MetMejoraCompetitividadPDG

of 158
-
Upload
moises-romero -
Category
Documents
-
view
216 -
download
0
Transcript of MetMejoraCompetitividadPDG
-
8/2/2019 MetMejoraCompetitividadPDG
1/158
1
ResumenP. Reyes / Febrero 2006
-
8/2/2019 MetMejoraCompetitividadPDG
2/158
2
Objetivo Comprender las nuevas metodologas
enfocadas a mejorar la posicin competitivade la empresa en calidad, productividad,
servicio y costos para enfrentar las
realidades actuales de la competencia de
clase mundial
-
8/2/2019 MetMejoraCompetitividadPDG
3/158
3
Contenido1. Introduccin2. Empresa Esbelta (servicios y mfra.)3. Normas y estndares internacionales4. Lanzamiento de nuevos productos
Lean5. Seis Sigma6. Tecnologas de informacin y
comunicaciones
-
8/2/2019 MetMejoraCompetitividadPDG
4/158
4
-
8/2/2019 MetMejoraCompetitividadPDG
5/158
5
Contenido1.1 Tendencias globales
1.2 Empresas de clase mundial
-
8/2/2019 MetMejoraCompetitividadPDG
6/158
6
Tendencias globalesTLC, UE, Israel, Cuenca Pacfico, Chile, etc..
-
8/2/2019 MetMejoraCompetitividadPDG
7/1587
Competencia Global Qu requiere y espera el cliente?
-
8/2/2019 MetMejoraCompetitividadPDG
8/1588
1.1 Tendencias globalesLos clientes tienen muchas alternativas, quieren: Calidad, el producto exceda sus expectativas (ppm)
Costo, que se perciba como justo
Tiempo de entrega, lo ms rpido posible
Continuidad, que el proveedor permanezca
Conservacin de recursos ecolgicos, ambientales
-
8/2/2019 MetMejoraCompetitividadPDG
9/1589
1.1 Tendencias globales Rapidez (antes que precio).
Facilidad de uso y accesibilidad (celulares)
Cambios y movimientos demogrficos (migrantes)
Gran variedad de productos disponibles (chocolates)
Cambios en los estilos de vida y gustos (jvenes)
-
8/2/2019 MetMejoraCompetitividadPDG
10/15810
1.1 Tendencias globales Gran variedad de descuentos y premios
(permanentes)
Valor agregado (al servicio) Nmeros 800 (gratis), seguimiento postventa
Servicio al cliente
Alta tecnologa
Alta calidad (funcional, imagen y apariencia)
-
8/2/2019 MetMejoraCompetitividadPDG
11/15811
Empresas de clase mundialQu caractersticas tienen?
-
8/2/2019 MetMejoraCompetitividadPDG
12/15812
Empresas de clase
mundial EstrategiasCalidad total> cero defectos
Operacin JIT> cero inventariosMantenimiento Productivo Total -> cero fallas
Procesos de mejora continua -> cero obsolescencias
-
8/2/2019 MetMejoraCompetitividadPDG
13/15813
1.2 Empresas de
clase mundial Enfoque a satisfaccin del cliente Sensibilidad a cambios en el mercado
Requisitos claros cliente proveedor Conocimiento profundo de sus procesos de trabajo Apego a normas y estndares internacionales
Sistemas financieros adecuados Tecnologa adecuada Amigables con el ambiente
-
8/2/2019 MetMejoraCompetitividadPDG
14/15814
1.2 Empresas de clase mundial Planeacin estratgica
Entregas a tiempo y en cantidad pedida 98% min. Rechazos: Cliente 50 ppm Interno 200 ppm
Enfoque al empleado, capacitacin y desarrollo
Empleados multihabilidades, empowerment
Desarrollo continuo de los recursos humanos Trabajo en equipo multidisciplinario
-
8/2/2019 MetMejoraCompetitividadPDG
15/15815
1.2 Empresas de clase mundial Inventario en proceso de horas o das no meses Tiempo de ciclo horas, das no semanas
Rotacin de inventarios mayor a 15 veces Costos de calidad menores al 3% Tiempos de preparacin en minutos no horas
Manufactura celular Uso de mtodos estadsticos
-
8/2/2019 MetMejoraCompetitividadPDG
16/15816
1.2 Empresas de
clase mundial Cumplimiento de estndares internacionales
ISO 9000 / ISO TS 16949 Gestin de calidad ISO 14000 Medio ambiente ISO 18000 Seguridad
Procesos basados en la demanda Kanban, JIT Administracin visual
Enfoque a la simplificacin de operaciones nfasis en la innovacin
-
8/2/2019 MetMejoraCompetitividadPDG
17/15817
-
8/2/2019 MetMejoraCompetitividadPDG
18/15818
Contenido2.1 Metas de la empresa Lean (esbelta)2.2 Mapeo de procesos
2.3 Procesos de gestin Lean
2.4 Lean en la calidad
2.5 Manufactura Lean
-
8/2/2019 MetMejoraCompetitividadPDG
19/15819
2.1 Las metas de la empresa Lean
Reducir los recursos utilizados en lasoperaciones de manufactura o servicios(eliminar desperdicios)
Reducir el tiempo de desarrollo ylanzamiento de nuevos productos
Reducir el tiempo de proceso de lainformacin desde pedidos hasta entregas
-
8/2/2019 MetMejoraCompetitividadPDG
20/15820
Lean = Eliminacin de Muda Sobreproduccin Defectos / Rechazos Inventarios Movimientos excesivos Procesos que no agregan
valor
Esperas Transportes innecesarios
Tpicamente el 70% de las actividades no agregan valor
-
8/2/2019 MetMejoraCompetitividadPDG
21/158
21
Ejercicio 1 Identificar Muda Individualmente
Discutir en equipos
Comentar al grupo
-
8/2/2019 MetMejoraCompetitividadPDG
22/158
22
-
8/2/2019 MetMejoraCompetitividadPDG
23/158
23
Ventas yMktg.
IngenieraAdmn.
