
SALDAÑA MARTÍNEZ, Javier David. reciente en México. Cuando ...

1
ANÁLISIS DE FALLA POR FATIGA PARA PROBETAS CON
CONCENTRADORES DE ESFUERZO
KRISHTIAN DAVID BARRERA MARTÍNEZ
UNIVERSIDAD DE LOS ANDES
FACULTAD DE INGENIERÍA
DEPARTAMENTO DE INGENIERÍA MECÁNICA
DICIEMBRE 2019

2
ANÁLISIS DE FALLA POR FATIGA PARA PROBETAS CON
CONCENTRADORES DE ESFUERZO
KRISHTIAN DAVID BARRERA MARTÍNEZ
PROFESOR ASESOR
LUIS MARIO MATEUS
Ingeniero Mecánico
M.Sc.
UNIVERSIDAD DE LOS ANDES
FACULTAD DE INGENIERÍA
DEPARTAMENTO DE INGENIERÍA MECÁNICA
DICIEMBRE 2019

3
TABLA DE ILUSTRACIONES
ILUSTRACIÓN 1 PRUEBA DE TENSIÓN EN PROBETAS 7
ILUSTRACIÓN 2 MEDICIONES DE ESFUERZO ÚLTIMO Y DE MÓDULO DE YOUNG 8
ILUSTRACIÓN 3 RESULTADOS OBTENIDOS DE RUGOSIDAD 9
ILUSTRACIÓN 4 MÁQUINA CONSTRUIDA POR BRIAN LONDOÑO 10
ILUSTRACIÓN 5 NUEVO MÉTODO DE SUJECIÓN 11
ILUSTRACIÓN 6 ENSAMBLE FINAL CONTEMPLADO 11
ILUSTRACIÓN 7 A. PROBETA TIPO HOMBRO, B. PROBETA TIPO RANURA 12
ILUSTRACIÓN 8 CONCENTRADOR TIPO HOMBRO 2 13
ILUSTRACIÓN 9 CURVAS TEÓRICAS S-N PARA ACERO SAE 1045 18
ILUSTRACIÓN 10 GRÁFICA VIDA S-N PARA PROBETAS TIPO HOMBRO 19
ILUSTRACIÓN 12 CURVA TEÓRICA Y EXPERIMENTAL SEGUNDO CONCENTRADOR TIPO HOMBRO 20
ILUSTRACIÓN 11 GRÁFICA VIDA S-N PARA PROBETAS TIPO RANURA 21
ILUSTRACIÓN 13 VIBRACIÓN DEL SISTEMA CON UNA CARGA DE 4.363KG 22
ILUSTRACIÓN 14 VIBRACIÓN DEL SISTEMA CON UNA CARGA DE 8.542KG 23

4
TABLA DE CONTENIDOS
OBJETIVOS 7
OBJETIVO GENERAL 7
OBJETIVOS ESPECÍFICOS 7
CARACTERIZACIÓN DEL MATERIAL 7
PRUEBAS DE TENSIÓN 7
RUGOSIDAD DE LAS PROBETAS 8
REDISEÑO DEL SISTEMA DE SUJECIÓN 9
TRABAJO PREVIO: DISEÑO Y CONSTRUCCIÓN DE BANCO DE PRUEBAS PARA ESTUDIOS DE FATIGA EN FLEXIÓN
ROTATIVA (LONDOÑO LINARES, 2019) 9
DISEÑO DE LAS PROBETAS 12
CURVAS TEÓRICAS DE FATIGA 13
PROBETA SIN CONCENTRADORES DE ESFUERZO 13
PROBETA CON CONCENTRADORES DE ESFUERZO 14
Concentrador tipo Hombro 14
Concentrador tipo Ranura 16
CURVAS EXPERIMENTALES DE FATIGA 18
PROBETAS CON CONCENTRADOR DE ESFUERZO TIPO HOMBRO 18
Concentrador hombro diámetro mayor 7.2 mm 18
Concentrador hombro diámetro mayor 9.53 mm 19
PROBETAS CON CONCENTRADOR DE ESFUERZO TIPO RANURA 20
VIBRACIÓN DEL SISTEMA 21
PROBETAS A BAJOS CICLOS ¡ERROR! MARCADOR NO DEFINIDO.
ES IMPORTANTE RESALTAR QUE CUANDO SE TIENEN LA PRIMERA PROBETA DE TIPO HOMBRO Y LA PROBETA
DE RANURA A CICLOS BAJOS, ESTÁS SUFREN UN CALENTAMIENTO LOCALIZADO EN LA ZONA DE DIÁMETRO
MENOR DE LA PROBETA GENERANDO UN CAMBIO DE COLOR EN DICHA ZONA, DICHO CAMBIO SE OBSERVA EN
LA ILUSTRACIÓN 15, HACIENDO QUE, MUY SEGURAMENTE DADO ESTE CALENTAMIENTO LA PROBETA LLEGA
A ENDURECERSE Y AUMENTA SU LÍMITE DE RESISTENCIA A LA FATIGA HACIENDO QUE, EL ERROR A BAJOS
CICLOS SEA TAN ALTO 23
ANÁLISIS DE RESULTADOS 24
CONCLUSIONES 25

