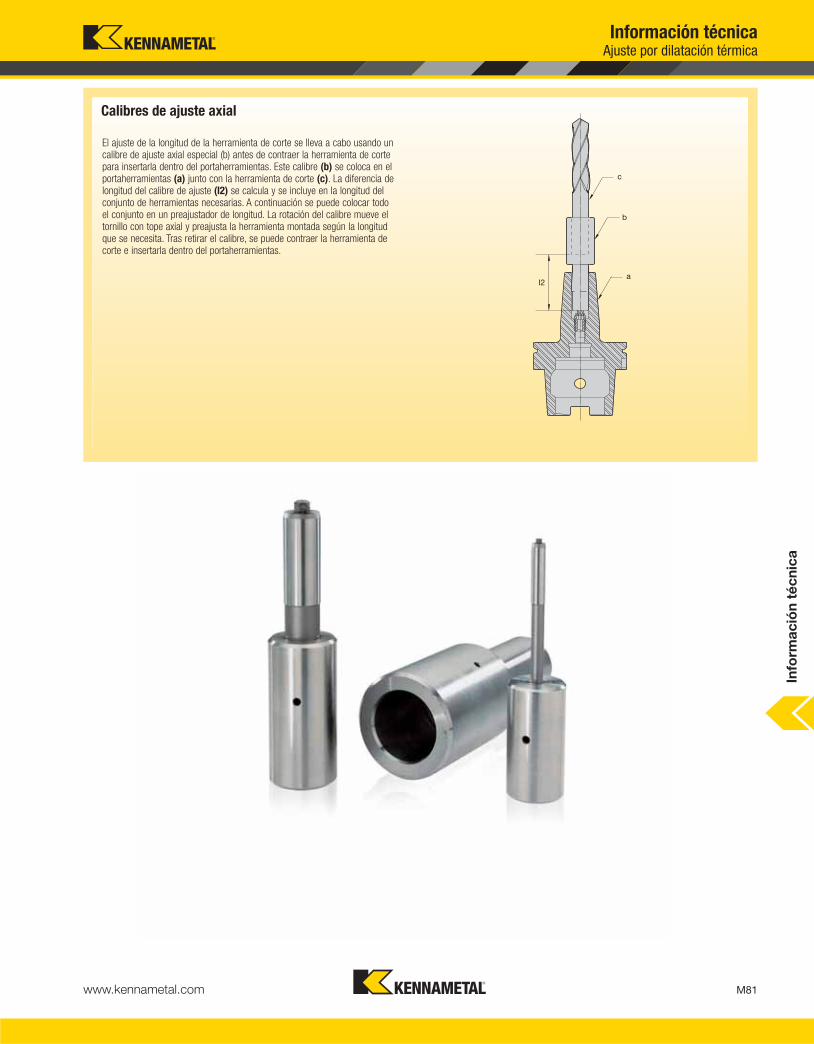
M81www.kennametal.com
El ajuste de la longitud de la herramienta de corte se lleva a cabo usando uncalibre de ajuste axial especial (b) antes de contraer la herramienta de corte para insertarla dentro del portaherramientas. Este calibre (b) se coloca en elportaherramientas (a) junto con la herramienta de corte (c). La diferencia delongitud del calibre de ajuste (l2) se calcula y se incluye en la longitud delconjunto de herramientas necesarias. A continuación se puede colocar todo el conjunto en un preajustador de longitud. La rotación del calibre mueve eltornillo con tope axial y preajusta la herramienta montada según la longitud que se necesita. Tras retirar el calibre, se puede contraer la herramienta de corte e insertarla dentro del portaherramientas.
b
c
I2a
Info
rma
ció
n t
éc
nic
a
Información técnicaAjuste por dilatación térmica
Calibres de ajuste axial
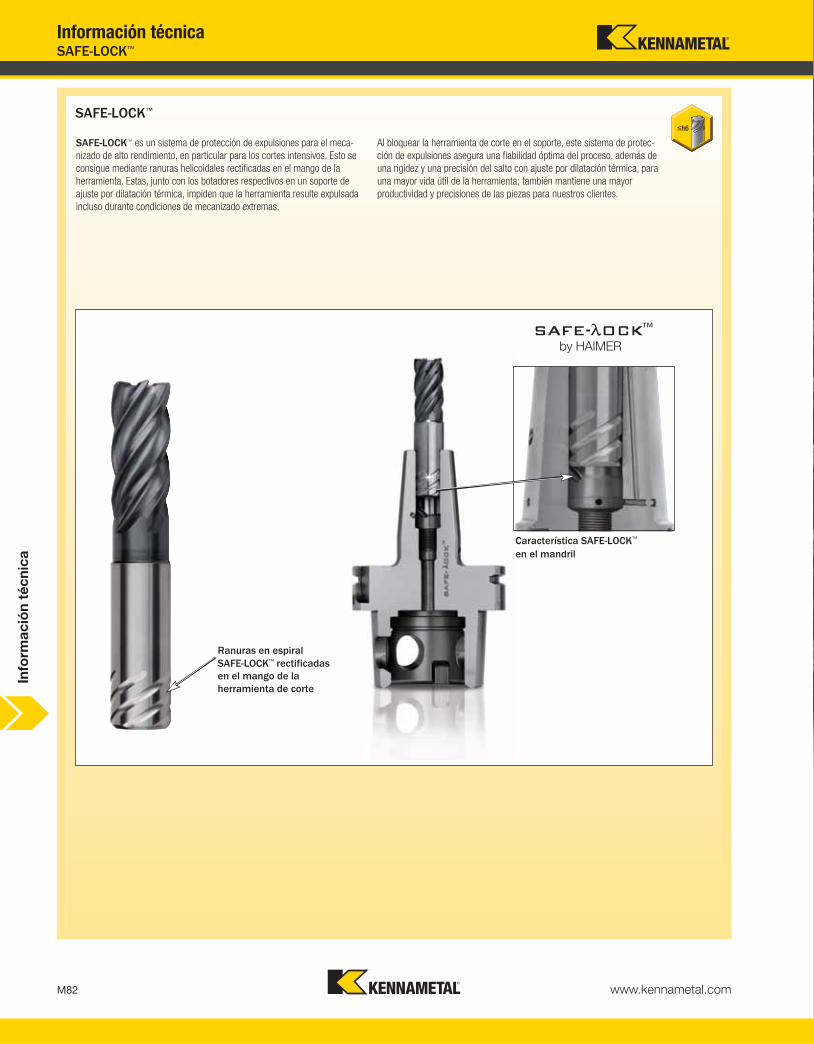
M82 www.kennametal.com
Información técnicaSAFE-LOCK™
SAFE-LOCK™
SAFE-LOCK™ es un sistema de protección de expulsiones para el meca-
nizado de alto rendimiento, en particular para los cortes intensivos. Esto se
consigue mediante ranuras helicoidales rectificadas en el mango de la
herramienta. Estas, junto con los botadores respectivos en un soporte de
ajuste por dilatación térmica, impiden que la herramienta resulte expulsada
incluso durante condiciones de mecanizado extremas.
Al bloquear la herramienta de corte en el soporte, este sistema de protec-
ción de expulsiones asegura una fiabilidad óptima del proceso, además de
una rigidez y una precisión del salto con ajuste por dilatación térmica, para
una mayor vida útil de la herramienta; también mantiene una mayor
productividad y precisiones de las piezas para nuestros clientes.
Ranuras en espiral SAFE-LOCK™ rectificadas en el mango de la herramienta de corte
Característica SAFE-LOCK™
en el mandril
Info
rma
ció
n t
éc
nic
a

www.kennametal.com
Conos de fresado
de alto rendimiento
Descubra las ventajas en su distribuidor Kennametal autorizado o en www.kennametal.com.
• Capacidades de fresado intensivo y fino.
• Preequilibrados G6.3 a 20000 RPM: 6 orificios M6 roscados para aceptar los tornillos de fijación para equilibrado fino.
• Fresado intensivo: apriete la tuerca de apriete hasta que la junta tórica de la cara posterior de la tuerca toque el flanco del cuerpo del mandril para obtener un salto de 0.0004" 3 x D1.
• Fresado fino: apriete como se indica anteriormente, luego, afloje la tuerca de 1/8 a 1/4 de giro para obtener un paso de 0.0002" 3 x D1.
• Tratamiento térmico inferior a cero para estabilidad del material.
• Capacidad de refrigerante a través del portaherramientas utilizando el tornillo de tope como dispositivo de sellado.
• Tornillo de tope de ajuste axial de 3/8".

