Medición de la productividad en procesos industriales … DOCTORAL Víctor Hugo Cely... · X...
145
Medición de la productividad en procesos industriales que integren cadena de frío, basada en evaluaciones de exergoeconomía y ecoeficiencia Víctor Hugo Cely Niño Universidad Nacional de Colombia Facultad de Ingeniería Doctorado en Ingeniería - Industria y Organizaciones Bogotá D.C., Colombia 2017
-
Upload
nguyenhanh -
Category
Documents
-
view
222 -
download
0
Transcript of Medición de la productividad en procesos industriales … DOCTORAL Víctor Hugo Cely... · X...
Medición de la productividad en procesos industriales que integren
cadena de frío, basada en evaluaciones de exergoeconomía y
ecoeficiencia
Víctor Hugo Cely Niño
Universidad Nacional de Colombia
Facultad de Ingeniería
Doctorado en Ingeniería - Industria y Organizaciones
Bogotá D.C., Colombia
2017
Medición de la productividad en procesos industriales que integren
cadena de frío, basada en evaluaciones de exergoeconomía y
ecoeficiencia
Víctor Hugo Cely Niño
Tesis Doctoral presentada como requisito parcial para optar al título de:
Doctor en Ingeniería – Industria y Organizaciones
Director:
Doctor Ingeniero Héctor Cifuentes Aya
Línea de Investigación:
Productividad, Calidad y Competitividad
Universidad Nacional de Colombia
Facultad de Ingeniería
Doctorado en Ingeniería - Industria y Organizaciones
Bogotá D.C., Colombia
2017



Agradecimientos
A mi Director de Tesis, maestro y amigo, Dr. Ingeniero Héctor Cifuentes Aya por su aporte
científico, asombrosa lucidez e impecable dirección de éste trabajo doctoral.
Héctor: tu dedicación, conocimiento, paciencia y motivación, hacen parte de este logro.
¡Te lo agradezco profundamente!, sin tu apoyo no lo hubiera logrado.
In Memoriam, Profesor Emérito UN. Dr. Ing. Carlos Alfonso Cortés Amador. Tu acogida,
confianza y soporte fueron decisivos para realizar el doctorado. ¡Hasta siempre, Carlos!
Al Dr. Ing. Wilson Adarme Jaimes, por su confianza, credibilidad y apoyo como profesor y
coordinador del doctorado, indispensable para mi formación doctoral. ¡Mil Gracias!, Wilson.
A la Dra. Gemma Cervantes Torre-Marín, por su apoyo personal y soporte científico en mi
estancia doctoral y trabajo de campo en la División de Ingeniería - Universidad de
Guanajuato, a través del Grupo de Investigación en Ecología Industrial.
Al honorable y respetado jurado por su constructivismo y evaluación de la tesis, así como
su aportación en mi formación como investigador de alto nivel: Gemma Cervantes Torre-
Marín UG, Eugenio Ávila Pedrozo UFRGS, Gloria Isabel Rodríguez Lozano UN.
Al Dr. Germán Cuevas Rodríguez y a la Dra. Adorí Bernal Martínez, miembros del Cuerpo
Académico de Bioingeniería, Biotecnología y Gestión Ambiental, División de Ingenierías,
Universidad de Guanajuato, campus Guanajuato. Por su soporte académico, científico e
industrial, además por brindarme su amistad y colaboración incondicional e inmerecida.
A Martha Beatriz: en ti reencontré la luz para continuar el camino trazado y tan accidentado.
Gracias MIBERAMI por tu incansable paciencia, comprensión y amor.
VII
I
Título de la tesis o trabajo de investigación
Al núcleo familiar, en donde durante treinta años me inspiré, planifiqué mis metas, visioné
y forjé este logro. Gracias Laurie Nohemí. Gracias Laurie Nicolle.
Ñito y Ñiñi, han sido la gran bendición de mi vida, desde el día que supe que nacerían.
Este logro, es mi más grande legado. Luciana, por antonomasia, tú también estás ahí.
Al Rastro Frigorífico y Servicios Integrales del Bajío S.A. de C.V. (TIF 333) de la ciudad de
León, Gto y Avícola El Dorado-Duitama, por el acceso irrestricto a sus plantas industriales
y su información relevante, imprescindibles en el contraste de hipótesis.
Al MVZ Carlos Muñoz Sánchez, con quien tuve la suerte de interactuar y recibir su apoyo.
A la Empresa Avícola El Dorado de la ciudad de Duitama y al Ingeniero Industrial Rafael
Pérez, Jefe de Producción de la Planta de Beneficio Industrial.
A Congelados Xtra S.A de CV, en el municipio de San Francisco del Rincón, Estado de
Guanajuato, por su generosa acogida para el reconocimiento de sus procesos básicos y
avanzados en congelación de hortalizas, útiles en la caracterización del caso de estudio.
In memoriam, a mis hermanas Doris Yamile y Nohemí Cely Niño.
A José Tomás y María del Carmen, su dura pero oportuna exigencia, su indeleble ejemplo
y pujanza, aún habitan en mí; éste también fue su logro. Lamento que ya no estén.
A mis hermanos Jairo Wigberto y Thomas Walter, compañeros de viaje y apoyo en los
momentos difíciles, los quiero mucho.
Oh Gesù di Nazareth, sei stata la luce e la lucidità in questo processo di formazione!.
Resumen y Abstract IX
Resumen
La productividad es quizá la relación más importante en producción, porque provee
resultados financieros y económicos para la toma de decisiones de la empresa y su sector.
En esta tesis se desarrolla una aplicación transversal de la termodinámica de equilibrio,
usando conceptos exergía, anergía, generación de entropía y análisis exergoeconómico
como herramienta para cuantificar irreversibilidades ocultas, medir la eficiencia racional y
la productividad multifactorial, aplicada a un proceso termodinámico reversible -producción
de frío- de tipo cíclico, nivel macroscópico y sin transformación molecular: cadena de frío.
Este proceso térmico es una sucesión de eslabones como pre-enfriamiento, refrigeración,
congelación y transporte refrigerado, usado para soportar la bio-preservación en cadenas
alimentarias mediante intercambios caloríficos cuyas variables físicas son: temperatura,
humedad relativa, punto de rocío y superficie de refrigeración, en puntos críticos de control
que posibilita la inocuidad alimentaria in-situ y la trazabilidad en la carga refrigerada móvil.
La medición de productividad se construyó sobre criterios de cuantificación de costos y
minimización de ineficiencias, no de alternativas o co-generación energética a partir de
sustitución de tecnologías energéticas, lo cual no existirá efecto rebote directo o indirecto.
La medición se validó con dos casos de estudio disímiles e independientes, y se obtuvo la
eficiencia racional comparada y absoluta para una estructura productiva con cadena de
frío por compresión de vapor y ultracongelación IQF, en cadena agroindustrial (pecuaria y
agrícola) de empresas localizadas en Duitama, Colombia y León, Guanajuato (México).
Se generaron indicadores de eficiencia racional (exergética) y de ecoeficiencia, integrados
a conceptos y criterios pertinentes con la dimensión social y sostenible de la producción.
Se precisaron los puntos críticos de mayor destrucción de exergía y equipos responsables
de ineficiencias y generación de residuos, con incidencia en la estructura de costos ocultos
e improductivos del proceso, causantes de impactos negativos sobre la productividad del
proceso industrial.

X Título de la tesis o trabajo de investigación
Palabras clave: productividad multi-factorial, cadena de frío, eficiencia exergética,
irreversibilidad térmica, costos ocultos, ultracongelación IQF.
Abstract
Productivity is perhaps the most important relations in production, because it provides
financial and economic results for the decision making of the company and its sector.
This Ph.D. Thesis develops a transversal application of equilibrium thermodynamics, using
exergy, anergy, entropy generation and exergoeconomics analysis as a tool to quantify
hidden irreversibilities, measure rational efficiency and multifactorial productivity, applied
to a reversible thermodynamic process -production of cold- of cyclic type, macroscopic
level and without molecular transformation: the cold chain.
This thermal process is a succession of links such as pre-cooling, refrigeration, freezing
and refrigerated transport, used to support bio-preservation in food chains through calorific
exchanges whose physical variables are: temperature, relative humidity, dew point and
cooling surface, in critical control points that enables in-situ food safety and traceability in
refrigerated mobile load.
The measurement of productivity was built on criteria of quantification of costs and
minimization of inefficiencies, not of alternatives or energy co-generation from substitution
of energy technologies, which will not have a direct or indirect rebound effect.
The measurement was validated with two different and independent study cases were
analyzed, and the comparative and absolute rational efficiency was obtained for a
productive structure with cold chain by vapor compression and Deep Freeze IQF, in
agroindustrial chains (cattle-farming) of companies located in Duitama, Colombia and
León, Guanajuato (Mexico).
The critical points of greater destruction of exergy and equipment responsible for
inefficiencies and generation of waste were specified, with an impact on the structure of
hidden and unproductive costs of the process, causing negative impacts on the productivity
of the industrial process.
Keywords. multi-factor productivity, cold chain, exergy efficiency, thermal irreversibility,
hidden costs, deep freeze IQF.
Contenido XI
Contenido
1. El problema de investigación .................................................................................. 3 Antecedentes del problema ................................................................................ 3 Justificación ........................................................................................................ 4 Declaración del problema ................................................................................... 6 Preguntas de investigación ................................................................................ 7 Hipótesis ............................................................................................................ 8 Objetivos ............................................................................................................ 8
1.6.1 Objetivo general............................................................................................... 8 1.6.2 Objetivos específicos ....................................................................................... 8 Organización del contenido ................................................................................ 8
2. Marco referencial .................................................................................................... 11 Fundamentos termodinámicos ......................................................................... 11 El efecto rebote ................................................................................................ 12 La exergía y el análisis termodinámico de equilibrio ......................................... 14 Flujo de exergía: transferencia y destrucción ................................................... 16
2.4.1 Sistemas cerrados: Exergía sin flujo .............................................................. 18 2.4.2 Sistemas abiertos: exergía con corriente de flujo ........................................... 19 2.4.3 Transferencia simultánea ............................................................................... 20 Máquina térmica ............................................................................................... 21 La producción del frio en el ciclo HVAC-R ........................................................ 22 Eficiencia exergética ........................................................................................ 25 Balance y rendimiento en el ciclo HVAC-R ....................................................... 27 La exergía en la cadena de frío ........................................................................ 29
Eslabones y sectores en la cadena de frío ....................................................... 30 Cadena de frío en Fruver ................................................................................. 32 Exergoeconomía .............................................................................................. 34 Ecoeficiencia .................................................................................................... 35 Ecología industrial ............................................................................................ 36 La Función de Producción ................................................................................ 37 La productividad en la cadena de frío de fruver ................................................ 39
3. Estado del arte........................................................................................................ 41 Antecedentes termodinámicos ......................................................................... 41 Evolución de la exergoeconomía de procesos ................................................. 42 Tendencia hacia el desarrollo sostenible .......................................................... 44 Tendencias hacia sistemas complejos ............................................................. 45 Aplicaciones exergéticas en procesos industriales ........................................... 46 Sistemas HVACR ............................................................................................. 48 Indicadores exergéticos en la industria alimentaria .......................................... 49 Sistema de medición de la productividad ......................................................... 49
XII Medición de la productividad en procesos industriales que integren cadena de frío, basada
en evaluaciones de exergoeconomía y ecoeficiencia
4. Metodología ............................................................................................................ 55
Metodología para la productividad multifactorial ............................................... 56 4.1.1 Descripción de variables ............................................................................... 57 4.1.2 Secuencia para el cálculo multifactorial ......................................................... 57 Casos de Estudio .............................................................................................. 58
4.2.1 Caso de Estudio No. 1: cadena agroindustrial pecuaria ................................ 59 4.2.2 Caso de Estudio No. 2: cadena agroindustrial agrícola ................................. 59 4.2.3 Análisis del transporte refrigerado ................................................................. 59 Método de investigación ................................................................................... 60 Etapas metodológicas ....................................................................................... 60 Instrumentos ..................................................................................................... 62 Trabajo de campo ............................................................................................. 62 Captura de datos y estimación de pérdidas ...................................................... 63 Análisis de sensibilidad: estimación de pérdidas ............................................... 63 Detección de fallas y defectación ...................................................................... 64
Análisis de riesgos ............................................................................................ 65
5. Resultados ............................................................................................................. 67 Planteamiento orientador del método de medición ............................................ 67 Marco relacional ............................................................................................... 68
5.2.1 Estructura productiva: concepto de recurso-producto (F-P) ........................... 70 5.2.2 Bases conceptuales de medición en un sistema térmico ............................... 72 5.2.3 Proceso de formación de residuos ................................................................ 75 5.2.4 Cuantificación de los residuos ....................................................................... 75 Contabilidad de costos exergéticos ................................................................... 76
5.3.1 Cuantificación del costo de los residuos ........................................................ 77 5.3.2 Costo exergético y exergoeconómico del sistema ......................................... 78 Indicadores ....................................................................................................... 80
5.4.1 Indicadores agregados .................................................................................. 80 5.4.2 Indicadores de eficiencia exergoeconómica .................................................. 82 5.4.3 Indicadores de ecoeficiencia ......................................................................... 83 5.4.4 Indicadores asociados con ecología industrial ............................................... 87 5.4.5 Indicadores de desarrollo sostenible ............................................................. 88 Productividad Multifactorial Integrada (PMFI) .................................................... 89 Caso 1A: Avícola El Dorado .............................................................................. 90 Caso 1B: Rastro Municipal de León, Gto (TIF 333) ........................................... 97 Análisis comparado intercaso en la cadena pecuaria ...................................... 103 Caso 2. Cadena agroindustrial de hortalizas ................................................... 104
Transporte refrigerado .................................................................................... 116
6. Conclusiones y recomendaciones ..................................................................... 119 Conclusiones .................................................................................................. 119 Recomendaciones – Futuros Trabajos ............................................................ 122
Contenido XIII
Lista de figuras
Figura 1-1: Planteamiento de la medición unificada ...................................................... 5
Figura 2-1: Tipos de exergía presentes en un sistema. ............................................... 15
Figura 2-2: La transferencia destrucción de exergía durante un proceso con calor. .... 20
Figura 2-3: Esquema conceptual y diagrama T-S de la máquina refrigeradora. .......... 21
Figura 2-4: Ciclo básico de refrigeración por compresión de vapor. ............................ 24
Figura 2-5: Distribución de costos totales en refrigeración de hortalizas. .................... 39
Figura 2-6: Proceso de respiración para procesamiento de tejidos vegetales y frutas. 40
Figura 4-1: Diagrama de los procesos de transformación de vegetales. ...................... 56
Figura 4-2: Asignación de costos, según flujo de recursos en la cadena. .................... 58
Figura 5-1: Metodologías y propuesta para la medición integrada de la productividad. 68
Figura 5-2: Medición integrada exergoeconómica y ecoeficiente, por valor agregado. 69
Figura 5-3: Relación básica recurso–producto. ........................................................... 71
Figura 5-4: Producto útil y residuo. .............................................................................. 76
Figura 5-5: Balance de exergía y residuos. ................................................................. 78
Figura 5-6: Estructura productiva del sistema de refrigeración por compresión. .......... 79
Figura 5-7: Pertinencia de la ecoeficiencia en la productividad.................................... 84
Figura 5-8: Diagrama de Proceso de Beneficio de Aves - Avícola El Dorado. ............. 91
Figura 5-9: Termografía en cámaras de almacenamiento. Caso 1A: Avícola El Dorado. 93
Figura 5-10: Ineficiencias térmicas - Caso de Estudio 1A. Avícola El Dorado. ................ 96
Figura 5-11: Diagrama de Grassman-Caso de Estudio No. 1A. Avícola el Dorado. ....... 96
Figura 5-12: Diagrama de Proceso de Beneficio de Reses – Rastro de León ................ 98
Figura 5-13: Termografía en cámaras de almacenamiento. Caso 1B. León, Gto. .....100
Figura 5-14: Ineficiencias térmicas - Caso de Estudio 1B. Rastro de León. ..............102
Figura 5-15: Diagrama de Grassman - Caso de Estudio No. 1B. ...................................103
Figura 5-16: Análisis comparado de eficiencia por equipos reales y ficticios.............103
Figura 5-17: Diagrama de Proceso de Congelación de Hortalizas (Brócoli) ...................107
XIV Medición de la productividad en procesos industriales que integren cadena de frío, basada
en evaluaciones de exergoeconomía y ecoeficiencia
Lista de tablas
Tabla 5-1: Balances de costos por equipos y corrientes del proceso de refrigeración. 79
Tabla 5-2 Tabla de termografía del Dorado ............................................................... 93
Tabla 5-3: Recursos, productos, residuos, irreversibilidad, eficiencia (equipos). ......... 95
Tabla 5-4: Costos exergoeconómicos de la operación. ............................................... 95
Tabla 5-5: Costos operativos exergéticos del proceso ................................................ 95
Tabla 5-6 Termografía Rastro de León ...................................................................... 99
Tabla 5-7: Recursos, productos, residuos, irreversibilidad, eficiencia (equipos). ....... 101
Tabla 5-8: Costos exergoeconómicos de la operación. ............................................. 101
Tabla 5-9: Costos operativos exergéticos del proceso. ............................................. 101
Tabla 5-10 Análisis nutricional comparado del brócoli y coliflor mexicano ................. 107
Contenido XV
Nomenclatura COP EK EP E Ex Exe Exr Exp Exu Ẽxd, cond
Ẽxd, comp
Ẽxd, evap
Ẽxd, ld
Ẽxd, valv Ẽxd, total
h HVCA IQF m P
Q R 404A R 502 R 717 Sgen Tw, ld
T T0S T0 σ mc T0 σ vc TR VC Ẇu EXp
coeficiente de desempeño del sistema frigorífico energía cinética energía potencial energía neta en cada estadio (1 y 2) exergía suma de flujos de exergía entrante al sistema suma de flujos de exergía recuperada del sistema exergía perdida por irreversibilidades = T0Sgen flujo de exergía útil = trabajo útil del sistema destrucción de exergía en el condensador destrucción de exergía en el compresor destrucción de exergía en el evaporador destrucción de exergía en la pared de la tubería destrucción de exergía en la válvula de expansión destrucción de exergía total del ciclo función de estado de entalpía. ciclo de refrigeración por compresión de vapor Individual Quick Frozen (congelamiento rápido individual) flujo másico o velocidad másica presión en un punto o instante flux calorífico o velocidad de transferencia de calor fluido refrigerante para compresión: mezcla de R125, R134A y R143A fluido refrigerante para compresión: mezcla de R22 y R115 fluido refrigerante para compresión de vapor: amoníaco entropía generada por el sistema = irreversibilidad temperatura de las paredes en la tubería temperatura (los subíndices corresponden al dispositivo del sistema HVCA) exergía destruida exergía destruida en la masa de control exergía destruida en el volumen de control toneladas refrigeradas (carga de refrigeración) volumen de control trabajo útil del sistema exergía perdida por irreversibilidades del sistema cerrado
Símbolos griegos ε Δ ϕ ψ
ʋ
eficiencia exergética diferencia entre dos estadios termodinámicos potencial del sistema, referido al trabajo flujo exergético de una corriente respecto al estado muerto eficiencia racional factor de calidad
Subíndices alr alrededores e entrada ent entrada s salida
XVI Medición de la productividad en procesos industriales que integren cadena de frío, basada
en evaluaciones de exergoeconomía y ecoeficiencia
sal salida cond condensador comp compresor evap evaporador valv válvula de expansión ld línea de descarga rev reversible irr irreversible vc volumen de control mc masa de control
Introducción
La termodinámica es la más lógica de todas las ciencias naturales, se fundamenta en
cuatro principios y estudia las conversiones, transformaciones e intercambios de energía.
El concepto de exergía está basado en la entropía y describe el cambio en la calidad de
energía, cuando ésta se transforma; por ello explica las diferencias en calidad física entre
distintas formas de energía. La energía sufre conversiones, la entropía transformaciones.
Las relaciones entre la entropía, exergía y anergía (irreversibilidad), asociadas al consumo
de recursos naturales, están inmersas en la información y organización del ciclo dinámico
de producción finita sistemas simples o complejos como organismos, especies y biomasa.
La degradación de la energía y la irreversibilidad de procesos, están asociadas a la no
conversión de la energía calorífica en otra clase de energía útil, escena en la cual aparece
el concepto de entropía y la segunda ley de la termodinámica clásica o del equilibrio.
La productividad, denominada “eficiencia de la producción”, implica el uso de los recursos
en términos de factores de producción, para lograr objetivos corporativos. Provee los
indicadores tipo financiero y económico, para la toma de decisiones en la empresa y sector.
La cadena de frío es el soporte térmico para múltiples procesos que buscan garantizar la
cadena productiva de cinco tipos de productos: alimentos al fresco, alimentos procesados,
flores frescas, medicamentos termolábiles y órganos (tejidos) humanos.
Industrialmente, la cadena tiene como objetivo preservar los productos de temperaturas
críticas y de evidentes riesgos físicos, químicos y microbiológicos, que afectan la seguridad
y calidad alimentaria e impactan en forma directa sobre la salud del consumidor.
En el ámbito de la ingeniería industrial, la medición de eficiencia y productividad de los
procesos térmicos, es un tema estudiado linealmente desde lo técnico (energético) y
financiero (contabilidad); pero poco investigado en forma interdisciplinar, en especial a
nivel de exergía, evidenciándose un vacío de conocimiento en su tratamiento, el cual se
estudió y generó elementos, criterios y cálculos, para su intervención y probable resolución.
El objetivo de esta tesis fue generar un encadenamiento conceptual de la termodinámica
de equilibrio, desde la exergía, anergía, generación de entropía y exergoeconomía como
2 Introducción
herramienta para cuantificar irreversibilidades ocultas, eficiencia racional y determinar la
productividad multifactorial, aplicada a producción de frío, en un proceso cíclico y reversible
de nivel macroscópico, sin transformación molecular de especies químicas. En el proceso
se usa un agente químico (fluido de trabajo o frigorígeno) que opera en circuito cerrado,
intercambiando solo energía calorífica para producir cambios de fase, pero sin disipación
ni difusión másica y por lo tanto, cumple con la inecuación de Clausius. En consecuencia,
el sistema opera como una estructura no disipativa, sin desviaciones del equilibrio.
Para validar la medición se analizaron dos casos de estudio tecnológicamente
heterogéneos e independientes, en donde se obtuvo y contrastó la eficiencia racional y
productividad de una estructura productiva con cadena de frío por compresión de vapor,
en cadenas agroindustriales de procesamiento de carnes (pecuaria) y procesamiento-
exportación de hortalizas (agrícola) de empresas localizadas en las zonas industriales de
Duitama, Colombia y en León, Guanajuato (centro de México).
Los resultados fueron: un marco relacional, una metodología y una propuesta para la
medición de productividad multifactorial basada en indicadores de exergoeconomía para
precisar los criterios de eficiencia racional (exergética) y de ecoeficiencia, como elementos
y factores-índices agregados a la medición habitual, a nivel administrativo y gerencial.
La productividad medida sobre éste proceso cíclico de generación de frío y regeneración
endógena de calor, está construida sobre criterios de irreversibilidades, para cuantificarlas,
no para sustituirlas ni para co-generar energía a partir de sustitución de tecnologías
energéticas; en consecuencia, no se infiere la existencia del efecto rebote directo o
indirecto, razón por la cual, éste efecto no aplica dentro de ésta metodología de medición.
1. El problema de investigación
Antecedentes del problema
La economía neoclásica se fundamenta en salarios (costo de mano de obra), intereses
(costo de capital), renta (costos de tierra), lo cual conlleva a centrar su objeto de estudio
en la productividad. Sin embargo, este enfoque dominante, asume situaciones hipotéticas
de equilibrio y racionalidad perfecta de los agentes económicos en la búsqueda de la
maximización del beneficio real, constituido principalmente en el incremento de la riqueza.
El reduccionismo propio de las metodologías, ha convertido al concepto de productividad
en una simple expresión relacional. Sin embargo, dicho concepto es complejo para analizar
y comprender en profundidad, debido a los múltiples abordajes establecidos para su
cálculo, interpretación e incluso controversia, según corresponda a cada disciplina
específica con su respectivo abordaje técnico.
Desde lo social, la productividad es uno de los determinantes de la calidad de vida de la
población. Desde lo empresarial, es uno de los pilares determinantes de la rentabilidad de
la empresa y, en consecuencia, desde lo macroeconómico la proyecta como factor de
éxito, tanto en el mercado competitivo, como en el mercado corporativo de la bolsa.
Técnicamente, la productividad describe el nivel de aplicación o uso de los recursos en un
sistema económico, cuyo fin sea producir un bien en un período de tiempo, y su medición
está referida al crecimiento del producto y de los factores productivos. Por lo tanto, es una
medida relacional deseable entre los factores de producción y los resultados obtenidos.
En las organizaciones vinculadas con la producción de bienes perecederos, como el caso
del sector agroindustrial, el factor crítico es la cadena de frío. Esta cadena, integrada a la
cadena productiva, puede presentar altas ineficiencias térmicas y costos exergéticos
(ocultos) de operación en diferentes eslabones (almacenamiento, transporte, distribución),
lo cual revela una inadecuada, por lo incompleta, medición de la productividad del proceso
industrial térmico.
4 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
En la década actual (2010-2017), el debate sobre productividad industrial no ha introducido
en profundidad los nuevos planteamientos que implican un marco analítico relacional
dentro y entre las organizaciones, bajo un paradigma emergente guiado por la
sostenibilidad con incidencia en los procesos, productos y servicios [1].
En el campo de la producción no se reconoce y aplica las características inherentes al
metabolismo social, como quiera que en los procesos de producción con cadena de frío
no incorporan la dimensión socio-técnica.
Las organizaciones no han apropiado en forma concreta la coexistencia entre los flujos de
materiales y energía, el sistema productivo, la sociedad y la naturaleza, no obstante el
discurso misional universal de la productividad sostenible; siendo óbice para asegurar
escenarios que permitan alcanzar simultáneamente los objetivos económicos, sociales y
ambientales, porque no son antagónicos sino coexistentes.
En la actualidad, es incipiente la construcción de relaciones complejas, en un fenómeno
interdisciplinario, con características socio-técnicas: de irreversibilidades (ineficiencias)
termodinámicas de procesos reversibles como niveles de exergía destruida (residuos) y de
entropía generada; inconexas con principios y criterios de ecoeficiencia, inherentes a los
principios de sostenibilidad, renovabilidad y, el metabolismo social emergente.
Justificación
La eficiencia de un proceso industrial, basada en factores de producción no contempla la
eficiencia racional (exergética) ni criterios de ecoeficiencia, asociados a sostenibilidad,
dado que no se integran al enfoque de productividad. Sin embargo, estas distancias no
son insalvables y los tres enfoques de eficiencia, pueden integrarse para enriquecer el
cuerpo teórico [2].
En [3] se plantea que, para un sistema productivo, el análisis termodinámico reversible a
nivel macroscópico debe generar la información de costo exergético asociado a los
diferentes flujos exergéticos que cruzan un subsistema, a saber: la suma de los que
ingresan, el de exergía útil, la suma de los flujos recuperables y el flujo perdido relacionado
con las irreversibilidades. Este planteamiento demuestra la pertinencia de la eficiencia
exergética y su factor de calidad para un proceso cíclico térmico, como producción de frío.
El desafío conceptual de ésta tesis fue, incluir en las etapas industriales de producción y
su análisis del desempeño operacional, las ineficiencias o irreversibilidades relacionadas
Capítulo 1 5
termodinámicamente con la exergía destruida (residuos). En términos prácticos, se
integran los conceptos de la termodinámica de equilibrio, como: el análisis de flujos y los
balances de materiales, energía y exergía, desde la exergoeconomía y ecoeficiencia, que
complementan los indicadores de tipo económico y financiero del proceso.
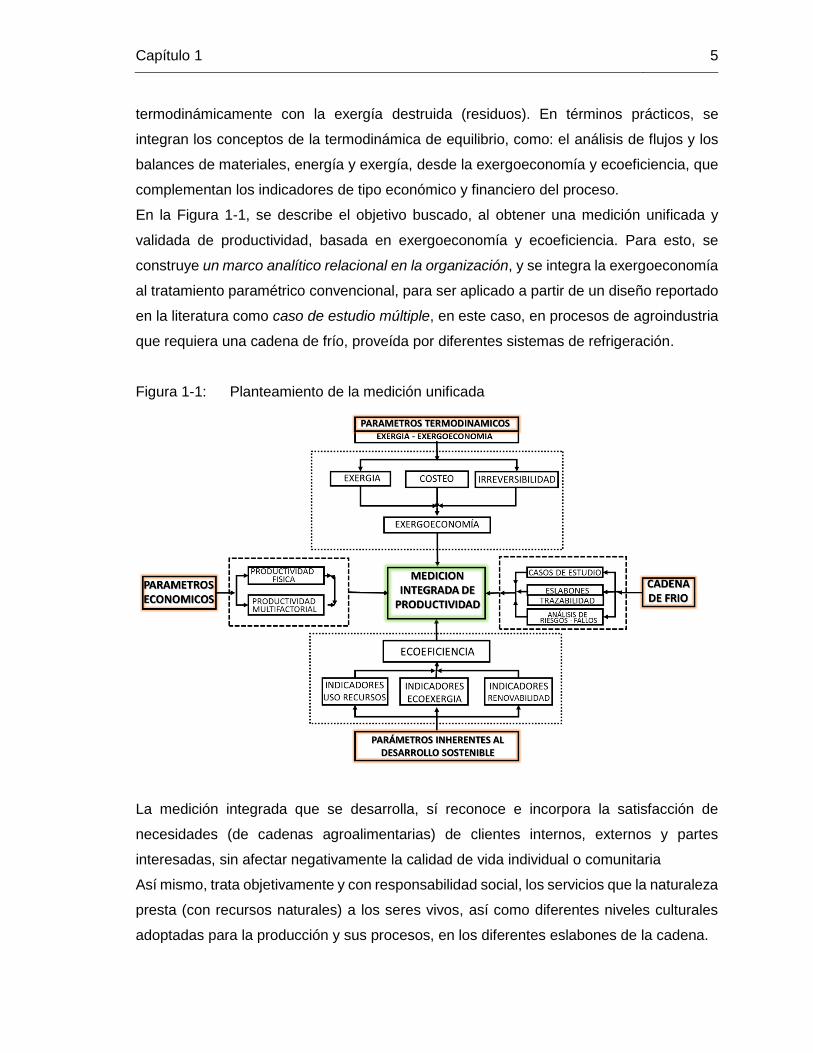
En la Figura 1-1, se describe el objetivo buscado, al obtener una medición unificada y
validada de productividad, basada en exergoeconomía y ecoeficiencia. Para esto, se
construye un marco analítico relacional en la organización, y se integra la exergoeconomía
al tratamiento paramétrico convencional, para ser aplicado a partir de un diseño reportado
en la literatura como caso de estudio múltiple, en este caso, en procesos de agroindustria
que requiera una cadena de frío, proveída por diferentes sistemas de refrigeración.
Figura 1-1: Planteamiento de la medición unificada
La medición integrada que se desarrolla, sí reconoce e incorpora la satisfacción de
necesidades (de cadenas agroalimentarias) de clientes internos, externos y partes
interesadas, sin afectar negativamente la calidad de vida individual o comunitaria
Así mismo, trata objetivamente y con responsabilidad social, los servicios que la naturaleza
presta (con recursos naturales) a los seres vivos, así como diferentes niveles culturales
adoptadas para la producción y sus procesos, en los diferentes eslabones de la cadena.
6 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
Declaración del problema
La evaluación de la productividad de procesos abordada de forma integrada con criterios
de tipo económico, técnico, ecoeficiente y sostenible, es un tema que académicamente es
muy tratado, pero poco estudiado; menos aún en el ámbito industrial, a pesar de su
relevancia para la toma de decisiones gerenciales, empresariales e ingenieriles, tanto en
el diseño como en el mejoramiento de procesos.
La teoría exergoeconómica, es el insumo más importante para mediciones de tipo térmico
y económico. Ha sido aplicada principalmente en procesos industriales relacionados con
generación y cogeneración de energía térmica, eléctrica y nuclear, en algunos procesos
biotecnológicos, en la determinación de exergía en sistemas naturales (ecoexergía) y en
sistemas humanos [4]. El desarrollo conceptual e investigativo ha sido prolífico, de
importante aporte y aplicabilidad a nivel industrial; sin embargo, tanto autores como
publicaciones científicas, han sesgado su desarrollo hacia cierto tipo de operaciones,
procesos, industrias y sectores de conversión energética.
La ecoeficiencia es pertinente con el desarrollo sostenible débil y ha adquirido dimensión
como nuevo criterio de productividad y por ser coherente con el concepto Línea de Triple
Base [5], en el cual se incorporan las dimensiones sociales y ambientales a la económica,
bajo perspectiva empresarial sostenible.
Para analizar la productividad específica y en profundidad, es indispensable partir de la
metodología cualitativa de caso de estudio [6], incluyendo el uso de la exergía y otras
mediciones que agreguen cambios técnicos y humanos útiles y necesarios, para la
interpretación del desempeño técnico y ecocéntrico de los resultados y sus impactos.
En [7] se considera que existen dimensiones a las cuales no se le reconoce su visibilidad
e incidencia para redefinir las salidas del proceso. Para encontrar los costos reales de la
producción, es necesario buscar herramientas que no dependan de la voluntad humana o
que se haga en términos acotados, cuantificables con rigor matemático, pero verificables.
Capítulo 1 7
Las tendencias evidenciadas, en la medición de productividad en procesos industriales [8],
ha centrado su atención en las etapas de producción y en la construcción de relaciones de
eficiencia técnica del sistema, sin incluir las ineficiencias relacionadas con la exergía
destruida (residuos) ni las dimensiones de la triple base [5]. En consecuencia, no se
develan los costos ocultos existentes y necesarios para cubrir la disposición, tratamiento o
el pago de tasas retributivas, de los procesos generadores de residuos.
Contablemente, un egreso no causado es un ingreso y lo que no agrega valor a un proceso
le genera costo. Así, cuando no se generen egresos por ineficiencias, el proceso recibe un
incentivo real, mejorando su productividad.
Frente a las limitaciones de las técnicas actuales para medir la productividad, en esta
investigación se ha identificado una importante brecha en el conocimiento disciplinar
actual, ya que se carece de una metodología incluyente que conciba e integre realidades
complejas implícitas en las dimensiones ambientales y sociales que complementan el
enfoque básico de la escuela norteamericana de economía institucional (s. XX), porque
agrega al aprendizaje y la racionalidad limitada, hacia un proceso metabólico social, por
su equilibrio de producción ecoeficiente, articulado con principios de la química verde y del
desarrollo sostenible, que propendan por la reducción de residuos e impactos negativos.
Preguntas de investigación
¿Cómo se distribuyen los costos del proceso industrial cuando coexisten productos y
flujos ineficientes (residuos y co-productos), a partir de los mismos recursos?
¿Qué tipo de diferencias cualitativas y cuantitativas, existen para integrar los diferentes
enfoques teóricos en un nuevo cuerpo teórico que interrelacione la productividad con el
proceso industrial, la organización y entorno sostenible?
¿Cuáles son las dimensiones, variables y relaciones de exergoeconomía y ecoeficiencia
que deben considerarse, en un marco analítico unificado, bajo el nuevo paradigma de
productividad sostenible?
¿Cómo puede redefinirse la medición de la productividad, integrando criterios
termoeconómicos y de ecoeficiencia, para mejorar la toma de decisiones en un proceso
agroindustrial con cadena de frío?
8 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
Hipótesis
El cuerpo teórico de la exergoeconomía y la ecoeficiencia, permite visibilizar y aportar
elementos, variables y consideraciones socio-técnicas para redefinir en forma integrada,
una medición innovadora de productividad industrial en procesos reales de agroindustria
con eslabones en la cadena de frío.
Objetivos
1.6.1 Objetivo general
Desarrollar una metodología unificada para medir la productividad, aplicada en procesos
de agroindustria con cadena de frío, a partir de la exergoeconomía y la ecoeficiencia.
1.6.2 Objetivos específicos
Desarrollar el marco analítico unificado para caracterizar las dimensiones y relaciones
entre eficiencia técnica y racional, exergoeconomía, ecoeficiencia y productividad, en
procesos de agroindustria que incorporen cadena de frío.
Estructurar el cuerpo teórico y metodológico para la medición de productividad,
mediante indicadores de eficiencia exergética, ecoeficiencia e índices exergéticos de
renovabilidad, pertinentes con los planteamientos del desarrollo sostenible.
Aplicar la metodología de medición, mediante caso de estudio múltiple, en dos procesos
de agroindustria con cadena de frío.
Demostrar la validez de la medición, mediante análisis comparado de eficiencias
exergética y exergoeconómica, en dos procesos agroindustriales; tecnológicamente
heterogéneos y bajo condiciones similares de frontera y entorno.
Organización del contenido
El contenido está estructurado en seis capítulos, de conformidad con el protocolo de la
Universidad Nacional de Colombia.
El primer capítulo cubre las generalidades y especificidades de la investigación
desarrollada, bajo el nombre de “El problema de investigación”, sus antecedentes como

Capítulo 1 9
tema relevante, la justificación de abordarlo a través de la termodinámica del equilibrio, la
declaración del problema identificado en el vacío (gap) dela frontera del conocimiento
específico, sus preguntas e hipótesis de investigación, así como los principales objetivos.
El capítulo dos presenta el marco referencial, como referente teórico o conocimiento básico
requerido para la comprensión del problema de investigación, aporta detalles del contexto
y aplicación necesario para resolverlo. Se presenta la relación de conceptos, criterios y
enfoques pertinentes con la unidad de análisis, desde la termodinámica y la productividad,
precisando la interfase exergoeconómica para identificar los puntos críticos, ruptura de frío,
destrucción de exergía en los eslabones e ineficiencias de los procesos térmicos.
El tercer capítulo corresponde al Estado del Arte, describe la evolución de la investigación
exergética, y la producción reciente en la solución a problemas conexos o próximos al tema
de investigación o que potencialmente contribuyen para su solución. Se presenta una
revisión de la literatura asociada al problema, la tendencia y vigencia del conocimiento
admisible, permite identificar la frontera del conocimiento en la medición de la productividad
integrada en procesos agroindustriales con cadena de frío; así como su orientación para
el desarrollo de nuevo conocimiento, hacia futuros trabajos e investigaciones.
En el cuarto capítulo se presenta la metodología desarrollada para abordar la solución del
problema, en dos secciones: el marco relacional para la medición integrada y los métodos
de recolección instrumental de datos in-situ, balances y cálculos requeridos para contrastar
y validar la información. Se abordó el método caso de estudio múltiple para dos procesos
de cadena agroindustrial con cadena de frío: pecuaria y agrícola, de manera independiente
e intercaso, aplicando el método de análisis-síntesis en los eslabones de la cadena.
En el capítulo quinto se presentan los resultados obtenidos del proceso investigativo, en
los dos aspectos señalados: el marco analítico unificado y validación por caso de estudio.
En el primero se establecieron las dimensiones y relaciones, entre la estructura productiva,
producción, proceso, eficiencia, ineficiencias, consideraciones contables y la asignación
de costos para la medición integrada de productividad, con base en exergoeconomía y la
ecoeficiencia. El análisis de resultados se orienta a la validación del proceso de medición
generado endógenamente, contrastándolos con fuentes secundarias y el estado del arte.
10 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
Finalmente, en las conclusiones se muestran los hallazgos obtenidos del trabajo con los
cuales se evidencia la solución al problema de investigación. Así mismo, algunas
recomendaciones útiles para la continuidad y el desarrollo de futuros trabajos.
2. Marco referencial
Fundamentos termodinámicos
El concepto de proceso está referido a un sistema termodinámico en equilibrio, que
interacciona con su entorno y depende de sus límites o frontera, del nivel de agregación
de la producción (recursos, componentes y relaciones), y de su información, para medir la
eficiencia del sistema y la productividad del proceso realizado.
Un sistema en equilibrio termodinámico satisface los tres equilibrios: mecánico térmico
(ninguna diferencia de la temperatura) y químico.
Un proceso es reversible cuando el sistema permanece en equilibrio cuasi-estático (a nivel
microscópico), sin dejar huellas en el sistema ni en su entorno, cuando se restaura. Los
procesos irreversibles constituyen la mayoría de los fenómenos naturales o espontáneos,
y siempre producen alteración en sus alrededores; por lo tanto, requieren alguna
compensación para restaurarse.
Un sistema está en equilibrio termodinámico cuando no observa ningún cambio en sus
propiedades termodinámicas en el tiempo. Son, por definición, independientes del tiempo.
Un estado de no equilibrio es aquel con intercambios netos de masa o energía y tanto sus
parámetros característicos como su respuesta, dependen de la posición y del tiempo.
Si no dependen del tiempo, pero necesitan la intervención del entorno para mantener sus
valores, se trata de un estado estacionario fuera del equilibrio.
La relación termodinámica de los sistemas adaptativos complejos de tipo biológico (células
y hombre), bioquímico (ecosistema) y biofísico (ecosfera). Estos sistemas constituyen una
red dinámica e interdisciplinar de flujos de masa y energía (en general, lejos del equilibrio),
que interactúan con los tres tipos de capital existentes: el natural (recursos naturales,
biodiversidad, ecosistema y sus servicios ambientales), el humano-social (conocimiento,
habilidad, actitud individual, multiculturalismo, cohesión, compromiso) y el económico.
La adaptabilidad del sistema complejo, admite tanto máquinas construidas por el hombre
como los seres vivos y sus formas de organización social, lo cual constituye el subsistema
12 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
socio-técnico en la producción. Las ineficiencias en este subsistema, provienen del árbol
de eventos de la acción humana, que generan entropía formando nuevas estructuras
(disipativas), evidenciadas en las fluctuaciones de la dinámica del sistema en equilibrio.
Para la argumentación de un marco relacional para resolver el problema de investigación,
se tuvo en cuenta que, de acuerdo con Ilya Prigogine [8], la Termodinámica No Lineal de
los Procesos Irreversibles (TNLPI), que describe las situaciones lejos del equilibrio, está
construida sobre la base de hipótesis de que el equilibrio local asume que la variable
termodinámica en cada subsistema de un sistema adecuadamente dividido admite la
misma interpretación como en equilibrio; además, la producción de entropía de un sistema
aislado es siempre no negativa.
El proceso térmico es cíclico, sin transformación de especies químicas ni disipación-ni
difusión másica, dado que el fluido refrigerante opera en un circuito cerrado, por lo tanto,
cumple con la inecuación de Clausius, por tratarse de un sistema tipo máquina de Carnot.
Es un subsistema local, cuyo dominio de aplicación está claramente restringido a un nivel
macroscópico, en escalas de longitud mayores que el tamaño típico (orden) molecular.
Aquí, las desviaciones de equilibrio no son atribuidas a la presencia de fuerzas no
equilibradas, tales como campos eléctricos o gradientes de densidad, temperatura o
potencial químico, que dan origen a flujos, como estructuras de calor o cargas eléctricas.
La dinámica del proceso térmico en producción del frío, es una consecuencia de la ley de
conservación local de la primera y segunda ley, sin transformación de sus alrededores.
Por lo anterior, el supuesto del modelo de medición de productividad, es el de un proceso
reversible, de orden macroscópico, sin generación de estructuras disipativas.
El efecto rebote
La eficiencia energética es un aporte conceptual relevante para la sostenibilidad, pero su
implementación es viable cuando se acompaña a un proceso integrado de transformación
en los patrones de consumo racional de energía y recursos naturales.
En la obra "The Coal Question”, William Stanley Jevons (1865), citada por [9], afirma que
“a medida que el perfeccionamiento tecnológico aumenta la eficiencia con la que se usa
un recurso, lo más probable es que aumente el consumo de dicho recurso, antes que
disminuya”. Se interpreta como que, la introducción de tecnologías con mayor eficiencia
tecnológica no disminuya el consumo de recursos naturales, porque podría aumentar el
consumo total de energía. A éste análisis de Jevons lo denominó “efecto rebote”.
Capítulo 2 13
Socioeconómicamente se considera cierto que, el hecho que sólo un grupo de la población
adopte estas tecnologías eficientes libera recursos que pueden ser utilizados con mayor
intensidad por otros que no estén sean beneficiarios de esta eficiencia.
Desde la instauración del “Club de Roma” en 1972 sobre los límites del crecimiento, se
advirtió que un crecimiento económico continuo no es factible en un planeta limitado.
El efecto rebote depende de la dinámica del mercado, la elasticidad del consumo ante los
cambios de precio–renta y de las relaciones productivas en la economía.
Las mejoras en eficiencia energética en un proceso, de acuerdo con el “efecto rebote”, no
siempre se traducen en un ahorro de energía. Existe un acuerdo generalizado sobre el
hecho que, la ganancia en eficiencia energética implica una reducción en el costo unitario
energético, lo cual acaba por jalonar un aumento del consumo.
En la unidad de análisis de esta tesis doctoral, desde su fase de proyecto, delimitó los
factores agregados a la eficiencia racional (exergética), no energética; en otras palabras,
se aisló el efecto de consumo energético y rendimiento energético.
Los factores agregados no consideran consumo, sino aprovechamiento (calidad) de la
energía que constantemente se incorpora como recurso l proceso.
La herramienta de medición, está construida sobre criterios técnicos de irreversibilidades,
para cuantificarlas, no para sustituir tecnologías energéticas que busquen mejorar la
eficiencia energética del proceso.
La unidad de análisis es la exergía y, ése es justamente, la diferencia entre primera y
segunda ley de la termodinámica. Tampoco se infiere la disminución en el consumo
energético del ciclo en la máquina térmica; es regeneración, no co-generación.
Por lo anterior, aunque no se evidencia la presencia del “efecto rebote” en los outputs
intangibles de la producción de frío, dado que el objeto del trabajo es la eficiencia racional,
no la eficiencia económica. Ése es el principal valor agregado del trabajo.
El evento económico más pesimista puede ser que, al visibilizar los costos ocultos, se
decida corregir la productividad y como consecuencia: a) haya austeridad en la planta o b)
un incremento en el precio de venta para compensar los costos de producción. En ambos
casos, la elasticidad de la demanda señalaría una tendencia decreciente hacia el producto
y, por consiguiente, una producción estacionaria que nunca demandaría más energía de
la actual o de recursos potencialmente contaminantes, representado en los frigorígenos.
Técnicamente como se demuestra con los guarismos en el caso de estudio de la
ultracongelación, las medidas austeras energéticas, infieren soluciones regenerativas o de
reuso del calor residual; nunca medidas de mayor consumo energético. Tampoco implica
14 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
que la industria ahorre recursos para reinvertir en otras tecnologías que potencialmente
requieran energía contaminante; probablemente los dedicará a compensar el desbalance
causado por una medición errónea de la productividad. El ajuste de la producción a través
de la eficiencia racional (trabajo aprovechable=calidad de energía), genera acciones de
manejo regenerativo y de ajuste del coeficiente técnico denominado “economía del
proceso”; es decir, por la vía de inversión en aspectos técnicos y no por comodities (como
la energía). Por lo tanto, no existe “efecto rebote directo”.
