Mecánica del Corte-Lic Edgardo Faletti-2014
13
Tecnología de Fabricación Electromecánica: Mecánica del Corte Página 1 Compilador: Lic Edgardo Faletti (2014) Mecánica del Corte (1º Parte) Por una cuestión de ordenamiento del contenido de esta guía, desarrollo una clasificación de las herramientas de trabajo para un maquinado que produce residuo como la viruta. Clasificación de las herramientas Las herramientas de corte se pueden clasificar, atendiendo a los materiales empleados para su construcción, en: 1. Herramientas de acero (al carbono, aleados, de corte rápido). 2. Herramientas de metal duro. 3. Herramientas de cerámica. 4. Herramientas de diamante. 1. Herramientas de acero 1.1. Al carbono El principal componente del acero es el carbono. Su aplicación como herramientas de corte es escasa debido a la dureza y resistencia al desgaste que pierden por el calentamiento producido, inevitablemente, en el mecanizado. En función del porcentaje de carbono se pueden encontrar las siguientes herramientas: 1. Matrices y herramientas de corte y embutido, (0,65 a 0,85% de C). 2. Machos de roscar, brocas y fresas, (1 a 1,15% de C). 3. Buriles, rasquetas y herramientas de corte, (1,3% de C). 1.2 Aleado El acero de estas herramientas se encuentra ligeramente aleado. Existe gran variedad de herramientas de este tipo, pero, al igual que las de acero al carbono, no soportan las grandes velocidades de corte por ser poco resistentes a las temperaturas elevadas. 1.3 Rápido El acero rápido es un acero aleado con los elementos y composición adecuados para lograr un gran número de partículas de carburo, duras y resistentes al desgaste, mediante tratamiento térmico. A diferencia del resto de los aceros utilizados en herramientas, el acero rápido mantiene su dureza a altas temperaturas, permitiendo, por tanto, mayores velocidades de corte en el mecanizado, teniendo en cuenta que el filo de la herramienta no debe sobrepasar los 550 ºC. El acero rápido convencional moderno es un acero de herramientas altamente aleado con 0,7 a 1,4% de carbono, cantidad variable de cromo, molibdeno, tungsteno, vanadio y, en algunos tipos, cobalto. Las herramientas de acero rápido se presentan en diferentes calidades en función de la composición, tratamiento térmico y, en alguna forma, del método de fabricación.
description
DISTINTOS TIPOS DE MECANIZADOS QUE PRODUCEN VIRUTA. TIPOS DE HERRAMIENTAS.
Transcript of Mecánica del Corte-Lic Edgardo Faletti-2014
Tecnología de Fabricación Electromecánica: Mecánica del Corte Página 1
Compilador: Lic Edgardo Faletti (2014)
Mecánica del Corte (1º Parte)
Por una cuestión de ordenamiento del contenido de esta guía, desarrollo una clasificación de las herramientas de trabajo para un maquinado que produce residuo como la viruta. Clasificación de las herramientas Las herramientas de corte se pueden clasificar, atendiendo a los materiales empleados para su construcción, en:
1. Herramientas de acero (al carbono, aleados, de corte rápido). 2. Herramientas de metal duro. 3. Herramientas de cerámica. 4. Herramientas de diamante.
1. Herramientas de acero 1.1. Al carbono
El principal componente del acero es el carbono. Su aplicación como herramientas de corte es escasa debido a la dureza y resistencia al desgaste que pierden por el calentamiento producido, inevitablemente, en el mecanizado. En función del porcentaje de carbono se pueden encontrar las siguientes herramientas:
1. Matrices y herramientas de corte y embutido, (0,65 a 0,85% de C). 2. Machos de roscar, brocas y fresas, (1 a 1,15% de C). 3. Buriles, rasquetas y herramientas de corte, (1,3% de C).
1.2 Aleado
El acero de estas herramientas se encuentra ligeramente aleado. Existe gran variedad de herramientas de este tipo, pero, al igual que las de acero al carbono, no soportan las grandes velocidades de corte por ser poco resistentes a las temperaturas elevadas.
1.3 Rápido El acero rápido es un acero aleado con los elementos y composición adecuados para lograr un gran número de partículas de carburo, duras y resistentes al desgaste, mediante tratamiento térmico. A diferencia del resto de los aceros utilizados en herramientas, el acero rápido mantiene su dureza a altas temperaturas, permitiendo, por tanto, mayores velocidades de corte en el mecanizado, teniendo en cuenta que el filo de la herramienta no debe sobrepasar los 550 ºC. El acero rápido convencional moderno es un acero de herramientas altamente aleado con 0,7 a 1,4% de carbono, cantidad variable de cromo, molibdeno, tungsteno, vanadio y, en algunos tipos, cobalto. Las herramientas de acero rápido se presentan en diferentes calidades en función de la composición, tratamiento térmico y, en alguna forma, del método de fabricación.

Tecnología de Fabricación Electromecánica: Mecánica del Corte Página 2
Como características principales que se pueden encontrar en las herramientas de acero rápido cabe destacar:
1. Resistencia a la abrasión. Dicha cualidad la dan los carburos en función del
número de ellos y su composición. Los carburos de vanadio son los más duros y resistentes al desgaste; de aquí que todos los aceros rápidos lleven este elemento en mayor o menor proporción.
2. Tenacidad. De los elementos aleados, el molibdeno es el que proporciona al acero mayor tenacidad, mientras que los aceros rápidos con alto porcentaje en cobalto son más frágiles. Las fresas y brocas suelen ser de acero al molibdeno, mientras que en herramientas de torno de corte continuo se emplea más las de cobalto.
3. Dureza en caliente. La dureza en caliente es la capacidad de soportar elevadas
temperaturas en el filo de corte. El cobalto proporciona al acero rápido mayor dureza en caliente y estabilidad térmica, permitiendo mayores velocidades de corte, pero produce un efecto negativo sobre la tenacidad.
