Metrologia
28
METROLOGIA TECNOLOGIA
Transcript of Metrologia
METROLOGIA
TECNOLOGIA
METROLOGIA
És la ciència que tracta tot allò que fa referència al fet de mesurar.
Els aspectes més importants són: Magnituds Sistema d’unitats Instruments de mesura Normes d’utilització i manteniment
1. MESURES I UNITATS
MESURARConsisteix en comparar una magnitud coneguda presa com a unitat, amb una altra de la mateixa naturalesa, per trobar la relació existent entre elles.MAGNITUDTot allò susceptible de ser mesurat.MESURAMENTAcció de mesurar. El valor numèric s’anomena mesura.

1.1TIPUS DE MESURAMENT
MESURAMENT DIRECTE S’obté la mesura directament sobre l’escala
de l’instrument Exemples: Palmer, peu de rei, metre, etc...
MESUREMENT INDIRECTE Un cop feta la mesura amb l’instrument, s’obté
el resultat fent alguna altra operació matemàtica.
Exemple: Càlcul del volum d’una esfera submergint-la en aigua.
1.2 SISTEMES D’UNITATS
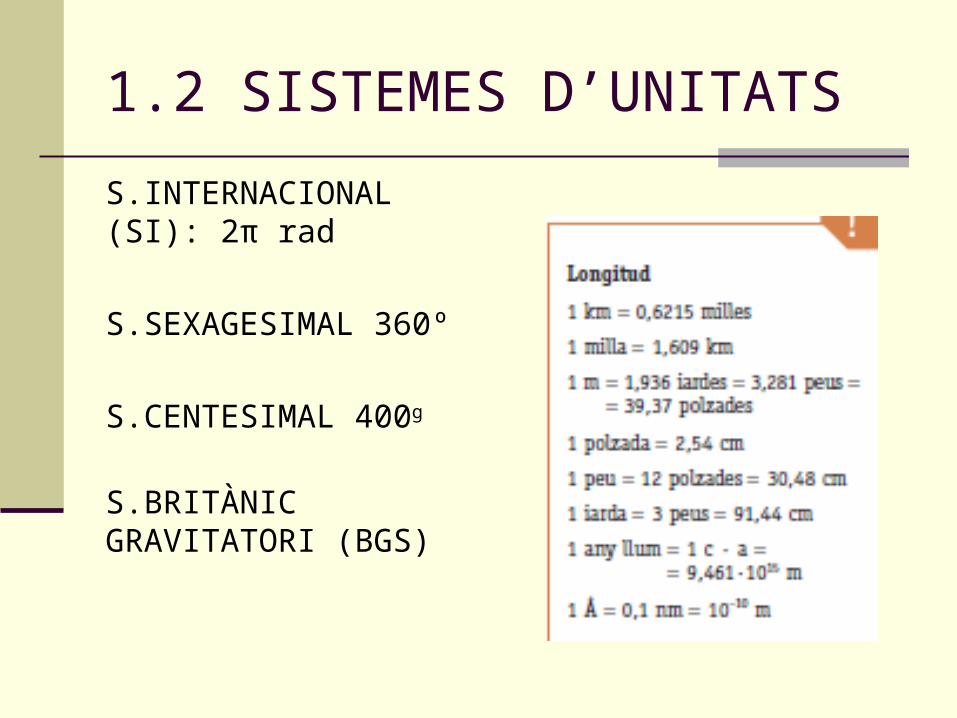
S.INTERNACIONAL (SI): 2π rad
S.SEXAGESIMAL 360º
S.CENTESIMAL 400g
S.BRITÀNIC GRAVITATORI (BGS)
2. EXACTITUD, PRECISIÓ I APRECIACIÓ
EXACTITUD: es determina pel grau d’aproximació al valor real (mesura concreta Xi o mitjana aritmètica x) o convencional (plànols X0)
PRECISIÓ: capacitat d’un instrument de mesura de donar els resultats amb molta exactitud.
APRECIACIÓ: el valor de la mínima fracció de la unitat de mesura que es pugui llegir en un instrument de mesura.
ERROR
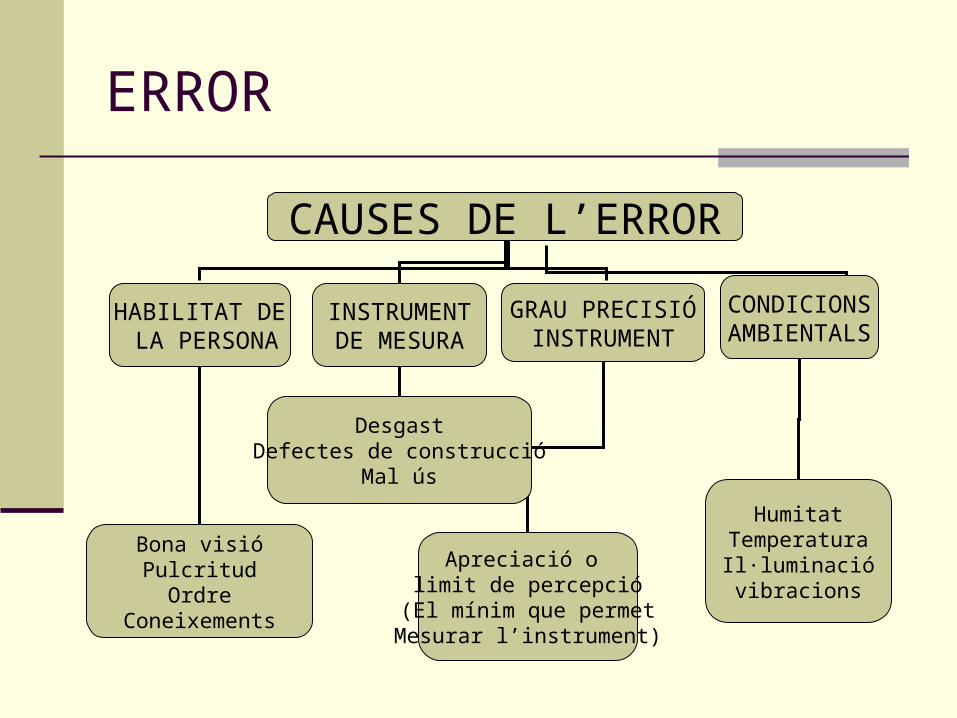
CAUSES DE L’ERROR
HABILITAT DE LA PERSONA
INSTRUMENTDE MESURA
GRAU PRECISIÓINSTRUMENT
CONDICIONSAMBIENTALS
Bona visióPulcritud
OrdreConeixements
DesgastDefectes de construcció
Mal ús
Apreciació o limit de percepció
(El mínim que permetMesurar l’instrument)
HumitatTemperaturaIl·luminacióvibracions

