Las Calderas
45
Ximena Blum García 2100048 Carlos José González Rojas 2100082 Profesor: Alberto Pertuz Comas MANTENIMIENTO DE CALDERAS UNIVERSIDAD INDUSTRIAL DE SANTANDER ESCUELA DE INGENIERIA MECANICA BUCARAMANGA, 2014
-
Upload
j-isaac-ortiz -
Category
Documents
-
view
235 -
download
0
Transcript of Las Calderas

Ximena Blum García 2100048Carlos José González Rojas 2100082
Profesor: Alberto Pertuz Comas
MANTENIMIENTO DE CALDERAS
UNIVERSIDAD INDUSTRIAL DE SANTANDER ESCUELA DE INGENIERIA MECANICA
BUCARAMANGA, 2014
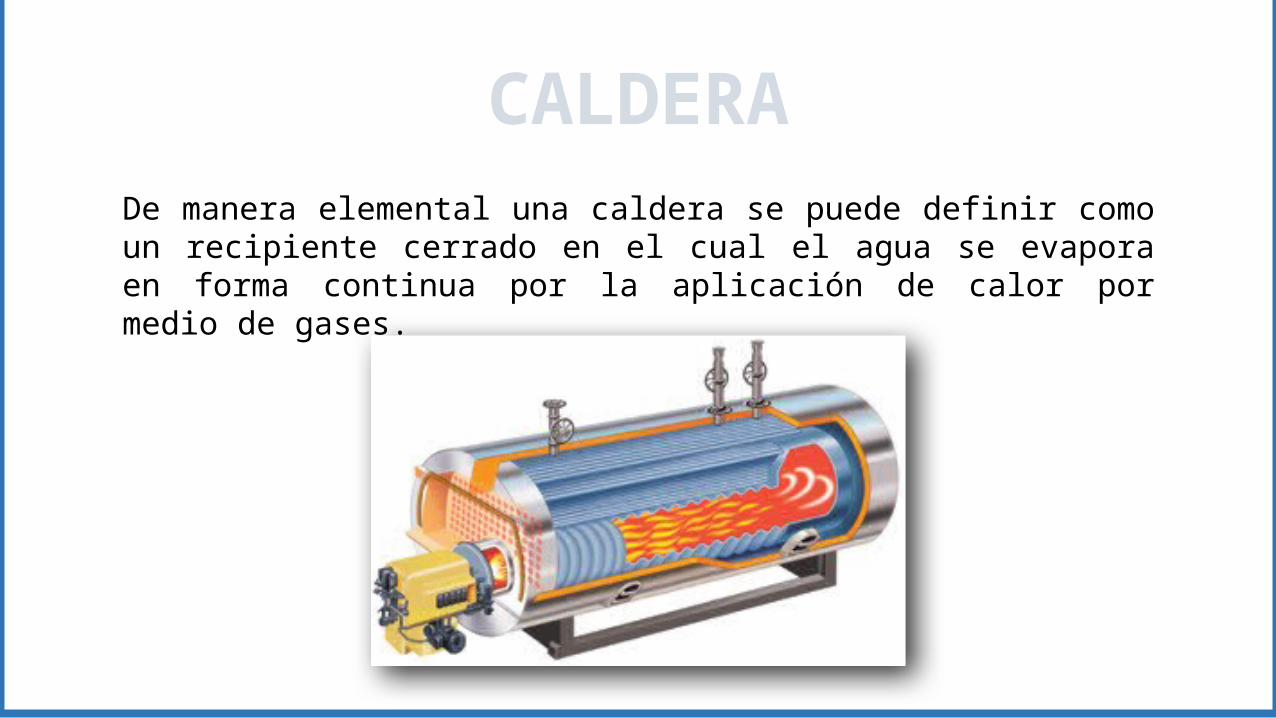
De manera elemental una caldera se puede definir como un recipiente cerrado en el cual el agua se evapora en forma continua por la aplicación de calor por medio de gases.
CALDERA
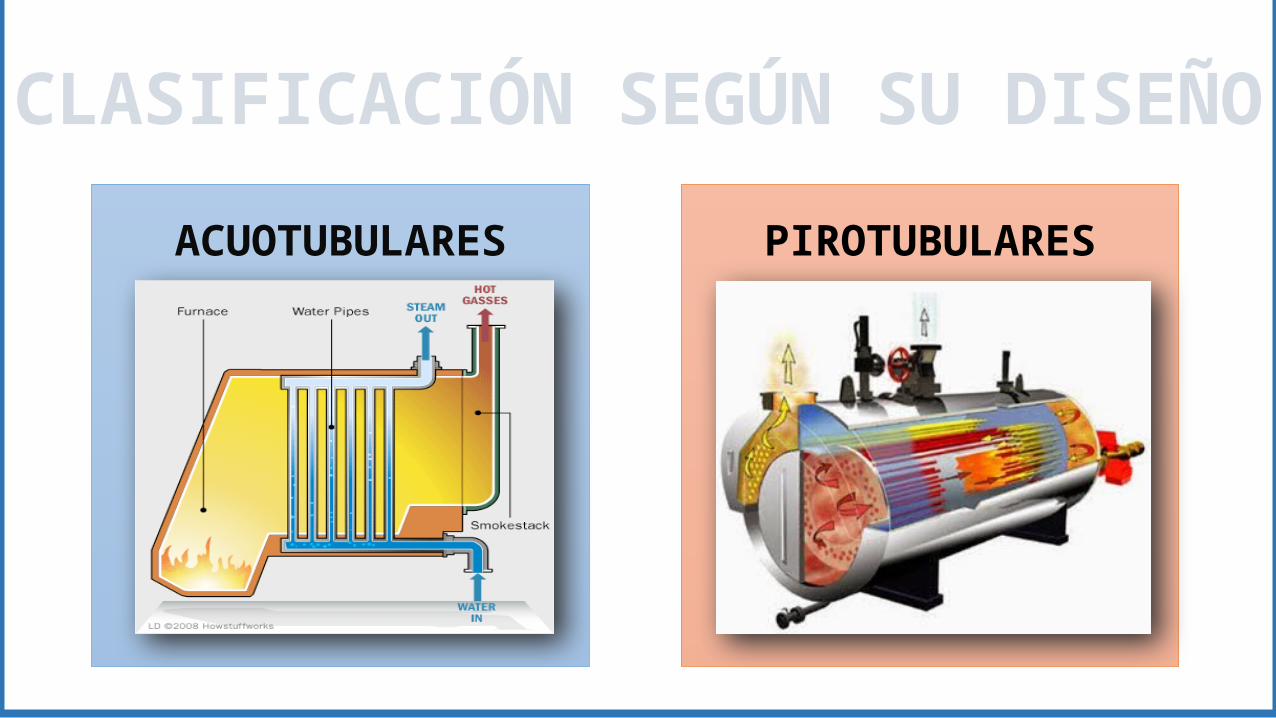
CLASIFICACIÓN SEGÚN SU DISEÑO
ACUOTUBULARES PIROTUBULARES
SUBSISTEMAS DE UNA CALDERA