4. Afilabilidad. Es la facilidad que presenta una herramienta al afilado de la
misma por amolado. La cantidad de carburos de vanadio dificultan el afilado; así mismo, los carburos de mayor tamaño son más difíciles de afilar. Añadiendo azufre al acero se mejora la afilabilidad.
5. Maquinabilidad. Ésta es una cualidad que influye inicialmente en el proceso de fabricación de la herramienta. La facilidad de mecanizar las herramientas de acero rápido depende de la naturaleza de los carburos, así como del tamaño, número y disposición de los mismos. El azufre también facilita la maquinabilidad.
2. Herramientas de metal duro
Los metales duros utilizados en herramientas de corte son aleaciones obtenidas por fusión o por sinterización de los carburos de Cr, Mo, Ta, Ti, V y W. Las aleaciones obtenidas por fusión no tienen actualmente gran aplicación. Los metales duros obtenidos por sinterización presentan una gran dureza, 70 a 75 HRC, son muy homogéneos y altamente resistentes al desgaste. En comparación con los aceros, el metal duro permite trabajar a mayores velocidades de corte debido a la mayor temperatura que es capaz de soportar el filo de corte, 1300 ºC.
El metal duro en herramientas de corte se presenta en forma de placas, fijadas al mango mediante soldadura de cobre o plata, o bien por medios mecánicos. El afilado de las placas únicamente puede realizarse con muelas de carburo de silicio y de diamante.
Las plaquitas de metal duro modernas se fabrican en dos calidades, calidades sin recubrimiento y con recubrimiento. En una plaquita sin recubrimiento la tenacidad, la resistencia a la deformación plástica y al desgaste forma parte integrante del metal duro. En una calidad con recubrimiento, éste proporciona la resistencia al desgaste y la base de metal duro la tenacidad y la resistencia al calor deseadas.
Tecnología de Fabricación Electromecánica: Mecánica del Corte Página 3
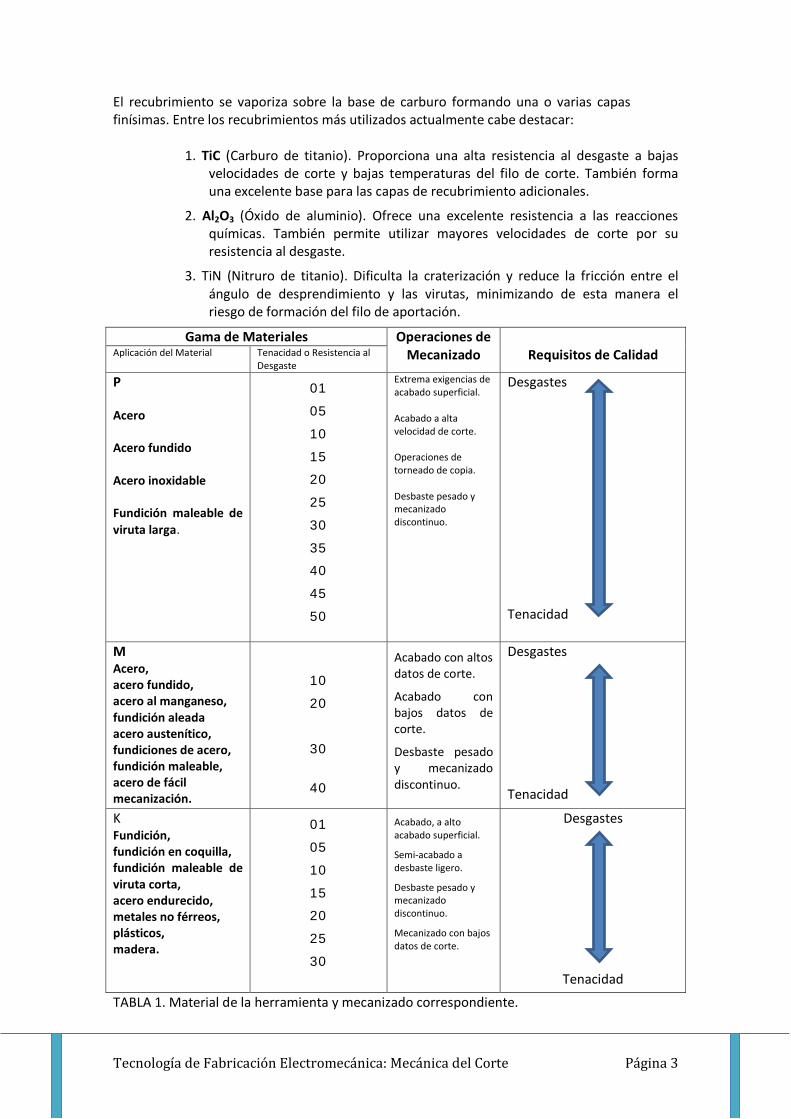
El recubrimiento se vaporiza sobre la base de carburo formando una o varias capas finísimas. Entre los recubrimientos más utilizados actualmente cabe destacar:
1. TiC (Carburo de titanio). Proporciona una alta resistencia al desgaste a bajas
velocidades de corte y bajas temperaturas del filo de corte. También forma una excelente base para las capas de recubrimiento adicionales.
2. Al2O3 (Óxido de aluminio). Ofrece una excelente resistencia a las reacciones químicas. También permite utilizar mayores velocidades de corte por su resistencia al desgaste.
3. TiN (Nitruro de titanio). Dificulta la craterización y reduce la fricción entre el ángulo de desprendimiento y las virutas, minimizando de esta manera el riesgo de formación del filo de aportación.
Gama de Materiales Operaciones de Mecanizado
Requisitos de Calidad Aplicación del Material Tenacidad o Resistencia al
Desgaste
P Acero Acero fundido Acero inoxidable Fundición maleable de viruta larga.
01
05
10
15
20
25
30
35
40
45
50
Extrema exigencias de acabado superficial. Acabado a alta velocidad de corte. Operaciones de torneado de copia. Desbaste pesado y mecanizado discontinuo.