M84 www.kennametal.com
Los mandriles hidráulicos Kennametal ofrecen un rendimiento óptimo para lasujeción de mangos rectos completamente cilíndricos, como las fresas de mangoy las brocas de metal duro integral. La activación del mandril se consigue girandoel tornillo del pistón, que presuriza el líquido hidráulico y ejerce una fuerza sobreuna membrana fina a lo largo de todo el orificio de sujeción. Esta fuerza desujeción altamente concéntrica no solo sostiene el mango de la herramienta deforma más segura, sino que produce un efecto amortiguador que reduce lavibración y ayuda a eliminar las microrroturas de los filos de corte.
Un tope de seguridad impide que el mandril sufra daños causados por un excesode apriete con o sin la herramienta de corte en su sitio. Otra característica únicaes la ranura rascadora espiral especial en el orificio de sujeción del mandril quesujeta de forma segura los mangos de herramienta resbaladizos. Todos losmandriles hidráulicos Kennametal utilizan una variedad de manguitos selladosreductores de herramientas de corte para maximizar la versatilidad del mandril.También se pueden usar manguitos reductores para la conversión de orificios depulgadas a métrico y viceversa.
Los mandriles hidráulicos de la línea Slim tienen una forma sofisticada parauna aplicación universal y la máxima precisión. Tras el proceso de amarre, se garantiza la seguridad si se ha alcanzado una fuerza de sujeción mínima o un par transmisible (determinado según el diámetro de sujeción). Esto selogra mediante la operación del tornillo de amarre y el golpe del pistón deamarre, que empujan el aceite hidráulico de vuelta a la cámara de expansiónde paredes finas con una presión elevada.
Línea Standard/HP
Nuestros mandriles hidráulicos de la línea Standard de eficacia probada tienenun tornillo de ajuste externo para una alteración radial de hasta 3/8" de lalongitud de la herramienta de corte. Esta característica elimina la necesidad deretirar la herramienta de corte o el tirante de retención para realizar unosajustes precisos. Los mandriles de la línea Standard han sido equilibradospreviamente y también se pueden usar con los anillos de biselado SEFAS™.Consulte las secciones de portaherramientas de este catálogo para obtenermás información sobre la calidad del equilibrio.
Línea Trend
Los nuevos mandriles hidráulicos de la línea Trend ofrecen la máxima precisiónpor un precio atractivo. Este sistema ofrece las mismas especificaciones deprecisión que la línea Standard, salvo que con un tornillo de respaldo axial através del orificio del mandril, para lograr el ajuste radial de 3/8" de la longitudde la herramienta de corte. También se pueden usar anillos de biselado SEFAScon nuestros mandriles de la línea Trend.
Línea Basic
Los mandriles hidráulicos de la línea Basic tienen una especificación desalto de alta calidad, de 0.0001. Estos mandriles están equilibrados pordiseño para velocidades de hasta 10000 RPM. Al igual que la línea Trend,los mandriles de la línea Basic utilizan un tornillo de soporte axial a travésdel orificio del mandril, para alcanzar un ajuste radial de 3/8". Unosdiámetros de cuerpo mayores le dan a este mandril una mayor transmisión(agarre) de par motor de 220 pies libras. Tenga en cuenta que no se puedeusar el anillo de biselado SEFAS estándar en este diseño de mandril.
Info
rma
ció
n t
éc
nic
aInformación técnicaPinzas hidráulicas
Estilos estándar
Línea Slim
Para obtener más información, escanee aquí. Para instrucciones sobre cómo escanear, consulte la página xxxiii.

M85www.kennametal.com
Información técnicaPinzas hidráulicas
(continuación)
Diseño general
Funciones
Al apretar el tornillo de amarre del pistón se ejerce fuerza sobre el pistón depresión, que presiona el líquido hidráulico, impulsando así el manguito deexpansión de paredes finas. Esta presión provoca que el manguito se comprimaen torno al mango de la herramienta, creando una fuerza de sujeción muyconcéntrica.
Efecto
El sistema de sujeción hidráulica tiene un efecto amortiguador. La vibración deun sistema de sujeción mecánica puede provocar microrroturas en los filos decorte de las plaquitas. Esto se evita con el mandril de expansión hidráulica,consiguiendo así una producción de mayor calidad y una vida de herramientahasta 4 veces mayor.
Precisión
La precisión que se muestra se basa en un mango redondo (sin planos) contolerancia h6 y sin manguito reductor.
pistón a presión
tornillo de amarre del pistón
tornillo de fijación para el ajuste
de la longitud de la herramientacámara de expansión
orificio de sujeción
medio hidráulico
manguito de ajuste
de longitud de la
herramienta
Características
• Al girar el tornillo de fijación externo se ajusta la longitud de la herramientaaxial. No es necesario retirar la herramienta de corte o la unidad de suministrode refrigeración para unos diseños estándar.
• El contacto mantenido con el manguito de ajuste de la longitud de laherramienta asegura que la herramienta esté sujeta de forma segura. Se proporcionan 10 mm de ajuste.
• Un orificio sellado y un orificio grande a través del tornillo de ajuste de laherramienta permiten que fluya la mayor cantidad de refrigerante en unasherramientas de corte con suministro de refrigeración.
• Un tornillo de amarre de pistón con un diseño único impide que surjan dañospor un exceso de apriete y una activación accidental del mecanismo hidráulicosin una herramienta en el mandril.
• Se pueden convertir unos mandriles equilibrados de alto rendimiento en mandriles equilibrables añadiendo un conjunto de anillos de equilibrado Kennametal que compensan el desequilibrio de la fresa y optimizan el rendimiento.
• Las ranuras rascadoras del interior del orificio agarran las ranuras resbaladizasde forma segura, sellando el orificio para eliminar toda contaminación de lasvirutas, la suciedad o el refrigerante.
• Se pueden añadir anillos de biselado SEFAS™ a los mandriles, reduciendo lanecesidad de brocas escalonadas y operaciones de biselado secundarias.
• Hay una amplia gama de manguitos reductores disponibles para aumentar la línea de aplicaciones de mandriles hidráulicos. Al usar un casquillo, el saltopuede aumentar hasta el doble, como muestra el ejemplo.
Info
rma
ció
n t
éc
nic
a

M86 www.kennametal.com
Información técnicaPinzas hidráulicas
Diseño general (continuación)
Diseño de línea Slim
Aplicación
Los mandriles de expansión hidráulica funcionan mejor al amarrar estos estilos de mango:
• Mangos a DIN-6535 — formas HA, HB y HE.
• Mangos a DIN-1835 — formas A y B (con tolerancia de mango h6 y Ra mínimo de 0,3 μm).
• Formas HA y A — mango cilíndrico liso, 6–32 mm de diámetro.
• Formas HB y B — mango Whistle Notch™, 6–20 mm de diámetro máximo.
• Forma HE — mango Whistle Notch, 6–20 mm de diámetro máximo.(Kennametal recomienda el uso de una boquilla reductora).
• Mangos rectos en pulgadas:� 1/4–5/8" (0.0004 bajo diámetro nominal máximo).� 3/4–1-1/4" (0.0005 bajo diámetro nominal máximo).
Se pueden agarrar los mangos Weldon® con un diámetro máximo de 20mm (3/4") sin boquillas reductoras. Sin embargo, Kennametal recomiendael uso de boquillas reductoras para todos los mangos aplanados. Con losmangos cilíndricos lisos se obtiene la mayor precisión.
0,003mm(.0001")
max 50mm (2")
Dh6
2.5 x D
0,006mm(.0002")
max 50mm (2")
Dh6
2.5 x D
El uso de un manguito proporcionar un par motor de agarre mayor:
Fórmula: orificio de manguito x par motor de mandril = par motor del conjuntoorificio del mandril
Ejemplo: 12 mm (orificio del manguito) x 220 Nm = 132 Nm20 mm (orificio del mandril)
Mientras que la tabla muestra para un mandril hidráulico de 12 mm = 70 Nm aprox. Ventaja de doble agarre
Info
rma
ció
n t
éc
nic
a
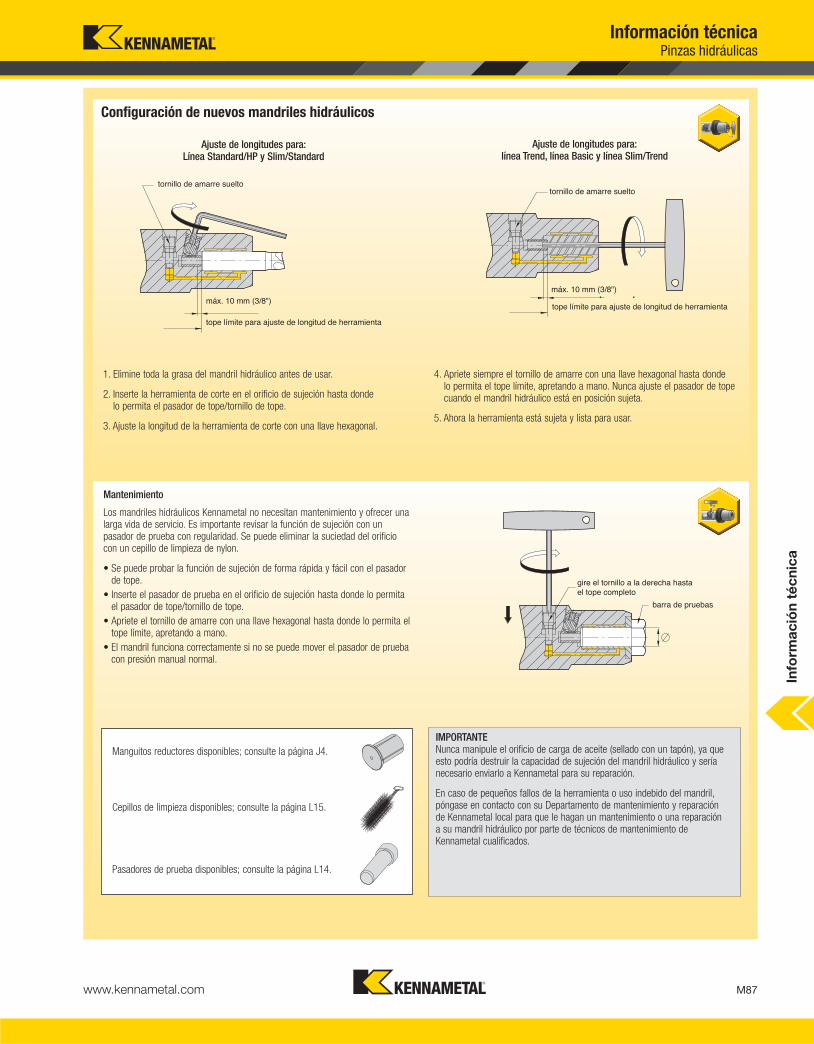
M87www.kennametal.com
Información técnicaPinzas hidráulicas
Configuración de nuevos mandriles hidráulicos
Ajuste de longitudes para:Línea Standard/HP y Slim/Standard
tornillo de amarre suelto
tope límite para ajuste de longitud de herramienta
máx. 10 mm (3/8")
tornillo de amarre suelto
tope límite para ajuste de longitud de herramienta
máx. 10 mm (3/8")
gire el tornillo a la derecha hastael tope completo
barra de pruebas
Ajuste de longitudes para:línea Trend, línea Basic y línea Slim/Trend
1. Elimine toda la grasa del mandril hidráulico antes de usar.
2. Inserte la herramienta de corte en el orificio de sujeción hasta donde lo permita el pasador de tope/tornillo de tope.
3. Ajuste la longitud de la herramienta de corte con una llave hexagonal.
4. Apriete siempre el tornillo de amarre con una llave hexagonal hasta donde lo permita el tope límite, apretando a mano. Nunca ajuste el pasador de topecuando el mandril hidráulico está en posición sujeta.
5. Ahora la herramienta está sujeta y lista para usar.
Mantenimiento
Los mandriles hidráulicos Kennametal no necesitan mantenimiento y ofrecer unalarga vida de servicio. Es importante revisar la función de sujeción con unpasador de prueba con regularidad. Se puede eliminar la suciedad del orificiocon un cepillo de limpieza de nylon.
• Se puede probar la función de sujeción de forma rápida y fácil con el pasadorde tope.
• Inserte el pasador de prueba en el orificio de sujeción hasta donde lo permitael pasador de tope/tornillo de tope.
• Apriete el tornillo de amarre con una llave hexagonal hasta donde lo permita eltope límite, apretando a mano.
• El mandril funciona correctamente si no se puede mover el pasador de pruebacon presión manual normal.
IMPORTANTENunca manipule el orificio de carga de aceite (sellado con un tapón), ya queesto podría destruir la capacidad de sujeción del mandril hidráulico y seríanecesario enviarlo a Kennametal para su reparación.
En caso de pequeños fallos de la herramienta o uso indebido del mandril,póngase en contacto con su Departamento de mantenimiento y reparación de Kennametal local para que le hagan un mantenimiento o una reparación a su mandril hidráulico por parte de técnicos de mantenimiento de Kennametal cualificados.
Manguitos reductores disponibles; consulte la página J4.
Cepillos de limpieza disponibles; consulte la página L15.
Pasadores de prueba disponibles; consulte la página L14.
Info
rma
ció
n t
éc
nic
a