FinanzasOperacio-
nesRecursosHumanos
TecnologasInformacin
Ejecutivos
Staff
Gerentes
Ingenieros
Superviso-res
Operadores
Proceso de negocio (---) vs Funcin organizacional (O)
Entrada Salida
-
8/2/2019 MetMejoraCompetitividadPDG
24/158
24
Macroprocesos o procesos principales
Procesos derivados de los principales
Diagramas de flujo de actividades
-
8/2/2019 MetMejoraCompetitividadPDG
25/158
25
Necesidad deNuevo producto
Levantamiento de
pedido
Ventas
Area
Cliente
Cuestionario Tcnico(Nuevo Formato)
HoyFicha
tecnica
Ingenieria Evaluacin deFactibilidad deFabricacin
Aprobacin de laficha tcnica Emisin de la
matriz tcnica
Adquisiciones
Apoyo en laevaluacin defactibilidad e
Fabricacin
Preliminar decostos porIngenieria
Finanzas
Cotizacin formal
2
1
BOM, ruta de proceso,
(Preliminares)
Prototipo cuando
aplique
DIAGRAMA DE FLUJO DESPLEGADOTiempo
-
8/2/2019 MetMejoraCompetitividadPDG
26/158
26
NOTAS
SOLICITUD DE NUEVOSUMINISTRO
ELABORACION DE SOLICITUD DENUEVO SUMINISTRO
REGISTRO DE SOLICITUDEJECUTIVO DEATENCIONTELEFONICA
CONSULTA DESOLICITUD (SAC) R
7.2.2.-01
INDICE DE LLAMADASATENDIDAS
SAC,COMPUTADORA
LEY DEL SERVICIO PUBLICODE ENERGIA ELECTRICA Y
SU REGLAMENTO,SYLLABUS INDIVIDUAL
REGISTRO DE SOLICITUDDARSE DE ALTA EN EL SECTORO BLOQUE CORRESPONDIENTE
LINIERO DE
SERVICIO ALCLIENTE
COMPUTADORA
MAESTRA DEL ASSER YBITACORA DEL SAC
SISTEMA DE ATENCIONDISTRIBUIDA (AT&D)
COMPUTADORAS
RADIOS, MODEM YTERMINAL PORTATIL SYLLABUS INDIVIDUAL
SE RECIBE ORDEN DE TRABAJOA TERMINAL PORTATIL VIA
MODEM
LINIERO DESERVICIO ALCLIENTE
CONSULTA DESOLICITUD (SAC) R
7.2.2-01
COMPROMISOS DESERVICIO
SE REVISA DIARIAMTE LOSPENDIENTES DEL DIA
ANTERIORSYLLABUS INDIVIDUAL
SE EJECUTA TRABAJO?LINIERO DESERVICIO ALCLIENTE
SI CUMPLE CON LOS DOCELINEAMIENTOS INTERNOS,PROCEDE LA CONEXIN
DEL SERVICIO
SYLLABUS INDIVIDUAL
SE RECHAZA SOLICITUD ATENCIN DE SOLICITUDLINIERO DESERVICIO ALCLIENTE
CONSULTA DESOLICITUD (SAC) R
7.2.2-01 RECHAZO F7.2.2-01
INDICE DE RECHAZO
INSTALACIN DE SERVICIONUEVO
CONEXION DE NUEVOSSUMINISTROS
LINIERO DE
SERVICIO ALCLIENTE
CONSULTA DESOLICITUD (SAC) R
7.2.2-01 RECHAZO F7.2.2-01
CUMPLIMIENTO DE NORMAS
VEHICULO
HERRAMIENTAS YMATERIAL
SYLLABUS INDIVIDUAL
TERMINACION DE SOLICITUDESLINIERO DESERVICIO ALCLIENTE
CONSULTA DESOLICITUD (SAC) R
7.2.2-01
TIEMPO PROMEDIO DECONEXIN
SYLLABUS INDIVIDUAL
DARSE DE BAJA DEL SECTOR OBLOQUE CORRESPONDIENTE
LINIERO DESERVICIO ALCLIENTE
R 7.2.2-01 SAC(CONSULTA DE
SOLICITUD)
BITACORA DEL LINIERODE SERVICIO AL
CLIENTESYLLABUS INDIVIDUAL
SUPERVISION DEL SERVICIOLIDER DESERVICIO ALCLIENTE
R- 8.2.4-05 GUIA DESUPERVISION
BITACORA DEL LINIERODE SERVICIO AL
CLIENTECUMPLIMIENTO DE NORMAS SYLLABUS INDIVIDUAL
ANALISIS DE INDICADORESLIDER DESERVICIO ALCLIENTE
REVISION DE AREAS DEXITO
METAS CUMPLIDAS SYLLABUS INDIVIDUAL
DOCUMENTOS RELACIONADOS
PLAN DE CALIDAD DE CONEXION DE NUEVOS SERVICIOSEQUIPO DE SERVICIO AL CLIENTE
ENTRADA(DETONANTE DE VALOR)
PROCESO(NERVIO DEL NEGOCIO)
SALIDASYLLABUS PLUS
RESPONSABLEREGISTRO O
EVIDENCIAINDICADORES DE MONITOREO
O INSPECCINCR ITE RI O DE ACE PT AC I N RE CUR SO S
NO
SI
-
8/2/2019 MetMejoraCompetitividadPDG
27/158
27
Visita al consultorio mdico
Espera Espera
-
8/2/2019 MetMejoraCompetitividadPDG
28/158
28
Esperar al dependiente 15 min. NAV Pedir artculo 2 min. AV Dependiente pregunta por art. 5 min. NAV
Bsqueda de artculo 20 min. NAV Transporte de artculo 5 min. NAV Entregar artculo al cliente 2 min. AV Inspeccin por el cliente 5 min. NAV Elaboracin de factura 10 min. NAV Empaque del artculo 5 min. AV Verificacin de vigilancia 5 min. NAVSlo el 12% de actividades agregan valor al servicio
-
8/2/2019 MetMejoraCompetitividadPDG
29/158
29
-
8/2/2019 MetMejoraCompetitividadPDG
30/158
30
Buscar culpables, Burocracia Prioridad a procedimientos y reglas
Olvido al cliente Alto desperdicio en tiempo, materiales,
papel enfoque a apagar fuegos
Poca atencin al empleado, pocaseguridad
Comunicacin slo en sentido vertical
-
8/2/2019 MetMejoraCompetitividadPDG
31/158
31
Mantenimiento deficiente
Poco involucramiento y compromiso
Feudos/Revanchas/Poltica negativa
Autoridad jerrquica, sin equipos
Alta rotacin / Alto ausentismo Bajo desempeo, apata
T b j i L
-
8/2/2019 MetMejoraCompetitividadPDG
32/158
32
Facilitador deProcesos de
Recursos Humanos
TeamGerencial
R Humanos Materiales ChampionProduccinCostos
Facilitador deProcesos /Proyectos
Facilitador deMantenimiento /
Proyectos
P a t r o c i n a d o r e s
Trabajo en equipo para Lean
-
8/2/2019 MetMejoraCompetitividadPDG
33/158
33
El cliente es la mxima prioridadOperacin limpia (ISO 14000) y segura
Competitividad y finanzas sanas Sistemas visuales simples y Operacin
estable
Entrega oportuna y Trabajo enequipos
Ambiente de trabajo seguro y agradable
-
8/2/2019 MetMejoraCompetitividadPDG
34/158
34
Desarrollo de empleados MultihabilidadesAlta comunicacin, horizontal y abiertaDesarrollo de personal, decisiones
participativas Productividad y mejora continua,
reconocimientos Empowerement a empleados / Personal
motivado / SugerenciasAlta Calidad, enfoque a la gente, ISO
9000, PNC
-
8/2/2019 MetMejoraCompetitividadPDG
35/158
35
Eliminar actividades que no agregan valor
Ampliar alcance de los puestos
Aplanar la organizacin
Desarrollo de personal multihabilidades
Crear oportunidades de plan de carrera
Mtodos Lean en RH
-
8/2/2019 MetMejoraCompetitividadPDG
36/158
36
Outsourcing
Razones para tercerizar Alcanzar la efectividad enfocndose en lo que
la empresa hace mejor
Aumentar la flexibilidad para alcanzar el cambio Mejorar el rendimiento organizacional a travs de una
mayor productividad, mejor calidad, entregas confiables y
a tiempo
Transferir el costo de los empleados(incluyendo los beneficios que por ley se les otorga)
y los gastos gerenciales al proveedor.
-
8/2/2019 MetMejoraCompetitividadPDG
37/158
37
Outsourcing
Razones para tercerizar Convertir los costos fijos en costos variables
Reducir inversiones en equipo, inventarios,personal, entre otros, para utilizar esosrecursos para otros propsitos.
Ganar acceso al mercado y oportunidades de negocio atravs de la red de proveedores.
-
8/2/2019 MetMejoraCompetitividadPDG
38/158
38
Outsourcing
Razones para tercerizar Expandir las operaciones durante perodos en
los que esa expansin no podra ser
financiada
Recibir ideas innovadores para mejorar el negocio,los productos, los servicios, entre otros
Mejorar la credibilidad y la imagen corporativa atravs de la asociacin de proveedores grandes
-
8/2/2019 MetMejoraCompetitividadPDG
39/158
39
Outsourcing
Razones para no tercerizar Mantener los puestos de trabajo para evitar
falta de lealtad de los empleados
Baja de la moral de los empleados en general
Perder el control sobre el proveedor
Perder la filosofa de la empresa
-
8/2/2019 MetMejoraCompetitividadPDG
40/158
40
Outsourcing
Razones para no tercerizar Incertidumbre existencial
Depender de los proveedores
Perder la confidencialidad
Temor a que los contratistas se expandan dentro dela empresa.
-
8/2/2019 MetMejoraCompetitividadPDG
41/158
41
Outsourcing
Actividades a tercerizar Los que hacen uso intensivo de recursos gastos
corrientes o inversin de capital reas relativamente independientes Servicios especializados y otros servicios de apoyo. Aquellas sujetas a un mercado rpidamente
cambiante y donde es costoso reclutar, capacitar yretener al personal
Aquellas con la tecnologa rpidamente cambiante,que requieren una gran inversin
-
8/2/2019 MetMejoraCompetitividadPDG
42/158
42
Outsourcing
Actividades que no se tercerizan Estrategias Finanzas corporativas Control de proveedores y Calidad Normas ambientales y Seguridad La satisfaccin de los requisitos del mercado y
reglamentarios La provisin de administracin y direccin El mantenimiento de las competencias y el control La diferenciacin con respecto a los competidores El mantenimiento de la propia identidad
-
8/2/2019 MetMejoraCompetitividadPDG
43/158
43
Consignacin de materialespor los proveedores
Inicia el periodo de crdito a partir del uso: Refacciones y herramientas para
Mantenimiento
Materiales de empaque
Aceros y materiales de alto costo
ARTCULOS EN LOS SUPERMERCADOS
-
8/2/2019 MetMejoraCompetitividadPDG
44/158
44
Mtodos Lean
con clientes Estructura de la Organizacin ms plana con
Empowerment en unidades de negocio
Empowerment al cliente por medio de pginasWeb (catlogos, existencias, precios), motores debsqueda
Compras o demostraciones automatizadas por Web(libros, CDs, cocinas, refrigeradores intel.)