CÀLCUL DE L’ERROR
ERROR ABSOLUT (Ea): És la diferència entre el valor mesurat i el
valor convencional.
Ea =Xi - X0
ERROR RELATIU (Er): És el quocient entre l’error absolut i el valor
real. S’expressa en %.
Er = (Ea · 100) / X0
És la variació en % entre el valor mesurat i el valor convencional
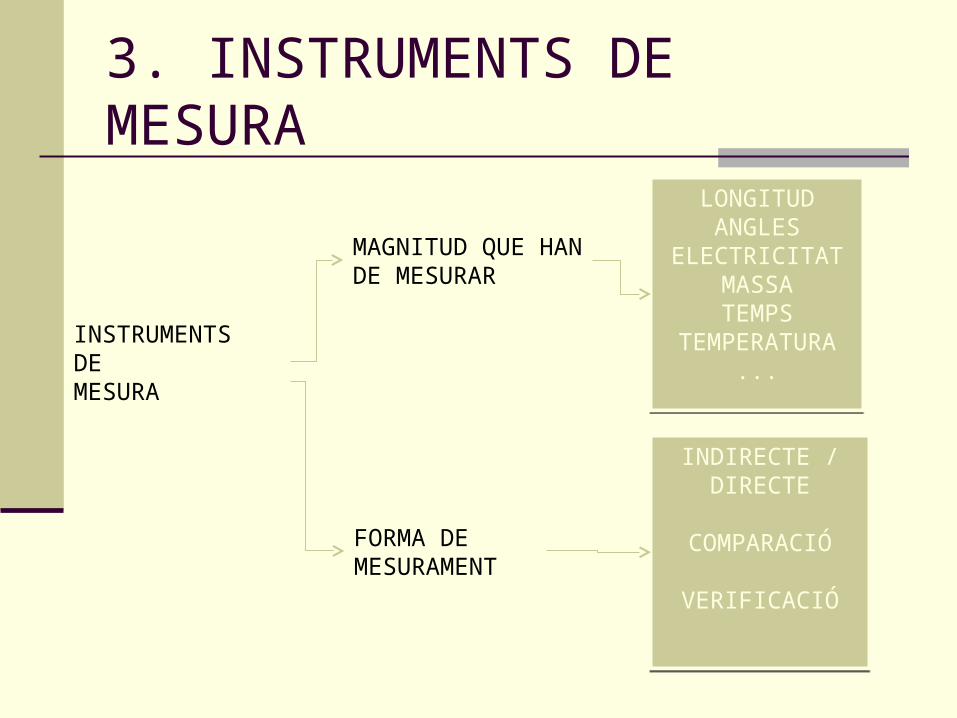
3. INSTRUMENTS DE MESURA
INSTRUMENTSDEMESURA
MAGNITUD QUE HAN DE MESURAR
FORMA DE MESURAMENT
LONGITUDANGLES
ELECTRICITATMASSATEMPS
TEMPERATURA...
LONGITUDANGLES
ELECTRICITATMASSATEMPS
TEMPERATURA...
INDIRECTE / DIRECTE
COMPARACIÓ
VERIFICACIÓ
INDIRECTE / DIRECTE
COMPARACIÓ
VERIFICACIÓ