Debe señalarse que las decisiones tomadas para redefinir la productividad, no afectan
negativamente el statu quo del metabolismo social; en otras palabras, no impacten en la
calidad de vida de las comunidades, ni del contexto local-regional; en consecuencia, no
existe “efecto rebote indirecto”.
Probablemente sí podría presentarse un “efecto rebote global” porque la eventual mejora
en la productividad, puede reducir los costos de producción del alimento, pero no trae como
consecuencia un ajuste de precios en la energía, ni beneficia al sector intensivo en el uso
de la energía, en detrimento de aquellos sectores con menor uso intensivo de la energía;
el rendimiento ecoeficiente, podría inferir un leve incremento en el consumo energético.
En criterio de Georgescu-Roegen, la termodinámica implica la insostenibilidad ecológica
de la economía neoclásica y el carácter ilusorio del crecimiento ilimitado. En su lugar,
apuesta por la biofísica y la bio-economía, para situar a la economía en el sitio que le
corresponde, como un subsistema de la biosfera.
La exergía y el análisis termodinámico de equilibrio
La exergía es una medida de la desviación de un sistema con respecto al estado de
equilibrio termodinámico de su entorno; por lo tanto, evidencia un desequilibrio entre
sistema y entorno determinado por la diferencia entre los valores de una variable dinámica
que los caracteriza que, usualmente es la temperatura. En el equilibrio, el sistema no tiene
capacidad para producir trabajo alguno. En este estado el sistema posee energía; sin
embargo, el valor de su exergía es cero. En otras palabras, la exergía es la máxima
cantidad de trabajo disponible que se puede obtener del desequilibrio entre un sistema y
su entorno, en función de presión y temperatura.
La exergía en principio, no exhibe un papel preponderante en los modelos y diseños de
equipos de producción y/o conservación de frío. Sin embargo, constituye el verdadero e
invisible potencial térmico que actúa transversalmente en la cadena de producción y aporta
Capítulo 2 15
una visión integradora desde la eficiencia (entropía aprovechada) y desde las ineficiencias
que implican la entropía destruida o anergía (tangibles a través de los residuos generados).
Si se relaciona producción con termodinámica, la ineficiencia es irreversibilidad
(destrucción de exergía) durante el ciclo de operación térmica; por lo tanto, el análisis y
cuantificación de dicha destrucción permite evaluar el grado de perfección termodinámica
de procesos y aporta criterios para posibilitar un mejor desempeño térmico con menor
impacto en las rutas de producción; variable que permite mejorar la eficiencia racional.
La exergía de la materia se encuentra presente de tres formas: inercial (potencial y
cinética), física y química [10]. La exergía física es el trabajo que se puede obtener
sometiendo a la sustancia a procesos físicos reversibles como cambios de temperatura
(usualmente exergía térmica) y los cambios en presión (exergía mecánica); mientras que,
la exergía química es el trabajo que se puede obtener de una sustancia que se encuentra
a la presión y temperatura del entorno. Si alcanza un estado de equilibrio termodinámico
mediante reacciones químicas, está asociada a los cambios en concentración y a los
cambios en la composición química; por eso se denomina exergía reaccional de las
sustancias [11].
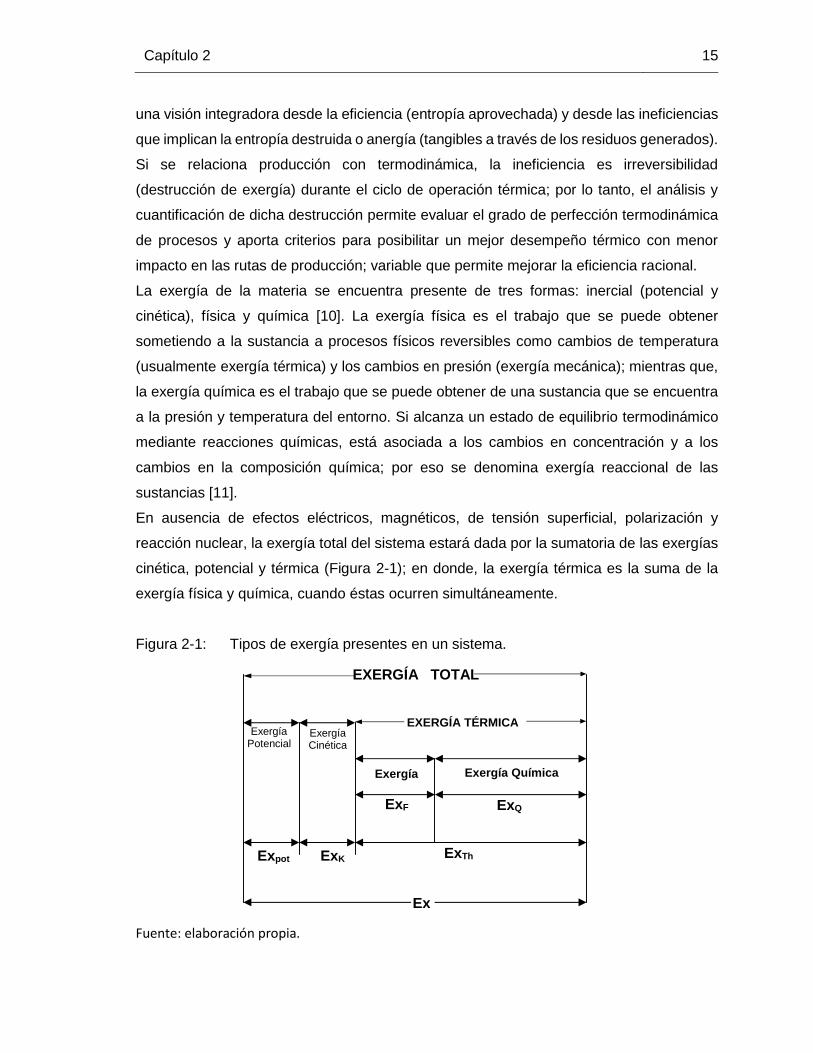
En ausencia de efectos eléctricos, magnéticos, de tensión superficial, polarización y
reacción nuclear, la exergía total del sistema estará dada por la sumatoria de las exergías
cinética, potencial y térmica (Figura 2-1); en donde, la exergía térmica es la suma de la
exergía física y química, cuando éstas ocurren simultáneamente.
Figura 2-1: Tipos de exergía presentes en un sistema.
Fuente: elaboración propia.
EXERGÍA TOTAL
Exergía Cinética
EXERGÍA TÉRMICA
Ex
Exergía Potencial
ExK
ExF ExQ
Exergía Química Exergía
Física
Expot
P
ExTh
16 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
La exergía determina la calidad de la energía presente en la conversión de una forma a
otra en procesos y sistemas térmicos. A su vez, la calidad implica la capacidad para
producir cambios de formas desordenadas de energía, caracterizadas por la entropía.
Depende tanto, de la forma de energía (química y térmica) como de los parámetros del
mecanismo que transporta la energía hacia su entorno. En contraste, la energía eléctrica
y la mecánica, son formas ordenadas que presentan calidad invariable y pueden, a través
de la interacción del trabajo, convertirse totalmente en otras formas energéticas [12].
La exergía física se define como el contenido de exergía de una sustancia, llevada a través
de un proceso reversible desde su estado inicial (T, P) a un estado determinado del entorno
o referencia (T0 y P0) sin ningún cambio en su composición química. La exergía química
está dada por la energía liberada al reaccionar los componentes o al cambiar la
concentración de éstos a temperatura y presión constante, T0 y P0. Su valor se obtiene de
la diferencia que existe entre la composición química de la sustancia en relación con los
componentes del ambiente.
La exergía química estándar, a T0, P0, se estima mediante los modelos de Bosnjakovic,
Baehr y Schmidt; Ahrendts, Gaggioli, Petit; Rodríguez, Szargut y Shieh, y Fan [13].
Las ecuaciones de estimación de las demás formas de exergía, se describen en la Tabla
1 de la referencia [14].
Flujo de exergía: transferencia y destrucción
Los mecanismos de transferencia de exergía provienen de tres flujos desde o hacia el
sistema; por masa, calor y trabajo [15].
La transferencia de calor Q en un sistema, siempre está acompañada por la
transferencia de exergía X (calor), medido como:
Excalor = (1 −To
Tj) Q (2.1)
La exergía es el potencial de trabajo útil, y la transferencia de exergía por trabajo puede
expresarse en forma simple, como:
Wu,r = Extrabajo = W − Walr = W − Po (V2 − V1) (2.2)
El flujo másico es el mecanismo para transportar la exergía, entropía y energía
(contenidas proporcionalmente en la masa), hacia dentro o hacia afuera de un sistema.
Así mismo, la rapidez de transferencia de exergía, entropía y energía, es proporcional
Capítulo 2 17
al flujo másico. La cantidad de materia que entra o sale de un sistema va acompaña de
una cantidad de exergía respecto a una condición de referencia (usualmente el estado
muerto) y corresponde a: 𝐸𝑥𝑚𝑎𝑠𝑎 = 𝑚𝝍. La Ecuación (2.3), describe el flujo exergético
que, depende de la energía mecánica (cinética EK y potencial EP).
𝛥𝝍 = 𝑓𝑙𝑢𝑗𝑜 𝑒𝑥𝑒𝑟𝑔é𝑡𝑖𝑐𝑜 𝑠𝑖𝑠𝑡𝑒𝑚𝑎_𝑒𝑛𝑡𝑜𝑟𝑛𝑜 = (ℎ − ℎ0) − 𝑇𝑂(𝑠 − 𝑠0) + 𝐸𝐾 + 𝐸𝑃 (2.3)
Esta relación se puede reescribir como:
∆𝚿 = (h2 − h1) + To(s2 − s1) +V2
2−V12
2+ g(z2 − z1) (2.4)
La irreversibilidad es equivalente a la exergía destruida. Para un proceso
completamente reversible, las condiciones de trabajo real y reversible son idénticas, por
lo tanto, la irreversibilidad es cero; por lo tanto, no generan entropía.
El Teorema de Sustitución de Gouy-Stodola [10], establece que la exergía destruida es
proporcional a la entropía generada. Las irreversibilidades generan entropía y destruyen
exergía. La exergía destruida es el potencial de trabajo perdido y se describe como:
𝐸𝑥𝑑𝑒𝑠𝑡𝑟𝑢𝑖𝑑𝑎 = 𝑇0𝑆𝑔𝑒𝑛 ≥ 0. (2.5)
Cuando existen varias etapas que cogeneran, la entropía total generada Sgen, corresponde
a la sumatoria de ellas. Una mínima generación de entropía explica una alta eficiencia.
La exergía destruida implica aquella dentro de los límites del sistema, no la que pueda
ocurrir fuera de ella (durante el proceso), como resultado de irreversibilidades externas. En
un proceso con destrucción de exergía, el proceso es internamente reversible, pero no
siempre será totalmente reversible.
El principio de conservación de la energía indica que ésta puede convertirse durante un
proceso, a diferencia de la entropía quien puede ser transformada, de acuerdo con el
enunciado de la segunda ley de la Termodinámica. La generación de entropía Sgen será
positiva (en procesos espontáneos o reales) o cero (en procesos reversibles), pero nunca
podrá ser negativa.
Con base en lo anterior, el enunciado alternativo de la segunda ley de la termodinámica o
principio de disminución de exergía es el “contrapeso” o contraparte del principio de
incremento de entropía; plantea que las irreversibilidades como la fricción, el mezclado, las
reacciones químicas, la transferencia de calor debida a una diferencia finita de
temperatura, la expansión libre, la compresión o expansión sin cuasi-equilibrio; siempre
generan entropía.
18 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
La exergía nunca aumenta y siempre es destruida durante un proceso real. Sin embargo,
para un sistema aislado, la disminución de exergía es igual a la exergía destruida.
De donde, cualquier entidad que genere entropía siempre destruirá la exergía. La magnitud
de la exergía destruida es proporcional a la entropía generada y se describe mediante la
ecuación:
To Sgen = Ex2 − Ex1 ≤ 0 (2.6)
De acuerdo con la Ecuación (2.5), la exergía destruida es una cantidad positiva para
cualquier proceso real y se convierte en cero para uno reversible; explicando el flujo
denominado irreversibilidad, el cual cuantifica la ineficiencia del sistema.
2.4.1 Sistemas cerrados: Exergía sin flujo
Un sistema cerrado no involucra flujo másico, por lo tanto, tampoco cualquier transferencia
de exergía asociada con él. El balance de exergía corresponde al cambio de exergía de
un sistema durante un proceso y es igual a la diferencia entre la transferencia neta de
exergía a través de la frontera y la exergía destruida dentro de las fronteras del sistema,
como consecuencia de las irreversibilidades.
La naturaleza de la exergía es opuesta a la de la entropía. La exergía puede destruirse,
pero no puede crearse. Por consiguiente, el cambio de exergía Ex de un sistema durante
un proceso, es menor que la transferencia de exergía por una cantidad igual a exergía
destruida dentro de las fronteras del sistema durante el proceso. Entonces, el principio de
disminución de exergía puede expresarse como [16]:
Exentrada − Exsal − Exdestruida = Exsistema (2.7)
Donde Ex es la exergía recuperada durante el proceso y está asociada a su eficiencia.
La energía interna se manifiesta como energía sensible, latente, química y nuclear. Sin
embargo, en ausencia de cualquier reacción química o nuclear, las energías químicas y
nuclear son insignificantes, de manera que se considera constituida únicamente por
energías sensible y latente; con potencialidad de ser transferidas hacia o desde un sistema
como calor, siempre que exista una diferencia de temperatura a través de la frontera o
masa de control del sistema (mc).
La Ecuación (2.8), describe el trabajo útil del sistema.
��𝐮 = ∑ Qjnj=1 (1 −
To
Tj) +
d(E+PoV−ToS)𝐦𝐜
dt+ Toσ𝐦𝐜 (2.8)
En donde el término Toσmc , corresponde a la irreversibilidad del sistema cerrado.
En consecuencia, puede reescribirse como:
Capítulo 2 19
��𝐮 = ∑ (h +V2
2+ gz − Tos)
s sal ms − ∑ (h +
V2
2+ gz − Tos)
eent me − ∑ Qj
nj=1 (1 −
To
Tj) +
d(E+PoV−ToS)mc
dt+ Toσmc (2.9)
Para un proceso reversible entre 1 y 2, la transferencia de calor es constante y uniforme,
por lo tanto, la exergía útil del sistema se reduce a:
��𝐮,𝐫𝐞𝐯 = (E2 − E1) + Po(V2 − V1) − To(S2 − S1) (2.10)
Cuando el sistema pasa desde un estado de equilibrio hasta el estado muerto, e
intercambia calor mediante la transferencia de calor con el ambiente, se cumple que el
trabajo útil del proceso está dado por la Ecuación (2.11):
𝐖𝐫𝐞𝐯,𝐮 = (U − Uo) + Po(V − Vo) − To(S − So) (2.11)
Si se sustituye la Ecuación (2.11) con funciones de estado intensivas, se obtiene la
Ecuación (2.12):
𝐖𝐫𝐞𝐯,𝐮 = ∆𝚽 = ∆U + P0∆V − To∆S = m(∆u + P0∆v − To∆s) (2.12)
En un sistema abierto, se realiza la sumatoria de exergía, por transferencia de calor, de
trabajo y flujo másico, para los flujos de entrada y salida, según Ecuaciones (2.13) y (2.14):
𝐸𝑥𝑠𝑖𝑠𝑡𝑒𝑚𝑎 = 𝐸𝑥𝑐𝑎𝑙𝑜𝑟 − 𝐸𝑥𝑡𝑟𝑎𝑏𝑎𝑗𝑜 + [𝐸𝑥𝑚𝑎𝑠𝑎,𝑒𝑛𝑡 − 𝐸𝑥𝑚𝑎𝑠𝑎,𝑠𝑎𝑙] − 𝐸𝑥𝑑𝑒𝑠𝑡𝑟𝑢𝑖𝑑𝑎 (2.13)
𝐸𝑥𝑠𝑖𝑠𝑡𝑒𝑚𝑎 = ∑ (1 −𝑇0
𝑇𝑘) 𝑄𝑘 − [𝑊 − 𝑃0(𝑉2 − 𝑉1)] + [∑ 𝑚𝝍 − ∑ 𝑚𝝍𝑠𝑎𝑙 ]𝑒𝑛𝑡 − 𝐸𝑥𝑑𝑒𝑠𝑡𝑟𝑢𝑖𝑑𝑎 (2.14)
2.4.2 Sistemas abiertos: exergía con corriente de flujo
Se presentan en procesos continuos, en la mayoría de los casos, los procesos industriales:
turbinas, compresores, toberas, difusores, intercambiadores de calor, tuberías y ductos,
operan en régimen estacionario. Por lo tanto, no experimentan cambio en sus contenidos
de masa, energía, entropía y exergía, así como en sus volúmenes.
El estado muerto de una corriente en un volumen de control (VC), implica no solo el
equilibrio térmico y mecánico del fluido con la atmósfera, sino que, la energía cinética en
ése estado (relativa al ambiente), debe ser mínima.
La exergía de una corriente de un fluido (en régimen estacionario) es el trabajo máximo
que puede obtenerse cuando el fluido cambia reversiblemente desde el estado dado hasta
el estado muerto; en ese proceso intercambia únicamente calor con la atmósfera.
La expresión general de trabajo reversible del sistema abierto, se obtiene por combinación
de balances de energía y entropía en régimen estacionario, alrededor del volumen de
control y, en consecuencia, de conformidad con la ecuación de continuidad (conservación).
El balance general de energía y exergía están dados por las Ecuaciones (2.15) y (2.16):

20 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
𝐝𝐄𝐯𝐜
𝐝𝐭= Q + W + ∑ (h +
V2
2+ gz)
e me − ∑ (h +
V2
2+ gz)
ssal
ent
ms (2.15)
𝐝𝐒𝐯𝐜
𝐝𝐭= ∑ sₑme − ∑ ssms + ∑
Qj
Tj + σvc
nj=1sal
ent (2.16)
Donde W representa todas los tipos de potencia transferida, incluyendo la termodinámica;
sin embargo, la potencia útil ��𝐮 asociada al proceso, corresponde a:
��𝐮 = ∑ (h +V2
2+ gz − Tos)
s sal ms − ∑ (h +
V2
2+ gz − Tos)
eent me − ∑ Qj
nj=1 (1 −
To
Tj) +
d(E+PoV−ToS)vc
dt+ Toσvc (2.17)
La Ecuación (2.18), describe el trabajo reversible para un sistema abierto:
��𝐞𝐬𝐭,𝐫𝐞𝐯 = ∑ (h +V2
2+ gz − Tos)
s sal ms − ∑ (h +
V2
2+ gz − Tos)
eent me − ∑ Qj
nj=1 (1 −
To
Tj) (2.18)
El cambio de exergía de una corriente entre 1 y 2, está dado por la Ecuación (2.3):
Para un proceso abierto de más de una entrada o salida, con energías cinéticas y potencial
despreciables, la ecuación puede reescribirse en términos de potencia (Ecuación (2.19)).
��𝐞𝐬𝐭,𝐫𝐞𝐯 = ∑ Ψs sal ms − ∑ Ψeent me − ∑ Qjnj=1 (1 −
To
Tj) (2.19)
Para sistemas cerrados, cíclicos y de masa constante, no existe exergía por flujo másico.
La ecuación de balance se simplifica de acuerdo con la Ecuación (2.7).
𝐸𝑥𝑠𝑖𝑠𝑡𝑒𝑚𝑎 = ∑ (1 −𝑇0
𝑇𝑘) 𝑄𝑘 − [𝑊 − 𝑃0(𝑉2 − 𝑉1)] − 𝑇0𝑆𝑔𝑒𝑛 (2.20)
2.4.3 Transferencia simultánea
De acuerdo con [17], la transferencia es reconocida en la frontera del sistema cuando la
exergía la cruza, por lo que representa la exergía ganada o perdida por el sistema durante
un proceso. Las únicas dos formas de interacción de exergía asociadas con una masa fija
o sistema cerrado son las transferencias de calor y de trabajo.
La generación y destrucción de entropía siempre está acompañada por la destrucción de
exergía, durante un proceso de transferencia de calor debida a una diferencia finita de
temperatura (Figura 2-2).
La transferencia de calor Q entre 1 y 2, siempre está acompañada por la transferencia de
entropía en magnitud Q/T y la transferencia de exergía en la cantidad de 1 − Qj (1 −To
Tj).
Figura 2-2: La transferencia de calor, entropía y exergía durante un proceso con calor.
Capítulo 2 21
Fuente: Adaptado de [17]
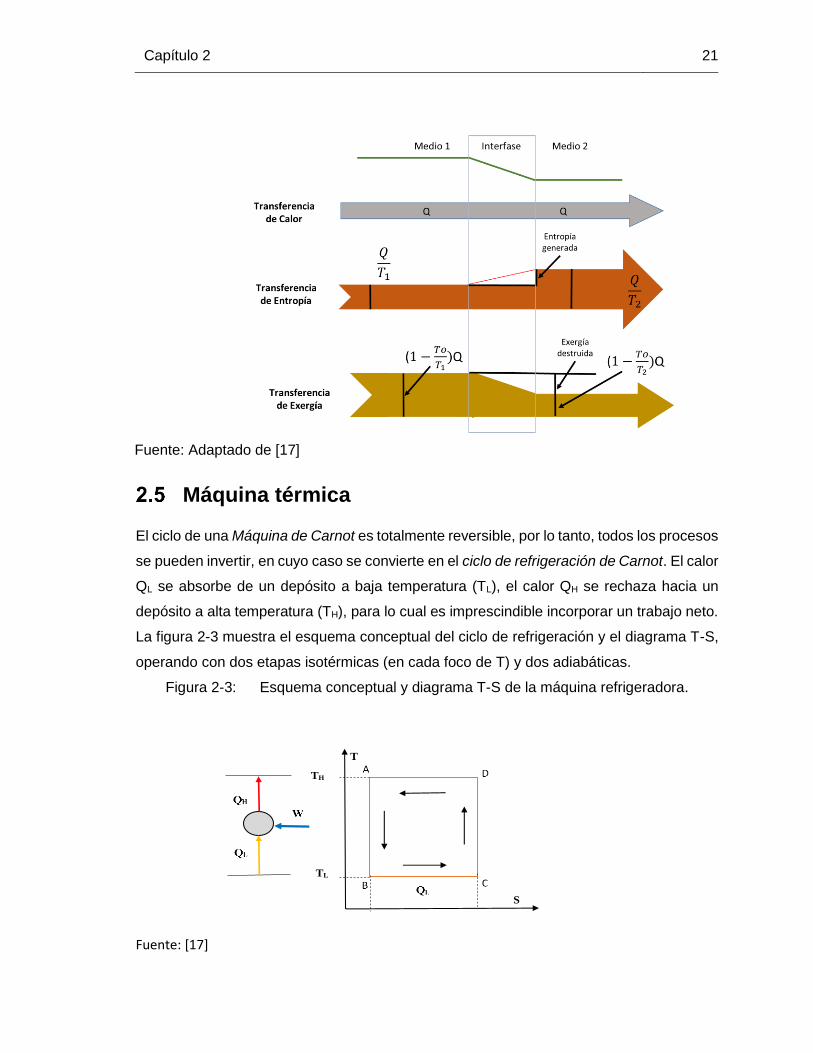
Máquina térmica
El ciclo de una Máquina de Carnot es totalmente reversible, por lo tanto, todos los procesos
se pueden invertir, en cuyo caso se convierte en el ciclo de refrigeración de Carnot. El calor
QL se absorbe de un depósito a baja temperatura (TL), el calor QH se rechaza hacia un
depósito a alta temperatura (TH), para lo cual es imprescindible incorporar un trabajo neto.
La figura 2-3 muestra el esquema conceptual del ciclo de refrigeración y el diagrama T-S,
operando con dos etapas isotérmicas (en cada foco de T) y dos adiabáticas.
Figura 2-3: Esquema conceptual y diagrama T-S de la máquina refrigeradora.
Fuente: [17]
T
S
TL
TH
22 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
Una máquina térmica refrigeradora opera siempre en un ciclo termodinámico, en donde los
flujos y la dirección del proceso ocurren en un solo sentido. Los flujos corresponden a la
carga térmica transportada por el fluido frigorígeno.
Una máquina térmica no puede operar con intercambio de calor con un solo depósito, y un
refrigerador no puede funcionar sin una entrada neta de trabajo (energía, fuente externa).
Una máquina térmica real no puede alcanzar esta máxima eficiencia teórica (100%) porque
es imposible eliminar por completo las irreversibilidades relacionadas con el ciclo real.
La eficiencia térmica de la máquina térmica, reversible o no, en función de temperaturas,
se denomina la eficiencia de Carnot y se determina mediante la Ecuación (2.21).
ηmáquina térmica = 𝟏 −𝑸𝑳
𝑸𝑯 ηCarnot = 𝟏 −
𝑻𝑳
𝑻𝑯 (2.21)
El coeficiente de desempeño COP (por su sigla en inglés) de una máquina refrigeradora,
se obtiene en función de calor, entalpía y trabajo, según balance energético por primera
ley, mediante la Ecuación (2.22).
𝐶𝑂𝑃𝑅 =𝑆𝑎𝑙𝑖𝑑𝑎 𝐷𝑒𝑠𝑒𝑎𝑑𝑎
𝐸𝑛𝑡𝑟𝑎𝑑𝑎 𝑅𝑒𝑞𝑢𝑒𝑟𝑖𝑑𝑎=
𝐸𝑓𝑒𝑐𝑡𝑜 𝑑𝑒 𝑒𝑛𝑓𝑟𝑖𝑎𝑚𝑖𝑒𝑛𝑡𝑜
𝐸𝑛𝑡𝑟𝑎𝑑𝑎 𝑑𝑒 𝑇𝑟𝑎𝑏𝑎𝑗𝑜=
𝑄𝐿
𝑊𝑛𝑒𝑡𝑜,𝑒𝑛𝑡𝑟𝑎𝑑𝑎 (2.22)
Para una maquina térmica se cumple que, 𝑾𝒏𝒆𝒕𝒐,𝒆𝒏𝒕𝒓𝒂𝒅𝒂 = 𝑸𝑯 − 𝑸𝑳; por lo tanto se
reescribe como la Ecuación (2.23):
𝐶𝑂𝑃𝑅 =𝑄𝐿
𝑊𝑛𝑒𝑡𝑜,𝑒𝑛𝑡𝑟𝑎𝑑𝑎=
𝑄𝐿
𝑄𝐻−𝑄𝐿=
𝟏𝑸𝑯𝑸𝑳
−𝟏 (2.23)
Para un ciclo de Carnot directo o bomba de calor, el coeficiente COPHP está dado por la
Ecuación (2.24), así como su equivalencia con el coeficiente del refrigerador COPR.
𝐶𝑂𝑃𝐻𝑃 =𝑆𝑎𝑙𝑖𝑑𝑎 𝑑𝑒𝑠𝑒𝑎𝑑𝑎
𝐸𝑛𝑡𝑟𝑎𝑑𝑎 𝑟𝑒𝑞𝑢𝑒𝑟𝑖𝑑𝑎=
𝑄𝐻
𝑊𝑛𝑒𝑡𝑜,𝑒𝑛𝑡𝑟𝑎𝑑𝑎
𝑄𝐻
𝑄𝐻−𝑄𝐿=
1
1−𝑄𝐿/𝑄𝐻 = COPR + 1 (2.24)
La máquina refrigeradora funciona en el rango de temperaturas TL<T0<TH, siendo T0 la de
referencia o estado muerto. El contenido de exergía del calor extraído del foco frio, tiene
signo opuesto dado que, que la magnitud de su temperatura es inferior a T0.
η =|Ex QL|
|𝑊|= −
QL(1−𝑇0𝑇L
)
QL(1−𝑇L𝑇H
)= −
𝑇L𝑇L−𝑇0
𝑇L
𝑇H𝑇H−𝑇L
𝑇H
=𝑇0−𝑇L
𝑇H−𝑇L (2.25)
La producción del frio en el ciclo HVAC-R
Los sistemas de refrigeración se diseñan y operan con base en la combinación del Ciclo
Inverso de Carnot y los postulados de Clausius y Kelvin. Por lo tanto, se comportan como
Capítulo 2 23
una máquina térmica que permite la transferencia de calor entre dos focos de temperatura
mediante un proceso termodinámico reversible que recibe un trabajo eléctrico desde el
exterior y cuyo ciclo opera con un fluido de trabajo que es el refrigerante o fluido frigorígeno.
Los sistemas de producción de frio son instalaciones que operan mediante compresión de
vapor y constan de cuatro equipos o componentes principales [18]:
Compresor: autónomo o recíproco,
Condensador: intercambiador de calor tubo-tubo, alternativamente con banco de hielo.
Expansión (sistema por válvula de estrangulamiento o tubo capilar)
Evaporador: intercambia calor por tubos, en contracorriente y con aletas circulares.
Cabe señalar que, el flujo del fluido refrigerante, atraviesa grandes longitudes de tubería,
generando caídas se presión ΔP, fricciones por accesorios, dispositivos, ensanchamiento
y contracción. Los dispositivos fungen como reguladores de las variables externas, estos
son: válvula a presión constante, válvula solenoide, botella de separación de líquido-aceite,
separador de aceite, termostato, filtro-deshidratador, tanque recibidor.
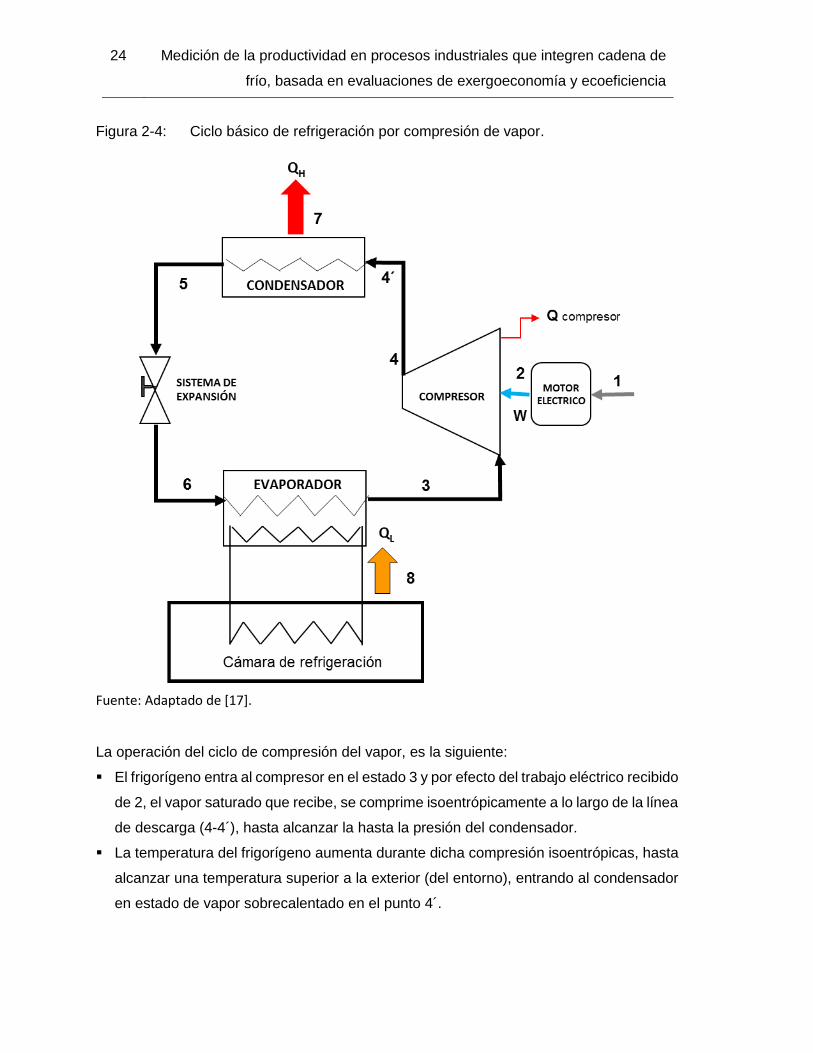
La Figura 2-4, esquematiza la operación conceptual de la máquina térmica frigorífica,
realiza el ciclo industrial HVAC-R (por su acrónimo en inglés: Heating, Ventilating, and Air
Conditioning-Refrigeration). El ciclo desarrolla cuatro etapas termodinámicas ideales, dos
isotérmicas y dos isoentrópicas, que ocurren por efecto de la interacción de los cuatro
dispositivos y el frigorígeno. Es evidente que las irreversibilidades en cada componente,
“distorsionan” el comportamiento ideal observado en el diagrama T-S (Figura 2-3).
La eficiencia del circuito de refrigeración por compresión mecánica, depende del fluido
frigorígeno incorporado (fluido de trabajo) el cual es, termodinámicamente, una molécula
desarrollada con alta tecnología para posibilitar cambios de fase en su recorrido (T.
ebullición aproximada < - 40°C), al extraer calor de la caja (por reducción del potencial
térmico) con transferencia a su entorno; idealmente, sin destrucción de exergía [19].
24 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
Figura 2-4: Ciclo básico de refrigeración por compresión de vapor.
Fuente: Adaptado de [17].
La operación del ciclo de compresión del vapor, es la siguiente:
El frigorígeno entra al compresor en el estado 3 y por efecto del trabajo eléctrico recibido
de 2, el vapor saturado que recibe, se comprime isoentrópicamente a lo largo de la línea
de descarga (4-4´), hasta alcanzar la hasta la presión del condensador.
La temperatura del frigorígeno aumenta durante dicha compresión isoentrópicas, hasta
alcanzar una temperatura superior a la exterior (del entorno), entrando al condensador
en estado de vapor sobrecalentado en el punto 4´.
Capítulo 2 25
En el condensador, el fluido frigorígeno rechaza (disipa) el calor hacia los alrededores,
a presión constante, sale en estado de líquido saturado en el punto 5.
El refrigerante en fase líquido saturado, se estrangula isoentálpicamente en la válvula
de expansión, hasta alcanzar la presión con que entrará al evaporador (punto 6). La
temperatura del frigorígeno desciende por debajo de la temperatura de la caja o cámara
de refrigeración.
El refrigerante que entra al evaporador en el estado 6, va en fase de equilibrio, como
vapor húmedo (de baja calidad), y cuando le extrae el calor al espacio refrigerado, se
evapora completamente y sale en estado de vapor saturado (punto 3). Este cambio de
fase se realiza a presión constante y temperatura constante.
El ciclo de refrigeración se reinicia, cuando el frigorígeno entra al compresor en el punto 3;
en consecuencia, su función dentro de la máquina térmica es recibir calor y generar trabajo.
Aunque la eficiencia de la máquina sea alta, sólo se podrá lograr que el trabajo obtenido
coincida con la exergía del flujo de calor (QH) que sale del sistema (corriente 7). Esto
corresponde a la exergía destruida, porque las condiciones del estado muerto son de
menor temperatura T0, usualmente el medio ambiente.
El calor extraído hace que el sistema logre su homeóstasis, permitiendo obtener trabajo en
el ciclo térmico, del cual emergen: calor, exergía y anergía (exergía no aprovechada).
Termodinámicamente, se presentan los siguientes fenómenos:
- A la salida del compresor (estado 4), se presenta el estado de mayor cantidad de energía
y exergía del sistema, a causa del incremento de la temperatura y presión en éste equipo.
- En el evaporador, se el cambio de fase se realiza a bajas temperaturas, y por efecto del
calor latente (absorbido de la cámara), se incrementa la energía y la irreversibilidad. En
consecuencia, entre los estados 6 y 3, el refrigerante tiene la misma temperatura, pero
diferente energía y exergía.
- En el proceso de termotransferencia del evaporador, las condiciones (P y T) del estado
muerto, son mayores a las condiciones de operación del equipo; por lo tanto, su contenido
de exergía disminuye, siendo menor a la salida (estado 3).
Eficiencia exergética
El método de análisis y balance exergético, basado en la segunda ley de la termodinámica,
permite localizar e identificar la causa y magnitud de las pérdidas del sistema. La exergía
26 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
destruida (anergía) representa la pérdida real de la calidad de energía, que no puede ser
identificada únicamente por el balance energético proveniente de la primera ley.
La eficiencia expresa el grado de imperfección termodinámica del proceso, cuanto mayor
sea la eficiencia, menor será la desviación del proceso ideal o reversible. Es útil para
evaluar la sostenibilidad de los procesos y puede expresarse como: simple, racional y real.
Eficiencia simple: Es la relación del flujo de exergía saliente respecto del flujo de exergía
entrante, se usa para procesos, unidades, equipos y tecnologías.
Eficiencia racional, fue definida por [20], como la relación de la exergía deseada a la
salida del sistema, respecto a la exergía usada, donde la exergía deseada es la suma
de todas las transferencias de exergía desde el sistema.
La eficiencia racional, fue definida por Brodyansky, Sorin y Le Goff, y descrita en [21],
como la relación del flujo de exergía deseable a la salida del sistema, respecto al de
entrada; con sustracción a los componentes, de la exergía no transformada en trabajo.
La eficiencia simple es poco útil para plantas y unidades de proceso individuales e
incluso puede conducir a conclusiones falsas. Sin embargo, este criterio puede ser útil
para el diseño de producto como sucede en el caso de calcular el grado acumulativo de
perfección [10] cuando todo el flujo de exergía entrante se transforma en producto.
La eficiencia racional es el mejor método de evaluación, con definición de los límites de
producción del proceso; es decir, la salida deseada (propósito) y la exergía utilizada
para obtenerlo. La medición con transferencia de exergía genera la magnitud de la
eficiencia, cuya respuesta es inequívoca del rendimiento y la productividad del proceso.
Para evaluar la eficiencia racional y visibilizar la imperfección de procesos térmicos o
químicos, el balance de exergía es la herramienta termodinámica adecuada. El balance de
exergía de un sistema es la herramienta conceptual para analizar la eficiencia, dado que
la exergía no está sujeta a ninguna ley de conservación y porque las irreversibilidades
determinadas durante el proceso, permiten su cuantificar dicha eficiencia exergética.
Éste es el criterio principal para analizar el rendimiento del sistema y evaluar las probables
medidas adoptadas para incrementarlo [14].
Para los dispositivos productores de trabajo como turbinas, la eficiencia está dada por la
Ecuación (2.26) y corresponde a la relación entre la eficiencia térmica real (trabajo útil) y
la eficiencia térmica máxima posible (reversible) bajo las mismas condiciones.
Capítulo 2 27
Para los dispositivos cíclicos consumidores de trabajo como compresores, la eficiencia es
la relación entre el trabajo útil y la entrada de trabajo mínimo reversible (Ecuación (2.27)).
La eficiencia en términos del coeficiente de desempeño COP, es la relación de potencia
de salida y la suministrada, expresada en la Ecuación (2-28).
η =Wu
Wrev (2.26)
η =Wrev
Wu (2.27)
η =COP
COPrev (2.28)
Conceptualmente, el rendimiento exergético [16], corresponde a la siguiente forma general
Rendimiento =flujo de exergía recuperada y utilizada
flujo de exergía de entrada (2.29)
Para dispositivos de flujo estacionario, la segunda ley determina la eficiencia como:
η ≡exergia recuperada
exergia suministrada = 1 −
exergia destruida
exergia suministrada (2.30)
En términos de flujos de exergía en el proceso, los flujos de exergía Ex, son: entrante,
recuperado del proceso y útil (trabajo útil), pérdida por irreversibilidades, la eficiencia
exergética puede reescribirse como:
ηex =Ex𝐮
Ex𝐞=
Ex𝐞−Ex𝐫+Ex𝐏
Ex𝐞= 1 −
Ex𝐫+Ex𝐏
Ex𝐞 (2.31)
Balance y rendimiento en el ciclo HVAC-R
Para calcular el rendimiento, es necesario realizar el balance de exergía descrito en las
Ecuaciones (2.14) y (2.20), para cuantificar la exergía destruida en cada dispositivo y la
línea de descarga del ciclo de refrigeración HVAC-R, la cual se agrega como equipo ficticio
se agrega al balance de exergía, porque la mayor anergía y contribución de irreversibilidad
está localizada en el compresor, por el nivel de descarga (∆P/L) y la disipación calorífica
Los balances son los siguientes:
Balance en el compresor: Entre los puntos 3 y 4 (Figura 2-4).
𝐸��𝑑,𝑐𝑜𝑚𝑝 = �� + ��𝜓3 − ��𝜓4 − (1 −𝑇0
𝑇𝑤,𝑐𝑜𝑚𝑝) ��𝑐𝑜𝑚𝑝 (2.32)
Donde Tw, comp es la temperatura en el límite de la pared de compresión, y corresponde al
promedio obtenido a través de termómetro sensor de infrarrojo (sin contacto con el fluido).
28 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
Balance en la línea de descarga del compresor: Entre los puntos 4 y 4´ (Figura 2-4).
𝐸��𝑑,𝑙𝑑 = ��𝜓4 − ��𝜓4´ − (1 −𝑇0
𝑇𝑤,𝑙𝑑) ��𝑙𝑑 (2.33)
Donde la temperatura Tw, ld corresponde a la pared de la tubería. Este equipo (no real), se
añade al sistema, para obtener una mejor estimación de la exergía destruida en el ciclo.
Carga térmica a remover del I.Q.F =
Balance en el condensador: Entre los puntos 4´ y 5 (Figura 2-4).
𝐸��𝑑,𝑐𝑜𝑛𝑑 = ��𝜓4´ − ��𝜓5 − ��𝑯(1 − 𝑇0/𝑻𝑯) (2.34)
Donde QH es el calor del condensador, expulsado al entorno. Es el parámetro referente
para el diseño del sistema. TH es la temperatura T4.
El balance de calor en el condensador es: Q4 = Q5 + Q7
Balance en el sistema de expansión: Entre los puntos 5 y 6 (Figura 2-4).
𝐸��𝑑,𝑒𝑥𝑝 = ��𝜓5 − ��𝜓6 (2.35)
Balance en el evaporador: Entre los puntos 6 y 3 (Figura 2-4).
La destrucción de exergía se expresa como:
𝐸��𝑑,𝑒𝑣𝑎𝑝 = ��𝜓6 − ��𝜓3 + ��𝑳(1 − 𝑇0/𝑻𝑳) (2.36)
Donde QL = calor a remover del evaporador. Es una información de entrada, porque es
el flujo de calor (corriente 8), extraído de la cámara y transferido al frigorígeno.
TL que es la temperatura que debe alcanzar la cámara, corresponde a la temperatura T8.
El balance de calor en el evaporador es: Q3 = Q6 + Q8
Mediante la sumatoria de las destrucciones, en las Ecuaciones (2.32) a (2.36), se obtiene
la destrucción total usando la Ecuación (2.37); se calcula la eficiencia exergética con la
Ecuación (2.38), el índice de mejoramiento con la Ecuación (2.39) y el factor de calidad,
según la Ecuación (2.40).
𝐸𝑥𝑑,𝑡𝑜𝑡𝑎𝑙 = 𝐸��𝑑,𝑐𝑜𝑚𝑝 + 𝐸��𝑑,𝑙𝑑+𝐸��𝑑,𝑐𝑜𝑛𝑑 + 𝐸��𝑑,𝑒𝑥𝑝 + 𝐸��𝑑,𝑒𝑣𝑎𝑝 (2.37)
corresponde a la eficiencia exergética del ciclo de refrigeración es:
𝜂𝐸𝑥 = 1 −𝐸𝑥𝑑,𝑡𝑜𝑡𝑎𝑙
�� (2.38)
El índice de mejoramiento exergético (potencial de mejora) del proceso, es:
Capítulo 2 29
𝐼 = (1 − 𝜂𝐸𝑥)(𝐸��𝑒𝑛𝑡𝑟𝑎𝑑𝑎 − 𝐸��𝑠𝑎𝑙𝑖𝑑𝑎) = (1 − 𝜂𝐸𝑥)(𝐸��𝑑𝑒𝑠𝑡𝑟𝑢𝑖𝑑𝑎 𝑡𝑜𝑡𝑎𝑙) (2.39)
La tasa de destrucción (𝐸𝑥 𝑒𝑛𝑡𝑟𝑎𝑑𝑎 − 𝐸��𝑠𝑎𝑙𝑖𝑑𝑎), es el consumo de exergía debido a las
irreversibilidades dentro del dispositivo o la diferencia entre las entradas y salidas de
exergía en estado estacionario. En caso del proceso desarrollado dentro del volumen de
control, corresponde a la exergía total destruida.
Una forma alternativa de medir el rendimiento, es por el factor de calidad ʋ, para lo cual se
debe considerar el consumo exergético como la diferencia entre la exergía entrante y
saliente del proceso:
𝑣 =Ex𝐮
Ex𝐞−Ex𝐫 (2.40)
Ambos conceptos se aplican a un proceso térmico y sus componentes o dispositivos, para
obtener su eficiencia productiva.
La exergía en la cadena de frío
Para evaluar la eficiencia de los sistemas y detectar cuantitativamente la imperfección de
procesos térmicos o químicos, el análisis exergético posibilita la contabilidad del uso de los
recursos naturales y, por tanto, la evaluación del impacto ambiental.
El análisis exergético para un proceso físico ideal e infinitamente lento utiliza las cuentas
exergéticas en términos de recursos se han aplicado a nivel industrial y a escala nacional
o en el sector industrial y presta atención a la relación entre el uso de exergía y el uso
racional de éstos recursos; además, permite usar diversas rutas para la minimización de
los costos que se deben pagar en el proceso. El impacto de esas alternativas se reflejará
en las compensaciones totales de la exergía destruida a lo largo de la cadena de frío. Es
posible analizar y diseñar operaciones de unidades de procesamiento, mediante la
aplicación de alternativas diferentes a la Termodinámica Clásica de Equilibrio (TCE) [17].
En la TCE, la eficiencia está dada por la ecuación de Carnot: 𝜖 = 1 − 𝑇1
𝑇2 para una máquina
interna que funciona entre dos focos de temperatura T1 y T2, siendo T1 < T2 y que opera
en un proceso reversible en donde la conversión de energía ocurre de forma infinitamente
lenta. En el caso del transporte refrigerado usado en la cadena de frío, el sistema térmico
consta de tres equipos autónomos: condensador, evaporador y el subsistema de control
térmico ubicado en la cabina del conductor.
30 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
Si se trata de sistemas en desequilibrio, los postulados corresponden a la Termodinámica
en Tiempo Finito TTF, para redefinir las principales fuentes de irreversibilidad en los
dispositivos (cámaras-superficies). El Teorema Curzon-Ahlborn corrige la eficiencia como:
𝜖 = 1 − √𝑇1
𝑇2 , cuyo resultado implica que los equipos no deben operar en forma autónoma
porque generan mayor disipación. La Termodinámica Irreversible Lineal (TIL) se determina
la aplicación de un acoplamiento en cadena de las unidades térmicas que funcionan entre
temperaturas T1 y T2., con lo cual se “mitiga” la eventual estructura disipativa.
Cuando los flujos termodinámicos de los sistemas autónomos, operan en forma acoplada
se puede alcanzar la máxima potencia (trabajo aprovechable=exergía) e incrementar la
eficiencia del dispositivo térmico total o la cadena de frío, porque se compensarán las
irreversibilidades de los sistemas desacoplados.