Atencin automatizada por Call Centers
-
8/2/2019 MetMejoraCompetitividadPDG
45/158
45
Eliminar actividades que no agregan valor
Desarrollo de productos con ciclo reducido a travs de
equipos multidisciplinarios
Minimizar las variaciones diseo (CAD, CAM)
Mantener especificaciones actualizadas con losprocesos reales de manufactura (0 diferencias)
Mtodos Lean en Ingeniera
-
8/2/2019 MetMejoraCompetitividadPDG
46/158
46
Mtodos Lean en la
Administracin de produccin Almacenamiento de partes o entregas cercanas al
lugar de uso (kanban)
C.P., C.C. Y C.I. con personal que agrega valor
Hacer slo lo que se est vendiendo
Nivelar los programas de produccin
Minimizar los inventarios en proceso WIPs
-
8/2/2019 MetMejoraCompetitividadPDG
47/158
47
-
8/2/2019 MetMejoraCompetitividadPDG
48/158
48
Actividades no Lean
en Operaciones Filas de espera Movimientos de materiales
Preparacin de equipos y ajustes Inspecciones
Almacenamientos Proceso de firmas
Exceso de transacciones en proceso Exceso de manejo de materiales ........
-
8/2/2019 MetMejoraCompetitividadPDG
49/158
49
-
8/2/2019 MetMejoraCompetitividadPDG
50/158
50
La ruta de la calidad
-
8/2/2019 MetMejoraCompetitividadPDG
51/158
51
1.- SELECCIN DEL TEMA
2.- RAZON DE LA SELECCIN
3.- ESTABLECER OBJETIVOS
4.- PROGRAMA DE ACTIVIDADES
5.- DIAG. DE SITUACION ACTUAL
6.- ANALISIS DEL PROBLEMA
7.- ANLISIS DE SOLUCIONES
8.- IMPLANTAR SOLUCIONES
9.- VERIFICACION DE SOLUCIONES
10.- PREVENCION DE LAREINCIDENCIA
11.- REFLEXION Y TAREASFUTURAS
PLANEAR
P
HACERD
CHECARC
ACTUARA
ESTABLECER LAFORMA IDEAL
BUSQUEDA DECAUSA REAL
POR INICIATIVAHACER
UN EJEMPLOINMEDIATAMENTE
EN CASODE NOHABEREFECTO
La ruta de la calidad
-
8/2/2019 MetMejoraCompetitividadPDG
52/158
52
Ejemplo
QUE
JAS
DEVO
LUCION
TARDANZA
INCOMPLET
O
PRODSU
CIO
EQUIVO
CADO
OTR
OS
0
20
40
60
80
100
20%
40%
60%
80%
100%
0
10
20
30
40
50
60
70
80
90
100
1e r t ri m. 2 do t ri m. 3 er t ri m. 4 to t ri m.
Este
Oeste
Norte
(%)
V
ENTAS
6
OBJ. PRIMARIO
5
4
3
2
1
0
OBJ.SECUNDARIO
OBJETIVO FINAL
0%
65
CONDICION ACTUAL
4321
P
ERDIDAS
Pasos 1 y Seleccin del tema y situacin actual
Paso 3. Meta
Paso 4. Causas probables
Medioambiente Mtodos Personal
Quproduce
bajas ventas
de
Tortillinas
Ta Rosa?
Clima
hmedo
Calidad del
producto
Tipo de
exhibidor
Falta de
motivacinAusentismo
Rotacin de
personal
Maquinara Materiales
Clientes con
ventas bajas
Malos
itinerarios
Descompostura
del camin
repartidor
Distancia de
la agencia alchangarro
Medicin
Seguimiento
semanal
Conocimiento
de los
mnimos por
ruta
Frecuencia
de visitas
Elaboracinde pedidos
Posicin de
exhibidores
Falta de
supervi
cin
-
8/2/2019 MetMejoraCompetitividadPDG
53/158
53
EjemploPaso 5. Generacin y evaluacin de solucionesPaso 6. Implementacin de soluciones
Paso 7. Verificacin de su efectividad
0
10
20
30
40
50
60
70
80
90
1e r t ri m. 2 d o t ri m. 3e r t ri m. 4t o t ri m.
Este
Oeste
Norte
0
10
20
30
40
5060
70
80
90
1 er t r im. 2 do t ri m. 3 er t r im. 4 to t r im.
Este
Oeste
Norte
A N T E S D E S P U E S
M E J O R A
C O S T O$ 5 , 0 0 0
C O S T O
$ 1 , 0 0 0
-
8/2/2019 MetMejoraCompetitividadPDG
54/158
54
EjemploPaso 8. Prevencin de la reincidencia
CONTROLES
AUTOMATICOS
AYUDAS
VISUALES
POK A - YOKE
PROCEDIMIENTOS
DE OPERACIN
ESTANDAR
ESPECIFICACIONES
Paso 9. Reconocimiento al equipoKaizen
Pasos del Kaizen
-
8/2/2019 MetMejoraCompetitividadPDG
55/158
55
Pasos del Kaizen Definicin del problema, alcance y metas Formar y capacitar al equipo Kaizen
Colectar datos: tiempos, takt time, trabajo estandarizado Tormenta de ideas: colectar ideas en todos los turnos
Identificar prioridades Probar las ideas Verificar resultados Modificar el Lay Out
Revisar y actualizar los estndares de trabajo Revisar planes de accin y revisar prioridades Reportar a la administracin Implementar
Reconocer al equipo Seguimiento: Plan de accin, aceptacin del cambio, lay out Hacer que el Kaizen sea una forma de vida Medir el desempeo del Kaizen
-
8/2/2019 MetMejoraCompetitividadPDG
56/158
56
Por qu sucede y qu se requiere para mejorar esta situacin?
-
8/2/2019 MetMejoraCompetitividadPDG
57/158
57
-
8/2/2019 MetMejoraCompetitividadPDG
58/158
58
Lean para ahorro de espacio ytiempo,las5Ss
SeiriDeshacerse de todo lo innecesario
Seiton Asignar un lugar para cada cosa
Seiso- Limpieza
Seiketsu- Estandarizacin
Shitsuke- Disciplina
Encontrar cualquier cosa en menos de 30 seg.
-
8/2/2019 MetMejoraCompetitividadPDG
59/158
59
-
8/2/2019 MetMejoraCompetitividadPDG
60/158
60
Trabajo estandarizadoEs la forma ms eficiente de fabricar productos sin desperdicio por
medio de la mejor combinacin de mtodos de trabajo.
Por estandarizacin se entiende: Siempre seguir la misma secuencia de trabajo Los mtodos totalmente documentados Los mtodos estn visibles en cada estacin de trabajo El material est colocado siempre en el mismo lugar La informacin se presenta de la misma forma en toda la planta Se tiene el registro del movimiento detallado del cuerpo
humano
-
8/2/2019 MetMejoraCompetitividadPDG
61/158
61
L d i d l ti
-
8/2/2019 MetMejoraCompetitividadPDG
62/158
62
Lean para reduccin del tiempode preparacin y ajuste SMED
Hay tipos de preparaciones internas y externas
Preparacin interna (IED)
Operaciones realizadas con mquina parada
Preparacin Externa (OED)Operaciones realizadas con la mquina
operando
Propsito: Convertir operaciones Internas a externas(filmar, analizar, cambiar)
-
8/2/2019 MetMejoraCompetitividadPDG
63/158
63
TPM Requiere
-
8/2/2019 MetMejoraCompetitividadPDG
64/158
64
TPM Requiereun Cambio de Paradigma
Actitud Anterior
Yo opero, tarreglas
Yo arreglo, tdiseas
Yo diseo, toperas
Actitud de TPMTodos nosotros somosresponsables de nuestra
maquinaria equipo
Quin es elresponsable aqu?