3.1 INSTRUMENTS PER MESURAR LONGITUDS
- APRECIACIÓ mm: cintes, metres, regles d’acer- APRECIACIÓ 0,1mm o 0,05 mm: peu de rei- APRECIACIÓ 0,01 mm: micròmetre o pàlmer
PEU DE REI MICRÒMETRE
Com es mesura amb el peu de rei i amb el micròmetre?

3.2 Instruments de comparació i verificació.
GALGUES BLOCS PATRÓ COMPARADORS
CALIBRADORS PASSA-NO PASSA

3.3 INSTRUMENTS DE MESURA ANGULAR

4. NORMALITZACIÓ.
LA NORMALITZACIÓ és un conjunt de prescripcions tècniques que especifique, unifiquen i simplifiquen aspectes referents als processos industrials.
LA CERTIFICACIÓ és l’acció que du a terme una entitat reconeguda com a independent de les parts interesades, que dóna fe que aquella empresa, producte, procés, servei o persona compleix els requisits definits en normes o especificacions tècniques.
NORMA: és un document tècnic en el qual s’escriuen acords presos entre fabricants, tècnic i usuaris que formen grups de treball, durant un temps determinat i que depenen d’una comissió tècnica que ha de decidir l’aprovació ono dels acords que s’hagi arribat.
RESPONSABLE I NORMA A ESPANYA: AENOR, UNENORMES INTERNACIONALS: ISORESPONSABLE I NORMA A EUROPA: CEN, EN
SISTEMA DE TOLERÀNCIES ISO
Sorgeix davant la necessitat de normalitzar i internacionalitzar les mides de les peces.
Afavoreix la intercanviabilitat. Algunes de les normes ISO més importants són:
ISO 216 Mides del paper. ISO A4 ISO 639 Noms de les llengües ISO 3166 Codis de països ISO 4217 Codis de monedes ISO 8859 Caràcters del codi ASCII ISO 9000 Sistema de Gestió de la Qualitat ISO 10279 Llenguatge de programació BASIC ISO 14000 Estàndards de Gestió del Mediambient en entorns
de producció
INTERCANVIABILITAT
Fer peces en sèrie permet fer-les totes “iguals.