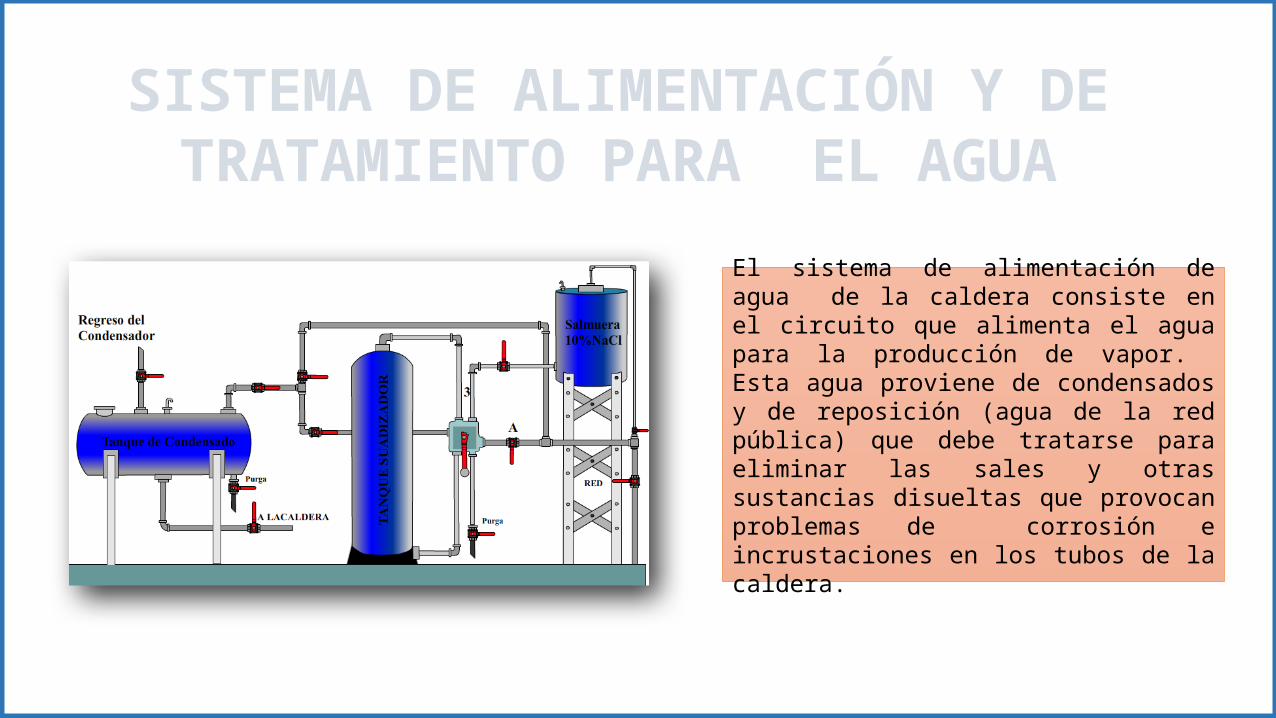
SISTEMA DE ALIMENTACIÓN Y DE TRATAMIENTO PARA EL AGUA
El sistema de alimentación de agua de la caldera consiste en el circuito que alimenta el agua para la producción de vapor. Esta agua proviene de condensados y de reposición (agua de la red pública) que debe tratarse para eliminar las sales y otras sustancias disueltas que provocan problemas de corrosión e incrustaciones en los tubos de la caldera.
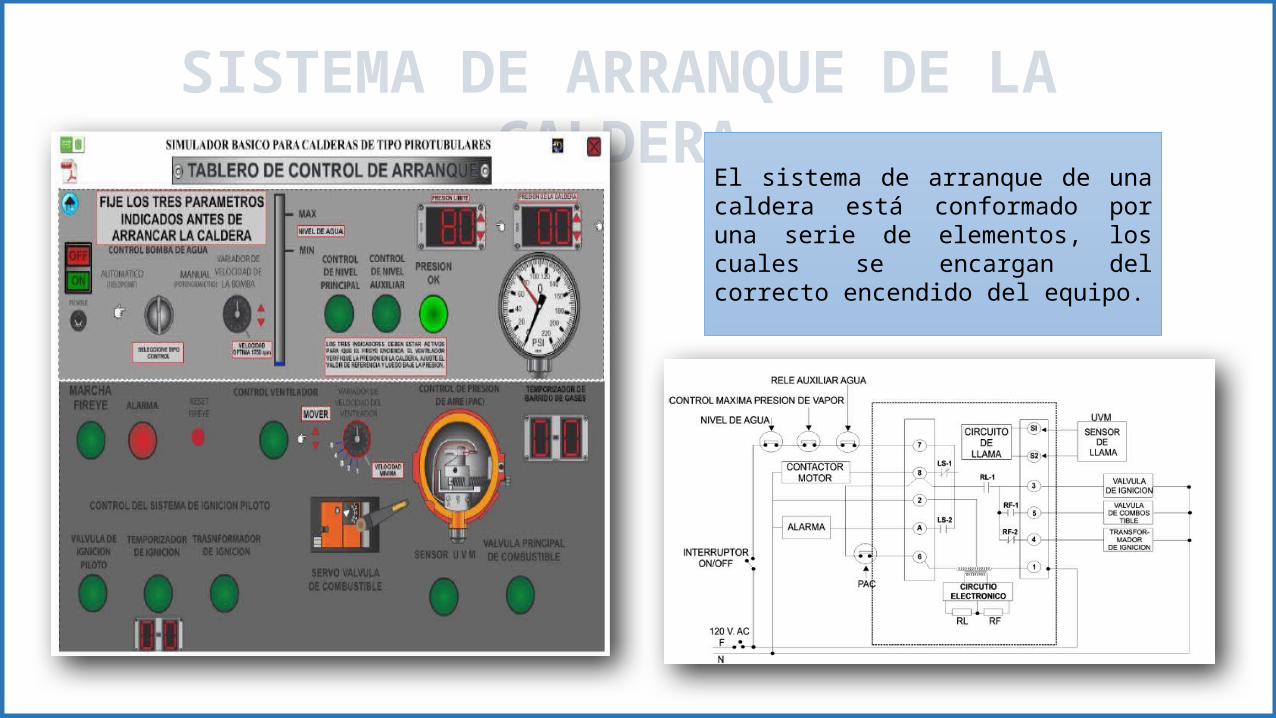
SISTEMA DE ARRANQUE DE LA CALDERA
El sistema de arranque de una caldera está conformado por una serie de elementos, los cuales se encargan del correcto encendido del equipo.
SISTEMA DE COMBUSTIÓN
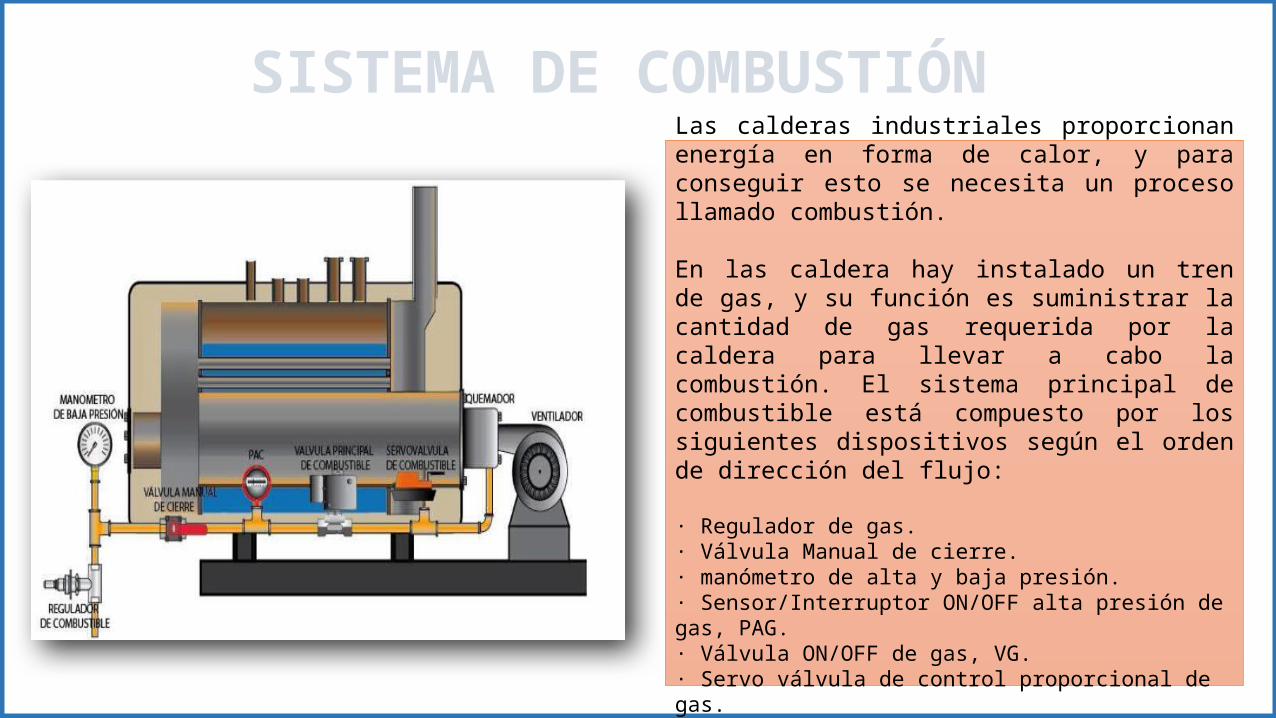
Las calderas industriales proporcionan energía en forma de calor, y para conseguir esto se necesita un proceso llamado combustión.