Desgastes
Tenacidad
M Acero, acero fundido, acero al manganeso, fundición aleada acero austenítico, fundiciones de acero, fundición maleable, acero de fácil mecanización.
10
20
30
40
Acabado con altos datos de corte.
Acabado con bajos datos de corte.
Desbaste pesado y mecanizado discontinuo.
Desgastes
Tenacidad
K Fundición, fundición en coquilla, fundición maleable de viruta corta, acero endurecido, metales no férreos, plásticos, madera.
01
05
10
15
20
25
30
Acabado, a alto acabado superficial.
Semi-acabado a desbaste ligero.
Desbaste pesado y mecanizado discontinuo.
Mecanizado con bajos datos de corte.
Desgastes
Tenacidad
TABLA 1. Material de la herramienta y mecanizado correspondiente.
Tecnología de Fabricación Electromecánica: Mecánica del Corte Página 4
3. Herramientas de cerámica
La cerámica tiene un campo de aplicación más reducido que los metales duros, debido principalmente a su fragilidad; únicamente puede ser utilizada para mecanizado continuo de materiales homogéneos y en máquinas muy potentes y rígidas.
Existen dos tipos de materiales cerámicos, los formados únicamente por alúmina y los formados por óxidos de otros metales, como los de cromo, vanadio y manganeso.
Las herramientas de material cerámico pueden trabajar a una velocidad de corte dos o tres veces mayor a la del metal duro; el filo de corte soporta hasta los 1500 ºC; a altas temperaturas apenas sufre variaciones en sus propiedades mecánicas.
4. Herramientas de diamante
El diamante es el material más resistente al desgaste debido a su dureza natural, pero tiene el inconveniente de su gran fragilidad; por tanto, su empleo está limitado a mecanizado de corte continuo y con poca profundidad de pasada.
El montaje de la herramienta debe ser muy cuidadoso y rígido y la máquina debe ser muy robusta, ya que el diamante no admite ningún tipo de vibración.
Su campo de aplicación principal se encuentra en el mecanizado de materiales muy abrasivos, bronces, aleaciones de aluminio, ebonita, cartón comprimido, etc.
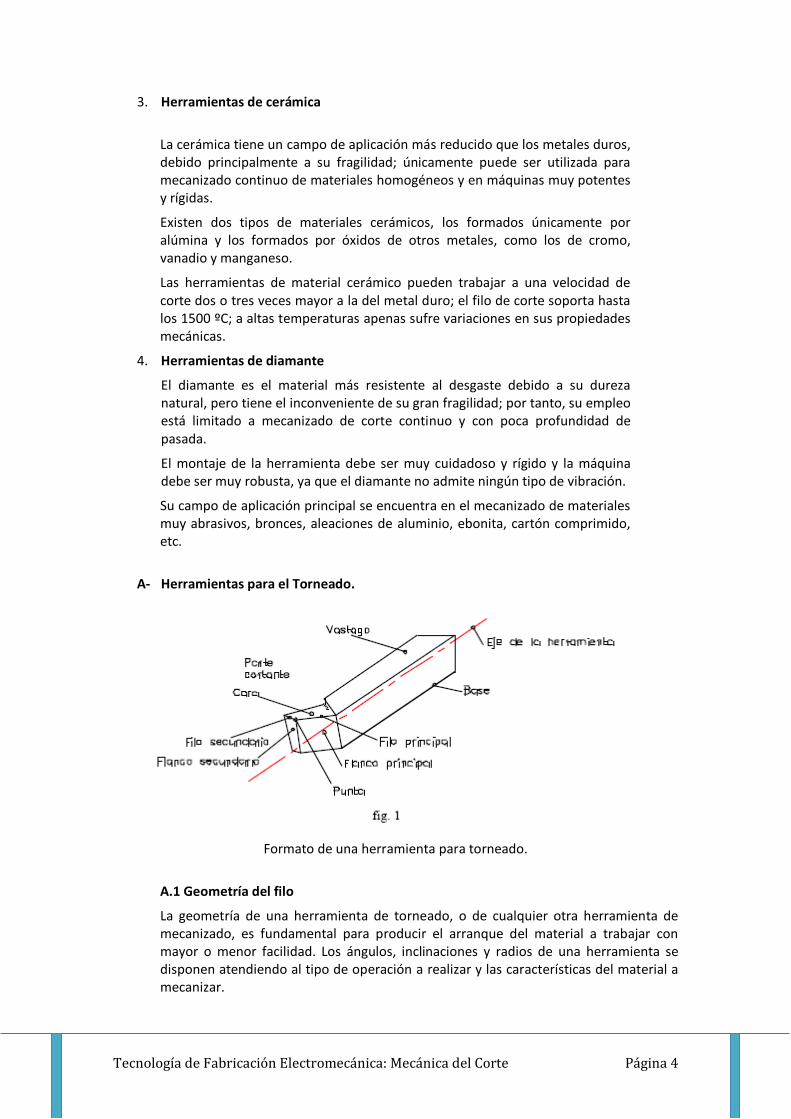
A- Herramientas para el Torneado.
Formato de una herramienta para torneado.
A.1 Geometría del filo
La geometría de una herramienta de torneado, o de cualquier otra herramienta de mecanizado, es fundamental para producir el arranque del material a trabajar con mayor o menor facilidad. Los ángulos, inclinaciones y radios de una herramienta se disponen atendiendo al tipo de operación a realizar y las características del material a mecanizar.
Tecnología de Fabricación Electromecánica: Mecánica del Corte Página 5
En función de la figura 1, paso a explicar las distintas partes de la herramienta para torno:
a) Cara: Es la superficie o superficies sobre las cuales fluye la viruta (superficie de desprendimiento).
b) Flanco: Es la superficie de la herramienta frente a la cual pasa la viruta generada en la pieza (superficie de incidencia).
c) Filo: Es la parte que realiza el corte. El filo principal es la parte del filo que ataca la
superficie transitoria en la pieza. El filo secundario es la parte restante del filo de la herramienta.
d) Punta: Es la parte del filo donde se cortan los filos principales y secundarios; puede ser aguda o redondeada o puede ser intersección de esos filos.