En los equipos usados para la preservación térmica de tejidos vegetales como frutas y
hortalizas, el etileno actúa como agente químico y, fisiológicamente, como una hormona
en las plantas. Sin embargo, ataca el producto a lo largo de su vida, dado que estimula o
limita la maduración. Esto sucede en particular con los frutos climatéricos que como las
hortalizas son muy sensibles a él, marchitándolas y tornándolas de color amarillo por de la
aceleración de la respiración y la transpiración del vegetal.
De acuerdo con la Global Cold Chain Alliance (GCCA), en el año 2014 se encontraron
nueve problemas relacionados con el manejo de la cadena de frío, evidenciaron pérdidas
estimadas en un 50% en productos vegetales tropicales y del 20% en perecederos de
origen no vegetal. Estas cifras, similares a la reportada por [19], para quien las pérdidas
son del orden del 30% de la producción primaria mundial y de un 40% en frutas y verduras
se perdían por falta de una refrigeración adecuada en el ciclo de producción [19], [22].
Eslabones y sectores en la cadena de frío
En la logística de productos perecederos, el factor crítico es la cadena de frío, por su
utilidad para la óptima preservación de productos a partir del manejo de las temperaturas
críticas, la humedad relativa controlada y la trazabilidad. Su objetivo es mitigar el riesgo
fisicoquímico y microbiológico sobre cinco tipos de perecederos: alimentos al fresco,
alimentos procesados, flores frescas, medicamentos termolábiles y órganos (tejidos)
humanos, y ocupa un lugar esencial en la cadena de suministro del grupo de productos.
Capítulo 2 31
Debido a su evolución inherente con los avances tecnológicos, está presente en todas las
etapas de la cadena productiva, desde la producción hasta el consumo, tanto a nivel
técnico como económico y regulatorio.
En el sector de alimentos, se presentan grandes pérdidas económicas generadas por las
ineficiencias térmicas en eslabones de la cadena de frío desde su producción, transporte,
almacenamiento; hasta su comercialización. Esto incrementa la proliferación y crecimiento
de microorganismos cuya elevada resistencia al tratamiento térmico hace que se
multipliquen de manera exponencial. Sin embargo, no pueden atacarse con productos
químicos, debido a que genéticamente, los agentes patógenos adquieren resistencia al
principio activo microbicida, lo cual aumenta los problemas de estabilidad microbiológica.
El manejo térmico per sé no es suficiente para eliminar los agentes patógenos, porque aún
en ambientes refrigerados, la velocidad de reproducción es alta por lo cual, la mayoría de
los productos alimenticios están sujetos al riguroso cumplimiento (sin ruptura) de la cadena
de frío, desde la producción hasta el consumo, para garantizar las cualidades reológicas,
organolépticas y su calidad nutricional.
Para los alimentos frescos perecederos, la temperatura de preservación debe oscilar entre
0 y 7°C en función de su naturaleza, mientras que para productos congelados se deben
manejar rangos entre -4 y -12°C. Para ultracongelados este rango se debe mantener
entre -12 y -18°C. Por debajo de -18 °C, la carga térmica causa letalidad y no inhibición
del crecimiento de dichos microorganismos. La tecnología asociada a la ultracongelación
utiliza como fluido refrigerante, gases criogénicos, como también para procesos de pre-
enfriamiento de cámaras, criogenización de frutas y verduras conservación, crust flow
(individual), zip freeze (en paquete) y ultra-congelación [22].
En el grupo de productos alimenticios al fresco y procesados se incluyen los cárnicos
(bovino, porcino y avícola), productos del mar y alimentos precocidos. Un grupo especial
está conformado por la leche y los productos lácteos, y otro por los productos vegetales
denominados hortalizas o “fruver” (frutas y verduras). Todos los productos alimenticios
frescos, sin excepción, deben refrigerarse bajo temperatura controlada.
En la cadena de frío de alimentos, el sistema de Análisis de Peligros y de Puntos Críticos
HACCP (por su sigla en inglés), es el criterio usado en el manejo fitosanitario para
administrar la trazabilidad y calidad de los alimentos, desde su origen hasta el consumidor.
Éste sistema debe ser adaptativo a las especificidades de los productos y sin importar el
enfoque implementado, debe ser sostenible a través de un apropiado manejo de
información de las variables temperatura y humedad. Otro criterio que se define como
32 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
inocuidad (según el Codex Alimentarius) y como trazabilidad según las Normas ISO,
consiste en el conjunto de propiedades y características de un producto o servicio que le
confiere la aptitud para satisfacer necesidades de los usuarios [23].
De lo anterior se colige que, la exergía constituye el verdadero e invisible potencial térmico
que actúa transversal e interdisciplinarmente en la cadena de suministro y aporta una
visión integradora desde la eficiencia (exergía aprovechada) y desde las ineficiencias que
implican la entropía destruida (anergía); además de cuantificar los costos ocultos presentes
en las irreversibilidades de la cadena de frío [24].
Las relaciones entre la entropía, exergía y anergía (irreversibilidad como residuo e impacto
ambiental), están asociadas con el consumo de recursos, la producción sostenible, manejo
logístico, cadena y distribución de productos [25]. La exergía está presente en diferentes
eslabones de la cadena de frío, como son: pre-enfriamiento, almacenamiento, transporte,
distribución y almacenamiento final en retailers y puntos de venta.
El frío se produce de conformidad con diferentes principios fisicoquímicos, aplicados a
ciclos termodinámicos inversos de Carnot, sistemas de compresión de vapor y su
rendimiento depende del máximo trabajo útil disponible (exergía). Tanto rendimiento como
productividad se expresan técnicamente en términos, magnitudes y unidades de calor,
relacionados con las condiciones térmicas de los focos.
La trazabilidad permite identificar riesgos fisicoquímicos y microbiológicos, para asegurar
la calidad reológica, organoléptica y nutricional del producto refrigerado, evitando choques
térmicos o ruptura de la cadena de frío. Es garante de la inocuidad alimentaria y se define
como la capacidad de rastrear y seguir los alimentos o ingredientes en todos los eslabones,
por lo cual se deben analizar puntos críticos como el transporte refrigerado, que además
es uno de los más vulnerables en la cadena de frío [23].
Cadena de frío en Fruver
La cadena de frío en el eslabón de almacenamiento, es un circuito frigorífico (cámara), que
para el caso de la agroindustria, se aplica para para proteger y preservar el contenido de
compuestos funcionales de carnes o vegetales para su posterior comercialización.
Los productos agrícolas (hortalizas y frutas) son perecederos y en estado de postcosecha
presentan el proceso de "respiración" durante el cual los azúcares reaccionan con el
oxígeno del aire produciendo anhídrido carbónico (CO2) y agua (H2O) y liberando calor,
Capítulo 2 33
hasta alcanzar la maduración total del fruto. Además, el crecimiento exponencial de los
microorganismos presentes, a medida que se acerca la maduración, destruyen los tejidos.
Los productos pecuarios como carne de bovinos, porcinos y aves, después de sacrificados
(rigor mortis), solo sufren cambios químicos en los músculos y ataque de microorganismos.
La cinética del deterioro celular de la carne transcurre entre 2-3 días, pero la congelación
le permite su conservación por más de 1 año después del sacrificio. En el caso de las frutas
y hortalizas, lo que se consigue es alargar el período de maduración, desde un lapso de 3-
4 días (temperatura ambiente), hasta 6-8 meses en congelación, según especie y variedad
La congelación rápida es el sistema ideal en verduras y frutas al fresco, dados los elevados
niveles de humedad ligada o retenida en el tejido celular vegetal, para evitar la formación
de micro cristales de hielo, que afectan las paredes celulares, la reología y la textura, en
el proceso de descongelación individual (sin derrame de fluidos celulares), lo cual garantiza
una textura, valor nutricional y sabor similar al de un producto fresco, recién cosechado.
El objetivo de la cadena de frío de ultracongelación rápida IQF (10-12 minutos), es
garantizar al consumidor final, un alimento congelado similar al fresco, al momento de
descongelarlo (sin formación de grandes cristales de hielo), condición que no es posible
alcanzar cuando la congelación es lenta o tradicional.
Los choques térmicos súbitos, inciden en la letalidad de los microorganismos, de máxima
importancia para conservación e inocuidad del alimento congelado; mientras menor tiempo
se tome para llegar a una baja temperatura de congelación, el alimento perderá menos
propiedades en el proceso. Además, la exposición a temperatura ambiente, tiende a
degradar los nutrientes y vitaminas presentes.
La cadena de frío protege y preserva el contenido de los compuestos funcionales de las
hortalizas, como: compuestos fenólicos, actividad antioxidante, valor nutricional (vitaminas,
minerales y proteína vegetal), y su excelente condición hipocalórica del orden de 15-45
calorías/100 gramos.
Las hortalizas son extremadamente sensibles al etileno, reacción química de oxidación de
Millard porque en su presencia produce pardeamiento (conjunto de reacciones bioquímicas
complejas) en el tejido vegetal. La frescura, coloración verde sostenida, textura, aroma
(flavor) y sabor, son los parámetros de calidad exigidos por el mercado de Estados Unidos;
siendo la razón expuesta para justificar la ultracongelación como mecanismo de la cadena
de frío.
El tiempo de congelación depende de: temperatura inicial y final, temperatura del medio,
conductividad térmica del producto y coeficiente de transmisión térmica; espesor máximo
34 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
del producto a congelar, espesor y resistencia al calor de los materiales de empaque. Así
mismo, del sistema de congelación utilizado (lenta, rápida, ultrarrápida).
El tiempo de congelación está en función de las condiciones de operación del proceso:
temperatura inicial o de partida, temperatura final deseada, temperatura del congelador,
conductividad térmica del producto en estado congelado, espesor máximo del producto a
congelar, coeficiente de transmisión térmica, espesor y resistencia al calor de los
materiales de empaque.
Exergoeconomía
La exergoeconomía basada en las leyes de la termodinámica y la contabilidad de costos
exergéticos, no omite la exergía de los recursos energéticos ni los costos asociados con
sostenibilidad y compensación por las ineficiencias (efluentes y contaminantes) generadas
como otras salidas del proceso de producción. En la literatura, es aún incipiente la
perspectiva integradora de una medición económica, técnica y sostenible.
Las pérdidas exergéticas de los procesos industriales se pueden dividir en dos partes, una
interna asociada a la destrucción de exergía causada por irreversibilidad del sistema y una
externa relacionada con la degradación de recursos de baja entropía (combustible fósil, o
materiales) para convertirlos en “recursos” de alta entropía que se desechan como
residuos.
Las pérdidas internas se calculan usando el Teorema de Gouy-Stodola [26], mientras que
las externas, están asociadas a los flujos de materia y energía degradada (contaminantes
y efluentes) que eventualmente se descargan al medio ambiente [27].
La teoría exergoeconómica incluye las cadenas y eslabones de los sistemas de producción
y del mercado de trabajo, como método que traduce externalidades (capital, mano de obra,
exergía, materiales y costos ambientales) en costos exergéticos acumulativos en los flujos,
que permiten una evaluación integral del costo de los recursos, la eficiencia del proceso y
la productividad. Las tendencias apuntan hacia la evaluación de la productividad, mediante
indicadores inherentes a los acuerdos, retos y compromisos internacionales, en los nuevos
escenarios del progreso tecnológico, la ecoeficiencia y la ecología industrial.
Capítulo 2 35
Ecoeficiencia
El concepto descrito por [28], implica la relación entre el impacto ambiental añadido y el
valor agregado al proceso, apuntando a lograr mejores productos y servicios con un menor
uso de recursos y la reducción del flujo de residuos y emisiones; que en términos
termodinámicos optimiza el uso eficiente de recursos y reduce la destrucción de exergía.
La ecoeficiencia, pretende responder a las necesidades de particulares y de empresas,
que buscan alcanzar la sostenibilidad bajo el principio rector con desafíos más globales e
integrados, como: agotamiento de recursos naturales, contaminación y cambio climático;
caracterizados y cuantificados mediante balances de energía y exergía.
Para el Consejo Empresarial Mundial del Desarrollo Sostenible, existen siete elementos
claves para mejorar la ecoeficiencia, a saber: reducción del consumo de materiales,
reducción de la intensidad energética, reducción de dispersión en sustancias tóxicas,
mejoramiento de la capacidad de reciclaje, maximización del uso de energías renovables,
extensión en la durabilidad del producto y aumento de la intensidad de servicio.
En un modelo ecoeficiente, la jerarquía de acciones a contemplarse debe incluir:
“prevención, reuso, reciclado, recuperación de materiales, mejora de la productividad,
ahorro de energía y materias primas, reducción de residuos y materiales tóxicos,
disminución de los riesgos, ahorro en el gasto de control de la contaminación, mejores
medidas de sanidad y seguridad, reducción de los riesgos civiles ambientales.
En ecoeficiencia, la termodinámica del equilibrio posee un papel de instrumentalización a
través de indicadores denominados ecoindicadores los cuales permiten identificar, calcular
y medir los factores de criticidad, las etapas y los equipos del proceso con mayor
irreversibilidad. Éstas ineficiencias incluyen pérdidas de exergía (anergía) que pueden
generar impactos negativos severos sobre el medio ambiente; tales como dependencia de
líquidos volátiles y gases que deterioran la capa de ozono, efluentes y residuos sólidos,
es, es decir difusión másica, ante escapes, roturas o descompensaciones en líneas de flujo
Hoy en día, en el marco de la responsabilidad social empresarial, se observa que los
preceptos acerca de los marcos legales de desempeño socioambiental, puntualizan la
conveniencia de un balance entre el manejo, utilización y conservación de los sistemas
naturales y sus elementos, como un capital de carácter natural insustituible, haciendo parte
del soporte de las necesidades y progreso de toda sociedad en el mundo.
Así, la ecoeficiencia se torna extremadamente importante en el funcionamiento de las
empresas, para mantenerse en este precepto de responsabilidad social empresarial.
36 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
Ecología industrial
El planteamiento conceptual fue planteado por primera vez en el año 1989, con el trabajo
titulado Strategies for Manufacturing de Robert Frosch y Nicholas Gaullopoulos, publicado
en la revista Scientific American. En el artículo desarrollaron el concepto de "ecosistema
industrial" o "Ecología Industrial", como la estrategia para utilizar de forma más eficiente
los recursos, proponiendo que los sistemas industriales se organicen de una manera más
equilibrada, para asimilar la estructura y funcionamiento de los ecosistemas naturales.
La extensión hacia la ecoeficiencia fue desarrollada por [29], sobre una analogía directa
entre la industria y los sistemas naturales. Este concepto se fundamenta en la premisa de
que todas las actividades económicas, que incluyen los sistemas industriales, dependen
de los ecosistemas y la biosfera en general. Análogo a un ecosistema biológico, en un
ecosistema industrial cada proceso será visto como una parte dependiente e
interrelacionada de un todo o un sistema mayor.
Los ecosistemas consumen materiales, energía y agua, transformándolos en productos y
desechos. Sin embargo, los residuos producidos por los organismos naturales se usan
como materia prima para otros procesos con sistemas naturales. Éstos procesos naturales
son cíclicos y la producción neta de residuos es cero [30].
La ecología industrial busca imitar la estructura y operación biofísica de los ecosistemas
naturales, en donde el proceso está conformado por una dinámica de flujos, inventarios de
materiales, energía e información; cuyo propósito, es optimizar el flujo de recursos para
cerrar el ciclo de materia con reducción del uso de los recursos y la producción de residuos.
En consecuencia, el objetivo termodinámico de la ecología industrial es la revalorización
de la anergía de cada proceso o industria, para su reutilización como flujo exergético
entrante de otra industria; es decir, la transformación de la exergía destruida. Como campo
multidisciplinar, explora posibilidades de integración entre empresas, para redefinir
actividades industriales convencionales en respuesta al conocimiento integrador sobre sus
impactos ambientales y la sostenibilidad de sus procesos.
En [30], se desagregan los elementos de la ecología industrial en tres niveles: endo-
empresa, exo-empresa y alianzas integracionistas para compartir presupuestos, flujos de
energía, desmaterialización y descarbonización.
En [31] se describen los enfoques teóricos de la ecología industrial como son la
desmaterialización de la economía, el balance de materiales y energía en los ciclos
Capítulo 2 37
biogeoquímicos, la analogía con los sistemas naturales, y el análisis en el marco de la
economía insumo-producto.
Sin embargo, de acuerdo con Cervantes [32], “la ecología industrial no se limita tan sólo a
los métodos de cierre de ciclo, denominados simbiosis industrial y metabolismo industrial;
sino que además, usa herramientas termodinámicas y biofísicas para la implantación del
ecosistema industrial, tales como el análisis del ciclo de vida, la producción más limpia, el
análisis flujo de materia, el análisis económico-ambiental, la ecoeficiencia, los indicadores
de desarrollo sostenible, las bolsas de residuos, la huella de carbono, la huella ecológica”.
Así mismo, “la ecología industrial busca crear una red de industrias vinculadas por sus
residuos, de manera que permita asimilar el funcionamiento de los ecosistemas
industriales al de los naturales mediante una adecuada interrelación sinérgica entre
industrias y una relación sostenible con el entorno social y material del sistema”.
Los modelos eco-industriales, contribuyen a la constitución de una organización industrial
más racional y equilibrada al integrar cuatro grandes grupos de actores: quienes explotan
las materias primas a partir de los recursos naturales, las industrias que producen, las
empresas relacionadas con actividades de reciclaje de residuos y los consumidores.
La Función de Producción
La Teoría General de Sistemas (TGS) estudia la estructuración y organización de los datos
que aporta el análisis de la realidad, y de conformidad, pretende descubrir la existencia de
un entramado entre distintas disciplinas, regidas por principios generales de sistemas.
Estas relaciones, al traducirse en leyes formales, dan lugar al isomorfismo [33].
Epistemológicamente, la teoría de producción está basada en la teoría de sistemas. La
Función Producción, está definida como un enfoque sistémico, dado que plantea dos
componentes interrelacionados: sistema y entorno, delineados por límites definidos
(frontera). Un sistema abierto permite un conjunto de flujos de entrada y salida respecto a
dicho entorno y eventualmente, con flujos de retroalimentación. La acción del sistema, para
transformar entradas en salidas, o para lograr un propósito, se denomina proceso.
De estas características se infiere que, la producción es un sistema abierto de interacción
dinámica que sucede dentro de la estructura de una organización; con la intervención de
dos fenómenos: entropía y homeostasis.
38 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
Desde la teoría económica, una función de producción permite generar una máxima salida,
a partir de los insumos o recursos básicos alimentados. Sin embargo, este concepto es
un tanto etéreo porque la máxima salida potencial es multifactorial con características
intangibles como tecnología, energía, entropía y el componente socio-técnico.
La función de producción indica el valor agregado máximo que puede obtenerse a partir
de un conjunto de recursos que se utilizan tan eficientemente cómo es posible.
Si se considera una organización como un sistema abierto, el Desarrollo Organizacional
está relacionado con la función de producción y el concepto de productividad. Producción
y productividad son conceptos paralelos, con marcadas similitudes y diferencias [34].
La productividad es la relación entre el nivel de producción (salidas) y sus factores de
producción; es decir, los recursos (entradas) consumidos para lograrla. La usual definición
de productividad como “eficiencia de la producción”, genera la imprecisión de considerar a
la productividad como sinónimo de eficiencia [34].
En términos económicos y administrativos, la productividad tiene dos significados: la
productividad física y la productividad del valor económico creado.
La productividad física como unidad base puede aplicarse a una industria particular o a un
proceso específico de operación. Relaciona la cantidad física de producto(s) obtenido(s)
con la cantidad física de recursos empleados en el proceso productivo. Esta medida tiene
limitaciones cuando se realiza de manera inter-temporal porque los resultados pueden ser
afectados por tendencias y externalidades, que impiden un adecuado análisis comparativo.
La productividad entendida como valor creado en un proceso productivo o empresa, puede
compararse con la de otra, e incluso entre sectores industriales, a pesar de sus diferencias;
porque los cambios en el producto o servicio, quedan incorporados en éste, como un valor
reconocido por el consumidor a través del precio que paga y del posicionamiento.
En ingeniería, la producción (producto) se relaciona con el propósito del componente, y el
concepto de productividad adquiere significancia interdisciplinaria en los procesos
productivos. De esta forma, la función de producción como la productividad son elementos
generadores de ventajas competitivas. En términos ingenieriles, lo vital es medir la
productividad, de manera que es un aspecto de especial relevancia y de alta complejidad
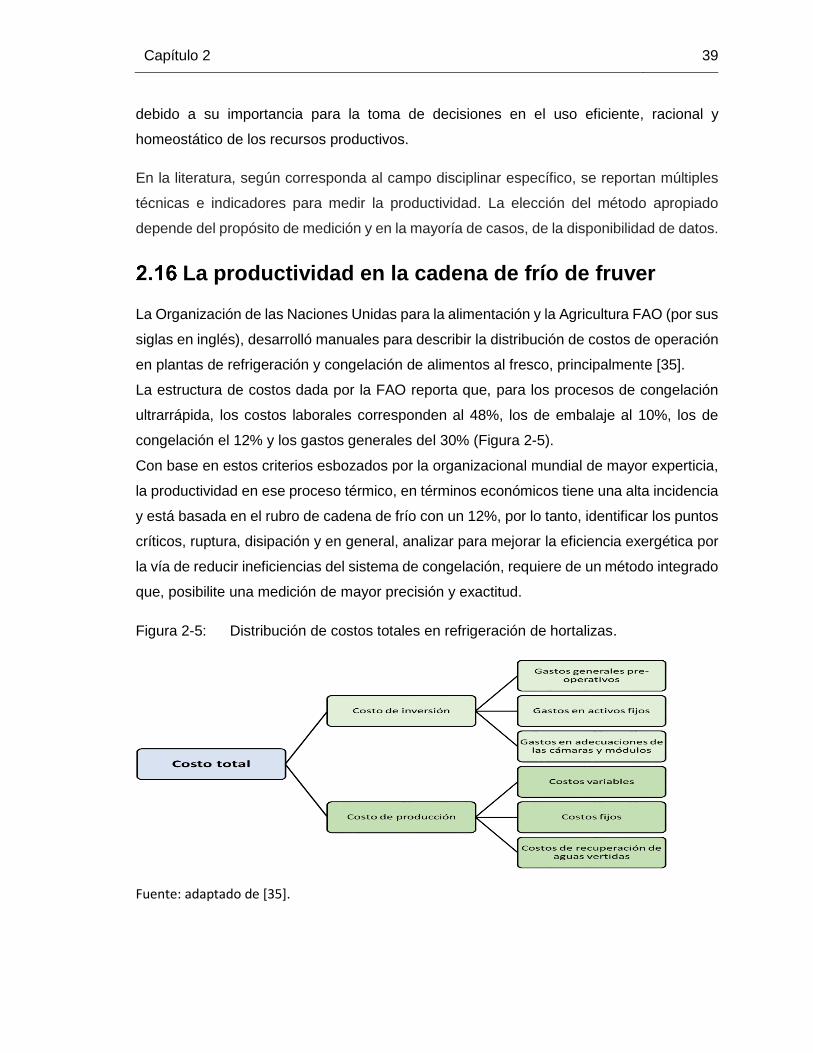
Capítulo 2 39
debido a su importancia para la toma de decisiones en el uso eficiente, racional y
homeostático de los recursos productivos.
En la literatura, según corresponda al campo disciplinar específico, se reportan múltiples
técnicas e indicadores para medir la productividad. La elección del método apropiado
depende del propósito de medición y en la mayoría de casos, de la disponibilidad de datos.
La productividad en la cadena de frío de fruver
La Organización de las Naciones Unidas para la alimentación y la Agricultura FAO (por sus
siglas en inglés), desarrolló manuales para describir la distribución de costos de operación
en plantas de refrigeración y congelación de alimentos al fresco, principalmente [35].
La estructura de costos dada por la FAO reporta que, para los procesos de congelación
ultrarrápida, los costos laborales corresponden al 48%, los de embalaje al 10%, los de
congelación el 12% y los gastos generales del 30% (Figura 2-5).
Con base en estos criterios esbozados por la organizacional mundial de mayor experticia,
la productividad en ese proceso térmico, en términos económicos tiene una alta incidencia
y está basada en el rubro de cadena de frío con un 12%, por lo tanto, identificar los puntos
críticos, ruptura, disipación y en general, analizar para mejorar la eficiencia exergética por
la vía de reducir ineficiencias del sistema de congelación, requiere de un método integrado
que, posibilite una medición de mayor precisión y exactitud.
Figura 2-5: Distribución de costos totales en refrigeración de hortalizas.
Fuente: adaptado de [35].
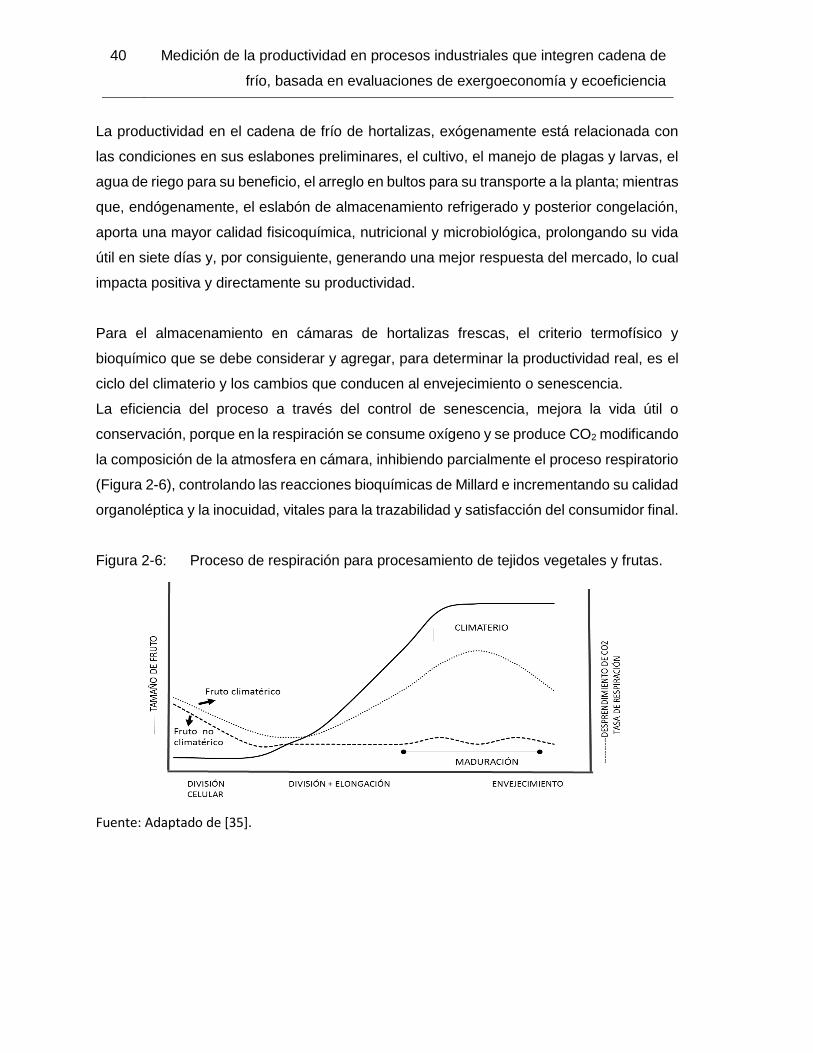
40 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
La productividad en el cadena de frío de hortalizas, exógenamente está relacionada con
las condiciones en sus eslabones preliminares, el cultivo, el manejo de plagas y larvas, el
agua de riego para su beneficio, el arreglo en bultos para su transporte a la planta; mientras
que, endógenamente, el eslabón de almacenamiento refrigerado y posterior congelación,
aporta una mayor calidad fisicoquímica, nutricional y microbiológica, prolongando su vida
útil en siete días y, por consiguiente, generando una mejor respuesta del mercado, lo cual
impacta positiva y directamente su productividad.
Para el almacenamiento en cámaras de hortalizas frescas, el criterio termofísico y
bioquímico que se debe considerar y agregar, para determinar la productividad real, es el
ciclo del climaterio y los cambios que conducen al envejecimiento o senescencia.
La eficiencia del proceso a través del control de senescencia, mejora la vida útil o
conservación, porque en la respiración se consume oxígeno y se produce CO2 modificando
la composición de la atmosfera en cámara, inhibiendo parcialmente el proceso respiratorio
(Figura 2-6), controlando las reacciones bioquímicas de Millard e incrementando su calidad
organoléptica y la inocuidad, vitales para la trazabilidad y satisfacción del consumidor final.
Figura 2-6: Proceso de respiración para procesamiento de tejidos vegetales y frutas.
Fuente: Adaptado de [35].
3. Estado del arte
Antecedentes termodinámicos
El concepto de entropía aplicado a ciclos y máquinas térmicas de vapor, fue concebido por
Sadi Carnot (1824), reescrito por Émile Clapeyron (1834) y retomado por Rudolf Clausius
(1850), cuando formuló la segunda ley de la termodinámica, con los aportes de John
Rankine y William Thomson (Lord Kelvin). Clausius (1865) introdujo el concepto de
entropía, Willard Gibbs (1873) describió la exergía como el trabajo máximo en un proceso
isobárico y junto a James Maxwell (1875), cuantificaron la energía disponible, en términos
de energía total. En 1898 Aurel Stodola, incorporó el concepto de entalpía; mientras que,
Louis Gouy (1889) y Stodola, formularon de manera independiente el Teorema de
Sustitución, con el cual se determinó la pérdida de capacidad de un sistema para producir
trabajo, debido a la irreversibilidad termodinámica [13].
A comienzos del siglo XX, desde la Escuela Francesa con Jouget (1907) y Darrieus (1930),
se exploró la relación entre termodinámica y costo, la cual fue determinada por Lotka
(1921). Keenan (1932), redefinió la disponibilidad energética y Bošnjaković (1938) aplicó
balances de entropía para evaluar el “grado de perfección” de los procesos térmicos,
incorporando el análisis de irreversibilidad.
El concepto de exergía propiamente dicho, propuesto por Zant Rant (1956), pero se
desarrolló entre 1964-1967 con: Rabek, Szargut & Petela, Baehr, Brodyanski, Fratscher,
Elsner, Nitsch, Bergmann & Schmidt. [13]
La exergoeconomía, denominada economía biofísica, surgió en el MIT con Tribus (1962),
se desarrolló con Evans y Tribus (1965), y se consolidó con Yehia El-Sayed (1970).
En 1970, Nicholas Georgescu-Roegen, denominó “ley de entropía y proceso económico”,
a lo que durante en el uso de materiales, siempre existe una parte que se degrada y es
irrecuperable, por cualquier método. “Es imposible un crecimiento exponencial indefinido
en un sistema de producción finita, con un medio ambiente que también sea finito”.
42 Medición de la productividad en procesos industriales que integren cadena de frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
Desde su aparición formal en la década del 70 del siglo XX hasta la fecha, el desarrollo de
la exergía y de la exergoeconomía ha pasado por tres períodos: 1971 a 1984, 1985 a 1995
y 1996 a 2016.
El primer período correspondió a la “exergía en procesos químicos” (1971-1984), en el
cual se introdujo el cálculo de la eficiencia exergética a la eficiencia técnica del proceso
y a partir de ésta, los procesos de conversión energética (1ª ley) y de transformación
(2ª ley) se articularon a sistemas industriales reales. Las publicaciones develaron el
método exergético y el análisis termodinámico, para determinar indicadores y
reversibilidad en plantas químicas. En [34], se presentó el “análisis termodinámico de
plantas de energía” y en [35] se compiló el “método de exergía en el análisis de plantas
térmicas”, el cual aún es el manual térmico referente.
El segundo período fue de “optimización económica y métodos termodinámicos” (1985-
1995). Inició en 1986 con Antonio Valero y se perfeccionó con Valero y Lozano [36]. Así
mismo, Tsatsaronis [37], desarrolló el enfoque moderno de la “Teoría de Costo
Exergético”, y actualmente su obra superior 100 publicaciones. Este segundo período,
dio origen a la Termoeconomía Estructural, basada en álgebra matricial con balances
exergéticos, cuyo principal objetivo fue analizar, evaluar y optimizar procesos en
sistemas industriales. Los textos de termotecnia [38], enfatizaron en el análisis de
disponibilidad y eficiencia exergética, los cuales son pilares de la termoeconomía.
En el tercer período, 1996 a 2017, se consolidó el período de “exergía de la sociedad”,
en el cual la termodinámica de equilibrio y la exergía se extendieron en forma
interdisciplinar a los sistemas complejos adaptativos, y se apropiaron, de manera
irrevocable, las dimensiones del desarrollo sostenible. A esta era también se le
denomina “exergía socioeconómica”.
Evolución de la exergoeconomía de procesos
Desde la eficiencia técnica y productividad, el análisis exergético aporta una medida de la
capacidad de un sistema para provocar un cambio productivo, porque permite la
reasignación de recursos, costos y rendimiento. La relación entre exergía y dinero, implica
el núcleo del campo interdisciplinar termoeconómico, desarrollado en el Centro de
Investigaciones de Recursos Energéticos Circe de la Universidad de Zaragoza [36].
Capítulo 3 43
En los últimos veinte años, la exergoeconomía ha pasado por diferentes enfoques y
metodologías, entre ellas: el Costo Promedio (AVCO) [39], el Cálculo de Costo Exergético
EXCO [40], el Costo de la Exergía Específica SPECO [41], el Análisis Termo Funcional
TFA [42] y el Análisis Funcional Ingenieril EPT [42].
En [43] se articularon cuatro elementos al debate de sostenibilidad industrial: sostenibilidad
social, sostenibilidad económica, sostenibilidad ambiental y sostenibilidad tecnológica,
cuya conclusión fue un planteamiento conceptual sobre los procesos industriales que
implican el uso de metodologías como evaluación del ciclo de vida y los desarrollos de la
ecología industrial, para mejorar el cálculo de la productividad.
En la obra de [44], se desarrolla la más importante relación de flujos que reporta la
literatura, y se precisa la representación esquemática de la exergía que fluye entre una
sociedad y el medio ambiente. En [45] y [46], se identificó que los costos ocultos implican
los impactos de la producción industrial en el medio ambiente y la sociedad, los cuales en
términos monetarios conforman el núcleo de proyectos de investigación, con la
metodología denomina “Energy, Exergy, Environment, and Economic” llamada 4E.
En un contexto más integrador, en [47] se reporta la aplicación de la nueva disciplina
exergoeconomía como una fusión específica entre el análisis de exergía y su valoración
económica endógena, siendo desarrollada a través de indicadores.
En [48] se utilizó la ecoeficiencia para evaluar la productividad en la producción de guantes
en Tailandia. Este estudio incluyó dimensiones económicas, ambientales y sociales, a
través de la implementación de indicadores de ecoeficiencia, con los factores que directa
o indirectamente, miden el grado en que cada una de ellas se cumple.
En [1] se concluyó que, es necesario observar las diferencias entre las utilidades obtenidas
a partir de los costos económicos y los resultantes en diferentes métodos de clasificación
de costos exergéticos y eficiencias exergéticas; en procura de procesos eficientes y
realmente productivos.
Hoy en día, el costo de exergía extendida debe reflejar tanto la eficiencia termodinámica
de la cadena de producción y la eficiencia de transformación, como también, el costo oculto
representado en costos externos que no se encuentran incluidos en el sistema de precios.
Esta situación genera imperfecciones en el mercado y distorsiona el verdadero impacto
social del aparato productivo [49].
En [50] se realizó un riguroso análisis termoeconómico e identificaron la presencia de dos
ventajas clave como método de análisis de simbiosis industrial, ya que proporciona un
44 Medición de la productividad en procesos industriales que integren cadena de frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
marco sistemático y riguroso basado en el uso de exergía para cuantificar los flujos de
diferente naturaleza en la medición de la eficiencia del proceso.
Dado que, la pérdida de exergía o irreversibilidad cuantifica la ineficiencia del proceso,
representada principalmente en el flujo de residuos y emisiones, es necesario generar los
indicadores adecuados que faciliten la toma de decisiones, con base en los costos totales
de las actividades económicas [51].
La producción de tesis doctorales en diferentes países y contextos, ha sido una importante
fuente de conocimiento científico en el área de investigación de la eficiencia de energía y
exergía relacionada con ingeniería de procesos y productividad industrial, con aplicación a
sistemas de termotransferencia y en sostenibilidad en cadenas productivas [52], [21], [53].
En Colombia, los aportes provienen de las tesis doctorales desarrolladas en la Universidad
de Sao Paulo, por los profesores Mora y Velásquez [54], [55], que evidencian importantes
aportes en la evaluación exergética-ambiental para el tratamiento de aguas residuales y la
producción de biocombustibles. En la Universidad Industrial de Santander, el profesor
Kafarov [56], realizó análisis exergéticos al proceso de producción de biodiesel segunda
generación, por catálisis ácida. Estos aportes constituyen la más reciente aproximación a
las dimensiones económicas, ambientales y ecología, en el marco del desarrollo sostenible
empresarial.
Tendencia hacia el desarrollo sostenible
La evolución de la exergía en los últimos 20 años, pertinente con el objeto de investigación
de esta tesis, podría acotarse en los siguientes aspectos:
- En [57], Ayres describe las verdades ineludibles de la segunda ley de la Termodinámica
sobre las consecuencias en la degradación de recursos naturales y plantea bases para la
ecología industrial. De otra parte, la tesis doctoral de Cornelissen [21] “Termodinámica y
desarrollo sostenible: el uso del análisis exergético y la reducción de irreversibilidades”,
identifica el nicho y proyecta un escenario hacia la ecoexergía y la ecología industrial.
- Wall [58], propuso indicadores de sostenibilidad y analizó las diferentes aplicaciones de
“exergía de las sociedades”. La aplicación de los indicadores sobre los sistemas
renovables surge con [59] y se desarrolla con [60] como se describen en [61].
- La articulación de la termodinámica con la determinación de los impactos ambientales
fue tratada por [62], [63], mientras que en [64], se evaluó la sostenibilidad ambiental de los
Capítulo 3 45
productos y las rutas de producción mediante cinco indicadores. Lo anterior condujo a [65],
a consolidar los actuales criterios de ecoexergía y ecoproductividad.
Tendencias hacia sistemas complejos
En el campo del crecimiento estructural, la termodinámica del equilibrio juega un papel
importante en la demostración de la utilidad del análisis de exergía, y para precisar cómo
los índices exergéticos pueden ser traducidos a información ecológica aplicable y
extendida a sistemas complejos adaptativos como los naturales y los humanos.
La relación termodinámica de los sistemas adaptativos complejos, de tipo biológico (células
y hombre), bioquímico (ecosistema) y biofísico (ecosfera), constituyen una red dinámica e
interdisciplinar de flujos másicos y energéticos, que interactúan con los tres tipos de capital
existente: el natural (recursos naturales, biodiversidad, ecosistema, servicios ambientales),
el humano-social (conocimiento, habilidad, actitud individual, multiculturalismo, cohesión,
compromiso) y el económico [66]
A partir de una revisión bibliométrica simple, sobre el concepto de exergía y su aplicación
en el análisis exergético de procesos industriales químicos, térmicos, metalúrgicos y con
transformación (desarrollados desde mediados del siglo XX), superan los 17.000 artículos
los cuales incluyen la exergoeconomía. En el área de la economía ecológica y
termodinámica ecológica existen cerca de 2000 artículos.
En el campo de exergía aplicada a sistemas complejos: emergía, ecoexergía y exergo-
ecología, la producción apenas supera las 300 publicaciones en el lapso 1997-2017. Dado
que este tema es emergente, incluso incipiente, también hace parte de los antecedentes
[67].
- Ecoexergía: En un sistema adaptativo, biofísico o bioquímico, la exergía actúa como un
nodo de información relevante acumulada en el sistema respecto a una red de flujos
relacionada con su equilibrio termodinámico. Ecoexergía es la exergía misma presente en
sistemas biológicos en los cuales interactúan diferentes organismos bajo la influencia de
factores abióticos en condiciones particulares (ecosistemas), por lo cual conforman un
sistema de elevada complejidad [68], [69].
- Exergoecología: Se basa en la optimización de sistemas complejos. Desarrollado por
[29] y como extensión al análisis funcional termoeconómico, relaciona el análisis
exergético-ambiental con la internalización de los costos externos causados por
46 Medición de la productividad en procesos industriales que integren cadena de frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
contaminación con residuos. El enfoque conceptual integra el análisis exergético con la
evaluación de los flujos y recursos naturales, en procesos que incluyen el usufructo del
capital mineral de la tierra y del flujo (flux) energético solar.
El uso y consumo de recursos naturales interviene sobre los sistemas organizados y su
dispersión genera entropía (destruye exergía). Este enfoque, integra la termodinámica de
equilibrio y la contabilidad de los recursos naturales con el consumo y agotamiento del
capital natural; en otras palabras, exergía y anergía del proceso [70].
- Emergía: Es la energía útil (exergía) consumida por un proceso que transforma diferentes
recursos naturales, principalmente la energía luminosa de la radiación solar, usada directa
o indirectamente y necesaria para mantener en operación a los sistemas biológicos [71].
- Exergía humana: Corresponde a la incidencia en la evolución biológica y energética del
cuerpo humano, del rendimiento físico, eficiencia y productividad a partir del uso de la
exergía evaluada por [72]. Una aplicación es la exergía relacionada con la capacidad
funcional humana utilizada para evaluar y comparar la respuesta funcional del cuerpo
previamente sometido a un esfuerzo físico variable. El bio-proceso se fundamenta en las
variables de control utilizadas en un análisis de exergía, pero proveniente de dos modelos
fisiológicos no integrados: uno para el sistema térmico y el otro para el sistema respiratorio
sometido a la actividad física; con medición de la tasa de destrucción de exergía tanto en
los tejidos como en los pulmones [ 73], [74].
Aplicaciones exergéticas en procesos industriales
La exergoeconomía es una herramienta útil para realizar mediciones termoeconómicas
porque permea una gran variedad de procesos térmicos en las industrias petrolera,
química, metalúrgica y del acero; como en procesos mecánicos y de generación y
cogeneración de energía térmica, eléctrica y nuclear. Su contribución se extiende al
mejoramiento y diseño de nuevas plantas, bajo condiciones de eficiencia exergética y
sostenibilidad.
El desarrollo investigativo alrededor de la exergía ha sido prolífico, de importante aporte y
aplicabilidad a nivel industrial; sin embargo, tanto autores como publicaciones científicas,
evidencian restricciones hacia cierto tipo de operaciones, procesos térmicos, de alimentos
y conversión energética biofísica y bioquímica [1], [43].

Capítulo 3 47
En todo proceso industrial existe una cadena de transformación energética. Una cadena
de producción puede interpretarse como una serie de eslabones o procesos industriales
integrados como consecuencia de articulaciones en términos de mercado, tecnología y
capital. Desde el enfoque de los factores de producción, una cadena productiva involucra
todas las etapas requeridas para la elaboración, conservación, distribución y
comercialización de un bien o servicio hasta su consumo final. Desde un enfoque de
productividad la cadena es no lineal, dinámica, colaborativa, sistemática, escalable y
digital.
Cada proceso incorpora exergía a sus entradas, destruye parte de la exergía en sus
irreversibilidades internas y genera un producto al final de la cadena. Tanto proceso como
cadena, consumen exergía acumulativa por unidad de producto la cual puede ser calculada
exactamente cuándo se conoce el sistema, el proceso y sus condiciones de operación, así
como la frontera y sus alrededores.
Los procesos industriales son imperfectos debido a pérdidas exergéticas que se presentan
de dos formas: una interna debido a la destrucción de exergía causada por irreversibilidad
del sistema y una externa por degradación de los recursos de baja entropía (combustibles
fósiles o materiales), para transformarlos en recursos de alta entropía que corresponden a
productos de desecho o residuos que inapropiadamente se descargan al medio ambiente.
Las irreversibilidades en procesos térmicos se evidencian en las pérdidas, fricciones entre
capas moleculares, rozamiento, saltos térmicos, choques térmicos, enfriamientos y
mezclados; los cuales son mayores cuanto más avance tenga el proceso en la cadena de
producción. Por lo tanto, afectan directamente los indicadores económicos y ambientales.
La pérdida de exergía externa se puede estimar como el valor de exergía contenida en el
desecho lo cual potencialmente causa cambios en el proceso, el medio ambiente y el
ecosistema natural. Por lo tanto, entropía, exergía y exergoeconomía son herramientas de
medición para evaluar las pérdidas económicas y desmaterialización.
La exergoeconomía tiene su más grande aplicación en el análisis y optimización de plantas
de calor y energía combinados, destilación química y procesos en refinerías, desalación
de agua, plantas de tri-generación (potencia, calor y frío), redes de calor y cogeneración.
.
48 Medición de la productividad en procesos industriales que integren cadena de frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
La teoría exergoeconómica incluye las cadenas y eslabones de los sistemas de producción
y del mercado de trabajo, como método que traduce externalidades (capital, mano de obra,
exergía, materiales y costos ambientales) en costos exergéticos acumulativos, que
permiten una evaluación integral del costo de los recursos, de eficiencia y productividad.
Las tendencias apuntan hacia la evaluación de la productividad, mediante indicadores
inherentes a los acuerdos, retos y compromisos internacionales, en los nuevos escenarios
del progreso tecnológico, la ecoeficiencia y la ecología industrial.
Sistemas HVACR
La visión integral y crítica de los estudios más recientes sobre aplicaciones termodinámicas
sobre aspectos metodológicos relacionados con sistemas de calefacción, comenzó con
[31] y se propagó con los aportes de [75] y [21].
A comienzos del siglo XXI, [76] introdujo el concepto de exergía, para la comprensión de
los sistemas de calefacción a baja temperatura y refrigeración a alta temperatura.
El estado del arte y tendencias en el campo de la refrigeración, tomó importante relevancia
cuando su aplicación termodinámica integrada sobrepasó los criterios de calefacción y aire
acondicionado de pequeños espacios y se convirtió en una macro aplicación de la energía
y exergía desde la máquina térmica. En la actualidad, existen sistemas de climatización,
(refrigeración) a gran escala, en edificios, plantas de procesamiento con cadena de frío.
En éstas aplicaciones, el trabajo de revisión desarrollado en [17] permitió plantear, diseñar
y ejecutar la investigación y desarrollo de métodos de climatización alternativos a Carnot;
además del uso del análisis exergético como herramienta para promover el uso más
eficiente de las fuentes de energía disponibles y renovables.
Así como el trabajo de revisión realizado en [44], marcó un derrotero en la exergoeconomía
productiva, el trabajo de [77] fue pionero y trascendente para el análisis de exergía del
sistema de refrigeración por compresión de vapor.
Existen otras publicaciones posteriores que han aportado al desarrollo del concepto, como
el análisis de energía y exergía de la refrigeración por absorción de un solo efecto en [78];
en [79] con el estudio del rendimiento energético de sistemas de refrigeración con
frigorígenos limpios; [80] con el mejoramiento del rendimiento energético de sistemas
refrigerados por aire y, [81] con el análisis de costos de operación exergoeconómica a
ciclos de refrigeración por compresión de vapor.
Capítulo 3 49
Indicadores exergéticos en la industria alimentaria
En [82], se revisaron exhaustivamente 198 referencias sobre indicadores exergéticos
aplicados a diferentes eslabones de la cadena agroindustrial con procesamiento térmico,
de diferentes productos agrícolas y pecuarios.