M88 www.kennametal.com
Aplicación
El sistema HPMC es ideal para sostener extensiones y herramientas de corte de mango redondo en varias aplicaciones, ya que ofrece una mayor versatilidad.Esto lo convierte en una opción excelente para fresas de mango, escariadores,fresas intercambiables, brocas, extensiones de mango recto y sistemas demandrinado. El sistema HPMC, con su potente par de apriete, proporciona elmáximo rendimiento para las aplicaciones de desbaste exigentes y de altaevacuación del metal, además de ofrecer una excelente precisión para lasaplicaciones de acabado; y todo con el mismo mandril.
Estos portaherramientas admiten refrigeración interna mediante unos tornillos de soporte que vienen incluidos. Los orificios roscados en los mandriles aceptan tornillos de fijación para un equilibrio de precisión; además losmanguitos reductores permiten convertir el mismo soporte en tamaños de agarre más pequeños.
Diseño
El sistema HPMC se compone de un cuerpo de mandril interno, un conjunto decojinetes rodantes con aguja y una tuerca de apriete externa con paredesgruesas. El cuerpo del mandril interno, con ranuras radiales y axiales en el orificiointerior, actúa como boquilla maestra aplicando una compresión alrededor de laherramienta de corte y ejerciendo así un agarre muy fuerte. Los cojinetesrodantes comprimen el orificio del mandril a medida que siguen el trayecto de uncono de aproximadamente 4°. Un retenedor sostiene los cojinetes rodantes(cuatro por ventana para maximizar el contacto) en un ángulo ligeramentedesviado del ángulo del cono de mandril. El grosor de las paredes del retenedorde cojinetes de la tuerca de apriete es superior al de la nariz del cuerpo delmandril. Por lo tanto, cuando la tuerca de apriete gira en la dirección de lasagujas del reloj, los cojinetes rodantes siguen un movimiento helicoidal, subiendopoco a poco el cono de poca profundidad.
El sistema HPMC no tiene roscas. A medida que se aprietan los dos conos entresí, se crea una fuerza uniforme increíblemente alta. Esta empuja el cuerpo delmandril hacia adentro, adecuándolo al mango de la herramienta de corte. Lasranuras radiales ayudan al diámetro interno contrayéndose hacia adentro deforma uniforme, lo que mejora el par de apriete y la precisión e impide lasondulaciones. Se continúa aplicando la fuerza hasta que la cara posterior de latuerca de apriete toca fondo sobre la superficie del cuerpo del mandril. Esta es lamáxima posición de par de apriete. El residuo de aceite que queda en losmangos de las herramientas de corte puede provocar deslizamientos, pero lasranuras axiales los minimizan drenando los contaminantes.
Los ángulos de contacto de poca profundidad producen un efecto deautobloqueo, de modo que el mandril no se soltará durante la operación. Gracias a este fuerte amarre no se necesita ninguna llave dinamométrica.Además, la gran fuerza de amarre de HPMC refuerza su capacidad de transmitirenergía a la máquina herramienta, de modo que se minimizan la vibración, ladeflexión y el salto. El mango de la herramienta de corte ofrece una ventaja sobrelos mandriles de boquilla, ya que no hay ningún retroceso axial al estar la tuercade apriete bien tensa.
Un único portaherramientas ofrece un par de apriete mayor en un 5 a 10% parael fresado intensivo; además, el mismo mandril es lo bastante versátil como pararealizar el trabajo de acabado.
Para conseguir la mayor precisión con el sistema HPMC, amarre la tuerca deapriete hasta el tope de la superficie y luego retroceda con medio giro. Una vezhecho esto, asegúrese de que la junta tórica de la superficie trasera de la tuercade apriete permanezca en contacto con la superficie del mandril.
Todos los sistemas HPMC incluyen tornillos con tope para ajustar la longitud o elsuministro de refrigerante. Estos tornillos están diseñados con una superficiecónica y una superficie plana reversible, así como una junta tórica para opcionesde sellado con refrigeración.
Se someten los sistemas HPMC a un tratamiento de temperaturas bajo cero paraestabilizar el material e impedir la formación de corrosión por picaduras en lasuperficie de contacto de los cojinetes. Esto contribuye a asegurar una vida de laherramienta larga y sin preocupaciones.
Fresa
Info
rma
ció
n t
éc
nic
aInformación técnicaSistema HPMC
El sistema HPMC (cono de fresado de alto rendimiento)
(continuación)
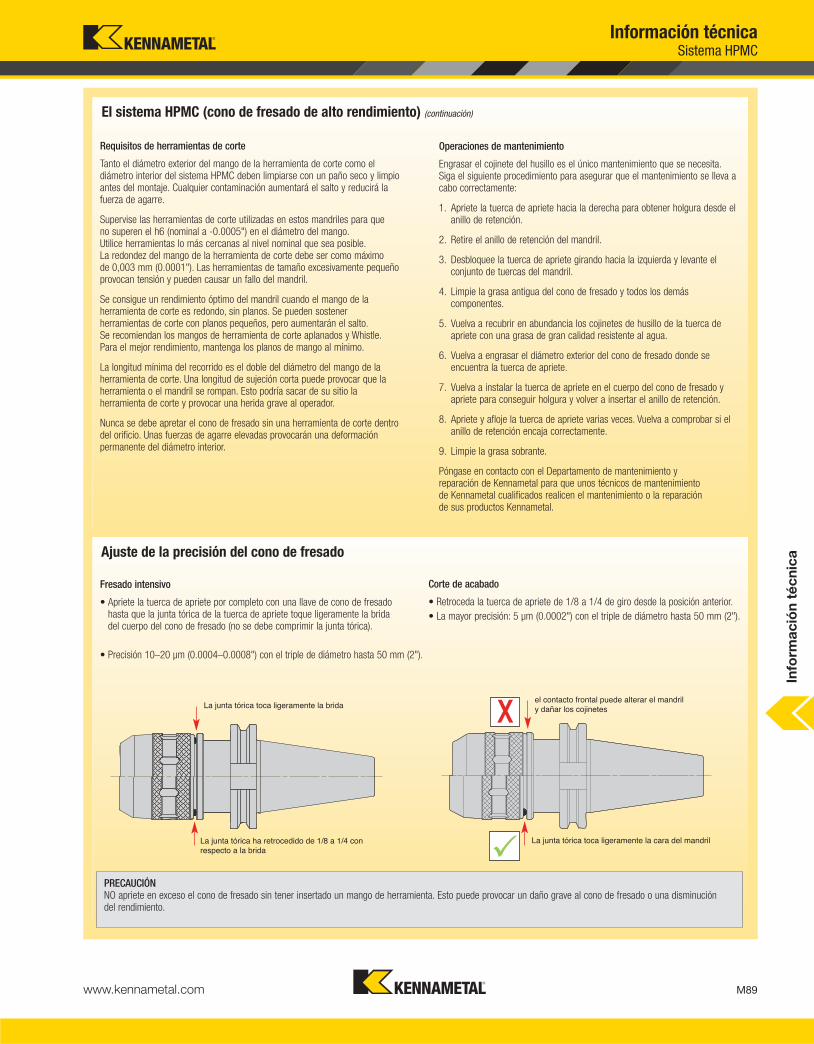
M89www.kennametal.com
Información técnicaSistema HPMC
El sistema HPMC (cono de fresado de alto rendimiento) (continuación)
Ajuste de la precisión del cono de fresado
Fresado intensivo
• Apriete la tuerca de apriete por completo con una llave de cono de fresado hasta que la junta tórica de la tuerca de apriete toque ligeramente la brida del cuerpo del cono de fresado (no se debe comprimir la junta tórica).
• Precisión 10–20 μm (0.0004–0.0008") con el triple de diámetro hasta 50 mm (2").
Corte de acabado
• Retroceda la tuerca de apriete de 1/8 a 1/4 de giro desde la posición anterior.
• La mayor precisión: 5 μm (0.0002") con el triple de diámetro hasta 50 mm (2").
Requisitos de herramientas de corte
Tanto el diámetro exterior del mango de la herramienta de corte como eldiámetro interior del sistema HPMC deben limpiarse con un paño seco y limpioantes del montaje. Cualquier contaminación aumentará el salto y reducirá lafuerza de agarre.
Supervise las herramientas de corte utilizadas en estos mandriles para que no superen el h6 (nominal a -0.0005") en el diámetro del mango. Utilice herramientas lo más cercanas al nivel nominal que sea posible. La redondez del mango de la herramienta de corte debe ser como máximo de 0,003 mm (0.0001"). Las herramientas de tamaño excesivamente pequeñoprovocan tensión y pueden causar un fallo del mandril.
Se consigue un rendimiento óptimo del mandril cuando el mango de laherramienta de corte es redondo, sin planos. Se pueden sostener herramientas de corte con planos pequeños, pero aumentarán el salto. Se recomiendan los mangos de herramienta de corte aplanados y Whistle. Para el mejor rendimiento, mantenga los planos de mango al mínimo.
La longitud mínima del recorrido es el doble del diámetro del mango de laherramienta de corte. Una longitud de sujeción corta puede provocar que laherramienta o el mandril se rompan. Esto podría sacar de su sitio laherramienta de corte y provocar una herida grave al operador.
Nunca se debe apretar el cono de fresado sin una herramienta de corte dentrodel orificio. Unas fuerzas de agarre elevadas provocarán una deformaciónpermanente del diámetro interior.
Operaciones de mantenimiento
Engrasar el cojinete del husillo es el único mantenimiento que se necesita.Siga el siguiente procedimiento para asegurar que el mantenimiento se lleva acabo correctamente:
1. Apriete la tuerca de apriete hacia la derecha para obtener holgura desde elanillo de retención.
2. Retire el anillo de retención del mandril.
3. Desbloquee la tuerca de apriete girando hacia la izquierda y levante elconjunto de tuercas del mandril.
4. Limpie la grasa antigua del cono de fresado y todos los demáscomponentes.
5. Vuelva a recubrir en abundancia los cojinetes de husillo de la tuerca deapriete con una grasa de gran calidad resistente al agua.
6. Vuelva a engrasar el diámetro exterior del cono de fresado donde seencuentra la tuerca de apriete.
7. Vuelva a instalar la tuerca de apriete en el cuerpo del cono de fresado yapriete para conseguir holgura y volver a insertar el anillo de retención.
8. Apriete y afloje la tuerca de apriete varias veces. Vuelva a comprobar si elanillo de retención encaja correctamente.
9. Limpie la grasa sobrante.
Póngase en contacto con el Departamento de mantenimiento y reparación de Kennametal para que unos técnicos de mantenimiento de Kennametal cualificados realicen el mantenimiento o la reparación de sus productos Kennametal.
La junta tórica toca ligeramente la brida
La junta tórica ha retrocedido de 1/8 a 1/4 con respecto a la brida
el contacto frontal puede alterar el mandril y dañar los cojinetes
La junta tórica toca ligeramente la cara del mandril
PRECAUCIÓNNO apriete en exceso el cono de fresado sin tener insertado un mango de herramienta. Esto puede provocar un daño grave al cono de fresado o una disminución del rendimiento.
X
Info
rma
ció
n t
éc
nic
a