Això permet canviar peces d’una màquina sense que variï el funcionament de la màquina.
Per tal de poder fer peces intercanviables cal establir un sistema de toleràncies internacional pel tal que no es produeixin diferències de mida que no permetin el canvi.
Es per això que apareixen les normes ISO.
5. TOLERÀNCIA I AJUSTATGES
La majoria de màquines són formades per peces. Generalment eixos i forats acoblats. Els eixos s’anomenen vulgarment mascles i són
formats per peces que s’acoblen dins d’altres. Els forats s’anomenen femelles i és són s’acoblen els
eixos o mascles. La tolerància és el marge d’error que poden tenir les
peces. Dimensional Geomètriques
La mesura nominal és el valor indicat en el plànol de la peça.
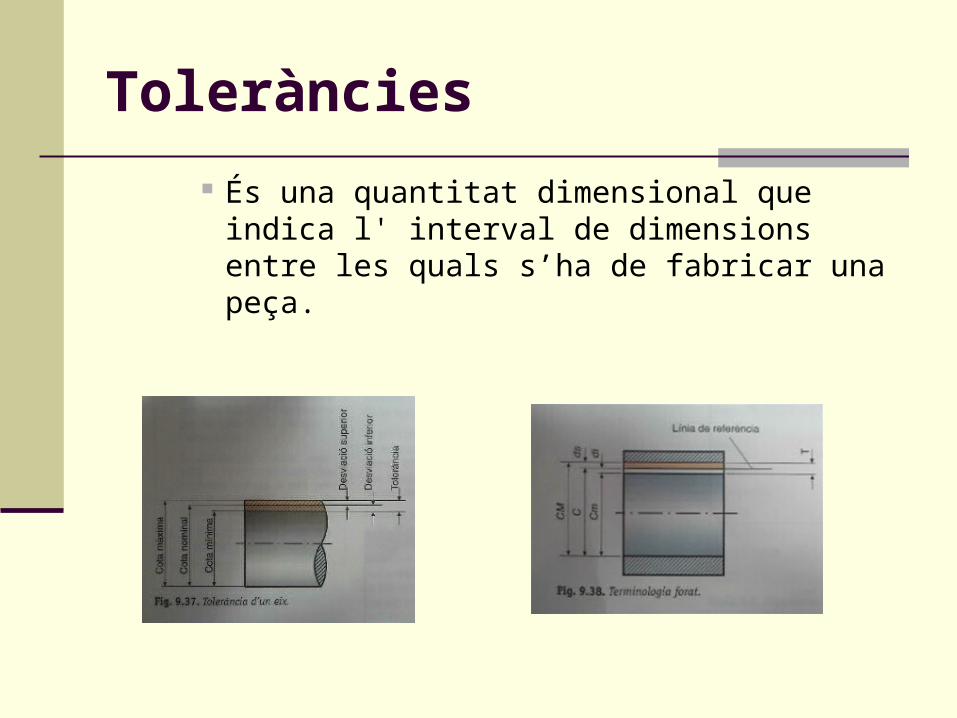
Toleràncies
És una quantitat dimensional que indica l' interval de dimensions entre les quals s’ha de fabricar una peça.
Ajustatges
Ajustatges És quan una peça encaixa en un altra peça amb
una relació dimensional prèviament definida.
Tres tipus:
Ajustatges amb joc. Dm forat > DM eix
Ajustatges amb serratge Dm eix > DM forat
Ajustatges indeterminats CM forat > Cm eix
CM eix>Cm forat
Ajustatges
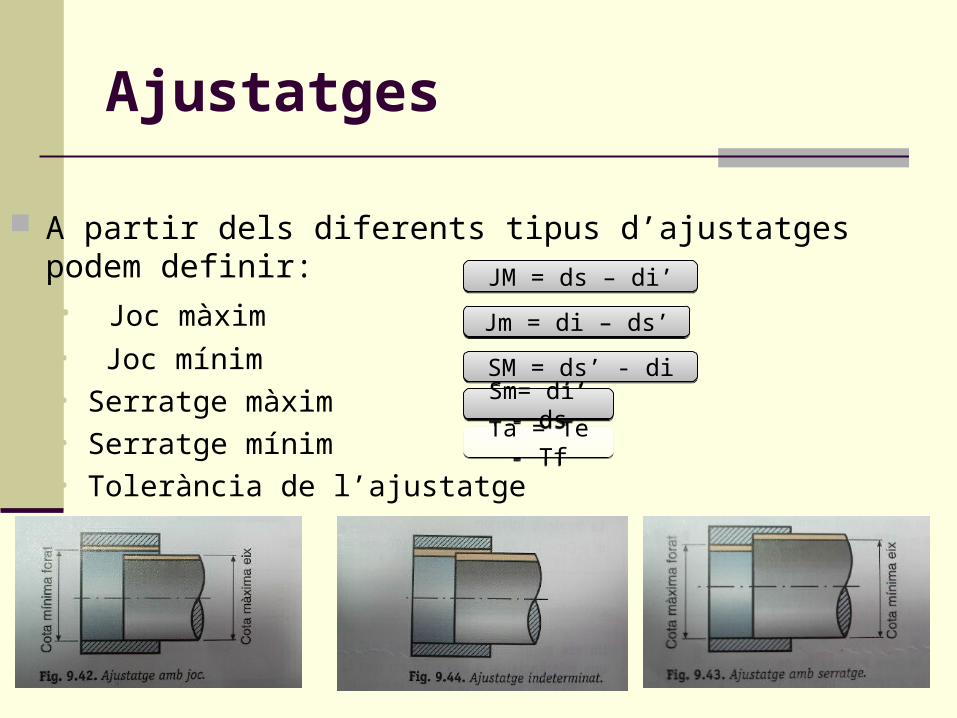
A partir dels diferents tipus d’ajustatges podem definir:• Joc màxim• Joc mínim• Serratge màxim• Serratge mínim• Tolerància de l’ajustatge
JM = ds – di’JM = ds – di’
Jm = di – ds’Jm = di – ds’
SM = ds’ - diSM = ds’ - di
Ta = Te - TfTa = Te - Tf
Sm= di’ - dsSm= di’ - ds
6. Sistema ISO de tolerància dimensionals
Normativa acceptada per tots els fabricants que treballen amb toleràncies.
Dos conceptes: Qualitat de la tolerància: ens informa del grau
de perfecció de la peça. Posició de la tolerància: ens indica el lloc on es
troba la qualitat respecte a la línia de referència.