En las caldera hay instalado un tren de gas, y su función es suministrar la cantidad de gas requerida por la caldera para llevar a cabo la combustión. El sistema principal de combustible está compuesto por los siguientes dispositivos según el orden de dirección del flujo:
· Regulador de gas.· Válvula Manual de cierre.· manómetro de alta y baja presión.· Sensor/Interruptor ON/OFF alta presión de gas, PAG.· Válvula ON/OFF de gas, VG.· Servo válvula de control proporcional de gas.

ELEMENTOS DEL SISTEMA DE COMBUSTIÓN
SISTEMA DE GENERACIÓN DE VAPOR
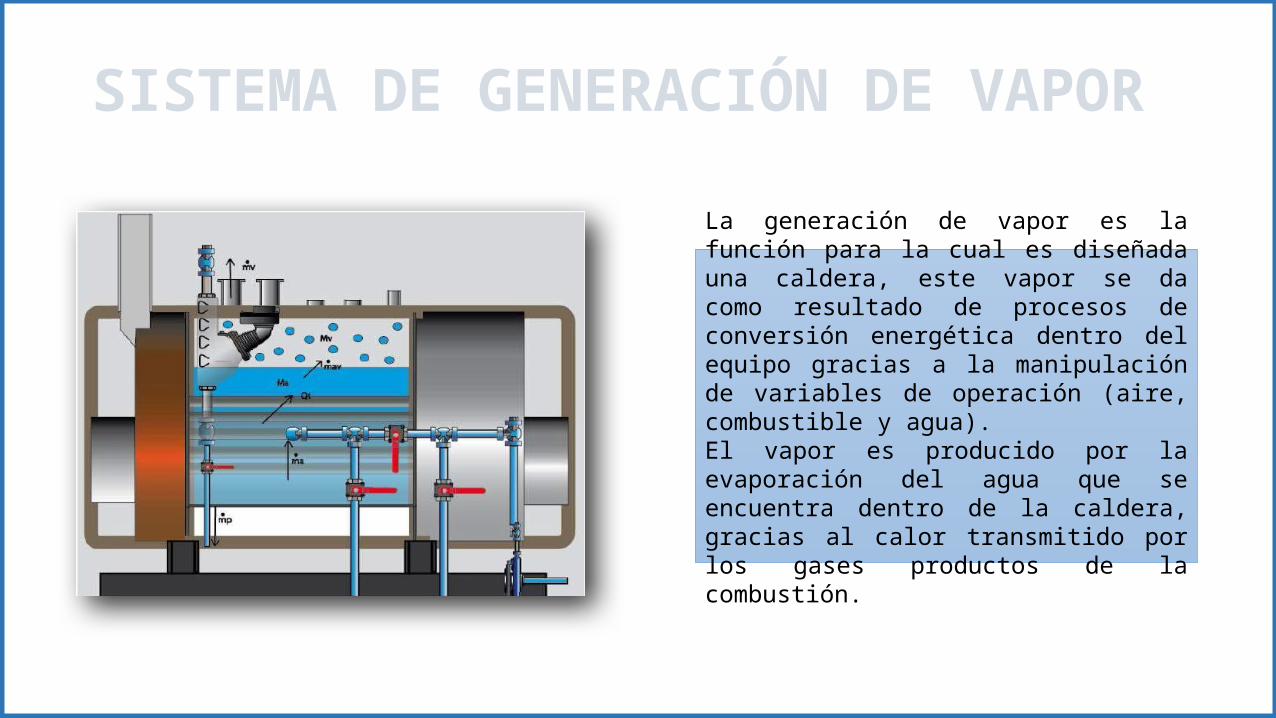
La generación de vapor es la función para la cual es diseñada una caldera, este vapor se da como resultado de procesos de conversión energética dentro del equipo gracias a la manipulación de variables de operación (aire, combustible y agua).El vapor es producido por la evaporación del agua que se encuentra dentro de la caldera, gracias al calor transmitido por los gases productos de la combustión.
PRUEBAS DE SEGURIDAD PARA OBTENER UN BUEN RENDIMIENTO
EN LA OPERACIÓN DE UNA CALDERA
APAGADO NORMAL DE LA CALDERA
Todas las operaciones de mantenimiento que se realicen sobre una caldera deben ser realizadas cuando está se encuentra apagada, de esta manera se pueden evitar daños graves en su estructura, equipos auxiliares, pérdidas de energía, riesgos operacionales, accidentes, perturbaciones a la salud, impacto ambiental y otros.
APAGADO DE EMERGENCIA DE LA CALDERA
El apagado por emergencia se hace con el fin de evitar accidentes en personas y equipos cuando existe un riesgo, anomalía o peligro. Es un procedimiento operacional que pone fuera de servicio el equipo cuando se presenta un problema operacional o cuando se presenta una falla en el equipo. La apagada que ocurre por acción del programador, es ordenada por el operador, automáticamente, o manualmente desde el tablero de control por un problema operacional o del equipo.
¿Dónde se hace?Se realiza en el circuito agua- vapor de la caldera. ¿Dónde se hace?Se realiza en el circuito agua- vapor de la caldera. ¿Cómo se hace?Presionando la caldera con agua fría 1.5 veces la presión de diseño de la caldera. ¿Cuándo se hace? 1. Cada vez que sale a inspección general una caldera. 2. Cada vez que se repare(n) o cambie(n) tubo(s) en la caldera. 3. Una vez se cumpla el programa de inspección y reparación de las tuberías. 4. Cada vez que se haga una limpieza química. ¿Cómo se hace?Presionando la caldera con agua fría 1.5 veces la presión de diseño de la caldera. ¿Cuándo se hace? 1. Cada vez que sale a inspección general una caldera. 2. Cada vez que se repare(n) o cambie(n) tubo(s) en la caldera. 3. Una vez se cumpla el programa de inspección y reparación de las tuberías. 4. Cada vez que se haga una limpieza química.
PRUEBA HIDROSTÁTICAEs un procedimiento operacional que permite verificar la resistencia mecánica de una caldera sometida a un esfuerzo por alta presión. Esta prueba se realiza debido a que en el proceso de reparación pueden quedar poros, grietas, abombamientos en las partes de la caldera sometidas a presión.
¿Dónde se hace?Se realiza en el circuito agua- vapor de la caldera.
¿Cómo se hace?
Presionando la caldera con agua fría 1.5 veces la presión de diseño de la caldera.
¿Cuándo se hace?
1. Cada vez que sale a inspección general una caldera. 2. Cada vez que se repare(n) o cambie(n) tubo(s) en la caldera. 3. Una vez se cumpla el programa de inspección y reparación de las tuberías. 4. Cada vez que se haga una limpieza química.