En la revisión de [82] también se incluyó la metodología de análisis exergético y los
indicadores exergéticos más apropiados para su uso en la industria de alimentos. Los
trabajos más destacados durante últimos diez años, reportan las siguientes contribuciones:
producción de berenjenas (Akpinar, 2005), calabaza (Akpinar et al., 2006), hojas de laurel
(Kuzgunkaya y Hepbasli, 2007), aceitunas verdes (Colak y Hepbasli, 2007), carne de vaca
(Liu et al., 2008), cogeneración en la producción de azúcar (Kamate y Gangavati, 2009),
medios porosos multicapa (Prommas et al., 2010), secado de brócoli (Colak et al., 2010),
ciruelas (Hepbasli et al., 2010), hojas de olivo (Erbay et al., 2010), hojas de perejil (Akpinar,
2011), cuero de jaca (Chowdhury et al., 2011), frutas y verduras (Gungor et al., 2011),
cultivo de frutas y hortalizas (Hepbasli, 2011), aceite vegetal (Ozilgen y Sorguven, 2011),
secado por pulverización de polvo de queso (Erbay y Koca, 2012), producción de yogur
(Sorguven and Ozilgen, 2012), secado de soja (Ranjbaran y Zare, 2013), ciruelas (Erbay y
Hepbasli, 2013), secado de laurel (Erbay y Hepbasli, 2014).
Cabe señalar que, de acuerdo con los elementos y tendencias identificadas por [82], los
escenarios futuros para la industria alimentaria se deben orientar a la realización de
investigaciones con base en exergía, que incluyan el uso de indicadores exergéticos y
diagramas de Grassman como herramienta cuantitativa y cualitativa de la eficiencia de las
cadenas alimentarias industriales.
En esa dirección, los retos del análisis de exergía en las cadenas alimentarias industriales
y características de procesos alimentarios que incluyen cadena de frío, se relacionan con
la evaluación de la sostenibilidad, factor que jugará un papel más relevante.
Sistema de medición de la productividad
Los procesos de medición de productividad utilizan relaciones en términos de entradas /
salidas, siendo el índice de Törnqvist uno de los más usados junto con el índice de
Malquist. Este, a diferencia del anterior, se aplica en forma comparada entre dos períodos
consecutivos. Desde el enfoque de frontera eficiente, se aplican modelos de frontera
50 Medición de la productividad en procesos industriales que integren cadena de frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
determinísticos (MFD) y de frontera estocástica (MFE). A su vez, cada uno de éstos (MFD,
MFE) se divide en paramétricos y no paramétricos. Desde los años setenta se ha
generalizado la aplicación del Data Envelopment Analysis (DEA por sus siglas en inglés),
el cual está basado en programación lineal y soportado con software, para el análisis de
eficiencia entre las unidades de decisión homogéneas DMU (por su sigla en inglés) de una
organización, proceso, sector industrial o país [83].
Los diferentes métodos se fundamentan en el análisis de la combinación entrada-salida
(insumo producto) y plantean niveles óptimos de eficiencia para, desde allí, delimitar una
“frontera” por debajo de la cual, los procesos o empresas serían ineficientes [83].
Dada su connotación determinística o estocástica, la medición proyecta su robustez desde
la propia definición de la Unidad de Decisión (proceso, empresa o sector), pasando por la
función objetivo y sus variables (incluidas y excluidas), hasta converger en criterios
matemáticos y econométricos que contemplan medias, residuos de la ecuación estimada,
análisis de errores, errores de perturbación, sesgos, ruidos y bondad de ajuste, entre otros.
El enfoque de productividad del valor agregado está relacionado con el agregado generado
por una empresa (micro) o un sector (macro) y que provienen de factores menos tangibles
como tecnología, capital intelectual, tercerización; los cuales se combinan para optimizar
la productividad; y generan otras salidas como ganancias adicionales, participación,
posicionamiento y, por consiguiente, mejora en las ventajas competitivas.
Una forma de dimensionar la productividad, sería comparar el valor agregado generado
por la empresa, respecto al valor agregado determinado por la función de producción.
Las imprecisas mediciones univariantes de productividad, se han corregido mediante
indicadores de productividad multifactorial, que incorporan los factores desagregados
identificados por Solow [84] y que, no son otro aspecto diferente del efecto conjunto de
múltiples formas de cambio tecnológico. A estos factores ocultos se les denomina el
residuo de Solow [85] el cual, había sido denominado por [86] como la “medida de nuestra
ignorancia”, término acuñado desde entonces, por la teoría económica.
Sesenta años después, esos residuos constituyen factores como: TICs, educación, capital
intelectual, capital institucional, investigación y desarrollo, externalización, energía,
recursos naturales (entendidos como impacto sobre el desarrollo sostenible), límites finitos
en la producción (en la función Cobb-Douglas).
Capítulo 3 51
Macroeconómicamente, el indicador de productividad debe especificar si mide niveles o
tasas de crecimiento del país dado que las implicaciones difieren significativamente. Así,
la productividad multifactorial es la principal explicación de las diferencias existentes entre
economías desarrolladas y menos desarrolladas [87]. En consecuencia, la productividad
medida por enfoque de valor agregado, también es concomitante con el Residuo de Solow.
Según [88], las relaciones de productividad pueden establecerse como: outputs actuales /
inputs actuales; outputs actuales / máximo posible de outputs para un conjunto dado de
inputs; inputs actuales / mínimo posible de inputs para un nivel dado de outputs.
A pesar de sus múltiples interpretaciones, ambigüedades e incluso controversias, según
las perspectivas y abordajes, para [86], la productividad es la capacidad desplegada por
los factores de la producción para generar salidas. Estos recursos pueden ser medidos en
términos físicos, financieros y combinados, con las dimensiones y variables pertinentes;
además de indicadores conexos de la eficiencia técnica y cambio tecnológico.
Según [89], los factores de productividad y eficiencia conservan una diferencia formal y de
vital importancia, no son conceptos antagónicos, sino complementarios, a tal punto que
diferentes autores los consideran análogos. Según éste enfoque, los métodos para medir
el progreso tecnológico, son: estimación econométrica de producción o funciones de costo;
aproximación discreta de los índices de productividad “Divisa” y el cálculo con números
índices exactos.
Cabría señalar que ése componente de progreso tecnológico es comúnmente asociado
con la implementación de nuevos métodos de producción o nuevos factores de producción;
que en éste caso debe ser, el rediseño de equipos, mejora de los factores de producción,
ecoeficiencia e investigación en nuevas tecnologías de frigorígenos no contaminantes.
Las cinco perspectivas para estudiar la productividad, propuestas en [90], fueron:
- Perspectiva de la macroeconomía: Implica crecimiento de la economía y productividad
agregada de un país (ventaja comparativa); factor de éxito y ventaja competitiva de un
sector industrial, tanto en el mercado competitivo, como en el mercado corporativo.
- Perspectiva de la Ingeniería: Implica eficiencia de operación, basada en la comparación
de la energía como el principal recurso y la cantidad de trabajo aplicada para generar los
productos de salida.
52 Medición de la productividad en procesos industriales que integren cadena de frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
- Perspectiva de la contabilidad: La productividad como desempeño financiero de la
organización, la cual es dimensionada a través de las diferentes razones financieras como
lo son las de eficiencia y rentabilidad.
- Perspectiva de la administración: Es un concepto de orden complejo porque debe medir
y evaluar factores como calidad, cantidad de recursos y productos aplicados, interferencias
operativas, retornos financieros y el ausentismo laboral; por lo cual es determinante de la
rentabilidad y utilidad de la organización; además, de la calidad de vida de la población.
- Perspectiva de la psicología organizacional: La productividad relacionada con la eficacia
y la eficiencia del factor humano derivado del desarrollo de sus funciones y tareas.
La productividad describe el nivel de aplicación o uso de los recursos en un sistema y
cuantifica la capacidad para lograr los objetivos corporativos, por medio de la relación
deseable entre los factores de producción y los resultados obtenidos. Por lo tanto, en
cualquier enfoque de productividad, existe una dependencia conceptual entre eficiencia,
rentabilidad y maximización del beneficio.
Gerencialmente, eficiencia es hacer las cosas bien (optimizando recursos) y la eficacia es
hacer las cosas que conviene o se deben hacer (según objetivos corporativos planeados);
mientras que, productividad = eficiencia * eficacia = (tiempo útil/tiempo total) * (unidades
producidas/tiempo útil) = unidades producidas/tiempo total.
Cuando la productividad se mide a través de relaciones, se usa la relación producción a
factores de la producción, y la eficiencia productiva como la relación que se establece para
un nivel máximo de salidas con el mínimo consumo posible de entradas.
Genéricamente, las medidas de productividad han sido clasificadas como, parcial (de un
solo factor de producción) o multifactorial, relativas a varias entradas. La Productividad
Multifactorial (MFP) se considera una buena aproximación al criterio de Productividad Total
de los Factores (TPF por sus siglas en inglés).
Los métodos para determinar la productividad total, fueron resumidos por [88], en dos
vertientes: los métodos de frontera y los que no lo son.
Para [89], los modelos de productividad aceptados actualmente son: el Modelo de
Productividad Total y el Enfoque de Valor Agregado. El primero fue desarrollado por [90],
definiendo una medida de productividad total que incluye todos los factores de resultados
Capítulo 3 53
y todos los de recursos, basándose en elementos tangibles (medibles o cuantificables
directamente). El modelo proporciona índices de productividad tanto totales como parciales
y no tan solo el nivel agregado de la empresa, sino también el agregado a los productos,
los procesos o áreas que lo requieran (unidades operacionales).
La productividad del valor agregado mide el valor económico creado a través de una serie
de actividades primarias (logística, operaciones, mercadeo, ventas y servicio), con cuatro
actividades de apoyo (infraestructura de la empresa, administración de recursos humanos,
desarrollo tecnológico y abastecimiento). El modelo de valor agregado permite hacer una
evaluación comparativa del nivel de productividad de la organización como un todo y,
además, comparar el valor agregado de las organizaciones de un mismo sector
económico.
Al articular los conceptos de eficiencia, eficacia y productividad, con el aporte de [44], la
medición basada en el flujo de exergía (sin que la circulación monetaria sea exergía), se
genera un flujo total de exergía entre la sociedad y su entorno (entrada), un contenido
exergético del útil deseado (salida), un contenido exergético de las salidas no utilizadas
(residuos), la destrucción de exergía, la extracción de recursos naturales para el proceso
industrial. También están incluidos los sectores de la conversión energética, el sector
industrial, el sector del transporte; el sector comercial/institucional, el sector doméstico, el
sector agrícola y el flujo monetario circulante (capitales).

4. Metodología
La hermenéutica del conocimiento interdisciplinar de la eficiencia y la productividad en
procesos térmicos con cadena de frío y la revisión de literatura, permiten reconocer a la
termodinámica del equilibrio como herramienta conceptual para abordar en forma
integrada la medición de la irreversibilidad total del proceso y su costo relacionado.
Habiendo identificado ese vacío y la frontera del conocimiento relacionada con el problema,
se planteó la estrategia de resolución del problema, según descripción de la Figura 1-1.
En consecuencia, el abordaje se realizó en dos frentes metodológicos, para establecer la
interfase entre medición (método) y medida (aplicativo).
El análisis de parámetros del sistema de producción del frío, permite cuantificar pérdidas
de exergía, eficiencia exergética, costos de operación exergéticos y exergoeconómicos de
los equipos y flujos del sistema, en función de balances, criterios y parámetros
provenientes de la termodinámica del equilibrio (procesos reversibles).
Los casos de estudio son dos cadenas agroindustriales tecnológicamente disímiles, una
pecuaria de procesamiento o beneficio de carne en canal y una agrícola, conservación de
verduras (productos de alta humedad).
En el caso de transformación de vegetales (Figura 4-1), los recursos que entran al volumen
de control no requieren de gran número de equipos, sino de un flujo exergético de agua y
probable tratamiento preliminar con agentes microbicidas, desinfectantes o secuestradores
de etileno, para compensar la respiración celular.
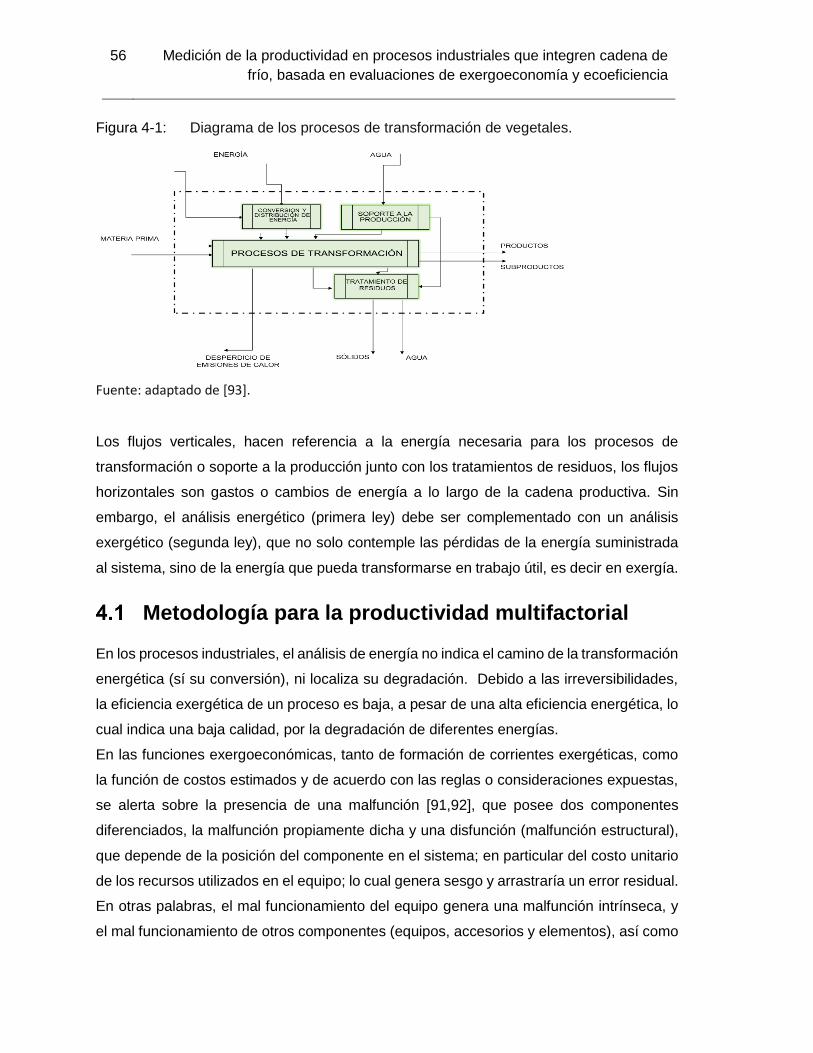
56 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
Figura 4-1: Diagrama de los procesos de transformación de vegetales.
Fuente: adaptado de [93].
Los flujos verticales, hacen referencia a la energía necesaria para los procesos de
transformación o soporte a la producción junto con los tratamientos de residuos, los flujos
horizontales son gastos o cambios de energía a lo largo de la cadena productiva. Sin
embargo, el análisis energético (primera ley) debe ser complementado con un análisis
exergético (segunda ley), que no solo contemple las pérdidas de la energía suministrada
al sistema, sino de la energía que pueda transformarse en trabajo útil, es decir en exergía.
Metodología para la productividad multifactorial
En los procesos industriales, el análisis de energía no indica el camino de la transformación
energética (sí su conversión), ni localiza su degradación. Debido a las irreversibilidades,
la eficiencia exergética de un proceso es baja, a pesar de una alta eficiencia energética, lo
cual indica una baja calidad, por la degradación de diferentes energías.
En las funciones exergoeconómicas, tanto de formación de corrientes exergéticas, como
la función de costos estimados y de acuerdo con las reglas o consideraciones expuestas,
se alerta sobre la presencia de una malfunción [91,92], que posee dos componentes
diferenciados, la malfunción propiamente dicha y una disfunción (malfunción estructural),
que depende de la posición del componente en el sistema; en particular del costo unitario
de los recursos utilizados en el equipo; lo cual genera sesgo y arrastraría un error residual.
En otras palabras, el mal funcionamiento del equipo genera una malfunción intrínseca, y
el mal funcionamiento de otros componentes (equipos, accesorios y elementos), así como
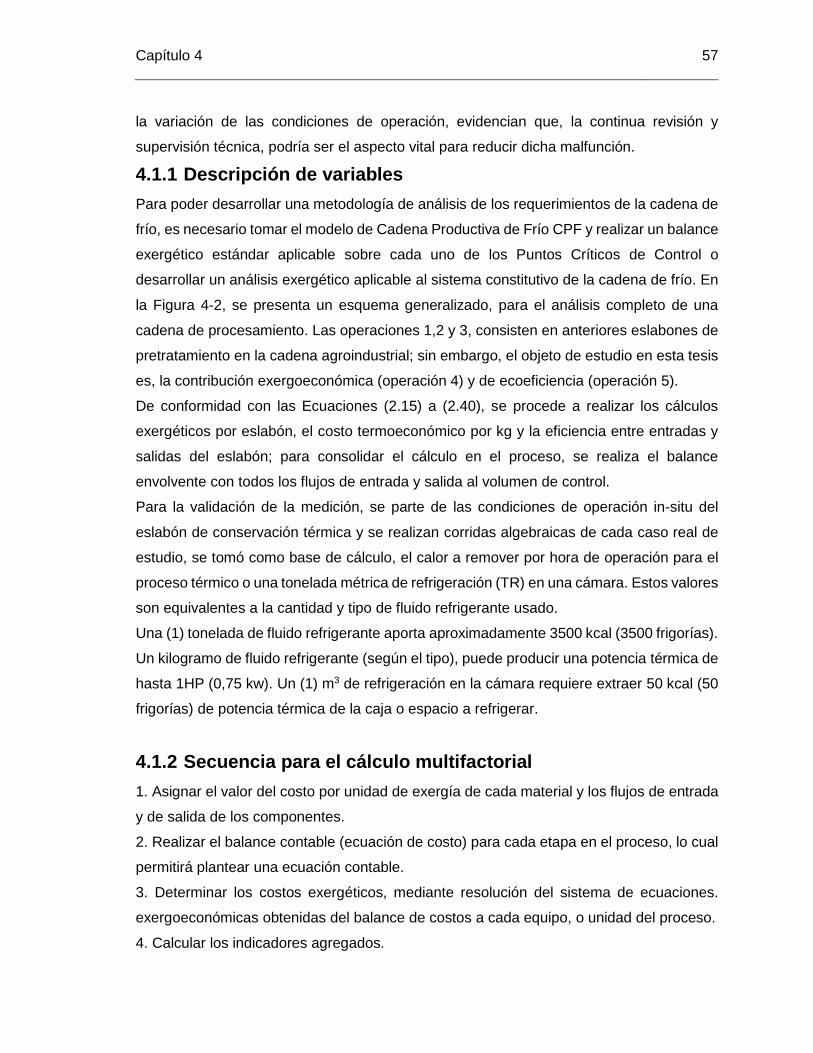
Capítulo 4 57
la variación de las condiciones de operación, evidencian que, la continua revisión y
supervisión técnica, podría ser el aspecto vital para reducir dicha malfunción.
4.1.1 Descripción de variables
Para poder desarrollar una metodología de análisis de los requerimientos de la cadena de
frío, es necesario tomar el modelo de Cadena Productiva de Frío CPF y realizar un balance
exergético estándar aplicable sobre cada uno de los Puntos Críticos de Control o
desarrollar un análisis exergético aplicable al sistema constitutivo de la cadena de frío. En
la Figura 4-2, se presenta un esquema generalizado, para el análisis completo de una
cadena de procesamiento. Las operaciones 1,2 y 3, consisten en anteriores eslabones de
pretratamiento en la cadena agroindustrial; sin embargo, el objeto de estudio en esta tesis
es, la contribución exergoeconómica (operación 4) y de ecoeficiencia (operación 5).
De conformidad con las Ecuaciones (2.15) a (2.40), se procede a realizar los cálculos
exergéticos por eslabón, el costo termoeconómico por kg y la eficiencia entre entradas y
salidas del eslabón; para consolidar el cálculo en el proceso, se realiza el balance
envolvente con todos los flujos de entrada y salida al volumen de control.
Para la validación de la medición, se parte de las condiciones de operación in-situ del
eslabón de conservación térmica y se realizan corridas algebraicas de cada caso real de
estudio, se tomó como base de cálculo, el calor a remover por hora de operación para el
proceso térmico o una tonelada métrica de refrigeración (TR) en una cámara. Estos valores
son equivalentes a la cantidad y tipo de fluido refrigerante usado.
Una (1) tonelada de fluido refrigerante aporta aproximadamente 3500 kcal (3500 frigorías).
Un kilogramo de fluido refrigerante (según el tipo), puede producir una potencia térmica de
hasta 1HP (0,75 kw). Un (1) m3 de refrigeración en la cámara requiere extraer 50 kcal (50
frigorías) de potencia térmica de la caja o espacio a refrigerar.
4.1.2 Secuencia para el cálculo multifactorial
1. Asignar el valor del costo por unidad de exergía de cada material y los flujos de entrada
y de salida de los componentes.
2. Realizar el balance contable (ecuación de costo) para cada etapa en el proceso, lo cual
permitirá plantear una ecuación contable.
3. Determinar los costos exergéticos, mediante resolución del sistema de ecuaciones.
exergoeconómicas obtenidas del balance de costos a cada equipo, o unidad del proceso.
4. Calcular los indicadores agregados.
58 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
5. Determinación de la productividad multifactorial integrada.
Figura 4-2: Asignación de costos, según flujo de recursos en la cadena.
Fuente: Adaptado de [51]
Casos de Estudio
El área interdisciplinar de Industria y Organizaciones, sugiere el uso de un enfoque mixto,
que aborde los elementos necesarios y complementarios entre ellos, además de dar
dimensión y profundidad a la evaluación de la unidad de análisis [94]. Se aborda como
caso de estudio, porque analiza el fenómeno en profundidad y dentro del contexto real de
la cadena de frío. Además, tiene alta validez y confiabilidad similar al experimento en
ciencias. La complejidad en el abordaje sugiere que, siendo un caso singular, puede
comprenderse y validarse íntegramente en su contexto [95], [96].
Los elementos de enfoque cuantitativo usados en esta investigación, corresponden a las
técnicas numéricas, modelos de estimación e instrumentos de medición propios de la
ciencia termodinámica de equilibrio, basado en el marco formal de exergoeconomía y
determinando el impacto en términos de recursos energéticos, destrucción de exergía,
ineficiencias e indicadores cuantitativos y cualitativos de la ecoeficiencia.
Estos criterios, soportan la decisión de abordar los casos de estudio múltiple, en forma
independiente e intercaso, para estructurar la información relevante, con base en la calidad
de datos recolectados in situ, tanto de variables como de características, en cada proceso.
Capítulo 4 59
Se visitaron y documentaron los procesos pertinentes a refrigeración-congelación en
industrias con experiencia exitosa y producción ecoeficiente, en México y Colombia.
4.2.1 Caso de Estudio No. 1: cadena agroindustrial pecuaria
Para el análisis intercaso, se consideraron dos plantas de beneficio animal: sacrificio,
procesamiento e industrialización sanitaria de carne en canal.
Caso de Estudio 1A: Empresa: Avícola el Dorado
Procesamiento de aves para la producción de carne en canal, en Duitama, Departamento
de Boyacá (Colombia).
Caso de Estudio 1B: Empresa: Rastro Frigorífico “Servicios Integrales del Bajío, S.A.
de C.V”, Tipo Inspección Federal (TIF 333).
Procesamiento de ganado bovino y porcino, en León, Estado de Guanajuato, México.
4.2.2 Caso de Estudio No. 2: cadena agroindustrial agrícola
Teniendo en cuenta el reconocimiento y posicionamiento que, a nivel mundial, tienen las
diferentes empresas congeladoras y exportadoras de hortalizas y de fruta congelada de la
Región del Bajío, en el Estado de Guanajuato, centro de México; se consideró de máxima
importancia para la investigación, por tratarse de un desarrollo agroindustrial floreciente y
sustentable, de alta inversión extranjera en el último decenio.
En la línea de hortalizas, se escogió al brócoli congelado como “producto estrella” de
exportación a Estados Unidos, de la empresa y del Estado de Guanajuato. La Secretaría
Federal de Agricultura, Ganadería, Desarrollo Rural, Pesca y Alimentación (Sagarpa),
reporto en el año 2015, que el brócoli (Brassica oleracea) se cosechó en 15 estados y
alcanzó una producción de 441 mil 478 toneladas, de las cuales el Estado de Guanajuato
ocupó el primer lugar, con producción de 280 mil 399 toneladas (63.5%) y exportó como
producto congelado, 238 mil 339 toneladas (el 85% de la producción), por valor de 276
millones de dólares.
Como caso empresarial se escogió la línea de producción (congelación IQF) de la Empresa
Xtra Congelados Naturales, con domicilio en el corredor industrial de León, Autopista León-
Cuerámano Km. 12.5, municipio de San Francisco del Rincón, Estado de Guanajuato.
4.2.3 Análisis del transporte refrigerado
En los casos de estudio, el diseño de vehículos de menor capacidad neta, utiliza unidades
de enfriamiento de alta capacidad (fluido frigorígeno R- 404A), montados al frente sobre la
cabina, propulsados por combustible diésel, combinados con evaporadores remotos que
60 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
permiten múltiples zonas de temperatura dentro del mismo vehículo. La capacidad de
refrigeración neta del sistema diseñada por el fabricante permite operar contra un estado
muerto de presión atmosférica y temperatura de 38° C.
Para propósito de contraste y equivalencias, la observación y medición fue a bordo del
furgón de carga refrigerada, correspondiente a las eficiencias técnica y racional se
determinó a partir de una ruta de operación de 2.5 horas en promedio.
Para el Caso 1A entre Duitama y Bogotá el vehículo abordado fue un furgón (turbo) con
capacidad neta de 2.3 TR de pollo congelado en canastillas de PVC recubiertas en
polietileno de mediana densidad. Para el Caso 1B, entre León y Celaya en vehículo fue un
camión refrigerado con capacidad neta de 4.3 TR de cerdo en canal.
Se realizaron dos réplicas en cada caso, es decir dos muestreos o viajes por cada ruta.
Las cajas refrigeradas usadas para transportar la carga de las canales de carne hasta el
pacífico, con fines de exportación están montadas sobre un tráiler cuyas dimensiones
promedio son: altura exterior de 4.2 m, altura interior 2.6 m, largo interior 16 m, peso bruto
del vehículo 6.4 ton, capacidad de carga neta de 33,5 toneladas refrigeradas.
Método de investigación
El método de investigación usado fue el de análisis-síntesis, porque el tratamiento consiste
en partir del sistema, desagregarlo en elementos constitutivos de análisis, para integrarlo
y consolidarlo, generando criterios de profundidad e integración en la experimentación.
Para proceder con el análisis en cada caso de estudio, se desagregó en tres etapas:
definición de la unidad de análisis; preparación de protocolos, métodos e instrumentos para
la recolección de datos; la revisión-análisis y la presentación de los resultados.
Éste análisis está soportado en las recomendaciones dadas en [96], para caracterizar los
eslabones y segmentos (puntos críticos) en la cadena de frío; que organizacionalmente
constituye la cadena de valor en el proceso térmico.
Etapas metodológicas
Se realizaron cinco etapas, las cuales correspondieron a:

Capítulo 4 61
Primera. Identificación de sistemas térmicos en los eslabones de frío, en los procesos
de producción agroindustrial. Determinación de variables, volumen de control (sistema
abierto en flujo continuo, a condiciones de estado estable), niveles de agregación.
Segunda. Análisis termodinámico de parámetros de manejo y funcionamiento ingenieril;
balances de materia, energía y exergía; entradas, restricciones, límites, valores
supuestos y utilizados para generar salidas.
Tercera. Análisis de datos (funciones de respuesta) del sistema ingenieril (cadena de
frío); cálculos y construcción de diagramas de Grassman para eficiencias exergéticas.
Cuarta. Cálculo de indicadores de eficiencia racional, ecoeficiencia, productividad.
Quinta. Determinación de la validez, mediante análisis de resultados, por comparación
inter-caso. Análisis de sensibilidad (detección de pérdidas y fallas), y con base en éstas,
proponer las acciones de mejoramiento para los factores de producción.
Por tratarse de otro tipo de sistema de congelación, el análisis experimental para el Caso
No.2, requirió un diseño factorial (2x3) totalmente aleatorio, para evaluar las interacciones
de la temperatura del aire frío al interior del equipo (rango -25°C a -35°C), la temperatura
final de congelación del tejido vegetal (rango -5°C a -20°C) y el tiempo que gasta el aire
frío en alcanzar la temperatura en el centro térmico, la cual ésta relacionada directamente
con la velocidad de congelación dada por el fabricante del IQF, en el rango de 3-4°C/min.
La temperatura en el núcleo térmico de la hortaliza, se obtuvo como promedio de 3
medidas sucesivas, tomadas con el penetrómetro.
Se tomó como unidad experimental completamente aleatorio, muestras de 10 kg de brócoli
y coliflor (post selección e inspección), por la similitud en especie vegetal, variedad,
reología y geometría; el diámetro promedio fue de 10-15 cm. El fruto es de color verde
cenizo, con hojas pecioladas y lobuladas de gran tamaño 40x50 cm.
Las condiciones óptimas que se obtuvieron para la operación del congelador IQF, fueron:
temperatura de congelación del tejido vegetal -10°C, temperatura de operación del equipo
-30°C y la velocidad de congelación máxima del equipo 4°C/min.
Para efectos de los cálculos térmicos, descritos a continuación, no se incluyó la exergía
del hidrotratamiento ni el tratamiento aséptico de desinfección con productos químicos
antes de ser sometido a la cadena de frío (destruyen exergía química en el proceso), como
ozono y dióxido de cloro.
62 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
Instrumentos
Para la construcción del marco relacional para la medición propuesta, se clasificó, ordenó
y estructuró los procesos dinámicos de la gestión organizacional, de los actores sociales-
empresariales como partes interesadas (stakeholders) en las industrias casos de estudio.
El objetivo del enfoque cualitativo es intervenir la unidad de análisis, para describir su
complejidad, priorizando la interacción de las categorías. En el problema particular,
eslabón de la cadena de frío, se requiere la captura de datos sobre las variables pertinentes
con la productividad integrada.
En ambos casos, el pecuario (caso uno) y el agrícola (caso dos), la herramienta conceptual
y de cálculo fue el análisis de exergía, para identificar los puntos críticos (ruptura de frío) y
la destrucción de exergía en los eslabones y segmentos de la cadena de frío.
Para la toma de datos fisicoquímicos de temperatura y humedad, se usaron instrumentos
de medición de señales entrada-salida (data-logger MSR), sensor infrarrojo de temperatura
y termómetros de vacío (tipo bourdon) acoplados al condensador, higrómetros.
El instrumento sugerido por [95] y [98], como fuente esencial de evidencias para consolidar
la información relevante, en un abordaje por casos de estudio, es la entrevista; por ello se
diseñó una entrevista semiestructurada previa y se aplicó a los actores, para identificar el
nivel de apropiación e interacción de las variables y proceder con el trabajo de campo en
los entornos industriales visitados (empresas).
Trabajo de campo
Fase 1. Análisis empresarial en Colombia. Se realizó en la Ciudadela Industrial de Duitama,
Departamento de Boyacá.
Fase 2. Análisis empresarial en México. En centros de desarrollo productivo de la Zona
Industrial del Estado de Guanajuato (México), de reconocido posicionamiento internacional
por las experiencias exitosas nacionales y de inversión extranjera.
Este trabajo se realizó en el lapso de agosto y septiembre de 2015, durante la pasantía
doctoral del autor, en el Grupo de Investigación en Ecología Industrial GEI, División de
Ingenierías de la Universidad de Guanajuato, y fue complementada, en mayo de 2016.
- Análisis de sistemas de producción no lineales, cuyo flujo de los recursos de materiales
y energía tienda a cerrar el ciclo de materia y obtener un nivel cero de residuos.
Capítulo 4 63
- Análisis de experiencias exitosas y análisis de modelos de producción en donde las
industrias hayan incrementado en la eficiencia del uso de sus recursos, tecnologías y
reducido sus ineficiencias por la vía del aprovechamiento e intercambio de residuos y
subproductos como materias primas para nuevos ciclos productivos.
- Determinación de las dimensiones, variables, mediciones y programas empresariales en
donde exista ahorro significativo de recursos naturales y ahorro energético a través de
ecoeficiencia y buenas prácticas de uso de las energías renovables.
Captura de datos y estimación de pérdidas
Partiendo del análisis de exergía, se identificaron los puntos críticos, en donde ocurría la
destrucción de exergía en los eslabones de la cadena de frío, para priorizar las acciones
de mejora, con el propósito de precisar el riesgo y las ineficiencias en el proceso.
Los balances de energía y de exergía, permitieron analizar e integrar los flujos de energía
y materia de la cascada térmica (captura y reuso secuencial de calor), mediante relaciones
de dependencia entre parámetros incidentes en cámaras frigoríficas del circuito (equipos)
y vehículos para identificar los elementos de generación de fugas (defectación), pérdidas
e ineficiencias térmicas (irreversibilidades) en los eslabones analizados.
Se evaluaron los parámetros de transferencia y conductancia térmica; los geométricos y
su disposición (en paredes, piso y techo); materiales diatérmicos y espesores de aislantes,
pinturas superficiales; flujos de carga diaria o por viaje de productos; temperaturas de las
cámaras (interior y exterior), humedad relativa; equipos accesorios como motores de
ventiladores, condensadores y evaporadores.
Se efectuó un ruteo para medición del eslabón de transporte de la cadena pecuaria,
realizando el monitoreo de la temperatura en diferentes puntos de la materia refrigerada
estática (frigoríficos) o en móvil (camiones o furgones), para evidenciar in situ la disimilitud
entre los sistemas de rastreo y trazabilidad. Se realizó un sistema de registro gráfico de
temperaturas (termógrafo) sobre equipos, cargas y puentes térmicos. Para la cadena
agrícola de hortalizas, el transporte refrigerado se realiza por vía aérea para exportación.
Análisis de sensibilidad: estimación de pérdidas
Se delimitó el nivel de agregación del proceso, para apropiar el diagnóstico y reconocer la
eficiencia a través de cada componente del sistema frigorífico: flujo de refrigerante real a
64 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
través del evaporador, la tasa de remoción de calor del espacio refrigerado, las variables
de entrada de potencia a los compresores, la tasa de disipación de calor del refrigerante
al ambiente, para obtener el coeficiente de desempeño (COP) teórico y real del IQF.
Se aplicaron las Ecuaciones (2.15) a (2.20) y (2.32) a (2.40), para cuantificar las eficiencias
y generar los criterios necesarios para identificar los puntos de pérdidas térmicas e
irreversibilidades (por destrucción de exergía), para lo cual se revisó la ficha técnica y se
calibraron los dispositivos de medición-sensores de temperatura, humedad, presión, flujo,
velocidad y registrador de datos en el tiempo (data-logger).
Se documentaron los criterios técnicos de los equipos, el estado actual del medio, y para
identificar puntos vulnerables se aplicó la Metodología Detección y Diagnóstico de Fallos
FDD (por su sigla en inglés) para cuantificar la ocurrencia de eventos de degradación.
Para encontrar las causas de ineficiencias, se usó el modelo dado por [99], en 3 etapas:
Identificación de los niveles jerárquicos: con base en los balances energéticos y
exergéticos para los componentes del sistema.
Revisión detallada de los equipos del HVAC y características de las instalaciones. Se
identificaron los puntos vulnerables (críticos) en el proceso térmico y estado actual.
Análisis de respuestas al análisis de sensibilidad en dichos puntos: se compararon los
parámetros, a las condiciones teóricas y reales.
Mediante el método numérico diferencial de propagación de errores, basado en el teorema
de Taylor, se analizó la exactitud de la medición, para prever los errores máximos posibles
de los datos-parámetros exergéticos adquiridos (medidos).
Detección de fallas y defectación
Los protocolos aplicados para la detección de fallas en dispositivos del sistema de
refrigeración y fluido de trabajo refrigerante (frigorígeno), permiten fortalecer la exactitud
(medida) y precisión (medición), para la detección y el cálculo en la defectación.
En el componente de compresión, al igual que los demás, se realizó inspección visual de
los medidores de presión y temperatura a la succión y descarga, el lubricante, el
subsistema de lubricación, el de transmisión y el separador de aceite. Estos aspectos se
reportan como resultados en el análisis técnico y de fallas.
Capítulo 4 65
Se revisaron: la carcasa, la succión y descarga (de tuberías, medidores de presión y de
temperatura), la transmisión (motor, poleas y correas), tuberías y cuerpo del separador.
Durante el trabajo de campo se siguió un control del sistema de refrigeración, verificando
y registrando los parámetros de operación de los compresores, con los datos obtenidos de
temperaturas (entrada y salida) del frigorígeno, presión de succión, de descarga, presión
de aceite y nivel de aceite para cada compresor.
Análisis de riesgos
La función de productividad lleva intrínseca la identificación de peligros, siendo más segura
aquella que tenga un menor nivel de riesgo y, en consecuencia, menores pérdidas técnicas
(exergéticas) y monetarias por probables accidentes causados.
Condiciones de tipo físico y químico, ambientales, cascada térmica segura y mejor
refrigeración, hacen parte de la medición de productividad en el proceso ingenieril.
El nivel de seguridad inherente a cada caso se realiza mediante la Evaluación Cuantitativa
del Riesgo QRA (por su sigla en inglés), calculando el producto: consecuencia del riesgo *
frecuencia de ocurrencia del riesgo [100], para lo cual se hará el reporte final de fallas.
En procesos con cadena de frío, es latente el escenario posible liberación el frigorígeno, el
cual se dispersa causando lesiones de la vía aérea por inhalación o cutáneas por contacto;
también la pérdida de vidas humanas, bajo el supuesto de inflamabilidad y explosividad.
Cabe señalar que en caso del R404A y R502, el nivel de riesgo es bajo, dado que son
gases de poca toxicidad para el ser humano; pero contaminantes, para el medio ambiente.


5. Resultados
Planteamiento orientador del método de medición
La productividad cuantifica la capacidad para lograr los objetivos corporativos a partir de
la relación deseable entre los multi-factores de producción y los resultados obtenidos.)
Las organizaciones no han apropiado decididamente los planteamientos y escenarios que
permitirían alcanzar paralelamente los objetivos sociales y ambientales, dado que se
resisten a su coexistencia por considerarla antagónica y prefieren omitirlos.
La función económica o ecuación de factores de producción que posibilita determinar el
costo de un producto, no está completamente descrita en términos de la suma de factores
porque considera solo el capital (costo monetario K), el trabajo (número de horas L), y el
flujo de materiales (masa M). El modelo omite la exergía de los recursos energéticos (Ex)
y costos asociados con la sostenibilidad (O) de remediación/compensación de ineficiencias
(efluentes-contaminantes). La función desarrollada en [101], [102] y complementada por
[44], sugiere usar una función integrada de costo, como: C = f (K, L, M, Ex, O).
El planteamiento conceptual y técnico de la tesis es visibilizar en las etapas de producción
y su análisis del desempeño operacional, las ineficiencias o irreversibilidades relacionadas
termodinámicamente con la exergía destruida (residuos) y que generan entropía.
Así, desde la ingeniería, se integra en simultánea el análisis de flujos con balances de
materia, energía y exergía, para determinar los indicadores de tipo económico-financiero,
tecnológico y de sostenibilidad, desvelando los costos ocultos por ineficiencias térmicas.
La importancia de una medición a este nivel, es que genera una referencia básica para el
resto del sistema de medición. La limitación para éste método a desarrollar, consiste en la
calidad de la información de alimentación, para la determinación de los indicadores que,
se puede entender como “la caja negra de indicadores, no se pueda abrir”, debido a la
impresión e inexactitud.
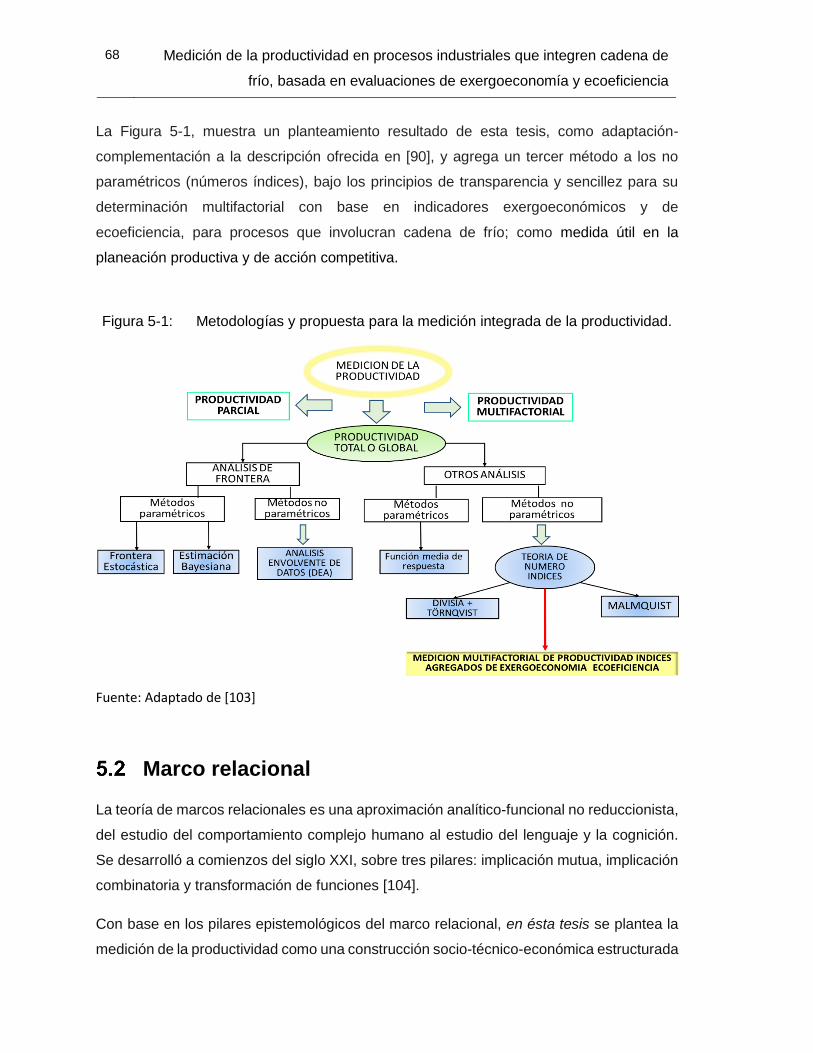
68 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
La Figura 5-1, muestra un planteamiento resultado de esta tesis, como adaptación-
complementación a la descripción ofrecida en [90], y agrega un tercer método a los no
paramétricos (números índices), bajo los principios de transparencia y sencillez para su
determinación multifactorial con base en indicadores exergoeconómicos y de
ecoeficiencia, para procesos que involucran cadena de frío; como medida útil en la
planeación productiva y de acción competitiva.
Figura 5-1: Metodologías y propuesta para la medición integrada de la productividad.
Fuente: Adaptado de [103]
Marco relacional
La teoría de marcos relacionales es una aproximación analítico-funcional no reduccionista,
del estudio del comportamiento complejo humano al estudio del lenguaje y la cognición.
Se desarrolló a comienzos del siglo XXI, sobre tres pilares: implicación mutua, implicación
combinatoria y transformación de funciones [104].
Con base en los pilares epistemológicos del marco relacional, en ésta tesis se plantea la
medición de la productividad como una construcción socio-técnico-económica estructurada
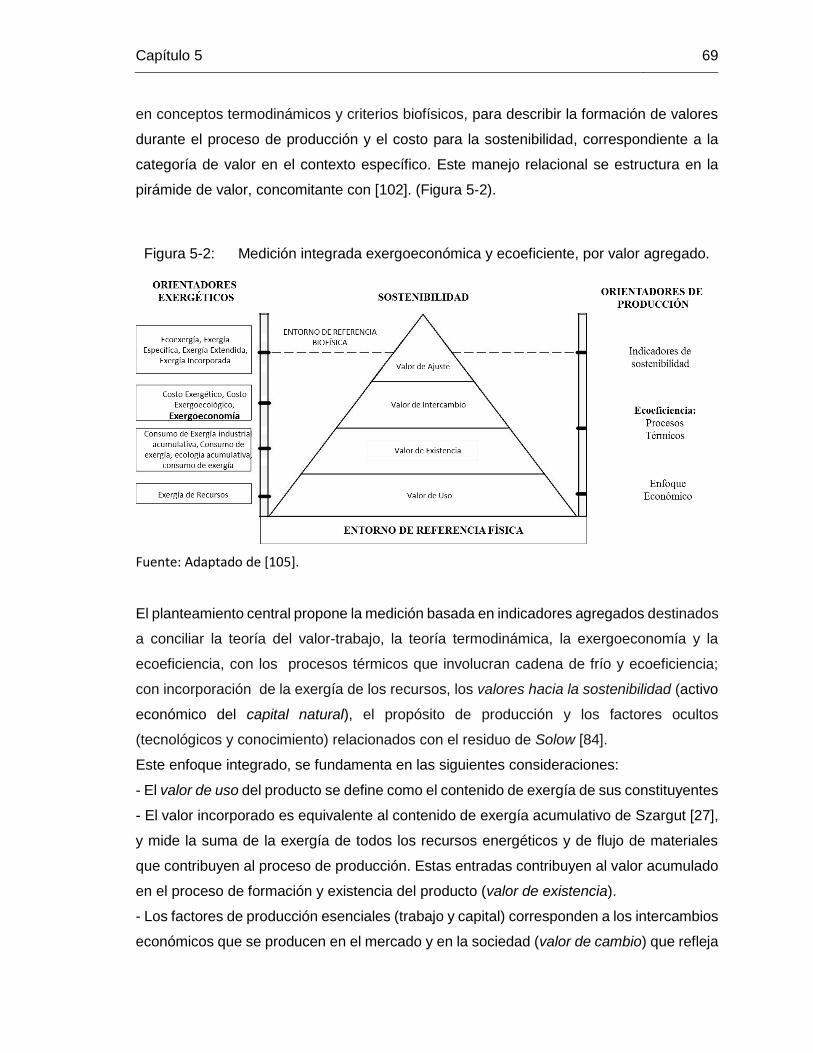
Capítulo 5 69
en conceptos termodinámicos y criterios biofísicos, para describir la formación de valores
durante el proceso de producción y el costo para la sostenibilidad, correspondiente a la
categoría de valor en el contexto específico. Este manejo relacional se estructura en la
pirámide de valor, concomitante con [102]. (Figura 5-2).
Figura 5-2: Medición integrada exergoeconómica y ecoeficiente, por valor agregado.
Fuente: Adaptado de [105].
El planteamiento central propone la medición basada en indicadores agregados destinados
a conciliar la teoría del valor-trabajo, la teoría termodinámica, la exergoeconomía y la
ecoeficiencia, con los procesos térmicos que involucran cadena de frío y ecoeficiencia;
con incorporación de la exergía de los recursos, los valores hacia la sostenibilidad (activo
económico del capital natural), el propósito de producción y los factores ocultos
(tecnológicos y conocimiento) relacionados con el residuo de Solow [84].
