MANUAL DE REPARACI N.doc) - Palamos Pinturerías · 1 Este Manual de reparación pretende ser una...
41
MANUAL de reparación reparación )
Transcript of MANUAL DE REPARACI N.doc) - Palamos Pinturerías · 1 Este Manual de reparación pretende ser una...

MANUAL de reparación
rep
ara
ció
n
)

1
Este Manual de reparación pretende ser una guía sobre los pasos a seguir en el proceso de reparación de la pintura de un vehículo. En los procesos de reparación el objetivo es conseguir un acabado igual al original. Estos procesos comprenden todas aquellas operaciones necesarias para proteger los materiales, nivelar las superficies y garantizar la calidad de la aplicación posterior del acabado.

2
INDICE
1.- IDENTIFICACIÓN Y PREPARACIÓN DEL SOPORTE 3 2.- PROCESO DE LIJADO 5 2.1.- LIJADO A MÁQUINA EN SECO 5 2.2.- LIJADO A MANO EN SECO 8 2.3.- LIJADO A MANO AL AGUA 10 3.- ENMASILLADO 12 4.- ENMASCARADO 19 5.- APLICACIÓN DE IMPRIMACIÓN / APAREJO 22 6.- ACABADO Y BARNIZADO 27 7.- PROTECCIÓN DEL VEHÍCULO 31 8.- PLÁSTICOS 33 9.- AIRCOLOR 34 ANEXOS:
1.- Proceso de reparación de superficies 35 2.- Tabla tipo material – masilla 36 3.- Lijado en el proceso de reparación 37 4.- Proceso adecuado para el lijado de masillas 38 5.- Tabla Completa colores Versis 39 6.- Tabla de mezclas 40

3
1. IDENTIFICACIÓN Y PREPARACIÓN DEL SOPORTE • Identificación
Para poder determinar el proceso de trabajo a seguir, los productos adecuados y lograr un acabado perfecto, es muy importante identificar correctamente el tipo de material.
Ver anexo 1, pág. 35 “Proceso de reparación de superficies”.
• Preparación del soporte
El objetivo en el proceso de reparación es conseguir un acabado igual al original. En función de los daños ocasionados, este proceso puede conllevar la sustitución de piezas o su reparación. Una vez el trabajo del chapista ha terminado, para garantizar la calidad de la aplicación es necesario realizar una preparación correcta de la superficie.
– Lijado Para que la masilla y la pintura tengan más adherencia al aplicarse se debe preparar toda la zona a reparar con papel abrasivo Gova P80, hasta P150–P240.
– Limpieza y desengrasado
Se procede a la limpieza y desengrasado del soporte para obtener una superficie libre de impurezas y garantizar la adherencia de los distintos productos. Se debe eliminar el polvo con la pistola de aire y posteriormente desengrasar con DA-93.
4
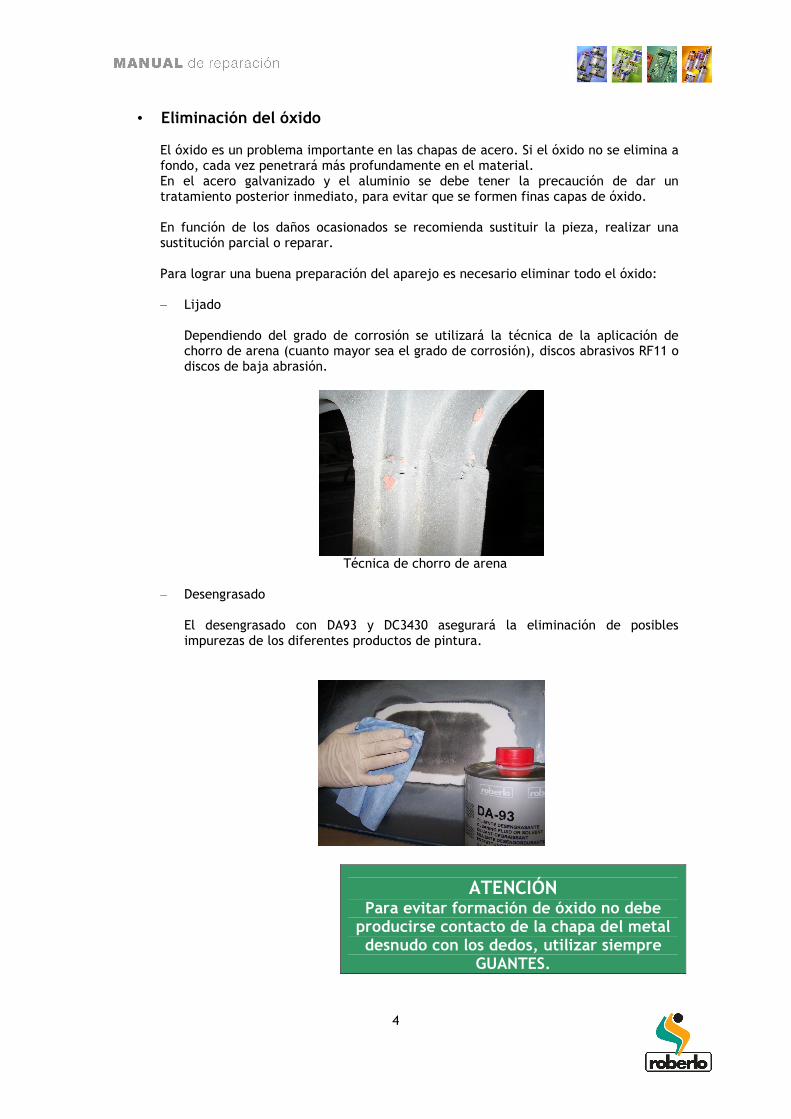
• Eliminación del óxido
El óxido es un problema importante en las chapas de acero. Si el óxido no se elimina a fondo, cada vez penetrará más profundamente en el material. En el acero galvanizado y el aluminio se debe tener la precaución de dar un tratamiento posterior inmediato, para evitar que se formen finas capas de óxido. En función de los daños ocasionados se recomienda sustituir la pieza, realizar una sustitución parcial o reparar. Para lograr una buena preparación del aparejo es necesario eliminar todo el óxido: – Lijado
Dependiendo del grado de corrosión se utilizará la técnica de la aplicación de chorro de arena (cuanto mayor sea el grado de corrosión), discos abrasivos RF11 o discos de baja abrasión.
Técnica de chorro de arena
– Desengrasado
El desengrasado con DA93 y DC3430 asegurará la eliminación de posibles impurezas de los diferentes productos de pintura.
ATENCIÓN Para evitar formación de óxido no debe
producirse contacto de la chapa del metal desnudo con los dedos, utilizar siempre
GUANTES.

