mangas canusa
2
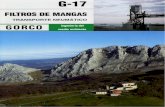
Part No. 99060.088 CANUSA TIENE REGISTRO ISO . ISO 9001:2000 Guia de Instalación Dimensión del Sobrepuesto Diámetro Nominal de la tubería < 450mm Sobrepuesto de 50mm Diámetro Nominal de la tubería > 450mm Sobrepuesto de 100mm Dimensiones de la holgura entre la manga y el tubo Diámetro Nominal de la tubería < 400mm 65mm> Diámetro Nominal de la tubería > 400mm 75mm> Holgura de Holgura de Cortes de Esquina Diámetro Nominal de la tubería < 400mm -40mm, -20mm Diámetro Nominal de la tubería > 400mm -80mm, -40mm A B A B Guía de Seguridad y Almacenamiento Descripción del Producto 1 Para garantizar un máximo desempeño, almacenar los productos Canusa en áreas secas y bien ventiladas. Mantener los productos en sus cartones originales y sellados evitando exponerlos directamente a la luz solar, lluvia, nieve, polvo u otros elementos adversos del medio ambiente. Evite almacenamiento prolongado en temperaturas sobre 35°C (95°F) o más bajas de -20°C (-4°F). Este producto debe de instalarse observando las leyes de salud y seguridad local. Sistema multicapa para protección anticorrosiva de uniones soldadas en tuberías de alta temperatura de operación revestidas con polipropileno GTS-HT-PP Lista de Equipos Soplete con tanque de propano, manguera y regulador de presión, herramientas apropiadas para la abrasión de la superficie, esponjas para aplicar el epóxico, cuchillas, marcadores, rodillos, trapos y solvente aprobado por Canusa para limpiar la superficie, termómetro digital con sonda apropiada, equipo de protección: guantes, sombrero y gafas de seguridad, etc. 3 Solvente Intensidad de la Flama y Potencia del Soplete 5 Utilizar flama de intensidad alta para precalentar y flama de intensidad baja para encoger la manga. Utilizar flama de intensidad alta para precalentar y flama de intensidad baja paraencoger la manga.encoger la manga. Diámetro externo del tubo . <450mm (18") Diámetro externo del tubo >450mm (18") Potencia mínima del soplete:150,000 BTU/hr. Potencia mínima del soplete:300,000 BTU/hr. Las instrucciones de instalación aquí proporcionadas tienen la intención de servir como una guía para productos de uso corriente. Consulte a su representante Canusa para aplicaciones especiales y específicas de su proyecto. Como guía, cortar los largos que se requieren del material en rollo para las mangas (L) y para los Cierres (W) como sigue: Asegurar que la manga y el Cierre no estén dañados ni contaminados. Cortar las esquinas como se indica, A y B. L = circunferencia de la tubería revestida + dimensión del sobrepuesto + dimensión de la holgura W = Ancho de la Manga 4 Guía para la Preparación del Producto B Ancho del Corte de Esquina W Ancho de la Manga W = 450mm Ancho de la Manga CIERRE Sobrepuesto Largo del corte de Esquina A Por debajo Por encima Manga Cortada L Rollo al por mayor Cierre CLH 2 Típicamente, el ancho de la manga es de 450mm CANUSA -CPS GTS-HT-PP se distribuye en rollos o en mangas ya precortadas. Los Cierres CLH se proveen en rollos o ya precortados. También se provee Canusa "N Adhesive" en rollos y el “P-Epoxy/Primer”. El sistema puede ser completado aplicando, primero y directamente al acero, una capa anticorrosiva de “epoxy primer”. Preparación de la Superficie Limpiar el acero expuesto y el revestimiento adyacente al tubo con un solvente de limpieza para remover la presencia de aceite, grasa y cualquier otra contaminación. Solvente 6 Limpiar, o soplar, bien el acero al desnudo y el revestimiento de la tubería que está adyacente para remover partículas de contaminación. 8 Asegurar que el tubo esté seco antes de efectuar la limpieza. Asegurar que los extremos del revestimiento principal PP estén biselados un 15º en relación a la horizontal. Limpiar el área de la soldadura con un arenado hasta obtener el metal cerca al blanco o su equivalente (SIS Sa 2 ½ ó SSPC SP 10). Inmediatamente antes de la aplicación, arenar/desgastar ligeramente el revestimiento de la tubería adyacente al área del metal expuesto (a cada lado del ancho de la manga), equivalente a una distancia de 25mm (1”). El máximo total del “cutback” es de 300mm (12”). 