Este enfoque integrado, se fundamenta en las siguientes consideraciones:
- El valor de uso del producto se define como el contenido de exergía de sus constituyentes
- El valor incorporado es equivalente al contenido de exergía acumulativo de Szargut [27],
y mide la suma de la exergía de todos los recursos energéticos y de flujo de materiales
que contribuyen al proceso de producción. Estas entradas contribuyen al valor acumulado
en el proceso de formación y existencia del producto (valor de existencia).
- Los factores de producción esenciales (trabajo y capital) corresponden a los intercambios
económicos que se producen en el mercado y en la sociedad (valor de cambio) que refleja
70 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
la producción económica y las estructuras de consumo y que puede variar en el tiempo
con el desarrollo socio-económico textura de la sociedad.
- En la remediación o compensación al final del proceso de producción, las actividades
deben adaptarse a la cadena de producción en el medio ambiente circundante y en toda
la biosfera. Es necesario introducir una nueva medida, el valor de ajuste, que se relaciona
con la sostenibilidad del sistema insertado en interacción con el entorno de apoyo.
La complejidad y heterogeneidad de las variables termodinámicas y valoración económica
(hedónica) de recursos ambientales impactados, incorporará niveles de dificultad en la
recolección de datos experimentales (inspección, observación, captura y registro) no todos
alcanzables tecnológicamente con equipos o controladores lógicos programables (PLC por
sus siglas en inglés).
La confiabilidad depende de la exactitud y precisión de la captura, por tratarse de la
información relevante de los indicadores para agregarlos a la medición.
Se prevé que el método propuesto en esta tesis para la medición de productividad, sea
extensiva (con ajuste de especificidades) a cualquier proceso agroindustrial que utilice
cadena de frío, en los eslabones de refrigeración y congelación de productos.
5.2.1 Estructura productiva: concepto de recurso-producto (F-P)
El costo de un producto se expresa como una función de producción compuesta por
múltiples factores homogéneamente cuantificados en términos de la cadena de
producción, y de valor agregado asociado a esta producción
Se puede utilizar como una función objetivo a optimizar la asignación y distribución de
recursos en la compleja transición de la producción hacia una sociedad sostenible a largo
plazo.
En contraste con la cuantificación previa de los factores en términos monetarios, el
contenido exergético de los flujos se define en términos de manejo técnico, ambiental y
socio-económico de producción. La medición es una herramienta que busca relacionar y
cuantificar, en forma adecuada, el grado (costo) de la sostenibilidad.
Desde el marco referencial exergoeconómico, la estructura física del sistema debe
sustituirse por una estructura productiva, en donde las entradas y salidas de cada
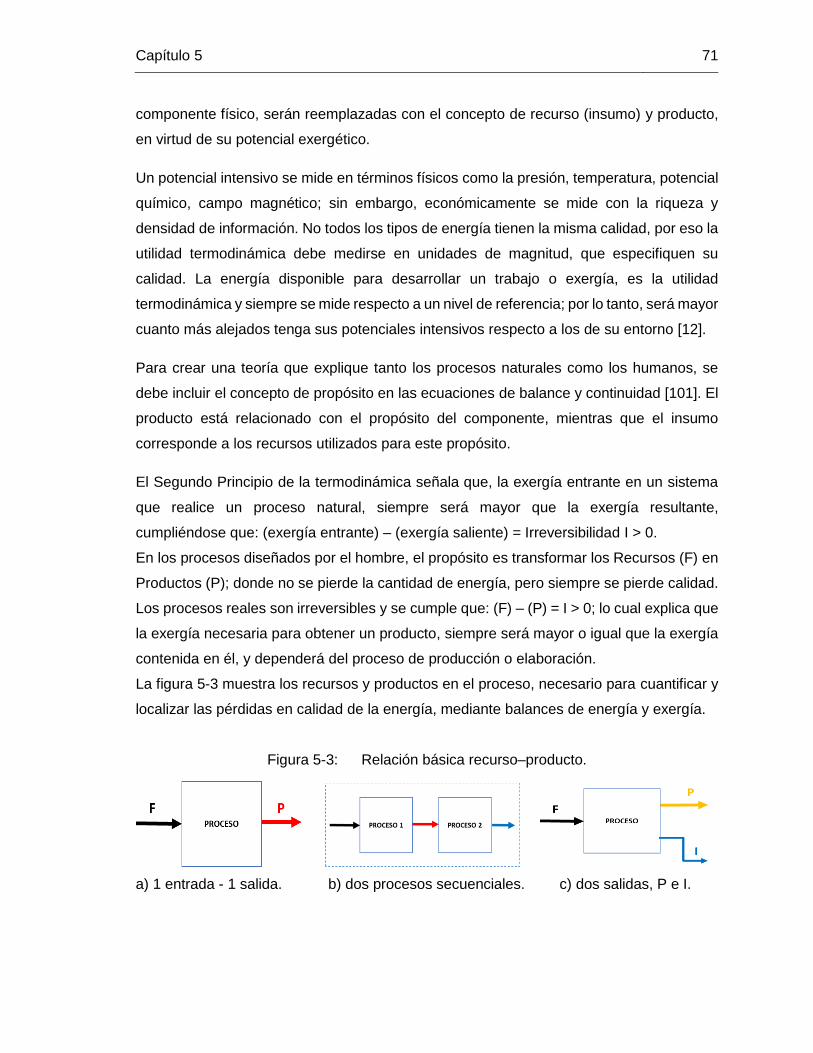
Capítulo 5 71
componente físico, serán reemplazadas con el concepto de recurso (insumo) y producto,
en virtud de su potencial exergético.
Un potencial intensivo se mide en términos físicos como la presión, temperatura, potencial
químico, campo magnético; sin embargo, económicamente se mide con la riqueza y
densidad de información. No todos los tipos de energía tienen la misma calidad, por eso la
utilidad termodinámica debe medirse en unidades de magnitud, que especifiquen su
calidad. La energía disponible para desarrollar un trabajo o exergía, es la utilidad
termodinámica y siempre se mide respecto a un nivel de referencia; por lo tanto, será mayor
cuanto más alejados tenga sus potenciales intensivos respecto a los de su entorno [12].
Para crear una teoría que explique tanto los procesos naturales como los humanos, se
debe incluir el concepto de propósito en las ecuaciones de balance y continuidad [101]. El
producto está relacionado con el propósito del componente, mientras que el insumo
corresponde a los recursos utilizados para este propósito.
El Segundo Principio de la termodinámica señala que, la exergía entrante en un sistema
que realice un proceso natural, siempre será mayor que la exergía resultante,
cumpliéndose que: (exergía entrante) – (exergía saliente) = Irreversibilidad I > 0.
En los procesos diseñados por el hombre, el propósito es transformar los Recursos (F) en
Productos (P); donde no se pierde la cantidad de energía, pero siempre se pierde calidad.
Los procesos reales son irreversibles y se cumple que: (F) – (P) = I > 0; lo cual explica que
la exergía necesaria para obtener un producto, siempre será mayor o igual que la exergía
contenida en él, y dependerá del proceso de producción o elaboración.
La figura 5-3 muestra los recursos y productos en el proceso, necesario para cuantificar y
localizar las pérdidas en calidad de la energía, mediante balances de energía y exergía.
Figura 5-3: Relación básica recurso–producto.
a) 1 entrada - 1 salida. b) dos procesos secuenciales. c) dos salidas, P e I.
72 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
El concepto de eficiencia mide el “grado de perfección” del proceso y se define como (η) =
unidades de producto (P) obtenido / suma de recursos (F) usados para obtener el producto.
El Teorema de Sustitución de Gouy-Stodola, establece que las irreversibilidades generan
entropía y por tanto destruyen exergía, siendo ésta, proporcional a la entropía generada.
La exergía destruida representa el potencial de trabajo perdido, a la temperatura de
referencia T0 y se describe como: 𝐸𝑥𝑑𝑒𝑠𝑡𝑟𝑢𝑖𝑑𝑎 = 𝑇0��𝑔𝑒𝑛 ≥ 0. Cuando existen varias etapas
que cogeneran entropía, la entropía total generada en el proceso ��𝑔𝑒𝑛 , corresponde a la
sumatoria de ellas y, una mínima generación de entropía explica una alta eficiencia del
proceso [11].
Para cada componente i, el cociente entre el recurso (F) y el producto (P), se denomina
unidad de consumo de exergía (k), siendo el recíproco de la eficiencia exergética (η) de
dicho componente:
ki = Fi
Pi =
1
ηi (5.1)
Dado que, recurso y producto se expresan en unidades de exergía y representan todas las
entradas y salidas de cada componente productivo, el recurso se transforma parcialmente
en producto y se destruye parcialmente como irreversibilidad (I), como se presenta en la
Figura 4-3 (c), donde:
Fi = Pi + Ii (5.2)
Los posibles ahorros de energía (y monetarios) en un proceso, se pueden determinar en
donde existen las irreversibilidades, dada su relación con el consumo de recursos. Lo
relevante no es la exergía destruida 𝐸𝑥𝑑𝑒𝑠𝑡𝑟𝑢𝑖𝑑𝑎 contenida en un producto funcional, sino
su costo exergético, por tratarse del requerimiento práctico de exergía, a la cantidad real
(de exergía) necesaria para obtenerlo. De esto se colige que, para todo producto funcional:
costo exergético > exergía. El costo exergético se denota con asterisco súper indicado.
En consecuencia, aquí surge un proceso de medición contable, denominado proceso de
formación de costos, consistente en el conjunto de relaciones necesario para analizar en
profundidad, el costo exergético unitario de los productos, como función de los consumos
unitarios de cada componente individual. Dicho costo unitario, puede expresarse como su
exergía más la suma de las irreversibilidades acumuladas a lo largo del proceso.
5.2.2 Bases conceptuales de medición en un sistema térmico
Un sistema es una entidad compleja formada por un conjunto de elementos, que son
componentes básicos del sistema, y por las relaciones existentes entre ellos y su entorno.
Capítulo 5 73
La relación constituye la estructura que establece las ecuaciones que gobiernan las
interacciones entre elementos, que dan lugar a la entidad compleja, que es el sistema.
Los elementos referidos son: una máquina, los seres vivientes o un sistema económico.
Según la teoría económica, la contabilidad de costos tiene la función de recoger, medir y
organizar la información sobre lo que cuestan las cosas, pero los principales problemas
aparecen cuando por la complejidad o desconocimiento del proceso no se sabe asignar
costos indirectos o estructurales a los objetivos de la producción. En consecuencia, para
establecer la medición de los costos, se parte de tres condiciones básicas:
La definición de los límites del sistema y los costos de los recursos de entrada al
sistema, son siempre relativos a éste. Por lo tanto, se deben conocer los costos/precios
de los recursos energéticos y monetarios del sistema, dentro de los límites del análisis.
El concepto de composición está asociado a la naturaleza del análisis y se llama nivel
de agregación. El nivel de agregación proporciona un desglose de la irreversibilidad
total de un proceso entre sus componentes.
La eficiencia es el indicador de la calidad de los componentes del sistema, en donde se
localicen las irreversibilidades.
Definiendo los límites del proceso de producción, nivel de agregación y sus componentes,
se determinan los flujos, con lo cual se define el costo exergético del flujo en el proceso y
la cantidad de recursos exergéticos que entran al sistema, necesarios para producirlo.
La estructura física de un sistema más la definición de propósito productivo de cada
componente (equipo), constituyen la Estructura Productiva de un Sistema Térmico, vital
para el análisis exergoeconómico, que soporta esta Medición Integrada de Productividad.
El costo exergético de un flujo es una propiedad emergente, es decir, no existe como una
propiedad termodinámica de un flujo aislado, sino que debe ir asociado a un proceso de
producción. Se debe determinar entonces, el costo no del flujo aislado, sino del conjunto
de flujos internos y externos. Además, la consideración de un flujo no depende del equipo
físico sino de los límites y nivel de agregación definidos para el sistema.
El costo exergético de un flujo es una propiedad emergente; es decir, no existe como una
propiedad termodinámica de un flujo aislado, sino que debe ir asociado a un proceso de
producción. Se tiene que determinar entonces, el costo no del flujo aislado, sino del
conjunto de flujos internos y externos. Además, la consideración de un flujo no depende
del equipo físico sino de los límites y nivel de agregación definidos para el sistema.
74 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
El costo exergético no es un número absoluto, depende de los límites del sistema y de las
ineficiencias identificadas en los subsistemas constituyentes del proceso. Eficiencia e
irreversibilidad están relacionadas entre sí y con las variables técnicas y económicas.
La principal contribución a la irreversibilidad de un proceso se debe a las limitaciones
técnicas de equipos que llevan a cabo las transformaciones necesarias; sin embargo, éstas
a veces, tienen baja eficiencia e imponen la obtención de flujos adicionales en principio no
deseados. Estos residuos se descargan aún activos al entorno y generan más entropía
(desechos contaminantes), tal que el proceso de eliminación (para mitigar el impacto al
medio ambiente), requiere del consumo de nuevos recursos para reducir su potencial
intensivo ya sea enfriándolos, expandiéndolos, neutralizándolos, dispersándolos y/o
disponiéndolos.
En consecuencia, el costo del producto de un componente, es el costo de los recursos
utilizados para producirlo, más el costo de los residuos que ha generado.
El proceso es una cadena de formación del producto y al mismo tiempo, una cadena de
formación/imputación de residuos; dualidad que no es lo suficientemente visible ni concreta
en el abordaje económico o ingenieril tradicional de producción. Es inevitable que, en todo
proceso productivo, se produzcan productos funcionales y residuos. En la integración de
ambas cadenas, los residuos se convierten en irreversibilidades externas del componente.
De acuerdo con este marco conceptual termoeconómico, el costo del producto incluye lo
que cuestan las irreversibilidades internas, como las externas o residuos. Las internas se
atribuyen a equipos y elementos, mientras que, las externas corresponden al proceso.
El objetivo de una medición, que pretenda optimizar el proceso (técnica o financieramente),
será el análisis integrado del cociente eficiencia exergética (η), con fines de maximizarla o
de minimizar el cociente K (costo exergético/exergía). Por lo tanto, desde el punto de vista
de la ingeniería, el proceso de mejora de la productividad cuantificada, no es otra acción
diferente a la mejora de dicho proceso “atacando” las fuentes de irreversibilidades,
considerando céteris paribus, a los límites de la producción y sus niveles de agregación.
Se colige que, el costo exergético es un concepto relativo y propio del sistema analizado.
El costo exergético absoluto de las cosas no puede definirse dado que, habría tantos
costos absolutos como ambientes naturales pudieran definirse. Por lo tanto, la definición
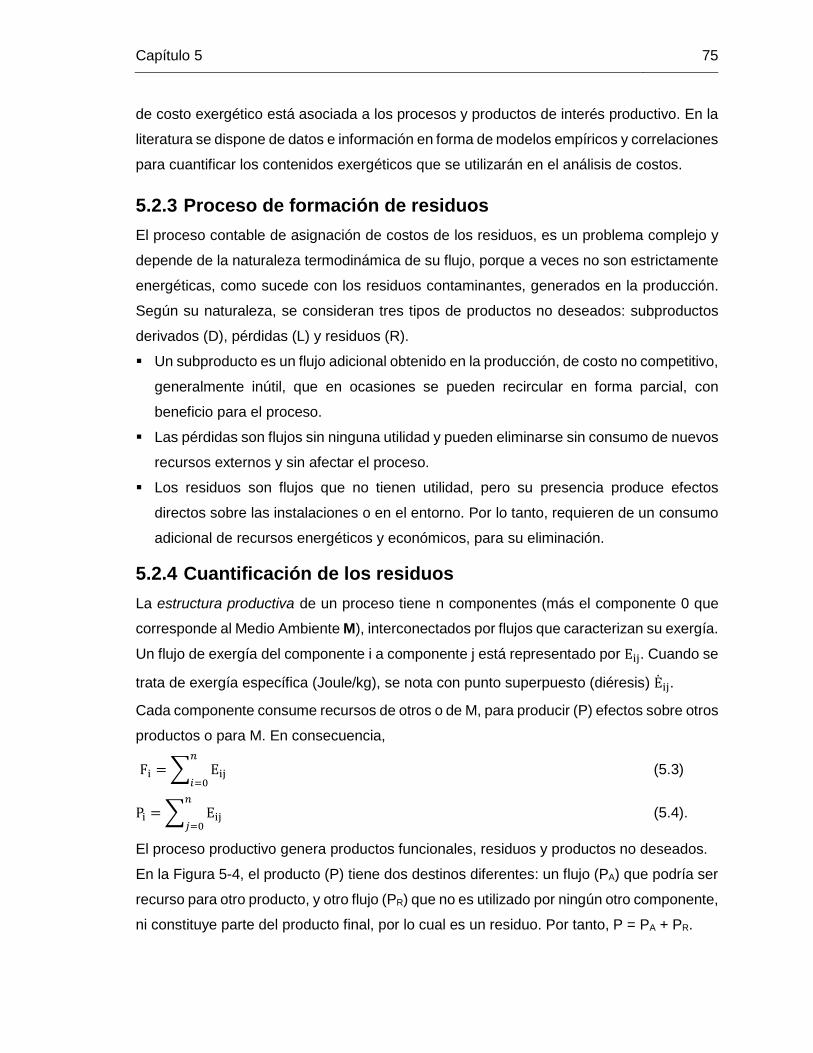
Capítulo 5 75
de costo exergético está asociada a los procesos y productos de interés productivo. En la
literatura se dispone de datos e información en forma de modelos empíricos y correlaciones
para cuantificar los contenidos exergéticos que se utilizarán en el análisis de costos.
5.2.3 Proceso de formación de residuos
El proceso contable de asignación de costos de los residuos, es un problema complejo y
depende de la naturaleza termodinámica de su flujo, porque a veces no son estrictamente
energéticas, como sucede con los residuos contaminantes, generados en la producción.
Según su naturaleza, se consideran tres tipos de productos no deseados: subproductos
derivados (D), pérdidas (L) y residuos (R).
Un subproducto es un flujo adicional obtenido en la producción, de costo no competitivo,
generalmente inútil, que en ocasiones se pueden recircular en forma parcial, con
beneficio para el proceso.
Las pérdidas son flujos sin ninguna utilidad y pueden eliminarse sin consumo de nuevos
recursos externos y sin afectar el proceso.
Los residuos son flujos que no tienen utilidad, pero su presencia produce efectos
directos sobre las instalaciones o en el entorno. Por lo tanto, requieren de un consumo
adicional de recursos energéticos y económicos, para su eliminación.
5.2.4 Cuantificación de los residuos
La estructura productiva de un proceso tiene n componentes (más el componente 0 que
corresponde al Medio Ambiente M), interconectados por flujos que caracterizan su exergía.
Un flujo de exergía del componente i a componente j está representado por Eij. Cuando se
trata de exergía específica (Joule/kg), se nota con punto superpuesto (diéresis) Eij.
Cada componente consume recursos de otros o de M, para producir (P) efectos sobre otros
productos o para M. En consecuencia,
Fi = ∑ Eij
𝑛
𝑖=0 (5.3)
Pi = ∑ Eij
𝑛
𝑗=0 (5.4).
El proceso productivo genera productos funcionales, residuos y productos no deseados.
En la Figura 5-4, el producto (P) tiene dos destinos diferentes: un flujo (PA) que podría ser
recurso para otro producto, y otro flujo (PR) que no es utilizado por ningún otro componente,
ni constituye parte del producto final, por lo cual es un residuo. Por tanto, P = PA + PR.
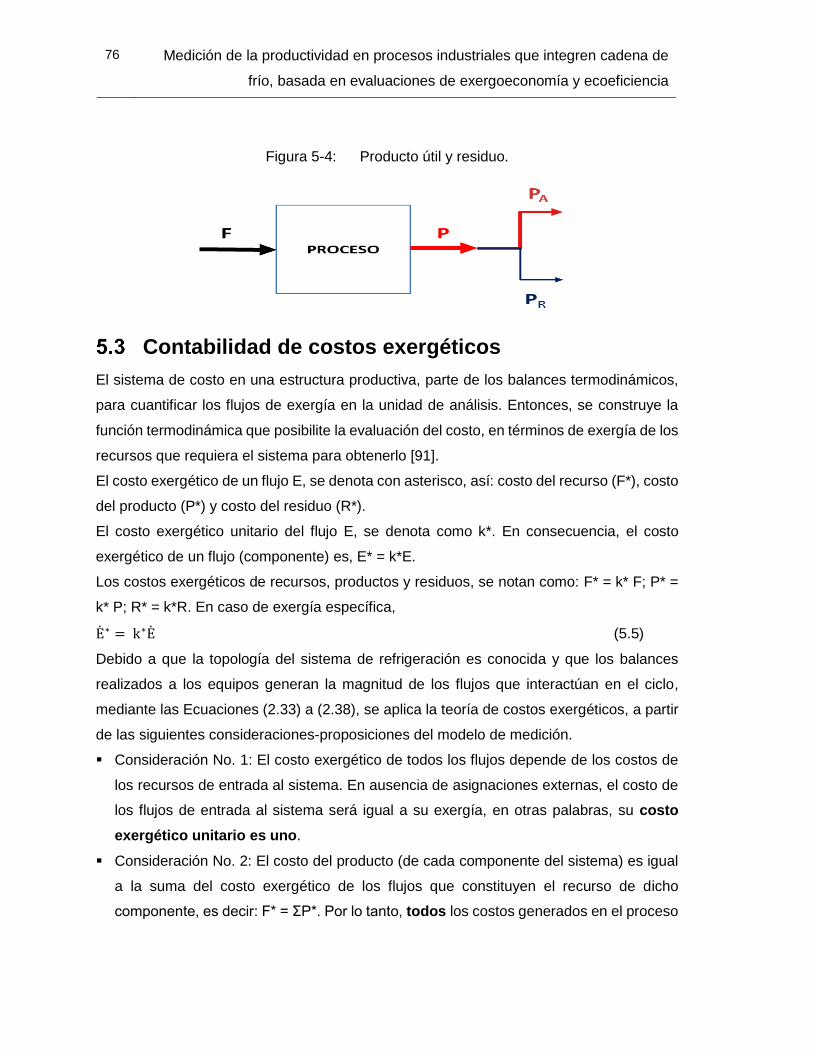
76 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
Figura 5-4: Producto útil y residuo.
Contabilidad de costos exergéticos
El sistema de costo en una estructura productiva, parte de los balances termodinámicos,
para cuantificar los flujos de exergía en la unidad de análisis. Entonces, se construye la
función termodinámica que posibilite la evaluación del costo, en términos de exergía de los
recursos que requiera el sistema para obtenerlo [91].
El costo exergético de un flujo E, se denota con asterisco, así: costo del recurso (F*), costo
del producto (P*) y costo del residuo (R*).
El costo exergético unitario del flujo E, se denota como k*. En consecuencia, el costo
exergético de un flujo (componente) es, E* = k*E.
Los costos exergéticos de recursos, productos y residuos, se notan como: F* = k* F; P* =
k* P; R* = k*R. En caso de exergía específica,
E∗ = k∗E (5.5)
Debido a que la topología del sistema de refrigeración es conocida y que los balances
realizados a los equipos generan la magnitud de los flujos que interactúan en el ciclo,
mediante las Ecuaciones (2.33) a (2.38), se aplica la teoría de costos exergéticos, a partir
de las siguientes consideraciones-proposiciones del modelo de medición.
Consideración No. 1: El costo exergético de todos los flujos depende de los costos de
los recursos de entrada al sistema. En ausencia de asignaciones externas, el costo de
los flujos de entrada al sistema será igual a su exergía, en otras palabras, su costo
exergético unitario es uno.
Consideración No. 2: El costo del producto (de cada componente del sistema) es igual
a la suma del costo exergético de los flujos que constituyen el recurso de dicho
componente, es decir: F* = ΣP*. Por lo tanto, todos los costos generados en el proceso
Capítulo 5 77
productivo, deben ser incluidos en el costo final de los productos, y en ausencia de
asignaciones externas, el costo de los flujos de perdidas es nulo.
Consideración No. 3: Si el producto de una componente del sistema está formado por
varios flujos (de la misma calidad termodinámica), todos ellos tendrán el mismo costo
exergético unitario; dado que, si varios productos salen del mismo equipo, el proceso
de formación será el mismo y tendrán el mismo costo exergético unitario. Esto implica
que, la asignación de su costo exergético, es proporcional a la exergía que contienen.
En consecuencia, el costo exergético del residuo se agrega al equipo donde se origina.
Así mismo, el costo exergoeconómico Π ($/kg) en el producto del costo exergoeconómico
unitario c ($/Joule), por el flujo de exergía específica E (Joule/kg). Por lo tanto:
Costo exergoeconómico en ($/kg) = ∏ = Costo específico de la etapa ($)
Masa de la corriente (kg) = cE (5.6)
El costo exergoeconómico en ($/J) está dado por la relación costo específico de la corriente
($/kg) y la exergía específica (Joule/kg).
5.3.1 Cuantificación del costo de los residuos
El costo exergético del residuo (R*) puede formarse en el equipo en el cual se produce el
flujo, también a lo largo de una cadena de flujos y equipos del proceso de producción que
genera el residuo.
Partiendo de la regla exergoeconómica que establece que, el costo de los recursos se
asigna al producto útil, se considera:
𝐹∗ = 𝑃𝐴∗ (5.7)
Combinando las Ecuaciones (5.1) y (5.7), se obtiene la Ecuación (5.8):
𝑘𝑃∗𝑃 = 𝑘𝑃
∗𝑃𝐴 + 𝑘𝑃∗𝑃𝑅 (5.8)
Denominando R* al costo de los recursos que se han utilizado para generar el flujo del
residuo PR, la Ecuación 4-7 se convierte en:
𝑃∗ = 𝑃𝐴∗ + 𝑅∗ (5.9)
Así, el costo total de producir el componente genérico (P), es:
𝐹∗ + 𝑅∗ = 𝑃∗ (5.10)
Con las Ecuaciones (5.8) a (5.10), se despejan las ecuaciones generales del balance de
costo exergoeconómico, por equipos y corrientes del proceso térmico. Se interpreta como:
el costo del producto (de un componente) es el costo de los recursos utilizados para
producirlo más el costo de los residuos que ha generado; con lo cual se caracteriza lo
78 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
determinado por el marco relacional; es decir que el proceso tiene dos cadenas de
formación: del producto útil, y de los residuos, cuyo mecanismo de asignación de costos
tiene el sentido contrario al de su formación.
La caracterización gráfica de la Ecuación 5-9, se presenta en el diagrama de balance de
exergía y de costos de un componente genérico del sistema (Figura 5-5). Se puede deducir
que, el costo de formación de un residuo (más todos los costos adicionales para eliminarlo),
se imputa al costo del producto de la componente que lo ha generado. Por lo tanto, el flujo
de recurso de mitigación/compensación (R), es el recurso 0 descrito en las Ecuaciones
(5.3) y (5.8), incrementando la estructura de costos y afectando la productividad.
Figura 5-5: Balance de exergía y residuos.
De acuerdo con lo anterior, el Teorema de la Sustitución puede formularse a partir de un
sistema termodinámico, cualquier recurso entrante puede ser sustituido en el balance de
exergía por su costo exergético. En ese caso, el ahorro termodinámico máximo alcanzable
será el del sistema, más el de los subsistemas que definen el costo exergético de los
recursos sustituidos.
5.3.2 Costo exergético y exergoeconómico del sistema
En esta sección, se realiza el balance de costos exergéticos y exergoeconómicos del
sistema de refrigeración HVAC descrito en la Figura 2-4.
Se construye la estructura productiva (Figura 5-6), mediante balances alrededor de los
cinco equipos y las ocho corrientes del proceso.
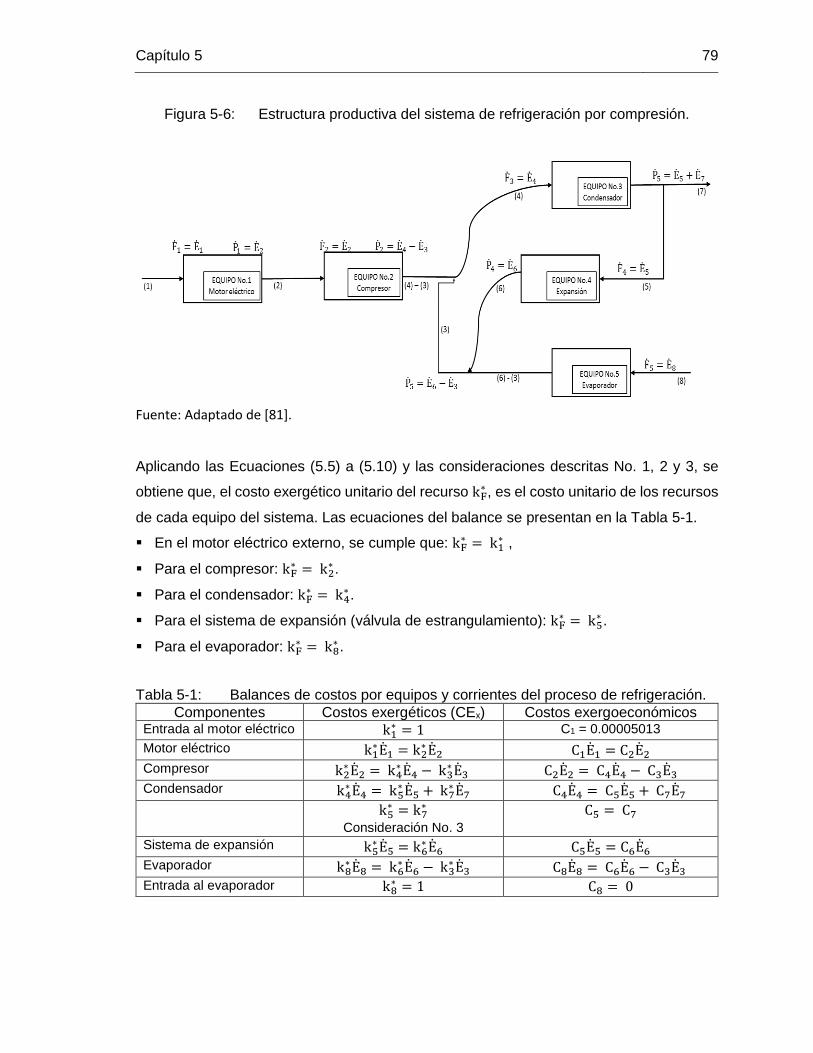
Capítulo 5 79
Figura 5-6: Estructura productiva del sistema de refrigeración por compresión.
Fuente: Adaptado de [81].
Aplicando las Ecuaciones (5.5) a (5.10) y las consideraciones descritas No. 1, 2 y 3, se
obtiene que, el costo exergético unitario del recurso kF∗ , es el costo unitario de los recursos
de cada equipo del sistema. Las ecuaciones del balance se presentan en la Tabla 5-1.
En el motor eléctrico externo, se cumple que: kF∗ = k1
∗ ,
Para el compresor: kF∗ = k2
∗ .
Para el condensador: kF∗ = k4
∗ .
Para el sistema de expansión (válvula de estrangulamiento): kF∗ = k5
∗ .
Para el evaporador: kF∗ = k8
∗ .
Tabla 5-1: Balances de costos por equipos y corrientes del proceso de refrigeración.
Componentes Costos exergéticos (CEx) Costos exergoeconómicos Entrada al motor eléctrico k1
∗ = 1 C1 = 0.00005013
Motor eléctrico k1∗ E1 = k2
∗ E2 C1E1 = C2E2
Compresor k2∗ E2 = k4
∗ E4 − k3∗ E3 C2E2 = C4E4 − C3E3
Condensador k4∗ E4 = k5
∗ E5 + k7∗ E7 C4E4 = C5E5 + C7E7
k5∗ = k7
∗
Consideración No. 3
C5 = C7
Sistema de expansión k5∗ E5 = k6
∗ E6 C5E5 = C6E6
Evaporador k8∗ E8 = k6
∗ E6 − k3∗ E3 C8E8 = C6E6 − C3E3
Entrada al evaporador k8∗ = 1 C8 = 0

80 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
La tercera columna de la Tabla 5-1, se construye con los costos de las tarifas de energía
eléctrica y la asignación de costos de la segunda columna. En el caso de Colombia, éstas
tarifas de energía eléctrica, controladas por la Comisión Reguladora de Energía y Gas
CREG y asignadas por la oferta y demanda nacional. El mayor proveedor, las Empresas
Públicas de Medellín (EPM), en mayo de 2017, cobró $523,79 el kW-hora, equivalente a
0.1455 $/k Joule. Otra equivalencia: 0.18055 $USD/kW-hora = 0.00005013 $USD/kJ.
En México, la asignación corresponde a la Comisión Federal de Electricidad (CFE), la
quien determinó que para 2017, costo es $1.7724 mx, por kilowatt hora = 0.096653
$USD/kW-hora = 0.00002685 $USD/kJ.
De manera análoga se obtiene el costo exergoeconómico unitario del recurso.
El costo de operación exergética del equipo (CEX), es el producto del costo unitario
exergético del recurso y del flujo de las irreversibilidades:
CEX = kF∗ I (5.11)
El costo de operación exergoeconómica del equipo (CO), es el producto del costo
unitario exergoeconómico del recurso por el flujo de las irreversibilidades:
CO = CF I (5.12)
B) Se presentan en forma agrupada en los aspectos termodinámicos del proceso, control
de variables, termografía, Diagramas de Grassman (eficiencias-ineficiencias del ciclo
térmico) y, la contabilidad de costos exergéticos y exergoeconómicos.
A partir de los resultados cuantitativos y discusión, se generan las conclusiones sobre el
ciclo, la operación, los costos ocultos y la productividad en la cadena de frío particular.
Indicadores
5.4.1 Indicadores agregados
Los factores de productividad agregados permiten plantear y caracterizar los indicadores
de medición para la productividad sostenible. Antes eran antagónicos y mutuamente
excluyentes, hoy ni siquiera existe independencia entre lo económico y lo ambiental.
En la literatura los indicadores son relaciones genéricas y a menudo, la productividad se
confunde con la función productividad. En la mayoría de estas relaciones es la falta de
rigurosidad técnica en la localización de elementos ocultos, como pérdidas e ineficiencias
en los distintos componentes y en el proceso mismo. La excepción más importante es el
Capítulo 5 81
enfoque de contabilidad de costos, en donde se incorporan unidades monetarias, a los
factores de pérdidas económicas.
La eficiencia y productividad de procesos carecen de expresiones matemáticas, basadas
en parámetros con “traducción técnica”, existe pérdida de información en el proceso de
agregación de datos y ausencia de criterios para definir los límites de variación. Los
indicadores son aislados del comportamiento exergético, a pesar que todos los costos
variables son estimados a partir de prorratas del consumo eléctrico de los equipos.
La metodología de medición multifactorial propuesta, es emergente, dado que su propósito
es incorporar-agregar otras áreas diferentes de la económica y administrativa, para medir
la eficiencia exergética (exergoeconomía), incluyendo índices de sostenibilidad y de
ecoeficiencia, en forma coherente con el propósito ingenieril y el enfoque de sostenibilidad.
El aporte metodológico es, analizar cómo el cambio en cada componente del proceso
afecta secuencialmente a los demás componentes, y cómo se afectan en forma conjunta,
modificando los resultados del indicador de productividad.
Los problemas asociados con diferente indicadores y métricas, así como la composición
de un índice agregado, se deben a que estos instrumentos no son aplicados en los
procesos térmicos, en cadena de frío y menos aún, en la cadena logística de suministro.
Por esta razón, se usa la metáfora que la exergía es la mano invisible de los procesos con
cadena de frío [24], porque es un parámetro termoeconómico para mostrar que la
productividad puede mejorarse, por reducción de las irreversibilidades (ineficiencias) en el
uso de recursos, más que por el mismo mejoramiento del producto.
El postulado industrial “triple bottom line” [5], implica una triple optimización con respecto
a los costos económicos, sociales y ambientales de los productos y las actividades
productivas. Sin embargo, la falta de unión en las otras dos estructuras económica y social,
limita el abordaje multidisciplinar, que es el vacío que se busca cubrir con esta tesis.
La caja negra de indicadores se evalúa mediante rangos cualitativos (mejoró, se mantuvo
y disminuyó), y permite reconocer rápidamente un conjunto de fortalezas y debilidades de
la organización, aunque para un análisis más profundo, se requerirá de la adaptación de
los indicadores al contexto especifico de le empresa en observación.
82 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
5.4.2 Indicadores de eficiencia exergoeconómica
Para la determinación de coeficientes e indicadores, asociados al rendimiento exergético,
se establecen los parámetros de costos, en términos de la Ecuación 5.13.
∑ [CKEntrada + ZKT] = ∑ [Salida CK + Cw] (5.13)
Como se estableció, la expresión CK = k∗Exij , Exij es el costo exergético de cada flujo (del
componente i al componente j) o de un equipo; por tanto, CK, corresponde a los costos F*,
P*, R* descritos en la Ecuación (5.5), k* es el costo exergético unitario de un flujo.
Cw = costo de la exergía útil, en corriente de salida (potencia del ciclo), está definido por la
Ecuación 5.14, en términos de:
Cw = k∗W (5.14)
��𝐾𝑇 son los costos totales de operación por hora, para cada equipo K (del sistema de
refrigeración). Para efecto contable, es un recurso que entra al volumen de control.
ZKT = ZK
IC + ZKOM (5.15)
Dónde, las variables ZKIC y ZK
OM son los costos variables por hora ($/h) de: inversión de
capital, de operación y mantenimiento de los equipos, dentro del volumen de control.
El costo variable de cada equipo K, depende del factor o fracción 𝜑𝐾 del costo del activo
fijo o sistema (adquirido en la casa fabricante), que se nota como (ECK). La fracción
corresponde a: 𝜑𝐾 = (ECK
∑ ECsistema).
El factor de operación y mantenimiento del equipo, estimado por el fabricante, se denomina
𝜙𝐾 y oscila entre 1 y 1,5.
Incorporando los dos factores, se tiene que:
ZKIC = 𝜑𝐾 Zsistema
IC (5.16)
ZKOM = 𝜙𝐾 (
ECsistema
t) (5.17)
Una forma alternativa para evaluar el costo de los equipos ZKT , corresponde a la expresión
ZKT =
(𝑎)(ECK) (𝜙𝐾)
t (5.18)
donde: ECK se obtiene sumando los costos de los equipos; t el número de horas anuales
de funcionamiento del equipo; 𝑖 tasa de interés comercial del mercado; a =
factor financiero de amortización = i(1+i)n
i(1+i)n−1 , a su vez, n=vida útil del equipo.
Capítulo 5 83
En marzo de 2017, en Colombia la Superintendencia Financiera reportó una tasa de interés
fue del 22,35 %. La vida útil de los intercambiadores, compresores y bombas es 10 años.
El costo del recurso químico, según el contenido entálpico (calorífico mínimo) del fluido de
trabajo del equipo (combustible o para el sistema de refrigeración, frigorígeno) requerido
para operarlo, se determina mediante las ecuaciones y correlaciones para su estimación,
reportadas en múltiples fuentes, pero en particular las de carácter aplicado, en [14], [80].
El análisis exergoeconómico permite comprender el proceso de formación de costos. Se
define a la eficiencia ηZ, como un factor que permite determinar la eficiencia financiera
relativa, entre el costo de operación del equipo y el costo total exergoeconómico, el cual
incluye las irreversibilidades asociadas al equipo: pérdidas más destrucción de exergía.
El criterio que este factor aporta a la productividad integrada es, tomar decisiones sobre
las acciones de mejora del proceso por adoptar, o en caso de diagnóstico situacional,
conceptuar si las mejoras realizadas fueron productivas. La eficiencia ηZ, se calcula como:
ηZ =Zk
Zk+ k∗(Exdest.k+Experd,k) (5.19)
5.4.3 Indicadores de ecoeficiencia
Los indicadores de ecoeficiencia son herramientas que integran dimensiones ambientales
y económicas, en pro de objetivos comunes: la productividad en forma integral, sistemática
y coherente, en diferentes lapsos. Así mismo, son factores que directa o indirectamente
miden el grado en que cada una de las dimensiones de ésta ecoeficiencia, se cumplen.
Los indicadores pueden ser variables agregadas o no agregadas, por lo tanto, la
evaluación de la ecoeficiencia aporta nuevos elementos conceptuales y operativos al
método, para mejorar la productividad integrada del proceso. (Figura 5-7).
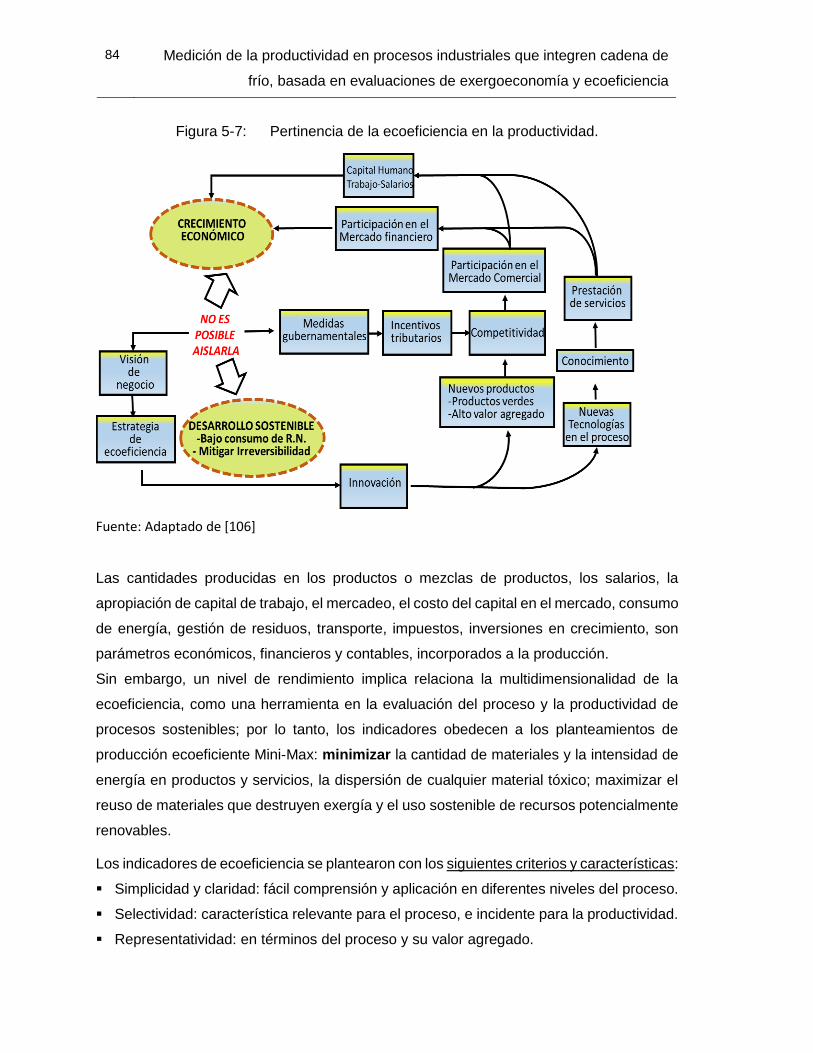
84 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
Figura 5-7: Pertinencia de la ecoeficiencia en la productividad.
Fuente: Adaptado de [106]
Las cantidades producidas en los productos o mezclas de productos, los salarios, la
apropiación de capital de trabajo, el mercadeo, el costo del capital en el mercado, consumo
de energía, gestión de residuos, transporte, impuestos, inversiones en crecimiento, son
parámetros económicos, financieros y contables, incorporados a la producción.
Sin embargo, un nivel de rendimiento implica relaciona la multidimensionalidad de la
ecoeficiencia, como una herramienta en la evaluación del proceso y la productividad de
procesos sostenibles; por lo tanto, los indicadores obedecen a los planteamientos de
producción ecoeficiente Mini-Max: minimizar la cantidad de materiales y la intensidad de
energía en productos y servicios, la dispersión de cualquier material tóxico; maximizar el
reuso de materiales que destruyen exergía y el uso sostenible de recursos potencialmente
renovables.
Los indicadores de ecoeficiencia se plantearon con los siguientes criterios y características:
Simplicidad y claridad: fácil comprensión y aplicación en diferentes niveles del proceso.
Selectividad: característica relevante para el proceso, e incidente para la productividad.
Representatividad: en términos del proceso y su valor agregado.
Capítulo 5 85
Trazabilidad y accesibilidad: registro riguroso y disponibilidad de información, resultados
de captura de datos, cálculos, memorias y tratamiento de datos.
Comparabilidad: respecto a procesos similares y la literatura técnica.
Medición estable: unidad de criterio, a través de procedimientos estandarizados, que
posibiliten diagnósticos y predicciones (inferencias).
Bajo costo: construcción con unidades adimensionales por período, o medidores
fraccionales o porcentuales, que describan con precisión las relaciones.
Los egresos no generados por el manejo del sistema de refrigeración. Se adoptan
frigorígenos ecoeficientes, con aceites lubricantes sintéticos tipo poliol éster.
No se causan egresos, dada la disminución en la recolección y disposición de residuos
peligrosos, el menor uso del sistema de agua potable, el limitado tratamiento de aguas
servidas provenientes de un enfriamiento convencional con agua (se realiza con aire) en
los intercambiadores de calor, y el bajo costo por acceso y uso a servicios de saneamiento.
En contabilidad de costos, un egreso no causado es un ingreso, todos los recursos
financieros compensados por tasas retributivas, estímulos tributarios o incentivos
tributarios, mejoran la productividad del proceso y la productividad empresarial. En ése
orden, el establecimiento de los indicadores de ecoeficiencia y, en general la ecoeficiencia,
es una indiscutible e imprescindible forma contable de gestión y “autogestión de ingresos”.
En la República de Colombia, el Estatuto Tributario (artículo 158-2) determina que, las
personas jurídicas tendrán derecho a las deducciones de renta, generadas por las
inversiones ambientales para el control (mitigar el impacto) y mejoramiento del medio,
tendrán derecho a deducir anualmente de su renta el valor de dichas inversiones que hayan
realizado en el respectivo año gravable. El valor a deducir por este concepto en ningún
caso puede superar el veinte por ciento (20%) de la renta líquida del contribuyente,
determinada antes de restar el valor de la inversión. A este respecto, el Decreto 3172 de
2003, precisa los beneficios ambientales directos, como el conjunto de indicadores
medibles y verificables alcanzados por implementación de sistemas de control que originen
la disminución en la demanda de recursos naturales renovables, la prevención y reducción
en la generación de residuos líquidos, emisiones atmosféricas o residuos sólidos.
Para efectos de esta investigación, éste elemento de incentivo ambiental contable,
constituye una razón necesaria y suficiente para validar su pertinencia con la productividad;
además de articular las políticas y directivas a nivel internacional, de productos verdes,
productos limpios o cero emisiones añadidas, lo cual hace más competitivos los productos
de origen colombiano, en mercados de alta exigencia en normas y controles ambientales.