5
2. LIJADO Lijar consiste en desgastar las irregularidades de la superficie para conseguir su uniformidad. Con el lijado se consigue una superficie uniforme, eliminando el espesor excesivo y además facilita la adherencia del siguiente producto a aplicar. El lijado es un proceso necesario en todas las actividades relacionadas con la reparación del vehículo. El sistema de lijado mas utilizado es el que se realiza en seco. A máquina en toda la superficie, excepto en las zonas de difícil acceso que se realiza a mano. Existe el sistema de lijado al agua, que consiste en humedecer la superficie, al mismo tiempo se lija con un abrasivo especial al agua. 2.1 LIJADO EN SECO Y A MÁQUINA Las lijadoras mas utilizadas son las “Excéntrico-rotativas”. Son muy versátiles, se adaptan bien a las superficies redondeadas y cantos. El disco de la lijadora realiza a la vez un movimiento de giro y un movimiento excéntrico, que distribuye uniformemente las marcas de lijado, obteniendo muy buenos acabados. Los platos de lijado son soportes circulares, hacen de unión entre la máquina lijadora y el abrasivo. Están agujereados al igual que los abrasivos, de esta manera el polvo procedente del lijado se aspira por la máquina y se evita que la lija se embace. Abrasivos ROBERLO – GOVA
• La gama de discos abrasivos que ofrecemos para el lijado en seco y a máquina tienen las siguientes características :
– Fijación plato-abrasivo: velero – Diámetro plato: 150mm. – Tipo de abrasivo: óxido de aluminio.
La característica principal es que no se fractura fácilmente, se redondea por el desgaste.
– Tipo de soporte: Papel del tipo C o D (según FEPA).
FEPA : Federación Europea de Productos Abrasivos, los papeles se designan con las letras A, B, C, D y E, indicando su mayor o menor peso en gr/m2, ( A = 70gr/m2,…, E = 220gr/m2).

6
– Nº de agujeros: 0, 6, 9 y multiperforados. – Granulometría:
– Discos de 0, 6 y 9 agujeros “GOVA, GOVA MICRO”: P40-P60-P80-P100-P120-P150-P180-P220-P240-P280-P320-P360-P400-P500-P600-P800-P1200-P1500
– Discos multiperforados “GOVA MULTI” : P80-P120-P150-P180-P220-P240-P320-
P400-P500. – Discos de malla abrasiva con soporte de espuma “GOVA NET”: P600-P800-
P1200-P1500
Gova Multi – Gova 9 agujeros

7
GENERALIDADES
• El lijado debe ser un proceso progresivo. Como norma no avanzar más de 100 números en cada paso.
• Es recomendable comenzar el proceso de lijado con la máquina dispuesta sobre la superficie, en lugar de acercarla cuando está arrancada.
• La máquina debe permanecer lo más plana posible. Si el disco está inclinado puede
dañar fácilmente la superficie a lijar.
• Para obtener un resultado óptimo, utilizar siempre lijas limpias.
• Elegir la máquina lijadora, seleccionando la velocidad correcta y el tamaño de órbita necesario para cada situación. – La velocidad debe ajustarse a la dureza :
menor velocidad → productos mas duros
– Preparación de la superficie y lijado de masilla → Ø de órbita 7-5. Lijado de la imprimación /aparejo y el acabado → Ø de órbita 5-3.
• Es recomendable utilizar almohada interface a partir de P500 y en zonas
redondeadas.
PROCESO DE LIJADO

8
2.2 LIJADO EN SECO Y A MANO Para lijar a mano superficies planas es necesario utilizar junto con el papel de lijado “RD-62”, un taco para asegurar el lijado uniforme. Se recomienda utilizar el lijado manual en contornos, rincones difíciles y alrededor del parche. Para ello se utilizan lijas adecuadas:
- Esponjas abrasivas “RS56, SANDING PAD” - Abrasivos tridimensionales “ROBRITE” Se recomienda utilizar el ROBRITE humedecido con desengrasante DA93, para asegurar un lijado más uniforme.
ATENCIÓN
No debe emplearse la misma lija que el lijado a máquina, su poder de corte sería muy superior y provocaría rayadas, que no podrían eliminarse en la siguiente fase de lijado.

9
Tabla de equivalencia del poder de corte de un abrasivo tridimensional con la clasificación FEPA (lija con maquina excéntrico-rotativa)
Abrasivo tridimensional Equivalente FEPA
“Excéntrico-rotativa”
Rojo (GR360) P220-P320 Gris (GR800) P400-P500
Tabla de equivalencia del poder de corte de una esponja abrasiva con la clasificación FEPA (lija con maquina excéntrico-rotativa)
Esponja abrasiva Equivalente FEPA
“Excéntrico-rotativa”
Médium P120-P180 Fine P320-P400 Super-fine P500-P600 Micro-fine P800-P1000

10
2.3 LIJADO MANUAL AL AGUA Para el lijado manual al agua se utilizan lijas de papel plastificado “RW77”. Características de un lijado al agua:
– Evitar embozado de la lija – Humedecer el polvo, evitamos polvo suspendido en el aire. – El brillo del agua permite controlar la superficie, para evitar una superficie
irregular o con aguas. Recomendaciones:
– Mantener unos minutos la lija en el agua. – Mantener la zona a lijar con abundante agua y cambiarla regularmente. – Utilizar taco de lijar – Aplicar una pequeña presión y siempre en misma dirección. –
Ventajas de un lijado al agua: – No produce polvo. – No es excesivamente agresivo. – Mantiene cierto brillo que permite detectar defectos. – Evita la aparición de cargas electroestáticas.
Inconvenientes de un lijado al agua:
– Utilización limitada – No utilizar en chapa al descubierto (corrosión) – No utilizar en superficies enmasilladas (porosidad y absorción de la masilla
poliéster) – Debe lavarse en profundidad el vehiculo después del lijado. – Debe secarse cuidadosamente antes del enmascarado. – No uniforme (dificultad para mantener la presión uniforme, …) – Precisa tiempos de intervención muy largos. – Poco respetuoso con el medio ambiente.