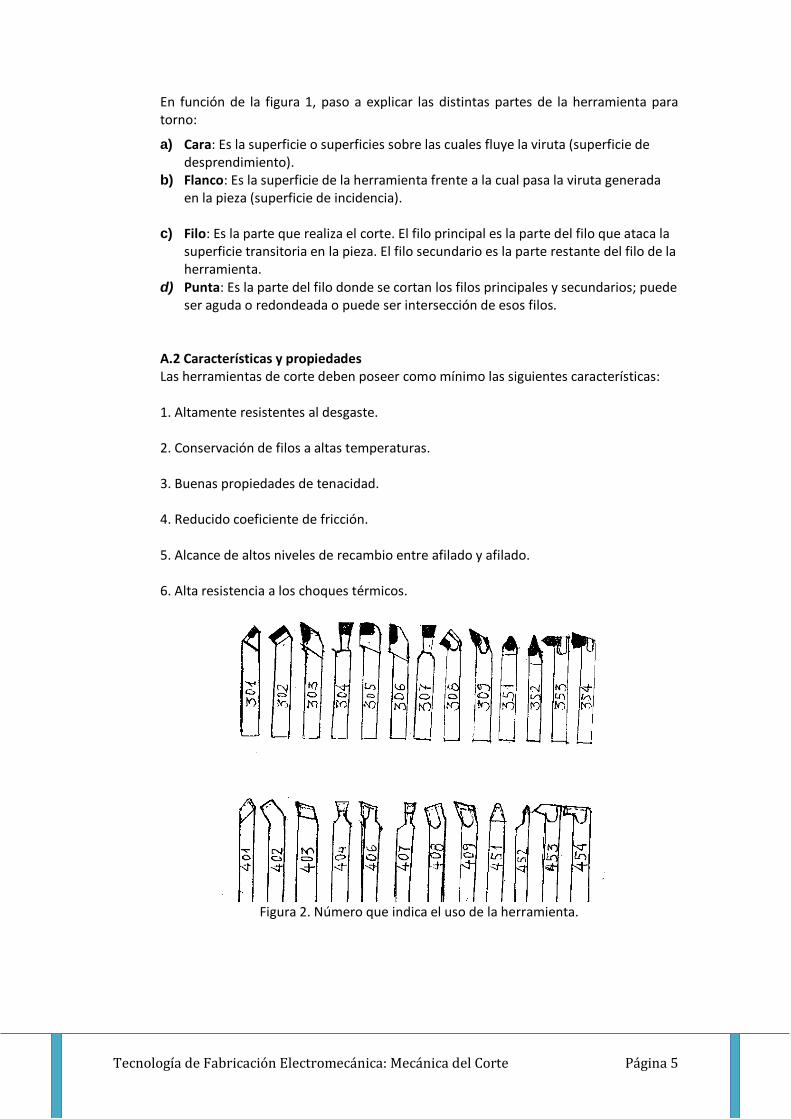
A.2 Características y propiedades Las herramientas de corte deben poseer como mínimo las siguientes características: 1. Altamente resistentes al desgaste. 2. Conservación de filos a altas temperaturas. 3. Buenas propiedades de tenacidad. 4. Reducido coeficiente de fricción. 5. Alcance de altos niveles de recambio entre afilado y afilado. 6. Alta resistencia a los choques térmicos.
Figura 2. Número que indica el uso de la herramienta.
Tecnología de Fabricación Electromecánica: Mecánica del Corte Página 6
En referencia a la figura 2 clasificamos a la herramienta del torno en función de su uso. En la Tabla 2, indico la aplicación de la misma en función del código.
Normalización de cuchillas Código Aplicación de la Herramienta
301 ó 401 Cilindrar recta 302 ó 402 Cilindrar acodada. 303 ó 403 Refrentar en ángulo. 304 ó 404 Ranurar. 305 Refrentar. 306 ó 406 Refrentar en costado. 307 ó 407 Tronzar. 308 ó 408 Cilindrar interior. 309 ó 409 Refrentar en ángulo interior 351 ó 451 Cortar en punta. 352 ó 452 Filetear. 353 ó 453 Filetear interior. 354 ó 454 Cajear.