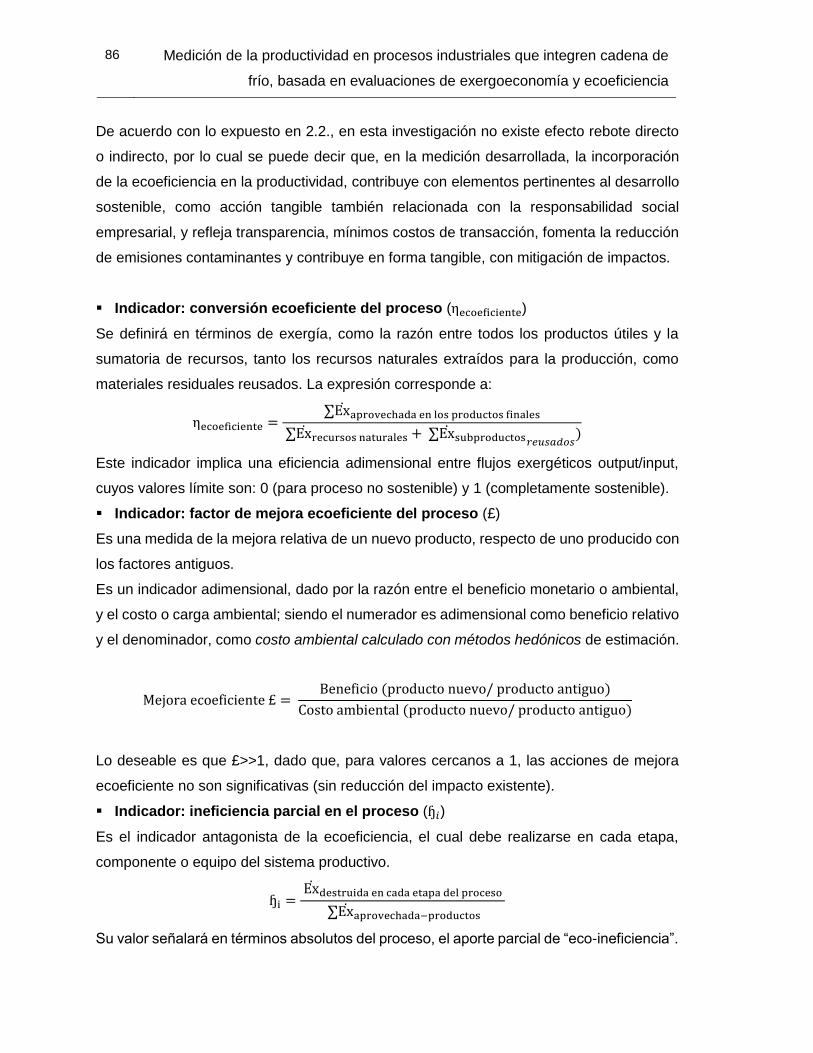
86 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
De acuerdo con lo expuesto en 2.2., en esta investigación no existe efecto rebote directo
o indirecto, por lo cual se puede decir que, en la medición desarrollada, la incorporación
de la ecoeficiencia en la productividad, contribuye con elementos pertinentes al desarrollo
sostenible, como acción tangible también relacionada con la responsabilidad social
empresarial, y refleja transparencia, mínimos costos de transacción, fomenta la reducción
de emisiones contaminantes y contribuye en forma tangible, con mitigación de impactos.
Indicador: conversión ecoeficiente del proceso (ηecoeficiente)
Se definirá en términos de exergía, como la razón entre todos los productos útiles y la
sumatoria de recursos, tanto los recursos naturales extraídos para la producción, como
materiales residuales reusados. La expresión corresponde a:
ηecoeficiente = ∑Exaprovechada en los productos finales
∑Exrecursos naturales + ∑Exsubproductos𝑟𝑒𝑢𝑠𝑎𝑑𝑜𝑠)
Este indicador implica una eficiencia adimensional entre flujos exergéticos output/input,
cuyos valores límite son: 0 (para proceso no sostenible) y 1 (completamente sostenible).
Indicador: factor de mejora ecoeficiente del proceso (£)
Es una medida de la mejora relativa de un nuevo producto, respecto de uno producido con
los factores antiguos.
Es un indicador adimensional, dado por la razón entre el beneficio monetario o ambiental,
y el costo o carga ambiental; siendo el numerador es adimensional como beneficio relativo
y el denominador, como costo ambiental calculado con métodos hedónicos de estimación.
Mejora ecoeficiente £ = Beneficio (producto nuevo/ producto antiguo)
Costo ambiental (producto nuevo/ producto antiguo)
Lo deseable es que £>>1, dado que, para valores cercanos a 1, las acciones de mejora
ecoeficiente no son significativas (sin reducción del impacto existente).
Indicador: ineficiencia parcial en el proceso (ɧ𝑖)
Es el indicador antagonista de la ecoeficiencia, el cual debe realizarse en cada etapa,
componente o equipo del sistema productivo.
ɧi = Exdestruida en cada etapa del proceso
∑Exaprovechada−productos
Su valor señalará en términos absolutos del proceso, el aporte parcial de “eco-ineficiencia”.
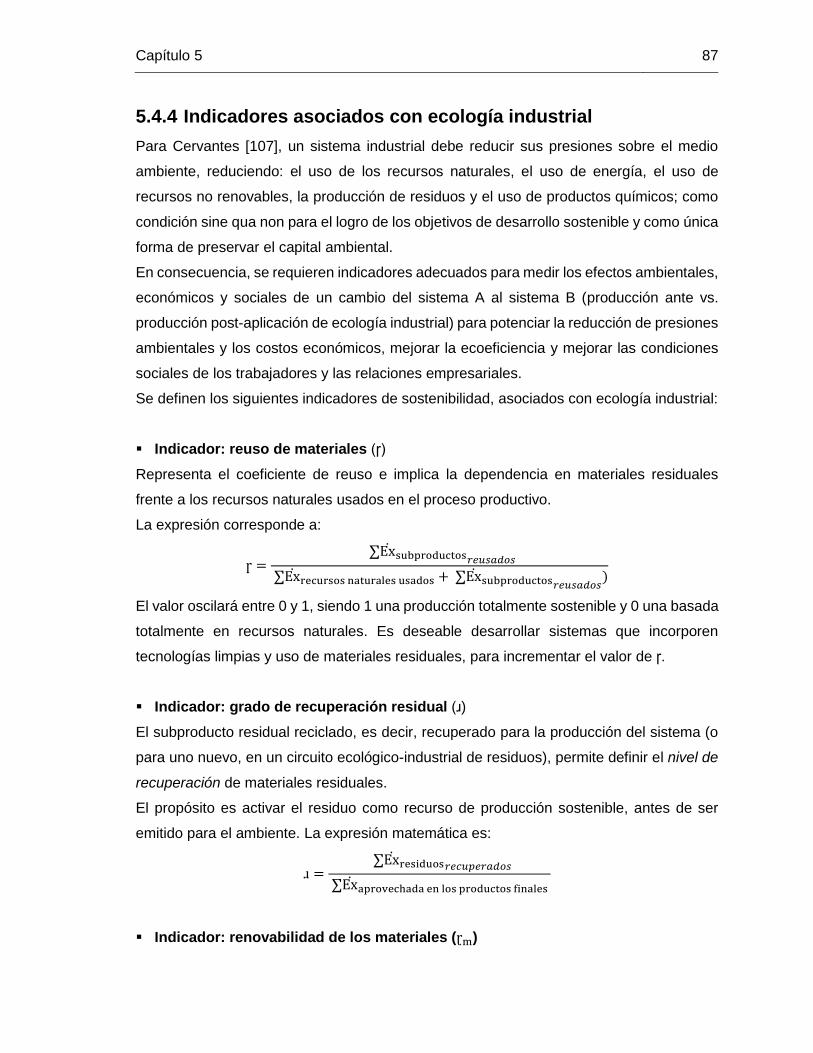
Capítulo 5 87
5.4.4 Indicadores asociados con ecología industrial
Para Cervantes [107], un sistema industrial debe reducir sus presiones sobre el medio
ambiente, reduciendo: el uso de los recursos naturales, el uso de energía, el uso de
recursos no renovables, la producción de residuos y el uso de productos químicos; como
condición sine qua non para el logro de los objetivos de desarrollo sostenible y como única
forma de preservar el capital ambiental.
En consecuencia, se requieren indicadores adecuados para medir los efectos ambientales,
económicos y sociales de un cambio del sistema A al sistema B (producción ante vs.
producción post-aplicación de ecología industrial) para potenciar la reducción de presiones
ambientales y los costos económicos, mejorar la ecoeficiencia y mejorar las condiciones
sociales de los trabajadores y las relaciones empresariales.
Se definen los siguientes indicadores de sostenibilidad, asociados con ecología industrial:
Indicador: reuso de materiales (ɼ)
Representa el coeficiente de reuso e implica la dependencia en materiales residuales
frente a los recursos naturales usados en el proceso productivo.
La expresión corresponde a:
ɼ = ∑Exsubproductos𝑟𝑒𝑢𝑠𝑎𝑑𝑜𝑠
∑Exrecursos naturales usados + ∑Exsubproductos𝑟𝑒𝑢𝑠𝑎𝑑𝑜𝑠)
El valor oscilará entre 0 y 1, siendo 1 una producción totalmente sostenible y 0 una basada
totalmente en recursos naturales. Es deseable desarrollar sistemas que incorporen
tecnologías limpias y uso de materiales residuales, para incrementar el valor de ɼ.
Indicador: grado de recuperación residual (ɹ)
El subproducto residual reciclado, es decir, recuperado para la producción del sistema (o
para uno nuevo, en un circuito ecológico-industrial de residuos), permite definir el nivel de
recuperación de materiales residuales.
El propósito es activar el residuo como recurso de producción sostenible, antes de ser
emitido para el ambiente. La expresión matemática es:
ɹ = ∑Exresiduos𝑟𝑒𝑐𝑢𝑝𝑒𝑟𝑎𝑑𝑜𝑠
∑Exaprovechada en los productos finales
Indicador: renovabilidad de los materiales (ɽm)

88 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
Es un medidor de renovación basado en consumo de materiales naturales y en la tasa de
producción de estos materiales en el ecosistema. Si se utilizan recursos renovables o
potencialmente renovables como la biomasa residual, la tasa de producción en el
ecosistema iguala o compensa la tasa de consumo, el valor de ɽm = 1. Para recursos no
renovables tales como fósiles, su tasa de producción es despreciable, y ɽm tiende a cero.
La expresión corresponde a:
ɽm = ∑Exaprovechada en los productos finales
∑Exrecursos naturales renovables
Indicador: renovabilidad del proceso (ɽp)
Es una modificación de la renovabilidad de materiales, porque engloba todas las
corrientes exergéticas y anergéticas del proceso.
ɽp = ∑Exaprovechada
∑Exfosil + ∑Exdestruida + ∑Exdesactivación + ∑Ex emisiones)
5.4.5 Indicadores de desarrollo sostenible
De acuerdo con Dewulf [44], los indicadores de desarrollo sostenible, deben registrar la
exergía que fluye entre la sociedad y el medio ambiente, sin considerar a la circulación
monetaria como un flujo de exergía. Cuando existe flujo de exergía de la sociedad y de su
entorno al proceso (Ex, in), existirá un contenido exergético útil (deseado) de salida (Exout) y
un contenido exergético de salidas no utilizadas (Exwaste) y la destrucción de exergía (Exλ).
Aunque de menor incidencia, debe considerarse el costo de remediación (extracción de
recursos para el proceso industrial Ex), el sector de la conversión CO, el sector industrial
IN, el sector del transporte TR, el sector comercial/institucional TE, el sector doméstico DO,
el sector agrícola AG y el flujo monetario M2.
El costo de la sostenibilidad se puede calcular con un cuantificador obtenido a base de
exergía: cuanto mayor sea el costo ecológico, habrá mayor agotamiento de los recursos
de entrada económica y mayores impactos ambientales de salida.
El planteamiento y desarrollo de esta tesis doctoral, concebida desde la pirámide del valor
agregado en exergoeconomía y ecoeficiencia, descrita en la Figura 5-2, requiere del
planteamiento e incorporación de los coeficientes ad hoc: α, β, γ; los cuales se desagregan
Capítulo 5 89
para cada proceso particular, en función de las condiciones propias de la productividad
humana: carga de trabajo promedio, número de trabajadores en la operación, salario
promedio, estímulos por metas (tipo: cero averías, cero vertimientos, cero reproceso).
Los coeficientes α y β describen el proceso y la relación con diferentes parámetros,
mientras que el coeficiente γ, proyecta la contribución o equivalente de la exergía al capital.
EH = α ∗ EX,in (5.20)
EF = β ∗ EH (5.21)
γ = α ∗ β ∗ EX,in
M2 (5.22)
EM = γ ∗ IM (5.23)
Descripción de variables:
EX,in es el flujo de exergía de la sociedad; EH = costo exergético del capital humano.
EF = costo exergético de flujos financieros. Indexa los coeficientes agregados α y β.
EM = costo económico de remediación o proporción del consumo de exergía ambiental.
IM = tasa monetaria de la inversión en medidas de remediación
M2 = tasa circulación monetaria (macroeconómicos), en el flujo del propio proceso es 1.
EX,in = costos invertidos en tratamiento de efluentes y emisiones gaseosas (determinadas
por previo análisis iso-cinético de gases de chimenea).
Los costos del uso de recursos naturales, se estiman mediante valoración hedónica.
El costo total, desde la perspectiva de indicadores de desarrollo sostenible, corresponde a
la sumatoria de Ecuaciones (5.20) a (5.23); es decir, de EH, EC, y EM, que equivalen al
consumo acumulado de exergía; entrada total de exergía en el proceso de formación del
producto, incluyendo sus recursos (materiales).
Productividad Multifactorial Integrada (PMFI)
La propuesta generada en esta tesis, se centra en agregar factores a la metodología de
cálculo de la productividad, como simple relación de output/input, o factorial o global o
agregada, aunque no ha lugar con éste tipo, por tratarse de un indicador macroeconómico.
La incorporación de los índices de exergoeconomía y ecoeficiencia aquí desarrollados (por
ser unitarios), a la productividad multifactorial integrada PMFI, permite redefinir los costos
(recursos) para cuantificar la productividad real, al integrarse esos costos exergéticos
(termodinámicos) ocultos en uno solo, indexado al cálculo general con los demás factores
Fi de la estructura de costos.
90 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
En consecuencia, la expresión propuesta es:
PMFI = ∑ INGRESOS O BENEFICIOS DE LA PRODUCCIÓN
∑ Factor 1M.O + ∑ Factor 2M.P + ∑ Factor 3inversión + ∑ Factor 4exergo_ + ∑ Factor 5ecoef_
De esta forma, para realizar cualquier análisis de incremento de productividad por un
factor, no será necesario desagregarlo, generando así un análisis integrado, de mayor valía
para la toma de decisiones en el mejoramiento del proceso.
Para ello, se despejará el respectivo factor y se aplicará el incremento deseado ḯ (escenario
optimista) o el decremento (para un hipotético escenario pesimista).
La expresión para el Factor Fi, será:
Fi = ∑ INGRESOS O BENEFICIOS DE LA PRODUCCIÓN
PMFI (1 + ḯ)− ∑ Fj
n
j=1
, Ɐi≠j
El análisis porcentual de impacto, del factor se hará mediante la tasa de variación, actual
y post afectación incremental ḯ, según el escenario:
𝛥Fi = ( 𝐹𝑖𝑖𝑛𝑐𝑟𝑒𝑚𝑒𝑛𝑡𝑎𝑑𝑜
− 𝐹𝑖𝑎𝑐𝑡𝑢𝑎𝑙
𝐹𝑖𝑎𝑐𝑡𝑢𝑎𝑙
) ∗ 100
Cuando se proyecte el escenario optimista de un hipotético crecimiento ḯ, de la
productividad, el valor de 𝛥Fi será negativo; lo cual implicará en nivel de reducción, que
sobre ése factor, se debe hacer o ajustar en el sistema productivo
Caso 1A: Avícola El Dorado
Microlocalización: Ciudadela Parque Industrial del municipio de Duitama, Departamento de
Boyacá (Colombia), 200 km al nororiente de Bogotá.
Actividad agroindustrial: beneficio de aves (sacrificio y procesado) carne de pollo en canal,
cuyas etapas son: escaldado, desplumado, evisceración, lavado, enfriamiento chiller,
desprese, empaque, refrigeración y congelación en cámaras, transporte refrigerado propio.
Capacidad instalada: 100 pollos por minuto y promedio estimado de 120.000 por día.
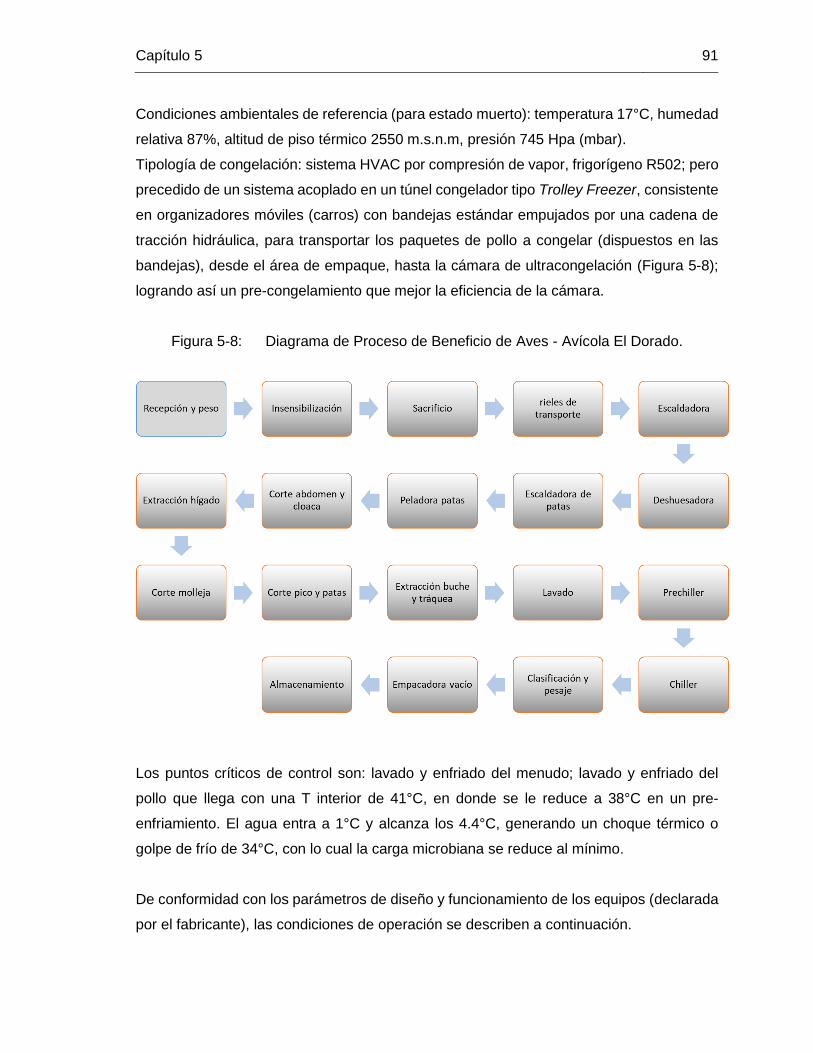
Capítulo 5 91
Condiciones ambientales de referencia (para estado muerto): temperatura 17°C, humedad
relativa 87%, altitud de piso térmico 2550 m.s.n.m, presión 745 Hpa (mbar).
Tipología de congelación: sistema HVAC por compresión de vapor, frigorígeno R502; pero
precedido de un sistema acoplado en un túnel congelador tipo Trolley Freezer, consistente
en organizadores móviles (carros) con bandejas estándar empujados por una cadena de
tracción hidráulica, para transportar los paquetes de pollo a congelar (dispuestos en las
bandejas), desde el área de empaque, hasta la cámara de ultracongelación (Figura 5-8);
logrando así un pre-congelamiento que mejor la eficiencia de la cámara.
Figura 5-8: Diagrama de Proceso de Beneficio de Aves - Avícola El Dorado.
Los puntos críticos de control son: lavado y enfriado del menudo; lavado y enfriado del
pollo que llega con una T interior de 41°C, en donde se le reduce a 38°C en un pre-
enfriamiento. El agua entra a 1°C y alcanza los 4.4°C, generando un choque térmico o
golpe de frío de 34°C, con lo cual la carga microbiana se reduce al mínimo.
De conformidad con los parámetros de diseño y funcionamiento de los equipos (declarada
por el fabricante), las condiciones de operación se describen a continuación.
92 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
- Pre cámara Trolley, en donde la carga es móvil o no estacionaria, en carritos de
congelación, a T= -5°C, durante 108 minutos.
- Freezer, a T= -17°C, durante 54 min.
- Ultra congelación, en una cámara 180 m3 de capacidad en la cual se da el golpe de frío,
a una T= -35°C, durante 40 minutos. Entra empacado y en cajas plásticas. De allí saldrá
para ser almacenado en el furgón a -18°C.
La temperatura debe estabilizarse entre -2°C a -4°C, en los músculos profundos de la
canal, en un tiempo de 48 horas. La refrigeración ocurre a una temperatura de 0°C y la
carne congelada se almacena entre -12°C y -18°C, siendo cargada al vehículo para
refrigeración con un máximo de 4°C y para productos congelados a -15°C o menos.
La normatividad colombiana, plasmada en la Resolución No. 4278 de 2007 (Ministerio de
Salud), exige que la congelación sea -18°C y en pasillos -1°C. In situ, se evidenció una
permanente oscilación, causada por la alta transferencia de calor a causa de la apertura y
cierre frecuente de puertas, dado que no se detectaron fugas en empaques y burletes.
Para efectos de los cálculos termodinámicos, se asumirá una congelación a -20°C.
Además de realizar un control con sensores tipo sonda electrónica, se aplicó el mecanismo
de verificación manual para análisis de detección de fugas, mediante presurización súbita
y rastreo con detergente, para buscar burbujas. El resultado fue negativo.
La termografía realizada in situ, en las tres cámaras de Avícola El Dorado (Tabla 5-2),
señala que la tendencia termográfica (promedios), fueron: Temperatura Trolley = -1.7°C,
Temperatura freezer = -15.3°C, Temperatura de la cámara de ultra congelación = -33°C
El fluido refrigerante usado es el R502, una mezcla de 48,8% de R22 y 51,2% de R115,
apropiado para el rango, donde la temperatura de congelación opere entre -60°C y -10°C.
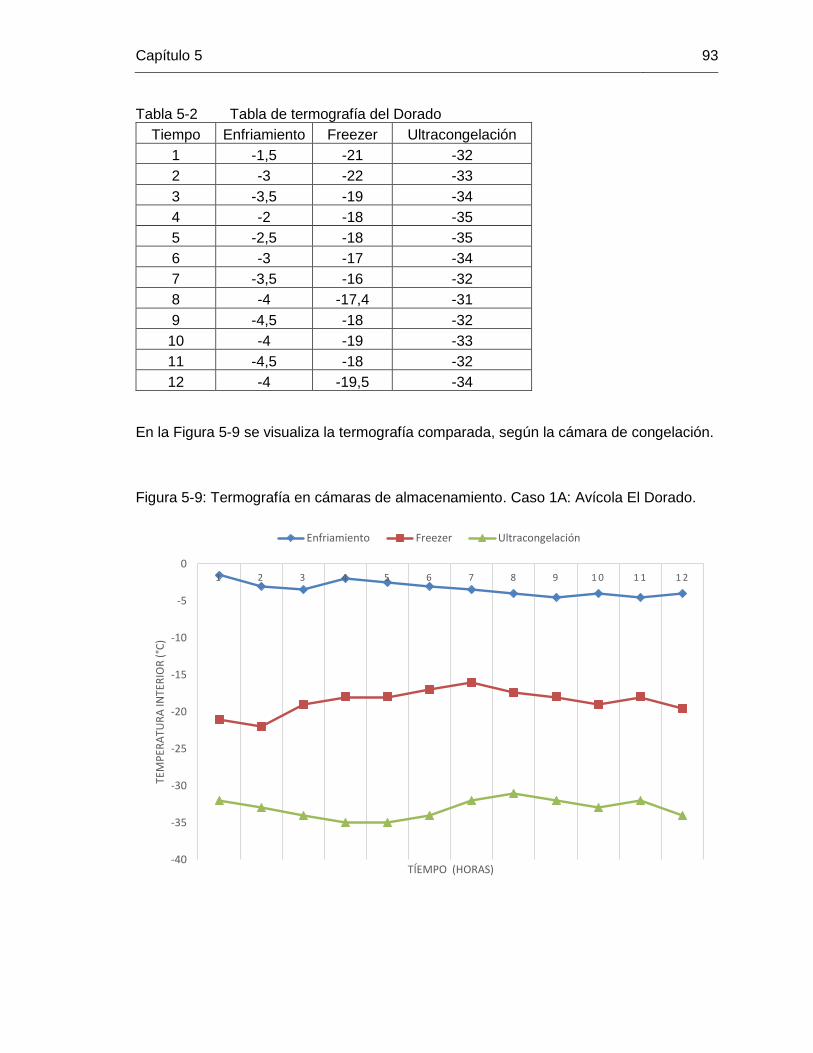
Capítulo 5 93
Tabla 5-2 Tabla de termografía del Dorado
Tiempo Enfriamiento Freezer Ultracongelación
1 -1,5 -21 -32
2 -3 -22 -33
3 -3,5 -19 -34
4 -2 -18 -35
5 -2,5 -18 -35
6 -3 -17 -34
7 -3,5 -16 -32
8 -4 -17,4 -31
9 -4,5 -18 -32
10 -4 -19 -33
11 -4,5 -18 -32
12 -4 -19,5 -34
En la Figura 5-9 se visualiza la termografía comparada, según la cámara de congelación.
Figura 5-9: Termografía en cámaras de almacenamiento. Caso 1A: Avícola El Dorado.
-40
-35
-30
-25
-20
-15
-10
-5
01 2 3 4 5 6 7 8 9 1 0 1 1 1 2
TEM
PER
ATU
RA
INTE
RIO
R (
°C)
TÍEMPO (HORAS)
Enfriamiento Freezer Ultracongelación
94 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
En Duitama, la temperatura ambiental o de bulbo seco es T0 = 17°C, relativamente baja,
porque exergéticamente es más fácil condensar el fluido y expulsar el calor a sus
alrededores, mediante el dispositivo de ventilación acoplado.
Con la información de T bulbo seco = 17°C, la temperatura que debe alcanzar la cámara
de ultracongelación = -20°C y la humedad del 95%, se determinan las temperaturas para
la operación del congelador, es decir, de condensación y de evaporación.
∆Tcondensación = Tcondensación − Tbulbo seco
∆Tevaporación = Tcámara − Tevaporación
Según [108], ∆Tcondensación = 13°C , ∆Tevaporación = −4°C
Tcondensación = 30°C; Tevaporación = −24°C
Las presiones de vapor para cada temperatura se obtienen de la tabla de saturación del
refrigerante R502 y corresponden a 23 psig y 192,7 psig.
La relación de compresión rc se mide en presión absoluta
rc =𝑃𝑐𝑜𝑛𝑑𝑒𝑛𝑠𝑎𝑐𝑖ó𝑛
𝑃𝑒𝑣𝑎𝑝𝑜𝑟𝑎𝑐𝑖ó𝑛=
(192,7+14,7)psia
(23+14,7) psia = 5.5
Dado que la relación de compresión es menor que 10, se requiere un solo compresor [108].
Los valores de entalpía en función de temperatura de bulbo seco y humedad, se extraen
del Diagrama de Mollier (entalpía – temperatura), para el refrigerante R502 [110].
La cantidad de recursos, productos, residuos, irreversibilidades, eficiencias exergéticas,
costos de operación exergética y costos de operación exergoeconómica, para cada uno
de equipos y corrientes (flujos) del sistema de refrigeración determinados en la estructura
productiva, se calculan con base en la Tabla 5-3 y en las Ecuaciones (5.11) y (5.12).
La eficiencia exergética de cada equipo del ciclo se obtuvo aplicando las ecuaciones de
balance (2-32 a 2-39) y la segunda ley de la termodinámica (Tabla 5-3).
Q extraido = 2,.5 Kw, es el parámetro básico para el diseño, es la potencia térmica a extraer
de los alimentos, para su congelación.
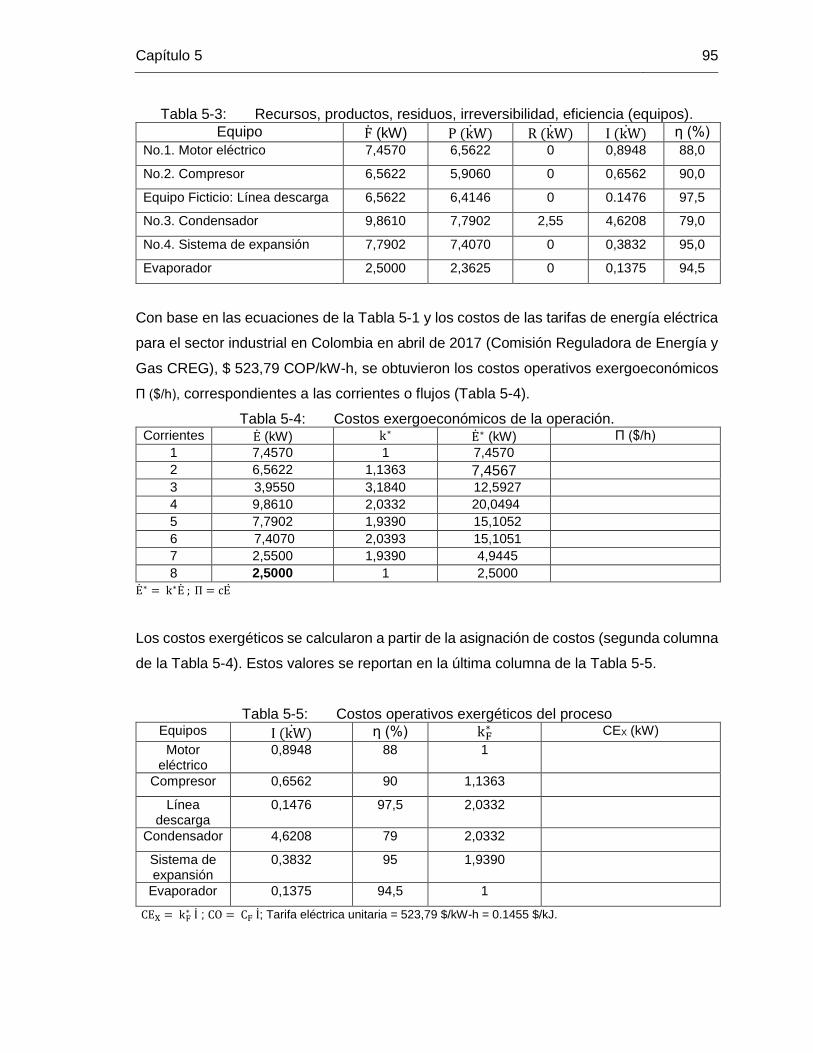
Capítulo 5 95
Tabla 5-3: Recursos, productos, residuos, irreversibilidad, eficiencia (equipos).
Equipo F (kW) P (kW) R (kW) I (kW) η (%)
No.1. Motor eléctrico 7,4570 6,5622 0 0,8948 88,0
No.2. Compresor 6,5622 5,9060 0 0,6562 90,0
Equipo Ficticio: Línea descarga 6,5622 6,4146 0 0.1476 97,5
No.3. Condensador 9,8610 7,7902 2,55 4,6208 79,0
No.4. Sistema de expansión 7,7902 7,4070 0 0,3832 95,0
Evaporador 2,5000 2,3625 0 0,1375 94,5
Con base en las ecuaciones de la Tabla 5-1 y los costos de las tarifas de energía eléctrica
para el sector industrial en Colombia en abril de 2017 (Comisión Reguladora de Energía y
Gas CREG), $ 523,79 COP/kW-h, se obtuvieron los costos operativos exergoeconómicos
Π ($/h), correspondientes a las corrientes o flujos (Tabla 5-4).
Tabla 5-4: Costos exergoeconómicos de la operación. Corrientes E (kW) k∗ E∗ (kW) Π ($/h)
1 7,4570 1 7,4570
2 6,5622 1,1363 7,4567
3 3,9550 3,1840 12,5927
4 9,8610 2,0332 20,0494
5 7,7902 1,9390 15,1052
6 7,4070 2,0393 15,1051
7 2,5500 1,9390 4,9445
8 2,5000 1 2,5000
E∗ = k∗E ; Π = cE
Los costos exergéticos se calcularon a partir de la asignación de costos (segunda columna
de la Tabla 5-4). Estos valores se reportan en la última columna de la Tabla 5-5.
Tabla 5-5: Costos operativos exergéticos del proceso Equipos I (kW) η (%) kF
∗ CEX (kW)
Motor eléctrico
0,8948 88 1
Compresor 0,6562 90 1,1363
Línea descarga
0,1476 97,5 2,0332
Condensador 4,6208 79 2,0332
Sistema de expansión
0,3832 95 1,9390
Evaporador 0,1375 94,5 1
CEX = kF∗ I ; CO = CF I; Tarifa eléctrica unitaria = 523,79 $/kW-h = 0.1455 $/kJ.
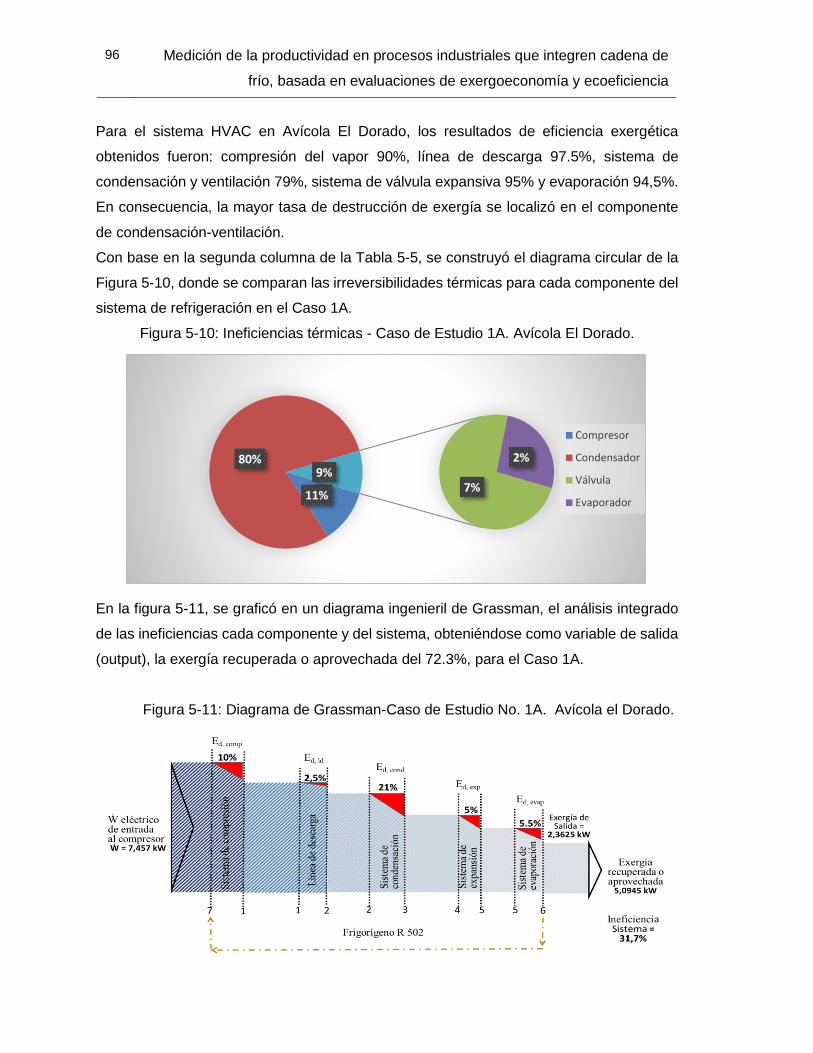
96 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
Para el sistema HVAC en Avícola El Dorado, los resultados de eficiencia exergética
obtenidos fueron: compresión del vapor 90%, línea de descarga 97.5%, sistema de
condensación y ventilación 79%, sistema de válvula expansiva 95% y evaporación 94,5%.
En consecuencia, la mayor tasa de destrucción de exergía se localizó en el componente
de condensación-ventilación.
Con base en la segunda columna de la Tabla 5-5, se construyó el diagrama circular de la
Figura 5-10, donde se comparan las irreversibilidades térmicas para cada componente del
sistema de refrigeración en el Caso 1A.
Figura 5-10: Ineficiencias térmicas - Caso de Estudio 1A. Avícola El Dorado.
En la figura 5-11, se graficó en un diagrama ingenieril de Grassman, el análisis integrado
de las ineficiencias cada componente y del sistema, obteniéndose como variable de salida
(output), la exergía recuperada o aprovechada del 72.3%, para el Caso 1A.
Figura 5-11: Diagrama de Grassman-Caso de Estudio No. 1A. Avícola el Dorado.
11%
80%
7%
2%9%
Compresor
Condensador
Válvula
Evaporador
Capítulo 5 97
Caso 1B: Rastro Municipal de León, Gto (TIF 333)
Microlocalización: Zona Industrial, municipio de León, Estado de Guanajuato; Km 6.5
carretera León-San Francisco.
Condiciones ambientales de referencia (estado muerto): temperatura 27°C, humedad
relativa 27%, altitud 1815 m.s.n.m, 810 Hpa.
Actividad agroindustrial: beneficio de ganado (sacrificio y procesado), de carne en canal.
Producción: estimada para ganado bovino (200 reses-día) y porcino (400 cerdos-día).
Tipología de congelación: producción de frío por compresión de vapor, con R404A.
En la observación participante, se evidenció el proceso de beneficio del ave: sacrificio,
desplumado, pre-enfriamiento con chiller, eviscerado, lavado y marinado; luego se realiza
el proceso de tratamiento térmico que incorpora la cadena de frío, durante 202 minutos.
En promedio global, el tiempo de residencia de un pollo en la planta es del orden de 15
horas, desde que ingresa vivo al corral, hasta que está congelado y listo para el despacho.
El proceso agroindustrial en la planta de sacrificio en el rastro, consiste en insensibilización
del semoviente, izado, sangría, flagelado, lavado en chiller, procesamiento de la canal
(eviscerado, desuello, despostado), clasificación, empaque y conservación térmica. La
Figura 5-12, muestra en diagrama de bloques, el proceso de beneficio de ganado bovino,
el cual es similar (pero con mayor detalle e inspección) al de las reses porcinas.
El enfriamiento inicial del animal en rigor mortis, se lleva a cabo en un enfriador líquido con
tornillo sin fin Screw Liquid Chiller, que opera en el rango 6-8 °C.
La capacidad instalada en el Rastro para la conservación consta de cuatro cámaras de
transición de 130 m3 para riego interno, la carga ingresa con T= 25°C, allí se les chocan
térmicamente con riego de agua por aspersión (6 - 9°C), para alcanzar un promedio de
15°C. El aislante está recubierto de aluminio.
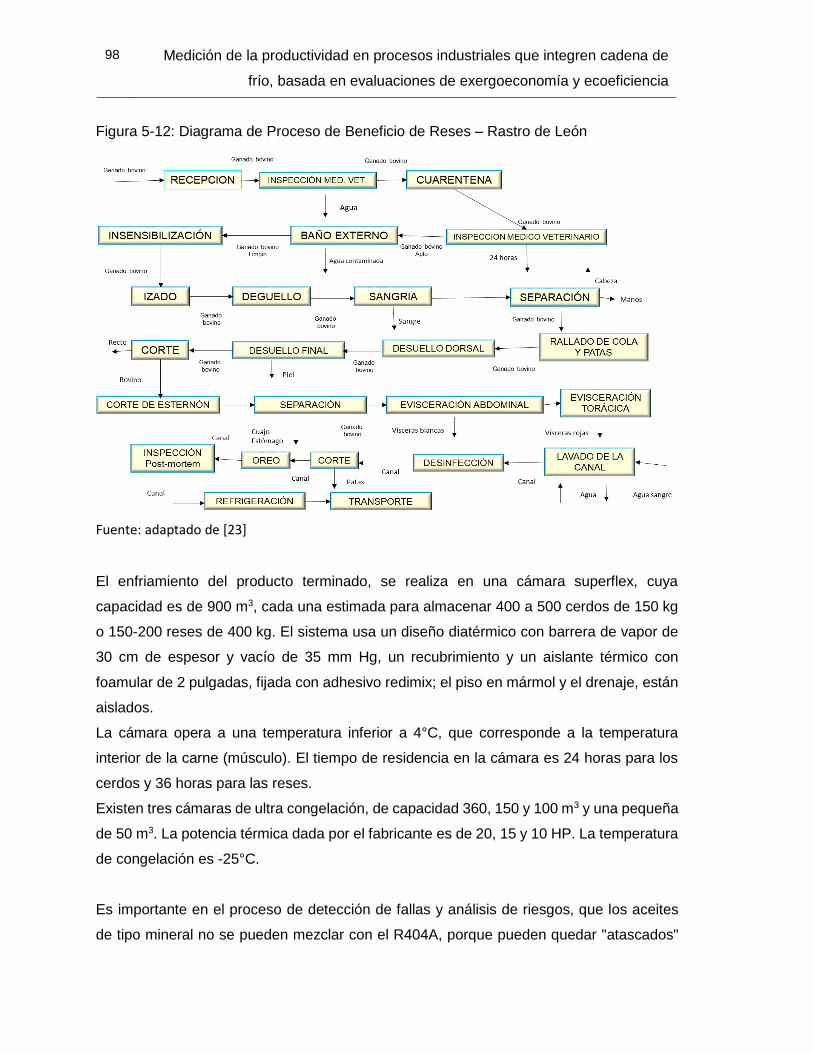
98 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
Figura 5-12: Diagrama de Proceso de Beneficio de Reses – Rastro de León
Fuente: adaptado de [23]
El enfriamiento del producto terminado, se realiza en una cámara superflex, cuya
capacidad es de 900 m3, cada una estimada para almacenar 400 a 500 cerdos de 150 kg
o 150-200 reses de 400 kg. El sistema usa un diseño diatérmico con barrera de vapor de
30 cm de espesor y vacío de 35 mm Hg, un recubrimiento y un aislante térmico con
foamular de 2 pulgadas, fijada con adhesivo redimix; el piso en mármol y el drenaje, están
aislados.
La cámara opera a una temperatura inferior a 4°C, que corresponde a la temperatura
interior de la carne (músculo). El tiempo de residencia en la cámara es 24 horas para los
cerdos y 36 horas para las reses.
Existen tres cámaras de ultra congelación, de capacidad 360, 150 y 100 m3 y una pequeña
de 50 m3. La potencia térmica dada por el fabricante es de 20, 15 y 10 HP. La temperatura
de congelación es -25°C.
Es importante en el proceso de detección de fallas y análisis de riesgos, que los aceites
de tipo mineral no se pueden mezclar con el R404A, porque pueden quedar "atascados"
Capítulo 5 99
en las partes frías del circuito frigorífico, dejando al compresor sin aceite y provocando una
avería en dicho elemento y el sistema, de grandes consecuencias financieras.
El fluido frigorígeno usado para la compresión es R404 A, el cual es una mezcla ternaria
compuesta por Pentafluoretano R-125 (44%), Tetrafluuoretano R-143A (4%) y
Trifluoretano R-134A (52%). Las características termodinámicas del frigorígeno son
apropiadas para el rango de operación, dado que le permiten operar entre temperaturas
entre -45°C y +10°C. Este rango térmico mejora el del R502. EL aceite lubricante
homologado para el R404A es de tipo poliéster POE. Los datos termodinámicos de
saturación, entalpía, entropía, humedad y volumen específico, fueron extraídos de las
tablas de referencia de Parker Hannifin y [110].
La termografía realizada en las tres cámaras del Rastro Municipal de León Gto, se describe
en la Tabla 5-6.
Se observa que arrojó como promedio de: T cámara superflex = - 4°C, T cámara
congelación = -16°C, T ultra congelación = -25°C.
Tabla 5-6 Termografía Rastro de León
Tiempo Superflex Congelación
a 10 HP Ultracongelación
a 20 HP
1 5 -22 -22
2 4,5 -23,5 -22
3 4 -24 -19
4 3,4 -24,3 -18
5 2,9 -25 -18
6 3 -22 -17
7 3,8 -24 -16
8 3,7 -24,2 -17,4
9 4,5 -23,9 -18
10 4 -24,5 -19
11 3 -25 -18
12 3,5 -24 -19,5
En la figura 5-13 se realiza un gráfico comparativo que ilustra éste comportamiento térmico.
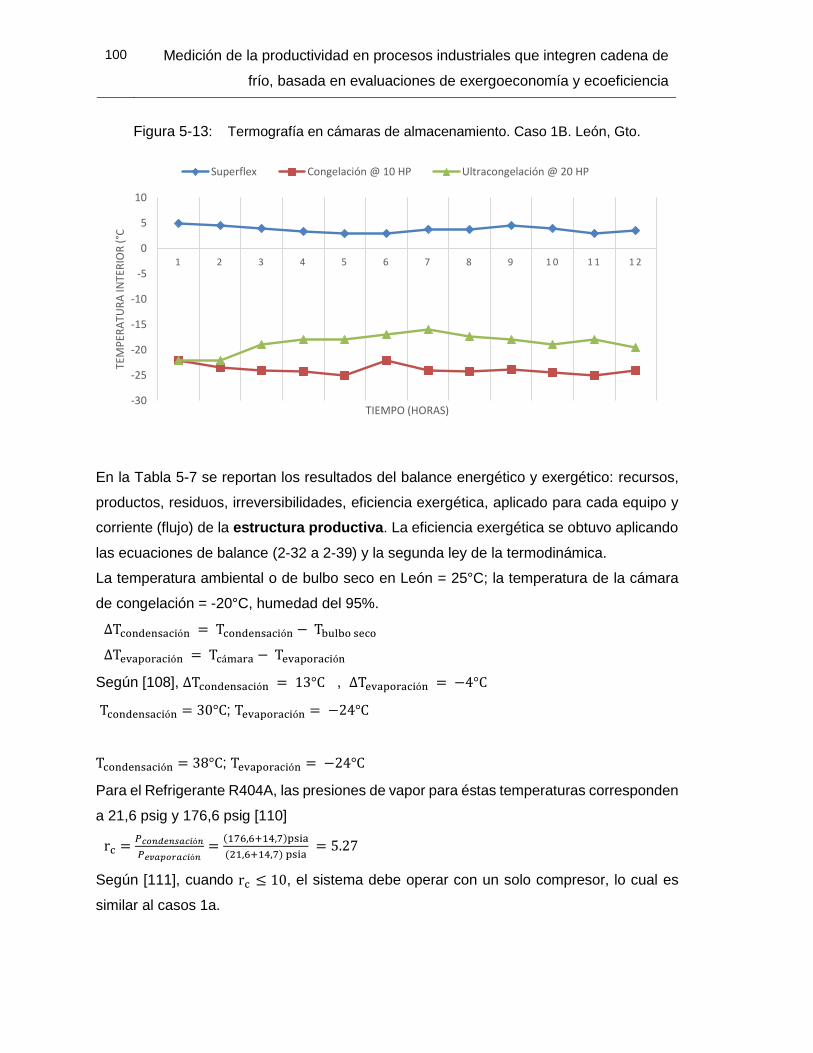
100 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
Figura 5-13: Termografía en cámaras de almacenamiento. Caso 1B. León, Gto.