11
Tabla de equivalencia de granos entre el lijado en seco y al agua
Lijado en seco “Excéntrico rotativa”
Lijado manual al agua
P150 P240-2800 P180 P280-P320 P220 P320-P360 P240 P360-P400 P280 P400-P500 P320 P500-P600 P360 P600-P800 P400 P800-P1000 P500 P1000-P1200
ATENCIÓN Debido a todos estos inconvenientes en el lijado al agua y principalmente a un ahorro considerable de tiempo, el lijado en seco es el mas adecuado y utilizado en el taller.
TEN
ATENCIÓN No debe emplearse la misma lija que el lijado a máquina, su poder de corte sería muy superior y provocaría rayadas, que no podrían eliminarse en la siguiente fase de lijado. CIÓN No debe emplearse la misma lija que el lijado a máquina, su poder de corte sería muy superior y provocaría rayadas, que no podrían eliminarse en la siguiente fase de lijado.

12
3. ENMASILLADO El enmasillado consiste en la aplicación de masilla para rellenar las irregularidades, proporciona un aspecto uniforme a las piezas reparadas, consiguiendo una superficie lisa y homogénea. Se debe elegir la masilla dependiendo del tipo de superficie a reparar. Ver anexo 2, pág. 36 “Tabla tipo material-masilla”.
Las masillas de poliéster se pueden clasificar en masillas de relleno, fina, de aplicación a pistola, para plásticos, con cargas especiales i de bajo peso específico. A parte de esta clasificación el término “MULTIFUNCIONAL”, define a masillas que pueden utilizarse y garantizan buena adherencia en sustratos como chapa de acero, aluminio, galvanizada, fibra de vidrio y poliéster. MASILLA MULTIFUNCIONAL DE RELLENO: “DUPLA, POLYMAX” Se pueden aplicar sobre casi cualquier sustrato, por su gran adherencia. Se utilizan específicamente para grandes deformaciones. Polymax es indicada para el secado por infrarrojos, debido a su elevada resistencia a la temperatura. MASILLA MULTIFUNCIONAL FINA Y DE ACABADO: “AVANT” Indicada para pequeñas y medianas deformaciones. De fácil aplicación debido a su gran cremosidad. Se utiliza para igualar los poros que deja la masilla de relleno y para pequeñas deformaciones de chapa. MASILLA DE APLICACIÓN A PISTOLA: “A-80” Es adecuada para el relleno de irregularidades en superficies metálicas de grandes dimensiones, por ejemplo en el caso de una superficie afectada por una granizada. Comparando con una masilla convencional disminuye el tiempo de aplicación y lijado de la masilla. MASILLA PARA PLÁSTICOS: “FUTURA FLEX, MASTICPLAST” Masilla con propiedades de elasticidad que la hacen adecuada para superficies plásticas. La reparación de plásticos se amplia en el capítulo 7. MASILLA CON CARGAS ESPECIALES: “FUTURA GLASS, RESINPLAST, SN96, ALUMINIO” Este tipo de masilla además de resina de poliéster, está compuesta por cargas especiales, como fibra de vidrio, láminas de aluminio, estaño. Comparando con una masilla convencional aumenta la resistencia de la aplicación final.

13
MASILLA DE BAJO PESO ESPECÍFICO: “MULTIEXTENDER, FUTURA” La masilla convencional tiene una densidad de 1.7-1.9kg/l, y la de bajo peso específico es de 0.75-1.3kg/l. La tendencia de utilizar materiales más ligeros en la construcción de automóviles, ha provocado la necesidad de introducir en el mercado masillas ligeras, que además proporcionan propiedades y ventajas como: mejor absorción de los impactos, facilidad de lijado, mejora del acabado, ahorro de material y tiempo, baja absorción del fondo, menor incremento del peso en la reparación. Roberlo dispone de una gama completa de masillas de bajo peso específico: Multiextender: masilla ligera de relleno y acabado. Futura Plus: masilla ultraligera de relleno y acabado. Futura Glass: masilla ultraligera con fibra de vidrio Futura Flex: masilla ultraligera para plásticos. Maxilight Plus Bodyfiller: masilla rellenadora ligera.

14
GENERALIDADES: • Mezcla masilla / catalizador
La mezcla de masilla / catalizador debe ser homogénea y la proporción debe medirse con precisión.
Mancha de Peróxido
• Aplicación
La masilla se aplica, generalmente con espátula, se recomienda espátulas metálicas para facilitar la eliminación de la porosidad de la masilla durante su aplicación. Para reparaciones en grandes superficies Roberlo dispone de la masilla A-80 que se aplica con pistola (boquilla ≥ 2.1mm). Con esta masilla se disminuye el tiempo de aplicación y deja un acabado más uniforme y liso, facilitando el lijado posterior.
La masilla debe extenderse sujetando la espátula con los dedos en el centro, aplicando la presión necesaria para asegurar una aplicación libre de poros.
Posición espátula correcta Posición espátula incorrecta
Aplicación masilla
ATENCIÓN Un exceso de catalizador puede provocar manchas en el acabado.