M90 www.kennametal.com
Sistema de herramientas ajustable (TTS)
Durante la mecanización con configuraciones de longitud ampliada, pueden surgirvibraciones regenerativas no deseables, provocando un acabado superficialmediocre, problemas de control de las dimensiones y rotura de la herramienta.Para evitar vibraciones, los operadores de las máquinas suelen estar obligados areducir los parámetros de corte, lo que reduce las tasas de evacuación del metaly disminuye la productividad.
La fuerza de corte fluctúa cuando varía el grosor de la viruta. Esto lo provocan las ondas que quedan en la pieza de trabajo tras la pasada anterior. Dichasondas pueden crear vibraciones cuando la herramienta de corte y la pieza detrabajo interactúan. Una vibración constante puede producir una variación mayoren la fuerza de corte y, en consecuencia, una mayor vibración. Si no se trata, laamplitud de la vibración puede, con el tiempo, alcanzar niveles que provoquenque la herramienta se salga de la pieza de trabajo o incluso se produzca un fallo catastrófico.
Se puede resolver este problema de muchas maneras distintas. Las vibracionespueden evitarse reduciendo drásticamente las velocidades de corte paraaumentar la amortiguación del proceso (la fricción entre la superficie del flanco yla pieza de trabajo), lo que disipa la energía para reducir las vibraciones. Otra forma consiste en usar fresas que tengan plaquitas con un espaciadodiferencial. Esto minimiza el efecto regenerador creando una perturbación en elpatrón de ondas que quede en la pieza de trabajo. Sin embargo, este enfoqueofrece un éxito limitado, ya que las cargas de virutas ya no se distribuyen deforma homogénea sobre los filos de corte y puede ser necesario restringir elavance. Además, al ser el espaciado desigual, la calidad superficial podría verseafectada negativamente.
El problema de estas soluciones es que no permiten mantener unas tasas deevacuación del metal altas. Para mantener unas tasas altas, debe aumentarse larigidez dinámica del sistema. La rigidez dinámica es proporcional al producto dela rigidez estática y el índice de amortiguación. Se puede aumentar la rigidezestática usando instalaciones más cortas o diámetros de portaherramienta másgrandes. Los materiales con un módulo de elasticidad superior también puedenaumentar la rigidez estática.
El sistema de herramientas ajustable Kennametal (TTS) ofrece una forma demaximizar la rigidez dinámica de las barras de mandrinado y los adaptadores defresado, mediante la supresión de vibraciones con un absorbedor dinámicopasivo. TTS está diseñado con una masa interna que vibra de forma similar a lafrecuencia natural del modo de vibración más dominante del sistema. El movimiento de la masa interna disipará la energía y evitará las vibraciones. El resultado general depende de las características dinámicas de una máquina* y la rigidez de la conexión entre la herramienta y la máquina herramienta. Las tolerancias, la precarga y el desgaste de la fabricación, pueden cambiar la respuesta dinámica de una máquina y afectar de forma adversa a losresultados generales.
*Las máquinas del mismo fabricante y mismo modelo no son dinámicamente idénticas.
Aunque la amortiguación pasiva mejora la rigidez dinámica de una herramientade alcance extendido, el mecanismo de amortiguación no afectará por igual atodas las máquinas. No solo la frecuencia natural de la herramienta afecta a surigidez dinámica, también lo hacen las frecuencias inherentes de la máquina.Puesto que las máquinas herramienta tienen su propia firma dinámica, no sepuede ajustar una herramienta en una máquina que se haya ajustado en otra. A diferencia de otros productos del mercado que están preajustados, las barrasde mandrinado ajustable y los adaptadores de fresado de Kennametal sonajustables. Permiten a los usuarios adaptar el amortiguador pasivo, ajustando la herramienta de forma óptima a una máquina o instalación específica. Esto permite volver a ajustar las herramientas de alcance extendido para quecoincidan con la firma dinámica de una máquina, aunque cambie con el tiempo.Una ventaja esencial de las barras de mandrinado ajustables y los adaptadoresde fresado de Kennametal es que se pueden ajustar de forma óptima paracualquier configuración. Aunque los productos ajustables estándar deKennametal vienen preajustados de fábrica, puede ser beneficioso optimizarlosmás una vez instalados.
(continuación)
Info
rma
ció
n t
éc
nic
aInformación técnicaSistema de herramientas ajustable (TTS)
Información general

M91www.kennametal.com
Información técnicaSistema de herramientas ajustable (TTS)
Sistema de herramientas ajustable (TTS) (continuación)
Con el sistema TTS de Kennametal, se pueden usar portaherramientas con mayorrelación L:D para un DOC más grande, mejores acabados superficiales y mayorvida de la herramienta. Cuando se aplica TTS a los adaptadores de fresado, el uso de una mayor densidad de plaquitas en fresas o un aumento de ADOC o WOC permite una MRR mayor. Con estos ajustes también se pueden esperarmejores acabados superficiales y una mayor vida de la herramienta.
Las ventajas del uso de sistemas ajustables de Kennametal no se limitan a unaumento de las tasas de evacuación del metal. En las pruebas de corte delmetal, en las mediciones del husillo se encontró una destacada correlación entrela rigidez dinámica y los niveles de vibración. Las vibraciones no solo puedenreducir la vida de la herramienta, sino limitar la vida del cojinete de husillo. Si se evita la propagación de las vibraciones por toda la máquina se consigueuna mayor vida de la herramienta en los componentes relacionados con elhusillo; también se mantiene la precisión de la maquina durante mucho tiempo.
Rigidez dinámica
La figura 1 muestra la rigidez dinámica relativa de una barra de mandrinarajustable como una función del apriete del tornillo de ajuste: de flojo a apretado(de izquierda a derecha).
La tabla muestra que para la barra específica, se produce un ajuste óptimo deaproximadamente el 70% o cuando el rendimiento relativo equivale a 1.
También es importante reconocer que el rendimiento desciende aún más cuandola herramienta está ajustada en exceso que cuando no lo está lo suficiente. Por esta razón, es mejor no apretar el sistema demasiado.
Mediciones de acabados superficiales que comparan un adaptador defresado preajustado de la competencia con un adaptador de Kennametalajustado de forma óptima en el husillo. Se puede percibir un aumento dehasta el 50% en avance para valores de acabado superficial similares.
0.00
0.20
0.40
0.60
0.80
1.00
1.20
0 2 3 4 5 6 7 8 91
15
20
25
30
35
40
45
40 50 60 70 80 90
0.00
0.20
0.40
0.60
0.80
1.00
1.20
0.34
0.75
0.25
0.53
1.00
0.32
Comparación entre acabado superficial (Ra) y avance
ac
ab
ad
o s
up
erf
icia
l R
a (
uin
)
avance (IPM)
Kennametal Competidor
Competencia (preajustado)
Kennametal(ajustable)
Portaherramientasestándar
Rigidez dinámica de los adaptadores de fresado amortiguados
rig
ide
z d
iná
mic
a (
no
rma
liza
da
)
máquina A máquina B
Rigidez dinámica normalizada
número de giros
Fig. 1
Info
rma
ció
n t
éc
nic
a