EL !
Por qu pasa y qu hacer para evitar esta
-
8/2/2019 MetMejoraCompetitividadPDG
65/158
65
Por qu pasa y qu hacer para evitar estasituacin?
a)- De repente se rompi el engrane de la maquinaria
ocasionando paro de equipo. Mantenimiento tard 60 minutospara recuperarla.
P didas po eq ipos
-
8/2/2019 MetMejoraCompetitividadPDG
66/158
66
Prdidas por equiposreducidas por el TPM
Tiempos Muertos: Fallas, arranques, ajustes ycambios de tipo
Prdidas de velocidad: Paros menores, velocidadreducida por desgaste de partes
Defectos: Mala calidad, rendimiento reducidohasta la aceptacin de partes
-
8/2/2019 MetMejoraCompetitividadPDG
67/158
67
Elementos del MantenimientoProductivo Total (TPM)
Mantenimiento correctivo programado
Mantenimiento preventivo (incluye predictivo por
proveedores: termografa infrarroja, anlisis devibraciones y aceites)
Mantenimiento productivo autnomo poroperadores (limpieza, lubricacin, etc.)
Mantenimiento proactivo por Ingeneira (rediseo,Mantenabilidad, confiabilidad, Poka Yokes)
Fase P a s o D e t a l l e s
-
8/2/2019 MetMejoraCompetitividadPDG
68/158
68
Fase P a s o D e t a l l e s
1.- La alta direccin anuncia inicio TPM Conferencia sobre TPM al personal
2.- Programa de educacin y campaaDirectores: seminarios.General: presentaciones
3.- Crear organizaciones/ promocin Crear comits en cada nivel parapromocin, asignar staff
4.- Establecer polticas bsicas y metas Evaluar condiciones actuales, metas
5.- Formular plan maestro Preparar planes detallados deactividades.
6.- Organizar acto de lanzamiento Invitar clientes, gente importante
Imp
lantacin
Implantacin
preliminar
Estabilizacin
7.Mejorar la efectividad de cada equipo Seleccionar equipo modelo. Formar equipode proyecto.
8.- Programa de mantenimiento autnomo Promover los 7 pasos, fabricar tiles de diagnsticoy establecer proc. de certificacin de los trabajadores
9. Programa de mantenimiento paraEquipos nuevos por mantenimiento.
Incluye mantto. peridico, y predictivo, gestin derepuestos, herramientas, dibujos y programas
10. Dirigir el entrenamiento para mejorar
operacin y capacidad de mantenimiento
Entrenar a los lderes, estos comunican informacin
con los miembros del grupo.
11. Programa actualizacin de losequipos antiguos
Reconstruccin y mantenimiento preventivo
12. Perfeccionar y mejorar el TPM Evaluacin para el premio PM, fijar objetivos maselevados
Pasos para implantar el mantenimiento productivo total
7 pasos para desarrollar el mantenimiento autnomo
-
8/2/2019 MetMejoraCompetitividadPDG
69/158
69
L O S P A S O S L A S A C T I V I D A D E S
1.- Limpieza Inicial (5Ss)
2.- Acciones en la fuentede los problemas
3.- Estndares de limpieza ylubricacin
4.- Inspeccin General
5.- Inspeccin autnoma
6.- Organizacin y orden
7.- Mantenimiento autnomo
pleno
Limpiar para eliminar polvo y suciedad, principalmente en elcuerpo del equipo; lubricar y apretar pernos, descubrirproblemas
Prevenir la causa del polvo, suciedad y difusin de esquirlas,mejorar partes que son difciles de limpiar y lubricar, reducir eltiempo requerido para limpiar y lubricar
Establecer estndares que reduzcan el tiempo gastadolimpiando, lubricando y apretando ( especficamentetareas diarias y peridicas
Con la inspeccin manual se genera instruccinlos miembros de crculos descubren y corrigendefectos menores del equipo
Desarrollar y emplear listas de chequeo para
inspeccin autnoma
Estandarizar categoras de control de lugares de trabajo individuales; sistematizar a fondo el control del mantenimiento:estndares de inspeccin, limpieza y lub., registro datos y matto
Desarrollos adicionales de polticas y metas compaa, incrementar regularidad de actividades mejora. Registrar resultados
anlisis MTBF y disear contramedidas en concordancia
7 pasos para desarrollar el mantenimiento autnomo
-
8/2/2019 MetMejoraCompetitividadPDG
70/158
70
Eliminacin de fugas de aceite Disminucin dramtica de
tiempos muertos Incremento en la eficiencia de
los equipos Reduccin de paros no
programados Reduccin de rechazos en
producto intermedio y productofinal
Disminucin de consumo de
energa
Reduccin de horas hombremantenimiento correctivo
Reduccin costo por contratistas Reduccin de costo por partes
de repuesto Menor polvo ambiental Menor ruido Menos conflictos produccin /
mantenimiento
Resultados esperados del TPM
-
8/2/2019 MetMejoraCompetitividadPDG
71/158
71
L l t did
-
8/2/2019 MetMejoraCompetitividadPDG
72/158
72
La planta escondida
Fabricacin Inspeccin Empaque Embarque
Desperdicio
Retrabajo ReInspeccin!! Eliminar
esta planta
escondida !!
Y.tp=Rend. Antes de retrabajo=37% Y.final=90% Rend. con retrabajo
-
8/2/2019 MetMejoraCompetitividadPDG
73/158
73
Manufactura celular y Kanban
-
8/2/2019 MetMejoraCompetitividadPDG
74/158
74
Qu espera el cliente y como se reabastecen losproductos de un supermercado?
-
8/2/2019 MetMejoraCompetitividadPDG
75/158
75
Prerrequisitos del Kanban Suavizacin de la produccin Programa maestro
Nivelar la carga del programa Cambios rpidos
Equipo capaz Mantenimiento Productivo Totaltiempos muertos y defectos mnimos
Organizacin adecuada de planta conLas 5Ss Lay Out y distribucin de planta adecuada
Entregas confiables de proveedores y cero defectos Trabajo estandarizado
-
8/2/2019 MetMejoraCompetitividadPDG
76/158
76
Prerrequisitos del Kanban
Creacin de un ambiente adecuado JAT
Trabajo en equipo, Kaizen
Mapeo y rediseo de procesos
Administrativos y de mfra.
5Ss, Admn. Visual,
SMED, TPM, TQM,TOC, Outsourcing,Asignacin, Trabajoestandarizado, etc.
Kanban, JAT
SISTEMA DE JALAR
-
8/2/2019 MetMejoraCompetitividadPDG
77/158
77
EmbarqueProductosTerminados(200 en
5 familias)
Celda de Mfra.Para la familia M
Celda de Mfra.Para la familia N
CuadrosKanban
Celdas de Manufactura
En U
Proveedor
EDI
Todo lo necesario para elproducto M est integrado aqu
Cliente
Sistema de seales visuales que facilitan al personal
-
8/2/2019 MetMejoraCompetitividadPDG
78/158
78
en la planta identificar las operaciones omovimientos a realizar sin procedimientossofisticados
Flujo del procesoCuadros Kan Ban
Flujo de las tarjetas
Proceso
A
Proceso
B
Proceso
C
Proceso
DProveedor
Cliente
Tablero de avisos electrnico
Presentacin Proyecto Six-Sigma
-
8/2/2019 MetMejoraCompetitividadPDG
79/158
Reduccin de la Variacin deInventario de Material en Proceso
(WIP)
y g
-
8/2/2019 MetMejoraCompetitividadPDG
80/158
80
-
8/2/2019 MetMejoraCompetitividadPDG
81/158
81
Normas internacionales Por qu es necesario seguirlas o cumplirlas?