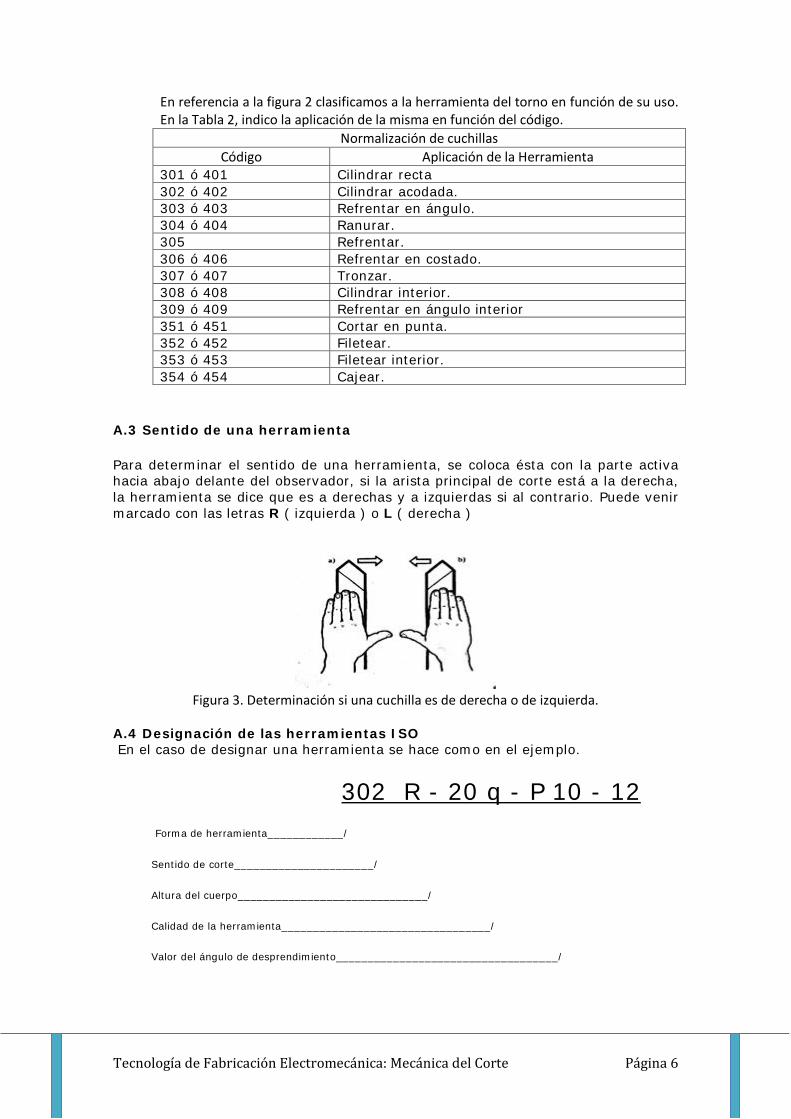
A.3 Sentido de una herramienta
Para determinar el sentido de una herramienta, se coloca ésta con la parte activa hacia abajo delante del observador, si la arista principal de corte está a la derecha, la herramienta se dice que es a derechas y a izquierdas si al contrario. Puede venir marcado con las letras R ( izquierda ) o L ( derecha )
Figura 3. Determinación si una cuchilla es de derecha o de izquierda.
A.4 Designación de las herramientas ISO En el caso de designar una herramienta se hace como en el ejemplo.
302 R - 20 q - P 10 - 12
Forma de herramienta____________/
Sentido de corte______________________/
Altura del cuerpo______________________________/
Calidad de la herramienta_________________________________/
Valor del ángulo de desprendimiento___________________________________/

Tecnología de Fabricación Electromecánica: Mecánica del Corte Página 7
A.5 Herramientas de perfil constante Se denominan herramientas de perfil constante aquellas que no pierden la forma y proporciones del perfil al ser afiladas, para ello se afilan por la cara de corte.
A.6 Herramientas de roscar
Son similares a las de perfil constante, solo varían en que las caras de incidencia forman 3º con los flancos de la rosca. Y la cara de corte tiene unas diferencias relativas en lo que a su cálculo se refiere.
A.7 Método de utilización en las diferentes operaciones.
A.- Recta para Cilindrar B.- Acodada para Cilindrar C.- De Tope D.- De Refrentar (para caras) E.- De Tronzar F.- De Acanalar G.- De Perfilar H.- De Roscar I.- De Mandrilar Orificios Pasantes J.- De Tope para Mandrilar
Figura 4. Herramientas y operaciones en el torno
Tecnología de Fabricación Electromecánica: Mecánica del Corte Página 8
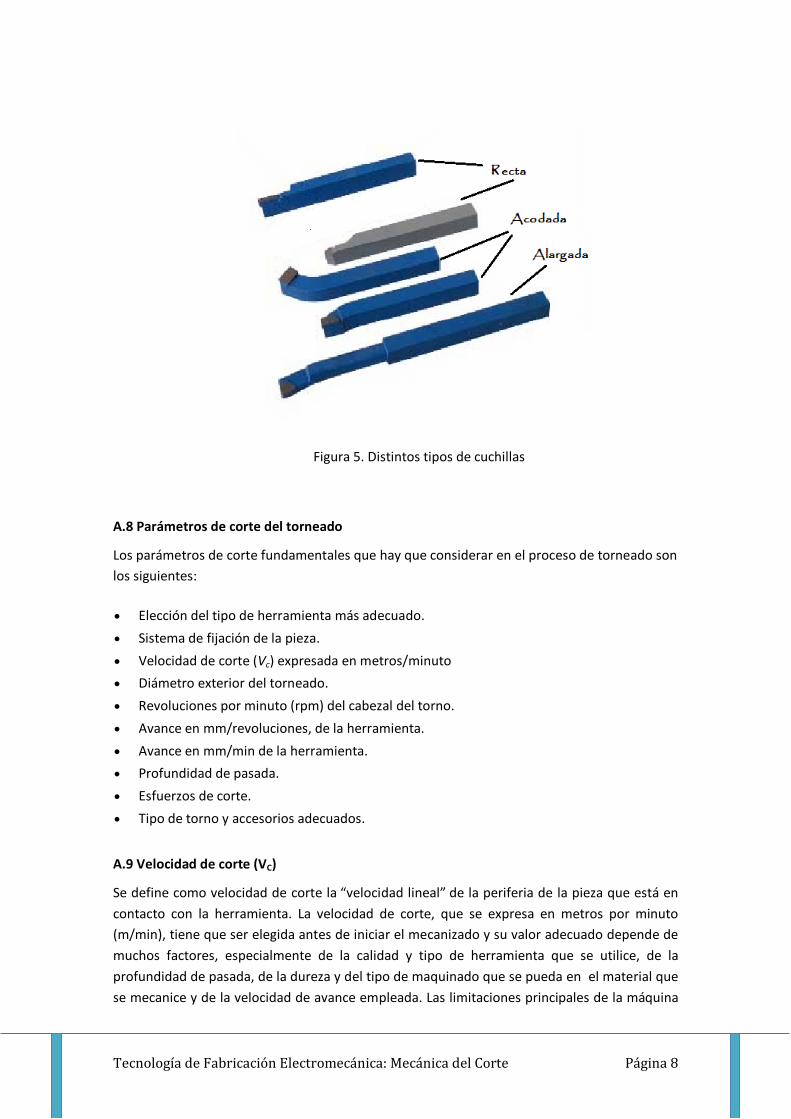
Figura 5. Distintos tipos de cuchillas
A.8 Parámetros de corte del torneado
Los parámetros de corte fundamentales que hay que considerar en el proceso de torneado son los siguientes:
• Elección del tipo de herramienta más adecuado. • Sistema de fijación de la pieza. • Velocidad de corte (Vc) expresada en metros/minuto • Diámetro exterior del torneado. • Revoluciones por minuto (rpm) del cabezal del torno. • Avance en mm/revoluciones, de la herramienta. • Avance en mm/min de la herramienta. • Profundidad de pasada. • Esfuerzos de corte. • Tipo de torno y accesorios adecuados. A.9 Velocidad de corte (VC)
Se define como velocidad de corte la “velocidad lineal” de la periferia de la pieza que está en contacto con la herramienta. La velocidad de corte, que se expresa en metros por minuto (m/min), tiene que ser elegida antes de iniciar el mecanizado y su valor adecuado depende de muchos factores, especialmente de la calidad y tipo de herramienta que se utilice, de la profundidad de pasada, de la dureza y del tipo de maquinado que se pueda en el material que se mecanice y de la velocidad de avance empleada. Las limitaciones principales de la máquina
Tecnología de Fabricación Electromecánica: Mecánica del Corte Página 9
son su gama de velocidades, la potencia de los motores y de la rigidez de la fijación de la pieza y de la herramienta.