M92 www.kennametal.com
Información técnicaFresado ajustable
Adaptadores de fresado ajustable
El sistema de herramientas ajustadas Kennametal ofrece una línea completa deadaptadores de fresado ajustable capaz de funcionar a un ritmo de producciónmáximo sin interferencias vibratorias. Los adaptadores de fresado ajustableadmiten refrigeración interna y, puesto que el amortiguador interno se puedeajustar para aliviar las vibraciones, ofrecen un acabado superficial óptimo y unamayor vida de la herramienta.
Directrices generales para el fresado con adaptadores de alcance extendido
1. Afloje ambos tornillos de amarre.
2. Gire el tornillo de ajuste en dirección positiva hasta que quede apretado. El tornillo de ajuste queda apretado cuando bloquea el contrapeso del ajustador.
3. Gire el tornillo una vuelta completa en dirección negativa y haga un corte de prueba.
4. Repita el paso 3 hasta conseguir un buen acabado superficial. Es posible que necesite usar incrementos pequeños para encontrar una posición óptima.
5. Retroceda el tornillo de ajuste entre 1/4 y 1/2 de giro en dirección negativa.
6. Apriete ambos tornillos de amarre y haga un corte de prueba para confirmar los resultados deseados.
1. 2. 3.
4. 5. 6.
*Será necesario reajustar los adaptadores de fresado TTS si se sustituye la fresa por otra de distinta masa.
Info
rma
ció
n t
éc
nic
a

M93www.kennametal.com
Información técnicaBarras de mandrinar ajustables
Barras de mandrinar ajustables
Ventajas
Toda la línea de barras de mandrinar ajustables de Kennametal ayuda a evitarvibraciones y otros problemas relacionados con un paquete de amortiguacióninterna diseñado para aplicaciones de mandrinado de orificios profundos.
Rigidez excelente
Elimina la vibración para mejorar la calidad superficial y la tolerancia.
Mayor productividad
Mayor profundidad del corte y evacuación de virutas de una relación longitud/diámetro hasta 10 a 1 (acero) y 15 a 1 (metal duro)
Mecanizado sin ruidos ni vibraciones
Menor exposición al ruido y mejores resultados.
Mecanismo amortiguador ajustable
Para una conducta de vibración diferente, se pueden ajustar las barras en la máquina; también se pueden ajustar las herramientas.
NOTA: Esta tabla ilustra cómo las barras de mandrinar ajustables KM™ proporcionan más estabilidad que los portaherramientas estándar, incluso en relaciones longitud/diámetro mayores.
Una mayor estabilidad permite una mayor profundidad de corte.
Herramienta TTS: máx. DOC con un beneficio
superior al 500%
Herramienta estándar: máx. DOC en condiciones
óptimas
Herramienta estándar L/D=4
Herramienta TTS: área de aplicación óptima
Herramienta estándar: área de aplicación óptima
Estabilidad relativa
Herramienta TTS L/D=7 El aumento de estabilidad
permite una mayor profundidad de corte.
10
9
8
7
6
5
4
3
2
1
4 5 6 7 8 9 10 11 12In
form
ac
ión
té
cn
ica

M94 www.kennametal.com
Información técnicaBarras de mandrinar ajustables
Kennametal ofrece las barras de mandrinar TTS con mangos rectos o extremosposteriores KM™, extremos frontales KM o conexiones de tornillo en cabezal;están disponibles tanto en acero como en metal duro.
Para buscar la barra de mandrinar adecuada, tenga primero en cuenta quesiempre debe conservarse la relación longitud/diámetro (L:D) lo más pequeñaposible. Cuanto menor sea la relación L:D, mayor es la rigidez y estabilidad de la barra.
Las relaciones L:D de barras de mandrinar ajustables se han ajustado, mientrasque las de las barras ajustables de mango recto no. Cuando se utilicen barrascon mango recto, la longitud sobrante debe ser la menor posible.
Tenga en cuenta que sólo las barras ajustables estándar de mango rectoajustadas previamente se ajustan previamente en la fábrica para conseguir unarelación L:D de 10:1. Si la barra con mango recto se monta con menos de 10:1, quizá sea necesario volver a ajustarla. Esto se analiza con más detalle en lasección “Ajuste de la barra”.
Selección de la barra correcta
Directrices generales de mandrinado con barras de alcance extendido1. Seleccione el mayor diámetro posible de barra de mandrinar. Las barras de
mayor diámetro son más rígidas y estables. Recuerde dejar el suficienteespacio para la evacuación de virutas.
2. Mientras que los diámetros más largos son más estables, el diámetrotambién puede ser excesivo, lo cual puede impedir una evacuación de virutasadecuada, afectar al acabado superficial o dañar la barra. Asegúrese de queel diámetro de la barra no sea tan grande como para interferir en laevacuación de virutas.
3. Mantenga la longitud sobrante de la barra de mandrinar ajustable lo máscorta posible. Para las barras de mandrinar ajustables, seleccione la barramás corta que sea posible.
4. Equilibre los parámetros de mecanizado para evitar que se produzcanvibraciones y resonancias sin control.
5. Diseñe el ángulo de fijación de la herramienta para que sea lo más cercano a 90° que sea posible.
6. Asegúrese de que la plaquita está correctamente centrada.
7. Al elegir un radio de esquina pequeño, puede reducir las fuerzas quesoportará la pieza de trabajo.
8. Utilice cabezales con un ángulo negativo de inclinación trasera que sea lomás pequeño posible.
9. Es preferible el uso de plaquitas con un formador de virutas positivo.
10. Cambie las plaquitas cuando se detecte un pequeño desgaste del flanco, ya que las fuerzas de desplazamiento radial trasero aumentarán enproporción con el desgaste.
El método de sujeción es tan vital para el rendimiento como la selección y elajuste de la barra de mandrinar. La conexión entre la barra de mandrinar y lamáquina debe ser tan rígida como sea posible. Unas conexiones rígidas permitenque el contrapeso del ajustador funcione de forma más efectiva. La longitud deamarre mínima de la barra debe ser 2,5 veces el diámetro de la barra.
A continuación se muestran varios métodos de conexión, ordenados desde el más estable al menos estable:
Contacto de cara y cono con ajuste de interferenciaEjemplo: Barra de mandrinar ajustable KM fijada con una unidad KM con poco
saliente en la torreta
Contacto cilíndrico completo/manguito divididoEjemplo: barra de mandrinar ajustable con mango recto y manguito dividido
Fijación de tornillosEjemplo: barra de mandrinar ajustable con mango recto y fijación de tornillos
en la cara plana de la barra
Método de sujeción
Más estable
Menos estable
Info
rma
ció
n t
éc
nic
a

M95www.kennametal.com
Información técnicaBarras de mandrinar ajustables
Ajuste de la barra
Las barras de mandrinar ajustables estándar están preajustadas en nuestrafábrica. Aunque pueden funcionar sin problemas en algunas máquinas, con otras pueden producir vibraciones debido a diferencias de respuesta dinámica. Se pueden eliminar las vibraciones con un ajuste óptimo de la barra de mandrinarpara una configuración concreta; la ventaja principal de nuestras barras demandrinar ajustables es que se pueden ajustar para cualquier aplicación. Por lo tanto, se pueden realizar correcciones para ajustar la herramienta a sumáquina, optimizando la rigidez dinámica y eliminando las vibraciones.
Reajuste de una barra de mandrinar ajustable
Varios factores influyen sobre la sujeción necesaria del tornillo de ajuste en barrasde mandrinar ajustables, incluyendo:
• Longitud sobrante y relación L:D.
• Profundidad de corte.
• Rigidez y dinámica general de la máquina.
Durante el reajuste, lo ideal es no apretar la barra demasiado. Por esta razón, el proceso de ajuste se concentra en identificar la configuración del tornillo deajuste en la que se producen las vibraciones, para luego retroceder el tornillo 1/2 giro en dirección negativa.
1. Afloje ambos tornillos de amarre.
2. Gire el tornillo de ajuste en dirección positiva hasta que quede apretado. El tornillo de ajuste queda apretado cuando bloquea el contrapeso del ajustador.
3. Gire el tornillo una vuelta completa en dirección negativa y haga un corte de prueba.
4. Repita el paso 3 hasta eliminar todas las vibraciones.
5. (A) Una vez eliminadas las vibraciones, tenga en cuenta que comenzarán a producirse más entre la configuración actual del tornillo y un giro en dirección positiva. Realice ajustes de 1/4 dentro de este intervalo, realizando cortes de prueba con cada configuración, hasta identificar la configuración del tornillo de ajuste que provoca las vibraciones. (B) Una vez determinada la configuración del tornillo de ajuste que provoca las vibraciones, haga que el tornillo realice 1/2 giro en dirección negativa.
6. Apriete ambos tornillos de amarre y haga un corte de prueba para confirmar los resultados deseados.
1. 2. 3.
4. 5. 6.
Info
rma
ció
n t
éc
nic
a