-
8/2/2019 MetMejoraCompetitividadPDG
82/158
82
MEJORA CONTINUA
Client
e
Re
queri
mien
tos
Cliente
Satisfaccion
Responsabilidadde la Direccin
Administracinde Recursos
Medicin,anlisis,mejora
Realizacindel Producto(y/o servicio)
Producto/
ServicioEntrada Salida
Informacin
Informacin
EL SISTEMA DE CALIDAD
-
8/2/2019 MetMejoraCompetitividadPDG
83/158
83
Planes de Calidad
1. Manualde Calidad
2. Procedimientos
3. Instructivos
Formatos Vacios
Formatos Llenos4. Formatosy Registros
Documentos
controlados
Poltica
Registrosde calidad
El Sistema de Calidad se debe Establecer,Documentar e Implantar en forma Efectiva:
ISO TS 16949 ISO 9000:2000
Implantacin dela poltica
El Cmo de losprocedimientos
Clausulas Principales de
-
8/2/2019 MetMejoraCompetitividadPDG
84/158
84
pISO 9001:2000
Responsabilidadde la Direccin
ISO 9001:2000
Realizacin delProducto
Medicin, Anlisisy Mejora.
Sistema de Gestinde la Calidad.
Gestinde Recursos
ISO 19011
-
8/2/2019 MetMejoraCompetitividadPDG
85/158
85
ISO 19011Auditoras de calidad
Ha sido preparada de manera conjunta entre elISO/TC 176 SC 3 y el ISO/TC 207 SC 2
Cancela y remplaza a:
ISO 10011-1:1990
ISO 10011-2:1991
ISO 10011-3:1992 ISO 14010:1996
ISO 14011:1996
ISO 14012:1996
Normas Ambientales
-
8/2/2019 MetMejoraCompetitividadPDG
86/158
86
Normas AmbientalesISO 14001
1. Alcance2. Referencias normativas3. Definiciones
4. Requisitos de un S.G.A.
Anexo A. Gua para la utilizacin de las especificaciones
Anexo B. Vnculos entre ISO 14001 e ISO 9001
Anexo C. Bibliografa
-
8/2/2019 MetMejoraCompetitividadPDG
87/158
87
ISO 18000 Normas internacionales para seguridad e
higiene
-
8/2/2019 MetMejoraCompetitividadPDG
88/158
88
ISO TS 16949 Normas internacionales de la AIAG
para la industria automotriz
-
8/2/2019 MetMejoraCompetitividadPDG
89/158
89
DFSS Diseo para Seis Sigma
APQP Planeacin Avanzada de la Calidad
-
8/2/2019 MetMejoraCompetitividadPDG
90/158
90
Innovacin y nuevos productos
por qu es necesario innovar y lanzarnuevos productos?
Modelo Diseo para
-
8/2/2019 MetMejoraCompetitividadPDG
91/158
91
pSeis Sigma (DMADV)
Modelo Diseo para
-
8/2/2019 MetMejoraCompetitividadPDG
92/158
92
Modelo Diseo paraSeis Sigma (DFSS - DMADV)
Definir: metas del proyecto y necesidades del cliente
Medir: Identificar necesidades del cliente y
especificaciones Analizar: Determinar y evaluar las opciones del
diseo para cumplir los requerimientos del cliente
Disear: Desarrollar los procesos y productos paracumplir los requerimientos del cliente
Verificar: Validar y verificar el diseo
PLANEACION AVANZADA DE CALIDAD DEL PRODUCTO
-
8/2/2019 MetMejoraCompetitividadPDG
93/158
93
RETROALIMENTACIONDE LA EVALUACION YACCION CORRECTIVA
PLANEAR YDEFINIR
DISEO Y DESARROLLODEL PRODUCTO
DISEO Y DESARROLLODEL PROCESO
VALIDACION DEPRODUCTO YPROCESOAPQP
-
8/2/2019 MetMejoraCompetitividadPDG
94/158
94
PLANEA-CION
DISEO Y DESARRO-
LLO DEL PRODUCTO
DISEO Y DESARROLLO DEL PROCESO
VALIDACION DE PRODUCTO Y DEL PROCESO
PRODUCCION
RETROALIMENTACION DE EVALUACION Y ACCION CORRECTIVA
INICIACION \ APROBACIONDEL CONCEPTO
APROBACION DELPROGRAMA
PROTOTIPO PILOTO LANZAMIENTO
PLANEACION
PROGRAMA DE PLANEACIN DE LA CALIDAD
Escuchar la voz del cliente
-
8/2/2019 MetMejoraCompetitividadPDG
95/158
95
Escuchar la voz del clientede forma reactiva
La informacin llega ala empresa se tome ono accin
Quejas, devoluciones,garantas, descuentos
Con este se inicia
Escuchar su voz de forma
-
8/2/2019 MetMejoraCompetitividadPDG
96/158
96
Escuchar su voz de formaproactiva
Se busca lainformacin con elcliente
Investigacin demercados,entrevistas aclientes, encuestas
Identificar lascaract. importantespara el cliente
Despliegue de la funcin de
-
8/2/2019 MetMejoraCompetitividadPDG
97/158
97
Despliegue de la funcin decalidad QFD
El QFD proporciona un mtodo grfico paraexpresar las relaciones entre los requerimientosdel cliente y las caractersticas de diseo, forma la
matriz principal
El QFD permite organizar los datos derequerimientos y expectativas del cliente en una
forma matricial denominada la casa de la calidad.Proceso muy lento (toma meses)
-
8/2/2019 MetMejoraCompetitividadPDG
98/158
98
Caractersticas de diseodel producto
Necesidades
d
elcliente Relaciones
entre las necesidades
del cliente y las caract.
de diseo del producto
Caractersticas de diseodel producto
Necesidades
d
elcliente Relaciones
entre las necesidades
del cliente y las caract.
de diseo del producto
Correlaciones
Tcnicas
Nmeros de Prioridad Importa
nciaparaelcliente
Desempeoactual
Desempeodelacompetencia.
Meta
Pe
soPonderado
Pesonormalizado
Relaci
ndemejoramiento
Dificultadparalograrlameta
puntodeventa
Importa
nciaparaelcliente
Desempeoactual
Desempeodelacompetencia.
Meta
Pe
soPonderado
Pesonormalizado
Relaci
ndemejoramiento
Dificultadparalograrlameta
puntodeventa
Esto da como resultado la identificacin de las especificaciones
crticas de diseo del producto de acuerdo a la prioridad
% Relativo Nums. De PrioridadEspecs. de la empresa
Especs. de la competenciaMeta de la empresa
EL PROCESO 8D
-
8/2/2019 MetMejoraCompetitividadPDG
99/158
99
D0. PREPARAR EL PROCESO DE 8 DISCIPLINAS(8D)
D1. ESTABLECER EL EQUIPO DE TRABAJO
D2. DESCRIBIR EL PROBLEMA
D3. DESARROLLAR ACCIONES INTERINAS DE
CONTENCIN (ICA)
D4. DEFINIR Y VERIFICAR LA CAUSA RAZ YPUNTO DE ESCAPE
EL PROCESO 8D
EL PROCESO 8D
-
8/2/2019 MetMejoraCompetitividadPDG
100/158
100
D5. SELECCIONAR Y VERIFICAR ACCIONESCORRECTIVAS PERMANENTES (PCA`s) PARALA CAUSA RAZ Y PUNTO DE ESCAPE
D6. IMPLANTAR Y VALIDAR ACCIONESCORRECTIVAS PERMANENTES (PCA`s)
D7. PREVENIR LA RECURRENCIA
D8. RECONOCER AL EQUIPO Y LASCONTRIBUCIONES INDIVIDUALES
EL PROCESO 8D
EjemploPT
-
8/2/2019 MetMejoraCompetitividadPDG
101/158
101
1 Problem DescriptionWhat (M.Y., Model, Part Description):What (defect):
Who:Where (geographically):
Where (on the thing):When (1st. ocurrence):When (subsequent occurrences):
When (pattern?):
When (life of thing):Why:
How many (total # of units):How many (# defects/unit):
How much (size of defect):How often (#of defective things/ # of things manufactured): PPM
2 Interim Action/ContainmentDaimlerChrysler (DC) Authorizing Document (IAA #):
3 Root CausePossible Causes Identified Date:
Possible Causes Tested Date:True Cause(s) Identified Date:True Cause(s) Description:
PT
Ana Solano - KAUTEX / Personal D.C. Toluca
PT 2001, MODULO DE GASOLINA
TBD
M. De La CruzCalidad
En Proveedor de Bombas: Acciones contenedoras en la linea de ensamble de
bombas, han sido solicitadas
09/02/2001
2001/02/09
Inspeccin
Engranes internos-externos estan trabados impidiendo que giren y "expriman combustible al exterior "
2
DC End
Date
2001/02/28
09/02/2001
Modulo de gasolina no enva combustible
1
Segundo turno
Lnea de ensamble D.C. Toluca
Bomba de modulo de gasolina atorada
DC
Start DateWhat Who
Primer caso 01811 y segundo caso 02612
En TI Celula PT : Aspirado de las reas donde se
sub-ensambla la bomba, operacin 220,220-A y
300
G.Estrada
Produccin
2001/03/01
Partcula de polmero Acetal ( 1er. Caso ) y ABS ( 2do. Caso ), localizada entre
rotor interior y exterior, originando que ste se trabara y la bomba dejara de
funcionar.