15
No deben aplicarse espesores elevados, en caso de ser necesaria una aplicación de elevado espesor, se recomienda aplicar la masilla en dos o tres capas, dejando secar cada una de ellas antes de aplicar la siguiente.
El secado de la masilla se puede acelerar utilizando rayos infrarrojos.
• Lijado y desengrasado
Una vez la masilla está completamente curada se procede al lijado y posterior desengrasado, con DA93. Ver anexo 3, pág 37 “Lijado en el proceso de reparación” Ver anexo 4, pág 38 “Proceso adecuado para el lijado de masillas”
Se recomienda el uso de la guía de lijado “Aircolor Guidex”, para la detección de irregularidades o posibles poros.
Lijado
Desengrasado

16
PARTICULARIDADES - MASILLA CON CARGAS ESPECIALES:
• SN96, ALUMINIO:
Son masillas metálicas, SN96 es polimérica y ALUMINIO es poliéster con pigmentos metálicos. SN96: Se utiliza para sellar zonas reparadas por soldadura, para rehacer y reforzar las partes oxidadas, en procesos de restauración se pueden realizar orificios roscados. ALUMINIO: Se puede utilizar como masilla de relleno, adecuada para reparar chapa oxidada. En zonas donde es necesario aportar más resistencia, es el producto adecuado para aplicar previo a las masillas de poliéster.
Reparaciones donde se recomienda utilizar SN96 o Aluminio
• RESINPLAST: Masilla de poliéster reforzada con fibra de vidrio para aumentar su resistencia. De fácil espatulabilidad.
• FUTURA GLASS:
Masilla de poliéster ultraligera reforzada con fibra de vidrio. Las ventajas que ofrece Futura Glass respecto a la masilla de fibra convencional (Resinplast) son:
- Bajo peso específico. - Más cremosidad. - Facilidad de lijado.
- Reducción de porosidad, no necesita ser repasada. - Eliminación de una etapa del proceso estándar. - Más flexibilidad, mejor absorción de las vibraciones e impactos. - Mejor acabado.
Futura Glass Resinplast

17
El proceso de lijado de una masilla de fibra de vidrio convencional es: MASILLA FIBRA
+ MASILLA CONVENCIONAL
En cambio el proceso de lijado de Futura Glass es: FUTURA GLASS
- MASILLA DE BAJO PESO ESPECÍFICO:
• MULTIEXTENDER, FUTURA PLUS:
Son masillas que pueden utilizarse como masilla de relleno y de acabado. MULTIEXTENDER: Primera generación de masilla de bajo peso específico. Multifuncional. Peso específico: 1.3kg/l Las ventajas que ofrece Multiextender respeto las masillas convencionales son: - Bajo peso específico - Facilidad de lijado - Reducción del tiempo de lijado - Facilidad de aplicación - espatulabilidad El proceso de lijado de una masilla convencional es: El proceso de lijado de Multiextender es:

18
En este proceso:
- Reducimos tiempo de lijado (25-30%) - Reducimos coste; abrasivo P80 más caro que P100 - Las zonas circundantes de la masilla no están afectadas por los abrasivos P60-P80, por lo tanto reducimos el tiempo de reparación de estas zonas.
• FUTURA PLUS: Masilla ultraligera multifuncional. Peso específico: 0.75kg/l .
Los beneficios generales que ofrece la futura plus son: - Facilidad de aplicación – espatulabilidad - Bajo peso específico - Facilidad de lijado - Reducción del consumo del aparejo - Reducción de absorción del fondo - Mejora del acabado El proceso de lijado de una masilla convencional es: El proceso de lijado de Futura Plus es: En este proceso reducimos el tiempo de lijado un 44%. El gráfico muestra el % de tiempo utilizado para lijar la misma superficie con el mejor acabado.
0
20
40
60
80
100
FUTURA PLUS LIGERA CONVENCIONAL

19
4. ENMASCARADO La protección de todas las piezas que no se van a reparar, para que no resulten afectadas por las pulverizaciones se denomina ENMASCARADO. Se aconseja realizar el enmascarado en todos los pasos del proceso de reparación, preparación, enmasillado, lijado, aplicación de aparejos y de acabados, para evitar dañar la superficie que no necesita reparación. El enmascarado del acabado es más delicado, debido a que las aplicaciones que se efectúan son las finales y su corrección suele implicar la repetición del proceso de pintado.
ATENCIÓN En el enmascarado del aparejo evitar un corte seco de la cinta y como consecuencia un sobre espesor imposible de eliminar. Empezar a tapar a una distancia de 10-15cm de la zona a aplicar, se recomienda pulverizar el contorno. Tapar las piezas interiores para evitar pulverizaciones.
• Apuntes sobre enmascarado
Zonas
– En zonas interiores, el enmascarado debe ser minucioso. – Las zonas donde se puede acumular polvo, puede que el aire generado en el
momento de la aplicación (pistola, cabina) lo remueva y provoque defectos en la pintura.
– Piezas pequeñas (manillas de puertas, anagramas). – Es importante no olvidar las partes que quedan ocultas por otras piezas.
Generalidades
– Al elegir el material de enmascarado se debe tener en cuenta : Resistencia a la radiación infrarroja o a temperaturas altas.
Facilidad de colocación. Resistencia a los productos aplicados.
– El Desenmascarado se debe realizar al haber transcurrido un tiempo de secado de la pintura.
Tiempo excesivo: pintura demasiado seca, no es posible retirar el enmascarado. Tiempo insuficiente: pintura tierna, en casos de sobre acumulación de producto aplicado, al retirarlo podría arrancarse la pintura aplicada.

20
• ROBPAPER
El papel se utiliza para el enmascarado de partes de vehículo que no necesitan ser repintadas o accesorios como lunas laterales, parabrisas, espejos,… Propiedades:
– Estructura densa, para que no pueda traspasarlo la pulverización de la pintura. – Resistencia a la acción de los disolventes y diluyentes. – Impermeabilidad al agua. – Resistencia a la rotura y flexibilidad. – Superficie uniforme y lisa.
• ROBTAPE La cinta adhesiva se utiliza para el enmascarado de pequeños accesorios o como complemento de otros productos (robpaper, robfilm) asegurando su fijación y estanqueidad. Con resistencia a temperaturas hasta los 80ºC.
• ROBPLAST
Propiedades:
– Es un film protector de gran facilidad de uso, que incorpora una cinta adhesiva. – Debido a su carga electroestática, se adhiere fácilmente al soporte, por lo que su
colocación es más cómoda. – De fácil corte, solo con las manos, presionando con el dedo y dándole un pequeño
corte. – Atrae la pintura y la fija de manera que queda adherida, garantizando evitar
problemas durante la aplicación del barniz y posterior desenmascarado. – Disponible en diferentes medidas, por lo que se puede utilizar tanto en pequeñas
zonas como en el recubrimiento total del vehículo.