7 450mm Ancho de la manga SIS Sa 2½ Metal cerca al blanco SSPC SP 10 Biselar el revestimiento a 15º Precalentamiento 195°C Area de la Unión REVEST - IMIENTO Protector Térmico “Cutback” total 50mm + Ancho de Manga + 50mm Ancho de Manga Concentración del Protector Térmico Protector Térmico Calentar el adhesivo de la manga que inicialmente va a ser aplicado al tubo cerca de 150mm (6”) a partir del extremo hasta que el mismo quede brillante. 11 Instalación de la Manga Instalación del “N-Adhesive” 9 Remover los “Heat Shields” Canusa. Desprender la capa protectora del “N-Adhesive” Canusa y aplicarlo circunferencialmente a los dos lados del “cutback”, de manera que la lateral de la banda con adhesivo quede ubicada 1” de la extremidad del revestimiento biselado. Sobreponer el final de la tira adhesiva 25 mm. 10 Sobrepuesto de 25mm “N-Adhesive” Utilizar escudos de protección térmica, “Heat Shields” Canusa, para proteger el revestimiento principal PP del calor excesivo. Porque el calor se concentra en el “cutback”, los “Heat Shields” Canusa reducen también el tiempo para precalentar la superficie. Utilizar un horno de inducción o un soplete adecuado para precalentar el área de la unión a un mínimo de 195°C. Utilizar un pirómetro de contacto para verificar que la temperatura alcanzada es la correcta. Para diámetros de tubería mayores de 30”, deberá de utilizarse un horno de inducción. REVEST- IMIENTO
-
Upload
leonciomavarez -
Category
Documents
-
view
343 -
download
4
Transcript of mangas canusa

Part No. 99060.088CANUSA TIENE REGISTRO ISO .ISO 9001:2000
Guia de Instalación
Dimensión del Sobrepuesto
Diámetro Nominal dela tubería < 450mm
Sobrepuesto de 50mm
Diámetro Nominal de latubería > 450mm
Sobrepuesto de 100mm
Dimensiones de la holguraentre la manga y el tubo
Diámetro Nominal de latubería < 400mm
65mm>
Diámetro Nominal de latubería > 400mm
75mm>
Holgura de
Holgura de
Cortes de EsquinaDiámetro Nominal
de la tubería < 400mm-40mm, -20mm
Diámetro Nominalde la tubería > 400mm
-80mm, -40mm
A B
A B
Guía de Seguridad yAlmacenamientoDescripción del Producto
1 Para garantizar un máximo desempeño,almacenar los productos Canusa en áreas secasy bien ventiladas. Mantener los productos en suscartones originales y sellados evitandoexponerlos directamente a la luz solar, lluvia,nieve, polvo u otros elementos adversos delmedio ambiente. Evite almacenamientoprolongado en temperaturas sobre 35°C (95°F) omás bajas de -20°C (-4°F). Este producto debede instalarse observando las leyes de salud yseguridad local.
Sistema multicapa para protección anticorrosiva de uniones soldadas en tuberías de alta temperaturade operación revestidas con polipropileno
GTS-HT-PP
Lista de Equipos
Soplete con tanque de propano, manguera y regulador de presión,herramientas apropiadas para la abrasión de la superficie, esponjaspara aplicar el epóxico, cuchillas, marcadores, rodillos, trapos ysolvente aprobado por Canusa para limpiar la superficie,termómetro digital con sonda apropiada, equipo de protección:guantes, sombrero y gafas de seguridad, etc.
3
So
lve
nte
Intensidad de la Flama yPotencia del Soplete
5
Utilizar flama de intensidadalta para precalentar yflama de intensidad bajapara encoger la manga.
Utilizar flama de intensidadalta para precalentar y flamade intensidad baja para encogerla manga.encoger la manga.
Diámetroexternodel tubo .<450mm (18")
Diámetroexternodel tubo>450mm (18")
Potencia mínima delsoplete:150,000 BTU/hr.
Potencia mínima delsoplete:300,000 BTU/hr.
Las instrucciones de instalación aquí proporcionadas tienenla intención de servir como una guía para productos de usocorriente. Consulte a su representante Canusa paraaplicaciones especiales y específicas de su proyecto.
Como guía, cortar los largos que se requieren del material en rollo para las mangas (L) y para los Cierres (W)como sigue:
Asegurar que la manga y el Cierre no estén dañados ni contaminados.Cortar las esquinas como se indica,Ay B.