¿Dónde se hace?Se realiza en el circuito agua- vapor de la caldera. ¿Dónde se hace?Se realiza en el circuito agua- vapor de la caldera. ¿Cómo se hace?Presionando la caldera con agua fría 1.5 veces la presión de diseño de la caldera. ¿Cuándo se hace? 1. Cada vez que sale a inspección general una caldera. 2. Cada vez que se repare(n) o cambie(n) tubo(s) en la caldera. 3. Una vez se cumpla el programa de inspección y reparación de las tuberías. 4. Cada vez que se haga una limpieza química. ¿Cómo se hace?Presionando la caldera con agua fría 1.5 veces la presión de diseño de la caldera. ¿Cuándo se hace? 1. Cada vez que sale a inspección general una caldera. 2. Cada vez que se repare(n) o cambie(n) tubo(s) en la caldera. 3. Una vez se cumpla el programa de inspección y reparación de las tuberías. 4. Cada vez que se haga una limpieza química.
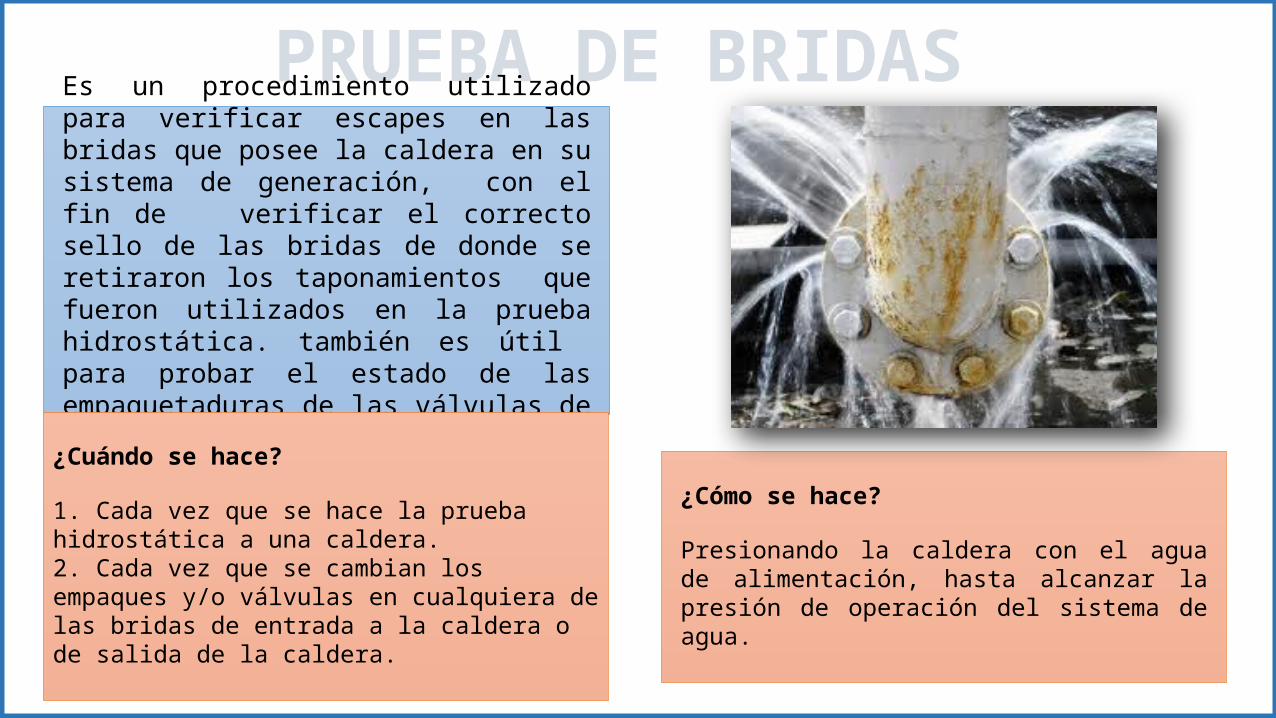
PRUEBA DE BRIDASEs un procedimiento utilizado para verificar escapes en las bridas que posee la caldera en su sistema de generación, con el fin de verificar el correcto sello de las bridas de donde se retiraron los taponamientos que fueron utilizados en la prueba hidrostática. también es útil para probar el estado de las empaquetaduras de las válvulas de entrada y salida a la caldera.
¿Cómo se hace?
Presionando la caldera con el agua de alimentación, hasta alcanzar la presión de operación del sistema de agua.
¿Cuándo se hace?
1. Cada vez que se hace la prueba hidrostática a una caldera. 2. Cada vez que se cambian los empaques y/o válvulas en cualquiera de las bridas de entrada a la caldera o de salida de la caldera.
¿Dónde se hace?Se realiza en el circuito agua- vapor de la caldera. ¿Dónde se hace?Se realiza en el circuito agua- vapor de la caldera. ¿Cómo se hace?Presionando la caldera con agua fría 1.5 veces la presión de diseño de la caldera. ¿Cuándo se hace? 1. Cada vez que sale a inspección general una caldera. 2. Cada vez que se repare(n) o cambie(n) tubo(s) en la caldera. 3. Una vez se cumpla el programa de inspección y reparación de las tuberías. 4. Cada vez que se haga una limpieza química. ¿Cómo se hace?Presionando la caldera con agua fría 1.5 veces la presión de diseño de la caldera. ¿Cuándo se hace? 1. Cada vez que sale a inspección general una caldera. 2. Cada vez que se repare(n) o cambie(n) tubo(s) en la caldera. 3. Una vez se cumpla el programa de inspección y reparación de las tuberías. 4. Cada vez que se haga una limpieza química.
PRUEBA JABONOSAEs un procedimiento que permite verificar hermeticidad en equipos que manejan gases a baja presión y se hace para eliminar riesgos de explosión, incendios y/o ruidos que ocasionan los escapes. Esta prueba es realizada debido a que en el proceso de montaje y/o mantenimiento pueden quedar fallas que originan posteriores escapes.
¿Cómo se hace?
Aplicando una solución jabonosa a la superficie objeto de la prueba.
¿Dónde se hace?
Se realiza en bridas, juntas de expansión y empaques de las válvulas
¿Cuándo se hace?
1. Cada vez que la caldera sale de una reparación general. 2. Cada vez que se reparan los anillos de gas, justas de expansión y bridas. 3. En operación, para detectar escapes en las bridas.

¿Dónde se hace?Se realiza en el circuito agua- vapor de la caldera. ¿Dónde se hace?Se realiza en el circuito agua- vapor de la caldera. ¿Cómo se hace?Presionando la caldera con agua fría 1.5 veces la presión de diseño de la caldera. ¿Cuándo se hace? 1. Cada vez que sale a inspección general una caldera. 2. Cada vez que se repare(n) o cambie(n) tubo(s) en la caldera. 3. Una vez se cumpla el programa de inspección y reparación de las tuberías. 4. Cada vez que se haga una limpieza química. ¿Cómo se hace?Presionando la caldera con agua fría 1.5 veces la presión de diseño de la caldera. ¿Cuándo se hace? 1. Cada vez que sale a inspección general una caldera. 2. Cada vez que se repare(n) o cambie(n) tubo(s) en la caldera. 3. Una vez se cumpla el programa de inspección y reparación de las tuberías. 4. Cada vez que se haga una limpieza química.
LAVADO DE LA CALDERAEs una limpieza realizada a las superficies interiores de la caldera, con una solución ácida la cual remueve la suciedad de materia inorgánica y orgánica adherida en la parte interna de las tuberías. Es recomendable realizar un lavado ácido de la caldera porque estos depósitos dificultan la transferencia del calor, haciendo perder la eficiencia de la caldera o en casos más severos generando puntos calientes en la tubería.
¿Cuándo se hace?
En una reparación después de hacer la evaluación cualitativa y cuantitativa de los depósitos.