21
• ROBFILM
Propiedades:
– Es un film protector de polietileno de alta densidad con tratamiento corona. – Debido a su carga electroestática, se adhiere fácilmente al soporte, por lo
que su colocación es sencilla. – Atrae la pintura y la fija de manera que queda adherida, garantizando evitar
problemas durante la aplicación del barniz y posterior desenmascarado. – Especialmente indicado para procesos de secado por infrarrojos. – Por su anchura de 4 metros está indicado para el enmascarado total del
vehículo.
• ROBFOAM
Propiedades:
– Es un cordón de espuma de poliéster recubierto con un adhesivo sensible a la
presión y fácil de despegar. – Permite disminuir el tiempo de enmascarado de las separaciones entre
piezas, al no quedar un escalón apreciable en la pintura y sellar la ranura. Se utiliza en huecos de puertas, capós y tapas de combustible.
– También puede utilizarse para el pintado parcial de piezas, para que el escalón que origina la pintura recién aplicada sea inapreciable.
El cordón deber ser colocado sin estiramientos y retirarlo antes de que finalice el ciclo de secado.

22
5. APLICACIÓN DE IMPRIMACIÓN / APAREJO • Imprimación
Se aplica sobre aquellas zonas que tras el lijado, ha aparecido metal. Actúa como protección anticorrosiva. Las imprimaciones no suelen cumplir funciones de relleno, simplemente cumplen funciones protectoras o de adherencia por esta razón se aplican manos finas. Habitualmente se siguen procesos de húmedo sobre húmedo.
• Aparejo
Las funciones de los aparejos son las siguientes:
– Aislar los productos:
Aísla la superficie a pintar de los distintos materiales aplicados en capas inferiores. Evita rechupados y otros problemas ocasionados por diferencias de dilatación o absorción de los distintos materiales aplicados.
– Garantizar la adherencia:
Su función es garantizar la fijación de las pinturas de acabado.
- Homogeneizar las superficies: Cumpliendo la función de alto espesor el aparejo es el encargado de igualar pequeñas deformaciones de las piezas a reparar. Posteriormente con el lijado se nivela de forma más fina. Puede aplicarse sobre masillas, imprimaciones, pinturas de origen, o sobre pinturas viejas, antes de aplicar el aparejo debe lijarse y desengrasarse convenientemente. En caso de fondos metálicos desnudos, se recomienda aplicar previamente una imprimación anticorrosiva.
Clasificación de los aparejos: – Se distingue entre aparejos de dos componentes o monocomponentes.
� Dos componentes: “MEGAX, MULTYFILLER PLUS, VERSIS”. � Monocomponentes: como aparejos de un componente existen
• Spray nitro celulósico “ISOFAST, ISOSPRAY” • Base agua “HYDRAX”
– Según su tonalidad se distingue entre aparejos monocolor y aparejos que
mejoran el poder de cubrición.
� Monocolor: “ISOSPRAY, ISOFAST”.
De color gris. Del aircolor Isofast existen 3 tonalidades de grises FX1- claro, FX-2 medio, FX-3 oscuro.

23
� Aparejos que mejoran el poder de cubrición: “MEGAX, MULTYFILLER PLUS, VERSIS”. Son aparejos formulables. MEGAX existen 2 tonalidades de gris, claro - M1, oscuro - X5. MULTYFILLER PLUS existe en gris claro – Z1, gris oscuro – Z4, negro – Z6. VERSIS existe en blanco – S1, gris – S4, negro – S7. Estas tonalidades pueden mezclarse entre si para conseguir el tono adecuado a los diversos colores de acabado.
Elección del color del fondo
Anexo 5, pág 39 “Tabla completa colores Versis”.
– Según su tratamiento posterior se distingue entre aparejos lijables y no lijables.
� Lijables: “MEGAX, MULTYFILLER PLUS, VERSIS, VISOSPRAY”.
� No lijables
• Spray “ISOFAST” • Proceso Húmedo sobre húmedo “VERSIS, HYDRAX”
En este proceso se aplica la capa de acabado, tras la evaporación de los disolventes de la capa de aparejo (15-20min), sin necesidad de endurecer ni lijar el producto ya aplicado. En caso de que sea necesario eliminar impurezas o pequeños defectos producidos por una aplicación incorrecta, puede lijarse superficialmente después de 15-20min. con lija final P800-P1000 o microfine. Este proceso evita realizar un nuevo enmascarado.

24
• Aplicación Aparejo de dos componentes
– Mezcla
Los aparejos de mayor calidad son los de dos componentes que han pasado a ser los más utilizados.
La proporción aparejo / catalizador debe medirse con precisión. Previamente a la preparación de la mezcla se debe elegir el tipo de catalizador teniendo en cuenta la Tª de aplicación. Anexo 6, pág. 40 ”Tabla de mezclas”
ATENCIÓN Utilizar el catalizador adecuado para evitar hervidos.
– Aplicación
Se aplica mediante pistola aerográfica. Antes de colocar el aparejo en la pistola se aconseja filtrar la mezcla con ROBFILTER 190micras. Dependiendo de la superficie y del tipo de aplicación, se deben aplicar diferentes capas, esperando entre capa y capa unos pocos minutos, según se indica en las fichas técnicas. Se aconseja que la aplicación sea de forma piramidal; asegurar que la extensión de las capas superiores no superen en ningún caso los límites de las capas inferiores.
Filtrado Aplicación
Aplicación piramidal
ATENCIÓN Para evitar que se marque el contorno del parche (anillos) aplicar siempre el aparejo de forma piramidal.
Soporte (nivel 0)
1ª capa 2ª capa Pulverizado