5
RECOMENDACIONES FUTURAS 26
BIBLIOGRAFÍA 27
ANEXOS 28

6
Introducción
El diseño de sistemas o piezas mecánicas parte de distintos factores, entre ellos, la
fatiga. Esta, se empieza a estudiar a mediados de 1950, debido a catástrofes generadas por
los aviones modelos Comet, los cuales, fallaron debido a la presurización y despresurización
del avión, es decir, por las cargas cíclicas a las que fueron sometidos estos aviones. Por ende,
se considera que el estudio de la fatiga es uno de los más relevantes actualmente, ya que, gran
cantidad de elementos fallan por este fenómeno mecánico.
Ahora bien, se considera que la fatiga es un tipo de falla de apariencia similar a una
fractura frágil, sin embargo, las características de estas son muy distintas. Para la fatiga, el
comienzo de la fractura comienza por el movimiento de dislocaciones debido a la aplicación
de una carga cíclica (Varvani, Kodric, & Charamani, 2005) lo que genera microgrietas, para
luego, aumentar el tamaño de las grietas y que estas pasen a ser macroscópicas, y, finalmente,
cuando el material no puede soportar las cargas se da una fractura súbita.
Más aún, para considerar el fenómeno de la fatiga se debe considerar factores que
modifican la resistencia de los elementos a dicho mecanismo de falla, como lo son el tipo de
material, el método de manufactura, el entorno al que se utilizará y la confiabilidad de diseño
deseada (Budynas & Nisbett, 2011). Adicionalmente, es importante recalcar que existen
geometrías que disminuyen la resistencia de piezas mecánicas a cargas cíclicas, estas, se
conocen como concentradores de esfuerzo, estos se consideran numéricamente por medio del
factor de concentración del esfuerzo por fatiga 𝑘𝑓.
Ahora bien, en el presente documento se busca utilizar la máquina de ensayos de
Moore fabricada por un estudiante de la Universidad de los Andes, de modo que, se pueda
comprobar experimentalmente los conceptos definidos para fatiga considerando como
principio el método esfuerzo-vida (S-N). Este, se fundamenta en someter las muestras a
cargas constantes o variables mientras se cuenta la cantidad de ciclos hasta la fractura
(Budynas & Nisbett, 2011). Adicionalmente, se considera la forma en la que este ensayo
pueda ser replicado en modo de laboratorios que permitan a los estudiantes entender el
funcionamiento de la máquina de Moore y de las curvas S-N con concentradores de esfuerzo.

7
Objetivos
Objetivo General
• Realizar pruebas de fatiga por el método esfuerzo-vida en probetas de acero SAE
1045 con concentradores de esfuerzo de tipo hombro y ranura
Objetivos específicos
• Comparar las curvas teóricas para concentradores de esfuerzo de tipo hombro y
ranura y las obtenidas experimentalmente
• Sugerir un método en el que la prueba pueda ser replicada en modo de laboratorio
• Observar y analizar los efectos de los concentradores de esfuerzo tipo hombro y
ranura
• Analizar los errores sistemáticos que se presentan en la máquina.
Caracterización del material
Pruebas de Tensión
Para caracterizar el esfuerzo último de las probetas se realiza una prueba de tensión
en la máquina INSTRON 5586 con 9 probetas. Para este ensayo se elaboran las probetas
según la norma E8. Los resultados se presentan en la Ilustración 1 y en la Ilustración 2 se
encuentran los valores numéricos para el esfuerzo último con su respectiva media y
desviación estándar.
Ilustración 1 Prueba de tensión en probetas

8
Esfuerzo último de
tracción 𝑆𝑢𝑡 (MPa)
Módulo de
Young (GPa)
1 648.0 188.1
2 635.5 188.5
3 647.7 192.0
4 660.0 193.2
5 632.7 186.8
6 647.5 190.0
7 632.7 172.4
8 638.8 202.2
9 627.2 197.5
Media 641.1 190.1
Des. Estándar 10.36 8.26
Ilustración 2 mediciones de esfuerzo último y de módulo de Young
Rugosidad de las probetas
En cuanto a la rugosidad de las probetas esta se mide con un rugosímetro y se realiza
a 11 probetas en tres puntos distintos, uno al inicio de la zona maquinada, uno en medio y
uno al final de la zona maquinada. Los resultados promedio obtenidos en los distintos puntos
de la probeta son presentados en la Ilustración 3. En esta, se observa que los valores de
rugosidad dado el proceso de mecanizado realizado se encuentran en el rango dado en el libro
fundamentos de manufactura moderna de Mikell Groover, donde se estipula que el valor de
rugosidad para un proceso de torneado es entre 0.5 y 6 micras (Grovover, 2007); de modo
que la manufactura de las probetas no es una fuente de error
Rugosidad (Ra) (𝜇𝑚)
2.222
1.6
2.021
1.627
1.659
1.519

9
1.850
2.032
1.188
1.788
2.334
Ilustración 3 Resultados obtenidos de rugosidad
Rediseño del sistema de sujeción
Trabajo previo: Diseño y construcción de banco de pruebas para estudios de fatiga en
flexión rotativa (Londoño Linares, 2019)
Mediante este proyecto se construyó la máquina que se muestra en la Ilustración 4, la
cual, tiene como mecanismo de sujeción dos mandriles que se unen por medio de roscas a
ejes, uno de estos a su vez es conectado a una polea para así transmitir el movimiento
impuesto por el motor. Ahora bien, utilizando esta máquina se desarrollaron pruebas piloto
para conocer el alcance del dispositivo. Sin embargo, se considera que el método de sujeción
seleccionado no era el más indicado dado que cuando se consideraban ciclos altos las
probetas empezaban a patinar, ya que, el mandril izquierdo se iba soltando al punto que
terminaba suelto después de aproximadamente los 300.000 ciclos. Más aún, la máquina tenía
un problema de calentamiento en las probetas, haciendo que la temperatura en las mismas
llegara hasta 90ºC.
En consecuencia, dado que las pruebas se limitaban a un rango de entre 5.000 ciclos
hasta 500.000 ciclos aproximadamente, y la temperatura de las probetas era muy alta, se
considera un cambio en el método de sujeción de las probetas.