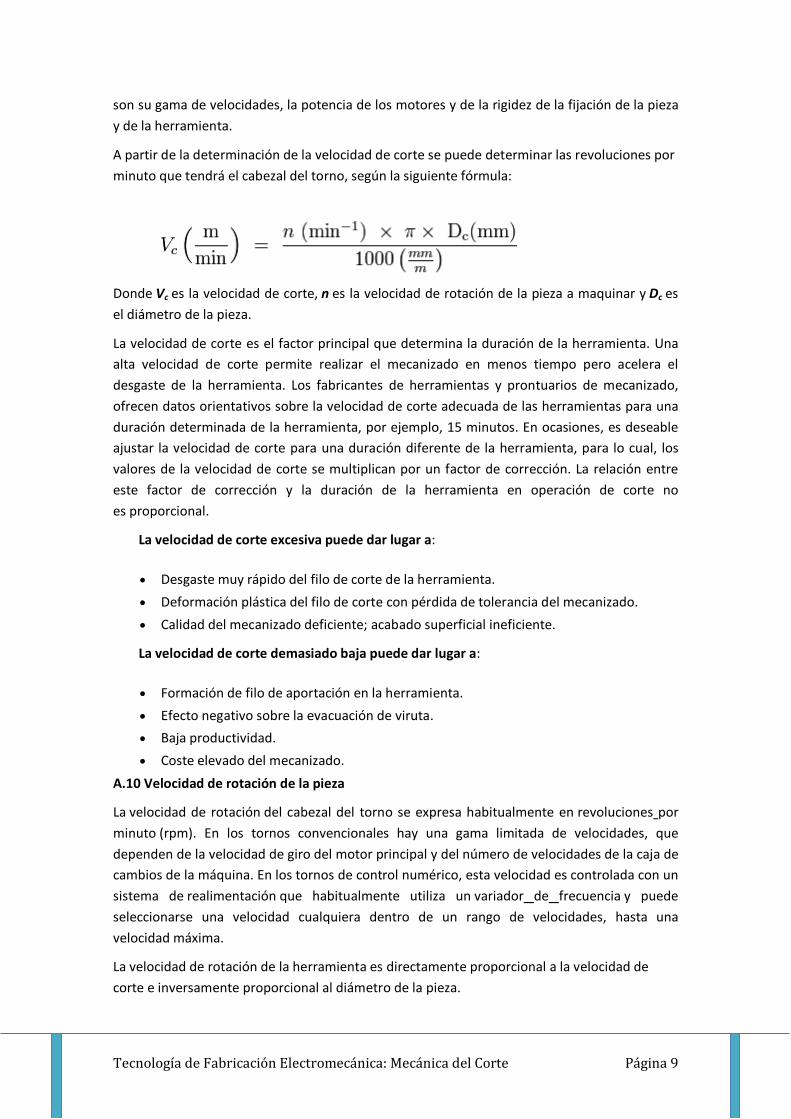
A partir de la determinación de la velocidad de corte se puede determinar las revoluciones por minuto que tendrá el cabezal del torno, según la siguiente fórmula:
Donde Vc es la velocidad de corte, n es la velocidad de rotación de la pieza a maquinar y Dc es el diámetro de la pieza.
La velocidad de corte es el factor principal que determina la duración de la herramienta. Una alta velocidad de corte permite realizar el mecanizado en menos tiempo pero acelera el desgaste de la herramienta. Los fabricantes de herramientas y prontuarios de mecanizado, ofrecen datos orientativos sobre la velocidad de corte adecuada de las herramientas para una duración determinada de la herramienta, por ejemplo, 15 minutos. En ocasiones, es deseable ajustar la velocidad de corte para una duración diferente de la herramienta, para lo cual, los valores de la velocidad de corte se multiplican por un factor de corrección. La relación entre este factor de corrección y la duración de la herramienta en operación de corte no es proporcional.
La velocidad de corte excesiva puede dar lugar a:
• Desgaste muy rápido del filo de corte de la herramienta. • Deformación plástica del filo de corte con pérdida de tolerancia del mecanizado. • Calidad del mecanizado deficiente; acabado superficial ineficiente.
La velocidad de corte demasiado baja puede dar lugar a:
• Formación de filo de aportación en la herramienta. • Efecto negativo sobre la evacuación de viruta. • Baja productividad. • Coste elevado del mecanizado.