En la Tabla 5-7 se reportan los resultados del balance energético y exergético: recursos,
productos, residuos, irreversibilidades, eficiencia exergética, aplicado para cada equipo y
corriente (flujo) de la estructura productiva. La eficiencia exergética se obtuvo aplicando
las ecuaciones de balance (2-32 a 2-39) y la segunda ley de la termodinámica.
La temperatura ambiental o de bulbo seco en León = 25°C; la temperatura de la cámara
de congelación = -20°C, humedad del 95%.
∆Tcondensación = Tcondensación − Tbulbo seco
∆Tevaporación = Tcámara − Tevaporación
Según [108], ∆Tcondensación = 13°C , ∆Tevaporación = −4°C
Tcondensación = 30°C; Tevaporación = −24°C
Tcondensación = 38°C; Tevaporación = −24°C
Para el Refrigerante R404A, las presiones de vapor para éstas temperaturas corresponden
a 21,6 psig y 176,6 psig [110]
rc =𝑃𝑐𝑜𝑛𝑑𝑒𝑛𝑠𝑎𝑐𝑖ó𝑛
𝑃𝑒𝑣𝑎𝑝𝑜𝑟𝑎𝑐𝑖ó𝑛=
(176,6+14,7)psia
(21,6+14,7) psia = 5.27
Según [111], cuando rc ≤ 10, el sistema debe operar con un solo compresor, lo cual es
similar al casos 1a.
-30
-25
-20
-15
-10
-5
0
5
10
1 2 3 4 5 6 7 8 9 1 0 1 1 1 2
TEM
PER
ATU
RA
INTE
RIO
R (
°C
TIEMPO (HORAS)
Superflex Congelación @ 10 HP Ultracongelación @ 20 HP
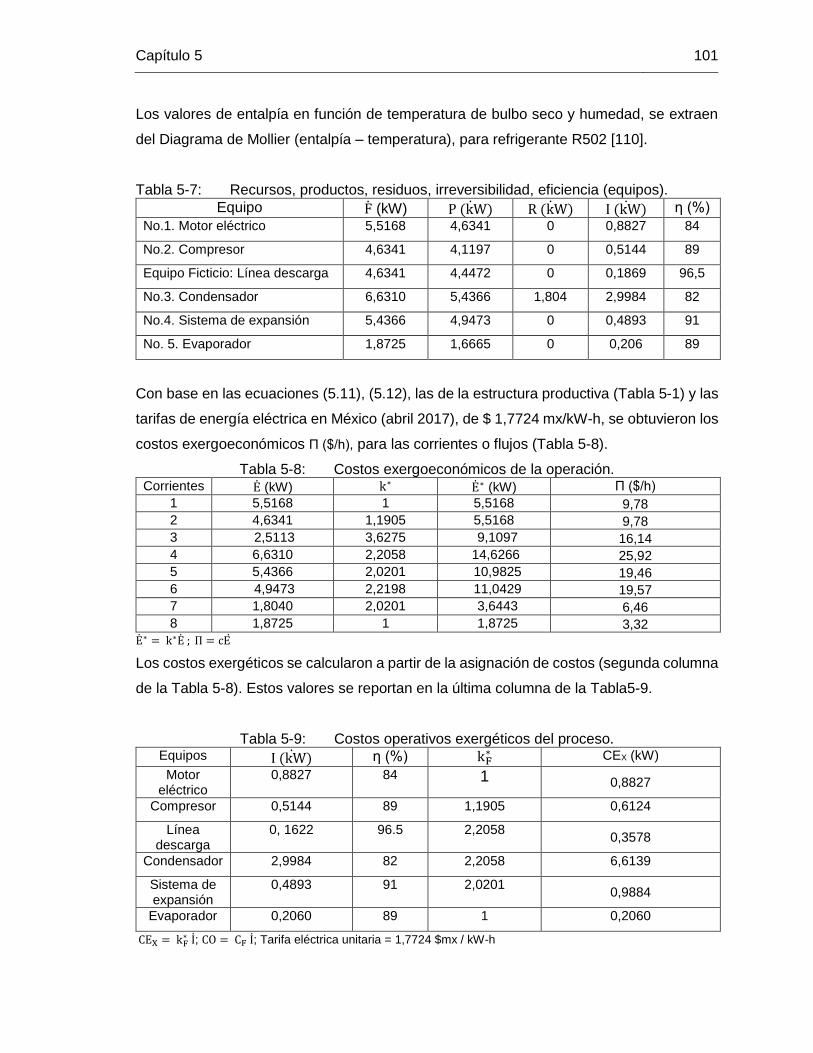
Capítulo 5 101
Los valores de entalpía en función de temperatura de bulbo seco y humedad, se extraen
del Diagrama de Mollier (entalpía – temperatura), para refrigerante R502 [110].
Tabla 5-7: Recursos, productos, residuos, irreversibilidad, eficiencia (equipos).
Equipo F (kW) P (kW) R (kW) I (kW) η (%)
No.1. Motor eléctrico 5,5168 4,6341 0 0,8827 84
No.2. Compresor 4,6341 4,1197 0 0,5144 89
Equipo Ficticio: Línea descarga 4,6341 4,4472 0 0,1869 96,5
No.3. Condensador 6,6310 5,4366 1,804 2,9984 82
No.4. Sistema de expansión 5,4366 4,9473 0 0,4893 91
No. 5. Evaporador 1,8725 1,6665 0 0,206 89
Con base en las ecuaciones (5.11), (5.12), las de la estructura productiva (Tabla 5-1) y las
tarifas de energía eléctrica en México (abril 2017), de $ 1,7724 mx/kW-h, se obtuvieron los
costos exergoeconómicos Π ($/h), para las corrientes o flujos (Tabla 5-8).
Tabla 5-8: Costos exergoeconómicos de la operación. Corrientes E (kW) k∗ E∗ (kW) Π ($/h)
1 5,5168 1 5,5168 9,78
2 4,6341 1,1905 5,5168 9,78
3 2,5113 3,6275 9,1097 16,14
4 6,6310 2,2058 14,6266 25,92
5 5,4366 2,0201 10,9825 19,46
6 4,9473 2,2198 11,0429 19,57
7 1,8040 2,0201 3,6443 6,46
8 1,8725 1 1,8725 3,32
E∗ = k∗E ; Π = cE
Los costos exergéticos se calcularon a partir de la asignación de costos (segunda columna
de la Tabla 5-8). Estos valores se reportan en la última columna de la Tabla5-9.
Tabla 5-9: Costos operativos exergéticos del proceso. Equipos I (kW) η (%) kF
∗ CEX (kW)
Motor eléctrico
0,8827 84 1 0,8827
Compresor 0,5144 89 1,1905 0,6124
Línea descarga
0, 1622 96.5 2,2058 0,3578
Condensador 2,9984 82 2,2058 6,6139
Sistema de expansión
0,4893 91 2,0201 0,9884
Evaporador 0,2060 89 1 0,2060
CEX = kF∗ I; CO = CF I; Tarifa eléctrica unitaria = 1,7724 $mx / kW-h
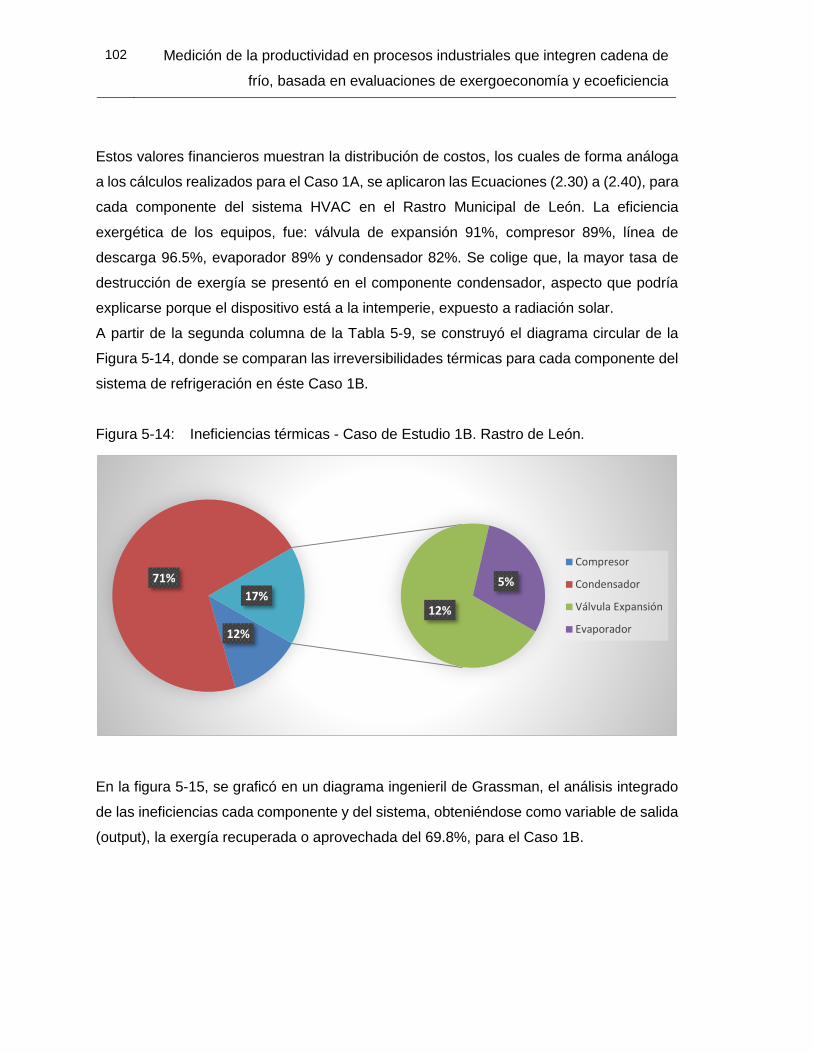
102 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
Estos valores financieros muestran la distribución de costos, los cuales de forma análoga
a los cálculos realizados para el Caso 1A, se aplicaron las Ecuaciones (2.30) a (2.40), para
cada componente del sistema HVAC en el Rastro Municipal de León. La eficiencia
exergética de los equipos, fue: válvula de expansión 91%, compresor 89%, línea de
descarga 96.5%, evaporador 89% y condensador 82%. Se colige que, la mayor tasa de
destrucción de exergía se presentó en el componente condensador, aspecto que podría
explicarse porque el dispositivo está a la intemperie, expuesto a radiación solar.
A partir de la segunda columna de la Tabla 5-9, se construyó el diagrama circular de la
Figura 5-14, donde se comparan las irreversibilidades térmicas para cada componente del
sistema de refrigeración en éste Caso 1B.
Figura 5-14: Ineficiencias térmicas - Caso de Estudio 1B. Rastro de León.
En la figura 5-15, se graficó en un diagrama ingenieril de Grassman, el análisis integrado
de las ineficiencias cada componente y del sistema, obteniéndose como variable de salida
(output), la exergía recuperada o aprovechada del 69.8%, para el Caso 1B.
12%
71%
12%
5%17%
Compresor
Condensador
Válvula Expansión
Evaporador
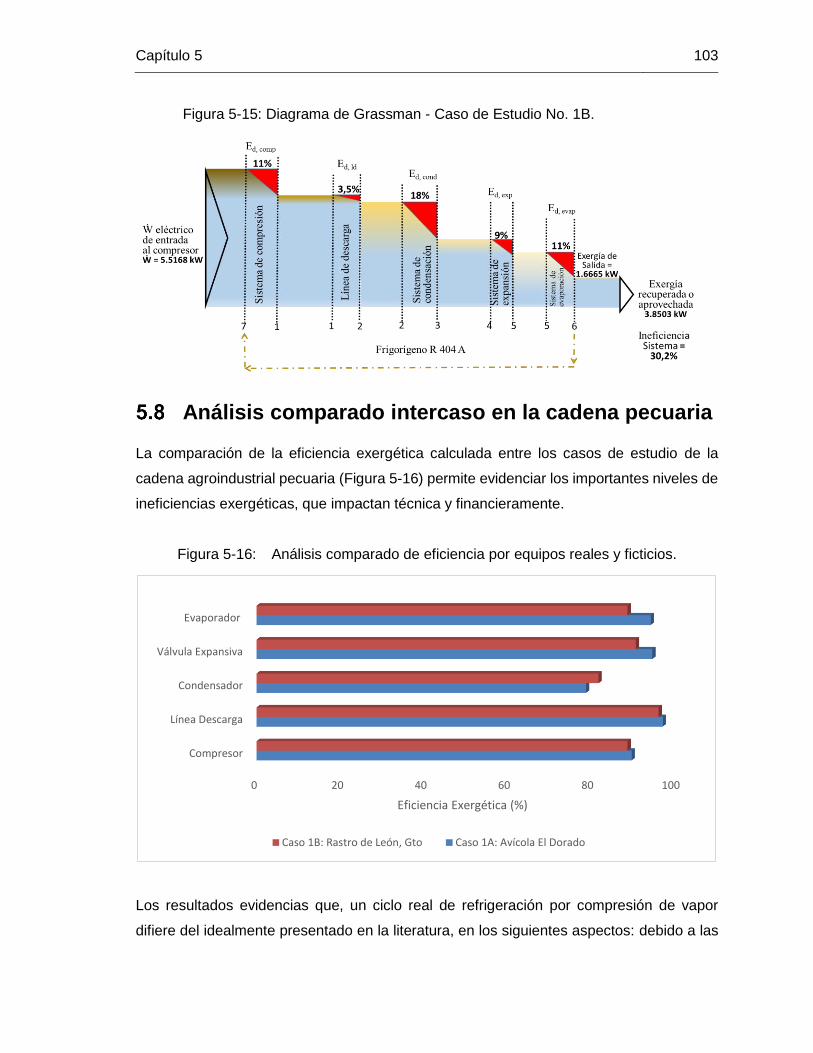
Capítulo 5 103
Figura 5-15: Diagrama de Grassman - Caso de Estudio No. 1B.
Análisis comparado intercaso en la cadena pecuaria
La comparación de la eficiencia exergética calculada entre los casos de estudio de la
cadena agroindustrial pecuaria (Figura 5-16) permite evidenciar los importantes niveles de
ineficiencias exergéticas, que impactan técnica y financieramente.
Figura 5-16: Análisis comparado de eficiencia por equipos reales y ficticios.
Los resultados evidencias que, un ciclo real de refrigeración por compresión de vapor
difiere del idealmente presentado en la literatura, en los siguientes aspectos: debido a las
0 20 40 60 80 100
Compresor
Línea Descarga
Condensador
Válvula Expansiva
Evaporador
Eficiencia Exergética (%)
Caso 1B: Rastro de León, Gto Caso 1A: Avícola El Dorado
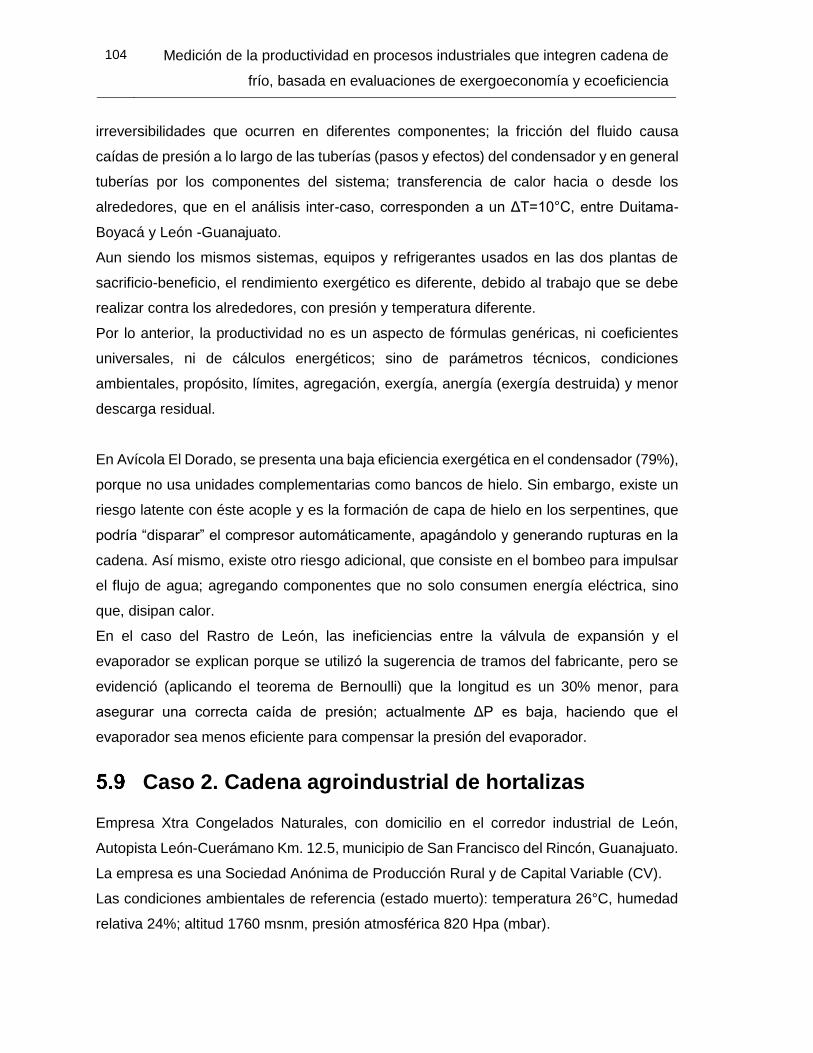
104 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
irreversibilidades que ocurren en diferentes componentes; la fricción del fluido causa
caídas de presión a lo largo de las tuberías (pasos y efectos) del condensador y en general
tuberías por los componentes del sistema; transferencia de calor hacia o desde los
alrededores, que en el análisis inter-caso, corresponden a un ΔT=10°C, entre Duitama-
Boyacá y León -Guanajuato.
Aun siendo los mismos sistemas, equipos y refrigerantes usados en las dos plantas de
sacrificio-beneficio, el rendimiento exergético es diferente, debido al trabajo que se debe
realizar contra los alrededores, con presión y temperatura diferente.
Por lo anterior, la productividad no es un aspecto de fórmulas genéricas, ni coeficientes
universales, ni de cálculos energéticos; sino de parámetros técnicos, condiciones
ambientales, propósito, límites, agregación, exergía, anergía (exergía destruida) y menor
descarga residual.
En Avícola El Dorado, se presenta una baja eficiencia exergética en el condensador (79%),
porque no usa unidades complementarias como bancos de hielo. Sin embargo, existe un
riesgo latente con éste acople y es la formación de capa de hielo en los serpentines, que
podría “disparar” el compresor automáticamente, apagándolo y generando rupturas en la
cadena. Así mismo, existe otro riesgo adicional, que consiste en el bombeo para impulsar
el flujo de agua; agregando componentes que no solo consumen energía eléctrica, sino
que, disipan calor.
En el caso del Rastro de León, las ineficiencias entre la válvula de expansión y el
evaporador se explican porque se utilizó la sugerencia de tramos del fabricante, pero se
evidenció (aplicando el teorema de Bernoulli) que la longitud es un 30% menor, para
asegurar una correcta caída de presión; actualmente ΔP es baja, haciendo que el
evaporador sea menos eficiente para compensar la presión del evaporador.
Caso 2. Cadena agroindustrial de hortalizas
Empresa Xtra Congelados Naturales, con domicilio en el corredor industrial de León,
Autopista León-Cuerámano Km. 12.5, municipio de San Francisco del Rincón, Guanajuato.
La empresa es una Sociedad Anónima de Producción Rural y de Capital Variable (CV).
Las condiciones ambientales de referencia (estado muerto): temperatura 26°C, humedad
relativa 24%; altitud 1760 msnm, presión atmosférica 820 Hpa (mbar).
Capítulo 5 105
Actividad agroindustrial: procesamiento postcosecha de hortalizas y frutas, para su
exportación, como producto congelado.
Capacidad instalada: 250 toneladas métricas de congelados por día, y una producción
promedio real de 230 toneladas diarias; por lo tanto, posee una capacidad ociosa del 8%.
Producción: para exportación, rack pre-congelados (sistema IQF) en presentación de 200-
1300 lb; para clientes corporativos en paquetes refrigerados o pre-congelados desde 2-4
lb hasta 20-40 libras y para consumidores de retailers, en presentación de 10-16 oz.
Además del brócoli, coliflor, lechuga (francesa y romana), zanahoria, calabaza y mezclas
de hortalizas (tipo ensalada), según la demanda el mercado.
Con base en la importante producción agrícola de Guanajuato y la existencia de mercados
extranjeros, especialmente el de Estados Unidos (en donde posee un 25% del mercado).
Tipología de congelación: mediante dos sistemas independientes según el producto.
El sistema de congelación rápida individual (10-12 minutos), denominado Individual Quick
Freezing IQF (por su acrónimo inglés) y el sistema de congelado húmedo de vegetales
troceadas, tipo Wet Pack, también conocido como congelación por bloque (de mayor
aplicación en productos precocidos) y considerada de tipo lenta (6-7 horas), realizada en
una sucesión de equipos operados por una banda continua que atraviesa los congeladores
continuos (belt freezer, plate freezer, blast freezers), en donde la temperatura media del
aire en el interior varía desde -10°C hasta -35°C.
De acuerdo con los niveles de producción, en promedio, Xtra Congelados emplea, solo en
la planta de tratamiento térmico, alrededor de 120 trabajadores, la mayoría mujeres. Los
procesos de empaque usados son manuales y automáticos, según el tamaño y el tipo de
detalle fino del paquete, por lo cual se reporta como automatización híbrida.
Existe laboratorio de análisis fisicoquímico, microbiológico y organoléptico, para garantizar
en todos los procesos y productos: calidad, inocuidad y seguridad alimentaria,
administración de riesgos, buenas prácticas agrícolas y operativas, responsabilidad social.
Posee programas sostenibles enfocados al cuidado del agua, eficiencia energética,
reducción de emisiones, manejo integral de residuos y conservación del ambiente.
Xtra Congelados está certificada como Empresa de Responsabilidad Social (Kosher),
Industria Limpia (Profepa), Agricultura Sostenible, Empresa con Responsabilidad Socio
laboral, GMA de Seguridad Alimentaria (QMI-SAI Global-USA); siendo un importante
exponente de una producción industrial agrícola ecoeficiente.
106 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
Este caso de estudio fue seleccionado, debido a la diferencia sustancial y significativa en
la cadena de frío, dado que la conservación corresponde a otro tipo de tejido celular.
En la observación participante, realizada in situ, se observó y evidenció una notoria
disimilitud en los sistemas de congelación en carga estática y móvil.
En los sistemas de refrigeración y congelación usados en la “producción de frío”, dependen
fundamentalmente de compresión de vapor HVCA, complementados por túnel de
congelación Trolley Freezer.
Solo un sistema de refrigeración IQF permite congelar “paquete por paquete” (no todo el
ambiente), en módulos pequeños de reducido tamaño (trozos, cubos o rebanadas), lo cual
se realiza en túneles de lecho fluidizados en donde existe una superficie de contacto mayor
con el refrigerante, asegurando que la congelación sea uniforme, no haya pérdidas de peso
por deshidratación, siendo de mayor eficiencia térmica que en el ciclo de refrigeración
HVCA, a pesar que compartan con éste, los componentes evaporador y condensador.
Cabe precisar que, el frigorígeno en IQF es el refrigerante R717 a base de amoníaco, le
aporta al criterio sostenible de menor impacto ambiental.
En consecuencia, en una cadena de frío para productos vegetales, hortalizas o frutas, el
diseño y manejo térmico del proceso de congelación es absolutamente disímil, porque
depende de la reología del vegetal, aun siendo el mismo producto de hojas apretadas o
no, de la velocidad de congelación (aire), de las capacidades caloríficas de la molécula (a
presión constante) y su calor latente de fusión, las temperaturas del equipo y del ambiente
a refrigera.
En la observación in-situ se evidenció el proceso de respiración y senescencia, para no
alterar las características físico-químicas y sensoriales del producto, es decir su inocuidad.
En la Tabla 5-10 se describe comparativamente la composición de la hortaliza procesada
en la planta Xtra Congelados, sobre la base de 100g, con los cuales se determinarán los
coeficientes conductivo y convectivo en la termotransferencia del sistema IQF.
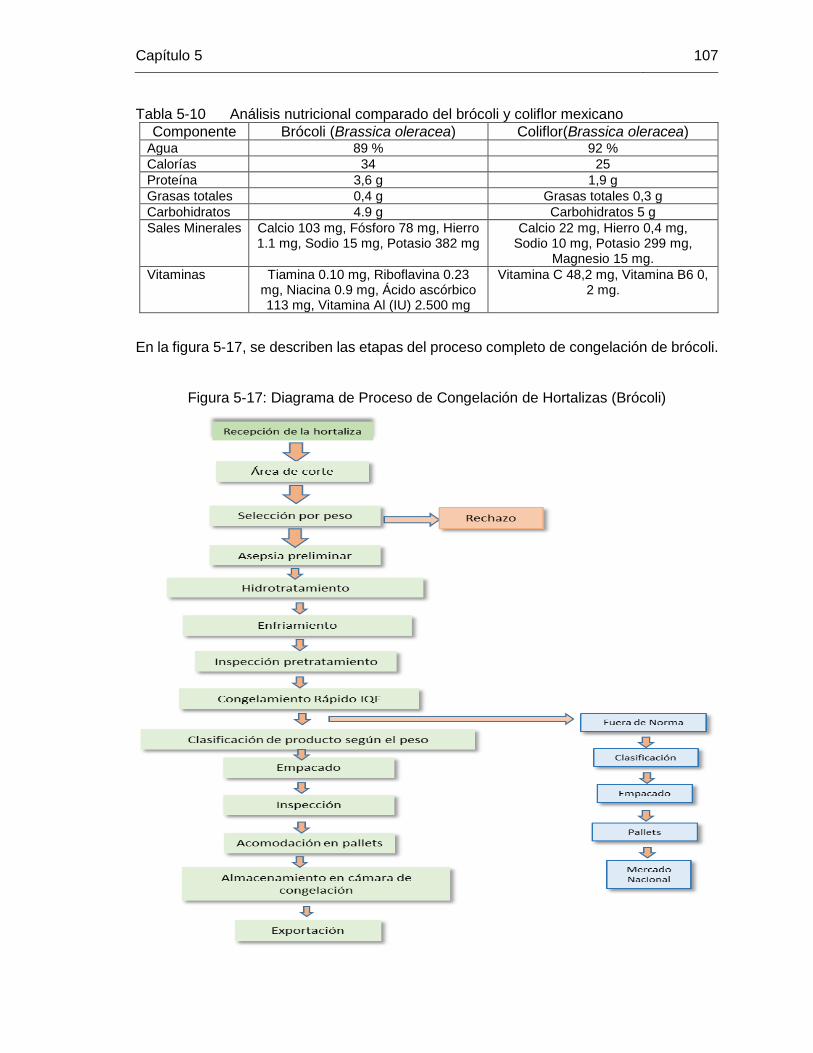
Capítulo 5 107
Tabla 5-10 Análisis nutricional comparado del brócoli y coliflor mexicano
Componente Brócoli (Brassica oleracea) Coliflor(Brassica oleracea) Agua 89 % 92 %
Calorías 34 25
Proteína 3,6 g 1,9 g
Grasas totales 0,4 g Grasas totales 0,3 g
Carbohidratos 4.9 g Carbohidratos 5 g
Sales Minerales Calcio 103 mg, Fósforo 78 mg, Hierro 1.1 mg, Sodio 15 mg, Potasio 382 mg
Calcio 22 mg, Hierro 0,4 mg, Sodio 10 mg, Potasio 299 mg,
Magnesio 15 mg.
Vitaminas Tiamina 0.10 mg, Riboflavina 0.23 mg, Niacina 0.9 mg, Ácido ascórbico 113 mg, Vitamina Al (IU) 2.500 mg
Vitamina C 48,2 mg, Vitamina B6 0, 2 mg.
En la figura 5-17, se describen las etapas del proceso completo de congelación de brócoli.
Figura 5-17: Diagrama de Proceso de Congelación de Hortalizas (Brócoli)
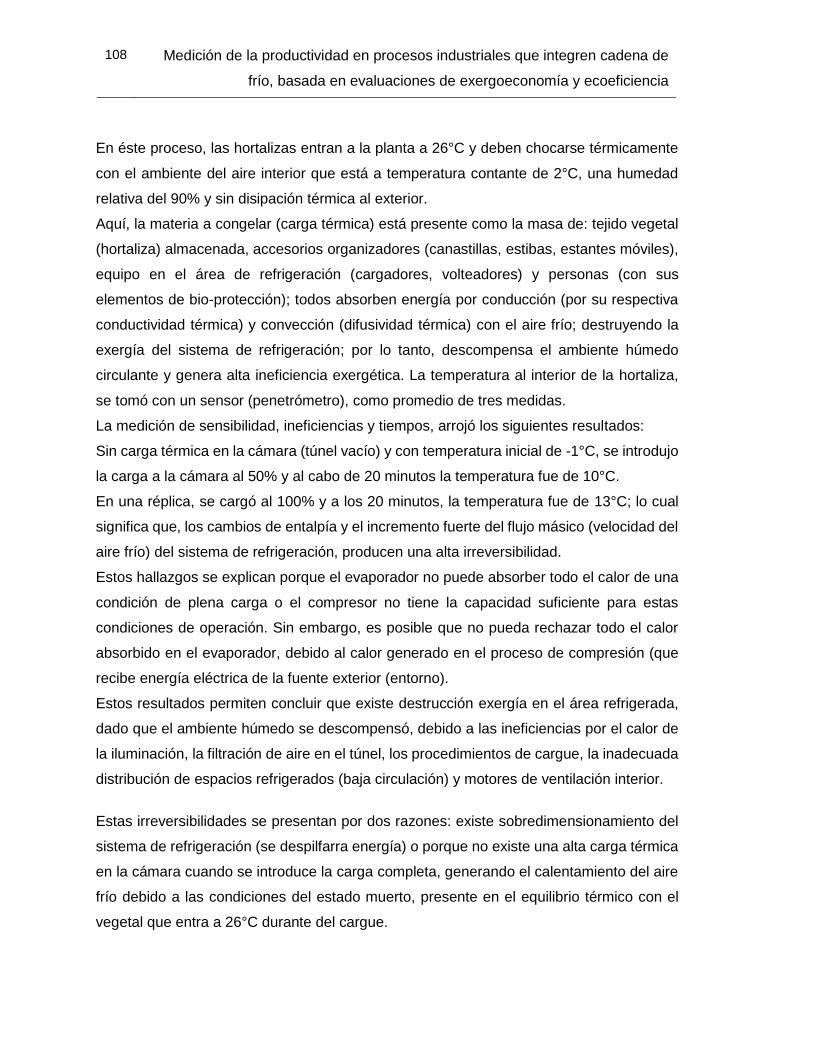
108 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
En éste proceso, las hortalizas entran a la planta a 26°C y deben chocarse térmicamente
con el ambiente del aire interior que está a temperatura contante de 2°C, una humedad
relativa del 90% y sin disipación térmica al exterior.
Aquí, la materia a congelar (carga térmica) está presente como la masa de: tejido vegetal
(hortaliza) almacenada, accesorios organizadores (canastillas, estibas, estantes móviles),
equipo en el área de refrigeración (cargadores, volteadores) y personas (con sus
elementos de bio-protección); todos absorben energía por conducción (por su respectiva
conductividad térmica) y convección (difusividad térmica) con el aire frío; destruyendo la
exergía del sistema de refrigeración; por lo tanto, descompensa el ambiente húmedo
circulante y genera alta ineficiencia exergética. La temperatura al interior de la hortaliza,
se tomó con un sensor (penetrómetro), como promedio de tres medidas.
La medición de sensibilidad, ineficiencias y tiempos, arrojó los siguientes resultados:
Sin carga térmica en la cámara (túnel vacío) y con temperatura inicial de -1°C, se introdujo
la carga a la cámara al 50% y al cabo de 20 minutos la temperatura fue de 10°C.
En una réplica, se cargó al 100% y a los 20 minutos, la temperatura fue de 13°C; lo cual
significa que, los cambios de entalpía y el incremento fuerte del flujo másico (velocidad del
aire frío) del sistema de refrigeración, producen una alta irreversibilidad.
Estos hallazgos se explican porque el evaporador no puede absorber todo el calor de una
condición de plena carga o el compresor no tiene la capacidad suficiente para estas
condiciones de operación. Sin embargo, es posible que no pueda rechazar todo el calor
absorbido en el evaporador, debido al calor generado en el proceso de compresión (que
recibe energía eléctrica de la fuente exterior (entorno).
Estos resultados permiten concluir que existe destrucción exergía en el área refrigerada,
dado que el ambiente húmedo se descompensó, debido a las ineficiencias por el calor de
la iluminación, la filtración de aire en el túnel, los procedimientos de cargue, la inadecuada
distribución de espacios refrigerados (baja circulación) y motores de ventilación interior.
Estas irreversibilidades se presentan por dos razones: existe sobredimensionamiento del
sistema de refrigeración (se despilfarra energía) o porque no existe una alta carga térmica
en la cámara cuando se introduce la carga completa, generando el calentamiento del aire
frío debido a las condiciones del estado muerto, presente en el equilibrio térmico con el
vegetal que entra a 26°C durante del cargue.
Capítulo 5 109
En el análisis factorial descrito, se comparó la incidencia de la exergía destruida en la
refrigeración, seleccionando una muestra al azar de 10 kg de hortalizas, sometidas a
tratamiento de conservación con atmósferas modificadas a -1°C y humedad relativa de
95%. Se aplicó pequeñas dosis del desinfectante de baja toxicidad 1-metilciclopropeno al
producto y se empacó en películas de PVC de baja densidad (en vez de polietileno)
horadadas con 10 agujeros de 1
16
" para permitir su respiración celular.
Para cumplir la base de cálculo, se escaló a 1 T.R usando un factor de escalado de 10.
El empaque se cerró con una selladora térmica y este manejo generó como resultado que,
las pérdidas en masa del 5.8% sin empaque, se redujeran al 3.2% en masa con empaque.
Además, se observó que se redujo, casi en su totalidad, el grado de pardeamiento, ante la
falta de oxígeno que significó el fenómeno de barrera aportado por la película.
Desde el punto de vista exergético, a la cadena de frío para conservación, se introdujo el
flujo exergético del compuesto químico, del cual se destruyó el 9% en la selladora térmica,
así mismo se eliminó la ineficiencia del calor liberado por el sistema de empaque manual.
Para el análisis de eficiencias, se obtuvo un beneficio del orden de 13%, por reducción de
pérdidas en biomasa y, una reducción exergética del 35% presente en ese 13%. Este
hecho, expuesto en el capítulo 4, reduce el indicador de ecoeficiencia en la disposición y
tratamiento del residuo contaminante (presente en la biomasa que debe disponerse).
Se colige que, la anergía está presente porque la carga térmica determinada por el
fabricante, dimensiona principalmente el consumo de energía calorífica del brócoli: calor
latente de congelación, calor sensible del producto congelado y calor de respiración; en
otras palabras, los cálculos de las demás cargas no se realizan directamente sobre la
operación in-situ, como se realizó en el caso de análisis de ésta tesis.
En términos cuantitativos, la pérdida estimada de energía de 65.000 kJ/hora (18 kW) por
tonelada refrigerada.
Resultados Cuantitativos.
En la planta, el túnel de congelamiento (largo de la banda transportadora, que lleva el
producto entre los puntos de alimentación y descarga) es de 2 m de largo y el tiempo de
congelación aproximado es 10 min; por lo tanto, la velocidad de avance de banda es 0,2
m/min. En consecuencia, para cumplir con el requerimiento de la base de cálculo de éste
caso de estudio (100 kg/hora), lo cual es equivalente a 3.5 kg/min.
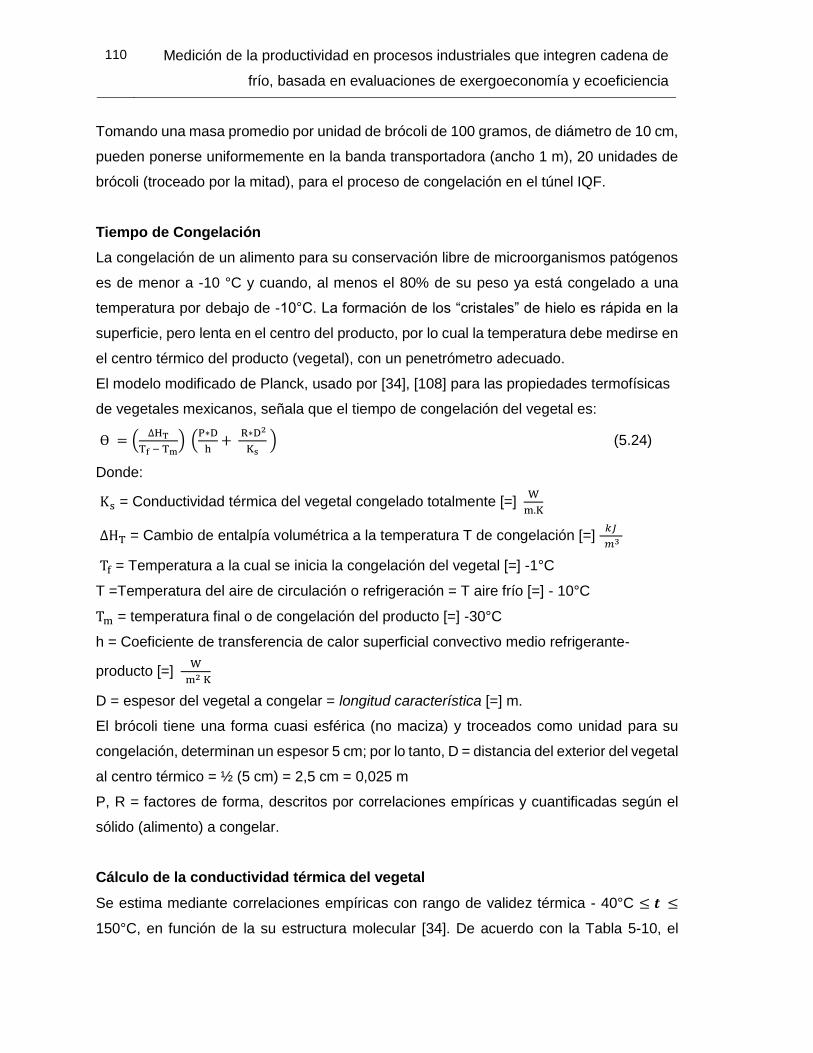
110 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
Tomando una masa promedio por unidad de brócoli de 100 gramos, de diámetro de 10 cm,
pueden ponerse uniformemente en la banda transportadora (ancho 1 m), 20 unidades de
brócoli (troceado por la mitad), para el proceso de congelación en el túnel IQF.
Tiempo de Congelación
La congelación de un alimento para su conservación libre de microorganismos patógenos
es de menor a -10 °C y cuando, al menos el 80% de su peso ya está congelado a una
temperatura por debajo de -10°C. La formación de los “cristales” de hielo es rápida en la
superficie, pero lenta en el centro del producto, por lo cual la temperatura debe medirse en
el centro térmico del producto (vegetal), con un penetrómetro adecuado.
El modelo modificado de Planck, usado por [34], [108] para las propiedades termofísicas
de vegetales mexicanos, señala que el tiempo de congelación del vegetal es:
Ɵ = (∆HT
Tf − Tm) (
P∗D
h+
R∗D2
Ks ) (5.24)
Donde:
Ks = Conductividad térmica del vegetal congelado totalmente [=] W
m.K
∆HT = Cambio de entalpía volumétrica a la temperatura T de congelación [=] 𝑘𝐽
𝑚3
Tf = Temperatura a la cual se inicia la congelación del vegetal [=] -1°C
T =Temperatura del aire de circulación o refrigeración = T aire frío [=] - 10°C
Tm = temperatura final o de congelación del producto [=] -30°C
h = Coeficiente de transferencia de calor superficial convectivo medio refrigerante-
producto [=] W
m2 K
D = espesor del vegetal a congelar = longitud característica [=] m.
El brócoli tiene una forma cuasi esférica (no maciza) y troceados como unidad para su
congelación, determinan un espesor 5 cm; por lo tanto, D = distancia del exterior del vegetal
al centro térmico = ½ (5 cm) = 2,5 cm = 0,025 m
P, R = factores de forma, descritos por correlaciones empíricas y cuantificadas según el
sólido (alimento) a congelar.
Cálculo de la conductividad térmica del vegetal
Se estima mediante correlaciones empíricas con rango de validez térmica - 40°C ≤ 𝒕 ≤
150°C, en función de la su estructura molecular [34]. De acuerdo con la Tabla 5-10, el
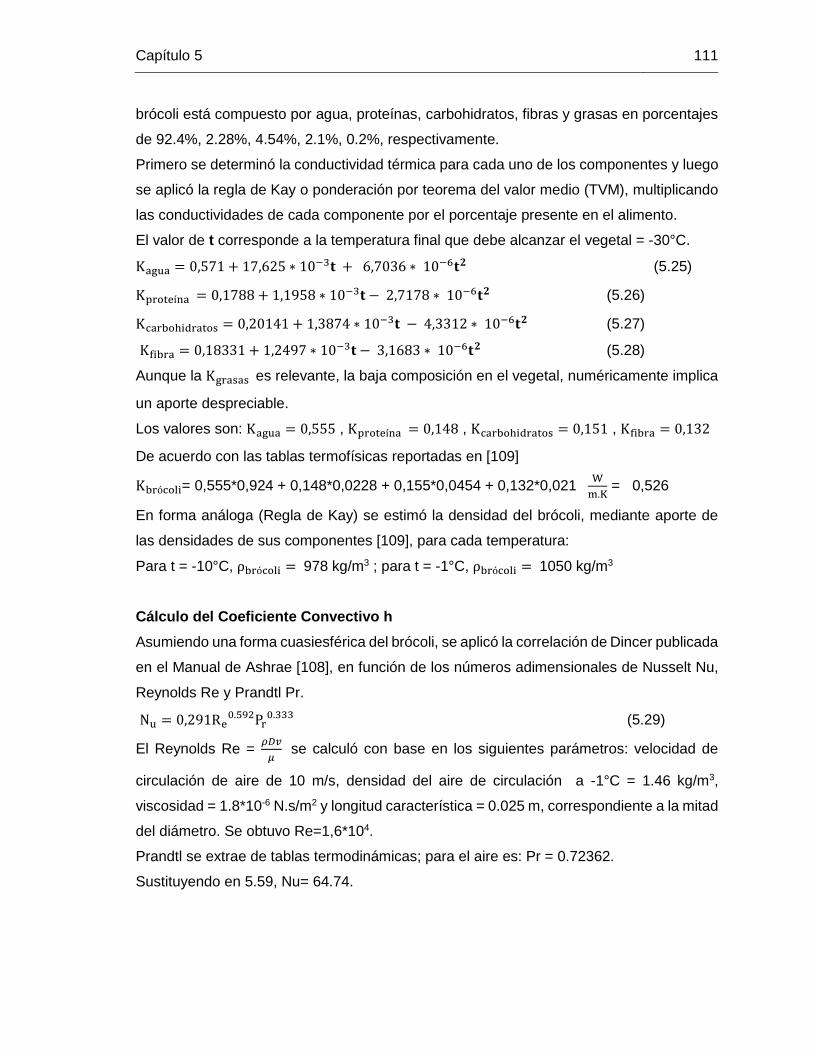
Capítulo 5 111
brócoli está compuesto por agua, proteínas, carbohidratos, fibras y grasas en porcentajes
de 92.4%, 2.28%, 4.54%, 2.1%, 0.2%, respectivamente.
Primero se determinó la conductividad térmica para cada uno de los componentes y luego
se aplicó la regla de Kay o ponderación por teorema del valor medio (TVM), multiplicando
las conductividades de cada componente por el porcentaje presente en el alimento.
El valor de t corresponde a la temperatura final que debe alcanzar el vegetal = -30°C.
Kagua = 0,571 + 17,625 ∗ 10−3𝐭 + 6,7036 ∗ 10−6𝐭𝟐 (5.25)
Kproteína = 0,1788 + 1,1958 ∗ 10−3𝐭 − 2,7178 ∗ 10−6𝐭𝟐 (5.26)
Kcarbohidratos = 0,20141 + 1,3874 ∗ 10−3𝐭 − 4,3312 ∗ 10−6𝐭𝟐 (5.27)
Kfibra = 0,18331 + 1,2497 ∗ 10−3𝐭 − 3,1683 ∗ 10−6𝐭𝟐 (5.28)
Aunque la Kgrasas es relevante, la baja composición en el vegetal, numéricamente implica
un aporte despreciable.
Los valores son: Kagua = 0,555 , Kproteína = 0,148 , Kcarbohidratos = 0,151 , Kfibra = 0,132
De acuerdo con las tablas termofísicas reportadas en [109]
Kbrócoli= 0,555*0,924 + 0,148*0,0228 + 0,155*0,0454 + 0,132*0,021 W
m.K = 0,526
En forma análoga (Regla de Kay) se estimó la densidad del brócoli, mediante aporte de
las densidades de sus componentes [109], para cada temperatura:
Para t = -10°C, ρbrócoli = 978 kg/m3 ; para t = -1°C, ρbrócoli = 1050 kg/m3
Cálculo del Coeficiente Convectivo h
Asumiendo una forma cuasiesférica del brócoli, se aplicó la correlación de Dincer publicada
en el Manual de Ashrae [108], en función de los números adimensionales de Nusselt Nu,
Reynolds Re y Prandtl Pr.
Nu = 0,291Re0.592Pr
0.333 (5.29)
El Reynolds Re = 𝜌𝐷𝑣
𝜇 se calculó con base en los siguientes parámetros: velocidad de
circulación de aire de 10 m/s, densidad del aire de circulación a -1°C = 1.46 kg/m3,
viscosidad = 1.8*10-6 N.s/m2 y longitud característica = 0.025 m, correspondiente a la mitad
del diámetro. Se obtuvo Re=1,6*104.
Prandtl se extrae de tablas termodinámicas; para el aire es: Pr = 0.72362.
Sustituyendo en 5.59, Nu= 64.74.