10
Ilustración 4 Máquina construida por Brian Londoño
Para esto, se utiliza el método de sujeción que se utiliza en máquinas de maquinado,
este método de sujeción es por medio de boquillas. Las boquillas, son piezas mecánicas
cónicas que se utilizan para sujetar elementos cilíndricos, para ello, estos elementos reducen
el tamaño del orificio de entrada a medida que una tuerca aprieta la pieza mecánica. Para
ello, se considera el uso de una tuerca ER25 con boquillas de la misma denominación (ER25).
Ahora bien, se considera que el hecho de que el acople entre el método de sujeción y el eje
sea roscado hace que la concentricidad de este no se garantice totalmente, razón por la cual,
se cambia el diseño a una sola pieza mecánica, como se muestra en la Ilustración 5. En esta
ilustración, se observa el diseño del eje conductor, es decir, el eje que se conecta a la polea
utilizando una chaveta. Por otra parte, se considera que dada la diferencia que se tiene en la
manufactura del eje se hace necesario el cambio de los rodamientos que se encontraban más
próximos a las probetas, cambiando los rodamientos de referencia SKF 6002, por
rodamientos de referencia SKF 61804, cumpliendo también con los requerimientos de carga
dinámica para una vida de 10,000 horas con la carga máxima del sistema (26 kg)

11
Ilustración 5 Nuevo método de sujeción
Adicionalmente, el eje que no se conecta a la polea se considera con las mismas
características del eje conductor, pero, a diferencia de este es más corto pues no tiene el
acople de chaveta, para más detalle en el Anexo 1 y Anexo 2 se encuentran los planos de
ambos ejes.
El ensamble final considerado se encuentra en la Ilustración 6, donde se observan las
tuercas ER25 utilizadas para la sujeción por medio de boquillas. Una consideración
importante del cambio de modelo es que anteriormente se consideraban anillos de retención
internos para sujetar los ejes, ahora, se deja de utilizar este método, y, al tener la sujeción con
boquillas fijas se considera que mientras la probeta este colocada se restringe la movilidad
de los ejes.
Ilustración 6 Ensamble final contemplado

12
Por otra parte, con el nuevo diseño para los ejes la máquina cuenta con una
restricción en la carga máxima que se le puede aplicar a la máquina, siendo este 26 kg.
Diseño de las probetas
En cuanto al diseño de las probetas para fallar a fatiga se considera que la máquina
tiene una limitación de peso, por ende, se busca que las cargas máximas (cargas para 1000
ciclos) sean bastante bajas, es decir, se considera un concentrador de esfuerzo grande. Por
ende, se diseñan las probetas de hombro y de ranura mostradas en la Ilustración 7 con estas
consideraciones
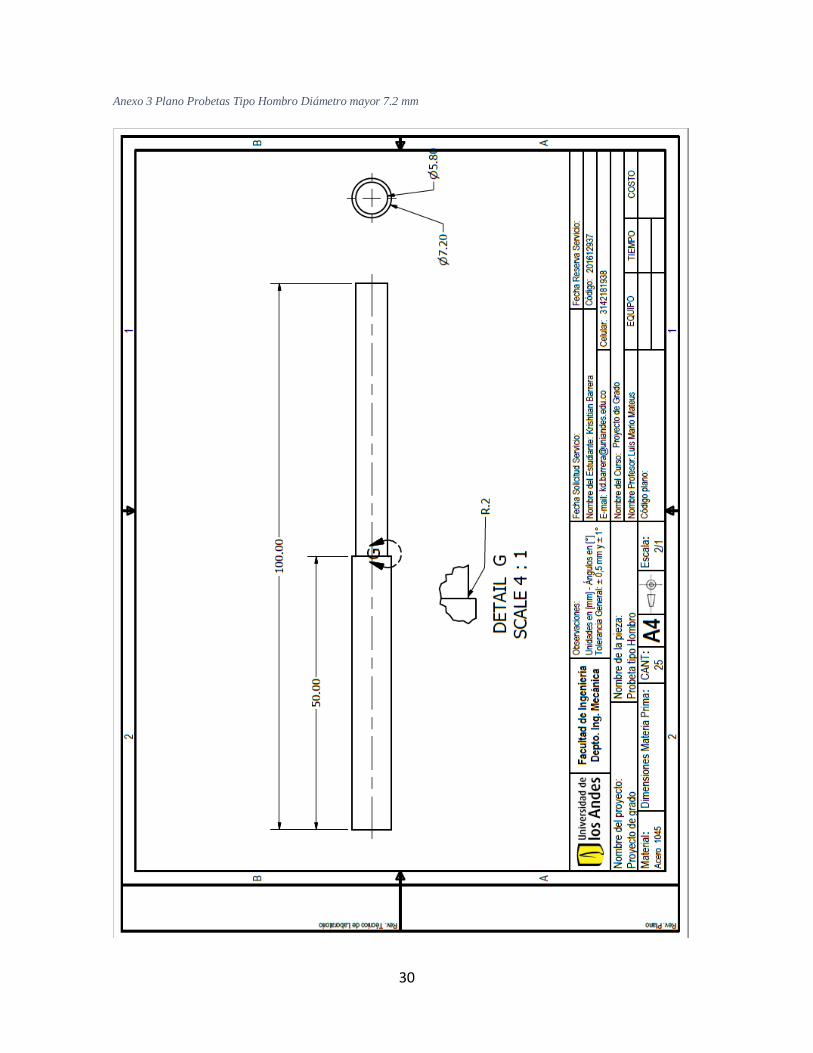
Para el primer caso, las probetas se hombro, se considera el plano presentado en el
Anexo 3, de modo que tengan un diámetro mayor de 7.2 mm, un diámetro menor de 5.8 mm
y un radio de curvatura en el concentrador de esfuerzo de 0.2 mm. Para el segundo caso, se
consideran las probetas de tipo ranura con el plano presentado en el Anexo 4, en este,
considerando que las probetas de tipo ranura tienen un diámetro mayor de 9.53 mm, un
diámetro menor de 6 mm y un radio de curvatura de 0.2mm.
Para realizar estas probetas, se utiliza el torno CNC, con el fin de garantizar el mejor
acabado y una precisión bastante alta de modo que este no sea un motivo grande de
incertidumbre en los resultados
Ilustración 7 a. Probeta tipo Hombro, b. Probeta tipo Ranura
Finalmente, se considera otro tipo de probeta con concentrador tipo hombro, esta se
hace con un concentrador pequeño, esta probeta se observa en la Ilustración 8, considerando
además el plano en el Anexo 5 para esta probeta, considerando entonces que estas probetas
tienen un diámetro mayor de 9.53 mm, diámetro menor de 8 mm y un radio de curvatura de
0.2 mm