L = circunferencia de la tubería revestida + dimensión del sobrepuesto + dimensión de laholgura W = Ancho de la Manga
4
Guía para la Preparación del Producto
BAncho del
Corte deEsquina
WAncho dela Manga
W=
45
0m
mA
nch
od
ela
Ma
ng
aC
IER
RE
Sobrepuesto
Largo del corte de EsquinaA
Por
debajo
Por
encim
a
MangaCortada
L
Rollo al por mayor Cierre CLH
2
Típicamente,el ancho de lamanga es de
450mm
CA
NU
SA
-CPS
GTS-HT-PP se distribuye en rollos o en mangas ya precortadas. LosCierres CLH se proveen en rollos o ya precortados. También seprovee Canusa "N Adhesive" en rollos y el “P-Epoxy/Primer”.El sistema puede ser completado aplicando, primero y directamente alacero, una capa anticorrosiva de “epoxy primer”.
Preparación de la Superficie
Limpiar el acero expuesto y el revestimiento adyacente al tubo conun solvente de limpieza para remover la presencia de aceite, grasay cualquier otra contaminación.
So
lve
nte
6
Limpiar, o soplar, bien el acero al desnudo y el revestimiento de latubería que está adyacente para remover partículas decontaminación.
8
Asegurar que el tubo esté seco antes de efectuar la limpieza.
Asegurar que los extremos del revestimientoprincipal PP estén biselados un 15º en relación a la horizontal.
Limpiar elárea de la soldadura con un arenado hasta obtener el metal cerca al blancoo su equivalente (SIS Sa 2 ½ ó SSPC SP 10). Inmediatamente antes de laaplicación, arenar/desgastar ligeramente el revestimiento de la tuberíaadyacente al área del metal expuesto (a cada lado del ancho de la manga),equivalente a una distancia de 25mm (1”). El máximo total del “cutback”es de 300mm (12”).
7
450mmAnch
o
de laman
ga
SIS Sa 2½Metal cerca al blanco
SSPC SP 10
Biselar el
revestimiento
a 15º
Precalentamiento
195°C
Areade
la
Unión
REV
EST-
IMIE
NTOProtector
Térmico “Cutback” total
50mm + Ancho de Manga + 50mmAncho de Manga
Concentración del Protector Térmico
ProtectorTérmico
9
Calentar el adhesivo de la manga que inicialmente va a seraplicado al tubo cerca de 150mm (6”) a partir del extremohasta que el mismo quede brillante.
11
Instalación de la MangaInstalación del “N-Adhesive”9
Remover los “Heat Shields” Canusa. Desprender la capaprotectora del “N-Adhesive” Canusa y aplicarlocircunferencialmente a los dos lados del “cutback”, demanera que la lateral de la banda con adhesivo quedeubicada 1” de la extremidad del revestimiento biselado.Sobreponer el final de la tira adhesiva 25 mm.
10
Sobrep
uesto
de
25mm
“N-Adhesive”
Utilizar escudos de protección térmica, “Heat Shields” Canusa,para proteger el revestimiento principal PP del calor excesivo.Porque el calor se concentra en el “cutback”, los “Heat Shields”Canusa reducen también el tiempo para precalentar la superficie.Utilizar un horno de inducción o un soplete adecuado paraprecalentar el área de la unión a un mínimo de 195°C.Utilizar un pirómetro de contacto para verificar que la temperaturaalcanzada es la correcta. Para diámetros de tubería mayores de 30”,deberá de utilizarse un horno de inducción.
REV
EST-
IMIE
NTO

Canusa garantiza que este producto concuerda con las propiedades químicas y descripción física expresada en la Hoja de Datos Técnicos y es apropiado para el uso expuesto cuando se utiliza de acuerdo a lasinstrucciones expresadas por Canusa. Debido a que mucho de los factores de instalación están fuera de nuestro control, el cliente debe de determinar si los productos seleccionados son para el uso destinado yasume todos los riesgos y responsabilidades en relación con ello. Las responsabilidades de Canusa se encuentran enumeradas en el Contrato de Términos de Ventas. Canusa no hace ninguna otra garantía, yasea expresada o implícita. Toda información contenida en esta Hoja Técnica de Datos deberá de utilizarse como una guía y está sujeta a cambios sin notificación previa. Esta hoja de Datos Técnicos reemplazatodas las publicadas anteriormente. E&OE.
Printed on recycled paper. Recyclable. IG-NA- -rev011GTS-HT-PP-Spa
Ancho
de50mm
(25mm
derev
estim
iento
+25mm
deman
ga)
Diámetro del tubo
1 soplete
2 sopletes
<450mm
>450mm
(18")
(18")
Flama de BajaIntensidad
Utilizando un soplete de potencia apropiada, y en formacircunferencial, comenzar a aplicar calor en el centro de lamanga y alrededor del tubo. Usar movimientos largos. Sise utilizan dos sopletes, los operadores deben de trabajar enlos lados opuestos del tubo.