Elementos de seguridad
1. Elementos de protección personal. 2. Tener conocimiento de la toxicología de los productos que se van a manejar. 3. Se debe instruir al personal sobre los riesgos al manejar productos químicos.
¿Dónde se hace?Se realiza en el circuito agua- vapor de la caldera. ¿Dónde se hace?Se realiza en el circuito agua- vapor de la caldera. ¿Cómo se hace?Presionando la caldera con agua fría 1.5 veces la presión de diseño de la caldera. ¿Cuándo se hace? 1. Cada vez que sale a inspección general una caldera. 2. Cada vez que se repare(n) o cambie(n) tubo(s) en la caldera. 3. Una vez se cumpla el programa de inspección y reparación de las tuberías. 4. Cada vez que se haga una limpieza química. ¿Cómo se hace?Presionando la caldera con agua fría 1.5 veces la presión de diseño de la caldera. ¿Cuándo se hace? 1. Cada vez que sale a inspección general una caldera. 2. Cada vez que se repare(n) o cambie(n) tubo(s) en la caldera. 3. Una vez se cumpla el programa de inspección y reparación de las tuberías. 4. Cada vez que se haga una limpieza química.
OTRAS PRUEBASSe deben revisar los elementos de protección de nivel (alarmas por alto o bajo nivel), las válvulas de seguridad, los ventiladores, limpiar los quemadores y vigilar el estado todos los demás elementos que permiten el buen funcionamiento de la caldera.
Además también se debe tener presente que siempre se debe purgar la caldera antes de que esta entre en operación
EVALUACIÓN DEINTEGRIDAD DE UNA
CALDERA
¿QUÉ ES?La evaluación de la integridad comprende un proceso de diagnóstico que permite determinar en qué condiciones metal-mecánicas se encuentran los equipos y los componentes de estos que operan a determinadas condiciones.
Para implantar planes que permitan mejoras asociadas a: la extensión de la vida útil de un sistema más allá de su vida de diseño residual, el reemplazo de componentes expuestos a daños, la introducción de modificaciones a un sistema ya existente y a satisfacer legislaciones de seguridad.
¿PARA QUÉ SIRVE?
No hay una ley general que defina cuando se debe hacer la primer evaluación de
integridad a un equipo pero se puede tomar como referencia las siguientes
condiciones:
En el 80% de la vida de diseño de los equipos siempre y cuando hayan sido
operados en condiciones normales.
80.000 horas de servicio continuo en equipos que no consideren una vida útil
finita, donde los materiales hayan sido continuamente expuestos a temperaturas
superiores a los límites presentados en la siguiente tabla.RODRIGUEZ, Gonzalo. Calderas Industriales. Tratado práctico Operacional.
¿CUÁNDO SE HACE?

MATERIAL TEMPERATURA [°C]
Aceros al carbón 400
Aceros ½ Mo 420
Aceros de baja aleación Cr-Mo, Cr-Mo-V 500
Aceros inoxidables austeníticos 550
¿CUÁNDO SE HACE?
Fuente: RODRIGUEZ, Gonzalo. Calderas Industriales. Tratado práctico Operacional.
DIAGNÓSTICO DE LA CALDERA
VARIABLES A MEDIRPresión: Mediante manómetros calibrados localizados en las tuberías del agua de alimentación y vapor generado.
Temperatura: Es necesario contar con termómetros calibrados para tomar la temperatura de: agua de alimentación, vapor generado, combustibles, gases de combustión, aire ambiente y vapor de atomización.
http://www.leer-mas.com/lallave/news47/img/caldera_tablero.jpg
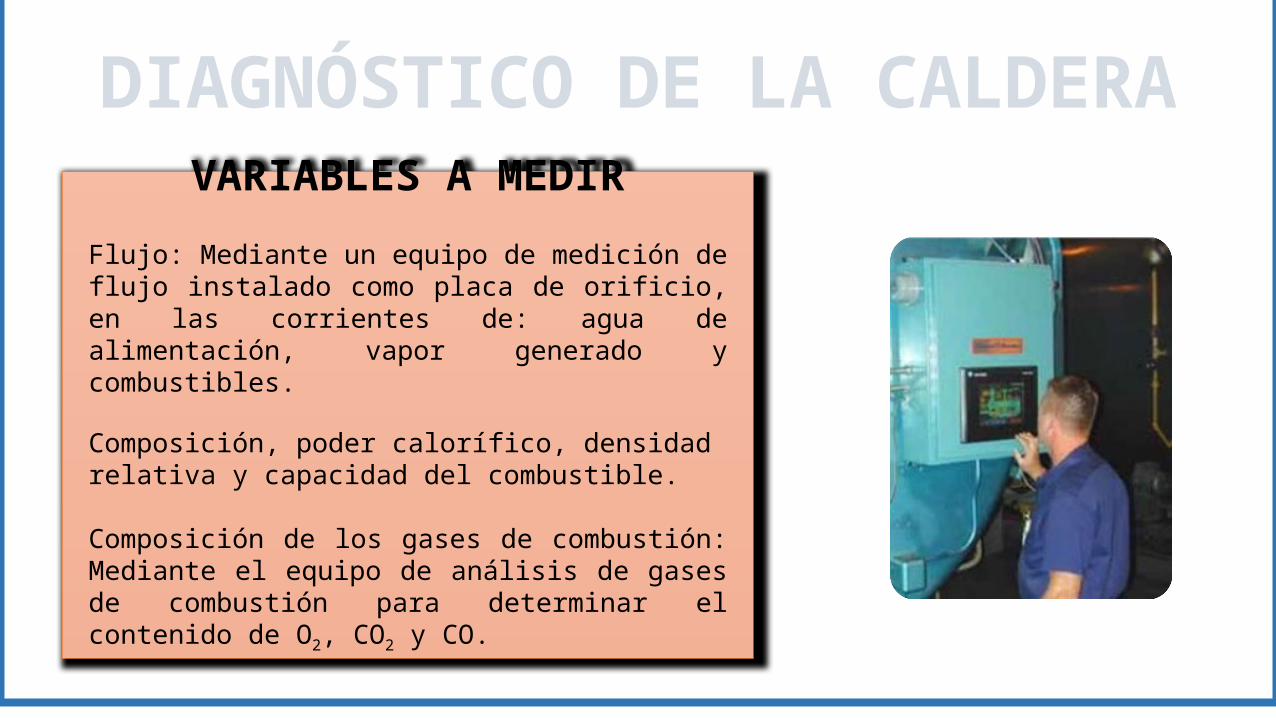
DIAGNÓSTICO DE LA CALDERA
VARIABLES A MEDIR
Flujo: Mediante un equipo de medición de flujo instalado como placa de orificio, en las corrientes de: agua de alimentación, vapor generado y combustibles.
Composición, poder calorífico, densidad relativa y capacidad del combustible.
Composición de los gases de combustión: Mediante el equipo de análisis de gases de combustión para determinar el contenido de O2, CO2 y CO.
DIAGNÓSTICO DE LA CALDERA
INFORMACIÓN GENERAL
- Número de caldera.- Condiciones de operación.- Datos de la caldera.- Uso de vapor generado.- Costos de agua de alimentación,
retorno de condensados, vapor generado y combustibles.
- Datos en campo.
INFORMACIÓN DETALLADA
- Localización e integración de documentos de diseño.
- Integración de parámetros de operación.