13
Ilustración 8 Concentrador tipo hombro 2
Curvas teóricas de fatiga
Para conocer el comportamiento esperado de las probetas a utilizar se desarrolla un
modelo teórico, el cual, parte de los datos obtenidos en las pruebas de tensión para esfuerzo
último. En consecuencia, se calculan los valores teóricos para cada una de las probetas con
concentrador de esfuerzo consideradas y, además, la curva teórica para una probeta sin
concentrador de esfuerzo.
Probeta sin concentradores de esfuerzo
Para el cálculo de la gráfica S-N de las barras consideradas se contemplan las
ecuaciones obtenidas del libro de Diseño en ingeniería mecánica de Shingley. En este, se
parte diferenciando las regiones de altos ciclos de las de bajos ciclos, sin embargo, la zona
en la que se hará énfasis es en altos ciclos, por ende, se calcula la ecuación de la pendiente.
Para ello, se considera que:
𝑆𝑢𝑡 = 641.1 𝑀𝑃𝑎
𝑆𝑒´ = 641.1 ∗ 0,5 = 320.6 𝑀𝑃𝑎
El valor del límite de resistencia a la fatiga es la mitad del valor del esfuerzo último
debido a que el valor del esfuerzo último no supera los 1400 MPa (Budynas & Nisbett, 2011).
Ahora, para considerar la región de altos ciclos primero se considera el valor de fracción de
resistencia a la fatiga, f, para ello, se observa la figura 6-18 del libro Diseño en Ingeniería
Mecánica de Shingley de la novena edición. En este, se considera que el valor de f para un
𝑆𝑢𝑡 de 641.1 MPa es aproximadamente 0.855. Con esto, se procede a calcular los valores de
a y b para determinar la ecuación de la pendiente.
𝑓 = 0.855

14
𝑎 =(0.855 ∗ 641.1)2
320.6= 963.56 𝑀𝑃𝑎
𝑏 = −1
3log (
0.855 ∗ 641.1
320.6) = −0.07746
En consecuencia, se considera que la ecuación de la pendiente para altos ciclos, entre
103𝑦 106, en caso de no tener concentradores de esfuerzo es:
𝑆𝑓 = 934.56 ∗ 𝑁−0.07745
Probeta con concentradores de esfuerzo
Concentrador tipo Hombro
Concentrador hombro diámetro mayor 7.2 mm
Para las probetas de tipo hombro se considera de nuevo la región de ciclos altos, entre
103 𝑦 106. En este caso, se considera que el valor del límite de resistencia a la fatiga es
distinto, dados los concentradores de esfuerzo, de modo que para calcular dicho valor se
considera:
𝑆𝑒 = 𝑘𝑎𝑘𝑏𝑘𝑐𝑘𝑑𝑘𝑒𝑆𝑒´
𝑘𝑎 = 4.51 ∗ 641.104−0.265 = 0.8135; 𝑠𝑒 𝑢𝑡𝑖𝑙𝑖𝑧ó 𝑚𝑎𝑞𝑢𝑖𝑛𝑎𝑑𝑜 𝑒𝑛 𝑓𝑟í𝑜.
𝑘𝑏 = (5.8
7.62)
−0.107
= 1.03
𝑘𝑐 = 𝑘𝑑 = 1; 𝑠𝑒 𝑐𝑜𝑛𝑠𝑖𝑑𝑒𝑟𝑎 𝑐𝑎𝑟𝑔𝑎 𝑒𝑛 𝑓𝑙𝑒𝑥𝑖ó𝑛 𝑦 𝑡𝑒𝑚𝑝𝑒𝑟𝑎𝑡𝑢𝑟𝑎 𝑎𝑚𝑏𝑖𝑒𝑛𝑡𝑒
𝑘𝑒 = 0.753; 𝑠𝑒 𝑐𝑜𝑛𝑠𝑖𝑑𝑒𝑟𝑎 𝑢𝑛𝑎 𝑐𝑜𝑛𝑓𝑖𝑎𝑏𝑖𝑙𝑖𝑑𝑎𝑑 𝑑𝑒𝑙 99.9 %
𝑆𝑒 = 202.2 𝑀𝑃𝑎
Posteriormente, se vuelve a utiliza el valor considerado previamente para la fracción
de resistencia a la fatiga, es decir, 0.855. Con este valor, ahora se calculan las constantes a y
b para ciclos altos para este concentrador de esfuerzo.