2001/02/09
TBD2001/03/01
Ejemplo
4 P A i
-
8/2/2019 MetMejoraCompetitividadPDG
102/158
102
4 Permanent ActionDC Authorizing Document (CN/ODD Box): IAA:
5 Verification
6 Control
Design or
Process
1
7 Prevention
Similar Product Requiring Similar Action:
Sample
SizeDescription of Control
Aspirado de las reas en
donde se realizansubensambles que incluyan a
la bomba
N/A
Control Type
(1, 2, 3)
What Who
2001/03/01
Se realiza estudio de tiempos para mejorar flujo
de materiales entre operaciones para evitar el
acumulamiento y poder visualizar cuerpos
DC
Start DateM. De La Cruz
Calidad
En Proveedor de Bombas: Acciones permanentes
en la linea de ensamble de bombas, han sido solicitadas
Frequency Who (Plant)
Todo el turno
What Who DateMonitoreo por evaluacin visual en reas de
trabajo, interior de empaque de componentessurtidos a lnea de ensam. libre de polvo,basura
G.Estrada
Produccin
continuo
proceso
Se estudia la integracin de filtro (malla) en el cuerpo
del inlet de la bomba ( una sola parte todo el conjunto
) con ingeniera del producto WALBRO
Action DescriptionA.Prez
Ingeniera
TBD
Who Date
TI Group Mxico
/03/16 (propuBorja/Jimenez
Manufactura
2001/03/01
TBD
DC End
Date
-
8/2/2019 MetMejoraCompetitividadPDG
103/158
103
-
8/2/2019 MetMejoraCompetitividadPDG
104/158
104
Seis Sigma como estrategia
Es una estrategia de mejora de negocios que busca
encontrar y eliminar causas de errores o defectos en
los procesos de negocio enfocndose a los resultadosque son de importancia crtica para el cliente
Es una estrategia de gestin que usa herramientasestadsticas y mtodos de proyectos para lograrmejoras en calidad y utilidades significativas
-
8/2/2019 MetMejoraCompetitividadPDG
105/158
105
Objetivo de Seis Sigma
Un proceso Seis Sigma produce 3.4 defectos pormilln de oportunidades (DPMOs).
Seis Sigma se logra al reducir la variabilidad en losproductos, procesos y servicios, con lo que sereducen los costos, tiempos de ciclo y aumenta lasatisfaccin del cliente y las utilidades.
Ejemplo: En la limpieza de una alfombra de 1500Pies2. Para 3 sigma, quedaran sin limpiar 4 Pies2 ypara 6 sigma slo la cabeza de una aguja
-
8/2/2019 MetMejoraCompetitividadPDG
106/158
106
Las fases DMAIC de 6 Sigma
MedicinDefinicinProyecto
Seis Sigma
Mejora
ControlAnlisis
Las fases de Seis Sigma
-
8/2/2019 MetMejoraCompetitividadPDG
107/158
107
Las fases de Seis Sigma(DMAIC)
Definir:seleccionar el problema o situacin Y a sermejorada para reducir errores (Y = f(X1, X2, ..., Xn)
Medir:diagnosticar la situacin actual (Y y Xs)
Analizar:identificar la causa raz de los defectos Xs
Mejorar: reducir la variabilidad o eliminar la causa
Control: controles para mantener la mejora
Definicin estadstica de Seis Sigma
-
8/2/2019 MetMejoraCompetitividadPDG
108/158
108
+4+5+6+1+2+3-2 -1-4 -3-6 -5 0
Con 4.5 sigmas se tienen 3.4 ppm
Media del procesoCorto plazo Largo Plazo
LSE - LmiteSuperior deespecificacin
LIE - Lmiteinferior deespecificacin
4.5 sigmas
El proceso se puede recorrer1.5 sigma en el largo plazo
La capacidadDel procesoEs la distancia
En Sigmas deLa media al LSE
3.4ppm
-
8/2/2019 MetMejoraCompetitividadPDG
109/158
109
Project Charter Descripcin general del
problema
Alcance
Meta medible
Sigmas
Recursos Nombre, Rol Otros participantes
Costos y beneficios Fechas arranque y final
por cada fase DMAIC Impacto financiero
Beneficios estimados Costos estimados
-
8/2/2019 MetMejoraCompetitividadPDG
110/158
110
Definicin del problema
Ejemplo de
-
8/2/2019 MetMejoraCompetitividadPDG
111/158
111
Ejemplo deDefinicin del problema
Y = f(Xs) Una persona no se siente bien
X1 = Identificar la enfermedad
X2 = Identificar el cncer
X3 = Ident. el cncer de pulmn
Sera difcil encontrar una cura si no hay definicinclara del problema
Fase de Medicin: diagnstico de
-
8/2/2019 MetMejoraCompetitividadPDG
112/158
112
la situacin actual del problema
Tiempo
VariablesAtributos
CIUDAD UNIDAD DESCRIPCION TOTAL
1 $10.00 $10.00
3 $1.50 $4.50
10 $10.00 $10.00
2 $5.00 $10.00
ORDEN DE ENVIO
Error
Posibles Fuentes de la
-
8/2/2019 MetMejoraCompetitividadPDG
113/158
113
Variacin del Proceso
La Repetibilidad y reproducibilidad (R&R), son los errores ms relevantes en la medicin.
Variacin del proceso, real Variacin de la medicin
Variacin del proceso, observado
Reproducibilidad
Repetibilidad
Variacin dentro dela muestra
Estabilidad Linealidad Sesgo
Variacin originada
por el calibrador
Calibracin
-
8/2/2019 MetMejoraCompetitividadPDG
114/158
114
Teora del camin y el tnelEl tnel (especificacin) tiene 9' de ancho El
-
8/2/2019 MetMejoraCompetitividadPDG
115/158
115
Nigels Trucking Co.
El tnel (especificacin) tiene 9 de ancho. Elcamin (variacin del proceso) tiene 10 y elchofer es perfecto. Pasara el camin? NO, lavariabilidad del proceso es mayor a la especificacin.
Ancho 9
El proceso debe estar en control,
tener capacidad y estar centrado
-
8/2/2019 MetMejoraCompetitividadPDG
116/158
116
Clculo de la capacidad del proceso
Habilidad o capacidad potencial Cp = (LSE - LIE )/6
Debe ser
1para tener el potencial decumplir con especificaciones (LIE, LSE)
Habilidad o capacidad real Cpk = Menor | ZI y
ZS
|/3
El Cpk debe ser 1 para que elproceso cumpla especificaciones
Diagrama derelaciones
QFD
Diagrama
FASE DE ANLISIS
-
8/2/2019 MetMejoraCompetitividadPDG
117/158
117
Diagrama deIshikawa Diagrama
de rbol
Anlisis del Modo y Efecto deFalla (AMEF)
DiagramaCausa Efecto
CTQs = YsOperatividad
X's vitales
Diagramade Flujo
delproceso
Pruebasde
hiptesis
Causas razvalidadas
CausaRaz?
DefinicinY=X1 + X2+. .Xn
X'sCausas
potenciales
Medicin Y,X1, X2, Xn
SiNo
-
8/2/2019 MetMejoraCompetitividadPDG
118/158
118
Tormenta de ideas Permite obtener ideas de los participantes
Diagrama de Ishikawa
-
8/2/2019 MetMejoraCompetitividadPDG
119/158
119
gMedio
ambiente Mtodos Personal
Qu
producebajas ventas
de
Tortillinas
Ta Rosa?