FALLAS EN
CALDERAS
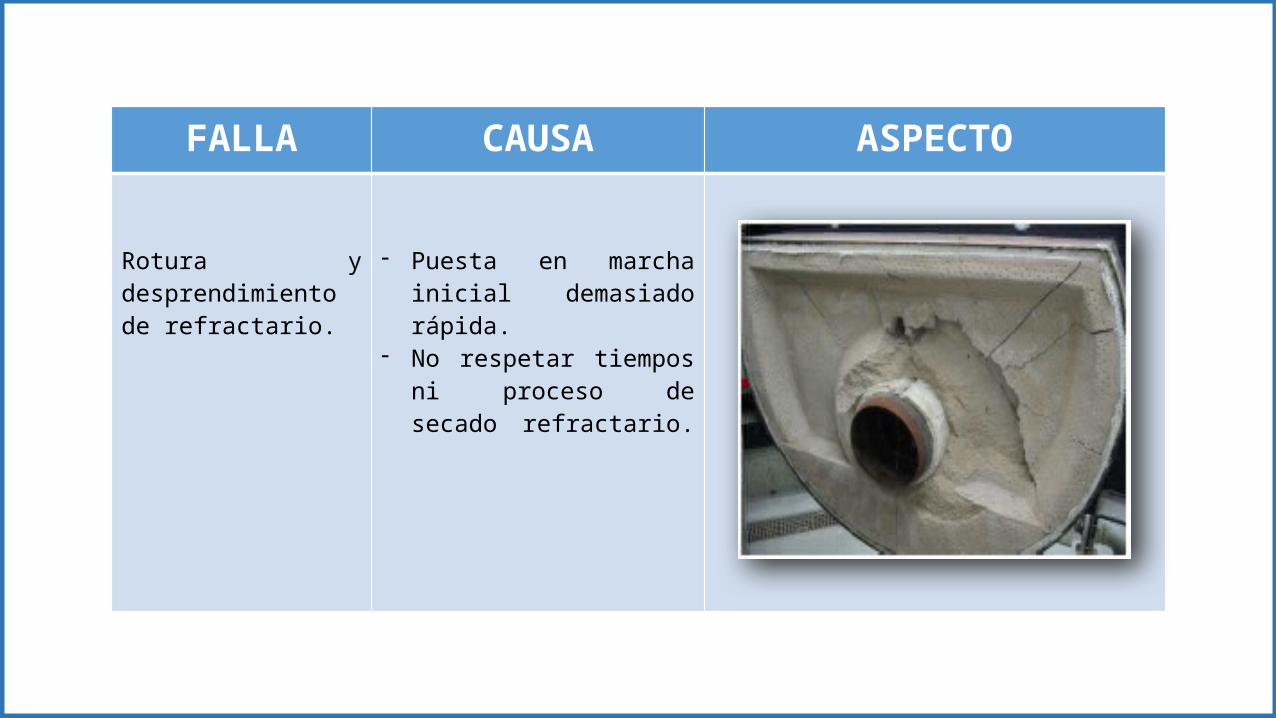
FALLA CAUSA ASPECTO
Rotura y desprendimiento de refractario.
- Puesta en marcha inicial demasiado rápida.
- No respetar tiempos ni proceso de secado refractario.
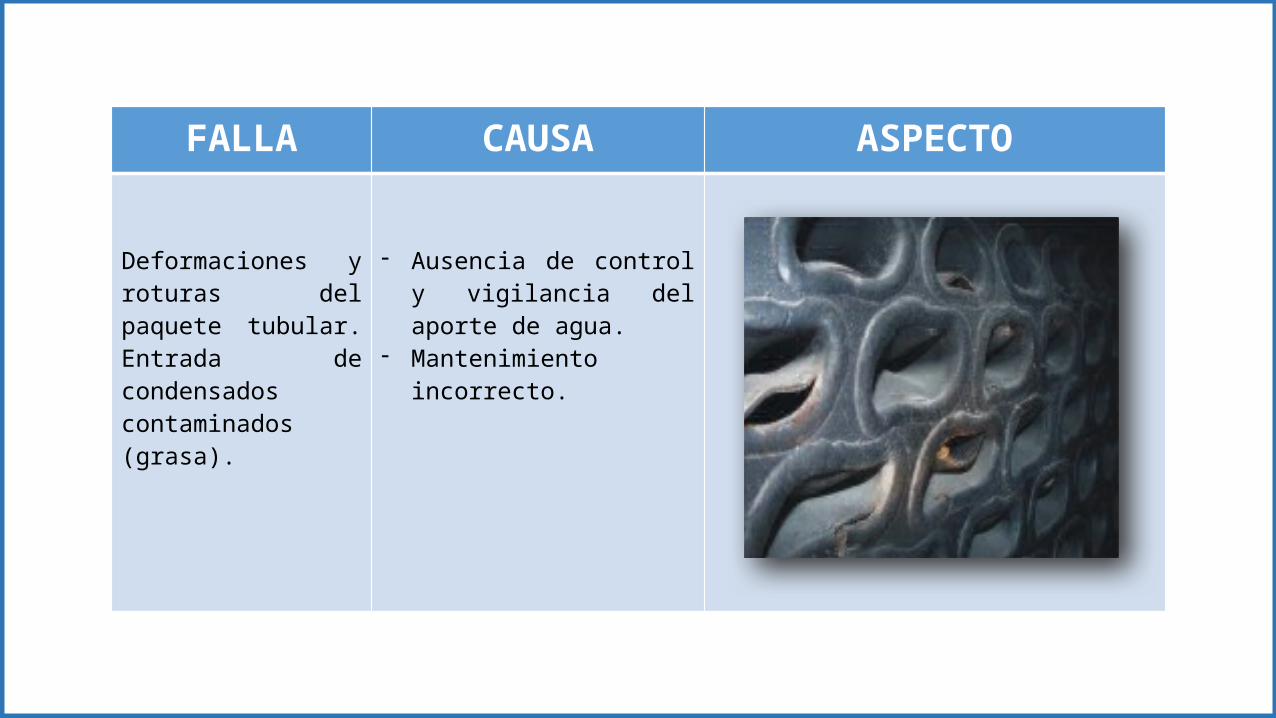
FALLA CAUSA ASPECTO
Deformaciones y roturas del paquete tubular. Entrada de condensados contaminados (grasa).
- Ausencia de control y vigilancia del aporte de agua.
- Mantenimiento incorrecto.
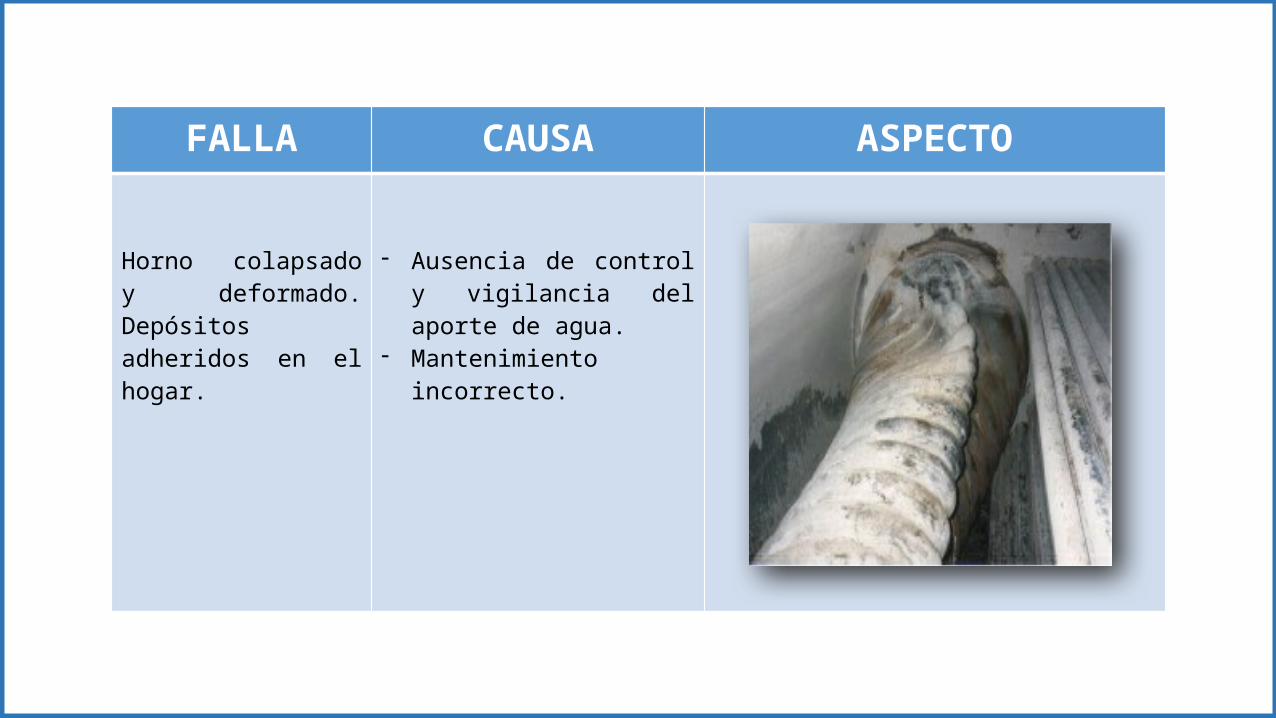
FALLA CAUSA ASPECTO
Horno colapsado y deformado. Depósitos adheridos en el hogar.