15
𝑎 =(0.855 ∗ 641.1)2
202.2= 1486.18 𝑀𝑃𝑎
𝑏 = −1
3𝑙𝑜𝑔 ∗ (
0.855 ∗ 641.1
202.2) = −0.144
Teniendo que, la ecuación para el concentrador tipo hombro es:
𝑆𝑓 = 𝑎 ∗ 𝑁𝑏 = 1486.18 ∗ 𝑁−0.144
Por otra parte, se considera el concentrador de esfuerzo que se tiene para este caso,
este, se obtiene del libro de Peterson´s Stress Concentration Factors (Pilkey & Pilkey , 2017).
Para ello, se encuentra primero el valor de sensibilidad a la muesca dependiendo del esfuerzo
último, considerando este valor aproximadamente:
𝑞 = 0.855
Posteriormente, se utiliza la gráfica de concentración de esfuerzo, en este caso, se
tienen los valores correspondientes de relación de diámetros y relación de diámetro menor
con radio de la muesca, para así, con la gráfica determina el concentrador de esfuerzo
𝐷
𝑑= 1.24;
𝑟
𝑑= 0.0345
𝑘𝑡 = 2.25
𝑘𝑓 = 𝑞 ∗ (𝑘𝑡 − 1)
𝑘𝑓 = 1.725
Concentrador hombro diámetro mayor 9.53 mm
Para las segundas probetas de tipo hombro se considera de nuevo la región de ciclos
altos, entre 103 𝑦 106. En este caso, se considera que el valor del límite de resistencia a la
fatiga nuevamente es distinto, dado el tipo de concentrador de esfuerzo, de modo que para
calcular dicho valor se considera:
𝑆𝑒 = 𝑘𝑎𝑘𝑏𝑘𝑐𝑘𝑑𝑘𝑒𝑆𝑒´
𝑘𝑎 = 4.51 ∗ 641.104−0.265 = 0.8135; 𝑠𝑒 𝑐𝑜𝑛𝑠𝑖𝑑𝑒𝑟𝑎 𝑚𝑎𝑞𝑢𝑖𝑛𝑎𝑑𝑜 𝑒𝑛 𝑓𝑟í𝑜.
𝑘𝑏 = (8
7.62)
−0.107
= 0.9948
𝑘𝑐 = 𝑘𝑑 = 1; 𝑠𝑒 𝑐𝑜𝑛𝑠𝑖𝑑𝑒𝑟𝑎 𝑐𝑎𝑟𝑔𝑎 𝑒𝑛 𝑓𝑙𝑒𝑥𝑖ó𝑛 𝑦 𝑡𝑒𝑚𝑝𝑒𝑟𝑎𝑡𝑢𝑟𝑎 𝑎𝑚𝑏𝑖𝑒𝑛𝑡𝑒
𝑘𝑒 = 0.753; 𝑑𝑎𝑑𝑜 𝑞𝑢𝑒 𝑠𝑒 𝑐𝑜𝑛𝑠𝑖𝑑𝑒𝑟𝑎 𝑢𝑛𝑎 𝑐𝑜𝑛𝑓𝑖𝑎𝑏𝑖𝑙𝑖𝑑𝑎𝑑 𝑑𝑒𝑙 99.9 %

16
𝑆𝑒 = 195.3 𝑀𝑃𝑎
Ahora bien, se calculan los valores de las constantes a y b para este concentrador, y,
al igual que para las probetas anteriores, se tiene un valor de fracción de resistencia a la fatiga
de aproximadamente 0.855.
𝑎 =(0.855 ∗ 641.1)2
195.3= 1491.6 𝑀𝑃𝑎
𝑏 = −1
3𝑙𝑜𝑔 ∗ (
0.855 ∗ 641.1
195.3) = −0.1449
Teniendo que, la ecuación para el segundo concentrador tipo hombro es:
𝑆𝑓 = 𝑎 ∗ 𝑁𝑏 = 1491.6 ∗ 𝑁−0.1449
Finalmente, se considera el concentrador de esfuerzo que se tiene para este caso,
nuevamente se obtiene del libro de Peterson´s Stress Concentration Factors (Pilkey & Pilkey
, 2017). Para ello, se vuelve a utiliza el valor de sensibilidad a la muesca obtenido
anteriormente, para luego, utilizar la gráfica de concentración de esfuerzo. En este caso, se
tienen los valores correspondientes de relación de diámetros y relación de diámetro menor
con radio de la muesca, para así, con la gráfica determina el concentrador de esfuerzo
𝐷
𝑑= 1.19;
𝑟
𝑑= 0.025
𝑘𝑡 = 2.3
𝑘𝑓 = 𝑞 ∗ (𝑘𝑡 − 1)
𝑘𝑓 = 1.741
Concentrador tipo Ranura
Para las probetas de tipo ranura se considera de nuevo la región de ciclos altos, entre
103 𝑦 106. En este caso, se considera que el valor del límite de resistencia a la fatiga
nuevamente es distinto, dado el tipo de concentrador de esfuerzo, de modo que para calcular
dicho valor se considera:
𝑆𝑒 = 𝑘𝑎𝑘𝑏𝑘𝑐𝑘𝑑𝑘𝑒𝑆𝑒´

17
𝑆𝑒 = 𝑘𝑎𝑘𝑏𝑘𝑐𝑘𝑑𝑘𝑒𝑆𝑒´
𝑘𝑎 = 4.51 ∗ 641.104−0.265 = 0.8135; 𝑠𝑒 𝑐𝑜𝑛𝑠𝑖𝑑𝑒𝑟𝑎 𝑚𝑎𝑞𝑢𝑖𝑛𝑎𝑑𝑜 𝑒𝑛 𝑓𝑟í𝑜.
𝑘𝑏 = (6
7.62)
−0.107
= 1.0259
𝑘𝑐 = 𝑘𝑑 = 1; 𝑠𝑒 𝑐𝑜𝑛𝑠𝑖𝑑𝑒𝑟𝑎 𝑐𝑎𝑟𝑔𝑎 𝑒𝑛 𝑓𝑙𝑒𝑥𝑖ó𝑛 𝑦 𝑡𝑒𝑚𝑝𝑒𝑟𝑎𝑡𝑢𝑟𝑎 𝑎𝑚𝑏𝑖𝑒𝑛𝑡𝑒
𝑘𝑒 = 0.753; 𝑑𝑎𝑑𝑜 𝑞𝑢𝑒 𝑠𝑒 𝑐𝑜𝑛𝑠𝑖𝑑𝑒𝑟𝑎 𝑢𝑛𝑎 𝑐𝑜𝑛𝑓𝑖𝑎𝑏𝑖𝑙𝑖𝑑𝑎𝑑 𝑑𝑒𝑙 99.9 %
𝑆𝑒 = 201.4 𝑀𝑃𝑎
Ahora bien, se calculan los valores de las constantes a y b para este concentrador, y,
al igual que para las probetas de hombro, se tiene un valor de fracción de resistencia a la
fatiga, f, de aproximadamente 0.855 pues se considera el mismo acero, y por ende, el mismo
𝑆𝑢𝑡.
𝑎 =(0.855 ∗ 641.1)2
201.4= 1491.6 𝑀𝑃𝑎
𝑏 = −1
3𝑙𝑜𝑔 ∗ (
0.855 ∗ 641.1
201.4) = −0.145
Teniendo que, la ecuación para el concentrador tipo hombro es:
𝑆𝑓 = 𝑎 ∗ 𝑁𝑏 = 1491.6 ∗ 𝑁−0.145
Finalmente, se considera el concentrador de esfuerzo que se tiene para este caso, este,
se obtiene del libro de Peterson´s Stress Concentration Factors (Pilkey & Pilkey , 2017). Para
ello, se vuelve a utiliza el valor de sensibilidad a la muesca obtenido anteriormente, para
luego, utilizar la gráfica de concentración de esfuerzo, en este caso, se tienen los valores
correspondientes de relación de diámetros y relación de diámetro menor con radio de la
muesca, para así, con la gráfica determina el concentrador de esfuerzo
𝐷
𝑑= 1.59 ;
𝑟
𝑑= 0.033
𝑘𝑡 = 2.81
𝑘𝑓 = 𝑞 ∗ (𝑘𝑡 − 1)
𝑘𝑓 = 2.05