M96 www.kennametal.com
Información técnicaAdaptadores Screw-On
Adaptadores Screw-On
Características, funciones y ventajas
• Todos los adaptadores cuentan con capacidad de refrigeración interna.
• Todos los productos son productos estándar en stock.
• Alta precisión — bajo salto.
• Sistema estable para la hélice, el fresado de alojamientos, los cortes decontornos y el fresado descendente.
• KM™, HSK y cono equilibrado previamente a G6.3 a 16000 RPM.
• Las extensiones y reductores se han diseñado con previsión de refrigeración interna.
• Las fresas de mango intercambiables Screw-On de ajuste fino y losportaherramientas KM/ERICKSON™, junto con una amplia gama de plaquitas de la mejor calidad, aseguran unos excelentes resultados de corte, rendimiento y productividad.
A. Piloto y cara de rectificado para una alta rigidez y precisión.
B. Los mangos ampliados tienen una baja conicidad para una mayor rigidez.
C. Sistema de bloqueo por rosca.
D. Refrigeración interna en todos los adaptadores.
E. Diseñado para largo alcance.
F. Equilibrado.
El diseño universal de adaptadores de fresado Screw-On de Kennametal permiteque se puedan intercambiar los estilos antiguos y nuevos de herramientas, perosiguen ofreciendo una conexión rígida. Todos los adaptadores ofrecen unaexcelente precisión de salto, altas tasas de evacuación del metal y una capacidadde refrigeración interna. Se pueden utilizar los adaptadores de fresas Screw-Oncon la amplia gama de plaquitas de Kennametal para garantizar excelentesresultados de corte, rendimiento y productividad.
También se pueden usar los productos Screw-On con una amplia gama deaplicaciones de mecanizado, desde aplicaciones de fresado a baja velocidadhasta tasas superiores a 20000 RPM, con la característica añadida de unrefrigerante dirigido al filo de corte. La precisión, capacidad de repetición yestabilidad del sistema debería ser igual o superior al rendimiento de cualquierotro sistema similar actual del mercado en todas las aplicaciones.
AC D B
F
E
Aplicación de adaptadores Screw-On
Adaptadores de metal pesado
• Extensiones antivibración con metal pesado (Densimet™ D176).
• Roscas internas con superficie de acoplamiento precisa para el mejor salto concéntrico y axial con las herramientas extendidas.
• Capacidad de refrigeración interna.
Extensiones con mango Weldon®
• Extensión de tipo Screw-On con mango Weldon, según DIN 1835-B.
• Mango fabricado según DIN 1835-B, con capacidad de refrigeración interna.
Reductores
• El adaptador usa herramientas Screw-On con un tamaño más pequeño.
• Capacidad de refrigeración interna.
• La superficie de acoplamiento ayuda a generar un salto concéntrico y axial preciso.
Extensiones
• El adaptador utiliza herramientas Screw-On con un tamaño de rosca mayor.
• Capacidad de refrigeración interna.
• La superficie de acoplamiento ayuda a generar un salto concéntrico y axial preciso.
Info
rma
ció
n t
éc
nic
a
Para obtener más información, escanee aquí. Para instrucciones sobre cómo escanear, consulte la página xxxiii.

M97www.kennametal.com
Información técnicaAdaptadores de fresa de plato con refrigeración interna
Adaptadores de fresa de plato con refrigeración interna
Ahora están disponibles como estándar los adaptadores de fresa de plato concapacidad de refrigeración interna de alta presión y alto volumen. Su diseño únicopermite canalizar el máximo flujo de refrigerante directamente al filo de corte deuna herramienta.
Estos nuevos adaptadores de fresa de plato con refrigeración interna son idealespara sostener fresas intercambiables. Juntos, el portaherramientas y la fresaaseguran una vida de herramienta, una calidad superficial y una productividadexcelentes. Con esta combinación, una refrigeración de alta presión o altovolumen puede mejorar drásticamente los acabados superficiales, reducir eldesgaste de las herramientas, disminuir la fuerza de corte y controlar la forma yla evacuación de las virutas. Esto hace que los adaptadores de fresa de plato conrefrigeración interna sean perfectos para el mecanizado de aceros endurecidos yotros materiales difíciles de cortar, como el titanio.
Opciones
• Longitudes extendidas disponibles en los modelos estándar en inventario.
• Llaves de accionamiento actualizadas a material de alta resistencia, lo quepermite una capacidad de par motor elevada.
• Los adaptadores están ajustados para el refrigerante de forma AD y se pueden convertir a refrigerante de brida de forma B usando tornillos de ajuste.
• No es necesario comprar componentes adicionales para herramientasestándar.
Opciones de flujo de refrigerante
• Agujeros pasantes en la superficie del piloto.
• A través del centro. Info
rma
ció
n t
éc
nic
a
Cabezal de fresado de par de apriete
Tamaño de rosca de conexión
Par de apriete
Tamaño de llave demontaje (mm)
M10 40 Nm 15
M12 60 Nm 17
M16 80 Nm 24
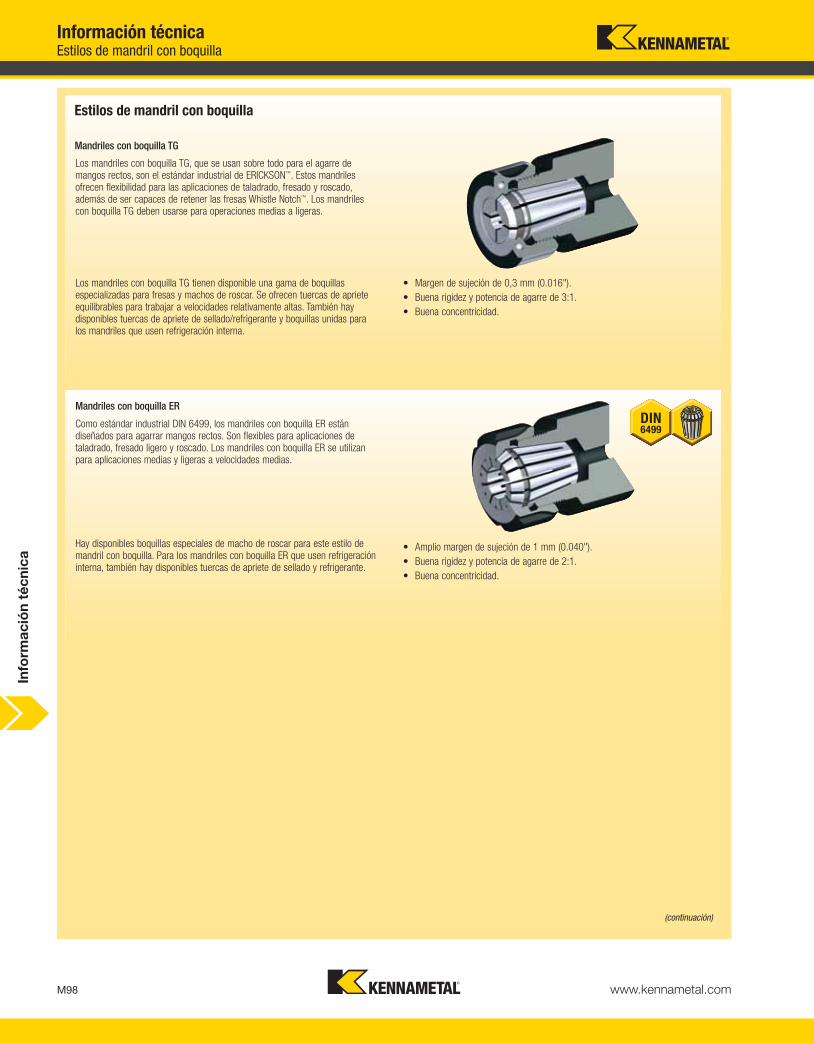
M98 www.kennametal.com
Estilos de mandril con boquilla
Los mandriles con boquilla TG, que se usan sobre todo para el agarre de mangos rectos, son el estándar industrial de ERICKSON™. Estos mandrilesofrecen flexibilidad para las aplicaciones de taladrado, fresado y roscado, además de ser capaces de retener las fresas Whistle Notch™. Los mandriles con boquilla TG deben usarse para operaciones medias a ligeras.
Los mandriles con boquilla TG tienen disponible una gama de boquillasespecializadas para fresas y machos de roscar. Se ofrecen tuercas de aprieteequilibrables para trabajar a velocidades relativamente altas. También haydisponibles tuercas de apriete de sellado/refrigerante y boquillas unidas para los mandriles que usen refrigeración interna.
• Margen de sujeción de 0,3 mm (0.016").
• Buena rigidez y potencia de agarre de 3:1.
• Buena concentricidad.
Mandriles con boquilla ER
Como estándar industrial DIN 6499, los mandriles con boquilla ER estándiseñados para agarrar mangos rectos. Son flexibles para aplicaciones detaladrado, fresado ligero y roscado. Los mandriles con boquilla ER se utilizan para aplicaciones medias y ligeras a velocidades medias.
Hay disponibles boquillas especiales de macho de roscar para este estilo demandril con boquilla. Para los mandriles con boquilla ER que usen refrigeracióninterna, también hay disponibles tuercas de apriete de sellado y refrigerante.
• Amplio margen de sujeción de 1 mm (0.040").
• Buena rigidez y potencia de agarre de 2:1.
• Buena concentricidad.
Info
rma
ció
n t
éc
nic
a
(continuación)
Información técnicaEstilos de mandril con boquilla
Mandriles con boquilla TG