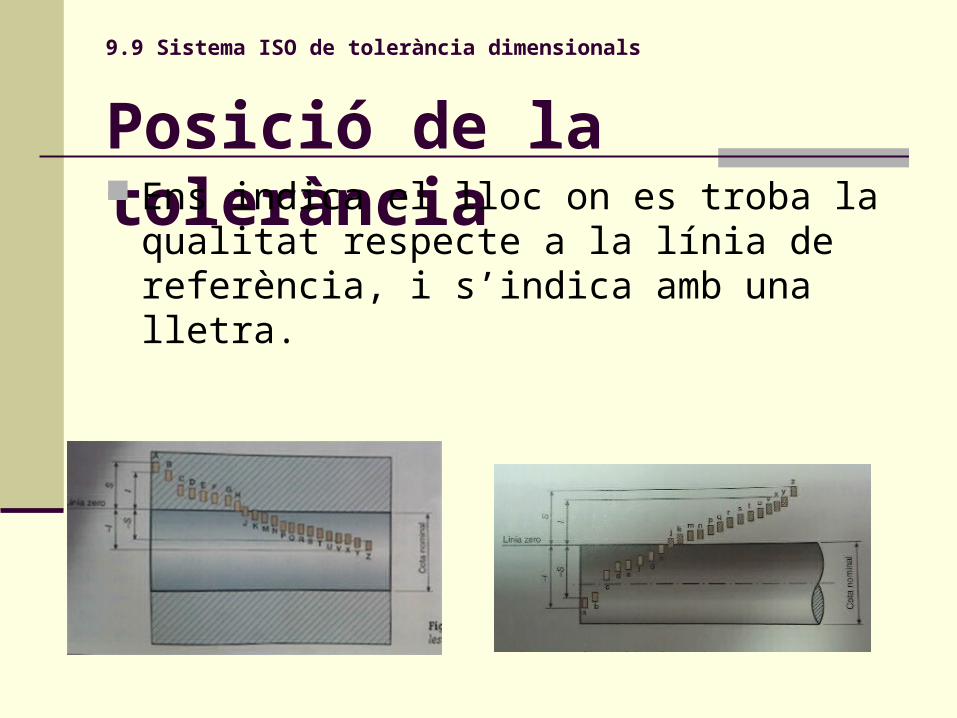
9.9 Sistema ISO de tolerància dimensionals
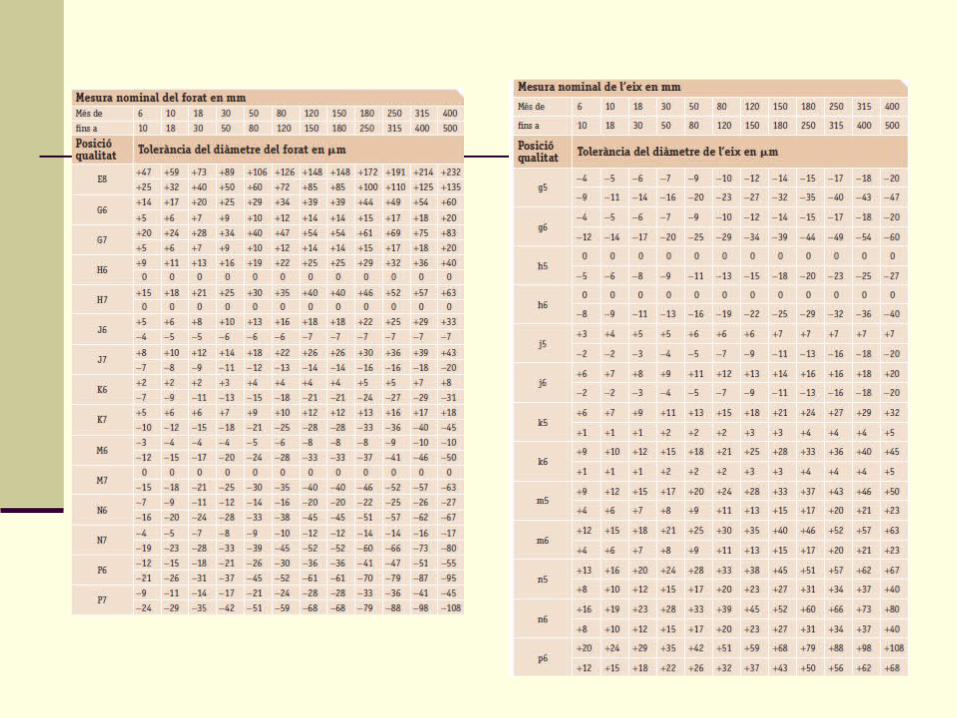
Qualitat de la tolerància (IT) Per a dimensions inferiors a 500
20 qualitats de tolerància ( del 01 al 18) Ex: IT4
9.9 Sistema ISO de tolerància dimensionals
Posició de la tolerància Ens indica el lloc on es troba la qualitat
respecte a la línia de referència, i s’indica amb una lletra.

7. Sistema ISO d’ajustatges
Ajustage d’un eix en un forat.
Estudiant aquest ajustatge es pot determinar el seu joc, el seu serratge o la seva incertesa.
Escriptura:(cota nominal) (posició i qualitat forat)/(posició i qualitat eix)
35 H7/f8

7. Sistema ISO d’ajustatges
Dos sistemes d’ajustatge: Sistema forat-base:
• Joc: a-h• Incertesa: j-n• Serratge: p-z
Sistema eix-base:• Joc: A-H• Incertesa: J-N• Serratge: P-Z

8. Operacions amb toleràncies
Serveixen per trobar el valor d’una cota amb tolerància d’una peça.
L=A-B-CdsL=dsA-diB-diCdiL=diA-dsB-dsC
A
B CL

Exemple
Tolerància general: +200µm i -10µm
A=30mm B=5mm C=5mm L=?
A
B CL
Determina el valor de L.