18
Finalmente, se condensa la información previamente presentada para cada tipo de
probeta (sin concentrador, concentrador tipo hombro y tipo ranura) en la Ilustración 9,
considerando entonces que el cambio de vida entre las probetas sin ningún tipo de
concentrador y las que tienen un concentrador es notorio. Más aún, se considera que el valor
del concentrador es muy cercano para las probetas de los dos concentradores tipo hombro y
para las de ranura, razón por la cual las curvas teóricas dan muy cercanas entre sí.
Ilustración 9 Curvas teóricas S-N para acero SAE 1045
Curvas experimentales de fatiga
Probetas con concentrador de esfuerzo tipo hombro
Concentrador hombro diámetro mayor 7.2 mm
Para las probetas de tipo hombro con diámetro mayor de 7.2mm, se consideran los
datos obtenidos en la Tabla 1, donde se considera tanto el valor de los ciclos teóricos para
cada carga como los ciclos experimentales encontrados, y la curva de los datos
experimentales en la Ilustración 10. Ahora bien, para estos datos se considera que los
primeros valores se ajustan de gran modo a la curva teórica, es necesario recordar que la

19
curva está en escala logarítmica, entonces los resultados no son tan cercanos como se ven,
considerando que, el error porcentual promedio es de 60.8 %
Tabla 1 Resultados obtenidos para probetas tipo hombro con diámetro mayor 7.2 mm
Ilustración 10 Gráfica vida S-N para probetas tipo hombro con diámetro mayor 7.2 mm
Concentrador hombro diámetro mayor 9.53 mm
Para las probetas de tipo hombro con diámetro mayor de 9.53 mm, se consideran los
datos obtenidos en la Tabla 2, tanto para los ciclos obtenidos experimentalmente como para
los ciclos teóricos dados ciertos esfuerzos, y la curva de estos mismos datos en la Ilustración
11. Más aún, se considera que el error porcentual promedio encontrado es de 57.3 %
Esfuerzo MPa Ciclos Exp. Ciclos Teoricos
546,1 2.036 1.025,6
525,8 2.420 1.333,7
525,8 2.377 1.333,7
433,6 6.903 5.066,9
433,6 7.358 5.066,9
367,2 21.301 16.024,3
367,2 16.250 16.024,3
320,3 33.505 41.287,0
320,3 42.821 41.287,0
249,3 115.304 234.107,6
249,3 10.944 234.107,6
191,9 159.667 1.432.486,7
167,9 229.224 3.626.647,4
150,2 680.423 7.835.055,3
121,3 1.081.802 34.450.643,7

20
Tabla 2 Datos experimentales concentrador tipo hombro con diámetro mayor 9.53mm
Ilustración 11 Curva teórica y experimental concentrador tipo hombro con diámetro mayor 9.53 mm
Probetas con concentrador de esfuerzo tipo ranura
Ahora bien, para las probetas de tipo ranura se consideran los valores presentados en
la Tabla 3, considerando en esta la cantidad de ciclos teóricos y experimentales dadas las
cargas aplicadas, y en la Ilustración 12 se observan los valores experimentales obtenidos
junto con la gráfica teórica. Ahora bien, para estos datos se considera que los valores de ciclos
teóricos para esfuerzos altos (superiores a 380 MPa) se encuentran cerca de la gráfica teórica
en escala logarítmica, considerando que, el error porcentual promedio es de 61.4%
Esfuerzo MPa Ciclos Exp. Ciclos Teoricos
200 740.652 840.359,9
230 176.400 334.951,7
225 825.000 388.047,0

21
Tabla 3 Resultados obtenidos para probetas tipo ranura
Ilustración 12 Gráfica vida S-N para probetas tipo ranura
Vibración del sistema
Ahora bien, para tratar de tener una explicación de los resultados a altos ciclos que se
observa en las probetas de tipo hombro con diámetro mayor de 7.2 mm y en las probetas de
tipo ranura, se considera como posible fuente de error la vibración en el sistema. Para ello,
se considera una prueba de vibraciones con el módulo de vibraciones modelo NI 9233 de la
marca National Instruments, el cual utiliza un sensor para media las vibraciones en una parte
Esfuerzo MPa Ciclos Exp. Ciclos Teoricos
535,0 3.594 1.181,9
508,8 4.144 1.670,9
442,5 9.444 4.382,2
442,5 5.680 4.382,2
401,0 8.440 8.648,8
389,3 10.992 10.596,4
374,8 18.005 13.782,5
373,1 15.782 14.217,6
365,1 14.318 16.511,1
351,1 22.269 21.628,1
351,1 25.031 21.628,1
252,6 76.378 210.000,9
224,0 33.387 481.118,2
179,9 245.513 2.178.017,2
149,1 69.282 7.985.735,4