A.10 Velocidad de rotación de la pieza
La velocidad de rotación del cabezal del torno se expresa habitualmente en revoluciones por minuto (rpm). En los tornos convencionales hay una gama limitada de velocidades, que dependen de la velocidad de giro del motor principal y del número de velocidades de la caja de cambios de la máquina. En los tornos de control numérico, esta velocidad es controlada con un sistema de realimentación que habitualmente utiliza un variador de frecuencia y puede seleccionarse una velocidad cualquiera dentro de un rango de velocidades, hasta una velocidad máxima.
La velocidad de rotación de la herramienta es directamente proporcional a la velocidad de corte e inversamente proporcional al diámetro de la pieza.
Tecnología de Fabricación Electromecánica: Mecánica del Corte Página 10
A.11 Velocidad de avance
El avance o velocidad de avance en el torneado es la velocidad relativa entre la pieza y la herramienta, es decir, la velocidad con la que progresa el corte. El avance de la herramienta de corte es un factor muy importante en el proceso de torneado.
Cada herramienta puede cortar adecuadamente en un rango de velocidades de avance por cada revolución de la pieza, denominado avance por revolución (fz). Este rango depende fundamentalmente del diámetro de la pieza , de la profundidad de pasada , y de la calidad de la herramienta . Este rango de velocidades se determina experimentalmente y se encuentra en los catálogos de los fabricantes de herramientas. Además esta velocidad está limitada por las rigideces de las sujeciones de la pieza y de la herramienta y por la potencia del motor de avance de la máquina. El grosor máximo de viruta en mm es el indicador de limitación más importante para una herramienta. El filo de corte de las herramientas se prueba para que tenga un valor determinado entre un mínimo y un máximo de grosor de la viruta.
La velocidad de avance es el producto del avance por revolución por la velocidad de rotación de la pieza.
Al igual que con la velocidad de rotación de la herramienta, en los tornos convencionales la velocidad de avance se selecciona de una gama de velocidades disponibles, mientras que los tornos de control numérico pueden trabajar con cualquier velocidad de avance hasta la máxima velocidad de avance de la máquina.
Efectos de la velocidad de avance
• Decisiva para la formación de viruta • Afecta al consumo de potencia • Contribuye a la tensión mecánica y térmica
La elevada velocidad de avance da lugar a:
• Buen control de viruta • Menor tiempo de corte • Menor desgaste de la herramienta • Riesgo más alto de rotura de la herramienta • Elevada rugosidad superficial del mecanizado.
Tecnología de Fabricación Electromecánica: Mecánica del Corte Página 11
La velocidad de avance baja da lugar a:
• Viruta más larga • Mejora de la calidad del mecanizado • Desgaste acelerado de la herramienta • Mayor duración del tiempo de mecanizado • Mayor coste del mecanizado Tiempo de torneado
A.12 Fuerza específica de corte
La fuerza de corte es un parámetro necesario para poder calcular la potencia necesaria para efectuar un determinado mecanizado. Este parámetro está en función del avance de la herramienta, de la profundidad de pasada, de la velocidad de corte, del tipo de maquinado del material, de la dureza del material, de las características de la herramienta y del espesor medio de la viruta. Todos estos factores se engloban en un coeficiente denominado Kx. La fuerza específica de corte se expresa en N/mm2.
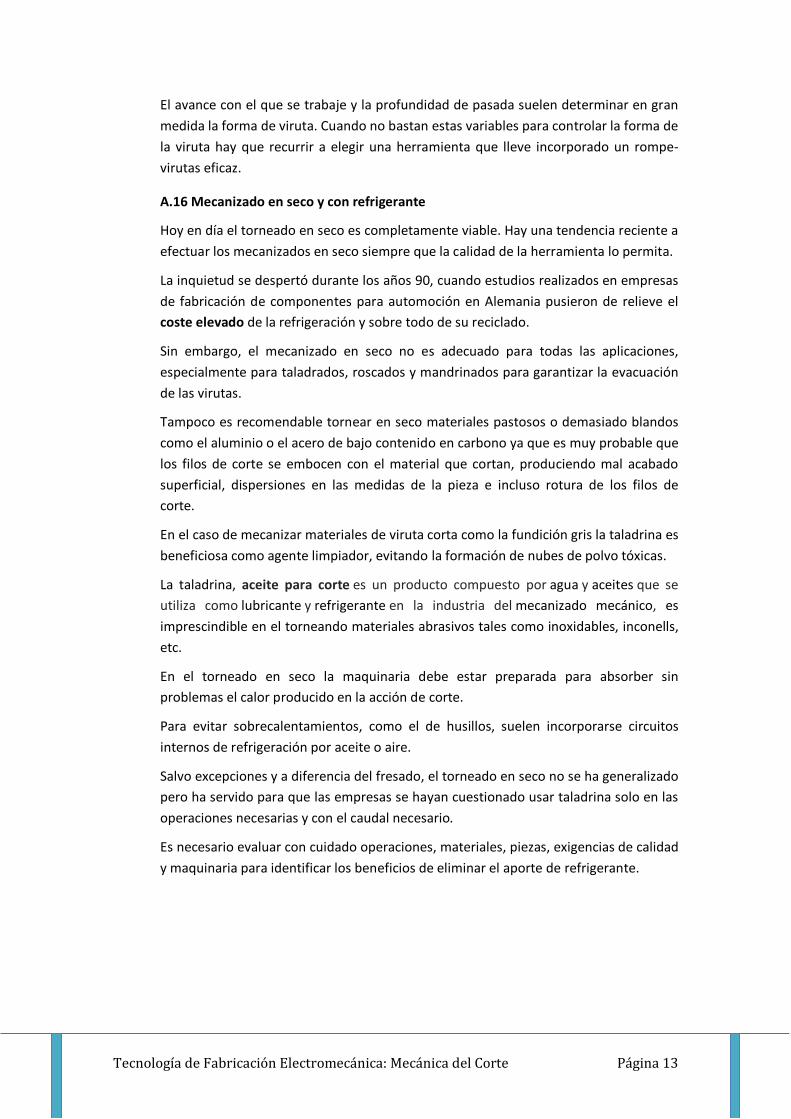
A.13 Potencia de corte
La potencia de corte Pc necesaria para efectuar un determinado mecanizado se calcula a partir del valor del volumen de arranque de viruta, la fuerza específica de corte y del rendimiento que tenga la máquina. Se expresa en kilovatios (kW).