Clima
hmedo
Calidad del
producto
Tipo deexhibidor
Falta de
motivacinAusentismo
Rotacin de
personal
Maquinara Materiales
Clientes con
ventas bajas
Malos
itinerariosDescompostura
del camin
repartidor
Distancia de
la agencia al
changarro
Medicin
Seguimiento
semanal
Conocimiento
de losmnimos por
ruta
Frecuencia
de visitas
Elaboracin
de pedidos
Posicin de
exhibidores
Falta de
supervi
cin
-
8/2/2019 MetMejoraCompetitividadPDG
120/158
120
-
8/2/2019 MetMejoraCompetitividadPDG
121/158
121
Qu es el AMEF?
ElAnlisis de del Modo y Efectos de Falla es un gruposistematizado de actividades para:
Reconocer y evaluar fallas potenciales y sus efectos.
Identificar acciones que reduzcan o eliminen lasprobabilidades de falla.
Documentar los hallazgos del anlisis.
ANALISIS DEL MODO Y EFECTO DE FALLA
AMEF de Diseo
-
8/2/2019 MetMejoraCompetitividadPDG
122/158
122
Componente ________________ Responsable del Diseo ____________ AMEF Nmero _________________
Ensamble ________________ Prepar _______________ Pagina _______de _______
Equipo de Trabajo ___________ FECHA (orig.) de FMEA ______(rev.) ______
Artculo /
Funcin
Modo
Potencial
de Falla
Efecto (s)
Potencial
(es)
de falla
S
e
v
.
C
l
a
s
e
Causa(s)
Potencial(es) /
Mecanismos
de la falla
O
c
c
u
r
Controles
de Diseo
Actuales
Prevencin
Controles de
Diseo
Actuales
Deteccin
D
e
t
e
c
R
P
N
Accin (es)
Recomenda
da (s)
Responsable
y fecha objetivo
de Terminacin
Acciones
Tomadas
S
e
v
O
c
c
D
e
t
R
P
N
Abertura La abertur LOCAL:
engrane no es Dao a sensorproporcio suficiente de velocidad y
claro de engrane
aire entre
dientes MAXIMO PROXIMO
Falla en eje
CON CLIENTE
Equipo 7 3 5 105parado
Resultados de Acc in
Usar RPN para identificar
acciones futuras. Una vez
que se lleva a cabo la
accin, recalcular el RPN.
Tcnicas decreatividadDiseo de
Causasraz
FASE DE MEJORA
-
8/2/2019 MetMejoraCompetitividadPDG
123/158
123
Tormenta deideas Metodologa
TRIZ
Generacin de soluciones
experimentos
Mtodos deSimulacin
No
Implementacin desoluciones y verificacin
de su efectivdad
Evaluacin de soluciones(Fact., ventajas, desventajas)
Solucionesverificadas
Solucinfactible?
Si
Efecto de X'sen las Y =
CTQs
Ideas
Presentacin Proyecto Six Sigma
-
8/2/2019 MetMejoraCompetitividadPDG
124/158
124
Reduccin del Tiempo de Ciclo enel Area de Cuentas por Pagar
Definicin del Problema
-
8/2/2019 MetMejoraCompetitividadPDG
125/158
125
Variables Criticas de Calidad (CTQs)
Y= f( X1 + X2 + X3 + Xn)
Ciclo de Cuentas Por Pagar
Depto. Cuentas por Pagar
Almacenes de M.P. /Refacciones
Depto. Compras
Otros Deptos.
El problema a resolver es el tiempo de Ciclo en elDepartamento de Cuentas por Pagar (Y= X1) ya que es
el cuello de botella
-
8/2/2019 MetMejoraCompetitividadPDG
126/158
126
Excel, SimQuick yArena
Simulacin de oportunidad de
-
8/2/2019 MetMejoraCompetitividadPDG
127/158
127
pinversin por medio de NPV
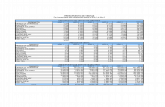
Assumptions
Startup Costs 150,000$ Variable Costs 75% of Revenue
Selling Price 35,000$ Cost of Capital 10%
Fixed Costs 15,000$ Tax Rate 34%
Depreciation/Yr 10,000$
Demand/Yr 10.0 units
Year 0 1 2 3 4
Demand 9.0 12.0 8.0 11.0
Revenue 315,000 420,000 280,000 385,000
Fixed Cost 15,000 15,000 15,000 15,000
Variable Cost 236,250 315,000 210,000 288,750
Depreciation 10,000 10,000 10,000 10,000
Profit before Tax 53,750 80,000 45,000 71,250Tax 18,275 27,200 15,300 24,225
Profit after Tax 35,475 52,800 29,700 47,025
Net Cash Flow (150,000) 45,475 62,800 39,700 57,025
Net Present Value $12,017.78
SimQuick
-
8/2/2019 MetMejoraCompetitividadPDG
128/158
128
Entrance(s) Puerta Objects entering process 56.40
Objects unable to enter 6.00
Service level 0.92
Work Station Cajero Work cycles started 54.60Fraction time working 0.99
Fraction time blocked 0.00
Buffer(s) Cola Mean inventory 6.41
Mean cycle time 14.04
Clientes servidos Final inventory 53.60
Mean inventory 26.33
Ejemplo 1. Atencin de un cajero de banco
WORK
ENTRANCE STATIONCap. 100
hay 0 inciales
Clientes Cap=10 hay 5
BUFFER BUFFER
Llegan cada Distrib. Normal2 min. En promedio Media = 2.2 min y desv. Estandar de 0.5 min.
Puerta Cola CajeroClientes
servidos
-
8/2/2019 MetMejoraCompetitividadPDG
129/158
129
-
8/2/2019 MetMejoraCompetitividadPDG
130/158
130
Se hacen cambios deliberados y sistemticos de las variablesde entrada (factores) para observar los cambioscorrespondientes en la salida (respuesta).
Proceso
Entradas Salidas (Y)
Diseo de experimentos
Los Factores Pueden Afectar...
-
8/2/2019 MetMejoraCompetitividadPDG
131/158
131
Los Factores Pueden Afectar...
2. El Resultado Promedio
3. La Variacin y el Promedio1. La Variacin del Resultado
4. Ni la Variacin ni el Promedio
Tiempo deCiclo Largo
Tiempo deCiclo Corto
Tiempo de respuestaTiempo de respuesta
Satisf.Baja
Satisf.alta
Tiempo de respuesta Tiempo de respuesta
T. RespuestaBajo
T. RespuestaAlto Ambos niveles
producen elmismo resultado
-
8/2/2019 MetMejoraCompetitividadPDG
132/158
132
Los Seis Sombreros de pensamiento
Dejemos los argumentos y propuestas y miremos
-
8/2/2019 MetMejoraCompetitividadPDG
133/158
133
Dejemos los argumentos y propuestas y miremoslos datos y las cifras.
Exponer una intuicin sin tener que justificarla
Juicio, lgica y cautela
Mirar adelante hacia los resultados de una accinpropuesta
Interesante, estmulos y cambios
Visin global y del control del proceso
Documentar
Solucionesimplementadas
FASE DE CONTROL
-
8/2/2019 MetMejoraCompetitividadPDG
134/158
134
Estndaresde trabajo
Documentary Capacitar
HerramientasLean
Auditoria del Plan de calidad
Plan deCalidad
CEP -Poka Yokes
No
Tomar acciones correctivasy preventivas -
Actualizar AMEF
Procesoen control?
Si
-
8/2/2019 MetMejoraCompetitividadPDG
135/158
135
Es bueno hacer las cosas bien la primera vez.
Es an mejor hacer que sea imposible hacerlas maldesde la primera vez.
Por qu suceden los errores humanos y qu se
-
8/2/2019 MetMejoraCompetitividadPDG
136/158
136
Por qu suceden los errores humanos y qu sepuede hacer para evitar riesgos y peligros?
-
8/2/2019 MetMejoraCompetitividadPDG
137/158
137
POKA -YOKE Tipos de Errores
Olvidar Mal entendimiento
Identificacin Principiante/Novatez Errores a propsito por ignorar reglas polticas Desapercibido
Lentitud Falta de estndares Sorpresas Intencionales
Funciones reguladoras de POKA -YOKE
-
8/2/2019 MetMejoraCompetitividadPDG
138/158
138
Funciones reguladoras de POKA YOKE
Mtodos de Control Anormalidad se apaga la mquina o se bloquea
el sistema de operacin Se prevee que siga
ocurriendo el mismo error. Funcin reguladora ms fuerte Maximiza
eficiencia poara alcanzar cero defectos.