22
del sistema y una tarjeta de adquisición de datos para posteriormente analizarlos. Para ello,
se realiza una pequeña perforación de una rosca con designación M5 en el gancho que carga
el peso y se procede a tomar datos.
Para la toma de datos, se hacen pruebas de aproximadamente 40 segundos, tiempo
suficiente para recolectar una gran cantidad de datos, para luego elaborar un filtro con el fin
de eliminar el ruido que se genera en la toma de datos. Los resultados, se observan en la
Ilustración 13 y la Ilustración 14, en la primera, se consideran las vibraciones para una carga
de 4,363 kg, mientras que, en la segunda se consideran las vibraciones para una carga de
8,542 kg. Ahora bien, se considera que en las gráficas la amplitud de las vibraciones con una
carga de 4,363 kg es mayor con relación a la amplitud de la carga de 8,542 kg, es decir que,
cuando el sistema se tiene con una carga baja este empieza a vibrar de forma crítica, más aún,
cuando el sistema se carga con bajo peso buscando que falle en ciclos altos, el sistema,
pasados los 100.000 ciclos aproximadamente empieza a vibrar a tan altas amplitudes que se
observa como si estuviese saltando.
Ilustración 13 Vibración del sistema con una carga de 4,363kg

23
Ilustración 14 Vibración del sistema con una carga de 8,542kg
Ciclos entre 103𝑦 104
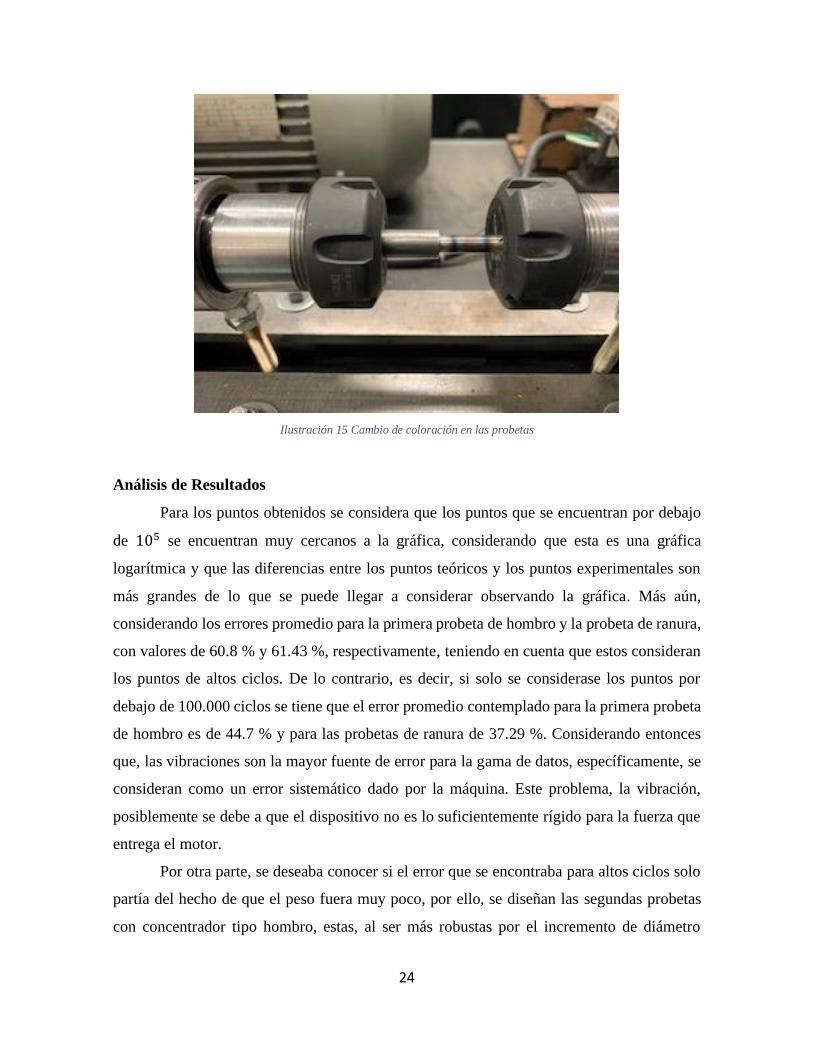
Es importante resaltar que cuando se tienen la primera probeta de tipo hombro y la
probeta de ranura a ciclos bajos, estás sufren un calentamiento localizado en la zona de
diámetro menor de la probeta generando un cambio de color en dicha zona. Este cambio se
observa en la Ilustración 15, haciendo que, muy seguramente dado este calentamiento la
probeta llega a endurecerse y aumenta su límite de resistencia a la fatiga haciendo que, el
error a bajos ciclos sea tan alto
24
Ilustración 15 Cambio de coloración en las probetas
Análisis de Resultados
Para los puntos obtenidos se considera que los puntos que se encuentran por debajo
de 105 se encuentran muy cercanos a la gráfica, considerando que esta es una gráfica
logarítmica y que las diferencias entre los puntos teóricos y los puntos experimentales son
más grandes de lo que se puede llegar a considerar observando la gráfica. Más aún,
considerando los errores promedio para la primera probeta de hombro y la probeta de ranura,
con valores de 60.8 % y 61.43 %, respectivamente, teniendo en cuenta que estos consideran
los puntos de altos ciclos. De lo contrario, es decir, si solo se considerase los puntos por
debajo de 100.000 ciclos se tiene que el error promedio contemplado para la primera probeta
de hombro es de 44.7 % y para las probetas de ranura de 37.29 %. Considerando entonces
que, las vibraciones son la mayor fuente de error para la gama de datos, específicamente, se
consideran como un error sistemático dado por la máquina. Este problema, la vibración,
posiblemente se debe a que el dispositivo no es lo suficientemente rígido para la fuerza que
entrega el motor.
Por otra parte, se deseaba conocer si el error que se encontraba para altos ciclos solo
partía del hecho de que el peso fuera muy poco, por ello, se diseñan las segundas probetas
con concentrador tipo hombro, estas, al ser más robustas por el incremento de diámetro