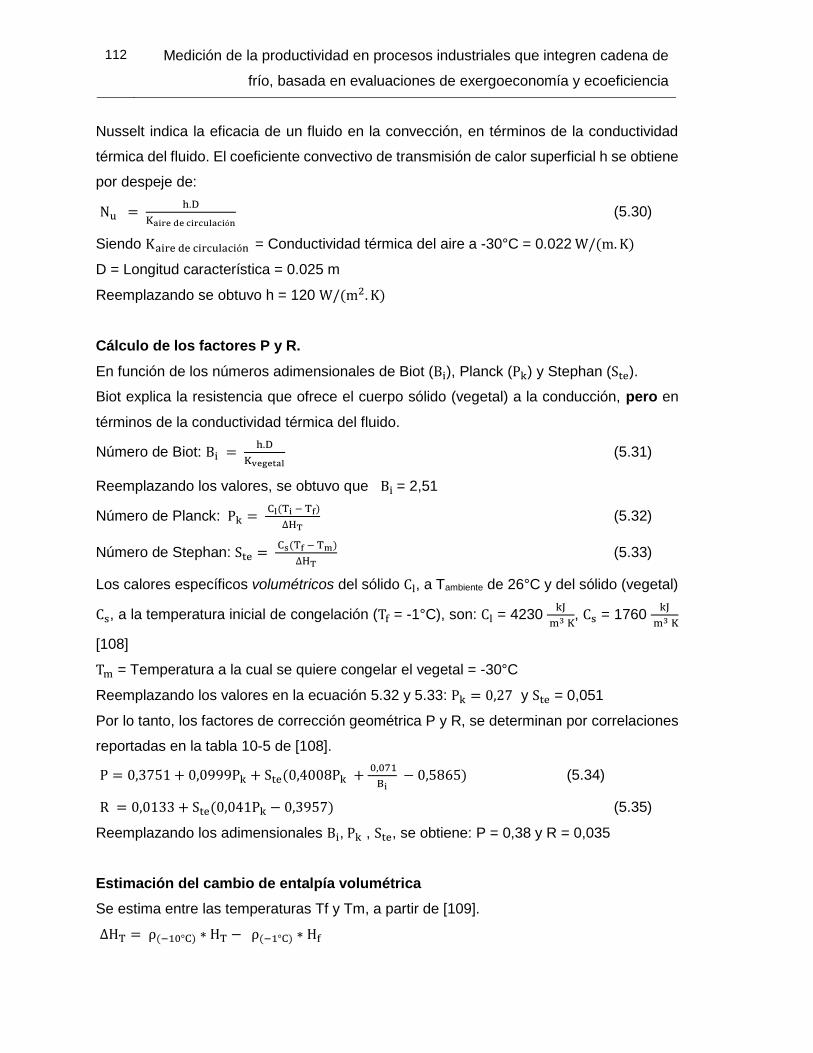
112 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
Nusselt indica la eficacia de un fluido en la convección, en términos de la conductividad
térmica del fluido. El coeficiente convectivo de transmisión de calor superficial h se obtiene
por despeje de:
Nu = h.D
Kaire de circulación (5.30)
Siendo Kaire de circulación = Conductividad térmica del aire a -30°C = 0.022 W/(m. K)
D = Longitud característica = 0.025 m
Reemplazando se obtuvo h = 120 W/(m2. K)
Cálculo de los factores P y R.
En función de los números adimensionales de Biot (Bi), Planck (Pk) y Stephan (Ste).
Biot explica la resistencia que ofrece el cuerpo sólido (vegetal) a la conducción, pero en
términos de la conductividad térmica del fluido.
Número de Biot: Bi = h.D
Kvegetal (5.31)
Reemplazando los valores, se obtuvo que Bi = 2,51
Número de Planck: Pk = Cl(Ti − Tf)
∆HT (5.32)
Número de Stephan: Ste = Cs(Tf − Tm)
∆HT (5.33)
Los calores específicos volumétricos del sólido Cl, a Tambiente de 26°C y del sólido (vegetal)
Cs, a la temperatura inicial de congelación (Tf = -1°C), son: Cl = 4230 kJ
m3 K, Cs = 1760
kJ
m3 K
[108]
Tm = Temperatura a la cual se quiere congelar el vegetal = -30°C
Reemplazando los valores en la ecuación 5.32 y 5.33: Pk = 0,27 y Ste = 0,051
Por lo tanto, los factores de corrección geométrica P y R, se determinan por correlaciones
reportadas en la tabla 10-5 de [108].
P = 0,3751 + 0,0999Pk + Ste(0,4008Pk + 0,071
Bi − 0,5865) (5.34)
R = 0,0133 + Ste(0,041Pk − 0,3957) (5.35)
Reemplazando los adimensionales Bi, Pk , Ste, se obtiene: P = 0,38 y R = 0,035
Estimación del cambio de entalpía volumétrica
Se estima entre las temperaturas Tf y Tm, a partir de [109].
∆HT = ρ(−10°C) ∗ HT − ρ(−1°C) ∗ Hf

Capítulo 5 113
Donde: Hf = 380,2 kJ
kg ; HT= 73,2
kJ
kg
Hf = 380,2 kJ
kg; HT= 73,2
kJ
kg
Para t = -10°C, ρbrócoli = 978 kg
m3 ; para t = -1°C, ρbrócoli = 1050 kg
m3
∆HT = 978 kg
m3* 73,2 kJ
kg– 1050
kg
m3 * 380,2 kJ
kgg = 3,27 ∗ 105
kJ
m3 = 3,27 ∗ 108 J
m3
Esta es la carga térmica que debe extraer el sistema-frigorígeno (fluido refrigerante) de los
alimentos, para convertirlos en un congelado a la temperatura Tf de -10°C
Sustituyendo los anteriores parámetros y el valor de Ks = Kbrócoli = 0,526 W/(m. K) en la
ecuación 5.24
Ɵ = (∆HT
Tf − Tm) (
P∗D
h+
R∗D2
Ks )
Ɵ = (3,27∗108
(−1) −(−30)) (
0,38∗0,025
120+
0,035∗(0,025)2
0,526 ) = 680 s = 11.3 minutos
La velocidad de congelación es la rapidez con la cual se forman los “cristales” de hielo a
través del producto (alimento vegetal). Técnicamente se evalúa por la velocidad de avance
del frente frío a través del producto en congelación, medida en cm/h.
Los parámetros esbozados en el criterio técnico [108] señalan que, de acuerdo con el
avance del frente de congelación, ésta se clasifica como: muy lenta, cuando es inferior a
0.2cm/h, lenta: 0.2 a 1cm/h, rápida: 1 a 5 cm/h y ultrarrápida, superior a 5 cm/h.
Para determinar la velocidad del frente de congelación del túnel IQF de la planta Xtra, se
calcula como espesor/tiempo = 0,025 m / 680 s = 3,67 ∗ 10−5 m/s = 13.23 cm/h; lo cual
corresponde a un proceso es ultrarrápido.
El túnel de congelamiento tiene 2 m de largo y el tiempo de congelación aproximado es 11
min, la velocidad de avance de banda es 0,2 m/min.
Por lo anterior, para cumplir con el requerimiento de producir 100 kg de congelados/hora
equivalente a 3.5 kg/min, es necesario recalcular la longitud del túnel de frío.
Considerando el mismo ancho de banda (1m), la longitud recalculada para las mismas
condiciones del condensador, compresor y evaporador fue 2.47m. Este valor significa que
el túnel está subdimensionado en un 23.5%, con la consecuente ineficiencia, respecto a
las condiciones teóricas dadas por el fabricante del sistema, al momento de su instalación.
Determinación de las cargas energéticas del IQF
Por calorimetría: Qlatente = m ∗ ∆𝐻𝑙 = 12 Kw; Qsensible = m ∗ Cl ∗ ∆T = 7,96 kW
114 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
Las entalpías a 26°C y -10°C (entrada al IQF) se obtienen de las tablas termofísicas [112]
y el flujo másico base de 100 kg/h.
Qrespiración del vegetal = 0,08 W
Potencia de los tres motores eléctricos del evaporador tienen 5 HP, por lo tanto, la potencia
eléctrica es 15 HP = 11.17 kW, cuya eficiencia dada por el fabricante es 75%
El área de transferencia (transversal) del túnel es A = 20 m2.
El sistema de congelación IQF tiene un estado muerto de 26°C
La conductividad térmica se obtiene por analogía de red térmica con la Ley de Ohm, donde
las resistencias corresponden a pared de aluminio 210W/(m. K) y espuma poliuretano
como diatérmico (espesor 10 cm), con Kespuma = 0.02 W/(m. K)
El calor transferido por el aire que ingresa al túnel desde el exterior (26°C) del IQF que
opera a -30°C, no puede ser mayor a 0.75 m/s, según la norma [108] para ambientes de
fríos donde se encuentren personas trabajando en un ambiente de trabajo seguro.
Para ése ∆T = −30°C − (26°C) = −56°C, el coeficiente de transmisión de calor es U = 0.22
W/(m. K) y el calor por conducción del exterior del túnel al interior fue de 1,71 kW.
Aplicando la ecuación de Fourier: Qconducción = U∗∆T
espesor = 1,52 kW
Considerando la disipación como dos veces el valor obtenido por exposición a la entrada,
dada la infiltración a la salida del túnel; Qdisipado = 2* 0,22 kW= 0,44 kW.
La carga térmica total a remover del congelador IQF:
QTotal = Qconducción + Qmotoventiladores + Qlatente + Qsensible + Qrespiración + Qdisipado
QTotal = 1,52 kW + 12 kW+ 7,96 kW + 0,08 kW + 11,7 kW + 0,44 kW = 33,7 kW
Mediante balances de materia y energía, se calculó en forma análoga al caso 1A y 1B,
aplicando la metodología descrita en la estructura productiva (Figura 5-6) y las ecuaciones
de la Tabla 5-1, se obtuvo W = 15,83 kWatts
Sin embargo, el trabajo de entrada al sistema de refrigeración IQF (por el moto-compresor)
nominalmente es de 30 HP, con eficiencia del 80% es decir, un neto de potencia = 24 HP.
En consecuencia, el Wteórico = 17,88 kW
Calculando los dos COP, se obtuvo: s
Mediante aplicación de las ecuaciones 2.25 a 2.28, los coeficientes de desempeño del ciclo
fueron:
COPteórico = Qevaporador
Wreversible=
33,7 kW
17,88 kW= 1,88
Capítulo 5 115
COPreal = Qevaporador
Wútil=
33,7 kW
15,83 kW= 2.12
Exergéticamente se explica por las irreversibilidades, las cuales se podrían resolver en
un diseño con mayor espacio entre los dispositivos y rediseñar la compresión por
etapas, además si se realiza un pre-enfriamiento del R717 (antes de pasar a la siguiente
etapa de compresión). En términos termodinámicos, una de las soluciones para mejorar
la eficiencia racional, es modificar el sistema de compresión de vapor a dos (o quizá
tres) etapas con refrigeración intermedia regenerativa. Por supuesto, éstos aspectos
son exógenos al objeto de investigación y propósito central de esta tesis.
La temperatura ambiental o de bulbo seco en San Francisco del Rincón = 26°C; la
temperatura de la cámara de congelación = - 30°C, humedad del 95%.
∆Tcondensación = Tcondensación − Tbulbo seco
∆Tevaporación = Tcámara − Tevaporación
Para sistemas de ultracongelación, ∆Tcondensación = 15°C, ∆Tevaporación = −5°C [108]
Tcondensación = 41°C; Tevaporación = −34°C
Los valores de entalpía en función de temperatura de bulbo seco y humedad, se extraen
del Diagrama de Mollier (entalpía – temperatura), para refrigerante R717 [110].
Las presiones de vapor de éstas temperaturas corresponden a 15,5 bar y 0,9 bar [110].
La relación de compresión rc =𝑃𝑐𝑜𝑛𝑑𝑒𝑛𝑠𝑎𝑐𝑖ó𝑛
𝑃𝑒𝑣𝑎𝑝𝑜𝑟𝑎𝑐𝑖ó𝑛=
15,5 𝑏𝑎𝑟
0,9 𝑏𝑎𝑟 = 17,2
Según [111], cuando rc > 10, el sistema debe operar con una compresión por etapas,
diferente a lo sucedido en sistemas de congelación de los casos 1A y 1B; dado que, si se
usa una sola compresión, el sistema podría generar disipación por sobrecarga.
Resultados del análisis de fallas
Se detectaron fallas de operación en el sistema, cuyas posibles causas son:
Por retorno de líquido en el momento de arrancada:
1. Válvula sobredimensionada
2. Ajuste de recalentamiento bajo
3. Carga termostática incorrecta
4. Fuga en válvula de descarga del compresor
5. Fuga en asiento de la válvula solenoide
6. Compresor ubicado en un lugar frío
116 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
7. Línea de succión en lugar frío
8. Evaporador drenando libremente hacia el compresor
Por alta presión de succión que ocasione alto recalentamiento:
1. Humedad o depósitos de grasa.
2. Válvula subdimensionada.
3. Migración de la carga del bulbo a la cabeza de la válvula.
4. Elemento termostático sin carga.
5. Carga termostática incorrecta.
6. Caída de presión en el evaporador (válvula sin ecualizador externo)
7. Ecualizador externo obstruido o no conectado
8. Carga de refrigerante baja.
9. Vapor en la línea de líquido, filtro o malla obstruidos.
10. Poca caída de presión a través de la válvula, con baja temperatura de condensación
Por baja presión de succión que pueda producir alto recalentamiento
1. Carga baja: no hay suficiente aire o muy frío, filtros de aire sucios, escarcha en serpentín.
2. Baja distribución de aire
3. Pobre distribución de refrigerante.
4. Evaporador atascado con aceite.
Transporte refrigerado
Las cajas móviles de refrigeración presentaron eficiencia exergética del 91% en el Caso
1A y de 87% en el Caso 1B. Las ineficiencias del 9% y 13% respectivamente, evidenciaron
diferencias significativas, respecto a las pérdidas energéticas reportadas por los
fabricantes de estos vehículos refrigerados según su capacidad refrigerada (5-8%). Las
ineficiencias energéticas reportadas (calculadas con los COP), son menores que las
exergéticas, evidenciando nuevas irreversibilidades que impactan sobre una menor
productividad asociada a mayores costos en el ruteo de la carga.
La diferencia sustancial entre las cifras obtenidas puede explicarse debido a que el
equilibrio con el estado muerto, debe darse en Duitama a la temperatura ambiental de
17°C; mientras que, entre las ciudades del Estado de Guanajuato es 26°C León o San
Francisco, lo cual incrementa el potencial intensivo y la destrucción de exergía.
Capítulo 5 117
En esta magnitud, se debe considerar las pérdidas a consecuencia del número de veces
de apertura de puertas y por un tiempo mayor del necesario, que usualmente oscila entre
10 y 30 minutos; con lo cual se presenta una descompensación térmica considerable, en
especial en el Caso Estudio 1A, en donde se hicieron más entregas de producto en ruta.
Dado que el sistema de refrigeración consume 8,7 kW, cuando la temperatura de retorno
del aire al evaporador es de 1.7°C y de 5,4 kW para una temperatura interior de -18°C, las
pérdidas exergéticas de 9% y 13% evidencian un alto nivel de destrucción, cuando la base
de estimación es una operación de 8 horas por día de transporte refrigerado.
De otra parte, el consumo de combustible del vehículo posee una importante dependencia
de la resistencia aerodinámica que ofrece el equipo condensador ubicado en la parte
superior de la cabina, porque esta fuerza se opone al avance del vehículo; las cuales se
suman a las fuerzas de rozamiento del vehículo con el suelo y al rozamiento dinámico que
se presenta por la inclinación o pendiente de los ascensos.
Las ineficiencias de tipo hidrodinámico hacen parte del cálculo de exergía destruida, dado
que el flujo de aire exterior al vehículo crea zonas de presión, depresión y rozamiento
viscoso que origina un gradiente de velocidad entre las partículas en contacto con la
superficie de la carrocería y la zona de fluido que circula libremente. La vorticidad afecta
la capa límite que está determinada por el flujo del aire circundante al tráiler. Cuando la
presión aumenta, aumenta el rozamiento entre la superficie y el fluido, produciéndose el
retraso del flujo con la consecuente separación de la capa límite y reducción de velocidad.
En el ataque del aire a la carrocería, la capa límite es laminar (con un número de Reynolds
del orden de 1200), y luego se hace turbulenta (hasta Re = 6500), con lo cual se incrementa
la rapidez de transferencia de calor; siendo un elemento incidente en la irreversibilidad.
Para contrarrestar éste efecto se debe intervenir el diseño original buscando disminuir la
velocidad media de las partículas y la resistencia de fricción, buscando forzar un gradiente
de presiones negativo, para que la resultante de fuerzas favorezca el flujo del fluido, la
capa límite se enganche al cuerpo y aumente lentamente, para que el flujo no se separe y
tanto pérdidas como resistencia al avance, disminuyan.
Los resultados evidencian la necesidad de reubicar el condensador en una posición más
atrasada, para facilitar la reducción de pérdidas aerodinámicas. Una alternativa es usar un
118 Medición de la productividad en procesos industriales que integren cadena de
frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
condensador retráctil, elevado sobre el techo del furgón mientras el ciclo de refrigeración
esté operando y oculto en caso contrario.
La interacción vehículo-aire, es un aspecto de tipo físico que debe visibilizarse para el
análisis y diseño del flujo de aire que circula por la parte exterior del vehículo, pero al mismo
tiempo termodinámico para el análisis exergético del aire frío que circula por internamente
y que usualmente se deriva hacia la cabina.
Estas consideraciones técnicas, obtenidas con base en el análisis de exergía, son útiles
para las industrias ensambladoras de vehículos refrigerados, en pro de optimizar la cadena
de frío y el proceso de trazabilidad de la carga refrigerada; así mismo, incorporar a la caja
móvil controladores de enfriamiento con microprocesadores, frigorígeno menos
contaminantes, combustibles más limpios, supresores de ruido, evaporadores verticales y
enfriadores con transmisión totalmente eléctrico para mejorar la bioseguridad y el
rendimiento medioambiental.
Como producto de investigación, éste resultado contribuye a explicitar el conocimiento
tácito, de manera objetiva y como nuevo conocimiento aporta a la teoría, un aspecto oculto
o no visible en la literatura, el impacto del eslabón de transporte sobre la productividad
industrial de un proceso con cadena de frío.
6. Conclusiones y recomendaciones
Conclusiones
La medición de la productividad es multifactorial porque integró dos nuevos factores, socio-
técnicos a los tres universales: mano de obra (M.O), materia prima (M.P), capital e
inversión (K); usando como cuerpo teórico y metodológico, la primera y segunda ley de la
termodinámica (en equilibrio), en un proceso industrial real, reversible y cíclico.
La medición se instrumentalizó mediante indicadores de exergoeconomía y ecoeficiencia,
complementados con índices exergéticos de renovabilidad y planteamientos del desarrollo
sostenible, apropiados con coeficientes específicos, porque en cada proceso y caso de
estudio, existen diferencias sustanciales en la eficiencia y productividad, según los
componentes del sistema, los fluidos refrigerantes, volúmenes de producción, velocidad
de congelamiento, parámetros fisicoquímicos y geométricos, y del estado muerto.
Se determinaron los puntos críticos de destrucción de exergía y los equipos improductivos
responsables de ineficiencias y generación de residuos en la estructura productiva del
proceso, que develan los costos ocultos del proceso, precisan la medición de la
productividad y revelan el impacto sobre la sostenibilidad del proceso.
Las tasas de destrucción de exergía, se consideran altas porque exceden en más del 15%
las reportadas para procesos agroindustriales pecuarios con cadena de frio, en plantas de
sacrificio y beneficio de carne, demostrando además la disimilitud entre los valores de
eficiencia racional y productividad, según corresponda a ganado o aves. Todos los factores
de eficiencia y productividad reportados por fabricantes y los obtenidos con los parámetros
de diseño, son superiores a los calculados con los indicadores exergoeconómicos.
Los costos exergoeconómicos se incrementan cuando la temperatura ambiente aumenta
y cuando la caja refrigerada requiere menor temperatura interior, porque el trabajo del
120 Medición de la productividad en procesos industriales que integren cadena
de frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
evaporador es mayor y aumenta la irreversibilidad del condensador. Éste componente
constituye el mayor aporte al efecto invisible u oculto de ineficiencia en la C.F.
Cuando aumenta la carga térmica refrigerada dentro del sistema, los costos unitarios (por
hora) crecen en orden del 4.5% por tonelada refrigerada (TR), porque se requerirá mayor
exergía para equilibrar la descompensación térmica. Esto implica un costo variable que
nunca se incorpora en la estructura de costos de una medición industrial.
Éstos resultados son concomitantes con los reportados en la revisión de Ahamed, Saidur
& Masjuki [115], porque en la mayoría de sus modelos, los parámetros más incidentes en
la destrucción de exergía, fueron: temperatura de evaporación, temperatura de
condensación, sub-enfriamiento y presión del compresor.
La masa del fluido refrigerante debe incrementarse cuando se incremente la carga térmica,
para compensar los cambios súbitos de ésta, y de la temperatura ambiente. Se calculó
que, cuando la temperatura ambiente del estado muerto se incrementa en 1°C, la
respuesta “improductiva” será equivale al incremento de un ¼ de TR. La eficiencia y
productividad del sistema, disminuyen cuando el funcionamiento del compresor es mayor
de 12 horas continuas, debido al recalentamiento acumulado, que impacta sobre la
irreversibilidad del condensador (alimentado por los flujos que salen del compresor).
Los procesos de producción de frío por compresión de vapor estudiados destruyen exergía
en los componentes, en su orden: expansión, compresión, evaporación y condensación,
éste último acoplado a la ventilación para la evacuación del calor. Probablemente se debe
al considerable flujo calorífico y la transferencia de masa en la combinación condensador-
ventilador, porque acelera la condensación del frigorígeno, incrementando la destrucción.
Existe una marcada disimilitud con lo reportado por los modelos analizados por Kizilkan,
Kabul & Yakut [79], para un sistema de refrigeración diseñado con diferentes velocidades
de congelación y frigorígeno R404A, porque allí, las mayores tasas de ineficiencia fueron
en: compresión, condensación, evaporación y expansión en la válvula.
Bibliografía 121
Las irreversibilidades estimadas mediante balances exergéticos y Diagramas Grassman
fueron del 17%, a pesar que los sistemas de refrigeración estática y móvil usados para la
validación, no operan con un nivel tecnológico de obsolescencia.
Sin embargo, los fabricantes y ensambladores de cámaras reportan coeficientes de
seguridad, que solo reconocen pérdidas entre 8-10%; lo cual reitera que, la medición de
productividad es imprecisa, cuando se calcula por coeficientes e incluso por parámetros
de diseño, como ocurre con el Sistema de Ultracongelación IQF.
En el eslabón de transporte refrigerado, también existen desbalances entre lo energético
declarado por los fabricantes de cajas refrigeradas móviles (furgones) y lo calculado en los
casos de estudio, mediante balances exergéticos y determinación de eficiencias. El
componente de sensórica debe ser un factor (residuo de Solow) adicional, dado que, la
presencia de sensores y señales de transducción en función del tiempo es vital para la
trazabilidad de la carga refrigerada móvil. El oportuno monitoreo, facilita el análisis de la
defectación y alerta sobre la destrucción de exergía, para generar reacciones inmediatas,
ante potenciales amenazas sobre la inocuidad, en tiempo real. Una señal oportuna significa
una respuesta más rápida, con menor pérdida de producto si se evita la devolución de un
pedido; dado que, se constituye en un egreso no causado que incrementa la productividad.
No obstante, exergéticamente, la gran cantidad de energía consumida por transductores,
genera mediciones atenuadas, razón por la cual constituye un elemento anergético
adicional, porque identifica irreversibilidad del sistema de control y la superficie refrigerada.
En el Caso de Estudio 2, conservación de hortalizas, el sistema de congelación rápida
mejora los procesos, la calidad del producto final y reduce tiempos de operación; pero
desde el criterio de rendimiento térmico (objeto de la tesis), no existen diferencias
significativas, dada la dependencia que el novedoso sistema de refrigeración tiene de los
componentes básicos para el ciclo de producción del frío: evaporación y condensación.
Aunque la percepción señale que los procesos de congelación lenta y rápida son similares
dado su propósito, y que tanto criterios como parámetros para determinar su eficiencia
también lo sean; se demuestra la absoluta disimilitud en eficiencias técnicas, térmicas y
productividad, en respuesta a las grandes y significativas diferencias en los tiempos de
respuesta o congelación, factor decisivo en la medición de productividad, el tiempo.
122 Medición de la productividad en procesos industriales que integren cadena
de frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
Recomendaciones – Futuros Trabajos
Teniendo en cuenta que los criterios de análisis parten de un proceso real internamente
reversible (pero no totalmente), cíclico, con generación entrópica y sin efecto rebote directo
o indirecto; que además se sentaron las bases y el marco relacional de una metodología
multifactorial agregada, se recomienda: Explorar la incorporación de métodos no
paramétricos, que contrasten los resultados obtenidos con las eficiencias reales tipo
número índice, develadas en esta tesis. Para ello es necesario poseer una base relacional,
por períodos de tiempo, para consolidar la información relevante y construir un modelo
dinámico (de productividad) en las diferentes Unidades Estratégicas de Decisión (DMU),
de la cadena de frío. Por lo tanto, explorar el desarrollo de un método de frontera eficiente
para la producción en sistema térmico, mediante Análisis Envolvente de Datos (Data
Envelopment Analysis DEA), incorporando indicadores de exergoeconomía y ecoeficiencia
Desarrollar la medición de productividad basada en exergoeconomía, con integración
hacia adelante y/o hacia atrás, en otros eslabones de la cadena de frío agroindustrial
(diferente a congelación postcosecha), como siembra, cultivo, cosecha, almacenamiento
en exhibidores y retailers, e incluso el transporte refrigerado.
Para determinar eficiencia exergética y productividad en el eslabón cosecha, su integración
debe incorporar exergía de: semillas, invernaderos, agroquímicos, fertilizantes químicos,
fertilizante orgánico (compost a base de estiércol animal), del uso y emisiones de CO2 de
la producción agrícola y por gases de combustión del diésel de la maquinaria. En
cualquiera de los trabajos o tesis doctorales, es necesario validar con casos de estudio.
Aplicar técnicas paramétricas como la regresión lineal múltiple, indexando coeficientes
exergoeconómicos por períodos de tiempo. Del tipo modelo matemático, se pueden
desprender criterios adicionales -residuos de Solow y errores del modelo- para optimizar
el cálculo de productividad. Aplicable-escalable a procesos irreversibles, fuera de equilibrio
Desarrollar Estimación Exergoeconómica de Métodos Hedónicos para Valorar Recursos
Naturales; análisis de malfunciones y disfunciones térmicas, como variables de holgura y
exceso relacionadas con el recurso (en procesos con cadena de frío), que aporten el "slack
or surplus", para el análisis de sensibilidad y creación de la matriz de estructura de costos.
Bibliografía 123
Bibliografía
1.
De Oliveira Jr, S. Green Energy and Technology: Exergy, Production, Cost and Renewability. London: Springer-Verlag; 2013.
2. Rosen M, Dincer I, Kanoglu M. Role of exergy in increasing efficiency and sustainability and reducing environmental impact. Energy Policy. 2008; 36(1): 128-137.
3. Boroumandjazi G, Rismanchi B, Saidur R. A review on exergy analysis of industrial sector. Renewable and Sustainable Energy Reviews. 2013; 27: 198-203.
4. Álvarez C, Velásquez H. Artículo de revisión. Exergía en sistemas biológicos: Aproximación holística para el estudio de ecosistemas y manejo ambiental. Producción Más Limpia. 2013; 8(2): 106-127.
5. Elkington J. Enter the triple bottom line: in Henriques & Richardson.The Triple Bottom Line: Does It All Add up? London: Earthscan; 2004.
6. Maes D, Van Passel S. Advantages and limitations of exergy indicators to assess sustainability of bioenergy and biobased materials. Environmental Impact Assessment Review. 2014; 45: 19-29.
7. Mahlberg B, Luptacik M. Eco-efficiency and eco-productivity change over time in a multisectoral economic system: Interfaces with other disciplines. European Journal of Operational Research. 2014; 234: 885-897.
8. Villalba, M. Gestión con base en las ciencias de la complejidad: organizaciones como estructuras disipativas. Universidad & Empresa. 2012; 22: 11-42
9. Amado N, Sauer I. An ecological economic interpretation of the Jevons effect. Ecological Complexity.2012; 9: 2–9.
10. Szargut J. Chemical exergies of the elements. Applied Energy. 1989; 32: 269-286.
11. Sato N. Chemical Energy and Exergy. An introduction to Chemical Thermodynamics for Engineers. Amsterdam, Holland: Elsevier, 2004.
12. Tester J, Modell M. Thermodinamics and its Applications. 3a. ed. New Jersey: Prentice Hall International Series; 1997.
13. Ramírez, B. Uso eficiente de energía, exergía, desarrollo sustentable y conservación de recursos naturales no renovables. [Tesis de Maestría]. México D.F: Facultad de Ingeniería Química (Procesos), Universidad Nacional Autónoma de México; 2010.
14. Torío H, Angelotti A, Schmidt D. Exergy analysis of renewable energy-based climatisation systems for buildings: A critical view. Energy and Buildings. 2009; 41: 248–271.
15. Wark K, Richards D. Termodinámica. 6ª ed. Madrid: Mc Graw-Hill; 2001. 16. 17
Gómez J, Monleón M, Ribes A. Termodinámica análisis exergético. Barcelona: Reverté S.A; 1990. Kalaiselvam S, Saravan, R. Exergy Analysis of scroll compressors working with R22, R407C, and R417A as refrigerant for HVAC system. Thermal Science. 2009; 13: 175-184.
17. Cengel Y, Boles M. Termodinámica. 7a. ed. México D.F: Mc Graw-Hill; 2013 18. Moran M, Tsatsaronis G. Engineering Thermodynamics. The CRC Handbook of
Thermal Engineering. Boca Raton (USA): CRC Press, 2000.
124 Medición de la productividad en procesos industriales que integren cadena
de frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
19. Kaminsky W. Refrigeration and the World Food Industry. Logistec. 2012; 45: 13-17.
20. Kotas T.J. The Exergy Method of Thermal Plant Analysis. 1nd ed. London: Butterworths; 1985.
21. Cornelissen R. Thermodynamics and Sustainable Development: The Use of Exergy Analysis and the Reduction of Irreversibility, [dissertation].Enschede: University of Twente, The Netherlands; 1997.
22. Procolombia. Logística de perecederos y cadena de frío en Colombia [en línea]; [Acceso 15 de marzo de 2015]. URL disponible en: http://www.procolombia.co/sites/all/modules/custom/mccann/mccann_ruta_ exportadora/files/06-cartilla-cadena-frio.pdf.
23. Fennema O. Química de los alimentos. 3a. ed. México: Acribia; 2010. 24. Cely V, Cifuentes H, Cervantes G. Exergía, la mano invisible en la cadena de frío
de procesos logísticos. En: XXXVII Encuentro Nacional AMIDIQ, Puerto Vallarta, México, mayo 2016, pp.37 38.
25. Apaiah R, Linnemann A, van der Kooi H. Exergy analysis: A tool to study the sustainability of food supply chains. Food Research International. 2006; 39: 1-11.
26. Sciubba E, Zullo F. Stability and limit cycles in an exergy based model population dynamics. In: Proceedings of ECOS. 25th International Conference on Efficiency, Cost, Optimization, Simulation and Environmental Impact of Energy Systems. Perugia, Italy: 2012.
27. Szargut J. Exergy method. Technical and ecological applications. Southampton: WIT; 2005.
28. Schalteger S, Sturm A. Ökologieinduzierte Entscheidungs probleme de Managements Ansatzpunkte zur Ausgestaltung von Instrumenten (Ecology induced management decision support: Starting points for instrument formation). Paper 8914. University of Basel; 1989.
29. Frangopoulos C. Intelligent functional approach: a method for analysis and optimal synthesis design-operation of complex systems. A future for energy. Florence World Energy Research Symposium. England: Pergamon Press; 1990.
30. Cervantes G, Sosa R, Rodríguez G, Robles F. Ecología industrial y desarrollo sustentable. Revista Ingeniería Universidad Autónoma de Yucatán. 2009; 13 (1): 63-70.
31. Lowe E, Warren J, Moran, S. Discovering Industrial Ecology. Columbus: Battelle Press; 1997.
32. Cervantes G. El Concepto de Ecología Industrial. En Carrillo, G. (coord.) Ecología Industrial en México. México DF: Universidad Autónoma Metropolitana. (2013) p. 43-64. ISBN 978-607-28-0055-7.
33. Von Bertalanffy L. Teoría general de los sistemas: fundamentos, desarrollo, aplicaciones. 2a. ed.: México D.F: Fondo de Cultura Económica; 1989.
34. Sumanth D. Administración de la productividad total: un enfoque sistémico y cuantitativo para competir en calidad, precio y tiempo. México: CRC Press; 2005.
35. Organización de las Naciones Unidas (FAO) para la alimentación y la agricultura. Food loss analysis: Causes and solutions case studies in the small-scale Agriculture and Fisheries Subsectors. [en línea]: 2016. [Acceso: noviembre 10 de 2016] URL disponible en: http://www.fao.org/save-food/recursos/infografia/es/
36. Valero A. Reflexiones sobre los costos energéticos de la sociedad actual. Economía industrial. 1997; 297: 117-123.
Bibliografía 125
37. Tsatsaronis G, Cziesla F. Thermoeconomics. In: Meyers R. Enciclopedy of physical science and technology. New York: Academic Press; 2002.
38. Moran M, Shapiro H. Fundamentos de Termodinámica Técnica: Tomo I. 4a ed. Reverté SA: México D.F.; 2002.
39. Lazzaretto A, Tsatsaronis G. A general process-based methodology for exergy costing. In: Proceedings of ASME advanced energy systems division.1996; 36: 413-428.
40. Lazzaretto A, Tsatsaronis G. On the quest for objective equations in exergy costing. In: Proceedings of ASME advanced energy systems division. ASME. 1997; 37: 197-210.
41. Lazzaretto A, Tsatsaronis G. Speco: a systematic and general methodology for calculating efficiencies and costs in thermal systems. Energy. 2006; 31(9): 1257-89.
42. Kelly S. Energy system improvements based on endogenous and exogenous exergy destruction [dissertation]. Technische Universitat Berlin: Institute for Energy Engineering Germany; 2008.
43. Dincer I, Rosen M. Exergy, Energy, Environment and Sustainable Development. Ontario: Elsevier Publication Books; 2007.
44. Dewulf J, et al. Critical Review. Exergy: Its Potential and Limitations in Environmental Science and Technology. Environmental Science & Technology. 2008; 42 (7):2221-2232. December
45. Suresh M, Reddy K, Kolar A. 4-E: Energy, Exergy, Environment, and Economic, analysis of solar thermal aided coal-fired power plants. Energy for Sustainable Development. 2010; 14: 267-279.
46. Khoshgoftar M, et al. Exergoeconomic and exergoenvironmental evaluation of the coupling of a gas fired steam power plant with a total site utility system. Energy Conversion and Management. 2014; 77: 469-483.
47. Sagastume-Gutiérrez A, Vandecasteele C. Exergy-based indicators to evaluate the possibilities to reduce fuel consumption in lime production. Energy. 2011; 36: 2820-2827.
48. Rattanapan Ch, Suksaroj T, Ounsaneha W. Development of Eco-efficiency Indicators for Rubber Glove Product by Material. International Conference on Asia Pacific Business Innovation and Technology Management Flow Analysis. Social and Behavioral Sciences. 2012; 40: 99-106.
49. David C, Blig V, Ismet U. Extended exergy analysis of the economy of Nova Scotia, Canada Original Research Energy. 2012; 44 (1): 878-890.
50. Usón S, Valero A, Agudelo A. Thermoeconomics and Industrial Symbiosis. Effect of by-product integration in cost assessment. Energy. 2012; 45: 43-45.
51. Rocco M, Colombo E, Sciubba E. Advances in exergy analysis: a novel assessment of the Extended Exergy Accounting method. Applied Energy. 2014; 113: 1405-1420.
52. Lozano M. Metodología para el análisis exergético de calderas de vapor en centrales térmicas [Disertación]. Zaragoza: Departamento de Ingeniería Mecánica. Universidad de Zaragoza; 1987.
53. Rotta M. Processo de estruturação de sistema de mensuração de Desempenho numa cadeia de suprimentos: Um caso da aquacultura continental [dissertation]. Rio Grande do Sul: Universidade Federal do Rio Grande do Sul; 2009.
54. Mora C. Avaliação exergoecológica de processos de tratamento de esgoto [dissertation]. São Paulo: Escola Politécnica da Universidade de São Paulo; 2009.
126 Medición de la productividad en procesos industriales que integren cadena
de frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
55. Velásquez H. Avaliação exergética e exergo-ambiental da Produção de biocombustíveis. [dissertation]. São Paulo: Escola Politécnica da Universidade de São Paulo; 2009.
56. Ojeda K, Quintero V, Rondón S, Kafarov V. Evaluación de sostenibilidad de la producción de biocombustibles de segunda generación mediante la aplicación de análisis exergético. Prospect. 2009; 7(2): 19-26.
57. Ayres R. Eco-thermodynamics: economics and the second law. Ecological Economics. 1998; 26: 189–209.
58. Wall G, Gong M. On exergy and sustainable development Part 1: Conditions and concepts. Exergy, an Int. Journal. 2001; 1(3): 128-145.
59. Suganthi L, Samuel A. A. Exergy based supply side energy management for sustainable energy development. Renewable Energy. 2000; 19:285-290.
60. Dincer I, Rosen M. Thermodynamic aspects of renewables and sustainable development. Renewable and Sustainable Energy Reviews. 2005; 9:169-189.
61. Hepbalsi A. A key review on exergetic analysis and assessment of renewable energy resources for a sustainable future. Renewable and Sustainable Energy Reviews. 2008; 12: 593-661.
62. Hammond G. Engineering sustainability: thermodynamics, energy systems, and the environment. Int. J. Energy Res. 2004; 28: 613-639.
63. Hammond G. Industrial energy analysis, thermodynamics and sustainability. Applied Energy. 2007; 84:675-700
64. Dewulf J, Langenhove H. Integrating industrial ecology principles into a set of environmental sustainability indicators for technology assessment. Resources, Conservation and Recycling. 2005; 43: 419-432.
65. Jørgensen S. Eco-exergy as sustainability. Great Britain: Wit Press; 2006. 66. Wengie L, et al. Thermodynamic analysis of human–environment systems: A
review focused on industrial. Ecological Modelling. 2012; 228: 76-88. 67. Cely V, Cifuentes H, Cervantes G. Medición de la productividad en procesos que
integren cadena de frío, basada en evaluaciones de exergoeconomía y ecoeficiencia. En: XXXVIII Encuentro Nacional AMIDIQ, Ixtapa-Zihuatanejo, México, mayo 2017. En prensa.
68. Jørgensen S, Xu L, Costanza R. Handbook of ecological indicators for assessment of ecosystem health. 2a ed. USA: Taylor & Francis Group; 2004.
69. Jørgensen S, Svirezhev Y. Towards a thermodynamic theory for ecological systems. 1a ed. Oxford: Pergamon; 2004.
70. Naredo J, Valero A. Desarrollo económico y deterioro ecológico. Madrid: Fundación Argentaria; 1999.
71. Bastianoni S, Pulselli F, Rustici M. et al. Exergy versus emergy flow in ecosystems: is there an order in maximizations?. Ecological Indicators. 2006; 6(1): 58-62.
72. Corning P. A review of biological emergences: Evolution by natural experiment. Emergence: Complexity and Organization. 2008; 10 (2): 133-135.
73. Mady C, Oliveira Jr S. Human body exergy metabolism. Int. J. Thermodyn. 2013; 16: 73-80.
74. Albuquerque C, Pellegrini L, Silva M, De Oliveira Jr. S, Yanagihar J. Exergy analysis of human respiration under physical activity. Int. J. of Thermodynamic. 2010; 3: 105-109.
Bibliografía 127
75. Bejan A, Tsatsaronis G, Moran M. Thermal Design and Optimization. New York: John Wiley & Sons; 1996.
76. Shukuya M, Hammache A. Introduction to the concept of exergy-for a better understanding of low-temperature-heating and high-temperature-cooling systems, VTT research notes 2158, Espoo, Finland, 2002.
77. Ahamed J, Saidur, R, Masjuki H. A review on exergy analysis of vapor compression refrigeration system. Renewable and Sustainable Energy Reviews. 2011;15: 1593-1600.
78. Zadeh F, Bozorgan N. The Energy and Exergy Analysis of Single Effect Absorption Chiller. Int J Advanced Design and Manufacturing Technology. 2011; 4(4); 19-26
79. Kizilkan Ö, Kabul A, Yakut A. Exergetic performance assessment of a variable speed R404A refrigeration system. International Journal of Energy Research. 2010; 34: 463-475.
80. Wu-Chieh W, Tzong-Shing L, Chich-Hsiang C. energy and exergy analysis for improving the energy performance of air-cooled liquid chillers by different condensing-coil configurations. Entropy. 2012; 14: 517-532. doi:10.3390/e14030517
81. Lugo R, Salazar M, Ruíz O, Zamora J, Torres, E. Análisis de costos de operación exergoeconómica a un ciclo teórico de refrigeración por compresión de vapor usando HFC-134A. Revista Mexicana de Ingeniería Química. 2013; 12(2): 361-370.
82. Filippos K, et al. The use of exergetic indicators in the food industry-A review. J. Critical Rev. in Food Science and Nutrition. 2017; 57 (1): 197-211.
83. Rodríguez G. Indicadores DEA de eficiencia y productividad. Aplicación para actividades de extensión universitaria en la Universidad Nacional de Colombia. Bogotá: UN, 2011.
84. Solow R. A contribution to the theory of economic growth”, Quarterly Journal of Economics. 1956; 70(1): 65-94.
85. Solow R. Technical change and the aggregate production function”, Review of Economics and Statistics. 1957; 39: 312-320.
86. Abramowitz M. Resource and output trends in the United States since 1870. American Economic Review. 1956; 46(2): 5-23.
87. Eilon S. A Framework for Profitability & Productivity Measures. Interfaces. 1985; 15: 31-40.
88. Thiry B, Tulkens H. Productivity, Efficiency and Technical Progress. Bélgica: Core University Catholique of Louvain; 1988.
89. Pritchard R, Jones S, Roth P, Stuebing K, Ekeberg S. Organizational Productivity Measurement: The Development and Evaluation of an Integrated Approach. Institute for Organizational Behavior Research and Department of Psychology. Houston: University of Houston; 1987.
90. Medina J. Modelo integral de productividad. Bogotá: Fondo de Publicaciones Universidad Sergio Arboleda, 2009.
91. Valero A, Torres C. Thermoeconomic Analysis, in Exergy, Energy System Analysis and Optimization Vol II. C.A. Frangopoulos Ed. Oxford: Eolss Publishers Co. 2009; chapter 1:1-35.
92. Lozano M, Valero A. Theory of exergetic cost. Energy. 1993; 18; 939-960. 93. Flórez D. Diseño de una metodología de análisis exergético de la cadena de frio,
en cadenas productivas hortofrutícolas, para evaluar la productividad y
128 Medición de la productividad en procesos industriales que integren cadena
de frío, basada en evaluaciones de exergoeconomía y ecoeficiencia
competitividad. Caso de estudio: Mora de Castilla. [Tesis de Maestría]. Bogotá: Maestría en Ingeniería Industrial, Universidad Nacional de Colombia, 2012.
94. Creswell J. Research Design. Qualitative, Quantitative, and Mixed Methods Approaches. 3nd. ed. Thousand Oaks (USA): Sage publications Inc; 2009.
95. Yin R. Case Study Research Design & Methods. 5nd. ed. Thousand Oaks, CA: Sage; 2014.
96. Stake R. Investigación con estudio de caso. 4a ed. Madrid: Morata; 2007. 97. Isaza J. Cadenas productivas. Enfoques y precisiones conceptuales [en línea];
2010. [Acceso: junio 20 de 2015]. URL disponible en: http://dialnet.unirioja.es/descarga/articulo/5137653.pdf.
98. Barros de Azevedo D. Diálogos entre stakeholders em redes de organizações de Agronegócios na busca da mitigação dos efeitos da mudança Climática: o caso do Instituto do Agronegócio Responsável-Ares. [Dissertativo]. Porto Alegre: Programa de pós-graduação em agronegócios, Universidade Federal do Rio Grande do Sul, 2010.
99. Bing-Yu D, Van Paassen H, Siamak R. General modeling for model based FDD on building HVAC system. Simulation Practice and Theory. 2002; 9: 387-397.
100. Yi H, Hau JL, Ukidwe N, Bakshi B. Hierarchical thermodynamic metrics for evaluating the environmental sustainability of industrial processes. Environ Prog. 2004; 23: 302-14.
101. Valero A. Exergy accounting: capabilities and drawbacks. Energy. 2006; 31: 164-80.
102. Valero A, Serra L, Uche J. Fundamentals of Exergy Cost Accounting and Thermo economics. Part I: Theory, Journal of Energy Resources Technology. 2006; 128(1): 1-8.
103. Maroto-Sánchez A. La productividad en el sector servicios. Un análisis económico aplicado. [disertación]. Alcalá: Facultad de Ciencias Económicas y Empresariales, Universidad de Alcalá; 2007.
104. Barnes-Holmes D, Rodríguez M, Whelan R. Relational frame theory and the experimental analysis of language and cognition. Rev. Lat. Psi. 2005; 37(2); 255-275
105. Chen B, Dai J, Sciubba E. Ecological accounting for China based on extended exergy. Renewable and Sustainable Energy Reviews. 2014; 37: 334-347.
106. Krahl I.M. Desenvolvimento sustentável, sustentabilidade e exergia: identificação de relações pertinentes e de indicadores baseados em exergia. [Dissertação de Mestrado Profissional em Sistemas de Gestão]. Niterói: Universidade Federal Fluminense; 2009
107. Cervantes G, Arce J, Mazza L. (2010). Sustainability Indicators for Industrial Ecology: Industrial Ecosystems Assessment. ISIE Asia-Pacific Meeting & ISIE MFA-ConAccount Meeting.
108. American Society of Heating. Ashrae Handbook Heating, Ventilating, and Air Conditioning Systems HVAC and Equipment Inch-Pound I-P) Har/Cdr Edition; 2012..
109. Machado K, Vélez J. Estudio de propiedades físicas de alimentos mexicanos durante la congelación y el almacenamiento congelado Revista Mexicana de Ingeniería Química. 2008; 7(1): 41-54.
Bibliografía 129
110. 111. 112.
ICER Ingenieros, Refrigeración Industrial. Tablas de Saturación R-717. San
Ignacio 351, Bodega J – Quilicura, Santiago de Chile Disponible en:
http://www.icer.cl/pdf/diagramas/st717.pdf
Ingeniería Energética General. Eficiencia Energética de los Sistemas de
Refrigeración Propiedades de los Refrigerantes. Tablas presión – temperatura
R22, R410, R407C, R12, R134A y R717. Disponible en URL:
ww.energianow.com/Articulos/sistema_refrigeracion.pdf
Escalona V, Luchsinger L, Bustamante A, Cárdenas D, Lizana L, Tapia, M. Sistemas de pre-enfriado y almacenamiento de la materia prima y sus efectos sobre la calidad de los productos de IV y V gama. Disponible en URL: http://www.hortyfresco.cl/docs/press/5.pdf.
113. Burnett R, Hansen D. Ecoefficiency: Defining a role for environmental cost management. Accounting, Organizations and Society. 2008; 33: 551-581.
114. Kuosmanen T. Measurement & Analysis of Eco-efficiency. An Economist’s Perspective, Journal of industrial ecology. 2005; 6(4): 15-18.
115. Ahamed J, Saidur R, Masjuki H. Review on exergy analysis of vapor compression refrigeration system. Renewable and Sustainable Energy Reviews. 2011; 15: 1593-1600.