25
– Tipos de aplicación
Según el tipo de aparejo y de la superficie puede aplicarse siguiendo los métodos:
– Alto espesor: Los aparejos ofrecen más poder de relleno. A mayor espesor es necesario más tiempo de lijado. Se aplican 2-3 capas El pico de fluido de la pistola utilizado es de 1.7 - 1.9. El espesor aplicado es de 80 -100 micras por capa.
– Aislante: El aparejo está más diluido. Habitualmente se aplican 2 capas, para finalizar el proceso puede aplicarse una capa fina. El pico de fluido de la pistola utilizado es de 1.5 - 1.7. El espesor aplicado es de 40 - 80 micras.
– No lijable “húmedo sobre húmedo”: Se aplica 1 o 2 capas. El pico de fluido de la pistola utilizado es de 1.2-1.4 El espesor aplicado es de 10 - 15 micras.
Roberlo dispone del aparejo “Versis”, versátil que puede aplicarse según los tres métodos, teniendo en cuenta que en el proceso “húmedo sobre húmedo” debe mezclarse con el convertidor NS21.
Anexo 6, pág. 40 “Tabla de mezclas”
– Secado
Existen tres formas de secado:
� Secado a temperatura ambiente : varias horas (recomendable toda la noche). � Aplicación de calor en cabina (60ºC) : 30 min. aproximadamente � Aplicación de calor con infrarrojos : 5min de evaporación progresiva “flash
off” aproximadamente, 7-10 min. de secado forzado “full bake”
– Lijado y desengrasado
Una vez el aparejo está completamente seco se procede al lijado con papel abrasivo GOVA P360, hasta P600. En la aplicación de aparejos de color blanco se recomienda aplicar guía de lijado, los aparejos de color gris no es necesario, el mismo aparejo hace la función de la guía de lijado.

26
El trabajo de lijado del aparejo es fundamental para obtener un acabado uniforme. Después del lijado se procede a la limpieza con DA93 y con ASSORPOL. Ver anexo 3, pág.37 “Lijado en el proceso de reparación”
• Aplicación Aparejo monocomponente
– Base agua “HYDRAX”
Es un fondo base agua de elevado poder aislante, de excelente adherencia en múltiples soportes y rápido secado. Puede utilizarse en procesos en seco y en húmedo sobre húmedo (en este proceso diluido con agua desmineralizada). Con un alto valor ecológico.
– Esprais “AIRCOLOR ISOSPRAY, ISOFAST”
AIRCOLOR ISOSPRAY: es un fondo aislante de rápido secado y elevado poder de relleno. AIRCOLOR ISOFAST: es un fondo aislante de rápido secado y su pulverizado fino es ideal para la rápida reparación de pequeñas superficies no es necesario lijarlo.
Anexo 6, pág.40 “Tabla de mezclas”

27
6. ACABADO Y BARNIZADO • Aplicación de la pintura de acabado
Aplicar la pintura de acabado con pistola aerográfica. Tras un tiempo de evaporación adecuado, se puede aplicar el barniz (pinturas base disolvente 20-25min aproximadamente). Una vez a transcurrido el tiempo de evaporación limpiar la superficie a barnizar con el paño atrapapolvo ASSORPOL, para eliminar posibles impurezas.
• Aplicación del barniz
Actualmente en la UE solamente pueden comercializarse barnices de alto contenido en sólidos “UHS”. Las características que definen la tecnología UHS son:
- Mayor contenido en sólidos - Baja viscosidad, no hay necesidad de diluir - Mayor rendimiento, garantiza el mismo espesor con menos material. - Mayor cubrición de defectos superficiales - Menor evaporación y emisión de disolventes - Mejor nivelación - Mejor brillo
Roberlo dispone de una gama de barnices que cumplen con la normativa VOC (2004/42/EC – IIB): KRONOX 410, KRONOX 410 EXPRESS, KRONOX 710.
- Mezcla La proporción barniz/catalizador debe medirse con precisión. Previamente a la preparación de la mezcla se debe elegir el tipo de catalizador teniendo en cuenta la Tª de aplicación.
Anexo 6, pág. 40 “Tabla de mezclas”.
- Aplicación
Se aplica mediante pistola aerográfica. Antes de colocar el barniz en la pistola se aconseja filtrar la mezcla con ROBFILTER micro 125micras. Se deben aplicar ½ + 1 capa, esperando entre capa y capa unos pocos minutos, según se indica en las fichas técnicas. El barniz se debe aplicar siempre en cabina. Asegurando que la cabina tenga un mantenimiento adecuado.




31
7. PROTECCIÓN DEL VEHÍCULO
Cuando se realiza una reparación, es posible que se eliminen los productos protectores que tenía inicialmente el soporte. En el proceso de reparación habrá que reponer estos tratamientos. • Tratamiento de recubrimientos no metálicos.
Después del lijado se deben aplicar productos protectores como: antigravillas, ceras de cavidades, masillas, selladores, imprimaciones, …
- ANTIGRAVILLAS
• SILTEX Y PROTEX Son productos monocomponentes compuestos por resinas sintéticas y caucho. Pueden ser texturados, lisos (para recubrir partes visibles) o banda texturizada. Se aplican sobre la chapa imprimada. Se usan para proteger los faldones, pases de ruedas,… Otra función especial es insonorizar el vehículo. Se aplica con pistola de succión que atomiza el material con el aire (RB1, HP).
Foto aplicación siltex
• HIDROTEX
Es una antigravilla de base acuosa. Los productos base agua tienen unas ventajas significantes respecto a los productos base disolvente:
- Ecológico: Bajo contenido VOC. - Seguridad: No son nocivos, no desprenden olores ni vapores,
no son inflamables, de fácil limpieza sin disolventes. - Alto rendimiento: Alto contenido en sólidos, mínima disminución de
volumen al secar, listo al uso, aprovechamiento total del producto.
- Durante el secado el producto cambia de tonalidad lo que proporciona al producto la función de guía de secado.
Foto aplicación Hidrotex