- Ausencia de control y vigilancia del aporte de agua.
- Mantenimiento incorrecto.
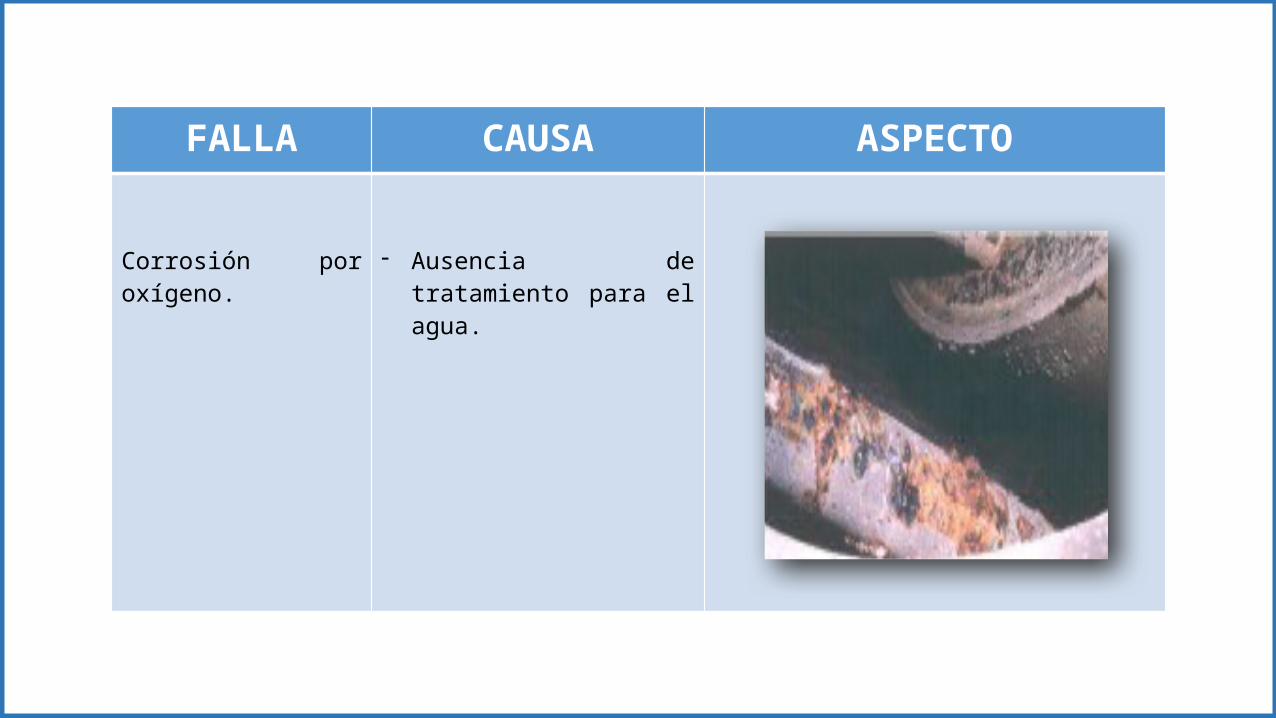
FALLA CAUSA ASPECTO
Corrosión por oxígeno.
- Ausencia de tratamiento para el agua.

FALLA CAUSA ASPECTO
Deformaciones y roturas del paquete tubular. Entrada de condensados contaminados (grasa).
- Sobrecalentamiento de corta duración.
- Sobrecalentamiento de larga duración.
- Por fatiga.

FALLA CAUSA ASPECTO
Corrosión por ácido carbónico.
- Ausencia de tratamiento para el agua.

CONSIDERACIONES GENERALES- Tener presente que para los materiales empleados en la construcción de calderas las
normas normalmente les fijan un valor máximo de dureza, lo cual es importante
respetar para prevenir todas las formas de corrosión y en especial el agrietamiento por
corrosión – esfuerzo (SCC) y la corrosión- fatiga.
- Durante la construcción y en las reparaciones por soldadura hay que asegurarse que
las juntas y las zonas afectadas por el calor queden con durezas que no sobrepasen
los límites de las normas respectivas.
- Limpiezas periódicas de las tuberías (químicas y mecánicas) evitarán la formación de
depósitos y/o capas oxidadas gruesas, minimizando así la ocurrencia de
sobrecalentamientos.
CONSIDERACIONES GENERALES
- Procedimientos adecuados de arranque y parada de las calderas, asegurarán que no se
sobrecarguen generando sobrecalentamientos ni que ingrese al sistema air atmosférico
que pueda acelerar los procesos de corrosión u oxidación.
- Un tratamiento adecuado del agua de alimentación y del combustible, con buen control
de la cantidad de aire de combustión, minimizarán las ratas de corrosión u oxidación tanto
en el lado de fuegos como de aguas, así mismo se minimizará la aparición de vibraciones
en las tuberías, esfuerzos residuales y/o esfuerzos térmicos, bajando así la probabilidad
del agrietamiento por fatiga.
CONSIDERACIONES GENERALES
- Un correcto diseño de la caldera minimizará la aparición de vibraciones en las tuberías,
esfuerzos residuales y/o esfuerzos térmicos, bajando así la probabilidad del agrietamiento
por fatiga.
- En las zonas en que se prevea desde diseño que la erosión por parte de las cenizas
pueda ser importante, se pueden proteger las tuberías por chaquetas
RIESGOSEN
CALDERAS
Pérdidas humanas y/o lesiones personales.
Pérdidas materiales de enorme cuantía, donde se consideran
daños a edificaciones, equipos, tableros de control; centros
de cómputo, materias primas, material en proceso,
instalaciones industriales, entre otros.
Suspensión o descenso en los niveles de las ventas.
Retrasos en la entrega de despachos.
Costos ocultos asociados a la pérdida de imagen.
Costos ocultos asociados a restitución y puesta en marcha de
la línea de producción.

MANTENIMIENTOPREVENTIVO

OBJETO DEL MANTENIMIENTO PREVENTIVO
La implantación de un mantenimiento preventivo y las operaciones
asociadas a él, harán frente a los riesgos que conllevan un mal
funcionamiento o una falta de prestación de servicio de las calderas.
BENEFICIOS DEL MANTENIMIENTO PREVENTIVO
• Optimizar los procesos productivos.
• Reducción de los costos directos e indirectos ocasionados por las fallas y las paradas.
• Conseguir la máxima vida útil de la caldera y los equipos asociados a ella.
• Reducción de los tiempos de parada.