-
8/2/2019 MetMejoraCompetitividadPDG
139/158
139
Funciones reguladoras de POKA -YOKE
Mtodos de Advertencia Advierte al trabajador de las anormalidades
ocurridas activacin de una luz o sonido Menos efectivo usarlo cuando el impacto de lasanormalidades sea mnimo o por factores tcnicos
y/o econmicos no se pueda implantar uno decontrol.
Ejemplos de Poka Yokes
-
8/2/2019 MetMejoraCompetitividadPDG
140/158
140
Ejemplos de Poka Yokes
Contactos elctricos a prueba de errores,para asegurar una polaridad apropiada.
Pasadores Gua
Cada gua tiene su propio pasador gua nico.
-
8/2/2019 MetMejoraCompetitividadPDG
141/158
141
C t l E t d ti d l P
-
8/2/2019 MetMejoraCompetitividadPDG
142/158
142
Control Estadstico del Proceso El Control estadstico del proceso permite identificar
situaciones anormales en el proceso y tomaracciones, no previene defectos en el 100% de los
productos
Las cartas de control : Permiten diferenciar laVariabilidad normal del proceso (del sistema) y la
Variabilidad por causas asignables ( Fuera de LCS oLCI o patrones anormalescausados por las 5Ms)
Patrones de anormalidaden la carta de control
-
8/2/2019 MetMejoraCompetitividadPDG
143/158
143
Escuche la Voz del Proceso Regin de control,captura la variacinnatural del proceso
original
Causa Especialidentifcada
El proceso ha cambiado
TIEMPO
Tendencia del proceso
LSC
LIC
M
E
D
I
D
A
S
C
A
L
I
DA
D
CONTROL PLAN
Prototype Pre- launch Production Key Contac /Phone Date (Orig.) Date (Rev.)
ControlPlan Number
Part Number/Latest Change Level Core Team CustomerEngineering Approval/Date (if Req'd.)
Part Name/Description Supplier/Plant Approval/Date CustomerQuality Approval/Date (if Req'd.)
Supplier/Plant SupplierCode Other Approval/Date (if Req'd.) OtherApproval/Date (if Req'd.)
ofPage
-
8/2/2019 MetMejoraCompetitividadPDG
144/158
144
calidadNo de Producto Dibujo No. Operacin No. Maquna Elabor Aprob
Nombre del producto Nivel
Criterio Tamao Frecuenc. Mtodo de
dmuestra Registro
Ayuda Visual
Operador
Instrucciones:
Distribucin
Caracteristica
Descripcin
Especificacin
& Tolerancia
Hoja de Instruccin
Instrumento
Plan de Reaccin
- Una Mquina- Un rea- Para los Operadores- Operaciones Limitadas
- Todas las reas
- Todas las Operaciones- Todas las Mquinas
Part / Process Name / Machine, Device, Characteristics Special Methods
Process Operation Jig, Tools Char.
Number Description For Mfg. No. Product Process Class. Product/Process Evaluation/ Sample ControlMethod Reaction Plan
Specification/ Measurement Size Freq.
Tolerance Technique
Paquete estadstico Minitab
-
8/2/2019 MetMejoraCompetitividadPDG
145/158
145
Paquete estadstico MinitabI Chart of pH by Fecha
-
8/2/2019 MetMejoraCompetitividadPDG
146/158
146
Individual
Value
Cl VHora V
201821201914:0012:0010:008:006:15
14
12
10
8
6
_X=8.981
UCL=12.370
LCL=5.592
04/11/2002 05/11/2002 06/11/2002
Cl V
Hora V
14
12
10
86
_X=9.128
UCL=12.843
LCL=5.413
07/11/2002 08/11/20021
I Chart of pH by Fecha
Paquete estadstico MinitabGage R&R (ANOVA) for Medicion
-
8/2/2019 MetMejoraCompetitividadPDG
147/158
147
Percent
Part-to-PartReprodRepeatGage R&R
80
40
0
% Contribution
%StudyVar
% Tolerance
SampleRange
4
2
0
_R=2.042
UCL=5.257
LCL=0
1 2 3
SampleMean
15.0
12.5
10.0
__X=11.293
UCL=13.383
LCL=9.204
1 2 3
Pieza
10987654321
18
12
6
Operario
321
18
12
6
Pieza
Average
10987654321
15.0
12.5
10.0
Operario
1
2
3
Gage name:
Date of study :
Reported by :
Tolerance:
Misc:
Components of Variation
R Chart by Operario
Xbar Chart by Operario
Medicion by Pieza
Medicion by Operario
Operario * Pieza Interaction
Paquete estadstico MinitabProcess Capability of Peso
-
8/2/2019 MetMejoraCompetitividadPDG
148/158
148
3.403.353.303.253.203.153.10
LSL USL
Process Data
SampleN 200
StDev(Within) 0.02136
StDev(Ov erall) 0.02917
LSL 3.08750Target *
USL 3.41250
Sample Mean 3.24312
Potential (Within) Capability
C C pk 2.54
O v erall C apability
Pp 1.86
PPL 1.78
PPU 1.94
Ppk
C p
1.78
C pm *
2.54
C PL 2.43
C PU 2.64
C pk 2.43
O bserv ed Performance
P PM U SL 0.00
P PM Total 0.00
Exp. Within Performance
P PM U SL 0.00
P PM Total 0.00
Exp. O v erall Performance
P P M USL 0.00
P PM Total 0.05
Within
Overall
-
8/2/2019 MetMejoraCompetitividadPDG
149/158
149
Distribuidores y
Papel de la TIC
-
8/2/2019 MetMejoraCompetitividadPDG
150/158
150
Administracinde recursos
Intranet ERP
Mfra. Distrib.MRP II WebeCRM B2C
Call Center
ProveedoresPrimer Nivel
EDI XML
Red deValor Agregado
VAN B2B
Distribuidores yMinoristas
EDI XML B2CWeb eCRM CallCenter
Internet
WebTelfonoCliente
SCM
Qu es un ERP?
-
8/2/2019 MetMejoraCompetitividadPDG
151/158
151
Qu es un ERP?
Se refiere a un paquete informtico que cubre deforma parcial o total las reas funcionales de laempresa y permite coordinar las actividades.
La gama de funciones que cubren los ERP son:
Contabilidad
Finanzas
Administracin de rdenes de venta Logstica
Produccin Recursos humanos
Crystal Reports
-
8/2/2019 MetMejoraCompetitividadPDG
152/158
152
Crystal ReportsLos mejores reportes contienen los hechosnecesarios para realizar las mejores decisiones,no obscurecidas por un conjunto de datos
irrelevantes a la tarea actual
-
8/2/2019 MetMejoraCompetitividadPDG
153/158
153
Comunicaciones por Intercambio
Electrnico de Datos EDI - UNIFACT
-
8/2/2019 MetMejoraCompetitividadPDG
154/158
154
Esquemas de negocio B2C y B2B
La Web y los negocioselectrnicos
-
8/2/2019 MetMejoraCompetitividadPDG
155/158
155
electrnicos Sirve para atraer nuevos clientes con mercadotecnia
y publicidad
Mejor atencin de clientes por servicio y soporteremoto
Interaccin con clientes y bsquedas deinformacin
Nuevas formas de relaciones con el cliente Acceso a informacin del gobierno
La Web y los negocioselectrnicos
-
8/2/2019 MetMejoraCompetitividadPDG
156/158
156
electrnicos Desarrollo de nuevos mercados y canales de
distribucin para productos existentes
Peridicos y revistas on line Distribucin de software Muestras de msica y juegos
Desarrollo de productos basados en la informacin Bsqueda de personas, negocios, objetos
(switchboard)
B2B ventajas
-
8/2/2019 MetMejoraCompetitividadPDG
157/158
157
B2B, ventajas Reduccin de Costos operativos y administrativos de
la empresa.
Administracin en lnea de la informacin de Clientes,Contactos, Ventas, Ingresos, Pagos, Proveedores,etc.
Difusin Universal en horarios continuos
Poco personal con alto rendimiento Estructura Organizacional Plana
-
8/2/2019 MetMejoraCompetitividadPDG
158/158
Sesin de preguntas y respuestas
Muchas gracias