32
– Cera de cavidades: CAVITEX
Se aplica en cuerpos huecos, como interiores de puertas, portones, capós, estribos, largueros y pilares, una vez se ha sustituido una parte fija del vehículo o en restauración. Su función es proteger y evitar la oxidación. Se utiliza pistola rb1 con boquilla especial provista de un adaptador para mejorar la incorporación de la cera.
– Placa insonorizante: ROBPLAK
Se aplica en zonas planas y fácilmente deformables como maleteros, puertas, suelos, para dar rigidez y evitar vibraciones.
– Imprimaciones anticorrosivas
En los procesos de pintado en reparación se utilizan principalmente las imprimaciones fosfatantes y epoxi. (Ver capítulo 4)
– SELLADORES La función de los selladores es aislar las juntas i las uniones de la humedad, para evitar la corrosión e impedir ruido y vibraciones. Pueden ser base agua y reactivos. – Selladores base agua: ECOSIL • ECOSIL: sellador de base acuosa de elevado residuo seco. Cumple la normativa
VOC (directiva 2004/42/EC – IIB) Se aplica a brocha. Baja emisión de olor. Secado rápido, se puede repasar hasta 5 minutos después de la aplicación. Adecuado para el sellado de todas las juntas de la carrocería, maletero, pasos de ruedas, …
– Selladores reactivos: RPS 45, RPG 60. • RPS 45: sellador reactivo de poliuretano monocomponente. El secado se realiza por absorción de humedad.
Adecuado para el sellado de juntas, pegar paneles. • RPG 60: sellador reactivo de poliuretano monocomponente. El secado se realiza por absorción de humedad.
Especialmente indicado para la sustitución rápida de lunetas. Es fundamental aplicar un desengrasante y una imprimación “RP60” adecuados para vidrio, antes de aplicar el sellador, para mejorar la adherencia y aumentar la protección UV.

33
8. PLÁSTICOS • Pasos a seguir en la reparación de piezas de plástico.
El proceso a seguir es similar a las piezas de metal, se utilizan productos específicos para evitar los problemas de adherencia, flexibilidad. En el lijado de plásticos se utilizan lijas menos abrasivas que en el acero, debido a que pueden originarse pequeños desprendimientos de virutas o pelillos del propio plástico, que serían difíciles de eliminar. En el caso de piezas de plástico pintadas se debe evitar el lijado hasta alcanzar el plástico. En muchos casos, es recomendable el lijado a mano.
– Piezas de plástico no pintada, texturizada.
Si es necesario enmasillar se utiliza la masilla MASTICPLAST, especial para todo tipo de plásticos o FUTURA FLEX, masilla ligera especial para todo tipo de plásticos, ofrece todas las ventajas de una masilla ligera para aplicación de plásticos. A continuación de la masilla, se aplica el BUMPER COLOR. BUMPER COLOR es un recubrimiento texturizado para plásticos, en especial paragolpes. Se aplica a pistola, con la regulación de la boquilla, la presión, dilución y la distancia de aplicación pueden aplicarse diferentes texturas, con la finalidad de reproducir el texturizado original.
Masticplast Bumper Color
– Piezas de plástico con masilla y pintadas
Se utiliza masilla MASTICPLAST o FUTURA FLEX, a continuación se debe aplicar una imprimación especial para plásticos, para mejorar la adhesión del aparejo, y el aparejo 2K con aditivo flexibilizante.
5 -10% de aditivo flexibilizante en plástico rígido. 15 % en plástico flexible. Como último paso aplicar la pintura de acabado.
– Piezas de plástico sin masilla y pintadas
Para mejorar la adherencia del aparejo inicialmente debe aplicarse una imprimación especial para plásticos, y a continuación el aparejo 2K con aditivo flexibilizante. Para finalizar aplicar la pintura de acabado.

34
9. AIRCOLOR
• Para realizar pequeñas reparaciones, ROBERLO dispone de una línea de productos para la reparación, en formato esprai. Los productos en esprai resultan económicamente ventajosos ya que no requieren ni preparación ni limpieza del utillaje, por tanto supone un ahorro de tiempo.
– Aircolor Guidex: guía de lijado – Aircolor Isospray: aparejo aislante monocomponente de rápido secado y elevado
poder de relleno. – Aircolor Isofast: aparejo aislante monocomponente de rápido secado y pulverizado
fino por lo que no es necesario lijarlo. Aircolor Antigravilla HS: antigravilla en esprai, se utiliza para proteger los faldones, pases de ruedas,...
– Aircolor Bumper: recubrimiento texturizado para plásticos. – Aircolor Primerplast: promotor de adherencia para el pintado de plásticos. – Aircolor Paint, Aircolor Aluminio, Aircolor negro mate y satinado. – Aircolor Clear: barniz de gran resistencia al rayado. – Aircolor Cobre: imprimación para proteger zonas que deben ser soldadas, es
conductor eléctrico. – Aircolor Zinc: esmalte gris de poder anticorrosivo. Alto contenido en Zinc. – Aircolor rellenable: Se puede llenar con cualquier tipo de pintura, en especial
acrílica, sintética y celulósica. Es el sustituto de la pistola para pequeños trabajos.
Isofast Aircolor Antigravilla HS
Aircolor Bumper

35
ANEXO 1 PROCESO DE REPARACIÓN DE SUPERFICIES
PROCESO / SOPORTE
ACERO ACERO GALVANIZADO /
ALUMINIO POLIESTER PLASTICOS
LIMPIEZA Y DESENGRASADO DA93/DC3430 DA93/DC3430 DA93/DC3430 DA93/DC3430
LIJADO
P80 partes circundantes :
P150-P240
P80 partes circundantes :
P150-P240
P80 partes circundantes :
P150-P240 P150-P240
LIMPIEZA Y DESENGRASADO DA93/DC3430 DA93/DC3430 DA93/DC3430 DA93/DC3430
ENMASILLADO
Dupla/Polymax/Multiextender/ Futura Plus/Futura
Glass/Resinplast/Alumnio/ A80
Dupla/Polymax/Multiextender/ Futura Plus/Futura Glass
Dupla/Polymax/Multiextender/ Futura Plus/Futura Glass
/Resinplast Masticplast/Futura Flex
LIJADO P80-P100 / P220-P240 P80-P100 / P220-P240 P80-P100 / P220-P240 P180 / P240
LIMPIEZA Y DESENGRASADO DA93/DC3430 DA93/DC3430 DA93/DC3430 DA93/DC3430
ENMASCARADO Robtape/Robplast/Robfilm/
Robpaper Robtape/Robplast/Robfilm/
Robpaper Robtape/Robplast/Robfilm/
Robpaper Robtape/Robplast/Robfilm/
Robpaper
IMPRIMACIÓN Survinil Survinil Primerplast
FONDO Megax/Multyfiller Plus/Versis Megax/Multyfiller Plus/Versis Megax/Multyfiller Plus/Versis Megax/Multyfiller Plus/Versis
+5/10% flexibilitzant
LIJADO
Máquina seco GOVA P360 / P600
Seco manual RD62 P500/p800 Manual al agua P600/p800 RW77
Máquina seco GOVA P360 / P600
Seco manual RD62 P500/p800 Manual al agua P600/p800 RW77
Máquina seco GOVA P360 / P600
Seco manual RD62 P500/p800 Manual al agua P600/p800 RW77
Máquina seco GOVA P360 / P600
Seco manual RD62 P500/p800 Manual al agua P600/p800 RW77
DESENGRASADO Y LIMPIEZA DA93/DC3430 ASSORPOL
DA93/DC3430 ASSORPOL
DA93/DC3430 ASSORPOL
DA93/DC3430 ASSORPOL
ENMASCARADO Robtape/Robplast/Robfilm/
Robpaper Robtape/Robplast/Robfilm/
Robpaper Robtape/Robplast/Robfilm/
Robpaper Robtape/Robplast/Robfilm/
Robpaper
ACABADO Y BARNIZADO Pintura/Kronox Pintura/Kronox Pintura/Kronox Pintura/Kronox