25
requieren de un mayor peso para fallar a altos ciclos, considerando como peso necesario
aproximadamente 14,5 kg con este peso, se observa en la Ilustración 11 que los valores
considerados experimentalmente se acercan muy satisfactoriamente a los teóricos, de modo
que, la máquina opera bien a altos ciclos pero se requiere el uso de pesos grandes, lo que
limita las pruebas a bajos ciclos dado que por encima de 26 kg aproximadamente la máquina
se detiene. Esta interrupción en el funcionamiento de la máquina puede deberse al
desalineamiento en los apoyos de los rodamientos generado por una flexión en el eje dadas
algunas pruebas que se hicieron con cargas superiores a la carga crítica.
Cuando se considera que la máquina se encuentra con una probeta ya sea con un
concentrador de esfuerzo muy grande o con un valor de diámetro de probeta pequeño se tiene
un error grande en los ciclos más bajos, sobre 103 ciclos. Esto debido a que, como se muestra
en la Ilustración 15, la probeta sufre de un tipo de endurecimiento que hace que su resistencia
a la fatiga sea mucho mayor, y, por ello, se consideran pruebas con errores porcentuales de
hasta 200 %
Conclusiones
• Las vibraciones son una fuente de error sistemático bastante grande
• La temperatura de la probeta se estabiliza, haciendo que este no sea un factor
determinante en la prueba
• Se considera que la máquina no tiene vibraciones que afectan las pruebas si se tienen
pesos por encima de los 6,5 kg
• La máquina puede llegar a un millón de ciclos con condiciones estables de operación.
• Considerando cargas grandes, como las necesarias para el segundo concentrador de
tipo hombro, se tienen datos experimentales para la curva de esfuerzo-vida que si se
encuentran cercanos a la curva teórica.
• La máquina con pesos por encima de los 26 kilogramos se detiene
• A muy bajos ciclos, menores a 1000 ciclos, se considera que las probetas pequeñas
están siendo sometidas a cargas grandes y altas velocidades de carga y descarga
haciendo que la probeta cambie su coloración en la zona de menor diámetro,
asemejándose a que la probeta se hubiera calentado en dicha zona focalizada

26
Recomendaciones futuras
• En primer lugar, se recomienda hacer una calibración del sistema, debido a que se
llegaron a hacer pruebas por encima de la carga crítica del sistema. De modo que, es
posible que alguno de los ejes haya podido resultar flectado por esta misma carga.
• Se recomienda hacer compra de todas las boquillas con designación ER25, de modo
que, las pruebas no se limiten solo a dos tamaños de probetas, sino que el alcance de
las pruebas pueda extenderse.
• Utilizar tamaños de probetas pequeños, de modo que, los rangos de pesos no varíen
tanto y las recreaciones de las curvas S-N puedan hacerse con mayor facilidad
• En preferencia se debe de evitar pesos por debajo de los 6,5 kg en total, considerando
tanto el gancho como el dispositivo para colocarlo, dado que con pesos inferiores a
6,5 kg el sistema empieza a tener una vibración anormal que afecta la calidad de la
prueba y genera un error sistemático en las pruebas realizadas.

27
Bibliografía
Budynas, R. G., & Nisbett, J. K. (2011). Diseño en ingeniería mecánica de Shingley. New
York: McGraw-Hill.
Días, C. A. (Enero de 2009). Diseño de la máquina de caracterización de concentradores de
esfuerzo para pruebas de fatiga del laboratorio de ingeniería mecánica. Bogotá,
Bogotá D.C., Colombia. Obtenido de
https://univdelosandes.on.worldcat.org/oclc/916011838
Gandur, R. A. (Julio de 2004). Análisis de las condiciones de falla por fatiga en un material
con concentradores de esfuerzo. Bogotá D.C., Bogotá D.C., Colombia. Obtenido de
https://univdelosandes.on.worldcat.org/oclc/318131486
Londoño Linares, B. (2019). Diseño y construcción de banco de pruebas para estudios de
fatiga en flexión rotativa. Bogotá: Universidad de los Andes.
Mantilla, C. C. (Junio de 2007). Análisis de fatiga en ejes de acero 1045 con
concentradores de esfuerzo. Bogotá D.C., Bogotá D.C., Colombia. Obtenido de
https://univdelosandes.on.worldcat.org/oclc/915954478
Pilkey , W., & Pilkey , D. (2017). Peterson´s Stress Concentration Factors. Hoboken, N.J:
Wiley.
Rosso Talaigua, C. M., & Cogollo B., D. J. (2017). DISENO Y CONSTRUCCION DE UNA
MAQUINA DE ENSAYOS DE FATIGA BAJO LA NORMA ASTM E466 PARA EL
LABORATORIO DE MATERIALES Y PROCESOS DE LA UNIVERSIDAD DE
CORDOBA. Montería: Universidad de Córdoba.
Varvani, F., Kodric, A., & Charamani, T. (2005). A method of life fatige life prediction in
notched and un-notched components. Journal of Materials Processing Technology.

28
Anexos
Anexo 1 Plano eje conductor

29
Anexo 2 Plano eje derecho
30
Anexo 3 Plano Probetas Tipo Hombro Diámetro mayor 7.2 mm

31
Anexo 4 Plano Probetas tipo Ranura

32
Anexo 5 Plano Probeta tipo Hombro diámetro mayor 9.53 mm


