M99www.kennametal.com
Información técnicaEstilos de mandril con boquilla
Mandriles con boquilla DA
Los mandriles con boquilla DA son un estándar industrial ERICKSON™. Están diseñados para agarrar mangos rectos, pero el estilo DA también tiene la capacidad de agarrar márgenes de broca. Este elimina el taladrado central a base de recortar la broca. Los mandriles con boquilla DA también ofrecenflexibilidad al taladrado, el fresado y el roscado.
Serie DA — 01Estilo de nariz extendida
Un cojinete de nariz larga y una tuerca de apriete compensatoria ofrecen unaposición axial correcta y evitan torsiones. Este estilo es ideal cuando se necesitauna precisión extrema.
Serie DA — 04Estilo de centro cercano
Diseñado con el mínimo diámetro exterior seguro para resolver problemas decentro cercano. Debe usarse este estilo cuando se encuentren problemas dealcance y proximidad de la pieza de trabajo.
Serie DA — 08Estilo de nariz extracorta
Este estilo DA tiene un anillo frontal compensador con la tuerca de apriete que permite a las boquillas encontrar su propia posición axial y evitar torsiones.Deben usarse cuando se necesite una rigidez mejor.
Disponibles estilos de boquilla de fresado y macho de roscar especiales para el estilo DA. Estos mandriles también pueden usar boquillas unidas cuando usenrefrigeración interna. Los mandriles con boquilla DA pueden usar tres estilos detuercas de apriete.
• Margen de sujeción de 0,8 mm (0.031").
• Buena rigidez y potencia de agarre de 1:1.
• Concentricidad >0,025 mm (0.001").
Estilos de mandril con boquilla (continuación)
Info
rma
ció
n t
éc
nic
a

M100 www.kennametal.com
Información técnicaBoquillas
TG • Increíble agarre• Proporciona una precisión y un agarre increíbles a todas las aplicaciones de taladrado.
• Alcance de contracción de 0,4 mm [1/64" (0.016")].
• Agarres del cono posterior y el margen de la broca para avances máximos y orificios más precisos.
• Fabricado según la precisión DIN 6499 clase 2.
TGC • Increíble agarre con refrigerante• Unas ranuras rellenas de goma sellan la boquilla en las aplicaciones de herramientas con suministro
de refrigeración.
• Apto para una presión de refrigerante de hasta 100 bar (1500 psi).
• Unas características de diseño únicas permiten una entrada fácil en la nariz.
• Disponible en stock en todos los tamaños populares.
• Compatible con todos los mandriles con boquilla de tipo TG estándar.
• Alcance de contracción de 0,13 mm (0.005"). El diseño permite a los canales de las brocas penetrar en la boquilla, a diferencia de los diseños de la competencia.
TGHP • Increíble agarre de alta precisión• El doble de preciso que los mandriles de tipo TG y ER estándar.
• Disponible en stock en todos los tamaños populares.
• Se puede usar en todos los mandriles con boquilla de tipo TG estándar.
• Alcance de contracción de 0,25 mm (0.010").
• Fabricado según la precisión DIN 6499 clase 1.
TGCHP • Increíble agarre de alta precisión con refrigerante• Unas ranuras rellenas de goma sellan la boquilla en las aplicaciones de herramientas con suministro
de refrigeración.
• Apto para una presión de refrigerante de hasta 100 bar (1500 psi).
• Unas características de diseño únicas permiten una entrada fácil en la nariz.
• Disponible en stock en todos los tamaños populares.
• Compatible con todos los mandriles con boquilla de tipo TG estándar.
• Alcance de contracción de 0,13 mm (0.005").
• Fabricado según la precisión DIN 6499 clase 1.
TGNP • Increíble agarre sin retirada, estilo Weldon®
• Impulso y retención positiva gracias a la cuña de impulsión de la boquilla.
• Elimina la imprecisión creada por los soportes de fresas de mango integral.
• Alcance de contracción de 0,13 mm (0.005").
• Compatible con todos los mandriles con boquilla de tipo TG estándar.
TGST • Increíble agarre con boquilla de macho de roscar de ángulo único• Diseñado para agarrar el macho de roscar del mango y el extremo cuadrado.
• Compatible con todos los mandriles con boquilla de tipo TG estándar.
• Alcance de contracción de 0,13 mm (0.005").
TGSTC • Increíble agarre con boquilla de macho de roscar de ángulo único,estilo con refrigerante• Unas ranuras rellenas de goma sellan la boquilla en las aplicaciones de herramientas con suministro de refrigeración.
• Apto para una presión de refrigerante de hasta 70 bar (1000 psi).
• Diseñado para agarrar el macho de roscar del mango y el extremo cuadrado.
• Compatible con todos los mandriles con boquilla de tipo TG estándar.
• Alcance de contracción de 0,13 mm (0.005").
Info
rma
ció
n t
éc
nic
a

M101www.kennametal.com
Información técnicaBoquillas
ERTC • Boquilla para macho de roscar de ángulo único• Diseñado para agarrar machos de roscar en el mango y el extremo cuadrado y así eliminar deslizamientos.
• Compatible con todos los mandriles con boquilla de tipo ER estándar.
• Alcance de contracción de 0,13 mm (0.005").
ERTCT • Boquilla para macho de roscar de ángulo único con compensación axial• Diseñado para agarrar machos de roscar en el mango y el extremo cuadrado y así eliminar deslizamientos.
• Solución asequible de solo tensión para las máquinas que requieran una compensación axial en el roscado.
• Compatible con todos los mandriles con boquilla de tipo ER estándar.
ER • Ángulo único• Proporciona una precisión y un agarre de buen nivel a todas las aplicaciones de taladrado.
• Amplio margen de sujeción.
• Disponible tanto en orificios en pulgadas como en métrico.
• Alcance de contracción de 1 mm (0.040").
• Fabricado según la precisión DIN 6499 clase 2.
DAC • Ángulo doble con refrigerante• Unas ranuras rellenas de goma sellan las aplicaciones de herramientas con suministro de refrigeración.
• Apto para una presión de refrigerante de hasta 70 bar (1000 psi).
• Compatible con todos los mandriles con boquilla de tipo DA estándar.
• Alcance de contracción de 0,13 mm (0.005").
DANP • Ángulo doble sin retirada — Estilo Weldon®
• Diseñados para agarrar fresas de mango con mangos de tipo Weldon.
• Impulso y retención positiva gracias a la cuña de impulsión de la boquilla.
• Elimina la imprecisión creada por los adaptadores de fresas de mango integral.
• Compatible con todos los mandriles con boquilla de tipo DA estándar.
• Alcance de contracción de 0,13 mm (0.005").
DA • Ángulo doble• Alcance de contracción de 0,8 mm [1/32" (0.031")].
Info
rma
ció
n t
éc
nic
a