36
ANEXO 2
TABLA TIPO MATERIAL / MASILLA A UTILIZAR
MASILLA / MATERIAL ACERO
ACERO
GALVANIZADO
ELECTROZINCADO
ALUMINIO POLIESTER PLASTICO
DUPLA
POLYMAX
AVANT
MULTIEXTENDER
FUTURA PLUS
MAXILIGHT PLUS
ALUMINIO
SN96
RESINPLAST
FUTURA GLASS
MASTICPLAST
FUTURA FLEX
A80

ANEXO 3.
PIEZA DAÑADA PIEZA NUEVA PIEZA DAÑADA PIEZA NUEVA PIEZA DAÑADA PIEZA NUEVA
RF11 (partes estructurales)
Gova* P40-P80
Gova* P100-P150
Metalizados Gova* P220-P240
LIJADO MASILLA Gova* P100-P150-P240 RD62 P120-P180-P240-P320
ZONA CIRCUNDANTE MASILLA Gova* P240-P320 RS56 P320-P400
DIFUMINADO BARNIZ
MATIZADO IMPERFECCIONES DESPUÉS PINTADO
37
LIJADO EN EL PROCESO DE REPARACIÓN
LIJADO EN SECO Y A MÁQUINA LIJADO EN SECO Y A MANO LIJADO MANUAL AL AGUA
Robrite Rojo + desengrasante
* Gova 0 agujeros, 6 agujeros, 9 agujeros o multi
Sanding Pad SuperfineLIJADO APAREJO RW77 P600-P800
RW77 P1000-P1200
RS56 P400-P600
RS56 P800
Gova* micro P1500 + interface
Sanding Pad Microfine + desengrasante
RW77 P1500 - P2000
ELIMINACIÓN DE CAPAS HASTA LA SUPERFICIE METALICA
PREPARACIÓN SUPERFICIE ANTES ENMASILLADO
MATIZADO ZONA CIRCUNDANTE "PARCHE PINTURA"
Gova* P280-P320
Gova* micro + interface P800 Gova net P800-P1200
Gova* P320-P400-P500/600 + interface en zonas redondeadas
Sanding Pad Microfine
Robrite Gris + desengrasante
RW77 P2000

38
ANEXO 4
PROCESO ADECUADO PARA EL LIJADO DE MASILLAS
MASILLA / GOVA P80 P100 P120 P150 P180 P220 P240
GRANDES SUPERFICIES DUPLA /
POLYMAX PEQUEÑAS SUPERFICIES
GRANDES SUPERFICIES AVANT
PEQUEÑAS SUPERFICIES
GRANDES SUPERFICIES MULTIEXTENDER
PEQUEÑAS SUPERFICIES
GRANDES SUPERFICIES FUTURA PLUS
PEQUEÑAS SUPERFICIES
GRANDES SUPERFICIES MAXILIGHT PLUS
PEQUEÑAS SUPERFICIES
GRANDES SUPERFICIES ALUMINIO
PEQUEÑAS SUPERFICIES
SN96 Como masilla estructural
RESINPLAST Como masilla estructural
GRANDES SUPERFICIES FUTURA GLASS
PEQUEÑAS SUPERFICIES
MASTICPLAST
GRANDES SUPERFICIES FUTURA FLEX
PEQUEÑAS SUPERFICIES
A80

MEZCLA DE C O L O R E SC O L O U R MIX
Proporción mezcla (g)Mixing ratio Color
ColourRoberlo
S1 S7
100 0
98 2
S1
S2
S3
S4
S7
S6
S5
Glasurit Maxmeyer Dupont Nexa
95 5
90 10
85 15
80 20
75 25
70 30
65 35
60 40
55 45
50 50
45 55
40 60
35 65
30 70
25 75
20 80
15 85
10 90
5 95
2 98
0 100
M1
M3
M2
M4
M5
M6
VS1
VS2
VS3
VS4
VS5
VS7
VS6
SG1
SG2
SG3
SG4
SG5
SG6
SG7
07
06
05
04
03
02
01
00
PPG
G1
G3
G5
G6
G7

40
ANEXO 6
TABLA DE MEZCLAS
Producto Catalizador Disolvente Proporción de la
mezcla en volumen
Proporción de la mezcla en peso
Megax alto espesor MX503/.6/.7 S322/.4 5 : 1 100 20 100 13
Megax aislante MX503/.6/.7 S322/.4 5 : 1 : 1 100 20 20 100 13 11
Multyfiller Plus F500 / F600 S322/.4 4 : 1 100 25 100 17
Versis alto espesor KX44/5/6 5 : 1 100 20 100 15
Versis aislante KX44/5/6 S322/.4 5 : 1 : 1 100 20 20 100 15 13
Versis no lijable KX44/5/6 Convertidor NS21 2 : 1 : 1 100 50 50 100 35 35
Hydrax aislante H2O desmineralizada 100 : 0-5 100 0-5 100 0-4
APAREJOS
Hydrax no lijable H2O desmineralizada 100 : 15 100 15 100 11
UHS 410 KX44/5/6 100 50 100 50
UHS410 Express KX44/5/6 100 50 100 50 BARNICES
UHS 710 KX74/5/6 100 50 100 50
PLASTICOS Bumper color SO72 100 10-20 100 7,3-14,5