Esta fuerza específica de corte Fc, es una constante que se determina por el tipo de material que se está mecanizando, geometría de la herramienta, espesor de viruta, etc.
Para poder obtener el valor de potencia correcto, el valor obtenido tiene que dividirse por un determinado valor (ρ) que tiene en cuenta la eficiencia de la máquina. Este valor es el porcentaje de la potencia del motor que está disponible en la herramienta puesta en el husillo.
donde
• Pc es la potencia de corte (kW) • Ac es el diámetro de la pieza (mm) • f es la velocidad de avance (mm/min) • Fc es la fuerza específica de corte (N/mm2) • ρ es el rendimiento o la eficiencia de la máquina
Tecnología de Fabricación Electromecánica: Mecánica del Corte Página 12
A.14 Factores que influyen en las condiciones tecnológicas del torneado
• Diseño y limitaciones de la pieza: tamaño, tolerancias del torneado, tendencia a vibraciones, sistemas de sujeción, acabado superficial, etc.
• Operaciones de torneado a realizar: cilindrados exteriores o interiores, refrentados, ranurados, desbaste, acabados, optimización para realizar varias operaciones de forma simultánea, etc.
• Estabilidad y condiciones de mecanizado: cortes intermitentes, voladizo de la pieza, forma y estado de la pieza, estado, potencia y accionamiento de la máquina, etc.
• Disponibilidad y selección del tipo de torno: posibilidad de automatizar el mecanizado, poder realizar varias operaciones de forma simultánea, serie de piezas a mecanizar, calidad y cantidad del refrigerante, etc.
• Material de la pieza: dureza, estado, resistencia, maquinabilidad, barra, fundición, forja, mecanizado en seco o con refrigerante, etc.
• Disponibilidad de herramientas: calidad de las herramientas, sistema de sujeción de la herramienta, acceso al distribuidor de herramientas, servicio técnico de herramientas, asesoramiento técnico.
• Aspectos económicos del mecanizado: optimización del mecanizado, duración de la herramienta, precio de la herramienta, precio del tiempo de mecanizado.
Aspectos especiales de las herramientas para mandrinar: se debe seleccionar el mayor diámetro de la barra posible y asegurarse una buena evacuación de la viruta. Seleccionar el menor voladizo posible de la barra. Seleccionar herramientas de la mayor tenacidad posible.
A.15 Formación de viruta
El torneado ha evolucionado tanto que ya no se trata tan solo de arrancar material a gran velocidad, sino que los parámetros que componen el proceso tienen que estar estrechamente controlados para asegurar los resultados finales de economía calidad y precisión. En particular, la forma de tratar la viruta se ha convertido en un proceso complejo, donde intervienen todos los componentes tecnológicos del mecanizado, para que pueda tener el tamaño y la forma que no perturbe el proceso de trabajo. Si no fuera así se acumularían rápidamente masas de virutas largas y fibrosas en el área de mecanizado que formarían madejas enmarañadas e incontrolables.
La forma que toma la viruta se debe principalmente al material que se está cortando y puede ser tanto dúctil como quebradiza y frágil.
Tecnología de Fabricación Electromecánica: Mecánica del Corte Página 13
El avance con el que se trabaje y la profundidad de pasada suelen determinar en gran medida la forma de viruta. Cuando no bastan estas variables para controlar la forma de la viruta hay que recurrir a elegir una herramienta que lleve incorporado un rompe-virutas eficaz.
A.16 Mecanizado en seco y con refrigerante
Hoy en día el torneado en seco es completamente viable. Hay una tendencia reciente a efectuar los mecanizados en seco siempre que la calidad de la herramienta lo permita.
La inquietud se despertó durante los años 90, cuando estudios realizados en empresas de fabricación de componentes para automoción en Alemania pusieron de relieve el coste elevado de la refrigeración y sobre todo de su reciclado.
Sin embargo, el mecanizado en seco no es adecuado para todas las aplicaciones, especialmente para taladrados, roscados y mandrinados para garantizar la evacuación de las virutas.
Tampoco es recomendable tornear en seco materiales pastosos o demasiado blandos como el aluminio o el acero de bajo contenido en carbono ya que es muy probable que los filos de corte se embocen con el material que cortan, produciendo mal acabado superficial, dispersiones en las medidas de la pieza e incluso rotura de los filos de corte.
En el caso de mecanizar materiales de viruta corta como la fundición gris la taladrina es beneficiosa como agente limpiador, evitando la formación de nubes de polvo tóxicas.
La taladrina, aceite para corte es un producto compuesto por agua y aceites que se utiliza como lubricante y refrigerante en la industria del mecanizado mecánico, es imprescindible en el torneando materiales abrasivos tales como inoxidables, inconells, etc.
En el torneado en seco la maquinaria debe estar preparada para absorber sin problemas el calor producido en la acción de corte.
Para evitar sobrecalentamientos, como el de husillos, suelen incorporarse circuitos internos de refrigeración por aceite o aire.
Salvo excepciones y a diferencia del fresado, el torneado en seco no se ha generalizado pero ha servido para que las empresas se hayan cuestionado usar taladrina solo en las operaciones necesarias y con el caudal necesario.
Es necesario evaluar con cuidado operaciones, materiales, piezas, exigencias de calidad y maquinaria para identificar los beneficios de eliminar el aporte de refrigerante.