M102 www.kennametal.com
Información técnicaBoquillas
Serie de boquillas TG
La serie de boquillas TG es la primera opción cuando se necesita una granprecisión, par de agarre y versatilidad. Estos mandriles con boquilla de ánguloúnico tienen un agarre aproximado de 3:1 en par de agarre con respecto al par de apriete sin tornillo de tope.
El ángulo lento del cono produce una acción adherente, de modo que se debenintroducir las boquillas en la tuerca de apriete antes montar la tuerca en elmandril. Siga el procedimiento de la página M103 para obtener instrucciones de montaje/desmontaje.
Los mandriles con boquilla de tipo DA poseen un agarre deaproximadamente 1:1 de par de apriete con respecto al par de agarre.
Serie de boquillas DA
La serie de boquillas ER es un estilo estándar internacional para muchasaplicaciones. Las boquillas de esta serie son ideales para el mandrinado, el fresado, el escariado, el roscado y el rectificado.
Las boquillas ER están fabricadas con acero aleado y endurecidas para teneruna larga vida. Ofrece un agarre de aproximadamente 2:1 de par de aprietecon respecto al par de agarre. Consulte la página M103 para obtenerinstrucciones de montaje/desmontaje.
Serie de boquillas ER
Boquilla de sellado unida• Contracción máxima de 0,13 mm (0.005").
• Presión de refrigerante de 100 bar (1500 psi).
Boquilla estándar• Contracción máxima de 0,40 mm (0.016").
Info
rma
ció
n t
éc
nic
a
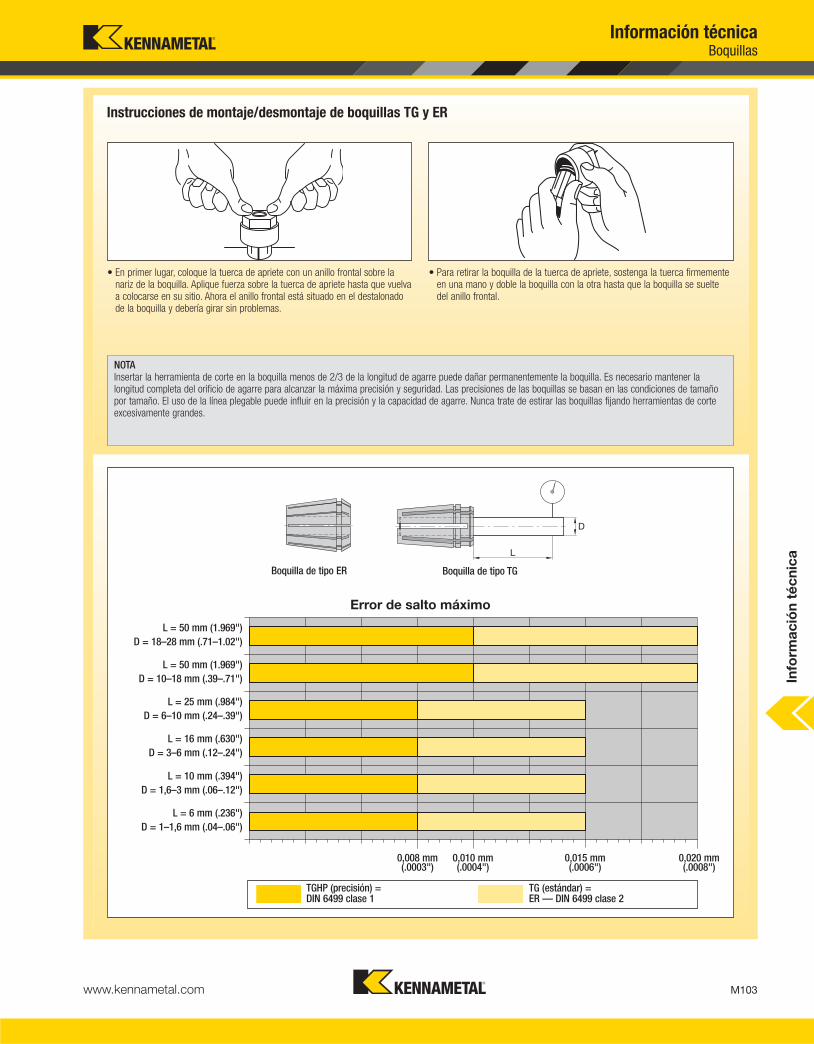
M103www.kennametal.com
• En primer lugar, coloque la tuerca de apriete con un anillo frontal sobre lanariz de la boquilla. Aplique fuerza sobre la tuerca de apriete hasta que vuelvaa colocarse en su sitio. Ahora el anillo frontal está situado en el destalonadode la boquilla y debería girar sin problemas.
• Para retirar la boquilla de la tuerca de apriete, sostenga la tuerca firmementeen una mano y doble la boquilla con la otra hasta que la boquilla se suelte del anillo frontal.
NOTAInsertar la herramienta de corte en la boquilla menos de 2/3 de la longitud de agarre puede dañar permanentemente la boquilla. Es necesario mantener lalongitud completa del orificio de agarre para alcanzar la máxima precisión y seguridad. Las precisiones de las boquillas se basan en las condiciones de tamañopor tamaño. El uso de la línea plegable puede influir en la precisión y la capacidad de agarre. Nunca trate de estirar las boquillas fijando herramientas de corteexcesivamente grandes.
TGHP (precisión) =DIN 6499 clase 1
TG (estándar) =ER — DIN 6499 clase 2
Boquilla de tipo ER Boquilla de tipo TG
Error de salto máximo
L = 50 mm (1.969")
D = 18–28 mm (.71–1.02")
L = 50 mm (1.969")
D = 10–18 mm (.39–.71")
L = 25 mm (.984")
D = 6–10 mm (.24–.39")
L = 16 mm (.630")
D = 3–6 mm (.12–.24")
L = 10 mm (.394")
D = 1,6–3 mm (.06–.12")
L = 6 mm (.236")
D = 1–1,6 mm (.04–.06")
0,008 mm (.0003")
0,010 mm (.0004")
0,015 mm (.0006")
0,020 mm (.0008")
Info
rma
ció
n t
éc
nic
a
Información técnicaBoquillas
Instrucciones de montaje/desmontaje de boquillas TG y ER
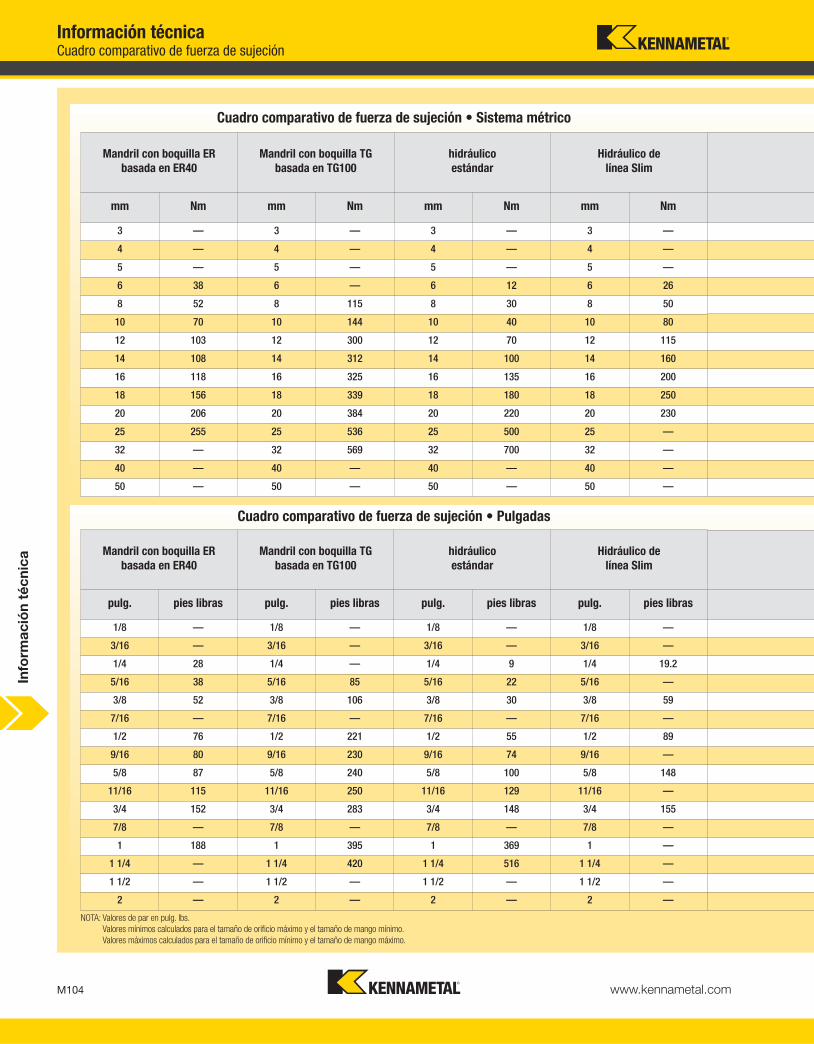
M104 www.kennametal.com
Información técnicaCuadro comparativo de fuerza de sujeción
Cuadro comparativo de fuerza de sujeción • Pulgadas
Cuadro comparativo de fuerza de sujeción • Sistema métrico
NOTA: Valores de par en pulg. lbs.
Valores mínimos calculados para el tamaño de orificio máximo y el tamaño de mango mínimo.
Valores máximos calculados para el tamaño de orificio mínimo y el tamaño de mango máximo.
Info
rma
ció
n t
éc
nic
a
Mandril con boquilla ER
basada en ER40
Mandril con boquilla TG
basada en TG100
hidráulico
estándar
Hidráulico de
línea Slim
mm Nm mm Nm mm Nm mm Nm
3 — 3 — 3 — 3 —
4 — 4 — 4 — 4 —
5 — 5 — 5 — 5 —
6 38 6 — 6 12 6 26
8 52 8 115 8 30 8 50
10 70 10 144 10 40 10 80
12 103 12 300 12 70 12 115
14 108 14 312 14 100 14 160
16 118 16 325 16 135 16 200
18 156 18 339 18 180 18 250
20 206 20 384 20 220 20 230
25 255 25 536 25 500 25 —
32 — 32 569 32 700 32 —
40 — 40 — 40 — 40 —
50 — 50 — 50 — 50 —
Mandril con boquilla ER
basada en ER40
Mandril con boquilla TG
basada en TG100
hidráulico
estándar
Hidráulico de
línea Slim
pulg. pies libras pulg. pies libras pulg. pies libras pulg. pies libras
1/8 — 1/8 — 1/8 — 1/8 —
3/16 — 3/16 — 3/16 — 3/16 —
1/4 28 1/4 — 1/4 9 1/4 19.2
5/16 38 5/16 85 5/16 22 5/16 —
3/8 52 3/8 106 3/8 30 3/8 59
7/16 — 7/16 — 7/16 — 7/16 —
1/2 76 1/2 221 1/2 55 1/2 89
9/16 80 9/16 230 9/16 74 9/16 —
5/8 87 5/8 240 5/8 100 5/8 148
11/16 115 11/16 250 11/16 129 11/16 —
3/4 152 3/4 283 3/4 148 3/4 155
7/8 — 7/8 — 7/8 — 7/8 —
1 188 1 395 1 369 1 —
1 1/4 — 1 1/4 420 1 1/4 516 1 1/4 —
1 1/2 — 1 1/2 — 1 1/2 — 1 1/2 —
2 — 2 — 2 — 2 —

M105www.kennametal.com
Información técnicaCuadro comparativo de fuerza de sujeción
Cuadro comparativo de fuerza de sujeción • Pulgadas
Cuadro comparativo de fuerza de sujeción • Sistema métrico
NOTA: Valores de par en pulg. lbs.
Valores mínimos calculados para el tamaño de orificio máximo y el tamaño de mango mínimo.
Valores máximos calculados para el tamaño de orificio mínimo y el tamaño de mango máximo.
Info
rma
ció
n t
éc
nic
a
cono de
fresado
Ajuste por dilatación térmica
estándar (Nm) par motor elevado (Nm)
mm Nm mín. máx. mín. máx.
3 — 3.3 11 — —
4 — 5.2 16 — —
5 — 6.8 20 — —
6 — 19 116 — —
8 — 26 176 — —
10 — 91 312 — —
12 — 132 445 269 582
14 — 169 546 346 723
16 — 253 587 444 779
18 — 304 865 540 1101
20 1127 412 1049 654 1292
25 1666 901 1896 1233 2227
32 2347 1033 2079 1338 2384
40 — 1907 3482 2432 4007
50 — 2651 4465 3029 4843
cono de
fresado
Ajuste por dilatación térmica
estándar (pies libras) par motor elevado (pies libras)
pulg. pies libras mín. máx. mín. máx.
1/8 — 3.2 13 — —
3/16 — 4.6 19 — —
1/4 — 13 86 — —
5/16 — 18 117 — —
3/8 — 53 196 — —
7/16 — 65 269 — —
1/2 — 111 340 225 455
9/16 — 160 410 285 535
5/8 — 172 442 307 576
11/16 — 262 648 427 814
3/4 831 336 797 509 970
7/8 — 363 791 524 951
1 1229 674 1382 939 1647
1 1/4 1731 784 1445 1115 1775
1 1/2 — 1132 1818 1389 2075
2 — 1942 3049 2357 3465