GTS-HT-PP
19
Continuar calentando del centro hacia un extremo de la mangahasta que el encogimiento se ajuste a la unión (lo que indica quela contracción ha sido completada) y el adhesivo fluya alrededorde la circunferencia del tubo hacia fuera de los extremos de lamanga. Terminar de calentar y encoger el otro lado de la mangaen una forma similar. Para asegurar una unión uniforme,terminar calentando la manga con movimientos largos yhorizontales sobre toda la superficie, incluyendo el Cierre.
23
Asegurar que haya una transición lisa entre la manga y elrevestimiento.
Permitir que la manga se enfríe a un mínimo de 45°C paracontinuar con el procedimiento. Utilizando el soplete de propanocon flama azul oxidante, pasar la punta de la flama rápidamente através del revestimiento principal hasta cada extremo de la mangaencogida (totalizando un ancho circunferencial de 75mm desuperficie). Continuar inmediatamente con la Figura 22.
Flama de BajaIntensidad
Con una flama de intensidad media, calentar levemente el Cierre.Protegiendo sus manos con guantes, presionar el cierrefirmemente sobre la manga asegurando de que el mismo tieneun contacto uniforme con la manga.Con mucho cuidado y trabajando del centro hacia los extremosdel Cierre, remover cualquier burbuja de aire o arruga aplanandocon un rodillo o con sus manos utilizando guantes.
17A
B
D
C
E
F
1
1
2
2
Utilizando un rodillo manual, y estando la manga todavía blanda y caliente,empujar hacia afuera cualquier burbuja de aire que se haya entrapado debajode la manga. (1) Recoger el aire entrapado pasando el rodillo desde la parteinferior de la manga hacia arriba; (2) luego remover las burbujas hacia afuerapasando el rodillo en dirección longitudinal; (3) continuar el procedimientopasando el rodillo firmemente sobre la superficie del Cierre con movimientoslargos y horizontales, comenzando encima de la soldadura circunferencial yhacia los extremos del Cierre. Si es necesario, volver a calentar la superficiepara sacar todo el aire.
20
75mm
22
Mezclar el “P- Epoxy Primer” Canusa siguiendo lasinstrucciones indicadas en su empaquetamiento. Aplicar elepóxico ya mezclado alrededor de la circunferencia total deltubo y en ambos lados del sobrepuesto manga/revestimiento (50mm de superficie).
3
3
Posicionar el Cierre en el centro de la manga sobrepuesta.Protegiendo sus manos con guantes, presionar el Cierrefirmemente sobre la manga. Presionar del centro hacia losextremos para asegurar que el Cierre tiene un buen contactocon la manga.
Cortar y preparar el Cierre CLH como se indica en la Figura4. Utilizando una flama de intensidad baja, precalentaruniformemente el lado del adhesivo del Cierre hasta quequede brillante.
15
18
Aplicación del Cierre
Contracción Térmica
Aplicación del Epóxico
16
Colocar la manga encima de la unión, sobre extendiendo lamisma entre las posiciones de las horas del reloj de 10 y 2 ycubriendo las tiras adhesivas. Presionar el refuerzofirmemente en su lugar.
Envolver la manga alrededor del tubo, asegurándose de tener elsobrepuesto apropiado (ver Figura 4). Ya posicionada la mangasobre el tubo, calentar con mucho cuidado la parte del refuerzoque va por debajo y el lado adhesivo del sobrepuesto. Presionarel sobrepuesto firmemente en su lugar.
14Area
del
Sobrepues
to
Con un trapo seco y antes de aplicar el Cierre, limpiar el áreadel sobrepuesto donde será aplicado. Luego de la limpieza,calentar ligeramente la parte de la manga que sobrepasa,moviendo la flama de un lado a otro.
12
1
2
13210
21
www.canusacps.com
CANUSA-CPSSHAWCOR LTDa division of .
25 Bethridge RoadRexdale, OntarioM9W 1M7,CanadaTel: +1 (416) 743-7111Fax: +1 (416) 743-5927
Canada U.S.A./America LatinaCANUSA-CPS
SHAWCOR INC.a division of2408 Timberloch PlaceBuilding C-8The Woodlands, Texas77380, U.S.A.Tel: +1 (281) 367-8866Fax: +1 (281) 367-4304
Europa/Medio OrienteCANUSA-CPSa division of Canusa Systems Ltd.Unit 3, Sterling ParkGatwick RoadCrawley, West SussexEngland RH10 9QTTel: +44 (1293) 541254Fax: +44 (1293) 541777
Asia/PacificoCANUSA-CPSBrederoShaw (S) Pte Ltd101 Thomson Road#17-01/02, United SquareSingapore307591Tel +65-6732-2355Fax +65-6732-9073