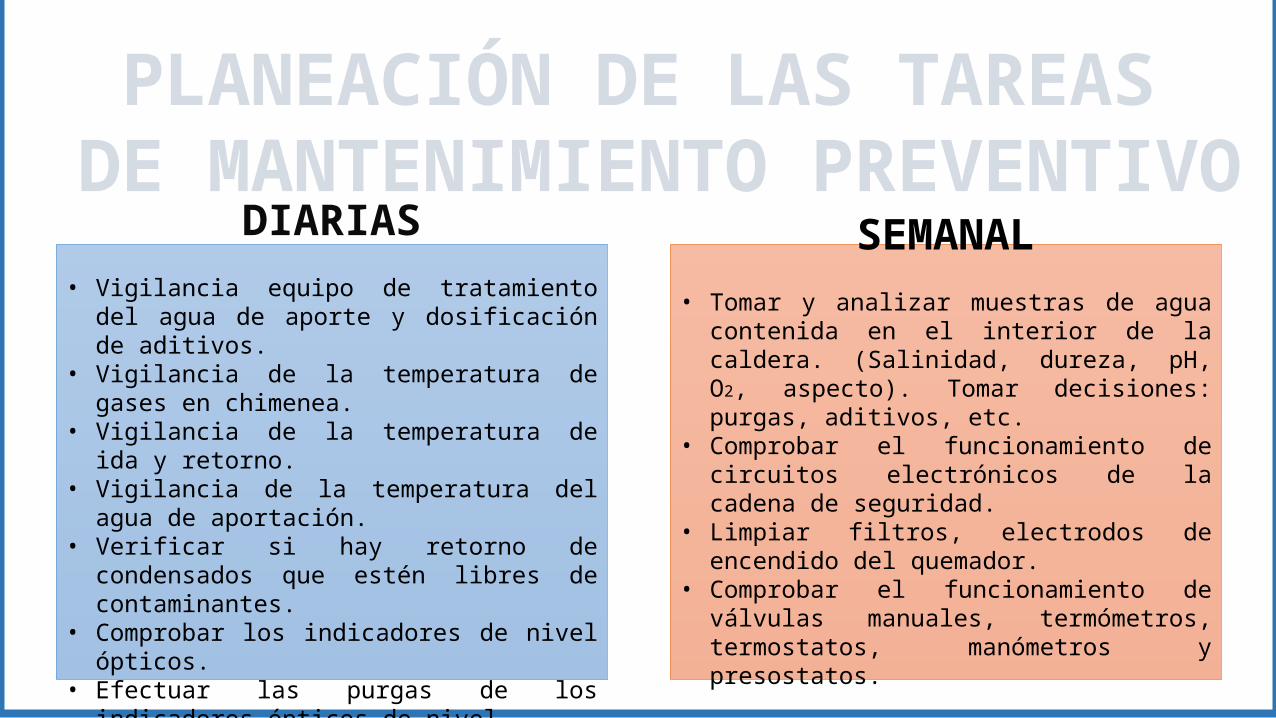
PLANEACIÓN DE LAS TAREAS DE MANTENIMIENTO PREVENTIVO
DIARIAS• Vigilancia equipo de tratamiento del agua de
aporte y dosificación de aditivos.• Vigilancia de la temperatura de gases en
chimenea.• Vigilancia de la temperatura de ida y retorno.• Vigilancia de la temperatura del agua de
aportación.• Verificar si hay retorno de condensados que
estén libres de contaminantes.• Comprobar los indicadores de nivel ópticos.• Efectuar las purgas de los indicadores ópticos
de nivel.
SEMANAL• Tomar y analizar muestras de agua contenida
en el interior de la caldera. (Salinidad, dureza, pH, O2, aspecto). Tomar decisiones: purgas, aditivos, etc.
• Comprobar el funcionamiento de circuitos electrónicos de la cadena de seguridad.
• Limpiar filtros, electrodos de encendido del quemador.
• Comprobar el funcionamiento de válvulas manuales, termómetros, termostatos, manómetros y presostatos.
PLANEACIÓN DE LAS TAREAS DE MANTENIMIENTO PREVENTIVO
MENSUAL• Probar el funcionamiento de equipos y accesorios
del quemador. (Elementos de mando, dispositivo de cierre de combustible, indicador de presión de combustible, control de llama, cierre de seguridad).
• Probar el funcionamiento del paro con el interruptor de emergencia.
• Probar las bombas de circulación o alimentación del agua.
• Verificar los elementos del cuadro eléctrico de maniobra y control: automatismos y seguridad.
• Analizar gases y ajustar la combustión.
SEMESTRAL• Hacer la limpieza de tubos de humos
eliminando hollines.• Comprobar el estado de las partes que tienen
refractario: la boca de acoplamiento del quemador, tapón de registro, acceso al hogar, entre otras.
PLANEACIÓN DE LAS TAREAS DE MANTENIMIENTO PREVENTIVO
ANUAL• Realizar una inspección en frío: la caldera se
para y se procede a la apertura de todos los registros en el lado agua y gases. Además se hace la limpieza del lado agua eliminando incrustaciones y sedimentos.
• Comprobar los elementos de seguridad que actúan sobre la presión, temperatura y nivel.
• Comprobar el estado de las uniones soldadas entre tubos de humo y hogar con las placas delantera y trasera.
ANUAL• Realizar una medición de espesores por
ultrasonidos en las partes que conforman el cuerpo a presión de la caldera.
• Sustituir las juntas de los registros o elementos desmontados.
• Limpiar o rectificar los asientos.• Inspeccionar si hay corrosión y evaluar el
tratamiento de agua.• Realizar una prueba de presión en frío, realizar
una prueba de funcionamiento con quemador en marcha, forzando el disparo y la actuación de los equipos de seguridad.

NORMATIVA
PRUEBAS Y MANTENIMIENTO
Debido a que el funcionamiento efectivo de los equipos depende de su habilidad para responder a cambios repentinos, es necesario establecer un programa de mantenimiento sistemático y minucioso
a) Se establecerá un horario para la inspección y el mantenimiento basado por lo menos en la periodicidad requerida por el fabricante del equipo.
b) Se debe verificar periódicamente la operatividad y los puntos de ajuste de todos los equipos. Estos resultados deben ser registrados en las hojas de seguimiento de la caldera o los formatos que se usen en cada empresa.
c) Se debe avisar al responsable de la caldera si se encuentra algún defecto o se produce algún daño y estos deben ser corregidos inmediatamente.
d) Durante la puesta en marcha en operación inicial se debe hacer una inspección frecuente, ajustes y limpieza, para asegurarse de que los dispositivos están funcionando como se había previsto y para asegurarse que se encuentran en una condición de funcionamiento fiable.
LA FAMILIARIDAD CON EQUIPOS Y FUNCIONAMIENTO
Los encargados de hacer las inspecciones y pruebas deben ser entrenados y
familiarizados con todos los procedimientos de operación y el funcionamiento de los
equipos, ya que deben estar en capacidad de determinar si el equipo está en una buena
condición de operación, para la que haya sido diseñado. Además debe conocer las
precauciones que debe tomar cuando se opera esta máquina y cumplir con los requisitos
impuestos por la autoridad competente.
MANTENIMIENTO PERIÓDICO Y PRUEBAS
El dueño o el usuario de la caldera deben desarrollar y mantener un sistema formal de
mantenimiento periódico preventivo además de un sistema de inspección constante. Se
llevarán a cabo pruebas sobre una base regular y los resultados se registrarán en unos
formatos específicos de mantenimiento. Se deben seguir las instrucciones del fabricante. En el
apéndice D se encuentra una lista de verificación recomendada, aunque debido a la variedad
de equipos y modos de operación, los propietarios y los usuarios deberán proporcionar una
lista detallada para el uso del operador de acuerdo con la caldera, la unidad de aceites, el
quemador y el control, de acurdo a las instrucciones dadas por el fabricante del dispositivo.